WO2021039013A1 - 熱膨張性耐火材 - Google Patents
熱膨張性耐火材 Download PDFInfo
- Publication number
- WO2021039013A1 WO2021039013A1 PCT/JP2020/022442 JP2020022442W WO2021039013A1 WO 2021039013 A1 WO2021039013 A1 WO 2021039013A1 JP 2020022442 W JP2020022442 W JP 2020022442W WO 2021039013 A1 WO2021039013 A1 WO 2021039013A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- refractory material
- heat
- refractory
- mass
- vinyl acetate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L27/00—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Compositions of derivatives of such polymers
- C08L27/02—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L27/04—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Compositions of derivatives of such polymers not modified by chemical after-treatment containing chlorine atoms
- C08L27/06—Homopolymers or copolymers of vinyl chloride
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/02—Elements
- C08K3/04—Carbon
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/04—Homopolymers or copolymers of ethene
- C08L23/08—Copolymers of ethene
- C08L23/0846—Copolymers of ethene with unsaturated hydrocarbons containing atoms other than carbon or hydrogen
- C08L23/0853—Ethylene vinyl acetate copolymers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09K—MATERIALS FOR MISCELLANEOUS APPLICATIONS, NOT PROVIDED FOR ELSEWHERE
- C09K21/00—Fireproofing materials
- C09K21/02—Inorganic materials
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09K—MATERIALS FOR MISCELLANEOUS APPLICATIONS, NOT PROVIDED FOR ELSEWHERE
- C09K21/00—Fireproofing materials
- C09K21/02—Inorganic materials
- C09K21/04—Inorganic materials containing phosphorus
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09K—MATERIALS FOR MISCELLANEOUS APPLICATIONS, NOT PROVIDED FOR ELSEWHERE
- C09K21/00—Fireproofing materials
- C09K21/06—Organic materials
- C09K21/12—Organic materials containing phosphorus
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/24—Acids; Salts thereof
- C08K3/26—Carbonates; Bicarbonates
- C08K2003/265—Calcium, strontium or barium carbonate
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/32—Phosphorus-containing compounds
- C08K2003/321—Phosphates
- C08K2003/327—Aluminium phosphate
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2201/00—Properties
- C08L2201/02—Flame or fire retardant/resistant
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2205/00—Polymer mixtures characterised by other features
- C08L2205/03—Polymer mixtures characterised by other features containing three or more polymers in a blend
Definitions
- the present invention relates to a heat-expandable refractory material containing heat-expandable graphite.
- refractory materials are used for building materials such as fittings, pillars, and wall materials for fire prevention.
- a heat-expandable refractory material or the like in which a heat-expandable graphite is blended with a resin in addition to a flame retardant, an inorganic filler, etc. is used (see, for example, Patent Document 1).
- Such a heat-expandable refractory material expands by heating and the combustion residue forms a fire-resistant heat insulating layer to exhibit fire-resistant heat insulating performance.
- the heat-expandable refractory material containing the heat-expandable graphite is provided, for example, in the gap between the fittings such as doors and windows provided in the opening of the building and the frame such as the door frame and window frame surrounding them.
- the sheet expands in the thickness direction, closing the gap between the fitting and the frame material, and preventing the spread of fire.
- an object of the present invention is to provide a heat-expandable refractory material which is hard to peel off and has excellent fire resistance.
- the present inventor is a refractory material containing at least one matrix resin selected from a thermoplastic resin and rubber and a heat-expandable graphite, and the expansion pressure is constant. It has been found that the above-mentioned problems can be solved by the above-mentioned thermal expansion refractory material. Further, a refractory material containing an ethylene-vinyl acetate copolymer as a thermoplastic resin and a heat-expandable graphite, wherein the ethylene-vinyl acetate copolymer has a specific structure can also be used as described above. We found that the problem could be solved.
- thermoplastic resin a refractory material containing an ethylene-vinyl acetate copolymer, a heat-expandable graphite, and a cross-linking agent as the thermoplastic resin. That is, the present invention relates to the following [1] to [15].
- thermoplastic resin is a polyvinyl chloride-based resin.
- thermoplastic resin is a polyvinyl chloride-based resin.
- plasticizer contains a solid plasticizer.
- the plasticizer contains a liquid plasticizer, and the mass ratio of the liquid plasticizer to the solid plasticizer (liquid plasticizer / solid plasticizer) is 5/95 to 60/40.
- MFR melt flow rate
- FIG. 5 is a schematic cross-sectional view showing another embodiment of a refractory multilayer sheet. It is a figure which shows typically one Embodiment through which a refractory multilayer sheet passes a path.
- the heat-expandable refractory material of the present invention is a refractory material containing at least one matrix resin selected from a thermoplastic resin and rubber and heat-expandable graphite, and has an expansion pressure of 3.0 N / cm 2.
- the above is the heat-expandable refractory material.
- the heat-expandable refractory material of the present invention may be simply referred to as a refractory material.
- the refractory material of the present invention has an expansion pressure of 3.0 N / cm 2 or more. If the expansion pressure of the refractory material is less than 3.0 N / cm 2 , the force to close the gaps in the fittings will be weakened or the refractory material will easily come off from the fittings if exposed to flames for a long period of time in the event of a fire. Fire resistance deteriorates. From the viewpoint of improving the fire resistance, the expansion pressure of the heat-expandable refractory material is preferably 5.0 N / cm 2 or more, more preferably 7.0 N / cm 2 or more, and further preferably 9. It is 0 N / cm 2 or more.
- the expansion pressure of the refractory material can be adjusted by the amount of thermally expandable graphite described later, the type of thermoplastic resin or rubber, the presence or absence of a cross-linking agent, and the like.
- the reason why the expansion pressure of the heat-expandable refractory material of the present invention is high is not clear, but it is appropriate to select the type of thermoplastic resin or rubber, use or not use a cross-linking agent, etc. while using heat-expandable graphite. It is presumed that by adjusting to, part of the refractory material is carbonized in the event of a fire, and the fluidity of the refractory material at high temperatures decreases.
- the expansion pressure in the present invention is an expansion pressure at 500 ° C., and is measured as follows. (1) Prepare a sheet-shaped refractory material having a thickness of 1.8 mm, a width of 25 mm, and a length of 25 mm. (2) Install the hot plate and the force gauge at a position 1.2 cm away from the surface of the hot plate. (3) The surface of the hot plate is heated to 500 ° C., the sheet-shaped refractory material is placed on the surface of the hot plate, and a ceramic plate (material is calcium silicate, thickness 2 mm, thickness 2 mm) is placed on the refractory material. Width 30 mm, length 30 mm). (4) When the refractory material is heated on a hot plate at 500 ° C. for 250 seconds, the value obtained by dividing the maximum stress measured by the force gauge by the area of the jig is defined as the expansion pressure.
- the expansion ratio of the refractory material of the present invention is not particularly limited, but from the viewpoint of improving fire resistance, it is preferably 10 to 500 times, more preferably 50 to 300 times, and further preferably 100 to 250 times. Is.
- the expansion ratio is as follows: a sheet-shaped refractory material having a thickness of 1.8 mm, a width of 25 mm, and a length of 25 mm is heated at 600 ° C. for 30 minutes, and the thickness of the refractory material after heating is divided by the thickness of the refractory material before heating. It can be obtained by doing.
- the refractory material of the present invention contains heat-expandable graphite.
- Thermally expandable graphite is a conventionally known substance that expands when heated, and is obtained by acid-treating raw material powders such as natural scaly graphite, pyrolytic graphite, and kiss graphite with a strong oxidizing agent to form graphite interlayer compounds. is there.
- the strong oxidizing agent include inorganic acids such as concentrated sulfuric acid, nitric acid and selenic acid, concentrated nitric acid, perchloric acid, perchlorate, permanganate, dichromate and hydrogen peroxide.
- Thermally expandable graphite is a crystalline compound that maintains the layered structure of carbon.
- the heat-expandable graphite may be neutralized. That is, the heat-expandable graphite obtained by treating with a strong oxidizing agent or the like as described above may be further neutralized with ammonia, an aliphatic lower amine, an alkali metal compound, an alkaline earth metal compound or the like.
