WO2020195988A1 - Séparateur pour cellule secondaire, corps granulé de résine thermoplastique, composition de bouillie, et son procédé de fabrication, et cellule secondaire - Google Patents
Séparateur pour cellule secondaire, corps granulé de résine thermoplastique, composition de bouillie, et son procédé de fabrication, et cellule secondaire Download PDFInfo
- Publication number
- WO2020195988A1 WO2020195988A1 PCT/JP2020/011302 JP2020011302W WO2020195988A1 WO 2020195988 A1 WO2020195988 A1 WO 2020195988A1 JP 2020011302 W JP2020011302 W JP 2020011302W WO 2020195988 A1 WO2020195988 A1 WO 2020195988A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- thermoplastic resin
- separator
- particles
- median diameter
- secondary battery
- Prior art date
Links
Images

Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/409—Separators, membranes or diaphragms characterised by the material
- H01M50/443—Particulate material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B9/00—Making granules
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J3/00—Processes of treating or compounding macromolecular substances
- C08J3/02—Making solutions, dispersions, lattices or gels by other methods than by solution, emulsion or suspension polymerisation techniques
- C08J3/03—Making solutions, dispersions, lattices or gels by other methods than by solution, emulsion or suspension polymerisation techniques in aqueous media
- C08J3/05—Making solutions, dispersions, lattices or gels by other methods than by solution, emulsion or suspension polymerisation techniques in aqueous media from solid polymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J3/00—Processes of treating or compounding macromolecular substances
- C08J3/12—Powdering or granulating
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/36—After-treatment
- C08J9/40—Impregnation
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/489—Separators, membranes, diaphragms or spacing elements inside the cells, characterised by their physical properties, e.g. swelling degree, hydrophilicity or shut down properties
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Definitions
- the present invention relates to a separator for a secondary battery, a thermoplastic resin granulated body, a slurry composition, a method for producing these, and a secondary battery.
- Secondary batteries such as lithium-ion batteries are widely used in portable digital devices such as mobile phones, laptop computers, digital cameras, digital video cameras, and portable game machines.
- portable digital devices such as mobile phones, laptop computers, digital cameras, digital video cameras, and portable game machines.
- the use as a power source for hybrid vehicles, electric vehicles, plug-in hybrid vehicles, etc. has been expanding for automobile applications.
- a separator for a secondary battery and an electrolyte are interposed between a positive electrode in which a positive electrode active material is laminated on a positive electrode current collector and a negative electrode in which a negative electrode active material is laminated on a negative electrode current collector. It has a configuration.
- a polyolefin-based porous substrate is used as the separator for the secondary battery.
- the characteristics required for a separator for a secondary battery are that it contains an electrolytic solution in a porous structure and enables ion transfer (ion conductivity), and that when a lithium ion battery overheats, it melts with heat.
- the porous structure is closed at, and the ion movement is stopped, so that the power generation is stopped (shutdown function).
- the separator for the secondary battery is required to have dimensional stability.
- the separator for secondary batteries is required to have not only the above characteristics but also further characteristics.
- the separator for the secondary battery is provided with an electrode impregnated with an electrolytic solution. Adhesiveness (wet adhesiveness) is required.
- the shape of the laminated body is maintained when the laminated body in which the positive electrode, the separator and the negative electrode are laminated is transported, and the wound positive electrode, the separator and the negative electrode are formed in a cylindrical shape. It is desired to improve productivity and battery performance by preventing the shape of the laminate from being deformed when pressed before being inserted into a mold such as a square mold. From such a viewpoint, the separator for a secondary battery is required to have adhesiveness (dry adhesiveness) between the separator and the electrode before being impregnated with the electrolytic solution. Further, with the spread of secondary batteries, it is required to reduce the manufacturing cost of the secondary battery, and the separator for the secondary battery is required to be reduced in cost.
- Patent Document 1 a separator for a secondary battery, which has less heat shrinkage and improved adhesion of inorganic particles to a porous body by holding a fluorine-containing polymer and a large amount of inorganic particles on a porous substrate, is used. Proposed.
- Patent Document 2 a porous layer containing a fluororesin, inorganic particles, and crosslinked polymer particles is laminated on a microporous film made of polyolefin, so that the electrode has less heat shrinkage and is impregnated with an electrolytic solution.
- a separator for a secondary battery which is provided with the adhesiveness (wet adhesiveness) of the above, has been proposed.
- Patent Document 1 since the fluorine-containing polymer is produced by the emulsion polymerization method, the particle size of the fluorine-containing polymer is small, and the adhesiveness (dry adhesiveness) between the separator and the electrode before impregnation with the electrolytic solution, and There is a problem that the adhesiveness (wet adhesiveness) between the separator and the electrode after impregnating with the electrolytic solution tends to be insufficient.
- Patent Document 2 it is necessary to use an organic solvent in which a fluorine-based resin is soluble as a solvent for the paint, and there is a problem that the environmental load is high and the cost tends to be high.
- an object of the present invention is to provide a separator for a secondary battery that can effectively suppress environmental load and cost while maintaining excellent adhesiveness, that is, dry adhesiveness or wet adhesiveness.
- the present inventors have excellent adhesion by using a thermoplastic resin granule containing a thermoplastic resin particle and a fused product in which the primary particles of a plurality of thermoplastic resin particles are fused as a separator for a secondary battery.
- the present invention was conceived by finding that property, that is, dry adhesiveness or wet adhesiveness can be obtained.
- the present invention has the following configuration. 1.
- a separator formed by laminating a porous layer on at least one surface of a porous base material, wherein a thermoplastic resin granule is contained in at least one surface layer of the porous layer, and the thermoplastic resin granulated body is thermoplastic.
- a separator for a secondary battery which is a granulated body containing resin particles and contains a fused product in which a plurality of primary particles of the thermoplastic resin particles are fused. 2.
- the ratio (A) of the median diameter of the thermoplastic resin granules to the median diameter of the thermoplastic resin particles constituting the thermoplastic resin granules represented by the following formula (1) is 10 or more and 250 or less.
- (A) Median diameter ( ⁇ m) of thermoplastic resin granules / Median diameter ( ⁇ m) of thermoplastic resin particles ... (1) 4.
- thermoplastic resin particles contain thermoplastic resin particles having a melting point of 50 ° C. or higher and 160 ° C. or lower.
- thermoplastic resin contains one or more kinds of polyvinylidene fluoride or a copolymer thereof or an acrylic resin.
- the porous layer contains an inorganic particle layer containing inorganic particles, and at least a part of the thermoplastic resin granulated body is buried inside the inorganic particle layer, and another part is the inorganic particles.
- the separator for a secondary battery according to any one of 1 to 6 above which projects outward from the surface of the layer. 8.
- Battery separator. (D) Thickness of inorganic particle layer ( ⁇ m) / Median diameter of thermoplastic resin granules ( ⁇ m) ... (4) 9.
- the inorganic particles are alumina, which are detected by energy dispersive X-ray spectroscopy (EDX) and are represented by the following formula (5), which is the ratio of the number of F pixels to the total number of F and Al pixels (E). ) Is 0.1 or more and 0.5 or less, the separator for a secondary battery according to 7 or 8 above.
- (E) number of pixels of F / (number of pixels of F + number of pixels of Al) ... (5) 10.
- the ratio (A) of the median diameter of the thermoplastic resin granules to the median diameter of the thermoplastic resin granules constituting the thermoplastic resin granules represented by the following formula (1) is 10 or more and 250 or less.
- (A) Median diameter ( ⁇ m) of thermoplastic resin granules / Median diameter ( ⁇ m) of thermoplastic resin particles ... (1) 14.
- thermoplastic resin granulated product according to any one of 12 to 16 wherein the thermoplastic resin contains one or more polyvinylidene fluoride or a copolymer thereof or an acrylic resin.
