WO2020196758A1 - Pressure-sensitive adhesive sheet, method for producing pressure-sensitive adhesive sheet, and method for producing semiconductor device - Google Patents
Pressure-sensitive adhesive sheet, method for producing pressure-sensitive adhesive sheet, and method for producing semiconductor device Download PDFInfo
- Publication number
- WO2020196758A1 WO2020196758A1 PCT/JP2020/013674 JP2020013674W WO2020196758A1 WO 2020196758 A1 WO2020196758 A1 WO 2020196758A1 JP 2020013674 W JP2020013674 W JP 2020013674W WO 2020196758 A1 WO2020196758 A1 WO 2020196758A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- pressure
- sensitive adhesive
- adhesive layer
- adhesive sheet
- energy ray
- Prior art date
Links
- 239000004820 Pressure-sensitive adhesive Substances 0.000 title claims abstract description 426
- 239000004065 semiconductor Substances 0.000 title claims description 161
- 238000004519 manufacturing process Methods 0.000 title claims description 68
- 239000010410 layer Substances 0.000 claims abstract description 320
- 239000000203 mixture Substances 0.000 claims abstract description 163
- 239000002245 particle Substances 0.000 claims abstract description 115
- 125000000524 functional group Chemical group 0.000 claims abstract description 72
- 239000000178 monomer Substances 0.000 claims abstract description 65
- 229920000642 polymer Polymers 0.000 claims abstract description 32
- 230000001678 irradiating effect Effects 0.000 claims abstract description 16
- 239000000853 adhesive Substances 0.000 claims description 164
- 230000001070 adhesive effect Effects 0.000 claims description 163
- 238000000034 method Methods 0.000 claims description 156
- 239000000463 material Substances 0.000 claims description 121
- 238000010438 heat treatment Methods 0.000 claims description 72
- 238000011282 treatment Methods 0.000 claims description 53
- 239000012790 adhesive layer Substances 0.000 claims description 44
- 230000008569 process Effects 0.000 claims description 37
- 238000000227 grinding Methods 0.000 claims description 31
- 238000012545 processing Methods 0.000 claims description 24
- 125000002887 hydroxy group Chemical group [H]O* 0.000 claims description 17
- 125000002723 alicyclic group Chemical group 0.000 claims description 6
- 239000000758 substrate Substances 0.000 abstract description 22
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 73
- 235000012431 wafers Nutrition 0.000 description 71
- 238000003860 storage Methods 0.000 description 49
- 229920005989 resin Polymers 0.000 description 47
- 239000011347 resin Substances 0.000 description 47
- -1 polyethylene Polymers 0.000 description 41
- 229920001187 thermosetting polymer Polymers 0.000 description 29
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 27
- 239000013256 coordination polymer Substances 0.000 description 21
- 238000007689 inspection Methods 0.000 description 18
- 229920006223 adhesive resin Polymers 0.000 description 17
- 239000000654 additive Substances 0.000 description 15
- 239000003999 initiator Substances 0.000 description 15
- 239000000123 paper Substances 0.000 description 15
- 238000006116 polymerization reaction Methods 0.000 description 15
- 239000002904 solvent Substances 0.000 description 15
- 229920002554 vinyl polymer Polymers 0.000 description 15
- 239000004840 adhesive resin Substances 0.000 description 14
- 150000001875 compounds Chemical class 0.000 description 14
- 239000003431 cross linking reagent Substances 0.000 description 14
- UHESRSKEBRADOO-UHFFFAOYSA-N ethyl carbamate;prop-2-enoic acid Chemical compound OC(=O)C=C.CCOC(N)=O UHESRSKEBRADOO-UHFFFAOYSA-N 0.000 description 14
- 238000012360 testing method Methods 0.000 description 14
- 125000003647 acryloyl group Chemical group O=C([*])C([H])=C([H])[H] 0.000 description 13
- 230000008859 change Effects 0.000 description 13
- 239000003795 chemical substances by application Substances 0.000 description 12
- 239000005020 polyethylene terephthalate Substances 0.000 description 12
- 229920000139 polyethylene terephthalate Polymers 0.000 description 12
- 239000004480 active ingredient Substances 0.000 description 11
- 239000000047 product Substances 0.000 description 11
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 10
- 238000000576 coating method Methods 0.000 description 10
- 230000000052 comparative effect Effects 0.000 description 10
- 238000005259 measurement Methods 0.000 description 10
- 238000001035 drying Methods 0.000 description 9
- 239000012948 isocyanate Substances 0.000 description 9
- RRHGJUQNOFWUDK-UHFFFAOYSA-N Isoprene Chemical compound CC(=C)C=C RRHGJUQNOFWUDK-UHFFFAOYSA-N 0.000 description 8
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 8
- 150000001252 acrylic acid derivatives Chemical class 0.000 description 8
- 230000000996 additive effect Effects 0.000 description 8
- 239000011248 coating agent Substances 0.000 description 8
- 229910052751 metal Inorganic materials 0.000 description 8
- 239000002184 metal Substances 0.000 description 8
- 239000010703 silicon Substances 0.000 description 8
- 229910052710 silicon Inorganic materials 0.000 description 8
- 229920000103 Expandable microsphere Polymers 0.000 description 7
- 125000001931 aliphatic group Chemical group 0.000 description 7
- 238000009826 distribution Methods 0.000 description 7
- KAKZBPTYRLMSJV-UHFFFAOYSA-N Butadiene Chemical compound C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 description 6
- 230000007423 decrease Effects 0.000 description 6
- 238000011156 evaluation Methods 0.000 description 6
- 229920005862 polyol Polymers 0.000 description 6
- 150000003077 polyols Chemical class 0.000 description 6
- 229920005992 thermoplastic resin Polymers 0.000 description 6
- 229920000178 Acrylic resin Polymers 0.000 description 5
- 239000004925 Acrylic resin Substances 0.000 description 5
- 239000004721 Polyphenylene oxide Substances 0.000 description 5
- 230000015572 biosynthetic process Effects 0.000 description 5
- 229920001971 elastomer Polymers 0.000 description 5
- ZFSLODLOARCGLH-UHFFFAOYSA-N isocyanuric acid Chemical compound OC1=NC(O)=NC(O)=N1 ZFSLODLOARCGLH-UHFFFAOYSA-N 0.000 description 5
- 239000003208 petroleum Substances 0.000 description 5
- 229920000570 polyether Polymers 0.000 description 5
- 230000000379 polymerizing effect Effects 0.000 description 5
- 238000003786 synthesis reaction Methods 0.000 description 5
- TXBCBTDQIULDIA-UHFFFAOYSA-N 2-[[3-hydroxy-2,2-bis(hydroxymethyl)propoxy]methyl]-2-(hydroxymethyl)propane-1,3-diol Chemical compound OCC(CO)(CO)COCC(CO)(CO)CO TXBCBTDQIULDIA-UHFFFAOYSA-N 0.000 description 4
- HRPVXLWXLXDGHG-UHFFFAOYSA-N Acrylamide Chemical compound NC(=O)C=C HRPVXLWXLXDGHG-UHFFFAOYSA-N 0.000 description 4
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 4
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 4
- 150000001336 alkenes Chemical class 0.000 description 4
- 229910052782 aluminium Inorganic materials 0.000 description 4
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 4
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 4
- 238000001723 curing Methods 0.000 description 4
- 239000003085 diluting agent Substances 0.000 description 4
- 238000010894 electron beam technology Methods 0.000 description 4
- 229920006351 engineering plastic Polymers 0.000 description 4
- 239000003822 epoxy resin Substances 0.000 description 4
- 239000011521 glass Substances 0.000 description 4
- 238000010030 laminating Methods 0.000 description 4
- PNJWIWWMYCMZRO-UHFFFAOYSA-N pent‐4‐en‐2‐one Natural products CC(=O)CC=C PNJWIWWMYCMZRO-UHFFFAOYSA-N 0.000 description 4
- 229920000647 polyepoxide Polymers 0.000 description 4
- 229920001721 polyimide Polymers 0.000 description 4
- KCTAWXVAICEBSD-UHFFFAOYSA-N prop-2-enoyloxy prop-2-eneperoxoate Chemical compound C=CC(=O)OOOC(=O)C=C KCTAWXVAICEBSD-UHFFFAOYSA-N 0.000 description 4
- 239000005060 rubber Substances 0.000 description 4
- PSGCQDPCAWOCSH-UHFFFAOYSA-N (4,7,7-trimethyl-3-bicyclo[2.2.1]heptanyl) prop-2-enoate Chemical compound C1CC2(C)C(OC(=O)C=C)CC1C2(C)C PSGCQDPCAWOCSH-UHFFFAOYSA-N 0.000 description 3
- GOXQRTZXKQZDDN-UHFFFAOYSA-N 2-Ethylhexyl acrylate Chemical compound CCCCC(CC)COC(=O)C=C GOXQRTZXKQZDDN-UHFFFAOYSA-N 0.000 description 3
- OMIGHNLMNHATMP-UHFFFAOYSA-N 2-hydroxyethyl prop-2-enoate Chemical compound OCCOC(=O)C=C OMIGHNLMNHATMP-UHFFFAOYSA-N 0.000 description 3
- 125000003903 2-propenyl group Chemical group [H]C([*])([H])C([H])=C([H])[H] 0.000 description 3
- NDWUBGAGUCISDV-UHFFFAOYSA-N 4-hydroxybutyl prop-2-enoate Chemical compound OCCCCOC(=O)C=C NDWUBGAGUCISDV-UHFFFAOYSA-N 0.000 description 3
- 239000005977 Ethylene Substances 0.000 description 3
- 239000005057 Hexamethylene diisocyanate Substances 0.000 description 3
- IMNFDUFMRHMDMM-UHFFFAOYSA-N N-Heptane Chemical compound CCCCCCC IMNFDUFMRHMDMM-UHFFFAOYSA-N 0.000 description 3
- 239000004696 Poly ether ether ketone Substances 0.000 description 3
- 239000004734 Polyphenylene sulfide Substances 0.000 description 3
- 239000004793 Polystyrene Substances 0.000 description 3
- 125000002029 aromatic hydrocarbon group Chemical group 0.000 description 3
- 239000007795 chemical reaction product Substances 0.000 description 3
- 238000011109 contamination Methods 0.000 description 3
- 229920001577 copolymer Polymers 0.000 description 3
- 230000001186 cumulative effect Effects 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- 125000000113 cyclohexyl group Chemical group [H]C1([H])C([H])([H])C([H])([H])C([H])(*)C([H])([H])C1([H])[H] 0.000 description 3
- AFABGHUZZDYHJO-UHFFFAOYSA-N dimethyl butane Natural products CCCC(C)C AFABGHUZZDYHJO-UHFFFAOYSA-N 0.000 description 3
- 238000006073 displacement reaction Methods 0.000 description 3
- 239000004088 foaming agent Substances 0.000 description 3
- RRAMGCGOFNQTLD-UHFFFAOYSA-N hexamethylene diisocyanate Chemical compound O=C=NCCCCCCN=C=O RRAMGCGOFNQTLD-UHFFFAOYSA-N 0.000 description 3
- 239000004615 ingredient Substances 0.000 description 3
- 150000002513 isocyanates Chemical class 0.000 description 3
- OFBQJSOFQDEBGM-UHFFFAOYSA-N n-pentane Natural products CCCCC OFBQJSOFQDEBGM-UHFFFAOYSA-N 0.000 description 3
- WXZMFSXDPGVJKK-UHFFFAOYSA-N pentaerythritol Chemical compound OCC(CO)(CO)CO WXZMFSXDPGVJKK-UHFFFAOYSA-N 0.000 description 3
- 230000000704 physical effect Effects 0.000 description 3
- 229920003207 poly(ethylene-2,6-naphthalate) Polymers 0.000 description 3
- 229920001281 polyalkylene Polymers 0.000 description 3
- 229920000728 polyester Polymers 0.000 description 3
- 229920001225 polyester resin Polymers 0.000 description 3
- 229920002530 polyetherether ketone Polymers 0.000 description 3
- 239000011112 polyethylene naphthalate Substances 0.000 description 3
- 239000005056 polyisocyanate Substances 0.000 description 3
- 229920001228 polyisocyanate Polymers 0.000 description 3
- 229920000069 polyphenylene sulfide Polymers 0.000 description 3
- 229920001451 polypropylene glycol Polymers 0.000 description 3
- 229920001296 polysiloxane Polymers 0.000 description 3
- 229920002223 polystyrene Polymers 0.000 description 3
- 230000008707 rearrangement Effects 0.000 description 3
- 229910052594 sapphire Inorganic materials 0.000 description 3
- 239000010980 sapphire Substances 0.000 description 3
- DTGKSKDOIYIVQL-WEDXCCLWSA-N (+)-borneol Chemical group C1C[C@@]2(C)[C@@H](O)C[C@@H]1C2(C)C DTGKSKDOIYIVQL-WEDXCCLWSA-N 0.000 description 2
- QASBHTCRFDZQAM-UHFFFAOYSA-N (2-isocyanato-2-methyl-3-prop-2-enoyloxypropyl) prop-2-enoate Chemical compound C=CC(=O)OCC(C)(COC(=O)C=C)N=C=O QASBHTCRFDZQAM-UHFFFAOYSA-N 0.000 description 2
- 239000012956 1-hydroxycyclohexylphenyl-ketone Substances 0.000 description 2
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 2
- NIXOWILDQLNWCW-UHFFFAOYSA-N 2-Propenoic acid Natural products OC(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 2
- NJWGQARXZDRHCD-UHFFFAOYSA-N 2-methylanthraquinone Chemical compound C1=CC=C2C(=O)C3=CC(C)=CC=C3C(=O)C2=C1 NJWGQARXZDRHCD-UHFFFAOYSA-N 0.000 description 2
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 2
- KWOLFJPFCHCOCG-UHFFFAOYSA-N Acetophenone Chemical compound CC(=O)C1=CC=CC=C1 KWOLFJPFCHCOCG-UHFFFAOYSA-N 0.000 description 2
- RTZKZFJDLAIYFH-UHFFFAOYSA-N Diethyl ether Chemical compound CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 2
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 2
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 2
- 238000004566 IR spectroscopy Methods 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- 239000002202 Polyethylene glycol Substances 0.000 description 2
- 239000004642 Polyimide Substances 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- 239000004372 Polyvinyl alcohol Substances 0.000 description 2
- 229920001328 Polyvinylidene chloride Polymers 0.000 description 2
- ATUOYWHBWRKTHZ-UHFFFAOYSA-N Propane Chemical compound CCC ATUOYWHBWRKTHZ-UHFFFAOYSA-N 0.000 description 2
- 239000007983 Tris buffer Substances 0.000 description 2
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 2
- 230000009471 action Effects 0.000 description 2
- 125000000217 alkyl group Chemical group 0.000 description 2
- 239000003963 antioxidant agent Substances 0.000 description 2
- 238000010560 atom transfer radical polymerization reaction Methods 0.000 description 2
- ISAOCJYIOMOJEB-UHFFFAOYSA-N benzoin Chemical compound C=1C=CC=CC=1C(O)C(=O)C1=CC=CC=C1 ISAOCJYIOMOJEB-UHFFFAOYSA-N 0.000 description 2
- 125000001797 benzyl group Chemical group [H]C1=C([H])C([H])=C(C([H])=C1[H])C([H])([H])* 0.000 description 2
- 230000001588 bifunctional effect Effects 0.000 description 2
- MQDJYUACMFCOFT-UHFFFAOYSA-N bis[2-(1-hydroxycyclohexyl)phenyl]methanone Chemical compound C=1C=CC=C(C(=O)C=2C(=CC=CC=2)C2(O)CCCCC2)C=1C1(O)CCCCC1 MQDJYUACMFCOFT-UHFFFAOYSA-N 0.000 description 2
- WERYXYBDKMZEQL-UHFFFAOYSA-N butane-1,4-diol Chemical compound OCCCCO WERYXYBDKMZEQL-UHFFFAOYSA-N 0.000 description 2
- 239000011203 carbon fibre reinforced carbon Substances 0.000 description 2
- 150000001732 carboxylic acid derivatives Chemical class 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- XBDQKXXYIPTUBI-UHFFFAOYSA-N dimethylselenoniopropionate Natural products CCC(O)=O XBDQKXXYIPTUBI-UHFFFAOYSA-N 0.000 description 2
- 125000001495 ethyl group Chemical group [H]C([H])([H])C([H])([H])* 0.000 description 2
- 239000011737 fluorine Substances 0.000 description 2
- 229910052731 fluorine Inorganic materials 0.000 description 2
- 238000005227 gel permeation chromatography Methods 0.000 description 2
- 150000002430 hydrocarbons Chemical group 0.000 description 2
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 2
- 125000002768 hydroxyalkyl group Chemical group 0.000 description 2
- 238000002329 infrared spectrum Methods 0.000 description 2
- NNPPMTNAJDCUHE-UHFFFAOYSA-N isobutane Chemical compound CC(C)C NNPPMTNAJDCUHE-UHFFFAOYSA-N 0.000 description 2
- IQPQWNKOIGAROB-UHFFFAOYSA-N isocyanate group Chemical group [N-]=C=O IQPQWNKOIGAROB-UHFFFAOYSA-N 0.000 description 2
- QWTDNUCVQCZILF-UHFFFAOYSA-N isopentane Chemical compound CCC(C)C QWTDNUCVQCZILF-UHFFFAOYSA-N 0.000 description 2
- 238000003475 lamination Methods 0.000 description 2
- 238000000691 measurement method Methods 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- 150000002739 metals Chemical class 0.000 description 2
- FQPSGWSUVKBHSU-UHFFFAOYSA-N methacrylamide Chemical compound CC(=C)C(N)=O FQPSGWSUVKBHSU-UHFFFAOYSA-N 0.000 description 2
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- VLKZOEOYAKHREP-UHFFFAOYSA-N n-Hexane Chemical compound CCCCCC VLKZOEOYAKHREP-UHFFFAOYSA-N 0.000 description 2
- CRSOQBOWXPBRES-UHFFFAOYSA-N neopentane Chemical compound CC(C)(C)C CRSOQBOWXPBRES-UHFFFAOYSA-N 0.000 description 2
- SLCVBVWXLSEKPL-UHFFFAOYSA-N neopentyl glycol Chemical compound OCC(C)(C)CO SLCVBVWXLSEKPL-UHFFFAOYSA-N 0.000 description 2
- TVMXDCGIABBOFY-UHFFFAOYSA-N octane Chemical compound CCCCCCCC TVMXDCGIABBOFY-UHFFFAOYSA-N 0.000 description 2
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 2
- 230000003647 oxidation Effects 0.000 description 2
- 238000007254 oxidation reaction Methods 0.000 description 2
- 125000001997 phenyl group Chemical group [H]C1=C([H])C([H])=C(*)C([H])=C1[H] 0.000 description 2
- 239000002985 plastic film Substances 0.000 description 2
- 229920006255 plastic film Polymers 0.000 description 2
- 229920002492 poly(sulfone) Polymers 0.000 description 2
- 229920001707 polybutylene terephthalate Polymers 0.000 description 2
- 239000004417 polycarbonate Substances 0.000 description 2
- 229920000515 polycarbonate Polymers 0.000 description 2
- 229920005906 polyester polyol Polymers 0.000 description 2
- 239000004645 polyester resin Substances 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920001223 polyethylene glycol Polymers 0.000 description 2
- 239000009719 polyimide resin Substances 0.000 description 2
- 229920005672 polyolefin resin Polymers 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 239000004814 polyurethane Substances 0.000 description 2
- 229920002635 polyurethane Polymers 0.000 description 2
- 229920002451 polyvinyl alcohol Polymers 0.000 description 2
- 239000005033 polyvinylidene chloride Substances 0.000 description 2
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 2
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 description 2
- 125000000467 secondary amino group Chemical group [H]N([*:1])[*:2] 0.000 description 2
- 238000005979 thermal decomposition reaction Methods 0.000 description 2
- 125000003396 thiol group Chemical group [H]S* 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- RLUFBDIRFJGKLY-UHFFFAOYSA-N (2,3-dichlorophenyl)-phenylmethanone Chemical compound ClC1=CC=CC(C(=O)C=2C=CC=CC=2)=C1Cl RLUFBDIRFJGKLY-UHFFFAOYSA-N 0.000 description 1
- PMJHHCWVYXUKFD-SNAWJCMRSA-N (E)-1,3-pentadiene Chemical compound C\C=C\C=C PMJHHCWVYXUKFD-SNAWJCMRSA-N 0.000 description 1
- XKSUVRWJZCEYQQ-UHFFFAOYSA-N 1,1-dimethoxyethylbenzene Chemical compound COC(C)(OC)C1=CC=CC=C1 XKSUVRWJZCEYQQ-UHFFFAOYSA-N 0.000 description 1
- FKTHNVSLHLHISI-UHFFFAOYSA-N 1,2-bis(isocyanatomethyl)benzene Chemical compound O=C=NCC1=CC=CC=C1CN=C=O FKTHNVSLHLHISI-UHFFFAOYSA-N 0.000 description 1
- MSAHTMIQULFMRG-UHFFFAOYSA-N 1,2-diphenyl-2-propan-2-yloxyethanone Chemical compound C=1C=CC=CC=1C(OC(C)C)C(=O)C1=CC=CC=C1 MSAHTMIQULFMRG-UHFFFAOYSA-N 0.000 description 1
- IKYNWXNXXHWHLL-UHFFFAOYSA-N 1,3-diisocyanatopropane Chemical compound O=C=NCCCN=C=O IKYNWXNXXHWHLL-UHFFFAOYSA-N 0.000 description 1
- DKEGCUDAFWNSSO-UHFFFAOYSA-N 1,8-dibromooctane Chemical compound BrCCCCCCCCBr DKEGCUDAFWNSSO-UHFFFAOYSA-N 0.000 description 1
- VXNZUUAINFGPBY-UHFFFAOYSA-N 1-Butene Chemical compound CCC=C VXNZUUAINFGPBY-UHFFFAOYSA-N 0.000 description 1
- YBYIRNPNPLQARY-UHFFFAOYSA-N 1H-indene Chemical compound C1=CC=C2CC=CC2=C1 YBYIRNPNPLQARY-UHFFFAOYSA-N 0.000 description 1
- GIMQKKFOOYOQGB-UHFFFAOYSA-N 2,2-diethoxy-1,2-diphenylethanone Chemical compound C=1C=CC=CC=1C(OCC)(OCC)C(=O)C1=CC=CC=C1 GIMQKKFOOYOQGB-UHFFFAOYSA-N 0.000 description 1
- KWVGIHKZDCUPEU-UHFFFAOYSA-N 2,2-dimethoxy-2-phenylacetophenone Chemical compound C=1C=CC=CC=1C(OC)(OC)C(=O)C1=CC=CC=C1 KWVGIHKZDCUPEU-UHFFFAOYSA-N 0.000 description 1
- YRTNMMLRBJMGJJ-UHFFFAOYSA-N 2,2-dimethylpropane-1,3-diol;hexanedioic acid Chemical compound OCC(C)(C)CO.OC(=O)CCCCC(O)=O YRTNMMLRBJMGJJ-UHFFFAOYSA-N 0.000 description 1
- BTJPUDCSZVCXFQ-UHFFFAOYSA-N 2,4-diethylthioxanthen-9-one Chemical compound C1=CC=C2C(=O)C3=CC(CC)=CC(CC)=C3SC2=C1 BTJPUDCSZVCXFQ-UHFFFAOYSA-N 0.000 description 1
- LCHAFMWSFCONOO-UHFFFAOYSA-N 2,4-dimethylthioxanthen-9-one Chemical compound C1=CC=C2C(=O)C3=CC(C)=CC(C)=C3SC2=C1 LCHAFMWSFCONOO-UHFFFAOYSA-N 0.000 description 1
- JAHNSTQSQJOJLO-UHFFFAOYSA-N 2-(3-fluorophenyl)-1h-imidazole Chemical compound FC1=CC=CC(C=2NC=CN=2)=C1 JAHNSTQSQJOJLO-UHFFFAOYSA-N 0.000 description 1
- OEPOKWHJYJXUGD-UHFFFAOYSA-N 2-(3-phenylmethoxyphenyl)-1,3-thiazole-4-carbaldehyde Chemical compound O=CC1=CSC(C=2C=C(OCC=3C=CC=CC=3)C=CC=2)=N1 OEPOKWHJYJXUGD-UHFFFAOYSA-N 0.000 description 1
- UMLWXYJZDNNBTD-UHFFFAOYSA-N 2-(dimethylamino)-1-phenylethanone Chemical compound CN(C)CC(=O)C1=CC=CC=C1 UMLWXYJZDNNBTD-UHFFFAOYSA-N 0.000 description 1
- XOGPDSATLSAZEK-UHFFFAOYSA-N 2-Aminoanthraquinone Chemical compound C1=CC=C2C(=O)C3=CC(N)=CC=C3C(=O)C2=C1 XOGPDSATLSAZEK-UHFFFAOYSA-N 0.000 description 1
- DZZAHLOABNWIFA-UHFFFAOYSA-N 2-butoxy-1,2-diphenylethanone Chemical compound C=1C=CC=CC=1C(OCCCC)C(=O)C1=CC=CC=C1 DZZAHLOABNWIFA-UHFFFAOYSA-N 0.000 description 1
- ZCDADJXRUCOCJE-UHFFFAOYSA-N 2-chlorothioxanthen-9-one Chemical compound C1=CC=C2C(=O)C3=CC(Cl)=CC=C3SC2=C1 ZCDADJXRUCOCJE-UHFFFAOYSA-N 0.000 description 1
- KMNCBSZOIQAUFX-UHFFFAOYSA-N 2-ethoxy-1,2-diphenylethanone Chemical compound C=1C=CC=CC=1C(OCC)C(=O)C1=CC=CC=C1 KMNCBSZOIQAUFX-UHFFFAOYSA-N 0.000 description 1
- SJEBAWHUJDUKQK-UHFFFAOYSA-N 2-ethylanthraquinone Chemical compound C1=CC=C2C(=O)C3=CC(CC)=CC=C3C(=O)C2=C1 SJEBAWHUJDUKQK-UHFFFAOYSA-N 0.000 description 1
- YJQMXVDKXSQCDI-UHFFFAOYSA-N 2-ethylthioxanthen-9-one Chemical compound C1=CC=C2C(=O)C3=CC(CC)=CC=C3SC2=C1 YJQMXVDKXSQCDI-UHFFFAOYSA-N 0.000 description 1
- XMLYCEVDHLAQEL-UHFFFAOYSA-N 2-hydroxy-2-methyl-1-phenylpropan-1-one Chemical compound CC(C)(O)C(=O)C1=CC=CC=C1 XMLYCEVDHLAQEL-UHFFFAOYSA-N 0.000 description 1
- 125000000954 2-hydroxyethyl group Chemical group [H]C([*])([H])C([H])([H])O[H] 0.000 description 1
- BQZJOQXSCSZQPS-UHFFFAOYSA-N 2-methoxy-1,2-diphenylethanone Chemical compound C=1C=CC=CC=1C(OC)C(=O)C1=CC=CC=C1 BQZJOQXSCSZQPS-UHFFFAOYSA-N 0.000 description 1
- LWRBVKNFOYUCNP-UHFFFAOYSA-N 2-methyl-1-(4-methylsulfanylphenyl)-2-morpholin-4-ylpropan-1-one Chemical compound C1=CC(SC)=CC=C1C(=O)C(C)(C)N1CCOCC1 LWRBVKNFOYUCNP-UHFFFAOYSA-N 0.000 description 1
- MYISVPVWAQRUTL-UHFFFAOYSA-N 2-methylthioxanthen-9-one Chemical compound C1=CC=C2C(=O)C3=CC(C)=CC=C3SC2=C1 MYISVPVWAQRUTL-UHFFFAOYSA-N 0.000 description 1
- WSQZNZLOZXSBHA-UHFFFAOYSA-N 3,8-dioxabicyclo[8.2.2]tetradeca-1(12),10,13-triene-2,9-dione Chemical compound O=C1OCCCCOC(=O)C2=CC=C1C=C2 WSQZNZLOZXSBHA-UHFFFAOYSA-N 0.000 description 1
- QOXOZONBQWIKDA-UHFFFAOYSA-N 3-hydroxypropyl Chemical group [CH2]CCO QOXOZONBQWIKDA-UHFFFAOYSA-N 0.000 description 1
- JLBJTVDPSNHSKJ-UHFFFAOYSA-N 4-Methylstyrene Chemical compound CC1=CC=C(C=C)C=C1 JLBJTVDPSNHSKJ-UHFFFAOYSA-N 0.000 description 1
- SXIFAEWFOJETOA-UHFFFAOYSA-N 4-hydroxy-butyl Chemical group [CH2]CCCO SXIFAEWFOJETOA-UHFFFAOYSA-N 0.000 description 1
- WSMQKESQZFQMFW-UHFFFAOYSA-N 5-methyl-pyrazole-3-carboxylic acid Chemical compound CC1=CC(C(O)=O)=NN1 WSMQKESQZFQMFW-UHFFFAOYSA-N 0.000 description 1
- RSWGJHLUYNHPMX-UHFFFAOYSA-N Abietic-Saeure Natural products C12CCC(C(C)C)=CC2=CCC2C1(C)CCCC2(C)C(O)=O RSWGJHLUYNHPMX-UHFFFAOYSA-N 0.000 description 1
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 1
- JBRZTFJDHDCESZ-UHFFFAOYSA-N AsGa Chemical compound [As]#[Ga] JBRZTFJDHDCESZ-UHFFFAOYSA-N 0.000 description 1
- NOWKCMXCCJGMRR-UHFFFAOYSA-N Aziridine Chemical compound C1CN1 NOWKCMXCCJGMRR-UHFFFAOYSA-N 0.000 description 1
- 229930185605 Bisphenol Natural products 0.000 description 1
- 229920002284 Cellulose triacetate Polymers 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- PMPVIKIVABFJJI-UHFFFAOYSA-N Cyclobutane Chemical compound C1CCC1 PMPVIKIVABFJJI-UHFFFAOYSA-N 0.000 description 1
- LVZWSLJZHVFIQJ-UHFFFAOYSA-N Cyclopropane Chemical compound C1CC1 LVZWSLJZHVFIQJ-UHFFFAOYSA-N 0.000 description 1
- FBPFZTCFMRRESA-FSIIMWSLSA-N D-Glucitol Natural products OC[C@H](O)[C@H](O)[C@@H](O)[C@H](O)CO FBPFZTCFMRRESA-FSIIMWSLSA-N 0.000 description 1
- FBPFZTCFMRRESA-JGWLITMVSA-N D-glucitol Chemical compound OC[C@H](O)[C@@H](O)[C@H](O)[C@H](O)CO FBPFZTCFMRRESA-JGWLITMVSA-N 0.000 description 1
- SJIXRGNQPBQWMK-UHFFFAOYSA-N DEAEMA Natural products CCN(CC)CCOC(=O)C(C)=C SJIXRGNQPBQWMK-UHFFFAOYSA-N 0.000 description 1
- RPNUMPOLZDHAAY-UHFFFAOYSA-N Diethylenetriamine Chemical compound NCCNCCN RPNUMPOLZDHAAY-UHFFFAOYSA-N 0.000 description 1
- YFPJFKYCVYXDJK-UHFFFAOYSA-N Diphenylphosphine oxide Chemical compound C=1C=CC=CC=1[P+](=O)C1=CC=CC=C1 YFPJFKYCVYXDJK-UHFFFAOYSA-N 0.000 description 1
- SNRUBQQJIBEYMU-UHFFFAOYSA-N Dodecane Natural products CCCCCCCCCCCC SNRUBQQJIBEYMU-UHFFFAOYSA-N 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 1
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 1
- 229920000219 Ethylene vinyl alcohol Polymers 0.000 description 1
- PIICEJLVQHRZGT-UHFFFAOYSA-N Ethylenediamine Chemical compound NCCN PIICEJLVQHRZGT-UHFFFAOYSA-N 0.000 description 1
- 229910002601 GaN Inorganic materials 0.000 description 1
- 229910001218 Gallium arsenide Inorganic materials 0.000 description 1
- JMASRVWKEDWRBT-UHFFFAOYSA-N Gallium nitride Chemical compound [Ga]#N JMASRVWKEDWRBT-UHFFFAOYSA-N 0.000 description 1
- GPXJNWSHGFTCBW-UHFFFAOYSA-N Indium phosphide Chemical compound [In]#P GPXJNWSHGFTCBW-UHFFFAOYSA-N 0.000 description 1
- VQTUBCCKSQIDNK-UHFFFAOYSA-N Isobutene Chemical group CC(C)=C VQTUBCCKSQIDNK-UHFFFAOYSA-N 0.000 description 1
- 239000005058 Isophorone diisocyanate Substances 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-M Methacrylate Chemical compound CC(=C)C([O-])=O CERQOIWHTDAKMF-UHFFFAOYSA-M 0.000 description 1
- GYCMBHHDWRMZGG-UHFFFAOYSA-N Methylacrylonitrile Chemical compound CC(=C)C#N GYCMBHHDWRMZGG-UHFFFAOYSA-N 0.000 description 1
- 229920001730 Moisture cure polyurethane Polymers 0.000 description 1
- CNCOEDDPFOAUMB-UHFFFAOYSA-N N-Methylolacrylamide Chemical compound OCNC(=O)C=C CNCOEDDPFOAUMB-UHFFFAOYSA-N 0.000 description 1
- WHNWPMSKXPGLAX-UHFFFAOYSA-N N-Vinyl-2-pyrrolidone Chemical compound C=CN1CCCC1=O WHNWPMSKXPGLAX-UHFFFAOYSA-N 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- CBENFWSGALASAD-UHFFFAOYSA-N Ozone Chemical compound [O-][O+]=O CBENFWSGALASAD-UHFFFAOYSA-N 0.000 description 1
- CXOFVDLJLONNDW-UHFFFAOYSA-N Phenytoin Chemical group N1C(=O)NC(=O)C1(C=1C=CC=CC=1)C1=CC=CC=C1 CXOFVDLJLONNDW-UHFFFAOYSA-N 0.000 description 1
- 229920012266 Poly(ether sulfone) PES Polymers 0.000 description 1
- 239000004962 Polyamide-imide Substances 0.000 description 1
- 239000005062 Polybutadiene Substances 0.000 description 1
- 239000004695 Polyether sulfone Substances 0.000 description 1
- 239000004697 Polyetherimide Substances 0.000 description 1
- 229920002367 Polyisobutene Polymers 0.000 description 1
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 1
- KHPCPRHQVVSZAH-HUOMCSJISA-N Rosin Natural products O(C/C=C/c1ccccc1)[C@H]1[C@H](O)[C@@H](O)[C@@H](O)[C@@H](CO)O1 KHPCPRHQVVSZAH-HUOMCSJISA-N 0.000 description 1
- 239000006087 Silane Coupling Agent Substances 0.000 description 1
- 229920002125 Sokalan® Polymers 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 235000000126 Styrax benzoin Nutrition 0.000 description 1
- 244000028419 Styrax benzoin Species 0.000 description 1
- CZMRCDWAGMRECN-UGDNZRGBSA-N Sucrose Chemical compound O[C@H]1[C@H](O)[C@@H](CO)O[C@@]1(CO)O[C@@H]1[C@H](O)[C@@H](O)[C@H](O)[C@@H](CO)O1 CZMRCDWAGMRECN-UGDNZRGBSA-N 0.000 description 1
- 229930006000 Sucrose Natural products 0.000 description 1
- 235000008411 Sumatra benzointree Nutrition 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- GSEJCLTVZPLZKY-UHFFFAOYSA-N Triethanolamine Chemical compound OCCN(CCO)CCO GSEJCLTVZPLZKY-UHFFFAOYSA-N 0.000 description 1
- ZJCCRDAZUWHFQH-UHFFFAOYSA-N Trimethylolpropane Chemical compound CCC(CO)(CO)CO ZJCCRDAZUWHFQH-UHFFFAOYSA-N 0.000 description 1
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 1
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 1
- NNLVGZFZQQXQNW-ADJNRHBOSA-N [(2r,3r,4s,5r,6s)-4,5-diacetyloxy-3-[(2s,3r,4s,5r,6r)-3,4,5-triacetyloxy-6-(acetyloxymethyl)oxan-2-yl]oxy-6-[(2r,3r,4s,5r,6s)-4,5,6-triacetyloxy-2-(acetyloxymethyl)oxan-3-yl]oxyoxan-2-yl]methyl acetate Chemical compound O([C@@H]1O[C@@H]([C@H]([C@H](OC(C)=O)[C@H]1OC(C)=O)O[C@H]1[C@@H]([C@@H](OC(C)=O)[C@H](OC(C)=O)[C@@H](COC(C)=O)O1)OC(C)=O)COC(=O)C)[C@@H]1[C@@H](COC(C)=O)O[C@@H](OC(C)=O)[C@H](OC(C)=O)[C@H]1OC(C)=O NNLVGZFZQQXQNW-ADJNRHBOSA-N 0.000 description 1
- KXBFLNPZHXDQLV-UHFFFAOYSA-N [cyclohexyl(diisocyanato)methyl]cyclohexane Chemical compound C1CCCCC1C(N=C=O)(N=C=O)C1CCCCC1 KXBFLNPZHXDQLV-UHFFFAOYSA-N 0.000 description 1
- XQBCVRSTVUHIGH-UHFFFAOYSA-L [dodecanoyloxy(dioctyl)stannyl] dodecanoate Chemical compound CCCCCCCCCCCC(=O)O[Sn](CCCCCCCC)(CCCCCCCC)OC(=O)CCCCCCCCCCC XQBCVRSTVUHIGH-UHFFFAOYSA-L 0.000 description 1
- 239000006096 absorbing agent Substances 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 238000010306 acid treatment Methods 0.000 description 1
- 150000003926 acrylamides Chemical class 0.000 description 1
- XECAHXYUAAWDEL-UHFFFAOYSA-N acrylonitrile butadiene styrene Chemical compound C=CC=C.C=CC#N.C=CC1=CC=CC=C1 XECAHXYUAAWDEL-UHFFFAOYSA-N 0.000 description 1
- 239000004676 acrylonitrile butadiene styrene Substances 0.000 description 1
- 229920000180 alkyd Polymers 0.000 description 1
- 125000002947 alkylene group Chemical group 0.000 description 1
- 150000001408 amides Chemical class 0.000 description 1
- 230000003078 antioxidant effect Effects 0.000 description 1
- 239000002216 antistatic agent Substances 0.000 description 1
- 239000012298 atmosphere Substances 0.000 description 1
- 238000007611 bar coating method Methods 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 229960002130 benzoin Drugs 0.000 description 1
- RWCCWEUUXYIKHB-UHFFFAOYSA-N benzophenone Chemical compound C=1C=CC=CC=1C(=O)C1=CC=CC=C1 RWCCWEUUXYIKHB-UHFFFAOYSA-N 0.000 description 1
- 239000012965 benzophenone Substances 0.000 description 1
- 235000010290 biphenyl Nutrition 0.000 description 1
- 239000004305 biphenyl Substances 0.000 description 1
- QDVNNDYBCWZVTI-UHFFFAOYSA-N bis[4-(ethylamino)phenyl]methanone Chemical compound C1=CC(NCC)=CC=C1C(=O)C1=CC=C(NCC)C=C1 QDVNNDYBCWZVTI-UHFFFAOYSA-N 0.000 description 1
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 1
- 229920001400 block copolymer Polymers 0.000 description 1
- 239000002981 blocking agent Substances 0.000 description 1
- 238000009835 boiling Methods 0.000 description 1
- 239000004566 building material Substances 0.000 description 1
- 239000001273 butane Substances 0.000 description 1
- IAQRGUVFOMOMEM-UHFFFAOYSA-N butene Natural products CC=CC IAQRGUVFOMOMEM-UHFFFAOYSA-N 0.000 description 1
- 125000000484 butyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 125000004432 carbon atom Chemical group C* 0.000 description 1
- 150000001244 carboxylic acid anhydrides Chemical class 0.000 description 1
- 150000001735 carboxylic acids Chemical class 0.000 description 1
- 239000003054 catalyst Substances 0.000 description 1
- 239000013522 chelant Substances 0.000 description 1
- YACLQRRMGMJLJV-UHFFFAOYSA-N chloroprene Chemical compound ClC(=C)C=C YACLQRRMGMJLJV-UHFFFAOYSA-N 0.000 description 1
- KRVSOGSZCMJSLX-UHFFFAOYSA-L chromic acid Substances O[Cr](O)(=O)=O KRVSOGSZCMJSLX-UHFFFAOYSA-L 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- HNEGQIOMVPPMNR-IHWYPQMZSA-N citraconic acid Chemical compound OC(=O)C(/C)=C\C(O)=O HNEGQIOMVPPMNR-IHWYPQMZSA-N 0.000 description 1
- 229940018557 citraconic acid Drugs 0.000 description 1
- 238000004581 coalescence Methods 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000013329 compounding Methods 0.000 description 1
- 238000009833 condensation Methods 0.000 description 1
- 230000005494 condensation Effects 0.000 description 1
- 238000003851 corona treatment Methods 0.000 description 1
- 238000004132 cross linking Methods 0.000 description 1
- LDHQCZJRKDOVOX-NSCUHMNNSA-N crotonic acid Chemical compound C\C=C\C(O)=O LDHQCZJRKDOVOX-NSCUHMNNSA-N 0.000 description 1
- 125000001511 cyclopentyl group Chemical group [H]C1([H])C([H])([H])C([H])([H])C([H])(*)C1([H])[H] 0.000 description 1
- 125000002704 decyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 150000001993 dienes Chemical class 0.000 description 1
- 229940105990 diglycerin Drugs 0.000 description 1
- GPLRAVKSCUXZTP-UHFFFAOYSA-N diglycerol Chemical compound OCC(O)COCC(O)CO GPLRAVKSCUXZTP-UHFFFAOYSA-N 0.000 description 1
- 238000007865 diluting Methods 0.000 description 1
- 208000028659 discharge Diseases 0.000 description 1
- 238000004090 dissolution Methods 0.000 description 1
- 125000003438 dodecyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- BXKDSDJJOVIHMX-UHFFFAOYSA-N edrophonium chloride Chemical compound [Cl-].CC[N+](C)(C)C1=CC=CC(O)=C1 BXKDSDJJOVIHMX-UHFFFAOYSA-N 0.000 description 1
- 239000000806 elastomer Substances 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- CVDUUPMTIHXQKC-UHFFFAOYSA-N ethene 1,3,5-triazinane-2,4,6-trione Chemical group C=C.O=C1NC(=O)NC(=O)N1 CVDUUPMTIHXQKC-UHFFFAOYSA-N 0.000 description 1
- UIWXSTHGICQLQT-UHFFFAOYSA-N ethenyl propanoate Chemical compound CCC(=O)OC=C UIWXSTHGICQLQT-UHFFFAOYSA-N 0.000 description 1
- IIQWTZQWBGDRQG-UHFFFAOYSA-N ethyl 2-methylprop-2-enoate;isocyanic acid Chemical compound N=C=O.CCOC(=O)C(C)=C IIQWTZQWBGDRQG-UHFFFAOYSA-N 0.000 description 1
- 239000005038 ethylene vinyl acetate Substances 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 238000013467 fragmentation Methods 0.000 description 1
- 238000006062 fragmentation reaction Methods 0.000 description 1
- AWJWCTOOIBYHON-UHFFFAOYSA-N furo[3,4-b]pyrazine-5,7-dione Chemical compound C1=CN=C2C(=O)OC(=O)C2=N1 AWJWCTOOIBYHON-UHFFFAOYSA-N 0.000 description 1
- 235000011187 glycerol Nutrition 0.000 description 1
- VOZRXNHHFUQHIL-UHFFFAOYSA-N glycidyl methacrylate Chemical compound CC(=C)C(=O)OCC1CO1 VOZRXNHHFUQHIL-UHFFFAOYSA-N 0.000 description 1
- 229920000578 graft copolymer Polymers 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 235000019382 gum benzoic Nutrition 0.000 description 1
- 238000013007 heat curing Methods 0.000 description 1
- XXMIOPMDWAUFGU-UHFFFAOYSA-N hexane-1,6-diol Chemical compound OCCCCCCO XXMIOPMDWAUFGU-UHFFFAOYSA-N 0.000 description 1
- 125000004051 hexyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 150000004678 hydrides Chemical class 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 239000003112 inhibitor Substances 0.000 description 1
- 239000011256 inorganic filler Substances 0.000 description 1
- 229910003475 inorganic filler Inorganic materials 0.000 description 1
- 229910010272 inorganic material Inorganic materials 0.000 description 1
- 239000011147 inorganic material Substances 0.000 description 1
- 239000011229 interlayer Substances 0.000 description 1
- 238000007733 ion plating Methods 0.000 description 1
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 1
- 239000001282 iso-butane Substances 0.000 description 1
- NIMLQBUJDJZYEJ-UHFFFAOYSA-N isophorone diisocyanate Chemical compound CC1(C)CC(N=C=O)CC(C)(CN=C=O)C1 NIMLQBUJDJZYEJ-UHFFFAOYSA-N 0.000 description 1
- 125000001449 isopropyl group Chemical group [H]C([H])([H])C([H])(*)C([H])([H])[H] 0.000 description 1
- 239000002655 kraft paper Substances 0.000 description 1
- 239000004611 light stabiliser Substances 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- GQYHUHYESMUTHG-UHFFFAOYSA-N lithium niobate Chemical compound [Li+].[O-][Nb](=O)=O GQYHUHYESMUTHG-UHFFFAOYSA-N 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 1
- 239000011976 maleic acid Substances 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- QSHDDOUJBYECFT-UHFFFAOYSA-N mercury Chemical compound [Hg] QSHDDOUJBYECFT-UHFFFAOYSA-N 0.000 description 1
- 229910052753 mercury Inorganic materials 0.000 description 1
- 229910001507 metal halide Inorganic materials 0.000 description 1
- 150000005309 metal halides Chemical class 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- LVHBHZANLOWSRM-UHFFFAOYSA-N methylenebutanedioic acid Natural products OC(=O)CC(=C)C(O)=O LVHBHZANLOWSRM-UHFFFAOYSA-N 0.000 description 1
- 239000004005 microsphere Substances 0.000 description 1
- 125000001421 myristyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- IJDNQMDRQITEOD-UHFFFAOYSA-N n-butane Chemical compound CCCC IJDNQMDRQITEOD-UHFFFAOYSA-N 0.000 description 1
- 125000004108 n-butyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 125000001280 n-hexyl group Chemical group C(CCCCC)* 0.000 description 1
- YPHQUSNPXDGUHL-UHFFFAOYSA-N n-methylprop-2-enamide Chemical compound CNC(=O)C=C YPHQUSNPXDGUHL-UHFFFAOYSA-N 0.000 description 1
- 125000000740 n-pentyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 125000004123 n-propyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 150000002825 nitriles Chemical class 0.000 description 1
- 229920003986 novolac Polymers 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 125000000913 palmityl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 239000011088 parchment paper Substances 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- YWAKXRMUMFPDSH-UHFFFAOYSA-N pentene Chemical compound CCCC=C YWAKXRMUMFPDSH-UHFFFAOYSA-N 0.000 description 1
- 125000001147 pentyl group Chemical group C(CCCC)* 0.000 description 1
- LYXOWKPVTCPORE-UHFFFAOYSA-N phenyl-(4-phenylphenyl)methanone Chemical compound C=1C=C(C=2C=CC=CC=2)C=CC=1C(=O)C1=CC=CC=C1 LYXOWKPVTCPORE-UHFFFAOYSA-N 0.000 description 1
- ZUOUZKKEUPVFJK-UHFFFAOYSA-N phenylbenzene Natural products C1=CC=CC=C1C1=CC=CC=C1 ZUOUZKKEUPVFJK-UHFFFAOYSA-N 0.000 description 1
- 238000005240 physical vapour deposition Methods 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- MXXWOMGUGJBKIW-YPCIICBESA-N piperine Chemical compound C=1C=C2OCOC2=CC=1/C=C/C=C/C(=O)N1CCCCC1 MXXWOMGUGJBKIW-YPCIICBESA-N 0.000 description 1
- WVWHRXVVAYXKDE-UHFFFAOYSA-N piperine Natural products O=C(C=CC=Cc1ccc2OCOc2c1)C3CCCCN3 WVWHRXVVAYXKDE-UHFFFAOYSA-N 0.000 description 1
- PMJHHCWVYXUKFD-UHFFFAOYSA-N piperylene Natural products CC=CC=C PMJHHCWVYXUKFD-UHFFFAOYSA-N 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 1
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 1
- 229920002037 poly(vinyl butyral) polymer Polymers 0.000 description 1
- 229920000058 polyacrylate Polymers 0.000 description 1
- 239000004584 polyacrylic acid Substances 0.000 description 1
- 229920002239 polyacrylonitrile Polymers 0.000 description 1
- 229920006122 polyamide resin Polymers 0.000 description 1
- 229920002312 polyamide-imide Polymers 0.000 description 1
- 229920002857 polybutadiene Polymers 0.000 description 1
- 229920001748 polybutylene Polymers 0.000 description 1
- 229920006393 polyether sulfone Polymers 0.000 description 1
- 229920001601 polyetherimide Polymers 0.000 description 1
- 229920013716 polyethylene resin Polymers 0.000 description 1
- 239000003505 polymerization initiator Substances 0.000 description 1
- 239000004926 polymethyl methacrylate Substances 0.000 description 1
- 229920000306 polymethylpentene Polymers 0.000 description 1
- 239000011116 polymethylpentene Substances 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 229920001289 polyvinyl ether Polymers 0.000 description 1
- 125000002924 primary amino group Chemical group [H]N([H])* 0.000 description 1
- HJWLCRVIBGQPNF-UHFFFAOYSA-N prop-2-enylbenzene Chemical compound C=CCC1=CC=CC=C1 HJWLCRVIBGQPNF-UHFFFAOYSA-N 0.000 description 1
- 239000001294 propane Substances 0.000 description 1
- 235000019260 propionic acid Nutrition 0.000 description 1
- 125000001436 propyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- IUVKMZGDUIUOCP-BTNSXGMBSA-N quinbolone Chemical compound O([C@H]1CC[C@H]2[C@H]3[C@@H]([C@]4(C=CC(=O)C=C4CC3)C)CC[C@@]21C)C1=CCCC1 IUVKMZGDUIUOCP-BTNSXGMBSA-N 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 229920005604 random copolymer Polymers 0.000 description 1
- 239000011342 resin composition Substances 0.000 description 1
- 238000005488 sandblasting Methods 0.000 description 1
- 125000002914 sec-butyl group Chemical group [H]C([H])([H])C([H])([H])C([H])(*)C([H])([H])[H] 0.000 description 1
- 230000035945 sensitivity Effects 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 1
- 229910010271 silicon carbide Inorganic materials 0.000 description 1
- 239000012748 slip agent Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 239000000600 sorbitol Substances 0.000 description 1
- 238000004528 spin coating Methods 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 125000004079 stearyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000003756 stirring Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 239000005720 sucrose Substances 0.000 description 1
- 150000005846 sugar alcohols Polymers 0.000 description 1
- 230000008961 swelling Effects 0.000 description 1
- 238000010345 tape casting Methods 0.000 description 1
- 150000003505 terpenes Chemical class 0.000 description 1
- 235000007586 terpenes Nutrition 0.000 description 1
- 125000000999 tert-butyl group Chemical group [H]C([H])([H])C(*)(C([H])([H])[H])C([H])([H])[H] 0.000 description 1
- 125000001302 tertiary amino group Chemical group 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- 229910052718 tin Inorganic materials 0.000 description 1
- 239000011135 tin Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- DVKJHBMWWAPEIU-UHFFFAOYSA-N toluene 2,4-diisocyanate Chemical compound CC1=CC=C(N=C=O)C=C1N=C=O DVKJHBMWWAPEIU-UHFFFAOYSA-N 0.000 description 1
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 1
- KHPCPRHQVVSZAH-UHFFFAOYSA-N trans-cinnamyl beta-D-glucopyranoside Natural products OC1C(O)C(O)C(CO)OC1OCC=CC1=CC=CC=C1 KHPCPRHQVVSZAH-UHFFFAOYSA-N 0.000 description 1
- LDHQCZJRKDOVOX-UHFFFAOYSA-N trans-crotonic acid Natural products CC=CC(O)=O LDHQCZJRKDOVOX-UHFFFAOYSA-N 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 239000006097 ultraviolet radiation absorber Substances 0.000 description 1
- 238000001771 vacuum deposition Methods 0.000 description 1
- 229920001567 vinyl ester resin Polymers 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J11/00—Features of adhesives not provided for in group C09J9/00, e.g. additives
- C09J11/02—Non-macromolecular additives
- C09J11/04—Non-macromolecular additives inorganic
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J201/00—Adhesives based on unspecified macromolecular compounds
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J5/00—Adhesive processes in general; Adhesive processes not provided for elsewhere, e.g. relating to primers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/04—Manufacture or treatment of semiconductor devices or of parts thereof the devices having potential barriers, e.g. a PN junction, depletion layer or carrier concentration layer
- H01L21/18—Manufacture or treatment of semiconductor devices or of parts thereof the devices having potential barriers, e.g. a PN junction, depletion layer or carrier concentration layer the devices having semiconductor bodies comprising elements of Group IV of the Periodic Table or AIIIBV compounds with or without impurities, e.g. doping materials
- H01L21/30—Treatment of semiconductor bodies using processes or apparatus not provided for in groups H01L21/20 - H01L21/26
- H01L21/302—Treatment of semiconductor bodies using processes or apparatus not provided for in groups H01L21/20 - H01L21/26 to change their surface-physical characteristics or shape, e.g. etching, polishing, cutting
- H01L21/304—Mechanical treatment, e.g. grinding, polishing, cutting
Definitions
- the present invention relates to an adhesive sheet, a method for producing an adhesive sheet, and a method for manufacturing a semiconductor device.
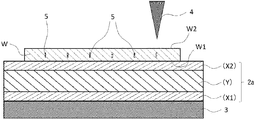
- Adhesive sheets are not only used for fixing members semi-permanently, but also for members that are subject to processing and inspection when processing or inspecting building materials, interior materials, electronic components, etc. (hereinafter, "adhesive body"). It may be used as a temporary fixing sheet for temporarily fixing). For example, in the manufacturing process of a semiconductor device, a temporary fixing sheet is used when processing a semiconductor wafer.
- a semiconductor wafer is processed into a semiconductor chip through a grinding process of reducing the thickness by grinding, an individualizing process of cutting and separating and individualizing.
- the semiconductor wafer is subjected to a predetermined process in a state of being temporarily fixed to the temporary fixing sheet.
- the semiconductor chips obtained by performing the predetermined processing are separated from the temporary fixing sheet, and then, if necessary, an expanding step of widening the distance between the semiconductor chips and a re-arrangement of a plurality of semiconductor chips having the widened distances.
- an inverting process of inverting the front and back of the semiconductor chip, etc. the semiconductor chip is mounted on the substrate.
- a temporary fixing sheet suitable for each application can be used.
- Patent Document 1 discloses a heat-release type pressure-sensitive adhesive sheet for temporary fixing at the time of cutting an electronic component, in which a heat-expandable pressure-sensitive adhesive layer containing heat-expandable microspheres is provided on at least one surface of a base material. .. According to the document, the heat-removable adhesive sheet can secure a contact area of a predetermined size with respect to the adherend when cutting an electronic component, and thus exhibits adhesiveness capable of preventing adhesive defects such as chip skipping. On the other hand, there is a description that if the heat-expandable microspheres are expanded by heating after use, the contact area with the adherend can be reduced and the microspheres can be easily peeled off.
- a step of attaching the semiconductor chip to the substrate via a thermosetting film-like adhesive called a die attach film (hereinafter, also referred to as "DAF") is performed. It has been adopted.
- the DAF is attached to one surface of the semiconductor wafer or a plurality of fragmented semiconductor chips, and is divided into the same shape as the semiconductor chip at the same time as the semiconductor wafer is fragmented or after being attached to the semiconductor chip.
- the semiconductor chip with DAF obtained by individualizing is attached (diatached) to the substrate from the DAF side, and then the semiconductor chip and the substrate are fixed by thermosetting the DAF. At this time, the DAF needs to retain the property of adhering by pressure sensitivity or heating until it is attached to the substrate.
- the heat-release type pressure-sensitive adhesive sheet disclosed in Patent Document 1 is formed by expanding a heat-expandable microsphere to form irregularities on the pressure-sensitive adhesive surface and peeling off from an adherend. Since the pressure-sensitive adhesive sheet can reduce the contact area between the pressure-sensitive adhesive layer and the semiconductor chip by forming irregularities, the pressure-sensitive adhesive sheet is more than a temporary fixing sheet that cures the pressure-sensitive adhesive layer by irradiation with energy rays to reduce the adhesive strength. It has the advantage that it can be peeled off from the adherend with a small force.
- the DAF is cured before the die attachment due to the heating when the heat-expandable microspheres are expanded, and the DAF on the substrate is cured. Adhesive strength may decrease. It is desirable to suppress the decrease in the adhesive strength of the DAF because it causes a decrease in the bonding reliability between the semiconductor chip and the substrate.
- a heat-expandable microsphere having a low expansion start temperature is used as a heat-expandable microsphere so that it can be heat-peeled at a low temperature, an adhesive sheet can be manufactured.
- a method of forming a coating film using the energy ray-polymerizable component and then irradiating the energy ray to polymerize the energy ray-polymerizable component to form a pressure-sensitive adhesive layer can be considered. Since the energy ray-polymerizable component before polymerization has a low molecular weight and the viscosity can be easily adjusted, it is not necessary to use a diluent or the like when applying the component, and the heating and drying step when forming the pressure-sensitive adhesive layer can be omitted. it can. However, when an energy ray-polymerizable component is used to form the pressure-sensitive adhesive layer, the composition of the energy ray-polymerizable component simultaneously affects both the formability and the performance of the pressure-sensitive adhesive layer. It was difficult to do.
- the present invention has been made in view of the above problems, and even when the pressure-sensitive adhesive layer is formed by an energy ray-polymerizable component, good formability of the pressure-sensitive adhesive layer can be obtained, and sufficient for temporary fixing. It is an object of the present invention to provide an adhesive sheet having excellent adhesive strength and excellent peelability at the time of heat peeling, a method for producing the adhesive sheet, and a method for producing a semiconductor device using the adhesive sheet.
- the present inventors have a substrate, a polymer of an energy ray-polymerizable component, and a pressure-sensitive adhesive layer containing heat-expandable particles, and the polymer is a monomer having an energy ray-polymerizable functional group and a monomer. It has been found that the above-mentioned problems can be solved by an adhesive sheet which is a polymer obtained by irradiating an energy ray-polymerizable component containing a prepolymer having an energy ray-polymerizable functional group with energy rays. That is, the present invention relates to the following [1] to [15].
- a pressure-sensitive adhesive sheet comprising a base material (Y) and a pressure-sensitive adhesive layer (X1) containing a polymer of an energy ray-polymerizable component and heat-expandable particles.
- An energy ray is added to a polymerizable composition in which the polymer contains a monomer (a1) having an energy ray-polymerizable functional group and a prepolymer (a2) having an energy ray-polymerizable functional group as the energy ray-polymerizable component.
- An adhesive sheet that is a polymer formed by irradiation.
- the method of forming the pressure-sensitive adhesive layer (X1) is to irradiate a polymerizable composition containing the energy ray-polymerizable component and the heat-expandable particles with energy rays to form a polymer of the energy ray-polymerizable component.
- a method for producing an adhesive sheet which comprises a step of [12]
- the object to be processed is attached to the adhesive sheet according to any one of [1] to [10] above, and the object to be processed is attached.
- the object to be processed is subjected to one or more treatments selected from grinding treatment and individualization treatment.
- a method for manufacturing a semiconductor device which comprises a step of heating the pressure-sensitive adhesive sheet to a temperature equal to or higher than the expansion start temperature (t) to expand the pressure-sensitive adhesive layer (X1) after the treatment.
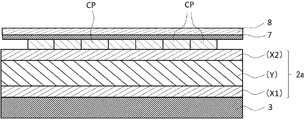
- a method for manufacturing a semiconductor device including the following steps 1A to 5A.
- Step 1A A step of attaching the object to be processed to the adhesive layer (X2) of the adhesive sheet according to the above [10], and attaching a support to the adhesive layer (X1) of the adhesive sheet.
- Step 2A The above. Step of applying one or more treatments selected from grinding treatment and individualization treatment to the work object
- Step 3A The work object to be processed is on the opposite side of the pressure-sensitive adhesive layer (X2).
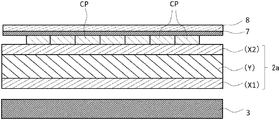
- Step of attaching a thermosetting film having thermosetting property to the surface Step 4A: The adhesive sheet is heated to 120 ° C. or higher at the expansion start temperature (t) or higher, and the adhesive layer (X1) and the support are provided.
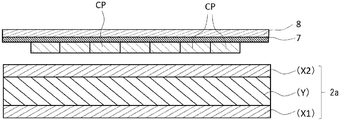
- Step 5A Step of separating the pressure-sensitive adhesive layer (X2) from the object to be processed [14] The pressure-sensitive adhesive layer (X2) is hardened by irradiating with energy rays to reduce the adhesive strength.
- Adhesive layer, The step 5A is a step of curing the pressure-sensitive adhesive layer (X2) by irradiating the pressure-sensitive adhesive layer (X2) with energy rays to separate the pressure-sensitive adhesive layer (X2) from the object to be processed.
- the method for manufacturing a semiconductor device according to [13].
- Step 1B A step of attaching the object to be processed to the pressure-sensitive adhesive layer (X1) of the pressure-sensitive adhesive sheet according to the above [10], and attaching a support to the pressure-sensitive adhesive layer (X2) of the pressure-sensitive adhesive sheet
- Step 2B Step of applying one or more treatments selected from grinding treatment and individualization treatment to the processing target
- Step 3B The processing target on the opposite side to the pressure-sensitive adhesive layer (X1) of the processed object.
- Step 4B The pressure-sensitive adhesive sheet is heated to 120 ° C. or higher at the expansion start temperature (t) or higher to form an adhesive layer (X1) and the processing target.
- the pressure-sensitive adhesive layer is formed by an energy ray-polymerizable component, good bondability of the pressure-sensitive adhesive layer can be obtained, and while having sufficient adhesive strength at the time of temporary fixing, at the time of heat peeling. It is possible to provide a pressure-sensitive adhesive sheet having excellent peelability, a method for manufacturing the pressure-sensitive adhesive sheet, and a method for manufacturing a semiconductor device using the pressure-sensitive adhesive sheet.
- the "active ingredient” refers to an ingredient contained in the target composition excluding the diluting solvent.
- Mw mass average molecular weight
- GPC gel permeation chromatography
- (meth) acrylic acid means both “acrylic acid” and “methacrylic acid”, and other similar terms are also used.
- the lower limit value and the upper limit value described stepwise with respect to a preferable numerical range can be independently combined. For example, from the description of "preferably 10 to 90, more preferably 30 to 60", the “favorable lower limit value (10)” and the “more preferable upper limit value (60)” are combined to obtain “10 to 60". You can also do it.
- the "energy beam” means an electromagnetic wave or a charged particle beam having an energy quantum, and examples thereof include ultraviolet rays, radiation, and electron beams.
- Ultraviolet rays can be irradiated by using, for example, an electrodeless lamp, a high-pressure mercury lamp, a metal halide lamp, a UV-LED, or the like as an ultraviolet source.
- the electron beam can be irradiated with an electron beam generated by an electron beam accelerator or the like.
- the term "energy ray polymerizable” means the property of polymerizing by irradiating with energy rays.
- whether the "layer” is a "non-thermally expanding layer” or a “thermally expanding layer” is determined as follows.
- the layer to be judged contains the heat-expandable particles
- the layer is heat-treated at the expansion start temperature (t) of the heat-expandable particles for 3 minutes. If the volume change rate calculated from the following formula is less than 5%, the layer is judged to be a "non-thermally expandable layer", and if it is 5% or more, the layer is a "thermally expandable layer”. Judge that there is.
- volume change rate (%) ⁇ (volume of the layer after heat treatment-volume of the layer before heat treatment) / volume of the layer before heat treatment ⁇ ⁇ 100
- the layer containing no thermally expandable particles is referred to as a "non-thermally expandable layer”.
- the "front surface” of the semiconductor wafer and the semiconductor chip refers to the surface on which the circuit is formed (hereinafter, also referred to as the “circuit surface”), and the "back surface” of the semiconductor wafer and the semiconductor chip is the circuit formed. Refers to the surface that is not.
- the pressure-sensitive adhesive sheet is a pressure-sensitive adhesive sheet having a base material (Y) and a pressure-sensitive adhesive layer (X1) containing a polymer of an energy ray-polymerizable component and heat-expandable particles.
- the coalescence irradiates a polymerizable composition containing a monomer (a1) having an energy ray-polymerizable functional group and a prepolymer (a2) having an energy ray-polymerizable functional group as the energy ray-polymerizable component with energy rays.
- It is an adhesive sheet, which is a polymer made of steel.
- the heat-expandable particles contained in the pressure-sensitive adhesive layer (X1) are heated to a temperature equal to or higher than the expansion start temperature (t) to expand, thereby expanding the pressure-sensitive adhesive surface of the pressure-sensitive adhesive layer (X1). It is peeled off from the adherend by forming irregularities on the surface.
- the contact area between the pressure-sensitive adhesive layer (X1) and the adherend can be reduced by forming the unevenness, so that the adhesion between the pressure-sensitive adhesive sheet and the adherend is remarkably improved. Can be lowered.
- the pressure-sensitive adhesive sheet according to one aspect of the present invention can be peeled off from the adherend by the weight of the pressure-sensitive adhesive sheet or the weight of the adherend without applying a peeling force at the time of heat peeling.
- the pressure-sensitive adhesive sheet according to one aspect of the present invention is heat-peeled from the adherend, the pressure-sensitive adhesive sheet is peeled off by dropping the pressure-sensitive adhesive sheet from the adherend by gravity with the pressure-sensitive adhesive sheet side facing downward. be able to.
- self-peeling a state in which an adhesive sheet is peeled off from an adherend or peeled off without applying a force for peeling off the adhesive sheet.
- self-peeling property As described above, since the pressure-sensitive adhesive sheet of one aspect of the present invention reduces the contact area between the pressure-sensitive adhesive layer (X1) and the adherend at the time of heat peeling, the pressure-sensitive adhesive layer is cured by energy ray irradiation. It is superior in self-peeling property to the temporary fixing sheet that reduces the adhesive strength.
- the polymer of the energy ray-polymerizable component contained in the pressure-sensitive adhesive layer (X1) contained in the pressure-sensitive adhesive sheet of one aspect of the present invention is a monomer (a1) having an energy ray-polymerizable functional group and an energy ray-polymerizable functional group. It is a polymer obtained by irradiating a polymerizable composition containing a prepolymer (a2) having the above with energy rays. Since the energy ray-polymerizable component can be polymerized after the coating film is formed, it is not necessary to use a high molecular weight adhesive resin and a solvent as a diluent thereof when forming the coating film.
- the pressure-sensitive adhesive layer (X1) is formed by using the polymerizable composition, heat-drying for removing the solvent can be omitted, and unintended expansion of the heat-expandable particles during heat-drying can be performed. It can be suppressed.
- the pressure-sensitive adhesive sheet of one aspect of the present invention at least two kinds of compounds, a monomer (a1) having an energy ray-polymerizable functional group and a prepolymer (a2) having an energy ray-polymerizable functional group, are formed into a pressure-sensitive adhesive layer. When used in, an excellent adhesive layer formability can be obtained, and sufficient adhesive strength and excellent self-peeling property can be obtained.
- the polymerizable composition having the above composition has a viscosity suitable for forming a coating film, and the polymer formed by energy ray irradiation has an appropriate cohesive force, and has adhesive strength and self-peeling property. It is considered that this is due to the improvement of the balance with.
- the structure of the pressure-sensitive adhesive sheet according to one aspect of the present invention may be any one having a base material (Y) and a pressure-sensitive adhesive layer (X1), but depending on the application, the base material (Y) and the pressure-sensitive adhesive layer (X1) ) May be provided.
- the pressure-sensitive adhesive sheet according to one aspect of the present invention is used for processing an adherend, it is applied to one surface side of the base material (Y) and the base material (Y) from the viewpoint of improving the processability of the adherend.
- the adherend is attached to one of the adhesive layers (X1) and the adhesive layer (X2), and the support is attached to the other adhesive layer. Can be done. By fixing the adherend to the support via the adhesive sheet, vibration of the adherend, misalignment, damage to fragile objects to be processed, etc. are suppressed when the adherend is processed. However, the processing accuracy and processing speed can be improved.
- the "double-sided adhesive sheet” refers to the base material (Y), the pressure-sensitive adhesive layer (X1) provided on one surface side of the base material (Y), and the base. It shall mean an adhesive sheet having an adhesive layer (X2) provided on the other surface side of the material (Y).
- the pressure-sensitive adhesive sheet according to one aspect of the present invention may have a release material on the pressure-sensitive adhesive surface of the pressure-sensitive adhesive layer (X1). Further, when the pressure-sensitive adhesive sheet of one aspect of the present invention has the structure of a double-sided pressure-sensitive adhesive sheet, it has a release material on the pressure-sensitive adhesive surface of at least one of the pressure-sensitive adhesive layer (X1) and the pressure-sensitive adhesive layer (X2). May be good.
- Examples of the pressure-sensitive adhesive sheet according to one aspect of the present invention include a pressure-sensitive adhesive sheet 1a having a pressure-sensitive adhesive layer (X1) on a base material (Y) as shown in FIG. 1 (a).
- the pressure-sensitive adhesive sheet according to one aspect of the present invention may have a structure in which the release material 10 is further provided on the pressure-sensitive adhesive surface of the pressure-sensitive adhesive layer (X1), as in the pressure-sensitive adhesive sheet 1b shown in FIG. 1 (b).
- both sides have a structure in which the base material (Y) is sandwiched between the pressure-sensitive adhesive layer (X1) and the pressure-sensitive adhesive layer (X2).
- Adhesive sheet 2a can be mentioned.
- the release material 10a is further provided on the adhesive surface of the adhesive layer (X1), and the release material is further provided on the adhesive surface of the adhesive layer (X2). It may be configured to have 10b.
- both release materials are pulled outward and attempted to be peeled off, a phenomenon may occur in which the pressure-sensitive adhesive layer is divided and peeled off along with the two release materials. From the viewpoint of suppressing such a phenomenon, it is preferable to use two types of release materials designed so that the two release materials 10a and 10b have different release forces from the pressure-sensitive adhesive layers attached to each other.
- one of the adhesive surfaces of the adhesive layer (X1) and the adhesive layer (X2) is peeled off on both sides.
- a double-sided adhesive sheet having a structure in which the release material is laminated in a roll shape may be used.
- the pressure-sensitive adhesive sheet according to one aspect of the present invention may or may not have another layer between the base material (Y) and the pressure-sensitive adhesive layer (X1). Further, when the pressure-sensitive adhesive sheet of one aspect of the present invention is the double-sided pressure-sensitive adhesive sheet, in addition to the above, even if another layer is provided between the base material (Y) and the pressure-sensitive adhesive layer (X2). Well, it does not have to have other layers. However, it is preferable that a layer capable of suppressing expansion on the adhesive layer (X1) is directly laminated on the surface opposite to the adhesive surface, and the base material (Y) is directly laminated. Is more preferable.
- Base material (Y) examples include resins, metals, and paper materials, which can be appropriately selected depending on the use of the pressure-sensitive adhesive sheet according to one aspect of the present invention.
- the resin examples include polyolefin resins such as polyethylene and polypropylene; vinyl resins such as polyvinyl chloride, polyvinylidene chloride, polyvinyl alcohol, ethylene-vinyl acetate copolymer, and ethylene-vinyl alcohol copolymer; polyethylene terephthalate and poly.
- polyolefin resins such as polyethylene and polypropylene
- vinyl resins such as polyvinyl chloride, polyvinylidene chloride, polyvinyl alcohol, ethylene-vinyl acetate copolymer, and ethylene-vinyl alcohol copolymer
- polyethylene terephthalate and poly examples include polyethylene terephthalate and poly.
- Polyimide-based resins such as butylene terephthalate and polyethylene naphthalate; polystyrene; acrylonitrile-butadiene-styrene copolymer; cellulose triacetate; polycarbonate; urethane resins such as polyurethane and acrylic-modified polyurethane; polymethylpentene; polysulfone; polyether ether ketone; Polyether sulfone; polyphenylene sulfide; polyimide resin such as polyetherimide and polyimide; polyamide resin; acrylic resin; fluorine resin and the like can be mentioned.
- the metal include aluminum, tin, chromium, titanium and the like.
- the paper material examples include thin leaf paper, medium-quality paper, high-quality paper, impregnated paper, coated paper, art paper, parchment paper, and glassin paper.
- polyester resins such as polyethylene terephthalate, polybutylene terephthalate, and polyethylene naphthalate are preferable.
- These forming materials may be composed of one kind, or two or more kinds may be used in combination.
- the base material (Y) in which two or more kinds of forming materials are used in combination include a paper material laminated with a thermoplastic resin such as polyethylene, a resin film containing the resin, or a sheet having a metal layer formed on the surface of the sheet.
- a method for forming the metal layer include a method of vapor-depositing a metal by a PVD method such as vacuum deposition, sputtering, and ion plating, a method of attaching a metal foil using a general adhesive, and the like.
- the surface of the base material (Y) is surface-treated by an oxidation method, an unevenness method, etc., easy-adhesion treatment, and primer treatment. Etc. may be applied.
- the oxidation method include corona discharge treatment, plasma discharge treatment, chromic acid treatment (wet), hot air treatment, ozone irradiation treatment, ultraviolet irradiation treatment and the like.
- the unevenness method include a sandblasting method and a solvent treatment method.
- the base material (Y) contains, for example, an ultraviolet absorber, a light stabilizer, an antioxidant, an antistatic agent, a slip agent, an anti-blocking agent, a colorant, and the like as additives for the base material together with the above resin. You may. These base material additives may be used alone or in combination of two or more.
- the content of each base material additive is preferably 0.0001 to 20 parts by mass with respect to 100 parts by mass of the resin. More preferably, it is 0.001 to 10 parts by mass.
- the base material (Y) is preferably a non-thermally expandable layer.
- the volume change rate (%) of the base material (Y) calculated from the above formula is less than 5%, preferably less than 2%, more preferably less than 2%. It is less than 1%, more preferably less than 0.1%, even more preferably less than 0.01%.
- the base material (Y) may contain thermally expandable particles within a range not contrary to the object of the present invention, but preferably does not contain thermally expandable particles.
- the base material (Y) contains thermally expandable particles, the smaller the content, the more preferable, and the base material (Y) is preferably less than 3% by mass, more preferably less than the total mass (100% by mass) of the base material (Y). It is less than 1% by mass, more preferably less than 0.1% by mass, still more preferably less than 0.01% by mass, still more preferably less than 0.001% by mass.