- the content of the heat-expandable graphite in the refractory material of the present invention is preferably 20 to 500 parts by mass, more preferably 50 to 300 parts by mass, and further preferably 100 parts by mass with respect to 100 parts by mass of the matrix resin. It is about 250 parts by mass, more preferably 110 to 200 parts by mass.
- the content of the heat-expandable graphite is at least these lower limit values, it becomes easy to increase the expansion pressure of the heat-expandable refractory material.
- the content of the heat-expandable graphite is not more than these upper limit values, the shape retention and workability are improved.
- the heat-expandable graphite in the present invention has an average aspect ratio of preferably 15 or more, more preferably 20 or more, and usually 1000 or less.
- the average aspect ratio of the heat-expandable graphite is equal to or higher than these lower limits, the expansion pressure of the refractory material can be easily increased.
- the maximum dimension (major axis) and the minimum dimension (minor axis) are measured for 10 or more (for example, 50) thermally expandable graphites, and these ratios (maximum dimension / Calculated as the average value of (minimum dimension).
- the average particle size of the heat-expandable graphite is preferably 50 to 500 ⁇ m, more preferably 100 to 400 ⁇ m from the viewpoint of obtaining a desired expansion pressure.
- the average particle size of the heat-expandable graphite is determined as the average value of the maximum dimensions of 10 or more (for example, 50) heat-expandable graphites.
- the minimum and maximum dimensions of the above-mentioned heat-expandable graphite can be measured using, for example, a field emission scanning electron microscope (FE-SEM).
- the refractory material of the present invention contains at least one matrix resin selected from thermoplastic resins and rubbers.
- thermoplastic resin contained in the refractory material of the present invention is not particularly limited, but a polyolefin resin, a polyvinyl chloride resin, a fluororesin and the like are preferable.
- polystyrene resin examples include polypropylene resin, polyethylene resin, ethylene-vinyl acetate copolymer, ethylene-acrylic acid ester copolymer and the like. Since these polyolefin-based resins are non-chlorine-based resins, they have a small impact on the environment and are easy to handle. Among these polyolefin-based resins, an ethylene-vinyl acetate copolymer is preferable from the viewpoint of increasing the expansion pressure of the refractory material.
- polyvinyl chloride-based resin examples include polyvinyl chloride resin (PVC) and polyvinyl chloride resin (CPVC).
- fluorine-based resin examples include polytetrafluoroethylene, tetrafluoroethylene-hexafluoropropylene copolymer resin, polychlorotrifluoroethylene, polyvinylidene fluoride, polyvinyl fluoride and the like.
- Rubber examples include natural rubber, isoprene rubber, butyl rubber, butadiene rubber (BR), 1,2-polybutadiene rubber, styrene-butadiene rubber (SBR), chloroprene rubber, nitrile rubber (NBR), ethylene-propylene rubber, and ethylene.
- -Propylene-diene rubber (EPDM) chlorosulfonated polyethylene, acrylic rubber, epichlorohydrin rubber, polyvulverable rubber, non-vulverable rubber, silicone rubber, fluororubber, urethane rubber and the like can be mentioned.
- chloroprene rubber is preferable from the viewpoint of improving fire resistance and increasing the expansion pressure of the refractory material.
- the thermoplastic resin in the present invention is preferably an ethylene-vinyl acetate copolymer or a polyvinyl chloride-based resin.
- the rubber in the present invention preferably contains chloroprene rubber from the viewpoint of increasing the expansion pressure of the refractory material.
- the refractory material of the present invention preferably has a composition of the refractory material adjusted according to the type of the thermoplastic resin or rubber.
- Thermoplastic resin Ethylene-vinyl acetate copolymer> Since the ethylene-vinyl acetate copolymer is a non-chlorine resin, it is unlikely to generate dioxin and the like, and it can be kneaded together with heat-expandable graphite at a relatively low temperature without containing a plasticizer. It is preferable to use it as a thermoplastic resin contained in. When the refractory material contains an ethylene-vinyl acetate copolymer and thermally expandable graphite as the thermoplastic resin, the expansion pressure tends to increase and the fire resistance is improved. In particular, by using an ethylene-vinyl acetate copolymer having a specific structure described later, the expansion pressure is effectively improved and excellent fire resistance is exhibited.
- the ethylene-vinyl acetate copolymer is a copolymer of ethylene-vinyl acetate having a melt flow rate (MFR) of 8.0 g / 10 min or less at 190 ° C. from the viewpoint of increasing the expansion pressure of the refractory material and improving the moldability. It is preferable to contain a polymer component (hereinafter, also referred to as a low MFR component).
- the melt flow rate (MFR) of the low MFR component at 190 ° C. is more preferably 6.0 g / 10 min or less, and further preferably 1.0 g / 10 min or less.
- the ethylene-vinyl acetate copolymer has an ethylene-vinyl acetate copolymer component (high MFR component) having a melt flow rate (MFR) of more than 8.0 g / 10 min at 190 ° C., as long as the effect of the present invention is not impaired. ) May be included.
- the content of the low MFR component is preferably 50% by mass or more, more preferably 70% by mass or more, still more preferably, based on the total amount of the ethylene-vinyl acetate copolymer. Is 90% by mass or more, more preferably 100% by mass.
- the melt flow rate of the ethylene-vinyl acetate copolymer at 190 ° C. is a measured value under a load of 2.16 kg, and is measured in accordance with JIS K7210: 1999.
- an ethylene-vinyl acetate copolymer component having a vinyl acetate content of 20% by mass or more (hereinafter, also referred to as a high Vac component) is used from the viewpoint of increasing the expansion pressure of the refractory material. It is preferable to include).
- the vinyl acetate content of the high Vac component is more preferably 25% by mass or more, still more preferably 30% by mass or more.
- the vinyl acetate content of the high Vac component is preferably 50% by mass or less, and more preferably 45% by mass or less.
- the ethylene-vinyl acetate copolymer may contain an ethylene-vinyl acetate copolymer component (low Vac component) having a vinyl acetate content of less than 25% by mass as long as the effect of the present invention is not impaired.
- the content of the high Vac component is preferably 50% by mass or more, more preferably 70% by mass or more, still more preferably, based on the total amount of the ethylene-vinyl acetate copolymer. Is 90% by mass or more, more preferably 100% by mass.
- the MFR and vinyl acetate contents are separate parameters representing the structure of the ethylene-vinyl acetate copolymer, they correspond to the low MFR component and also the high Vac component (low MFR height described later). Vac component) also exists.
- the refractory material contains a low MFR high Vac component, the refractory material naturally contains both a low MFR component and a high Vac component.
- the melt flow rate (MFR) at 190 ° C. is 8.0 g / 10 min or less and the vinyl acetate content is high from the viewpoint of further increasing the expansion pressure of the fireproof material. It is preferable to contain 20% by mass or more of an ethylene-vinyl acetate copolymer component (low MFR and high Vac component).
- the preferable MFR and vinyl acetate contents of the low MFR and high Vac components are as described in the description of the low MFR component and the high Vac component.
- the refractory material contains the low MFR and high Vac component and also contains a cross-linking agent described later, the expansion pressure can be effectively increased.
- the content of the low MFR and high Vac component is preferably 50% by mass or more, more preferably 70% by mass or more, and further preferably 90% by mass or more. More preferably, it is 100% by mass.
- the content of the heat-expandable graphite is preferably 20 to 500 parts by mass, and more preferably 50 parts by mass with respect to 100 parts by mass of the thermoplastic resin. It is about 300 parts by mass, more preferably 80 to 150 parts by mass.
- the content of the heat-expandable graphite is at least these lower limit values, it becomes easy to increase the expansion pressure of the heat-expandable refractory material.
- the content of the heat-expandable graphite is not more than these upper limit values, the shape retention and workability are improved.
- the refractory material of the present invention may contain a cross-linking agent.
- a cross-linking agent when an ethylene-vinyl acetate copolymer is used as the thermoplastic resin, the expansion pressure can be increased by using the cross-linking agent in combination, and the refractory is fire-resistant. Is improved.
- the refractory material contains a cross-linking agent, it is considered that the heat of the fire promotes cross-linking of the ethylene-vinyl acetate copolymer to increase the viscosity, and the expansion pressure is increased accordingly.