- the dispersion liquid is a dispersion liquid in which at least the inorganic particles and the thermoplastic resin granulated material are dispersed in a solvent, and the thermoplastic resin structure is represented by the following formula (2) with respect to the median diameter of the inorganic particles.
- (B) Median diameter ( ⁇ m) of thermoplastic resin granules / Median diameter ( ⁇ m) of inorganic particles ... (2) 21. 19.
- thermoplastic resin granulated body is contained in an amount of 1 wt% or more and 50 wt% or less.
- ratio (C) of the content of the thermoplastic resin granules to the content of the inorganic particles represented by the following formula (3) is 0.05 or more and 0.7 or less.
- Slurry composition. (C) Content of thermoplastic resin granules (wt%) / Content of inorganic particles (wt%) ... (3) 23.
- thermoplastic resin granulated product which comprises spray-drying and granulating the thermoplastic resin particles dispersed in a solvent with a spray dryer under a drying temperature condition below the melting point of the thermoplastic resin particles and above the glass transition point.
- a method for producing a slurry composition which comprises mixing the inorganic particles, a solvent, and the thermoplastic resin granules according to any one of 12 to 18 above.
- a secondary step including a step of applying and drying a slurry composition prepared by mixing the thermoplastic resin granules, inorganic particles, and a solvent according to any one of 12 to 18 on a porous substrate.
- the separator for a secondary battery of the present invention can effectively suppress the environmental load and cost while maintaining high adhesiveness, that is, dry adhesiveness or wet adhesiveness.
- FIG. 1 is an SEM image of an embodiment of a separator for a secondary battery of the present invention.
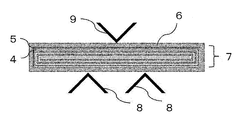
- FIG. 2 is a front sectional view schematically showing a method for measuring wet adhesive strength.
- the separator for a secondary battery according to the embodiment of the present invention is a separator formed by laminating a porous layer on at least one surface of a porous base material, and is obtained by thermoplastic resin granulation on at least one surface layer of the porous layer.
- the body is included, and the thermoplastic resin granules include a fused product in which a plurality of primary particles of the thermoplastic resin particles are fused.
- the separator for a secondary battery according to the embodiment of the present invention includes a step of applying and drying a slurry composition prepared by mixing a thermoplastic resin granulated body, inorganic particles, and a solvent on a porous substrate. It can be manufactured by a manufacturing method. Further, the separator for a secondary battery according to the embodiment of the present invention can be preferably used for a secondary battery. An embodiment of the present invention will be described in detail below.
- thermoplastic resin granulated body The thermoplastic resin granules according to the embodiment of the present invention are granules containing thermoplastic resin particles, and include a fused product in which primary particles of a plurality of thermoplastic resin particles are fused.
- the thermoplastic resin granule in the embodiment of the present invention is a granule containing thermoplastic resin particles, and takes a form in which a plurality of primary particles of the thermoplastic resin are fused at portions adjacent to each other. It is a state-like thermoplastic resin granule.
- thermoplastic resin granules of the present invention are porous in a slurry composition dispersed by applying a shearing force in a solvent, and in a separator for a secondary battery formed by applying and drying the slurry composition.
- the particle size and shape can be maintained without disintegrating the granules even in the layer, and high adhesiveness can be exhibited.
- the granules include secondary particles formed from a plurality of primary particles.
- the term "primary particle" as used herein means a particle that is considered to be a unit particle judging from its apparent geometrical morphology.
- thermoplastic resin granulated body according to the embodiment of the present invention can be preferably used for a separator for a secondary battery. Since the thermoplastic resin granules according to the embodiment of the present invention are granulated from a plurality of thermoplastic resin particles, they have voids inside the granules, and the solid particles having the same particle size can be used. It has a lower specific gravity than that. Therefore, when the slurry composition containing the thermoplastic resin granules according to the embodiment of the present invention is applied on a porous substrate and dried, it is more easily transferred to the surface of the dried film than the solid particles having the same particle size, and is adhered. Easy to express sex.
- thermoplastic resin granules according to the embodiment of the present invention have a large surface area as compared with a single particle having the same particle size because irregularities caused by a plurality of constituent thermoplastic resin particles are present on the surface. This is preferable because the bonding area becomes large.
- thermoplastic resin granule according to the embodiment of the present invention is a thermoplastic resin granule calculated by using the following formula (1) with respect to the median diameter of the thermoplastic resin granules constituting the thermoplastic resin granule.
- the ratio (A) of the median diameters of the above is preferably 10 or more and 250 or less.
- (A) Median diameter of thermoplastic resin granules ( ⁇ m) / Median diameter of thermoplastic resin particles ( ⁇ m) ... (1)
- the ratio (A) of the median diameter of the thermoplastic resin granules to the median diameter of the thermoplastic resin particles constituting the thermoplastic resin granules is 10 or more, the shape of the thermoplastic resin granules becomes indefinite. It is difficult to become, and it is possible to suppress deterioration of handleability due to a decrease in fluidity. Further, when the ratio is 250 or less, the proportion of the coarse fused body is unlikely to increase, and the variation in physical properties can be suppressed.
- the ratio (A) of the median diameter of the thermoplastic resin granules to the median diameter of the thermoplastic resin particles constituting the thermoplastic resin granules is more preferably 15 or more, further preferably 20 or more, and particularly preferably 30 or more. Similarly, such a ratio is more preferably 200 or less, further preferably 150 or less, and particularly preferably 100 or less.
- the median diameter of the thermoplastic resin granules is preferably 0.5 ⁇ m or more and 30 ⁇ m or less. When the median diameter is 0.5 ⁇ m or more, the contact area with the adherend is unlikely to be small, and sufficient adhesiveness, that is, dry adhesiveness or wet adhesiveness can be obtained. On the other hand, when the median diameter is 30 ⁇ m or less, the decrease in dispersion stability is suppressed and it is difficult to settle in the slurry.
- the median diameter of the thermoplastic resin granules is more preferably 1 ⁇ m or more, further preferably 1.5 ⁇ m or more, further preferably 2 ⁇ m or more, and particularly preferably 9 ⁇ m or more. The median diameter is more preferably 25 ⁇ m or less, further preferably 20 ⁇ m or less, and particularly preferably 15 ⁇ m or less.
- the median diameter of the thermoplastic resin particles constituting the thermoplastic resin granules according to the embodiment of the present invention is preferably 0.01 ⁇ m or more and 1 ⁇ m or less.
- the median diameter of the thermoplastic resin particles is more preferably 0.05 ⁇ m or more, further preferably 0.1 ⁇ m or more.
- the median diameter of the thermoplastic resin particles is more preferably 0.7 ⁇ m or less, further preferably 0.4 ⁇ m or less.
- the median diameter is 0.01 ⁇ m or more, the thermoplastic resin particles are less likely to aggregate before granulation, and a uniform granulated material is easily formed.
- the median diameter is 1 ⁇ m or less, the contact area between the thermoplastic resin particles inside the thermoplastic resin granules is unlikely to be small, and it is possible to prevent the thermoplastic resin granules from becoming brittle.
- the thermoplastic resin used in the embodiment of the present invention contains at least one type of thermoplastic resin having a low glass transition point in order to promote fusion between the thermoplastic resin particles.
- the above-mentioned thermoplastic resin is preferably a non-crosslinked thermoplastic resin as compared with a crosslinked thermoplastic resin.
- the thermoplastic resin having a low glass transition point is not particularly limited, but for example, an olefin resin such as polyethylene or polypropylene, an acrylic resin, a styrene-butadiene resin, a methyl methacrylate-styrene copolymer, or a polyamide.
- thermoplastic resin contains one or more kinds of polyvinylidene fluoride (PVdF) or a copolymer thereof or an acrylic resin.
