WO2020196840A1 - 化粧材及びその製造方法 - Google Patents
化粧材及びその製造方法 Download PDFInfo
- Publication number
- WO2020196840A1 WO2020196840A1 PCT/JP2020/014064 JP2020014064W WO2020196840A1 WO 2020196840 A1 WO2020196840 A1 WO 2020196840A1 JP 2020014064 W JP2020014064 W JP 2020014064W WO 2020196840 A1 WO2020196840 A1 WO 2020196840A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- layer
- decorative
- recess
- region
- cured product
- Prior art date
Links
- 239000000463 material Substances 0.000 title claims abstract description 217
- 238000004519 manufacturing process Methods 0.000 title claims description 13
- 238000005034 decoration Methods 0.000 claims abstract description 6
- 229920005989 resin Polymers 0.000 claims description 99
- 239000011347 resin Substances 0.000 claims description 99
- 239000011342 resin composition Substances 0.000 claims description 36
- 230000005865 ionizing radiation Effects 0.000 claims description 23
- 238000000034 method Methods 0.000 claims description 19
- 230000003014 reinforcing effect Effects 0.000 claims description 17
- 239000002023 wood Substances 0.000 claims description 17
- 229920000877 Melamine resin Polymers 0.000 claims description 11
- 239000003795 chemical substances by application Substances 0.000 claims description 11
- 239000004640 Melamine resin Substances 0.000 claims description 10
- 239000002537 cosmetic Substances 0.000 claims description 6
- 239000000758 substrate Substances 0.000 claims description 4
- 230000000694 effects Effects 0.000 abstract description 24
- 230000000007 visual effect Effects 0.000 abstract description 15
- 239000010410 layer Substances 0.000 description 228
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 30
- 229920001187 thermosetting polymer Polymers 0.000 description 27
- 239000000123 paper Substances 0.000 description 24
- 230000035807 sensation Effects 0.000 description 23
- 239000000835 fiber Substances 0.000 description 16
- 239000011256 inorganic filler Substances 0.000 description 15
- 229910003475 inorganic filler Inorganic materials 0.000 description 15
- 125000000524 functional group Chemical group 0.000 description 12
- TXBCBTDQIULDIA-UHFFFAOYSA-N 2-[[3-hydroxy-2,2-bis(hydroxymethyl)propoxy]methyl]-2-(hydroxymethyl)propane-1,3-diol Chemical compound OCC(CO)(CO)COCC(CO)(CO)CO TXBCBTDQIULDIA-UHFFFAOYSA-N 0.000 description 11
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 11
- 239000005011 phenolic resin Substances 0.000 description 10
- 239000000178 monomer Substances 0.000 description 9
- 239000002245 particle Substances 0.000 description 9
- -1 polypropylene Polymers 0.000 description 8
- 229920001807 Urea-formaldehyde Polymers 0.000 description 7
- 229920001296 polysiloxane Polymers 0.000 description 7
- 239000000853 adhesive Substances 0.000 description 6
- 230000001070 adhesive effect Effects 0.000 description 6
- 230000000052 comparative effect Effects 0.000 description 6
- 239000007788 liquid Substances 0.000 description 6
- 239000004568 cement Substances 0.000 description 5
- 239000000203 mixture Substances 0.000 description 5
- 238000000465 moulding Methods 0.000 description 5
- 239000000377 silicon dioxide Substances 0.000 description 5
- 239000002356 single layer Substances 0.000 description 5
- 238000004381 surface treatment Methods 0.000 description 5
- 238000011282 treatment Methods 0.000 description 5
- 229920000178 Acrylic resin Polymers 0.000 description 4
- 239000004925 Acrylic resin Substances 0.000 description 4
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 4
- 150000001252 acrylic acid derivatives Chemical class 0.000 description 4
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 4
- 125000003647 acryloyl group Chemical group O=C([*])C([H])=C([H])[H] 0.000 description 4
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 4
- 238000010586 diagram Methods 0.000 description 4
- 238000010894 electron beam technology Methods 0.000 description 4
- 239000004744 fabric Substances 0.000 description 4
- 125000000962 organic group Chemical group 0.000 description 4
- 229920001225 polyester resin Polymers 0.000 description 4
- 239000004645 polyester resin Substances 0.000 description 4
- 230000002087 whitening effect Effects 0.000 description 4
- JZLWSRCQCPAUDP-UHFFFAOYSA-N 1,3,5-triazine-2,4,6-triamine;urea Chemical compound NC(N)=O.NC1=NC(N)=NC(N)=N1 JZLWSRCQCPAUDP-UHFFFAOYSA-N 0.000 description 3
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 3
- XEKOWRVHYACXOJ-UHFFFAOYSA-N Ethyl acetate Chemical compound CCOC(C)=O XEKOWRVHYACXOJ-UHFFFAOYSA-N 0.000 description 3
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 3
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 3
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 3
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 3
- 238000004061 bleaching Methods 0.000 description 3
- 239000011449 brick Substances 0.000 description 3
- 239000002131 composite material Substances 0.000 description 3
- 239000003822 epoxy resin Substances 0.000 description 3
- 239000010985 leather Substances 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 230000003647 oxidation Effects 0.000 description 3
- 238000007254 oxidation reaction Methods 0.000 description 3
- 230000035699 permeability Effects 0.000 description 3
- 239000011505 plaster Substances 0.000 description 3
- 229920000647 polyepoxide Polymers 0.000 description 3
- 238000007639 printing Methods 0.000 description 3
- 229920002545 silicone oil Polymers 0.000 description 3
- 239000004575 stone Substances 0.000 description 3
- 239000010936 titanium Substances 0.000 description 3
- 229910052719 titanium Inorganic materials 0.000 description 3
- VZXTWGWHSMCWGA-UHFFFAOYSA-N 1,3,5-triazine-2,4-diamine Chemical compound NC1=NC=NC(N)=N1 VZXTWGWHSMCWGA-UHFFFAOYSA-N 0.000 description 2
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- 239000004721 Polyphenylene oxide Substances 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 2
- 229920002433 Vinyl chloride-vinyl acetate copolymer Polymers 0.000 description 2
- MCMNRKCIXSYSNV-UHFFFAOYSA-N Zirconium dioxide Chemical compound O=[Zr]=O MCMNRKCIXSYSNV-UHFFFAOYSA-N 0.000 description 2
- 125000000217 alkyl group Chemical group 0.000 description 2
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 description 2
- 239000004566 building material Substances 0.000 description 2
- BRPQOXSCLDDYGP-UHFFFAOYSA-N calcium oxide Chemical compound [O-2].[Ca+2] BRPQOXSCLDDYGP-UHFFFAOYSA-N 0.000 description 2
- 239000000292 calcium oxide Substances 0.000 description 2
- ODINCKMPIJJUCX-UHFFFAOYSA-N calcium oxide Inorganic materials [Ca]=O ODINCKMPIJJUCX-UHFFFAOYSA-N 0.000 description 2
- OSGAYBCDTDRGGQ-UHFFFAOYSA-L calcium sulfate Chemical compound [Ca+2].[O-]S([O-])(=O)=O OSGAYBCDTDRGGQ-UHFFFAOYSA-L 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 239000011247 coating layer Substances 0.000 description 2
- 238000003851 corona treatment Methods 0.000 description 2
- 238000004132 cross linking Methods 0.000 description 2
- 238000001035 drying Methods 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 239000003365 glass fiber Substances 0.000 description 2
- 238000005286 illumination Methods 0.000 description 2
- 239000002655 kraft paper Substances 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- 239000000395 magnesium oxide Substances 0.000 description 2
- CPLXHLVBOLITMK-UHFFFAOYSA-N magnesium oxide Inorganic materials [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 2
- AXZKOIWUVFPNLO-UHFFFAOYSA-N magnesium;oxygen(2-) Chemical compound [O-2].[Mg+2] AXZKOIWUVFPNLO-UHFFFAOYSA-N 0.000 description 2
- 239000006082 mold release agent Substances 0.000 description 2
- 239000004745 nonwoven fabric Substances 0.000 description 2
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 2
- WXZMFSXDPGVJKK-UHFFFAOYSA-N pentaerythritol Chemical compound OCC(CO)(CO)CO WXZMFSXDPGVJKK-UHFFFAOYSA-N 0.000 description 2
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N phenol group Chemical group C1(=CC=CC=C1)O ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 2
- 229920001610 polycaprolactone Polymers 0.000 description 2
- 239000004632 polycaprolactone Substances 0.000 description 2
- 229920000515 polycarbonate Polymers 0.000 description 2
- 239000004417 polycarbonate Substances 0.000 description 2
- 229920000570 polyether Polymers 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 229920005672 polyolefin resin Polymers 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 229920005749 polyurethane resin Polymers 0.000 description 2
- 239000004800 polyvinyl chloride Substances 0.000 description 2
- 229920000915 polyvinyl chloride Polymers 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 229940124530 sulfonamide Drugs 0.000 description 2
- 150000003456 sulfonamides Chemical class 0.000 description 2
- 230000001360 synchronised effect Effects 0.000 description 2
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 2
- 229920005992 thermoplastic resin Polymers 0.000 description 2
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 2
- 229920006337 unsaturated polyester resin Polymers 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 239000011787 zinc oxide Substances 0.000 description 2
- FDSUVTROAWLVJA-UHFFFAOYSA-N 2-[[3-hydroxy-2,2-bis(hydroxymethyl)propoxy]methyl]-2-(hydroxymethyl)propane-1,3-diol;prop-2-enoic acid Chemical compound OC(=O)C=C.OC(=O)C=C.OC(=O)C=C.OC(=O)C=C.OC(=O)C=C.OCC(CO)(CO)COCC(CO)(CO)CO FDSUVTROAWLVJA-UHFFFAOYSA-N 0.000 description 1
- KXGFMDJXCMQABM-UHFFFAOYSA-N 2-methoxy-6-methylphenol Chemical compound [CH]OC1=CC=CC([CH])=C1O KXGFMDJXCMQABM-UHFFFAOYSA-N 0.000 description 1
- 125000003903 2-propenyl group Chemical group [H]C([*])([H])C([H])=C([H])[H] 0.000 description 1
- FIHBHSQYSYVZQE-UHFFFAOYSA-N 6-prop-2-enoyloxyhexyl prop-2-enoate Chemical compound C=CC(=O)OCCCCCCOC(=O)C=C FIHBHSQYSYVZQE-UHFFFAOYSA-N 0.000 description 1
- OYPRJOBELJOOCE-UHFFFAOYSA-N Calcium Chemical compound [Ca] OYPRJOBELJOOCE-UHFFFAOYSA-N 0.000 description 1
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 239000004641 Diallyl-phthalate Substances 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 1
- 239000005977 Ethylene Substances 0.000 description 1
- 229920012753 Ethylene Ionomers Polymers 0.000 description 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- 244000043261 Hevea brasiliensis Species 0.000 description 1
- 101000823955 Homo sapiens Serine palmitoyltransferase 1 Proteins 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-M Methacrylate Chemical compound CC(=C)C([O-])=O CERQOIWHTDAKMF-UHFFFAOYSA-M 0.000 description 1
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical group OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 1
- 229920000459 Nitrile rubber Polymers 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 102100022068 Serine palmitoyltransferase 1 Human genes 0.000 description 1
- BLRPTPMANUNPDV-UHFFFAOYSA-N Silane Chemical compound [SiH4] BLRPTPMANUNPDV-UHFFFAOYSA-N 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- DAKWPKUUDNSNPN-UHFFFAOYSA-N Trimethylolpropane triacrylate Chemical compound C=CC(=O)OCC(CC)(COC(=O)C=C)COC(=O)C=C DAKWPKUUDNSNPN-UHFFFAOYSA-N 0.000 description 1
- 235000010724 Wisteria floribunda Nutrition 0.000 description 1
- MPIAGWXWVAHQBB-UHFFFAOYSA-N [3-prop-2-enoyloxy-2-[[3-prop-2-enoyloxy-2,2-bis(prop-2-enoyloxymethyl)propoxy]methyl]-2-(prop-2-enoyloxymethyl)propyl] prop-2-enoate Chemical compound C=CC(=O)OCC(COC(=O)C=C)(COC(=O)C=C)COCC(COC(=O)C=C)(COC(=O)C=C)COC(=O)C=C MPIAGWXWVAHQBB-UHFFFAOYSA-N 0.000 description 1
- VYGUBTIWNBFFMQ-UHFFFAOYSA-N [N+](#[C-])N1C(=O)NC=2NC(=O)NC2C1=O Chemical compound [N+](#[C-])N1C(=O)NC=2NC(=O)NC2C1=O VYGUBTIWNBFFMQ-UHFFFAOYSA-N 0.000 description 1
- YKTSYUJCYHOUJP-UHFFFAOYSA-N [O--].[Al+3].[Al+3].[O-][Si]([O-])([O-])[O-] Chemical compound [O--].[Al+3].[Al+3].[O-][Si]([O-])([O-])[O-] YKTSYUJCYHOUJP-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- WNROFYMDJYEPJX-UHFFFAOYSA-K aluminium hydroxide Chemical compound [OH-].[OH-].[OH-].[Al+3] WNROFYMDJYEPJX-UHFFFAOYSA-K 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 229910000323 aluminium silicate Inorganic materials 0.000 description 1
- 125000003277 amino group Chemical group 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 125000003710 aryl alkyl group Chemical group 0.000 description 1
- 239000010425 asbestos Substances 0.000 description 1
- 230000001588 bifunctional effect Effects 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- QUDWYFHPNIMBFC-UHFFFAOYSA-N bis(prop-2-enyl) benzene-1,2-dicarboxylate Chemical compound C=CCOC(=O)C1=CC=CC=C1C(=O)OCC=C QUDWYFHPNIMBFC-UHFFFAOYSA-N 0.000 description 1
- 229910052791 calcium Inorganic materials 0.000 description 1
- 239000011575 calcium Substances 0.000 description 1
- 239000000404 calcium aluminium silicate Substances 0.000 description 1
- 235000012215 calcium aluminium silicate Nutrition 0.000 description 1
- 229940078583 calcium aluminosilicate Drugs 0.000 description 1
- AXCZMVOFGPJBDE-UHFFFAOYSA-L calcium dihydroxide Chemical compound [OH-].[OH-].[Ca+2] AXCZMVOFGPJBDE-UHFFFAOYSA-L 0.000 description 1
- 239000000920 calcium hydroxide Substances 0.000 description 1
- 229910001861 calcium hydroxide Inorganic materials 0.000 description 1
- 239000000378 calcium silicate Substances 0.000 description 1
- 229910052918 calcium silicate Inorganic materials 0.000 description 1
- OYACROKNLOSFPA-UHFFFAOYSA-N calcium;dioxido(oxo)silane Chemical compound [Ca+2].[O-][Si]([O-])=O OYACROKNLOSFPA-UHFFFAOYSA-N 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 150000004649 carbonic acid derivatives Chemical class 0.000 description 1
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000000994 depressogenic effect Effects 0.000 description 1
- 235000014113 dietary fatty acids Nutrition 0.000 description 1
- 150000002009 diols Chemical class 0.000 description 1
- HNPSIPDUKPIQMN-UHFFFAOYSA-N dioxosilane;oxo(oxoalumanyloxy)alumane Chemical compound O=[Si]=O.O=[Al]O[Al]=O HNPSIPDUKPIQMN-UHFFFAOYSA-N 0.000 description 1
- KPUWHANPEXNPJT-UHFFFAOYSA-N disiloxane Chemical class [SiH3]O[SiH3] KPUWHANPEXNPJT-UHFFFAOYSA-N 0.000 description 1
- 229910052571 earthenware Inorganic materials 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- 125000003700 epoxy group Chemical group 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 229920006242 ethylene acrylic acid copolymer Polymers 0.000 description 1
- 239000000194 fatty acid Substances 0.000 description 1
- 229930195729 fatty acid Natural products 0.000 description 1
- 239000011094 fiberboard Substances 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 125000003709 fluoroalkyl group Chemical group 0.000 description 1
- 239000011381 foam concrete Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 238000007646 gravure printing Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 150000004679 hydroxides Chemical class 0.000 description 1
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 238000005470 impregnation Methods 0.000 description 1
- 239000012784 inorganic fiber Substances 0.000 description 1
- 229910010272 inorganic material Inorganic materials 0.000 description 1
- 239000011147 inorganic material Substances 0.000 description 1
- 239000011229 interlayer Substances 0.000 description 1
- 150000002500 ions Chemical class 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 239000002648 laminated material Substances 0.000 description 1
- 238000007561 laser diffraction method Methods 0.000 description 1
- ZLNQQNXFFQJAID-UHFFFAOYSA-L magnesium carbonate Chemical compound [Mg+2].[O-]C([O-])=O ZLNQQNXFFQJAID-UHFFFAOYSA-L 0.000 description 1
- 239000001095 magnesium carbonate Substances 0.000 description 1
- 229910000021 magnesium carbonate Inorganic materials 0.000 description 1
- VTHJTEIRLNZDEV-UHFFFAOYSA-L magnesium dihydroxide Chemical compound [OH-].[OH-].[Mg+2] VTHJTEIRLNZDEV-UHFFFAOYSA-L 0.000 description 1
- 239000000347 magnesium hydroxide Substances 0.000 description 1
- 229910001862 magnesium hydroxide Inorganic materials 0.000 description 1
- HCWCAKKEBCNQJP-UHFFFAOYSA-N magnesium orthosilicate Chemical compound [Mg+2].[Mg+2].[O-][Si]([O-])([O-])[O-] HCWCAKKEBCNQJP-UHFFFAOYSA-N 0.000 description 1
- 239000000391 magnesium silicate Substances 0.000 description 1
- 229910052919 magnesium silicate Inorganic materials 0.000 description 1
- 235000019792 magnesium silicate Nutrition 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 1
- 229920003052 natural elastomer Polymers 0.000 description 1
- 229920001194 natural rubber Polymers 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 125000004433 nitrogen atom Chemical group N* 0.000 description 1
- 229920001568 phenolic resin Polymers 0.000 description 1
- 125000001997 phenyl group Chemical group [H]C1=C([H])C([H])=C(*)C([H])=C1[H] 0.000 description 1
- XNGIFLGASWRNHJ-UHFFFAOYSA-L phthalate(2-) Chemical compound [O-]C(=O)C1=CC=CC=C1C([O-])=O XNGIFLGASWRNHJ-UHFFFAOYSA-L 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 239000011120 plywood Substances 0.000 description 1
- 229920001084 poly(chloroprene) Polymers 0.000 description 1
- 229920001707 polybutylene terephthalate Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920013716 polyethylene resin Polymers 0.000 description 1
- 238000006116 polymerization reaction Methods 0.000 description 1
- 230000000379 polymerizing effect Effects 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 229920002689 polyvinyl acetate Polymers 0.000 description 1
- 239000011118 polyvinyl acetate Substances 0.000 description 1
- 229910052573 porcelain Inorganic materials 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 229910052895 riebeckite Inorganic materials 0.000 description 1
- 238000005488 sandblasting Methods 0.000 description 1
- 238000000790 scattering method Methods 0.000 description 1
- 229910000077 silane Inorganic materials 0.000 description 1
- 150000004760 silicates Chemical class 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000002893 slag Substances 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 125000001424 substituent group Chemical group 0.000 description 1
- 229910052717 sulfur Inorganic materials 0.000 description 1
- 125000004434 sulfur atom Chemical group 0.000 description 1
- 150000003467 sulfuric acid derivatives Chemical class 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 125000003396 thiol group Chemical group [H]S* 0.000 description 1
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 1
- 239000002759 woven fabric Substances 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C5/00—Processes for producing special ornamental bodies
- B44C5/04—Ornamental plaques, e.g. decorative panels, decorative veneers
- B44C5/0469—Ornamental plaques, e.g. decorative panels, decorative veneers comprising a decorative sheet and a core formed by one or more resin impregnated sheets of paper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44F—SPECIAL DESIGNS OR PICTURES
- B44F1/00—Designs or pictures characterised by special or unusual light effects
- B44F1/02—Designs or pictures characterised by special or unusual light effects produced by reflected light, e.g. matt surfaces, lustrous surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/10—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of paper or cardboard
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/42—Layered products comprising a layer of synthetic resin comprising condensation resins of aldehydes, e.g. with phenols, ureas or melamines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B29/00—Layered products comprising a layer of paper or cardboard
- B32B29/002—Layered products comprising a layer of paper or cardboard as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B29/005—Layered products comprising a layer of paper or cardboard as the main or only constituent of a layer, which is next to another layer of the same or of a different material next to another layer of paper or cardboard layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B29/00—Layered products comprising a layer of paper or cardboard
- B32B29/06—Layered products comprising a layer of paper or cardboard specially treated, e.g. surfaced, parchmentised
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/263—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer having non-uniform thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/30—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer formed with recesses or projections, e.g. hollows, grooves, protuberances, ribs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/26—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer which influences the bonding during the lamination process, e.g. release layers or pressure equalising layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/06—Embossing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/14—Printing or colouring
- B32B38/145—Printing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/06—Interconnection of layers permitting easy separation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C1/00—Processes, not specifically provided for elsewhere, for producing decorative surface effects
- B44C1/10—Applying flat materials, e.g. leaflets, pieces of fabrics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C3/00—Processes, not specifically provided for elsewhere, for producing ornamental structures
- B44C3/005—Removing selectively parts of at least the upper layer of a multi-layer article
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/26—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer which influences the bonding during the lamination process, e.g. release layers or pressure equalising layers
- B32B2037/268—Release layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/03—3 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/26—All layers being made of paper or paperboard
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/12—Coating on the layer surface on paper layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/28—Multiple coating on one surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/02—Composition of the impregnated, bonded or embedded layer
- B32B2260/028—Paper layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/04—Impregnation, embedding, or binder material
- B32B2260/046—Synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2305/00—Condition, form or state of the layers or laminate
- B32B2305/72—Cured, e.g. vulcanised, cross-linked
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/402—Coloured
- B32B2307/4023—Coloured on the layer surface, e.g. ink
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/748—Releasability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2317/00—Animal or vegetable based
- B32B2317/12—Paper, e.g. cardboard
- B32B2317/125—Paper, e.g. cardboard impregnated with thermosetting resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2451/00—Decorative or ornamental articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C5/00—Processes for producing special ornamental bodies
- B44C5/04—Ornamental plaques, e.g. decorative panels, decorative veneers
Definitions
- the present invention relates to a decorative material and a method for producing the same.