- the ethylene-vinyl acetate copolymer and the cross-linking agent are used in combination, a known ethylene-vinyl acetate copolymer can be used without particular limitation. That is, when a cross-linking agent is used, the MFR and vinyl acetate contents of the ethylene-vinyl acetate copolymer are not particularly limited. However, from the viewpoint of further increasing the expansion pressure of the refractory agent, the ethylene-vinyl acetate copolymer preferably contains at least one of a low MFR component and a high Vac component even when a cross-linking agent is used in combination. More preferably, it contains a low MFR and high Vac component.
- cross-linking agent known ones can be used without limitation, and examples thereof include organic peroxides and azo compounds.
- organic peroxide examples include 2,5-dimethylhexane, 2,5-dihydroperoxide, 2,5-dimethyl-2,5-di (t-butylperoxy) hexane, and 3-di-t.
- Benzyl n-butyl-4,4-bis (t-butylperoxy) butane, 2,2-bis (t-butylperoxy) butane, 1,1-bis (t-butylperoxy) cyclohexane, 1 , 1-bis (t-butylperoxy) 3,3,5-trimethylcyclohexane, t-butylperoxybenzoate; benzoyl peroxide; t-butylperoxy-2-ethylhexyl carbonate and the like.
- the azo compound include azobisisobutyronitrile and azobis (2,4-dimethylvaleronitrile).
- the cross-linking agent is preferably dicumyl peroxide, 2,5-dimethyl-2,5-di (t-butylperoxy) hexane, t-butylperoxy2-ethylhexyl monocarbonate, or the like.
- the content of the cross-linking agent is preferably 0.1 to 10 parts by mass, and more preferably 0.5 to 7 parts by mass with respect to 100 parts by mass of the thermoplastic resin. It is more preferably 1 to 5 parts by mass.
- the polyvinyl chloride resin is preferably used as a thermoplastic resin contained in the refractory material from the viewpoint of lowering the proportion of carbon contained in the refractory material and enhancing the fire resistance.
- the polyvinyl chloride-based resin may be a polyvinyl chloride resin (PVC) or a polyvinyl chloride resin (CPVC), but it is preferable to use a polyvinyl chloride resin.
- the polyvinyl chloride resin may be a vinyl chloride homopolymer or a vinyl chloride-based copolymer.
- the vinyl chloride-based copolymer is a copolymer of vinyl chloride and a monomer having an unsaturated bond copolymerizable with vinyl chloride, and contains 50% by mass or more of a constituent unit derived from vinyl chloride.
- Examples of the monomer having an unsaturated bond copolymerizable with vinyl chloride include vinyl esters such as vinyl acetate and vinyl propionate, and acrylic acid esters such as acrylic acid, methacrylic acid, methyl acrylate, and ethyl acrylate. Examples thereof include methacrylic acid esters such as methyl methacrylate and ethyl methacrylate, olefins such as ethylene and propylene, aromatic vinyl such as acrylonitrile and styrene, and vinylidene chloride.
- the polyvinyl chloride-based resin may be a polyvinyl chloride resin.
- the polyvinyl chloride resin is a polyvinyl chloride resin obtained by chlorinating a vinyl chloride homopolymer, a vinyl chloride-based copolymer, or the like.
- the polyvinyl chloride resin one of the above-mentioned ones may be used alone, or two or more of them may be used in combination.
- the average degree of polymerization of the polyvinyl chloride resin is not particularly limited, but is preferably 400 or more, more preferably 700 or more, further preferably 1000 or more, and preferably 3000 or less, more preferably 2000 or less.
- the average degree of polymerization of the polyvinyl chloride resin is at least these lower limit values, the expansion pressure of the refractory material tends to increase, and the fire resistance is improved.
- the average degree of polymerization of the polyvinyl chloride resin is not more than these upper limit values, the processability tends to be good.
- the average degree of polymerization was measured in accordance with JIS K67220-2.
- the content of the heat-expandable graphite is preferably 20 to 500 parts by mass, and more preferably 50 to 400 parts by mass with respect to 100 parts by mass of the thermoplastic resin. It is by mass, more preferably 100 to 350 parts by mass, and even more preferably 150 to 300 parts by mass.
- the content of the heat-expandable graphite is at least these lower limit values, it becomes easy to increase the expansion pressure of the heat-expandable refractory material.
- the content of the heat-expandable graphite is not more than these upper limit values, the shape retention and workability are improved.
- the refractory material of the present invention may contain a plasticizer.
- a plasticizer when a polyvinyl chloride resin is used, the moldability tends to be improved by using a plasticizer.
- the content of the plasticizer is preferably 20 to 300 parts by mass, and more preferably 50 to 200 parts by mass with respect to 100 parts by mass of the thermoplastic resin.
- the plasticizer contains a solid plasticizer. By containing the solid plasticizer, the expansion pressure of the refractory material tends to increase, and the refractory resistance is improved.
- the solid plasticizer means a solid plasticizer at 23 ° C.
- solid plasticizer examples include ethylene-vinyl acetate-carbon monoxide copolymer, benzoic acid ester, paraffin wax, etc. Among them, ethylene-vinyl acetate-carbon monoxide is easily increased from the viewpoint of easily increasing the expansion pressure of the fireproof material. A carbon copolymer is preferred.
- the ethylene-vinyl acetate-carbon monoxide copolymer is a copolymer containing an ethylene component, a vinyl acetate component, and a carbon monoxide component.
- the ethylene-vinyl acetate-carbon monoxide copolymer uses, for example, ethylene, vinyl acetate, and carbon monoxide at a high temperature (for example, 160 to 230 ° C.) and a high pressure (for example, 24,000 to 27) in the presence of a catalyst. It can be produced by copolymerizing with high speed stirring under 000 psi).
- the catalyst include t-butylperoxyisobutyrate, azodiisobutyronitrile and the like.
- Examples of commercially available products of the ethylene-vinyl acetate-carbon monoxide copolymer include "Elvalois 741" and "Elvalois 742" manufactured by DuPont.
- the content of the ethylene component is preferably 40 to 80% by mass, more preferably 50 to 70% by mass.
- the content of the vinyl acetate component is preferably 10 to 50% by mass, more preferably 10 to 40% by mass.
- the content of the carbon monoxide component is preferably 5 to 30% by mass, more preferably 5 to 20% by mass.
- the ethylene-vinyl acetate-carbon monoxide copolymer may be copolymerized with another monomer such as (meth) acrylic acid ester, if necessary.
- the content of the solid plasticizer is preferably 20 to 300 parts by mass, and more preferably 50 to 200 parts by mass with respect to 100 parts by mass of the thermoplastic resin from the viewpoint of increasing the expansion pressure and prolonging the fire resistance time. It is more preferably 60 to 140 parts by mass.
- the plasticizer may be only the above-mentioned solid plasticizer, or may contain a liquid plasticizer together with the solid plasticizer. By using the solid plasticizer and the liquid plasticizer together, the moldability is improved while maintaining the expansion pressure of the refractory material at a high value.
- the liquid plasticizer means a liquid plasticizer at 23 ° C.
- liquid plasticizer examples include di-2-ethylhexylphthalate (DOP), di-n-octylphthalate, diisononylphthalate (DINP), diisodecylphthalate (DIDP), diundecylphthalate (DUP), or 10 carbon atoms.
- Phthalate-based plasticizers such as phthalates of higher alcohols or mixed alcohols of about 13 to 13, di-2-ethylhexyl adipate (DOA), diisobutyl adipate (DIBA), dibutyl adipate (DBA), di-n-octyl adipate , Di-n-decyl adipate, diisodecyl adipate, di-2-ethylhexyl azelate, dibutyl sebacate, di-2-ethylhexyl sebacate, aliphatic ester plasticizers such as dibutoxyethoxyethyl adipate, tri-2- Trimellitic acid ester-based plastics such as ethylhexyl trimellitate (TOTM), tri-n-octyl lymericate, tridecyl trimellitate, triisodecyl trimellitate, di-n-octyl-n-
- the mass ratio of the liquid plasticizer to the solid plasticizer is preferably 5/95 to 60/40. , More preferably 5/95 to 40/60, and even more preferably 20/80 to 40/60. Within such a range, the moldability tends to be improved while increasing the expansion pressure of the refractory material.
- the viscosity of the mixture of the polyvinyl chloride resin and the plasticizer constituting the refractory material at 300 ° C. is preferably 500 Pa ⁇ s or more, more preferably 800 Pa ⁇ s. It is s or more, more preferably 1000 Pa ⁇ s or more, and usually 50,000 Pa ⁇ s or less.