- the thermoplastic resin is more preferably polyvinylidene fluoride (PVdF) or a copolymer thereof.
- the copolymerizing component constituting the PVdF copolymer that is, the fluoromonopolymer that can be copolymerized with vinylidene fluoride (VDF) is not particularly limited, but vinyl fluoride, trifluoroethylene, and tetrafluoro. Examples thereof include ethylene, chlorotrifluoroethylene (CTFE), hexafluoropropylene (HFP), and perfluoroalkyl vinyl ether typified by perfluoromethyl vinyl ether.
- CTFE chlorotrifluoroethylene
- HFP hexafluoropropylene
- perfluoroalkyl vinyl ether typified by perfluoromethyl vinyl ether.
- the copolymer of VDF and HFP is particularly preferable because of its high chemical and physical stability with respect to the non-aqueous electrolytic solution.
- thermoplastic resin granules according to the embodiment of the present invention preferably granulate PVdF having a small particle size synthesized by an emulsion polymerization method or a copolymer thereof, thereby having a median diameter of more than 0.7 ⁇ m and 50 ⁇ m. Easy to obtain less than granules.
- the glass transition point of the thermoplastic resin is preferably 80 ° C. or lower.
- the glass transition point of the thermoplastic resin is preferably ⁇ 100 ° C. or higher, more preferably ⁇ 80 ° C. or higher, and even more preferably ⁇ 60 ° C. or higher.
- the glass transition point of the thermoplastic resin is more preferably 50 ° C. or lower, and even more preferably 20 ° C. or lower.
- thermoplastic resin granules and the thermoplastic resin particles The glass transition points of the thermoplastic resin granules and the thermoplastic resin particles can be measured by the method described in Examples.
- the melting point of the thermoplastic resin is preferably 50 ° C. or higher and 160 ° C. or lower.
- the melting point of the thermoplastic resin is preferably 50 ° C. or higher, more preferably 55 ° C. or higher, and even more preferably 60 ° C. or higher.
- the melting point of the thermoplastic resin is preferably 150 ° C. or lower, more preferably 130 ° C. or lower, further preferably 110 ° C. or lower, further preferably 100 ° C. or lower, and particularly preferably 80 ° C. or lower.
- the melting point is 50 ° C. or higher, the thermoplastic resin granules are difficult to fuse with each other during storage and handling, and the formation of coarse agglomerates can be suppressed.
- the melting point is 150 ° C. or lower, high-temperature treatment is not required to develop dry adhesiveness, and handleability is improved.
- the melting point of the thermoplastic resin is preferably 120 ° C. or higher, more preferably 130 ° C. or higher, and even more preferably 140 ° C. or higher.
- the melting point of the thermoplastic resin is preferably 160 ° C. or lower, more preferably 155 ° C. or lower, further preferably 150 ° C. or lower, and particularly preferably 145 ° C. or lower.
- the melting point is 120 ° C. or higher, the solubility in the electrolytic solution tends to be low, and the wet adhesiveness is easily maintained for a long period of time.
- the melting point is 160 ° C.
- thermoplastic resin granules and the thermoplastic resin particles The melting points of the thermoplastic resin granules and the thermoplastic resin particles can be measured by the method described in Examples.
- the melting point of the thermoplastic resin can be controlled by adjusting the ratio of the copolymerization components.
- the melting point decreases as the copolymerization component (HFP) ratio increases.
- the copolymerization component ratio of the VDF-HFP copolymer is preferably 0.3 mol% or more and 20 mol% or less.
- the copolymerization component ratio is preferably 9 mol% or more, more preferably 10 mol% or more, still more preferably 12 mol% or more.
- the copolymerization component ratio is preferably 20 mol% or less, more preferably 18 mol% or less, further preferably 16 mol% or less, and particularly preferably 14 mol% or less.
- the copolymerization component ratio is 9 mol% or more, thermal deformation is likely to occur, and sufficient dry adhesiveness is likely to be exhibited by treatment at a lower temperature.
- the copolymerization component ratio is 20 mol% or less, fusion to the wall surface of the granulator tends to be suppressed during granulation described later, and a high yield can be easily obtained.
- the copolymerization component ratio is preferably 0.3 mol% or more, more preferably 1 mol% or more, further preferably 2 mol% or more, and particularly preferably 3 mol% or more.
- the copolymerization component ratio is preferably 9 mol% or less, more preferably 8 mol% or less, further preferably 6 mol% or less, particularly preferably 5 mol% or less, and even more preferably 4 mol% or less.
- the copolymerization component ratio is 0.3 mol% or more, the crystallinity of the polymer is suppressed and the degree of swelling due to the electrolytic solution tends to be high, so that wet adhesion is easy.
- the copolymerization component ratio is 9 mol% or less, the solubility in the electrolytic solution tends to be low, and the wet adhesiveness is easily maintained for a long period of time.
- thermoplastic resin granulated body the thermoplastic resin particles dispersed in a solvent are preferably spray-dried under a drying temperature condition of less than the melting point of the thermoplastic resin particles and higher than the glass transition point. It can be produced by a production method including spray-drying granulation.
- the granulation method is not particularly limited, and can be produced by using known production methods such as rolling granulation method, fluid granulation method, rolling fluid granulation method, spray drying granulation method, and mixed granulation method. ..
- the spray-dry granulation method is preferable because it does not require additives such as coagulants that adversely affect the battery characteristics.
- the spray-drying granulation method is not limited to this, but is preferably performed using a spray-dryer (spray dryer).
- spray drying granulation method using a spray dryer will be referred to as a spray drying method.
- the method of drying and granulating by the spray drying granulation method is not particularly limited, and for example, the thermoplastic resin particle dispersion liquid is formed into a fine mist and is preferably ejected into hot air at 30 ° C. or higher and 160 ° C. or lower. Just let me do it.
- the temperature of the hot air is more preferably 40 ° C. or higher, further preferably 50 ° C. or higher, and particularly preferably 60 ° C. or higher.
- the temperature of the hot air is more preferably 130 ° C. or lower, further preferably 100 ° C. or lower, and particularly preferably 80 ° C. or lower. By setting the temperature of the hot air to 160 ° C.
- thermoplastic resin granule containing a fused product in which the primary particles of the plurality of thermoplastic resin particles are fused.
- various known methods such as a centrifugal spraying method using a rotating disk and a pressure spraying method using a pressure nozzle are used. Can be adopted.
- the slurry composition according to the embodiment of the present invention is a dispersion liquid in which the above-mentioned thermoplastic resin granules are dispersed in a solvent.
- the slurry composition is preferably a dispersion in which inorganic particles and thermoplastic resin granules are dispersed in a solvent, and is a thermoplastic resin granules represented by the following formula (2) with respect to the median diameter of the inorganic particles.
- the ratio (B) of the median diameters of the above is preferably 3 or more and 100 or less.
- (B) Median diameter ( ⁇ m) of thermoplastic resin granules / Median diameter ( ⁇ m) of inorganic particles ... (2)
- the ratio (B) of the median diameter of the thermoplastic resin granulated material to the median diameter of the inorganic particles is 3 or more, the thermoplastic resin granulated material is hidden behind the inorganic particles and the exposed area to the outermost surface of the porous layer. Can be suppressed from decreasing, and the adhesiveness is less likely to decrease.
- the ratio (B) of the median diameter of the thermoplastic resin granulated material to the median diameter of the inorganic particles is 100 or less, the thermoplastic resin granulated material does not easily block the porous structure formed by the inorganic particles, and the air permeability is increased. Can be suppressed.
- the ratio (B) of the median diameter of the thermoplastic resin granulated material to the median diameter of the inorganic particles is more preferably 4 or more, further preferably 9 or more, and particularly preferably 14 or more. Similarly, such a ratio is more preferably 80 or less, further preferably 60 or less, and particularly preferably 40 or less.