- the surfaces of tables, counters, walls, floors, etc. are impregnated with an uncured resin solution of melamine resin on a porous base material such as titanium paper, laminated on phenol core paper or the like as necessary, and then impregnated resin.
- a decorative material is used in which the liquid is cured by a hot press.
- a decorative material impregnated with and cured of such a melamine resin exhibits physical properties such as strength, hardness, and heat resistance.
- the decorative material as described above is required to have a design showing a high-class feeling, and a visual three-dimensional effect is imparted by forming an uneven shape on the surface.
- a decorative material having an uneven shape on the surface an embossed decorative material using an embossed plate (mirror surface plate with a texture) having an uneven shape has been proposed (see, for example, Patent Documents 1 and 2). ).
- Patent Document 3 has been proposed as a decorative material having a surface uneven shape that does not use an embossed plate.
- the decorative material of Patent Document 3 forms irregularities by partially peeling off the coating layer formed on the support sheet, and does not use an embossed plate, so that the problems of Patent Documents 1 and 2 can be solved.
- the decorative material of Patent Document 3 since the thickness of the coating layer to be partially peeled off is thin, it is difficult to perceive unevenness as a tactile sensation.
- the present invention has been made under such circumstances, and an object of the present invention is to provide a decorative material having a visual three-dimensional effect and an excellent tactile sensation, and a method for producing the same.
- An object of the present invention is to provide the following [1] to [2].
- a decorative material having at least a base material, which has a first region and a second region in the plane of the decorative material when the decorative material is viewed in a plan view, and the first region is the base. It has a releasable ink decorative layer arranged on the material and a first recess formed immediately above the releasable ink decorative layer, and the second region is deeper than the first recess.
- the laminated body C is heat-pressed with a mirror plate on the reinforcing layer side of the laminated body C and an embossed plate on the release film side of the laminated body C, and the uncured curable resin composition is formed.
- a cured product layer formed by curing the material layer is formed, and the embossed plate forms a second recess that reaches a position deeper in the thickness direction than the top of the releasable ink decorative layer of the laminate C.
- Process. (6) A step of taking out the laminated body C from between the mirror surface plate and the embossed plate.
- the present invention it is possible to provide a decorative material having a visual three-dimensional effect and an excellent tactile sensation. Further, according to the present invention, the decorative material can be easily produced.
- the decorative material of the present invention is a decorative material having at least a base material, and when the decorative material is viewed in a plan view, the decorative material has a first region and a second region in the plane of the decorative material, and the first region Has a releasable ink decorative layer arranged on the base material and a first recess formed immediately above the releasable ink decorative layer, and the second region is the first. It has a second recess that is deeper than the recess.
- "planar view” means that the decorative material of the present invention is visually recognized in the plane direction from the side having the first recess and the second recess (the surface side) (from the xy plane side of FIGS. 1 to 6). It means to see).
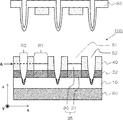
- FIG. 1 is a cross-sectional view in the xz direction showing an embodiment of the decorative material 100 of the present invention.
- the decorative material 100 of FIG. 1 has a base material 10, and when the decorative material 100 is viewed in a plan view, the decorative material 100 has a first region R1 and a second region R2 in the plane of the decorative material 100.
- the first region R1 is formed on the releasable ink decorative layer 35 arranged on the base material 10 and the first recess formed immediately above the releasable ink decorative layer.
- the second region R2 has a second recess 52 that is deeper than the first recess. Further, in the decorative material 100 of FIG.
- the releasable ink decorative layer 35 is formed from the first decorative layer 21 and the first cured product layer 30.
- the second region R2 has a second decorative layer 22 arranged on the base material 10 and a second cured product layer 40 arranged on the second decorative layer.
- the decorative material 100 of FIG. 1 has a reinforcing layer 60 on the surface of the base material 10 opposite to the side having the releasable ink decorative layer 35.
- the base material is not particularly limited and may be appropriately selected according to the desired performance, and a paper base material, a fiber base material, a resin base material and the like are preferably mentioned from the viewpoint of handleability.
- a paper base material and a fiber base material which can impart excellent mechanical properties and the like by impregnating with a curable resin are more preferable, and a paper base material is further preferable.
- the paper base material examples include kraft paper, titanium paper, linter paper, resin impregnated paper, thin paper and Japanese paper.
- the fiber base material is composed of a fiber base material composed of inorganic fibers such as glass fiber, alumina fiber, silica fiber and carbon fiber, and organic fiber of various synthetic resins such as polyester resin, acrylic resin, polyethylene resin and polypropylene resin. Examples thereof include a fiber base material to be used, and a base material such as a composite thereof. Further, the fiber base material may be a non-woven fabric or a woven fabric.
- the thickness of the base material is not particularly limited and may be appropriately selected according to the desired performance. From the viewpoint of ensuring mechanical properties and handleability, the thickness is usually about 10 to 150 ⁇ m, preferably 20 to 120 ⁇ m, more preferably 20 to 120 ⁇ m. It is 30 to 100 ⁇ m. When a paper base material is used as the base material, the basis weight thereof is usually about 20 to 150 g / m 2 , preferably 30 to 100 g / m 2 , from the same viewpoint.
- the base material is a base material having liquid permeability such as a paper base material and a fiber base material
- those base materials are preferably impregnated with a curable resin.
- the curable resin a curable resin such as a thermosetting resin or an ionizing radiation curable resin can be used, and the thermosetting resin is preferable from the viewpoint of handleability. It is preferable that the curable resin is uncured before forming the first recess and the second recess, and is cured in the process of forming the second recess (step (5) described later).
- the curable resin to be impregnated in the base material is a melamine resin, a urea resin, a melamine-urea resin, a guanamine resin, or a sulfonamide resin from the viewpoint of further enhancing the texture of the decorative material and improving the mechanical strength of the decorative material.
- Dialyl phthalate resin, polyester resin, phenol resin, epoxy resin, aminoalkyd resin, silicon resin, polysiloxane resin and the like are preferable, among which melamine resin, urea resin, melamine-urea resin, phenol resin, guanamine resin and sulfonamide resin and the like are preferable.
- Thermosetting resin is preferable.
- melamine resin, melamine-urea resin and phenol resin are preferable, and melamine resin is particularly preferable.
- thermosetting resin examples include a means for preparing a composition of an uncured thermosetting resin and impregnating the base material with the composition.
- the impregnated composition becomes a cured product of a thermosetting resin by heating at an appropriate time point and curing the composition by a reaction such as a crosslinking reaction or a polymerization reaction.
- thermosetting resin simply means a cured product obtained by curing an uncured product of a thermosetting resin.
- curable resin composition, thermosetting resin composition, and ionizing radiation curable resin composition mean that they are uncured unless otherwise specified.
- the base material is physically prepared on one or both sides of the base material, such as an oxidation method or an unevenness method, in order to improve the interlayer adhesion with other layers constituting the decorative material and to strengthen the adhesiveness with the adherend. It may be subjected to surface treatment such as surface treatment or chemical surface treatment, or a primer layer may be formed.
- the oxidation method include corona discharge treatment, chromium oxidation treatment, flame treatment, hot air treatment, ozone-ultraviolet treatment method and the like
- the unevenness method include sandblasting method and solvent treatment method. These surface treatments are appropriately selected depending on the type of the base material, but in general, the corona discharge treatment method is preferably used from the viewpoint of the effect and operability of the surface treatment.
- the decorative material of the present invention has a first region and a second region in the plane of the decorative material when the decorative material is viewed in a plan view. Further, the decorative material of the present invention has a releasable ink decorative layer arranged on the base material and a first recess formed immediately above the releasable ink decorative layer. However, the second region has a second recess that is deeper than the first recess.
- the first recess mainly gives a visual three-dimensional effect to the decorative material, and the second recess mainly has a role of imparting a tactile sensation to the decorative material.
- the decorative material of the present invention can have a good three-dimensional effect and a tactile sensation by having the first recess and the second recess. Further, the decorative material of the present invention may have other regions other than the first region and the second region in the plane. In FIGS. 1 and 6, the parts that do not correspond to the first region R1 and the second region R2 correspond to other regions.
- the decorative material preferably has a plurality of first regions R1 independent of each other in the plane.
- the decorative material preferably has a plurality of second regions R2 independent of each other in the plane.
- the average width of the first recess is W1
- the average width of the first recess is P1
- the average length of the first recess is L1
- the average width of the second recess is W2, and the second.
- the first recess mainly has a role of giving a visual three-dimensional effect to the decorative material. More specifically, by making the bottom of the first concave portion matte or synchronizing the first concave portion with a dark part of the decorative layer (the first decorative layer described later), the first concave portion appears to be recessed. It is possible to give a visual three-dimensional effect to the decorative material.
- the second recess mainly has a role of imparting a depressed tactile sensation.
- W2 / W1 is more preferably 0.1 or more and 0.7 or less, further preferably 0.1 or more and 0.5 or less, and 0.1 or more and 0.4 or less. Is even more preferable.
- P2 / P1 is more preferably 0.1 or more and 0.7 or less, further preferably 0.1 or more and 0.5 or less, and 0.1 or more and 0. More preferably, it is 4 or less.
- L2 / L1 is more preferably 0.1 or more and 0.7 or less, and further preferably 0.1 or more and 0.6 or less.
- the decorative material of the present invention has at least one of the following formulas (A1) to (A3) when W2 / W1 is defined as “Wr”, P2 / P1 is defined as “Pr”, and L2 / L1 is defined as “Lr”. It is preferable to satisfy. 0.2 ⁇ Wr / Pr ⁇ 3.0 (A1) 0.2 ⁇ Wr / Lr ⁇ 3.0 (A2) 0.2 ⁇ Pr / Lr ⁇ 3.0 (A3)
- the shapes (width, spacing, length) of the first recess and the second recess become close to each other, and the discomfort due to the difference between the appearance and the tactile sensation is reduced. can do. Further, the above-mentioned discomfort is easily felt when the concave portion is touched in the orthogonal direction. Therefore, of the above formulas (A1) to (A3), it is more preferable to satisfy the above formula (A1). Further, it is more preferable to satisfy one of the above formulas (A1) and (A2) and (A3), and even more preferably to satisfy all of the above formulas (A1) to (A3).
- Wr / Pr is more preferably 0.3 or more and 2.0 or less, further preferably 0.5 or more and 1.5 or less, and 0.7 or more and 1.3 or less. Is even more preferable.
- Wr / Lr is more preferably 0.2 or more and 2.0 or less, and further preferably 0.3 or more and 1.5 or less.
- Pr / Lr is more preferably 0.2 or more and 2.0 or less, and further preferably 0.3 or more and 1.5 or less.
- W1 which is the average width of the first recess, P1 which is the interval in the width direction of the first recess, W2 which is the average width of the second recess, and P2 which is the interval in the width direction of the second recess are shown in FIG. In this case, it can be calculated by the following formula.
- W1 (W1a + W1b + W1c) / 3
- P1 (P1a + P1b + P1c) / 3
- W2 (W2a + W2b + W2c) / 3
- P2 (P2a + P2b + P2c) / 3
- P2 (P2a + P2b + P2c) / 3
- P2 (P2a + P2b + P2c) / 3
- W1 is preferably 50 to 400 mm, more preferably 150 to 300 mm.
- P1 is preferably 50 to 350 mm, more preferably 100 to 250 mm.
- L1 is preferably 500 to 1500 mm, more preferably 750 to 1250 mm.
- W2 is preferably 20 to 100 mm, more preferably 30 to 80 mm.
- P2 is preferably 10 to 100 mm, more preferably 20 to 60 mm.
- L2 is preferably 100 to 1000 mm, more preferably 300 to 600 mm.
- the decorative material of the present invention preferably satisfies the following formula (4) when the total area of the first region is S1 and the total area of the second region is S2.
- S2 / S1 is preferably 0.9 or less, more preferably 0.8 or less, and further preferably 0.7 or less. Further, if S2 / S1 is too small, the discomfort due to the difference between the appearance and the tactile sensation tends to increase. Therefore, in the above formula (4), S2 / S1 is preferably 0.3 or more, and more preferably 0.4 or more. In addition, "S1" which is the total area of the first region and "S2" which is the total area of the second region are both areas when the decorative material is viewed in a plan view.
- S1 / S is preferably 0.05 to 0.6, and more preferably 0.05 to 0.4.
- S2 / S is preferably 0.01 to 0.5, and more preferably 0.01 to 0.35.
- the arrangement direction of the first recess and the arrangement direction of the second recess are substantially parallel. With this configuration, it is possible to reduce the discomfort caused by the difference between the appearance and the tactile sensation.
- the fact that the arrangement direction of the first recess and the arrangement direction of the second recess are substantially parallel means that the angle between the arrangement direction of the first recess and the arrangement direction of the second recess is 10 degrees or less. However, it is preferably 5 degrees or less, more preferably 3 degrees or less.
- the arrangement direction of the first recesses means the long side direction of the first recesses
- the arrangement direction of the second recesses means the long side direction of the second recesses.
- D1 is preferably 0.1 to 20 ⁇ m, more preferably 0.1 to 10 ⁇ m.
- D1 is preferably 0.1 to 20 ⁇ m, more preferably 0.1 to 10 ⁇ m.
- D2 is preferably 20 ⁇ m or more, and more preferably 40 ⁇ m or more. By setting D2 to 40 ⁇ m or more, it is possible to easily improve the tactile sensation. If D2 is too deep, it becomes difficult to form the second recess. Therefore, D2 is preferably 150 ⁇ m or less, and more preferably 100 ⁇ m or less.
- D1 and D2 are preferably calculated as the average value of the depths of any 10 recesses.
- the depth of each recess means the maximum depth of each recess.
- the decorative material of the present invention preferably satisfies the relationship of Ra2 ⁇ Ra1 when the arithmetic mean roughness of the bottom of the first recess is Ra1 and the arithmetic average roughness of the bottom of the second recess is Ra2. With this configuration, it is possible to easily give a visual three-dimensional effect to the decorative material.
- Ra1 is preferably 0.2 to 0.6 ⁇ m, more preferably 0.3 to 0.5 ⁇ m. By setting Ra1 to 0.2 ⁇ m or more, it is possible to easily give a visual three-dimensional effect to the decorative material, and by setting Ra1 to 0.6 ⁇ m or less, the first recess (first region) looks whitish. Can be suppressed.
- Ra2 is preferably 0.05 to 0.5 ⁇ m, more preferably 0.2 to 0.4 ⁇ m. By setting Ra2 to 0.05 ⁇ m or more, it is possible to easily suppress specular reflection of the second recess (second region), and by setting Ra2 to 0.5 ⁇ m or less, the second recess (second region) can be easily suppressed. Can be suppressed from appearing whitish.
- the arithmetic mean roughness means the arithmetic mean roughness according to JIS B0601: 2013 at a cutoff value of 0.8 mm. Further, Ra1 and Ra2 indicate the average value of the measured values at any 10 points.
- the first region has a releasable ink decorative layer arranged on the base material and a first recess formed immediately above the releasable ink decorative layer.
- Releasable ink decorative layer has releasability. Since the surface of the releasable ink decorative layer has releasability, most of the second cured product layer on the releasable ink decorative layer is peeled off.
- the second cured product layer on the releasable ink decorative layer is preferably completely peeled off from the viewpoint of improving the three-dimensional appearance due to the surface unevenness, but the second cured product layer is completely separated from the releasable ink decorative layer. In many cases, it cannot be peeled off. Therefore, a small amount of the second cured product layer may remain on the releasable ink decorative layer as long as the effect of the present invention is not impaired.
- the releasable ink decorative layer has a single-layer structure of the first cured product layer. Further, the releasable ink decorative layer preferably has a laminated structure having a first decorative layer and a first cured product layer from the base material side.
- the first cured product layer is a layer formed of a curable resin, more specifically, a layer formed of a cured product of an uncured curable resin composition.
- a curable resin a thermosetting resin and an ionizing radiation curable resin are preferably mentioned, and an ionizing radiation curable resin is more preferable, from the viewpoint of obtaining a design property with a higher texture and better surface characteristics.
- thermosetting resin As the thermosetting resin, the same ones as those exemplified as the thermosetting resin that can be impregnated in the base material can be preferably exemplified.
- the ionizing radiation curable resin is a resin that is crosslinked and cured by irradiation with ionizing radiation, and has an ionizing radiation curable functional group.
- the ionizing radiation curable functional group is a group that is crosslinked and cured by irradiation with ionizing radiation, and a functional group having an ethylenic double bond such as a (meth) acryloyl group, a vinyl group, or an allyl group is preferably mentioned. Be done.
- ionizing radiation means an electromagnetic wave or a charged particle beam having an energy quantum capable of polymerizing or cross-linking a molecule, and usually, ultraviolet rays (UV) or electron beams (EB) are used. Electromagnetic waves such as X-rays and ⁇ -rays, and charged particle beams such as ⁇ -rays and ion rays are also included.
- the ionizing radiation curable resin can be appropriately selected and used from the polymerizable monomers and polymerizable oligomers conventionally used as ionizing radiation curable resins.
- a (meth) acrylate-based monomer having a radically polymerizable unsaturated group in the molecule is preferable, and a polyfunctional (meth) acrylate monomer is particularly preferable.
- “(meth) acrylate” means "acrylate or methacrylate”.
- the polyfunctional (meth) acrylate monomer include a (meth) acrylate monomer having two or more ionizing radiation curable functional groups in the molecule and having at least a (meth) acryloyl group as the functional group.
- An acrylate monomer having an acryloyl group is preferable from the viewpoint of obtaining a higher textured design and better surface properties.
- the number of functional groups is preferably 2 or more, and the upper limit is preferably 8 or less, more preferably 6 or less, still more preferably 4 or less, and particularly preferably 3 from the viewpoint of obtaining a higher quality design and better surface characteristics. It is as follows. These polyfunctional (meth) acrylates may be used alone or in combination of two or more.
- polymerizable monomers examples include bifunctional (meth) acrylates such as ethylene glycol di (meth) acrylate, bisphenol A tetraethoxydiacrylate, bisphenol A tetrapropoxydiacrylate, and 1,6-hexanediol diacrylate; trimethylol.
- bifunctional (meth) acrylates such as ethylene glycol di (meth) acrylate, bisphenol A tetraethoxydiacrylate, bisphenol A tetrapropoxydiacrylate, and 1,6-hexanediol diacrylate; trimethylol.
- dipentaerythritol such as dipentaerythritol tetra (meth) acrylate, dipentaerythritol penta (meth) acrylate, and dipentaerythritol hexa (meth) acrylate from the viewpoint of obtaining higher quality design and better surface characteristics.