- the storage elastic modulus E'(23) of the base material (Y) at 23 ° C. is preferably 5.0 ⁇ 10 7 to 5.0 ⁇ 10 9 Pa, more preferably 5.0 ⁇ 10 8 to 4.5 ⁇ . It is 10 9 Pa, more preferably 1.0 ⁇ 10 9 to 4.0 ⁇ 10 9 Pa. If the substrate (Y) storage modulus E 'of (23) is 5.0 ⁇ 10 7 Pa or more, can be effectively suppressed swelling of the surface of the substrate (Y) side of the pressure-sensitive adhesive layer (X1) At the same time, the deformation resistance of the adhesive sheet can be improved.
- the base material (Y) the storage elastic modulus E 'of (23) is equal to or less than 5.0 ⁇ 10 9 Pa, it is possible to improve the handleability of the adhesive sheet.
- the storage elastic modulus E'(23) of the base material (Y) means a value measured by the method described in Examples.
- the storage elastic modulus E'(t) of the heat-expandable particles of the base material (Y) at the expansion start temperature (t) is preferably 5.0 ⁇ 10 6 to 4.0 ⁇ 10 9 Pa, more preferably 2. It is 0 ⁇ 10 8 to 3.0 ⁇ 10 9 Pa, more preferably 5.0 ⁇ 10 8 to 2.5 ⁇ 10 9 Pa.
- the storage elastic modulus E'(t) of the base material (Y) is 5.0 ⁇ 10 6 Pa or more, the expansion of the surface of the pressure-sensitive adhesive layer (X1) on the base material (Y) side can be efficiently suppressed.
- the deformation resistance of the adhesive sheet can be improved.
- the base material (Y) the storage elastic modulus E of the '(t) is equal to or smaller than 4.0 ⁇ 10 9 Pa, it is possible to improve the handleability of the adhesive sheet.
- the storage elastic modulus E'(t) of the base material (Y) means a value measured by the method described in Examples.
- the thickness of the base material (Y) is preferably 5 to 500 ⁇ m, more preferably 15 to 300 ⁇ m, and even more preferably 20 to 200 ⁇ m.
- the thickness of the base material (Y) is 5 ⁇ m or more, the deformation resistance of the pressure-sensitive adhesive sheet can be improved.
- the thickness of the base material (Y) is 500 ⁇ m or less, the handleability of the pressure-sensitive adhesive sheet can be improved.
- the thickness of the base material (Y) means the value measured by the method described in Example.
- the pressure-sensitive adhesive layer (X1) contains a polymer of energy ray-polymerizable components and thermally expandable particles.
- the polymer is a monomer (a1) having an energy ray-polymerizable functional group (hereinafter, also referred to as “(a1) component”) and a prepolymer (a2) having an energy ray-polymerizable functional group as the energy ray-polymerizable component. ) (Hereinafter, also referred to as “component (a2)”), which is a polymer obtained by irradiating a polymerizable composition (hereinafter, also referred to as “polymerizable composition (x-1)”) with energy rays.
- a prepolymer means a compound formed by polymerizing a monomer, and a compound capable of forming a polymer by further polymerization.
- the energy ray-polymerizable component contained in the polymerizable composition (x-1) is a component that polymerizes by irradiation with energy rays and has an energy ray-polymerizable functional group.
- the energy ray-polymerizable functional group include those having a carbon-carbon double bond such as a (meth) acryloyl group, a vinyl group, and an allyl group.
- a functional group containing a vinyl group or a substituted vinyl group as a part thereof, such as a (meth) acryloyl group and an allyl group, and a vinyl group or a substituted vinyl group itself are referred to as a "vinyl group-containing group”. May be collectively referred to as.
- each component contained in the polymerizable composition (x-1) will be described.
- the monomer (a1) having an energy ray-polymerizable functional group may be any monomer having an energy ray-polymerizable functional group, and in addition to the energy ray-polymerizable functional group, a hydrocarbon group and an energy ray-polymerizable functional group It may have a functional group other than the above.
- Examples of the hydrocarbon group contained in the component (a1) include an aliphatic hydrocarbon group, an aromatic hydrocarbon group, and a group combining these groups.
- the aliphatic hydrocarbon group may be a linear or branched aliphatic hydrocarbon group, or may be an alicyclic hydrocarbon group.
- Examples of the linear or branched aliphatic hydrocarbon group include methyl group, ethyl group, n-propyl group, isopropyl group, n-butyl group, tert-butyl group, sec-butyl group and n-pentyl.
- aliphatic hydrocarbon groups There are 20 aliphatic hydrocarbon groups.
- the alicyclic hydrocarbon group include an alicyclic hydrocarbon group having 3 to 20 carbon atoms such as a cyclopentyl group, a cyclohexyl group and an isobornyl group.
- the aromatic hydrocarbon group include a phenyl group.
- the component (a1) has an energy ray-polymerizable functional group and a linear or branched aliphatic hydrocarbon group from the viewpoint of further improving the adhesive strength of the pressure-sensitive adhesive layer (X1).
- Monomer (a1-1) (hereinafter, also referred to as "(a1-1) component"), monomer (a1-2) having an energy ray-polymerizable functional group and an alicyclic hydrocarbon group (hereinafter, "(a1-a1-)” 2) It is preferable to contain “components”) and the like.
- the content thereof is preferably 20 to 80% by mass, more preferably 40 to 40% by mass, based on the total amount (100% by mass) of the components (a1). It is 70% by mass, more preferably 50 to 60% by mass.
- the content thereof is preferably 5 to 60% by mass, more preferably 10 to 10 to the total amount (100% by mass) of the components (a1). It is 40% by mass, more preferably 20 to 30% by mass.
- the monomer having an energy ray-polymerizable functional group and a functional group other than the energy ray-polymerizable functional group includes, for example, a hydroxy group, a carboxy group, a thiol group, 1 or a functional group other than the energy ray-polymerizable functional group. Examples thereof include a monomer having a secondary amino group and the like.
- the component (a1) is a monomer (a1-3) having an energy ray-polymerizable functional group and a hydroxy group from the viewpoint of further improving the formability of the pressure-sensitive adhesive layer (X1) (hereinafter, "(a1)". -3) It is preferable to contain (also referred to as "component").
- the component (a1) contains the component (a1-3)
- the content thereof is preferably 1 to 60% by mass, more preferably 5 to 5 to the total amount (100% by mass) of the components (a1). It is 30% by mass, more preferably 10 to 20% by mass.
- the number of energy ray-polymerizable functional groups contained in the component (a1) may be one or two or more. Further, from the viewpoint of further improving the self-peeling property of the pressure-sensitive adhesive layer (X1), the component (a1) is a monomer (a1-4) having three or more energy ray-polymerizable functional groups (hereinafter, "(a1-4)”. ) Ingredients ”) are preferably contained.
- the component (a1) contains the component (a1-4)
- the content thereof is preferably 1 to 20% by mass, more preferably 2 to 2 to the total amount (100% by mass) of the components (a1). It is 15% by mass, more preferably 3 to 10% by mass.
- a monomer having one energy ray-polymerizable functional group a monomer having one vinyl group-containing group (hereinafter, also referred to as “polymerizable vinyl monomer”) is preferable.
- a monomer having two or more energy ray-polymerizable functional groups a monomer having two or more (meth) acryloyl groups (hereinafter, also referred to as “polyfunctional (meth) acrylate monomer”) is preferable.
- the component (a1) contains the above compound, the cohesive force of the pressure-sensitive adhesive obtained by polymerizing these compounds is improved, and a pressure-sensitive adhesive layer (X1) with less contamination of the adherend after peeling can be formed. ..
- the polymerizable vinyl monomer is not particularly limited as long as it has a vinyl group-containing group, and conventionally known ones can be appropriately used.
- As the polymerizable vinyl monomer one type may be used alone, or two or more types may be used in combination.
- Examples of the polymerizable vinyl monomer include methyl (meth) acrylate, ethyl (meth) acrylate, propyl (meth) acrylate, butyl (meth) acrylate, pentyl (meth) acrylate, hexyl (meth) acrylate, and 2-ethylhexyl (meth).
- (a1-1) component such as acrylate, isooctyl (meth) acrylate, decyl (meth) acrylate, dodecyl (meth) acrylate, myristyl (meth) acrylate, palmityl (meth) acrylate, and stearyl (meth) acrylate.
- Compounds Compounds corresponding to the above (a1-2) components such as cyclohexyl (meth) acrylates and isobornyl (meth) acrylates; phenoxyethyl (meth) acrylates, benzyl (meth) acrylates, polyoxyalkylene-modified (meth) acrylates and the like.
- Examples thereof include (meth) acrylates having no functional group other than vinyl group-containing groups in the molecule. Among these, 2-ethylhexyl acrylate and isobornyl acrylate are preferable.
- the polymerizable vinyl monomer may further have a functional group other than the vinyl group-containing group in the molecule.
- the functional group include a hydroxy group, a carboxy group, a thiol group, a primary or secondary amino group and the like.
- a polymerizable vinyl monomer having a hydroxy group corresponding to the above component (a1-3) is preferable.
- Examples of the polymerizable vinyl monomer having a hydroxy group include 2-hydroxyethyl (meth) acrylate, 2-hydroxypropyl (meth) acrylate, 3-hydroxypropyl (meth) acrylate, 2-hydroxybutyl (meth) acrylate, and 3 Hydroxyalkyl (meth) acrylates such as -hydroxybutyl (meth) acrylate and 4-hydroxybutyl (meth) acrylate; and hydroxy group-containing acrylamides such as N-methylol acrylamide and N-methylol methacrylate can be mentioned.
- Examples of the polymerizable vinyl monomer having a carboxy group include ethylenically unsaturated carboxylic acids such as acrylic acid, methacrylic acid, crotonic acid, maleic acid, itaconic acid and citraconic acid. Among these, 2-hydroxyethyl acrylate and 4-hydroxybutyl acrylate are preferable.
- Examples of other polymerizable vinyl monomers include vinyl esters such as vinyl acetate and vinyl propionate; olefins such as ethylene, propylene and isobutylene; halogenated olefins such as vinyl chloride and vinylidene chloride; styrene and ⁇ .
- -Sterite-based monomers such as methylstyrene; diene-based monomers such as butadiene, isoprene, and chloroprene; nitrile-based monomers such as acrylonitrile and methacrylonitrile; acrylamide, methacrylicamide, N-methylacrylamide, and N-methyl.
- Amide-based monomers such as methacrylamide, N, N-dimethyl (meth) acrylamide, N, N-diethyl (meth) acrylamide, N-vinylpyrrolidone; N, N-diethylaminoethyl (meth) acrylate, N-( Meta)
- Examples thereof include tertiary amino group-containing monomers such as acrylamide and the like.
- the polyfunctional (meth) acrylate monomer is not particularly limited as long as it is a monomer having two or more (meth) acryloyl groups in one molecule, and conventionally known ones can be appropriately used.
- One type of polyfunctional (meth) acrylate monomer may be used alone, or two or more types may be used in combination.
- polyfunctional (meth) acrylate monomer examples include 1,4-butanediol di (meth) acrylate, 1,6-hexanediol di (meth) acrylate, neopentyl glycol di (meth) acrylate, and polyethylene glycol di (meth) acrylate.
- the total content of the polymerizable vinyl monomer in the polymerizable composition (x-1) is preferably 10 to 80 with respect to the total amount (100% by mass) of the active ingredient of the polymerizable composition (x-1). It is by mass, more preferably 30 to 75% by mass, and even more preferably 50 to 70% by mass.
- the total content of the polyfunctional (meth) acrylate monomer in the polymerizable composition (x-1) is preferably 0 with respect to the total amount (100% by mass) of the active ingredient of the polymerizable composition (x-1). .5 to 15% by mass, more preferably 1 to 10% by mass, still more preferably 2 to 5% by mass.
- the total content of the component (a1) in the polymerizable composition (x-1) is preferably 15 to 90% by mass with respect to the total amount (100% by mass) of the active ingredient of the polymerizable composition (x-1). %, More preferably 35 to 80% by mass, still more preferably 55 to 75% by mass.
- prepolymer having an energy ray-polymerizable functional group (a2) examples include a prepolymer having one energy ray-polymerizable functional group, a prepolymer having two or more energy ray-polymerizable functional groups, and the like.
- the component (a2) contains a prepolymer having two or more energy ray-polymerizable functional groups from the viewpoint of forming a pressure-sensitive adhesive layer having excellent self-peeling properties and less contamination of the adherend after peeling.
- the component (a2) it is preferable to contain a prepolymer having two or more (meth) acryloyl groups as an energy ray-polymerizable functional group (hereinafter, also referred to as "polyfunctional (meth) acrylate prepolymer").
- polyfunctional (meth) acrylate prepolymer a prepolymer having two or more (meth) acryloyl groups as an energy ray-polymerizable functional group.
- the polyfunctional (meth) acrylate prepolymer is not particularly limited as long as it is a prepolymer having two or more (meth) acryloyl groups in one molecule, and conventionally known prepolymers can be appropriately used.
- One type of polyfunctional (meth) acrylate prepolymer may be used alone, or two or more types may be used in combination.
- polyfunctional (meth) acrylate prepolymer examples include urethane acrylate-based prepolymers, polyester acrylate-based prepolymers, epoxy acrylate-based prepolymers, polyether acrylate-based prepolymers, polybutadiene acrylate-based prepolymers, and silicone acrylate-based prepolymers.
- examples thereof include polyacrylic acrylate-based prepolymers.
- the urethane acrylate-based prepolymer can be obtained by reacting a compound such as a polyalkylene polyol, a polyether polyol, a polyester polyol, a hydrogenated isoprene having a hydroxy group terminal, or a hydrogenated butadiene having a hydroxy group terminal with a polyisocyanate. It can be obtained by esterifying the polyurethane prepolymer with a (meth) acrylic acid or a (meth) acrylic acid derivative.
- polyalkylene polyol used for producing the urethane acrylate-based prepolymer examples include polypropylene glycol, polyethylene glycol, polybutylene glycol, polyhexylene glycol and the like, and among these, polypropylene glycol is preferable.
- the number of functional groups of the obtained urethane acrylate-based prepolymer is 3 or more, for example, glycerin, trimethylolpropane, triethanolamine, pentaerythritol, ethylenediamine, diethylenetriamine, sorbitol, sucrose and the like may be appropriately combined.
- polyisocyanate used for producing the urethane acrylate-based prepolymer examples include aliphatic diisocyanates such as hexamethylene diisocyanate and trimethylene diisocyanate; aromatic diisocyanates such as tolylene diisocyanate, xylylene diisocyanate and diphenyl diisocyanate; dicyclohexylmethane diisocyanate. , Alicyclic diisocyanate such as isophorone diisocyanate, etc. Among these, aliphatic diisocyanate is preferable, and hexamethylene diisocyanate is more preferable.
- the polyisocyanate is not limited to bifunctional ones, and trifunctional or higher functional ones can also be used.
- Examples of the (meth) acrylic acid derivative used in the production of urethane acrylate-based prepolymers include hydroxyalkyl (meth) acrylates such as 2-hydroxyethyl acrylate and 4-hydroxybutyl acrylate; 2-isocyanate ethyl acrylate, 2-.
- Examples thereof include isocyanate ethyl methacrylate and 1,1-bis (acryloxymethyl) ethyl isocyanate, and among these, 2-isocyanate ethyl acrylate is preferable.
- a hydroxy group contained in a compound such as a polyalkylene polyol, a polyether polyol, a polyester polyol, a hydrogenated isoprene having a hydroxy group terminal, and a hydrogenated butadiene having a hydroxy group terminal, and an isocyanate.
- a compound such as a polyalkylene polyol, a polyether polyol, a polyester polyol, a hydrogenated isoprene having a hydroxy group terminal, and a hydrogenated butadiene having a hydroxy group terminal, and an isocyanate.
- isocyanate alkyl (meth) acrylate for example, the above-mentioned 2-isocyanate ethyl acrylate, 2-isocyanate ethyl methacrylate, 1,1-bis (acryloxymethyl) ethyl isocyanate and the like can be used.
- the polyester acrylate-based prepolymer can be obtained, for example, by esterifying the hydroxy groups of a polyester prepolymer having hydroxy groups at both ends obtained by condensation of a polyvalent carboxylic acid and a polyhydric alcohol with (meth) acrylic acid. Can be done. It can also be obtained by esterifying the hydroxy group at the end of the prepolymer obtained by adding an alkylene oxide to a polyvalent carboxylic acid with (meth) acrylic acid.
- the epoxy acrylate-based prepolymer can be obtained, for example, by reacting an oxylan ring of a relatively low molecular weight bisphenol type epoxy resin, novolak type epoxy resin, or the like with (meth) acrylic acid to esterify it. It is also possible to use a carboxy-modified epoxy acrylate-based prepolymer in which the epoxy acrylate-based prepolymer is partially modified with a dibasic carboxylic acid anhydride.
- the polyether acrylate-based prepolymer can be obtained, for example, by esterifying the hydroxy group of the polyether polyol with (meth) acrylic acid.
- the polyacrylic acrylate-based prepolymer may have an acryloyl group in the side chain, or may have an acryloyl group at both ends or one end.
- a polyacrylic acrylate-based prepolymer having an acryloyl group in the side chain can be obtained, for example, by adding glycidyl methacrylate to the carboxy group of polyacrylic acid.
- an acryloyl group is introduced at both ends by utilizing the polymerization growth terminal structure of the polyacrylate prepolymer synthesized by the ATRP (Atom Transfer Radical Polymerization) method. Can be obtained by doing.
- the mass average molecular weight (Mw) of the component (a2) is preferably 10,000 to 350,000, more preferably 15,000 to 200,000, and even more preferably 20,000 to 50,000.
- the total content of the polyfunctional (meth) acrylate prepolymer in the polymerizable composition (x-1) is preferably based on the total amount (100% by mass) of the active ingredient of the polymerizable composition (x-1). It is 10 to 60% by mass, more preferably 15 to 55% by mass, and even more preferably 20 to 30% by mass.
- the total content of the component (a2) in the polymerizable composition (x-1) is preferably 10 to 60% by mass with respect to the total amount (100% by mass) of the active ingredient of the polymerizable composition (x-1). %, More preferably 15 to 55% by mass, still more preferably 20 to 30% by mass.
- the content ratios of the component (a2) and the component (a1) in the polymerizable composition (x-1) [(a2) / (a1)] are preferably 10/90 to 70/30 on a mass basis. It is more preferably 20/80 to 50/50, and even more preferably 25/75 to 40/60.
- the polymerizable composition (x-1) preferably contains a polymerizable vinyl monomer, a polyfunctional (meth) acrylate monomer, and a polyfunctional (meth) acrylate prepolymer.
- the total content of the polymerizable vinyl monomer, the polyfunctional (meth) acrylate monomer and the polyfunctional (meth) acrylate prepolymer in the energy ray-polymerizable component contained in the polymerizable composition (x-1) is the energy ray polymerization.
- the total amount (100% by mass) of the sex component it is preferably 80% by mass or more, more preferably 90% by mass or more, further preferably 95% by mass or more, still more preferably 99% by mass or more, and 100% by mass. It may be.
- the total content of the energy ray-polymerizable component in the polymerizable composition (x-1) is preferably 70 to 98 with respect to the total amount (100% by mass) of the active ingredient of the polymerizable composition (x-1). It is by mass, more preferably 75 to 97% by mass, still more preferably 80 to 96% by mass, and even more preferably 82 to 95% by mass.
- the polymerizable composition (x-1) of one aspect of the present invention preferably contains thermally expandable particles in addition to the energy ray-polymerizable component. That is, the pressure-sensitive adhesive layer (X1) forms a polymer of the energy ray-polymerizable component by irradiating the polymerizable composition (x-1) containing the energy ray-polymerizable component and the heat-expandable particles with energy rays. It is preferably formed by a method including the steps of
- the thermally expandable particles may be particles that expand by heating.
- the expansion start temperature (t) of the heat-expandable particles may be appropriately adjusted within the above range according to the use of the pressure-sensitive adhesive sheet.
- the temperature is preferably 50 ° C. or higher, more preferably 55 ° C. or higher, still more preferably 60 ° C. or higher, still more preferably 70 ° C. or higher, and the heat of the adherend at the time of heat peeling. From the viewpoint of suppressing the change, it is preferably 110 ° C. or lower, more preferably 105 ° C.
- the expansion start temperature (t) of a heat-expandable particle means a value measured based on the following method.
- Measurement method of expansion start temperature (t) of thermally expandable particles To an aluminum cup with a diameter of 6.0 mm (inner diameter 5.65 mm) and a depth of 4.8 mm, 0.5 mg of the heat-expandable particles to be measured were added, and an aluminum lid (diameter 5.6 mm, thickness 0. A sample on which 1 mm) is placed is prepared.
- the height of the sample is measured with a force of 0.01 N applied by a pressurizer from the upper part of the aluminum lid to the sample. Then, with a force of 0.01 N applied by the pressurizer, it is heated from 20 ° C. to 300 ° C. at a heating rate of 10 ° C./min, the amount of displacement of the pressurizer in the vertical direction is measured, and the displacement in the positive direction is measured.
- the displacement start temperature be the expansion start temperature (t).
- the heat-expandable particles are microencapsulated foaming agents composed of an outer shell made of a thermoplastic resin and an inner shell contained in the outer shell and vaporized when heated to a predetermined temperature. It is preferable to have.
- the thermoplastic resin constituting the outer shell of the microencapsulating foaming agent is not particularly limited, and a material and composition capable of causing a state change such as melting, dissolution, and rupture at the expansion start temperature (t) of the thermally expandable particles are appropriately used. You can select it.
- thermoplastic resin examples include vinylidene chloride-acrylonitrile copolymer, polyvinyl alcohol, polyvinyl butyral, polymethylmethacrylate, polyacrylonitrile, polyvinylidene chloride, polysulfone and the like.
- One type of these thermoplastic resins may be used alone, or two or more types may be used in combination.
- the contained component which is a component contained in the outer shell of the microencapsulating foaming agent, may be any one that expands at the expansion start temperature (t) of the heat-expandable particles, for example, propane, propylene, butene, n-.
- Examples thereof include low boiling point liquids such as butane, isobutane, isopentane, neopentane, n-pentane, n-hexane, isohexane, n-heptane, n-octane, cyclopropane, cyclobutane, and petroleum ether.
- One of these inclusion components may be used alone, or two or more thereof may be used in combination.
- the expansion start temperature (t) of the thermally expandable particles can be adjusted by appropriately selecting the type of the inclusion component.
- the average particle size of the heat-expandable particles at 23 ° C. before thermal expansion is preferably 1 to 30 ⁇ m, more preferably 4 to 25 ⁇ m, still more preferably 6 to 20 ⁇ m, still more preferably 10 to 15 ⁇ m.
- the average particle size (D 50 ) of the heat-expandable particles is a volume medium particle size (D 50 ), and is a laser diffraction type particle size distribution measuring device (for example, manufactured by Malvern, product name “Mastersizer 3000”. ),
- the cumulative volume frequency calculated from the smaller particle size in the particle distribution of the thermally expandable particles before expansion means the particle size corresponding to 50%.
- the 90% particle diameter (D 90 ) of the thermally expandable particles at 23 ° C. before thermal expansion is preferably 2 to 60 ⁇ m, more preferably 8 to 50 ⁇ m, still more preferably 12 to 40 ⁇ m, still more preferably 20 to 30 ⁇ m. is there.
- the 90% particle size (D 90 ) of the heat-expandable particles is calculated from the smaller particle size in the particle distribution of the heat-expandable particles before expansion measured by using the laser diffraction type particle size distribution measuring device. It means the particle size in which the cumulative volume frequency corresponds to 90%.
- the maximum volume expansion rate when the thermally expandable particles are heated to a temperature equal to or higher than the expansion start temperature (t) is preferably 1.5 to 200 times, more preferably 2 to 150 times, still more preferably 2.5 to 120 times. It is double, more preferably 3 to 100 times.
- the content of the heat-expandable particles is preferably 1 with respect to the total amount (100% by mass) of the active ingredient of the polymerizable composition (x-1) or the total mass (100% by mass) of the pressure-sensitive adhesive layer (X1). It is ⁇ 30% by mass, more preferably 2 to 25% by mass, still more preferably 3 to 20% by mass.
- the content of the heat-expandable particles is 1% by mass or more, the peelability at the time of heat peeling tends to be improved.
- the content of the heat-expandable particles is 30% by mass or less, the adhesive strength of the pressure-sensitive adhesive layer (X1) is improved, and curling of the pressure-sensitive adhesive sheet is suppressed during heat peeling to improve handleability. There is a tendency to be able to do it.
- the polymerizable composition (x-1) may contain other components other than the energy ray-polymerizable component and the heat-expandable particles.
- the other components include a photopolymerization initiator, a tackifier, and an additive for a pressure-sensitive adhesive used in a general pressure-sensitive adhesive other than the above-mentioned components.
- the polymerizable composition (x-1) preferably contains a photopolymerization initiator.
- photopolymerization initiator examples include benzoin, benzoin methyl ether, benzoin ethyl ether, benzoin isopropyl ether, benzoin-n-butyl ether, benzoin isobutyl ether, acetophenone, dimethylaminoacetophenone, 2,2-dimethoxy-2-phenylacetophenone, and the like.
- the content thereof is preferably 0.1 to 10 parts by mass, more preferably 0, with respect to 100 parts by mass of the energy ray-polymerizable component. .2 to 5 parts by mass, more preferably 0.3 to 1 part by mass.
- the content of the photopolymerization initiator is 0.1 parts by mass or more, the polymerization of the energy ray-polymerizable component can proceed more efficiently.
- the content is 10 parts by mass or less, it is possible to eliminate or reduce the photopolymerization initiator remaining unreacted, and it is easy to adjust the obtained pressure-sensitive adhesive layer (X1) to desired physical properties. Become.
- the tackifier is a component used as needed for the purpose of further improving the adhesive strength.
- the “tacking agent” refers to a resin having a mass average molecular weight (Mw) of less than 10,000, and is distinguished from the adhesive resin described later.
- the mass average molecular weight (Mw) of the tackifier is less than 10,000, preferably 400 to 9,000, more preferably 500 to 8,000, still more preferably 800 to 5,000.
- the tackifier for example, it is obtained by copolymerizing a C5 distillate such as rosin resin, terpene resin, styrene resin, penten, isoprene, piperin, 1,3-pentadiene produced by thermal decomposition of petroleum naphtha.
- a C5 distillate such as rosin resin, terpene resin, styrene resin, penten, isoprene, piperin, 1,3-pentadiene produced by thermal decomposition of petroleum naphtha.
- C5-based petroleum resins C9-based petroleum resins obtained by copolymerizing C9 fractions such as inden and vinyl toluene produced by thermal decomposition of petroleum naphtha
- hydrides obtained by hydrogenating these.
- the softening point of the tackifier is preferably 60 to 170 ° C, more preferably 65 to 160 ° C, and even more preferably 70 to 150 ° C.
- the "softening point" of the tackifier means a value measured in accordance with JIS K 2531.
- the tackifier one type may be used alone, or two or more types having different softening points, structures, etc. may be used in combination.
- the weighted average of the softening points of the plurality of tackifiers belongs to the above range.
- the content thereof is preferably 0, based on the total amount (100% by mass) of the active ingredient of the polymerizable composition (x-1). It is 01 to 65% by mass, more preferably 0.1 to 50% by mass, still more preferably 1 to 40% by mass, and even more preferably 2 to 30% by mass.
- additives for adhesives include silane coupling agents, antioxidants, softeners (plasticizers), rust inhibitors, pigments, dyes, retarders, reaction accelerators (catalysts), ultraviolet absorbers and the like. Be done. These adhesive additives may be used alone or in combination of two or more.
- the content of each additive for the pressure-sensitive adhesive is preferably 0.0001 to 0.0001 with respect to 100 parts by mass of the energy ray-polymerizable component. It is 20 parts by mass, more preferably 0.001 to 10 parts by mass.
- the polymerizable composition (x-1) may contain a solvent such as a diluent within a range not contrary to the object of the present invention, but preferably does not contain a solvent. That is, the polymerizable composition (x-1) is preferably a solvent-free polymerizable composition. Since the polymerizable composition (x-1) is a solvent-free polymerizable composition, it is possible to omit heating and drying the solvent when forming the pressure-sensitive adhesive layer (X1). The expansion of the heat-expandable particles can be suppressed.
- the heat-expandable particles may be unevenly distributed on one surface side as the volume decreases during drying, and the adhesion to the base material (Y) or the adhesive strength of the adhesive surface may decrease. It was.
- the solvent-free polymerizable composition the polymerization proceeds in a state where the heat-expandable particles are uniformly dispersed in the energy ray-polymerizable component, and the pressure-sensitive adhesive layer (X1) is formed. Problems are unlikely to occur.
- the polymerizable composition (x-1) contains a solvent
- the polymerizable composition (x-1) can be produced by mixing an energy ray-polymerizable component, thermally expandable particles, and other components contained as necessary. Since the obtained polymerizable composition (x-1) has a high molecular weight by subsequent energy ray polymerization, the viscosity is adjusted to an appropriate level by a low molecular weight energy ray polymerizable component when forming a layer. It is possible. Therefore, the polymerizable composition can be used as it is as a coating solution for forming the pressure-sensitive adhesive layer (X1) without adding a solvent such as a diluent.
- the pressure-sensitive adhesive layer (X1) formed by irradiating the polymerizable composition (x-1) with energy rays contains a wide variety of polymers obtained by polymerizing energy ray-polymerizable components, and the polymers. Although there are thermally expandable particles dispersed therein, there are circumstances in which it is impossible or approximately impractical to directly identify them by structure and physical properties.
- the adhesive strength of the pressure-sensitive adhesive layer (X1) at 23 ° C. before thermal expansion is preferably 0.1 to 12.0 N / 25 mm, more preferably 0.5 to 9.0 N / 25 mm, and further preferably 1.0 to 1.0. It is 8.0 N / 25 mm, more preferably 1.2 to 7.5 N / 25 mm. If the adhesive force of the pressure-sensitive adhesive layer (X1) at 23 ° C. before thermal expansion is 0.1 N / 25 mm or more, unintentional peeling from the adherend during temporary fixing, misalignment of the adherend, etc. are more effective. Can be suppressed.
- the adhesive force of the pressure-sensitive adhesive layer means the adhesive force of the silicon mirror wafer with respect to the mirror surface. Further, in the present specification, the adhesive force of the pressure-sensitive adhesive layer (X1) at 23 ° C. before thermal expansion specifically means a value measured by the method described in Examples.
- the adhesive strength of the pressure-sensitive adhesive layer (X1) at 23 ° C. after thermal expansion is preferably 1.5 N / 25 mm or less, more preferably 0.05 N / 25 mm or less, still more preferably 0.01 N / 25 mm or less, still more preferably. Is 0N / 25mm.
- the adhesive strength of 0 N / 25 mm means the adhesive strength below the measurement limit in the method for measuring the adhesive strength at 23 ° C. after thermal expansion, which will be described later, when the adhesive sheet is fixed for measurement. It also includes cases where the adhesive strength is too small to unintentionally peel off.
- the adhesive force of the pressure-sensitive adhesive layer (X1) at 23 ° C. after thermal expansion specifically means a value measured by the method described in Examples.
- the shear storage elastic modulus G'(23) of the pressure-sensitive adhesive layer (X1) at 23 ° C. is preferably 1.0 ⁇ 10 4 to 5.0 ⁇ 10 7 Pa, more preferably 5.0 ⁇ 10 4 to 1. It is 0 ⁇ 10 7 Pa, more preferably 1.0 ⁇ 10 5 to 5.0 ⁇ 10 6 Pa.
- the shear storage elastic modulus G'(23) of the pressure-sensitive adhesive layer (X1) is 1.0 ⁇ 10 4 Pa or more, the position of the adherend at the time of temporary fixing is displaced, and the pressure-sensitive adhesive layer (X1) of the adherend is Excessive subduction to the water can be suppressed.
- the shear storage modulus G '(23) is 5.0 ⁇ 10 7 Pa or less, the expansion of the thermally expandable particles, easily irregularities are formed on the surface of the pressure-sensitive adhesive layer (X1), the heating The peelability at the time of peeling tends to be improved.
- the shear storage elastic modulus G'(23) of the pressure-sensitive adhesive layer (X1) at 23 ° C. means a value measured by the method described in Examples.
- the pressure-sensitive adhesive layer (X1) is a layer containing heat-expandable particles, and the shear storage elastic modulus G'of the pressure-sensitive adhesive layer (X1) can be affected by the heat-expandable particles. From the viewpoint of measuring the shear storage elastic modulus G'excluding the influence of the heat-expandable particles, the pressure-sensitive adhesive layer having the same structure as the pressure-sensitive adhesive layer (X1) except that it does not contain the heat-expandable particles (hereinafter, A "non-expandable pressure-sensitive adhesive layer (X1')" may be prepared, and the shear storage elastic modulus G'of the pressure-sensitive adhesive layer may be measured.
- the shear storage elastic modulus G'(23) of the non-expandable pressure-sensitive adhesive layer (X1') at 23 ° C. is preferably 1.0 ⁇ 10 4 to 5.0 ⁇ 10 7 Pa, more preferably 5.0 ⁇ 10. It is 4 to 1.0 ⁇ 10 7 Pa, more preferably 1.0 ⁇ 10 5 to 5.0 ⁇ 10 6 Pa.
- the shear storage elastic modulus G'(23) of the non-expandable pressure-sensitive adhesive layer (X1') is 1.0 ⁇ 10 4 Pa or more, the position of the adherend at the time of temporary fixing is displaced, and the adhesive of the adherend. Excessive subduction into the layer (X1) can be suppressed.
- the shear storage modulus G '(23) is 5.0 ⁇ 10 7 Pa or less, the expansion of the thermally expandable particles, easily irregularities are formed on the surface of the pressure-sensitive adhesive layer (X1), the heating The peelability at the time of peeling tends to be improved.
- the shear storage elastic modulus G'(t) of the non-expandable pressure-sensitive adhesive layer (X1') at the expansion start temperature (t) of the heat-expandable particles is preferably 5.0 ⁇ 10 3 to 1.0 ⁇ 10 7. Pa, more preferably 1.0 ⁇ 10 4 to 5.0 ⁇ 10 6 Pa, still more preferably 5.0 ⁇ 10 4 to 1.0 ⁇ 10 6 Pa.
- the shear storage elastic modulus G'(t) of the non-expandable pressure-sensitive adhesive layer (X1') is 5.0 ⁇ 10 3 Pa or more, the position of the adherend at the time of temporary fixing is displaced, and the adhesive on the adherend. Excessive subduction into the layer (X1) can be suppressed, curling of the adhesive sheet during heat peeling can be suppressed, and handleability tends to be improved.
- the shear storage modulus G '(t) is 1.0 ⁇ 10 7 Pa or less, the expansion of the thermally expandable particles, easily irregularities are formed on the surface of the pressure-sensitive adhesive layer (X1), the heating The peelability at the time of peeling tends to be improved.
- the shear storage elastic modulus G'of the non-expandable pressure-sensitive adhesive layer (X1') at a predetermined temperature means a value measured by the method described in Examples.
- the thickness of the pressure-sensitive adhesive layer (X1) at 23 ° C. is preferably 5 to 150 ⁇ m, more preferably 10 to 100 ⁇ m, and even more preferably 20 to 80 ⁇ m. If the thickness of the pressure-sensitive adhesive layer (X1) at 23 ° C. is 5 ⁇ m or more, sufficient adhesive strength can be easily obtained, and unintentional peeling from the adherend during temporary fixing, misalignment of the adherend, etc. It tends to be suppressed. On the other hand, when the thickness of the pressure-sensitive adhesive layer (X1) at 23 ° C.
- the thickness of the pressure-sensitive adhesive layer means the value measured by the method described in Example.
- the thickness of the pressure-sensitive adhesive layer (X1) is a value before expansion of the heat-expandable particles.
- the pressure-sensitive adhesive layer (X2) is a layer arbitrarily provided on the other surface side of the base material (Y).
- the pressure-sensitive adhesive layer (X2) may be a heat-expandable layer or a non-heat-expandable layer, but is preferably a non-heat-expandable layer.
- the pressure-sensitive adhesive layer (X1) and the pressure-sensitive adhesive layer (X2) have different action mechanisms for reducing the adhesive strength of the pressure-sensitive adhesive layer, thereby reducing the adhesive strength of one of the pressure-sensitive adhesive layers. When doing so, it is possible to prevent the adhesive strength of the other adhesive layer from being unintentionally reduced.
- the volume change rate (%) of the pressure-sensitive adhesive layer (X2) calculated from the above formula is less than 5%, preferably less than 2%. It is preferably less than 1%, more preferably less than 0.1%, and even more preferably less than 0.01%.
- the pressure-sensitive adhesive layer (X2) preferably does not contain heat-expandable particles, but may contain heat-expandable particles within a range not contrary to the object of the present invention.
- the pressure-sensitive adhesive layer (X2) contains thermally expandable particles, the smaller the content is, the more preferable, and the content is preferably less than 3% by mass, based on the total mass (100% by mass) of the pressure-sensitive adhesive layer (X2). It is preferably less than 1% by mass, more preferably less than 0.1% by mass, still more preferably less than 0.01% by mass, and even more preferably less than 0.001% by mass.
- the pressure-sensitive adhesive layer (X2) is preferably formed from the pressure-sensitive adhesive composition (x-2) containing a pressure-sensitive adhesive resin.
- a pressure-sensitive adhesive resin containing a pressure-sensitive adhesive resin.
- the pressure-sensitive adhesive composition (x-2) contains a pressure-sensitive resin, and if necessary, a cross-linking agent, a pressure-sensitive adhesive, a polymerizable compound, a polymerization initiator, and general pressure-sensitive adhesive other than the above-mentioned components. It may contain an additive for a pressure-sensitive adhesive used in the agent.
- the adhesive resin may be a polymer having adhesiveness by itself and having a mass average molecular weight (Mw) of 10,000 or more.
- the mass average molecular weight (Mw) of the adhesive resin is preferably 10,000 to 2 million, more preferably 20,000 to 1.5 million, and further preferably 30,000 from the viewpoint of further improving the adhesive strength of the pressure-sensitive adhesive layer (X2). ⁇ 1 million.
- the adhesive resin examples include rubber-based resins such as acrylic resins, urethane-based resins, and polyisobutylene-based resins, polyester-based resins, olefin-based resins, silicone-based resins, and polyvinyl ether-based resins.
- Rubber-based resins such as acrylic resins, urethane-based resins, and polyisobutylene-based resins
- polyester-based resins such as acrylic resins, urethane-based resins, and polyisobutylene-based resins
- olefin-based resins such as polybutylene-based resins
- silicone-based resins examples include polyvinyl ether-based resins.
- polyvinyl ether-based resins examples include rubber-based resins such as acrylic resins, urethane-based resins, and polyisobutylene-based resins, polyester-based resins, olefin-based resins, silicone-based resins, and polyvinyl ether-
- the pressure-sensitive adhesive composition (x-2) containing a pressure-sensitive adhesive resin is a pressure-sensitive adhesive composition that is cured by irradiation with energy rays from the viewpoint of differentiating the action mechanism of reducing the adhesive strength with the pressure-sensitive adhesive layer (X1). It is preferable, and the adhesive resin is more preferably a resin having an energy ray-polymerizable functional group in the side chain of the adhesive resin.
- the pressure-sensitive adhesive layer (X2) can be made into a pressure-sensitive adhesive layer that is cured by energy ray irradiation and whose adhesive strength is reduced.
- the energy ray-polymerizable functional group examples include those having a carbon-carbon double bond such as a (meth) acryloyl group, a vinyl group, and an allyl group.
- the pressure-sensitive adhesive composition (x-2) has an energy ray-polymerizable functional group together with a pressure-sensitive resin having an energy ray-polymerizable functional group or instead of a pressure-sensitive resin having an energy ray-polymerizable functional group. It may contain a monomer or a prepolymer. Examples of the monomer or prepolymer having an energy ray-polymerizable functional group include the same energy ray-polymerizable components contained in the above-mentioned polymerizable composition (x-1).
- the pressure-sensitive adhesive composition (x-2) is a pressure-sensitive adhesive composition that is cured by irradiation with energy rays
- the pressure-sensitive adhesive composition preferably further contains a photopolymerization initiator.
- the photopolymerization initiator include the same photopolymerization initiators that may be contained in the polymerizable composition (x-1).
- the content of the photopolymerization initiator is preferably 0.01 to 10 parts by mass, more preferably 0.03 with respect to 100 parts by mass of the total amount of the adhesive resin, the monomer and the prepolymer having an energy ray-polymerizable functional group. It is up to 5 parts by mass, more preferably 0.05 to 2 parts by mass.
- the adhesive resin preferably contains an acrylic resin from the viewpoint of exhibiting excellent adhesive strength.
- the content of the acrylic resin in the pressure-sensitive adhesive composition (x-2) is preferably 30 to 30% with respect to the total amount (100% by mass) of the pressure-sensitive resin contained in the pressure-sensitive adhesive composition (x-2). It is 100% by mass, more preferably 50 to 100% by mass, still more preferably 70 to 100% by mass, and even more preferably 85 to 100% by mass.
- the content of the pressure-sensitive resin in the pressure-sensitive adhesive composition (x-2) is preferably 35 to 100% by mass, based on the total amount (100% by mass) of the active ingredients of the pressure-sensitive adhesive composition (x-2). It is more preferably 50 to 100% by mass, further preferably 60 to 98% by mass, and even more preferably 70 to 95% by mass.
- the pressure-sensitive adhesive composition (x-2) when the pressure-sensitive adhesive composition (x-2) contains a pressure-sensitive adhesive resin having a functional group, the pressure-sensitive adhesive composition (x-2) preferably further contains a cross-linking agent.
- the cross-linking agent reacts with a tacky resin having a functional group to cross-link the tacky resins with the functional group as a cross-linking starting point.
- cross-linking agent examples include isocyanate-based cross-linking agents, epoxy-based cross-linking agents, aziridine-based cross-linking agents, and metal chelate-based cross-linking agents.
- the cross-linking agent one type may be used alone, or two or more types may be used in combination.
- isocyanate-based cross-linking agents are preferable from the viewpoint of increasing the cohesive force to improve the adhesive force and the availability.
- the content of the cross-linking agent is appropriately adjusted according to the number of functional groups of the adhesive resin, and is preferably 0.01 to 10 parts by mass with respect to 100 parts by mass of the adhesive resin having functional groups. It is more preferably 0.03 to 7 parts by mass, and further preferably 0.05 to 5 parts by mass.
- the pressure-sensitive adhesive composition (x-2) may further contain a pressure-sensitive adhesive from the viewpoint of further improving the adhesive strength.
- a pressure-sensitive adhesive from the viewpoint of further improving the adhesive strength.
- the same pressure-imparting agent that may be contained in the polymerizable composition (x-1) may be used. it can.
- Examples of the pressure-sensitive adhesive additive include the same pressure-sensitive adhesive additives that the polymerizable composition (x-1) may contain. When the pressure-sensitive adhesive composition (x-2) does not contain the heat-expandable particles, it is not necessary to avoid heating and drying the heat-expandable particles above the expansion start temperature (t), so that the pressure-sensitive adhesive composition (x) -2) may contain a solvent if necessary.
- the pressure-sensitive adhesive composition (x-2) can be produced by mixing a pressure-sensitive resin, a cross-linking agent used as necessary, a pressure-sensitive adhesive, an additive for pressure-sensitive adhesive, and the like.
- the adhesive strength of the pressure-sensitive adhesive layer (X2) on the adhesive surface is preferably 0.1 to 10.0 N / 25 mm, more preferably 0.2 to 8.0 N / 25 mm, and further preferably 0.4 to 6.0 N /. It is 25 mm, more preferably 0.5 to 4.0 N / 25 mm.
- the adhesive force on the adhesive surface of the adhesive layer (X2) is 0.1 N / 25 mm or more, unintentional peeling from the adherend during temporary fixing, misalignment of the adherend, etc. are more effectively suppressed. be able to.
- the adhesive strength is 10.0 N / 25 mm or less, it is easy to peel off without damaging the adherend.
- the shear storage elastic modulus G'(23) of the pressure-sensitive adhesive layer (X2) at 23 ° C. is preferably 5.0 ⁇ 10 3 to 1.0 ⁇ 10 7 Pa, more preferably 1.0 ⁇ 10 4 to 5. It is 0 ⁇ 10 6 Pa, more preferably 5.0 ⁇ 10 4 to 1.0 ⁇ 10 6 Pa.
- the shear storage elastic modulus G'(23) of the pressure-sensitive adhesive layer (X2) is 5.0 ⁇ 10 3 Pa or more, the position of the adherend at the time of temporary fixing is displaced, and the pressure-sensitive adhesive layer (X2) of the adherend is There is a tendency to suppress excessive subduction to the water.
- the shear storage modulus G '(23) is equal to or less than 1.0 ⁇ 10 7 Pa, there is a tendency to increase adhesion to the adherend.
- the shear storage elastic modulus G'(23) of the pressure-sensitive adhesive layer (X2) at 23 ° C. is measured by the same method as the shear storage elastic modulus G'(23) of the pressure-sensitive adhesive layer (X1) at 23 ° C. be able to.
- the thickness of the pressure-sensitive adhesive layer (X2) at 23 ° C. is preferably 5 to 150 ⁇ m, more preferably 8 to 100 ⁇ m, still more preferably 12 to 70 ⁇ m, and even more preferably 15 to 50 ⁇ m. If the thickness of the pressure-sensitive adhesive layer (X2) at 23 ° C. is 5 ⁇ m or more, sufficient adhesive strength can be easily obtained, and unintentional peeling from the adherend during temporary fixing, misalignment of the adherend, etc. can occur. It tends to be suppressed. On the other hand, if the thickness of the pressure-sensitive adhesive layer (X2) at 23 ° C. is 150 ⁇ m or less, the pressure-sensitive adhesive sheet tends to be easy to handle.
- Examples of the release material include a release sheet that has undergone double-sided release treatment, a release sheet that has undergone single-sided release treatment, and the like, in which a release agent is applied onto a base material for the release material.
- Examples of the base material for the release material include plastic films and papers.
- Examples of the plastic film include polyester resin films such as polyethylene terephthalate resin, polybutylene terephthalate resin and polyethylene naphthalate resin; and olefin resin films such as polypropylene resin and polyethylene resin.
- Examples of papers include high-quality paper. , Glassin paper, kraft paper, etc.
- the release agent examples include rubber-based elastomers such as silicone-based resins, olefin-based resins, isoprene-based resins, and butadiene-based resins; long-chain alkyl-based resins, alkyd-based resins, and fluorine-based resins.
- rubber-based elastomers such as silicone-based resins, olefin-based resins, isoprene-based resins, and butadiene-based resins
- long-chain alkyl-based resins alkyd-based resins
- fluorine-based resins fluorine-based resins
- the thickness of the release material is preferably 10 to 200 ⁇ m, more preferably 20 to 150 ⁇ m, and even more preferably 35 to 80 ⁇ m.
- the method for forming the pressure-sensitive adhesive layer (X1) is a polymerizable composition (x-1) containing the energy ray-polymerizable component and the heat-expandable particles.
- a method for producing an adhesive sheet which comprises a step of irradiating energy rays to form a polymer of the energy ray-polymerizable component.
- the method for forming the pressure-sensitive adhesive layer (X1) preferably includes the following steps I and II.
- Step I Forming a polymerizable composition layer composed of the polymerizable composition (x-1) on one surface side of the base material (Y)
- Step II Irradiating the polymerizable composition layer with energy rays.
- the step I is not particularly limited as long as it is a step of forming the polymerizable composition layer on one surface side of the base material (Y), but it is preferable to include the following steps I-1 to I-3.
- Step I-1 A step of applying the polymerizable composition (x-1) on the peeling surface of the release material to form a polymerizable composition layer.
- Step I-2 With respect to the above-mentioned polymerizable composition layer.
- Step I-3 A step of prepolymerizing the energy ray-polymerizable component in the polymerizable composition layer by irradiating the first energy ray.
- Step I-3 A base material (Y) is applied to the polymerizable composition layer after the first energy ray irradiation. Process of pasting
- Step I-1 is a step of applying the polymerizable composition (x-1) on the peeling surface of the release material to form the polymerizable composition layer.
- the method of applying the polymerizable composition (x-1) to the release material includes, for example, a spin coating method, a spray coating method, a bar coating method, a knife coating method, a roll coating method, and a blade coating method. , Die coat method, gravure coat method and the like.
- the polymerizable composition (x-1) is preferably a solvent-free polymerizable composition.
- the polymerizable composition (x-1) is a solvent-free polymerizable composition, it is not necessary to carry out the solvent heating and drying step in this step.
- the polymerizable composition (x-1) may be applied and then heat-dried. In that case, the heating temperature is lower than the expansion start temperature (t) of the thermally expandable particles.
- Step I-2 is a step of irradiating the polymerizable composition layer formed in step I-1 with the first energy ray to prepolymerize the energy ray-polymerizable component in the polymerizable composition layer. ..
- the first energy ray irradiation is carried out for the purpose of increasing the viscosity of the polymerizable composition by prepolymerizing the energy ray-polymerizable component and improving the shape retention of the polymerizable composition layer.
- the energy ray-polymerizable component is not completely polymerized, but only prepolymerized. This makes it possible to improve the adhesion between the polymerizable composition layer and the base material (Y) in step I-3.
- ultraviolet rays which are easy to handle, are preferable as the energy rays used for the first energy ray irradiation in step I-2.
- Illuminance of ultraviolet in the first energy beam irradiation is preferably 70 ⁇ 250mW / cm 2, more preferably 100 ⁇ 200mW / cm 2, more preferably 130 ⁇ 170mW / cm 2.
- the amount of ultraviolet in the first energy beam irradiation is preferably 40 ⁇ 200mJ / cm 2, more preferably 60 ⁇ 150mJ / cm 2, more preferably 80 ⁇ 120mJ / cm 2.
- the first energy ray irradiation may be performed once or may be divided into a plurality of times. Further, in order to suppress the temperature rise of the polymerizable composition layer due to the heat of polymerization or the like, the polymerizable composition layer may be cooled.
- Step I-3 is a step of attaching the base material (Y) to the polymerizable composition layer after the first energy ray irradiation.
- the method of attaching the base material (Y) to the polymerizable composition layer is not particularly limited, and examples thereof include a method of laminating the base material (Y) on the exposed surface of the polymerizable composition layer. Lamination may be performed while heating or may be performed without heating, but from the viewpoint of suppressing the expansion of the thermally expandable particles, it is preferably performed without heating. At this time, the polymerizable composition layer prepolymerized by the first energy ray irradiation has good adhesion to the base material (Y) even when it is not heated.
- step II the polymerizable composition layer formed in step I is irradiated with energy rays to form a polymer of energy ray-polymerizable components, and a pressure-sensitive adhesive layer containing the polymer and heat-expandable particles.
- step II the polymerizable composition layer formed in step I is irradiated with energy rays to form a polymer of energy ray-polymerizable components, and a pressure-sensitive adhesive layer containing the polymer and heat-expandable particles.
- This is a step of forming (X1).
- the energy ray irradiation in the step II is the second energy ray irradiation performed on the polymerizable composition layer after the prepolymerization.
- the energy ray irradiation in step II is different from the first energy ray irradiation, and it is preferable that the energy ray irradiation is performed to such an extent that the polymerization of the energy ray-polymerizable component does not substantially proceed even if the energy rays are further irradiated.
- the energy ray irradiation in step II the polymerization of the energy ray-polymerizable component proceeds, and the polymer of the energy ray-polymerizable component constituting the pressure-sensitive adhesive layer (X1) is formed.
- ultraviolet rays which are easy to handle, are preferable as the energy rays used for the energy ray irradiation in step II.
- Illuminance of ultraviolet in the energy beam irradiation step II is preferably 100 ⁇ 350mW / cm 2, more preferably 150 ⁇ 300mW / cm 2, more preferably 180 ⁇ 250mW / cm 2.
- Quantity of ultraviolet light in the energy beam irradiation step II is preferably 500 ⁇ 4,000mJ / cm 2, more preferably 1,000 ⁇ 3,000mJ / cm 2, more preferably 1,500 ⁇ 2,500mJ / cm 2 Is.
- the energy ray irradiation in step II may be performed once or may be performed in multiple times. Further, in order to suppress the temperature rise of the polymerizable composition layer due to the heat of polymerization or the like, the polymerizable composition layer may be cooled.
- the polymerizable composition layer is intermediate between the release material, the polymerizable composition layer, and the base material (Y) laminated in this order. Obtained as a layer.
- the second energy ray irradiation may be performed on the laminated body having the said structure.
- one or more selected from the release material and the base material (Y) are energy from the viewpoint of making it possible to sufficiently irradiate the polymerizable composition layer existing as the intermediate layer of the laminate with energy rays. Those having line transparency are preferable.
- any of the steps included in the above steps I and II it is preferable not to include a step of heating the polymerizable composition from the viewpoint of suppressing the expansion of the heat-expandable particles.
- heating here means, for example, intentionally heating during drying, laminating, etc., and the heat and energy ray-polymerizable composition imparted to the polymerizable composition by irradiation with energy rays.
- the temperature rise due to the heat of polymerization generated by polymerization is not included.
- the heating temperature is preferably "a temperature lower than the expansion start temperature (t)", more preferably "expansion start temperature (t) -5 ° C.” or less.
- the method for producing the pressure-sensitive adhesive sheet according to one aspect of the present invention preferably further includes the following step III.
- Step III A step of forming an adhesive layer (X2) on the other surface side of the base material (Y).
- the method for forming the pressure-sensitive adhesive layer (X2) may be appropriately determined according to the type of the composition constituting the pressure-sensitive adhesive layer (X2).
- step III preferably includes the following steps III-1 and III-2.
- Step III-1 A step of applying the pressure-sensitive adhesive composition (x-2) to one surface of the release material to form a pressure-sensitive adhesive layer (X2)
- Step III-2 The other side of the base material (Y) The step of attaching the adhesive layer (X2) formed in step III-1 to
- the same method as that mentioned as a method for applying the polymerizable composition (x-1) in step I-1 can be mentioned. Be done.
- the pressure-sensitive adhesive layer (X2) contains a solvent, it may include a step of applying the pressure-sensitive adhesive composition (x-2) and then drying the coating film.
- the release material used in step III-1 and the release material used in step I-1 suppress the phenomenon that the pressure-sensitive adhesive layer is separated and peeled off by the two release materials. From the viewpoint, it is preferable that the peeling force is designed to be different.
- step III-2 As a method of attaching the pressure-sensitive adhesive layer (X2) to the base material (Y) in step III-2, the same method as the method of attaching the base material (Y) to the polymerizable composition layer in step I-3 can be mentioned. The same applies to the preferred embodiments.
- the pressure-sensitive adhesive sheet according to one aspect of the present invention can be heat-peeled at a low temperature while having sufficient adhesive strength at the time of temporary fixing, and therefore can be applied to various uses.
- a dicing sheet used when dicing an adherend such as a semiconductor wafer a back grind sheet used in a process of grinding an adherend, a substrate such as a semiconductor chip individualized by dicing.
- Expanding tape used to increase the distance between wafers transfer tape used to invert the front and back of adherends such as semiconductor chips, and temporary fixing used to temporarily fix an object to be inspected. Suitable for fixing sheets and the like.
- the adherend of the pressure-sensitive adhesive sheet according to one aspect of the present invention is not particularly limited, and examples thereof include semiconductor chips, semiconductor wafers, compound semiconductors, semiconductor packages, electronic components, sapphire substrates, displays, and panel substrates. Since the pressure-sensitive adhesive sheet of one aspect of the present invention can be peeled off by heating at a low temperature, it is suitable for temporarily fixing an adherend that easily changes heat, such as a semiconductor chip with DAF.
- the heating temperature at which the pressure-sensitive adhesive sheet according to one aspect of the present invention is heat-peeled from the adherend is equal to or higher than the expansion start temperature (t) of the heat-expandable particles, and is preferably “a temperature higher than the expansion start temperature (t)”. , More preferably “expansion start temperature (t) + 2 ° C.” or higher, further preferably “expansion start temperature (t) + 4 ° C.” or higher, and even more preferably "expansion start temperature (t) + 5 ° C.” or higher.
- the heating temperature at the time of heat peeling is preferably 120 ° C. or lower, more preferably 115 ° C. or lower, and further, within the range of the expansion start temperature (t) or higher, from the viewpoint of suppressing the thermal change of the adherend. It is preferably 110 ° C. or lower, and even more preferably 105 ° C. or lower.
- the heating method is not particularly limited as long as it can be heated to a temperature higher than the temperature at which the thermally expandable particles expand, and for example, an electric heater; dielectric heating; magnetic heating; near infrared rays, mid infrared rays, far infrared rays, etc. Heating by electromagnetic waves such as infrared rays can be appropriately used.
- the heating method may be any of a contact type heating method such as a heating roller and a heating press, and a non-contact type heating method such as an atmosphere heating device and infrared irradiation.
- the present invention also provides a method for manufacturing a semiconductor device using the pressure-sensitive adhesive sheet according to one aspect of the present invention.
- the adhesive sheet of one aspect of the present invention is used as a temporary fixing sheet for processing an adherend (hereinafter, "the semiconductor device of the first aspect"). Also referred to as “manufacturing method”).
- a work object is attached to the pressure-sensitive adhesive sheet of one aspect of the present invention, and the work object is subjected to a grinding process and an individualization process.
- One or more selected treatments (hereinafter, also referred to as "processing treatments") are performed, and after the treatments, the pressure-sensitive adhesive sheet is heated to 120 ° C. or higher at the expansion start temperature (t) or higher to obtain a pressure-sensitive adhesive layer. Examples thereof include a method for manufacturing a semiconductor device, which includes a step of expanding (X1).
- a semiconductor device refers to a device in general that can function by utilizing semiconductor characteristics. For example, wafers with integrated circuits, thinned wafers with integrated circuits, chips with integrated circuits, thinned chips with integrated circuits, electronic components including these chips, and electronic components with the electronic components. kind and the like.
- the pressure-sensitive adhesive layer of the pressure-sensitive adhesive sheet to which the object to be processed is attached may be the pressure-sensitive adhesive layer (X1), and when the pressure-sensitive adhesive sheet is a double-sided pressure-sensitive adhesive sheet, the pressure-sensitive adhesive It may be a layer (X2).
- the pressure-sensitive adhesive sheet is a double-sided pressure-sensitive adhesive sheet, it is preferable that the object to be processed is attached to one pressure-sensitive adhesive layer and the support is attached to the other pressure-sensitive adhesive layer.
- the support may be attached to the pressure-sensitive adhesive layer (X1) and the object to be processed may be attached to the pressure-sensitive adhesive layer (X2), or the object to be processed may be attached to the pressure-sensitive adhesive layer (X1).
- the support may be attached to the pressure-sensitive adhesive layer (X2).
- the support is attached to the pressure-sensitive adhesive layer (X1) and the object to be processed is attached to the pressure-sensitive adhesive layer (X2), the support is attached to the pressure-sensitive adhesive layer (X1) having excellent peelability after heat treatment. By being attached, even if the support is made of a hard material, the adhesive sheet and the support can be heat-peeled without bending.
- the composition of the pressure-sensitive adhesive layer (X2) may be appropriately selected according to the type of the object to be processed, and for example, the pressure-sensitive adhesive layer (X2) is a pressure-sensitive adhesive layer whose adhesive strength is reduced by irradiation with energy rays.
- the object to be processed can be peeled off without being contaminated by the residue derived from the thermally expandable particles.
- the object to be processed is attached to the pressure-sensitive adhesive layer (X1) and the support is attached to the pressure-sensitive adhesive layer (X2)
- the object to be processed is a pressure-sensitive adhesive layer having excellent peelability after heat treatment (X1).
- X1 By being attached to X1), when the object to be processed is peeled off by heating after processing, the object to be processed can be peeled from the adhesive sheet by self-peeling, so that damage to the object to be processed can be reduced.
- the method for manufacturing the semiconductor device of the first aspect is a manufacturing method including the following steps 1A to 5A (hereinafter, also referred to as "manufacturing method A"). Is preferable.
- Step 1A A process of attaching the object to be processed to the pressure-sensitive adhesive layer (X2) of the pressure-sensitive adhesive sheet and attaching a support to the pressure-sensitive adhesive layer (X1)
- Step 2A Grinding and individual pieces of the object to be processed.
- Step 3A of applying one or more treatments selected from the chemical treatment Step 4A of attaching a thermosetting film to the surface of the processed object to be treated, which is opposite to the pressure-sensitive adhesive layer (X2).
- Step 5A A step of heating the pressure-sensitive adhesive sheet to 120 ° C. or higher and the expansion start temperature (t) or more to separate the pressure-sensitive adhesive layer (X1) from the support
- Step 5A The pressure-sensitive adhesive layer (X2) and the processing target The process of separating things
- Step 1A is a step of attaching the object to be processed to the pressure-sensitive adhesive layer (X2) of the pressure-sensitive adhesive sheet and attaching the support to the pressure-sensitive adhesive layer (X1).
- FIG. 3 is a cross-sectional view illustrating a step of attaching the semiconductor wafer W to the adhesive layer (X2) of the adhesive sheet 2b and attaching the support 3 to the adhesive layer (X1). The semiconductor wafer W is attached so that the surface W1 which is the circuit surface is on the adhesive layer (X2) side.
- the semiconductor wafer W may be a silicon wafer, a wafer such as gallium arsenide, silicon carbide, sapphire, lithium tantalate, lithium niobate, gallium nitride, indium phosphorus, or a glass wafer.
- the thickness of the semiconductor wafer W before grinding is usually 500 to 1000 ⁇ m.
- the circuit included in the surface W1 of the semiconductor wafer W can be formed by, for example, a conventionally used general-purpose method such as an etching method or a lift-off method.
- the material of the support 3 may be appropriately selected in consideration of required characteristics such as mechanical strength and heat resistance according to the type of the object to be processed, the content of processing, and the like.
- Examples of the material of the support 3 include metal materials such as SUS; non-metallic inorganic materials such as glass and silicon wafers; epoxy resin, ABS resin, acrylic resin, engineering plastic, super engineering plastic, polyimide resin, polyamideimide resin and the like.
- Resin materials Composite materials such as glass epoxy resin, and among these, SUS, glass, and silicon wafers are preferable.
- the engineering plastic include nylon, polycarbonate (PC), polyethylene terephthalate (PET), and the like.
- Examples of the super engineering plastic include polyphenylene sulfide (PPS), polyethersulfone (PES), and polyetheretherketone (PEEK).
- the support 3 is preferably attached to the entire surface of the adhesive surface of the adhesive layer (X1). Therefore, the area of the surface of the support 3 on the side to be attached to the adhesive surface of the adhesive layer (X1) is preferably equal to or larger than the area of the adhesive surface of the adhesive layer (X1). Further, it is preferable that the surface of the support 3 on the side to be attached to the adhesive surface of the adhesive layer (X1) is flat.
- the shape of the support 3 is not particularly limited, but is preferably plate-shaped.
- the thickness of the support 3 may be appropriately selected in consideration of the required characteristics, but is preferably 20 ⁇ m or more and 50 mm or less, and more preferably 60 ⁇ m or more and 20 mm or less.
- Step 2A is a step of performing one or more processes selected from a grinding process and an individualizing process on the object to be processed.
- processes selected from the grinding process and the individualization process for example, a grinding process using a grinder or the like; a blade dicing method, a laser dicing method, a stealth dicing (registered trademark) method, a blade tip dicing method, a stealth tip Individualization processing by a dicing method or the like can be mentioned.
- individualization treatment by stealth dicing method, grinding treatment and individualization treatment by blade tip dicing method, grinding treatment and individualization treatment by stealth tip dicing method are preferable, and grinding treatment by blade tip dicing method.
- individualization treatment, grinding treatment by stealth tip dicing method and individualization treatment are more preferable.
- the stealth dicing method is a method in which a modified region is formed inside a semiconductor wafer by irradiation with laser light, and the semiconductor wafer is individualized using the modified region as a division starting point.
- the modified region formed on the semiconductor wafer is a portion that has been made brittle by multiphoton absorption, and the modified region is applied by applying stress in the direction in which the semiconductor wafer is parallel to the wafer surface and the wafer is expanded due to expansion.
- the cracks extend toward the front surface and the back surface of the semiconductor wafer starting from the above, and are separated into semiconductor chips. That is, the modified region is formed along the dividing line when it is individualized.
- the modified region is formed inside the semiconductor wafer by irradiation with a laser beam focused on the inside of the semiconductor wafer.
- the incident surface of the laser beam may be the front surface or the back surface of the semiconductor wafer. Further, the laser beam incident surface may be a surface to which the adhesive sheet is attached, in which case the laser beam is applied to the semiconductor wafer via the adhesive sheet.
- the blade tip dicing method is also called the DBG method (Dicing Before Grinding).
- DBG method Diing Before Grinding
- a groove is formed in the semiconductor wafer in advance along the line to be divided at a depth shallower than the thickness, and then the semiconductor wafer is back-ground to be thin until the ground surface reaches at least the groove. It is a method of individualizing while making it.
- the groove reached by the ground surface becomes a notch penetrating the semiconductor wafer, and the semiconductor wafer is divided by the notch and separated into semiconductor chips.
- the pre-formed groove is usually provided on the surface (circuit surface) of the semiconductor wafer, and can be formed by dicing using, for example, a conventionally known wafer dicing device provided with a dicing blade.
- the stealth dicing method is also called the SDBG method (Stealth Dicing Before Grinding). Similar to the stealth dicing method, the stealth dicing method is a kind of method in which a modified region is formed inside the semiconductor wafer by irradiation with laser light, and the semiconductor wafer is individualized using the modified region as a division starting point. However, it differs from the stealth dicing method in that the semiconductor wafer is fragmented into semiconductor chips while thinning the semiconductor wafer by grinding. Specifically, while the semiconductor wafer having the modified region is back-ground to be thinned, the pressure applied to the semiconductor wafer at that time causes the modified region as a starting point to be directed toward the surface to be attached to the pressure-sensitive adhesive layer of the semiconductor wafer.
- the cracks are extended and the semiconductor wafer is separated into semiconductor chips.
- the grinding thickness after forming the reformed region may be the thickness reaching the reformed region, but even if it does not reach the reformed region strictly, it is ground to a position close to the reformed region. Then, it may be split by the processing pressure of a grinding wheel or the like.
- the semiconductor wafer W is individualized by the blade tip dicing method, it is preferable that a groove is formed in advance on the surface W1 of the semiconductor wafer W to be attached to the pressure-sensitive adhesive layer (X2) in step 1A.
- the semiconductor wafer W to be attached to the pressure-sensitive adhesive layer (X2) is irradiated with laser light in step 1A to form a modified region in advance.
- the semiconductor wafer W attached to the pressure-sensitive adhesive layer (X2) may be irradiated with a laser beam to form a modified region.
- FIG. 4 shows a cross-sectional view illustrating a step of forming a plurality of reformed regions 5 on the semiconductor wafer W attached to the pressure-sensitive adhesive layer (X2) by using the laser light irradiation device 4.
- the laser beam is irradiated from the back surface W2 side of the semiconductor wafer W, and a plurality of modified regions 5 are formed inside the semiconductor wafer W at substantially equal intervals.
- FIG. 5 a plurality of semiconductor chip CPs while thinning the semiconductor wafer W by grinding the back surface W2 of the semiconductor wafer W on which the modified region 5 is formed by a grinder 6 and dividing the semiconductor wafer W starting from the modified region 5
- a cross-sectional view illustrating the process of individualizing is shown.
- the back surface W2 of the semiconductor wafer W is ground in a state where the support 3 supporting the semiconductor wafer W is fixed on a fixed table such as a chuck table.
- the thickness of the semiconductor chip CP after grinding is preferably 5 to 100 ⁇ m, more preferably 10 to 45 ⁇ m. Further, when the grinding process and the individualization process are performed by the stealth tip dicing method, the thickness of the semiconductor chip CP obtained by grinding can be easily set to 50 ⁇ m or less, more preferably 10 to 45 ⁇ m.
- the size of the semiconductor chip CP after grinding in a plan view is preferably less than 600 mm 2 , more preferably less than 400 mm 2 , and even more preferably less than 300 mm 2 .
- the plan view means to see in the thickness direction.
- the shape of the semiconductor chip CP after fragmentation in a plan view may be a rectangular shape or an elongated shape such as a rectangle.
- Step 3A is a step of attaching a thermosetting film to the surface of the processed object to be processed, which is opposite to the pressure-sensitive adhesive layer (X2).
- FIG. 6 illustrates a step of attaching a thermosetting film 7 provided with a support sheet 8 to a surface of a plurality of semiconductor chip CPs obtained by performing the above treatment on a surface opposite to the pressure-sensitive adhesive layer (X2). A cross-sectional view is shown.
- the thermosetting film 7 is a film having thermosetting property obtained by forming a resin composition containing at least a thermosetting resin, and is used as an adhesive when mounting a semiconductor chip CP on a substrate.
- the thermosetting film 7 may contain a curing agent for the thermosetting resin, a thermoplastic resin, an inorganic filler, a curing accelerator, and the like, if necessary.
- a thermosetting film generally used as a die bonding film, a die attach film, or the like can be used as the thermosetting film 7, for example.
- the thickness of the thermosetting film 7 is not particularly limited, but is usually 1 to 200 ⁇ m, preferably 3 to 100 ⁇ m, and more preferably 5 to 50 ⁇ m.
- the support sheet 8 may be any as long as it can support the thermosetting film 7, and examples thereof include resins, metals, and paper materials listed as the base material (Y) contained in the pressure-sensitive adhesive sheet according to the present invention. ..
- Examples of the method of attaching the thermosetting film 7 to a plurality of semiconductor chip CPs include a method of laminating. Laminating may be performed while heating or may be performed without heating.
- the heating temperature is preferably "a temperature lower than the expansion start temperature (t)" from the viewpoint of suppressing the expansion of the thermally expandable particles and suppressing the thermal change of the adherend. It is preferably "expansion start temperature (t) -5 ° C.” or less, more preferably “expansion start temperature (t) -10 ° C.” or less, and even more preferably “expansion start temperature (t) -15 ° C.” or less.
- Step 4A is a step of heating the pressure-sensitive adhesive sheet to 120 ° C. or higher at the expansion start temperature (t) or higher to separate the pressure-sensitive adhesive layer (X1) from the support.
- FIG. 7 shows a cross-sectional view illustrating a step of heating the pressure-sensitive adhesive sheet 2b to separate the pressure-sensitive adhesive layer (X1) and the support 3.
- the heating temperature in step 4A is equal to or higher than the expansion start temperature (t) of the thermally expandable particles, and is preferably "a temperature higher than the expansion start temperature (t)", more preferably “expansion start temperature” in the range of 120 ° C. or lower. (T) + 2 ° C. “or higher, more preferably” expansion start temperature (t) + 4 ° C. “or higher, and even more preferably” expansion start temperature (t) + 5 ° C. " Further, the heating temperature in step 4A is preferably "expansion start temperature (t) + 50 ° C.” or less in the range of 120 ° C. or lower from the viewpoint of energy saving and suppressing the thermal change of the adherend at the time of heat peeling.
- the heating temperature in the step 4A is preferably 115 ° C. or lower, more preferably 110 ° C. or lower, still more preferably 105 ° C. within the range of the expansion start temperature (t) or higher. It is as follows.
- Step 5A is a step of separating the pressure-sensitive adhesive layer (X2) from the object to be processed.
- FIG. 8 shows a cross-sectional view illustrating a step of separating the pressure-sensitive adhesive layer (X2) and the plurality of semiconductor chip CPs.
- the method for separating the pressure-sensitive adhesive layer (X2) and the plurality of semiconductor chip CPs may be appropriately selected according to the type of the pressure-sensitive adhesive layer (X2). For example, when the pressure-sensitive adhesive layer (X2) is a pressure-sensitive adhesive layer whose adhesive strength is reduced by irradiation with energy rays, the pressure-sensitive adhesive layer (X2) is irradiated with energy rays to reduce the adhesive strength and then separated. do it.
- thermosetting film 7 a plurality of semiconductor chip CPs attached on the thermosetting film 7 can be obtained.
- a method for dividing the thermosetting film 7 for example, a method such as laser dicing with laser light, expanding, or fusing can be applied.
- FIG. 9 shows a semiconductor chip CP with a thermosetting film 7 divided into the same shape as the semiconductor chip CP.
- the semiconductor chip CP with the thermosetting film 7 further includes an expanding step of widening the distance between the semiconductor chip CPs, a rearrangement step of arranging a plurality of semiconductor chip CPs having a wide distance, and a plurality of semiconductor chip CPs, if necessary. After an appropriate inversion step of inverting the front and back of the above, the thermosetting film 7 is attached (diatached) to the substrate from the side. After that, the semiconductor chip and the substrate can be fixed by thermosetting the thermosetting film.
- the production method according to one aspect of the present invention may not include step 3A in the production method A.
- step 3A the following step 4A'may be included instead of the step 4A.
- Step 4A' A step of heating the pressure-sensitive adhesive sheet to the expansion start temperature (t) or higher to separate the pressure-sensitive adhesive layer (X1) from the support.
- the method for manufacturing the semiconductor device of the first aspect is a manufacturing method including the following steps 1B to 4B (hereinafter, also referred to as "manufacturing method B"). May be good.
- Step 1B A process of attaching the object to be processed to the pressure-sensitive adhesive layer (X1) of the pressure-sensitive adhesive sheet, and attaching a support to the pressure-sensitive adhesive layer (X2) of the pressure-sensitive adhesive sheet.
- Step 3B Thermocurability is applied to the surface of the processed object to which the treatment has been performed, which is opposite to the pressure-sensitive adhesive layer (X1).
- Step 4B A step of heating the pressure-sensitive adhesive sheet to 120 ° C. or higher above the expansion start temperature (t) to separate the pressure-sensitive adhesive layer (X1) from the object to be processed.
- Steps 1B to 3B are described by replacing the pressure-sensitive adhesive layer (X1) with the pressure-sensitive adhesive layer (X2) and the pressure-sensitive adhesive layer (X2) with the pressure-sensitive adhesive layer (X1) in the description of steps 1A to 3A. ..
- Step 4B is a step of heating the pressure-sensitive adhesive sheet to 120 ° C. or higher at the expansion start temperature (t) or higher to separate the pressure-sensitive adhesive layer (X1) from the object to be processed.
- the heating conditions such as the heating temperature of the pressure-sensitive adhesive sheet in step 4B are the same as those described in step 4A.
- step 4B a plurality of semiconductor chips attached on the thermosetting film are obtained.
- the thermosetting film is divided to obtain a semiconductor chip with a thermosetting film.
- the manufacturing method B may include a step 5B for separating the pressure-sensitive adhesive layer (X2) and the support after the step 4B.
- the method for separating the pressure-sensitive adhesive layer (X2) and the support may be appropriately selected according to the type of the pressure-sensitive adhesive layer (X2). For example, when the pressure-sensitive adhesive layer (X2) is a pressure-sensitive adhesive layer whose adhesive strength is reduced by irradiation with energy rays, the pressure-sensitive adhesive layer (X2) is irradiated with energy rays to reduce the adhesive strength and then separated. do it.
- the production method of one aspect of the present invention may not include step 3B in the production method B.
- step 3B is not included, the following step 4B'may be included instead of step 4B.