- the inorganic particles include calcium carbonate, calcium phosphate, amorphous silica, crystalline glass filler, kaolin, talc, titanium dioxide, alumina, magnesia, magnesium hydroxide, silica-alumina composite oxide particles, barium sulfate, and the like.
- Calcium fluoride, lithium fluoride, zeolite, molybdenum sulfide, mica, boehmite and the like can be mentioned. These inorganic particles may be used alone or in combination of two or more.
- the median diameter of the inorganic particles is preferably 0.05 ⁇ m or more, more preferably 0.20 ⁇ m or more, and even more preferably 0.30 ⁇ m or more.
- the median diameter of the inorganic particles is preferably 5.0 ⁇ m or less, more preferably 3.0 ⁇ m or less, and even more preferably 1.0 ⁇ m or less.
- the median diameter of the inorganic particles is 0.05 ⁇ m or more, it is possible to prevent the porous layer from becoming dense and the air permeability from becoming high. Further, it is possible to suppress the decrease in the impregnation property of the electrolytic solution due to the reduction of the pore diameter, and improve the productivity.
- the median diameter of the inorganic particles is 5.0 ⁇ m or less, sufficient dimensional stability can be obtained, the increase in the film thickness of the porous layer can be suppressed, and the battery characteristics can be improved.
- the shape of the inorganic particles is not particularly limited and may be any shape, and examples thereof include a spherical shape, a plate shape, a needle shape, a rod shape, and an elliptical shape, and any shape may be used. ..
- the content of the thermoplastic resin granulated body in the slurry composition is preferably 1 wt% or more and 50 wt% or less.
- the content of the thermoplastic resin granules is 1 wt% or more, the amount of exposure of the thermoplastic resin granules to the surface of the porous layer is unlikely to decrease, and the decrease in adhesiveness can be suppressed.
- the content of the thermoplastic resin granulated body is 50 wt% or less, the thermoplastic resin granulated body does not easily block the porous structure, and an increase in air permeability can be suppressed.
- the content of the thermoplastic resin granulated body is more preferably 3 wt% or more, further preferably 5 wt% or more, and particularly preferably 7 wt% or more.
- the content of the thermoplastic resin granulated body is more preferably 30 wt% or less, further preferably 20 wt% or less, and particularly preferably 12 wt% or less.
- the ratio (C) of the content of the thermoplastic resin granules to the content of the inorganic particles represented by the following formula (3) is 0.05 or more and 0. It is preferably 7 or less.
- (C) Content of thermoplastic resin granules (wt%) / Content of inorganic particles (wt%) ...
- the ratio (C) of the content of the thermoplastic resin granules to the content of the inorganic particles is 0.05 or more, the thermoplastic resin granules are difficult to be embedded in a large amount of inorganic particles, and the surface of the porous layer is covered. It is possible to suppress the decrease in adhesiveness due to the decrease in the amount of exposure. Further, when the ratio is 0.7 or less, the inorganic particles necessary for maintaining the structure of the porous layer are less likely to be insufficient, and the increase in heat shrinkage can be suppressed.
- the ratio (C) of the content of the thermoplastic resin granules to the content of the inorganic particles is more preferably 0.07 or more, further preferably 0.1 or more, and particularly preferably 0.15 or more. Similarly, such a ratio is more preferably 0.5 or less, further preferably 0.4 or less, and particularly preferably 0.35 or less.
- a solvent containing water as a main component is preferable from the viewpoint of suppressing impregnation of the solvent into the porous substrate.
- the main component refers to a component contained in an amount of 50% by mass or more in 100% by mass of the solvent.
- the ratio of water to the solvent containing water as a main component is preferably 50% by mass or more, more preferably 60% by mass or more, and further preferably 70% by mass or more.
- the proportion of water is 50% by mass or more, it is difficult for the coating liquid to impregnate the substrate when coating the porous substrate, and it is easy to form a desired porous layer.
- the environmental load and cost are effective as compared with the case of using an organic solvent in which a fluororesin is soluble. Can be suppressed.
- An organic resin may be added to the slurry composition according to the embodiment of the present invention, if necessary.
- a dispersant may be used if necessary.
- the type of dispersant is not particularly limited, and for example, a cationic surfactant such as an alkylamine salt or a quaternary ammonium salt, an alkyl sulfate ester salt, a polyoxyethylene alkyl ether sulfate ester salt, an alkylbenzene sulfonate, Anionic surfactants such as fatty acid salts, nonionic surfactants such as polyoxyethylene alkyl ethers, polyoxyethylene alkylphenols, glycerin fatty acid esters, polyoxyethylene fatty acid esters, and amphoteric surfactants such as alkyl betaine and alkyl amine oxides.
- a cationic surfactant such as an alkylamine salt or a quaternary ammonium salt
- an alkyl sulfate ester salt such as an alkyl sulfate ester salt, a polyoxyethylene alkyl ether sulfate ester salt, an alky
- dispersants include polymer compounds such as polyvinylpyrrolidone, polycarboxylic acid salts, polysulfonates, and polyethers. These dispersants may be used alone or in admixture of two or more.
- the amount of the dispersant added is preferably 0.1 part by mass or more and 40 parts by mass or less, more preferably 0.2, based on 100 parts by mass of the total of the thermoplastic resin granulated body, the organic resin, and the inorganic particles to be dispersed. It is by mass or more, more preferably 0.5 parts by mass or more.
- the amount of the dispersant added is preferably 30 parts by mass or less, more preferably 20 parts by mass or less. When the amount of the dispersant added is 40 parts by mass or less, it is possible to prevent the content of the thermoplastic resin granulated body from being reduced in the porous layer and suppress the deterioration of the adhesiveness.
- thermoplastic resin granules As a method for dispersing the thermoplastic resin granules, the organic resin, and the inorganic particles, a known method may be used. For example, ball mills, bead mills, sand mills, roll mills, homogenizers, ultrasonic homogenizers, high-pressure homogenizers, ultrasonic devices, paint shakers and the like can be mentioned. These plurality of mixing and dispersing machines may be combined to perform dispersion in stages.
- the slurry composition according to the embodiment of the present invention can be produced by a production method including mixing inorganic particles, a solvent, and the above-mentioned thermoplastic resin granules.
- the above slurry composition can be used as a coating liquid for coating a porous substrate for the purpose of being used for a separator for a secondary battery described later.
- the order in which the coating liquid is prepared is not particularly limited. From the viewpoint of improving the efficiency of the dispersion process, a dispersant is added and mixed with a solvent containing water as a main component, and a thermoplastic resin granulated body, an organic resin, and inorganic particles are added to the solution to apply a coating solution. It is preferable to prepare.
- an organic resin may be added to the coating liquid in order to bind the particles to each other or the particles to the porous base.
- an antioxidant, a stabilizer, an antifoaming agent, a leveling agent and the like may be added to the coating liquid as appropriate.
- the type of leveling agent is not particularly limited, but for example, cationic surfactants such as alkylamine salts and quaternary ammonium salts, alkyl sulfate ester salts, polyoxyethylene alkyl ether sulfate ester salts, alkylbenzene sulfonates, etc.
- Anionic surfactants such as fatty acid salts, nonionic surfactants such as polyoxyethylene alkyl ethers, polyoxyethylene alkylphenols, glycerin fatty acid esters, polyoxyethylene fatty acid esters, and amphoteric surfactants such as alkyl betaine and alkyl amine oxides.
- cationic, anionic, nonionic, amphoteric fluorine-based surfactants silicon-based surfactants, polyvinylpyrrolidone, polycarboxylates, polysulfonates, and polymer compounds such as polyethers.
- leveling agents may be used alone or in combination of two or more.