- a system-polymerizable monomer is preferable, dipentaerythritol penta (meth) acrylate and dipentaerythritol hexa (meth) acrylate are more preferable, and dipentaerythritol penta (meth) acrylate and dipentaerythritol hexa (meth) acrylate are used in combination. Is particularly preferable.
- the polymerizable oligomer examples include a (meth) acrylate oligomer having two or more ionizing radiation curable functional groups in the molecule and having at least a (meth) acryloyl group as the functional group.
- urethane (meth) acrylate oligomer epoxy (meth) acrylate oligomer, polyester (meth) acrylate oligomer, polyether (meth) acrylate oligomer, polycarbonate (meth) acrylate oligomer, acrylic (meth) acrylate oligomer, polycaprolactone urethane (meth).
- Acrylate oligomers polycaprolactone diol urethane (meth) acrylate and the like.
- the number of functional groups of these polymerizable oligomers is preferably 2 or more, and the upper limit is preferably 8 or less, more preferably 6 or less, still more preferably. It is 4 or less, particularly preferably 3 or less.
- the weight average molecular weight of these polymerizable oligomers is preferably 500 or more, more preferably 500 or more, from the viewpoint of obtaining a design property with a higher texture and better surface characteristics, and considering the ease of forming the first cured product layer. Is 1,000 or more, and the upper limit is preferably 80,000 or less, more preferably 50,000 or less. As used herein, the weight average molecular weight is the average molecular weight measured by GPC analysis and converted to standard polystyrene.
- the first cured product layer preferably contains a release agent.
- a release agent By containing the release agent, it can be peeled off even if another resin is laminated on the surface of the releasable ink decorative layer (the surface of the first cured product layer), while the other resin adheres to the second region. Since it is not peeled off, the first recess can be easily formed.
- the release agent examples include a fluorine-based release agent, a silicone-based release agent, and the like, and a silicone-based release agent is preferable from the viewpoint of obtaining a design with a higher texture.
- the silicone-based mold release agent examples include those having a polysiloxane structure as a basic structure, and among them, modified silicone oil in which an organic group is introduced into at least one of the side chain and the terminal thereof is preferable, and organic groups are present at both ends. The introduced modified silicone oil is more preferred.
- a reactive functional group such as a (meth) acrylic group, an amino group, an epoxy group, a mercapto group, a carbinol group, a phenol group or a carboxyl group, or a polyether group is used from the viewpoint of obtaining a higher quality design.
- Non-reactive group functional groups such as aralkyl group, fluoroalkyl group, alkyl group, fatty acid amide group and phenyl group are preferably mentioned.
- a reactive functional group is preferable, and a (meth) acrylic group is particularly preferable, that is, a (meth) acrylic-modified silicone oil is particularly preferable.
- these organic groups may have substituents such as a nitrogen atom, a sulfur atom, a hydroxyl group and an alkyl group.
- the content of the release agent is preferably 0.1 to 5 parts by mass, more preferably 0.5 to 3 parts by mass, still more preferably, with respect to 100 parts by mass of the curable resin forming the first cured product layer. It is 1 to 2 parts by mass. When the content of the release agent is within the above range, the effect of adding the release agent can be efficiently obtained.
- the first cured product layer preferably contains an inorganic filler.
- the inorganic filler include oxides such as aluminum oxide, magnesium oxide, silica, calcium oxide, titanium oxide, zinc oxide and zirconia oxide; hydroxides such as aluminum hydroxide, magnesium hydroxide and calcium hydroxide; magnesium carbonate and carbon dioxide. Carbonates such as calcium; sulfates such as calcium sulfate and barium sulfate; particles made of inorganic materials such as silicates such as magnesium silicate, aluminum silicate, calcium silicate and aluminosilicate.
- oxides such as aluminum oxide, magnesium oxide, silica, calcium oxide, titanium oxide and zinc oxide are preferable, and silica is particularly preferable.
- the average particle size of the inorganic filler is preferably 0.3 to 20 ⁇ m, more preferably 0.5 to 10 ⁇ m, from the viewpoint of facilitating Ra1 in the above range.
- the average particle size of the filler is a value measured by a laser diffraction / scattering method.
- the content of the inorganic filler is preferably 1 to 50 parts by mass, more preferably 10 to 40 parts by mass with respect to 100 parts by mass of the curable resin forming the first cured product layer, from the viewpoint of facilitating Ra1 in the above range. Parts, more preferably 20 to 35 parts by mass. When the content of the inorganic filler is within the above range, the effect of adding the inorganic filler can be efficiently obtained.
- the thickness of the first cured product layer is not particularly limited, but is usually about 0.1 to 20 ⁇ m, and is preferably 0.5 to 10 ⁇ m, more preferably 1 from the viewpoint of more easily obtaining a high-quality design. It is ⁇ 5 ⁇ m.
- the first decorative layer 21 is a layer preferably formed in the first region R1 as a part of the layer constituting the releasable ink decorative layer 35. Further, the first decorative layer 21 is formed so that the position in the plane is synchronized with the first cured product layer 30 when the decorative material is viewed in a plan view.
- the second decorative layer is a decorative layer preferably formed in a region other than the first region (second region and other regions).
- the decorative layer may be a single layer or a multi-layer.
- An example of the multi-layer structure is a configuration in which a solid print layer as a background is formed and a decorative layer is laminated on the solid print layer.
- the decorative layer may be formed by multicolor printing using a plurality of plates.
- the first decorative layer may be formed of the plate A and the second decorative layer may be formed of the plate B.
- the pattern given by the decorative layer is not particularly limited, and examples thereof include a wood pattern, a stone pattern, a tile pattern, a brick pattern, a fabric pattern, and a leather pattern.
- the wood pattern is preferable in that the effect of the present invention can be strongly recognized.
- the first decorative layer preferably forms one or more patterns selected from conduits, autumn wood and knots.
- the first region preferably forms one or more patterns selected from wood conduits, autumn wood and knots.
- a conduit is a cylindrical cell that serves as a passage for water, and the arrangement of minute conduits makes it appear to the human eye that a dark pattern is formed along the arrangement.
- Autumn wood is a part with narrow eyes and dark color that is formed from summer to autumn. The part with a large mesh width made from spring to summer is called spring wood, and the annual rings of wood are formed by alternately repeating spring wood and autumn wood.
- a node is a trace of a branch incorporated into the trunk, has a shape close to a circle or an ellipse, and has a darker color than the surrounding tissue.
- the design given by the decorative layer is a stone pattern such as travertine
- it is preferable that the first decorative layer has a concave pattern.
- the first region preferably forms a stone recessed pattern.
- the design given by the decorative layer is a tile pattern or a brick pattern
- the first decorative layer is preferably a joint pattern.
- the first region preferably forms a tile or brick joint pattern.
- the design given by the decorative layer is a fabric pattern, it is preferable that the first decorative layer is a concave portion.
- the first region preferably forms a recess in the fabric.
- the design given by the decorative layer is a leather pattern
- the first region preferably forms a wrinkled recess in the leather.
- the decorative layer can be formed, for example, by printing with an ink for forming a decorative layer containing a pigment, a binder resin, or the like.
- the thickness of the decorative layer is preferably 0.5 to 20 ⁇ m, more preferably 1 to 10 ⁇ m, and even more preferably 2 to 8 ⁇ m.
- the thickness of each layer is preferably in the above range.
- the second region has a second recess that is deeper than the first recess.
- the second region includes a configuration in which a single layer of the second cured product layer is arranged on the base material. Further, the second region preferably has a laminated structure having a second decorative layer arranged on the base material and a second cured product layer arranged on the second decorative layer.
- the decorative material of the present invention may have a releasable ink decorative layer in the second region (a releasable ink decorative layer may be provided in a portion having the second recess), but the first It is preferable that there is substantially no releasable ink decorative layer in the two regions. In other words, it is preferable that the portion having the second recess has substantially no releasable ink decorative layer.
- the releasable ink decorative layer has a property of being easily peeled off even when other resins are laminated.
- the releasable ink decorative layer is substantially not provided in the second region.
- substantially having no releasable ink decorative layer in the second region means that the total area of the second region is S2, and the total area of the second region having the releasable ink decorative layer is S2.
- Is S2' which means that S2'/ S2 is 0.20 or less, preferably 0.10 or less, and more preferably 0.05 or less.
- the second cured product layer is a cured product layer formed of a curable resin, and can be said to be a layer forming the convex shape of the decorative material.
- the second cured product layer is a layer formed of a curable resin, more specifically, a layer formed of a cured product of an uncured curable resin composition.
- a curable resin a thermosetting resin and an ionizing radiation curable resin are preferably mentioned, and a thermosetting resin is more preferable, from the viewpoint of obtaining a design property with a higher texture.
- These curable resins may be used alone or in combination of two or more, for example, a thermosetting resin and an ionizing radiation curable resin may be used in combination, or these curable resins and thermoplastics may be used in combination. It may be used in combination with a resin.
- thermosetting resin the same ones as those exemplified as the thermosetting resin that can be impregnated in the base material can be preferably exemplified, and the above-mentioned various thermosetting resins are preferable, and melamine resin is particularly preferable. It is the same.
- a curable resin By using such a curable resin, a design property with a higher texture can be obtained, the adhesion to the base material is improved, and more excellent mechanical strength can be obtained.
- the ionizing radiation curable resin include the same resins that can be used for the first cured product layer. When the curable resin and the thermoplastic resin are used in combination, the content of the curable resin with respect to the total of these resins is usually about 50% by mass or more and less than 100% by mass, preferably 60% by mass or more and 90% by mass or less. Is.
- the difference (T2-T1) between the thickness of the second cured product layer (T2) and the thickness of the first cured product layer (T1) corresponds to the depth D1 of the first recess. Therefore, it is preferable to adjust the thickness (T2) of the second cured product layer within a range in which D1 is within the above range.
- the range of the thickness (T2) of the second cured product layer is usually about 1 to 50 ⁇ m, preferably 3 to 40 ⁇ m, and more preferably 5 to 30 ⁇ m.
- the decorative material of the present invention preferably has a reinforcing layer on the surface of the base material opposite to the side having the releasable ink decorative layer.
- a thermosetting resin decorative board having more excellent mechanical properties can be obtained by combining the reinforcing layers.
- the reinforcing layer examples include a thermosetting resin impregnated sheet.
- the types of the fiber base material and the paper base material used in the thermosetting resin impregnated sheet are not particularly limited as long as they are exemplified as the base material fiber base material and the paper base material, and the basis weight is preferably 100 to 100. It is 300 g / m 2 , more preferably 150 to 250 g / m 2 .
- the thermosetting resin can be used without particular limitation as long as it can be impregnated in the base material in the state of the thermosetting resin composition, and a phenol resin is preferable. That is, a phenol resin impregnated paper is preferable as the reinforcing layer.
- the phenolic resin impregnated paper is produced by, for example, impregnating kraft paper having a basis weight of 150 to 250 g / m 2 with phenol resin so as to have an impregnation rate of about 20 to 60% and drying at about 100 to 140 ° C. Those that are used are preferably used.
- a primer layer can be provided between each layer in order to improve the adhesion of each layer.
- the resin material forming the primer layer include urethane resin, polyester resin, acrylic resin, acrylic urethane resin, vinyl chloride-vinyl acetate copolymer resin and the like.
- the thickness of the primer layer is usually about 0.1 to 15 ⁇ m, preferably 1 to 10 ⁇ m from the viewpoint of efficiently obtaining excellent adhesion.
- the decorative material of the present invention may be one in which an adherend is laminated and integrated on the back surface of the base material (the side of the base material opposite to the side having the releasable ink decorative layer).
- the adherend is, for example, a single wood board, a wood plywood board, a particle board, an MDF (medium density fiber board), a wood board such as an laminated material; a plaster board such as a plaster board or a plaster slag board; , Lightweight foamed concrete board, hollow extruded cement board, etc.; fiber cement board, pulp cement board, asbestos cement board, wood piece cement board, etc .; ceramic board, pottery, porcelain, earthenware, glass, amber, etc.
- MDF medium density fiber board
- Metal plates such as steel plates, polyvinyl chloride sol coated steel plates, aluminum plates and copper plates; thermoplastic resin plates such as polyolefin resin plates, acrylic resin plates, ABS plates and polycarbonate plates; phenol resin plates, urea resin plates and unsaturated polyester resin plates , Thermo-curable resin plate such as polyurethane resin plate, epoxy resin plate, melamine resin plate; resin such as phenol resin, urea resin, unsaturated polyester resin, polyurethane resin, epoxy resin, melamine resin, diallyl phthalate resin, glass fiber Examples thereof include a so-called FRP plate obtained by impregnating and curing a non-woven fabric, cloth, paper, or other various fibrous base materials to form a composite, and these may be used alone or as a composite substrate in which two or more of these are laminated. You may.
- thermoplastic resin plates such as polyolefin resin plates, acrylic resin plates, ABS plates and polycarbonate plates
- the method of laminating the base material and various adherends is not particularly limited, and for example, a method of adhering a sheet to the adherend with an adhesive or the like can be adopted.
- the adhesive may be appropriately selected from known adhesives according to the type of adherend and the like.
- polyvinyl acetate, polyvinyl chloride, vinyl chloride-vinyl acetate copolymer, ethylene-acrylic acid copolymer, ionomer and the like, as well as butadiene-acrylic nitrile rubber, neoprene rubber, natural rubber and the like can be mentioned.
- the decorative material of the present invention is used, for example, as a top plate for various counters and desks; furniture; cabinets for kitchen products; residential building materials such as doors; and the like.
- the members including the horizontal surface such as the top plate used for the counter and the desk are required to have a visual three-dimensional effect and an excellent tactile sensation, and the appearance design and the tactile sensation are required to match. Therefore, it is preferable in that the effect of the decorative board of the present invention is easily exhibited.
- the method for producing a decorative material of the present invention has the following steps (1) to (7).
- Step of preparing a base material (2) A step of obtaining a laminate A formed by forming a releasable ink decorative layer on a part of the base material.
- the process of obtaining body B is (4) A step of obtaining a laminate C, which comprises arranging a reinforcing layer on the substrate side of the laminate B and a release film on the uncured curable resin composition layer side of the laminate B.
- the laminated body C is heat-pressed with a mirror plate on the reinforcing layer side of the laminated body C and an embossed plate on the release film side of the laminated body C, and the uncured curable resin composition is formed.
- a cured product layer formed by curing the material layer is formed, and the embossed plate forms a second recess that reaches a position deeper in the thickness direction than the top of the releasable ink decorative layer of the laminate C.
- Process. (6) A step of taking out the laminated body C from between the mirror surface plate and the embossed plate.
- the step (1) is a step of preparing the base material 10.
- the step (2) is a step of obtaining a laminate A (71) formed by forming a releasable ink decorative layer 35 on a part of the base material 10 (see FIG. 2).
- the portion where the releasable ink decorative layer 35 is formed on the base material 10 is a portion corresponding to the first region of the decorative material obtained by the production method of the present invention.
- Examples of the releasable ink decorative layer 35 include a single layer of the first cured product layer 30 and a multilayer structure in which the first cured product layer 30 is laminated on the first decorative layer 21.
- the laminated body A is impregnated with the curable resin composition, and the uncured curable resin composition layer 40a is formed on the entire surface of the laminated body A on the side having the releasable ink decorative layer 35.
- This is a step of obtaining the laminated body B (72) (see FIG. 3).
- the base material 10 is impregnated with the curable resin in the step (3).
- the reinforcing layer 60 is arranged on the base material 10 side of the laminated body B, and the release film 80 is arranged on the uncured curable resin composition layer 40a side of the laminated body B.
- the release film 80 has a role of removing the cured product layer on the releasable ink decorative layer 35 among the cured product layers obtained by curing the uncured curable resin composition layer 40a in the step (7) described later. .. That is, the adhesive force between the release film 80 and the cured product layer obtained by curing the uncured curable resin composition layer 40a is A1, the cured product layer obtained by curing the uncured curable resin composition layer 40a, and the cured product.
- the adhesive strength with the layer located on the base material 10 side of the layer is A2.
- the material of the release film 80 is not particularly limited as long as it satisfies the relationship of A1> A2 in the first region and A1 ⁇ A2 in the second region.
- the release film 80 is a single layer of a sheet of various resins such as a polyester resin such as polyethylene terephthalate and polybutylene terephthalate; a polyolefin resin such as polyethylene and polypropylene; an acrylic resin; or a resin layer formed on these resin sheets. Things can be mentioned.
- the thermosetting resin and the ionizing radiation curable resin exemplified in the first cured product layer and the second cured product layer are preferably mentioned.
- the resin layer may contain an inorganic filler.
- the inorganic filler include those exemplified as the inorganic filler that can be used for the first cured product layer, and may be selected from these.
- the particle size of the inorganic filler in the resin layer is preferably smaller than the particle size of the inorganic filler in the first cured product layer in order to easily satisfy Ra1> Ra2.
- the content of the inorganic filler in the resin layer is preferably smaller than the content of the inorganic filler in the first cured product layer.
- the mirror plate 91 is arranged on the reinforcing layer 60 side of the laminated body C (73), and the embossed plate 92 is arranged on the release film 80 side of the laminated body C (73) (see FIG. 4).
- C (73) is hot-pressed to form a cured product layer formed by curing the uncured curable resin composition layer 40a, and the embossed plate 92 forms a releasable ink decorative layer of the laminated body C (73).
- This is a step of forming a second recess 52 that reaches a position deeper in the thickness direction than the top of 35.
- the top of the releasable ink decorative layer 35 is the position of reference numeral A in FIGS. 4 and 5.
- the curable resin impregnated in the base material 10 in the base material 10 is also used in the step (5). Can be cured with.
- Examples of the mirror plate 91 include a metal plate having a substantially smooth surface.
- a metal plate having a convex portion complementary to the second concave portion 52 can be used.
- the embossed plate can be manufactured by cutting or etching.
- the conditions of the hot press may be appropriately adjusted according to the type of the thermosetting resin used, and are not particularly limited, but usually under the temperature conditions of 100 to 200 ° C., the pressure is 0.1 to 9.8 MPa and the time. Is 10 seconds to 120 minutes.
- the step (6) is a step of taking out the laminated body C from between the mirror plate 91 and the embossed plate 92.
- the step (7) when the release film 80 is peeled off from the laminate C, the cured product layer on the releasable ink decorative layer 35 is removed from the cured product layer together with the release film 80, and the releasable ink decoration is performed.
- This is a step of forming a first region R1 having a first recess 51 formed immediately above the layer 35 and a second region R2 having a second recess 52 while the cured product layer remains (FIG.). 5).
- Evaluation 1-1 Three-dimensional effect The cosmetic materials obtained in each of the Examples and Comparative Examples were visually evaluated by any 20 adults under the illumination of a fluorescent lamp to see if they had a three-dimensional effect. A: More than 18 people answered that they had a highly three-dimensional design. B: 15 to 17 people answered that they had a highly three-dimensional design. C: The number of people who answered that they had a high three-dimensional design was 14 or less.
- the following curable resin composition for forming the first cured product layer is printed on a part of the decorative layer, and irradiated with an electron beam (pressurized voltage: 165 KeV, 3Mrad (30 kGy)) to cure.
- a laminated body A formed by forming a first cured product layer (thickness 2 ⁇ m) was obtained.
- the first cured product layer was synchronized with the conduit pattern of the decorative layer.
- the laminate A is impregnated with the curable resin composition for forming the second cured product layer below using an impregnating device so that the cured resin composition is 80 g / m 2 (when dried).
- a laminated body B obtained by drying was obtained.
- the following release film is laminated on the surface of the laminate B opposite to the base material (the surface on the side having the uncured second cured product layer), and on the surface of the laminate B on the base material side.
- Reinforcing layer (Craft paper impregnated with a liquid uncured resin composition made of phenol resin and obtained by impregnating a liquid uncured resin composition with a basis weight of 245 g / m 2 A laminated body C formed by laminating the sheets) was obtained.
- the laminate C is sandwiched between a mirror plate and an emboss plate (the mirror plate is arranged on the reinforcing layer side and the emboss plate is arranged on the release film side), and the molding temperature: 150 ° C.
- the molding pressure 100 kg / cm are used using a heat press machine. Heat and pressure molding was performed at 2 for 10 minutes. After molding, the laminate C was taken out from between the mirror plate and the embossed plate, and the release film was peeled from the laminate C to obtain the decorative plate of Example 1. When the release film is peeled off from the laminate C, the second cured product layer on the first cured product layer is removed together with the release film, and the releasable ink decorative layer (first) A first region having a cured product layer and a first recess formed immediately above the decorative layer (first decorative layer) located below the cured product layer was formed.