- Step 4B' A step of heating the pressure-sensitive adhesive sheet to the expansion start temperature (t) or higher to separate the pressure-sensitive adhesive layer (X1) from the object to be processed.
- the method for manufacturing a semiconductor device of the present invention is not limited to the method for manufacturing a semiconductor device according to the first aspect described above, and may be a method for manufacturing a semiconductor device according to another aspect from the first aspect.
- the method for manufacturing a semiconductor device of another aspect there is a method of using the pressure-sensitive adhesive sheet of one aspect of the present invention as a temporary fixing sheet for inspecting an inspection object as a part of a manufacturing process. Examples of the inspection performed on the inspection object include a defect inspection using an optical microscope and a laser (for example, dust inspection, surface scratch inspection, wiring pattern inspection, etc.), and a visual surface inspection.
- the inspection target examples include semiconductor chips, semiconductor wafers, compound semiconductors, semiconductor packages, electronic components, LED elements, sapphire substrates, displays, panel substrates, and the like.
- the adhesive sheet of one aspect of the present invention is used as a temporary fixing sheet for inspecting an inspection object
- the inspection is carried out with a plurality of inspection objects attached to the adhesive layer (X1) of the adhesive sheet.
- a part of the pressure-sensitive adhesive layer (X1) to which the plurality of inspection objects are attached is locally heated to obtain a specific inspection object attached to the portion. It can also be selectively heat-peeled.
- the pressure-sensitive adhesive sheet according to one aspect of the present invention can be heat-peeled at a low temperature, it is excellent in workability and energy saving of the heat-peeling work, and even if the inspection object is easily thermally changed. , It is possible to suppress the thermal change of the inspection object due to heating at the time of heat peeling.
- the method for manufacturing a semiconductor device of another aspect there is a method of separating an object to be processed attached to another sheet from the other sheet by using the adhesive sheet of one aspect of the present invention.
- a plurality of semiconductor chips that are spaced apart on the expanding tape are attached to the adhesive surface of the expanding tape, but the work of picking up these chips one by one is complicated.
- the pressure-sensitive adhesive layer (X1) of the pressure-sensitive adhesive sheet according to one aspect of the present invention is attached to the exposed surface of a plurality of semiconductor chips attached on the expanding tape, and then.
- the plurality of semiconductor chips By peeling the expanding tape from the plurality of semiconductor chips, the plurality of semiconductor chips can be separated from the expanding tape at once.
- a plurality of semiconductor chips attached on the pressure-sensitive adhesive sheet according to one aspect of the present invention can be obtained.
- the plurality of semiconductor chips can be easily separated by subsequently heating the pressure-sensitive adhesive layer (X1) to a temperature equal to or higher than the expansion start temperature (t) of the heat-expandable particles.
- the pressure-sensitive adhesive sheet according to one aspect of the present invention can be heat-peeled at a low temperature, it is excellent in workability and energy saving of heat-peeling work, and even if the adherend is easily thermally changed.
- the plurality of separated semiconductor chips may be transferred to another pressure-sensitive adhesive sheet, or may be subjected to a rearrangement step of aligning the plurality of semiconductor chips after being separated once.
- non-expandable pressure-sensitive adhesive layer (X1') means a pressure-sensitive adhesive layer that does not contain heat-expandable particles, and is the same as the pressure-sensitive adhesive layer of the pressure-sensitive adhesive sheet produced in the comparative example described later.
- the pressure-sensitive adhesive layer containing no heat-expandable particles prepared for the measurement of the coefficient of thermal expansion G' corresponds to the non-expandable pressure-sensitive adhesive layer (X1').
- the physical property values in the following synthesis examples and examples are values measured by the following methods.
- Shear storage elastic modulus G'(23) of the pressure-sensitive adhesive layer (X1) at 23 ° C. A test sample having a pressure-sensitive adhesive layer (X1) having a diameter of 8 mm and a thickness of 3 mm was used as a test sample, and a viscoelasticity measuring device (manufactured by Antonio Par Co., Ltd., device name “MCR300”) was used to set a test start temperature of 0 ° C. and a test end temperature.
- the shear storage elastic modulus G'(23) at 23 ° C. was measured by the torsional shearing method under the conditions of 300 ° C., a heating rate of 3 ° C./min, and a frequency of 1 Hz.
- Shear storage elastic modulus G'of non-expandable pressure-sensitive adhesive layer (X1') In order to measure the shear storage elastic modulus G'excluding the influence of the heat-expandable particles, in each example, the non-expansion has the same structure as the pressure-sensitive adhesive layer (X1) except that the heat-expandable particles are not contained.
- the pressure-sensitive adhesive layer (X1') was prepared as a sample for measuring the shear storage elastic modulus corresponding to the pressure-sensitive adhesive layer (X1) of each example, and the shear storage elastic modulus G'was measured.
- the shear storage elastic modulus G'of the non-expandable pressure-sensitive adhesive layer (X1') prepared in Comparative Example was also measured by this evaluation method.
- a test sample having a non-expandable pressure-sensitive adhesive layer (X1') having a diameter of 8 mm and a thickness of 3 mm was used as a test sample, and a test start temperature of 0 ° C. was used using a viscoelasticity measuring device (manufactured by Antonio Par, device name "MCR300").
- MCR300 viscoelasticity measuring device
- the shear storage elastic modulus G'(t) at t) was measured.
- the expansion start temperature (t) of the heat-expandable particles of the non-expandable pressure-sensitive adhesive layer (X1'), which is a sample for measuring the shear storage elastic modulus, is the adhesion of the example corresponding to the sample for measuring the shear storage elastic modulus. It means the expansion start temperature (t) of the heat-expandable particles contained in the agent layer (X1), and in this example, it means 88 ° C. as described later. Moreover, since the pressure-sensitive adhesive sheet produced in Comparative Example did not have the expansion start temperature (t), the shear storage elastic modulus G'at 88 ° C., which was the same as in Example, was measured.
- Synthesis example 1 (Synthesis of urethane acrylate-based prepolymer) 100 parts by mass of polypropylene glycol having a mass average molecular weight (Mw) of 3,000 (solid content conversion value; the same applies hereinafter), 4 parts by mass of hexamethylene diisocyanate, and 0.02 parts by mass of dioctyltin dilaurate are mixed and at 80 ° C.
- the reaction product hereinafter, also referred to as “unmodified prepolymer” was obtained by stirring for 6 hours. When the IR spectrum of the obtained reaction product was measured by infrared spectroscopy, it was confirmed that the isocyanate groups had almost disappeared.
- an adhesive sheet was produced by the following procedure.
- the solvent-free polymerizable composition is applied onto the peeling surface of a polyethylene terephthalate (PET) -based release film (manufactured by Lintec Corporation, product name "SP-PET38131", thickness: 38 ⁇ m) to be applied to the polymerizable composition layer.
- PET polyethylene terephthalate
- the polymerizable composition layer was prepolymerized by irradiating the polymerizable composition layer with ultraviolet rays under the conditions of an illuminance of 150 mW / cm 2 and a light intensity of 100 mJ / cm 2 .
- the thickness of the polymerizable composition layer was adjusted so that the thickness of the obtained pressure-sensitive adhesive layer (X1) was the thickness shown in Table 1.
- a polyethylene terephthalate film manufactured by Toyobo Co., Ltd., Cosmo Shine (registered trademark), product number "A4300", thickness: 50 ⁇ m
- a base material (Y) was applied to the exposed surface of the polymerizable composition layer.
- the above-mentioned illuminance and amount of light during ultraviolet irradiation are values measured using an illuminance / light intensity meter (manufactured by EIT, product name "UV Power Pack II").
- Comparative Examples 1 to 5 The release film, the non-expandable pressure-sensitive adhesive layer (X1') and the group are the same as in Example 1 except that the composition of the pressure-sensitive adhesive layer (X1) in Example 1 is changed to the composition shown in Table 1. An adhesive sheet in which the material (Y) was laminated in this order was obtained.
- Comparative Example 6 A solvent-free polymerizable composition was prepared in the same manner as in Example 5 except that the urethane acrylate-based prepolymer was not blended in the pressure-sensitive adhesive main agent in Example 5. Next, the solvent-free polymerizable composition was applied onto the peeled surface of a polyethylene terephthalate (PET) -based release film (manufactured by Lintec Corporation, product name "SP-PET38131", thickness: 38 ⁇ m). The viscosity was too low to form a coating film of the desired thickness.
- PET polyethylene terephthalate
- Example 5 the same as in Example 5 except that 2-ethylhexyl acrylate and isobornyl acrylate were not blended in the pressure-sensitive main agent and the trifunctional monomer was not blended in the solvent-free polymerizable composition.
- a solvent-free polymerizable composition To prepare a solvent-free polymerizable composition.
- the solvent-free polymerizable composition was applied onto the peeled surface of a polyethylene terephthalate (PET) -based release film (manufactured by Lintec Corporation, product name "SP-PET38131", thickness: 38 ⁇ m). The viscosity was too high to form a coating film.
- PET polyethylene terephthalate
- Example 5 a pressure-sensitive adhesive sheet was produced in the same manner as in Example 5, except that the unmodified prepolymer prepared in Synthesis Example 1 was blended in place of the urethane acrylate-based prepolymer blended in the pressure-sensitive adhesive main agent.
- the obtained adhesive sheet had a low cohesive force and did not self-peel in the evaluation of self-peeling property.
- the release film was removed from the adhesive layer (X1) of the adhesive sheet cut to 50 mm ⁇ 50 mm, and the surface of the exposed adhesive layer (X1) was 2 kg based on JIS Z0237: 2000 with respect to the mirror surface of the silicon mirror wafer.
- the film was bonded with a rubber roller of No. 1 and left to stand for 20 minutes in an environment of 23 ° C. and 50% RH (relative humidity) immediately after that.
- the test sample is placed on the hot plate so that the silicon mirror wafer is on the side in contact with the hot plate and the adhesive sheet side is on the side not in contact with the hot plate, and the temperature is equal to or higher than the expansion start temperature of the thermally expandable particles.
- the ratio (%) of the peeled area of the pressure-sensitive adhesive sheet at the time of heating for 60 seconds was determined and evaluated based on the following criteria.
- A the time (seconds) required for the entire surface to be peeled off was measured.
- the pressure-sensitive adhesive layer can be satisfactorily formed even when the pressure-sensitive adhesive layer is formed by an energy ray-polymerizable component, which is sufficient before heat peeling. It can be seen that although it has adhesive strength, sufficient self-peeling property is obtained at the time of thermal peeling. Further, it can be seen that the adhesive strength and self-peeling property of these pressure-sensitive adhesive sheets can be adjusted by adjusting the composition of the polymerizable composition, the thickness of the pressure-sensitive adhesive layer (X1), and the like. On the other hand, none of the adhesive sheets of Comparative Examples 1 to 5 could be peeled off by heating.
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Inorganic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- General Physics & Mathematics (AREA)
- Manufacturing & Machinery (AREA)
- Computer Hardware Design (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Power Engineering (AREA)
- Adhesive Tapes (AREA)
Abstract
The present invention pertains to a pressure-sensitive adhesive sheet comprising: a substrate (Y); and a pressure-sensitive adhesive layer (X1) containing a polymer of energy ray-polymerizable components and thermally expandable particles, wherein the polymer is obtained by irradiating, with energy rays, a polymerizable composition which contains, as the energy ray-polymerizable components, a monomer (a1) having an energy ray-polymerizable functional group and a prepolymer (a2) having an energy ray-polymerizable functional group.
Description
本発明は、粘着シート、粘着シートの製造方法及び半導体装置の製造方法に関する。
The present invention relates to an adhesive sheet, a method for producing an adhesive sheet, and a method for manufacturing a semiconductor device.
粘着シートは、部材を半永久的に固定する用途だけでなく、建材、内装材、電子部品等を加工したり検査したりする際に、加工や検査の対象となる部材(以下、「被着体」ともいう)を仮固定するための仮固定用シートとして使用される場合がある。例えば、半導体装置の製造過程では、半導体ウエハを加工する際に仮固定用シートが用いられている。
Adhesive sheets are not only used for fixing members semi-permanently, but also for members that are subject to processing and inspection when processing or inspecting building materials, interior materials, electronic components, etc. (hereinafter, "adhesive body"). It may be used as a temporary fixing sheet for temporarily fixing). For example, in the manufacturing process of a semiconductor device, a temporary fixing sheet is used when processing a semiconductor wafer.
半導体装置の製造過程において、半導体ウエハは、研削によって厚さを薄くする研削工程、切断分離して個片化する個片化工程等を経て、半導体チップに加工される。このとき、半導体ウエハは、仮固定用シートに仮固定された状態で所定の加工が施される。所定の加工を施して得られた半導体チップは、仮固定用シートから分離された後、必要に応じて、半導体チップ同士の間隔を広げるエキスパンド工程、間隔を広げた複数の半導体チップを配列させる再配列工程、半導体チップの表裏を反転させる反転工程等を適宜施された後、基板に実装される。上記各工程においても、それぞれの用途に適した仮固定用シートを使用することができる。
In the manufacturing process of a semiconductor device, a semiconductor wafer is processed into a semiconductor chip through a grinding process of reducing the thickness by grinding, an individualizing process of cutting and separating and individualizing. At this time, the semiconductor wafer is subjected to a predetermined process in a state of being temporarily fixed to the temporary fixing sheet. The semiconductor chips obtained by performing the predetermined processing are separated from the temporary fixing sheet, and then, if necessary, an expanding step of widening the distance between the semiconductor chips and a re-arrangement of a plurality of semiconductor chips having the widened distances. After appropriately performing an arranging process, an inverting process of inverting the front and back of the semiconductor chip, etc., the semiconductor chip is mounted on the substrate. Also in each of the above steps, a temporary fixing sheet suitable for each application can be used.
特許文献1には、基材の少なくとも片面に、熱膨張性微小球を含有する熱膨張性粘着層が設けられた、電子部品切断時の仮固定用の加熱剥離型粘着シートが開示されている。同文献には、該加熱剥離型粘着シートは、電子部品切断時には、被着体に対して所定の大きさの接触面積を確保できるため、チップ飛び等の接着不具合を防止し得る接着性を発揮できる一方で、使用後には、加熱して熱膨張性微小球を膨張させれば、被着体との接触面積を減少させ、容易に剥離することができる旨の記載がある。
Patent Document 1 discloses a heat-release type pressure-sensitive adhesive sheet for temporary fixing at the time of cutting an electronic component, in which a heat-expandable pressure-sensitive adhesive layer containing heat-expandable microspheres is provided on at least one surface of a base material. .. According to the document, the heat-removable adhesive sheet can secure a contact area of a predetermined size with respect to the adherend when cutting an electronic component, and thus exhibits adhesiveness capable of preventing adhesive defects such as chip skipping. On the other hand, there is a description that if the heat-expandable microspheres are expanded by heating after use, the contact area with the adherend can be reduced and the microspheres can be easily peeled off.
ところで、半導体チップを基板に実装する際に、半導体チップをダイアタッチフィルム(以下、「DAF」ともいう)と称される、熱硬化性を有するフィルム状接着剤を介して基板に貼付する工程が採用されている。
DAFは、半導体ウエハ又は個片化した複数の半導体チップの一方の面に貼付され、半導体ウエハの個片化と同時に又は半導体チップに貼付された後に半導体チップと同形状に分割される。個片化して得られたDAF付き半導体チップは、DAF側から基板に貼付(ダイアタッチ)され、その後、DAFを熱硬化させることで半導体チップと基板とが固着される。このとき、DAFは基板に貼付されるまでは、感圧又は加熱により接着する性質が保持される必要がある。 By the way, when mounting a semiconductor chip on a substrate, a step of attaching the semiconductor chip to the substrate via a thermosetting film-like adhesive called a die attach film (hereinafter, also referred to as "DAF") is performed. It has been adopted.
The DAF is attached to one surface of the semiconductor wafer or a plurality of fragmented semiconductor chips, and is divided into the same shape as the semiconductor chip at the same time as the semiconductor wafer is fragmented or after being attached to the semiconductor chip. The semiconductor chip with DAF obtained by individualizing is attached (diatached) to the substrate from the DAF side, and then the semiconductor chip and the substrate are fixed by thermosetting the DAF. At this time, the DAF needs to retain the property of adhering by pressure sensitivity or heating until it is attached to the substrate.
DAFは、半導体ウエハ又は個片化した複数の半導体チップの一方の面に貼付され、半導体ウエハの個片化と同時に又は半導体チップに貼付された後に半導体チップと同形状に分割される。個片化して得られたDAF付き半導体チップは、DAF側から基板に貼付(ダイアタッチ)され、その後、DAFを熱硬化させることで半導体チップと基板とが固着される。このとき、DAFは基板に貼付されるまでは、感圧又は加熱により接着する性質が保持される必要がある。 By the way, when mounting a semiconductor chip on a substrate, a step of attaching the semiconductor chip to the substrate via a thermosetting film-like adhesive called a die attach film (hereinafter, also referred to as "DAF") is performed. It has been adopted.
The DAF is attached to one surface of the semiconductor wafer or a plurality of fragmented semiconductor chips, and is divided into the same shape as the semiconductor chip at the same time as the semiconductor wafer is fragmented or after being attached to the semiconductor chip. The semiconductor chip with DAF obtained by individualizing is attached (diatached) to the substrate from the DAF side, and then the semiconductor chip and the substrate are fixed by thermosetting the DAF. At this time, the DAF needs to retain the property of adhering by pressure sensitivity or heating until it is attached to the substrate.
特許文献1に開示される加熱剥離型粘着シートは、熱膨張性微小球を膨張させることで粘着表面に凹凸を形成させて被着体から剥離するものである。該粘着シートは、凹凸の形成によって、粘着剤層と半導体チップとの接触面積を減少させることができるため、エネルギー線照射により粘着剤層を硬化させて粘着力を低下させる仮固定用シートよりも、小さい力で被着体から剥離できるという利点を有する。
しかしながら、DAF付き半導体チップを加熱剥離型粘着シートの被着体とする場合、熱膨張性微小球を膨張させる際の加熱によって、ダイアタッチ前にDAFの硬化が進行してしまい、基板に対するDAFの接着力が低下することがある。DAFの接着力の低下は、半導体チップと基板との接合信頼性の低下を招くため、抑制されることが望ましい。
一方、ダイアタッチ前におけるDAFの硬化の進行を抑制するため、低温で加熱剥離できるように、加熱剥離型粘着シートの熱膨張性微小球として膨張開始温度が低いものを用いると、粘着シートの製造過程で、意図せず熱膨張性微小球が膨張してしまう等の問題が生じることがある。その結果、粘着力の低下、貼付時のエアがみ(被着体と粘着シートとの間に空気が入ること)が生じ易くなる等、仮固定用シートとしての性能が損なわれることがあった。 The heat-release type pressure-sensitive adhesive sheet disclosed in Patent Document 1 is formed by expanding a heat-expandable microsphere to form irregularities on the pressure-sensitive adhesive surface and peeling off from an adherend. Since the pressure-sensitive adhesive sheet can reduce the contact area between the pressure-sensitive adhesive layer and the semiconductor chip by forming irregularities, the pressure-sensitive adhesive sheet is more than a temporary fixing sheet that cures the pressure-sensitive adhesive layer by irradiation with energy rays to reduce the adhesive strength. It has the advantage that it can be peeled off from the adherend with a small force.
However, when the semiconductor chip with DAF is used as the adherend of the heat-release type adhesive sheet, the DAF is cured before the die attachment due to the heating when the heat-expandable microspheres are expanded, and the DAF on the substrate is cured. Adhesive strength may decrease. It is desirable to suppress the decrease in the adhesive strength of the DAF because it causes a decrease in the bonding reliability between the semiconductor chip and the substrate.
On the other hand, in order to suppress the progress of curing of DAF before die attachment, if a heat-expandable microsphere having a low expansion start temperature is used as a heat-expandable microsphere so that it can be heat-peeled at a low temperature, an adhesive sheet can be manufactured. In the process, problems such as unintentional expansion of thermally expandable microspheres may occur. As a result, the performance as a temporary fixing sheet may be impaired, such as a decrease in adhesive strength and an tendency for air to be squeezed (air enters between the adherend and the adhesive sheet) at the time of sticking. ..
しかしながら、DAF付き半導体チップを加熱剥離型粘着シートの被着体とする場合、熱膨張性微小球を膨張させる際の加熱によって、ダイアタッチ前にDAFの硬化が進行してしまい、基板に対するDAFの接着力が低下することがある。DAFの接着力の低下は、半導体チップと基板との接合信頼性の低下を招くため、抑制されることが望ましい。
一方、ダイアタッチ前におけるDAFの硬化の進行を抑制するため、低温で加熱剥離できるように、加熱剥離型粘着シートの熱膨張性微小球として膨張開始温度が低いものを用いると、粘着シートの製造過程で、意図せず熱膨張性微小球が膨張してしまう等の問題が生じることがある。その結果、粘着力の低下、貼付時のエアがみ(被着体と粘着シートとの間に空気が入ること)が生じ易くなる等、仮固定用シートとしての性能が損なわれることがあった。 The heat-release type pressure-sensitive adhesive sheet disclosed in Patent Document 1 is formed by expanding a heat-expandable microsphere to form irregularities on the pressure-sensitive adhesive surface and peeling off from an adherend. Since the pressure-sensitive adhesive sheet can reduce the contact area between the pressure-sensitive adhesive layer and the semiconductor chip by forming irregularities, the pressure-sensitive adhesive sheet is more than a temporary fixing sheet that cures the pressure-sensitive adhesive layer by irradiation with energy rays to reduce the adhesive strength. It has the advantage that it can be peeled off from the adherend with a small force.
However, when the semiconductor chip with DAF is used as the adherend of the heat-release type adhesive sheet, the DAF is cured before the die attachment due to the heating when the heat-expandable microspheres are expanded, and the DAF on the substrate is cured. Adhesive strength may decrease. It is desirable to suppress the decrease in the adhesive strength of the DAF because it causes a decrease in the bonding reliability between the semiconductor chip and the substrate.
On the other hand, in order to suppress the progress of curing of DAF before die attachment, if a heat-expandable microsphere having a low expansion start temperature is used as a heat-expandable microsphere so that it can be heat-peeled at a low temperature, an adhesive sheet can be manufactured. In the process, problems such as unintentional expansion of thermally expandable microspheres may occur. As a result, the performance as a temporary fixing sheet may be impaired, such as a decrease in adhesive strength and an tendency for air to be squeezed (air enters between the adherend and the adhesive sheet) at the time of sticking. ..
粘着シートの製造過程における意図しない膨張を抑制するためには、粘着シートの製造過程における加熱工程を可能な限り省略することが有効である。その一つの方法として、エネルギー線重合性成分を用いて塗膜を形成した後、エネルギー線を照射してエネルギー線重合性成分を重合させて粘着剤層を形成する方法が考えられる。
重合前のエネルギー線重合性成分は、分子量が低く粘度を調整し易いため、塗布する際に希釈剤等を使用する必要がなく、粘着剤層を形成する際の加熱乾燥工程を省略することができる。しかしながら、粘着剤層の形成にエネルギー線重合性成分を用いる場合、その配合組成は、粘着剤層の形成性と性能の両方に対して同時に影響を及ぼすため、これらを総合的に優れたものとすることが困難であった。 In order to suppress unintended expansion in the pressure-sensitive adhesive sheet manufacturing process, it is effective to omit the heating step in the pressure-sensitive adhesive sheet manufacturing process as much as possible. As one of the methods, a method of forming a coating film using the energy ray-polymerizable component and then irradiating the energy ray to polymerize the energy ray-polymerizable component to form a pressure-sensitive adhesive layer can be considered.
Since the energy ray-polymerizable component before polymerization has a low molecular weight and the viscosity can be easily adjusted, it is not necessary to use a diluent or the like when applying the component, and the heating and drying step when forming the pressure-sensitive adhesive layer can be omitted. it can. However, when an energy ray-polymerizable component is used to form the pressure-sensitive adhesive layer, the composition of the energy ray-polymerizable component simultaneously affects both the formability and the performance of the pressure-sensitive adhesive layer. It was difficult to do.
重合前のエネルギー線重合性成分は、分子量が低く粘度を調整し易いため、塗布する際に希釈剤等を使用する必要がなく、粘着剤層を形成する際の加熱乾燥工程を省略することができる。しかしながら、粘着剤層の形成にエネルギー線重合性成分を用いる場合、その配合組成は、粘着剤層の形成性と性能の両方に対して同時に影響を及ぼすため、これらを総合的に優れたものとすることが困難であった。 In order to suppress unintended expansion in the pressure-sensitive adhesive sheet manufacturing process, it is effective to omit the heating step in the pressure-sensitive adhesive sheet manufacturing process as much as possible. As one of the methods, a method of forming a coating film using the energy ray-polymerizable component and then irradiating the energy ray to polymerize the energy ray-polymerizable component to form a pressure-sensitive adhesive layer can be considered.
Since the energy ray-polymerizable component before polymerization has a low molecular weight and the viscosity can be easily adjusted, it is not necessary to use a diluent or the like when applying the component, and the heating and drying step when forming the pressure-sensitive adhesive layer can be omitted. it can. However, when an energy ray-polymerizable component is used to form the pressure-sensitive adhesive layer, the composition of the energy ray-polymerizable component simultaneously affects both the formability and the performance of the pressure-sensitive adhesive layer. It was difficult to do.
本発明は、上記問題点に鑑みてなされたものであって、粘着剤層をエネルギー線重合性成分によって形成する場合においても、良好な粘着剤層の形成性が得られると共に、仮固定時には十分な粘着力を有しながらも、加熱剥離時の剥離性に優れる粘着シート、該粘着シートの製造方法、及び該粘着シートを用いる半導体装置の製造方法を提供することを目的とする。
The present invention has been made in view of the above problems, and even when the pressure-sensitive adhesive layer is formed by an energy ray-polymerizable component, good formability of the pressure-sensitive adhesive layer can be obtained, and sufficient for temporary fixing. It is an object of the present invention to provide an adhesive sheet having excellent adhesive strength and excellent peelability at the time of heat peeling, a method for producing the adhesive sheet, and a method for producing a semiconductor device using the adhesive sheet.
本発明者らは、基材と、エネルギー線重合性成分の重合体及び熱膨張性粒子を含有する粘着剤層と、を有し、前記重合体が、エネルギー線重合性官能基を有するモノマー及びエネルギー線重合性官能基を有するプレポリマーを含有するエネルギー線重合性成分にエネルギー線を照射してなる重合体である粘着シートによって、上記課題を解決できることを見出した。
すなわち、本発明は、下記[1]~[15]に関する。
[1]基材(Y)と、エネルギー線重合性成分の重合体及び熱膨張性粒子を含有する粘着剤層(X1)と、を有する粘着シートであり、
前記重合体が、前記エネルギー線重合性成分として、エネルギー線重合性官能基を有するモノマー(a1)及びエネルギー線重合性官能基を有するプレポリマー(a2)を含有する重合性組成物にエネルギー線を照射してなる重合体である、粘着シート。
[2]前記(a2)成分が、エネルギー線重合性官能基を2個有し、該エネルギー線重合性官能基を両末端に有するプレポリマーを含有する、上記[1]に記載の粘着シート。
[3]前記(a2)成分の質量平均分子量(Mw)が、10,000~350,000である、上記[1]又は[2]に記載の粘着シート。
[4]前記重合性組成物中における、前記(a2)成分及び前記(a1)成分の含有量比〔(a2)/(a1)〕が、質量基準で、10/90~70/30である、上記[1]~[3]のいずれかに記載の粘着シート。
[5]前記重合性組成物が、前記(a1)成分として、エネルギー線重合性官能基を3個以上有するモノマーを含有する、上記[1]~[4]のいずれかに記載の粘着シート。
[6]前記重合性組成物が、前記(a1)成分として、エネルギー線重合性官能基とヒドロキシ基とを有するモノマーを含有する、上記[1]~[5]のいずれかに記載の粘着シート。
[7]前記重合性組成物が、前記(a1)成分として、エネルギー線重合性官能基と脂環式炭化水素基とを有するモノマーを含有する、上記[1]~[6]のいずれかに記載の粘着シート。
[8]粘着剤層(X1)の23℃における厚さが、5~150μmである、上記[1]~[7]のいずれかに記載の粘着シート。
[9]前記熱膨張性粒子の膨張開始温度(t)が、50~110℃である、上記[1]~[8]のいずれかに記載の粘着シート。
[10]基材(Y)と、基材(Y)の一方の面側に設けられた粘着剤層(X1)と、基材(Y)の他方の面側に設けられた粘着剤層(X2)と、を有する、上記[1]~[9]のいずれかに記載の粘着シート。
[11]上記[1]~[10]のいずれかに記載の粘着シートを製造する方法であって、
粘着剤層(X1)を形成する方法が、前記エネルギー線重合性成分及び前記熱膨張性粒子を含有する重合性組成物にエネルギー線を照射して、前記エネルギー線重合性成分の重合体を形成する工程を含む、粘着シートの製造方法。
[12]上記[1]~[10]のいずれかに記載の粘着シートに加工対象物を貼付し、
前記加工対象物に対して、研削処理及び個片化処理から選択される1以上の処理を施し、
前記処理を施した後に、前記粘着シートを前記膨張開始温度(t)以上に加熱して粘着剤層(X1)を膨張させる工程を含む、半導体装置の製造方法。
[13]下記工程1A~5Aを含む半導体装置の製造方法。
工程1A:上記[10]に記載の粘着シートが有する粘着剤層(X2)に加工対象物を貼付し、前記粘着シートが有する粘着剤層(X1)に支持体を貼付する工程
工程2A:前記加工対象物に対して、研削処理及び個片化処理から選択される1以上の処理を施す工程
工程3A:前記処理を施した加工対象物の、前記粘着剤層(X2)とは反対側の面に、熱硬化性を有する熱硬化性フィルムを貼付する工程
工程4A:前記粘着シートを前記膨張開始温度(t)以上、120℃以下に加熱して、粘着剤層(X1)と前記支持体とを分離する工程
工程5A:粘着剤層(X2)と前記加工対象物とを分離する工程
[14]粘着剤層(X2)が、エネルギー線を照射することにより硬化して粘着力が低下する粘着剤層であり、
前記工程5Aが、粘着剤層(X2)にエネルギー線を照射することにより粘着剤層(X2)を硬化させて、粘着剤層(X2)と前記加工対象物とを分離する工程である、上記[13]に記載の半導体装置の製造方法。
[15]下記工程1B~4Bを含む半導体装置の製造方法。
工程1B:上記[10]に記載の粘着シートが有する粘着剤層(X1)に加工対象物を貼付し、前記粘着シートが有する粘着剤層(X2)に支持体を貼付する工程
工程2B:前記加工対象物に対して、研削処理及び個片化処理から選択される1以上の処理を施す工程
工程3B:前記処理を施した加工対象物の、前記粘着剤層(X1)とは反対側の面に、熱硬化性を有する熱硬化性フィルムを貼付する工程
工程4B:前記粘着シートを前記膨張開始温度(t)以上、120℃以下に加熱して、粘着剤層(X1)と前記加工対象物とを分離する工程 The present inventors have a substrate, a polymer of an energy ray-polymerizable component, and a pressure-sensitive adhesive layer containing heat-expandable particles, and the polymer is a monomer having an energy ray-polymerizable functional group and a monomer. It has been found that the above-mentioned problems can be solved by an adhesive sheet which is a polymer obtained by irradiating an energy ray-polymerizable component containing a prepolymer having an energy ray-polymerizable functional group with energy rays.
That is, the present invention relates to the following [1] to [15].
[1] A pressure-sensitive adhesive sheet comprising a base material (Y) and a pressure-sensitive adhesive layer (X1) containing a polymer of an energy ray-polymerizable component and heat-expandable particles.
An energy ray is added to a polymerizable composition in which the polymer contains a monomer (a1) having an energy ray-polymerizable functional group and a prepolymer (a2) having an energy ray-polymerizable functional group as the energy ray-polymerizable component. An adhesive sheet that is a polymer formed by irradiation.
[2] The pressure-sensitive adhesive sheet according to the above [1], wherein the component (a2) contains a prepolymer having two energy ray-polymerizable functional groups and having the energy ray-polymerizable functional groups at both ends.
[3] The pressure-sensitive adhesive sheet according to the above [1] or [2], wherein the mass average molecular weight (Mw) of the component (a2) is 10,000 to 350,000.
[4] The content ratio [(a2) / (a1)] of the component (a2) and the component (a1) in the polymerizable composition is 10/90 to 70/30 on a mass basis. , The adhesive sheet according to any one of the above [1] to [3].
[5] The pressure-sensitive adhesive sheet according to any one of [1] to [4] above, wherein the polymerizable composition contains a monomer having three or more energy ray-polymerizable functional groups as the component (a1).
[6] The pressure-sensitive adhesive sheet according to any one of [1] to [5] above, wherein the polymerizable composition contains a monomer having an energy ray-polymerizable functional group and a hydroxy group as the component (a1). ..
[7] The above-mentioned [1] to [6], wherein the polymerizable composition contains a monomer having an energy ray-polymerizable functional group and an alicyclic hydrocarbon group as the component (a1). The described adhesive sheet.
[8] The pressure-sensitive adhesive sheet according to any one of the above [1] to [7], wherein the pressure-sensitive adhesive layer (X1) has a thickness of 5 to 150 μm at 23 ° C.
[9] The pressure-sensitive adhesive sheet according to any one of [1] to [8] above, wherein the expansion start temperature (t) of the thermally expandable particles is 50 to 110 ° C.
[10] The base material (Y), the pressure-sensitive adhesive layer (X1) provided on one surface side of the base material (Y), and the pressure-sensitive adhesive layer provided on the other surface side of the base material (Y) ( The adhesive sheet according to any one of the above [1] to [9], which has X2) and.
[11] The method for producing the adhesive sheet according to any one of the above [1] to [10].
The method of forming the pressure-sensitive adhesive layer (X1) is to irradiate a polymerizable composition containing the energy ray-polymerizable component and the heat-expandable particles with energy rays to form a polymer of the energy ray-polymerizable component. A method for producing an adhesive sheet, which comprises a step of
[12] The object to be processed is attached to the adhesive sheet according to any one of [1] to [10] above, and the object to be processed is attached.
The object to be processed is subjected to one or more treatments selected from grinding treatment and individualization treatment.
A method for manufacturing a semiconductor device, which comprises a step of heating the pressure-sensitive adhesive sheet to a temperature equal to or higher than the expansion start temperature (t) to expand the pressure-sensitive adhesive layer (X1) after the treatment.
[13] A method for manufacturing a semiconductor device including the following steps 1A to 5A.
Step 1A: A step of attaching the object to be processed to the adhesive layer (X2) of the adhesive sheet according to the above [10], and attaching a support to the adhesive layer (X1) of the adhesive sheet. Step 2A: The above. Step of applying one or more treatments selected from grinding treatment and individualization treatment to the work object Step 3A: The work object to be processed is on the opposite side of the pressure-sensitive adhesive layer (X2). Step of attaching a thermosetting film having thermosetting property to the surface Step 4A: The adhesive sheet is heated to 120 ° C. or higher at the expansion start temperature (t) or higher, and the adhesive layer (X1) and the support are provided. Step 5A: Step of separating the pressure-sensitive adhesive layer (X2) from the object to be processed [14] The pressure-sensitive adhesive layer (X2) is hardened by irradiating with energy rays to reduce the adhesive strength. Adhesive layer,
The step 5A is a step of curing the pressure-sensitive adhesive layer (X2) by irradiating the pressure-sensitive adhesive layer (X2) with energy rays to separate the pressure-sensitive adhesive layer (X2) from the object to be processed. The method for manufacturing a semiconductor device according to [13].
[15] A method for manufacturing a semiconductor device including the following steps 1B to 4B.
Step 1B: A step of attaching the object to be processed to the pressure-sensitive adhesive layer (X1) of the pressure-sensitive adhesive sheet according to the above [10], and attaching a support to the pressure-sensitive adhesive layer (X2) of the pressure-sensitive adhesive sheet Step 2B: Step of applying one or more treatments selected from grinding treatment and individualization treatment to the processing target Step 3B: The processing target on the opposite side to the pressure-sensitive adhesive layer (X1) of the processed object. Step of attaching a heat-curable film having heat-curing property to a surface Step 4B: The pressure-sensitive adhesive sheet is heated to 120 ° C. or higher at the expansion start temperature (t) or higher to form an adhesive layer (X1) and the processing target. The process of separating things
すなわち、本発明は、下記[1]~[15]に関する。
[1]基材(Y)と、エネルギー線重合性成分の重合体及び熱膨張性粒子を含有する粘着剤層(X1)と、を有する粘着シートであり、
前記重合体が、前記エネルギー線重合性成分として、エネルギー線重合性官能基を有するモノマー(a1)及びエネルギー線重合性官能基を有するプレポリマー(a2)を含有する重合性組成物にエネルギー線を照射してなる重合体である、粘着シート。
[2]前記(a2)成分が、エネルギー線重合性官能基を2個有し、該エネルギー線重合性官能基を両末端に有するプレポリマーを含有する、上記[1]に記載の粘着シート。
[3]前記(a2)成分の質量平均分子量(Mw)が、10,000~350,000である、上記[1]又は[2]に記載の粘着シート。
[4]前記重合性組成物中における、前記(a2)成分及び前記(a1)成分の含有量比〔(a2)/(a1)〕が、質量基準で、10/90~70/30である、上記[1]~[3]のいずれかに記載の粘着シート。
[5]前記重合性組成物が、前記(a1)成分として、エネルギー線重合性官能基を3個以上有するモノマーを含有する、上記[1]~[4]のいずれかに記載の粘着シート。
[6]前記重合性組成物が、前記(a1)成分として、エネルギー線重合性官能基とヒドロキシ基とを有するモノマーを含有する、上記[1]~[5]のいずれかに記載の粘着シート。
[7]前記重合性組成物が、前記(a1)成分として、エネルギー線重合性官能基と脂環式炭化水素基とを有するモノマーを含有する、上記[1]~[6]のいずれかに記載の粘着シート。
[8]粘着剤層(X1)の23℃における厚さが、5~150μmである、上記[1]~[7]のいずれかに記載の粘着シート。
[9]前記熱膨張性粒子の膨張開始温度(t)が、50~110℃である、上記[1]~[8]のいずれかに記載の粘着シート。
[10]基材(Y)と、基材(Y)の一方の面側に設けられた粘着剤層(X1)と、基材(Y)の他方の面側に設けられた粘着剤層(X2)と、を有する、上記[1]~[9]のいずれかに記載の粘着シート。
[11]上記[1]~[10]のいずれかに記載の粘着シートを製造する方法であって、
粘着剤層(X1)を形成する方法が、前記エネルギー線重合性成分及び前記熱膨張性粒子を含有する重合性組成物にエネルギー線を照射して、前記エネルギー線重合性成分の重合体を形成する工程を含む、粘着シートの製造方法。
[12]上記[1]~[10]のいずれかに記載の粘着シートに加工対象物を貼付し、
前記加工対象物に対して、研削処理及び個片化処理から選択される1以上の処理を施し、
前記処理を施した後に、前記粘着シートを前記膨張開始温度(t)以上に加熱して粘着剤層(X1)を膨張させる工程を含む、半導体装置の製造方法。
[13]下記工程1A~5Aを含む半導体装置の製造方法。
工程1A:上記[10]に記載の粘着シートが有する粘着剤層(X2)に加工対象物を貼付し、前記粘着シートが有する粘着剤層(X1)に支持体を貼付する工程
工程2A:前記加工対象物に対して、研削処理及び個片化処理から選択される1以上の処理を施す工程
工程3A:前記処理を施した加工対象物の、前記粘着剤層(X2)とは反対側の面に、熱硬化性を有する熱硬化性フィルムを貼付する工程
工程4A:前記粘着シートを前記膨張開始温度(t)以上、120℃以下に加熱して、粘着剤層(X1)と前記支持体とを分離する工程
工程5A:粘着剤層(X2)と前記加工対象物とを分離する工程
[14]粘着剤層(X2)が、エネルギー線を照射することにより硬化して粘着力が低下する粘着剤層であり、
前記工程5Aが、粘着剤層(X2)にエネルギー線を照射することにより粘着剤層(X2)を硬化させて、粘着剤層(X2)と前記加工対象物とを分離する工程である、上記[13]に記載の半導体装置の製造方法。
[15]下記工程1B~4Bを含む半導体装置の製造方法。
工程1B:上記[10]に記載の粘着シートが有する粘着剤層(X1)に加工対象物を貼付し、前記粘着シートが有する粘着剤層(X2)に支持体を貼付する工程
工程2B:前記加工対象物に対して、研削処理及び個片化処理から選択される1以上の処理を施す工程
工程3B:前記処理を施した加工対象物の、前記粘着剤層(X1)とは反対側の面に、熱硬化性を有する熱硬化性フィルムを貼付する工程
工程4B:前記粘着シートを前記膨張開始温度(t)以上、120℃以下に加熱して、粘着剤層(X1)と前記加工対象物とを分離する工程 The present inventors have a substrate, a polymer of an energy ray-polymerizable component, and a pressure-sensitive adhesive layer containing heat-expandable particles, and the polymer is a monomer having an energy ray-polymerizable functional group and a monomer. It has been found that the above-mentioned problems can be solved by an adhesive sheet which is a polymer obtained by irradiating an energy ray-polymerizable component containing a prepolymer having an energy ray-polymerizable functional group with energy rays.
That is, the present invention relates to the following [1] to [15].
[1] A pressure-sensitive adhesive sheet comprising a base material (Y) and a pressure-sensitive adhesive layer (X1) containing a polymer of an energy ray-polymerizable component and heat-expandable particles.
An energy ray is added to a polymerizable composition in which the polymer contains a monomer (a1) having an energy ray-polymerizable functional group and a prepolymer (a2) having an energy ray-polymerizable functional group as the energy ray-polymerizable component. An adhesive sheet that is a polymer formed by irradiation.
[2] The pressure-sensitive adhesive sheet according to the above [1], wherein the component (a2) contains a prepolymer having two energy ray-polymerizable functional groups and having the energy ray-polymerizable functional groups at both ends.
[3] The pressure-sensitive adhesive sheet according to the above [1] or [2], wherein the mass average molecular weight (Mw) of the component (a2) is 10,000 to 350,000.
[4] The content ratio [(a2) / (a1)] of the component (a2) and the component (a1) in the polymerizable composition is 10/90 to 70/30 on a mass basis. , The adhesive sheet according to any one of the above [1] to [3].
[5] The pressure-sensitive adhesive sheet according to any one of [1] to [4] above, wherein the polymerizable composition contains a monomer having three or more energy ray-polymerizable functional groups as the component (a1).
[6] The pressure-sensitive adhesive sheet according to any one of [1] to [5] above, wherein the polymerizable composition contains a monomer having an energy ray-polymerizable functional group and a hydroxy group as the component (a1). ..
[7] The above-mentioned [1] to [6], wherein the polymerizable composition contains a monomer having an energy ray-polymerizable functional group and an alicyclic hydrocarbon group as the component (a1). The described adhesive sheet.
[8] The pressure-sensitive adhesive sheet according to any one of the above [1] to [7], wherein the pressure-sensitive adhesive layer (X1) has a thickness of 5 to 150 μm at 23 ° C.
[9] The pressure-sensitive adhesive sheet according to any one of [1] to [8] above, wherein the expansion start temperature (t) of the thermally expandable particles is 50 to 110 ° C.
[10] The base material (Y), the pressure-sensitive adhesive layer (X1) provided on one surface side of the base material (Y), and the pressure-sensitive adhesive layer provided on the other surface side of the base material (Y) ( The adhesive sheet according to any one of the above [1] to [9], which has X2) and.
[11] The method for producing the adhesive sheet according to any one of the above [1] to [10].
The method of forming the pressure-sensitive adhesive layer (X1) is to irradiate a polymerizable composition containing the energy ray-polymerizable component and the heat-expandable particles with energy rays to form a polymer of the energy ray-polymerizable component. A method for producing an adhesive sheet, which comprises a step of
[12] The object to be processed is attached to the adhesive sheet according to any one of [1] to [10] above, and the object to be processed is attached.
The object to be processed is subjected to one or more treatments selected from grinding treatment and individualization treatment.
A method for manufacturing a semiconductor device, which comprises a step of heating the pressure-sensitive adhesive sheet to a temperature equal to or higher than the expansion start temperature (t) to expand the pressure-sensitive adhesive layer (X1) after the treatment.
[13] A method for manufacturing a semiconductor device including the following steps 1A to 5A.
Step 1A: A step of attaching the object to be processed to the adhesive layer (X2) of the adhesive sheet according to the above [10], and attaching a support to the adhesive layer (X1) of the adhesive sheet. Step 2A: The above. Step of applying one or more treatments selected from grinding treatment and individualization treatment to the work object Step 3A: The work object to be processed is on the opposite side of the pressure-sensitive adhesive layer (X2). Step of attaching a thermosetting film having thermosetting property to the surface Step 4A: The adhesive sheet is heated to 120 ° C. or higher at the expansion start temperature (t) or higher, and the adhesive layer (X1) and the support are provided. Step 5A: Step of separating the pressure-sensitive adhesive layer (X2) from the object to be processed [14] The pressure-sensitive adhesive layer (X2) is hardened by irradiating with energy rays to reduce the adhesive strength. Adhesive layer,
The step 5A is a step of curing the pressure-sensitive adhesive layer (X2) by irradiating the pressure-sensitive adhesive layer (X2) with energy rays to separate the pressure-sensitive adhesive layer (X2) from the object to be processed. The method for manufacturing a semiconductor device according to [13].
[15] A method for manufacturing a semiconductor device including the following steps 1B to 4B.
Step 1B: A step of attaching the object to be processed to the pressure-sensitive adhesive layer (X1) of the pressure-sensitive adhesive sheet according to the above [10], and attaching a support to the pressure-sensitive adhesive layer (X2) of the pressure-sensitive adhesive sheet Step 2B: Step of applying one or more treatments selected from grinding treatment and individualization treatment to the processing target Step 3B: The processing target on the opposite side to the pressure-sensitive adhesive layer (X1) of the processed object. Step of attaching a heat-curable film having heat-curing property to a surface Step 4B: The pressure-sensitive adhesive sheet is heated to 120 ° C. or higher at the expansion start temperature (t) or higher to form an adhesive layer (X1) and the processing target. The process of separating things
本発明によると、粘着剤層をエネルギー線重合性成分によって形成する場合においても、良好な粘着剤層の形成性が得られると共に、仮固定時には十分な粘着力を有しながらも、加熱剥離時の剥離性に優れる粘着シート、該粘着シートの製造方法、及び該粘着シートを用いる半導体装置の製造方法を提供することができる。
According to the present invention, even when the pressure-sensitive adhesive layer is formed by an energy ray-polymerizable component, good bondability of the pressure-sensitive adhesive layer can be obtained, and while having sufficient adhesive strength at the time of temporary fixing, at the time of heat peeling. It is possible to provide a pressure-sensitive adhesive sheet having excellent peelability, a method for manufacturing the pressure-sensitive adhesive sheet, and a method for manufacturing a semiconductor device using the pressure-sensitive adhesive sheet.
本明細書において、「有効成分」とは、対象となる組成物に含有される成分のうち、希釈溶剤を除いた成分を指す。
また、本明細書において、質量平均分子量(Mw)は、ゲルパーミエーションクロマトグラフィー(GPC)法で測定される標準ポリスチレン換算の値であり、具体的には実施例に記載の方法に基づいて測定した値である。 In the present specification, the "active ingredient" refers to an ingredient contained in the target composition excluding the diluting solvent.
Further, in the present specification, the mass average molecular weight (Mw) is a value in terms of standard polystyrene measured by a gel permeation chromatography (GPC) method, and is specifically measured based on the method described in Examples. It is the value that was set.
また、本明細書において、質量平均分子量(Mw)は、ゲルパーミエーションクロマトグラフィー(GPC)法で測定される標準ポリスチレン換算の値であり、具体的には実施例に記載の方法に基づいて測定した値である。 In the present specification, the "active ingredient" refers to an ingredient contained in the target composition excluding the diluting solvent.
Further, in the present specification, the mass average molecular weight (Mw) is a value in terms of standard polystyrene measured by a gel permeation chromatography (GPC) method, and is specifically measured based on the method described in Examples. It is the value that was set.
本明細書において、例えば、「(メタ)アクリル酸」とは、「アクリル酸」と「メタクリル酸」の双方を示し、他の類似用語も同様である。
また、本明細書において、好ましい数値範囲(例えば、含有量等の範囲)について、段階的に記載された下限値及び上限値は、それぞれ独立して組み合わせることができる。例えば、「好ましくは10~90、より好ましくは30~60」という記載から、「好ましい下限値(10)」と「より好ましい上限値(60)」とを組み合わせて、「10~60」とすることもできる。 In the present specification, for example, "(meth) acrylic acid" means both "acrylic acid" and "methacrylic acid", and other similar terms are also used.
Further, in the present specification, the lower limit value and the upper limit value described stepwise with respect to a preferable numerical range (for example, a range such as content) can be independently combined. For example, from the description of "preferably 10 to 90, more preferably 30 to 60", the "favorable lower limit value (10)" and the "more preferable upper limit value (60)" are combined to obtain "10 to 60". You can also do it.
また、本明細書において、好ましい数値範囲(例えば、含有量等の範囲)について、段階的に記載された下限値及び上限値は、それぞれ独立して組み合わせることができる。例えば、「好ましくは10~90、より好ましくは30~60」という記載から、「好ましい下限値(10)」と「より好ましい上限値(60)」とを組み合わせて、「10~60」とすることもできる。 In the present specification, for example, "(meth) acrylic acid" means both "acrylic acid" and "methacrylic acid", and other similar terms are also used.
Further, in the present specification, the lower limit value and the upper limit value described stepwise with respect to a preferable numerical range (for example, a range such as content) can be independently combined. For example, from the description of "preferably 10 to 90, more preferably 30 to 60", the "favorable lower limit value (10)" and the "more preferable upper limit value (60)" are combined to obtain "10 to 60". You can also do it.
本明細書において、「エネルギー線」とは、電磁波又は荷電粒子線の中でエネルギー量子を有するものを意味し、その例として、紫外線、放射線、電子線等が挙げられる。紫外線は、例えば、紫外線源として無電極ランプ、高圧水銀ランプ、メタルハライドランプ、UV-LED等を用いることで照射できる。電子線は、電子線加速器等によって発生させたものを照射できる。
本明細書において、「エネルギー線重合性」とは、エネルギー線を照射することにより重合する性質を意味する。 In the present specification, the "energy beam" means an electromagnetic wave or a charged particle beam having an energy quantum, and examples thereof include ultraviolet rays, radiation, and electron beams. Ultraviolet rays can be irradiated by using, for example, an electrodeless lamp, a high-pressure mercury lamp, a metal halide lamp, a UV-LED, or the like as an ultraviolet source. The electron beam can be irradiated with an electron beam generated by an electron beam accelerator or the like.
As used herein, the term "energy ray polymerizable" means the property of polymerizing by irradiating with energy rays.
本明細書において、「エネルギー線重合性」とは、エネルギー線を照射することにより重合する性質を意味する。 In the present specification, the "energy beam" means an electromagnetic wave or a charged particle beam having an energy quantum, and examples thereof include ultraviolet rays, radiation, and electron beams. Ultraviolet rays can be irradiated by using, for example, an electrodeless lamp, a high-pressure mercury lamp, a metal halide lamp, a UV-LED, or the like as an ultraviolet source. The electron beam can be irradiated with an electron beam generated by an electron beam accelerator or the like.
As used herein, the term "energy ray polymerizable" means the property of polymerizing by irradiating with energy rays.
本明細書において、「層」が「非熱膨張性層」であるか「熱膨張性層」であるかは、以下のように判断する。
判断の対象となる層が熱膨張性粒子を含有する場合、当該層を熱膨張性粒子の膨張開始温度(t)で、3分間加熱処理する。下記式から算出される体積変化率が5%未満である場合、当該層は「非熱膨張性層」であると判断し、5%以上である場合、当該層は「熱膨張性層」であると判断する。
・体積変化率(%)={(加熱処理後の前記層の体積-加熱処理前の前記層の体積)/加熱処理前の前記層の体積}×100
なお、熱膨張性粒子を含有しない層は「非熱膨張性層」であるとする。 In the present specification, whether the "layer" is a "non-thermally expanding layer" or a "thermally expanding layer" is determined as follows.
When the layer to be judged contains the heat-expandable particles, the layer is heat-treated at the expansion start temperature (t) of the heat-expandable particles for 3 minutes. If the volume change rate calculated from the following formula is less than 5%, the layer is judged to be a "non-thermally expandable layer", and if it is 5% or more, the layer is a "thermally expandable layer". Judge that there is.
Volume change rate (%) = {(volume of the layer after heat treatment-volume of the layer before heat treatment) / volume of the layer before heat treatment} × 100
The layer containing no thermally expandable particles is referred to as a "non-thermally expandable layer".
判断の対象となる層が熱膨張性粒子を含有する場合、当該層を熱膨張性粒子の膨張開始温度(t)で、3分間加熱処理する。下記式から算出される体積変化率が5%未満である場合、当該層は「非熱膨張性層」であると判断し、5%以上である場合、当該層は「熱膨張性層」であると判断する。
・体積変化率(%)={(加熱処理後の前記層の体積-加熱処理前の前記層の体積)/加熱処理前の前記層の体積}×100
なお、熱膨張性粒子を含有しない層は「非熱膨張性層」であるとする。 In the present specification, whether the "layer" is a "non-thermally expanding layer" or a "thermally expanding layer" is determined as follows.
When the layer to be judged contains the heat-expandable particles, the layer is heat-treated at the expansion start temperature (t) of the heat-expandable particles for 3 minutes. If the volume change rate calculated from the following formula is less than 5%, the layer is judged to be a "non-thermally expandable layer", and if it is 5% or more, the layer is a "thermally expandable layer". Judge that there is.
Volume change rate (%) = {(volume of the layer after heat treatment-volume of the layer before heat treatment) / volume of the layer before heat treatment} × 100
The layer containing no thermally expandable particles is referred to as a "non-thermally expandable layer".
本明細書において、半導体ウエハ及び半導体チップの「表面」とは回路が形成された面(以下、「回路面」ともいう)を指し、半導体ウエハ及び半導体チップの「裏面」とは回路が形成されていない面を指す。
In the present specification, the "front surface" of the semiconductor wafer and the semiconductor chip refers to the surface on which the circuit is formed (hereinafter, also referred to as the "circuit surface"), and the "back surface" of the semiconductor wafer and the semiconductor chip is the circuit formed. Refers to the surface that is not.
[粘着シート]
本発明の一態様の粘着シートは、基材(Y)と、エネルギー線重合性成分の重合体及び熱膨張性粒子を含有する粘着剤層(X1)と、を有する粘着シートであり、前記重合体が、前記エネルギー線重合性成分として、エネルギー線重合性官能基を有するモノマー(a1)及びエネルギー線重合性官能基を有するプレポリマー(a2)を含有する重合性組成物にエネルギー線を照射してなる重合体である、粘着シートである。 [Adhesive sheet]
The pressure-sensitive adhesive sheet according to one aspect of the present invention is a pressure-sensitive adhesive sheet having a base material (Y) and a pressure-sensitive adhesive layer (X1) containing a polymer of an energy ray-polymerizable component and heat-expandable particles. The coalescence irradiates a polymerizable composition containing a monomer (a1) having an energy ray-polymerizable functional group and a prepolymer (a2) having an energy ray-polymerizable functional group as the energy ray-polymerizable component with energy rays. It is an adhesive sheet, which is a polymer made of steel.
本発明の一態様の粘着シートは、基材(Y)と、エネルギー線重合性成分の重合体及び熱膨張性粒子を含有する粘着剤層(X1)と、を有する粘着シートであり、前記重合体が、前記エネルギー線重合性成分として、エネルギー線重合性官能基を有するモノマー(a1)及びエネルギー線重合性官能基を有するプレポリマー(a2)を含有する重合性組成物にエネルギー線を照射してなる重合体である、粘着シートである。 [Adhesive sheet]
The pressure-sensitive adhesive sheet according to one aspect of the present invention is a pressure-sensitive adhesive sheet having a base material (Y) and a pressure-sensitive adhesive layer (X1) containing a polymer of an energy ray-polymerizable component and heat-expandable particles. The coalescence irradiates a polymerizable composition containing a monomer (a1) having an energy ray-polymerizable functional group and a prepolymer (a2) having an energy ray-polymerizable functional group as the energy ray-polymerizable component with energy rays. It is an adhesive sheet, which is a polymer made of steel.
本発明の一態様の粘着シートは、粘着剤層(X1)に含有される熱膨張性粒子を膨張開始温度(t)以上に加熱して膨張させることにより、粘着剤層(X1)の粘着表面に凹凸を形成させて、被着体から剥離されるものである。本発明の一態様の粘着シートは、上記凹凸の形成により、粘着剤層(X1)と被着体との接触面積を減少させることができるため、粘着シートと被着体との密着性を著しく低下させることができる。これによって、本発明の一態様の粘着シートは、加熱剥離時に引き剥がす力を印加することなく、粘着シートの自重又は被着体の自重によって被着体から剥離させることができる。具体的には、例えば、本発明の一態様の粘着シートを被着体から加熱剥離する際に、粘着シート側を下側に向け、重力により粘着シートを被着体から落下させることによって剥離させることができる。
なお、本明細書において、粘着シートを引き剥がす力を印加することなく、粘着シートが被着体から剥がれている状態となったり、剥がれ落ちたりすることを「自己剥離」というものとする。また、そのような性質を「自己剥離性」というものとする。
上記の通り、本発明の一態様の粘着シートは、加熱剥離時に、粘着剤層(X1)と被着体との接触面積を減少させるものであるため、エネルギー線照射により粘着剤層を硬化させて粘着力を低下させる仮固定用シートよりも、自己剥離性に優れる。 In the pressure-sensitive adhesive sheet of one aspect of the present invention, the heat-expandable particles contained in the pressure-sensitive adhesive layer (X1) are heated to a temperature equal to or higher than the expansion start temperature (t) to expand, thereby expanding the pressure-sensitive adhesive surface of the pressure-sensitive adhesive layer (X1). It is peeled off from the adherend by forming irregularities on the surface. In the pressure-sensitive adhesive sheet of one aspect of the present invention, the contact area between the pressure-sensitive adhesive layer (X1) and the adherend can be reduced by forming the unevenness, so that the adhesion between the pressure-sensitive adhesive sheet and the adherend is remarkably improved. Can be lowered. Thereby, the pressure-sensitive adhesive sheet according to one aspect of the present invention can be peeled off from the adherend by the weight of the pressure-sensitive adhesive sheet or the weight of the adherend without applying a peeling force at the time of heat peeling. Specifically, for example, when the pressure-sensitive adhesive sheet according to one aspect of the present invention is heat-peeled from the adherend, the pressure-sensitive adhesive sheet is peeled off by dropping the pressure-sensitive adhesive sheet from the adherend by gravity with the pressure-sensitive adhesive sheet side facing downward. be able to.
In addition, in this specification, a state in which an adhesive sheet is peeled off from an adherend or peeled off without applying a force for peeling off the adhesive sheet is referred to as "self-peeling". In addition, such a property is referred to as "self-peeling property".
As described above, since the pressure-sensitive adhesive sheet of one aspect of the present invention reduces the contact area between the pressure-sensitive adhesive layer (X1) and the adherend at the time of heat peeling, the pressure-sensitive adhesive layer is cured by energy ray irradiation. It is superior in self-peeling property to the temporary fixing sheet that reduces the adhesive strength.
なお、本明細書において、粘着シートを引き剥がす力を印加することなく、粘着シートが被着体から剥がれている状態となったり、剥がれ落ちたりすることを「自己剥離」というものとする。また、そのような性質を「自己剥離性」というものとする。
上記の通り、本発明の一態様の粘着シートは、加熱剥離時に、粘着剤層(X1)と被着体との接触面積を減少させるものであるため、エネルギー線照射により粘着剤層を硬化させて粘着力を低下させる仮固定用シートよりも、自己剥離性に優れる。 In the pressure-sensitive adhesive sheet of one aspect of the present invention, the heat-expandable particles contained in the pressure-sensitive adhesive layer (X1) are heated to a temperature equal to or higher than the expansion start temperature (t) to expand, thereby expanding the pressure-sensitive adhesive surface of the pressure-sensitive adhesive layer (X1). It is peeled off from the adherend by forming irregularities on the surface. In the pressure-sensitive adhesive sheet of one aspect of the present invention, the contact area between the pressure-sensitive adhesive layer (X1) and the adherend can be reduced by forming the unevenness, so that the adhesion between the pressure-sensitive adhesive sheet and the adherend is remarkably improved. Can be lowered. Thereby, the pressure-sensitive adhesive sheet according to one aspect of the present invention can be peeled off from the adherend by the weight of the pressure-sensitive adhesive sheet or the weight of the adherend without applying a peeling force at the time of heat peeling. Specifically, for example, when the pressure-sensitive adhesive sheet according to one aspect of the present invention is heat-peeled from the adherend, the pressure-sensitive adhesive sheet is peeled off by dropping the pressure-sensitive adhesive sheet from the adherend by gravity with the pressure-sensitive adhesive sheet side facing downward. be able to.
In addition, in this specification, a state in which an adhesive sheet is peeled off from an adherend or peeled off without applying a force for peeling off the adhesive sheet is referred to as "self-peeling". In addition, such a property is referred to as "self-peeling property".
As described above, since the pressure-sensitive adhesive sheet of one aspect of the present invention reduces the contact area between the pressure-sensitive adhesive layer (X1) and the adherend at the time of heat peeling, the pressure-sensitive adhesive layer is cured by energy ray irradiation. It is superior in self-peeling property to the temporary fixing sheet that reduces the adhesive strength.
また、本発明の一態様の粘着シートが有する粘着剤層(X1)が含有するエネルギー線重合性成分の重合体は、エネルギー線重合性官能基を有するモノマー(a1)及びエネルギー線重合性官能基を有するプレポリマー(a2)を含有する重合性組成物にエネルギー線を照射してなる重合体である。エネルギー線重合性成分は、塗膜形成された後に重合性させることができるため、塗膜を形成する際に高分子量の粘着性樹脂及びその希釈剤としての溶剤を使用する必要がない。その結果、該重合性組成物を用いて粘着剤層(X1)を形成する際、溶剤を除去するための加熱乾燥を省略することができ、加熱乾燥時における熱膨張性粒子の意図しない膨張を抑制することができる。
また、本発明の一態様の粘着シートは、エネルギー線重合性官能基を有するモノマー(a1)及びエネルギー線重合性官能基を有するプレポリマー(a2)という少なくとも2種の化合物を粘着剤層の形成に用いることで、優れた粘着剤層の形成性が得られると共に、十分な粘着力と優れた自己剥離性が得られる。これは上記組成を有する重合性組成物は、粘度が塗膜形成に適したものであると共に、エネルギー線照射によって形成される重合体が適度な凝集力を有するものとなり、粘着力と自己剥離性とのバランスが向上したことによると考えられる。 Further, the polymer of the energy ray-polymerizable component contained in the pressure-sensitive adhesive layer (X1) contained in the pressure-sensitive adhesive sheet of one aspect of the present invention is a monomer (a1) having an energy ray-polymerizable functional group and an energy ray-polymerizable functional group. It is a polymer obtained by irradiating a polymerizable composition containing a prepolymer (a2) having the above with energy rays. Since the energy ray-polymerizable component can be polymerized after the coating film is formed, it is not necessary to use a high molecular weight adhesive resin and a solvent as a diluent thereof when forming the coating film. As a result, when the pressure-sensitive adhesive layer (X1) is formed by using the polymerizable composition, heat-drying for removing the solvent can be omitted, and unintended expansion of the heat-expandable particles during heat-drying can be performed. It can be suppressed.
Further, in the pressure-sensitive adhesive sheet of one aspect of the present invention, at least two kinds of compounds, a monomer (a1) having an energy ray-polymerizable functional group and a prepolymer (a2) having an energy ray-polymerizable functional group, are formed into a pressure-sensitive adhesive layer. When used in, an excellent adhesive layer formability can be obtained, and sufficient adhesive strength and excellent self-peeling property can be obtained. This is because the polymerizable composition having the above composition has a viscosity suitable for forming a coating film, and the polymer formed by energy ray irradiation has an appropriate cohesive force, and has adhesive strength and self-peeling property. It is considered that this is due to the improvement of the balance with.
また、本発明の一態様の粘着シートは、エネルギー線重合性官能基を有するモノマー(a1)及びエネルギー線重合性官能基を有するプレポリマー(a2)という少なくとも2種の化合物を粘着剤層の形成に用いることで、優れた粘着剤層の形成性が得られると共に、十分な粘着力と優れた自己剥離性が得られる。これは上記組成を有する重合性組成物は、粘度が塗膜形成に適したものであると共に、エネルギー線照射によって形成される重合体が適度な凝集力を有するものとなり、粘着力と自己剥離性とのバランスが向上したことによると考えられる。 Further, the polymer of the energy ray-polymerizable component contained in the pressure-sensitive adhesive layer (X1) contained in the pressure-sensitive adhesive sheet of one aspect of the present invention is a monomer (a1) having an energy ray-polymerizable functional group and an energy ray-polymerizable functional group. It is a polymer obtained by irradiating a polymerizable composition containing a prepolymer (a2) having the above with energy rays. Since the energy ray-polymerizable component can be polymerized after the coating film is formed, it is not necessary to use a high molecular weight adhesive resin and a solvent as a diluent thereof when forming the coating film. As a result, when the pressure-sensitive adhesive layer (X1) is formed by using the polymerizable composition, heat-drying for removing the solvent can be omitted, and unintended expansion of the heat-expandable particles during heat-drying can be performed. It can be suppressed.
Further, in the pressure-sensitive adhesive sheet of one aspect of the present invention, at least two kinds of compounds, a monomer (a1) having an energy ray-polymerizable functional group and a prepolymer (a2) having an energy ray-polymerizable functional group, are formed into a pressure-sensitive adhesive layer. When used in, an excellent adhesive layer formability can be obtained, and sufficient adhesive strength and excellent self-peeling property can be obtained. This is because the polymerizable composition having the above composition has a viscosity suitable for forming a coating film, and the polymer formed by energy ray irradiation has an appropriate cohesive force, and has adhesive strength and self-peeling property. It is considered that this is due to the improvement of the balance with.
本発明の一態様の粘着シートの構成は、基材(Y)と粘着剤層(X1)とを有するものであればよいが、用途に応じて、基材(Y)及び粘着剤層(X1)以外の層を有するものであってもよい。
例えば、本発明の一態様の粘着シートを被着体の加工に用いる場合、被着体の加工性を向上させる観点から、基材(Y)と、基材(Y)の一方の面側に設けられた粘着剤層(X1)と、基材(Y)の他方の面側に設けられた粘着剤層(X2)と、を有する構成(すなわち、両面粘着シートの構成)を有することが好ましい。当該構成を有することで、粘着剤層(X1)又は粘着剤層(X2)のいずれか一方の粘着剤層に被着体を貼付し、いずれか他方の粘着剤層に支持体を貼付することができる。被着体が粘着シートを介して支持体に固定されることによって、被着体に対して加工処理を行う際に、被着体の振動、位置ズレ、脆弱な加工対象物の破損等を抑制し、加工精度及び加工速度を向上させることができる。
なお、以下の説明において、特に断らない限り、「両面粘着シート」とは、基材(Y)と、基材(Y)の一方の面側に設けられた粘着剤層(X1)と、基材(Y)の他方の面側に設けられた粘着剤層(X2)と、を有する粘着シートを意味するものとする。 The structure of the pressure-sensitive adhesive sheet according to one aspect of the present invention may be any one having a base material (Y) and a pressure-sensitive adhesive layer (X1), but depending on the application, the base material (Y) and the pressure-sensitive adhesive layer (X1) ) May be provided.
For example, when the pressure-sensitive adhesive sheet according to one aspect of the present invention is used for processing an adherend, it is applied to one surface side of the base material (Y) and the base material (Y) from the viewpoint of improving the processability of the adherend. It is preferable to have a structure (that is, a structure of a double-sided pressure-sensitive adhesive sheet) having the provided pressure-sensitive adhesive layer (X1) and the pressure-sensitive adhesive layer (X2) provided on the other surface side of the base material (Y). .. By having this structure, the adherend is attached to one of the adhesive layers (X1) and the adhesive layer (X2), and the support is attached to the other adhesive layer. Can be done. By fixing the adherend to the support via the adhesive sheet, vibration of the adherend, misalignment, damage to fragile objects to be processed, etc. are suppressed when the adherend is processed. However, the processing accuracy and processing speed can be improved.
In the following description, unless otherwise specified, the "double-sided adhesive sheet" refers to the base material (Y), the pressure-sensitive adhesive layer (X1) provided on one surface side of the base material (Y), and the base. It shall mean an adhesive sheet having an adhesive layer (X2) provided on the other surface side of the material (Y).
例えば、本発明の一態様の粘着シートを被着体の加工に用いる場合、被着体の加工性を向上させる観点から、基材(Y)と、基材(Y)の一方の面側に設けられた粘着剤層(X1)と、基材(Y)の他方の面側に設けられた粘着剤層(X2)と、を有する構成(すなわち、両面粘着シートの構成)を有することが好ましい。当該構成を有することで、粘着剤層(X1)又は粘着剤層(X2)のいずれか一方の粘着剤層に被着体を貼付し、いずれか他方の粘着剤層に支持体を貼付することができる。被着体が粘着シートを介して支持体に固定されることによって、被着体に対して加工処理を行う際に、被着体の振動、位置ズレ、脆弱な加工対象物の破損等を抑制し、加工精度及び加工速度を向上させることができる。
なお、以下の説明において、特に断らない限り、「両面粘着シート」とは、基材(Y)と、基材(Y)の一方の面側に設けられた粘着剤層(X1)と、基材(Y)の他方の面側に設けられた粘着剤層(X2)と、を有する粘着シートを意味するものとする。 The structure of the pressure-sensitive adhesive sheet according to one aspect of the present invention may be any one having a base material (Y) and a pressure-sensitive adhesive layer (X1), but depending on the application, the base material (Y) and the pressure-sensitive adhesive layer (X1) ) May be provided.
For example, when the pressure-sensitive adhesive sheet according to one aspect of the present invention is used for processing an adherend, it is applied to one surface side of the base material (Y) and the base material (Y) from the viewpoint of improving the processability of the adherend. It is preferable to have a structure (that is, a structure of a double-sided pressure-sensitive adhesive sheet) having the provided pressure-sensitive adhesive layer (X1) and the pressure-sensitive adhesive layer (X2) provided on the other surface side of the base material (Y). .. By having this structure, the adherend is attached to one of the adhesive layers (X1) and the adhesive layer (X2), and the support is attached to the other adhesive layer. Can be done. By fixing the adherend to the support via the adhesive sheet, vibration of the adherend, misalignment, damage to fragile objects to be processed, etc. are suppressed when the adherend is processed. However, the processing accuracy and processing speed can be improved.
In the following description, unless otherwise specified, the "double-sided adhesive sheet" refers to the base material (Y), the pressure-sensitive adhesive layer (X1) provided on one surface side of the base material (Y), and the base. It shall mean an adhesive sheet having an adhesive layer (X2) provided on the other surface side of the material (Y).
本発明の一態様の粘着シートは、粘着剤層(X1)の粘着表面上に剥離材を有していてもよい。また、本発明の一態様の粘着シートが両面粘着シートの構成を有する場合、粘着剤層(X1)と粘着剤層(X2)の少なくともいずれか一方の粘着表面上に剥離材を有していてもよい。
The pressure-sensitive adhesive sheet according to one aspect of the present invention may have a release material on the pressure-sensitive adhesive surface of the pressure-sensitive adhesive layer (X1). Further, when the pressure-sensitive adhesive sheet of one aspect of the present invention has the structure of a double-sided pressure-sensitive adhesive sheet, it has a release material on the pressure-sensitive adhesive surface of at least one of the pressure-sensitive adhesive layer (X1) and the pressure-sensitive adhesive layer (X2). May be good.
次に、図面を参照しながら、本発明の一態様の粘着シートの構成について、より具体的に説明する。
Next, the configuration of the pressure-sensitive adhesive sheet according to one aspect of the present invention will be described more specifically with reference to the drawings.
〔粘着シートの構成〕
本発明の一態様の粘着シートとしては、図1(a)に示すような、基材(Y)上に、粘着剤層(X1)を有する粘着シート1aが挙げられる。
なお、本発明の一態様の粘着シートは、図1(b)に示す粘着シート1bのように、粘着剤層(X1)の粘着表面上に、さらに剥離材10を有する構成としてもよい。 [Composition of adhesive sheet]
Examples of the pressure-sensitive adhesive sheet according to one aspect of the present invention include a pressure-sensitive adhesive sheet 1a having a pressure-sensitive adhesive layer (X1) on a base material (Y) as shown in FIG. 1 (a).
The pressure-sensitive adhesive sheet according to one aspect of the present invention may have a structure in which therelease material 10 is further provided on the pressure-sensitive adhesive surface of the pressure-sensitive adhesive layer (X1), as in the pressure-sensitive adhesive sheet 1b shown in FIG. 1 (b).
本発明の一態様の粘着シートとしては、図1(a)に示すような、基材(Y)上に、粘着剤層(X1)を有する粘着シート1aが挙げられる。
なお、本発明の一態様の粘着シートは、図1(b)に示す粘着シート1bのように、粘着剤層(X1)の粘着表面上に、さらに剥離材10を有する構成としてもよい。 [Composition of adhesive sheet]
Examples of the pressure-sensitive adhesive sheet according to one aspect of the present invention include a pressure-
The pressure-sensitive adhesive sheet according to one aspect of the present invention may have a structure in which the
本発明の別の一態様の粘着シートとしては、上記両面粘着シートの構成を有するものが挙げられる。
このような構成を有する粘着シートとしては、例えば、図2(a)に示すような、基材(Y)を粘着剤層(X1)及び粘着剤層(X2)で挟持した構成を有する、両面粘着シート2aが挙げられる。
また、図2(b)に示す両面粘着シート2bのように、粘着剤層(X1)の粘着表面上にさらに剥離材10aを有し、粘着剤層(X2)の粘着表面上にさらに剥離材10bを有する構成としてもよい。 As another aspect of the pressure-sensitive adhesive sheet of the present invention, those having the structure of the double-sided pressure-sensitive adhesive sheet can be mentioned.
As the pressure-sensitive adhesive sheet having such a structure, for example, as shown in FIG. 2A, both sides have a structure in which the base material (Y) is sandwiched between the pressure-sensitive adhesive layer (X1) and the pressure-sensitive adhesive layer (X2).Adhesive sheet 2a can be mentioned.
Further, as in the double-sided adhesive sheet 2b shown in FIG. 2B, the release material 10a is further provided on the adhesive surface of the adhesive layer (X1), and the release material is further provided on the adhesive surface of the adhesive layer (X2). It may be configured to have 10b.