- the amount of the leveling agent added is preferably 20 parts by mass or less, more preferably 10 parts by mass or less, still more preferably 5 parts by mass, based on 100 parts by mass of the total of the thermoplastic resin granulated body, the organic resin, and the inorganic particles. It is as follows. When the amount of the leveling agent added is 20 parts by mass or less, it is possible to suppress a decrease in adhesiveness and a decrease in battery characteristics due to a side reaction in the secondary battery.
- the separator for a secondary battery according to the embodiment of the present invention is a separator formed by laminating a porous layer on at least one surface of a porous base material, and is obtained by thermoplastic resin granulation on at least one surface layer of the porous layer.
- the separator for a secondary battery according to the embodiment of the present invention is a separator formed by laminating a porous layer on at least one surface of a porous base material, and the above-mentioned heat is applied to at least one surface layer of the porous layer. It is preferable to contain a plastic resin granule.
- the porous layer contains an inorganic particle layer containing inorganic particles, and at least a part of the thermoplastic resin granulated body is inorganic. It is characterized in that it is buried inside the particle layer and other parts protrude outward from the surface of the inorganic particle layer.
- the separator for a secondary battery according to the embodiment of the present invention can be suitably used for a secondary battery such as a lithium ion battery.
- FIG. 1 is an SEM image of an embodiment of the separator for a secondary battery of the present invention.
- the separator for a secondary battery according to the embodiment of the present invention is formed by laminating a porous layer on at least one surface of the porous base material 1.
- the porous layer includes an inorganic particle layer 2 containing inorganic particles, and further contains a thermoplastic resin granulated body 3 on at least one surface layer of the porous layer.
- the thermoplastic resin granulated material 3 may be attached to the surface of the inorganic particle layer 2 without being buried inside.
- thermoplastic resin granules 3 In order to prevent the thermoplastic resin granules from falling off from the porous layer and to stably develop the adhesiveness, at least a part of the thermoplastic resin granules 3 is inside the inorganic particle layer 2. It is preferable that the particle is buried in the inorganic particle layer 2 and the other portion projects outward from the surface of the inorganic particle layer 2.
- the ratio (D) of the thickness of the inorganic particle layer to the median diameter of the thermoplastic resin granules calculated from the following formula (4) is 0.02 or more 1
- the following is preferable.
- (D) Thickness of inorganic particle layer ( ⁇ m) / Median diameter of thermoplastic resin granules ( ⁇ m) ... (4)
- the ratio (D) of the thickness of the inorganic particle layer to the median diameter of the thermoplastic resin granulated material is 0.02 or more, the thermoplastic resin granulated material does not easily protrude from the surface of the inorganic particle layer and is porous during handling of the separator. It can be suppressed from falling off from the quality layer, and sufficient adhesion to the electrode can be obtained.
- the ratio (D) of the thickness of the inorganic particle layer to the median diameter of the thermoplastic resin granule is 1 or less, the thermoplastic resin granule is difficult to be buried in the inorganic particle layer and is easily brought into contact with the electrode, which is sufficient. Adhesiveness is obtained.
- the ratio of the thickness of the inorganic particle layer to the median diameter of the thermoplastic resin granule is more preferably 0.05 or more, further preferably 0.10 or more, and particularly preferably 0.15 or more. Similarly, such a ratio is more preferably 0.8 or less, further preferably 0.6 or less, and particularly preferably 0.4 or less.
- the thickness of the inorganic particle layer is preferably 0.10 ⁇ m or more. More preferably, the thickness of the inorganic particle layer is 0.3 ⁇ m or more, and even more preferably 0.5 ⁇ m or more. Similarly, the thickness of the inorganic particle layer is preferably 5.0 ⁇ m or less, more preferably 4.0 ⁇ m or less, and even more preferably 3.0 ⁇ m or less. When the thickness of the inorganic particle layer is 0.10 ⁇ m or more, the thermoplastic resin granules are less likely to fall off from the porous layer during handling of the separator, and sufficient adhesiveness to the electrode can be obtained.
- the inorganic particle layer on both sides of the porous base material.
- the difference in thickness of the inorganic particle layers on each surface is preferably 1 ⁇ m or less for the same reason.
- the surface roughness of the porous layer of the separator for a secondary battery according to the embodiment of the present invention is preferably 0.4 ⁇ m or more and 15 ⁇ m or less.
- the surface roughness is 0.4 ⁇ m or more, the protrusion of the thermoplastic resin granules from the surface of the inorganic particle layer is unlikely to be small, and the adhesiveness is sufficient.
- it is 15 ⁇ m or less, it is possible to suppress the embedding of the thermoplastic resin granules in the inorganic particle layer from becoming small, and prevent the thermoplastic resin granules from falling off during handling of the separator.
- the surface roughness is more preferably 1.0 ⁇ m or more, and further preferably 1.5 ⁇ m or more.
- the surface roughness is more preferably 10 ⁇ m or less, further preferably 5 ⁇ m or less.
- the inorganic particles are alumina
- the fluorine (F) is measured by energy dispersive X-ray spectroscopy (EDX) and calculated from the following formula (5).
- the ratio (E) of the number of pixels of fluorine (F) to the total number of pixels of aluminum (Al) is preferably 0.1 or more and 0.5 or less.
- (E) number of pixels of F / (number of pixels of F + number of pixels of Al) ... (5)
- the ratio (E) of the number of fluorine pixels to the total number of fluorine and aluminum pixels is 0.1 or more, the distribution of the fluorine-containing thermoplastic resin granules on the surface layer of the inorganic particle layer becomes small. It can be suppressed and the adhesiveness can be improved. Further, when it is 0.5 or less, the number of inorganic particles required for maintaining the structure of the inorganic particle layer is sufficient, and it is possible to suppress an increase in thermal shrinkage.
- the ratio (E) of the number of pixels of fluorine to the total number of pixels of fluorine and aluminum is more preferably 0.12 or more, further preferably 0.14 or more, and particularly preferably 0.16 or more. Similarly, 0.4 or less is more preferable, 0.3 or less is further preferable, and 0.25 or less is particularly preferable.
- a slurry composition prepared by mixing the above-mentioned thermoplastic resin granules, inorganic particles, and a solvent is applied (coated) on a porous substrate.
- a slurry composition prepared by mixing the above-mentioned thermoplastic resin granules, inorganic particles, and a solvent is applied (coated) on a porous substrate.
- a coating method a known method may be used for coating. For example, gravure coating, slit die coating, knife coating, kiss coating, roll coating, bar coating, spray coating, dip coating, spin coating, screen printing, inkjet printing, pad printing, and other types of printing are available.
- the coating method is not limited to these, and is appropriately selected according to preferable conditions such as the thermoplastic resin granulated material to be used, the organic resin, the inorganic particles, the binder, the dispersant, the leveling agent, the solvent to be used, and the base material. do it. Further, in order to improve the coatability, for example, the surface treatment of the coated surface such as corona treatment or plasma treatment may be performed on the porous substrate.
- one side When laminating a porous layer on both sides of a porous base material, one side may be coated and dried, or both sides may be coated and dried at the same time. It is more productive and preferable to apply and dry both sides at the same time.
- the porous layer on both sides rather than laminating the porous layer on only one side. This is because by laminating the porous layers on both sides, adhesiveness can be obtained on both the positive electrode and the negative electrode, so that the process handling is excellent.
- examples of the porous substrate include a porous membrane having pores inside, a non-woven fabric, and a porous membrane sheet made of a fibrous material.
- the material constituting the porous base material is preferably composed of a resin that is electrically insulating, electrically stable, and stable to an electrolytic solution.
- the resin used is preferably a thermoplastic resin having a melting point of 200 ° C. or lower.
- the shutdown function here is a function of closing the porous structure by melting with heat when the lithium ion battery generates abnormal heat, stopping the ion movement, and stopping the power generation.