- Table 1 shows W1, W2, P1, P2, L1, L2, D1, D2, S1 / S, S2 / S and the like of the decorative material of Example 1.
- ⁇ Curable resin composition for forming the first cured product layer Each of the following components was stirred for 1 hour at a rotation speed of 2000 rpm using a process homogenizer (manufactured by SMT Co., Ltd., “PH91”) to obtain a resin composition.
- Ionizing radiation curable resin mixture of dipentaerythritol pentaacrylate and dipentaerythritol hexaacrylate, trade name “Aronix M400” manufactured by Toa Synthetic Co., Ltd.
- 60 parts by mass ⁇ Silicone release agent (both ends methacryloyloxyalkyl Modified organopolysiloxane, trade name "X-22-164B” manufactured by Shin-Etsu Chemical Co., Ltd.) 0.9 parts by mass, silane coupling treated silica 18 parts by mass, methyl ethyl ketone 40 parts by mass
- ⁇ Curable resin composition for forming a second cured product layer > ⁇ Melamine formaldehyde resin 60 parts by mass ⁇ Water 35 parts by mass ⁇ Isopropyl alcohol 5 parts by mass
- ⁇ Making a release film> The following ionizing radiation curable resin composition is applied to the easily adhesive surface of a 50 ⁇ m-thick polyethylene terephthalate film (trade name “Cosmo Shine A4100” manufactured by Toyo Boseki Co., Ltd.), and an electron beam (pressurized voltage: 165 KeV, 5Mrad) is applied. (50 kGy)) was irradiated and cured to form a cured product layer having a thickness of 5 ⁇ m, and a release film was obtained.
- a 50 ⁇ m-thick polyethylene terephthalate film trade name “Cosmo Shine A4100” manufactured by Toyo Boseki Co., Ltd.
- an electron beam pressurized voltage: 165 KeV, 5Mrad
- Ionizing radiation curable resin composition >> -Ionizing radiation curable resin (ethylene bottom oxide modified product of trimethylolpropane triacrylate, trade name "Aronix M350” manufactured by Toa Synthetic Co., Ltd.) 100 parts by mass-Silicone-based mold release agent (both-terminal methacryloyloxyalkyl-modified organopoly) Siloxane, trade name "X-22-164B” manufactured by Shin-Etsu Chemical Co., Ltd.) 2 parts by mass, silica particles (trade name "Silicia 450” manufactured by Fuji Silysia Chemical Ltd., average particle size: 5.2 ⁇ m) 8 parts by mass 50 parts by mass of ethyl acetate
- Example 2 to 4 Cosmetic materials of Examples 2 to 4 in the same manner as in Example 1 except that W1, W2, P1, P2, L1, L2, D1, D2, S1 / S and S2 / S were changed to the values shown in Table 1.
- Comparative Example 1 A decorative material of Comparative Example 1 was obtained in the same manner as in Example 1 except that the laminate C was sandwiched between two mirror plates during heat and pressure molding.
- the decorative material of Comparative Example 1 had only the first concave portion as the concave portion and did not have the second concave portion corresponding to the convex portion of the embossed plate.
- the decorative materials of Examples 1 to 4 have a visual three-dimensional effect and an excellent tactile sensation.
- the decorative materials of Examples 1 and 2 since the relationship between the width and spacing of the first recess and the width and spacing of the second recess is appropriate, the difference between the appearance and the tactile sensation is small. there were.
- the angle formed by the arrangement direction of the first recess and the arrangement direction of the second recess was substantially parallel.
- Base material 21 First decorative layer 22: Second decorative layer 30: First cured product layer 35: Releasable ink decorative layer 40: Second cured product layer 40a: Uncured curable resin composition layer 51 : First recess 52: Second recess 60: Reinforcing layer 71: Laminated body A 72: Laminated body B 73: Laminated body C 80: Release film 91: Mirror surface plate 92: Embossed plate 100: Decorative material
Landscapes
- Laminated Bodies (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Abstract
視覚的な立体感を有するとともに、触感に優れた化粧材を提供する。 少なくとも基材を有する化粧材であって、前記化粧材を平面視した際に、前記化粧材の面内に第一領域及び第二領域を有し、前記第一領域は、前記基材上に配置された離型性インキ装飾層と、前記離型性インキ装飾層の直上部に形成されてなる第一凹部とを有し、前記第二領域は、前記第一凹部よりも深さが深い第二凹部を有する、化粧材。
Description
本発明は、化粧材及びその製造方法に関するものである。
従来、テーブル、カウンター、壁、床等の表面には、チタン紙等の多孔質基材にメラミン樹脂の未硬化樹脂液を含浸させ、必要に応じてフェノールコア紙等に積層した上で含浸樹脂液を熱プレスで硬化せしめてなる化粧材が使用されている。このようなメラミン樹脂を含浸及び硬化させた化粧材は、強度、硬さ、耐熱性等の物性を示す。
上述のような化粧材には、高級感を示す意匠が求められており、表面に凹凸形状を形成することにより視覚的な立体感を付与することが行われている。
表面に凹凸形状を有する化粧材としては、凹凸形状が形成されたエンボス板(テクスチャーを付けた鏡面板)を用いて、エンボス処理した化粧材が提案されている(例えば、特許文献1及び2参照)。
表面に凹凸形状を有する化粧材としては、凹凸形状が形成されたエンボス板(テクスチャーを付けた鏡面板)を用いて、エンボス処理した化粧材が提案されている(例えば、特許文献1及び2参照)。
しかしながら、特許文献1及び2に記載されている化粧材の表面に所望の凹凸模様の意匠感を付与する場合、模様ごとにエンボス板が必要であり、コストがかかり製造が困難であるという問題がある。また、この化粧材は、凹凸形状を下地の絵柄と同調させることが困難であり、高度な意匠性を付与しにくいという問題がある。
一方、エンボス板を用いない表面凹凸形状を有する化粧材として、特許文献3の化粧材が提案されている。
特許文献3の化粧材は、支持シート上に形成した被覆層を部分的に剥離することにより凹凸を形成するものであり、エンボス板を用いないため、特許文献1及び2の問題は解消できる。
しかしながら、特許文献3の化粧材は、部分的に剥離される被覆層の厚みが薄いため、凹凸を触感として知覚することが困難なものであった。
しかしながら、特許文献3の化粧材は、部分的に剥離される被覆層の厚みが薄いため、凹凸を触感として知覚することが困難なものであった。
本発明は、このような状況下になされたもので、視覚的な立体感を有するとともに、触感に優れた化粧材及びその製造方法を提供することを目的とするものである。
本発明は、下記[1]~[2]を提供することを目的とする。
[1]少なくとも基材を有する化粧材であって、前記化粧材を平面視した際に、前記化粧材の面内に第一領域及び第二領域を有し、前記第一領域は、前記基材上に配置された離型性インキ装飾層と、前記離型性インキ装飾層の直上部に形成されてなる第一凹部とを有し、 前記第二領域は、前記第一凹部よりも深さが深い第二凹部を有する、化粧材。
[2]下記(1)~(7)の工程を有する、上記[1]に記載の化粧材の製造方法。
(1)基材を準備する工程。
(2)前記基材上の一部に離型性インキ装飾層を形成してなる、積層体Aを得る工程。
(3)前記積層体Aを硬化性樹脂組成物に含浸し、前記積層体Aの離型性インキ装飾層を有する側の全面に、未硬化の硬化性樹脂組成物層を形成してなる積層体Bを得る工程。
(4)前記積層体Bの前記基材側に補強層、前記積層体Bの前記未硬化の硬化性樹脂組成物層側に剥離フィルムを配置してなる、積層体Cを得る工程。
(5)前記積層体Cの前記補強層側に鏡面板、前記積層体Cの前記剥離フィルム側にエンボス板を配置した状態で前記積層体Cを熱プレスし、前記未硬化の硬化性樹脂組成物層を硬化してなる硬化物層を形成するとともに、前記エンボス板により、前記積層体Cの前記離型性インキ装飾層の頂部よりも厚み方向の深い位置まで到達する第二凹部を形成する工程。
(6)前記鏡面板及び前記エンボス板の間から前記積層体Cを取り出す工程。
(7)前記積層体Cから前記剥離フィルムを剥離除去する際に、前記剥離フィルムとともに前記硬化物層のうち前記離型性インキ装飾層上の硬化物層を除去し、前記離型性インキ装飾層の直上部に形成されてなる第一凹部を有する第一領域と、前記硬化物層が残存してなるとともに前記第二凹部を有する第二領域を形成する工程。
[1]少なくとも基材を有する化粧材であって、前記化粧材を平面視した際に、前記化粧材の面内に第一領域及び第二領域を有し、前記第一領域は、前記基材上に配置された離型性インキ装飾層と、前記離型性インキ装飾層の直上部に形成されてなる第一凹部とを有し、 前記第二領域は、前記第一凹部よりも深さが深い第二凹部を有する、化粧材。
[2]下記(1)~(7)の工程を有する、上記[1]に記載の化粧材の製造方法。
(1)基材を準備する工程。
(2)前記基材上の一部に離型性インキ装飾層を形成してなる、積層体Aを得る工程。
(3)前記積層体Aを硬化性樹脂組成物に含浸し、前記積層体Aの離型性インキ装飾層を有する側の全面に、未硬化の硬化性樹脂組成物層を形成してなる積層体Bを得る工程。
(4)前記積層体Bの前記基材側に補強層、前記積層体Bの前記未硬化の硬化性樹脂組成物層側に剥離フィルムを配置してなる、積層体Cを得る工程。
(5)前記積層体Cの前記補強層側に鏡面板、前記積層体Cの前記剥離フィルム側にエンボス板を配置した状態で前記積層体Cを熱プレスし、前記未硬化の硬化性樹脂組成物層を硬化してなる硬化物層を形成するとともに、前記エンボス板により、前記積層体Cの前記離型性インキ装飾層の頂部よりも厚み方向の深い位置まで到達する第二凹部を形成する工程。
(6)前記鏡面板及び前記エンボス板の間から前記積層体Cを取り出す工程。
(7)前記積層体Cから前記剥離フィルムを剥離除去する際に、前記剥離フィルムとともに前記硬化物層のうち前記離型性インキ装飾層上の硬化物層を除去し、前記離型性インキ装飾層の直上部に形成されてなる第一凹部を有する第一領域と、前記硬化物層が残存してなるとともに前記第二凹部を有する第二領域を形成する工程。
本発明によれば、視覚的な立体感を有するとともに、触感に優れた化粧材を提供することができる。また、本発明によれば、当該化粧材を簡易に製造することができる。
[化粧材]
本発明の化粧材は、少なくとも基材を有する化粧材であって、前記化粧材を平面視した際に、前記化粧材の面内に第一領域及び第二領域を有し、前記第一領域は、前記基材上に配置された離型性インキ装飾層と、前記離型性インキ装飾層の直上部に形成されてなる第一凹部とを有し、前記第二領域は、前記第一凹部よりも深さが深い第二凹部を有するものである。
なお、本発明において「平面視」とは、本発明の化粧材を、第一凹部及び第二凹部を有する側(表面側)から平面方向に視認すること(図1~6のxy平面側から視認すること)を意味する。
本発明の化粧材は、少なくとも基材を有する化粧材であって、前記化粧材を平面視した際に、前記化粧材の面内に第一領域及び第二領域を有し、前記第一領域は、前記基材上に配置された離型性インキ装飾層と、前記離型性インキ装飾層の直上部に形成されてなる第一凹部とを有し、前記第二領域は、前記第一凹部よりも深さが深い第二凹部を有するものである。
なお、本発明において「平面視」とは、本発明の化粧材を、第一凹部及び第二凹部を有する側(表面側)から平面方向に視認すること(図1~6のxy平面側から視認すること)を意味する。
図1は、本発明の化粧材100の一実施形態を示すxz方向の断面図である。
図1の化粧材100は、基材10を有し、化粧材100を平面視した際に、化粧材100の面内に第一領域R1及び第二領域R2を有している。また、図1の化粧材100では、第一領域R1は、基材10上に配置された離型性インキ装飾層35と、離型性インキ装飾層の直上部に形成されてなる第一凹部51とを有し、第二領域R2は、第一凹部よりも深さが深い第二凹部52を有している。また、図1の化粧材100において、離型性インキ装飾層35は、第一装飾層21及び第一硬化物層30から形成されている。また、図1の化粧材100において、第二領域R2は、基材10上に配置された第二装飾層22と、第二装飾層上に配置された第二硬化物層40を有している。また、図1の化粧材100は、基材10の離型性インキ装飾層35を有する側とは反対側の面に補強層60を有している。
図1の化粧材100は、基材10を有し、化粧材100を平面視した際に、化粧材100の面内に第一領域R1及び第二領域R2を有している。また、図1の化粧材100では、第一領域R1は、基材10上に配置された離型性インキ装飾層35と、離型性インキ装飾層の直上部に形成されてなる第一凹部51とを有し、第二領域R2は、第一凹部よりも深さが深い第二凹部52を有している。また、図1の化粧材100において、離型性インキ装飾層35は、第一装飾層21及び第一硬化物層30から形成されている。また、図1の化粧材100において、第二領域R2は、基材10上に配置された第二装飾層22と、第二装飾層上に配置された第二硬化物層40を有している。また、図1の化粧材100は、基材10の離型性インキ装飾層35を有する側とは反対側の面に補強層60を有している。
<基材>
基材としては、特に制限はなく、所望の性能に応じて適宜選択すればよく、取扱性の観点から紙基材、繊維基材、樹脂基材等が好ましく挙げられる。これらの中でも、硬化性樹脂を含浸することにより優れた機械的物性等を付与し得る紙基材及び繊維基材がより好ましく、紙基材が更に好ましい。
基材としては、特に制限はなく、所望の性能に応じて適宜選択すればよく、取扱性の観点から紙基材、繊維基材、樹脂基材等が好ましく挙げられる。これらの中でも、硬化性樹脂を含浸することにより優れた機械的物性等を付与し得る紙基材及び繊維基材がより好ましく、紙基材が更に好ましい。
紙基材としては、例えばクラフト紙、チタン紙、リンター紙、樹脂含浸紙、薄葉紙及び和紙等が挙げられる。
繊維基材としては、ガラス繊維、アルミナ繊維、シリカ繊維、炭素繊維等の無機繊維で構成される繊維基材、ポリエステル樹脂、アクリル樹脂、ポリエチレン樹脂、ポリプロピレン樹脂等の各種合成樹脂の有機繊維で構成される繊維基材、またこれらの複合体等の基材が挙げられる。また、繊維基材は、不織布であってもよいし、織布であってもよい。
繊維基材としては、ガラス繊維、アルミナ繊維、シリカ繊維、炭素繊維等の無機繊維で構成される繊維基材、ポリエステル樹脂、アクリル樹脂、ポリエチレン樹脂、ポリプロピレン樹脂等の各種合成樹脂の有機繊維で構成される繊維基材、またこれらの複合体等の基材が挙げられる。また、繊維基材は、不織布であってもよいし、織布であってもよい。
基材の厚さは、特に制限はなく、所望の性能に応じて適宜選択すればよく、機械的物性の確保、取扱性の観点から通常10~150μm程度、好ましくは20~120μm、更に好ましくは30~100μmである。また、基材として紙基材を用いる場合、これと同様の観点から、その坪量は、通常20~150g/m2程度、好ましくは30~100g/m2である。
基材が、紙基材及び繊維基材等の液体浸透性を有する基材の場合、これらの基材は硬化性樹脂を含浸してなるものが好ましい。かかる構成により、本発明の化粧材の機械的強度が向上する。
硬化性樹脂としては、熱硬化性樹脂、電離放射線硬化性樹脂等の硬化性樹脂を用いることができ、取り扱い性の観点から熱硬化性樹脂が好ましい。
なお、硬化性樹脂は、第一凹部及び第二凹部を形成する前は未硬化とし、第二凹部を形成する過程(後述の工程(5))で硬化することが好ましい。
硬化性樹脂としては、熱硬化性樹脂、電離放射線硬化性樹脂等の硬化性樹脂を用いることができ、取り扱い性の観点から熱硬化性樹脂が好ましい。
なお、硬化性樹脂は、第一凹部及び第二凹部を形成する前は未硬化とし、第二凹部を形成する過程(後述の工程(5))で硬化することが好ましい。
基材に含浸させる硬化性樹脂としては、化粧材の質感をより高めるとともに、化粧材の機械的強度の向上を図る観点から、メラミン樹脂、尿素樹脂、メラミン-尿素樹脂、グアナミン樹脂、スルホンアミド樹脂、ジアリルフタレート樹脂、ポリエステル樹脂、フェノール樹脂、エポキシ樹脂、アミノアルキッド樹脂、ケイ素樹脂及びポリシロキサン樹脂等が好ましく、中でもメラミン樹脂、尿素樹脂、メラミン-尿素樹脂、フェノール樹脂、グアナミン樹脂及びスルホンアミド樹脂等の熱硬化性樹脂が好ましい。また、熱硬化性樹脂の中でもメラミン樹脂、メラミン-尿素樹脂及びフェノール樹脂が好ましく、特にメラミン樹脂が好ましい。
液体浸透性を有する基材中に熱硬化性樹脂を含浸する手段としては、未硬化の熱硬化性樹脂の組成物を用意し、該組成物を該基材中に含浸させる手段が挙げられる。含浸した該組成物は、適宜の時点において、加熱して架橋反応、重合反応等の反応により硬化させることで、熱硬化性樹脂の硬化物となる。