このような構成を有する粘着シートとしては、例えば、図2(a)に示すような、基材(Y)を粘着剤層(X1)及び粘着剤層(X2)で挟持した構成を有する、両面粘着シート2aが挙げられる。
また、図2(b)に示す両面粘着シート2bのように、粘着剤層(X1)の粘着表面上にさらに剥離材10aを有し、粘着剤層(X2)の粘着表面上にさらに剥離材10bを有する構成としてもよい。 As another aspect of the pressure-sensitive adhesive sheet of the present invention, those having the structure of the double-sided pressure-sensitive adhesive sheet can be mentioned.
As the pressure-sensitive adhesive sheet having such a structure, for example, as shown in FIG. 2A, both sides have a structure in which the base material (Y) is sandwiched between the pressure-sensitive adhesive layer (X1) and the pressure-sensitive adhesive layer (X2).
Further, as in the double-
なお、図2(b)に示す両面粘着シート2bにおいて、剥離材10aを粘着剤層(X1)から剥がす際の剥離力と、剥離材10bを粘着剤層(X2)から剥がす際の剥離力とが同程度である場合、双方の剥離材を外側へ引っ張って剥がそうとすると、粘着剤層が、2つの剥離材に伴って分断されて引き剥がされるという現象が生じることがある。このような現象を抑制する観点から、2つの剥離材10a、10bは、互いに貼付される粘着剤層からの剥離力が異なるように設計された2種の剥離材を用いることが好ましい。
In the double-sided pressure-sensitive adhesive sheet 2b shown in FIG. 2B, the peeling force when the release material 10a is peeled from the pressure-sensitive adhesive layer (X1) and the peeling force when the release material 10b is peeled off from the pressure-sensitive adhesive layer (X2). When both release materials are pulled outward and attempted to be peeled off, a phenomenon may occur in which the pressure-sensitive adhesive layer is divided and peeled off along with the two release materials. From the viewpoint of suppressing such a phenomenon, it is preferable to use two types of release materials designed so that the two release materials 10a and 10b have different release forces from the pressure-sensitive adhesive layers attached to each other.
その他の態様の粘着シートとしては、図2(a)に示す両面粘着シート2aにおいて、粘着剤層(X1)及び粘着剤層(X2)の一方の粘着表面に、両面に剥離処理が施された剥離材が積層したものを、ロール状に巻いた構成を有する両面粘着シートであってもよい。
As an adhesive sheet of another aspect, in the double-sided adhesive sheet 2a shown in FIG. 2A, one of the adhesive surfaces of the adhesive layer (X1) and the adhesive layer (X2) is peeled off on both sides. A double-sided adhesive sheet having a structure in which the release material is laminated in a roll shape may be used.
本発明の一態様の粘着シートは、基材(Y)と粘着剤層(X1)との間に、他の層を有していてもよく、他の層を有していなくてもよい。また、本発明の一態様の粘着シートが上記両面粘着シートである場合、上記に加えて、基材(Y)と粘着剤層(X2)との間に、他の層を有していてもよく、他の層を有していなくてもよい。
ただし、粘着剤層(X1)の粘着表面とは反対側の面には、該面における膨張を抑制し得る層が直接積層されていることが好ましく、基材(Y)が直接積層されていることがより好ましい。 The pressure-sensitive adhesive sheet according to one aspect of the present invention may or may not have another layer between the base material (Y) and the pressure-sensitive adhesive layer (X1). Further, when the pressure-sensitive adhesive sheet of one aspect of the present invention is the double-sided pressure-sensitive adhesive sheet, in addition to the above, even if another layer is provided between the base material (Y) and the pressure-sensitive adhesive layer (X2). Well, it does not have to have other layers.
However, it is preferable that a layer capable of suppressing expansion on the adhesive layer (X1) is directly laminated on the surface opposite to the adhesive surface, and the base material (Y) is directly laminated. Is more preferable.
ただし、粘着剤層(X1)の粘着表面とは反対側の面には、該面における膨張を抑制し得る層が直接積層されていることが好ましく、基材(Y)が直接積層されていることがより好ましい。 The pressure-sensitive adhesive sheet according to one aspect of the present invention may or may not have another layer between the base material (Y) and the pressure-sensitive adhesive layer (X1). Further, when the pressure-sensitive adhesive sheet of one aspect of the present invention is the double-sided pressure-sensitive adhesive sheet, in addition to the above, even if another layer is provided between the base material (Y) and the pressure-sensitive adhesive layer (X2). Well, it does not have to have other layers.
However, it is preferable that a layer capable of suppressing expansion on the adhesive layer (X1) is directly laminated on the surface opposite to the adhesive surface, and the base material (Y) is directly laminated. Is more preferable.
<基材(Y)>
基材(Y)の形成材料としては、例えば、樹脂、金属、紙材等が挙げられ、本発明の一態様の粘着シートの用途に応じて適宜選択することができる。 <Base material (Y)>
Examples of the material for forming the base material (Y) include resins, metals, and paper materials, which can be appropriately selected depending on the use of the pressure-sensitive adhesive sheet according to one aspect of the present invention.
基材(Y)の形成材料としては、例えば、樹脂、金属、紙材等が挙げられ、本発明の一態様の粘着シートの用途に応じて適宜選択することができる。 <Base material (Y)>
Examples of the material for forming the base material (Y) include resins, metals, and paper materials, which can be appropriately selected depending on the use of the pressure-sensitive adhesive sheet according to one aspect of the present invention.
樹脂としては、例えば、ポリエチレン、ポリプロピレン等のポリオレフィン樹脂;ポリ塩化ビニル、ポリ塩化ビニリデン、ポリビニルアルコール、エチレン-酢酸ビニル共重合体、エチレン-ビニルアルコール共重合体等のビニル系樹脂;ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート等のポリエステル系樹脂;ポリスチレン;アクリロニトリル-ブタジエン-スチレン共重合体;三酢酸セルロース;ポリカーボネート;ポリウレタン、アクリル変性ポリウレタン等のウレタン樹脂;ポリメチルペンテン;ポリスルホン;ポリエーテルエーテルケトン;ポリエーテルスルホン;ポリフェニレンスルフィド;ポリエーテルイミド、ポリイミド等のポリイミド系樹脂;ポリアミド系樹脂;アクリル樹脂;フッ素系樹脂等が挙げられる。
金属としては、例えば、アルミニウム、スズ、クロム、チタン等が挙げられる。
紙材としては、例えば、薄葉紙、中質紙、上質紙、含浸紙、コート紙、アート紙、硫酸紙、グラシン紙等が挙げられる。
これらの中でも、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート等のポリエステル系樹脂が好ましい。 Examples of the resin include polyolefin resins such as polyethylene and polypropylene; vinyl resins such as polyvinyl chloride, polyvinylidene chloride, polyvinyl alcohol, ethylene-vinyl acetate copolymer, and ethylene-vinyl alcohol copolymer; polyethylene terephthalate and poly. Polyimide-based resins such as butylene terephthalate and polyethylene naphthalate; polystyrene; acrylonitrile-butadiene-styrene copolymer; cellulose triacetate; polycarbonate; urethane resins such as polyurethane and acrylic-modified polyurethane; polymethylpentene; polysulfone; polyether ether ketone; Polyether sulfone; polyphenylene sulfide; polyimide resin such as polyetherimide and polyimide; polyamide resin; acrylic resin; fluorine resin and the like can be mentioned.
Examples of the metal include aluminum, tin, chromium, titanium and the like.
Examples of the paper material include thin leaf paper, medium-quality paper, high-quality paper, impregnated paper, coated paper, art paper, parchment paper, and glassin paper.
Among these, polyester resins such as polyethylene terephthalate, polybutylene terephthalate, and polyethylene naphthalate are preferable.
金属としては、例えば、アルミニウム、スズ、クロム、チタン等が挙げられる。
紙材としては、例えば、薄葉紙、中質紙、上質紙、含浸紙、コート紙、アート紙、硫酸紙、グラシン紙等が挙げられる。
これらの中でも、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート等のポリエステル系樹脂が好ましい。 Examples of the resin include polyolefin resins such as polyethylene and polypropylene; vinyl resins such as polyvinyl chloride, polyvinylidene chloride, polyvinyl alcohol, ethylene-vinyl acetate copolymer, and ethylene-vinyl alcohol copolymer; polyethylene terephthalate and poly. Polyimide-based resins such as butylene terephthalate and polyethylene naphthalate; polystyrene; acrylonitrile-butadiene-styrene copolymer; cellulose triacetate; polycarbonate; urethane resins such as polyurethane and acrylic-modified polyurethane; polymethylpentene; polysulfone; polyether ether ketone; Polyether sulfone; polyphenylene sulfide; polyimide resin such as polyetherimide and polyimide; polyamide resin; acrylic resin; fluorine resin and the like can be mentioned.
Examples of the metal include aluminum, tin, chromium, titanium and the like.
Examples of the paper material include thin leaf paper, medium-quality paper, high-quality paper, impregnated paper, coated paper, art paper, parchment paper, and glassin paper.
Among these, polyester resins such as polyethylene terephthalate, polybutylene terephthalate, and polyethylene naphthalate are preferable.
これらの形成材料は、1種から構成されていてもよく、2種以上を併用してもよい。
2種以上の形成材料を併用した基材(Y)としては、紙材をポリエチレン等の熱可塑性樹脂でラミネートしたもの、樹脂を含有する樹脂フィルム又はシートの表面に金属層を形成したもの等が挙げられる。
金属層の形成方法としては、例えば、金属を真空蒸着、スパッタリング、イオンプレーティング等のPVD法により蒸着する方法、金属箔を一般的な粘着剤を用いて貼付する方法等が挙げられる。 These forming materials may be composed of one kind, or two or more kinds may be used in combination.
Examples of the base material (Y) in which two or more kinds of forming materials are used in combination include a paper material laminated with a thermoplastic resin such as polyethylene, a resin film containing the resin, or a sheet having a metal layer formed on the surface of the sheet. Can be mentioned.
Examples of the method for forming the metal layer include a method of vapor-depositing a metal by a PVD method such as vacuum deposition, sputtering, and ion plating, a method of attaching a metal foil using a general adhesive, and the like.
2種以上の形成材料を併用した基材(Y)としては、紙材をポリエチレン等の熱可塑性樹脂でラミネートしたもの、樹脂を含有する樹脂フィルム又はシートの表面に金属層を形成したもの等が挙げられる。
金属層の形成方法としては、例えば、金属を真空蒸着、スパッタリング、イオンプレーティング等のPVD法により蒸着する方法、金属箔を一般的な粘着剤を用いて貼付する方法等が挙げられる。 These forming materials may be composed of one kind, or two or more kinds may be used in combination.
Examples of the base material (Y) in which two or more kinds of forming materials are used in combination include a paper material laminated with a thermoplastic resin such as polyethylene, a resin film containing the resin, or a sheet having a metal layer formed on the surface of the sheet. Can be mentioned.
Examples of the method for forming the metal layer include a method of vapor-depositing a metal by a PVD method such as vacuum deposition, sputtering, and ion plating, a method of attaching a metal foil using a general adhesive, and the like.
基材(Y)と積層する他の層との層間密着性を向上させる観点から、基材(Y)の表面に対して、酸化法、凹凸化法等による表面処理、易接着処理、プライマー処理等を施してもよい。
酸化法としては、例えば、コロナ放電処理、プラズマ放電処理、クロム酸処理(湿式)、熱風処理、オゾン照射処理、紫外線照射処理等が挙げられる。また、凹凸化法としては、例えば、サンドブラスト法、溶剤処理法等が挙げられる。 From the viewpoint of improving the interlayer adhesion between the base material (Y) and other layers to be laminated, the surface of the base material (Y) is surface-treated by an oxidation method, an unevenness method, etc., easy-adhesion treatment, and primer treatment. Etc. may be applied.
Examples of the oxidation method include corona discharge treatment, plasma discharge treatment, chromic acid treatment (wet), hot air treatment, ozone irradiation treatment, ultraviolet irradiation treatment and the like. In addition, examples of the unevenness method include a sandblasting method and a solvent treatment method.
酸化法としては、例えば、コロナ放電処理、プラズマ放電処理、クロム酸処理(湿式)、熱風処理、オゾン照射処理、紫外線照射処理等が挙げられる。また、凹凸化法としては、例えば、サンドブラスト法、溶剤処理法等が挙げられる。 From the viewpoint of improving the interlayer adhesion between the base material (Y) and other layers to be laminated, the surface of the base material (Y) is surface-treated by an oxidation method, an unevenness method, etc., easy-adhesion treatment, and primer treatment. Etc. may be applied.
Examples of the oxidation method include corona discharge treatment, plasma discharge treatment, chromic acid treatment (wet), hot air treatment, ozone irradiation treatment, ultraviolet irradiation treatment and the like. In addition, examples of the unevenness method include a sandblasting method and a solvent treatment method.
基材(Y)は、上記樹脂と共に、基材用添加剤として、例えば、紫外線吸収剤、光安定剤、酸化防止剤、帯電防止剤、スリップ剤、アンチブロッキング剤、着色剤等を含有していてもよい。これらの基材用添加剤は、それぞれ単独で用いてもよく、2種以上を併用してもよい。
基材(Y)が上記樹脂と共に基材用添加剤を含有する場合、それぞれの基材用添加剤の含有量は、上記樹脂100質量部に対して、好ましくは0.0001~20質量部、より好ましくは0.001~10質量部である。 The base material (Y) contains, for example, an ultraviolet absorber, a light stabilizer, an antioxidant, an antistatic agent, a slip agent, an anti-blocking agent, a colorant, and the like as additives for the base material together with the above resin. You may. These base material additives may be used alone or in combination of two or more.
When the base material (Y) contains the base material additive together with the resin, the content of each base material additive is preferably 0.0001 to 20 parts by mass with respect to 100 parts by mass of the resin. More preferably, it is 0.001 to 10 parts by mass.
基材(Y)が上記樹脂と共に基材用添加剤を含有する場合、それぞれの基材用添加剤の含有量は、上記樹脂100質量部に対して、好ましくは0.0001~20質量部、より好ましくは0.001~10質量部である。 The base material (Y) contains, for example, an ultraviolet absorber, a light stabilizer, an antioxidant, an antistatic agent, a slip agent, an anti-blocking agent, a colorant, and the like as additives for the base material together with the above resin. You may. These base material additives may be used alone or in combination of two or more.
When the base material (Y) contains the base material additive together with the resin, the content of each base material additive is preferably 0.0001 to 20 parts by mass with respect to 100 parts by mass of the resin. More preferably, it is 0.001 to 10 parts by mass.
基材(Y)は、非熱膨張性層であることが好ましい。
基材(Y)が非熱膨張性層である場合、上記式から算出される基材(Y)の体積変化率(%)は、5%未満であり、好ましくは2%未満、より好ましくは1%未満、更に好ましくは0.1%未満、より更に好ましくは0.01%未満である。 The base material (Y) is preferably a non-thermally expandable layer.
When the base material (Y) is a non-thermally expandable layer, the volume change rate (%) of the base material (Y) calculated from the above formula is less than 5%, preferably less than 2%, more preferably less than 2%. It is less than 1%, more preferably less than 0.1%, even more preferably less than 0.01%.
基材(Y)が非熱膨張性層である場合、上記式から算出される基材(Y)の体積変化率(%)は、5%未満であり、好ましくは2%未満、より好ましくは1%未満、更に好ましくは0.1%未満、より更に好ましくは0.01%未満である。 The base material (Y) is preferably a non-thermally expandable layer.
When the base material (Y) is a non-thermally expandable layer, the volume change rate (%) of the base material (Y) calculated from the above formula is less than 5%, preferably less than 2%, more preferably less than 2%. It is less than 1%, more preferably less than 0.1%, even more preferably less than 0.01%.
基材(Y)は、本発明の目的に反しない範囲で、熱膨張性粒子を含有していてもよいが、熱膨張性粒子を含有しないことが好ましい。
基材(Y)が熱膨張性粒子を含有する場合、その含有量は少ないほど好ましく、基材(Y)の全質量(100質量%)に対して、好ましくは3質量%未満、より好ましくは1質量%未満、更に好ましくは0.1質量%未満、より更に好ましくは0.01質量%未満、より更に好ましくは0.001質量%未満である。 The base material (Y) may contain thermally expandable particles within a range not contrary to the object of the present invention, but preferably does not contain thermally expandable particles.
When the base material (Y) contains thermally expandable particles, the smaller the content, the more preferable, and the base material (Y) is preferably less than 3% by mass, more preferably less than the total mass (100% by mass) of the base material (Y). It is less than 1% by mass, more preferably less than 0.1% by mass, still more preferably less than 0.01% by mass, still more preferably less than 0.001% by mass.
基材(Y)が熱膨張性粒子を含有する場合、その含有量は少ないほど好ましく、基材(Y)の全質量(100質量%)に対して、好ましくは3質量%未満、より好ましくは1質量%未満、更に好ましくは0.1質量%未満、より更に好ましくは0.01質量%未満、より更に好ましくは0.001質量%未満である。 The base material (Y) may contain thermally expandable particles within a range not contrary to the object of the present invention, but preferably does not contain thermally expandable particles.
When the base material (Y) contains thermally expandable particles, the smaller the content, the more preferable, and the base material (Y) is preferably less than 3% by mass, more preferably less than the total mass (100% by mass) of the base material (Y). It is less than 1% by mass, more preferably less than 0.1% by mass, still more preferably less than 0.01% by mass, still more preferably less than 0.001% by mass.
(基材(Y)の23℃における貯蔵弾性率E’(23))
基材(Y)の23℃における貯蔵弾性率E’(23)は、好ましくは5.0×107~5.0×109Pa、より好ましくは5.0×108~4.5×109Pa、更に好ましくは1.0×109~4.0×109Paである。
基材(Y)の貯蔵弾性率E’(23)が5.0×107Pa以上であれば、粘着剤層(X1)の基材(Y)側の面の膨張を効果的に抑制できると共に、粘着シートの耐変形性を向上させることができる。一方、基材(Y)の貯蔵弾性率E’(23)が5.0×109Pa以下であれば、粘着シートの取り扱い性を向上させることができる。
なお、本明細書において、基材(Y)の貯蔵弾性率E’(23)は、実施例に記載の方法により測定された値を意味する。 (Storage modulus of substrate (Y) at 23 ° C. E'(23))
The storage elastic modulus E'(23) of the base material (Y) at 23 ° C. is preferably 5.0 × 10 7 to 5.0 × 10 9 Pa, more preferably 5.0 × 10 8 to 4.5 ×. It is 10 9 Pa, more preferably 1.0 × 10 9 to 4.0 × 10 9 Pa.
If the substrate (Y) storage modulus E 'of (23) is 5.0 × 10 7 Pa or more, can be effectively suppressed swelling of the surface of the substrate (Y) side of the pressure-sensitive adhesive layer (X1) At the same time, the deformation resistance of the adhesive sheet can be improved. On the other hand, the base material (Y) the storage elastic modulus E 'of (23) is equal to or less than 5.0 × 10 9 Pa, it is possible to improve the handleability of the adhesive sheet.
In the present specification, the storage elastic modulus E'(23) of the base material (Y) means a value measured by the method described in Examples.
基材(Y)の23℃における貯蔵弾性率E’(23)は、好ましくは5.0×107~5.0×109Pa、より好ましくは5.0×108~4.5×109Pa、更に好ましくは1.0×109~4.0×109Paである。
基材(Y)の貯蔵弾性率E’(23)が5.0×107Pa以上であれば、粘着剤層(X1)の基材(Y)側の面の膨張を効果的に抑制できると共に、粘着シートの耐変形性を向上させることができる。一方、基材(Y)の貯蔵弾性率E’(23)が5.0×109Pa以下であれば、粘着シートの取り扱い性を向上させることができる。
なお、本明細書において、基材(Y)の貯蔵弾性率E’(23)は、実施例に記載の方法により測定された値を意味する。 (Storage modulus of substrate (Y) at 23 ° C. E'(23))
The storage elastic modulus E'(23) of the base material (Y) at 23 ° C. is preferably 5.0 × 10 7 to 5.0 × 10 9 Pa, more preferably 5.0 × 10 8 to 4.5 ×. It is 10 9 Pa, more preferably 1.0 × 10 9 to 4.0 × 10 9 Pa.
If the substrate (Y) storage modulus E 'of (23) is 5.0 × 10 7 Pa or more, can be effectively suppressed swelling of the surface of the substrate (Y) side of the pressure-sensitive adhesive layer (X1) At the same time, the deformation resistance of the adhesive sheet can be improved. On the other hand, the base material (Y) the storage elastic modulus E 'of (23) is equal to or less than 5.0 × 10 9 Pa, it is possible to improve the handleability of the adhesive sheet.
In the present specification, the storage elastic modulus E'(23) of the base material (Y) means a value measured by the method described in Examples.
(基材(Y)の膨張開始温度(t)における貯蔵弾性率E’(t))
基材(Y)の熱膨張性粒子の膨張開始温度(t)における貯蔵弾性率E’(t)は、好ましくは5.0×106~4.0×109Pa、より好ましくは2.0×108~3.0×109Pa、更に好ましくは5.0×108~2.5×109Paである。
基材(Y)の貯蔵弾性率E’(t)が5.0×106Pa以上であれば、粘着剤層(X1)の基材(Y)側の面の膨張を効率的に抑制できると共に、粘着シートの耐変形性を向上させることができる。一方、基材(Y)の貯蔵弾性率E’(t)が4.0×109Pa以下であれば、粘着シートの取り扱い性を向上させることができる。
なお、本明細書において、基材(Y)の貯蔵弾性率E’(t)は、実施例に記載の方法により測定された値を意味する。 (Storage modulus E'(t) at the expansion start temperature (t) of the base material (Y))
The storage elastic modulus E'(t) of the heat-expandable particles of the base material (Y) at the expansion start temperature (t) is preferably 5.0 × 10 6 to 4.0 × 10 9 Pa, more preferably 2. It is 0 × 10 8 to 3.0 × 10 9 Pa, more preferably 5.0 × 10 8 to 2.5 × 10 9 Pa.
When the storage elastic modulus E'(t) of the base material (Y) is 5.0 × 10 6 Pa or more, the expansion of the surface of the pressure-sensitive adhesive layer (X1) on the base material (Y) side can be efficiently suppressed. At the same time, the deformation resistance of the adhesive sheet can be improved. On the other hand, the base material (Y) the storage elastic modulus E of the '(t) is equal to or smaller than 4.0 × 10 9 Pa, it is possible to improve the handleability of the adhesive sheet.
In the present specification, the storage elastic modulus E'(t) of the base material (Y) means a value measured by the method described in Examples.
基材(Y)の熱膨張性粒子の膨張開始温度(t)における貯蔵弾性率E’(t)は、好ましくは5.0×106~4.0×109Pa、より好ましくは2.0×108~3.0×109Pa、更に好ましくは5.0×108~2.5×109Paである。
基材(Y)の貯蔵弾性率E’(t)が5.0×106Pa以上であれば、粘着剤層(X1)の基材(Y)側の面の膨張を効率的に抑制できると共に、粘着シートの耐変形性を向上させることができる。一方、基材(Y)の貯蔵弾性率E’(t)が4.0×109Pa以下であれば、粘着シートの取り扱い性を向上させることができる。
なお、本明細書において、基材(Y)の貯蔵弾性率E’(t)は、実施例に記載の方法により測定された値を意味する。 (Storage modulus E'(t) at the expansion start temperature (t) of the base material (Y))
The storage elastic modulus E'(t) of the heat-expandable particles of the base material (Y) at the expansion start temperature (t) is preferably 5.0 × 10 6 to 4.0 × 10 9 Pa, more preferably 2. It is 0 × 10 8 to 3.0 × 10 9 Pa, more preferably 5.0 × 10 8 to 2.5 × 10 9 Pa.
When the storage elastic modulus E'(t) of the base material (Y) is 5.0 × 10 6 Pa or more, the expansion of the surface of the pressure-sensitive adhesive layer (X1) on the base material (Y) side can be efficiently suppressed. At the same time, the deformation resistance of the adhesive sheet can be improved. On the other hand, the base material (Y) the storage elastic modulus E of the '(t) is equal to or smaller than 4.0 × 10 9 Pa, it is possible to improve the handleability of the adhesive sheet.
In the present specification, the storage elastic modulus E'(t) of the base material (Y) means a value measured by the method described in Examples.
(基材(Y)の厚さ)
基材(Y)の厚さは、好ましくは5~500μm、より好ましくは15~300μm、更に好ましくは20~200μmである。基材(Y)の厚さが5μm以上であれば、粘着シートの耐変形性を向上させることができる。一方、基材(Y)の厚さが500μm以下であれば、粘着シートの取り扱い性を向上させることができる。
なお、本明細書において、基材(Y)の厚さは、実施例に記載の方法により測定された値を意味する。 (Thickness of base material (Y))
The thickness of the base material (Y) is preferably 5 to 500 μm, more preferably 15 to 300 μm, and even more preferably 20 to 200 μm. When the thickness of the base material (Y) is 5 μm or more, the deformation resistance of the pressure-sensitive adhesive sheet can be improved. On the other hand, when the thickness of the base material (Y) is 500 μm or less, the handleability of the pressure-sensitive adhesive sheet can be improved.
In addition, in this specification, the thickness of the base material (Y) means the value measured by the method described in Example.
基材(Y)の厚さは、好ましくは5~500μm、より好ましくは15~300μm、更に好ましくは20~200μmである。基材(Y)の厚さが5μm以上であれば、粘着シートの耐変形性を向上させることができる。一方、基材(Y)の厚さが500μm以下であれば、粘着シートの取り扱い性を向上させることができる。
なお、本明細書において、基材(Y)の厚さは、実施例に記載の方法により測定された値を意味する。 (Thickness of base material (Y))
The thickness of the base material (Y) is preferably 5 to 500 μm, more preferably 15 to 300 μm, and even more preferably 20 to 200 μm. When the thickness of the base material (Y) is 5 μm or more, the deformation resistance of the pressure-sensitive adhesive sheet can be improved. On the other hand, when the thickness of the base material (Y) is 500 μm or less, the handleability of the pressure-sensitive adhesive sheet can be improved.
In addition, in this specification, the thickness of the base material (Y) means the value measured by the method described in Example.
<粘着剤層(X1)>
粘着剤層(X1)は、エネルギー線重合性成分の重合体及び熱膨張性粒子を含有する。
上記重合体は、前記エネルギー線重合性成分として、エネルギー線重合性官能基を有するモノマー(a1)(以下、「(a1)成分」ともいう)及びエネルギー線重合性官能基を有するプレポリマー(a2)(以下、「(a2)成分」ともいう)を含有する重合性組成物(以下、「重合性組成物(x-1)」ともいう)にエネルギー線を照射してなる重合体である。
なお、本明細書において、プレポリマーとは、モノマーが重合してなる化合物であって、さらなる重合を行うことでポリマーを構成することが可能な化合物を意味する。 <Adhesive layer (X1)>
The pressure-sensitive adhesive layer (X1) contains a polymer of energy ray-polymerizable components and thermally expandable particles.
The polymer is a monomer (a1) having an energy ray-polymerizable functional group (hereinafter, also referred to as “(a1) component”) and a prepolymer (a2) having an energy ray-polymerizable functional group as the energy ray-polymerizable component. ) (Hereinafter, also referred to as “component (a2)”), which is a polymer obtained by irradiating a polymerizable composition (hereinafter, also referred to as “polymerizable composition (x-1)”) with energy rays.
In addition, in this specification, a prepolymer means a compound formed by polymerizing a monomer, and a compound capable of forming a polymer by further polymerization.
粘着剤層(X1)は、エネルギー線重合性成分の重合体及び熱膨張性粒子を含有する。
上記重合体は、前記エネルギー線重合性成分として、エネルギー線重合性官能基を有するモノマー(a1)(以下、「(a1)成分」ともいう)及びエネルギー線重合性官能基を有するプレポリマー(a2)(以下、「(a2)成分」ともいう)を含有する重合性組成物(以下、「重合性組成物(x-1)」ともいう)にエネルギー線を照射してなる重合体である。
なお、本明細書において、プレポリマーとは、モノマーが重合してなる化合物であって、さらなる重合を行うことでポリマーを構成することが可能な化合物を意味する。 <Adhesive layer (X1)>
The pressure-sensitive adhesive layer (X1) contains a polymer of energy ray-polymerizable components and thermally expandable particles.
The polymer is a monomer (a1) having an energy ray-polymerizable functional group (hereinafter, also referred to as “(a1) component”) and a prepolymer (a2) having an energy ray-polymerizable functional group as the energy ray-polymerizable component. ) (Hereinafter, also referred to as “component (a2)”), which is a polymer obtained by irradiating a polymerizable composition (hereinafter, also referred to as “polymerizable composition (x-1)”) with energy rays.
In addition, in this specification, a prepolymer means a compound formed by polymerizing a monomer, and a compound capable of forming a polymer by further polymerization.
(重合性組成物(x-1))
重合性組成物(x-1)が含有するエネルギー線重合性成分は、エネルギー線の照射によって重合する成分であり、エネルギー線重合性官能基を有するものである。
エネルギー線重合性官能基としては、例えば、(メタ)アクリロイル基、ビニル基、アリル基等の炭素-炭素二重結合を有するものが挙げられる。なお、本明細書において、(メタ)アクリロイル基、アリル基等のように、その一部にビニル基又は置換ビニル基を含む官能基と、ビニル基又は置換ビニル基そのものを「ビニル基含有基」と総称する場合がある。
以下、重合性組成物(x-1)に含有される各成分について説明する。 (Polymerizable composition (x-1))
The energy ray-polymerizable component contained in the polymerizable composition (x-1) is a component that polymerizes by irradiation with energy rays and has an energy ray-polymerizable functional group.
Examples of the energy ray-polymerizable functional group include those having a carbon-carbon double bond such as a (meth) acryloyl group, a vinyl group, and an allyl group. In the present specification, a functional group containing a vinyl group or a substituted vinyl group as a part thereof, such as a (meth) acryloyl group and an allyl group, and a vinyl group or a substituted vinyl group itself are referred to as a "vinyl group-containing group". May be collectively referred to as.
Hereinafter, each component contained in the polymerizable composition (x-1) will be described.
重合性組成物(x-1)が含有するエネルギー線重合性成分は、エネルギー線の照射によって重合する成分であり、エネルギー線重合性官能基を有するものである。
エネルギー線重合性官能基としては、例えば、(メタ)アクリロイル基、ビニル基、アリル基等の炭素-炭素二重結合を有するものが挙げられる。なお、本明細書において、(メタ)アクリロイル基、アリル基等のように、その一部にビニル基又は置換ビニル基を含む官能基と、ビニル基又は置換ビニル基そのものを「ビニル基含有基」と総称する場合がある。
以下、重合性組成物(x-1)に含有される各成分について説明する。 (Polymerizable composition (x-1))
The energy ray-polymerizable component contained in the polymerizable composition (x-1) is a component that polymerizes by irradiation with energy rays and has an energy ray-polymerizable functional group.
Examples of the energy ray-polymerizable functional group include those having a carbon-carbon double bond such as a (meth) acryloyl group, a vinyl group, and an allyl group. In the present specification, a functional group containing a vinyl group or a substituted vinyl group as a part thereof, such as a (meth) acryloyl group and an allyl group, and a vinyl group or a substituted vinyl group itself are referred to as a "vinyl group-containing group". May be collectively referred to as.
Hereinafter, each component contained in the polymerizable composition (x-1) will be described.
〔エネルギー線重合性官能基を有するモノマー(a1)〕
エネルギー線重合性官能基を有するモノマー(a1)としては、エネルギー線重合性官能基を有するモノマーであればよく、エネルギー線重合性官能基の他にも、炭化水素基、エネルギー線重合性官能基以外の官能基等を有していてもよい。 [Monomer having an energy ray-polymerizable functional group (a1)]
The monomer (a1) having an energy ray-polymerizable functional group may be any monomer having an energy ray-polymerizable functional group, and in addition to the energy ray-polymerizable functional group, a hydrocarbon group and an energy ray-polymerizable functional group It may have a functional group other than the above.
エネルギー線重合性官能基を有するモノマー(a1)としては、エネルギー線重合性官能基を有するモノマーであればよく、エネルギー線重合性官能基の他にも、炭化水素基、エネルギー線重合性官能基以外の官能基等を有していてもよい。 [Monomer having an energy ray-polymerizable functional group (a1)]
The monomer (a1) having an energy ray-polymerizable functional group may be any monomer having an energy ray-polymerizable functional group, and in addition to the energy ray-polymerizable functional group, a hydrocarbon group and an energy ray-polymerizable functional group It may have a functional group other than the above.
(a1)成分が有する炭化水素基としては、例えば、脂肪族炭化水素基、芳香族炭化水素基、これらを組み合わせた基等が挙げられる。
脂肪族炭化水素基は、直鎖状又は分岐鎖状の脂肪族炭化水素基であってもよく、脂環式炭化水素基であってもよい。
直鎖状又は分岐鎖状の脂肪族炭化水素基としては、例えば、メチル基、エチル基、n-プロピル基、イソプロピル基、n-ブチル基、tert-ブチル基、sec-ブチル基、n-ペンチル基、n-ヘキシル基、2-エチルヘキシル基、n-オクチル基、イソオクチル基、n-デシル基、n-ドデシル基、n-ミリスチル基、n-パルミチル基、n-ステアリル基等の炭素数1~20の脂肪族炭化水素基が挙げられる。
脂環式炭化水素基としては、例えば、シクロペンチル基、シクロヘキシル基、イソボルニル基等の炭素数3~20の脂環式炭化水素基が挙げられる。
芳香族炭化水素基としては、例えば、フェニル基が挙げられる。
脂肪族炭化水素基と芳香族炭化水素基とを組み合わせた基としては、例えば、フェノキシエチル基、ベンジル基が挙げられる。
これらの中でも、(a1)成分は、粘着剤層(X1)の粘着力をより向上させる観点からは、エネルギー線重合性官能基と直鎖状又は分岐鎖状の脂肪族炭化水素基とを有するモノマー(a1-1)(以下、「(a1-1)成分」ともいう)、エネルギー線重合性官能基と脂環式炭化水素基とを有するモノマー(a1-2)(以下、「(a1-2)成分」ともいう)等を含有することが好ましい。 Examples of the hydrocarbon group contained in the component (a1) include an aliphatic hydrocarbon group, an aromatic hydrocarbon group, and a group combining these groups.
The aliphatic hydrocarbon group may be a linear or branched aliphatic hydrocarbon group, or may be an alicyclic hydrocarbon group.
Examples of the linear or branched aliphatic hydrocarbon group include methyl group, ethyl group, n-propyl group, isopropyl group, n-butyl group, tert-butyl group, sec-butyl group and n-pentyl. Group, n-hexyl group, 2-ethylhexyl group, n-octyl group, isooctyl group, n-decyl group, n-dodecyl group, n-myristyl group, n-palmityl group, n-stearyl group, etc. There are 20 aliphatic hydrocarbon groups.
Examples of the alicyclic hydrocarbon group include an alicyclic hydrocarbon group having 3 to 20 carbon atoms such as a cyclopentyl group, a cyclohexyl group and an isobornyl group.
Examples of the aromatic hydrocarbon group include a phenyl group.
Examples of the group in which the aliphatic hydrocarbon group and the aromatic hydrocarbon group are combined include a phenoxyethyl group and a benzyl group.
Among these, the component (a1) has an energy ray-polymerizable functional group and a linear or branched aliphatic hydrocarbon group from the viewpoint of further improving the adhesive strength of the pressure-sensitive adhesive layer (X1). Monomer (a1-1) (hereinafter, also referred to as "(a1-1) component"), monomer (a1-2) having an energy ray-polymerizable functional group and an alicyclic hydrocarbon group (hereinafter, "(a1-a1-)" 2) It is preferable to contain "components") and the like.
脂肪族炭化水素基は、直鎖状又は分岐鎖状の脂肪族炭化水素基であってもよく、脂環式炭化水素基であってもよい。
直鎖状又は分岐鎖状の脂肪族炭化水素基としては、例えば、メチル基、エチル基、n-プロピル基、イソプロピル基、n-ブチル基、tert-ブチル基、sec-ブチル基、n-ペンチル基、n-ヘキシル基、2-エチルヘキシル基、n-オクチル基、イソオクチル基、n-デシル基、n-ドデシル基、n-ミリスチル基、n-パルミチル基、n-ステアリル基等の炭素数1~20の脂肪族炭化水素基が挙げられる。
脂環式炭化水素基としては、例えば、シクロペンチル基、シクロヘキシル基、イソボルニル基等の炭素数3~20の脂環式炭化水素基が挙げられる。
芳香族炭化水素基としては、例えば、フェニル基が挙げられる。
脂肪族炭化水素基と芳香族炭化水素基とを組み合わせた基としては、例えば、フェノキシエチル基、ベンジル基が挙げられる。
これらの中でも、(a1)成分は、粘着剤層(X1)の粘着力をより向上させる観点からは、エネルギー線重合性官能基と直鎖状又は分岐鎖状の脂肪族炭化水素基とを有するモノマー(a1-1)(以下、「(a1-1)成分」ともいう)、エネルギー線重合性官能基と脂環式炭化水素基とを有するモノマー(a1-2)(以下、「(a1-2)成分」ともいう)等を含有することが好ましい。 Examples of the hydrocarbon group contained in the component (a1) include an aliphatic hydrocarbon group, an aromatic hydrocarbon group, and a group combining these groups.
The aliphatic hydrocarbon group may be a linear or branched aliphatic hydrocarbon group, or may be an alicyclic hydrocarbon group.
Examples of the linear or branched aliphatic hydrocarbon group include methyl group, ethyl group, n-propyl group, isopropyl group, n-butyl group, tert-butyl group, sec-butyl group and n-pentyl. Group, n-hexyl group, 2-ethylhexyl group, n-octyl group, isooctyl group, n-decyl group, n-dodecyl group, n-myristyl group, n-palmityl group, n-stearyl group, etc. There are 20 aliphatic hydrocarbon groups.
Examples of the alicyclic hydrocarbon group include an alicyclic hydrocarbon group having 3 to 20 carbon atoms such as a cyclopentyl group, a cyclohexyl group and an isobornyl group.
Examples of the aromatic hydrocarbon group include a phenyl group.
Examples of the group in which the aliphatic hydrocarbon group and the aromatic hydrocarbon group are combined include a phenoxyethyl group and a benzyl group.
Among these, the component (a1) has an energy ray-polymerizable functional group and a linear or branched aliphatic hydrocarbon group from the viewpoint of further improving the adhesive strength of the pressure-sensitive adhesive layer (X1). Monomer (a1-1) (hereinafter, also referred to as "(a1-1) component"), monomer (a1-2) having an energy ray-polymerizable functional group and an alicyclic hydrocarbon group (hereinafter, "(a1-a1-)" 2) It is preferable to contain "components") and the like.
(a1)成分が、(a1-1)成分を含有する場合、その含有量は、(a1)成分の合計(100質量%)に対して、好ましくは20~80質量%、より好ましくは40~70質量%、更に好ましくは50~60質量%である。
(a1)成分が、(a1-2)成分を含有する場合、その含有量は、(a1)成分の合計(100質量%)に対して、好ましくは5~60質量%、より好ましくは10~40質量%、更に好ましくは20~30質量%である。 When the component (a1) contains the component (a1-1), the content thereof is preferably 20 to 80% by mass, more preferably 40 to 40% by mass, based on the total amount (100% by mass) of the components (a1). It is 70% by mass, more preferably 50 to 60% by mass.
When the component (a1) contains the component (a1-2), the content thereof is preferably 5 to 60% by mass, more preferably 10 to 10 to the total amount (100% by mass) of the components (a1). It is 40% by mass, more preferably 20 to 30% by mass.
(a1)成分が、(a1-2)成分を含有する場合、その含有量は、(a1)成分の合計(100質量%)に対して、好ましくは5~60質量%、より好ましくは10~40質量%、更に好ましくは20~30質量%である。 When the component (a1) contains the component (a1-1), the content thereof is preferably 20 to 80% by mass, more preferably 40 to 40% by mass, based on the total amount (100% by mass) of the components (a1). It is 70% by mass, more preferably 50 to 60% by mass.
When the component (a1) contains the component (a1-2), the content thereof is preferably 5 to 60% by mass, more preferably 10 to 10 to the total amount (100% by mass) of the components (a1). It is 40% by mass, more preferably 20 to 30% by mass.
エネルギー線重合性官能基と、エネルギー線重合性官能基以外の官能基とを有するモノマーとしては、エネルギー線重合性官能基以外の官能基として、例えば、ヒドロキシ基、カルボキシ基、チオール基、1又は2級アミノ基等を有するモノマーが挙げられる。これらの中でも、(a1)成分は、粘着剤層(X1)の形成性をより向上させる観点から、エネルギー線重合性官能基とヒドロキシ基とを有するモノマー(a1-3)(以下、「(a1-3)成分」ともいう)を含有することが好ましい。
(a1)成分が、(a1-3)成分を含有する場合、その含有量は、(a1)成分の合計(100質量%)に対して、好ましくは1~60質量%、より好ましくは5~30質量%、更に好ましくは10~20質量%である。 The monomer having an energy ray-polymerizable functional group and a functional group other than the energy ray-polymerizable functional group includes, for example, a hydroxy group, a carboxy group, a thiol group, 1 or a functional group other than the energy ray-polymerizable functional group. Examples thereof include a monomer having a secondary amino group and the like. Among these, the component (a1) is a monomer (a1-3) having an energy ray-polymerizable functional group and a hydroxy group from the viewpoint of further improving the formability of the pressure-sensitive adhesive layer (X1) (hereinafter, "(a1)". -3) It is preferable to contain (also referred to as "component").
When the component (a1) contains the component (a1-3), the content thereof is preferably 1 to 60% by mass, more preferably 5 to 5 to the total amount (100% by mass) of the components (a1). It is 30% by mass, more preferably 10 to 20% by mass.
(a1)成分が、(a1-3)成分を含有する場合、その含有量は、(a1)成分の合計(100質量%)に対して、好ましくは1~60質量%、より好ましくは5~30質量%、更に好ましくは10~20質量%である。 The monomer having an energy ray-polymerizable functional group and a functional group other than the energy ray-polymerizable functional group includes, for example, a hydroxy group, a carboxy group, a thiol group, 1 or a functional group other than the energy ray-polymerizable functional group. Examples thereof include a monomer having a secondary amino group and the like. Among these, the component (a1) is a monomer (a1-3) having an energy ray-polymerizable functional group and a hydroxy group from the viewpoint of further improving the formability of the pressure-sensitive adhesive layer (X1) (hereinafter, "(a1)". -3) It is preferable to contain (also referred to as "component").
When the component (a1) contains the component (a1-3), the content thereof is preferably 1 to 60% by mass, more preferably 5 to 5 to the total amount (100% by mass) of the components (a1). It is 30% by mass, more preferably 10 to 20% by mass.
(a1)成分が有するエネルギー線重合性官能基の数は1個であってもよく、2個以上であってもよい。また、粘着剤層(X1)の自己剥離性をより向上させる観点から、(a1)成分は、エネルギー線重合性官能基を3個以上有するモノマー(a1-4)(以下、「(a1-4)成分」ともいう)を含有することが好ましい。
(a1)成分が、(a1-4)成分を含有する場合、その含有量は、(a1)成分の合計(100質量%)に対して、好ましくは1~20質量%、より好ましくは2~15質量%、更に好ましくは3~10質量%である。 The number of energy ray-polymerizable functional groups contained in the component (a1) may be one or two or more. Further, from the viewpoint of further improving the self-peeling property of the pressure-sensitive adhesive layer (X1), the component (a1) is a monomer (a1-4) having three or more energy ray-polymerizable functional groups (hereinafter, "(a1-4)". ) Ingredients ”) are preferably contained.
When the component (a1) contains the component (a1-4), the content thereof is preferably 1 to 20% by mass, more preferably 2 to 2 to the total amount (100% by mass) of the components (a1). It is 15% by mass, more preferably 3 to 10% by mass.
(a1)成分が、(a1-4)成分を含有する場合、その含有量は、(a1)成分の合計(100質量%)に対して、好ましくは1~20質量%、より好ましくは2~15質量%、更に好ましくは3~10質量%である。 The number of energy ray-polymerizable functional groups contained in the component (a1) may be one or two or more. Further, from the viewpoint of further improving the self-peeling property of the pressure-sensitive adhesive layer (X1), the component (a1) is a monomer (a1-4) having three or more energy ray-polymerizable functional groups (hereinafter, "(a1-4)". ) Ingredients ”) are preferably contained.
When the component (a1) contains the component (a1-4), the content thereof is preferably 1 to 20% by mass, more preferably 2 to 2 to the total amount (100% by mass) of the components (a1). It is 15% by mass, more preferably 3 to 10% by mass.
エネルギー線重合性官能基を1個有するモノマーとしては、1つのビニル基含有基を有するモノマー(以下、「重合性ビニルモノマー」ともいう)が好ましい。
エネルギー線重合性官能基を2個以上有するモノマーとしては、(メタ)アクリロイル基を2個以上有するモノマー(以下、「多官能(メタ)アクリレートモノマー」ともいう)が好ましい。(a1)成分が上記化合物を含有することで、これらを重合して得られる粘着剤の凝集力が向上し、剥離後の被着体汚染が少ない粘着剤層(X1)を形成することができる。 As the monomer having one energy ray-polymerizable functional group, a monomer having one vinyl group-containing group (hereinafter, also referred to as "polymerizable vinyl monomer") is preferable.
As the monomer having two or more energy ray-polymerizable functional groups, a monomer having two or more (meth) acryloyl groups (hereinafter, also referred to as “polyfunctional (meth) acrylate monomer”) is preferable. When the component (a1) contains the above compound, the cohesive force of the pressure-sensitive adhesive obtained by polymerizing these compounds is improved, and a pressure-sensitive adhesive layer (X1) with less contamination of the adherend after peeling can be formed. ..
エネルギー線重合性官能基を2個以上有するモノマーとしては、(メタ)アクリロイル基を2個以上有するモノマー(以下、「多官能(メタ)アクリレートモノマー」ともいう)が好ましい。(a1)成分が上記化合物を含有することで、これらを重合して得られる粘着剤の凝集力が向上し、剥離後の被着体汚染が少ない粘着剤層(X1)を形成することができる。 As the monomer having one energy ray-polymerizable functional group, a monomer having one vinyl group-containing group (hereinafter, also referred to as "polymerizable vinyl monomer") is preferable.
As the monomer having two or more energy ray-polymerizable functional groups, a monomer having two or more (meth) acryloyl groups (hereinafter, also referred to as “polyfunctional (meth) acrylate monomer”) is preferable. When the component (a1) contains the above compound, the cohesive force of the pressure-sensitive adhesive obtained by polymerizing these compounds is improved, and a pressure-sensitive adhesive layer (X1) with less contamination of the adherend after peeling can be formed. ..
《重合性ビニルモノマー》
重合性ビニルモノマーとしては、ビニル基含有基を有するものであれば、特に限定されず、従来公知のものを適宜使用することができる。
重合性ビニルモノマーは、1種を単独で用いてもよく、2種以上を併用してもよい。 << Polymerizable vinyl monomer >>
The polymerizable vinyl monomer is not particularly limited as long as it has a vinyl group-containing group, and conventionally known ones can be appropriately used.
As the polymerizable vinyl monomer, one type may be used alone, or two or more types may be used in combination.
重合性ビニルモノマーとしては、ビニル基含有基を有するものであれば、特に限定されず、従来公知のものを適宜使用することができる。
重合性ビニルモノマーは、1種を単独で用いてもよく、2種以上を併用してもよい。 << Polymerizable vinyl monomer >>
The polymerizable vinyl monomer is not particularly limited as long as it has a vinyl group-containing group, and conventionally known ones can be appropriately used.
As the polymerizable vinyl monomer, one type may be used alone, or two or more types may be used in combination.
重合性ビニルモノマーとしては、例えば、メチル(メタ)アクリレート、エチル(メタ)アクリレート、プロピル(メタ)アクリレート、ブチル(メタ)アクリレート、ペンチル(メタ)アクリレート、ヘキシル(メタ)アクリレート、2-エチルヘキシル(メタ)アクリレート、イソオクチル(メタ)アクリレート、デシル(メタ)アクリレート、ドデシル(メタ)アクリレート、ミリスチル(メタ)アクリレート、パルミチル(メタ)アクリレート、ステアリル(メタ)アクリレー等の上記(a1-1)成分に該当する化合物;シクロヘキシル(メタ)アクリレート、イソボルニル(メタ)アクリレート等の上記(a1-2)成分に該当する化合物;フェノキシエチル(メタ)アクリレート、ベンジル(メタ)アクリレート、ポリオキシアルキレン変性(メタ)アクリレート等の分子内にビニル基含有基以外の官能基を有さない(メタ)アクリレート等が挙げられる。これらの中でも、2-エチルヘキシルアクリレート、イソボルニルアクリレートが好ましい。
Examples of the polymerizable vinyl monomer include methyl (meth) acrylate, ethyl (meth) acrylate, propyl (meth) acrylate, butyl (meth) acrylate, pentyl (meth) acrylate, hexyl (meth) acrylate, and 2-ethylhexyl (meth). ) Corresponds to the above (a1-1) component such as acrylate, isooctyl (meth) acrylate, decyl (meth) acrylate, dodecyl (meth) acrylate, myristyl (meth) acrylate, palmityl (meth) acrylate, and stearyl (meth) acrylate. Compounds; Compounds corresponding to the above (a1-2) components such as cyclohexyl (meth) acrylates and isobornyl (meth) acrylates; phenoxyethyl (meth) acrylates, benzyl (meth) acrylates, polyoxyalkylene-modified (meth) acrylates and the like. Examples thereof include (meth) acrylates having no functional group other than vinyl group-containing groups in the molecule. Among these, 2-ethylhexyl acrylate and isobornyl acrylate are preferable.
重合性ビニルモノマーは、分子内にビニル基含有基以外の官能基をさらに有するものであってもよい。当該官能基としては、例えば、ヒドロキシ基、カルボキシ基、チオール基、1又は2級アミノ基等が挙げられる。これらの中でも、上記(a1-3)成分に該当するヒドロキシ基を有する重合性ビニルモノマーが好ましい。
ヒドロキシ基を有する重合性ビニルモノマーとしては、例えば、2-ヒドロキシエチル(メタ)アクリレート、2-ヒドロキシプロピル(メタ)アクリレート、3-ヒドロキシプロピル(メタ)アクリレート、2-ヒドロキシブチル(メタ)アクリレート、3-ヒドロキシブチル(メタ)アクリレート、4-ヒドロキシブチル(メタ)アクリレート等のヒドロキシアルキル(メタ)アクリレート;N-メチロールアクリルアミド、N-メチロールメタクリルアミド等のヒドロキシ基含有アクリルアミド類等が挙げられる。また、カルボキシ基を有する重合性ビニルモノマーとしては、アクリル酸、メタクリル酸、クロトン酸、マレイン酸、イタコン酸、シトラコン酸等のエチレン性不飽和カルボン酸等が挙げられる。これらの中でも、2-ヒドロキシエチルアクリレート、4-ヒドロキシブチルアクリレートが好ましい。 The polymerizable vinyl monomer may further have a functional group other than the vinyl group-containing group in the molecule. Examples of the functional group include a hydroxy group, a carboxy group, a thiol group, a primary or secondary amino group and the like. Among these, a polymerizable vinyl monomer having a hydroxy group corresponding to the above component (a1-3) is preferable.
Examples of the polymerizable vinyl monomer having a hydroxy group include 2-hydroxyethyl (meth) acrylate, 2-hydroxypropyl (meth) acrylate, 3-hydroxypropyl (meth) acrylate, 2-hydroxybutyl (meth) acrylate, and 3 Hydroxyalkyl (meth) acrylates such as -hydroxybutyl (meth) acrylate and 4-hydroxybutyl (meth) acrylate; and hydroxy group-containing acrylamides such as N-methylol acrylamide and N-methylol methacrylate can be mentioned. Examples of the polymerizable vinyl monomer having a carboxy group include ethylenically unsaturated carboxylic acids such as acrylic acid, methacrylic acid, crotonic acid, maleic acid, itaconic acid and citraconic acid. Among these, 2-hydroxyethyl acrylate and 4-hydroxybutyl acrylate are preferable.
ヒドロキシ基を有する重合性ビニルモノマーとしては、例えば、2-ヒドロキシエチル(メタ)アクリレート、2-ヒドロキシプロピル(メタ)アクリレート、3-ヒドロキシプロピル(メタ)アクリレート、2-ヒドロキシブチル(メタ)アクリレート、3-ヒドロキシブチル(メタ)アクリレート、4-ヒドロキシブチル(メタ)アクリレート等のヒドロキシアルキル(メタ)アクリレート;N-メチロールアクリルアミド、N-メチロールメタクリルアミド等のヒドロキシ基含有アクリルアミド類等が挙げられる。また、カルボキシ基を有する重合性ビニルモノマーとしては、アクリル酸、メタクリル酸、クロトン酸、マレイン酸、イタコン酸、シトラコン酸等のエチレン性不飽和カルボン酸等が挙げられる。これらの中でも、2-ヒドロキシエチルアクリレート、4-ヒドロキシブチルアクリレートが好ましい。 The polymerizable vinyl monomer may further have a functional group other than the vinyl group-containing group in the molecule. Examples of the functional group include a hydroxy group, a carboxy group, a thiol group, a primary or secondary amino group and the like. Among these, a polymerizable vinyl monomer having a hydroxy group corresponding to the above component (a1-3) is preferable.
Examples of the polymerizable vinyl monomer having a hydroxy group include 2-hydroxyethyl (meth) acrylate, 2-hydroxypropyl (meth) acrylate, 3-hydroxypropyl (meth) acrylate, 2-hydroxybutyl (meth) acrylate, and 3 Hydroxyalkyl (meth) acrylates such as -hydroxybutyl (meth) acrylate and 4-hydroxybutyl (meth) acrylate; and hydroxy group-containing acrylamides such as N-methylol acrylamide and N-methylol methacrylate can be mentioned. Examples of the polymerizable vinyl monomer having a carboxy group include ethylenically unsaturated carboxylic acids such as acrylic acid, methacrylic acid, crotonic acid, maleic acid, itaconic acid and citraconic acid. Among these, 2-hydroxyethyl acrylate and 4-hydroxybutyl acrylate are preferable.
また、その他の重合性ビニルモノマーとしては、例えば、酢酸ビニル、プロピオン酸ビニル等のビニルエステル類;エチレン、プロピレン、イソブチレン等のオレフィン類;塩化ビニル、ビニリデンクロリド等のハロゲン化オレフィン類;スチレン、α-メチルスチレン等のスチレン系単量体;ブタジエン、イソプレン、クロロプレン等のジエン系単量体;アクリロニトリル、メタクリロニトリル等のニトリル系単量体;アクリルアミド、メタクリルアミド、N-メチルアクリルアミド、N-メチルメタクリルアミド、N,N-ジメチル(メタ)アクリルアミド、N,N-ジエチル(メタ)アクリルアミド、N-ビニルピロリドン等のアミド系単量体;(メタ)アクリル酸N,N-ジエチルアミノエチル、N-(メタ)アクリロイルモルフォリン等の3級アミノ基含有単量体等が挙げられる。
Examples of other polymerizable vinyl monomers include vinyl esters such as vinyl acetate and vinyl propionate; olefins such as ethylene, propylene and isobutylene; halogenated olefins such as vinyl chloride and vinylidene chloride; styrene and α. -Sterite-based monomers such as methylstyrene; diene-based monomers such as butadiene, isoprene, and chloroprene; nitrile-based monomers such as acrylonitrile and methacrylonitrile; acrylamide, methacrylicamide, N-methylacrylamide, and N-methyl. Amide-based monomers such as methacrylamide, N, N-dimethyl (meth) acrylamide, N, N-diethyl (meth) acrylamide, N-vinylpyrrolidone; N, N-diethylaminoethyl (meth) acrylate, N-( Meta) Examples thereof include tertiary amino group-containing monomers such as acrylamide and the like.
《多官能(メタ)アクリレートモノマー》
多官能(メタ)アクリレートモノマーとしては、一分子中に(メタ)アクリロイル基を2つ以上有するモノマーであれば、特に限定されず、従来公知のものを適宜使用することができる。
多官能(メタ)アクリレートモノマーは、1種を単独で用いてもよく、2種以上を併用してもよい。 << Polyfunctional (meth) acrylate monomer >>
The polyfunctional (meth) acrylate monomer is not particularly limited as long as it is a monomer having two or more (meth) acryloyl groups in one molecule, and conventionally known ones can be appropriately used.
One type of polyfunctional (meth) acrylate monomer may be used alone, or two or more types may be used in combination.
多官能(メタ)アクリレートモノマーとしては、一分子中に(メタ)アクリロイル基を2つ以上有するモノマーであれば、特に限定されず、従来公知のものを適宜使用することができる。
多官能(メタ)アクリレートモノマーは、1種を単独で用いてもよく、2種以上を併用してもよい。 << Polyfunctional (meth) acrylate monomer >>
The polyfunctional (meth) acrylate monomer is not particularly limited as long as it is a monomer having two or more (meth) acryloyl groups in one molecule, and conventionally known ones can be appropriately used.
One type of polyfunctional (meth) acrylate monomer may be used alone, or two or more types may be used in combination.
多官能(メタ)アクリレートモノマーとしては、例えば、1,4-ブタンジオールジ(メタ)アクリレート、1,6-ヘキサンジオールジ(メタ)アクリレート、ネオペンチルグリコールジ(メタ)アクリレート、ポリエチレングリコールジ(メタ)アクリレート、ネオペンチルグリコールアジペートジ(メタ)アクリレート、ヒドロキシピバリン酸ネオペンチルグリコールジ(メタ)アクリレート、ジシクロペンタニルジ(メタ)アクリレート、カプロラクトン変性ジシクロペンテニルジ(メタ)アクリレート、エチレンオキシド変性リン酸ジ(メタ)アクリレート、ジ(アクリロキシエチル)イソシアヌレート、アリル化シクロヘキシルジ(メタ)アクリレート、イソシアヌル酸エチレンオキサイド変性ジアクリレート等の2官能(メタ)アクリレートモノマー;トリメチロールプロパントリ(メタ)アクリレート、ジペンタエリスリトールトリ(メタ)アクリレート、プロピオン酸変性ジペンタエリスリトールトリ(メタ)アクリレート、ペンタエリスリトールトリ(メタ)アクリレート、プロピレンオキシド変性トリメチロールプロパントリ(メタ)アクリレート、トリス(アクリロキシエチル)イソシアヌレート、ビス(アクリロキシエチル)ヒドロキシエチルイソシアヌレート、イソシアヌル酸エチレンオキサイド変性トリアクリレート、ε―カプロラクトン変性トリス(アクリロキシエチル)イソシアヌレート、ジグリセリンテトラ(メタ)アクリレート、ペンタエリスリトールテトラ(メタ)アクリレート、プロピオン酸変性ジペンタエリスリトールペンタ(メタ)アクリレート、ジペンタエリスリトールヘキサ(メタ)アクリレート、カプロラクトン変性ジペンタエリスリトールヘキサ(メタ)アクリレート等の上記(a1-4)成分に該当する多官能(メタ)アクリレートモノマー等が挙げられる。
Examples of the polyfunctional (meth) acrylate monomer include 1,4-butanediol di (meth) acrylate, 1,6-hexanediol di (meth) acrylate, neopentyl glycol di (meth) acrylate, and polyethylene glycol di (meth) acrylate. ) Acrylate, neopentyl glycol adipate di (meth) acrylate, neopentyl glycol di (meth) acrylate, dicyclopentanyl di (meth) acrylate, caprolactone-modified dicyclopentenyl di (meth) acrylate, ethylene oxide-modified phosphoric acid Bifunctional (meth) acrylate monomers such as di (meth) acrylate, di (acryloxyethyl) isocyanurate, allylated cyclohexyl di (meth) acrylate, isocyanurate ethylene oxide-modified diacrylate; trimethyl propantri (meth) acrylate, Dipentaerythritol tri (meth) acrylate, propionic acid-modified dipentaerythritol tri (meth) acrylate, pentaerythritol tri (meth) acrylate, propylene oxide-modified trimethylolpropantri (meth) acrylate, tris (acryloxyethyl) isocyanurate, Bis (acryloxyethyl) hydroxyethyl isocyanurate, isocyanuric acid ethylene oxide-modified triacrylate, ε-caprolactone-modified tris (acryroxyethyl) isocyanurate, diglycerin tetra (meth) acrylate, pentaerythritol tetra (meth) acrylate, propionic acid Polyfunctional (meth) acrylate monomers corresponding to the above (a1-4) components such as modified dipentaerythritol penta (meth) acrylate, dipentaerythritol hexa (meth) acrylate, and caprolactone modified dipentaerythritol hexa (meth) acrylate Can be mentioned.
《(a1)成分の含有量》
重合性組成物(x-1)中における、重合性ビニルモノマーの合計含有量は、重合性組成物(x-1)の有効成分の全量(100質量%)に対して、好ましくは10~80質量%、より好ましくは30~75質量%、更に好ましくは50~70質量%である。
重合性組成物(x-1)中における多官能(メタ)アクリレートモノマーの合計含有量は、重合性組成物(x-1)の有効成分の全量(100質量%)に対して、好ましくは0.5~15質量%、より好ましくは1~10質量%、更に好ましくは2~5質量%である。
重合性組成物(x-1)中における(a1)成分の合計含有量は、重合性組成物(x-1)の有効成分の全量(100質量%)に対して、好ましくは15~90質量%、より好ましくは35~80質量%、更に好ましくは55~75質量%である。 << Content of component (a1) >>
The total content of the polymerizable vinyl monomer in the polymerizable composition (x-1) is preferably 10 to 80 with respect to the total amount (100% by mass) of the active ingredient of the polymerizable composition (x-1). It is by mass, more preferably 30 to 75% by mass, and even more preferably 50 to 70% by mass.
The total content of the polyfunctional (meth) acrylate monomer in the polymerizable composition (x-1) is preferably 0 with respect to the total amount (100% by mass) of the active ingredient of the polymerizable composition (x-1). .5 to 15% by mass, more preferably 1 to 10% by mass, still more preferably 2 to 5% by mass.
The total content of the component (a1) in the polymerizable composition (x-1) is preferably 15 to 90% by mass with respect to the total amount (100% by mass) of the active ingredient of the polymerizable composition (x-1). %, More preferably 35 to 80% by mass, still more preferably 55 to 75% by mass.
重合性組成物(x-1)中における、重合性ビニルモノマーの合計含有量は、重合性組成物(x-1)の有効成分の全量(100質量%)に対して、好ましくは10~80質量%、より好ましくは30~75質量%、更に好ましくは50~70質量%である。
重合性組成物(x-1)中における多官能(メタ)アクリレートモノマーの合計含有量は、重合性組成物(x-1)の有効成分の全量(100質量%)に対して、好ましくは0.5~15質量%、より好ましくは1~10質量%、更に好ましくは2~5質量%である。
重合性組成物(x-1)中における(a1)成分の合計含有量は、重合性組成物(x-1)の有効成分の全量(100質量%)に対して、好ましくは15~90質量%、より好ましくは35~80質量%、更に好ましくは55~75質量%である。 << Content of component (a1) >>
The total content of the polymerizable vinyl monomer in the polymerizable composition (x-1) is preferably 10 to 80 with respect to the total amount (100% by mass) of the active ingredient of the polymerizable composition (x-1). It is by mass, more preferably 30 to 75% by mass, and even more preferably 50 to 70% by mass.
The total content of the polyfunctional (meth) acrylate monomer in the polymerizable composition (x-1) is preferably 0 with respect to the total amount (100% by mass) of the active ingredient of the polymerizable composition (x-1). .5 to 15% by mass, more preferably 1 to 10% by mass, still more preferably 2 to 5% by mass.
The total content of the component (a1) in the polymerizable composition (x-1) is preferably 15 to 90% by mass with respect to the total amount (100% by mass) of the active ingredient of the polymerizable composition (x-1). %, More preferably 35 to 80% by mass, still more preferably 55 to 75% by mass.
〔エネルギー線重合性官能基を有するプレポリマー(a2)〕
エネルギー線重合性官能基を有するプレポリマー(a2)としては、エネルギー線重合性官能基を1個有するプレポリマー、エネルギー線重合性官能基を2個以上有するプレポリマー等が挙げられる。これらの中でも、(a2)成分は、自己剥離性に優れると共に剥離後の被着体汚染が少ない粘着剤層を形成する観点から、エネルギー線重合性官能基を2個以上有するプレポリマーを含有することが好ましく、エネルギー線重合性官能基を2個有するプレポリマーを含有することがより好ましく、エネルギー線重合性官能基を2個有し、該エネルギー線重合性官能基を両末端に有するプレポリマーを含有することが更に好ましい。 [Prepolymer having an energy ray-polymerizable functional group (a2)]
Examples of the prepolymer (a2) having an energy ray-polymerizable functional group include a prepolymer having one energy ray-polymerizable functional group, a prepolymer having two or more energy ray-polymerizable functional groups, and the like. Among these, the component (a2) contains a prepolymer having two or more energy ray-polymerizable functional groups from the viewpoint of forming a pressure-sensitive adhesive layer having excellent self-peeling properties and less contamination of the adherend after peeling. It is preferable to contain a prepolymer having two energy ray-polymerizable functional groups, and a prepolymer having two energy ray-polymerizable functional groups and having the energy ray-polymerizable functional groups at both ends. Is more preferable to contain.
エネルギー線重合性官能基を有するプレポリマー(a2)としては、エネルギー線重合性官能基を1個有するプレポリマー、エネルギー線重合性官能基を2個以上有するプレポリマー等が挙げられる。これらの中でも、(a2)成分は、自己剥離性に優れると共に剥離後の被着体汚染が少ない粘着剤層を形成する観点から、エネルギー線重合性官能基を2個以上有するプレポリマーを含有することが好ましく、エネルギー線重合性官能基を2個有するプレポリマーを含有することがより好ましく、エネルギー線重合性官能基を2個有し、該エネルギー線重合性官能基を両末端に有するプレポリマーを含有することが更に好ましい。 [Prepolymer having an energy ray-polymerizable functional group (a2)]
Examples of the prepolymer (a2) having an energy ray-polymerizable functional group include a prepolymer having one energy ray-polymerizable functional group, a prepolymer having two or more energy ray-polymerizable functional groups, and the like. Among these, the component (a2) contains a prepolymer having two or more energy ray-polymerizable functional groups from the viewpoint of forming a pressure-sensitive adhesive layer having excellent self-peeling properties and less contamination of the adherend after peeling. It is preferable to contain a prepolymer having two energy ray-polymerizable functional groups, and a prepolymer having two energy ray-polymerizable functional groups and having the energy ray-polymerizable functional groups at both ends. Is more preferable to contain.
(a2)成分としては、エネルギー線重合性官能基として(メタ)アクリロイル基を2個以上有するプレポリマー(以下、「多官能(メタ)アクリレートプレポリマー」ともいう)を含有することが好ましい。(a2)成分が上記化合物を含有することで、これらを重合して得られる粘着剤の凝集力が向上し、自己剥離性に優れると共に、剥離後の被着体汚染が少ない粘着剤層(X1)を形成することができる。
As the component (a2), it is preferable to contain a prepolymer having two or more (meth) acryloyl groups as an energy ray-polymerizable functional group (hereinafter, also referred to as "polyfunctional (meth) acrylate prepolymer"). When the component (a2) contains the above compound, the cohesive force of the pressure-sensitive adhesive obtained by polymerizing these compounds is improved, the self-peeling property is excellent, and the pressure-sensitive adhesive layer (X1) with less contamination of the adherend after peeling. ) Can be formed.
《多官能(メタ)アクリレートプレポリマー》
多官能(メタ)アクリレートプレポリマーとしては、一分子中に(メタ)アクリロイル基を2つ以上有するプレポリマーであれば、特に限定されず、従来公知のものを適宜使用することができる。
多官能(メタ)アクリレートプレポリマーは、1種を単独で用いてもよく、2種以上を併用してもよい。 《Multifunctional (meth) acrylate prepolymer》
The polyfunctional (meth) acrylate prepolymer is not particularly limited as long as it is a prepolymer having two or more (meth) acryloyl groups in one molecule, and conventionally known prepolymers can be appropriately used.
One type of polyfunctional (meth) acrylate prepolymer may be used alone, or two or more types may be used in combination.
多官能(メタ)アクリレートプレポリマーとしては、一分子中に(メタ)アクリロイル基を2つ以上有するプレポリマーであれば、特に限定されず、従来公知のものを適宜使用することができる。
多官能(メタ)アクリレートプレポリマーは、1種を単独で用いてもよく、2種以上を併用してもよい。 《Multifunctional (meth) acrylate prepolymer》
The polyfunctional (meth) acrylate prepolymer is not particularly limited as long as it is a prepolymer having two or more (meth) acryloyl groups in one molecule, and conventionally known prepolymers can be appropriately used.
One type of polyfunctional (meth) acrylate prepolymer may be used alone, or two or more types may be used in combination.
多官能(メタ)アクリレートプレポリマーとしては、例えば、ウレタンアクリレート系プレポリマー、ポリエステルアクリレート系プレポリマー、エポキシアクリレート系プレポリマー、ポリエーテルアクリレート系プレポリマー、ポリブタジエンアクリレート系プレポリマー、シリコーンアクリレート系プレポリマー、ポリアクリルアクリレート系プレポリマー等が挙げられる。
Examples of the polyfunctional (meth) acrylate prepolymer include urethane acrylate-based prepolymers, polyester acrylate-based prepolymers, epoxy acrylate-based prepolymers, polyether acrylate-based prepolymers, polybutadiene acrylate-based prepolymers, and silicone acrylate-based prepolymers. Examples thereof include polyacrylic acrylate-based prepolymers.
ウレタンアクリレート系プレポリマーは、例えば、ポリアルキレンポリオール、ポリエーテルポリオール、ポリエステルポリオール、ヒドロキシ基末端を有する水添イソプレン、ヒドロキシ基末端を有する水添ブタジエン等の化合物と、ポリイソシアネートとの反応によって得られるポリウレタンプレポリマーを、(メタ)アクリル酸又は(メタ)アクリル酸誘導体でエステル化することにより得ることができる。
The urethane acrylate-based prepolymer can be obtained by reacting a compound such as a polyalkylene polyol, a polyether polyol, a polyester polyol, a hydrogenated isoprene having a hydroxy group terminal, or a hydrogenated butadiene having a hydroxy group terminal with a polyisocyanate. It can be obtained by esterifying the polyurethane prepolymer with a (meth) acrylic acid or a (meth) acrylic acid derivative.
ウレタンアクリレート系プレポリマーの製造に使用されるポリアルキレンポリオールとしては、例えば、ポリプロピレングリコール、ポリエチレングリコール、ポリブチレングリコール、ポリへキシレングリコール等が挙げられ、これらの中でも、ポリプロピレングリコールが好ましい。なお、得られるウレタンアクリレート系プレポリマーの官能基数を3以上とする場合は、例えば、グリセリン、トリメチロールプロパン、トリエタノールアミン、ペンタエリスリトール、エチレンジアミン、ジエチレントリアミン、ソルビトール、スクロース等を適宜組み合わせればよい。
Examples of the polyalkylene polyol used for producing the urethane acrylate-based prepolymer include polypropylene glycol, polyethylene glycol, polybutylene glycol, polyhexylene glycol and the like, and among these, polypropylene glycol is preferable. When the number of functional groups of the obtained urethane acrylate-based prepolymer is 3 or more, for example, glycerin, trimethylolpropane, triethanolamine, pentaerythritol, ethylenediamine, diethylenetriamine, sorbitol, sucrose and the like may be appropriately combined.
ウレタンアクリレート系プレポリマーの製造に使用されるポリイソシアネートとしては、例えば、ヘキサメチレンジイソシアネート、トリメチレンジイソシアネート等の脂肪族ジイソシアネート;トリレンジイソシアネート、キシリレンジイソシアネート、ジフェニルジイソシアネート等の芳香族ジイソシアネート;ジシクロヘキシルメタンジイソシアネート、イソホロンジイソシアネート等の脂環式ジイソシアネート等が挙げられ、これらの中でも、脂肪族ジイソシアネートが好ましく、ヘキサメチレンジイソシアネートがより好ましい。なお、ポリイソシアネートは2官能に限らず、3官能以上のものも用いることができる。
Examples of the polyisocyanate used for producing the urethane acrylate-based prepolymer include aliphatic diisocyanates such as hexamethylene diisocyanate and trimethylene diisocyanate; aromatic diisocyanates such as tolylene diisocyanate, xylylene diisocyanate and diphenyl diisocyanate; dicyclohexylmethane diisocyanate. , Alicyclic diisocyanate such as isophorone diisocyanate, etc. Among these, aliphatic diisocyanate is preferable, and hexamethylene diisocyanate is more preferable. The polyisocyanate is not limited to bifunctional ones, and trifunctional or higher functional ones can also be used.
ウレタンアクリレート系プレポリマーの製造に使用される(メタ)アクリル酸誘導体としては、例えば、2-ヒドロキシエチルアクリレート、4-ヒドロキシブチルアクリレート等のヒドロキシアルキル(メタ)アクリレート;2-イソシアネートエチルアクリレート、2-イソシアネートエチルメタクリレート、1,1-ビス(アクリロキシメチル)エチルイソシアネート等が挙げられ、これらの中でも、2-イソシアネートエチルアクリレートが好ましい。
Examples of the (meth) acrylic acid derivative used in the production of urethane acrylate-based prepolymers include hydroxyalkyl (meth) acrylates such as 2-hydroxyethyl acrylate and 4-hydroxybutyl acrylate; 2-isocyanate ethyl acrylate, 2-. Examples thereof include isocyanate ethyl methacrylate and 1,1-bis (acryloxymethyl) ethyl isocyanate, and among these, 2-isocyanate ethyl acrylate is preferable.
ウレタンアクリレート系プレポリマーの別の製造方法として、ポリアルキレンポリオール、ポリエーテルポリオール、ポリエステルポリオール、ヒドロキシ基末端を有する水添イソプレン、ヒドロキシ基末端を有する水添ブタジエン等の化合物が有するヒドロキシ基と、イソシアネートアルキル(メタ)アクリレートが有する-N=C=O部分とを反応させる方法が挙げられる。この場合、当該イソシアネートアルキル(メタ)アクリレートとしては、例えば、上記の2-イソシアネートエチルアクリレート、2-イソシアネートエチルメタクリレート、1,1-ビス(アクリロキシメチル)エチルイソシアネート等を使用することができる。
As another method for producing a urethane acrylate-based prepolymer, a hydroxy group contained in a compound such as a polyalkylene polyol, a polyether polyol, a polyester polyol, a hydrogenated isoprene having a hydroxy group terminal, and a hydrogenated butadiene having a hydroxy group terminal, and an isocyanate. Examples thereof include a method of reacting with the −N = C = O moiety of the alkyl (meth) acrylate. In this case, as the isocyanate alkyl (meth) acrylate, for example, the above-mentioned 2-isocyanate ethyl acrylate, 2-isocyanate ethyl methacrylate, 1,1-bis (acryloxymethyl) ethyl isocyanate and the like can be used.