- thermoplastic resin used for the porous base material examples include polyolefin-based resins.
- the porous substrate is preferably a polyolefin-based porous substrate.
- the polyolefin-based porous substrate is more preferably a polyolefin-based porous substrate having a melting point of 200 ° C. or lower.
- Specific examples of the polyolefin-based resin include polyethylene, polypropylene, copolymers thereof, and mixtures thereof.
- examples thereof include a multilayer porous base material made of polypropylene.
- a method for producing a porous base material a method of forming a polyolefin resin into a sheet and then stretching it to make it porous, or a method of dissolving a polyolefin resin in a solvent such as liquid paraffin to form a sheet and then extracting the solvent. There is a method of making it porous.
- the thickness of the porous substrate is preferably 3 ⁇ m or more and 50 ⁇ m or less.
- the thickness of the porous substrate is 50 ⁇ m or less, it is possible to suppress an increase in the internal resistance of the porous substrate. Further, when the thickness of the porous substrate is 3 ⁇ m or more, it is easy to manufacture and sufficient mechanical properties can be obtained.
- the thickness of the porous substrate is more preferably 5 ⁇ m or more. Similarly, the thickness of the porous substrate is more preferably 30 ⁇ m or less.
- the air permeability of the porous substrate is preferably 50 seconds / 100 cc or more and 1000 seconds / 100 cc or less. More preferably, it is 500 seconds / 100 cc or less. When the air permeability is 1000 seconds / 100 cc or less, sufficient ion mobility can be obtained and deterioration of battery characteristics can be suppressed. When the air permeability of the porous substrate is 50 seconds / 100 cc or more, sufficient mechanical properties can be obtained.
- the secondary battery according to the embodiment of the present invention is a secondary battery using the above-mentioned separator for a secondary battery.
- the secondary battery preferably includes a secondary battery such as a lithium ion battery.
- Lithium-ion batteries generally have a configuration in which a separator for a secondary battery and an electrolyte are interposed between a positive electrode in which a positive electrode active material is laminated on a positive electrode current collector and a negative electrode in which a negative electrode active material is laminated on a negative electrode current collector. Have.
- the positive electrode is obtained by laminating a positive electrode material composed of an active material, a binder resin, a conductive auxiliary agent, etc. on a current collector, and examples of the active material include LiCoO 2 , LiNiO 2 , Li (NiComn) O 2 , and the like. Examples thereof include lithium-containing transition metal oxides having a layered structure, spinel-type manganese oxides such as LiMn 2 O 4 , and iron-based compounds such as LiFePO 4 .
- the binder resin a resin having high oxidation resistance may be used. Specific examples thereof include fluorine-based resins, acrylic-based resins, and styrene-butadiene-based resins.
- the conductive auxiliary agent a carbon material such as carbon black or graphite is used.
- As the current collector a metal foil is preferable, and aluminum is often used in particular.
- the negative electrode is a negative electrode material composed of an active material, a binder resin, a conductive auxiliary agent, etc. laminated on a current collector, and the active material is a carbon material such as artificial graphite, natural graphite, hard carbon, or soft carbon. , Lithium alloy materials such as tin and silicon, metal materials such as Li, and lithium titanate (Li 4 Ti 5 O 12 ).
- the binder resin a fluorine-based resin, an acrylic resin, a styrene-butadiene resin, or the like is used.
- the conductive auxiliary agent carbon black, graphite and the like are used.
- As the current collector a metal foil is suitable, and in particular, a copper foil is often used.
- the electrolytic solution is a place for moving ions between the positive electrode and the negative electrode in the secondary battery, and has a configuration in which the electrolyte is dissolved in an organic solvent.
- the electrolyte include LiPF 6 , LiBF 4 , LiClO 4 , and the like.
- LiPF 6 is preferably used from the viewpoint of solubility in an organic solvent and ionic conductivity.
- the organic solvent include ethylene carbonate, propylene carbonate, fluoroethylene carbonate, dimethyl carbonate, diethyl carbonate, ethyl methyl carbonate, gamma-butyrolactone, sulfolane and the like. These organic solvents may be used alone or in admixture of two or more.
- an active material and a conductive auxiliary agent are dispersed in a binder solution to prepare a coating solution for electrodes, and this coating solution is applied onto a current collector to dry the solvent.
- a positive electrode and a negative electrode can be obtained, respectively.
- the film thickness of the coating film after drying is preferably 50 ⁇ m or more and 500 ⁇ m or less.
- a separator for a secondary battery is placed between the obtained positive electrode and the negative electrode so as to be in contact with the active material layer of each electrode, sealed in an exterior material such as an aluminum laminate film, injected with an electrolytic solution, and then heat-pressed. .. After that, a negative electrode lead and a safety valve are installed to seal the exterior material. Since the secondary battery thus obtained has good adhesiveness between the electrode and the separator for the secondary battery, it has excellent cycle characteristics, excellent dimensional stability, and can be manufactured at low cost. ..
- the measurement was started when the ultrasonic waves were applied at the intensity of 6 for 1 minute, and the ultrasonic waves were continuously applied until the end of the measurement.
- Water was used as the solvent in the apparatus, and the absolute refractive index of the PVdF copolymer was 1.41.
- the dry adhesive strength (N / m) was measured by the peel method (180 ° peeling, peeling speed 100 mm / min) using the Tensilon universal tester RTG-1210 manufactured by A & D Co., Ltd.
- the load cell was equipped with TLU-5N-G (maximum load capacity 5N) and measured continuously during the period of 100 mm from the start of measurement to the end of measurement.
- the average value of the load of 20 to 60 mm was calculated and converted into the value per 1 m of width to obtain the peel strength (dry adhesive strength).
- a part of the porous layer may remain on the porous substrate side, but in this case as well, it was calculated as the peel strength (dry adhesive strength) between the negative electrode and the porous layer.
- FIG. 2 is a front sectional view schematically showing a method for measuring wet adhesive strength. Details will be described below with reference to FIG.
- test winding body (Preparation of test winding body)
- the negative electrode 5 (machine direction 161 mm ⁇ width direction 30 mm) produced above and the produced secondary battery separator 4 (machine direction 160 mm ⁇ width direction 34 mm) are overlapped with each other to form a metal plate (length 300 mm, width 25 mm, thickness).
- the secondary battery separator 4 and the negative electrode 5 were wound around the winding core (1 mm) so that the secondary battery separator 4 was on the inside, and the metal plate was pulled out to obtain a test winding body 7.
- the test wound body had a length of about 34 mm and a width of about 28 mm.
- test winding body 7 was placed in a bag-shaped laminated film 6 in which three of the four sides were welded. .. 500 ⁇ L of an electrolytic solution prepared by dissolving LiPF 6 at a ratio of 1 mol / L in a solvent in which ethylene carbonate and ethyl methyl carbonate are mixed at a volume ratio of 3: 7 is injected through the opening of the laminate film 6 in a glove box, and a test roll is used. The body 7 was impregnated, and one side of the opening was sealed with a vacuum sealer.
- test winding body 7 enclosed in the laminate film 6 is sandwiched between two gaskets (thickness 1 mm, 5 cm ⁇ 5 cm), and a precision heating and pressurizing device (CYPT-10 manufactured by Shinto Kogyo Co., Ltd.).
- the pressure was increased at 98 ° C. and 0.6 MPa for 2 minutes, and the mixture was allowed to cool at room temperature.
- the wet adhesive strength of the test winding body 7 after pressurization was measured using a universal testing machine (AGS-J, manufactured by Shimadzu Corporation) while being sealed in the laminate film 6.
- Two aluminum L-shaped angles 8 are arranged in parallel so that the 90 ° part faces up, with the ends aligned, and the 90 ° part is the fulcrum. It was fixed so that the distance between them was 15 mm.