なお、本明細書において、単に「熱硬化性樹脂」と称する場合は、熱硬化性樹脂の未硬化物を硬化させてなる硬化物を意味する。電離放射線硬化性樹脂等の他の硬化性樹脂についても同様である。
また、本明細書において、硬化性樹脂組成物、熱硬化性樹脂組成物、電離放射線硬化性樹脂組成物と称する場合は、特に断りのない限り、未硬化であることを意味する。
なお、本明細書において、単に「熱硬化性樹脂」と称する場合は、熱硬化性樹脂の未硬化物を硬化させてなる硬化物を意味する。電離放射線硬化性樹脂等の他の硬化性樹脂についても同様である。
また、本明細書において、硬化性樹脂組成物、熱硬化性樹脂組成物、電離放射線硬化性樹脂組成物と称する場合は、特に断りのない限り、未硬化であることを意味する。
基材は、化粧材を構成する他の層との層間密着性の向上、被着材との接着性の強化等のために、その片面又は両面に、酸化法、凹凸化法等の物理的表面処理、又は化学的表面処理等の表面処理を施したり、プライマー層を形成したりしたものであってもよい。
酸化法としては、例えばコロナ放電処理、クロム酸化処理、火炎処理、熱風処理、オゾン-紫外線処理法等が挙げられ、凹凸化法としては、例えばサンドブラスト法、溶剤処理法等が挙げられる。これらの表面処理は、基材の種類に応じて適宜選択されるが、一般にはコロナ放電処理法が、表面処理の効果及び操作性等の面から好ましく用いられる。
酸化法としては、例えばコロナ放電処理、クロム酸化処理、火炎処理、熱風処理、オゾン-紫外線処理法等が挙げられ、凹凸化法としては、例えばサンドブラスト法、溶剤処理法等が挙げられる。これらの表面処理は、基材の種類に応じて適宜選択されるが、一般にはコロナ放電処理法が、表面処理の効果及び操作性等の面から好ましく用いられる。
<領域>
本発明の化粧材は、化粧材を平面視した際に、化粧材の面内に第一領域及び第二領域を有するものである。さらに、本発明の化粧材は、前記第一領域が、基材上に配置された離型性インキ装飾層と、離型性インキ装飾層の直上部に形成されてなる第一凹部とを有し、前記第二領域が、第一凹部よりも深さが深い第二凹部を有するものである。
第一凹部は主として化粧材に視覚的な立体感を付与し、第二凹部は主として化粧材に触感を付与する役割を有する。したがって、本発明の化粧材は、第一凹部及び第二凹部を有することにより、立体感及び触感を良好にすることができる。
また、本発明の化粧材は、面内に第一領域及び第二領域以外のその他の領域を有していてもよい。図1及び図6において、第一領域R1及び第二領域R2に該当しない箇所は、その他の領域に該当する。
本発明の化粧材は、化粧材を平面視した際に、化粧材の面内に第一領域及び第二領域を有するものである。さらに、本発明の化粧材は、前記第一領域が、基材上に配置された離型性インキ装飾層と、離型性インキ装飾層の直上部に形成されてなる第一凹部とを有し、前記第二領域が、第一凹部よりも深さが深い第二凹部を有するものである。
第一凹部は主として化粧材に視覚的な立体感を付与し、第二凹部は主として化粧材に触感を付与する役割を有する。したがって、本発明の化粧材は、第一凹部及び第二凹部を有することにより、立体感及び触感を良好にすることができる。
また、本発明の化粧材は、面内に第一領域及び第二領域以外のその他の領域を有していてもよい。図1及び図6において、第一領域R1及び第二領域R2に該当しない箇所は、その他の領域に該当する。
図6に示すように、化粧材は、面内に互いに独立した複数の第一領域R1を有することが好ましい。同様に、化粧材は、面内に互いに独立した複数の第二領域R2を有することが好ましい。
化粧材が面内に互いに独立した複数の第一領域R1及び第二領域R2を有することにより、立体感及び触感をより良好にすることができる。
化粧材が面内に互いに独立した複数の第一領域R1及び第二領域R2を有することにより、立体感及び触感をより良好にすることができる。
本発明の化粧材は、第一凹部の幅の平均をW1、第一凹部の幅方向の間隔をP1、第一凹部の長さの平均をL1、第二凹部の幅の平均をW2、第二凹部の幅方向の間隔をP2、第二凹部の長さの平均をL2とした際に、下記式(1)~(3)の少なくとも何れかを満たすことが好ましい。
0.1≦W2/W1≦1.0 (1)
0.1≦P2/P1≦1.0 (2)
0.1≦L2/L1≦1.0 (3)
0.1≦W2/W1≦1.0 (1)
0.1≦P2/P1≦1.0 (2)
0.1≦L2/L1≦1.0 (3)
上記式(1)~(3)の少なくとも何れかを満たすことは、第一凹部と第二凹部との形状(幅、間隔、長さ)が大きく異ならないことを意味する。
第一凹部は主として化粧材に視覚的な立体感を付与する役割を有する。より具体的には、第一凹部の底部をマット調にしたり、第一凹部を装飾層の暗い箇所(後述の第一装飾層)と同調させたりすることにより、第一凹部が窪んで見え、化粧材に視覚的な立体感を付与することができる。一方、第二凹部は主として窪んだ触感を付与する役割を有する。したがって、第一凹部と第二凹部との形状が大きく異なる場合、化粧材の表面を指で触った場合、人は、見た目の意匠と触感との差に違和感を受ける。しかしながら、上記式(1)~(3)の少なくとも何れかを満たすことにより、見た目と触感との差による違和感を低減することができる。
上記の違和感は、凹部を直交する方向で触った場合に感じやすい。このため、上記式(1)~(3)のうち、上記式(1)及び(2)の何れかを満たすことがより好ましく、上記式(1)及び(2)の両方を満たすことがさらに好ましい。また、上記式(1)~(3)の全てを満たすことがよりさらに好ましい。
第一凹部は主として化粧材に視覚的な立体感を付与する役割を有する。より具体的には、第一凹部の底部をマット調にしたり、第一凹部を装飾層の暗い箇所(後述の第一装飾層)と同調させたりすることにより、第一凹部が窪んで見え、化粧材に視覚的な立体感を付与することができる。一方、第二凹部は主として窪んだ触感を付与する役割を有する。したがって、第一凹部と第二凹部との形状が大きく異なる場合、化粧材の表面を指で触った場合、人は、見た目の意匠と触感との差に違和感を受ける。しかしながら、上記式(1)~(3)の少なくとも何れかを満たすことにより、見た目と触感との差による違和感を低減することができる。
上記の違和感は、凹部を直交する方向で触った場合に感じやすい。このため、上記式(1)~(3)のうち、上記式(1)及び(2)の何れかを満たすことがより好ましく、上記式(1)及び(2)の両方を満たすことがさらに好ましい。また、上記式(1)~(3)の全てを満たすことがよりさらに好ましい。
上記式(1)に関して、W2/W1は、0.1以上0.7以下であることがより好ましく、0.1以上0.5以下であることがさらに好ましく、0.1以上0.4以下であることがよりさらに好ましい。
また、上記式(2)に関して、P2/P1は、0.1以上0.7以下であることがより好ましく、0.1以上0.5以下であることがさらに好ましく、0.1以上0.4以下であることがよりさらに好ましい。
また、上記式(3)に関して、L2/L1は、0.1以上0.7以下であることがより好ましく、0.1以上0.6以下であることがさらに好ましい。
また、上記式(2)に関して、P2/P1は、0.1以上0.7以下であることがより好ましく、0.1以上0.5以下であることがさらに好ましく、0.1以上0.4以下であることがよりさらに好ましい。
また、上記式(3)に関して、L2/L1は、0.1以上0.7以下であることがより好ましく、0.1以上0.6以下であることがさらに好ましい。
また、本発明の化粧材は、W2/W1を「Wr」、P2/P1を「Pr」、L2/L1を「Lr」と定義した際に、下記式(A1)~(A3)の少なくとも何れかを満たすことが好ましい。
0.2≦Wr/Pr≦3.0 (A1)
0.2≦Wr/Lr≦3.0 (A2)
0.2≦Pr/Lr≦3.0 (A3)
0.2≦Wr/Pr≦3.0 (A1)
0.2≦Wr/Lr≦3.0 (A2)
0.2≦Pr/Lr≦3.0 (A3)
上記式(A1)~(A3)の少なくとも何れかを満たすことにより、第一凹部と第二凹部との形状(幅、間隔、長さ)が近くなり、見た目と触感との差による違和感を低減することができる。
また、上記の違和感は、凹部を直交する方向で触った場合に感じやすい。このため、上記式(A1)~(A3)のうち、上記式(A1)を満たすことがより好ましい。また、上記式(A1)と、(A2)及び(A3)の一方を満たすことがさらに好ましく、上記式(A1)~(A3)の全てを満たすことがよりさらに好ましい。
また、上記の違和感は、凹部を直交する方向で触った場合に感じやすい。このため、上記式(A1)~(A3)のうち、上記式(A1)を満たすことがより好ましい。また、上記式(A1)と、(A2)及び(A3)の一方を満たすことがさらに好ましく、上記式(A1)~(A3)の全てを満たすことがよりさらに好ましい。
上記式(A1)に関して、Wr/Prは、0.3以上2.0以下であることがより好ましく、0.5以上1.5以下であることがさらに好ましく、0.7以上1.3以下であることがよりさらに好ましい。
上記式(A2)に関して、Wr/Lrは、0.2以上2.0以下であることがより好ましく、0.3以上1.5以下であることがさらに好ましい。
上記式(A3)に関して、Pr/Lrは、0.2以上2.0以下であることがより好ましく、0.3以上1.5以下であることがさらに好ましい。
上記式(A2)に関して、Wr/Lrは、0.2以上2.0以下であることがより好ましく、0.3以上1.5以下であることがさらに好ましい。
上記式(A3)に関して、Pr/Lrは、0.2以上2.0以下であることがより好ましく、0.3以上1.5以下であることがさらに好ましい。
第一凹部の幅の平均であるW1、第一凹部の幅方向の間隔であるP1、第二凹部の幅の平均であるW2、第二凹部の幅方向の間隔であるP2は、図6の場合、下記式で算出することができる。
W1=(W1a+W1b+W1c)/3
P1=(P1a+P1b+P1c)/3
W2=(W2a+W2b+W2c)/3
P2=(P2a+P2b+P2c)/3
図6では、第一凹部の長さ及び第二凹部の長さの表示を一部省略しているが、図6の場合、これらの長さの平均は、上記式に準じて下記のように算出することができる。
L1=(L1a+L1b+L1c)/3
L2=(L2a+L2b+L2c)/3
なお、本段落では図6を引用したため、W1、P1、L1、W2、P2及びL2を、3個の凹部の平均値として算出したが、任意の10個の凹部の平均値として算出することが好ましい。
また、第一凹部及び/又は第二凹部の形状が不定形で、個々の凹部の幅、間隔及び長さが場所によって異なる場合には、その最大値を、個々の凹部の幅、間隔及び長さとするものとする。
W1=(W1a+W1b+W1c)/3
P1=(P1a+P1b+P1c)/3
W2=(W2a+W2b+W2c)/3
P2=(P2a+P2b+P2c)/3
図6では、第一凹部の長さ及び第二凹部の長さの表示を一部省略しているが、図6の場合、これらの長さの平均は、上記式に準じて下記のように算出することができる。
L1=(L1a+L1b+L1c)/3
L2=(L2a+L2b+L2c)/3
なお、本段落では図6を引用したため、W1、P1、L1、W2、P2及びL2を、3個の凹部の平均値として算出したが、任意の10個の凹部の平均値として算出することが好ましい。
また、第一凹部及び/又は第二凹部の形状が不定形で、個々の凹部の幅、間隔及び長さが場所によって異なる場合には、その最大値を、個々の凹部の幅、間隔及び長さとするものとする。
W1、P1、L1、W2、P2及びL2の絶対値の範囲は特に限定されず、表現する意匠に応じて決定することができるが、概ね下記の範囲であることが好ましい。
W1は50~400mmであることが好ましく、150~300mmであることがより好ましい。
P1は50~350mmであることが好ましく、100~250mmであることがより好ましい。
L1は500~1500mmであることが好ましく、750~1250mmであることがより好ましい。
W2は20~100mmであることが好ましく、30~80mmであることがより好ましい。
P2は10~100mmであることが好ましく、20~60mmであることがより好ましい。
L2は100~1000mmであることが好ましく、300~600mmであることがより好ましい。
W1は50~400mmであることが好ましく、150~300mmであることがより好ましい。
P1は50~350mmであることが好ましく、100~250mmであることがより好ましい。
L1は500~1500mmであることが好ましく、750~1250mmであることがより好ましい。
W2は20~100mmであることが好ましく、30~80mmであることがより好ましい。
P2は10~100mmであることが好ましく、20~60mmであることがより好ましい。
L2は100~1000mmであることが好ましく、300~600mmであることがより好ましい。
本発明の化粧材は、第一領域の面積の合計をS1、第二領域の面積の合計をS2とした際に、下記式(4)を満たすことが好ましい。
S2/S1≦1.0 (4)
S2/S1≦1.0 (4)
第二領域の面積割合が多いと、化粧シートが白化し、全体的に白っぽく見えやすくなる。このため、上記式(4)を満たすことにより、化粧シートの白化を抑制することができる。また、化粧シートの白化の抑制は、視覚的な立体感の維持につながる点でも好ましい。
上記式(4)において、S2/S1は0.9以下であることが好ましく、0.8以下であることがより好ましく、0.7以下であることがさらに好ましい。
また、S2/S1が小さすぎると、見た目と触感との差による違和感が増加する傾向がある。このため、上記式(4)において、S2/S1は0.3以上であることが好ましく、0.4以上であることがより好ましい。
なお、第一領域の面積の合計である「S1」、及び、第二領域の面積の合計である「S2」は、何れも化粧材を平面視した際の面積である。
上記式(4)において、S2/S1は0.9以下であることが好ましく、0.8以下であることがより好ましく、0.7以下であることがさらに好ましい。
また、S2/S1が小さすぎると、見た目と触感との差による違和感が増加する傾向がある。このため、上記式(4)において、S2/S1は0.3以上であることが好ましく、0.4以上であることがより好ましい。
なお、第一領域の面積の合計である「S1」、及び、第二領域の面積の合計である「S2」は、何れも化粧材を平面視した際の面積である。
化粧材を平面視した際の総面積を「S」とした際に、S1/Sは0.05~0.6であることが好ましく、0.05~0.4であることがより好ましい。S1/Sを前記の範囲とすることにより、窪んで視認される第一凹部の面積割合のバランスが良好になり、視覚的な立体感を付与しやすくできる。
また、S2/Sは0.01~0.5であることが好ましく、0.01~0.35であることがより好ましい。S2/Sを前記の範囲とすることにより、化粧材に触感を付与しつつ、見た目と触感との差による違和感を低減しやすくできる。
また、S2/Sは0.01~0.5であることが好ましく、0.01~0.35であることがより好ましい。S2/Sを前記の範囲とすることにより、化粧材に触感を付与しつつ、見た目と触感との差による違和感を低減しやすくできる。
第一凹部の配列方向と、第二凹部の配列方向とは、略平行であることが好ましい。当該構成とすることにより、見た目と触感との差による違和感を低減することができる。
なお、第一凹部の配列方向と、第二凹部の配列方向とが略平行とは、第一凹部の配列方向と、第二凹部の配列方向とがなす角度が10度以下であることを意味し、好ましくは5度以下、より好ましくは3度以下である。また、第一凹部の配列方向とは第一凹部の長辺方向を意味し、第二凹部の配列方向とは第二凹部の長辺方向を意味する。
なお、第一凹部の配列方向と、第二凹部の配列方向とが略平行とは、第一凹部の配列方向と、第二凹部の配列方向とがなす角度が10度以下であることを意味し、好ましくは5度以下、より好ましくは3度以下である。また、第一凹部の配列方向とは第一凹部の長辺方向を意味し、第二凹部の配列方向とは第二凹部の長辺方向を意味する。
第一凹部の深さの平均をD1とした場合、D1は0.1~20μmであることが好ましく、0.1~10μmであることがより好ましい。
D1を0.1μm以上とすることにより、第一凹部を窪んで認識させやすくすることができ、D1を10μm以下とすることにより、第一凹部を形成しやすくすることができる。
D1を0.1μm以上とすることにより、第一凹部を窪んで認識させやすくすることができ、D1を10μm以下とすることにより、第一凹部を形成しやすくすることができる。
第二凹部の深さの平均をD2とした場合、D2は20μm以上であることが好ましく、40μm以上であることがより好ましい。D2を40μm以上とすることにより、触感を良好にしやすくすることができる。
なお、D2が深すぎると、第二凹部を形成しにくくなる。このため、D2は150μm以下であることが好ましく、100μm以下であることがより好ましい。
なお、D2が深すぎると、第二凹部を形成しにくくなる。このため、D2は150μm以下であることが好ましく、100μm以下であることがより好ましい。
本明細書において、D1及びD2は、任意の10個の凹部の深さの平均値として算出することが好ましい。なお、個々の凹部の深さは、個々の凹部の最大深さを意味する。
本発明の化粧材は、第一凹部の底部の算術平均粗さをRa1、第二凹部の底部の算術平均粗さをRa2とした際に、Ra2<Ra1の関係を満たすことが好ましい。当該構成とすることにより、化粧材に視覚的な立体感を付与しやすくできる。
Ra1は0.2~0.6μmであることが好ましく、0.3~0.5μmであることがより好ましい。Ra1を0.2μm以上とすることにより、化粧材に視覚的な立体感を付与しやすくすることができ、Ra1を0.6μm以下とすることにより、第一凹部(第一領域)が白っぽく見えることを抑制できる。
Ra2は0.05~0.5μmであることが好ましく、0.2~0.4μmであることがより好ましい。Ra2を0.05μm以上とすることにより、第二凹部(第二領域)の正反射を抑制しやすくすることができ、Ra2を0.5μm以下とすることにより、第二凹部(第二領域)が白っぽく見えることを抑制できる。
本明細書において、算術平均粗さは、カットオフ値0.8mmにおけるJIS B0601:2013に準拠した算術平均粗さを意味する。また、Ra1及びRa2は、任意の10箇所の測定値の平均値を示す。
Ra2は0.05~0.5μmであることが好ましく、0.2~0.4μmであることがより好ましい。Ra2を0.05μm以上とすることにより、第二凹部(第二領域)の正反射を抑制しやすくすることができ、Ra2を0.5μm以下とすることにより、第二凹部(第二領域)が白っぽく見えることを抑制できる。
本明細書において、算術平均粗さは、カットオフ値0.8mmにおけるJIS B0601:2013に準拠した算術平均粗さを意味する。また、Ra1及びRa2は、任意の10箇所の測定値の平均値を示す。
<第一領域>
上述したように、第一領域は、基材上に配置された離型性インキ装飾層と、離型性インキ装飾層の直上部に形成されてなる第一凹部とを有する。
上述したように、第一領域は、基材上に配置された離型性インキ装飾層と、離型性インキ装飾層の直上部に形成されてなる第一凹部とを有する。
<<離型性インキ装飾層>>
離型性インキ装飾層は、表面が離型性を有するものである。
離型性インキ装飾層は表面が離型性を有するため、離型性インキ装飾層上の第二硬化物層は殆どが剥離される。離型性インキ装飾層上の第二硬化物層は、表面凹凸による立体感を良好にする観点から完全に剥離することが好ましいが、離型性インキ装飾層上から第二硬化物層を完全に剥離できない場合も多い。このため、本発明の効果を阻害しない範囲であれば、離型性インキ装飾層上に微量の第二硬化物層が残存していてもよい。
離型性インキ装飾層は、表面が離型性を有するものである。
離型性インキ装飾層は表面が離型性を有するため、離型性インキ装飾層上の第二硬化物層は殆どが剥離される。離型性インキ装飾層上の第二硬化物層は、表面凹凸による立体感を良好にする観点から完全に剥離することが好ましいが、離型性インキ装飾層上から第二硬化物層を完全に剥離できない場合も多い。このため、本発明の効果を阻害しない範囲であれば、離型性インキ装飾層上に微量の第二硬化物層が残存していてもよい。
離型性インキ装飾層は、第一硬化物層の単層構造が挙げられる。また、離型性インキ装飾層は、好ましくは、基材側から、第一装飾層及び第一硬化物層を有する積層構造であることが好ましい。
<<<第一硬化物層>>>
第一硬化物層は、硬化性樹脂により形成される層、より具体的には、未硬化の硬化性樹脂組成物の硬化物により形成される層である。
硬化性樹脂としては、より質感の高い意匠性及びより優れた表面特性を得る観点から、熱硬化性樹脂、電離放射線硬化性樹脂が好ましく挙げられ、電離放射線硬化性樹脂がより好ましい。
第一硬化物層は、硬化性樹脂により形成される層、より具体的には、未硬化の硬化性樹脂組成物の硬化物により形成される層である。
硬化性樹脂としては、より質感の高い意匠性及びより優れた表面特性を得る観点から、熱硬化性樹脂、電離放射線硬化性樹脂が好ましく挙げられ、電離放射線硬化性樹脂がより好ましい。
熱硬化性樹脂としては、上記基材に含浸し得る熱硬化性樹脂として例示したものと同じものを好ましく例示することができる。
電離放射線硬化性樹脂は、電離放射線を照射することにより、架橋、硬化する樹脂のことであり、電離放射線硬化性官能基を有するものである。ここで、電離放射線硬化性官能基とは、電離放射線の照射によって架橋硬化する基であり、(メタ)アクリロイル基、ビニル基、アリル基等のエチレン性二重結合を有する官能基等が好ましく挙げられる。また、電離放射線とは、電磁波又は荷電粒子線のうち、分子を重合あるいは架橋し得るエネルギー量子を有するものを意味し、通常、紫外線(UV)又は電子線(EB)が用いられるが、その他、X線、γ線などの電磁波、α線、イオン線などの荷電粒子線も含まれる。