ポリエステルアクリレート系プレポリマーは、例えば、多価カルボン酸と多価アルコールとの縮合によって得られる両末端にヒドロキシ基を有するポリエステルプレポリマーのヒドロキシ基を(メタ)アクリル酸でエステル化することにより得ることができる。また、多価カルボン酸にアルキレンオキシドを付加して得られるプレポリマーの末端のヒドロキシ基を(メタ)アクリル酸でエステル化することによっても得ることができる。
The polyester acrylate-based prepolymer can be obtained, for example, by esterifying the hydroxy groups of a polyester prepolymer having hydroxy groups at both ends obtained by condensation of a polyvalent carboxylic acid and a polyhydric alcohol with (meth) acrylic acid. Can be done. It can also be obtained by esterifying the hydroxy group at the end of the prepolymer obtained by adding an alkylene oxide to a polyvalent carboxylic acid with (meth) acrylic acid.
エポキシアクリレート系プレポリマーは、例えば、比較的低分子量のビスフェノール型エポキシ樹脂、ノボラック型エポキシ樹脂等のオキシラン環に、(メタ)アクリル酸を反応させてエステル化することにより得ることができる。また、エポキシアクリレート系プレポリマーを部分的に二塩基性カルボン酸無水物で変性したカルボキシ変性型のエポキシアクリレート系プレポリマーを用いることもできる。
The epoxy acrylate-based prepolymer can be obtained, for example, by reacting an oxylan ring of a relatively low molecular weight bisphenol type epoxy resin, novolak type epoxy resin, or the like with (meth) acrylic acid to esterify it. It is also possible to use a carboxy-modified epoxy acrylate-based prepolymer in which the epoxy acrylate-based prepolymer is partially modified with a dibasic carboxylic acid anhydride.
ポリエーテルアクリレート系プレポリマーは、例えば、ポリエーテルポリオールのヒドロキシ基を(メタ)アクリル酸でエステル化することにより得ることができる。
The polyether acrylate-based prepolymer can be obtained, for example, by esterifying the hydroxy group of the polyether polyol with (meth) acrylic acid.
ポリアクリルアクリレート系プレポリマーは、側鎖にアクリロイル基を有していてもよいし、両末端もしくは片末端にアクリロイル基を有していてもよい。側鎖にアクリロイル基を有するポリアクリルアクリレート系プレポリマーは、例えば、ポリアクリル酸のカルボキシ基にグリシジルメタクリレートを付加させることにより得られる。また、両末端にアクリロイル基を有するポリアクリルアクリレート系プレポリマーは、例えば、ATRP(Atom Transfer Radical Polymerization)法によって合成したポリアクリレートプレポリマーの重合成長末端構造を利用して両末端にアクリロイル基を導入することで得ることができる。
The polyacrylic acrylate-based prepolymer may have an acryloyl group in the side chain, or may have an acryloyl group at both ends or one end. A polyacrylic acrylate-based prepolymer having an acryloyl group in the side chain can be obtained, for example, by adding glycidyl methacrylate to the carboxy group of polyacrylic acid. Further, in the polyacrylic acrylate-based prepolymer having acryloyl groups at both ends, for example, an acryloyl group is introduced at both ends by utilizing the polymerization growth terminal structure of the polyacrylate prepolymer synthesized by the ATRP (Atom Transfer Radical Polymerization) method. Can be obtained by doing.
(a2)成分の質量平均分子量(Mw)は、好ましくは10,000~350,000、より好ましくは15,000~200,000、更に好ましくは20,000~50,000である。
The mass average molecular weight (Mw) of the component (a2) is preferably 10,000 to 350,000, more preferably 15,000 to 200,000, and even more preferably 20,000 to 50,000.
《(a2)成分の含有量》
重合性組成物(x-1)中における多官能(メタ)アクリレートプレポリマーの合計含有量は、重合性組成物(x-1)の有効成分の全量(100質量%)に対して、好ましくは10~60質量%、より好ましくは15~55質量%、更に好ましくは20~30質量%である。
重合性組成物(x-1)中における(a2)成分の合計含有量は、重合性組成物(x-1)の有効成分の全量(100質量%)に対して、好ましくは10~60質量%、より好ましくは15~55質量%、更に好ましくは20~30質量%である。 << Content of component (a2) >>
The total content of the polyfunctional (meth) acrylate prepolymer in the polymerizable composition (x-1) is preferably based on the total amount (100% by mass) of the active ingredient of the polymerizable composition (x-1). It is 10 to 60% by mass, more preferably 15 to 55% by mass, and even more preferably 20 to 30% by mass.
The total content of the component (a2) in the polymerizable composition (x-1) is preferably 10 to 60% by mass with respect to the total amount (100% by mass) of the active ingredient of the polymerizable composition (x-1). %, More preferably 15 to 55% by mass, still more preferably 20 to 30% by mass.
重合性組成物(x-1)中における多官能(メタ)アクリレートプレポリマーの合計含有量は、重合性組成物(x-1)の有効成分の全量(100質量%)に対して、好ましくは10~60質量%、より好ましくは15~55質量%、更に好ましくは20~30質量%である。
重合性組成物(x-1)中における(a2)成分の合計含有量は、重合性組成物(x-1)の有効成分の全量(100質量%)に対して、好ましくは10~60質量%、より好ましくは15~55質量%、更に好ましくは20~30質量%である。 << Content of component (a2) >>
The total content of the polyfunctional (meth) acrylate prepolymer in the polymerizable composition (x-1) is preferably based on the total amount (100% by mass) of the active ingredient of the polymerizable composition (x-1). It is 10 to 60% by mass, more preferably 15 to 55% by mass, and even more preferably 20 to 30% by mass.
The total content of the component (a2) in the polymerizable composition (x-1) is preferably 10 to 60% by mass with respect to the total amount (100% by mass) of the active ingredient of the polymerizable composition (x-1). %, More preferably 15 to 55% by mass, still more preferably 20 to 30% by mass.
重合性組成物(x-1)中における、(a2)成分及び(a1)成分の含有量比〔(a2)/(a1)〕は、質量基準で、好ましくは10/90~70/30、より好ましくは20/80~50/50、更に好ましくは25/75~40/60である。
The content ratios of the component (a2) and the component (a1) in the polymerizable composition (x-1) [(a2) / (a1)] are preferably 10/90 to 70/30 on a mass basis. It is more preferably 20/80 to 50/50, and even more preferably 25/75 to 40/60.
上記のエネルギー線重合性成分の中でも、重合性組成物(x-1)は、重合性ビニルモノマー、多官能(メタ)アクリレートモノマー及び多官能(メタ)アクリレートプレポリマーを含有することが好ましい。
重合性組成物(x-1)が含有するエネルギー線重合性成分中における、重合性ビニルモノマー、多官能(メタ)アクリレートモノマー及び多官能(メタ)アクリレートプレポリマーの合計含有量は、エネルギー線重合性成分の全量(100質量%)に対して、好ましくは80質量%以上、より好ましくは90質量%以上、更に好ましくは95質量%以上、より更に好ましくは99質量%以上であり、100質量%であってもよい。 Among the above energy ray-polymerizable components, the polymerizable composition (x-1) preferably contains a polymerizable vinyl monomer, a polyfunctional (meth) acrylate monomer, and a polyfunctional (meth) acrylate prepolymer.
The total content of the polymerizable vinyl monomer, the polyfunctional (meth) acrylate monomer and the polyfunctional (meth) acrylate prepolymer in the energy ray-polymerizable component contained in the polymerizable composition (x-1) is the energy ray polymerization. With respect to the total amount (100% by mass) of the sex component, it is preferably 80% by mass or more, more preferably 90% by mass or more, further preferably 95% by mass or more, still more preferably 99% by mass or more, and 100% by mass. It may be.
重合性組成物(x-1)が含有するエネルギー線重合性成分中における、重合性ビニルモノマー、多官能(メタ)アクリレートモノマー及び多官能(メタ)アクリレートプレポリマーの合計含有量は、エネルギー線重合性成分の全量(100質量%)に対して、好ましくは80質量%以上、より好ましくは90質量%以上、更に好ましくは95質量%以上、より更に好ましくは99質量%以上であり、100質量%であってもよい。 Among the above energy ray-polymerizable components, the polymerizable composition (x-1) preferably contains a polymerizable vinyl monomer, a polyfunctional (meth) acrylate monomer, and a polyfunctional (meth) acrylate prepolymer.
The total content of the polymerizable vinyl monomer, the polyfunctional (meth) acrylate monomer and the polyfunctional (meth) acrylate prepolymer in the energy ray-polymerizable component contained in the polymerizable composition (x-1) is the energy ray polymerization. With respect to the total amount (100% by mass) of the sex component, it is preferably 80% by mass or more, more preferably 90% by mass or more, further preferably 95% by mass or more, still more preferably 99% by mass or more, and 100% by mass. It may be.
重合性組成物(x-1)中におけるエネルギー線重合性成分の合計含有量は、重合性組成物(x-1)の有効成分の全量(100質量%)に対して、好ましくは70~98質量%、より好ましくは75~97質量%、更に好ましくは80~96質量%、より更に好ましくは82~95質量%である。
The total content of the energy ray-polymerizable component in the polymerizable composition (x-1) is preferably 70 to 98 with respect to the total amount (100% by mass) of the active ingredient of the polymerizable composition (x-1). It is by mass, more preferably 75 to 97% by mass, still more preferably 80 to 96% by mass, and even more preferably 82 to 95% by mass.
本発明の一態様の重合性組成物(x-1)は、エネルギー線重合性成分の他にも熱膨張性粒子を含有することが好ましい。すなわち、粘着剤層(X1)は、エネルギー線重合性成分及び熱膨張性粒子を含有する重合性組成物(x-1)にエネルギー線を照射して、エネルギー線重合性成分の重合体を形成する工程を含む方法によって形成されることが好ましい。
The polymerizable composition (x-1) of one aspect of the present invention preferably contains thermally expandable particles in addition to the energy ray-polymerizable component. That is, the pressure-sensitive adhesive layer (X1) forms a polymer of the energy ray-polymerizable component by irradiating the polymerizable composition (x-1) containing the energy ray-polymerizable component and the heat-expandable particles with energy rays. It is preferably formed by a method including the steps of
〔熱膨張性粒子〕
熱膨張性粒子は、加熱により膨張する粒子であればよい。
熱膨張性粒子の膨張開始温度(t)は、粘着シートの用途に応じて上記範囲内で適宜調整すればよく、例えば、被着体に対して研削を行う場合等の温度上昇による熱膨張性粒子の膨張を抑制する観点からは、好ましくは50℃以上、より好ましくは55℃以上、更に好ましくは60℃以上、より更に好ましくは70℃以上であり、加熱剥離する際に被着体の熱変化を抑制する観点からは、好ましくは110℃以下、より好ましくは105℃以下、更に好ましくは100℃以下、より更に好ましくは95℃以下である。
なお、本明細書において、熱膨張性粒子の膨張開始温度(t)は、以下の方法に基づき測定された値を意味する。
[熱膨張性粒子の膨張開始温度(t)の測定法]
直径6.0mm(内径5.65mm)、深さ4.8mmのアルミカップに、測定対象となる熱膨張性粒子0.5mgを加え、その上からアルミ蓋(直径5.6mm、厚さ0.1mm)をのせた試料を作製する。
動的粘弾性測定装置を用いて、その試料にアルミ蓋上部から、加圧子により0.01Nの力を加えた状態で、試料の高さを測定する。そして、加圧子により0.01Nの力を加えた状態で、20℃から300℃まで10℃/minの昇温速度で加熱し、加圧子の垂直方向における変位量を測定し、正方向への変位開始温度を膨張開始温度(t)とする。 [Thermal expandable particles]
The thermally expandable particles may be particles that expand by heating.
The expansion start temperature (t) of the heat-expandable particles may be appropriately adjusted within the above range according to the use of the pressure-sensitive adhesive sheet. For example, the thermal expandability due to a temperature rise when grinding an adherend is performed. From the viewpoint of suppressing the expansion of the particles, the temperature is preferably 50 ° C. or higher, more preferably 55 ° C. or higher, still more preferably 60 ° C. or higher, still more preferably 70 ° C. or higher, and the heat of the adherend at the time of heat peeling. From the viewpoint of suppressing the change, it is preferably 110 ° C. or lower, more preferably 105 ° C. or lower, still more preferably 100 ° C. or lower, still more preferably 95 ° C. or lower.
In addition, in this specification, the expansion start temperature (t) of a heat-expandable particle means a value measured based on the following method.
[Measurement method of expansion start temperature (t) of thermally expandable particles]
To an aluminum cup with a diameter of 6.0 mm (inner diameter 5.65 mm) and a depth of 4.8 mm, 0.5 mg of the heat-expandable particles to be measured were added, and an aluminum lid (diameter 5.6 mm, thickness 0. A sample on which 1 mm) is placed is prepared.
Using a dynamic viscoelasticity measuring device, the height of the sample is measured with a force of 0.01 N applied by a pressurizer from the upper part of the aluminum lid to the sample. Then, with a force of 0.01 N applied by the pressurizer, it is heated from 20 ° C. to 300 ° C. at a heating rate of 10 ° C./min, the amount of displacement of the pressurizer in the vertical direction is measured, and the displacement in the positive direction is measured. Let the displacement start temperature be the expansion start temperature (t).
熱膨張性粒子は、加熱により膨張する粒子であればよい。
熱膨張性粒子の膨張開始温度(t)は、粘着シートの用途に応じて上記範囲内で適宜調整すればよく、例えば、被着体に対して研削を行う場合等の温度上昇による熱膨張性粒子の膨張を抑制する観点からは、好ましくは50℃以上、より好ましくは55℃以上、更に好ましくは60℃以上、より更に好ましくは70℃以上であり、加熱剥離する際に被着体の熱変化を抑制する観点からは、好ましくは110℃以下、より好ましくは105℃以下、更に好ましくは100℃以下、より更に好ましくは95℃以下である。
なお、本明細書において、熱膨張性粒子の膨張開始温度(t)は、以下の方法に基づき測定された値を意味する。
[熱膨張性粒子の膨張開始温度(t)の測定法]
直径6.0mm(内径5.65mm)、深さ4.8mmのアルミカップに、測定対象となる熱膨張性粒子0.5mgを加え、その上からアルミ蓋(直径5.6mm、厚さ0.1mm)をのせた試料を作製する。
動的粘弾性測定装置を用いて、その試料にアルミ蓋上部から、加圧子により0.01Nの力を加えた状態で、試料の高さを測定する。そして、加圧子により0.01Nの力を加えた状態で、20℃から300℃まで10℃/minの昇温速度で加熱し、加圧子の垂直方向における変位量を測定し、正方向への変位開始温度を膨張開始温度(t)とする。 [Thermal expandable particles]
The thermally expandable particles may be particles that expand by heating.
The expansion start temperature (t) of the heat-expandable particles may be appropriately adjusted within the above range according to the use of the pressure-sensitive adhesive sheet. For example, the thermal expandability due to a temperature rise when grinding an adherend is performed. From the viewpoint of suppressing the expansion of the particles, the temperature is preferably 50 ° C. or higher, more preferably 55 ° C. or higher, still more preferably 60 ° C. or higher, still more preferably 70 ° C. or higher, and the heat of the adherend at the time of heat peeling. From the viewpoint of suppressing the change, it is preferably 110 ° C. or lower, more preferably 105 ° C. or lower, still more preferably 100 ° C. or lower, still more preferably 95 ° C. or lower.
In addition, in this specification, the expansion start temperature (t) of a heat-expandable particle means a value measured based on the following method.
[Measurement method of expansion start temperature (t) of thermally expandable particles]
To an aluminum cup with a diameter of 6.0 mm (inner diameter 5.65 mm) and a depth of 4.8 mm, 0.5 mg of the heat-expandable particles to be measured were added, and an aluminum lid (diameter 5.6 mm, thickness 0. A sample on which 1 mm) is placed is prepared.
Using a dynamic viscoelasticity measuring device, the height of the sample is measured with a force of 0.01 N applied by a pressurizer from the upper part of the aluminum lid to the sample. Then, with a force of 0.01 N applied by the pressurizer, it is heated from 20 ° C. to 300 ° C. at a heating rate of 10 ° C./min, the amount of displacement of the pressurizer in the vertical direction is measured, and the displacement in the positive direction is measured. Let the displacement start temperature be the expansion start temperature (t).
熱膨張性粒子としては、熱可塑性樹脂から構成された外殻と、当該外殻に内包され、且つ所定の温度まで加熱されると気化する内包成分とから構成される、マイクロカプセル化発泡剤であることが好ましい。
マイクロカプセル化発泡剤の外殻を構成する熱可塑性樹脂は特に限定されず、熱膨張性粒子の膨張開始温度(t)において、溶融、溶解、破裂等の状態変化を生じ得る材料及び組成を適宜選択すればよい。
上記熱可塑性樹脂としては、例えば、塩化ビニリデン-アクリロニトリル共重合体、ポリビニルアルコール、ポリビニルブチラール、ポリメチルメタクリレート、ポリアクリロニトリル、ポリ塩化ビニリデン、ポリスルホン等が挙げられる。これらの熱可塑性樹脂は、1種を単独で用いてもよく、2種以上を併用してもよい。 The heat-expandable particles are microencapsulated foaming agents composed of an outer shell made of a thermoplastic resin and an inner shell contained in the outer shell and vaporized when heated to a predetermined temperature. It is preferable to have.
The thermoplastic resin constituting the outer shell of the microencapsulating foaming agent is not particularly limited, and a material and composition capable of causing a state change such as melting, dissolution, and rupture at the expansion start temperature (t) of the thermally expandable particles are appropriately used. You can select it.
Examples of the thermoplastic resin include vinylidene chloride-acrylonitrile copolymer, polyvinyl alcohol, polyvinyl butyral, polymethylmethacrylate, polyacrylonitrile, polyvinylidene chloride, polysulfone and the like. One type of these thermoplastic resins may be used alone, or two or more types may be used in combination.
マイクロカプセル化発泡剤の外殻を構成する熱可塑性樹脂は特に限定されず、熱膨張性粒子の膨張開始温度(t)において、溶融、溶解、破裂等の状態変化を生じ得る材料及び組成を適宜選択すればよい。
上記熱可塑性樹脂としては、例えば、塩化ビニリデン-アクリロニトリル共重合体、ポリビニルアルコール、ポリビニルブチラール、ポリメチルメタクリレート、ポリアクリロニトリル、ポリ塩化ビニリデン、ポリスルホン等が挙げられる。これらの熱可塑性樹脂は、1種を単独で用いてもよく、2種以上を併用してもよい。 The heat-expandable particles are microencapsulated foaming agents composed of an outer shell made of a thermoplastic resin and an inner shell contained in the outer shell and vaporized when heated to a predetermined temperature. It is preferable to have.
The thermoplastic resin constituting the outer shell of the microencapsulating foaming agent is not particularly limited, and a material and composition capable of causing a state change such as melting, dissolution, and rupture at the expansion start temperature (t) of the thermally expandable particles are appropriately used. You can select it.
Examples of the thermoplastic resin include vinylidene chloride-acrylonitrile copolymer, polyvinyl alcohol, polyvinyl butyral, polymethylmethacrylate, polyacrylonitrile, polyvinylidene chloride, polysulfone and the like. One type of these thermoplastic resins may be used alone, or two or more types may be used in combination.
マイクロカプセル化発泡剤の外殻に内包される成分である内包成分としては、熱膨張性粒子の膨張開始温度(t)において膨張するものであればよく、例えば、プロパン、プロピレン、ブテン、n-ブタン、イソブタン、イソペンタン、ネオペンタン、n-ペンタン、n-ヘキサン、イソヘキサン、n-ヘプタン、n-オクタン、シクロプロパン、シクロブタン、石油エーテル等の低沸点液体が挙げられる。
これらの内包成分は、1種を単独で用いてもよく、2種以上を併用してもよい。
熱膨張性粒子の膨張開始温度(t)は、内包成分の種類を適宜選択することで調整可能である。 The contained component, which is a component contained in the outer shell of the microencapsulating foaming agent, may be any one that expands at the expansion start temperature (t) of the heat-expandable particles, for example, propane, propylene, butene, n-. Examples thereof include low boiling point liquids such as butane, isobutane, isopentane, neopentane, n-pentane, n-hexane, isohexane, n-heptane, n-octane, cyclopropane, cyclobutane, and petroleum ether.
One of these inclusion components may be used alone, or two or more thereof may be used in combination.
The expansion start temperature (t) of the thermally expandable particles can be adjusted by appropriately selecting the type of the inclusion component.
これらの内包成分は、1種を単独で用いてもよく、2種以上を併用してもよい。
熱膨張性粒子の膨張開始温度(t)は、内包成分の種類を適宜選択することで調整可能である。 The contained component, which is a component contained in the outer shell of the microencapsulating foaming agent, may be any one that expands at the expansion start temperature (t) of the heat-expandable particles, for example, propane, propylene, butene, n-. Examples thereof include low boiling point liquids such as butane, isobutane, isopentane, neopentane, n-pentane, n-hexane, isohexane, n-heptane, n-octane, cyclopropane, cyclobutane, and petroleum ether.
One of these inclusion components may be used alone, or two or more thereof may be used in combination.
The expansion start temperature (t) of the thermally expandable particles can be adjusted by appropriately selecting the type of the inclusion component.
熱膨張性粒子の熱膨張前の23℃における平均粒子径は、好ましくは1~30μm、より好ましくは4~25μm、更に好ましくは6~20μm、より更に好ましくは10~15μmである。
なお、熱膨張性粒子の平均粒子径(D50)とは、体積中位粒子径(D50)であり、レーザー回折式粒度分布測定装置(例えば、Malvern社製、製品名「マスターサイザー3000」)を用いて測定した膨張前の熱膨張性粒子の粒子分布において、粒子径の小さい方から計算した累積体積頻度が50%に相当する粒子径を意味する。 The average particle size of the heat-expandable particles at 23 ° C. before thermal expansion is preferably 1 to 30 μm, more preferably 4 to 25 μm, still more preferably 6 to 20 μm, still more preferably 10 to 15 μm.
The average particle size (D 50 ) of the heat-expandable particles is a volume medium particle size (D 50 ), and is a laser diffraction type particle size distribution measuring device (for example, manufactured by Malvern, product name “Mastersizer 3000”. ), The cumulative volume frequency calculated from the smaller particle size in the particle distribution of the thermally expandable particles before expansion means the particle size corresponding to 50%.
なお、熱膨張性粒子の平均粒子径(D50)とは、体積中位粒子径(D50)であり、レーザー回折式粒度分布測定装置(例えば、Malvern社製、製品名「マスターサイザー3000」)を用いて測定した膨張前の熱膨張性粒子の粒子分布において、粒子径の小さい方から計算した累積体積頻度が50%に相当する粒子径を意味する。 The average particle size of the heat-expandable particles at 23 ° C. before thermal expansion is preferably 1 to 30 μm, more preferably 4 to 25 μm, still more preferably 6 to 20 μm, still more preferably 10 to 15 μm.
The average particle size (D 50 ) of the heat-expandable particles is a volume medium particle size (D 50 ), and is a laser diffraction type particle size distribution measuring device (for example, manufactured by Malvern, product name “Mastersizer 3000”. ), The cumulative volume frequency calculated from the smaller particle size in the particle distribution of the thermally expandable particles before expansion means the particle size corresponding to 50%.
熱膨張性粒子の熱膨張前の23℃における90%粒子径(D90)は、好ましくは2~60μm、より好ましくは8~50μm、更に好ましくは12~40μm、より更に好ましくは20~30μmである。
なお、熱膨張性粒子の90%粒子径(D90)とは、上記レーザー回折式粒度分布測定装置を用いて測定した膨張前の熱膨張性粒子の粒子分布において、粒子径の小さい方から計算した累積体積頻度が90%に相当する粒子径を意味する。 The 90% particle diameter (D 90 ) of the thermally expandable particles at 23 ° C. before thermal expansion is preferably 2 to 60 μm, more preferably 8 to 50 μm, still more preferably 12 to 40 μm, still more preferably 20 to 30 μm. is there.
The 90% particle size (D 90 ) of the heat-expandable particles is calculated from the smaller particle size in the particle distribution of the heat-expandable particles before expansion measured by using the laser diffraction type particle size distribution measuring device. It means the particle size in which the cumulative volume frequency corresponds to 90%.
なお、熱膨張性粒子の90%粒子径(D90)とは、上記レーザー回折式粒度分布測定装置を用いて測定した膨張前の熱膨張性粒子の粒子分布において、粒子径の小さい方から計算した累積体積頻度が90%に相当する粒子径を意味する。 The 90% particle diameter (D 90 ) of the thermally expandable particles at 23 ° C. before thermal expansion is preferably 2 to 60 μm, more preferably 8 to 50 μm, still more preferably 12 to 40 μm, still more preferably 20 to 30 μm. is there.
The 90% particle size (D 90 ) of the heat-expandable particles is calculated from the smaller particle size in the particle distribution of the heat-expandable particles before expansion measured by using the laser diffraction type particle size distribution measuring device. It means the particle size in which the cumulative volume frequency corresponds to 90%.
熱膨張性粒子を膨張開始温度(t)以上の温度まで加熱した際の体積最大膨張率は、好ましくは1.5~200倍、より好ましくは2~150倍、更に好ましくは2.5~120倍、より更に好ましくは3~100倍である。
The maximum volume expansion rate when the thermally expandable particles are heated to a temperature equal to or higher than the expansion start temperature (t) is preferably 1.5 to 200 times, more preferably 2 to 150 times, still more preferably 2.5 to 120 times. It is double, more preferably 3 to 100 times.
熱膨張性粒子の含有量は、重合性組成物(x-1)の有効成分の全量(100質量%)又は粘着剤層(X1)の全質量(100質量%)に対して、好ましくは1~30質量%、より好ましくは2~25質量%、更に好ましくは3~20質量%である。
熱膨張性粒子の含有量が1質量%以上であれば、加熱剥離時の剥離性が向上する傾向にある。また、熱膨張性粒子の含有量が30質量%以下であれば、粘着剤層(X1)の粘着力が良好になると共に、加熱剥離時に粘着シートがカールすることを抑制し、取り扱い性を向上できる傾向にある。 The content of the heat-expandable particles is preferably 1 with respect to the total amount (100% by mass) of the active ingredient of the polymerizable composition (x-1) or the total mass (100% by mass) of the pressure-sensitive adhesive layer (X1). It is ~ 30% by mass, more preferably 2 to 25% by mass, still more preferably 3 to 20% by mass.
When the content of the heat-expandable particles is 1% by mass or more, the peelability at the time of heat peeling tends to be improved. Further, when the content of the heat-expandable particles is 30% by mass or less, the adhesive strength of the pressure-sensitive adhesive layer (X1) is improved, and curling of the pressure-sensitive adhesive sheet is suppressed during heat peeling to improve handleability. There is a tendency to be able to do it.
熱膨張性粒子の含有量が1質量%以上であれば、加熱剥離時の剥離性が向上する傾向にある。また、熱膨張性粒子の含有量が30質量%以下であれば、粘着剤層(X1)の粘着力が良好になると共に、加熱剥離時に粘着シートがカールすることを抑制し、取り扱い性を向上できる傾向にある。 The content of the heat-expandable particles is preferably 1 with respect to the total amount (100% by mass) of the active ingredient of the polymerizable composition (x-1) or the total mass (100% by mass) of the pressure-sensitive adhesive layer (X1). It is ~ 30% by mass, more preferably 2 to 25% by mass, still more preferably 3 to 20% by mass.
When the content of the heat-expandable particles is 1% by mass or more, the peelability at the time of heat peeling tends to be improved. Further, when the content of the heat-expandable particles is 30% by mass or less, the adhesive strength of the pressure-sensitive adhesive layer (X1) is improved, and curling of the pressure-sensitive adhesive sheet is suppressed during heat peeling to improve handleability. There is a tendency to be able to do it.
〔その他の成分〕
重合性組成物(x-1)は、エネルギー線重合性成分及び熱膨張性粒子以外のその他の成分を含有していてもよい。
上記その他の成分としては、光重合開始剤、粘着付与剤、上記各成分以外の一般的な粘着剤に使用される粘着剤用添加剤等が挙げられる。これらの中でも、重合性組成物(x-1)は、光重合開始剤を含有することが好ましい。 [Other ingredients]
The polymerizable composition (x-1) may contain other components other than the energy ray-polymerizable component and the heat-expandable particles.
Examples of the other components include a photopolymerization initiator, a tackifier, and an additive for a pressure-sensitive adhesive used in a general pressure-sensitive adhesive other than the above-mentioned components. Among these, the polymerizable composition (x-1) preferably contains a photopolymerization initiator.
重合性組成物(x-1)は、エネルギー線重合性成分及び熱膨張性粒子以外のその他の成分を含有していてもよい。
上記その他の成分としては、光重合開始剤、粘着付与剤、上記各成分以外の一般的な粘着剤に使用される粘着剤用添加剤等が挙げられる。これらの中でも、重合性組成物(x-1)は、光重合開始剤を含有することが好ましい。 [Other ingredients]
The polymerizable composition (x-1) may contain other components other than the energy ray-polymerizable component and the heat-expandable particles.
Examples of the other components include a photopolymerization initiator, a tackifier, and an additive for a pressure-sensitive adhesive used in a general pressure-sensitive adhesive other than the above-mentioned components. Among these, the polymerizable composition (x-1) preferably contains a photopolymerization initiator.
《光重合開始剤》
重合性組成物(x-1)が光重合開始剤を含有することで、エネルギー線重合性成分の重合をより効率的に進行させることができる。 《Photopolymerization initiator》
When the polymerizable composition (x-1) contains a photopolymerization initiator, the polymerization of the energy ray-polymerizable component can proceed more efficiently.
重合性組成物(x-1)が光重合開始剤を含有することで、エネルギー線重合性成分の重合をより効率的に進行させることができる。 《Photopolymerization initiator》
When the polymerizable composition (x-1) contains a photopolymerization initiator, the polymerization of the energy ray-polymerizable component can proceed more efficiently.
光重合開始剤としては、例えば、ベンゾイン、ベンゾインメチルエーテル、ベンゾインエチルエーテル、ベンゾインイソプロピルエーテル、ベンゾイン-n-ブチルエーテル、ベンゾインイソブチルエーテル、アセトフェノン、ジメチルアミノアセトフェノン、2,2-ジメトキシ-2-フェニルアセトフェノン、2,2-ジエトキシ-2-フェニルアセトフェノン、2-ヒドロキシ-2-メチル-1-フェニルプロパン-1-オン、1-ヒドロキシシクロヘキシルフェニルケトン、2-メチル-1-[4-(メチルチオ)フェニル]-2-モルフォリノ-プロパン-1-オン、4-(2-ヒドロキシエトキシ)フェニル-2-(ヒドロキシ-2-プロピル)ケトン、ベンゾフェノン、p-フェニルベンゾフェノン、4,4’-ジエチルアミノベンゾフェノン、ジクロロベンゾフェノン、2-メチルアントラキノン、2-エチルアントラキノン、2-ターシャリ-ブチルアントラキノン、2-アミノアントラキノン、2-メチルチオキサントン、2-エチルチオキサントン、2-クロロチオキサントン、2,4-ジメチルチオキサントン、2,4-ジエチルチオキサントン、ベンジルジメチルケタール、アセトフェノンジメチルケタール、p-ジメチルアミノ安息香酸エステル、オリゴ[2-ヒドロキシ-2-メチル-1[4-(1-メチルビニル)フェニル]プロパノン]、2,4,6-トリメチルベンゾイル-ジフェニル-フォスフィンオキサイド等が挙げられる。光重合開始剤は、1種を単独で用いてもよく、2種以上を併用してもよい。
Examples of the photopolymerization initiator include benzoin, benzoin methyl ether, benzoin ethyl ether, benzoin isopropyl ether, benzoin-n-butyl ether, benzoin isobutyl ether, acetophenone, dimethylaminoacetophenone, 2,2-dimethoxy-2-phenylacetophenone, and the like. 2,2-Diethoxy-2-phenylacetophenone, 2-hydroxy-2-methyl-1-phenylpropan-1-one, 1-hydroxycyclohexylphenylketone, 2-methyl-1- [4- (methylthio) phenyl]- 2-morpholino-propan-1-one, 4- (2-hydroxyethoxy) phenyl-2- (hydroxy-2-propyl) ketone, benzophenone, p-phenylbenzophenone, 4,4'-diethylaminobenzophenone, dichlorobenzophenone, 2 -Methylanthraquinone, 2-ethylanthraquinone, 2-tershary-butylanthraquinone, 2-aminoanthraquinone, 2-methylthioxanthone, 2-ethylthioxanthone, 2-chlorothioxanthone, 2,4-dimethylthioxanthone, 2,4-diethylthioxanthone, Benzyl dimethyl ketal, acetophenone dimethyl ketal, p-dimethylaminobenzoic acid ester, oligo [2-hydroxy-2-methyl-1 [4- (1-methylvinyl) phenyl] propanone], 2,4,6-trimethylbenzoyl- Examples thereof include diphenyl-phosphine oxide. As the photopolymerization initiator, one type may be used alone, or two or more types may be used in combination.
重合性組成物(x-1)が光重合開始剤を含有する場合、その含有量は、エネルギー線重合性成分100質量部に対して、好ましくは0.1~10質量部、より好ましくは0.2~5質量部、更に好ましくは0.3~1質量部である。
光重合開始剤の含有量が0.1質量部以上であれば、エネルギー線重合性成分の重合をより効率的に進行させることができる。一方、当該含有量が10質量部以下であれば、未反応のまま残留する光重合開始剤を無くす、または減らすことが可能となり、得られる粘着剤層(X1)を所望の物性に調整し易くなる。 When the polymerizable composition (x-1) contains a photopolymerization initiator, the content thereof is preferably 0.1 to 10 parts by mass, more preferably 0, with respect to 100 parts by mass of the energy ray-polymerizable component. .2 to 5 parts by mass, more preferably 0.3 to 1 part by mass.
When the content of the photopolymerization initiator is 0.1 parts by mass or more, the polymerization of the energy ray-polymerizable component can proceed more efficiently. On the other hand, when the content is 10 parts by mass or less, it is possible to eliminate or reduce the photopolymerization initiator remaining unreacted, and it is easy to adjust the obtained pressure-sensitive adhesive layer (X1) to desired physical properties. Become.
光重合開始剤の含有量が0.1質量部以上であれば、エネルギー線重合性成分の重合をより効率的に進行させることができる。一方、当該含有量が10質量部以下であれば、未反応のまま残留する光重合開始剤を無くす、または減らすことが可能となり、得られる粘着剤層(X1)を所望の物性に調整し易くなる。 When the polymerizable composition (x-1) contains a photopolymerization initiator, the content thereof is preferably 0.1 to 10 parts by mass, more preferably 0, with respect to 100 parts by mass of the energy ray-polymerizable component. .2 to 5 parts by mass, more preferably 0.3 to 1 part by mass.
When the content of the photopolymerization initiator is 0.1 parts by mass or more, the polymerization of the energy ray-polymerizable component can proceed more efficiently. On the other hand, when the content is 10 parts by mass or less, it is possible to eliminate or reduce the photopolymerization initiator remaining unreacted, and it is easy to adjust the obtained pressure-sensitive adhesive layer (X1) to desired physical properties. Become.
《粘着付与剤》
粘着付与剤は、粘着力をより向上させることを目的として、必要に応じて使用される成分である。
本明細書において、「粘着付与剤」とは、質量平均分子量(Mw)が1万未満のものを指し、後述する粘着性樹脂とは区別されるものである。
粘着付与剤の質量平均分子量(Mw)は1万未満であり、好ましくは400~9,000、より好ましくは500~8,000、更に好ましくは800~5,000である。 << Adhesive agent >>
The tackifier is a component used as needed for the purpose of further improving the adhesive strength.
In the present specification, the “tacking agent” refers to a resin having a mass average molecular weight (Mw) of less than 10,000, and is distinguished from the adhesive resin described later.
The mass average molecular weight (Mw) of the tackifier is less than 10,000, preferably 400 to 9,000, more preferably 500 to 8,000, still more preferably 800 to 5,000.
粘着付与剤は、粘着力をより向上させることを目的として、必要に応じて使用される成分である。
本明細書において、「粘着付与剤」とは、質量平均分子量(Mw)が1万未満のものを指し、後述する粘着性樹脂とは区別されるものである。
粘着付与剤の質量平均分子量(Mw)は1万未満であり、好ましくは400~9,000、より好ましくは500~8,000、更に好ましくは800~5,000である。 << Adhesive agent >>
The tackifier is a component used as needed for the purpose of further improving the adhesive strength.
In the present specification, the “tacking agent” refers to a resin having a mass average molecular weight (Mw) of less than 10,000, and is distinguished from the adhesive resin described later.
The mass average molecular weight (Mw) of the tackifier is less than 10,000, preferably 400 to 9,000, more preferably 500 to 8,000, still more preferably 800 to 5,000.
粘着付与剤としては、例えば、ロジン系樹脂、テルペン系樹脂、スチレン系樹脂、石油ナフサの熱分解で生成するペンテン、イソプレン、ピペリン、1,3-ペンタジエン等のC5留分を共重合して得られるC5系石油樹脂、石油ナフサの熱分解で生成するインデン、ビニルトルエン等のC9留分を共重合して得られるC9系石油樹脂、及びこれらを水素化した水素化樹脂等が挙げられる。
As the tackifier, for example, it is obtained by copolymerizing a C5 distillate such as rosin resin, terpene resin, styrene resin, penten, isoprene, piperin, 1,3-pentadiene produced by thermal decomposition of petroleum naphtha. Examples thereof include C5-based petroleum resins, C9-based petroleum resins obtained by copolymerizing C9 fractions such as inden and vinyl toluene produced by thermal decomposition of petroleum naphtha, and hydrides obtained by hydrogenating these.
粘着付与剤の軟化点は、好ましくは60~170℃、より好ましくは65~160℃、更に好ましくは70~150℃である。
なお、本明細書において、粘着付与剤の「軟化点」は、JIS K 2531に準拠して測定した値を意味する。
粘着付与剤は、1種を単独で用いてもよく、軟化点、構造等が異なる2種以上を併用してもよい。2種以上の粘着付与剤を用いる場合、それら複数の粘着付与剤の軟化点の加重平均が、上記範囲に属することが好ましい。 The softening point of the tackifier is preferably 60 to 170 ° C, more preferably 65 to 160 ° C, and even more preferably 70 to 150 ° C.
In the present specification, the "softening point" of the tackifier means a value measured in accordance with JIS K 2531.
As the tackifier, one type may be used alone, or two or more types having different softening points, structures, etc. may be used in combination. When two or more kinds of tackifiers are used, it is preferable that the weighted average of the softening points of the plurality of tackifiers belongs to the above range.
なお、本明細書において、粘着付与剤の「軟化点」は、JIS K 2531に準拠して測定した値を意味する。
粘着付与剤は、1種を単独で用いてもよく、軟化点、構造等が異なる2種以上を併用してもよい。2種以上の粘着付与剤を用いる場合、それら複数の粘着付与剤の軟化点の加重平均が、上記範囲に属することが好ましい。 The softening point of the tackifier is preferably 60 to 170 ° C, more preferably 65 to 160 ° C, and even more preferably 70 to 150 ° C.
In the present specification, the "softening point" of the tackifier means a value measured in accordance with JIS K 2531.
As the tackifier, one type may be used alone, or two or more types having different softening points, structures, etc. may be used in combination. When two or more kinds of tackifiers are used, it is preferable that the weighted average of the softening points of the plurality of tackifiers belongs to the above range.
重合性組成物(x-1)が粘着付与剤を含有する場合、その含有量は、重合性組成物(x-1)の有効成分の全量(100質量%)に対して、好ましくは0.01~65質量%、より好ましくは0.1~50質量%、更に好ましくは1~40質量%、より更に好ましくは2~30質量%である。
When the polymerizable composition (x-1) contains a tackifier, the content thereof is preferably 0, based on the total amount (100% by mass) of the active ingredient of the polymerizable composition (x-1). It is 01 to 65% by mass, more preferably 0.1 to 50% by mass, still more preferably 1 to 40% by mass, and even more preferably 2 to 30% by mass.
《粘着剤用添加剤》
粘着剤用添加剤としては、例えば、シランカップリング剤、酸化防止剤、軟化剤(可塑剤)、防錆剤、顔料、染料、遅延剤、反応促進剤(触媒)、紫外線吸収剤等が挙げられる。これらの粘着剤用添加剤は、それぞれ単独で用いてもよく、2種以上を併用してもよい。 << Additives for adhesives >>
Examples of additives for adhesives include silane coupling agents, antioxidants, softeners (plasticizers), rust inhibitors, pigments, dyes, retarders, reaction accelerators (catalysts), ultraviolet absorbers and the like. Be done. These adhesive additives may be used alone or in combination of two or more.
粘着剤用添加剤としては、例えば、シランカップリング剤、酸化防止剤、軟化剤(可塑剤)、防錆剤、顔料、染料、遅延剤、反応促進剤(触媒)、紫外線吸収剤等が挙げられる。これらの粘着剤用添加剤は、それぞれ単独で用いてもよく、2種以上を併用してもよい。 << Additives for adhesives >>
Examples of additives for adhesives include silane coupling agents, antioxidants, softeners (plasticizers), rust inhibitors, pigments, dyes, retarders, reaction accelerators (catalysts), ultraviolet absorbers and the like. Be done. These adhesive additives may be used alone or in combination of two or more.
重合性組成物(x-1)が粘着剤用添加剤を含有する場合、それぞれの粘着剤用添加剤の含有量は、エネルギー線重合性成分100質量部に対して、好ましくは0.0001~20質量部、より好ましくは0.001~10質量部である。
When the polymerizable composition (x-1) contains an additive for a pressure-sensitive adhesive, the content of each additive for the pressure-sensitive adhesive is preferably 0.0001 to 0.0001 with respect to 100 parts by mass of the energy ray-polymerizable component. It is 20 parts by mass, more preferably 0.001 to 10 parts by mass.
なお、重合性組成物(x-1)は、本発明の目的に反しない範囲で、希釈剤等の溶剤を含有していてもよいが、溶剤を含有しないことが好ましい。すなわち、重合性組成物(x-1)は、無溶剤型重合性組成物であることが好ましい。
重合性組成物(x-1)が無溶剤型重合性組成物であることによって、粘着剤層(X1)を形成する際に、溶剤の加熱乾燥を省略することができるため、加熱乾燥時における熱膨張性粒子の膨張を抑制することができる。また、溶剤を使用する場合、乾燥時の体積減少に伴って熱膨張性粒子が一方の面側に偏在し、基材(Y)との密着性又は粘着表面の粘着力が低くなることがあった。一方、無溶剤型重合性組成物は、エネルギー線重合性成分中に熱膨張性粒子が均一に分散したままの状態で重合が進行し粘着剤層(X1)が形成されるため、上記のような問題が生じ難い。
重合性組成物(x-1)が溶剤を含有する場合、その含有量は少ないほど好ましく、重合性組成物(x-1)の有効成分の全量(100質量%)に対して、好ましくは10質量%以下、より好ましくは1質量%以下、更に好ましくは0.1質量%以下、より更に好ましくは0.01質量%以下である。 The polymerizable composition (x-1) may contain a solvent such as a diluent within a range not contrary to the object of the present invention, but preferably does not contain a solvent. That is, the polymerizable composition (x-1) is preferably a solvent-free polymerizable composition.
Since the polymerizable composition (x-1) is a solvent-free polymerizable composition, it is possible to omit heating and drying the solvent when forming the pressure-sensitive adhesive layer (X1). The expansion of the heat-expandable particles can be suppressed. In addition, when a solvent is used, the heat-expandable particles may be unevenly distributed on one surface side as the volume decreases during drying, and the adhesion to the base material (Y) or the adhesive strength of the adhesive surface may decrease. It was. On the other hand, in the solvent-free polymerizable composition, the polymerization proceeds in a state where the heat-expandable particles are uniformly dispersed in the energy ray-polymerizable component, and the pressure-sensitive adhesive layer (X1) is formed. Problems are unlikely to occur.
When the polymerizable composition (x-1) contains a solvent, the smaller the content is, the more preferable it is, and preferably 10 based on the total amount (100% by mass) of the active ingredient of the polymerizable composition (x-1). It is mass% or less, more preferably 1% by mass or less, still more preferably 0.1% by mass or less, still more preferably 0.01% by mass or less.
重合性組成物(x-1)が無溶剤型重合性組成物であることによって、粘着剤層(X1)を形成する際に、溶剤の加熱乾燥を省略することができるため、加熱乾燥時における熱膨張性粒子の膨張を抑制することができる。また、溶剤を使用する場合、乾燥時の体積減少に伴って熱膨張性粒子が一方の面側に偏在し、基材(Y)との密着性又は粘着表面の粘着力が低くなることがあった。一方、無溶剤型重合性組成物は、エネルギー線重合性成分中に熱膨張性粒子が均一に分散したままの状態で重合が進行し粘着剤層(X1)が形成されるため、上記のような問題が生じ難い。
重合性組成物(x-1)が溶剤を含有する場合、その含有量は少ないほど好ましく、重合性組成物(x-1)の有効成分の全量(100質量%)に対して、好ましくは10質量%以下、より好ましくは1質量%以下、更に好ましくは0.1質量%以下、より更に好ましくは0.01質量%以下である。 The polymerizable composition (x-1) may contain a solvent such as a diluent within a range not contrary to the object of the present invention, but preferably does not contain a solvent. That is, the polymerizable composition (x-1) is preferably a solvent-free polymerizable composition.
Since the polymerizable composition (x-1) is a solvent-free polymerizable composition, it is possible to omit heating and drying the solvent when forming the pressure-sensitive adhesive layer (X1). The expansion of the heat-expandable particles can be suppressed. In addition, when a solvent is used, the heat-expandable particles may be unevenly distributed on one surface side as the volume decreases during drying, and the adhesion to the base material (Y) or the adhesive strength of the adhesive surface may decrease. It was. On the other hand, in the solvent-free polymerizable composition, the polymerization proceeds in a state where the heat-expandable particles are uniformly dispersed in the energy ray-polymerizable component, and the pressure-sensitive adhesive layer (X1) is formed. Problems are unlikely to occur.
When the polymerizable composition (x-1) contains a solvent, the smaller the content is, the more preferable it is, and preferably 10 based on the total amount (100% by mass) of the active ingredient of the polymerizable composition (x-1). It is mass% or less, more preferably 1% by mass or less, still more preferably 0.1% by mass or less, still more preferably 0.01% by mass or less.
重合性組成物(x-1)は、エネルギー線重合性成分、熱膨張性粒子、及び必要に応じて含有されるその他の成分を混合することで製造することができる。得られる重合性組成物(x-1)は、その後のエネルギー線重合によって高分子量化させるものであるため、層を形成する際には、低分子量のエネルギー線重合性成分により適度な粘度に調整可能である。そのため重合性組成物は、希釈剤等の溶剤を添加することなく、そのまま塗布溶液として粘着剤層(X1)の形成に使用することができる。
なお、重合性組成物(x-1)にエネルギー線を照射して形成される粘着剤層(X1)には、エネルギー線重合性成分が重合してなる多種多様の重合体と、該重合体中に分散する熱膨張性粒子が含まれるが、これらを構造及び物性で直接特定することは、不可能であるか、またはおよそ実際的ではないという事情が存在する。 The polymerizable composition (x-1) can be produced by mixing an energy ray-polymerizable component, thermally expandable particles, and other components contained as necessary. Since the obtained polymerizable composition (x-1) has a high molecular weight by subsequent energy ray polymerization, the viscosity is adjusted to an appropriate level by a low molecular weight energy ray polymerizable component when forming a layer. It is possible. Therefore, the polymerizable composition can be used as it is as a coating solution for forming the pressure-sensitive adhesive layer (X1) without adding a solvent such as a diluent.
The pressure-sensitive adhesive layer (X1) formed by irradiating the polymerizable composition (x-1) with energy rays contains a wide variety of polymers obtained by polymerizing energy ray-polymerizable components, and the polymers. Although there are thermally expandable particles dispersed therein, there are circumstances in which it is impossible or approximately impractical to directly identify them by structure and physical properties.
なお、重合性組成物(x-1)にエネルギー線を照射して形成される粘着剤層(X1)には、エネルギー線重合性成分が重合してなる多種多様の重合体と、該重合体中に分散する熱膨張性粒子が含まれるが、これらを構造及び物性で直接特定することは、不可能であるか、またはおよそ実際的ではないという事情が存在する。 The polymerizable composition (x-1) can be produced by mixing an energy ray-polymerizable component, thermally expandable particles, and other components contained as necessary. Since the obtained polymerizable composition (x-1) has a high molecular weight by subsequent energy ray polymerization, the viscosity is adjusted to an appropriate level by a low molecular weight energy ray polymerizable component when forming a layer. It is possible. Therefore, the polymerizable composition can be used as it is as a coating solution for forming the pressure-sensitive adhesive layer (X1) without adding a solvent such as a diluent.
The pressure-sensitive adhesive layer (X1) formed by irradiating the polymerizable composition (x-1) with energy rays contains a wide variety of polymers obtained by polymerizing energy ray-polymerizable components, and the polymers. Although there are thermally expandable particles dispersed therein, there are circumstances in which it is impossible or approximately impractical to directly identify them by structure and physical properties.
(粘着剤層(X1)の熱膨張前の23℃における粘着力)
粘着剤層(X1)の熱膨張前の23℃における粘着力は、好ましくは0.1~12.0N/25mm、より好ましくは0.5~9.0N/25mm、更に好ましくは1.0~8.0N/25mm、より更に好ましくは1.2~7.5N/25mmである。
粘着剤層(X1)の熱膨張前の23℃における粘着力が0.1N/25mm以上であれば、仮固定時における被着体からの意図しない剥離、被着体の位置ズレ等をより効果的に抑制することができる。一方、当該粘着力が12.0N/25mm以下であれば、加熱剥離時の剥離性をより向上させることができる。
なお、本明細書において、粘着剤層の粘着力は、シリコンミラーウエハのミラー面に対する粘着力を意味する。
また、本明細書において、粘着剤層(X1)の熱膨張前の23℃における粘着力は、具体的には実施例に記載の方法により測定された値を意味する。 (Adhesive strength of the adhesive layer (X1) at 23 ° C. before thermal expansion)
The adhesive strength of the pressure-sensitive adhesive layer (X1) at 23 ° C. before thermal expansion is preferably 0.1 to 12.0 N / 25 mm, more preferably 0.5 to 9.0 N / 25 mm, and further preferably 1.0 to 1.0. It is 8.0 N / 25 mm, more preferably 1.2 to 7.5 N / 25 mm.
If the adhesive force of the pressure-sensitive adhesive layer (X1) at 23 ° C. before thermal expansion is 0.1 N / 25 mm or more, unintentional peeling from the adherend during temporary fixing, misalignment of the adherend, etc. are more effective. Can be suppressed. On the other hand, when the adhesive strength is 12.0 N / 25 mm or less, the peelability at the time of heat peeling can be further improved.
In the present specification, the adhesive force of the pressure-sensitive adhesive layer means the adhesive force of the silicon mirror wafer with respect to the mirror surface.
Further, in the present specification, the adhesive force of the pressure-sensitive adhesive layer (X1) at 23 ° C. before thermal expansion specifically means a value measured by the method described in Examples.
粘着剤層(X1)の熱膨張前の23℃における粘着力は、好ましくは0.1~12.0N/25mm、より好ましくは0.5~9.0N/25mm、更に好ましくは1.0~8.0N/25mm、より更に好ましくは1.2~7.5N/25mmである。
粘着剤層(X1)の熱膨張前の23℃における粘着力が0.1N/25mm以上であれば、仮固定時における被着体からの意図しない剥離、被着体の位置ズレ等をより効果的に抑制することができる。一方、当該粘着力が12.0N/25mm以下であれば、加熱剥離時の剥離性をより向上させることができる。
なお、本明細書において、粘着剤層の粘着力は、シリコンミラーウエハのミラー面に対する粘着力を意味する。
また、本明細書において、粘着剤層(X1)の熱膨張前の23℃における粘着力は、具体的には実施例に記載の方法により測定された値を意味する。 (Adhesive strength of the adhesive layer (X1) at 23 ° C. before thermal expansion)
The adhesive strength of the pressure-sensitive adhesive layer (X1) at 23 ° C. before thermal expansion is preferably 0.1 to 12.0 N / 25 mm, more preferably 0.5 to 9.0 N / 25 mm, and further preferably 1.0 to 1.0. It is 8.0 N / 25 mm, more preferably 1.2 to 7.5 N / 25 mm.
If the adhesive force of the pressure-sensitive adhesive layer (X1) at 23 ° C. before thermal expansion is 0.1 N / 25 mm or more, unintentional peeling from the adherend during temporary fixing, misalignment of the adherend, etc. are more effective. Can be suppressed. On the other hand, when the adhesive strength is 12.0 N / 25 mm or less, the peelability at the time of heat peeling can be further improved.
In the present specification, the adhesive force of the pressure-sensitive adhesive layer means the adhesive force of the silicon mirror wafer with respect to the mirror surface.
Further, in the present specification, the adhesive force of the pressure-sensitive adhesive layer (X1) at 23 ° C. before thermal expansion specifically means a value measured by the method described in Examples.
(粘着剤層(X1)の熱膨張後の23℃における粘着力)
粘着剤層(X1)の熱膨張後の23℃における粘着力は、好ましくは1.5N/25mm以下、より好ましくは0.05N/25mm以下、更に好ましくは0.01N/25mm以下、より更に好ましくは0N/25mmである。なお、粘着力が0N/25mmであるとは、後述する熱膨張後の23℃における粘着力の測定方法において、測定限界以下の粘着力を意味し、測定のために粘着シートを固定する際に粘着力が小さすぎて意図せず剥離する場合も含まれる。
本明細書において、粘着剤層(X1)の熱膨張後の23℃における粘着力は、具体的には実施例に記載の方法により測定された値を意味する。 (Adhesive strength at 23 ° C. after thermal expansion of the adhesive layer (X1))
The adhesive strength of the pressure-sensitive adhesive layer (X1) at 23 ° C. after thermal expansion is preferably 1.5 N / 25 mm or less, more preferably 0.05 N / 25 mm or less, still more preferably 0.01 N / 25 mm or less, still more preferably. Is 0N / 25mm. The adhesive strength of 0 N / 25 mm means the adhesive strength below the measurement limit in the method for measuring the adhesive strength at 23 ° C. after thermal expansion, which will be described later, when the adhesive sheet is fixed for measurement. It also includes cases where the adhesive strength is too small to unintentionally peel off.
In the present specification, the adhesive force of the pressure-sensitive adhesive layer (X1) at 23 ° C. after thermal expansion specifically means a value measured by the method described in Examples.
粘着剤層(X1)の熱膨張後の23℃における粘着力は、好ましくは1.5N/25mm以下、より好ましくは0.05N/25mm以下、更に好ましくは0.01N/25mm以下、より更に好ましくは0N/25mmである。なお、粘着力が0N/25mmであるとは、後述する熱膨張後の23℃における粘着力の測定方法において、測定限界以下の粘着力を意味し、測定のために粘着シートを固定する際に粘着力が小さすぎて意図せず剥離する場合も含まれる。
本明細書において、粘着剤層(X1)の熱膨張後の23℃における粘着力は、具体的には実施例に記載の方法により測定された値を意味する。 (Adhesive strength at 23 ° C. after thermal expansion of the adhesive layer (X1))
The adhesive strength of the pressure-sensitive adhesive layer (X1) at 23 ° C. after thermal expansion is preferably 1.5 N / 25 mm or less, more preferably 0.05 N / 25 mm or less, still more preferably 0.01 N / 25 mm or less, still more preferably. Is 0N / 25mm. The adhesive strength of 0 N / 25 mm means the adhesive strength below the measurement limit in the method for measuring the adhesive strength at 23 ° C. after thermal expansion, which will be described later, when the adhesive sheet is fixed for measurement. It also includes cases where the adhesive strength is too small to unintentionally peel off.
In the present specification, the adhesive force of the pressure-sensitive adhesive layer (X1) at 23 ° C. after thermal expansion specifically means a value measured by the method described in Examples.
(粘着剤層(X1)の23℃における剪断貯蔵弾性率G’(23))
粘着剤層(X1)の23℃における剪断貯蔵弾性率G’(23)は、好ましくは1.0×104~5.0×107Pa、より好ましくは5.0×104~1.0×107Pa、更に好ましくは1.0×105~5.0×106Paである。
粘着剤層(X1)の剪断貯蔵弾性率G’(23)が1.0×104Pa以上であれば、仮固定時における被着体の位置ズレ、被着体の粘着剤層(X1)への過度な沈み込み等を抑制できる。一方、当該剪断貯蔵弾性率G’(23)が5.0×107Pa以下であれば、熱膨張性粒子の膨張により、粘着剤層(X1)の表面に凹凸が形成され易くなり、加熱剥離時の剥離性が向上する傾向にある。
なお、本明細書において、粘着剤層(X1)の23℃における剪断貯蔵弾性率G’(23)は、実施例に記載の方法により測定された値を意味する。 (Shear storage elastic modulus G'(23) of the pressure-sensitive adhesive layer (X1) at 23 ° C.)
The shear storage elastic modulus G'(23) of the pressure-sensitive adhesive layer (X1) at 23 ° C. is preferably 1.0 × 10 4 to 5.0 × 10 7 Pa, more preferably 5.0 × 10 4 to 1. It is 0 × 10 7 Pa, more preferably 1.0 × 10 5 to 5.0 × 10 6 Pa.
If the shear storage elastic modulus G'(23) of the pressure-sensitive adhesive layer (X1) is 1.0 × 10 4 Pa or more, the position of the adherend at the time of temporary fixing is displaced, and the pressure-sensitive adhesive layer (X1) of the adherend is Excessive subduction to the water can be suppressed. On the other hand, if the shear storage modulus G '(23) is 5.0 × 10 7 Pa or less, the expansion of the thermally expandable particles, easily irregularities are formed on the surface of the pressure-sensitive adhesive layer (X1), the heating The peelability at the time of peeling tends to be improved.
In the present specification, the shear storage elastic modulus G'(23) of the pressure-sensitive adhesive layer (X1) at 23 ° C. means a value measured by the method described in Examples.
粘着剤層(X1)の23℃における剪断貯蔵弾性率G’(23)は、好ましくは1.0×104~5.0×107Pa、より好ましくは5.0×104~1.0×107Pa、更に好ましくは1.0×105~5.0×106Paである。
粘着剤層(X1)の剪断貯蔵弾性率G’(23)が1.0×104Pa以上であれば、仮固定時における被着体の位置ズレ、被着体の粘着剤層(X1)への過度な沈み込み等を抑制できる。一方、当該剪断貯蔵弾性率G’(23)が5.0×107Pa以下であれば、熱膨張性粒子の膨張により、粘着剤層(X1)の表面に凹凸が形成され易くなり、加熱剥離時の剥離性が向上する傾向にある。
なお、本明細書において、粘着剤層(X1)の23℃における剪断貯蔵弾性率G’(23)は、実施例に記載の方法により測定された値を意味する。 (Shear storage elastic modulus G'(23) of the pressure-sensitive adhesive layer (X1) at 23 ° C.)
The shear storage elastic modulus G'(23) of the pressure-sensitive adhesive layer (X1) at 23 ° C. is preferably 1.0 × 10 4 to 5.0 × 10 7 Pa, more preferably 5.0 × 10 4 to 1. It is 0 × 10 7 Pa, more preferably 1.0 × 10 5 to 5.0 × 10 6 Pa.
If the shear storage elastic modulus G'(23) of the pressure-sensitive adhesive layer (X1) is 1.0 × 10 4 Pa or more, the position of the adherend at the time of temporary fixing is displaced, and the pressure-sensitive adhesive layer (X1) of the adherend is Excessive subduction to the water can be suppressed. On the other hand, if the shear storage modulus G '(23) is 5.0 × 10 7 Pa or less, the expansion of the thermally expandable particles, easily irregularities are formed on the surface of the pressure-sensitive adhesive layer (X1), the heating The peelability at the time of peeling tends to be improved.
In the present specification, the shear storage elastic modulus G'(23) of the pressure-sensitive adhesive layer (X1) at 23 ° C. means a value measured by the method described in Examples.
粘着剤層(X1)は熱膨張性粒子を含有する層であり、粘着剤層(X1)の剪断貯蔵弾性率G’は熱膨張性粒子の影響を受け得る。熱膨張性粒子の影響を排除した剪断貯蔵弾性率G’を測定する観点からは、熱膨張性粒子を含有しないこと以外は、粘着剤層(X1)と同じ構成を有する粘着剤層(以下、「非膨張性粘着剤層(X1’)」ともいう)を調製し、該粘着剤層の剪断貯蔵弾性率G’を測定してもよい。
The pressure-sensitive adhesive layer (X1) is a layer containing heat-expandable particles, and the shear storage elastic modulus G'of the pressure-sensitive adhesive layer (X1) can be affected by the heat-expandable particles. From the viewpoint of measuring the shear storage elastic modulus G'excluding the influence of the heat-expandable particles, the pressure-sensitive adhesive layer having the same structure as the pressure-sensitive adhesive layer (X1) except that it does not contain the heat-expandable particles (hereinafter, A "non-expandable pressure-sensitive adhesive layer (X1')") may be prepared, and the shear storage elastic modulus G'of the pressure-sensitive adhesive layer may be measured.
(非膨張性粘着剤層(X1’)の23℃における剪断貯蔵弾性率G’(23))
非膨張性粘着剤層(X1’)の23℃における剪断貯蔵弾性率G’(23)は、好ましくは1.0×104~5.0×107Pa、より好ましくは5.0×104~1.0×107Pa、更に好ましくは1.0×105~5.0×106Paである。
非膨張性粘着剤層(X1’)の剪断貯蔵弾性率G’(23)が1.0×104Pa以上であれば、仮固定時における被着体の位置ズレ、被着体の粘着剤層(X1)への過度な沈み込み等を抑制できる。一方、当該剪断貯蔵弾性率G’(23)が5.0×107Pa以下であれば、熱膨張性粒子の膨張により、粘着剤層(X1)の表面に凹凸が形成され易くなり、加熱剥離時の剥離性が向上する傾向にある。 (Shear storage elastic modulus G'(23) of non-expandable pressure-sensitive adhesive layer (X1') at 23 ° C.)
The shear storage elastic modulus G'(23) of the non-expandable pressure-sensitive adhesive layer (X1') at 23 ° C. is preferably 1.0 × 10 4 to 5.0 × 10 7 Pa, more preferably 5.0 × 10. It is 4 to 1.0 × 10 7 Pa, more preferably 1.0 × 10 5 to 5.0 × 10 6 Pa.
If the shear storage elastic modulus G'(23) of the non-expandable pressure-sensitive adhesive layer (X1') is 1.0 × 10 4 Pa or more, the position of the adherend at the time of temporary fixing is displaced, and the adhesive of the adherend. Excessive subduction into the layer (X1) can be suppressed. On the other hand, if the shear storage modulus G '(23) is 5.0 × 10 7 Pa or less, the expansion of the thermally expandable particles, easily irregularities are formed on the surface of the pressure-sensitive adhesive layer (X1), the heating The peelability at the time of peeling tends to be improved.
非膨張性粘着剤層(X1’)の23℃における剪断貯蔵弾性率G’(23)は、好ましくは1.0×104~5.0×107Pa、より好ましくは5.0×104~1.0×107Pa、更に好ましくは1.0×105~5.0×106Paである。
非膨張性粘着剤層(X1’)の剪断貯蔵弾性率G’(23)が1.0×104Pa以上であれば、仮固定時における被着体の位置ズレ、被着体の粘着剤層(X1)への過度な沈み込み等を抑制できる。一方、当該剪断貯蔵弾性率G’(23)が5.0×107Pa以下であれば、熱膨張性粒子の膨張により、粘着剤層(X1)の表面に凹凸が形成され易くなり、加熱剥離時の剥離性が向上する傾向にある。 (Shear storage elastic modulus G'(23) of non-expandable pressure-sensitive adhesive layer (X1') at 23 ° C.)
The shear storage elastic modulus G'(23) of the non-expandable pressure-sensitive adhesive layer (X1') at 23 ° C. is preferably 1.0 × 10 4 to 5.0 × 10 7 Pa, more preferably 5.0 × 10. It is 4 to 1.0 × 10 7 Pa, more preferably 1.0 × 10 5 to 5.0 × 10 6 Pa.
If the shear storage elastic modulus G'(23) of the non-expandable pressure-sensitive adhesive layer (X1') is 1.0 × 10 4 Pa or more, the position of the adherend at the time of temporary fixing is displaced, and the adhesive of the adherend. Excessive subduction into the layer (X1) can be suppressed. On the other hand, if the shear storage modulus G '(23) is 5.0 × 10 7 Pa or less, the expansion of the thermally expandable particles, easily irregularities are formed on the surface of the pressure-sensitive adhesive layer (X1), the heating The peelability at the time of peeling tends to be improved.
(非膨張性粘着剤層(X1’)の膨張開始温度(t)における剪断貯蔵弾性率G’(t))
非膨張性粘着剤層(X1’)の前記熱膨張性粒子の膨張開始温度(t)における剪断貯蔵弾性率G’(t)は、好ましくは5.0×103~1.0×107Pa、より好ましくは1.0×104~5.0×106Pa、更に好ましくは5.0×104~1.0×106Paである。
非膨張性粘着剤層(X1’)の剪断貯蔵弾性率G’(t)が5.0×103Pa以上であれば、仮固定時における被着体の位置ズレ、被着体の粘着剤層(X1)への過度な沈み込み等を抑制できると共に、加熱剥離時に粘着シートがカールすることを抑制し、取り扱い性を向上できる傾向にある。一方、当該剪断貯蔵弾性率G’(t)が1.0×107Pa以下であれば、熱膨張性粒子の膨張により、粘着剤層(X1)の表面に凹凸が形成され易くなり、加熱剥離時の剥離性が向上する傾向にある。
なお、本明細書において、非膨張性粘着剤層(X1’)の所定温度における剪断貯蔵弾性率G’は、実施例に記載の方法により測定された値を意味する。 (Shear storage elastic modulus G'(t) at the expansion start temperature (t) of the non-expandable pressure-sensitive adhesive layer (X1'))
The shear storage elastic modulus G'(t) of the non-expandable pressure-sensitive adhesive layer (X1') at the expansion start temperature (t) of the heat-expandable particles is preferably 5.0 × 10 3 to 1.0 × 10 7. Pa, more preferably 1.0 × 10 4 to 5.0 × 10 6 Pa, still more preferably 5.0 × 10 4 to 1.0 × 10 6 Pa.
If the shear storage elastic modulus G'(t) of the non-expandable pressure-sensitive adhesive layer (X1') is 5.0 × 10 3 Pa or more, the position of the adherend at the time of temporary fixing is displaced, and the adhesive on the adherend. Excessive subduction into the layer (X1) can be suppressed, curling of the adhesive sheet during heat peeling can be suppressed, and handleability tends to be improved. On the other hand, if the shear storage modulus G '(t) is 1.0 × 10 7 Pa or less, the expansion of the thermally expandable particles, easily irregularities are formed on the surface of the pressure-sensitive adhesive layer (X1), the heating The peelability at the time of peeling tends to be improved.
In the present specification, the shear storage elastic modulus G'of the non-expandable pressure-sensitive adhesive layer (X1') at a predetermined temperature means a value measured by the method described in Examples.
非膨張性粘着剤層(X1’)の前記熱膨張性粒子の膨張開始温度(t)における剪断貯蔵弾性率G’(t)は、好ましくは5.0×103~1.0×107Pa、より好ましくは1.0×104~5.0×106Pa、更に好ましくは5.0×104~1.0×106Paである。
非膨張性粘着剤層(X1’)の剪断貯蔵弾性率G’(t)が5.0×103Pa以上であれば、仮固定時における被着体の位置ズレ、被着体の粘着剤層(X1)への過度な沈み込み等を抑制できると共に、加熱剥離時に粘着シートがカールすることを抑制し、取り扱い性を向上できる傾向にある。一方、当該剪断貯蔵弾性率G’(t)が1.0×107Pa以下であれば、熱膨張性粒子の膨張により、粘着剤層(X1)の表面に凹凸が形成され易くなり、加熱剥離時の剥離性が向上する傾向にある。
なお、本明細書において、非膨張性粘着剤層(X1’)の所定温度における剪断貯蔵弾性率G’は、実施例に記載の方法により測定された値を意味する。 (Shear storage elastic modulus G'(t) at the expansion start temperature (t) of the non-expandable pressure-sensitive adhesive layer (X1'))
The shear storage elastic modulus G'(t) of the non-expandable pressure-sensitive adhesive layer (X1') at the expansion start temperature (t) of the heat-expandable particles is preferably 5.0 × 10 3 to 1.0 × 10 7. Pa, more preferably 1.0 × 10 4 to 5.0 × 10 6 Pa, still more preferably 5.0 × 10 4 to 1.0 × 10 6 Pa.
If the shear storage elastic modulus G'(t) of the non-expandable pressure-sensitive adhesive layer (X1') is 5.0 × 10 3 Pa or more, the position of the adherend at the time of temporary fixing is displaced, and the adhesive on the adherend. Excessive subduction into the layer (X1) can be suppressed, curling of the adhesive sheet during heat peeling can be suppressed, and handleability tends to be improved. On the other hand, if the shear storage modulus G '(t) is 1.0 × 10 7 Pa or less, the expansion of the thermally expandable particles, easily irregularities are formed on the surface of the pressure-sensitive adhesive layer (X1), the heating The peelability at the time of peeling tends to be improved.
In the present specification, the shear storage elastic modulus G'of the non-expandable pressure-sensitive adhesive layer (X1') at a predetermined temperature means a value measured by the method described in Examples.
(粘着剤層(X1)の23℃における厚さ)
粘着剤層(X1)の23℃における厚さは、好ましくは5~150μm、より好ましくは10~100μm、更に好ましくは20~80μmである。
粘着剤層(X1)の23℃における厚さが5μm以上であれば、十分な粘着力が得られ易くなり、仮固定時における被着体からの意図しない剥離、被着体の位置ズレ等を抑制できる傾向にある。一方、粘着剤層(X1)の23℃における厚さが150μm以下であれば、加熱剥離時の剥離性が向上すると共に、加熱剥離時に粘着シートがカールすることを抑制し、取り扱い性を向上できる傾向にある。
なお、本明細書において、粘着剤層の厚さは、実施例に記載の方法により測定された値を意味する。また、粘着剤層(X1)の厚さは、熱膨張性粒子の膨張前の値である。 (Thickness of the adhesive layer (X1) at 23 ° C.)
The thickness of the pressure-sensitive adhesive layer (X1) at 23 ° C. is preferably 5 to 150 μm, more preferably 10 to 100 μm, and even more preferably 20 to 80 μm.
If the thickness of the pressure-sensitive adhesive layer (X1) at 23 ° C. is 5 μm or more, sufficient adhesive strength can be easily obtained, and unintentional peeling from the adherend during temporary fixing, misalignment of the adherend, etc. It tends to be suppressed. On the other hand, when the thickness of the pressure-sensitive adhesive layer (X1) at 23 ° C. is 150 μm or less, the peelability at the time of heat peeling can be improved, the curl of the pressure-sensitive adhesive sheet at the time of heat peeling can be suppressed, and the handleability can be improved. There is a tendency.
In addition, in this specification, the thickness of the pressure-sensitive adhesive layer means the value measured by the method described in Example. The thickness of the pressure-sensitive adhesive layer (X1) is a value before expansion of the heat-expandable particles.
粘着剤層(X1)の23℃における厚さは、好ましくは5~150μm、より好ましくは10~100μm、更に好ましくは20~80μmである。
粘着剤層(X1)の23℃における厚さが5μm以上であれば、十分な粘着力が得られ易くなり、仮固定時における被着体からの意図しない剥離、被着体の位置ズレ等を抑制できる傾向にある。一方、粘着剤層(X1)の23℃における厚さが150μm以下であれば、加熱剥離時の剥離性が向上すると共に、加熱剥離時に粘着シートがカールすることを抑制し、取り扱い性を向上できる傾向にある。
なお、本明細書において、粘着剤層の厚さは、実施例に記載の方法により測定された値を意味する。また、粘着剤層(X1)の厚さは、熱膨張性粒子の膨張前の値である。 (Thickness of the adhesive layer (X1) at 23 ° C.)
The thickness of the pressure-sensitive adhesive layer (X1) at 23 ° C. is preferably 5 to 150 μm, more preferably 10 to 100 μm, and even more preferably 20 to 80 μm.
If the thickness of the pressure-sensitive adhesive layer (X1) at 23 ° C. is 5 μm or more, sufficient adhesive strength can be easily obtained, and unintentional peeling from the adherend during temporary fixing, misalignment of the adherend, etc. It tends to be suppressed. On the other hand, when the thickness of the pressure-sensitive adhesive layer (X1) at 23 ° C. is 150 μm or less, the peelability at the time of heat peeling can be improved, the curl of the pressure-sensitive adhesive sheet at the time of heat peeling can be suppressed, and the handleability can be improved. There is a tendency.
In addition, in this specification, the thickness of the pressure-sensitive adhesive layer means the value measured by the method described in Example. The thickness of the pressure-sensitive adhesive layer (X1) is a value before expansion of the heat-expandable particles.
<粘着剤層(X2)>
粘着剤層(X2)は、基材(Y)の他方の面側に任意に設けられる層である。
粘着剤層(X2)は、熱膨張性層であってもよく、非熱膨張性層であってもよいが、非熱膨張性層であることが好ましい。粘着剤層(X1)と粘着剤層(X2)とで、粘着剤層の粘着力を低下させる作用機構を異なるものにすることで、いずれか一方の粘着剤層の粘着力を低下させる処理を行う際に、意図せず他方の粘着剤層の粘着力まで低下させてしまうことを抑制することができる。 <Adhesive layer (X2)>
The pressure-sensitive adhesive layer (X2) is a layer arbitrarily provided on the other surface side of the base material (Y).
The pressure-sensitive adhesive layer (X2) may be a heat-expandable layer or a non-heat-expandable layer, but is preferably a non-heat-expandable layer. The pressure-sensitive adhesive layer (X1) and the pressure-sensitive adhesive layer (X2) have different action mechanisms for reducing the adhesive strength of the pressure-sensitive adhesive layer, thereby reducing the adhesive strength of one of the pressure-sensitive adhesive layers. When doing so, it is possible to prevent the adhesive strength of the other adhesive layer from being unintentionally reduced.
粘着剤層(X2)は、基材(Y)の他方の面側に任意に設けられる層である。
粘着剤層(X2)は、熱膨張性層であってもよく、非熱膨張性層であってもよいが、非熱膨張性層であることが好ましい。粘着剤層(X1)と粘着剤層(X2)とで、粘着剤層の粘着力を低下させる作用機構を異なるものにすることで、いずれか一方の粘着剤層の粘着力を低下させる処理を行う際に、意図せず他方の粘着剤層の粘着力まで低下させてしまうことを抑制することができる。 <Adhesive layer (X2)>
The pressure-sensitive adhesive layer (X2) is a layer arbitrarily provided on the other surface side of the base material (Y).