- the aluminum L-shaped angle 8 is made by aligning the midpoint of the width direction side (about 28 mm) of the test winding body with the 7.5 mm point, which is the middle of the distance between the fulcrums of the two aluminum L-shaped angles 8.
- the test winding body 7 was arranged so as not to protrude from the side in the length direction of.
- the side (about 34 mm) in the length direction of the test winding body protrudes from the side in the length direction of the aluminum L-shaped angle 9 (thickness 1 mm, 10 mm ⁇ 10 mm, length 4 cm).
- the three test winding bodies were measured at a load speed of 0.5 mm / min, and the average value of the obtained maximum test forces was taken as the wet adhesive strength (N).
- the observation field of view was determined at an accelerating voltage of 4.5 kV and a magnification of 1,000 times, and an electron beam image was captured at a resolution of 4096, and then mapping was performed at a resolution of 4096. Phase analysis was performed on the mapping results, and the ratio of the number of pixels of fluorine to the total number of pixels of fluorine and aluminum was calculated.
- VDF / HFP 88/12
- Alumina particles (median diameter 0.5 ⁇ m) as inorganic particles were mixed with the above thermoplastic resin granules by adding water so that the mass ratio of the non-volatile solid content was 25:75.
- 3.9 parts by mass of acrylic resin was added as a binder to 100 parts by mass of the total of the thermoplastic resin granulated body and the inorganic particles, and a perfluoroalkyl compound as a surfactant was granulated by the thermoplastic resin as a leveling agent.
- a slurry composition was prepared by adding 0.4 parts by mass with respect to 100 parts by mass of the total of the body and the inorganic particles. The solid content concentration of the obtained slurry composition was 45 wt%.
- This slurry composition was coated on both sides of a polyethylene porous base material (thickness 9 ⁇ m, air permeability 175 sec / 100 cc) so that the thickness of the inorganic particle layer was 0.7 ⁇ m per side using a bar coater.
- the coated slurry composition was dried in a hot air oven at 50 ° C. for 2 min to form a porous layer, and a separator for a secondary battery according to the embodiment of the present invention was obtained.
- Example 2 A separator for a secondary battery according to an embodiment of the present invention was obtained in the same manner as in Example 1 except that the slurry composition was coated using a bar coater so that the thickness of the inorganic particle layer was 1.5 ⁇ m per side. It was.
- Example 3 A separator for a secondary battery according to an embodiment of the present invention was obtained in the same manner as in Example 1 except that the slurry composition was coated using a bar coater so that the thickness of the inorganic particle layer was 2.0 ⁇ m per side. It was.
- Example 4 A separator for a secondary battery according to an embodiment of the present invention was obtained in the same manner as in Example 1 except that the slurry composition was coated using a bar coater so that the thickness of the inorganic particle layer was 3.0 ⁇ m per side. It was.
- Example 5 A separator for a secondary battery according to an embodiment of the present invention was obtained in the same manner as in Example 3 except that the hot air temperature of the spray dryer was changed to 70 ° C.
- Example 6 A separator for a secondary battery according to an embodiment of the present invention was obtained in the same manner as in Example 3 except that the hot air temperature of the spray dryer was changed to 90 ° C.
- Example 7 According to the second embodiment of the present invention in the same manner as in Example 3 except that the thermoplastic resin granules in the slurry composition and the non-volatile solids of the inorganic particles are mixed so as to have a mass ratio of 10:90. A separator for the next battery was obtained.
- Example 9 A separator for a secondary battery according to an embodiment of the present invention was obtained in the same manner as in Example 3 except that alumina particles having a median diameter of 0.05 ⁇ m were used as the inorganic particles.
- Example 10 A separator for a secondary battery according to an embodiment of the present invention was obtained in the same manner as in Example 1 except that a thermoplastic resin granulated body having a median diameter of 1 ⁇ m recovered by spray drying with a spray dryer and then recovered with a cyclone was used.
- Example 11 Using a thermoplastic resin granule with a median diameter of 2 ⁇ m and alumina particles with a median diameter of 1 ⁇ m recovered by spray drying with a spray dryer and then recovering with a cyclone, using a bar coater so that the thickness of the inorganic particle layer is 4.0 ⁇ m per side. The slurry composition was applied. A separator for a secondary battery according to an embodiment of the present invention was obtained in the same manner as in Example 1 except for the above.
- Example 12 According to the second embodiment of the present invention in the same manner as in Example 3 except that the thermoplastic resin granules in the slurry composition and the non-volatile solids of the inorganic particles are mixed so as to have a mass ratio of 3:97. A separator for the next battery was obtained.
- Example 13 A thermoplastic resin granule having a median diameter of 2 ⁇ m recovered by spray drying with a spray dryer and then recovered with a cyclone was used, and the slurry composition was coated with a bar coater so that the thickness of the inorganic particle layer was 4.0 ⁇ m per side.
- a separator for a secondary battery according to an embodiment of the present invention was obtained in the same manner as in Example 1 except for the above.
- Example 14 A separator for a secondary battery according to an embodiment of the present invention was obtained in the same manner as in Example 6 except that a spray dryer L-8i manufactured by Ohkawara Kakohki Co., Ltd. was used and the spraying method was changed to centrifugal spraying.
- Vinylidene fluoride-hexafluoropropylene copolymer (VDF / HFP 88/12) particles having a median diameter of 0.7 ⁇ m produced by an emulsion polymerization method without granulation with a spray dryer were used in the slurry composition.
- a separator for a secondary battery was obtained in the same manner as in Example 3 except for the above.
- Vinylidene fluoride-hexafluoropropylene copolymer (VDF / HFP 95/5) particles having a median diameter of 0.7 ⁇ m produced by an emulsion polymerization method without granulation with a spray dryer were used in the slurry composition.
- a separator for a secondary battery was obtained in the same manner as in Example 3 except for the above.
- a separator for a secondary battery was obtained in the same manner as in Example 3 except for the above.
- a separator for a secondary battery was obtained in the same manner as in Example 3 except for the above.
- a large amount of sedimentation which was considered to be vinylidene fluoride-hexafluoropropylene copolymer particles, was observed in the slurry composition, and streaks dragging the copolymer particles were observed in the coating film.
- thermoplastic resin particles Glass transition point of thermoplastic resin particles used in each Example and Comparative Example, melting point of thermoplastic resin particles, weight average molecular weight of thermoplastic resin particles, median diameter of thermoplastic resin particles, composition of thermoplastic resin particles, heat Manufacturing method of thermoplastic resin granules, median diameter of thermoplastic resin granules, ratio of median diameter of thermoplastic resin granules to median diameter of thermoplastic resin particles (A), solvent of slurry composition, slurry composition Inorganic particle median diameter in, ratio of the median diameter of the thermoplastic resin granulated body to the median diameter of the inorganic particles in the slurry composition (B), the content of the thermoplastic resin granulated body in the slurry composition, the slurry composition Tables 1 to 3 show the mass ratio of the thermoplastic resin granulated product to the inorganic particles at the time of manufacturing the product, and the ratio (C) of the content of the thermoplastic resin granulated product to the content of the inorganic particles in the slurry composition. Shown in.
- the thickness of the inorganic particle layer (one side), the median diameter of the thermoplastic resin granulated body, and the median diameter of the thermoplastic resin granulated body of the inorganic particle layer.
- the thickness ratio (D), air permeability, surface roughness, dry adhesive strength, wet adhesive strength, and the ratio of the number of F pixels to the total number of F and Al particles detected by EDX (E) were measured. ..
- the measurement results are shown in Tables 1 to 3.
- each numerical value calculated by using the median diameter of the thermoplastic resin granules was calculated by using the median diameter of the thermoplastic resin particles.
- FIG. 1 is an SEM image of the separator for a secondary battery of Example 1.