電離放射線硬化性樹脂としては、具体的には、従来電離放射線硬化性樹脂として慣用されている重合性モノマー、重合性オリゴマーの中から適宜選択して用いることができる。
電離放射線硬化性樹脂は、電離放射線を照射することにより、架橋、硬化する樹脂のことであり、電離放射線硬化性官能基を有するものである。ここで、電離放射線硬化性官能基とは、電離放射線の照射によって架橋硬化する基であり、(メタ)アクリロイル基、ビニル基、アリル基等のエチレン性二重結合を有する官能基等が好ましく挙げられる。また、電離放射線とは、電磁波又は荷電粒子線のうち、分子を重合あるいは架橋し得るエネルギー量子を有するものを意味し、通常、紫外線(UV)又は電子線(EB)が用いられるが、その他、X線、γ線などの電磁波、α線、イオン線などの荷電粒子線も含まれる。
電離放射線硬化性樹脂としては、具体的には、従来電離放射線硬化性樹脂として慣用されている重合性モノマー、重合性オリゴマーの中から適宜選択して用いることができる。
重合性モノマーとしては、分子中にラジカル重合性不飽和基を持つ(メタ)アクリレート系モノマーが好ましく、中でも多官能性(メタ)アクリレートモノマーが好ましい。ここで「(メタ)アクリレート」とは「アクリレート又はメタクリレート」を意味する。
多官能性(メタ)アクリレートモノマーとしては、分子中に2つ以上の電離放射線硬化性官能基を有し、かつ該官能基として少なくとも(メタ)アクリロイル基を有する(メタ)アクリレートモノマーが挙げられ、より質感の高い意匠性及びより優れた表面特性を得る観点から、アクリロイル基を有するアクリレートモノマーが好ましい。
より質感の高い意匠性及びより優れた表面特性を得る観点から、官能基数は好ましくは2以上であり、上限として好ましくは8以下、より好ましくは6以下、更に好ましくは4以下、特に好ましくは3以下である。これらの多官能性(メタ)アクリレートは、単独で、又は複数種を組み合わせて用いてもよい。
多官能性(メタ)アクリレートモノマーとしては、分子中に2つ以上の電離放射線硬化性官能基を有し、かつ該官能基として少なくとも(メタ)アクリロイル基を有する(メタ)アクリレートモノマーが挙げられ、より質感の高い意匠性及びより優れた表面特性を得る観点から、アクリロイル基を有するアクリレートモノマーが好ましい。
より質感の高い意匠性及びより優れた表面特性を得る観点から、官能基数は好ましくは2以上であり、上限として好ましくは8以下、より好ましくは6以下、更に好ましくは4以下、特に好ましくは3以下である。これらの多官能性(メタ)アクリレートは、単独で、又は複数種を組み合わせて用いてもよい。
このような重合性モノマーとしては、エチレングリコールジ(メタ)アクリレート、ビスフェノールAテトラエトキシジアクリレート、ビスフェノールAテトラプロポキシジアクリレート、1,6-ヘキサンジオールジアクリレート等の二官能(メタ)アクリレート;トリメチロールプロパントリ(メタ)アクリレート、ペンタエリスリトールトリ(メタ)アクリレート、ペンタエリスリトールテトラ(メタ)アクリレート、ジペンタエリスリトールテトラ(メタ)アクリレート、ジペンタエリスリトールペンタ(メタ)アクリレート、ジペンタエリスリトールヘキサ(メタ)アクリレート、イソシアヌル酸変性トリ(メタ)アクリレート等の三官能以上の(メタ)アクリレート;が好ましく挙げられる。中でも、より質感の高い意匠性及びより優れた表面特性を得る観点から、ジペンタエリスリトールテトラ(メタ)アクリレート、ジペンタエリスリトールペンタ(メタ)アクリレート、ジペンタエリスリトールヘキサ(メタ)アクリレート等のジペンタエリスリトール系重合性モノマーが好ましく、ジペンタエリスリトールペンタ(メタ)アクリレート、ジペンタエリスリトールヘキサ(メタ)アクリレートがより好ましく、ジペンタエリスリトールペンタ(メタ)アクリレートとジペンタエリスリトールヘキサ(メタ)アクリレートとを併用することが特に好ましい。
重合性オリゴマーとしては、例えば、分子中に2つ以上の電離放射線硬化性官能基を有し、かつ該官能基として少なくとも(メタ)アクリロイル基を有する(メタ)アクリレートオリゴマーが挙げられる。例えば、ウレタン(メタ)アクリレートオリゴマー、エポキシ(メタ)アクリレートオリゴマー、ポリエステル(メタ)アクリレートオリゴマー、ポリエーテル(メタ)アクリレートオリゴマー、ポリカーボネート(メタ)アクリレートオリゴマー、アクリル(メタ)アクリレートオリゴマー、ポリカプロラクトンウレタン(メタ)アクリレートオリゴマー、ポリカプロラクトンジオールウレタン(メタ)アクリレート等が挙げられる。
より質感の高い意匠性及びより優れた表面特性を得る観点から、これらの重合性オリゴマーの官能基数は、好ましくは2以上であり、上限として好ましくは8以下、より好ましくは6以下、更に好ましくは4以下、特に好ましくは3以下である。
これらの重合性オリゴマーの重量平均分子量は、より質感の高い意匠性及びより優れた表面特性を得る観点、第一硬化物層の形成のしやすさ等を考慮すると、500以上が好ましく、より好ましくは1,000以上であり、上限として好ましくは80,000以下、より好ましくは50,000以下である。本明細書において、重量平均分子量は、GPC分析によって測定され、かつ標準ポリスチレンで換算された平均分子量である。
第一硬化物層は、離型剤を含むことが好ましい。離型剤を含むことにより、離型性インキ装飾層の表面(第一硬化物層の表面)に他の樹脂を積層しても剥離できる一方で、第二領域には他の樹脂が接着して剥離されないため、第一凹部を形成しやすくできる。
離型剤としては、フッ素系離型剤、シリコーン系離型剤等が挙げられ、より質感の高い意匠性を得る観点から、シリコーン系離型剤が好ましい。
シリコーン系離型剤としては、ポリシロキサン構造を基本構造とするものが挙げられ、中でもその側鎖及び末端の少なくともいずれかに有機基が導入された変性シリコーンオイルが好ましく、両末端に有機基が導入された変性シリコーンオイルがより好ましい。有機基としては、より質感の高い意匠性を得る観点から、(メタ)アクリル基、アミノ基、エポキシ基、メルカプト基、カルビノール基、フェノール基、カルボキシル基等の反応性官能基、ポリエーテル基、アラルキル基、フロロアルキル基、アルキル基、脂肪酸アミド基、フェニル基等の非反応性基官能基等が好ましく挙げられる。中でも反応性官能基が好ましく、特に(メタ)アクリル基が好ましい、すなわち特に(メタ)アクリル変性シリコーンオイルが好ましい。また、これらの有機基は窒素原子、硫黄原子、水酸基、アルキル基等の置換基を有していてもよい。
シリコーン系離型剤としては、ポリシロキサン構造を基本構造とするものが挙げられ、中でもその側鎖及び末端の少なくともいずれかに有機基が導入された変性シリコーンオイルが好ましく、両末端に有機基が導入された変性シリコーンオイルがより好ましい。有機基としては、より質感の高い意匠性を得る観点から、(メタ)アクリル基、アミノ基、エポキシ基、メルカプト基、カルビノール基、フェノール基、カルボキシル基等の反応性官能基、ポリエーテル基、アラルキル基、フロロアルキル基、アルキル基、脂肪酸アミド基、フェニル基等の非反応性基官能基等が好ましく挙げられる。中でも反応性官能基が好ましく、特に(メタ)アクリル基が好ましい、すなわち特に(メタ)アクリル変性シリコーンオイルが好ましい。また、これらの有機基は窒素原子、硫黄原子、水酸基、アルキル基等の置換基を有していてもよい。
離型剤の含有量は、第一硬化物層を形成する硬化性樹脂100質量部に対して、好ましくは0.1~5質量部、より好ましくは0.5~3質量部、更に好ましくは1~2質量部である。離型剤の含有量が上記範囲内であると、効率的に離型剤の添加効果が得られる。
第一硬化物層は、無機フィラーを含むことが好ましい。第一硬化物層が無機フィラーを含むことにより、第一凹部の底面を凹凸化して、化粧材の視覚的な立体感を良好にしやすくできる。
無機フィラーとしては、酸化アルミニウム、酸化マグネシウム、シリカ、酸化カルシウム、酸化チタン、酸化亜鉛、酸化ジルコニア等の酸化物;水酸化アルミニウム、水酸化マグネシウム、水酸化カルシウム等の水酸化物;炭酸マグネシウム、炭酸カルシウム等の炭酸塩;硫酸カルシウム、硫酸バリウム等の硫酸塩;ケイ酸マグネシウム、ケイ酸アルミニウム、ケイ酸カルシウム、アルミノケイ酸等のケイ酸塩等の無機材料からなる粒子が挙げられる。中でも、酸化アルミニウム、酸化マグネシウム、シリカ、酸化カルシウム、酸化チタン、酸化亜鉛等の酸化物が好ましく、特にシリカが好ましい。
無機フィラーとしては、酸化アルミニウム、酸化マグネシウム、シリカ、酸化カルシウム、酸化チタン、酸化亜鉛、酸化ジルコニア等の酸化物;水酸化アルミニウム、水酸化マグネシウム、水酸化カルシウム等の水酸化物;炭酸マグネシウム、炭酸カルシウム等の炭酸塩;硫酸カルシウム、硫酸バリウム等の硫酸塩;ケイ酸マグネシウム、ケイ酸アルミニウム、ケイ酸カルシウム、アルミノケイ酸等のケイ酸塩等の無機材料からなる粒子が挙げられる。中でも、酸化アルミニウム、酸化マグネシウム、シリカ、酸化カルシウム、酸化チタン、酸化亜鉛等の酸化物が好ましく、特にシリカが好ましい。
無機フィラーの平均粒径は、Ra1を上記範囲としやすくする観点から、好ましくは0.3~20μm、より好ましくは0.5~10μmである。本明細書において、フィラーの平均粒径は、レーザー回折散乱法により測定される値である。
無機フィラーの含有量は、Ra1を上記範囲としやすくする観点から、第一硬化物層を形成する硬化性樹脂100質量部に対して、好ましくは1~50質量部、より好ましくは10~40質量部、更に好ましくは20~35質量部である。無機フィラーの含有量が上記範囲内であると、効率的に無機フィラーの添加効果が得られる。
第一硬化物層の厚さは、特に制限されないが、通常0.1~20μm程度であり、より容易に質感の高い意匠性を得る観点から、好ましくは0.5~10μm、より好ましくは1~5μmである。
<<装飾層(第一装飾層、第二装飾層)>>
第一装飾層21は、離型性インキ装飾層35を構成する層の一部として、第一領域R1内に好適に形成される層である。また、第一装飾層21は、化粧材を平面視した際に、第一硬化物層30と面内の位置が同調してなるものである。
第二装飾層は、第一領域以外の領域(第二領域及びその他の領域)内に好適に形成される装飾層である。
なお、装飾層は、単層でもよいし多層でもよい。多層の例としては、背景となるベタ印刷層を形成し、該ベタ印刷層上に装飾層を積層した構成が挙げられる。
また、装飾層は複数の版を用いた多色印刷で形成してもよい。例えば、第一装飾層を版Aで形成し、第二装飾層を版Bで形成してもよい。
第一装飾層21は、離型性インキ装飾層35を構成する層の一部として、第一領域R1内に好適に形成される層である。また、第一装飾層21は、化粧材を平面視した際に、第一硬化物層30と面内の位置が同調してなるものである。
第二装飾層は、第一領域以外の領域(第二領域及びその他の領域)内に好適に形成される装飾層である。
なお、装飾層は、単層でもよいし多層でもよい。多層の例としては、背景となるベタ印刷層を形成し、該ベタ印刷層上に装飾層を積層した構成が挙げられる。
また、装飾層は複数の版を用いた多色印刷で形成してもよい。例えば、第一装飾層を版Aで形成し、第二装飾層を版Bで形成してもよい。
装飾層により付与する模様は特に限定されないが、例えば、木材の模様、石の模様、タイル模様、レンガ模様、布地模様及びレザー模様が挙げられる。これらの中でも、木材の模様が本発明の効果を強く認識しやすくなる点で好ましい。
装飾層により付与する意匠が木材の模様の場合、第一装飾層は、導管、秋材及び節から選ばれる1種以上の模様を形成してなることが好ましい。言い換えると、第一領域は、木材の導管、秋材及び節から選ばれる1種以上の模様を形成してなることが好ましい。導管とは、水分の通路となる円筒形の細胞であり、微小な導管が配列することにより、人の目には該配列に沿って濃色の絵柄が形成されているようにみえる。秋材とは、夏から秋にかけて形成される目幅が狭く色の濃い部分のことである。なお、春から夏にかけてつくられる目幅の大きな部分は春材と称し、春材と秋材とが交互に繰り返されることで木材の年輪が形成される。節とは、幹に取り込まれた枝の痕跡であり、円形又は楕円形に近い形状をしており、周辺組織よりも濃い色を有している。
また、装飾層により付与する意匠がトラバーチン等の石の模様の場合、第一装飾層は凹陥部模様とすることが好ましい。言い換えると、第一領域は、石の凹陥部模様を形成してなることが好ましい。
また、装飾層により付与する意匠がタイル模様又はレンガ模様の場合、第一装飾層は目地模様とすることが好ましい。言い換えると、第一領域は、タイル又はレンガの目地模様を形成してなることが好ましい。
また、装飾層により付与する意匠が布地模様の場合、第一装飾層は凹条部とすることが好ましい。言い換えると、第一領域は、布地の凹条部を形成してなることが好ましい。
また、装飾層により付与する意匠がレザー模様の場合、第一装飾層は皺状凹部とすることが好ましい。言い換えると、第一領域は、レザーの皺状凹部を形成してなることが好ましい。
第一装飾層により付与する意匠を上記のようにすることにより、第一凹部が窪んで見えやすくなり、視覚的な立体感をより良好なものとすることができる。
また、装飾層により付与する意匠がトラバーチン等の石の模様の場合、第一装飾層は凹陥部模様とすることが好ましい。言い換えると、第一領域は、石の凹陥部模様を形成してなることが好ましい。
また、装飾層により付与する意匠がタイル模様又はレンガ模様の場合、第一装飾層は目地模様とすることが好ましい。言い換えると、第一領域は、タイル又はレンガの目地模様を形成してなることが好ましい。
また、装飾層により付与する意匠が布地模様の場合、第一装飾層は凹条部とすることが好ましい。言い換えると、第一領域は、布地の凹条部を形成してなることが好ましい。
また、装飾層により付与する意匠がレザー模様の場合、第一装飾層は皺状凹部とすることが好ましい。言い換えると、第一領域は、レザーの皺状凹部を形成してなることが好ましい。
第一装飾層により付与する意匠を上記のようにすることにより、第一凹部が窪んで見えやすくなり、視覚的な立体感をより良好なものとすることができる。
装飾層は、例えば、顔料及びバインダー樹脂等を含む装飾層形成用インキを用いた印刷により形成できる。
装飾層の厚みは、0.5~20μmであることが好ましく、1~10μmであることがより好ましく、2~8μmであることがさらに好ましい。装飾層が多層の場合、各層の厚みが前記範囲であることが好ましい。
装飾層の厚みは、0.5~20μmであることが好ましく、1~10μmであることがより好ましく、2~8μmであることがさらに好ましい。装飾層が多層の場合、各層の厚みが前記範囲であることが好ましい。
<第二領域>
第二領域は、上述したように、第一の凹部よりも深さが深い第二凹部を有する。
第二領域は、基材上に第二硬化物層の単層が配置された構成が挙げられる。また、第二領域は、基材上に配置された第二装飾層と、第二装飾層上に配置された第二硬化物層を有する積層構成が好ましい。
第二領域は、上述したように、第一の凹部よりも深さが深い第二凹部を有する。
第二領域は、基材上に第二硬化物層の単層が配置された構成が挙げられる。また、第二領域は、基材上に配置された第二装飾層と、第二装飾層上に配置された第二硬化物層を有する積層構成が好ましい。
本発明の化粧材は、第二領域内に離型性インキ装飾層を有していてもよい(第二凹部を有する箇所に離型性インキ装飾層を有していてもよい)が、第二領域内に離型性インキ装飾層を実質的に有さないことが好ましい。言い換えると、第二凹部を有する箇所には、離型性インキ装飾層を実質的に有さないことが好ましい。
離型性インキ装飾層は、他の樹脂を積層しても剥離しやすい特性を備えている。したがって、離型性インキ装飾層上に他の樹脂を積層した状態で第二凹部を形成しても、基本的には他の樹脂は剥離され、第二凹部を形成する意味が半減する。また、離型性インキ装飾層を有する箇所に第二凹部を形成した場合、離型性インキ装飾層の離型性が低下し、他の樹脂を剥離する際に部分的に剥離するなどの剥離不良が生じる場合がある。これらのことから、上記のように、第二領域内に離型性インキ装飾層を実質的に有さないことが好ましい。
なお、「第二領域内に離型性インキ装飾層を実質的に有さない」とは、第二領域の面積の合計をS2、離型性インキ装飾層を有する第二領域の面積の合計をS2’とした際に、S2’/S2が0.20以下であることを意味し、好ましくは0.10以下、より好ましくは0.05以下である。
離型性インキ装飾層は、他の樹脂を積層しても剥離しやすい特性を備えている。したがって、離型性インキ装飾層上に他の樹脂を積層した状態で第二凹部を形成しても、基本的には他の樹脂は剥離され、第二凹部を形成する意味が半減する。また、離型性インキ装飾層を有する箇所に第二凹部を形成した場合、離型性インキ装飾層の離型性が低下し、他の樹脂を剥離する際に部分的に剥離するなどの剥離不良が生じる場合がある。これらのことから、上記のように、第二領域内に離型性インキ装飾層を実質的に有さないことが好ましい。
なお、「第二領域内に離型性インキ装飾層を実質的に有さない」とは、第二領域の面積の合計をS2、離型性インキ装飾層を有する第二領域の面積の合計をS2’とした際に、S2’/S2が0.20以下であることを意味し、好ましくは0.10以下、より好ましくは0.05以下である。
<<第二硬化物層>>
第二硬化物層は、硬化性樹脂により形成される硬化物層であり、化粧材の凸部形状を形成する層ともいえる。
第二硬化物層は、硬化性樹脂により形成される硬化物層であり、化粧材の凸部形状を形成する層ともいえる。
第二硬化物層は、硬化性樹脂により形成される層、より具体的には、未硬化の硬化性樹脂組成物の硬化物により形成される層である。硬化性樹脂としては、より質感の高い意匠性を得る観点から、熱硬化性樹脂、電離放射線硬化性樹脂が好ましく挙げられ、熱硬化性樹脂がより好ましい。これらの硬化性樹脂は、単独で、又は複数種を組み合わせて用いてもよく、例えば熱硬化性樹脂と電離放射線硬化性樹脂とを併用してもよいし、またこれらの硬化性樹脂と熱可塑性樹脂とを併用してもよい。
熱硬化性樹脂としては、基材に含浸し得る熱硬化性樹脂として例示したものと同じものを好ましく例示することができ、上記の各種熱硬化性樹脂が好ましいこと、特にメラミン樹脂が好ましいことも同じである。このような硬化性樹脂を用いることで、より質感の高い意匠性が得られるとともに、基材との密着性が向上し、より優れた機械的強度が得られる。電離放射線硬化性樹脂については、第一硬化物層に用いられ得る樹脂と同様のものが挙げられる。
硬化性樹脂と熱可塑性樹脂とを併用する場合、これらの樹脂の合計に対する硬化性樹脂の含有量は、通常50質量%以上100質量%未満程度であり、好ましくは60質量%以上90質量%以下である。
熱硬化性樹脂としては、基材に含浸し得る熱硬化性樹脂として例示したものと同じものを好ましく例示することができ、上記の各種熱硬化性樹脂が好ましいこと、特にメラミン樹脂が好ましいことも同じである。このような硬化性樹脂を用いることで、より質感の高い意匠性が得られるとともに、基材との密着性が向上し、より優れた機械的強度が得られる。電離放射線硬化性樹脂については、第一硬化物層に用いられ得る樹脂と同様のものが挙げられる。
硬化性樹脂と熱可塑性樹脂とを併用する場合、これらの樹脂の合計に対する硬化性樹脂の含有量は、通常50質量%以上100質量%未満程度であり、好ましくは60質量%以上90質量%以下である。
第二硬化物層の厚さ(T2)と、第一硬化物層の厚さ(T1)との差(T2-T1)は、第一凹部の深さD1に相当する。
このため、第二硬化物層の厚さ(T2)は、D1が上記範囲となるような範囲で調整することが好ましい。第二硬化物層の厚さ(T2)の範囲は、通常1~50μm程度であり、好ましくは3~40μm、より好ましくは5~30μmである。
このため、第二硬化物層の厚さ(T2)は、D1が上記範囲となるような範囲で調整することが好ましい。第二硬化物層の厚さ(T2)の範囲は、通常1~50μm程度であり、好ましくは3~40μm、より好ましくは5~30μmである。
<補強層>
本発明の化粧材は、化粧材を補強するために、基材の前記離型性インキ装飾層を有する側とは反対側の面に補強層を有することが好ましい。
特に、基材として、熱硬化性樹脂を含浸させた繊維基材又は紙基材を採用した場合、補強層を組み合わせることで、より機械的物性に優れる熱硬化性樹脂化粧板が得られる。
本発明の化粧材は、化粧材を補強するために、基材の前記離型性インキ装飾層を有する側とは反対側の面に補強層を有することが好ましい。
特に、基材として、熱硬化性樹脂を含浸させた繊維基材又は紙基材を採用した場合、補強層を組み合わせることで、より機械的物性に優れる熱硬化性樹脂化粧板が得られる。
補強層としては、熱硬化性樹脂含浸シートが挙げられる。
熱硬化性樹脂含浸シートに用いられる繊維基材、紙基材の種類としては、基材の繊維基材、紙基材として例示したものであれば特に制限はなく、坪量は好ましくは100~300g/m2、より好ましくは150~250g/m2である。また、熱硬化性樹脂としては、熱硬化性樹脂組成物の状態で基材に含浸し得るものであれば特に限定することなく使用することができ、フェノール樹脂が好ましい。すなわち、補強層としてはフェノール樹脂含浸紙が好ましい。