- the viscosity of the mixture of the polyvinyl chloride resin and the plasticizer constituting the refractory material at 300 ° C. is not more than the above lower limit value, the expansion pressure of the refractory material tends to increase and the fire resistance is improved.
- the viscosity is measured using a rheometer, and the details are measured by the method described in Examples.
- Chloroprene rubber is preferably used as a rubber contained in a refractory material from the viewpoint of lowering the proportion of carbon contained in the refractory material and enhancing the fire resistance.
- a sulfur-modified type (G type), a non-sulfur-modified type (W type) and the like can also be used.
- the Mooney viscosity ML (1 + 4) of the chloroprene rubber at 100 ° C. is preferably 60 to 120, more preferably 70 to 90, and even more preferably 80 to 100.
- the Mooney viscosity is measured according to JIS K6300.
- chloroprene rubber only chloroprene rubber may be used as the rubber, or chloroprene rubber and rubber other than chloroprene rubber may be used in combination as described later.
- chloroprene rubber the content of chloroprene rubber is, for example, 10% by mass or more, more preferably 20% by mass or more, based on the total amount of rubber.
- the content of the heat-expandable graphite is preferably 20 to 500 parts by mass, more preferably 50 to 300 parts by mass, and further preferably 80 to 80 parts by mass with respect to 100 parts by mass of the rubber. It is 150 parts by mass.
- the content of the heat-expandable graphite is at least these lower limit values, it becomes easy to increase the expansion pressure of the heat-expandable refractory material.
- the content of the heat-expandable graphite is not more than these upper limit values, the shape retention and workability are improved.
- the refractory material preferably contains a plasticizer.
- the plasticizer the above-mentioned liquid plasticizer can be used without particular limitation, but from the viewpoint of improving the moldability of the fireproof material, an aliphatic ester plasticizer is preferable, and among them, an aliphatic ester plasticizer having an ether bond. Is more preferred, and dibutoxyethoxyethyl adipate is even more preferred. Examples of commercially available products of dibutoxyethoxyethyl adipate include ADEKA Sizer RS-107 manufactured by ADEKA Corporation, which is referred to as an adipic acid ether ester type.
- the content of the plasticizer is preferably 10 to 80 parts by mass, and more preferably 20 to 50 parts by mass with respect to 100 parts by mass of the chloroprene rubber.
- the content of the plasticizer is at least these lower limit values, the moldability of the refractory material is good, and when the content of the plasticizer is at least these upper limit values, the expansion pressure can be increased.
- liquid rubber can be used in combination with the above-mentioned plasticizer or in place of the above-mentioned plasticizer.
- the liquid rubber is not particularly limited as long as it is liquid at room temperature (25 ° C.), and liquid isoprene rubber, liquid butadiene rubber, liquid styrene butadiene rubber and the like can be exemplified, but from the viewpoint of improving moldability, it is liquid. Styrene butadiene rubber is preferred.
- the content of the liquid rubber is preferably 5 to 500 parts by mass, more preferably 10 to 400 parts by mass, and further preferably 10 parts by mass with respect to 100 parts by mass of the chloroprene rubber. Is 20 to 300 parts by mass.
- the content of the liquid rubber is at least these lower limit values, the moldability of the refractory material is good, and when the content of the liquid rubber is at least these upper limit values, the expansion pressure can be increased.
- the refractory material of the present invention preferably contains a flame retardant.
- a flame retardant By containing a flame retardant, fire resistance is improved.
- the flame retardant include various phosphoric acid esters such as red phosphorus, triphenyl phosphate (triphenyl phosphate), tricresyl phosphate, trixylenyl phosphate, cresil diphenyl phosphate, and xylenyl diphenyl phosphate, and phosphoric acid.
- Metal phosphates such as sodium, potassium phosphate, and magnesium phosphate
- metal phosphates such as sodium phosphite, potassium phosphite, magnesium phosphite, aluminum phosphite, ammonium polyphosphate, ethylenediaminelin Examples include phosphates.
- Examples of the flame retardant include compounds represented by the following general formula (1).
- R 1 and R 3 represent hydrogen, a linear or branched alkyl group having 1 to 16 carbon atoms, or an aryl group having 6 to 16 carbon atoms, which are the same or different.
- R 2 represents a hydroxyl group, a linear or branched alkyl group having 1 to 16 carbon atoms, straight-chain or branched alkoxy group having 1 to 16 carbon atoms, an aryl group having 6 to 16 carbon atoms, or carbon atoms It shows 6 to 16 aryloxy groups.
- Specific examples of the compound represented by the general formula (1) include methylphosphonate, dimethyl methylphosphonate, diethyl methylphosphonate, ethylphosphonate, n-propylphosphonate, n-butylphosphonate, and 2-methylpropylphosphonate.
- T-Butylphosphonic acid 2,3-dimethyl-butylphosphonate, octylphosphonate, phenylphosphonic acid, dioctylphenylphosphonate, dimethylphosphonate, methylethylphosphinic acid, methylpropylphosphinic acid, diethylphosphonic acid, dioctylphosphonate , Phosphonate, diethylphenylphosphonate, diphenylphosphonate, bis (4-methoxyphenyl) phosphonate and the like.
- the flame retardant may be used alone or in combination of two or more.
- Boron compounds and metal hydroxides can also be used as the flame retardants of the present invention.
- Examples of the boron-based compound include zinc borate and the like.
- Examples of the metal hydroxide include aluminum hydroxide, magnesium hydroxide, calcium hydroxide, hydrotalcite and the like. When metal hydroxide is used, water is generated by the heat generated by ignition, and the fire can be extinguished quickly.
- phosphoric acid esters such as red phosphorus and triphenyl phosphate (triphenyl phosphate), aluminum phosphite, ammonium polyphosphate, ethylenediamine phosphate and boric acid Zinc is preferred.
- aluminum phosphite, ethylenediamine phosphate and ammonium polyphosphate are more preferable, and aluminum phosphite is further preferable. Since aluminum phosphite has expandability, the refractory material containing the aluminum phosphate tends to increase the expansion pressure and more effectively improve the fire resistance.
- the average particle size of the flame retardant is preferably 1 to 200 ⁇ m, more preferably 1 to 60 ⁇ m, further preferably 3 to 40 ⁇ m, still more preferably 5 to 20 ⁇ m.
- the average particle size of the flame retardant is a value of the median size (D50) measured by a laser diffraction / scattering type particle size distribution measuring device.
- the content of the flame retardant in the refractory material of the present invention is preferably 15 to 1000 parts by mass, more preferably 20 to 300 parts by mass, still more preferably 30 to 100 parts by mass with respect to 100 parts by mass of the matrix resin. ..
- the content of the flame retardant is equal to or higher than these lower limit values, the fire resistance of the refractory material is improved. Further, when the content of the flame retardant is not more than these upper limit values, it becomes easy to disperse uniformly in the matrix resin, and the moldability and the like become excellent.
- the refractory material of the present invention may further contain an inorganic filler other than the flame retardant and the heat-expandable graphite.
- the inorganic filler other than the flame retardant and the heat-expandable graphite is not particularly limited, and for example, metal oxides such as alumina, zinc oxide, titanium oxide, calcium oxide, magnesium oxide, iron oxide, tin oxide, antimony oxide, and ferrite.
- Basic magnesium carbonate, calcium carbonate, magnesium carbonate, zinc carbonate, strontium carbonate, and metal carbonates such as barium carbonate, silica, diatomaceous soil, dosonite, barium sulfate, talc, clay, mica, montmorillonite, bentonite, active white clay, sepiolite.
- iron oxide, calcium carbonate, magnesium oxide, and zinc oxide are used in combination. It is more preferable to do so.
- chloroprene rubber is used as the rubber, these effects are more remarkable when the above-mentioned inorganic filler is blended.
- the average particle size of the inorganic filler is preferably 0.5 to 100 ⁇ m, more preferably 1 to 50 ⁇ m.
- the particle size is preferably small from the viewpoint of improving dispersibility, and when the content is high, the viscosity of the refractory material increases and the moldability decreases as the filling progresses. Therefore, those having a large particle size are preferable.