The pressure-sensitive adhesive layer (X2) may be a heat-expandable layer or a non-heat-expandable layer, but is preferably a non-heat-expandable layer. The pressure-sensitive adhesive layer (X1) and the pressure-sensitive adhesive layer (X2) have different action mechanisms for reducing the adhesive strength of the pressure-sensitive adhesive layer, thereby reducing the adhesive strength of one of the pressure-sensitive adhesive layers. When doing so, it is possible to prevent the adhesive strength of the other adhesive layer from being unintentionally reduced.
粘着剤層(X2)が非熱膨張性層である場合、上記式から算出される粘着剤層(X2)の体積変化率(%)は、5%未満であり、好ましくは2%未満、より好ましくは1%未満、更に好ましくは0.1%未満、より更に好ましくは0.01%未満である。
粘着剤層(X2)は、熱膨張性粒子を含有しないことが好ましいが、本発明の目的に反しない範囲で熱膨張性粒子を含有していてもよい。
粘着剤層(X2)が熱膨張性粒子を含有する場合、その含有量は少ないほど好ましく、粘着剤層(X2)の全質量(100質量%)に対して、好ましくは3質量%未満、より好ましくは1質量%未満、更に好ましくは0.1質量%未満、より更に好ましくは0.01質量%未満、より更に好ましくは0.001質量%未満である。 When the pressure-sensitive adhesive layer (X2) is a non-thermally expandable layer, the volume change rate (%) of the pressure-sensitive adhesive layer (X2) calculated from the above formula is less than 5%, preferably less than 2%. It is preferably less than 1%, more preferably less than 0.1%, and even more preferably less than 0.01%.
The pressure-sensitive adhesive layer (X2) preferably does not contain heat-expandable particles, but may contain heat-expandable particles within a range not contrary to the object of the present invention.
When the pressure-sensitive adhesive layer (X2) contains thermally expandable particles, the smaller the content is, the more preferable, and the content is preferably less than 3% by mass, based on the total mass (100% by mass) of the pressure-sensitive adhesive layer (X2). It is preferably less than 1% by mass, more preferably less than 0.1% by mass, still more preferably less than 0.01% by mass, and even more preferably less than 0.001% by mass.
粘着剤層(X2)は、熱膨張性粒子を含有しないことが好ましいが、本発明の目的に反しない範囲で熱膨張性粒子を含有していてもよい。
粘着剤層(X2)が熱膨張性粒子を含有する場合、その含有量は少ないほど好ましく、粘着剤層(X2)の全質量(100質量%)に対して、好ましくは3質量%未満、より好ましくは1質量%未満、更に好ましくは0.1質量%未満、より更に好ましくは0.01質量%未満、より更に好ましくは0.001質量%未満である。 When the pressure-sensitive adhesive layer (X2) is a non-thermally expandable layer, the volume change rate (%) of the pressure-sensitive adhesive layer (X2) calculated from the above formula is less than 5%, preferably less than 2%. It is preferably less than 1%, more preferably less than 0.1%, and even more preferably less than 0.01%.
The pressure-sensitive adhesive layer (X2) preferably does not contain heat-expandable particles, but may contain heat-expandable particles within a range not contrary to the object of the present invention.
When the pressure-sensitive adhesive layer (X2) contains thermally expandable particles, the smaller the content is, the more preferable, and the content is preferably less than 3% by mass, based on the total mass (100% by mass) of the pressure-sensitive adhesive layer (X2). It is preferably less than 1% by mass, more preferably less than 0.1% by mass, still more preferably less than 0.01% by mass, and even more preferably less than 0.001% by mass.
粘着剤層(X2)は、粘着性樹脂を含有する粘着剤組成物(x-2)から形成することが好ましい。以下、粘着剤組成物(x-2)に含有される各成分について説明する。
The pressure-sensitive adhesive layer (X2) is preferably formed from the pressure-sensitive adhesive composition (x-2) containing a pressure-sensitive adhesive resin. Hereinafter, each component contained in the pressure-sensitive adhesive composition (x-2) will be described.
(粘着剤組成物(x-2))
粘着剤組成物(x-2)は、粘着性樹脂を含有するものであり、必要に応じて、架橋剤、粘着付与剤、重合性化合物、重合開始剤、上記各成分以外の一般的な粘着剤に使用される粘着剤用添加剤等を含有していてもよい。 (Adhesive composition (x-2))
The pressure-sensitive adhesive composition (x-2) contains a pressure-sensitive resin, and if necessary, a cross-linking agent, a pressure-sensitive adhesive, a polymerizable compound, a polymerization initiator, and general pressure-sensitive adhesive other than the above-mentioned components. It may contain an additive for a pressure-sensitive adhesive used in the agent.
粘着剤組成物(x-2)は、粘着性樹脂を含有するものであり、必要に応じて、架橋剤、粘着付与剤、重合性化合物、重合開始剤、上記各成分以外の一般的な粘着剤に使用される粘着剤用添加剤等を含有していてもよい。 (Adhesive composition (x-2))
The pressure-sensitive adhesive composition (x-2) contains a pressure-sensitive resin, and if necessary, a cross-linking agent, a pressure-sensitive adhesive, a polymerizable compound, a polymerization initiator, and general pressure-sensitive adhesive other than the above-mentioned components. It may contain an additive for a pressure-sensitive adhesive used in the agent.
〔粘着性樹脂〕
粘着性樹脂としては、当該樹脂単独で粘着性を有し、質量平均分子量(Mw)が1万以上の重合体であればよい。
粘着性樹脂の質量平均分子量(Mw)は、粘着剤層(X2)の粘着力をより向上させる観点から、好ましくは1万~200万、より好ましくは2万~150万、更に好ましくは3万~100万である。 [Adhesive resin]
The adhesive resin may be a polymer having adhesiveness by itself and having a mass average molecular weight (Mw) of 10,000 or more.
The mass average molecular weight (Mw) of the adhesive resin is preferably 10,000 to 2 million, more preferably 20,000 to 1.5 million, and further preferably 30,000 from the viewpoint of further improving the adhesive strength of the pressure-sensitive adhesive layer (X2). ~ 1 million.
粘着性樹脂としては、当該樹脂単独で粘着性を有し、質量平均分子量(Mw)が1万以上の重合体であればよい。
粘着性樹脂の質量平均分子量(Mw)は、粘着剤層(X2)の粘着力をより向上させる観点から、好ましくは1万~200万、より好ましくは2万~150万、更に好ましくは3万~100万である。 [Adhesive resin]
The adhesive resin may be a polymer having adhesiveness by itself and having a mass average molecular weight (Mw) of 10,000 or more.
The mass average molecular weight (Mw) of the adhesive resin is preferably 10,000 to 2 million, more preferably 20,000 to 1.5 million, and further preferably 30,000 from the viewpoint of further improving the adhesive strength of the pressure-sensitive adhesive layer (X2). ~ 1 million.
粘着性樹脂としては、例えば、アクリル系樹脂、ウレタン系樹脂、ポリイソブチレン系樹脂等のゴム系樹脂、ポリエステル系樹脂、オレフィン系樹脂、シリコーン系樹脂、ポリビニルエーテル系樹脂等が挙げられる。
これらの粘着性樹脂は、1種を単独で用いてもよく、2種以上を併用してもよい。
また、これらの粘着性樹脂が、2種以上の構成単位を有する共重合体である場合、当該共重合体の形態は、ブロック共重合体、ランダム共重合体、及びグラフト共重合体のいずれであってもよい。 Examples of the adhesive resin include rubber-based resins such as acrylic resins, urethane-based resins, and polyisobutylene-based resins, polyester-based resins, olefin-based resins, silicone-based resins, and polyvinyl ether-based resins.
One type of these adhesive resins may be used alone, or two or more types may be used in combination.
When these adhesive resins are copolymers having two or more kinds of structural units, the form of the copolymer may be any of a block copolymer, a random copolymer, and a graft copolymer. There may be.
これらの粘着性樹脂は、1種を単独で用いてもよく、2種以上を併用してもよい。
また、これらの粘着性樹脂が、2種以上の構成単位を有する共重合体である場合、当該共重合体の形態は、ブロック共重合体、ランダム共重合体、及びグラフト共重合体のいずれであってもよい。 Examples of the adhesive resin include rubber-based resins such as acrylic resins, urethane-based resins, and polyisobutylene-based resins, polyester-based resins, olefin-based resins, silicone-based resins, and polyvinyl ether-based resins.
One type of these adhesive resins may be used alone, or two or more types may be used in combination.
When these adhesive resins are copolymers having two or more kinds of structural units, the form of the copolymer may be any of a block copolymer, a random copolymer, and a graft copolymer. There may be.
粘着性樹脂を含有する粘着剤組成物(x-2)は、粘着剤層(X1)との粘着力低下の作用機構を異ならせる観点から、エネルギー線の照射によって硬化する粘着剤組成物であることが好ましく、粘着性樹脂は、上記の粘着性樹脂の側鎖にエネルギー線重合性官能基を有する樹脂であることがより好ましい。当該粘着剤組成物から形成することによって、粘着剤層(X2)を、エネルギー線照射によって硬化して粘着力が低下する粘着剤層とすることができる。
エネルギー線重合性官能基としては、例えば、(メタ)アクリロイル基、ビニル基、アリル基等の炭素-炭素二重結合を有するものが挙げられる。
エネルギー線としては、上記したものの中でも、取り扱いが容易な紫外線が好ましい。
また、粘着剤組成物(x-2)は、エネルギー線重合性官能基を有する粘着性樹脂と共に、又はエネルギー線重合性官能基を有する粘着性樹脂に代えて、エネルギー線重合性官能基を有するモノマー又はプレポリマーを含有していてもよい。
エネルギー線重合性官能基を有するモノマー又はプレポリマーとしては、上記した重合性組成物(x-1)に含有されるエネルギー線重合性成分と同じものが挙げられる。 The pressure-sensitive adhesive composition (x-2) containing a pressure-sensitive adhesive resin is a pressure-sensitive adhesive composition that is cured by irradiation with energy rays from the viewpoint of differentiating the action mechanism of reducing the adhesive strength with the pressure-sensitive adhesive layer (X1). It is preferable, and the adhesive resin is more preferably a resin having an energy ray-polymerizable functional group in the side chain of the adhesive resin. By forming from the pressure-sensitive adhesive composition, the pressure-sensitive adhesive layer (X2) can be made into a pressure-sensitive adhesive layer that is cured by energy ray irradiation and whose adhesive strength is reduced.
Examples of the energy ray-polymerizable functional group include those having a carbon-carbon double bond such as a (meth) acryloyl group, a vinyl group, and an allyl group.
Among the above-mentioned energy rays, ultraviolet rays, which are easy to handle, are preferable.
Further, the pressure-sensitive adhesive composition (x-2) has an energy ray-polymerizable functional group together with a pressure-sensitive resin having an energy ray-polymerizable functional group or instead of a pressure-sensitive resin having an energy ray-polymerizable functional group. It may contain a monomer or a prepolymer.
Examples of the monomer or prepolymer having an energy ray-polymerizable functional group include the same energy ray-polymerizable components contained in the above-mentioned polymerizable composition (x-1).
エネルギー線重合性官能基としては、例えば、(メタ)アクリロイル基、ビニル基、アリル基等の炭素-炭素二重結合を有するものが挙げられる。
エネルギー線としては、上記したものの中でも、取り扱いが容易な紫外線が好ましい。
また、粘着剤組成物(x-2)は、エネルギー線重合性官能基を有する粘着性樹脂と共に、又はエネルギー線重合性官能基を有する粘着性樹脂に代えて、エネルギー線重合性官能基を有するモノマー又はプレポリマーを含有していてもよい。
エネルギー線重合性官能基を有するモノマー又はプレポリマーとしては、上記した重合性組成物(x-1)に含有されるエネルギー線重合性成分と同じものが挙げられる。 The pressure-sensitive adhesive composition (x-2) containing a pressure-sensitive adhesive resin is a pressure-sensitive adhesive composition that is cured by irradiation with energy rays from the viewpoint of differentiating the action mechanism of reducing the adhesive strength with the pressure-sensitive adhesive layer (X1). It is preferable, and the adhesive resin is more preferably a resin having an energy ray-polymerizable functional group in the side chain of the adhesive resin. By forming from the pressure-sensitive adhesive composition, the pressure-sensitive adhesive layer (X2) can be made into a pressure-sensitive adhesive layer that is cured by energy ray irradiation and whose adhesive strength is reduced.
Examples of the energy ray-polymerizable functional group include those having a carbon-carbon double bond such as a (meth) acryloyl group, a vinyl group, and an allyl group.
Among the above-mentioned energy rays, ultraviolet rays, which are easy to handle, are preferable.
Further, the pressure-sensitive adhesive composition (x-2) has an energy ray-polymerizable functional group together with a pressure-sensitive resin having an energy ray-polymerizable functional group or instead of a pressure-sensitive resin having an energy ray-polymerizable functional group. It may contain a monomer or a prepolymer.
Examples of the monomer or prepolymer having an energy ray-polymerizable functional group include the same energy ray-polymerizable components contained in the above-mentioned polymerizable composition (x-1).
粘着剤組成物(x-2)をエネルギー線の照射によって硬化する粘着剤組成物とする場合、該粘着剤組成物は、さらに光重合開始剤を含有することが好ましい。
光重合開始剤を含有することで、エネルギー線重合性成分の重合をより効率的に進行させることができる。
光重合開始剤としては、重合性組成物(x-1)が含有していてもよい光重合開始剤と同じものが挙げられる。
光重合開始剤の含有量は、エネルギー線重合性官能基を有する粘着性樹脂、モノマー及びプレポリマーの総量100質量部に対して、好ましくは0.01~10質量部、より好ましくは0.03~5質量部、更に好ましくは0.05~2質量部である。 When the pressure-sensitive adhesive composition (x-2) is a pressure-sensitive adhesive composition that is cured by irradiation with energy rays, the pressure-sensitive adhesive composition preferably further contains a photopolymerization initiator.
By containing the photopolymerization initiator, the polymerization of the energy ray-polymerizable component can proceed more efficiently.
Examples of the photopolymerization initiator include the same photopolymerization initiators that may be contained in the polymerizable composition (x-1).
The content of the photopolymerization initiator is preferably 0.01 to 10 parts by mass, more preferably 0.03 with respect to 100 parts by mass of the total amount of the adhesive resin, the monomer and the prepolymer having an energy ray-polymerizable functional group. It is up to 5 parts by mass, more preferably 0.05 to 2 parts by mass.
光重合開始剤を含有することで、エネルギー線重合性成分の重合をより効率的に進行させることができる。
光重合開始剤としては、重合性組成物(x-1)が含有していてもよい光重合開始剤と同じものが挙げられる。
光重合開始剤の含有量は、エネルギー線重合性官能基を有する粘着性樹脂、モノマー及びプレポリマーの総量100質量部に対して、好ましくは0.01~10質量部、より好ましくは0.03~5質量部、更に好ましくは0.05~2質量部である。 When the pressure-sensitive adhesive composition (x-2) is a pressure-sensitive adhesive composition that is cured by irradiation with energy rays, the pressure-sensitive adhesive composition preferably further contains a photopolymerization initiator.
By containing the photopolymerization initiator, the polymerization of the energy ray-polymerizable component can proceed more efficiently.
Examples of the photopolymerization initiator include the same photopolymerization initiators that may be contained in the polymerizable composition (x-1).
The content of the photopolymerization initiator is preferably 0.01 to 10 parts by mass, more preferably 0.03 with respect to 100 parts by mass of the total amount of the adhesive resin, the monomer and the prepolymer having an energy ray-polymerizable functional group. It is up to 5 parts by mass, more preferably 0.05 to 2 parts by mass.
粘着性樹脂は、優れた粘着力を発現させる観点から、アクリル系樹脂を含有することが好ましい。
粘着剤組成物(x-2)中におけるアクリル系樹脂の含有量は、粘着剤組成物(x-2)に含有される粘着性樹脂の全量(100質量%)に対して、好ましくは30~100質量%、より好ましくは50~100質量%、更に好ましくは70~100質量%、より更に好ましくは85~100質量%である。 The adhesive resin preferably contains an acrylic resin from the viewpoint of exhibiting excellent adhesive strength.
The content of the acrylic resin in the pressure-sensitive adhesive composition (x-2) is preferably 30 to 30% with respect to the total amount (100% by mass) of the pressure-sensitive resin contained in the pressure-sensitive adhesive composition (x-2). It is 100% by mass, more preferably 50 to 100% by mass, still more preferably 70 to 100% by mass, and even more preferably 85 to 100% by mass.
粘着剤組成物(x-2)中におけるアクリル系樹脂の含有量は、粘着剤組成物(x-2)に含有される粘着性樹脂の全量(100質量%)に対して、好ましくは30~100質量%、より好ましくは50~100質量%、更に好ましくは70~100質量%、より更に好ましくは85~100質量%である。 The adhesive resin preferably contains an acrylic resin from the viewpoint of exhibiting excellent adhesive strength.
The content of the acrylic resin in the pressure-sensitive adhesive composition (x-2) is preferably 30 to 30% with respect to the total amount (100% by mass) of the pressure-sensitive resin contained in the pressure-sensitive adhesive composition (x-2). It is 100% by mass, more preferably 50 to 100% by mass, still more preferably 70 to 100% by mass, and even more preferably 85 to 100% by mass.
粘着剤組成物(x-2)中における粘着性樹脂の含有量は、粘着剤組成物(x-2)の有効成分の全量(100質量%)に対して、好ましくは35~100質量%、より好ましくは50~100質量%、更に好ましくは60~98質量%、より更に好ましくは70~95質量%である。
The content of the pressure-sensitive resin in the pressure-sensitive adhesive composition (x-2) is preferably 35 to 100% by mass, based on the total amount (100% by mass) of the active ingredients of the pressure-sensitive adhesive composition (x-2). It is more preferably 50 to 100% by mass, further preferably 60 to 98% by mass, and even more preferably 70 to 95% by mass.
〔架橋剤〕
本発明の一態様において、粘着剤組成物(x-2)が官能基を有する粘着性樹脂を含有する場合、粘着剤組成物(x-2)は、さらに架橋剤を含有することが好ましい。
当該架橋剤は、官能基を有する粘着性樹脂と反応して、当該官能基を架橋起点として、粘着性樹脂同士を架橋するものである。 [Crosslinking agent]
In one aspect of the present invention, when the pressure-sensitive adhesive composition (x-2) contains a pressure-sensitive adhesive resin having a functional group, the pressure-sensitive adhesive composition (x-2) preferably further contains a cross-linking agent.
The cross-linking agent reacts with a tacky resin having a functional group to cross-link the tacky resins with the functional group as a cross-linking starting point.
本発明の一態様において、粘着剤組成物(x-2)が官能基を有する粘着性樹脂を含有する場合、粘着剤組成物(x-2)は、さらに架橋剤を含有することが好ましい。
当該架橋剤は、官能基を有する粘着性樹脂と反応して、当該官能基を架橋起点として、粘着性樹脂同士を架橋するものである。 [Crosslinking agent]
In one aspect of the present invention, when the pressure-sensitive adhesive composition (x-2) contains a pressure-sensitive adhesive resin having a functional group, the pressure-sensitive adhesive composition (x-2) preferably further contains a cross-linking agent.
The cross-linking agent reacts with a tacky resin having a functional group to cross-link the tacky resins with the functional group as a cross-linking starting point.
架橋剤としては、例えば、イソシアネート系架橋剤、エポキシ系架橋剤、アジリジン系架橋剤、金属キレート系架橋剤等が挙げられる。
架橋剤は、1種を単独で用いてもよく、2種以上を併用してもよい。
これらの架橋剤の中でも、凝集力を高めて粘着力を向上させる観点、及び入手し易さ等の観点から、イソシアネート系架橋剤が好ましい。 Examples of the cross-linking agent include isocyanate-based cross-linking agents, epoxy-based cross-linking agents, aziridine-based cross-linking agents, and metal chelate-based cross-linking agents.
As the cross-linking agent, one type may be used alone, or two or more types may be used in combination.
Among these cross-linking agents, isocyanate-based cross-linking agents are preferable from the viewpoint of increasing the cohesive force to improve the adhesive force and the availability.
架橋剤は、1種を単独で用いてもよく、2種以上を併用してもよい。
これらの架橋剤の中でも、凝集力を高めて粘着力を向上させる観点、及び入手し易さ等の観点から、イソシアネート系架橋剤が好ましい。 Examples of the cross-linking agent include isocyanate-based cross-linking agents, epoxy-based cross-linking agents, aziridine-based cross-linking agents, and metal chelate-based cross-linking agents.
As the cross-linking agent, one type may be used alone, or two or more types may be used in combination.
Among these cross-linking agents, isocyanate-based cross-linking agents are preferable from the viewpoint of increasing the cohesive force to improve the adhesive force and the availability.
架橋剤の含有量は、粘着性樹脂が有する官能基の数により適宜調整されるものであるが、官能基を有する粘着性樹脂100質量部に対して、好ましくは0.01~10質量部、より好ましくは0.03~7質量部、更に好ましくは0.05~5質量部である。
The content of the cross-linking agent is appropriately adjusted according to the number of functional groups of the adhesive resin, and is preferably 0.01 to 10 parts by mass with respect to 100 parts by mass of the adhesive resin having functional groups. It is more preferably 0.03 to 7 parts by mass, and further preferably 0.05 to 5 parts by mass.
〔粘着付与剤〕
本発明の一態様において、粘着剤組成物(x-2)は、粘着力をより向上させる観点から、さらに粘着付与剤を含有していてもよい。
粘着剤組成物(x-2)が含有していてもよい粘着付与剤としては、重合性組成物(x-1)が含有していてもよい粘着付与剤と同等のものを使用することができる。 [Adhesive imparting agent]
In one aspect of the present invention, the pressure-sensitive adhesive composition (x-2) may further contain a pressure-sensitive adhesive from the viewpoint of further improving the adhesive strength.
As the pressure-sensitive adhesive that may be contained in the pressure-sensitive adhesive composition (x-2), the same pressure-imparting agent that may be contained in the polymerizable composition (x-1) may be used. it can.
本発明の一態様において、粘着剤組成物(x-2)は、粘着力をより向上させる観点から、さらに粘着付与剤を含有していてもよい。
粘着剤組成物(x-2)が含有していてもよい粘着付与剤としては、重合性組成物(x-1)が含有していてもよい粘着付与剤と同等のものを使用することができる。 [Adhesive imparting agent]
In one aspect of the present invention, the pressure-sensitive adhesive composition (x-2) may further contain a pressure-sensitive adhesive from the viewpoint of further improving the adhesive strength.
As the pressure-sensitive adhesive that may be contained in the pressure-sensitive adhesive composition (x-2), the same pressure-imparting agent that may be contained in the polymerizable composition (x-1) may be used. it can.
〔粘着剤用添加剤〕
粘着剤用添加剤としては、重合性組成物(x-1)が含有していてもよい粘着剤用添加剤と同じものが挙げられる。
なお、粘着剤組成物(x-2)が熱膨張性粒子を含有しない場合、熱膨張性粒子の膨張開始温度(t)以上への加熱乾燥を避ける必要がないため、粘着剤組成物(x-2)は、必要に応じて溶剤を含有していてもよい。 [Additives for adhesives]
Examples of the pressure-sensitive adhesive additive include the same pressure-sensitive adhesive additives that the polymerizable composition (x-1) may contain.
When the pressure-sensitive adhesive composition (x-2) does not contain the heat-expandable particles, it is not necessary to avoid heating and drying the heat-expandable particles above the expansion start temperature (t), so that the pressure-sensitive adhesive composition (x) -2) may contain a solvent if necessary.
粘着剤用添加剤としては、重合性組成物(x-1)が含有していてもよい粘着剤用添加剤と同じものが挙げられる。
なお、粘着剤組成物(x-2)が熱膨張性粒子を含有しない場合、熱膨張性粒子の膨張開始温度(t)以上への加熱乾燥を避ける必要がないため、粘着剤組成物(x-2)は、必要に応じて溶剤を含有していてもよい。 [Additives for adhesives]
Examples of the pressure-sensitive adhesive additive include the same pressure-sensitive adhesive additives that the polymerizable composition (x-1) may contain.
When the pressure-sensitive adhesive composition (x-2) does not contain the heat-expandable particles, it is not necessary to avoid heating and drying the heat-expandable particles above the expansion start temperature (t), so that the pressure-sensitive adhesive composition (x) -2) may contain a solvent if necessary.
粘着剤組成物(x-2)は、粘着性樹脂、必要に応じて使用される架橋剤、粘着付与剤、粘着剤用添加剤等を混合することで製造することができる。
The pressure-sensitive adhesive composition (x-2) can be produced by mixing a pressure-sensitive resin, a cross-linking agent used as necessary, a pressure-sensitive adhesive, an additive for pressure-sensitive adhesive, and the like.
〔粘着剤層(X2)の粘着力〕
粘着剤層(X2)の粘着表面における粘着力は、好ましくは0.1~10.0N/25mm、より好ましくは0.2~8.0N/25mm、更に好ましくは0.4~6.0N/25mm、より更に好ましくは0.5~4.0N/25mmである。
粘着剤層(X2)の粘着表面における粘着力が0.1N/25mm以上であれば、仮固定時における被着体からの意図しない剥離、被着体の位置ズレ等をより効果的に抑制することができる。一方、当該粘着力が10.0N/25mm以下であれば、被着体に損傷等を与えることなく剥離し易くなる。 [Adhesive strength of adhesive layer (X2)]
The adhesive strength of the pressure-sensitive adhesive layer (X2) on the adhesive surface is preferably 0.1 to 10.0 N / 25 mm, more preferably 0.2 to 8.0 N / 25 mm, and further preferably 0.4 to 6.0 N /. It is 25 mm, more preferably 0.5 to 4.0 N / 25 mm.
When the adhesive force on the adhesive surface of the adhesive layer (X2) is 0.1 N / 25 mm or more, unintentional peeling from the adherend during temporary fixing, misalignment of the adherend, etc. are more effectively suppressed. be able to. On the other hand, if the adhesive strength is 10.0 N / 25 mm or less, it is easy to peel off without damaging the adherend.
粘着剤層(X2)の粘着表面における粘着力は、好ましくは0.1~10.0N/25mm、より好ましくは0.2~8.0N/25mm、更に好ましくは0.4~6.0N/25mm、より更に好ましくは0.5~4.0N/25mmである。
粘着剤層(X2)の粘着表面における粘着力が0.1N/25mm以上であれば、仮固定時における被着体からの意図しない剥離、被着体の位置ズレ等をより効果的に抑制することができる。一方、当該粘着力が10.0N/25mm以下であれば、被着体に損傷等を与えることなく剥離し易くなる。 [Adhesive strength of adhesive layer (X2)]
The adhesive strength of the pressure-sensitive adhesive layer (X2) on the adhesive surface is preferably 0.1 to 10.0 N / 25 mm, more preferably 0.2 to 8.0 N / 25 mm, and further preferably 0.4 to 6.0 N /. It is 25 mm, more preferably 0.5 to 4.0 N / 25 mm.
When the adhesive force on the adhesive surface of the adhesive layer (X2) is 0.1 N / 25 mm or more, unintentional peeling from the adherend during temporary fixing, misalignment of the adherend, etc. are more effectively suppressed. be able to. On the other hand, if the adhesive strength is 10.0 N / 25 mm or less, it is easy to peel off without damaging the adherend.
〔粘着剤層(X2)の23℃における剪断貯蔵弾性率G’(23)〕
粘着剤層(X2)の23℃における剪断貯蔵弾性率G’(23)は、好ましくは5.0×103~1.0×107Pa、より好ましくは1.0×104~5.0×106Pa、更に好ましくは5.0×104~1.0×106Paである。
粘着剤層(X2)の剪断貯蔵弾性率G’(23)が5.0×103Pa以上であれば、仮固定時における被着体の位置ズレ、被着体の粘着剤層(X2)への過度な沈み込み等を抑制できる傾向にある。一方、当該剪断貯蔵弾性率G’(23)が1.0×107Pa以下であれば、被着体との密着性が向上する傾向にある。
なお、本明細書において、粘着剤層(X2)の23℃における剪断貯蔵弾性率G’(23)は、粘着剤層(X1)の23℃における剪断貯蔵弾性率G’と同じ方法により測定することができる。 [Shear storage elastic modulus G'(23) of the pressure-sensitive adhesive layer (X2) at 23 ° C.]
The shear storage elastic modulus G'(23) of the pressure-sensitive adhesive layer (X2) at 23 ° C. is preferably 5.0 × 10 3 to 1.0 × 10 7 Pa, more preferably 1.0 × 10 4 to 5. It is 0 × 10 6 Pa, more preferably 5.0 × 10 4 to 1.0 × 10 6 Pa.
If the shear storage elastic modulus G'(23) of the pressure-sensitive adhesive layer (X2) is 5.0 × 10 3 Pa or more, the position of the adherend at the time of temporary fixing is displaced, and the pressure-sensitive adhesive layer (X2) of the adherend is There is a tendency to suppress excessive subduction to the water. On the other hand, the shear storage modulus G '(23) is equal to or less than 1.0 × 10 7 Pa, there is a tendency to increase adhesion to the adherend.
In the present specification, the shear storage elastic modulus G'(23) of the pressure-sensitive adhesive layer (X2) at 23 ° C. is measured by the same method as the shear storage elastic modulus G'(23) of the pressure-sensitive adhesive layer (X1) at 23 ° C. be able to.
粘着剤層(X2)の23℃における剪断貯蔵弾性率G’(23)は、好ましくは5.0×103~1.0×107Pa、より好ましくは1.0×104~5.0×106Pa、更に好ましくは5.0×104~1.0×106Paである。
粘着剤層(X2)の剪断貯蔵弾性率G’(23)が5.0×103Pa以上であれば、仮固定時における被着体の位置ズレ、被着体の粘着剤層(X2)への過度な沈み込み等を抑制できる傾向にある。一方、当該剪断貯蔵弾性率G’(23)が1.0×107Pa以下であれば、被着体との密着性が向上する傾向にある。
なお、本明細書において、粘着剤層(X2)の23℃における剪断貯蔵弾性率G’(23)は、粘着剤層(X1)の23℃における剪断貯蔵弾性率G’と同じ方法により測定することができる。 [Shear storage elastic modulus G'(23) of the pressure-sensitive adhesive layer (X2) at 23 ° C.]
The shear storage elastic modulus G'(23) of the pressure-sensitive adhesive layer (X2) at 23 ° C. is preferably 5.0 × 10 3 to 1.0 × 10 7 Pa, more preferably 1.0 × 10 4 to 5. It is 0 × 10 6 Pa, more preferably 5.0 × 10 4 to 1.0 × 10 6 Pa.
If the shear storage elastic modulus G'(23) of the pressure-sensitive adhesive layer (X2) is 5.0 × 10 3 Pa or more, the position of the adherend at the time of temporary fixing is displaced, and the pressure-sensitive adhesive layer (X2) of the adherend is There is a tendency to suppress excessive subduction to the water. On the other hand, the shear storage modulus G '(23) is equal to or less than 1.0 × 10 7 Pa, there is a tendency to increase adhesion to the adherend.
In the present specification, the shear storage elastic modulus G'(23) of the pressure-sensitive adhesive layer (X2) at 23 ° C. is measured by the same method as the shear storage elastic modulus G'(23) of the pressure-sensitive adhesive layer (X1) at 23 ° C. be able to.
〔粘着剤層(X2)の23℃における厚さ〕
粘着剤層(X2)の23℃における厚さは、好ましくは5~150μm、より好ましくは8~100μm、更に好ましくは12~70μm、より更に好ましくは15~50μmである。
粘着剤層(X2)の23℃における厚さが5μm以上であれば、十分な粘着力が得られ易くなり、仮固定時における被着体からの意図しない剥離、被着体の位置ズレ等を抑制できる傾向にある。一方、粘着剤層(X2)の23℃における厚さが150μm以下であれば、粘着シートの取り扱いが容易になる傾向にある。 [Thickness of adhesive layer (X2) at 23 ° C]
The thickness of the pressure-sensitive adhesive layer (X2) at 23 ° C. is preferably 5 to 150 μm, more preferably 8 to 100 μm, still more preferably 12 to 70 μm, and even more preferably 15 to 50 μm.
If the thickness of the pressure-sensitive adhesive layer (X2) at 23 ° C. is 5 μm or more, sufficient adhesive strength can be easily obtained, and unintentional peeling from the adherend during temporary fixing, misalignment of the adherend, etc. can occur. It tends to be suppressed. On the other hand, if the thickness of the pressure-sensitive adhesive layer (X2) at 23 ° C. is 150 μm or less, the pressure-sensitive adhesive sheet tends to be easy to handle.
粘着剤層(X2)の23℃における厚さは、好ましくは5~150μm、より好ましくは8~100μm、更に好ましくは12~70μm、より更に好ましくは15~50μmである。
粘着剤層(X2)の23℃における厚さが5μm以上であれば、十分な粘着力が得られ易くなり、仮固定時における被着体からの意図しない剥離、被着体の位置ズレ等を抑制できる傾向にある。一方、粘着剤層(X2)の23℃における厚さが150μm以下であれば、粘着シートの取り扱いが容易になる傾向にある。 [Thickness of adhesive layer (X2) at 23 ° C]
The thickness of the pressure-sensitive adhesive layer (X2) at 23 ° C. is preferably 5 to 150 μm, more preferably 8 to 100 μm, still more preferably 12 to 70 μm, and even more preferably 15 to 50 μm.
If the thickness of the pressure-sensitive adhesive layer (X2) at 23 ° C. is 5 μm or more, sufficient adhesive strength can be easily obtained, and unintentional peeling from the adherend during temporary fixing, misalignment of the adherend, etc. can occur. It tends to be suppressed. On the other hand, if the thickness of the pressure-sensitive adhesive layer (X2) at 23 ° C. is 150 μm or less, the pressure-sensitive adhesive sheet tends to be easy to handle.
<剥離材>
剥離材としては、両面剥離処理をされた剥離シート、片面剥離処理された剥離シート等が用いられ、剥離材用の基材上に剥離剤を塗布したもの等が挙げられる。
剥離材用の基材としては、例えば、プラスチックフィルム、紙類等が挙げられる。プラスチックフィルムとしては、例えば、ポリエチレンテレフタレート樹脂、ポリブチレンテレフタレート樹脂、ポリエチレンナフタレート樹脂等のポリエステル樹脂フィルム;ポリプロピレン樹脂、ポリエチレン樹脂等のオレフィン樹脂フィルム等が挙げられ、紙類としては、例えば、上質紙、グラシン紙、クラフト紙等が挙げられる。 <Release material>
Examples of the release material include a release sheet that has undergone double-sided release treatment, a release sheet that has undergone single-sided release treatment, and the like, in which a release agent is applied onto a base material for the release material.
Examples of the base material for the release material include plastic films and papers. Examples of the plastic film include polyester resin films such as polyethylene terephthalate resin, polybutylene terephthalate resin and polyethylene naphthalate resin; and olefin resin films such as polypropylene resin and polyethylene resin. Examples of papers include high-quality paper. , Glassin paper, kraft paper, etc.
剥離材としては、両面剥離処理をされた剥離シート、片面剥離処理された剥離シート等が用いられ、剥離材用の基材上に剥離剤を塗布したもの等が挙げられる。
剥離材用の基材としては、例えば、プラスチックフィルム、紙類等が挙げられる。プラスチックフィルムとしては、例えば、ポリエチレンテレフタレート樹脂、ポリブチレンテレフタレート樹脂、ポリエチレンナフタレート樹脂等のポリエステル樹脂フィルム;ポリプロピレン樹脂、ポリエチレン樹脂等のオレフィン樹脂フィルム等が挙げられ、紙類としては、例えば、上質紙、グラシン紙、クラフト紙等が挙げられる。 <Release material>
Examples of the release material include a release sheet that has undergone double-sided release treatment, a release sheet that has undergone single-sided release treatment, and the like, in which a release agent is applied onto a base material for the release material.
Examples of the base material for the release material include plastic films and papers. Examples of the plastic film include polyester resin films such as polyethylene terephthalate resin, polybutylene terephthalate resin and polyethylene naphthalate resin; and olefin resin films such as polypropylene resin and polyethylene resin. Examples of papers include high-quality paper. , Glassin paper, kraft paper, etc.
剥離剤としては、例えば、シリコーン系樹脂、オレフィン系樹脂、イソプレン系樹脂、ブタジエン系樹脂等のゴム系エラストマー;長鎖アルキル系樹脂、アルキド系樹脂、フッ素系樹脂等が挙げられる。剥離剤は、1種を単独で用いてもよく、2種以上を併用してもよい。
Examples of the release agent include rubber-based elastomers such as silicone-based resins, olefin-based resins, isoprene-based resins, and butadiene-based resins; long-chain alkyl-based resins, alkyd-based resins, and fluorine-based resins. As the release agent, one type may be used alone, or two or more types may be used in combination.
剥離材の厚さは、好ましくは10~200μm、より好ましくは20~150μm、更に好ましくは35~80μmである。
The thickness of the release material is preferably 10 to 200 μm, more preferably 20 to 150 μm, and even more preferably 35 to 80 μm.
[粘着シートの製造方法]
本発明の一態様の粘着シートの製造方法は、粘着剤層(X1)を形成する方法が、前記エネルギー線重合性成分及び前記熱膨張性粒子を含有する重合性組成物(x-1)にエネルギー線を照射して、前記エネルギー線重合性成分の重合体を形成する工程を含む、粘着シートの製造方法である。
粘着剤層(X1)を形成する方法は、下記工程I及びIIを含むことが好ましい。
工程I:基材(Y)の一方の面側に、重合性組成物(x-1)からなる重合性組成物層を形成する工程
工程II:前記重合性組成物層にエネルギー線を照射することにより、前記エネルギー線重合性成分の重合体を形成し、該重合体と前記熱膨張性粒子とを含有する粘着剤層(X1)を形成する工程 [Manufacturing method of adhesive sheet]
In the method for producing a pressure-sensitive adhesive sheet according to one aspect of the present invention, the method for forming the pressure-sensitive adhesive layer (X1) is a polymerizable composition (x-1) containing the energy ray-polymerizable component and the heat-expandable particles. A method for producing an adhesive sheet, which comprises a step of irradiating energy rays to form a polymer of the energy ray-polymerizable component.
The method for forming the pressure-sensitive adhesive layer (X1) preferably includes the following steps I and II.
Step I: Forming a polymerizable composition layer composed of the polymerizable composition (x-1) on one surface side of the base material (Y) Step II: Irradiating the polymerizable composition layer with energy rays. As a result, a step of forming a polymer of the energy ray-polymerizable component and forming a pressure-sensitive adhesive layer (X1) containing the polymer and the heat-expandable particles.
本発明の一態様の粘着シートの製造方法は、粘着剤層(X1)を形成する方法が、前記エネルギー線重合性成分及び前記熱膨張性粒子を含有する重合性組成物(x-1)にエネルギー線を照射して、前記エネルギー線重合性成分の重合体を形成する工程を含む、粘着シートの製造方法である。
粘着剤層(X1)を形成する方法は、下記工程I及びIIを含むことが好ましい。
工程I:基材(Y)の一方の面側に、重合性組成物(x-1)からなる重合性組成物層を形成する工程
工程II:前記重合性組成物層にエネルギー線を照射することにより、前記エネルギー線重合性成分の重合体を形成し、該重合体と前記熱膨張性粒子とを含有する粘着剤層(X1)を形成する工程 [Manufacturing method of adhesive sheet]
In the method for producing a pressure-sensitive adhesive sheet according to one aspect of the present invention, the method for forming the pressure-sensitive adhesive layer (X1) is a polymerizable composition (x-1) containing the energy ray-polymerizable component and the heat-expandable particles. A method for producing an adhesive sheet, which comprises a step of irradiating energy rays to form a polymer of the energy ray-polymerizable component.
The method for forming the pressure-sensitive adhesive layer (X1) preferably includes the following steps I and II.
Step I: Forming a polymerizable composition layer composed of the polymerizable composition (x-1) on one surface side of the base material (Y) Step II: Irradiating the polymerizable composition layer with energy rays. As a result, a step of forming a polymer of the energy ray-polymerizable component and forming a pressure-sensitive adhesive layer (X1) containing the polymer and the heat-expandable particles.
<工程I>
工程Iは、基材(Y)の一方の面側に重合性組成物層を形成する工程であれば特に限定されないが、下記工程I-1~I-3を含むことが好ましい。
工程I-1:剥離材の剥離処理面上に重合性組成物(x-1)を塗布して重合性組成物層を形成する工程
工程I-2:上記重合性組成物層に対して、第一のエネルギー線照射を行い、重合性組成物層中のエネルギー線重合性成分を予備重合させる工程
工程I-3:第一のエネルギー線照射後の重合性組成物層に基材(Y)を貼付する工程 <Process I>
The step I is not particularly limited as long as it is a step of forming the polymerizable composition layer on one surface side of the base material (Y), but it is preferable to include the following steps I-1 to I-3.
Step I-1: A step of applying the polymerizable composition (x-1) on the peeling surface of the release material to form a polymerizable composition layer. Step I-2: With respect to the above-mentioned polymerizable composition layer. Step I-3: A step of prepolymerizing the energy ray-polymerizable component in the polymerizable composition layer by irradiating the first energy ray. Step I-3: A base material (Y) is applied to the polymerizable composition layer after the first energy ray irradiation. Process of pasting
工程Iは、基材(Y)の一方の面側に重合性組成物層を形成する工程であれば特に限定されないが、下記工程I-1~I-3を含むことが好ましい。
工程I-1:剥離材の剥離処理面上に重合性組成物(x-1)を塗布して重合性組成物層を形成する工程
工程I-2:上記重合性組成物層に対して、第一のエネルギー線照射を行い、重合性組成物層中のエネルギー線重合性成分を予備重合させる工程
工程I-3:第一のエネルギー線照射後の重合性組成物層に基材(Y)を貼付する工程 <Process I>
The step I is not particularly limited as long as it is a step of forming the polymerizable composition layer on one surface side of the base material (Y), but it is preferable to include the following steps I-1 to I-3.
Step I-1: A step of applying the polymerizable composition (x-1) on the peeling surface of the release material to form a polymerizable composition layer. Step I-2: With respect to the above-mentioned polymerizable composition layer. Step I-3: A step of prepolymerizing the energy ray-polymerizable component in the polymerizable composition layer by irradiating the first energy ray. Step I-3: A base material (Y) is applied to the polymerizable composition layer after the first energy ray irradiation. Process of pasting
(工程I-1)
工程I-1は、剥離材の剥離処理面上に重合性組成物(x-1)を塗布して重合性組成物層を形成する工程である。
工程I-1において、重合性組成物(x-1)を剥離材に塗布する方法としては、例えば、スピンコート法、スプレーコート法、バーコート法、ナイフコート法、ロールコート法、ブレードコート法、ダイコート法、グラビアコート法等が挙げられる。 (Step I-1)
Step I-1 is a step of applying the polymerizable composition (x-1) on the peeling surface of the release material to form the polymerizable composition layer.
In step I-1, the method of applying the polymerizable composition (x-1) to the release material includes, for example, a spin coating method, a spray coating method, a bar coating method, a knife coating method, a roll coating method, and a blade coating method. , Die coat method, gravure coat method and the like.
工程I-1は、剥離材の剥離処理面上に重合性組成物(x-1)を塗布して重合性組成物層を形成する工程である。
工程I-1において、重合性組成物(x-1)を剥離材に塗布する方法としては、例えば、スピンコート法、スプレーコート法、バーコート法、ナイフコート法、ロールコート法、ブレードコート法、ダイコート法、グラビアコート法等が挙げられる。 (Step I-1)
Step I-1 is a step of applying the polymerizable composition (x-1) on the peeling surface of the release material to form the polymerizable composition layer.
In step I-1, the method of applying the polymerizable composition (x-1) to the release material includes, for example, a spin coating method, a spray coating method, a bar coating method, a knife coating method, a roll coating method, and a blade coating method. , Die coat method, gravure coat method and the like.
重合性組成物(x-1)は上記した通り、無溶剤型重合性組成物であることが好ましい。重合性組成物(x-1)が無溶剤型重合性組成物である場合、本工程において溶剤の加熱乾燥工程を実施しなくてもよい。一方、重合性組成物(x-1)が本発明の目的に反しない範囲で溶剤を含有する場合、重合性組成物(x-1)を塗布した後、加熱乾燥を行ってもよいが、その場合の加熱温度は、熱膨張性粒子の膨張開始温度(t)未満とする。
As described above, the polymerizable composition (x-1) is preferably a solvent-free polymerizable composition. When the polymerizable composition (x-1) is a solvent-free polymerizable composition, it is not necessary to carry out the solvent heating and drying step in this step. On the other hand, when the polymerizable composition (x-1) contains a solvent within a range not contrary to the object of the present invention, the polymerizable composition (x-1) may be applied and then heat-dried. In that case, the heating temperature is lower than the expansion start temperature (t) of the thermally expandable particles.
(工程I-2)
工程I-2は、工程I-1で形成した重合性組成物層に対して、第一のエネルギー線照射を行い、重合性組成物層中のエネルギー線重合性成分を予備重合させる工程である。
第一のエネルギー線照射は、エネルギー線重合性成分を予備重合させることによって重合性組成物を高粘度化させ、重合性組成物層の形状維持性を向上させる目的で実施される。
第一のエネルギー線照射では、エネルギー線重合性成分を完全には重合させず、予備重合させるにとどめる。これにより工程I-3における重合性組成物層と基材(Y)との密着性を向上させることができる。 (Step I-2)
Step I-2 is a step of irradiating the polymerizable composition layer formed in step I-1 with the first energy ray to prepolymerize the energy ray-polymerizable component in the polymerizable composition layer. ..
The first energy ray irradiation is carried out for the purpose of increasing the viscosity of the polymerizable composition by prepolymerizing the energy ray-polymerizable component and improving the shape retention of the polymerizable composition layer.
In the first energy ray irradiation, the energy ray-polymerizable component is not completely polymerized, but only prepolymerized. This makes it possible to improve the adhesion between the polymerizable composition layer and the base material (Y) in step I-3.
工程I-2は、工程I-1で形成した重合性組成物層に対して、第一のエネルギー線照射を行い、重合性組成物層中のエネルギー線重合性成分を予備重合させる工程である。
第一のエネルギー線照射は、エネルギー線重合性成分を予備重合させることによって重合性組成物を高粘度化させ、重合性組成物層の形状維持性を向上させる目的で実施される。
第一のエネルギー線照射では、エネルギー線重合性成分を完全には重合させず、予備重合させるにとどめる。これにより工程I-3における重合性組成物層と基材(Y)との密着性を向上させることができる。 (Step I-2)
Step I-2 is a step of irradiating the polymerizable composition layer formed in step I-1 with the first energy ray to prepolymerize the energy ray-polymerizable component in the polymerizable composition layer. ..
The first energy ray irradiation is carried out for the purpose of increasing the viscosity of the polymerizable composition by prepolymerizing the energy ray-polymerizable component and improving the shape retention of the polymerizable composition layer.
In the first energy ray irradiation, the energy ray-polymerizable component is not completely polymerized, but only prepolymerized. This makes it possible to improve the adhesion between the polymerizable composition layer and the base material (Y) in step I-3.
工程I-2の第一のエネルギー線照射に用いるエネルギー線としては、上記したものの中でも、取り扱いが容易な紫外線が好ましい。
第一のエネルギー線照射における紫外線の照度は、好ましくは70~250mW/cm2、より好ましくは100~200mW/cm2、更に好ましくは130~170mW/cm2である。また、第一のエネルギー線照射における紫外線の光量は、好ましくは40~200mJ/cm2、より好ましくは60~150mJ/cm2、更に好ましくは80~120mJ/cm2である。
第一のエネルギー線照射は一回で行ってもよく、複数回に分けて行ってもよい。また、重合熱等による重合性組成物層の温度上昇を抑制するために、重合性組成物層を冷却しながら行ってもよい。 Among the above-mentioned energy rays, ultraviolet rays, which are easy to handle, are preferable as the energy rays used for the first energy ray irradiation in step I-2.
Illuminance of ultraviolet in the first energy beam irradiation is preferably 70 ~ 250mW / cm 2, more preferably 100 ~ 200mW / cm 2, more preferably 130 ~ 170mW / cm 2. Further, the amount of ultraviolet in the first energy beam irradiation is preferably 40 ~ 200mJ / cm 2, more preferably 60 ~ 150mJ / cm 2, more preferably 80 ~ 120mJ / cm 2.
The first energy ray irradiation may be performed once or may be divided into a plurality of times. Further, in order to suppress the temperature rise of the polymerizable composition layer due to the heat of polymerization or the like, the polymerizable composition layer may be cooled.
第一のエネルギー線照射における紫外線の照度は、好ましくは70~250mW/cm2、より好ましくは100~200mW/cm2、更に好ましくは130~170mW/cm2である。また、第一のエネルギー線照射における紫外線の光量は、好ましくは40~200mJ/cm2、より好ましくは60~150mJ/cm2、更に好ましくは80~120mJ/cm2である。
第一のエネルギー線照射は一回で行ってもよく、複数回に分けて行ってもよい。また、重合熱等による重合性組成物層の温度上昇を抑制するために、重合性組成物層を冷却しながら行ってもよい。 Among the above-mentioned energy rays, ultraviolet rays, which are easy to handle, are preferable as the energy rays used for the first energy ray irradiation in step I-2.
Illuminance of ultraviolet in the first energy beam irradiation is preferably 70 ~ 250mW / cm 2, more preferably 100 ~ 200mW / cm 2, more preferably 130 ~ 170mW / cm 2. Further, the amount of ultraviolet in the first energy beam irradiation is preferably 40 ~ 200mJ / cm 2, more preferably 60 ~ 150mJ / cm 2, more preferably 80 ~ 120mJ / cm 2.
The first energy ray irradiation may be performed once or may be divided into a plurality of times. Further, in order to suppress the temperature rise of the polymerizable composition layer due to the heat of polymerization or the like, the polymerizable composition layer may be cooled.
(工程I-3)
工程I-3は、第一のエネルギー線照射後の重合性組成物層に基材(Y)を貼付する工程である。
基材(Y)を重合性組成物層に貼付する方法は特に限定されず、例えば、基材(Y)を重合性組成物層の表出している面にラミネートする方法が挙げられる。
ラミネートは加熱しながら行ってもよく、非加熱で行ってもよいが、熱膨張性粒子の膨張を抑制する観点からは非加熱で行うことが好ましい。このとき、第一のエネルギー線照射によって予備重合された重合性組成物層は、非加熱であっても基材(Y)に対して良好な密着性を有する。 (Step I-3)
Step I-3 is a step of attaching the base material (Y) to the polymerizable composition layer after the first energy ray irradiation.
The method of attaching the base material (Y) to the polymerizable composition layer is not particularly limited, and examples thereof include a method of laminating the base material (Y) on the exposed surface of the polymerizable composition layer.
Lamination may be performed while heating or may be performed without heating, but from the viewpoint of suppressing the expansion of the thermally expandable particles, it is preferably performed without heating. At this time, the polymerizable composition layer prepolymerized by the first energy ray irradiation has good adhesion to the base material (Y) even when it is not heated.
工程I-3は、第一のエネルギー線照射後の重合性組成物層に基材(Y)を貼付する工程である。
基材(Y)を重合性組成物層に貼付する方法は特に限定されず、例えば、基材(Y)を重合性組成物層の表出している面にラミネートする方法が挙げられる。
ラミネートは加熱しながら行ってもよく、非加熱で行ってもよいが、熱膨張性粒子の膨張を抑制する観点からは非加熱で行うことが好ましい。このとき、第一のエネルギー線照射によって予備重合された重合性組成物層は、非加熱であっても基材(Y)に対して良好な密着性を有する。 (Step I-3)
Step I-3 is a step of attaching the base material (Y) to the polymerizable composition layer after the first energy ray irradiation.
The method of attaching the base material (Y) to the polymerizable composition layer is not particularly limited, and examples thereof include a method of laminating the base material (Y) on the exposed surface of the polymerizable composition layer.
Lamination may be performed while heating or may be performed without heating, but from the viewpoint of suppressing the expansion of the thermally expandable particles, it is preferably performed without heating. At this time, the polymerizable composition layer prepolymerized by the first energy ray irradiation has good adhesion to the base material (Y) even when it is not heated.
<工程II>
工程IIは、工程Iで形成した重合性組成物層にエネルギー線を照射することにより、エネルギー線重合性成分の重合体を形成し、該重合体と熱膨張性粒子とを含有する粘着剤層(X1)を形成する工程である。 <Process II>
In step II, the polymerizable composition layer formed in step I is irradiated with energy rays to form a polymer of energy ray-polymerizable components, and a pressure-sensitive adhesive layer containing the polymer and heat-expandable particles. This is a step of forming (X1).
工程IIは、工程Iで形成した重合性組成物層にエネルギー線を照射することにより、エネルギー線重合性成分の重合体を形成し、該重合体と熱膨張性粒子とを含有する粘着剤層(X1)を形成する工程である。 <Process II>
In step II, the polymerizable composition layer formed in step I is irradiated with energy rays to form a polymer of energy ray-polymerizable components, and a pressure-sensitive adhesive layer containing the polymer and heat-expandable particles. This is a step of forming (X1).
ここで、工程Iにおいて第一のエネルギー線照射を行う場合、工程IIにおけるエネルギー線照射は、予備重合後の重合性組成物層に対して行う第二のエネルギー線照射となる。
工程IIのエネルギー線照射は、第一のエネルギー線照射とは異なり、更にエネルギー線を照射しても、実質的にエネルギー線重合性成分の重合が進行しない程度まで行うことが好ましい。
工程IIのエネルギー線照射によって、エネルギー線重合性成分の重合が進行し、粘着剤層(X1)を構成するエネルギー線重合性成分の重合体が形成される。 Here, when the first energy ray irradiation is performed in the step I, the energy ray irradiation in the step II is the second energy ray irradiation performed on the polymerizable composition layer after the prepolymerization.
The energy ray irradiation in step II is different from the first energy ray irradiation, and it is preferable that the energy ray irradiation is performed to such an extent that the polymerization of the energy ray-polymerizable component does not substantially proceed even if the energy rays are further irradiated.
By the energy ray irradiation in step II, the polymerization of the energy ray-polymerizable component proceeds, and the polymer of the energy ray-polymerizable component constituting the pressure-sensitive adhesive layer (X1) is formed.
工程IIのエネルギー線照射は、第一のエネルギー線照射とは異なり、更にエネルギー線を照射しても、実質的にエネルギー線重合性成分の重合が進行しない程度まで行うことが好ましい。
工程IIのエネルギー線照射によって、エネルギー線重合性成分の重合が進行し、粘着剤層(X1)を構成するエネルギー線重合性成分の重合体が形成される。 Here, when the first energy ray irradiation is performed in the step I, the energy ray irradiation in the step II is the second energy ray irradiation performed on the polymerizable composition layer after the prepolymerization.
The energy ray irradiation in step II is different from the first energy ray irradiation, and it is preferable that the energy ray irradiation is performed to such an extent that the polymerization of the energy ray-polymerizable component does not substantially proceed even if the energy rays are further irradiated.
By the energy ray irradiation in step II, the polymerization of the energy ray-polymerizable component proceeds, and the polymer of the energy ray-polymerizable component constituting the pressure-sensitive adhesive layer (X1) is formed.
工程IIのエネルギー線照射に用いるエネルギー線としては、上記したものの中でも、取り扱いが容易な紫外線が好ましい。
工程IIのエネルギー線照射における紫外線の照度は、好ましくは100~350mW/cm2、より好ましくは150~300mW/cm2、更に好ましくは180~250mW/cm2である。
工程IIのエネルギー線照射における紫外線の光量は、好ましくは500~4,000mJ/cm2、より好ましくは1,000~3,000mJ/cm2、更に好ましくは1,500~2,500mJ/cm2である。
工程IIのエネルギー線照射は一回で行ってもよく、複数回に分けて行ってもよい。また、重合熱等による重合性組成物層の温度上昇を抑制するために、重合性組成物層を冷却しながら行ってもよい。 Among the above-mentioned energy rays, ultraviolet rays, which are easy to handle, are preferable as the energy rays used for the energy ray irradiation in step II.
Illuminance of ultraviolet in the energy beam irradiation step II is preferably 100 ~ 350mW / cm 2, more preferably 150 ~ 300mW / cm 2, more preferably 180 ~ 250mW / cm 2.
Quantity of ultraviolet light in the energy beam irradiation step II is preferably 500 ~ 4,000mJ / cm 2, more preferably 1,000 ~ 3,000mJ / cm 2, more preferably 1,500 ~ 2,500mJ / cm 2 Is.
The energy ray irradiation in step II may be performed once or may be performed in multiple times. Further, in order to suppress the temperature rise of the polymerizable composition layer due to the heat of polymerization or the like, the polymerizable composition layer may be cooled.
工程IIのエネルギー線照射における紫外線の照度は、好ましくは100~350mW/cm2、より好ましくは150~300mW/cm2、更に好ましくは180~250mW/cm2である。
工程IIのエネルギー線照射における紫外線の光量は、好ましくは500~4,000mJ/cm2、より好ましくは1,000~3,000mJ/cm2、更に好ましくは1,500~2,500mJ/cm2である。
工程IIのエネルギー線照射は一回で行ってもよく、複数回に分けて行ってもよい。また、重合熱等による重合性組成物層の温度上昇を抑制するために、重合性組成物層を冷却しながら行ってもよい。 Among the above-mentioned energy rays, ultraviolet rays, which are easy to handle, are preferable as the energy rays used for the energy ray irradiation in step II.
Illuminance of ultraviolet in the energy beam irradiation step II is preferably 100 ~ 350mW / cm 2, more preferably 150 ~ 300mW / cm 2, more preferably 180 ~ 250mW / cm 2.
Quantity of ultraviolet light in the energy beam irradiation step II is preferably 500 ~ 4,000mJ / cm 2, more preferably 1,000 ~ 3,000mJ / cm 2, more preferably 1,500 ~ 2,500mJ / cm 2 Is.
The energy ray irradiation in step II may be performed once or may be performed in multiple times. Further, in order to suppress the temperature rise of the polymerizable composition layer due to the heat of polymerization or the like, the polymerizable composition layer may be cooled.
なお、工程Iが、上記工程I-1~I-3を含む場合、重合性組成物層は、剥離材、重合性組成物層及び基材(Y)がこの順に積層された積層体の中間層として得られる。このとき、第二のエネルギー線照射は、当該構成を有する積層体に対して行ってもよい。その場合、積層体の中間層として存在する重合性組成物層に十分にエネルギー線を照射することを可能にする観点から、剥離材及び基材(Y)から選択される1つ以上は、エネルギー線透過性を有するものが好ましい。
When the step I includes the above steps I-1 to I-3, the polymerizable composition layer is intermediate between the release material, the polymerizable composition layer, and the base material (Y) laminated in this order. Obtained as a layer. At this time, the second energy ray irradiation may be performed on the laminated body having the said structure. In that case, one or more selected from the release material and the base material (Y) are energy from the viewpoint of making it possible to sufficiently irradiate the polymerizable composition layer existing as the intermediate layer of the laminate with energy rays. Those having line transparency are preferable.
上記した工程I及びIIに含まれるいずれの工程においても、熱膨張性粒子の膨張を抑制する観点から、重合性組成物を加熱する工程を含まないことが好ましい。
なお、ここでの「加熱」とは、例えば、乾燥、ラミネート時等において意図的に加熱することを意味し、エネルギー線照射によって重合性組成物に付与される熱、エネルギー線重合性組成物の重合によって発生する重合熱等による温度上昇は含めないものとする。
必要に応じて重合性組成物を加熱する工程を含む場合の加熱温度は、好ましくは「膨張開始温度(t)より低い温度」、より好ましくは「膨張開始温度(t)-5℃」以下、更に好ましくは「膨張開始温度(t)-10℃」以下、より更に好ましくは「膨張開始温度(t)-15℃」以下である。また、重合性組成物の温度が意図せず上昇する場合は、重合性組成物の温度が上記温度範囲になるよう冷却することが好ましい。 In any of the steps included in the above steps I and II, it is preferable not to include a step of heating the polymerizable composition from the viewpoint of suppressing the expansion of the heat-expandable particles.
The term "heating" here means, for example, intentionally heating during drying, laminating, etc., and the heat and energy ray-polymerizable composition imparted to the polymerizable composition by irradiation with energy rays. The temperature rise due to the heat of polymerization generated by polymerization is not included.
When the step of heating the polymerizable composition as required is included, the heating temperature is preferably "a temperature lower than the expansion start temperature (t)", more preferably "expansion start temperature (t) -5 ° C." or less. It is more preferably "expansion start temperature (t) -10 ° C." or less, and even more preferably "expansion start temperature (t) -15 ° C." or less. When the temperature of the polymerizable composition rises unintentionally, it is preferable to cool the polymerizable composition so that the temperature falls within the above temperature range.
なお、ここでの「加熱」とは、例えば、乾燥、ラミネート時等において意図的に加熱することを意味し、エネルギー線照射によって重合性組成物に付与される熱、エネルギー線重合性組成物の重合によって発生する重合熱等による温度上昇は含めないものとする。
必要に応じて重合性組成物を加熱する工程を含む場合の加熱温度は、好ましくは「膨張開始温度(t)より低い温度」、より好ましくは「膨張開始温度(t)-5℃」以下、更に好ましくは「膨張開始温度(t)-10℃」以下、より更に好ましくは「膨張開始温度(t)-15℃」以下である。また、重合性組成物の温度が意図せず上昇する場合は、重合性組成物の温度が上記温度範囲になるよう冷却することが好ましい。 In any of the steps included in the above steps I and II, it is preferable not to include a step of heating the polymerizable composition from the viewpoint of suppressing the expansion of the heat-expandable particles.
The term "heating" here means, for example, intentionally heating during drying, laminating, etc., and the heat and energy ray-polymerizable composition imparted to the polymerizable composition by irradiation with energy rays. The temperature rise due to the heat of polymerization generated by polymerization is not included.
When the step of heating the polymerizable composition as required is included, the heating temperature is preferably "a temperature lower than the expansion start temperature (t)", more preferably "expansion start temperature (t) -5 ° C." or less. It is more preferably "expansion start temperature (t) -10 ° C." or less, and even more preferably "expansion start temperature (t) -15 ° C." or less. When the temperature of the polymerizable composition rises unintentionally, it is preferable to cool the polymerizable composition so that the temperature falls within the above temperature range.
本発明の一態様の粘着シートが、上記両面粘着シートの構成を有する場合、本発明の一態様の粘着シートの製造方法は、さらに、下記工程IIIを含むことが好ましい。
When the pressure-sensitive adhesive sheet according to one aspect of the present invention has the structure of the double-sided pressure-sensitive adhesive sheet, the method for producing the pressure-sensitive adhesive sheet according to one aspect of the present invention preferably further includes the following step III.
<工程III>
工程III:基材(Y)の他方の面側に粘着剤層(X2)を形成する工程 <Process III>
Step III: A step of forming an adhesive layer (X2) on the other surface side of the base material (Y).
工程III:基材(Y)の他方の面側に粘着剤層(X2)を形成する工程 <Process III>
Step III: A step of forming an adhesive layer (X2) on the other surface side of the base material (Y).
粘着剤層(X2)を形成する方法は、粘着剤層(X2)を構成する組成物の種類に応じて適宜決定すればよい。例えば、粘着剤層(X2)を粘着剤組成物(x-2)を用いて形成する場合、工程IIIは、下記工程III-1及びIII-2を含むことが好ましい。
工程III-1:剥離材の一方の面に粘着剤組成物(x-2)を塗布して粘着剤層(X2)を形成する工程
工程III-2:基材(Y)の他方の面側に、工程III-1で形成した粘着剤層(X2)を貼付する工程 The method for forming the pressure-sensitive adhesive layer (X2) may be appropriately determined according to the type of the composition constituting the pressure-sensitive adhesive layer (X2). For example, when the pressure-sensitive adhesive layer (X2) is formed by using the pressure-sensitive adhesive composition (x-2), step III preferably includes the following steps III-1 and III-2.
Step III-1: A step of applying the pressure-sensitive adhesive composition (x-2) to one surface of the release material to form a pressure-sensitive adhesive layer (X2) Step III-2: The other side of the base material (Y) The step of attaching the adhesive layer (X2) formed in step III-1 to
工程III-1:剥離材の一方の面に粘着剤組成物(x-2)を塗布して粘着剤層(X2)を形成する工程
工程III-2:基材(Y)の他方の面側に、工程III-1で形成した粘着剤層(X2)を貼付する工程 The method for forming the pressure-sensitive adhesive layer (X2) may be appropriately determined according to the type of the composition constituting the pressure-sensitive adhesive layer (X2). For example, when the pressure-sensitive adhesive layer (X2) is formed by using the pressure-sensitive adhesive composition (x-2), step III preferably includes the following steps III-1 and III-2.
Step III-1: A step of applying the pressure-sensitive adhesive composition (x-2) to one surface of the release material to form a pressure-sensitive adhesive layer (X2) Step III-2: The other side of the base material (Y) The step of attaching the adhesive layer (X2) formed in step III-1 to
工程III-1において、粘着剤組成物(x-2)を塗布する方法としては、工程I-1において重合性組成物(x-1)を塗布する方法として挙げられた方法と同じ方法が挙げられる。また、粘着剤層(X2)が溶剤を含有する場合は、粘着剤組成物(x-2)を塗布した後、塗膜を乾燥させる工程を含んでいてもよい。
なお、上記の通り、工程III-1で使用する剥離材と、工程I-1で使用する剥離材とは、粘着剤層が2つの剥離材に伴って分断されて引き剥がされる現象を抑制する観点から、剥離力が異なるように設計されたものとすることが好ましい。 As a method for applying the pressure-sensitive adhesive composition (x-2) in step III-1, the same method as that mentioned as a method for applying the polymerizable composition (x-1) in step I-1 can be mentioned. Be done. When the pressure-sensitive adhesive layer (X2) contains a solvent, it may include a step of applying the pressure-sensitive adhesive composition (x-2) and then drying the coating film.
As described above, the release material used in step III-1 and the release material used in step I-1 suppress the phenomenon that the pressure-sensitive adhesive layer is separated and peeled off by the two release materials. From the viewpoint, it is preferable that the peeling force is designed to be different.
なお、上記の通り、工程III-1で使用する剥離材と、工程I-1で使用する剥離材とは、粘着剤層が2つの剥離材に伴って分断されて引き剥がされる現象を抑制する観点から、剥離力が異なるように設計されたものとすることが好ましい。 As a method for applying the pressure-sensitive adhesive composition (x-2) in step III-1, the same method as that mentioned as a method for applying the polymerizable composition (x-1) in step I-1 can be mentioned. Be done. When the pressure-sensitive adhesive layer (X2) contains a solvent, it may include a step of applying the pressure-sensitive adhesive composition (x-2) and then drying the coating film.
As described above, the release material used in step III-1 and the release material used in step I-1 suppress the phenomenon that the pressure-sensitive adhesive layer is separated and peeled off by the two release materials. From the viewpoint, it is preferable that the peeling force is designed to be different.
工程III-2において、基材(Y)に粘着剤層(X2)を貼付する方法としては、工程I-3において重合性組成物層に基材(Y)を貼付する方法と同じ方法が挙げられ、好ましい態様も同様である。
As a method of attaching the pressure-sensitive adhesive layer (X2) to the base material (Y) in step III-2, the same method as the method of attaching the base material (Y) to the polymerizable composition layer in step I-3 can be mentioned. The same applies to the preferred embodiments.
[粘着シートの用途及び使用方法]
本発明の一態様の粘着シートは、仮固定時には十分な粘着力を有しながらも、低温で加熱剥離することができるため、様々な用途に適用可能である。具体的には、例えば、半導体ウエハ等の被着体をダイシングする際に用いられるダイシングシート、被着体を研削する工程に用いられるバックグラインドシート、ダイシングによって個片化された半導体チップ等の被着体同士の距離を拡大させるために用いられるエキスパンドテープ、半導体チップ等の被着体の表裏を反転させるために用いられる転写テープ、検査対象物を検査するために仮固定するのに用いられる仮固定用シート等に好適である。 [Use and usage of adhesive sheet]
The pressure-sensitive adhesive sheet according to one aspect of the present invention can be heat-peeled at a low temperature while having sufficient adhesive strength at the time of temporary fixing, and therefore can be applied to various uses. Specifically, for example, a dicing sheet used when dicing an adherend such as a semiconductor wafer, a back grind sheet used in a process of grinding an adherend, a substrate such as a semiconductor chip individualized by dicing. Expanding tape used to increase the distance between wafers, transfer tape used to invert the front and back of adherends such as semiconductor chips, and temporary fixing used to temporarily fix an object to be inspected. Suitable for fixing sheets and the like.
本発明の一態様の粘着シートは、仮固定時には十分な粘着力を有しながらも、低温で加熱剥離することができるため、様々な用途に適用可能である。具体的には、例えば、半導体ウエハ等の被着体をダイシングする際に用いられるダイシングシート、被着体を研削する工程に用いられるバックグラインドシート、ダイシングによって個片化された半導体チップ等の被着体同士の距離を拡大させるために用いられるエキスパンドテープ、半導体チップ等の被着体の表裏を反転させるために用いられる転写テープ、検査対象物を検査するために仮固定するのに用いられる仮固定用シート等に好適である。 [Use and usage of adhesive sheet]
The pressure-sensitive adhesive sheet according to one aspect of the present invention can be heat-peeled at a low temperature while having sufficient adhesive strength at the time of temporary fixing, and therefore can be applied to various uses. Specifically, for example, a dicing sheet used when dicing an adherend such as a semiconductor wafer, a back grind sheet used in a process of grinding an adherend, a substrate such as a semiconductor chip individualized by dicing. Expanding tape used to increase the distance between wafers, transfer tape used to invert the front and back of adherends such as semiconductor chips, and temporary fixing used to temporarily fix an object to be inspected. Suitable for fixing sheets and the like.
本発明の一態様の粘着シートの被着体としては、特に限定されないが、例えば、半導体チップ、半導体ウエハ、化合物半導体、半導体パッケージ、電子部品、サファイア基板、ディスプレイ、パネル用基板等が挙げられる。本発明の一態様の粘着シートは低温での加熱剥離が可能であることから、DAF付き半導体チップ等の熱変化し易い被着体を仮固定するのに好適である。
The adherend of the pressure-sensitive adhesive sheet according to one aspect of the present invention is not particularly limited, and examples thereof include semiconductor chips, semiconductor wafers, compound semiconductors, semiconductor packages, electronic components, sapphire substrates, displays, and panel substrates. Since the pressure-sensitive adhesive sheet of one aspect of the present invention can be peeled off by heating at a low temperature, it is suitable for temporarily fixing an adherend that easily changes heat, such as a semiconductor chip with DAF.
本発明の一態様の粘着シートを被着体から加熱剥離する際の加熱温度は、熱膨張性粒子の膨張開始温度(t)以上であり、好ましくは「膨張開始温度(t)より高い温度」、より好ましくは「膨張開始温度(t)+2℃」以上、更に好ましくは「膨張開始温度(t)+4℃」以上、より更に好ましくは「膨張開始温度(t)+5℃」以上である。また、省エネルギー性及び加熱剥離時における被着体の熱変化を抑制する観点からは、好ましくは「膨張開始温度(t)+50℃」以下、より好ましくは「膨張開始温度(t)+40℃」以下、更に好ましくは「膨張開始温度(t)+20℃」以下である。
また、加熱剥離する際の加熱温度は、被着体の熱変化を抑制する観点からは、膨張開始温度(t)以上の範囲内において、好ましくは120℃以下、より好ましくは115℃以下、更に好ましくは110℃以下、より更に好ましくは105℃以下である。 The heating temperature at which the pressure-sensitive adhesive sheet according to one aspect of the present invention is heat-peeled from the adherend is equal to or higher than the expansion start temperature (t) of the heat-expandable particles, and is preferably “a temperature higher than the expansion start temperature (t)”. , More preferably "expansion start temperature (t) + 2 ° C." or higher, further preferably "expansion start temperature (t) + 4 ° C." or higher, and even more preferably "expansion start temperature (t) + 5 ° C." or higher. Further, from the viewpoint of energy saving and suppressing the thermal change of the adherend at the time of heat peeling, it is preferably "expansion start temperature (t) + 50 ° C." or less, more preferably "expansion start temperature (t) + 40 ° C." or less. More preferably, it is "expansion start temperature (t) + 20 ° C." or less.
Further, the heating temperature at the time of heat peeling is preferably 120 ° C. or lower, more preferably 115 ° C. or lower, and further, within the range of the expansion start temperature (t) or higher, from the viewpoint of suppressing the thermal change of the adherend. It is preferably 110 ° C. or lower, and even more preferably 105 ° C. or lower.
また、加熱剥離する際の加熱温度は、被着体の熱変化を抑制する観点からは、膨張開始温度(t)以上の範囲内において、好ましくは120℃以下、より好ましくは115℃以下、更に好ましくは110℃以下、より更に好ましくは105℃以下である。 The heating temperature at which the pressure-sensitive adhesive sheet according to one aspect of the present invention is heat-peeled from the adherend is equal to or higher than the expansion start temperature (t) of the heat-expandable particles, and is preferably “a temperature higher than the expansion start temperature (t)”. , More preferably "expansion start temperature (t) + 2 ° C." or higher, further preferably "expansion start temperature (t) + 4 ° C." or higher, and even more preferably "expansion start temperature (t) + 5 ° C." or higher. Further, from the viewpoint of energy saving and suppressing the thermal change of the adherend at the time of heat peeling, it is preferably "expansion start temperature (t) + 50 ° C." or less, more preferably "expansion start temperature (t) + 40 ° C." or less. More preferably, it is "expansion start temperature (t) + 20 ° C." or less.
Further, the heating temperature at the time of heat peeling is preferably 120 ° C. or lower, more preferably 115 ° C. or lower, and further, within the range of the expansion start temperature (t) or higher, from the viewpoint of suppressing the thermal change of the adherend. It is preferably 110 ° C. or lower, and even more preferably 105 ° C. or lower.
加熱の方式としては、熱膨張性粒子が膨張する温度以上に加熱することができるものであれば特に限定されず、例えば、電熱ヒーター;誘電加熱;磁気加熱;近赤外線、中赤外線、遠赤外線等の赤外線等の電磁波による加熱等を適宜使用できる。なお、加熱方式は、加熱ローラー、加熱プレス等の接触型加熱方式、及び雰囲気加熱装置、赤外線照射等の非接触型加熱方式のいずれの加熱方式であってもよい。
The heating method is not particularly limited as long as it can be heated to a temperature higher than the temperature at which the thermally expandable particles expand, and for example, an electric heater; dielectric heating; magnetic heating; near infrared rays, mid infrared rays, far infrared rays, etc. Heating by electromagnetic waves such as infrared rays can be appropriately used. The heating method may be any of a contact type heating method such as a heating roller and a heating press, and a non-contact type heating method such as an atmosphere heating device and infrared irradiation.
[半導体装置の製造方法]
本発明は、本発明の一態様の粘着シートを用いる半導体装置の製造方法も提供する。
本発明の半導体装置の製造方法の一態様としては、本発明の一態様の粘着シートを、被着体を加工するための仮固定用シートとして使用する態様(以下、「第一態様の半導体装置の製造方法」ともいう)が挙げられる。 [Manufacturing method of semiconductor devices]
The present invention also provides a method for manufacturing a semiconductor device using the pressure-sensitive adhesive sheet according to one aspect of the present invention.