フェノール樹脂含浸紙としては、例えば坪量150~250g/m2のクラフト紙に、フェノール樹脂を含浸率20~60%程度となるように含浸させて、100~140℃程度で乾燥させることにより製造されるものが好ましく用いられる。
熱硬化性樹脂含浸シートに用いられる繊維基材、紙基材の種類としては、基材の繊維基材、紙基材として例示したものであれば特に制限はなく、坪量は好ましくは100~300g/m2、より好ましくは150~250g/m2である。また、熱硬化性樹脂としては、熱硬化性樹脂組成物の状態で基材に含浸し得るものであれば特に限定することなく使用することができ、フェノール樹脂が好ましい。すなわち、補強層としてはフェノール樹脂含浸紙が好ましい。
フェノール樹脂含浸紙としては、例えば坪量150~250g/m2のクラフト紙に、フェノール樹脂を含浸率20~60%程度となるように含浸させて、100~140℃程度で乾燥させることにより製造されるものが好ましく用いられる。
<プライマー層>
本発明の化粧材は、各層の密着性向上のため、各層間にプライマー層を設けることができる。
プライマー層を形成する樹脂材料としては、ウレタン樹脂、ポリエステル樹脂、アクリル樹脂、アクリルウレタン樹脂、塩化ビニル-酢酸ビニル共重合体樹脂等が挙げられる。また、プライマー層の厚さは、優れた密着性を効率よく得る観点から、通常0.1~15μm程度、好ましくは1~10μmである。
本発明の化粧材は、各層の密着性向上のため、各層間にプライマー層を設けることができる。
プライマー層を形成する樹脂材料としては、ウレタン樹脂、ポリエステル樹脂、アクリル樹脂、アクリルウレタン樹脂、塩化ビニル-酢酸ビニル共重合体樹脂等が挙げられる。また、プライマー層の厚さは、優れた密着性を効率よく得る観点から、通常0.1~15μm程度、好ましくは1~10μmである。
<被着材>
本発明の化粧材は、基材の裏面(基材の離型性インキ装飾層を有する側とは反対側の面)に被着材を積層して一体化したものであってもよい。
本発明の化粧材は、基材の裏面(基材の離型性インキ装飾層を有する側とは反対側の面)に被着材を積層して一体化したものであってもよい。
被着材は、例えば、木材単板、木材合板、パーチクルボード、MDF(中密度繊維板)、集成材等の木質板;石膏板、石膏スラグ板等の石膏系板;珪酸カルシウム板、石綿スレート板、軽量発泡コンクリート板、中空押出セメント板等のセメント板;パルプセメント板、石綿セメント板、木片セメント板等の繊維セメント板;陶器、磁器、土器、硝子、琺瑯等のセラミックス板;鉄板、亜鉛メッキ鋼板、ポリ塩化ビニルゾル塗布鋼板、アルミニウム板、銅板等の金属板;ポリオレフィン樹脂板、アクリル樹脂板、ABS板、ポリカーボネート板等の熱可塑性樹脂板;フェノール樹脂板、尿素樹脂板、不飽和ポリエステル樹脂板、ポリウレタン樹脂板、エポキシ樹脂板、メラミン樹脂板等の熱硬化型樹脂板;フェノール樹脂、尿素樹脂、不飽和ポリエステル樹脂、ポリウレタン樹脂、エポキシ樹脂、メラミン樹脂、ジアリルフタレート樹脂等の樹脂を、硝子繊維不織布、布帛、紙、その他の各種繊維質基材に含浸硬化して複合化したいわゆるFRP板等が挙げられ、これらを単独で用いてもよく、これらの2種以上を積層した複合基板として用いてもよい。
基材と各種被着材との積層方法としては特に限定されるものではなく、例えば接着剤によりシートを被着材に貼着する方法等を採用することができる。接着剤は、被着材の種類等に応じて公知の接着剤から適宜選択すれば良い。例えば、ポリ酢酸ビニル、ポリ塩化ビニル、塩化ビニル-酢酸ビニル共重合体、エチレン-アクリル酸共重合体、アイオノマー等のほか、ブタジエン-アクリルニトリルゴム、ネオプレンゴム、天然ゴム等が挙げられる。
<化粧材の用途>
本発明の化粧材は、例えば、各種カウンター及び机等の天板;家具;台所製品のキャビネット;ドア等の住宅用建材;等に用いられる。この中でも、カウンター及び机等に用いられる天板等の水平面を含む部材は、視覚的な立体感及び優れた触感が求められ、かつ、見た目の意匠と触感とが一致していることが求められることから、本発明の化粧板の効果を発揮しやすい点で好ましい。
本発明の化粧材は、例えば、各種カウンター及び机等の天板;家具;台所製品のキャビネット;ドア等の住宅用建材;等に用いられる。この中でも、カウンター及び机等に用いられる天板等の水平面を含む部材は、視覚的な立体感及び優れた触感が求められ、かつ、見た目の意匠と触感とが一致していることが求められることから、本発明の化粧板の効果を発揮しやすい点で好ましい。
[化粧材の製造方法]
本発明の化粧材の製造方法は、下記(1)~(7)の工程を有するものである。
(1)基材を準備する工程。
(2)前記基材上の一部に離型性インキ装飾層を形成してなる、積層体Aを得る工程。
(3)前記積層体Aを硬化性樹脂組成物に含浸し、前記積層体Aの離型性インキ装飾層を有する側の全面に、未硬化の硬化性樹脂組成物層を形成してなる積層体Bを得る工程。
(4)前記積層体Bの前記基材側に補強層、前記積層体Bの前記未硬化の硬化性樹脂組成物層側に剥離フィルムを配置してなる、積層体Cを得る工程。
(5)前記積層体Cの前記補強層側に鏡面板、前記積層体Cの前記剥離フィルム側にエンボス板を配置した状態で前記積層体Cを熱プレスし、前記未硬化の硬化性樹脂組成物層を硬化してなる硬化物層を形成するとともに、前記エンボス板により、前記積層体Cの前記離型性インキ装飾層の頂部よりも厚み方向の深い位置まで到達する第二凹部を形成する工程。
(6)前記鏡面板及び前記エンボス板の間から前記積層体Cを取り出す工程。
(7)前記積層体Cから前記剥離フィルムを剥離除去する際に、前記剥離フィルムとともに前記硬化物層のうち前記離型性インキ装飾層上の硬化物層を除去し、前記離型性インキ装飾層の直上部に形成されてなる第一凹部を有する第一領域と、前記硬化物層が残存してなるとともに前記第二凹部を有する第二領域を形成する工程。
本発明の化粧材の製造方法は、下記(1)~(7)の工程を有するものである。
(1)基材を準備する工程。
(2)前記基材上の一部に離型性インキ装飾層を形成してなる、積層体Aを得る工程。
(3)前記積層体Aを硬化性樹脂組成物に含浸し、前記積層体Aの離型性インキ装飾層を有する側の全面に、未硬化の硬化性樹脂組成物層を形成してなる積層体Bを得る工程。
(4)前記積層体Bの前記基材側に補強層、前記積層体Bの前記未硬化の硬化性樹脂組成物層側に剥離フィルムを配置してなる、積層体Cを得る工程。
(5)前記積層体Cの前記補強層側に鏡面板、前記積層体Cの前記剥離フィルム側にエンボス板を配置した状態で前記積層体Cを熱プレスし、前記未硬化の硬化性樹脂組成物層を硬化してなる硬化物層を形成するとともに、前記エンボス板により、前記積層体Cの前記離型性インキ装飾層の頂部よりも厚み方向の深い位置まで到達する第二凹部を形成する工程。
(6)前記鏡面板及び前記エンボス板の間から前記積層体Cを取り出す工程。
(7)前記積層体Cから前記剥離フィルムを剥離除去する際に、前記剥離フィルムとともに前記硬化物層のうち前記離型性インキ装飾層上の硬化物層を除去し、前記離型性インキ装飾層の直上部に形成されてなる第一凹部を有する第一領域と、前記硬化物層が残存してなるとともに前記第二凹部を有する第二領域を形成する工程。
工程(1)は、基材10を準備する工程である。
工程(2)は、基材10上の一部に、離型性インキ装飾層35を形成してなる積層体A(71)を得る工程である(図2参照)。基材10上に離型性インキ装飾層35を形成した箇所が、本発明の製造方法により得られた化粧材の第一領域に相当する箇所となる。離型性インキ装飾層35は、例えば、第一硬化物層30の単層、あるいは、第一装飾層21上に第一硬化物層30を積層した多層構成が挙げられる。なお、工程(2)において、基材10上の離型性インキ装飾層35を形成する以外の箇所に第二装飾層22を形成することが好ましい。
工程(2)は、基材10上の一部に、離型性インキ装飾層35を形成してなる積層体A(71)を得る工程である(図2参照)。基材10上に離型性インキ装飾層35を形成した箇所が、本発明の製造方法により得られた化粧材の第一領域に相当する箇所となる。離型性インキ装飾層35は、例えば、第一硬化物層30の単層、あるいは、第一装飾層21上に第一硬化物層30を積層した多層構成が挙げられる。なお、工程(2)において、基材10上の離型性インキ装飾層35を形成する以外の箇所に第二装飾層22を形成することが好ましい。
工程(3)は、積層体Aを硬化性樹脂組成物に含浸し、積層体Aの離型性インキ装飾層35を有する側の全面に、未硬化の硬化性樹脂組成物層40aを形成してなる積層体B(72)を得る工程である(図3参照)。基材10として、紙基材及び繊維基材等の液体浸透性を有する基材を用いた場合、工程(3)において、基材10の中に硬化性樹脂が含浸する。
工程(4)は、積層体Bの基材10側に補強層60、積層体Bの未硬化の硬化性樹脂組成物層40a側に剥離フィルム80を配置してなる、積層体C(73)を得る工程である。
剥離フィルム80は、後述の工程(7)において、未硬化の硬化性樹脂組成物層40aを硬化した硬化物層のうち、離型性インキ装飾層35上の硬化物層を除去する役割を有する。すなわち、剥離フィルム80と未硬化の硬化性樹脂組成物層40aを硬化した硬化物層との接着力をA1、未硬化の硬化性樹脂組成物層40aを硬化した硬化物層と、該硬化物層の基材10側に位置する層(第一領域の場合は離型性インキ装飾層35、第二領域の場合は第二装飾層22又は基材10)との接着力をA2とした際に、第一領域ではA1>A2、第二領域ではA1<A2、の関係を満たすものであれば、剥離フィルム80の材質等は特に限定されない。
剥離フィルム80は、後述の工程(7)において、未硬化の硬化性樹脂組成物層40aを硬化した硬化物層のうち、離型性インキ装飾層35上の硬化物層を除去する役割を有する。すなわち、剥離フィルム80と未硬化の硬化性樹脂組成物層40aを硬化した硬化物層との接着力をA1、未硬化の硬化性樹脂組成物層40aを硬化した硬化物層と、該硬化物層の基材10側に位置する層(第一領域の場合は離型性インキ装飾層35、第二領域の場合は第二装飾層22又は基材10)との接着力をA2とした際に、第一領域ではA1>A2、第二領域ではA1<A2、の関係を満たすものであれば、剥離フィルム80の材質等は特に限定されない。
剥離フィルム80としては、ポリエチレンテレフタレート、ポリブチレンテレフタレート等のポリエステル樹脂;ポリエチレン、ポリプロピレン等のポリオレフィン樹脂;アクリル樹脂;等の各種樹脂のシートの単層、あるいは、これら樹脂シート上に樹脂層を形成したものが挙げられる。
樹脂シート上に形成する樹脂層を構成する樹脂は、第一硬化物層及び第二硬化物層で例示した、熱硬化性樹脂、電離放射線硬化性樹脂が好ましく挙げられる。
樹脂層には、無機フィラーを含有していてもよい。樹脂層に無機フィラーを含有することにより、剥離フィルムを剥離する際に、第二領域の表面に凹凸を付与し、より質感の高い意匠を得ることができる。無機フィラーとしては、上記第一硬化物層に用いられる得る無機フィラーとして例示したものが挙げられ、これらの中から選択して用いればよい。
なお、Ra1>Ra2を満たしやすくするため、樹脂層の無機フィラーの粒子径は第一硬化物層の無機フィラーの粒子径よりも小さくすることが好ましい。同様の観点で、樹脂層の無機フィラーの含有量は、第一硬化物層の無機フィラーの含有量よりも少なくすることが好ましい。
樹脂層には、無機フィラーを含有していてもよい。樹脂層に無機フィラーを含有することにより、剥離フィルムを剥離する際に、第二領域の表面に凹凸を付与し、より質感の高い意匠を得ることができる。無機フィラーとしては、上記第一硬化物層に用いられる得る無機フィラーとして例示したものが挙げられ、これらの中から選択して用いればよい。
なお、Ra1>Ra2を満たしやすくするため、樹脂層の無機フィラーの粒子径は第一硬化物層の無機フィラーの粒子径よりも小さくすることが好ましい。同様の観点で、樹脂層の無機フィラーの含有量は、第一硬化物層の無機フィラーの含有量よりも少なくすることが好ましい。
工程(5)は、積層体C(73)の補強層60側に鏡面板91、積層体C(73)の剥離フィルム80側にエンボス板92を配置した状態で(図4参照)、積層体C(73)を熱プレスし、未硬化の硬化性樹脂組成物層40aを硬化してなる硬化物層を形成するとともに、エンボス板92により、積層体C(73)の離型性インキ装飾層35の頂部よりも厚み方向の深い位置まで到達する第二凹部52を形成する工程である。離型性インキ装飾層35の頂部は、図4及び図5の符号Aの位置である。
なお、基材10として、紙基材及び繊維基材等の液体浸透性を有する基材を用いた場合、工程(3)において基材10の中に含浸した硬化性樹脂も、工程(5)で硬化させることができる。
なお、基材10として、紙基材及び繊維基材等の液体浸透性を有する基材を用いた場合、工程(3)において基材10の中に含浸した硬化性樹脂も、工程(5)で硬化させることができる。
鏡面板91としては、表面が略平滑な金属板が挙げられる。エンボス板92は、第二凹部52と相補的な凸部を備えた金属板を用いることができる。エンボス板は、切削またはエッチング等で作製できる。
熱プレスの条件は、使用する熱硬化性樹脂の種類に応じて適宜調整すればよく、特に制限はないが、通常100~200℃の温度条件で、圧力は0.1~9.8MPa、時間は10秒から120分間である。
熱プレスの条件は、使用する熱硬化性樹脂の種類に応じて適宜調整すればよく、特に制限はないが、通常100~200℃の温度条件で、圧力は0.1~9.8MPa、時間は10秒から120分間である。
工程(6)は、鏡面板91及びエンボス板92の間から積層体Cを取り出す工程である。
工程(7)は、積層体Cから剥離フィルム80を剥離除去する際に、剥離フィルム80とともに硬化物層のうち離型性インキ装飾層35上の硬化物層を除去し、離型性インキ装飾層35の直上部に形成されてなる第一凹部51を有する第一領域R1と、硬化物層が残存してなるとともに第二凹部52を有する第二領域R2とを形成する工程である(図5参照)。
工程(7)は、積層体Cから剥離フィルム80を剥離除去する際に、剥離フィルム80とともに硬化物層のうち離型性インキ装飾層35上の硬化物層を除去し、離型性インキ装飾層35の直上部に形成されてなる第一凹部51を有する第一領域R1と、硬化物層が残存してなるとともに第二凹部52を有する第二領域R2とを形成する工程である(図5参照)。
次に、本発明を実施例により、さらに詳細に説明するが、本発明は、この例によってなんら限定されるものではない。
1.評価
1-1.立体感
各実施例及び比較例で得られた化粧材について、蛍光灯の照明下で、任意の成人20人に、立体感を有するか否かについて目視評価をさせた。
A:立体感の高い意匠性を有すると答えた人が18人以上であった。
B:立体感の高い意匠性を有すると答えた人が15~17人であった。
C:立体感の高い意匠性を有すると答えた人が14人以下であった。
1.評価
1-1.立体感
各実施例及び比較例で得られた化粧材について、蛍光灯の照明下で、任意の成人20人に、立体感を有するか否かについて目視評価をさせた。
A:立体感の高い意匠性を有すると答えた人が18人以上であった。
B:立体感の高い意匠性を有すると答えた人が15~17人であった。
C:立体感の高い意匠性を有すると答えた人が14人以下であった。
1-2.触感
各実施例及び比較例で得られた化粧材を指で触れた際に、任意の成人20人に、凹凸感を有するか否かについて評価をさせた。
A:凹凸感を有すると答えた人が18人以上であった。
B:凹凸感を有すると答えた人が15~17人であった。
C:凹凸感を有すると答えた人が14人以下であった。
各実施例及び比較例で得られた化粧材を指で触れた際に、任意の成人20人に、凹凸感を有するか否かについて評価をさせた。
A:凹凸感を有すると答えた人が18人以上であった。
B:凹凸感を有すると答えた人が15~17人であった。
C:凹凸感を有すると答えた人が14人以下であった。
1-3.見た目の意匠と触感との差
上記1-2の評価の際に、見た目の意匠と触感とが一致しているか否かを評価させた。
AA:見た目の意匠と触感とが一致していると答えた人が18人以上であった。
A:見た目の意匠と触感とが一致していると答えた人が15~17人であった。
B:見た目の意匠と触感とが一致している答えた人が13~14人であった。
C:見た目の意匠と触感とが一致していると答えた人が12人以下であった。
上記1-2の評価の際に、見た目の意匠と触感とが一致しているか否かを評価させた。
AA:見た目の意匠と触感とが一致していると答えた人が18人以上であった。
A:見た目の意匠と触感とが一致していると答えた人が15~17人であった。
B:見た目の意匠と触感とが一致している答えた人が13~14人であった。
C:見た目の意匠と触感とが一致していると答えた人が12人以下であった。
1-4.白化
各実施例及び比較例で得られた化粧材について、蛍光灯の照明下で、任意の成人20人に、白化が気になるか否かについて目視評価をさせた。
A:白化が気にならないと答えた人が18人以上であった。
B:白化が気にならないと答えた人が15~17人であった。
C:白化が気にならないと答えた人が14人以下であった。
各実施例及び比較例で得られた化粧材について、蛍光灯の照明下で、任意の成人20人に、白化が気になるか否かについて目視評価をさせた。
A:白化が気にならないと答えた人が18人以上であった。
B:白化が気にならないと答えた人が15~17人であった。
C:白化が気にならないと答えた人が14人以下であった。
2.化粧材の作製
[実施例1]
基材(建材用チタン紙原紙、KJ特殊紙株式会社製の商品名「PM-67P」、坪量:80g/m2、厚さ:100μm)上に、印刷インキ(DICグラフィックス株式会社製、「オーデSPTI」)を用いて、グラビア印刷により厚さ3μmの木目導管模様を含む装飾層を全面に形成した。次いで、装飾層上の一部に、下記の第一硬化物層形成用の硬化性樹脂組成物を印刷し、電子線(加圧電圧:165KeV、3Mrad(30kGy))を照射して硬化させて、第一硬化物層(厚さ2μm)を形成してなる積層体Aを得た。なお、第一硬化物層は、装飾層の導管模様に同調させた。
次いで、積層体Aを、含浸装置を用いて、下記の第二硬化物層形成用の硬化性樹脂組成物に、該硬化樹脂組成物を80g/m2(乾燥時)となるように含浸し、乾燥させてなる積層体Bを得た。
次いで、積層体Bの基材とは反対側の面(未硬化の第二硬化物層を有する側の面)上に、下記の剥離フィルムを積層し、積層体Bの基材側の面に、補強層(クラフト紙にフェノール樹脂からなる液体状の未硬化樹脂組成物に含浸させて得られた坪量245g/m2のフェノール樹脂含浸コア紙(太田産業株式会社製、太田コア)を3枚重ねたもの)を積層してなる積層体Cを得た。
次いで、積層体Cを鏡面板及びエンボス板で挟み(補強層側に鏡面板、剥離フィルム側にエンボス板を配置)、熱プレス機を用いて、成形温度:150℃、成形圧力:100kg/cm2で10分間、加熱加圧成形を行った。成形後、鏡面板及びエンボス板の間から積層体Cを取り出し、積層体Cから剥離用フィルムを剥離することにより、実施例1の化粧板を得た。なお、積層体Cから剥離フィルムを剥離除去する際に、剥離フィルムとともに第二硬化物層のうち第一硬化物層上の第二硬化物層が除去され、離型性インキ装飾層(第一硬化物層と、その下方に位置する装飾層(第一装飾層))の直上部に形成されてなる第一凹部を有する第一領域が形成された。また、エンボス板の凸部に対応する箇所には、第二凹部を有する第二領域が形成された。
実施例1の化粧材のW1、W2、P1、P2、L1、L2、D1、D2、S1/S及びS2/S等を表1に示す。
[実施例1]
基材(建材用チタン紙原紙、KJ特殊紙株式会社製の商品名「PM-67P」、坪量:80g/m2、厚さ:100μm)上に、印刷インキ(DICグラフィックス株式会社製、「オーデSPTI」)を用いて、グラビア印刷により厚さ3μmの木目導管模様を含む装飾層を全面に形成した。次いで、装飾層上の一部に、下記の第一硬化物層形成用の硬化性樹脂組成物を印刷し、電子線(加圧電圧:165KeV、3Mrad(30kGy))を照射して硬化させて、第一硬化物層(厚さ2μm)を形成してなる積層体Aを得た。なお、第一硬化物層は、装飾層の導管模様に同調させた。
次いで、積層体Aを、含浸装置を用いて、下記の第二硬化物層形成用の硬化性樹脂組成物に、該硬化樹脂組成物を80g/m2(乾燥時)となるように含浸し、乾燥させてなる積層体Bを得た。
次いで、積層体Bの基材とは反対側の面(未硬化の第二硬化物層を有する側の面)上に、下記の剥離フィルムを積層し、積層体Bの基材側の面に、補強層(クラフト紙にフェノール樹脂からなる液体状の未硬化樹脂組成物に含浸させて得られた坪量245g/m2のフェノール樹脂含浸コア紙(太田産業株式会社製、太田コア)を3枚重ねたもの)を積層してなる積層体Cを得た。
次いで、積層体Cを鏡面板及びエンボス板で挟み(補強層側に鏡面板、剥離フィルム側にエンボス板を配置)、熱プレス機を用いて、成形温度:150℃、成形圧力:100kg/cm2で10分間、加熱加圧成形を行った。成形後、鏡面板及びエンボス板の間から積層体Cを取り出し、積層体Cから剥離用フィルムを剥離することにより、実施例1の化粧板を得た。なお、積層体Cから剥離フィルムを剥離除去する際に、剥離フィルムとともに第二硬化物層のうち第一硬化物層上の第二硬化物層が除去され、離型性インキ装飾層(第一硬化物層と、その下方に位置する装飾層(第一装飾層))の直上部に形成されてなる第一凹部を有する第一領域が形成された。また、エンボス板の凸部に対応する箇所には、第二凹部を有する第二領域が形成された。
実施例1の化粧材のW1、W2、P1、P2、L1、L2、D1、D2、S1/S及びS2/S等を表1に示す。