- the refractory material of the present invention contains an inorganic filler other than the flame retardant and the heat-expandable graphite
- the content thereof is preferably 10 to 300 parts by mass, more preferably 10 to 3 parts by mass with respect to 100 parts by mass of the matrix resin. It is 200 parts by mass.
- the content of the inorganic filler is within the above range, the mechanical properties of the refractory material can be improved.
- the refractory material of the present invention may contain various additive components as necessary, as long as the object of the present invention is not impaired.
- the type of this additive component is not particularly limited, and various additives can be used.
- Such additives include, for example, lubricants, shrinkage agents, crystal nucleating agents, colorants (pigments, dyes, etc.), UV absorbers, antioxidants, antistatic agents, dispersants, gelling accelerators, fillers. , Reinforcing agents, flame retardant aids, antistatic agents, surfactants, lubricants, surface treatment agents and the like.
- the amount of the additive added can be appropriately selected as long as the moldability and the like are not impaired.
- the additive may be used alone or in combination of two or more.
- the refractory material is preferably in the form of a sheet, and its thickness is not particularly limited, but from the viewpoint of fire resistance and handleability, 0.2 to 10 mm is preferable, and 0.5 to 3.0 mm is more preferable.
- the heat-expandable refractory material of the present invention having an expansion pressure of 3.0 N / cm 2 or more, it is possible to provide a heat-expandable refractory material having excellent fire resistance. Further, the inventions described in the following [13] to [15] also provide a heat-expandable refractory material having a high expansion coefficient and excellent fire resistance.
- a heat-expandable refractory material containing the following low MFR components [14] A refractory material containing an ethylene-vinyl acetate copolymer and heat-expandable graphite, wherein the ethylene-vinyl acetate copolymer has a vinyl acetate content of 20% by mass or more and is a high Vac-EVA component. A heat-expandable refractory material containing. [15] A refractory material containing an ethylene-vinyl acetate copolymer and heat-expandable graphite, which further contains a cross-linking agent.
- the refractory material of the present invention can be produced, for example, as follows. First, a predetermined amount of thermosetting graphite, matrix resin, plasticizer, flame retardant, cross-linking agent, inorganic filler, and other components to be blended as needed are kneaded with a kneading machine such as a kneading roll. Obtain a fire resistant resin composition. Next, the refractory material can be obtained by molding the obtained refractory resin composition into a sheet shape or the like by a known molding method such as press molding, calender molding, extrusion molding or the like.
- the temperature at the time of kneading and the temperature at which the sheet is formed are preferably lower than the expansion start temperature of the heat-expandable graphite, and when a cross-linking agent is blended, the temperature at which the cross-linking agent is difficult to cross-link is preferable. Therefore, the kneading temperature is preferably 70 to 150 ° C, more preferably 90 to 140 ° C.
- the temperature for molding into a sheet is preferably 80 to 130 ° C, more preferably 90 to 120 ° C.
- the refractory material of the present invention may be formed by laminating other sheet members and adhesive layers to form a refractory multilayer sheet.
- the refractory multilayer sheet includes, for example, a base material and a refractory material laminated on one side or both sides of the base material.
- the refractory multilayer sheet can be obtained, for example, by molding a refractory resin composition onto a base material into a sheet shape.
- the refractory multilayer sheet may include a refractory material and an adhesive layer.
- the adhesive layer may be laminated on one side or both sides of the refractory material, for example.
- the refractory multilayer sheet may include a refractory material, a base material, and an adhesive layer.
- Such a refractory multilayer sheet may be provided with a refractory material on one surface of the base material and an adhesive layer on the other surface, or the refractory material and the adhesive layer may be provided on one surface of the base material in this order. It may be provided.
- the adhesive layer can be formed, for example, by transferring the adhesive applied to the release paper to the refractory multilayer sheet.
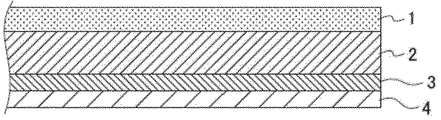
- the refractory multilayer sheet of the present invention includes a base material, a refractory material provided on one surface of the base material, and an adhesive layer and a separator provided on the surface of the refractory material opposite to the surface on which the base material is provided.
- FIG. 1 shows an embodiment of a refractory multilayer sheet of the present invention.
- the refractory material 2 is provided on one surface of the base material 1.
- the adhesive layer 3 is provided on the surface of the refractory material 2 opposite to the surface provided with the base material 1
- the separator 4 is further provided on the surface of the refractory layer 3 opposite to the surface provided with the refractory material 2. It is provided.
- the base material of the fireproof multilayer sheet of the present invention is in the form of, for example, a woven fabric, a non-woven fabric, a film, etc., and these are formed of a thermoplastic resin, a thermosetting resin, an elastomer resin, etc. It is preferably formed of a plastic resin. Further, the base material may be formed of glass fiber, ceramic fiber, cellulose fiber, polyester fiber, carbon fiber, graphite fiber, thermosetting resin fiber or the like.
- a preferred form of the substrate is a film. Further, as a film, a film having a cavity inside can also be preferably used.
- thermoplastic resin examples include polyesters such as polyvinyl chloride, polyethylene terephthalate and polybutylene terephthalate, polyolefins such as polyethylene, polypropylene, poly (1-butene) and polypentene, polyvinyl acetate, polystyrene, acrylic resins and acrylonitrile-butadiene. -Sterene (ABS) resin, polycarbonate, polyamide, polyphenylene ether, polyether sulfone, etc.
- preferred thermoplastic resins are polyvinyl chloride, polyethylene terephthalate, polyolefin, and polyvinyl acetate from the viewpoint of adhesiveness to the refractory material. Further, from the viewpoint of flame retardancy, polyvinyl chloride is more preferable. A polyethylene terephthalate film having a cavity inside is also preferable.
- thermosetting resins are epoxy resin, urethane resin, phenol resin, unsaturated polyester, alkyd resin, urea resin, and polyimide.
- the elastomer resin examples include isoprene rubber, butadiene rubber, 1,2-polybutadiene rubber, styrene-butadiene rubber, chloroprene rubber, nitrile rubber, butyl rubber, ethylene-propylene rubber, kururu sulfonated polyethylene, acrylic rubber, epichlorohydrin rubber, and silicone. Rubber, fluororubber, urethane rubber, polyisobutylene rubber, butyl chloride rubber. One or more of the thermoplastic resin, thermosetting resin, and elastomer resin is used.
- the thickness of the base material is 1 to 20% of the thickness of the refractory multilayer sheet. If the thickness of the base material is less than 1% of the thickness of the refractory multilayer sheet, the base material cannot fully support the refractory material and may be damaged. Further, if the thickness of the base material exceeds 20% of the thickness of the fireproof multilayer sheet, when the fireproof multilayer sheet is curved, the base material and the refractory material are peeled off and wrinkles are generated on the base material, so that the fireproof multilayer sheet The appearance may deteriorate.
- the thickness of the base material is, for example, 10 to 500 ⁇ m, preferably 20 to 450 ⁇ m, and more preferably 30 to 400 ⁇ m.
- the tensile elongation of the base material is, for example, 5% or more, preferably 15% or more, and more preferably 30% or more.
- the tensile elongation of the base material is, for example, 100% or less, preferably 50% or less, from the viewpoint of the strength required for supporting the refractory material.
- the adhesive strength between the base material and the refractory material is, for example, 5N / 10mm or more, preferably 25N / 10mm or more, and more preferably 50N / 10mm or more.
- the adhesive strength between the base material and the refractory material is, for example, 5N / 10mm or more, preferably 25N / 10mm or more, and more preferably 50N / 10mm or more.
- the thickness of the refractory material is, for example, 1000 to 3000 ⁇ m, preferably 1200 to 3000 ⁇ m, more preferably 1400 to 2700 ⁇ m, and even more preferably 1500 to 2500 ⁇ m.
- the thickness of the refractory material is, for example, 1000 to 3000 ⁇ m, preferably 1200 to 3000 ⁇ m, more preferably 1400 to 2700 ⁇ m, and even more preferably 1500 to 2500 ⁇ m.
- the thickness of the refractory material is, for example, 1000 to 3000 ⁇ m, preferably 1200 to 3000 ⁇ m, more preferably 1400 to 2700 ⁇ m, and even more preferably 1500 to 2500 ⁇ m.