- the separator for a secondary battery according to the embodiment of the present invention is formed by laminating a porous layer on at least one surface of a porous base material, and a thermoplastic resin on at least one surface layer of the porous layer. Includes granulated body.
- FIG. 2 is a front sectional view schematically showing a method for measuring the wet adhesive strength shown in Measurement Example 9.
- a separator for a secondary battery that can effectively suppress environmental load and cost while maintaining excellent adhesiveness, that is, dry adhesiveness or wet adhesiveness.
Abstract
La présente invention concerne un séparateur pour une cellule secondaire, dans lequel une couche poreuse est stratifiée sur au moins une surface d'un substrat poreux, le séparateur comprenant un corps granulé de résine thermoplastique dans au moins une couche de surface de la couche poreuse, et le corps granulé de résine thermoplastique comprenant des particules de résine thermoplastique, et comprenant un matériau fondu dans lequel des particules primaires d'une pluralité de particules de résine thermoplastique sont fondues.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020517404A JP7243716B2 (ja) | 2019-03-28 | 2020-03-13 | 二次電池用セパレータ、熱可塑性樹脂造粒体、スラリー組成物、及びこれらの製造方法、並びに二次電池 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019-063264 | 2019-03-28 | ||
| JP2019063264 | 2019-03-28 | ||
| JP2019-177758 | 2019-09-27 | ||
| JP2019177758 | 2019-09-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020195988A1 true WO2020195988A1 (fr) | 2020-10-01 |
Family
ID=72611370
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/011302 WO2020195988A1 (fr) | 2019-03-28 | 2020-03-13 | Séparateur pour cellule secondaire, corps granulé de résine thermoplastique, composition de bouillie, et son procédé de fabrication, et cellule secondaire |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP7243716B2 (fr) |
| WO (1) | WO2020195988A1 (fr) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114175387A (zh) * | 2021-03-31 | 2022-03-11 | 宁德新能源科技有限公司 | 一种隔离膜及包含该隔离膜的电化学装置和电子装置 |
| JP2023517056A (ja) * | 2020-11-30 | 2023-04-21 | 寧徳時代新能源科技股▲分▼有限公司 | セパレータ、その製造方法およびそれに関連する二次電池、電池モジュール、電池パックならびに装置 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003012733A (ja) * | 2001-06-27 | 2003-01-15 | Nippon Shokubai Co Ltd | 耐光性に優れたスチレン系微粒子集合体、該集合体を用いた光拡散剤および該集合体の製造方法 |
| JP2010013534A (ja) * | 2008-07-02 | 2010-01-21 | Mitsubishi Rayon Co Ltd | アクリル系多段階重合体の粉体の製造方法、メタクリル系樹脂組成物及び成形品 |
| CN104600233A (zh) * | 2015-02-04 | 2015-05-06 | 厦门大学 | 一种热关断复合隔膜及其应用 |
-
2020
- 2020-03-13 JP JP2020517404A patent/JP7243716B2/ja active Active
- 2020-03-13 WO PCT/JP2020/011302 patent/WO2020195988A1/fr active Application Filing
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003012733A (ja) * | 2001-06-27 | 2003-01-15 | Nippon Shokubai Co Ltd | 耐光性に優れたスチレン系微粒子集合体、該集合体を用いた光拡散剤および該集合体の製造方法 |
| JP2010013534A (ja) * | 2008-07-02 | 2010-01-21 | Mitsubishi Rayon Co Ltd | アクリル系多段階重合体の粉体の製造方法、メタクリル系樹脂組成物及び成形品 |
| CN104600233A (zh) * | 2015-02-04 | 2015-05-06 | 厦门大学 | 一种热关断复合隔膜及其应用 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023517056A (ja) * | 2020-11-30 | 2023-04-21 | 寧徳時代新能源科技股▲分▼有限公司 | セパレータ、その製造方法およびそれに関連する二次電池、電池モジュール、電池パックならびに装置 |
| JP7355946B2 (ja) | 2020-11-30 | 2023-10-03 | 寧徳時代新能源科技股▲分▼有限公司 | セパレータ、その製造方法およびそれに関連する二次電池、電池モジュール、電池パックならびに装置 |
| CN114175387A (zh) * | 2021-03-31 | 2022-03-11 | 宁德新能源科技有限公司 | 一种隔离膜及包含该隔离膜的电化学装置和电子装置 |
| CN114175387B (zh) * | 2021-03-31 | 2024-04-12 | 宁德新能源科技有限公司 | 一种隔离膜及包含该隔离膜的电化学装置和电子装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2020195988A1 (fr) | 2020-10-01 |
| JP7243716B2 (ja) | 2023-03-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6171117B1 (ja) | 非水系二次電池用セパレータ及び非水系二次電池 | |
| JP6143992B1 (ja) | 非水系二次電池用セパレータ及び非水系二次電池 | |
| JP6683194B2 (ja) | 非水系二次電池機能層用組成物およびその製造方法、非水系二次電池用機能層、並びに、非水系二次電池 | |
| KR20160094846A (ko) | 다공질층, 다공질층을 적층하여 이루어지는 세퍼레이터, 및 다공질층 또는 세퍼레이터를 포함하는 비수 전해액 이차 전지 | |
| WO2019107219A1 (fr) | Film poreux, séparateur pour batterie secondaire, et batterie secondaire | |
| JP6371905B2 (ja) | 非水系二次電池用セパレータ及び非水系二次電池 | |
| KR20170127002A (ko) | 세퍼레이터/중간층 적층체, 비수 전해질 이차전지용 구조체, 및 수성 라텍스 | |
| KR20180094778A (ko) | 비수계 이차전지용 세퍼레이터, 및, 비수계 이차전지 | |
| KR20200009012A (ko) | 비수계 이차 전지용 세퍼레이터, 비수계 이차 전지 및 비수계 이차 전지의 제조 방법 | |
| WO2020004205A1 (fr) | Séparateur ayant un motif fin, corps enroulé, et batterie à électrolyte non aqueux | |
| WO2017195564A1 (fr) | Composition pour couche fonctionnelle d'accumulateur non aqueux, couche fonctionnelle pour accumulateur non aqueux et accumulateur non aqueux | |
| WO2018179698A1 (fr) | Particules de type noyau-enveloppe, leur utilisation et leur procédé de production | |
| JP2018133244A (ja) | 非水系二次電池用セパレータ、および、非水系二次電池 | |
| WO2018179697A1 (fr) | Particules de type à noyau-enveloppe, utilisation de celles-ci et leur procédé de production | |
| WO2020195988A1 (fr) | Séparateur pour cellule secondaire, corps granulé de résine thermoplastique, composition de bouillie, et son procédé de fabrication, et cellule secondaire | |
| JP2014032758A (ja) | リチウムイオン二次電池用電極の製造方法、及びリチウムイオン二次電池 | |
| JP2014182875A (ja) | 二次電池用セパレータおよび二次電池 | |
| JP7327044B2 (ja) | 多孔性フィルム、二次電池用セパレータおよび二次電池 | |
| JP6430618B1 (ja) | 非水電解液二次電池 | |
| JPWO2020105672A1 (ja) | 多孔性フィルム、二次電池用セパレータおよび二次電池 | |
| JP2020077497A (ja) | 微細パタンを有するセパレータ、捲回体および非水電解質電池 | |
| KR20200056379A (ko) | 다공성 필름, 2차전지용 세퍼레이터 및 2차전지 | |
| US20170187023A1 (en) | Nonaqueous electrolyte secondary battery separator | |
| JP7133440B2 (ja) | 非水電解液二次電池 | |
| JP7331692B2 (ja) | 多孔性フィルム、二次電池用セパレータおよび二次電池 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2020517404 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20776755 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 20776755 Country of ref document: EP Kind code of ref document: A1 |