As one aspect of the method for manufacturing a semiconductor device of the present invention, the adhesive sheet of one aspect of the present invention is used as a temporary fixing sheet for processing an adherend (hereinafter, "the semiconductor device of the first aspect"). Also referred to as "manufacturing method").
本発明は、本発明の一態様の粘着シートを用いる半導体装置の製造方法も提供する。
本発明の半導体装置の製造方法の一態様としては、本発明の一態様の粘着シートを、被着体を加工するための仮固定用シートとして使用する態様(以下、「第一態様の半導体装置の製造方法」ともいう)が挙げられる。 [Manufacturing method of semiconductor devices]
The present invention also provides a method for manufacturing a semiconductor device using the pressure-sensitive adhesive sheet according to one aspect of the present invention.
As one aspect of the method for manufacturing a semiconductor device of the present invention, the adhesive sheet of one aspect of the present invention is used as a temporary fixing sheet for processing an adherend (hereinafter, "the semiconductor device of the first aspect"). Also referred to as "manufacturing method").
<第一態様の半導体装置の製造方法>
第一態様の半導体装置の製造方法のより具体的な態様としては、本発明の一態様の粘着シートに加工対象物を貼付し、該加工対象物に対して、研削処理及び個片化処理から選択される1以上の処理(以下、「加工処理」ともいう)を施し、該処理を施した後に、前記粘着シートを前記膨張開始温度(t)以上、120℃以下に加熱して粘着剤層(X1)を膨張させる工程を含む、半導体装置の製造方法が挙げられる。
なお、本明細書において、「半導体装置」とは、半導体特性を利用することで機能し得る装置全般を指す。例えば、集積回路を備えるウエハ、集積回路を備える薄化されたウエハ、集積回路を備えるチップ、集積回路を備える薄化されたチップ、これらのチップを含む電子部品、及び当該電子部品を備える電子機器類等が挙げられる。 <Manufacturing method of semiconductor device of the first aspect>
As a more specific aspect of the method for manufacturing a semiconductor device of the first aspect, a work object is attached to the pressure-sensitive adhesive sheet of one aspect of the present invention, and the work object is subjected to a grinding process and an individualization process. One or more selected treatments (hereinafter, also referred to as "processing treatments") are performed, and after the treatments, the pressure-sensitive adhesive sheet is heated to 120 ° C. or higher at the expansion start temperature (t) or higher to obtain a pressure-sensitive adhesive layer. Examples thereof include a method for manufacturing a semiconductor device, which includes a step of expanding (X1).
In addition, in this specification, a "semiconductor device" refers to a device in general that can function by utilizing semiconductor characteristics. For example, wafers with integrated circuits, thinned wafers with integrated circuits, chips with integrated circuits, thinned chips with integrated circuits, electronic components including these chips, and electronic components with the electronic components. Kind and the like.
第一態様の半導体装置の製造方法のより具体的な態様としては、本発明の一態様の粘着シートに加工対象物を貼付し、該加工対象物に対して、研削処理及び個片化処理から選択される1以上の処理(以下、「加工処理」ともいう)を施し、該処理を施した後に、前記粘着シートを前記膨張開始温度(t)以上、120℃以下に加熱して粘着剤層(X1)を膨張させる工程を含む、半導体装置の製造方法が挙げられる。
なお、本明細書において、「半導体装置」とは、半導体特性を利用することで機能し得る装置全般を指す。例えば、集積回路を備えるウエハ、集積回路を備える薄化されたウエハ、集積回路を備えるチップ、集積回路を備える薄化されたチップ、これらのチップを含む電子部品、及び当該電子部品を備える電子機器類等が挙げられる。 <Manufacturing method of semiconductor device of the first aspect>
As a more specific aspect of the method for manufacturing a semiconductor device of the first aspect, a work object is attached to the pressure-sensitive adhesive sheet of one aspect of the present invention, and the work object is subjected to a grinding process and an individualization process. One or more selected treatments (hereinafter, also referred to as "processing treatments") are performed, and after the treatments, the pressure-sensitive adhesive sheet is heated to 120 ° C. or higher at the expansion start temperature (t) or higher to obtain a pressure-sensitive adhesive layer. Examples thereof include a method for manufacturing a semiconductor device, which includes a step of expanding (X1).
In addition, in this specification, a "semiconductor device" refers to a device in general that can function by utilizing semiconductor characteristics. For example, wafers with integrated circuits, thinned wafers with integrated circuits, chips with integrated circuits, thinned chips with integrated circuits, electronic components including these chips, and electronic components with the electronic components. Kind and the like.
第一態様の半導体装置の製造方法において、加工対象物を貼付する粘着シートの粘着剤層は、粘着剤層(X1)であってもよく、粘着シートが両面粘着シートである場合は、粘着剤層(X2)であってもよい。
粘着シートが両面粘着シートである場合、一方の粘着剤層に加工対象物を貼付し、他方の粘着剤層に支持体を貼付することが好ましい。加工対象物が粘着シートを介して支持体に固定されることによって、加工処理を行う際に、加工対象物の振動、位置ズレ、脆弱な加工対象物の破損等を抑制し、加工精度及び加工速度を向上させることができる。このとき、支持体が粘着剤層(X1)に貼付され、加工対象物が粘着剤層(X2)に貼付される態様であってもよいし、加工対象物が粘着剤層(X1)に貼付され、支持体が粘着剤層(X2)に貼付される態様であってもよい。
支持体が粘着剤層(X1)に貼付され、加工対象物が粘着剤層(X2)に貼付される態様である場合、支持体が加熱処理後の剥離性に優れる粘着剤層(X1)に貼付されることで、支持体が硬質な材質から構成されるものであっても、粘着シート及び支持体を屈曲させることなく加熱剥離することができる。また、粘着剤層(X2)は、加工対象物の種類等に応じて適宜組成を選択すればよく、例えば、粘着剤層(X2)をエネルギー線照射によって粘着力が低下する粘着剤層とすると、熱膨張性粒子に由来する残渣等によって加工対象物を汚染させることなく剥離することができる。
一方、加工対象物が粘着剤層(X1)に貼付され、支持体が粘着剤層(X2)に貼付される態様である場合、加工対象物が加熱処理後の剥離性に優れる粘着剤層(X1)に貼付されることで、加工後に加熱剥離する際、加工対象物を自己剥離により粘着シートから剥離することができるため、加工対象物へのダメージを軽減することができる。 In the method for manufacturing a semiconductor device of the first aspect, the pressure-sensitive adhesive layer of the pressure-sensitive adhesive sheet to which the object to be processed is attached may be the pressure-sensitive adhesive layer (X1), and when the pressure-sensitive adhesive sheet is a double-sided pressure-sensitive adhesive sheet, the pressure-sensitive adhesive It may be a layer (X2).
When the pressure-sensitive adhesive sheet is a double-sided pressure-sensitive adhesive sheet, it is preferable that the object to be processed is attached to one pressure-sensitive adhesive layer and the support is attached to the other pressure-sensitive adhesive layer. By fixing the object to be processed to the support via the adhesive sheet, vibration, misalignment, damage to the fragile object to be processed, etc. can be suppressed during the processing, and the processing accuracy and processing can be improved. The speed can be improved. At this time, the support may be attached to the pressure-sensitive adhesive layer (X1) and the object to be processed may be attached to the pressure-sensitive adhesive layer (X2), or the object to be processed may be attached to the pressure-sensitive adhesive layer (X1). The support may be attached to the pressure-sensitive adhesive layer (X2).
When the support is attached to the pressure-sensitive adhesive layer (X1) and the object to be processed is attached to the pressure-sensitive adhesive layer (X2), the support is attached to the pressure-sensitive adhesive layer (X1) having excellent peelability after heat treatment. By being attached, even if the support is made of a hard material, the adhesive sheet and the support can be heat-peeled without bending. Further, the composition of the pressure-sensitive adhesive layer (X2) may be appropriately selected according to the type of the object to be processed, and for example, the pressure-sensitive adhesive layer (X2) is a pressure-sensitive adhesive layer whose adhesive strength is reduced by irradiation with energy rays. , The object to be processed can be peeled off without being contaminated by the residue derived from the thermally expandable particles.
On the other hand, when the object to be processed is attached to the pressure-sensitive adhesive layer (X1) and the support is attached to the pressure-sensitive adhesive layer (X2), the object to be processed is a pressure-sensitive adhesive layer having excellent peelability after heat treatment (X1). By being attached to X1), when the object to be processed is peeled off by heating after processing, the object to be processed can be peeled from the adhesive sheet by self-peeling, so that damage to the object to be processed can be reduced.
粘着シートが両面粘着シートである場合、一方の粘着剤層に加工対象物を貼付し、他方の粘着剤層に支持体を貼付することが好ましい。加工対象物が粘着シートを介して支持体に固定されることによって、加工処理を行う際に、加工対象物の振動、位置ズレ、脆弱な加工対象物の破損等を抑制し、加工精度及び加工速度を向上させることができる。このとき、支持体が粘着剤層(X1)に貼付され、加工対象物が粘着剤層(X2)に貼付される態様であってもよいし、加工対象物が粘着剤層(X1)に貼付され、支持体が粘着剤層(X2)に貼付される態様であってもよい。
支持体が粘着剤層(X1)に貼付され、加工対象物が粘着剤層(X2)に貼付される態様である場合、支持体が加熱処理後の剥離性に優れる粘着剤層(X1)に貼付されることで、支持体が硬質な材質から構成されるものであっても、粘着シート及び支持体を屈曲させることなく加熱剥離することができる。また、粘着剤層(X2)は、加工対象物の種類等に応じて適宜組成を選択すればよく、例えば、粘着剤層(X2)をエネルギー線照射によって粘着力が低下する粘着剤層とすると、熱膨張性粒子に由来する残渣等によって加工対象物を汚染させることなく剥離することができる。
一方、加工対象物が粘着剤層(X1)に貼付され、支持体が粘着剤層(X2)に貼付される態様である場合、加工対象物が加熱処理後の剥離性に優れる粘着剤層(X1)に貼付されることで、加工後に加熱剥離する際、加工対象物を自己剥離により粘着シートから剥離することができるため、加工対象物へのダメージを軽減することができる。 In the method for manufacturing a semiconductor device of the first aspect, the pressure-sensitive adhesive layer of the pressure-sensitive adhesive sheet to which the object to be processed is attached may be the pressure-sensitive adhesive layer (X1), and when the pressure-sensitive adhesive sheet is a double-sided pressure-sensitive adhesive sheet, the pressure-sensitive adhesive It may be a layer (X2).
When the pressure-sensitive adhesive sheet is a double-sided pressure-sensitive adhesive sheet, it is preferable that the object to be processed is attached to one pressure-sensitive adhesive layer and the support is attached to the other pressure-sensitive adhesive layer. By fixing the object to be processed to the support via the adhesive sheet, vibration, misalignment, damage to the fragile object to be processed, etc. can be suppressed during the processing, and the processing accuracy and processing can be improved. The speed can be improved. At this time, the support may be attached to the pressure-sensitive adhesive layer (X1) and the object to be processed may be attached to the pressure-sensitive adhesive layer (X2), or the object to be processed may be attached to the pressure-sensitive adhesive layer (X1). The support may be attached to the pressure-sensitive adhesive layer (X2).
When the support is attached to the pressure-sensitive adhesive layer (X1) and the object to be processed is attached to the pressure-sensitive adhesive layer (X2), the support is attached to the pressure-sensitive adhesive layer (X1) having excellent peelability after heat treatment. By being attached, even if the support is made of a hard material, the adhesive sheet and the support can be heat-peeled without bending. Further, the composition of the pressure-sensitive adhesive layer (X2) may be appropriately selected according to the type of the object to be processed, and for example, the pressure-sensitive adhesive layer (X2) is a pressure-sensitive adhesive layer whose adhesive strength is reduced by irradiation with energy rays. , The object to be processed can be peeled off without being contaminated by the residue derived from the thermally expandable particles.
On the other hand, when the object to be processed is attached to the pressure-sensitive adhesive layer (X1) and the support is attached to the pressure-sensitive adhesive layer (X2), the object to be processed is a pressure-sensitive adhesive layer having excellent peelability after heat treatment (X1). By being attached to X1), when the object to be processed is peeled off by heating after processing, the object to be processed can be peeled from the adhesive sheet by self-peeling, so that damage to the object to be processed can be reduced.
本発明の一態様の粘着シートとして両面粘着シートを用いる場合、第一態様の半導体装置の製造方法は、下記工程1A~5Aを含む製造方法(以下、「製造方法A」ともいう)であることが好ましい。
工程1A:粘着シートが有する粘着剤層(X2)に加工対象物を貼付し、粘着剤層(X1)に支持体を貼付する工程
工程2A:前記加工対象物に対して、研削処理及び個片化処理から選択される1以上の処理を施す工程
工程3A:前記処理を施した加工対象物の、粘着剤層(X2)とは反対側の面に、熱硬化性フィルムを貼付する工程
工程4A:前記粘着シートを前記膨張開始温度(t)以上、120℃以下に加熱して、粘着剤層(X1)と前記支持体とを分離する工程
工程5A:粘着剤層(X2)と前記加工対象物とを分離する工程 When a double-sided pressure-sensitive adhesive sheet is used as the pressure-sensitive adhesive sheet of one aspect of the present invention, the method for manufacturing the semiconductor device of the first aspect is a manufacturing method including the following steps 1A to 5A (hereinafter, also referred to as "manufacturing method A"). Is preferable.
Step 1A: A process of attaching the object to be processed to the pressure-sensitive adhesive layer (X2) of the pressure-sensitive adhesive sheet and attaching a support to the pressure-sensitive adhesive layer (X1) Step 2A: Grinding and individual pieces of the object to be processed. Step 3A of applying one or more treatments selected from the chemical treatment: Step 4A of attaching a thermosetting film to the surface of the processed object to be treated, which is opposite to the pressure-sensitive adhesive layer (X2). : A step of heating the pressure-sensitive adhesive sheet to 120 ° C. or higher and the expansion start temperature (t) or more to separate the pressure-sensitive adhesive layer (X1) from the support Step 5A: The pressure-sensitive adhesive layer (X2) and the processing target The process of separating things
工程1A:粘着シートが有する粘着剤層(X2)に加工対象物を貼付し、粘着剤層(X1)に支持体を貼付する工程
工程2A:前記加工対象物に対して、研削処理及び個片化処理から選択される1以上の処理を施す工程
工程3A:前記処理を施した加工対象物の、粘着剤層(X2)とは反対側の面に、熱硬化性フィルムを貼付する工程
工程4A:前記粘着シートを前記膨張開始温度(t)以上、120℃以下に加熱して、粘着剤層(X1)と前記支持体とを分離する工程
工程5A:粘着剤層(X2)と前記加工対象物とを分離する工程 When a double-sided pressure-sensitive adhesive sheet is used as the pressure-sensitive adhesive sheet of one aspect of the present invention, the method for manufacturing the semiconductor device of the first aspect is a manufacturing method including the following steps 1A to 5A (hereinafter, also referred to as "manufacturing method A"). Is preferable.
Step 1A: A process of attaching the object to be processed to the pressure-sensitive adhesive layer (X2) of the pressure-sensitive adhesive sheet and attaching a support to the pressure-sensitive adhesive layer (X1) Step 2A: Grinding and individual pieces of the object to be processed. Step 3A of applying one or more treatments selected from the chemical treatment: Step 4A of attaching a thermosetting film to the surface of the processed object to be treated, which is opposite to the pressure-sensitive adhesive layer (X2). : A step of heating the pressure-sensitive adhesive sheet to 120 ° C. or higher and the expansion start temperature (t) or more to separate the pressure-sensitive adhesive layer (X1) from the support Step 5A: The pressure-sensitive adhesive layer (X2) and the processing target The process of separating things
以下、工程1A~5Aを含む半導体装置の製造方法について図面を参照しながら説明する。なお、以下の説明では、加工対象物として半導体ウエハを用いる場合の例を主に説明するが、他の加工対象物の場合も同様である。
Hereinafter, a method for manufacturing a semiconductor device including steps 1A to 5A will be described with reference to the drawings. In the following description, an example in which a semiconductor wafer is used as a processing object will be mainly described, but the same applies to other processing objects.
(工程1A)
工程1Aは、粘着シートが有する粘着剤層(X2)に加工対象物を貼付し、粘着剤層(X1)に支持体を貼付する工程である。
図3には、粘着シート2bが有する粘着剤層(X2)に半導体ウエハWを貼付し、粘着剤層(X1)に支持体3を貼付する工程を説明する断面図が示されている。
半導体ウエハWは、回路面である表面W1が粘着剤層(X2)側になるように貼付される。
半導体ウエハWは、シリコンウエハであってもよく、ガリウム砒素、炭化ケイ素、サファイア、タンタル酸リチウム、ニオブ酸リチウム、窒化ガリウム、インジウム燐等のウエハ、ガラスウエハであってもよい。
半導体ウエハWの研削前の厚さは、通常は500~1000μmである。
半導体ウエハWの表面W1が有する回路は、例えば、エッチング法、リフトオフ法等の従来汎用されている方法によって形成することができる。 (Step 1A)
Step 1A is a step of attaching the object to be processed to the pressure-sensitive adhesive layer (X2) of the pressure-sensitive adhesive sheet and attaching the support to the pressure-sensitive adhesive layer (X1).
FIG. 3 is a cross-sectional view illustrating a step of attaching the semiconductor wafer W to the adhesive layer (X2) of theadhesive sheet 2b and attaching the support 3 to the adhesive layer (X1).
The semiconductor wafer W is attached so that the surface W1 which is the circuit surface is on the adhesive layer (X2) side.
The semiconductor wafer W may be a silicon wafer, a wafer such as gallium arsenide, silicon carbide, sapphire, lithium tantalate, lithium niobate, gallium nitride, indium phosphorus, or a glass wafer.
The thickness of the semiconductor wafer W before grinding is usually 500 to 1000 μm.
The circuit included in the surface W1 of the semiconductor wafer W can be formed by, for example, a conventionally used general-purpose method such as an etching method or a lift-off method.
工程1Aは、粘着シートが有する粘着剤層(X2)に加工対象物を貼付し、粘着剤層(X1)に支持体を貼付する工程である。
図3には、粘着シート2bが有する粘着剤層(X2)に半導体ウエハWを貼付し、粘着剤層(X1)に支持体3を貼付する工程を説明する断面図が示されている。
半導体ウエハWは、回路面である表面W1が粘着剤層(X2)側になるように貼付される。
半導体ウエハWは、シリコンウエハであってもよく、ガリウム砒素、炭化ケイ素、サファイア、タンタル酸リチウム、ニオブ酸リチウム、窒化ガリウム、インジウム燐等のウエハ、ガラスウエハであってもよい。
半導体ウエハWの研削前の厚さは、通常は500~1000μmである。
半導体ウエハWの表面W1が有する回路は、例えば、エッチング法、リフトオフ法等の従来汎用されている方法によって形成することができる。 (Step 1A)
Step 1A is a step of attaching the object to be processed to the pressure-sensitive adhesive layer (X2) of the pressure-sensitive adhesive sheet and attaching the support to the pressure-sensitive adhesive layer (X1).
FIG. 3 is a cross-sectional view illustrating a step of attaching the semiconductor wafer W to the adhesive layer (X2) of the
The semiconductor wafer W is attached so that the surface W1 which is the circuit surface is on the adhesive layer (X2) side.
The semiconductor wafer W may be a silicon wafer, a wafer such as gallium arsenide, silicon carbide, sapphire, lithium tantalate, lithium niobate, gallium nitride, indium phosphorus, or a glass wafer.
The thickness of the semiconductor wafer W before grinding is usually 500 to 1000 μm.
The circuit included in the surface W1 of the semiconductor wafer W can be formed by, for example, a conventionally used general-purpose method such as an etching method or a lift-off method.
支持体3の材質は、加工対象物の種類、加工内容等に応じて、機械強度、耐熱性等の要求される特性を考慮の上、適宜選択すればよい。
支持体3の材質としては、例えば、SUS等の金属材料;ガラス、シリコンウエハ等の非金属無機材料;エポキシ樹脂、ABS樹脂、アクリル樹脂、エンジニアリングプラスチック、スーパーエンジニアリングプラスチック、ポリイミド樹脂、ポリアミドイミド樹脂等の樹脂材料;ガラスエポキシ樹脂等の複合材料等が挙げられ、これらの中でも、SUS、ガラス、シリコンウエハが好ましい。
上記エンジニアリングプラスチックとしては、例えば、ナイロン、ポリカーボネート(PC)、ポリエチレンテレフタレート(PET)等が挙げられる。
上記スーパーエンジニアリングプラスチックとしては、例えば、ポリフェニレンスルファイド(PPS)、ポリエーテルサルフォン(PES)、ポリエーテルエーテルケトン(PEEK)等が挙げられる。 The material of thesupport 3 may be appropriately selected in consideration of required characteristics such as mechanical strength and heat resistance according to the type of the object to be processed, the content of processing, and the like.
Examples of the material of thesupport 3 include metal materials such as SUS; non-metallic inorganic materials such as glass and silicon wafers; epoxy resin, ABS resin, acrylic resin, engineering plastic, super engineering plastic, polyimide resin, polyamideimide resin and the like. Resin materials: Composite materials such as glass epoxy resin, and among these, SUS, glass, and silicon wafers are preferable.
Examples of the engineering plastic include nylon, polycarbonate (PC), polyethylene terephthalate (PET), and the like.
Examples of the super engineering plastic include polyphenylene sulfide (PPS), polyethersulfone (PES), and polyetheretherketone (PEEK).
支持体3の材質としては、例えば、SUS等の金属材料;ガラス、シリコンウエハ等の非金属無機材料;エポキシ樹脂、ABS樹脂、アクリル樹脂、エンジニアリングプラスチック、スーパーエンジニアリングプラスチック、ポリイミド樹脂、ポリアミドイミド樹脂等の樹脂材料;ガラスエポキシ樹脂等の複合材料等が挙げられ、これらの中でも、SUS、ガラス、シリコンウエハが好ましい。
上記エンジニアリングプラスチックとしては、例えば、ナイロン、ポリカーボネート(PC)、ポリエチレンテレフタレート(PET)等が挙げられる。
上記スーパーエンジニアリングプラスチックとしては、例えば、ポリフェニレンスルファイド(PPS)、ポリエーテルサルフォン(PES)、ポリエーテルエーテルケトン(PEEK)等が挙げられる。 The material of the
Examples of the material of the
Examples of the engineering plastic include nylon, polycarbonate (PC), polyethylene terephthalate (PET), and the like.
Examples of the super engineering plastic include polyphenylene sulfide (PPS), polyethersulfone (PES), and polyetheretherketone (PEEK).
支持体3は、粘着剤層(X1)の粘着表面の全面に貼付されることが好ましい。そのため、粘着剤層(X1)の粘着表面に貼付される側の支持体3の表面の面積は、粘着剤層(X1)の粘着表面の面積以上であることが好ましい。また、粘着剤層(X1)の粘着表面に貼付される側の支持体3の面は平面状であることが好ましい。
支持体3の形状は、特に限定されないが、板状であることが好ましい。
支持体3の厚さは、要求される特性を考慮して適宜選択すればよいが、好ましくは20μm以上50mm以下、より好ましくは60μm以上20mm以下である。 Thesupport 3 is preferably attached to the entire surface of the adhesive surface of the adhesive layer (X1). Therefore, the area of the surface of the support 3 on the side to be attached to the adhesive surface of the adhesive layer (X1) is preferably equal to or larger than the area of the adhesive surface of the adhesive layer (X1). Further, it is preferable that the surface of the support 3 on the side to be attached to the adhesive surface of the adhesive layer (X1) is flat.
The shape of thesupport 3 is not particularly limited, but is preferably plate-shaped.
The thickness of thesupport 3 may be appropriately selected in consideration of the required characteristics, but is preferably 20 μm or more and 50 mm or less, and more preferably 60 μm or more and 20 mm or less.
支持体3の形状は、特に限定されないが、板状であることが好ましい。
支持体3の厚さは、要求される特性を考慮して適宜選択すればよいが、好ましくは20μm以上50mm以下、より好ましくは60μm以上20mm以下である。 The
The shape of the
The thickness of the
(工程2A)
工程2Aは、前記加工対象物に対して、研削処理及び個片化処理から選択される1以上の処理を施す工程である。
研削処理及び個片化処理から選択される1以上の処理としては、例えば、グラインダー等を用いる研削処理;ブレードダイシング法、レーザーダイシング法、ステルスダイシング(登録商標)法、ブレード先ダイシング法、ステルス先ダイシング法等による個片化処理が挙げられる。
これらの中でも、ステルスダイシング法による個片化処理、ブレード先ダイシング法による研削処理及び個片化処理、ステルス先ダイシング法による研削処理及び個片化処理が好適であり、ブレード先ダイシング法による研削処理及び個片化処理、ステルス先ダイシング法による研削処理及び個片化処理がより好適である。 (Step 2A)
Step 2A is a step of performing one or more processes selected from a grinding process and an individualizing process on the object to be processed.
As one or more processes selected from the grinding process and the individualization process, for example, a grinding process using a grinder or the like; a blade dicing method, a laser dicing method, a stealth dicing (registered trademark) method, a blade tip dicing method, a stealth tip Individualization processing by a dicing method or the like can be mentioned.
Among these, individualization treatment by stealth dicing method, grinding treatment and individualization treatment by blade tip dicing method, grinding treatment and individualization treatment by stealth tip dicing method are preferable, and grinding treatment by blade tip dicing method. And individualization treatment, grinding treatment by stealth tip dicing method and individualization treatment are more preferable.
工程2Aは、前記加工対象物に対して、研削処理及び個片化処理から選択される1以上の処理を施す工程である。
研削処理及び個片化処理から選択される1以上の処理としては、例えば、グラインダー等を用いる研削処理;ブレードダイシング法、レーザーダイシング法、ステルスダイシング(登録商標)法、ブレード先ダイシング法、ステルス先ダイシング法等による個片化処理が挙げられる。
これらの中でも、ステルスダイシング法による個片化処理、ブレード先ダイシング法による研削処理及び個片化処理、ステルス先ダイシング法による研削処理及び個片化処理が好適であり、ブレード先ダイシング法による研削処理及び個片化処理、ステルス先ダイシング法による研削処理及び個片化処理がより好適である。 (Step 2A)
Step 2A is a step of performing one or more processes selected from a grinding process and an individualizing process on the object to be processed.
As one or more processes selected from the grinding process and the individualization process, for example, a grinding process using a grinder or the like; a blade dicing method, a laser dicing method, a stealth dicing (registered trademark) method, a blade tip dicing method, a stealth tip Individualization processing by a dicing method or the like can be mentioned.
Among these, individualization treatment by stealth dicing method, grinding treatment and individualization treatment by blade tip dicing method, grinding treatment and individualization treatment by stealth tip dicing method are preferable, and grinding treatment by blade tip dicing method. And individualization treatment, grinding treatment by stealth tip dicing method and individualization treatment are more preferable.
ステルスダイシング法は、レーザー光の照射により半導体ウエハの内部に改質領域を形成し、該改質領域を分割起点として、半導体ウエハを個片化する方法である。半導体ウエハに形成された改質領域は多光子吸収によって脆質化された部分であり、半導体ウエハがエキスパンドによりウエハ面と平行かつウエハが拡張される方向に応力がかかることにより、該改質領域を起点として半導体ウエハの表面及び裏面に向けて亀裂が伸展することで半導体チップに個片化される。すなわち、改質領域は、個片化される際の分割線に沿って形成される。
改質領域は、半導体ウエハの内部に焦点を合わせたレーザー光の照射によって半導体ウエハの内部に形成される。レーザー光の入射面は、半導体ウエハの表面であっても裏面であってもよい。また、レーザー光入射面は、粘着シートが貼付された面であってもよく、その場合、レーザー光は粘着シートを介して半導体ウエハに照射される。 The stealth dicing method is a method in which a modified region is formed inside a semiconductor wafer by irradiation with laser light, and the semiconductor wafer is individualized using the modified region as a division starting point. The modified region formed on the semiconductor wafer is a portion that has been made brittle by multiphoton absorption, and the modified region is applied by applying stress in the direction in which the semiconductor wafer is parallel to the wafer surface and the wafer is expanded due to expansion. The cracks extend toward the front surface and the back surface of the semiconductor wafer starting from the above, and are separated into semiconductor chips. That is, the modified region is formed along the dividing line when it is individualized.
The modified region is formed inside the semiconductor wafer by irradiation with a laser beam focused on the inside of the semiconductor wafer. The incident surface of the laser beam may be the front surface or the back surface of the semiconductor wafer. Further, the laser beam incident surface may be a surface to which the adhesive sheet is attached, in which case the laser beam is applied to the semiconductor wafer via the adhesive sheet.
改質領域は、半導体ウエハの内部に焦点を合わせたレーザー光の照射によって半導体ウエハの内部に形成される。レーザー光の入射面は、半導体ウエハの表面であっても裏面であってもよい。また、レーザー光入射面は、粘着シートが貼付された面であってもよく、その場合、レーザー光は粘着シートを介して半導体ウエハに照射される。 The stealth dicing method is a method in which a modified region is formed inside a semiconductor wafer by irradiation with laser light, and the semiconductor wafer is individualized using the modified region as a division starting point. The modified region formed on the semiconductor wafer is a portion that has been made brittle by multiphoton absorption, and the modified region is applied by applying stress in the direction in which the semiconductor wafer is parallel to the wafer surface and the wafer is expanded due to expansion. The cracks extend toward the front surface and the back surface of the semiconductor wafer starting from the above, and are separated into semiconductor chips. That is, the modified region is formed along the dividing line when it is individualized.
The modified region is formed inside the semiconductor wafer by irradiation with a laser beam focused on the inside of the semiconductor wafer. The incident surface of the laser beam may be the front surface or the back surface of the semiconductor wafer. Further, the laser beam incident surface may be a surface to which the adhesive sheet is attached, in which case the laser beam is applied to the semiconductor wafer via the adhesive sheet.
ブレード先ダイシング法は、DBG法(Dicing Before Grinding)とも呼ばれる。ブレード先ダイシング法は、分割予定のラインに沿って、予め半導体ウエハにその厚さより浅い深さで溝を形成した後、該半導体ウエハを、研削面が少なくとも溝に到達するまで裏面研削して薄化させつつ個片化する方法である。研削面が到達した溝は、半導体ウエハを貫通する切り込みとなり、半導体ウエハは該切り込みにより分割されて半導体チップに個片化される。予め形成される溝は、通常は半導体ウエハの表面(回路面)に設けられるものであり、例えば、従来公知の、ダイシングブレードを備えるウエハダイシング装置等を用いたダイシングにより形成することができる。
The blade tip dicing method is also called the DBG method (Dicing Before Grinding). In the blade tip dicing method, a groove is formed in the semiconductor wafer in advance along the line to be divided at a depth shallower than the thickness, and then the semiconductor wafer is back-ground to be thin until the ground surface reaches at least the groove. It is a method of individualizing while making it. The groove reached by the ground surface becomes a notch penetrating the semiconductor wafer, and the semiconductor wafer is divided by the notch and separated into semiconductor chips. The pre-formed groove is usually provided on the surface (circuit surface) of the semiconductor wafer, and can be formed by dicing using, for example, a conventionally known wafer dicing device provided with a dicing blade.
ステルス先ダイシング法は、SDBG法(Stealth Dicing Before Grinding)とも呼ばれる。ステルス先ダイシング法は、ステルスダイシング法と同様、レーザー光の照射により半導体ウエハの内部に改質領域を形成し、該改質領域を分割起点として、半導体ウエハを個片化する方法の一種であるが、研削処理を行って半導体ウエハを薄化させつつ半導体ウエハを半導体チップに個片化する点がステルスダイシング法とは異なる。具体的には、改質領域を有する半導体ウエハを裏面研削して薄化させつつ、その際に半導体ウエハにかかる圧力によって該改質領域を起点として半導体ウエハの粘着剤層との貼付面に向けて亀裂を伸展させ、半導体ウエハを半導体チップに個片化する。
なお、改質領域を形成した後の研削厚さは、改質領域に至る厚さであってもよいが、厳密に改質領域にまで至らなくても、改質領域に近接する位置まで研削して研削砥石等の加工圧力で割断させてもよい。 The stealth dicing method is also called the SDBG method (Stealth Dicing Before Grinding). Similar to the stealth dicing method, the stealth dicing method is a kind of method in which a modified region is formed inside the semiconductor wafer by irradiation with laser light, and the semiconductor wafer is individualized using the modified region as a division starting point. However, it differs from the stealth dicing method in that the semiconductor wafer is fragmented into semiconductor chips while thinning the semiconductor wafer by grinding. Specifically, while the semiconductor wafer having the modified region is back-ground to be thinned, the pressure applied to the semiconductor wafer at that time causes the modified region as a starting point to be directed toward the surface to be attached to the pressure-sensitive adhesive layer of the semiconductor wafer. The cracks are extended and the semiconductor wafer is separated into semiconductor chips.
The grinding thickness after forming the reformed region may be the thickness reaching the reformed region, but even if it does not reach the reformed region strictly, it is ground to a position close to the reformed region. Then, it may be split by the processing pressure of a grinding wheel or the like.
なお、改質領域を形成した後の研削厚さは、改質領域に至る厚さであってもよいが、厳密に改質領域にまで至らなくても、改質領域に近接する位置まで研削して研削砥石等の加工圧力で割断させてもよい。 The stealth dicing method is also called the SDBG method (Stealth Dicing Before Grinding). Similar to the stealth dicing method, the stealth dicing method is a kind of method in which a modified region is formed inside the semiconductor wafer by irradiation with laser light, and the semiconductor wafer is individualized using the modified region as a division starting point. However, it differs from the stealth dicing method in that the semiconductor wafer is fragmented into semiconductor chips while thinning the semiconductor wafer by grinding. Specifically, while the semiconductor wafer having the modified region is back-ground to be thinned, the pressure applied to the semiconductor wafer at that time causes the modified region as a starting point to be directed toward the surface to be attached to the pressure-sensitive adhesive layer of the semiconductor wafer. The cracks are extended and the semiconductor wafer is separated into semiconductor chips.
The grinding thickness after forming the reformed region may be the thickness reaching the reformed region, but even if it does not reach the reformed region strictly, it is ground to a position close to the reformed region. Then, it may be split by the processing pressure of a grinding wheel or the like.
半導体ウエハWをブレード先ダイシング法によって個片化する場合、工程1Aで粘着剤層(X2)に貼付する半導体ウエハWの表面W1には、予め溝を形成しておくことが好ましい。
一方、半導体ウエハWをステルス先ダイシング法によって個片化する場合は、工程1Aで粘着剤層(X2)に貼付する半導体ウエハWに対してレーザー光を照射して予め改質領域を形成しておいてもよいし、粘着剤層(X2)に貼付されている半導体ウエハWに対してレーザー光を照射して改質領域を形成してもよい。 When the semiconductor wafer W is individualized by the blade tip dicing method, it is preferable that a groove is formed in advance on the surface W1 of the semiconductor wafer W to be attached to the pressure-sensitive adhesive layer (X2) in step 1A.
On the other hand, when the semiconductor wafer W is individualized by the stealth tip dicing method, the semiconductor wafer W to be attached to the pressure-sensitive adhesive layer (X2) is irradiated with laser light in step 1A to form a modified region in advance. Alternatively, the semiconductor wafer W attached to the pressure-sensitive adhesive layer (X2) may be irradiated with a laser beam to form a modified region.
一方、半導体ウエハWをステルス先ダイシング法によって個片化する場合は、工程1Aで粘着剤層(X2)に貼付する半導体ウエハWに対してレーザー光を照射して予め改質領域を形成しておいてもよいし、粘着剤層(X2)に貼付されている半導体ウエハWに対してレーザー光を照射して改質領域を形成してもよい。 When the semiconductor wafer W is individualized by the blade tip dicing method, it is preferable that a groove is formed in advance on the surface W1 of the semiconductor wafer W to be attached to the pressure-sensitive adhesive layer (X2) in step 1A.
On the other hand, when the semiconductor wafer W is individualized by the stealth tip dicing method, the semiconductor wafer W to be attached to the pressure-sensitive adhesive layer (X2) is irradiated with laser light in step 1A to form a modified region in advance. Alternatively, the semiconductor wafer W attached to the pressure-sensitive adhesive layer (X2) may be irradiated with a laser beam to form a modified region.
図4には、粘着剤層(X2)に貼付した半導体ウエハWに対して、レーザー光照射装置4を用いて複数の改質領域5を形成する工程を説明する断面図が示されている。
レーザー光は半導体ウエハWの裏面W2側から照射され、半導体ウエハWの内部に複数の改質領域5が略等間隔に形成されている。 FIG. 4 shows a cross-sectional view illustrating a step of forming a plurality of reformedregions 5 on the semiconductor wafer W attached to the pressure-sensitive adhesive layer (X2) by using the laser light irradiation device 4.
The laser beam is irradiated from the back surface W2 side of the semiconductor wafer W, and a plurality of modifiedregions 5 are formed inside the semiconductor wafer W at substantially equal intervals.
レーザー光は半導体ウエハWの裏面W2側から照射され、半導体ウエハWの内部に複数の改質領域5が略等間隔に形成されている。 FIG. 4 shows a cross-sectional view illustrating a step of forming a plurality of reformed
The laser beam is irradiated from the back surface W2 side of the semiconductor wafer W, and a plurality of modified
図5には、改質領域5を形成した半導体ウエハWの裏面W2をグラインダー6によって研削して、改質領域5を起点とする割断により、半導体ウエハWを薄化させつつ複数の半導体チップCPに個片化する工程を説明する断面図が示されている。
改質領域5が形成された半導体ウエハWは、例えば、該半導体ウエハWを支持している支持体3をチャックテーブル等の固定テーブル上に固定した状態で、その裏面W2が研削される。 In FIG. 5, a plurality of semiconductor chip CPs while thinning the semiconductor wafer W by grinding the back surface W2 of the semiconductor wafer W on which the modifiedregion 5 is formed by a grinder 6 and dividing the semiconductor wafer W starting from the modified region 5 A cross-sectional view illustrating the process of individualizing is shown.
In the semiconductor wafer W on which the modifiedregion 5 is formed, for example, the back surface W2 of the semiconductor wafer W is ground in a state where the support 3 supporting the semiconductor wafer W is fixed on a fixed table such as a chuck table.
改質領域5が形成された半導体ウエハWは、例えば、該半導体ウエハWを支持している支持体3をチャックテーブル等の固定テーブル上に固定した状態で、その裏面W2が研削される。 In FIG. 5, a plurality of semiconductor chip CPs while thinning the semiconductor wafer W by grinding the back surface W2 of the semiconductor wafer W on which the modified
In the semiconductor wafer W on which the modified
研削後の半導体チップCPの厚さは、好ましくは5~100μm、より好ましくは10~45μmである。また、ステルス先ダイシング法によって研削処理及び個片化処理を行う場合、研削されて得られた半導体チップCPの厚さを50μm以下、より好ましくは10~45μmとすることが容易になる。
研削後の半導体チップCPの平面視における大きさは、好ましくは600mm2未満、より好ましくは400mm2未満、更に好ましくは300mm2未満である。なお、平面視とは厚さ方向に見ることをいう。
個片化後の半導体チップCPの平面視における形状は、方形であってもよく、矩形等の細長形状であってもよい。 The thickness of the semiconductor chip CP after grinding is preferably 5 to 100 μm, more preferably 10 to 45 μm. Further, when the grinding process and the individualization process are performed by the stealth tip dicing method, the thickness of the semiconductor chip CP obtained by grinding can be easily set to 50 μm or less, more preferably 10 to 45 μm.
The size of the semiconductor chip CP after grinding in a plan view is preferably less than 600 mm 2 , more preferably less than 400 mm 2 , and even more preferably less than 300 mm 2 . In addition, the plan view means to see in the thickness direction.
The shape of the semiconductor chip CP after fragmentation in a plan view may be a rectangular shape or an elongated shape such as a rectangle.
研削後の半導体チップCPの平面視における大きさは、好ましくは600mm2未満、より好ましくは400mm2未満、更に好ましくは300mm2未満である。なお、平面視とは厚さ方向に見ることをいう。
個片化後の半導体チップCPの平面視における形状は、方形であってもよく、矩形等の細長形状であってもよい。 The thickness of the semiconductor chip CP after grinding is preferably 5 to 100 μm, more preferably 10 to 45 μm. Further, when the grinding process and the individualization process are performed by the stealth tip dicing method, the thickness of the semiconductor chip CP obtained by grinding can be easily set to 50 μm or less, more preferably 10 to 45 μm.
The size of the semiconductor chip CP after grinding in a plan view is preferably less than 600 mm 2 , more preferably less than 400 mm 2 , and even more preferably less than 300 mm 2 . In addition, the plan view means to see in the thickness direction.
The shape of the semiconductor chip CP after fragmentation in a plan view may be a rectangular shape or an elongated shape such as a rectangle.
(工程3A)
工程3Aは、前記処理を施した加工対象物の、粘着剤層(X2)とは反対側の面に、熱硬化性フィルムを貼付する工程である。
図6には、前記処理を施して得られた複数の半導体チップCPの、粘着剤層(X2)とは反対側の面に、支持シート8を備える熱硬化性フィルム7を貼付する工程を説明する断面図が示されている。 (Step 3A)
Step 3A is a step of attaching a thermosetting film to the surface of the processed object to be processed, which is opposite to the pressure-sensitive adhesive layer (X2).
FIG. 6 illustrates a step of attaching athermosetting film 7 provided with a support sheet 8 to a surface of a plurality of semiconductor chip CPs obtained by performing the above treatment on a surface opposite to the pressure-sensitive adhesive layer (X2). A cross-sectional view is shown.
工程3Aは、前記処理を施した加工対象物の、粘着剤層(X2)とは反対側の面に、熱硬化性フィルムを貼付する工程である。
図6には、前記処理を施して得られた複数の半導体チップCPの、粘着剤層(X2)とは反対側の面に、支持シート8を備える熱硬化性フィルム7を貼付する工程を説明する断面図が示されている。 (Step 3A)
Step 3A is a step of attaching a thermosetting film to the surface of the processed object to be processed, which is opposite to the pressure-sensitive adhesive layer (X2).
FIG. 6 illustrates a step of attaching a
熱硬化性フィルム7は、少なくとも熱硬化性樹脂を含有する樹脂組成物を製膜して得られる熱硬化性を有するフィルムであり、半導体チップCPを基板に実装する際の接着剤として用いられる。熱硬化性フィルム7は、必要に応じて、上記熱硬化性樹脂の硬化剤、熱可塑性樹脂、無機充填材、硬化促進剤等を含有していてもよい。
熱硬化性フィルム7としては、例えば、ダイボンディングフィルム、ダイアタッチフィルム等として一般的に使用されている熱硬化性フィルムを使用することができる。
熱硬化性フィルム7の厚さは、特に限定されないが、通常は1~200μmであり、好ましくは3~100μm、より好ましくは5~50μmである。
支持シート8は、熱硬化性フィルム7を支持できるものであればよく、例えば、本発明の一態様の粘着シートが有する基材(Y)として挙げられた樹脂、金属、紙材等が挙げられる。 Thethermosetting film 7 is a film having thermosetting property obtained by forming a resin composition containing at least a thermosetting resin, and is used as an adhesive when mounting a semiconductor chip CP on a substrate. The thermosetting film 7 may contain a curing agent for the thermosetting resin, a thermoplastic resin, an inorganic filler, a curing accelerator, and the like, if necessary.
As thethermosetting film 7, for example, a thermosetting film generally used as a die bonding film, a die attach film, or the like can be used.
The thickness of thethermosetting film 7 is not particularly limited, but is usually 1 to 200 μm, preferably 3 to 100 μm, and more preferably 5 to 50 μm.
Thesupport sheet 8 may be any as long as it can support the thermosetting film 7, and examples thereof include resins, metals, and paper materials listed as the base material (Y) contained in the pressure-sensitive adhesive sheet according to the present invention. ..
熱硬化性フィルム7としては、例えば、ダイボンディングフィルム、ダイアタッチフィルム等として一般的に使用されている熱硬化性フィルムを使用することができる。
熱硬化性フィルム7の厚さは、特に限定されないが、通常は1~200μmであり、好ましくは3~100μm、より好ましくは5~50μmである。
支持シート8は、熱硬化性フィルム7を支持できるものであればよく、例えば、本発明の一態様の粘着シートが有する基材(Y)として挙げられた樹脂、金属、紙材等が挙げられる。 The
As the
The thickness of the
The
熱硬化性フィルム7を、複数の半導体チップCPに貼付する方法としては、例えば、ラミネートによる方法が挙げられる。
ラミネートは加熱しながら行ってもよく、非加熱で行ってもよい。ラミネートを加熱しながら行う場合の加熱温度は、熱膨張性粒子の膨張を抑制する観点及び被着体の熱変化を抑制する観点から、好ましくは「膨張開始温度(t)より低い温度」、より好ましくは「膨張開始温度(t)-5℃」以下、更に好ましくは「膨張開始温度(t)-10℃」以下、より更に好ましくは「膨張開始温度(t)-15℃」以下である。 Examples of the method of attaching thethermosetting film 7 to a plurality of semiconductor chip CPs include a method of laminating.
Laminating may be performed while heating or may be performed without heating. When the lamination is performed while heating, the heating temperature is preferably "a temperature lower than the expansion start temperature (t)" from the viewpoint of suppressing the expansion of the thermally expandable particles and suppressing the thermal change of the adherend. It is preferably "expansion start temperature (t) -5 ° C." or less, more preferably "expansion start temperature (t) -10 ° C." or less, and even more preferably "expansion start temperature (t) -15 ° C." or less.
ラミネートは加熱しながら行ってもよく、非加熱で行ってもよい。ラミネートを加熱しながら行う場合の加熱温度は、熱膨張性粒子の膨張を抑制する観点及び被着体の熱変化を抑制する観点から、好ましくは「膨張開始温度(t)より低い温度」、より好ましくは「膨張開始温度(t)-5℃」以下、更に好ましくは「膨張開始温度(t)-10℃」以下、より更に好ましくは「膨張開始温度(t)-15℃」以下である。 Examples of the method of attaching the
Laminating may be performed while heating or may be performed without heating. When the lamination is performed while heating, the heating temperature is preferably "a temperature lower than the expansion start temperature (t)" from the viewpoint of suppressing the expansion of the thermally expandable particles and suppressing the thermal change of the adherend. It is preferably "expansion start temperature (t) -5 ° C." or less, more preferably "expansion start temperature (t) -10 ° C." or less, and even more preferably "expansion start temperature (t) -15 ° C." or less.
(工程4A)
工程4Aは、前記粘着シートを前記膨張開始温度(t)以上、120℃以下に加熱して、粘着剤層(X1)と前記支持体とを分離する工程である。
図7には、粘着シート2bを加熱して、粘着剤層(X1)と支持体3とを分離する工程を説明する断面図が示されている。 (Step 4A)
Step 4A is a step of heating the pressure-sensitive adhesive sheet to 120 ° C. or higher at the expansion start temperature (t) or higher to separate the pressure-sensitive adhesive layer (X1) from the support.
FIG. 7 shows a cross-sectional view illustrating a step of heating the pressure-sensitive adhesive sheet 2b to separate the pressure-sensitive adhesive layer (X1) and the support 3.
工程4Aは、前記粘着シートを前記膨張開始温度(t)以上、120℃以下に加熱して、粘着剤層(X1)と前記支持体とを分離する工程である。
図7には、粘着シート2bを加熱して、粘着剤層(X1)と支持体3とを分離する工程を説明する断面図が示されている。 (Step 4A)
Step 4A is a step of heating the pressure-sensitive adhesive sheet to 120 ° C. or higher at the expansion start temperature (t) or higher to separate the pressure-sensitive adhesive layer (X1) from the support.
FIG. 7 shows a cross-sectional view illustrating a step of heating the pressure-
工程4Aにおける加熱温度は、熱膨張性粒子の膨張開始温度(t)以上であり、120℃以下の範囲において、好ましくは「膨張開始温度(t)より高い温度」、より好ましくは「膨張開始温度(t)+2℃」以上、更に好ましくは「膨張開始温度(t)+4℃」以上、より更に好ましくは「膨張開始温度(t)+5℃」以上である。また、工程4Aにおける加熱温度は省エネルギー性及び加熱剥離時における被着体の熱変化を抑制する観点からは、120℃以下の範囲において、好ましくは「膨張開始温度(t)+50℃」以下、より好ましくは「膨張開始温度(t)+40℃」以下、更に好ましくは「膨張開始温度(t)+20℃」以下である。
工程4Aにおける加熱温度は、被着体の熱変化を抑制する観点からは、膨張開始温度(t)以上の範囲内において、好ましくは115℃以下、より好ましくは110℃以下、更に好ましくは105℃以下である。 The heating temperature in step 4A is equal to or higher than the expansion start temperature (t) of the thermally expandable particles, and is preferably "a temperature higher than the expansion start temperature (t)", more preferably "expansion start temperature" in the range of 120 ° C. or lower. (T) + 2 ° C. "or higher, more preferably" expansion start temperature (t) + 4 ° C. "or higher, and even more preferably" expansion start temperature (t) + 5 ° C. " Further, the heating temperature in step 4A is preferably "expansion start temperature (t) + 50 ° C." or less in the range of 120 ° C. or lower from the viewpoint of energy saving and suppressing the thermal change of the adherend at the time of heat peeling. It is preferably "expansion start temperature (t) + 40 ° C." or less, and more preferably "expansion start temperature (t) + 20 ° C." or less.
From the viewpoint of suppressing the thermal change of the adherend, the heating temperature in the step 4A is preferably 115 ° C. or lower, more preferably 110 ° C. or lower, still more preferably 105 ° C. within the range of the expansion start temperature (t) or higher. It is as follows.
工程4Aにおける加熱温度は、被着体の熱変化を抑制する観点からは、膨張開始温度(t)以上の範囲内において、好ましくは115℃以下、より好ましくは110℃以下、更に好ましくは105℃以下である。 The heating temperature in step 4A is equal to or higher than the expansion start temperature (t) of the thermally expandable particles, and is preferably "a temperature higher than the expansion start temperature (t)", more preferably "expansion start temperature" in the range of 120 ° C. or lower. (T) + 2 ° C. "or higher, more preferably" expansion start temperature (t) + 4 ° C. "or higher, and even more preferably" expansion start temperature (t) + 5 ° C. " Further, the heating temperature in step 4A is preferably "expansion start temperature (t) + 50 ° C." or less in the range of 120 ° C. or lower from the viewpoint of energy saving and suppressing the thermal change of the adherend at the time of heat peeling. It is preferably "expansion start temperature (t) + 40 ° C." or less, and more preferably "expansion start temperature (t) + 20 ° C." or less.
From the viewpoint of suppressing the thermal change of the adherend, the heating temperature in the step 4A is preferably 115 ° C. or lower, more preferably 110 ° C. or lower, still more preferably 105 ° C. within the range of the expansion start temperature (t) or higher. It is as follows.
(工程5A)
工程5Aは、粘着剤層(X2)と前記加工対象物とを分離する工程である。
図8には、粘着剤層(X2)と複数の半導体チップCPとを分離する工程を説明する断面図が示されている。
粘着剤層(X2)と複数の半導体チップCPとを分離する方法は、粘着剤層(X2)の種類に応じて適宜選択すればよい。例えば、粘着剤層(X2)が、エネルギー線照射によって粘着力が低下する粘着剤層である場合には、粘着剤層(X2)に対してエネルギー線照射を行い粘着力を低下させてから分離すればよい。 (Step 5A)
Step 5A is a step of separating the pressure-sensitive adhesive layer (X2) from the object to be processed.
FIG. 8 shows a cross-sectional view illustrating a step of separating the pressure-sensitive adhesive layer (X2) and the plurality of semiconductor chip CPs.
The method for separating the pressure-sensitive adhesive layer (X2) and the plurality of semiconductor chip CPs may be appropriately selected according to the type of the pressure-sensitive adhesive layer (X2). For example, when the pressure-sensitive adhesive layer (X2) is a pressure-sensitive adhesive layer whose adhesive strength is reduced by irradiation with energy rays, the pressure-sensitive adhesive layer (X2) is irradiated with energy rays to reduce the adhesive strength and then separated. do it.
工程5Aは、粘着剤層(X2)と前記加工対象物とを分離する工程である。
図8には、粘着剤層(X2)と複数の半導体チップCPとを分離する工程を説明する断面図が示されている。
粘着剤層(X2)と複数の半導体チップCPとを分離する方法は、粘着剤層(X2)の種類に応じて適宜選択すればよい。例えば、粘着剤層(X2)が、エネルギー線照射によって粘着力が低下する粘着剤層である場合には、粘着剤層(X2)に対してエネルギー線照射を行い粘着力を低下させてから分離すればよい。 (Step 5A)
Step 5A is a step of separating the pressure-sensitive adhesive layer (X2) from the object to be processed.
FIG. 8 shows a cross-sectional view illustrating a step of separating the pressure-sensitive adhesive layer (X2) and the plurality of semiconductor chip CPs.
The method for separating the pressure-sensitive adhesive layer (X2) and the plurality of semiconductor chip CPs may be appropriately selected according to the type of the pressure-sensitive adhesive layer (X2). For example, when the pressure-sensitive adhesive layer (X2) is a pressure-sensitive adhesive layer whose adhesive strength is reduced by irradiation with energy rays, the pressure-sensitive adhesive layer (X2) is irradiated with energy rays to reduce the adhesive strength and then separated. do it.
上記工程1A~5Aを経て、熱硬化性フィルム7上に貼付された複数の半導体チップCPが得られる。
次に、複数の半導体チップCPが貼付されている熱硬化性フィルム7を、半導体チップCPと同形状に分割して、熱硬化性フィルム7付き半導体チップCPを得ることが好ましい。熱硬化性フィルム7の分割方法としては、例えば、レーザー光によるレーザーダイシング、エキスパンド、溶断等の方法を適用することができる。
図9には、半導体チップCPと同形状に分割された熱硬化性フィルム7付き半導体チップCPが示されている。 Through the above steps 1A to 5A, a plurality of semiconductor chip CPs attached on thethermosetting film 7 can be obtained.
Next, it is preferable to divide thethermosetting film 7 to which the plurality of semiconductor chip CPs are attached into the same shape as the semiconductor chip CP to obtain the semiconductor chip CP with the thermosetting film 7. As a method for dividing the thermosetting film 7, for example, a method such as laser dicing with laser light, expanding, or fusing can be applied.
FIG. 9 shows a semiconductor chip CP with athermosetting film 7 divided into the same shape as the semiconductor chip CP.
次に、複数の半導体チップCPが貼付されている熱硬化性フィルム7を、半導体チップCPと同形状に分割して、熱硬化性フィルム7付き半導体チップCPを得ることが好ましい。熱硬化性フィルム7の分割方法としては、例えば、レーザー光によるレーザーダイシング、エキスパンド、溶断等の方法を適用することができる。
図9には、半導体チップCPと同形状に分割された熱硬化性フィルム7付き半導体チップCPが示されている。 Through the above steps 1A to 5A, a plurality of semiconductor chip CPs attached on the
Next, it is preferable to divide the
FIG. 9 shows a semiconductor chip CP with a
熱硬化性フィルム7付き半導体チップCPは、更に、必要に応じて、半導体チップCP同士の間隔を広げるエキスパンド工程、間隔を広げた複数の半導体チップCPを配列させる再配列工程、複数の半導体チップCPの表裏を反転させる反転工程等が適宜施された後、熱硬化性フィルム7側から基板に貼付(ダイアタッチ)される。その後、熱硬化性フィルムを熱硬化させることで半導体チップと基板とを固着することができる。
The semiconductor chip CP with the thermosetting film 7 further includes an expanding step of widening the distance between the semiconductor chip CPs, a rearrangement step of arranging a plurality of semiconductor chip CPs having a wide distance, and a plurality of semiconductor chip CPs, if necessary. After an appropriate inversion step of inverting the front and back of the above, the thermosetting film 7 is attached (diatached) to the substrate from the side. After that, the semiconductor chip and the substrate can be fixed by thermosetting the thermosetting film.
本発明の一態様の製造方法は、製造方法Aにおいて、工程3Aを含まないものであってもよい。工程3Aを含まない場合は、工程4Aに代えて下記工程4A’を含むものであってもよい。
工程4A’:前記粘着シートを前記膨張開始温度(t)以上に加熱して、粘着剤層(X1)と前記支持体とを分離する工程 The production method according to one aspect of the present invention may not include step 3A in the production method A. When the step 3A is not included, the following step 4A'may be included instead of the step 4A.
Step 4A': A step of heating the pressure-sensitive adhesive sheet to the expansion start temperature (t) or higher to separate the pressure-sensitive adhesive layer (X1) from the support.
工程4A’:前記粘着シートを前記膨張開始温度(t)以上に加熱して、粘着剤層(X1)と前記支持体とを分離する工程 The production method according to one aspect of the present invention may not include step 3A in the production method A. When the step 3A is not included, the following step 4A'may be included instead of the step 4A.
Step 4A': A step of heating the pressure-sensitive adhesive sheet to the expansion start temperature (t) or higher to separate the pressure-sensitive adhesive layer (X1) from the support.
本発明の一態様の粘着シートとして両面粘着シートを用いる場合、第一態様の半導体装置の製造方法は、下記工程1B~4Bを含む製造方法(以下、「製造方法B」ともいう)であってもよい。
工程1B:粘着シートが有する粘着剤層(X1)に加工対象物を貼付し、前記粘着シートが有する粘着剤層(X2)に支持体を貼付する工程
工程2B:前記加工対象物に対して、研削処理及び個片化処理から選択される1以上の処理を施す工程
工程3B:前記処理を施した加工対象物の、前記粘着剤層(X1)とは反対側の面に、熱硬化性を有する熱硬化性フィルムを貼付する工程
工程4B:前記粘着シートを前記膨張開始温度(t)以上、120℃以下に加熱して、粘着剤層(X1)と前記加工対象物とを分離する工程 When a double-sided pressure-sensitive adhesive sheet is used as the pressure-sensitive adhesive sheet of one aspect of the present invention, the method for manufacturing the semiconductor device of the first aspect is a manufacturing method including the following steps 1B to 4B (hereinafter, also referred to as "manufacturing method B"). May be good.
Step 1B: A process of attaching the object to be processed to the pressure-sensitive adhesive layer (X1) of the pressure-sensitive adhesive sheet, and attaching a support to the pressure-sensitive adhesive layer (X2) of the pressure-sensitive adhesive sheet. Step of performing one or more treatments selected from grinding treatment and individualization treatment Step 3B: Thermocurability is applied to the surface of the processed object to which the treatment has been performed, which is opposite to the pressure-sensitive adhesive layer (X1). Step 4B: A step of heating the pressure-sensitive adhesive sheet to 120 ° C. or higher above the expansion start temperature (t) to separate the pressure-sensitive adhesive layer (X1) from the object to be processed.
工程1B:粘着シートが有する粘着剤層(X1)に加工対象物を貼付し、前記粘着シートが有する粘着剤層(X2)に支持体を貼付する工程
工程2B:前記加工対象物に対して、研削処理及び個片化処理から選択される1以上の処理を施す工程
工程3B:前記処理を施した加工対象物の、前記粘着剤層(X1)とは反対側の面に、熱硬化性を有する熱硬化性フィルムを貼付する工程
工程4B:前記粘着シートを前記膨張開始温度(t)以上、120℃以下に加熱して、粘着剤層(X1)と前記加工対象物とを分離する工程 When a double-sided pressure-sensitive adhesive sheet is used as the pressure-sensitive adhesive sheet of one aspect of the present invention, the method for manufacturing the semiconductor device of the first aspect is a manufacturing method including the following steps 1B to 4B (hereinafter, also referred to as "manufacturing method B"). May be good.
Step 1B: A process of attaching the object to be processed to the pressure-sensitive adhesive layer (X1) of the pressure-sensitive adhesive sheet, and attaching a support to the pressure-sensitive adhesive layer (X2) of the pressure-sensitive adhesive sheet. Step of performing one or more treatments selected from grinding treatment and individualization treatment Step 3B: Thermocurability is applied to the surface of the processed object to which the treatment has been performed, which is opposite to the pressure-sensitive adhesive layer (X1). Step 4B: A step of heating the pressure-sensitive adhesive sheet to 120 ° C. or higher above the expansion start temperature (t) to separate the pressure-sensitive adhesive layer (X1) from the object to be processed.
工程1B~3Bは、工程1A~3Aの説明における粘着剤層(X1)を粘着剤層(X2)に、粘着剤層(X2)を粘着剤層(X1)に読み替えて説明されるものである。
Steps 1B to 3B are described by replacing the pressure-sensitive adhesive layer (X1) with the pressure-sensitive adhesive layer (X2) and the pressure-sensitive adhesive layer (X2) with the pressure-sensitive adhesive layer (X1) in the description of steps 1A to 3A. ..
工程4Bは、前記粘着シートを前記膨張開始温度(t)以上、120℃以下に加熱して、粘着剤層(X1)と前記加工対象物とを分離する工程である。
工程4Bにおける粘着シートの加熱温度等の加熱条件は、工程4Aにおける説明と同じである。
工程4Bによって、熱硬化性フィルム上に貼付された複数の半導体チップが得られる。その後、上記した製造方法Aの場合と同じように、熱硬化性フィルムを分割して、熱硬化性フィルム付き半導体チップが得られる。 Step 4B is a step of heating the pressure-sensitive adhesive sheet to 120 ° C. or higher at the expansion start temperature (t) or higher to separate the pressure-sensitive adhesive layer (X1) from the object to be processed.
The heating conditions such as the heating temperature of the pressure-sensitive adhesive sheet in step 4B are the same as those described in step 4A.
By step 4B, a plurality of semiconductor chips attached on the thermosetting film are obtained. Then, as in the case of the manufacturing method A described above, the thermosetting film is divided to obtain a semiconductor chip with a thermosetting film.
工程4Bにおける粘着シートの加熱温度等の加熱条件は、工程4Aにおける説明と同じである。
工程4Bによって、熱硬化性フィルム上に貼付された複数の半導体チップが得られる。その後、上記した製造方法Aの場合と同じように、熱硬化性フィルムを分割して、熱硬化性フィルム付き半導体チップが得られる。 Step 4B is a step of heating the pressure-sensitive adhesive sheet to 120 ° C. or higher at the expansion start temperature (t) or higher to separate the pressure-sensitive adhesive layer (X1) from the object to be processed.
The heating conditions such as the heating temperature of the pressure-sensitive adhesive sheet in step 4B are the same as those described in step 4A.
By step 4B, a plurality of semiconductor chips attached on the thermosetting film are obtained. Then, as in the case of the manufacturing method A described above, the thermosetting film is divided to obtain a semiconductor chip with a thermosetting film.
製造方法Bは、工程4Bの後に、粘着剤層(X2)と前記支持体とを分離する工程5Bを有していてもよい。
粘着剤層(X2)と支持体とを分離する方法は、粘着剤層(X2)の種類に応じて適宜選択すればよい。例えば、粘着剤層(X2)が、エネルギー線照射によって粘着力が低下する粘着剤層である場合には、粘着剤層(X2)に対してエネルギー線照射を行い粘着力を低下させてから分離すればよい。 The manufacturing method B may include a step 5B for separating the pressure-sensitive adhesive layer (X2) and the support after the step 4B.
The method for separating the pressure-sensitive adhesive layer (X2) and the support may be appropriately selected according to the type of the pressure-sensitive adhesive layer (X2). For example, when the pressure-sensitive adhesive layer (X2) is a pressure-sensitive adhesive layer whose adhesive strength is reduced by irradiation with energy rays, the pressure-sensitive adhesive layer (X2) is irradiated with energy rays to reduce the adhesive strength and then separated. do it.
粘着剤層(X2)と支持体とを分離する方法は、粘着剤層(X2)の種類に応じて適宜選択すればよい。例えば、粘着剤層(X2)が、エネルギー線照射によって粘着力が低下する粘着剤層である場合には、粘着剤層(X2)に対してエネルギー線照射を行い粘着力を低下させてから分離すればよい。 The manufacturing method B may include a step 5B for separating the pressure-sensitive adhesive layer (X2) and the support after the step 4B.
The method for separating the pressure-sensitive adhesive layer (X2) and the support may be appropriately selected according to the type of the pressure-sensitive adhesive layer (X2). For example, when the pressure-sensitive adhesive layer (X2) is a pressure-sensitive adhesive layer whose adhesive strength is reduced by irradiation with energy rays, the pressure-sensitive adhesive layer (X2) is irradiated with energy rays to reduce the adhesive strength and then separated. do it.
本発明の一態様の製造方法は、製造方法Bにおいて、工程3Bを含まないものであってもよい。工程3Bを含まない場合は、工程4Bに代えて下記工程4B’を含むものであってもよい。
工程4B’:前記粘着シートを前記膨張開始温度(t)以上に加熱して、粘着剤層(X1)と前記加工対象物とを分離する工程 The production method of one aspect of the present invention may not include step 3B in the production method B. When step 3B is not included, the following step 4B'may be included instead of step 4B.
Step 4B': A step of heating the pressure-sensitive adhesive sheet to the expansion start temperature (t) or higher to separate the pressure-sensitive adhesive layer (X1) from the object to be processed.
工程4B’:前記粘着シートを前記膨張開始温度(t)以上に加熱して、粘着剤層(X1)と前記加工対象物とを分離する工程 The production method of one aspect of the present invention may not include step 3B in the production method B. When step 3B is not included, the following step 4B'may be included instead of step 4B.
Step 4B': A step of heating the pressure-sensitive adhesive sheet to the expansion start temperature (t) or higher to separate the pressure-sensitive adhesive layer (X1) from the object to be processed.
<別の態様の半導体装置の製造方法>
本発明の半導体装置の製造方法は、上記した第一態様の半導体装置の製造方法に限定されるものではなく、第一態様とは別の態様の半導体装置の製造方法であってもよい。
別の態様の半導体装置の製造方法の一例としては、本発明の一態様の粘着シートを、製造工程の一環として検査対象物を検査するための仮固定用シートとして使用する方法が挙げられる。検査対象物に対して行われる検査としては、例えば、光学顕微鏡、レーザーを利用した欠陥検査(例えば、ごみ検査、表面傷検査、配線パターン検査等)、目視による表面検査等が挙げられる。
検査対象物としては、例えば、半導体チップ、半導体ウエハ、化合物半導体、半導体パッケージ、電子部品、LED素子、サファイア基板、ディスプレイ、パネル用基板等が挙げられる。
本発明の一態様の粘着シートを、検査対象物を検査するための仮固定用シートとして使用する場合、粘着シートの粘着剤層(X1)に複数個の検査対象物を貼付した状態で検査を実施することができる。検査を行った後、例えば、上記複数個の検査対象物が貼付されている粘着剤層(X1)の一部を局所的に加熱して、当該部分に貼付されている特定の検査対象物を選択的に加熱剥離することもできる。このとき、本発明の一態様の粘着シートは、低温での加熱剥離が可能であるため、加熱剥離作業の作業性及び省エネルギー性に優れると共に、検査対象物が熱変化し易いものであっても、加熱剥離時の加熱による検査対象物の熱変化を抑制することができる。 <Manufacturing method of semiconductor device of another aspect>
The method for manufacturing a semiconductor device of the present invention is not limited to the method for manufacturing a semiconductor device according to the first aspect described above, and may be a method for manufacturing a semiconductor device according to another aspect from the first aspect.
As an example of the method for manufacturing a semiconductor device of another aspect, there is a method of using the pressure-sensitive adhesive sheet of one aspect of the present invention as a temporary fixing sheet for inspecting an inspection object as a part of a manufacturing process. Examples of the inspection performed on the inspection object include a defect inspection using an optical microscope and a laser (for example, dust inspection, surface scratch inspection, wiring pattern inspection, etc.), and a visual surface inspection.
Examples of the inspection target include semiconductor chips, semiconductor wafers, compound semiconductors, semiconductor packages, electronic components, LED elements, sapphire substrates, displays, panel substrates, and the like.
When the adhesive sheet of one aspect of the present invention is used as a temporary fixing sheet for inspecting an inspection object, the inspection is carried out with a plurality of inspection objects attached to the adhesive layer (X1) of the adhesive sheet. Can be carried out. After performing the inspection, for example, a part of the pressure-sensitive adhesive layer (X1) to which the plurality of inspection objects are attached is locally heated to obtain a specific inspection object attached to the portion. It can also be selectively heat-peeled. At this time, since the pressure-sensitive adhesive sheet according to one aspect of the present invention can be heat-peeled at a low temperature, it is excellent in workability and energy saving of the heat-peeling work, and even if the inspection object is easily thermally changed. , It is possible to suppress the thermal change of the inspection object due to heating at the time of heat peeling.
本発明の半導体装置の製造方法は、上記した第一態様の半導体装置の製造方法に限定されるものではなく、第一態様とは別の態様の半導体装置の製造方法であってもよい。
別の態様の半導体装置の製造方法の一例としては、本発明の一態様の粘着シートを、製造工程の一環として検査対象物を検査するための仮固定用シートとして使用する方法が挙げられる。検査対象物に対して行われる検査としては、例えば、光学顕微鏡、レーザーを利用した欠陥検査(例えば、ごみ検査、表面傷検査、配線パターン検査等)、目視による表面検査等が挙げられる。
検査対象物としては、例えば、半導体チップ、半導体ウエハ、化合物半導体、半導体パッケージ、電子部品、LED素子、サファイア基板、ディスプレイ、パネル用基板等が挙げられる。
本発明の一態様の粘着シートを、検査対象物を検査するための仮固定用シートとして使用する場合、粘着シートの粘着剤層(X1)に複数個の検査対象物を貼付した状態で検査を実施することができる。検査を行った後、例えば、上記複数個の検査対象物が貼付されている粘着剤層(X1)の一部を局所的に加熱して、当該部分に貼付されている特定の検査対象物を選択的に加熱剥離することもできる。このとき、本発明の一態様の粘着シートは、低温での加熱剥離が可能であるため、加熱剥離作業の作業性及び省エネルギー性に優れると共に、検査対象物が熱変化し易いものであっても、加熱剥離時の加熱による検査対象物の熱変化を抑制することができる。 <Manufacturing method of semiconductor device of another aspect>
The method for manufacturing a semiconductor device of the present invention is not limited to the method for manufacturing a semiconductor device according to the first aspect described above, and may be a method for manufacturing a semiconductor device according to another aspect from the first aspect.
As an example of the method for manufacturing a semiconductor device of another aspect, there is a method of using the pressure-sensitive adhesive sheet of one aspect of the present invention as a temporary fixing sheet for inspecting an inspection object as a part of a manufacturing process. Examples of the inspection performed on the inspection object include a defect inspection using an optical microscope and a laser (for example, dust inspection, surface scratch inspection, wiring pattern inspection, etc.), and a visual surface inspection.
Examples of the inspection target include semiconductor chips, semiconductor wafers, compound semiconductors, semiconductor packages, electronic components, LED elements, sapphire substrates, displays, panel substrates, and the like.
When the adhesive sheet of one aspect of the present invention is used as a temporary fixing sheet for inspecting an inspection object, the inspection is carried out with a plurality of inspection objects attached to the adhesive layer (X1) of the adhesive sheet. Can be carried out. After performing the inspection, for example, a part of the pressure-sensitive adhesive layer (X1) to which the plurality of inspection objects are attached is locally heated to obtain a specific inspection object attached to the portion. It can also be selectively heat-peeled. At this time, since the pressure-sensitive adhesive sheet according to one aspect of the present invention can be heat-peeled at a low temperature, it is excellent in workability and energy saving of the heat-peeling work, and even if the inspection object is easily thermally changed. , It is possible to suppress the thermal change of the inspection object due to heating at the time of heat peeling.
別の態様の半導体装置の製造方法の他の一例としては、別のシートに貼付されている加工対象物を、本発明の一態様の粘着シートを用いて、該別のシートから分離させる方法が挙げられる。
例えば、エキスパンドテープ上で間隔を広げられた複数の半導体チップは、エキスパンドテープの粘着表面に貼付されているが、これらのチップを1個ずつピックアップする作業は煩雑である。本発明の一態様の半導体装置の製造方法によると、エキスパンドテープ上に貼付された複数の半導体チップの表出面に、本発明の一態様の粘着シートの粘着剤層(X1)を貼付し、次いで、複数の半導体チップからエキスパンドテープを剥離することで、エキスパンドテープから複数の半導体チップを一括して分離することができる。
上記の工程を経て、本発明の一態様の粘着シート上に貼付された複数の半導体チップが得られる。該複数の半導体チップは、その後、粘着剤層(X1)を熱膨張性粒子の膨張開始温度(t)以上に加熱することで、容易に分離することができる。このとき、本発明の一態様の粘着シートは、低温での加熱剥離が可能であるため、加熱剥離作業の作業性及び省エネルギー性に優れると共に、被着体が熱変化し易いものであっても、加熱剥離時の加熱による被着体の熱変化を抑制することができる。
分離された複数の半導体チップは、別の粘着シートに転写されてもよく、一旦分離した後、複数の半導体チップを整列させる再配列工程に供されてもよい。 As another example of the method for manufacturing a semiconductor device of another aspect, there is a method of separating an object to be processed attached to another sheet from the other sheet by using the adhesive sheet of one aspect of the present invention. Can be mentioned.
For example, a plurality of semiconductor chips that are spaced apart on the expanding tape are attached to the adhesive surface of the expanding tape, but the work of picking up these chips one by one is complicated. According to the method for manufacturing a semiconductor device according to one aspect of the present invention, the pressure-sensitive adhesive layer (X1) of the pressure-sensitive adhesive sheet according to one aspect of the present invention is attached to the exposed surface of a plurality of semiconductor chips attached on the expanding tape, and then. By peeling the expanding tape from the plurality of semiconductor chips, the plurality of semiconductor chips can be separated from the expanding tape at once.
Through the above steps, a plurality of semiconductor chips attached on the pressure-sensitive adhesive sheet according to one aspect of the present invention can be obtained. The plurality of semiconductor chips can be easily separated by subsequently heating the pressure-sensitive adhesive layer (X1) to a temperature equal to or higher than the expansion start temperature (t) of the heat-expandable particles. At this time, since the pressure-sensitive adhesive sheet according to one aspect of the present invention can be heat-peeled at a low temperature, it is excellent in workability and energy saving of heat-peeling work, and even if the adherend is easily thermally changed. , It is possible to suppress the thermal change of the adherend due to heating at the time of heat peeling.
The plurality of separated semiconductor chips may be transferred to another pressure-sensitive adhesive sheet, or may be subjected to a rearrangement step of aligning the plurality of semiconductor chips after being separated once.