- the refractory multilayer sheet of the present invention is sequentially provided with an adhesive layer and a separator on the surface opposite to the surface on which the base material of the refractory material is provided.
- the adhesive layer may be a single layer composed of only a layer formed by an adhesive (hereinafter, also referred to as an adhesive layer), or a double-sided adhesive tape in which adhesive layers are provided on both surfaces of a base material for a double-sided adhesive tape. However, it is preferable that the adhesive layer is formed. In the double-sided adhesive tape, one of the adhesive layers is bonded to a refractory material or a separator to form an adhesive layer.
- the pressure-sensitive adhesive constituting the pressure-sensitive adhesive layer is not particularly limited, and examples thereof include acrylic pressure-sensitive adhesives, urethane-based pressure-sensitive adhesives, and rubber-based pressure-sensitive adhesives.
- the thickness of the adhesive layer is not particularly limited, but is, for example, 10 to 500 ⁇ m, preferably 50 to 200 ⁇ m.
- the base material for double-sided adhesive tape is not particularly limited as long as it is a base material used for general double-sided adhesive tape, but for example, non-woven fabric, paper such as Japanese paper, woven fabric made of natural fiber, synthetic fiber, etc., polyester, polyolefin. , Soft polyvinyl chloride, hard polyvinyl chloride, resin film made of acetate and the like, flat yarn cloth and the like.
- separator for example, a separator base material and a release layer provided on at least one surface of the separator base material are used.
- the release layer can be formed by subjecting the separator base material to a peeling treatment.
- the separator may be arranged so that the surface provided with the release layer is in contact with the adhesive layer. Further, the separator may be provided with a release layer on both sides by peeling both sides of the separator base material.
- the release layer is not particularly limited, but is composed of, for example, an organic resin. It is preferable that the organic resin is not a silicone resin and does not have a siloxane bond.
- the organic resin a known release agent can be used, and for example, a fluorine-based resin, a long-chain alkyl-containing resin, an alkyd-based resin, a polyolefin-based resin, a rubber-based elastomer, or the like can be used.
- a resin film, paper, or the like can be used as the base material for the separator.
- the resin film may be formed of a thermoplastic resin, a thermosetting resin, an elastomer resin, or the like.
- the thermoplastic resin, the thermosetting resin, or the elastomer resin those listed in the resin film can be used, but the thermoplastic resin is preferable.
- the thickness of the separator is 0.3 to 10% of the thickness of the refractory multilayer sheet. If the thickness of the separator is less than 0.3% of the thickness of the refractory multilayer sheet, the separator may be damaged. Further, if the thickness of the separator exceeds 10% of the thickness of the refractory multilayer sheet, when the refractory multilayer sheet is curved, the refractory material and the separator are peeled off and wrinkles are generated on the separator, and the appearance of the refractory multilayer sheet deteriorates. There is a risk.
- the thickness of the separator is, for example, 1 to 200 ⁇ m, preferably 2 to 150 ⁇ m, and more preferably 5 to 100 ⁇ m.
- the tensile elongation of the separator is, for example, 1% or more, preferably 5% or more, more preferably 10% or more, still more preferably 15% or more.
- the tensile elongation of the separator is, for example, 200% or less, preferably 100% or less, from the viewpoint of the strength required for the separator.
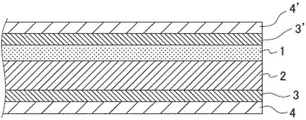
- the adhesive layer and the separator may be further provided in this order on the surface of the base material opposite to the surface on which the refractory material is provided.
- FIG. 2 shows an embodiment of the refractory multilayer sheet in that case.
- the refractory material 2 is provided on one surface of the base material 1.
- the adhesive layer 3 is provided on the surface of the refractory material 2 opposite to the surface provided with the base material 1
- the separator 4 is further provided on the surface of the refractory layer 3 opposite to the surface provided with the refractory material 2. It is provided.
- the adhesive layer 3' is provided on the surface of the base material 1 opposite to the surface on which the refractory material 2 is provided, and the separator 4'is on the side opposite to the surface of the adhesive layer 3'on which the base material 1 is provided. It is provided on the surface.
- the thickness of the pressure-sensitive adhesive and the pressure-sensitive adhesive layer 3'constituting the pressure-sensitive adhesive layer 3' may be the same as or different from those of the pressure-sensitive adhesive layer 3, but is preferably the same. Further, the thickness of the material constituting the separator 4'and the thickness of the separator 4'may be the same as or different from that of the separator 4, but is preferably the same.
- the thickness of the separator 4' is 0.3 to 8% of the thickness of the refractory multilayer sheet.
- the method for producing a refractory multilayer sheet of the present invention is not limited to a specific production method.
- One embodiment of the method for producing a refractory multilayer sheet of the present invention is as follows.
- the base material, the refractory material in which the refractory resin composition is molded by extrusion molding, calender molding, etc., the double-sided adhesive tape, and the separator are each fed out from the rollers, laminated in this order, and heat-pressed to form a long refractory multilayer. Wind the sheet on a roller.
- Another embodiment of the method for producing a refractory multilayer sheet of the present invention is as follows.
- the base material, the refractory material in which the refractory resin composition is formed by extrusion molding, calender molding, or the like, and the separator are fed out from the rollers, respectively. At that time, an adhesive is applied to one side of the refractory material or the separator to form an adhesive layer. Then, these are laminated in this order and heat-pressed, and a long refractory multilayer sheet is wound on a roller.
- Yet another embodiment of the method for producing a refractory multilayer sheet of the present invention is as follows.
- a base material, a refractory material in which the refractory resin composition is molded by extrusion molding, calender molding, or the like, and a separator having an adhesive layer on one side are fed out from rollers. At that time, the adhesive layer provided on the separator faces the refractory side. These are laminated in this order and heat pressed, and a long refractory multilayer sheet is wound on a roller.
- a laminate composed of a base material and a refractory material obtained by laminating a refractory resin composition formed into a film by extrusion molding, calender molding, or the like on a base material is used. May be good.
- the wound refractory multilayer sheet may be moved to another location and post-treated on the refractory multilayer sheet, such as a process of flattening the refractory multilayer sheet and making a notch in the length direction of the refractory multilayer sheet. ..
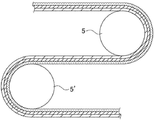
- the refractory multilayer sheet passes through pipe-shaped paths 5, 5'as shown in FIG. At that time, stress is generated due to the difference in inner and outer diameters in the path, but peeling of the base material and the separator of the refractory multilayer sheet of the present invention is prevented, wrinkles are less likely to occur on each of the base material and the separator, and the refractory multilayer sheet Deterioration of appearance is prevented.
- the refractory multilayer sheet constructed in this way can prevent peeling of the base material and the separator and wrinkles on each of the base material and the separator even if the refractory multilayer sheet is curved.
- the fire-resistant material of the present invention, and the fire-resistant multi-layer sheet using the same specifically include various fittings such as detached houses, apartment houses, high-rise houses, high-rise buildings, commercial facilities, public facilities, automobiles, trains, etc. It can be used for various vehicles, ships, aircraft, etc., but among these, it is preferably used for fittings.
- the fittings can be used for walls, beams, pillars, floors, bricks, roofs, boards, windows, shoji screens, doors, doors, doors, bran, columns, wiring, piping, etc. Not limited to.
- the surface of the hot plate is heated to 500 ° C.
- the sheet-shaped refractory material is placed on the surface of the hot plate
- a ceramic plate material is calcium silicate, thickness 2 mm, thickness 2 mm
- a width of 30 mm and a length of 30 mm were arranged.
- the value obtained by dividing the maximum stress measured by the force gauge by the area of the jig was defined as the expansion pressure.
- the expansion ratio was set to a predetermined size of the refractory material of each Example and Comparative Example (thickness 1.8 mm, width 25 mm, length 25 mm).
- the refractory material of a predetermined size was placed on the bottom surface of a stainless steel plate (98 mm square, thickness 0.3 mm), supplied to an electric furnace, and heated at 600 ° C. for 30 minutes.
- the expansion ratio was determined by dividing the thickness of the refractory material after heating by the thickness of the refractory material before heating.