<第一硬化物層形成用の硬化性樹脂組成物>
以下の各成分を、プロセスホモジナイザー(株式会社エスエムテー製、「PH91」)を用いて、回転数:2000rpmで1時間撹拌して樹脂組成物を得た。
・電離放射線硬化性樹脂(ジペンタエリスリトールペンタアクリレートとジペンタエリスリトールヘキサアクリレートとの混合物、東亞合成株式会社製の商品名「アロニックスM400」) 60質量部
・シリコーン系離型剤(両末端メタクリロイルオキシアルキル変性オルガノポリシロキサン、信越化学株式会社製の商品名「X-22-164B」) 0.9質量部
・シランカップリング処理シリカ 18質量部
・メチルエチルケトン 40質量部
以下の各成分を、プロセスホモジナイザー(株式会社エスエムテー製、「PH91」)を用いて、回転数:2000rpmで1時間撹拌して樹脂組成物を得た。
・電離放射線硬化性樹脂(ジペンタエリスリトールペンタアクリレートとジペンタエリスリトールヘキサアクリレートとの混合物、東亞合成株式会社製の商品名「アロニックスM400」) 60質量部
・シリコーン系離型剤(両末端メタクリロイルオキシアルキル変性オルガノポリシロキサン、信越化学株式会社製の商品名「X-22-164B」) 0.9質量部
・シランカップリング処理シリカ 18質量部
・メチルエチルケトン 40質量部
<第二硬化物層形成用の硬化性樹脂組成物>
・メラミンホルムアルデヒド樹脂 60質量部
・水 35質量部
・イソプロピルアルコール 5質量
・メラミンホルムアルデヒド樹脂 60質量部
・水 35質量部
・イソプロピルアルコール 5質量
<剥離フィルムの作製>
厚さ50μmのポリエチレンテレフタレートフィルム(東洋紡株式会社製の商品名「コスモシャイン A4100」)の易接着面に、下記の電離放射線硬化性樹脂組成物を塗布し、電子線(加圧電圧:165KeV、5Mrad(50kGy))を照射して硬化し、厚さ5μmの硬化物層を形成し、剥離フィルムを得た。
<<電離放射線硬化性樹脂組成物>>
・電離放射線硬化性樹脂(トリメチロールプロパントリアクリレートのエチレンボトムオキシド変性物、東亞合成株式会社製の商品名「アロニックスM350」) 100質量部
・シリコーン系離型剤(両末端メタクリロイルオキシアルキル変性オルガノポリシロキサン、信越化学株式会社製の商品名「X-22-164B」) 2質量部
・シリカ粒子(富士シリシア化学株式会社製の商品名「サイリシア450」、平均粒径:5.2μm) 8質量部
・酢酸エチル 50質量部
厚さ50μmのポリエチレンテレフタレートフィルム(東洋紡株式会社製の商品名「コスモシャイン A4100」)の易接着面に、下記の電離放射線硬化性樹脂組成物を塗布し、電子線(加圧電圧:165KeV、5Mrad(50kGy))を照射して硬化し、厚さ5μmの硬化物層を形成し、剥離フィルムを得た。
<<電離放射線硬化性樹脂組成物>>
・電離放射線硬化性樹脂(トリメチロールプロパントリアクリレートのエチレンボトムオキシド変性物、東亞合成株式会社製の商品名「アロニックスM350」) 100質量部
・シリコーン系離型剤(両末端メタクリロイルオキシアルキル変性オルガノポリシロキサン、信越化学株式会社製の商品名「X-22-164B」) 2質量部
・シリカ粒子(富士シリシア化学株式会社製の商品名「サイリシア450」、平均粒径:5.2μm) 8質量部
・酢酸エチル 50質量部
[実施例2~4]
W1、W2、P1、P2、L1、L2、D1、D2、S1/S及びS2/Sを表1の値に変更した以外は、実施例1と同様にして、実施例2~4の化粧材を得た。
W1、W2、P1、P2、L1、L2、D1、D2、S1/S及びS2/Sを表1の値に変更した以外は、実施例1と同様にして、実施例2~4の化粧材を得た。
[比較例1]
加熱加圧成形の際に、積層体Cを2枚の鏡面板で挟んだ以外は、実施例1と同様にして、比較例1の化粧材を得た。なお、比較例1の化粧材は、凹部として、第一凹部のみを有し、エンボス板の凸部に対応する第二凹部を有さないものであった。
加熱加圧成形の際に、積層体Cを2枚の鏡面板で挟んだ以外は、実施例1と同様にして、比較例1の化粧材を得た。なお、比較例1の化粧材は、凹部として、第一凹部のみを有し、エンボス板の凸部に対応する第二凹部を有さないものであった。

表1の結果から、実施例1~4の化粧材は、視覚的な立体感を有するとともに、触感に優れたものであることが確認できる。特に、実施例1及び2の化粧材は、第一凹部の幅及び間隔と、第2凹部の幅及び間隔との関係が適切であることから、見た目の意匠と触感との差が少ないものであった。
なお、表中には記載していないが、実施例の化粧材は、第一凹部の配列方向と第二凹部の配列方向とが成す角度は略平行なものであった。
なお、表中には記載していないが、実施例の化粧材は、第一凹部の配列方向と第二凹部の配列方向とが成す角度は略平行なものであった。
10:基材
21:第一装飾層
22:第二装飾層
30:第一硬化物層
35:離型性インキ装飾層
40:第二硬化物層
40a:未硬化の硬化性樹脂組成物層
51:第一凹部
52:第二凹部
60:補強層
71:積層体A
72:積層体B
73:積層体C
80:剥離フィルム
91:鏡面板
92:エンボス板
100:化粧材
21:第一装飾層
22:第二装飾層
30:第一硬化物層
35:離型性インキ装飾層
40:第二硬化物層
40a:未硬化の硬化性樹脂組成物層
51:第一凹部
52:第二凹部
60:補強層
71:積層体A
72:積層体B
73:積層体C
80:剥離フィルム
91:鏡面板
92:エンボス板
100:化粧材
Claims (13)
- 少なくとも基材を有する化粧材であって、
前記化粧材を平面視した際に、前記化粧材の面内に第一領域及び第二領域を有し、
前記第一領域は、前記基材上に配置された離型性インキ装飾層と、前記離型性インキ装飾層の直上部に形成されてなる第一凹部とを有し、
前記第二領域は、前記第一凹部よりも深さが深い第二凹部を有する、化粧材。 - 前記第二領域内に前記離型性インキ装飾層を実質的に有さない、請求項1に記載の化粧材。
- 前記第一凹部の幅の平均をW1、前記第一凹部の幅方向の間隔をP1、前記第一凹部の長さの平均をL1、前記第二凹部の幅の平均をW2、前記第二凹部の幅方向の間隔をP2、前記第二凹部の長さの平均をL2とした際に、下記式(1)~(3)の少なくとも何れかを満たす、請求項1又は2に記載の化粧材。
0.1≦W2/W1≦1.0 (1)
0.1≦P2/P1≦1.0 (2)
0.1≦L2/L1≦1.0 (3) - 前記第一領域の面積の合計をS1、前記第二領域の面積の合計をS2とした際に、下記式(4)を満たす、請求項1~3の何れか1項に記載の化粧材。
S2/S1≦1.0 (4) - 前記第二凹部の深さの平均D2が10μm以上である、請求項1~4の何れか1項に記載の化粧材。
- 前記離型性インキ装飾層は、前記基材側から、第一装飾層及び第一硬化物層を有する、請求項1~5の何れか1項に記載の化粧材。
- 前記第一硬化物層が電離放射線硬化性樹脂を含む、請求項6に記載の化粧材。
- 前記第一硬化物層が離型剤を含む、請求項6又は7に記載の化粧材。
- 前記第二領域が、基材上に配置された第二装飾層と、前記第二装飾層上に配置された第二硬化物層を有する、請求項1~8の何れか1項に記載の化粧材。
- 前記第二硬化物層がメラミン樹脂を含む、請求項9に記載の化粧材。
- 前記基材が紙基材である、請求項1~10の何れか1項に記載の化粧材。
- 前記第一領域は、木材の導管、秋材及び節から選ばれる1種以上の模様を形成してなる、請求項1~11の何れか1項に記載の化粧材。
- 下記(1)~(7)の工程を有する、請求項1~12の何れか1項に記載の化粧材の製造方法。
(1)基材を準備する工程。
(2)前記基材上の一部に離型性インキ装飾層を形成してなる、積層体Aを得る工程。
(3)前記積層体Aを硬化性樹脂組成物に含浸し、前記積層体Aの離型性インキ装飾層を有する側の全面に、未硬化の硬化性樹脂組成物層を形成してなる積層体Bを得る工程。
(4)前記積層体Bの前記基材側に補強層、前記積層体Bの前記未硬化の硬化性樹脂組成物層側に剥離フィルムを配置してなる、積層体Cを得る工程。
(5)前記積層体Cの前記補強層側に鏡面板、前記積層体Cの前記剥離フィルム側にエンボス板を配置した状態で前記積層体Cを熱プレスし、前記未硬化の硬化性樹脂組成物層を硬化してなる硬化物層を形成するとともに、前記エンボス板により、前記積層体Cの前記離型性インキ装飾層の頂部よりも厚み方向の深い位置まで到達する第二凹部を形成する工程。
(6)前記鏡面板及び前記エンボス板の間から前記積層体Cを取り出す工程。
(7)前記積層体Cから前記剥離フィルムを剥離除去する際に、前記剥離フィルムとともに前記硬化物層のうち前記離型性インキ装飾層上の硬化物層を除去し、前記離型性インキ装飾層の直上部に形成されてなる第一凹部を有する第一領域と、前記硬化物層が残存してなるとともに前記第二凹部を有する第二領域を形成する工程。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202080035102.0A CN113811444B (zh) | 2019-03-28 | 2020-03-27 | 装饰材料及其制造方法 |
| JP2021509642A JP7497723B2 (ja) | 2019-03-28 | 2020-03-27 | 化粧材及びその製造方法 |
| US17/442,096 US12122184B2 (en) | 2019-03-28 | 2020-03-27 | Decorative material and method for producing same |
| EP23186512.2A EP4249249A3 (en) | 2019-03-28 | 2020-03-27 | Decorative material and method for producing same |
| EP20777760.8A EP3950297B1 (en) | 2019-03-28 | 2020-03-27 | Decorative material and method for producing same |
| ES20777760T ES2958525T3 (es) | 2019-03-28 | 2020-03-27 | Material decorativo y método de elaboración del mismo |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019063362 | 2019-03-28 | ||
| JP2019-063362 | 2019-03-28 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020196840A1 true WO2020196840A1 (ja) | 2020-10-01 |
Family
ID=72609556
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/014064 WO2020196840A1 (ja) | 2019-03-28 | 2020-03-27 | 化粧材及びその製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| EP (2) | EP3950297B1 (ja) |
| JP (1) | JP7497723B2 (ja) |
| CN (1) | CN113811444B (ja) |
| ES (1) | ES2958525T3 (ja) |
| WO (1) | WO2020196840A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7179210B1 (ja) | 2022-03-04 | 2022-11-28 | 大日本印刷株式会社 | メラミン化粧板用の化粧シート、メラミン化粧板、及びメラミン化粧板の製造方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5715933A (en) * | 1980-07-02 | 1982-01-27 | Dainippon Printing Co Ltd | Manufacture of decorative material |
| JPS57122969A (en) * | 1981-01-21 | 1982-07-31 | Toppan Printing Co Ltd | Production of decorative material |
| JPH01269510A (ja) * | 1988-04-22 | 1989-10-27 | Dainippon Printing Co Ltd | 熱硬化性樹脂化粧板の製造法 |
| JPH106467A (ja) * | 1996-06-19 | 1998-01-13 | Dainippon Printing Co Ltd | 凹凸模様形成化粧板及びその製造方法 |
| JP2017052264A (ja) * | 2015-03-13 | 2017-03-16 | 大日本印刷株式会社 | 化粧板の製造方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU6314280A (en) * | 1979-11-13 | 1981-05-21 | Formica Corporation | Decorative laminate by ink coated release medium |
| JPH0755506B2 (ja) * | 1987-09-30 | 1995-06-14 | 凸版印刷株式会社 | 熱硬化性樹脂化粧板の製造方法 |
| CN100528558C (zh) * | 2003-09-30 | 2009-08-19 | 大日本印刷株式会社 | 装饰材料 |
| JP4725067B2 (ja) * | 2004-09-30 | 2011-07-13 | 大日本印刷株式会社 | 化粧材 |
| EP2708675A1 (de) * | 2012-09-17 | 2014-03-19 | Akzenta Paneele + Profile GmbH | Dekorpaneel |
| CN105073442B (zh) * | 2013-03-28 | 2019-10-29 | 大日本印刷株式会社 | 水压转印膜及使用其的装饰成型品 |
| JP6469356B2 (ja) * | 2013-07-29 | 2019-02-13 | 昭和電工パッケージング株式会社 | 電池ケース |
| JP6167088B2 (ja) * | 2014-09-30 | 2017-07-19 | 日本写真印刷株式会社 | 凹凸面に加飾する加飾品の製造方法、凹凸面に加飾を施した加飾品と描画品の製造方法 |
| JP6965743B2 (ja) * | 2015-03-30 | 2021-11-10 | 大日本印刷株式会社 | 加飾シート |
-
2020
- 2020-03-27 ES ES20777760T patent/ES2958525T3/es active Active
- 2020-03-27 CN CN202080035102.0A patent/CN113811444B/zh active Active
- 2020-03-27 EP EP20777760.8A patent/EP3950297B1/en active Active
- 2020-03-27 WO PCT/JP2020/014064 patent/WO2020196840A1/ja unknown
- 2020-03-27 EP EP23186512.2A patent/EP4249249A3/en active Pending
- 2020-03-27 JP JP2021509642A patent/JP7497723B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5715933A (en) * | 1980-07-02 | 1982-01-27 | Dainippon Printing Co Ltd | Manufacture of decorative material |
| JPS57122969A (en) * | 1981-01-21 | 1982-07-31 | Toppan Printing Co Ltd | Production of decorative material |
| JPH01269510A (ja) * | 1988-04-22 | 1989-10-27 | Dainippon Printing Co Ltd | 熱硬化性樹脂化粧板の製造法 |
| JPH106467A (ja) * | 1996-06-19 | 1998-01-13 | Dainippon Printing Co Ltd | 凹凸模様形成化粧板及びその製造方法 |
| JP2017052264A (ja) * | 2015-03-13 | 2017-03-16 | 大日本印刷株式会社 | 化粧板の製造方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7179210B1 (ja) | 2022-03-04 | 2022-11-28 | 大日本印刷株式会社 | メラミン化粧板用の化粧シート、メラミン化粧板、及びメラミン化粧板の製造方法 |
| JP2023129082A (ja) * | 2022-03-04 | 2023-09-14 | 大日本印刷株式会社 | メラミン化粧板用の化粧シート、メラミン化粧板、及びメラミン化粧板の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2958525T3 (es) | 2024-02-09 |
| US20220161593A1 (en) | 2022-05-26 |
| JP7497723B2 (ja) | 2024-06-11 |
| CN113811444B (zh) | 2023-08-04 |
| JPWO2020196840A1 (ja) | 2020-10-01 |
| CN113811444A (zh) | 2021-12-17 |
| EP3950297A4 (en) | 2022-12-21 |
| EP4249249A2 (en) | 2023-09-27 |
| EP4249249A3 (en) | 2023-11-15 |
| EP3950297A1 (en) | 2022-02-09 |
| EP3950297B1 (en) | 2023-09-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101733369B1 (ko) | 화장 시트, 및 이것을 사용한 화장 부재 | |
| WO2022054645A1 (ja) | 艶消物品 | |
| JP7196969B2 (ja) | 艶消物品 | |
| JP7196968B2 (ja) | 艶消物品 | |
| JP2016069800A (ja) | 化粧シート及び化粧材 | |
| CN117083175A (zh) | 消光物品 | |
| WO2020196840A1 (ja) | 化粧材及びその製造方法 | |
| JP7179210B1 (ja) | メラミン化粧板用の化粧シート、メラミン化粧板、及びメラミン化粧板の製造方法 | |
| JP7279321B2 (ja) | 浮造調木目化粧材 | |
| JP7540478B2 (ja) | 浮造調木目化粧材 | |
| JP2019173475A (ja) | 化粧材 | |
| JP7416054B2 (ja) | 化粧材及び化粧材の製造方法 | |
| WO2021065042A1 (ja) | 化粧材 | |
| WO2021065043A1 (ja) | 化粧材 | |
| JPH10286932A (ja) | 耐摩耗性化粧材 | |
| US12122184B2 (en) | Decorative material and method for producing same | |
| JP2022149930A (ja) | 転写シート及びこれを用いた化粧材の製造方法 | |
| JP7225635B2 (ja) | 化粧材 | |
| JP7318464B2 (ja) | 化粧材 | |
| WO2021192881A1 (ja) | 化粧材及び化粧材の製造方法 | |
| JP2022007989A (ja) | 化粧材及び化粧材の製造方法 | |
| JP2023129079A (ja) | メラミン化粧板用の化粧シート、メラミン化粧板、及びメラミン化粧板の製造方法 | |
| JP7359275B1 (ja) | 化粧シートおよび化粧材 | |
| JP6459344B2 (ja) | 化粧シート及び化粧材 | |
| JP2022154695A (ja) | 転写シート、並びに、これを用いた化粧材の製造方法及び化粧材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20777760 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021509642 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2020777760 Country of ref document: EP Effective date: 20211028 |