例えば、エキスパンドテープ上で間隔を広げられた複数の半導体チップは、エキスパンドテープの粘着表面に貼付されているが、これらのチップを1個ずつピックアップする作業は煩雑である。本発明の一態様の半導体装置の製造方法によると、エキスパンドテープ上に貼付された複数の半導体チップの表出面に、本発明の一態様の粘着シートの粘着剤層(X1)を貼付し、次いで、複数の半導体チップからエキスパンドテープを剥離することで、エキスパンドテープから複数の半導体チップを一括して分離することができる。
上記の工程を経て、本発明の一態様の粘着シート上に貼付された複数の半導体チップが得られる。該複数の半導体チップは、その後、粘着剤層(X1)を熱膨張性粒子の膨張開始温度(t)以上に加熱することで、容易に分離することができる。このとき、本発明の一態様の粘着シートは、低温での加熱剥離が可能であるため、加熱剥離作業の作業性及び省エネルギー性に優れると共に、被着体が熱変化し易いものであっても、加熱剥離時の加熱による被着体の熱変化を抑制することができる。
分離された複数の半導体チップは、別の粘着シートに転写されてもよく、一旦分離した後、複数の半導体チップを整列させる再配列工程に供されてもよい。 As another example of the method for manufacturing a semiconductor device of another aspect, there is a method of separating an object to be processed attached to another sheet from the other sheet by using the adhesive sheet of one aspect of the present invention. Can be mentioned.
For example, a plurality of semiconductor chips that are spaced apart on the expanding tape are attached to the adhesive surface of the expanding tape, but the work of picking up these chips one by one is complicated. According to the method for manufacturing a semiconductor device according to one aspect of the present invention, the pressure-sensitive adhesive layer (X1) of the pressure-sensitive adhesive sheet according to one aspect of the present invention is attached to the exposed surface of a plurality of semiconductor chips attached on the expanding tape, and then. By peeling the expanding tape from the plurality of semiconductor chips, the plurality of semiconductor chips can be separated from the expanding tape at once.
Through the above steps, a plurality of semiconductor chips attached on the pressure-sensitive adhesive sheet according to one aspect of the present invention can be obtained. The plurality of semiconductor chips can be easily separated by subsequently heating the pressure-sensitive adhesive layer (X1) to a temperature equal to or higher than the expansion start temperature (t) of the heat-expandable particles. At this time, since the pressure-sensitive adhesive sheet according to one aspect of the present invention can be heat-peeled at a low temperature, it is excellent in workability and energy saving of heat-peeling work, and even if the adherend is easily thermally changed. , It is possible to suppress the thermal change of the adherend due to heating at the time of heat peeling.
The plurality of separated semiconductor chips may be transferred to another pressure-sensitive adhesive sheet, or may be subjected to a rearrangement step of aligning the plurality of semiconductor chips after being separated once.
本発明について、以下の実施例により具体的に説明するが、本発明は以下の実施例に限定されるものではない。
なお、以下の説明において「非膨張性粘着剤層(X1’)」とは、熱膨張性粒子を含有しない粘着剤層を意味し、後述する比較例で作製した粘着シートが有する粘着剤層と、剪断貯蔵弾性率G’の測定用に作製した熱膨張性粒子を含有しない粘着剤層が、非膨張性粘着剤層(X1’)に該当する。
以下の合成例及び実施例における物性値は、以下の方法により測定した値である。 The present invention will be specifically described with reference to the following examples, but the present invention is not limited to the following examples.
In the following description, the "non-expandable pressure-sensitive adhesive layer (X1')" means a pressure-sensitive adhesive layer that does not contain heat-expandable particles, and is the same as the pressure-sensitive adhesive layer of the pressure-sensitive adhesive sheet produced in the comparative example described later. The pressure-sensitive adhesive layer containing no heat-expandable particles prepared for the measurement of the coefficient of thermal expansion G'corresponds to the non-expandable pressure-sensitive adhesive layer (X1').
The physical property values in the following synthesis examples and examples are values measured by the following methods.
なお、以下の説明において「非膨張性粘着剤層(X1’)」とは、熱膨張性粒子を含有しない粘着剤層を意味し、後述する比較例で作製した粘着シートが有する粘着剤層と、剪断貯蔵弾性率G’の測定用に作製した熱膨張性粒子を含有しない粘着剤層が、非膨張性粘着剤層(X1’)に該当する。
以下の合成例及び実施例における物性値は、以下の方法により測定した値である。 The present invention will be specifically described with reference to the following examples, but the present invention is not limited to the following examples.
In the following description, the "non-expandable pressure-sensitive adhesive layer (X1')" means a pressure-sensitive adhesive layer that does not contain heat-expandable particles, and is the same as the pressure-sensitive adhesive layer of the pressure-sensitive adhesive sheet produced in the comparative example described later. The pressure-sensitive adhesive layer containing no heat-expandable particles prepared for the measurement of the coefficient of thermal expansion G'corresponds to the non-expandable pressure-sensitive adhesive layer (X1').
The physical property values in the following synthesis examples and examples are values measured by the following methods.
[質量平均分子量(Mw)]
ゲル浸透クロマトグラフ装置(東ソー株式会社製、製品名「HLC-8020」)を用いて、下記の条件下で測定し、標準ポリスチレン換算にて測定した値を用いた。
(測定条件)
・カラム:「TSK guard column HXL-L」「TSK gel G2500HXL」「TSK gel G2000HXL」「TSK gel G1000HXL」(いずれも東ソー株式会社製)を順次連結したもの
・カラム温度:40℃
・展開溶媒:テトラヒドロフラン
・流速:1.0mL/min [Mass average molecular weight (Mw)]
It was measured under the following conditions using a gel permeation chromatograph device (manufactured by Tosoh Corporation, product name "HLC-8020"), and the value measured in terms of standard polystyrene was used.
(Measurement condition)
-Column: "TSK guard volume HXL-L""TSK gel G2500HXL""TSK gel G2000HXL""TSK gel G1000HXL" (all manufactured by Tosoh Corporation) are connected in sequence.-Column temperature: 40 ° C.
-Development solvent: tetrahydrofuran-Flow velocity: 1.0 mL / min
ゲル浸透クロマトグラフ装置(東ソー株式会社製、製品名「HLC-8020」)を用いて、下記の条件下で測定し、標準ポリスチレン換算にて測定した値を用いた。
(測定条件)
・カラム:「TSK guard column HXL-L」「TSK gel G2500HXL」「TSK gel G2000HXL」「TSK gel G1000HXL」(いずれも東ソー株式会社製)を順次連結したもの
・カラム温度:40℃
・展開溶媒:テトラヒドロフラン
・流速:1.0mL/min [Mass average molecular weight (Mw)]
It was measured under the following conditions using a gel permeation chromatograph device (manufactured by Tosoh Corporation, product name "HLC-8020"), and the value measured in terms of standard polystyrene was used.
(Measurement condition)
-Column: "TSK guard volume HXL-L""TSK gel G2500HXL""TSK gel G2000HXL""TSK gel G1000HXL" (all manufactured by Tosoh Corporation) are connected in sequence.-Column temperature: 40 ° C.
-Development solvent: tetrahydrofuran-Flow velocity: 1.0 mL / min
[各層の厚さ]
株式会社テクロック製の定圧厚さ測定器(型番:「PG-02J」、標準規格:JIS K6783、Z1702、Z1709に準拠)を用いて測定した。 [Thickness of each layer]
The measurement was performed using a constant pressure thickness measuring instrument (model number: "PG-02J", standard: JIS K6783, Z1702, Z1709 compliant) manufactured by Teclock Co., Ltd.
株式会社テクロック製の定圧厚さ測定器(型番:「PG-02J」、標準規格:JIS K6783、Z1702、Z1709に準拠)を用いて測定した。 [Thickness of each layer]
The measurement was performed using a constant pressure thickness measuring instrument (model number: "PG-02J", standard: JIS K6783, Z1702, Z1709 compliant) manufactured by Teclock Co., Ltd.
[熱膨張性粒子の平均粒子径(D50)、90%粒子径(D90)]
レーザー回折式粒度分布測定装置(例えば、Malvern社製、製品名「マスターサイザー3000」)を用いて、23℃における膨張前の熱膨張性粒子の粒子分布を測定した。
そして、粒子分布の粒子径の小さい方から計算した累積体積頻度が50%及び90%に相当する粒子径を、それぞれ「熱膨張性粒子の平均粒子径(D50)」及び「熱膨張性粒子の90%粒子径(D90)」とした。 [Average particle size of thermally expandable particles (D 50 ), 90% particle size (D 90 )]
The particle distribution of the thermally expandable particles before expansion at 23 ° C. was measured using a laser diffraction type particle size distribution measuring device (for example, manufactured by Malvern, product name “Master Sizar 3000”).
Then, the particle diameters corresponding to the cumulative volume frequencies of 50% and 90% calculated from the smaller particle diameter of the particle distribution are set to "average particle diameter of thermally expandable particles (D 50 )" and "thermally expandable particles", respectively. 90% particle size (D 90 ) ”.
レーザー回折式粒度分布測定装置(例えば、Malvern社製、製品名「マスターサイザー3000」)を用いて、23℃における膨張前の熱膨張性粒子の粒子分布を測定した。
そして、粒子分布の粒子径の小さい方から計算した累積体積頻度が50%及び90%に相当する粒子径を、それぞれ「熱膨張性粒子の平均粒子径(D50)」及び「熱膨張性粒子の90%粒子径(D90)」とした。 [Average particle size of thermally expandable particles (D 50 ), 90% particle size (D 90 )]
The particle distribution of the thermally expandable particles before expansion at 23 ° C. was measured using a laser diffraction type particle size distribution measuring device (for example, manufactured by Malvern, product name “Master Sizar 3000”).
Then, the particle diameters corresponding to the cumulative volume frequencies of 50% and 90% calculated from the smaller particle diameter of the particle distribution are set to "average particle diameter of thermally expandable particles (D 50 )" and "thermally expandable particles", respectively. 90% particle size (D 90 ) ”.
[基材(Y)の貯蔵弾性率E’]
縦5mm×横30mmに裁断した基材(Y)を試験サンプルとして、動的粘弾性測定装置(TAインスツルメント社製、製品名「DMAQ800」)を用いて、試験開始温度0℃、試験終了温度200℃、昇温速度3℃/分、振動数1Hz、振幅20μmの条件で、所定の温度における貯蔵弾性率E’を測定した。 [Storage modulus of substrate (Y) E']
Using a base material (Y) cut into a length of 5 mm and a width of 30 mm as a test sample, using a dynamic viscoelasticity measuring device (manufactured by TA Instruments, product name "DMAQ800"), the test start temperature is 0 ° C. and the test is completed. The storage elastic modulus E'at a predetermined temperature was measured under the conditions of a temperature of 200 ° C., a heating rate of 3 ° C./min, a frequency of 1 Hz, and an amplitude of 20 μm.
縦5mm×横30mmに裁断した基材(Y)を試験サンプルとして、動的粘弾性測定装置(TAインスツルメント社製、製品名「DMAQ800」)を用いて、試験開始温度0℃、試験終了温度200℃、昇温速度3℃/分、振動数1Hz、振幅20μmの条件で、所定の温度における貯蔵弾性率E’を測定した。 [Storage modulus of substrate (Y) E']
Using a base material (Y) cut into a length of 5 mm and a width of 30 mm as a test sample, using a dynamic viscoelasticity measuring device (manufactured by TA Instruments, product name "DMAQ800"), the test start temperature is 0 ° C. and the test is completed. The storage elastic modulus E'at a predetermined temperature was measured under the conditions of a temperature of 200 ° C., a heating rate of 3 ° C./min, a frequency of 1 Hz, and an amplitude of 20 μm.
[粘着剤層(X1)の23℃における剪断貯蔵弾性率G’(23)]
粘着剤層(X1)を直径8mm×厚さ3mmとしたものを試験サンプルとし、粘弾性測定装置(Anton Paar社製、装置名「MCR300」)を用いて、試験開始温度0℃、試験終了温度300℃、昇温速度3℃/分、振動数1Hzの条件で、ねじりせん断法によって、23℃における剪断貯蔵弾性率G’(23)を測定した。 [Shear storage elastic modulus G'(23) of the pressure-sensitive adhesive layer (X1) at 23 ° C.]
A test sample having a pressure-sensitive adhesive layer (X1) having a diameter of 8 mm and a thickness of 3 mm was used as a test sample, and a viscoelasticity measuring device (manufactured by Antonio Par Co., Ltd., device name “MCR300”) was used to set a test start temperature of 0 ° C. and a test end temperature. The shear storage elastic modulus G'(23) at 23 ° C. was measured by the torsional shearing method under the conditions of 300 ° C., a heating rate of 3 ° C./min, and a frequency of 1 Hz.
粘着剤層(X1)を直径8mm×厚さ3mmとしたものを試験サンプルとし、粘弾性測定装置(Anton Paar社製、装置名「MCR300」)を用いて、試験開始温度0℃、試験終了温度300℃、昇温速度3℃/分、振動数1Hzの条件で、ねじりせん断法によって、23℃における剪断貯蔵弾性率G’(23)を測定した。 [Shear storage elastic modulus G'(23) of the pressure-sensitive adhesive layer (X1) at 23 ° C.]
A test sample having a pressure-sensitive adhesive layer (X1) having a diameter of 8 mm and a thickness of 3 mm was used as a test sample, and a viscoelasticity measuring device (manufactured by Antonio Par Co., Ltd., device name “MCR300”) was used to set a test start temperature of 0 ° C. and a test end temperature. The shear storage elastic modulus G'(23) at 23 ° C. was measured by the torsional shearing method under the conditions of 300 ° C., a heating rate of 3 ° C./min, and a frequency of 1 Hz.
[非膨張性粘着剤層(X1’)の剪断貯蔵弾性率G’]
熱膨張性粒子の影響を排除した剪断貯蔵弾性率G’を測定するため、各実施例において、熱膨張性粒子を含有しないこと以外は、粘着剤層(X1)と同じ構成を有する非膨張性粘着剤層(X1’)を、各実施例の粘着剤層(X1)に対応する剪断貯蔵弾性率測定用試料として作製し、その剪断貯蔵弾性率G’を測定した。
また、比較例で作製した非膨張性粘着剤層(X1’)の剪断貯蔵弾性率G’も、本評価方法によって測定した。
非膨張性粘着剤層(X1’)を直径8mm×厚さ3mmとしたものを試験サンプルとし、粘弾性測定装置(Anton Paar社製、装置名「MCR300」)を用いて、試験開始温度0℃、試験終了温度300℃、昇温速度3℃/分、振動数1Hzの条件で、ねじりせん断法によって、23℃における剪断貯蔵弾性率G’(23)と、熱膨張性粒子の膨張開始温度(t)における剪断貯蔵弾性率G’(t)を測定した。
なお、剪断貯蔵弾性率測定用試料である非膨張性粘着剤層(X1’)の熱膨張性粒子の膨張開始温度(t)とは、剪断貯蔵弾性率測定用試料に対応する実施例の粘着剤層(X1)に含有される熱膨張性粒子の膨張開始温度(t)を意味し、本実施例においては、後述する通り88℃を意味する。
また、比較例で作製した粘着シートは膨張開始温度(t)を有しないため、実施例と同じ88℃における剪断貯蔵弾性率G’を測定した。 [Shear storage elastic modulus G'of non-expandable pressure-sensitive adhesive layer (X1')]
In order to measure the shear storage elastic modulus G'excluding the influence of the heat-expandable particles, in each example, the non-expansion has the same structure as the pressure-sensitive adhesive layer (X1) except that the heat-expandable particles are not contained. The pressure-sensitive adhesive layer (X1') was prepared as a sample for measuring the shear storage elastic modulus corresponding to the pressure-sensitive adhesive layer (X1) of each example, and the shear storage elastic modulus G'was measured.
The shear storage elastic modulus G'of the non-expandable pressure-sensitive adhesive layer (X1') prepared in Comparative Example was also measured by this evaluation method.
A test sample having a non-expandable pressure-sensitive adhesive layer (X1') having a diameter of 8 mm and a thickness of 3 mm was used as a test sample, and a test start temperature of 0 ° C. was used using a viscoelasticity measuring device (manufactured by Antonio Par, device name "MCR300"). The shear storage elastic modulus G'(23) at 23 ° C. and the expansion start temperature of the thermally expandable particles (23 ° C.) under the conditions of the test end temperature of 300 ° C., the heating rate of 3 ° C./min, and the frequency of 1 Hz by the torsional shear method. The shear storage elastic modulus G'(t) at t) was measured.
The expansion start temperature (t) of the heat-expandable particles of the non-expandable pressure-sensitive adhesive layer (X1'), which is a sample for measuring the shear storage elastic modulus, is the adhesion of the example corresponding to the sample for measuring the shear storage elastic modulus. It means the expansion start temperature (t) of the heat-expandable particles contained in the agent layer (X1), and in this example, it means 88 ° C. as described later.
Moreover, since the pressure-sensitive adhesive sheet produced in Comparative Example did not have the expansion start temperature (t), the shear storage elastic modulus G'at 88 ° C., which was the same as in Example, was measured.
熱膨張性粒子の影響を排除した剪断貯蔵弾性率G’を測定するため、各実施例において、熱膨張性粒子を含有しないこと以外は、粘着剤層(X1)と同じ構成を有する非膨張性粘着剤層(X1’)を、各実施例の粘着剤層(X1)に対応する剪断貯蔵弾性率測定用試料として作製し、その剪断貯蔵弾性率G’を測定した。
また、比較例で作製した非膨張性粘着剤層(X1’)の剪断貯蔵弾性率G’も、本評価方法によって測定した。
非膨張性粘着剤層(X1’)を直径8mm×厚さ3mmとしたものを試験サンプルとし、粘弾性測定装置(Anton Paar社製、装置名「MCR300」)を用いて、試験開始温度0℃、試験終了温度300℃、昇温速度3℃/分、振動数1Hzの条件で、ねじりせん断法によって、23℃における剪断貯蔵弾性率G’(23)と、熱膨張性粒子の膨張開始温度(t)における剪断貯蔵弾性率G’(t)を測定した。
なお、剪断貯蔵弾性率測定用試料である非膨張性粘着剤層(X1’)の熱膨張性粒子の膨張開始温度(t)とは、剪断貯蔵弾性率測定用試料に対応する実施例の粘着剤層(X1)に含有される熱膨張性粒子の膨張開始温度(t)を意味し、本実施例においては、後述する通り88℃を意味する。
また、比較例で作製した粘着シートは膨張開始温度(t)を有しないため、実施例と同じ88℃における剪断貯蔵弾性率G’を測定した。 [Shear storage elastic modulus G'of non-expandable pressure-sensitive adhesive layer (X1')]
In order to measure the shear storage elastic modulus G'excluding the influence of the heat-expandable particles, in each example, the non-expansion has the same structure as the pressure-sensitive adhesive layer (X1) except that the heat-expandable particles are not contained. The pressure-sensitive adhesive layer (X1') was prepared as a sample for measuring the shear storage elastic modulus corresponding to the pressure-sensitive adhesive layer (X1) of each example, and the shear storage elastic modulus G'was measured.
The shear storage elastic modulus G'of the non-expandable pressure-sensitive adhesive layer (X1') prepared in Comparative Example was also measured by this evaluation method.
A test sample having a non-expandable pressure-sensitive adhesive layer (X1') having a diameter of 8 mm and a thickness of 3 mm was used as a test sample, and a test start temperature of 0 ° C. was used using a viscoelasticity measuring device (manufactured by Antonio Par, device name "MCR300"). The shear storage elastic modulus G'(23) at 23 ° C. and the expansion start temperature of the thermally expandable particles (23 ° C.) under the conditions of the test end temperature of 300 ° C., the heating rate of 3 ° C./min, and the frequency of 1 Hz by the torsional shear method. The shear storage elastic modulus G'(t) at t) was measured.
The expansion start temperature (t) of the heat-expandable particles of the non-expandable pressure-sensitive adhesive layer (X1'), which is a sample for measuring the shear storage elastic modulus, is the adhesion of the example corresponding to the sample for measuring the shear storage elastic modulus. It means the expansion start temperature (t) of the heat-expandable particles contained in the agent layer (X1), and in this example, it means 88 ° C. as described later.
Moreover, since the pressure-sensitive adhesive sheet produced in Comparative Example did not have the expansion start temperature (t), the shear storage elastic modulus G'at 88 ° C., which was the same as in Example, was measured.
合成例1
(ウレタンアクリレート系プレポリマーの合成)
質量平均分子量(Mw)3,000のポリプロピレングリコール100質量部(固形分換算値;以下同じ)と、ヘキサメチレンジイソシアネート4質量部と、ジオクチル錫ジラウレート0.02質量部とを混合し、80℃で6時間撹拌することにより反応物(以下、「未変性プレポリマー」ともいう)を得た。得られた反応物について、赤外分光法によりIRスペクトルを測定したところ、イソシアネート基がほぼ消失していることが確認された。
その後、得られた反応物の全量に対して、2-イソシアネートエチルアクリレート1質量部を混合し、80℃で3時間撹拌することで、ウレタンアクリレート系プレポリマーを得た。得られたウレタンアクリレート系プレポリマーについて、赤外分光法によりIRスペクトルを測定したところ、イソシアネート基がほぼ消失していることが確認された。得られたウレタンアクリレート系プレポリマーの質量平均分子量(Mw)は25,000であった。 Synthesis example 1
(Synthesis of urethane acrylate-based prepolymer)
100 parts by mass of polypropylene glycol having a mass average molecular weight (Mw) of 3,000 (solid content conversion value; the same applies hereinafter), 4 parts by mass of hexamethylene diisocyanate, and 0.02 parts by mass of dioctyltin dilaurate are mixed and at 80 ° C. The reaction product (hereinafter, also referred to as “unmodified prepolymer”) was obtained by stirring for 6 hours. When the IR spectrum of the obtained reaction product was measured by infrared spectroscopy, it was confirmed that the isocyanate groups had almost disappeared.
Then, 1 part by mass of 2-isocyanate ethyl acrylate was mixed with the total amount of the obtained reaction product, and the mixture was stirred at 80 ° C. for 3 hours to obtain a urethane acrylate-based prepolymer. When the IR spectrum of the obtained urethane acrylate-based prepolymer was measured by infrared spectroscopy, it was confirmed that the isocyanate groups had almost disappeared. The mass average molecular weight (Mw) of the obtained urethane acrylate-based prepolymer was 25,000.
(ウレタンアクリレート系プレポリマーの合成)
質量平均分子量(Mw)3,000のポリプロピレングリコール100質量部(固形分換算値;以下同じ)と、ヘキサメチレンジイソシアネート4質量部と、ジオクチル錫ジラウレート0.02質量部とを混合し、80℃で6時間撹拌することにより反応物(以下、「未変性プレポリマー」ともいう)を得た。得られた反応物について、赤外分光法によりIRスペクトルを測定したところ、イソシアネート基がほぼ消失していることが確認された。
その後、得られた反応物の全量に対して、2-イソシアネートエチルアクリレート1質量部を混合し、80℃で3時間撹拌することで、ウレタンアクリレート系プレポリマーを得た。得られたウレタンアクリレート系プレポリマーについて、赤外分光法によりIRスペクトルを測定したところ、イソシアネート基がほぼ消失していることが確認された。得られたウレタンアクリレート系プレポリマーの質量平均分子量(Mw)は25,000であった。 Synthesis example 1
(Synthesis of urethane acrylate-based prepolymer)
100 parts by mass of polypropylene glycol having a mass average molecular weight (Mw) of 3,000 (solid content conversion value; the same applies hereinafter), 4 parts by mass of hexamethylene diisocyanate, and 0.02 parts by mass of dioctyltin dilaurate are mixed and at 80 ° C. The reaction product (hereinafter, also referred to as “unmodified prepolymer”) was obtained by stirring for 6 hours. When the IR spectrum of the obtained reaction product was measured by infrared spectroscopy, it was confirmed that the isocyanate groups had almost disappeared.
Then, 1 part by mass of 2-isocyanate ethyl acrylate was mixed with the total amount of the obtained reaction product, and the mixture was stirred at 80 ° C. for 3 hours to obtain a urethane acrylate-based prepolymer. When the IR spectrum of the obtained urethane acrylate-based prepolymer was measured by infrared spectroscopy, it was confirmed that the isocyanate groups had almost disappeared. The mass average molecular weight (Mw) of the obtained urethane acrylate-based prepolymer was 25,000.
実施例1~22
(重合性組成物の製造)
表1に記載の各成分を表1に記載の配合組成で混合して無溶剤型重合性組成物を得た。
なお、表1に記載の各成分の詳細は以下のとおりである。
〔重合性ビニルモノマー〕
2EHA:2-エチルヘキシルアクリレート((a1-1)成分)
IBXA:イソボルニルアクリレート((a1-2)成分)
HEA:2-ヒドロキシエチルアクリレート((a1-3)成分)
4HBA:4-ヒドロキシブチルアクリレート((a1-3)成分)
〔多官能(メタ)アクリレートモノマー〕
3官能モノマー:イソシアヌル酸エチレンオキサイド変性トリアクリレート((a1-4)成分)
〔多官能(メタ)アクリレートプレポリマー〕
ウレタンアクリレート系プレポリマー:合成例1で調製したもの((a2)成分)
ポリアクリルアクリレート系プレポリマー:「KANEKA XMAP(登録商標)RC100C」(株式会社カネカ製、両末端にアクリロイル基を有するポリアクリル系プレポリマー、質量平均分子量(Mw):21,500)((a2)成分)
〔光重合開始剤〕
1-ヒドロキシシクロヘキシルフェニルケトン
〔熱膨張性粒子〕
AkzoNobel社製、製品名「Expancel(登録商標)031-40」(DUタイプ)、膨張開始温度(t)=88℃、平均粒子径(D50)=12.6μm、90%粒子径(D90)=26.2μm
なお、表1の「粘着剤層(X1)又は非膨張性粘着剤層(X1’)の組成」中における「-」は当該成分を配合しなかったことを意味する。 Examples 1-22
(Production of polymerizable composition)
Each component shown in Table 1 was mixed with the compounding composition shown in Table 1 to obtain a solvent-free polymerizable composition.
The details of each component shown in Table 1 are as follows.
[Polymerizable vinyl monomer]
2EHA: 2-Ethylhexyl acrylate ((a1-1) component)
IBXA: Isobornyl acrylate ((a1-2) component)
HEA: 2-hydroxyethyl acrylate ((a1-3) component)
4HBA: 4-Hydroxybutyl acrylate ((a1-3) component)
[Polyfunctional (meth) acrylate monomer]
Trifunctional monomer: Ethylene oxide-modified triacrylate of isocyanuric acid ((a1-4) component)
[Polyfunctional (meth) acrylate prepolymer]
Urethane acrylate-based prepolymer: prepared in Synthesis Example 1 (component (a2))
Polyacrylic acrylate-based prepolymer: "KANEKA XMAP (registered trademark) RC100C" (manufactured by Kaneka Corporation, polyacrylic prepolymer having acryloyl groups at both ends, mass average molecular weight (Mw): 21,500) ((a2) component)
[Photopolymerization initiator]
1-Hydroxycyclohexylphenyl ketone [heat-expandable particles]
Made by AkzoNobel, product name "Expancel (registered trademark) 031-40" (DU type), expansion start temperature (t) = 88 ° C., average particle size (D 50 ) = 12.6 μm, 90% particle size (D 90) ) = 26.2 μm
In addition, "-" in "composition of the pressure-sensitive adhesive layer (X1) or the non-expandable pressure-sensitive adhesive layer (X1')" in Table 1 means that the component was not blended.
(重合性組成物の製造)
表1に記載の各成分を表1に記載の配合組成で混合して無溶剤型重合性組成物を得た。
なお、表1に記載の各成分の詳細は以下のとおりである。
〔重合性ビニルモノマー〕
2EHA:2-エチルヘキシルアクリレート((a1-1)成分)
IBXA:イソボルニルアクリレート((a1-2)成分)
HEA:2-ヒドロキシエチルアクリレート((a1-3)成分)
4HBA:4-ヒドロキシブチルアクリレート((a1-3)成分)
〔多官能(メタ)アクリレートモノマー〕
3官能モノマー:イソシアヌル酸エチレンオキサイド変性トリアクリレート((a1-4)成分)
〔多官能(メタ)アクリレートプレポリマー〕
ウレタンアクリレート系プレポリマー:合成例1で調製したもの((a2)成分)
ポリアクリルアクリレート系プレポリマー:「KANEKA XMAP(登録商標)RC100C」(株式会社カネカ製、両末端にアクリロイル基を有するポリアクリル系プレポリマー、質量平均分子量(Mw):21,500)((a2)成分)
〔光重合開始剤〕
1-ヒドロキシシクロヘキシルフェニルケトン
〔熱膨張性粒子〕
AkzoNobel社製、製品名「Expancel(登録商標)031-40」(DUタイプ)、膨張開始温度(t)=88℃、平均粒子径(D50)=12.6μm、90%粒子径(D90)=26.2μm
なお、表1の「粘着剤層(X1)又は非膨張性粘着剤層(X1’)の組成」中における「-」は当該成分を配合しなかったことを意味する。 Examples 1-22
(Production of polymerizable composition)
Each component shown in Table 1 was mixed with the compounding composition shown in Table 1 to obtain a solvent-free polymerizable composition.
The details of each component shown in Table 1 are as follows.
[Polymerizable vinyl monomer]
2EHA: 2-Ethylhexyl acrylate ((a1-1) component)
IBXA: Isobornyl acrylate ((a1-2) component)
HEA: 2-hydroxyethyl acrylate ((a1-3) component)
4HBA: 4-Hydroxybutyl acrylate ((a1-3) component)
[Polyfunctional (meth) acrylate monomer]
Trifunctional monomer: Ethylene oxide-modified triacrylate of isocyanuric acid ((a1-4) component)
[Polyfunctional (meth) acrylate prepolymer]
Urethane acrylate-based prepolymer: prepared in Synthesis Example 1 (component (a2))
Polyacrylic acrylate-based prepolymer: "KANEKA XMAP (registered trademark) RC100C" (manufactured by Kaneka Corporation, polyacrylic prepolymer having acryloyl groups at both ends, mass average molecular weight (Mw): 21,500) ((a2) component)
[Photopolymerization initiator]
1-Hydroxycyclohexylphenyl ketone [heat-expandable particles]
Made by AkzoNobel, product name "Expancel (registered trademark) 031-40" (DU type), expansion start temperature (t) = 88 ° C., average particle size (D 50 ) = 12.6 μm, 90% particle size (D 90) ) = 26.2 μm
In addition, "-" in "composition of the pressure-sensitive adhesive layer (X1) or the non-expandable pressure-sensitive adhesive layer (X1')" in Table 1 means that the component was not blended.
(粘着シートの製造)
上記で製造した無溶剤型重合性組成物を用いて、下記の手順で粘着シートを製造した。
無溶剤型重合性組成物を、ポリエチレンテレフタレート(PET)系剥離フィルム(リンテック株式会社製、製品名「SP-PET381031」、厚さ:38μm)の剥離処理面上に塗布して重合性組成物層を形成した。該重合性組成物層に対して、照度150mW/cm2、光量100mJ/cm2の条件で紫外線を照射して予備重合を行った。なお、重合性組成物層の厚さは、得られる粘着剤層(X1)の厚さが表1に記載の厚さとなるように調整した。
次いで、上記重合性組成物層の表出している面に、基材(Y)としてのポリエチレンテレフタレートフィルム(東洋紡株式会社製、コスモシャイン(登録商標)、品番「A4300」、厚さ:50μm)を貼付して、剥離フィルム、重合性組成物層、基材(Y)がこの順に積層された積層体を得た。なお、基材(Y)の23℃における貯蔵弾性率E’(23)は、3.0×109Pa、基材(Y)の熱膨張性粒子の膨張開始温度(t)における貯蔵弾性率E’(t)は、2.4×109Paである。
上記で得た積層体に対して、剥離フィルム側から、照度200mW/cm2、光量2,000mJ/cm2(500mJ/cm2を4回照射)の条件で紫外線を照射して粘着剤層(X1)を形成し、剥離フィルム、粘着剤層(X1)及び基材(Y)がこの順に積層された粘着シートを得た。
なお、紫外線照射時の上記の照度及び光量は、照度・光量計(EIT社製、製品名「UV Power Puck II」)を用いて測定した値である。 (Manufacturing of adhesive sheet)
Using the solvent-free polymerizable composition produced above, an adhesive sheet was produced by the following procedure.
The solvent-free polymerizable composition is applied onto the peeling surface of a polyethylene terephthalate (PET) -based release film (manufactured by Lintec Corporation, product name "SP-PET38131", thickness: 38 μm) to be applied to the polymerizable composition layer. Was formed. The polymerizable composition layer was prepolymerized by irradiating the polymerizable composition layer with ultraviolet rays under the conditions of an illuminance of 150 mW / cm 2 and a light intensity of 100 mJ / cm 2 . The thickness of the polymerizable composition layer was adjusted so that the thickness of the obtained pressure-sensitive adhesive layer (X1) was the thickness shown in Table 1.
Next, a polyethylene terephthalate film (manufactured by Toyobo Co., Ltd., Cosmo Shine (registered trademark), product number "A4300", thickness: 50 μm) as a base material (Y) was applied to the exposed surface of the polymerizable composition layer. By sticking, a laminate in which the release film, the polymerizable composition layer, and the base material (Y) were laminated in this order was obtained. The storage elastic modulus E'(23) of the base material (Y) at 23 ° C. is 3.0 × 10 9 Pa, and the storage elastic modulus of the heat-expandable particles of the base material (Y) at the expansion start temperature (t). E'(t) is 2.4 × 10 9 Pa.
The laminated body obtained above, the release film side, illuminance 200 mW / cm 2, light quantity 2,000mJ / cm 2 (500mJ / cm 2 to 4 times irradiation) adhesive layer was irradiated with ultraviolet rays under the condition of ( X1) was formed, and a pressure-sensitive adhesive sheet in which the release film, the pressure-sensitive adhesive layer (X1) and the base material (Y) were laminated in this order was obtained.
The above-mentioned illuminance and amount of light during ultraviolet irradiation are values measured using an illuminance / light intensity meter (manufactured by EIT, product name "UV Power Pack II").
上記で製造した無溶剤型重合性組成物を用いて、下記の手順で粘着シートを製造した。
無溶剤型重合性組成物を、ポリエチレンテレフタレート(PET)系剥離フィルム(リンテック株式会社製、製品名「SP-PET381031」、厚さ:38μm)の剥離処理面上に塗布して重合性組成物層を形成した。該重合性組成物層に対して、照度150mW/cm2、光量100mJ/cm2の条件で紫外線を照射して予備重合を行った。なお、重合性組成物層の厚さは、得られる粘着剤層(X1)の厚さが表1に記載の厚さとなるように調整した。
次いで、上記重合性組成物層の表出している面に、基材(Y)としてのポリエチレンテレフタレートフィルム(東洋紡株式会社製、コスモシャイン(登録商標)、品番「A4300」、厚さ:50μm)を貼付して、剥離フィルム、重合性組成物層、基材(Y)がこの順に積層された積層体を得た。なお、基材(Y)の23℃における貯蔵弾性率E’(23)は、3.0×109Pa、基材(Y)の熱膨張性粒子の膨張開始温度(t)における貯蔵弾性率E’(t)は、2.4×109Paである。
上記で得た積層体に対して、剥離フィルム側から、照度200mW/cm2、光量2,000mJ/cm2(500mJ/cm2を4回照射)の条件で紫外線を照射して粘着剤層(X1)を形成し、剥離フィルム、粘着剤層(X1)及び基材(Y)がこの順に積層された粘着シートを得た。
なお、紫外線照射時の上記の照度及び光量は、照度・光量計(EIT社製、製品名「UV Power Puck II」)を用いて測定した値である。 (Manufacturing of adhesive sheet)
Using the solvent-free polymerizable composition produced above, an adhesive sheet was produced by the following procedure.
The solvent-free polymerizable composition is applied onto the peeling surface of a polyethylene terephthalate (PET) -based release film (manufactured by Lintec Corporation, product name "SP-PET38131", thickness: 38 μm) to be applied to the polymerizable composition layer. Was formed. The polymerizable composition layer was prepolymerized by irradiating the polymerizable composition layer with ultraviolet rays under the conditions of an illuminance of 150 mW / cm 2 and a light intensity of 100 mJ / cm 2 . The thickness of the polymerizable composition layer was adjusted so that the thickness of the obtained pressure-sensitive adhesive layer (X1) was the thickness shown in Table 1.
Next, a polyethylene terephthalate film (manufactured by Toyobo Co., Ltd., Cosmo Shine (registered trademark), product number "A4300", thickness: 50 μm) as a base material (Y) was applied to the exposed surface of the polymerizable composition layer. By sticking, a laminate in which the release film, the polymerizable composition layer, and the base material (Y) were laminated in this order was obtained. The storage elastic modulus E'(23) of the base material (Y) at 23 ° C. is 3.0 × 10 9 Pa, and the storage elastic modulus of the heat-expandable particles of the base material (Y) at the expansion start temperature (t). E'(t) is 2.4 × 10 9 Pa.
The laminated body obtained above, the release film side, illuminance 200 mW / cm 2, light quantity 2,000mJ / cm 2 (500mJ / cm 2 to 4 times irradiation) adhesive layer was irradiated with ultraviolet rays under the condition of ( X1) was formed, and a pressure-sensitive adhesive sheet in which the release film, the pressure-sensitive adhesive layer (X1) and the base material (Y) were laminated in this order was obtained.
The above-mentioned illuminance and amount of light during ultraviolet irradiation are values measured using an illuminance / light intensity meter (manufactured by EIT, product name "UV Power Pack II").
比較例1~5
実施例1における粘着剤層(X1)の組成を、表1に記載の組成に変更したこと以外は、実施例1と同様にして、剥離フィルム、非膨張性粘着剤層(X1’)及び基材(Y)がこの順に積層された粘着シートを得た。 Comparative Examples 1 to 5
The release film, the non-expandable pressure-sensitive adhesive layer (X1') and the group are the same as in Example 1 except that the composition of the pressure-sensitive adhesive layer (X1) in Example 1 is changed to the composition shown in Table 1. An adhesive sheet in which the material (Y) was laminated in this order was obtained.
実施例1における粘着剤層(X1)の組成を、表1に記載の組成に変更したこと以外は、実施例1と同様にして、剥離フィルム、非膨張性粘着剤層(X1’)及び基材(Y)がこの順に積層された粘着シートを得た。 Comparative Examples 1 to 5
The release film, the non-expandable pressure-sensitive adhesive layer (X1') and the group are the same as in Example 1 except that the composition of the pressure-sensitive adhesive layer (X1) in Example 1 is changed to the composition shown in Table 1. An adhesive sheet in which the material (Y) was laminated in this order was obtained.
比較例6
実施例5において、粘着主剤にウレタンアクリレート系プレポリマーを配合しなかったこと以外は、実施例5と同様にして、無溶剤型重合性組成物を調製した。
次に、該無溶剤型重合性組成物を、ポリエチレンテレフタレート(PET)系剥離フィルム(リンテック株式会社製、製品名「SP-PET381031」、厚さ:38μm)の剥離処理面上に塗布したが、粘性が低すぎて所望する厚さの塗膜を形成することができなかった。 Comparative Example 6
A solvent-free polymerizable composition was prepared in the same manner as in Example 5 except that the urethane acrylate-based prepolymer was not blended in the pressure-sensitive adhesive main agent in Example 5.
Next, the solvent-free polymerizable composition was applied onto the peeled surface of a polyethylene terephthalate (PET) -based release film (manufactured by Lintec Corporation, product name "SP-PET38131", thickness: 38 μm). The viscosity was too low to form a coating film of the desired thickness.
実施例5において、粘着主剤にウレタンアクリレート系プレポリマーを配合しなかったこと以外は、実施例5と同様にして、無溶剤型重合性組成物を調製した。
次に、該無溶剤型重合性組成物を、ポリエチレンテレフタレート(PET)系剥離フィルム(リンテック株式会社製、製品名「SP-PET381031」、厚さ:38μm)の剥離処理面上に塗布したが、粘性が低すぎて所望する厚さの塗膜を形成することができなかった。 Comparative Example 6
A solvent-free polymerizable composition was prepared in the same manner as in Example 5 except that the urethane acrylate-based prepolymer was not blended in the pressure-sensitive adhesive main agent in Example 5.
Next, the solvent-free polymerizable composition was applied onto the peeled surface of a polyethylene terephthalate (PET) -based release film (manufactured by Lintec Corporation, product name "SP-PET38131", thickness: 38 μm). The viscosity was too low to form a coating film of the desired thickness.
比較例7
実施例5において、粘着主剤に2-エチルヘキシルアクリレート及びイソボルニルアクリレートを配合せず、且つ、無溶剤型重合性組成物に3官能モノマーを配合しなかったこと以外は、実施例5と同様にして、無溶剤型重合性組成物を調製した。
次に、該無溶剤型重合性組成物を、ポリエチレンテレフタレート(PET)系剥離フィルム(リンテック株式会社製、製品名「SP-PET381031」、厚さ:38μm)の剥離処理面上に塗布したが、粘性が高すぎて塗膜を形成することができなかった。 Comparative Example 7
In Example 5, the same as in Example 5 except that 2-ethylhexyl acrylate and isobornyl acrylate were not blended in the pressure-sensitive main agent and the trifunctional monomer was not blended in the solvent-free polymerizable composition. To prepare a solvent-free polymerizable composition.
Next, the solvent-free polymerizable composition was applied onto the peeled surface of a polyethylene terephthalate (PET) -based release film (manufactured by Lintec Corporation, product name "SP-PET38131", thickness: 38 μm). The viscosity was too high to form a coating film.
実施例5において、粘着主剤に2-エチルヘキシルアクリレート及びイソボルニルアクリレートを配合せず、且つ、無溶剤型重合性組成物に3官能モノマーを配合しなかったこと以外は、実施例5と同様にして、無溶剤型重合性組成物を調製した。
次に、該無溶剤型重合性組成物を、ポリエチレンテレフタレート(PET)系剥離フィルム(リンテック株式会社製、製品名「SP-PET381031」、厚さ:38μm)の剥離処理面上に塗布したが、粘性が高すぎて塗膜を形成することができなかった。 Comparative Example 7
In Example 5, the same as in Example 5 except that 2-ethylhexyl acrylate and isobornyl acrylate were not blended in the pressure-sensitive main agent and the trifunctional monomer was not blended in the solvent-free polymerizable composition. To prepare a solvent-free polymerizable composition.
Next, the solvent-free polymerizable composition was applied onto the peeled surface of a polyethylene terephthalate (PET) -based release film (manufactured by Lintec Corporation, product name "SP-PET38131", thickness: 38 μm). The viscosity was too high to form a coating film.
比較例8
実施例5において、粘着主剤に配合したウレタンアクリレート系プレポリマーに代えて、合成例1で調製した未変性プレポリマーを配合したこと以外は、実施例5と同様にして、粘着シートを製造した。
得られた粘着シートは凝集力が低く、自己剥離性の評価において自己剥離せず、引き剥がす力を印加して剥離させると凝集破壊して糊残りが発生した。 Comparative Example 8
In Example 5, a pressure-sensitive adhesive sheet was produced in the same manner as in Example 5, except that the unmodified prepolymer prepared in Synthesis Example 1 was blended in place of the urethane acrylate-based prepolymer blended in the pressure-sensitive adhesive main agent.
The obtained adhesive sheet had a low cohesive force and did not self-peel in the evaluation of self-peeling property.
実施例5において、粘着主剤に配合したウレタンアクリレート系プレポリマーに代えて、合成例1で調製した未変性プレポリマーを配合したこと以外は、実施例5と同様にして、粘着シートを製造した。
得られた粘着シートは凝集力が低く、自己剥離性の評価において自己剥離せず、引き剥がす力を印加して剥離させると凝集破壊して糊残りが発生した。 Comparative Example 8
In Example 5, a pressure-sensitive adhesive sheet was produced in the same manner as in Example 5, except that the unmodified prepolymer prepared in Synthesis Example 1 was blended in place of the urethane acrylate-based prepolymer blended in the pressure-sensitive adhesive main agent.
The obtained adhesive sheet had a low cohesive force and did not self-peel in the evaluation of self-peeling property.
次に各例で作製した粘着シートについて下記の評価を行った。評価結果を表2に示す。
Next, the following evaluations were performed on the adhesive sheets prepared in each example. The evaluation results are shown in Table 2.
[粘着剤層(X1)の熱膨張前の23℃における粘着力の測定]
25mm×250mmに裁断した粘着シートの粘着剤層(X1)から剥離フィルムを除去し、表出した粘着剤層(X1)の表面をシリコンミラーウエハのミラー面に対し、JIS Z0237:2000に基づき2kgのゴムローラで貼合し、その直後から23℃、50%RH(相対湿度)の環境下で20分間静置した。
上記条件で静置した後、23℃、50%RH(相対湿度)の環境下で、引張試験機(株式会社エー・アンド・デイ製、製品名「テンシロン(登録商標)」)を用いて、JIS Z0237:2000に基づき、180°引き剥がし法により、引っ張り速度300mm/分にて粘着力を測定した。 [Measurement of Adhesive Strength at 23 ° C. Before Thermal Expansion of Adhesive Layer (X1)]
The release film was removed from the adhesive layer (X1) of the adhesive sheet cut to 25 mm × 250 mm, and the surface of the exposed adhesive layer (X1) was 2 kg based on JIS Z0237: 2000 with respect to the mirror surface of the silicon mirror wafer. The film was bonded with a rubber roller of No. 1 and immediately after that, it was allowed to stand for 20 minutes in an environment of 23 ° C. and 50% RH (relative humidity).
After allowing to stand under the above conditions, in an environment of 23 ° C. and 50% RH (relative humidity), using a tensile tester (manufactured by A & D Co., Ltd., product name "Tensilon (registered trademark)"), Based on JIS Z0237: 2000, the adhesive strength was measured at a tensile speed of 300 mm / min by a 180 ° peeling method.
25mm×250mmに裁断した粘着シートの粘着剤層(X1)から剥離フィルムを除去し、表出した粘着剤層(X1)の表面をシリコンミラーウエハのミラー面に対し、JIS Z0237:2000に基づき2kgのゴムローラで貼合し、その直後から23℃、50%RH(相対湿度)の環境下で20分間静置した。
上記条件で静置した後、23℃、50%RH(相対湿度)の環境下で、引張試験機(株式会社エー・アンド・デイ製、製品名「テンシロン(登録商標)」)を用いて、JIS Z0237:2000に基づき、180°引き剥がし法により、引っ張り速度300mm/分にて粘着力を測定した。 [Measurement of Adhesive Strength at 23 ° C. Before Thermal Expansion of Adhesive Layer (X1)]
The release film was removed from the adhesive layer (X1) of the adhesive sheet cut to 25 mm × 250 mm, and the surface of the exposed adhesive layer (X1) was 2 kg based on JIS Z0237: 2000 with respect to the mirror surface of the silicon mirror wafer. The film was bonded with a rubber roller of No. 1 and immediately after that, it was allowed to stand for 20 minutes in an environment of 23 ° C. and 50% RH (relative humidity).
After allowing to stand under the above conditions, in an environment of 23 ° C. and 50% RH (relative humidity), using a tensile tester (manufactured by A & D Co., Ltd., product name "Tensilon (registered trademark)"), Based on JIS Z0237: 2000, the adhesive strength was measured at a tensile speed of 300 mm / min by a 180 ° peeling method.
[粘着剤層(X1)の熱膨張後の23℃における粘着力の測定]
また、上記の試験サンプルを、シリコンミラーウエハがホットプレートと接触する側になり、粘着シート側がホットプレートと接触しない側になるようにホットプレート上に載置し、熱膨張性粒子の膨張開始温度以上である100℃で1分間加熱し、標準環境(23℃、50%RH(相対湿度))にて60分間静置した後、JIS Z0237:2000に基づき、180°引き剥がし法により、引っ張り速度300mm/分にて粘着剤層(X1)の粘着力を測定した。
なお、測定のために粘着シートを固定する際に粘着力が小さすぎて意図せず剥離し、粘着力の測定が困難である場合、その粘着力は0N/25mmであるとした。 [Measurement of Adhesive Strength at 23 ° C after Thermal Expansion of Adhesive Layer (X1)]
Further, the above test sample is placed on the hot plate so that the silicon mirror wafer is on the side in contact with the hot plate and the adhesive sheet side is on the side not in contact with the hot plate, and the expansion start temperature of the heat-expandable particles is obtained. After heating at 100 ° C. for 1 minute and allowing to stand in a standard environment (23 ° C., 50% RH (relative humidity)) for 60 minutes, the tensile speed is increased by the 180 ° peeling method based on JIS Z0237: 2000. The adhesive strength of the pressure-sensitive adhesive layer (X1) was measured at 300 mm / min.
When the adhesive force was too small to be unintentionally peeled off when fixing the adhesive sheet for measurement, and it was difficult to measure the adhesive force, the adhesive force was assumed to be 0N / 25 mm.
また、上記の試験サンプルを、シリコンミラーウエハがホットプレートと接触する側になり、粘着シート側がホットプレートと接触しない側になるようにホットプレート上に載置し、熱膨張性粒子の膨張開始温度以上である100℃で1分間加熱し、標準環境(23℃、50%RH(相対湿度))にて60分間静置した後、JIS Z0237:2000に基づき、180°引き剥がし法により、引っ張り速度300mm/分にて粘着剤層(X1)の粘着力を測定した。
なお、測定のために粘着シートを固定する際に粘着力が小さすぎて意図せず剥離し、粘着力の測定が困難である場合、その粘着力は0N/25mmであるとした。 [Measurement of Adhesive Strength at 23 ° C after Thermal Expansion of Adhesive Layer (X1)]
Further, the above test sample is placed on the hot plate so that the silicon mirror wafer is on the side in contact with the hot plate and the adhesive sheet side is on the side not in contact with the hot plate, and the expansion start temperature of the heat-expandable particles is obtained. After heating at 100 ° C. for 1 minute and allowing to stand in a standard environment (23 ° C., 50% RH (relative humidity)) for 60 minutes, the tensile speed is increased by the 180 ° peeling method based on JIS Z0237: 2000. The adhesive strength of the pressure-sensitive adhesive layer (X1) was measured at 300 mm / min.
When the adhesive force was too small to be unintentionally peeled off when fixing the adhesive sheet for measurement, and it was difficult to measure the adhesive force, the adhesive force was assumed to be 0N / 25 mm.
[自己剥離性の評価]
50mm×50mmに裁断した粘着シートの粘着剤層(X1)から剥離フィルムを除去し、表出した粘着剤層(X1)の表面をシリコンミラーウエハのミラー面に対し、JIS Z0237:2000に基づき2kgのゴムローラで貼合し、その直後から23℃、50%RH(相対湿度)の環境下で20分間静置したものを試験サンプルとした。次いで、該試験サンプルを、シリコンミラーウエハがホットプレートと接触する側になり、粘着シート側がホットプレートと接触しない側になるようにホットプレート上に載置し、熱膨張性粒子の膨張開始温度以上である100℃で最大60秒間加熱した。60秒間加熱した時点における粘着シートの剥離面積の割合(%)(剥離面積×100/粘着シート全体の面積)を求め、以下の基準に基づいて評価した。
A:60秒以内に粘着シートが全面剥離したもの。
B:60秒加熱して、剥離した面積が30%以上、100%未満だったもの。
C:60秒加熱して、剥離した面積が30%未満だったもの。
また、評価「A」のものについては、全面剥離までに要した時間(秒)を測定した。 [Evaluation of self-peeling property]
The release film was removed from the adhesive layer (X1) of the adhesive sheet cut to 50 mm × 50 mm, and the surface of the exposed adhesive layer (X1) was 2 kg based on JIS Z0237: 2000 with respect to the mirror surface of the silicon mirror wafer. As a test sample, the film was bonded with a rubber roller of No. 1 and left to stand for 20 minutes in an environment of 23 ° C. and 50% RH (relative humidity) immediately after that. Next, the test sample is placed on the hot plate so that the silicon mirror wafer is on the side in contact with the hot plate and the adhesive sheet side is on the side not in contact with the hot plate, and the temperature is equal to or higher than the expansion start temperature of the thermally expandable particles. It was heated at 100 ° C. for a maximum of 60 seconds. The ratio (%) of the peeled area of the pressure-sensitive adhesive sheet at the time of heating for 60 seconds (peeling area x 100 / the area of the entire pressure-sensitive adhesive sheet) was determined and evaluated based on the following criteria.
A: The adhesive sheet is completely peeled off within 60 seconds.
B: After heating for 60 seconds, the peeled area was 30% or more and less than 100%.
C: After heating for 60 seconds, the peeled area was less than 30%.
For the evaluation "A", the time (seconds) required for the entire surface to be peeled off was measured.
50mm×50mmに裁断した粘着シートの粘着剤層(X1)から剥離フィルムを除去し、表出した粘着剤層(X1)の表面をシリコンミラーウエハのミラー面に対し、JIS Z0237:2000に基づき2kgのゴムローラで貼合し、その直後から23℃、50%RH(相対湿度)の環境下で20分間静置したものを試験サンプルとした。次いで、該試験サンプルを、シリコンミラーウエハがホットプレートと接触する側になり、粘着シート側がホットプレートと接触しない側になるようにホットプレート上に載置し、熱膨張性粒子の膨張開始温度以上である100℃で最大60秒間加熱した。60秒間加熱した時点における粘着シートの剥離面積の割合(%)(剥離面積×100/粘着シート全体の面積)を求め、以下の基準に基づいて評価した。
A:60秒以内に粘着シートが全面剥離したもの。
B:60秒加熱して、剥離した面積が30%以上、100%未満だったもの。
C:60秒加熱して、剥離した面積が30%未満だったもの。
また、評価「A」のものについては、全面剥離までに要した時間(秒)を測定した。 [Evaluation of self-peeling property]
The release film was removed from the adhesive layer (X1) of the adhesive sheet cut to 50 mm × 50 mm, and the surface of the exposed adhesive layer (X1) was 2 kg based on JIS Z0237: 2000 with respect to the mirror surface of the silicon mirror wafer. As a test sample, the film was bonded with a rubber roller of No. 1 and left to stand for 20 minutes in an environment of 23 ° C. and 50% RH (relative humidity) immediately after that. Next, the test sample is placed on the hot plate so that the silicon mirror wafer is on the side in contact with the hot plate and the adhesive sheet side is on the side not in contact with the hot plate, and the temperature is equal to or higher than the expansion start temperature of the thermally expandable particles. It was heated at 100 ° C. for a maximum of 60 seconds. The ratio (%) of the peeled area of the pressure-sensitive adhesive sheet at the time of heating for 60 seconds (peeling area x 100 / the area of the entire pressure-sensitive adhesive sheet) was determined and evaluated based on the following criteria.
A: The adhesive sheet is completely peeled off within 60 seconds.
B: After heating for 60 seconds, the peeled area was 30% or more and less than 100%.
C: After heating for 60 seconds, the peeled area was less than 30%.
For the evaluation "A", the time (seconds) required for the entire surface to be peeled off was measured.
[非膨張性粘着剤層(X1’)の23℃における粘着力及び自己剥離性の測定方法]
比較例1~5で作製した非膨張性粘着剤層(X1’)の23℃における粘着力及び自己剥離性については、上記した粘着剤層(X1)の23℃における粘着力、自己剥離性の測定方法の説明における粘着剤層(X1)を非膨張性粘着剤層(X1’)に置き換えた方法によって測定した。
但し、表2の「非膨張性粘着剤層(X1’)の23℃の粘着力」における「熱膨張前」及び「熱膨張後」とは、比較例1~5においては、「実施例の熱膨張処理に相当する加熱処理前」及び「実施例の熱膨張処理に相当する加熱処理後」を意味するものとし、「実施例の熱膨張処理に相当する加熱処理」とは、[粘着剤層(X1)の熱膨張後の23℃における粘着力の測定]に記載の加熱処理を意味するものとする。 [Method for measuring adhesive strength and self-peeling property of non-expandable pressure-sensitive adhesive layer (X1') at 23 ° C.]
Regarding the adhesive strength and self-peeling property of the non-expandable pressure-sensitive adhesive layer (X1') prepared in Comparative Examples 1 to 5 at 23 ° C., the adhesive strength and self-peeling property of the above-mentioned pressure-sensitive adhesive layer (X1) at 23 ° C. The measurement was performed by a method in which the pressure-sensitive adhesive layer (X1) in the description of the measurement method was replaced with a non-expandable pressure-sensitive adhesive layer (X1').
However, "before thermal expansion" and "after thermal expansion" in "adhesive force of non-expandable pressure-sensitive adhesive layer (X1') at 23 ° C." in Table 2 are referred to as "in Comparative Examples 1 to 5". It shall mean "before heat treatment corresponding to thermal expansion treatment" and "after heat treatment corresponding to thermal expansion treatment of Examples", and "heat treatment corresponding to thermal expansion treatment of Examples" means [adhesive Measurement of adhesive strength at 23 ° C. after thermal expansion of the layer (X1)].
比較例1~5で作製した非膨張性粘着剤層(X1’)の23℃における粘着力及び自己剥離性については、上記した粘着剤層(X1)の23℃における粘着力、自己剥離性の測定方法の説明における粘着剤層(X1)を非膨張性粘着剤層(X1’)に置き換えた方法によって測定した。
但し、表2の「非膨張性粘着剤層(X1’)の23℃の粘着力」における「熱膨張前」及び「熱膨張後」とは、比較例1~5においては、「実施例の熱膨張処理に相当する加熱処理前」及び「実施例の熱膨張処理に相当する加熱処理後」を意味するものとし、「実施例の熱膨張処理に相当する加熱処理」とは、[粘着剤層(X1)の熱膨張後の23℃における粘着力の測定]に記載の加熱処理を意味するものとする。 [Method for measuring adhesive strength and self-peeling property of non-expandable pressure-sensitive adhesive layer (X1') at 23 ° C.]
Regarding the adhesive strength and self-peeling property of the non-expandable pressure-sensitive adhesive layer (X1') prepared in Comparative Examples 1 to 5 at 23 ° C., the adhesive strength and self-peeling property of the above-mentioned pressure-sensitive adhesive layer (X1) at 23 ° C. The measurement was performed by a method in which the pressure-sensitive adhesive layer (X1) in the description of the measurement method was replaced with a non-expandable pressure-sensitive adhesive layer (X1').
However, "before thermal expansion" and "after thermal expansion" in "adhesive force of non-expandable pressure-sensitive adhesive layer (X1') at 23 ° C." in Table 2 are referred to as "in Comparative Examples 1 to 5". It shall mean "before heat treatment corresponding to thermal expansion treatment" and "after heat treatment corresponding to thermal expansion treatment of Examples", and "heat treatment corresponding to thermal expansion treatment of Examples" means [adhesive Measurement of adhesive strength at 23 ° C. after thermal expansion of the layer (X1)].


表2から、実施例1~22の粘着シートは、いずれも粘着剤層をエネルギー線重合性成分によって形成する場合においても粘着剤層を良好に形成することができ、加熱剥離前においては十分な粘着力を有しながらも、熱剥離時には十分な自己剥離性が得られていることが分かる。また、これらの粘着シートは、重合性組成物の組成及び粘着剤層(X1)の厚さ等を調整することによって、粘着力及び自己剥離性を調整できることが分かる。一方、比較例1~5の粘着シートは、いずれも加熱剥離できなかった。
From Table 2, in each of the pressure-sensitive adhesive sheets of Examples 1 to 22, the pressure-sensitive adhesive layer can be satisfactorily formed even when the pressure-sensitive adhesive layer is formed by an energy ray-polymerizable component, which is sufficient before heat peeling. It can be seen that although it has adhesive strength, sufficient self-peeling property is obtained at the time of thermal peeling. Further, it can be seen that the adhesive strength and self-peeling property of these pressure-sensitive adhesive sheets can be adjusted by adjusting the composition of the polymerizable composition, the thickness of the pressure-sensitive adhesive layer (X1), and the like. On the other hand, none of the adhesive sheets of Comparative Examples 1 to 5 could be peeled off by heating.
1a、1b、2a、2b 粘着シート
10、10a、10b 剥離材
3 支持体
4 レーザー光照射装置
5 改質領域
6 グラインダー
7 熱硬化性フィルム
8 支持シート
W 半導体ウエハ
W1 半導体ウエハ及び半導体チップの回路面
W2 半導体ウエハ及び半導体チップの裏面
CP 半導体チップ
1a, 1b, 2a, 2b Adhesive sheet 10, 10a, 10b Release material 3 Support 4 Laser light irradiation device 5 Modified area 6 Grinder 7 Thermocurable film 8 Support sheet W Semiconductor wafer W1 Circuit surface of semiconductor wafer and semiconductor chip Back side of W2 semiconductor wafer and semiconductor chip CP semiconductor chip
10、10a、10b 剥離材
3 支持体
4 レーザー光照射装置
5 改質領域
6 グラインダー
7 熱硬化性フィルム
8 支持シート
W 半導体ウエハ
W1 半導体ウエハ及び半導体チップの回路面
W2 半導体ウエハ及び半導体チップの裏面
CP 半導体チップ
1a, 1b, 2a,
Claims (15)
- 基材(Y)と、エネルギー線重合性成分の重合体及び熱膨張性粒子を含有する粘着剤層(X1)と、を有する粘着シートであり、
前記重合体が、前記エネルギー線重合性成分として、エネルギー線重合性官能基を有するモノマー(a1)及びエネルギー線重合性官能基を有するプレポリマー(a2)を含有する重合性組成物にエネルギー線を照射してなる重合体である、粘着シート。 A pressure-sensitive adhesive sheet having a base material (Y) and a pressure-sensitive adhesive layer (X1) containing a polymer of an energy ray-polymerizable component and heat-expandable particles.
An energy ray is added to a polymerizable composition in which the polymer contains a monomer (a1) having an energy ray-polymerizable functional group and a prepolymer (a2) having an energy ray-polymerizable functional group as the energy ray-polymerizable component. An adhesive sheet that is a polymer formed by irradiation. - 前記(a2)成分が、エネルギー線重合性官能基を2個有し、該エネルギー線重合性官能基を両末端に有するプレポリマーを含有する、請求項1に記載の粘着シート。 The pressure-sensitive adhesive sheet according to claim 1, wherein the component (a2) contains a prepolymer having two energy ray-polymerizable functional groups and having the energy ray-polymerizable functional groups at both ends.
- 前記(a2)成分の質量平均分子量(Mw)が、10,000~350,000である、請求項1又は2に記載の粘着シート。 The pressure-sensitive adhesive sheet according to claim 1 or 2, wherein the mass average molecular weight (Mw) of the component (a2) is 10,000 to 350,000.
- 前記重合性組成物中における、前記(a2)成分及び前記(a1)成分の含有量比〔(a2)/(a1)〕が、質量基準で、10/90~70/30である、請求項1~3のいずれか1項に記載の粘着シート。 The claim that the content ratio [(a2) / (a1)] of the component (a2) and the component (a1) in the polymerizable composition is 10/90 to 70/30 on a mass basis. The adhesive sheet according to any one of 1 to 3.
- 前記重合性組成物が、前記(a1)成分として、エネルギー線重合性官能基を3個以上有するモノマーを含有する、請求項1~4のいずれか1項に記載の粘着シート。 The pressure-sensitive adhesive sheet according to any one of claims 1 to 4, wherein the polymerizable composition contains a monomer having three or more energy ray-polymerizable functional groups as the component (a1).
- 前記重合性組成物が、前記(a1)成分として、エネルギー線重合性官能基とヒドロキシ基とを有するモノマーを含有する、請求項1~5のいずれか1項に記載の粘着シート。 The pressure-sensitive adhesive sheet according to any one of claims 1 to 5, wherein the polymerizable composition contains a monomer having an energy ray-polymerizable functional group and a hydroxy group as the component (a1).
- 前記重合性組成物が、前記(a1)成分として、エネルギー線重合性官能基と脂環式炭化水素基とを有するモノマーを含有する、請求項1~6のいずれか1項に記載の粘着シート。 The pressure-sensitive adhesive sheet according to any one of claims 1 to 6, wherein the polymerizable composition contains a monomer having an energy ray-polymerizable functional group and an alicyclic hydrocarbon group as the component (a1). ..
- 粘着剤層(X1)の23℃における厚さが、5~150μmである、請求項1~7のいずれか1項に記載の粘着シート。 The pressure-sensitive adhesive sheet according to any one of claims 1 to 7, wherein the pressure-sensitive adhesive layer (X1) has a thickness of 5 to 150 μm at 23 ° C.
- 前記熱膨張性粒子の膨張開始温度(t)が、50~110℃である、請求項1~8のいずれか1項に記載の粘着シート。 The adhesive sheet according to any one of claims 1 to 8, wherein the expansion start temperature (t) of the heat-expandable particles is 50 to 110 ° C.
- 基材(Y)と、基材(Y)の一方の面側に設けられた粘着剤層(X1)と、基材(Y)の他方の面側に設けられた粘着剤層(X2)と、を有する、請求項1~9のいずれか1項に記載の粘着シート。 A base material (Y), an adhesive layer (X1) provided on one surface side of the base material (Y), and an adhesive layer (X2) provided on the other surface side of the base material (Y). The adhesive sheet according to any one of claims 1 to 9, which comprises.
- 請求項1~10のいずれか1項に記載の粘着シートを製造する方法であって、
粘着剤層(X1)を形成する方法が、前記エネルギー線重合性成分及び前記熱膨張性粒子を含有する重合性組成物にエネルギー線を照射して、前記エネルギー線重合性成分の重合体を形成する工程を含む、粘着シートの製造方法。 The method for producing an adhesive sheet according to any one of claims 1 to 10.
The method of forming the pressure-sensitive adhesive layer (X1) is to irradiate a polymerizable composition containing the energy ray-polymerizable component and the heat-expandable particles with energy rays to form a polymer of the energy ray-polymerizable component. A method for producing an adhesive sheet, which comprises a step of - 請求項1~10のいずれか1項に記載の粘着シートに加工対象物を貼付し、
前記加工対象物に対して、研削処理及び個片化処理から選択される1以上の処理を施し、
前記処理を施した後に、前記粘着シートを前記膨張開始温度(t)以上に加熱して粘着剤層(X1)を膨張させる工程を含む、半導体装置の製造方法。 The object to be processed is attached to the adhesive sheet according to any one of claims 1 to 10.
The object to be processed is subjected to one or more treatments selected from grinding treatment and individualization treatment.
A method for manufacturing a semiconductor device, which comprises a step of heating the pressure-sensitive adhesive sheet to a temperature equal to or higher than the expansion start temperature (t) to expand the pressure-sensitive adhesive layer (X1) after the treatment. - 下記工程1A~5Aを含む半導体装置の製造方法。
工程1A:請求項10に記載の粘着シートが有する粘着剤層(X2)に加工対象物を貼付し、前記粘着シートが有する粘着剤層(X1)に支持体を貼付する工程
工程2A:前記加工対象物に対して、研削処理及び個片化処理から選択される1以上の処理を施す工程
工程3A:前記処理を施した加工対象物の、前記粘着剤層(X2)とは反対側の面に、熱硬化性を有する熱硬化性フィルムを貼付する工程
工程4A:前記粘着シートを前記膨張開始温度(t)以上、120℃以下に加熱して、粘着剤層(X1)と前記支持体とを分離する工程
工程5A:粘着剤層(X2)と前記加工対象物とを分離する工程 A method for manufacturing a semiconductor device including the following steps 1A to 5A.
Step 1A: A process of attaching the object to be processed to the pressure-sensitive adhesive layer (X2) of the pressure-sensitive adhesive sheet according to claim 10 and attaching a support to the pressure-sensitive adhesive layer (X1) of the pressure-sensitive adhesive sheet Step 2A: The processing. Step of applying one or more treatments selected from grinding treatment and individualization treatment to the object Step 3A: The surface of the processed object to which the treatment has been applied, opposite to the pressure-sensitive adhesive layer (X2). Step 4A: The pressure-sensitive adhesive sheet is heated to 120 ° C. or higher at the expansion start temperature (t) or higher, and the pressure-sensitive adhesive layer (X1) and the support are attached to the heat-curable film. Step 5A: Step of separating the pressure-sensitive adhesive layer (X2) from the object to be processed. - 粘着剤層(X2)が、エネルギー線を照射することにより硬化して粘着力が低下する粘着剤層であり、
前記工程5Aが、粘着剤層(X2)にエネルギー線を照射することにより粘着剤層(X2)を硬化させて、粘着剤層(X2)と前記加工対象物とを分離する工程である、請求項13に記載の半導体装置の製造方法。 The pressure-sensitive adhesive layer (X2) is a pressure-sensitive adhesive layer that is hardened by irradiation with energy rays to reduce the adhesive strength.
The step 5A is a step of curing the pressure-sensitive adhesive layer (X2) by irradiating the pressure-sensitive adhesive layer (X2) with energy rays to separate the pressure-sensitive adhesive layer (X2) from the object to be processed. Item 13. The method for manufacturing a semiconductor device according to item 13. - 下記工程1B~4Bを含む半導体装置の製造方法。
工程1B:請求項10に記載の粘着シートが有する粘着剤層(X1)に加工対象物を貼付し、前記粘着シートが有する粘着剤層(X2)に支持体を貼付する工程
工程2B:前記加工対象物に対して、研削処理及び個片化処理から選択される1以上の処理を施す工程
工程3B:前記処理を施した加工対象物の、前記粘着剤層(X1)とは反対側の面に、熱硬化性を有する熱硬化性フィルムを貼付する工程
工程4B:前記粘着シートを前記膨張開始温度(t)以上、120℃以下に加熱して、粘着剤層(X1)と前記加工対象物とを分離する工程
A method for manufacturing a semiconductor device including the following steps 1B to 4B.
Step 1B: A process of attaching the object to be processed to the pressure-sensitive adhesive layer (X1) of the pressure-sensitive adhesive sheet according to claim 10 and attaching a support to the pressure-sensitive adhesive layer (X2) of the pressure-sensitive adhesive sheet Step 2B: The processing. Step of applying one or more treatments selected from grinding treatment and individualization treatment to the object Step 3B: The surface of the processed object to which the treatment has been applied, which is opposite to the adhesive layer (X1). Step 4B: The pressure-sensitive adhesive sheet is heated to 120 ° C. or higher at the expansion start temperature (t) or higher to heat the pressure-sensitive adhesive layer (X1) and the object to be processed. And the process of separating
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019-064614 | 2019-03-28 | ||
| JP2019064614 | 2019-03-28 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020196758A1 true WO2020196758A1 (en) | 2020-10-01 |
Family
ID=72611502
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/013674 WO2020196758A1 (en) | 2019-03-28 | 2020-03-26 | Pressure-sensitive adhesive sheet, method for producing pressure-sensitive adhesive sheet, and method for producing semiconductor device |
Country Status (2)
| Country | Link |
|---|---|
| TW (1) | TW202100687A (en) |
| WO (1) | WO2020196758A1 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023037914A1 (en) * | 2021-09-10 | 2023-03-16 | 株式会社レゾナック | Adhesive composition, cured product, and heat-peelable adhesive sheet |
| WO2024063129A1 (en) * | 2022-09-22 | 2024-03-28 | リンテック株式会社 | Adhesive sheet and peeling method |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012033636A (en) * | 2010-07-29 | 2012-02-16 | Nitto Denko Corp | Thermal peeling sheet integrated film for semiconductor rear face, method of collecting semiconductor element, and method of manufacturing semiconductor device |
| WO2013042698A1 (en) * | 2011-09-20 | 2013-03-28 | 日東電工株式会社 | Heat-releasable adhesive sheet for cutting electrical component and electrical component cutting method |
| JP2013159743A (en) * | 2012-02-07 | 2013-08-19 | Nitto Denko Corp | Method for peeling pressure-sensitive adhesive agent laminate and pressure-sensitive adhesive agent layer used therein |
| JP2013203800A (en) * | 2012-03-27 | 2013-10-07 | Nitto Denko Corp | Heat-peelable adhesive sheet for cutting electronic component, and method for processing electronic component |
-
2020
- 2020-03-26 WO PCT/JP2020/013674 patent/WO2020196758A1/en active Application Filing
- 2020-03-27 TW TW109110523A patent/TW202100687A/en unknown
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012033636A (en) * | 2010-07-29 | 2012-02-16 | Nitto Denko Corp | Thermal peeling sheet integrated film for semiconductor rear face, method of collecting semiconductor element, and method of manufacturing semiconductor device |
| WO2013042698A1 (en) * | 2011-09-20 | 2013-03-28 | 日東電工株式会社 | Heat-releasable adhesive sheet for cutting electrical component and electrical component cutting method |
| JP2013159743A (en) * | 2012-02-07 | 2013-08-19 | Nitto Denko Corp | Method for peeling pressure-sensitive adhesive agent laminate and pressure-sensitive adhesive agent layer used therein |
| JP2013203800A (en) * | 2012-03-27 | 2013-10-07 | Nitto Denko Corp | Heat-peelable adhesive sheet for cutting electronic component, and method for processing electronic component |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023037914A1 (en) * | 2021-09-10 | 2023-03-16 | 株式会社レゾナック | Adhesive composition, cured product, and heat-peelable adhesive sheet |
| WO2024063129A1 (en) * | 2022-09-22 | 2024-03-28 | リンテック株式会社 | Adhesive sheet and peeling method |
Also Published As
| Publication number | Publication date |
|---|---|
| TW202100687A (en) | 2021-01-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2020196755A1 (en) | Adhesive sheet, production method for adhesive sheet, and production method for semiconductor device | |
| WO2021049570A1 (en) | Method of manufacturing semiconductor device | |
| WO2021200789A1 (en) | Double-sided adhesive sheet, and method for manufacturing semiconductor device | |
| WO2021117695A1 (en) | Adhesive sheet and method for producing semiconductor device | |
| JP2017082104A (en) | Pressure-sensitive adhesive sheet, and production method of semiconductor device | |
| WO2020189568A1 (en) | Adhesive sheet and semiconductor device production method | |
| JPWO2019098102A1 (en) | Manufacturing method of semiconductor devices | |
| JPWO2018181765A1 (en) | Adhesive sheet | |
| JPWO2018181770A1 (en) | Adhesive sheet | |
| WO2020196758A1 (en) | Pressure-sensitive adhesive sheet, method for producing pressure-sensitive adhesive sheet, and method for producing semiconductor device | |
| WO2020196757A1 (en) | Adhesive sheet, adhesive-sheet manufacturing method, and semiconductor-device manufacturing method | |
| WO2020196756A1 (en) | Adhesive-sheet manufacturing method, semiconductor-device manufacturing method, and adhesive sheet | |
| JPWO2019112033A1 (en) | Adhesive laminate, how to use the adhesive laminate, and how to manufacture semiconductor devices | |
| WO2023017832A1 (en) | Method for manufacturing semiconductor device, and semiconductor wafer with adhesive sheet for semiconductor processing | |
| WO2022196752A1 (en) | Semiconductor device manufacturing method and semiconductor device manufacturing apparatus | |
| WO2023017831A1 (en) | Method for expanding pressure-sensitive adhesive sheet | |
| WO2024058094A1 (en) | Method for manufacturing semiconductor device | |
| WO2022054889A1 (en) | Adhesive sheet and method for producing semiconductor device | |
| WO2023054318A1 (en) | Method for producing semiconductor device | |
| JP7157861B1 (en) | Semiconductor device manufacturing method | |
| JP2024107808A (en) | Adhesive sheet and method for manufacturing semiconductor device | |
| JPWO2019098101A1 (en) | Manufacturing method of semiconductor devices |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20778093 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 20778093 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: JP |