- (III) Fire resistance time A door member for evaluation of fire resistance time, which consists of a door made of a calcium silicate plate (manufactured by Japan Insulation Co., Ltd.) and a door frame, was made. There is a 1 cm gap between the side surface of the door of the fireproof time evaluation door member and the door frame. A refractory material (thickness 1.8 mm, width 25 mm, length 1000 mm) of each Example and Comparative Example having a predetermined size was attached to the side surface of the door. Then, in a refractory furnace, the refractory material was heated according to the standard heating curve of ISO834, and the time until the refractory material was peeled off was measured.
- Viscosity A mixture of a polyvinyl chloride resin and a plasticizer contained in a refractory material mixed at a blending ratio in the refractory material in each Example and Comparative Example is kneaded at 150 ° C. and then pressed at 130 ° C. A sheet-shaped sample having a thickness of 1.8 mm was obtained. Then, the sheet was cut into a circle having a diameter of 20 mm, and the viscosity at 300 ° C. was measured with a rheometer (“Mars III” manufactured by HAAKE) under the following conditions. Measurement temperature range: 50-400 ° C Temperature rise rate: 10 ° C / min Strain frequency: 10Hz
- Adhesive strength between base material and refractory material Adhesive strength is based on JIS Z 0237, and AUTOGRAPH (manufactured by Shimadzu Corporation, AGS-J) is used, and a 180 ° C peel test is conducted under the condition of a tensile speed of 100 mm / min. And measured.
- the various components used in each of the examples and comparative examples are as follows.
- (Thermoplastic resin) 1.
- EVA Ethylene-vinyl acetate copolymer
- EVA Ethylene-vinyl acetate copolymer
- EVA Ethylene-vinyl acetate copolymer
- EVA Ethylene-vinyl acetate copolymer
- PVC resin / PVC (1) "TK1000” manufactured by Shin-Etsu Chemical Co., Ltd. Average degree of polymerization: 1000 ⁇ PVC (2) "TH-500” manufactured by Taiyo PVC Co., Ltd. Average degree of polymerization: 500
- Processing aid "P530” manufactured by Mitsubishi Rayon Processing aid Chlorinated polyethylene “CPE135A” manufactured by Weihai Kinkosha Processing aid Mizusawa Industrial Chemicals "Stavinex NT-231"
- Example 1 Comparative Example 1
- the thermoplastic resin, the heat-expandable graphite, the flame retardant, and the cross-linking agent were put into a roll and kneaded at 120 ° C. for 5 minutes to obtain a refractory resin composition.
- the obtained refractory resin composition was press-molded at 100 ° C. for 3 minutes to obtain a sheet-shaped refractory material having a thickness of 1.8 mm.
- the evaluation results are shown in Table 1.
- Example 12 to 20, Comparative Example 2 In the formulation shown in Table 2, a thermoplastic resin, a heat-expandable graphite, a plasticizer, a flame retardant, an inorganic filler, and other components are put into a roll and kneaded at 150 ° C. for 10 minutes to form a refractory resin composition. I got something. The obtained refractory resin composition was press-molded at 130 ° C. for 3 minutes to obtain a sheet-shaped refractory material having a thickness of 1.8 mm. The evaluation results are shown in Table 2.
- Examples 21 to 38 Comparative Example 3
- rubber, heat-expandable graphite, plasticizer, and flame retardant were put into a roll and kneaded at 150 ° C. for 10 minutes to obtain a refractory resin composition.
- the obtained refractory resin composition was press-molded at 150 ° C. for 3 minutes to obtain a sheet-shaped refractory material having a thickness of 1.8 mm.
- the evaluation results are shown in Tables 3 and 4.
- the refractory material containing the matrix resin and the heat-expandable graphite and having an expansion pressure of a certain value or more has a long fire resistance time and is excellent in fire resistance.
- the refractory materials of each comparative example in which the expansion pressure was less than a certain value had a short fire resistance time and were inferior in fire resistance.
- Example 39 to 47 The refractory resin composition for forming the refractory material of Example 1 shown in Table 1 is supplied to a uniaxial extruder, extruded at 150 ° C., and unwound from a roll on the substrate shown in Table 5. By laminating in, a laminate having a base material and a refractory material having the thickness shown in Table 5 was formed. Next, the laminate having an acrylic pressure-sensitive adhesive layer having a thickness of 100 ⁇ m formed on the separator shown in Table 5 and the laminate having the base material and the refractory material, which are unwound from the roll, are made of a refractory material and an acrylic material. The refractory multilayer sheet was laminated and heat-pressed so that the pressure-sensitive adhesive layers were in contact with each other, and the prepared refractory multilayer sheet was wound on a roll to evaluate and measure the physical properties described above. The results are shown in Table 5.
- PVC1 Polyvinyl chloride film (thickness 200 ⁇ m), manufactured by Achilles, with single-sided corona treatment
- PVC2 Polyvinyl chloride film (thickness 200 ⁇ m), manufactured by Nippon Carbide Industries, Ltd., without corona treatment
- PVC3 Polyvinyl chloride film (thickness 50 ⁇ m), Nippon Carbide Industry Co., Ltd., no corona treatment
- PVC4 Polyvinyl chloride film (thickness 350 ⁇ m), Japan Carbide Industry Co., Ltd., no corona treatment
- PET1 Polyethylene terephthalate film (thickness 200 ⁇ m), Toyo Spinning Co., Ltd., no corona treatment [adhesive layer ]
- Acrylic adhesive SK Dyne [Separator] manufactured by Soken Kagaku Co., Ltd.
- PET1 Polyethylene terephthalate film (thickness 25 ⁇ m)
- Toyo Boseki Crisper PET2 Polyethylene terephthalate film (thickness 10 ⁇ m)
- Toyo Boseki Crisper PET3 Polyethylene terephthalate film (thickness 200 ⁇ m)
- Toyo Boseki Crisper PP1 Polypropylene film (thickness 30 ⁇ m) , Futamura Chemical Co., Ltd.
- PP2 Polypropylene film (thickness 120 ⁇ m), Futamura Chemical Co., Ltd.
- Paper 1 Release paper (thickness 50 ⁇ m), Sumika Kako Paper Co., Ltd. The surface in contact with the surface was released from the mold.
- the refractory multilayer sheet is provided on the base material, the refractory material provided on one surface of the base material, and the surface opposite to the surface on which the base material of the refractory material is provided. It is provided with an adhesive layer and a separator, and the thickness of the base material and the separator with respect to the refractory multilayer sheet is within a specific range. Even if the fireproof multilayer sheet is curved, the peeling of the base material and the fireproof material and the peeling of the fireproof material and the separator are prevented, wrinkles are less likely to occur on the base material and the separator, and the appearance of the fireproof multilayer sheet that can be used as a building material is It was maintained well.
- Base material 2 ... Refractory material, 3, 3'... Adhesive layer, 4, 4'... Separator, 5, 5'... Pass
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Inorganic Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Fireproofing Substances (AREA)
- Building Environments (AREA)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020541599A JP6936402B2 (ja) | 2019-08-26 | 2020-06-05 | 熱膨張性耐火材 |
| US17/638,022 US12534610B2 (en) | 2019-08-26 | 2020-06-05 | Heat-expanding fire retardant |
| CN202080059705.4A CN114269832B (zh) | 2019-08-26 | 2020-06-05 | 热膨胀性耐火材料 |
| EP20858026.6A EP4023307A4 (en) | 2019-08-26 | 2020-06-05 | Heat-expanding fire retardant |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019154165 | 2019-08-26 | ||
| JP2019-154165 | 2019-08-26 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021039013A1 true WO2021039013A1 (ja) | 2021-03-04 |
Family
ID=74683604
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/022442 Ceased WO2021039013A1 (ja) | 2019-08-26 | 2020-06-05 | 熱膨張性耐火材 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US12534610B2 (https=) |
| EP (1) | EP4023307A4 (https=) |
| JP (2) | JP6936402B2 (https=) |
| CN (1) | CN114269832B (https=) |
| WO (1) | WO2021039013A1 (https=) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025204699A1 (ja) * | 2024-03-27 | 2025-10-02 | 株式会社カネカ | 塩素化塩化ビニル樹脂組成物、その製造方法、及びそれを用いた成形体 |
| WO2025263339A1 (ja) * | 2024-06-17 | 2025-12-26 | 積水化学工業株式会社 | 熱膨張性耐火材 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117487432B (zh) * | 2023-11-09 | 2024-05-03 | 江苏美标家居科技有限公司 | 一种防火隔热涂料及其制备工艺 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03503654A (ja) * | 1988-04-07 | 1991-08-15 | デーエスエム・ヘミー・リンツ・ゲゼルシヤフト・ミット・ベシユレンクテル・ハフツング | ラテックス結合した防炎性材料 |
| JPH1095887A (ja) * | 1995-12-22 | 1998-04-14 | Sekisui Chem Co Ltd | ポリ塩化ビニル系樹脂組成物 |
| EP2784260A1 (en) * | 2013-03-28 | 2014-10-01 | Sapa Building System AB | Fire-resistant building element, frame construction thereof and method of manufacturing |
| JP2016164217A (ja) * | 2015-03-06 | 2016-09-08 | 出光ライオンコンポジット株式会社 | 樹脂組成物及び成形体 |
| JP2019119859A (ja) * | 2017-12-28 | 2019-07-22 | 積水化学工業株式会社 | 熱膨張性シート |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5232976A (en) * | 1988-04-07 | 1993-08-03 | Chemie Linz Gesellschaft M.B.H. | Thermally expandable fire-protection composition comprising expandable graphite, chloroprene latex and compounds forming a paracrystalline carbon skeleton |
| EP0824134A1 (en) * | 1996-08-13 | 1998-02-18 | Tosoh Corporation | Fire-retardant tablet, fire-retardant polymer composition and molded article employing the same |
| AT411261B (de) * | 2002-03-19 | 2003-11-25 | Intumex Gmbh | Intumeszierende elektrische installationssysteme enthaltend eine kombination aus polyimiden und vermikulargraphit und zu deren herstellung |
| TWI331640B (en) * | 2003-05-26 | 2010-10-11 | Sekisui Chemical Co Ltd | Fire retardant resin sash |
| KR101227794B1 (ko) * | 2007-08-29 | 2013-01-29 | 세키스이가가쿠 고교가부시키가이샤 | 내화 배관재 |
| GB0800765D0 (en) * | 2008-01-16 | 2008-02-27 | Beele Eng Bv | Fire-stop system for placement in a conduit through which a thermally weakenable pipe extends, method for placing the system and conduit provided |
| CN103627068A (zh) * | 2012-08-20 | 2014-03-12 | 深圳瑞亚达科技有限公司 | 一种低烟无卤高阻燃电线电缆料及其制备方法 |
| JP6243925B2 (ja) * | 2014-08-27 | 2017-12-06 | 積水化学工業株式会社 | 樹脂組成物 |
| CN105037911A (zh) * | 2015-07-28 | 2015-11-11 | 浙江万马高分子材料有限公司 | 易剥高亮硅烷交联阻燃聚烯烃绝缘料及其制备方法与应用 |
| JP6200572B2 (ja) | 2016-02-02 | 2017-09-20 | 積水化学工業株式会社 | 耐火性樹脂組成物 |
| CN106366723B (zh) * | 2016-10-18 | 2019-03-05 | 嘉兴市新加新化工有限公司 | 一种纺织用耐烧穿型的水性阻燃胶 |
| CN106710682B (zh) * | 2017-02-27 | 2018-08-24 | 张家口新叶电缆有限公司 | 一种阻燃电缆及其制备方法 |
| JP7410635B2 (ja) * | 2018-01-30 | 2024-01-10 | 積水化学工業株式会社 | 熱膨張性耐火樹脂組成物、熱膨張性耐火シート及び該熱膨張性耐火シートを備えたバッテリーセル |
| CN108530846B (zh) * | 2018-04-12 | 2020-11-06 | 嘉兴利贝德新材料科技有限公司 | 一种新能源电池用特种耐热封装材料及其制备方法 |
| CN108794876A (zh) * | 2018-06-28 | 2018-11-13 | 芜湖卓越线束系统有限公司 | 一种阻燃抗腐蚀热缩套管材料及其制备方法 |
| CN108774487A (zh) * | 2018-06-28 | 2018-11-09 | 芜湖卓越线束系统有限公司 | 一种汽车线束用阻燃热熔胶及其制备方法 |
| CN109575418A (zh) * | 2018-12-10 | 2019-04-05 | 中广核三角洲(苏州)高聚物有限公司 | 105℃耐油型辐照交联低烟无卤阻燃电缆料及其制备方法 |
| CN110042528B (zh) * | 2019-04-18 | 2021-04-23 | 宁波先锋新材料股份有限公司 | 一种遮阳面料及其制备方法 |
-
2020
- 2020-06-05 EP EP20858026.6A patent/EP4023307A4/en active Pending
- 2020-06-05 CN CN202080059705.4A patent/CN114269832B/zh active Active
- 2020-06-05 JP JP2020541599A patent/JP6936402B2/ja active Active
- 2020-06-05 WO PCT/JP2020/022442 patent/WO2021039013A1/ja not_active Ceased
- 2020-06-05 US US17/638,022 patent/US12534610B2/en active Active
-
2021
- 2021-08-10 JP JP2021130813A patent/JP7503033B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03503654A (ja) * | 1988-04-07 | 1991-08-15 | デーエスエム・ヘミー・リンツ・ゲゼルシヤフト・ミット・ベシユレンクテル・ハフツング | ラテックス結合した防炎性材料 |
| JPH1095887A (ja) * | 1995-12-22 | 1998-04-14 | Sekisui Chem Co Ltd | ポリ塩化ビニル系樹脂組成物 |
| EP2784260A1 (en) * | 2013-03-28 | 2014-10-01 | Sapa Building System AB | Fire-resistant building element, frame construction thereof and method of manufacturing |
| JP2016164217A (ja) * | 2015-03-06 | 2016-09-08 | 出光ライオンコンポジット株式会社 | 樹脂組成物及び成形体 |
| JP2019119859A (ja) * | 2017-12-28 | 2019-07-22 | 積水化学工業株式会社 | 熱膨張性シート |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4023307A4 * |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025204699A1 (ja) * | 2024-03-27 | 2025-10-02 | 株式会社カネカ | 塩素化塩化ビニル樹脂組成物、その製造方法、及びそれを用いた成形体 |
| WO2025263339A1 (ja) * | 2024-06-17 | 2025-12-26 | 積水化学工業株式会社 | 熱膨張性耐火材 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20220275190A1 (en) | 2022-09-01 |
| EP4023307A1 (en) | 2022-07-06 |
| CN114269832B (zh) | 2024-07-23 |
| JP7503033B2 (ja) | 2024-06-19 |
| EP4023307A4 (en) | 2023-08-30 |
| JP6936402B2 (ja) | 2021-09-15 |
| JPWO2021039013A1 (ja) | 2021-09-27 |
| CN114269832A (zh) | 2022-04-01 |
| US12534610B2 (en) | 2026-01-27 |
| JP2021181583A (ja) | 2021-11-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6876646B2 (ja) | 耐火シートおよびその巻回体 | |
| JP7503033B2 (ja) | 熱膨張性耐火材 | |
| JP7836349B2 (ja) | 耐火性樹脂組成物、及び熱膨張性シート | |
| JP6499796B2 (ja) | 熱膨張性耐火シート | |
| EP3406439A1 (en) | Refractory multilayer sheet | |
| JP2019112938A (ja) | 耐火材およびその巻回体 | |
| JP7372734B2 (ja) | 熱膨張性シート | |
| JP2021188013A (ja) | 耐火シート | |
| JP7201465B2 (ja) | 熱可塑性樹脂シート | |
| JP2022164721A (ja) | 熱膨張性耐火材 | |
| JP7557289B2 (ja) | 熱膨張性耐火材 | |
| JP7207980B2 (ja) | 耐火多層シート | |
| JP7261048B2 (ja) | 熱膨張性シート及び熱膨張性シートの製造方法 | |
| JP2021195460A (ja) | 熱膨張性耐火材 | |
| JP2021031605A (ja) | 熱膨張性耐火材 | |
| JP2022091778A (ja) | 耐火性シート | |
| JP2024146319A (ja) | 熱膨張性耐火材 | |
| JP7616815B2 (ja) | 耐火性樹脂組成物、及び熱膨張性シート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2020541599 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20858026 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2020858026 Country of ref document: EP Effective date: 20220328 |
|
| WWG | Wipo information: grant in national office |
Ref document number: 17638022 Country of ref document: US |