WO2020171061A1 - 非熱可塑性高分子を利用したポリイミド繊維紙 - Google Patents
非熱可塑性高分子を利用したポリイミド繊維紙 Download PDFInfo
- Publication number
- WO2020171061A1 WO2020171061A1 PCT/JP2020/006276 JP2020006276W WO2020171061A1 WO 2020171061 A1 WO2020171061 A1 WO 2020171061A1 JP 2020006276 W JP2020006276 W JP 2020006276W WO 2020171061 A1 WO2020171061 A1 WO 2020171061A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- polyimide
- intermediate structure
- fiber paper
- water
- thermoplastic polymer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images




















Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H13/00—Pulp or paper, comprising synthetic cellulose or non-cellulose fibres or web-forming material
- D21H13/10—Organic non-cellulose fibres
- D21H13/20—Organic non-cellulose fibres from macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
- D21H13/26—Polyamides; Polyimides
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H11/00—Pulp or paper, comprising cellulose or lignocellulose fibres of natural origin only
- D21H11/16—Pulp or paper, comprising cellulose or lignocellulose fibres of natural origin only modified by a particular after-treatment
- D21H11/20—Chemically or biochemically modified fibres
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21C—PRODUCTION OF CELLULOSE BY REMOVING NON-CELLULOSE SUBSTANCES FROM CELLULOSE-CONTAINING MATERIALS; REGENERATION OF PULPING LIQUORS; APPARATUS THEREFOR
- D21C9/00—After-treatment of cellulose pulp, e.g. of wood pulp, or cotton linters ; Treatment of dilute or dewatered pulp or process improvement taking place after obtaining the raw cellulosic material and not provided for elsewhere
- D21C9/001—Modification of pulp properties
- D21C9/002—Modification of pulp properties by chemical means; preparation of dewatered pulp, e.g. in sheet or bulk form, containing special additives
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21C—PRODUCTION OF CELLULOSE BY REMOVING NON-CELLULOSE SUBSTANCES FROM CELLULOSE-CONTAINING MATERIALS; REGENERATION OF PULPING LIQUORS; APPARATUS THEREFOR
- D21C9/00—After-treatment of cellulose pulp, e.g. of wood pulp, or cotton linters ; Treatment of dilute or dewatered pulp or process improvement taking place after obtaining the raw cellulosic material and not provided for elsewhere
- D21C9/001—Modification of pulp properties
- D21C9/007—Modification of pulp properties by mechanical or physical means
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H15/00—Pulp or paper, comprising fibres or web-forming material characterised by features other than their chemical constitution
- D21H15/02—Pulp or paper, comprising fibres or web-forming material characterised by features other than their chemical constitution characterised by configuration
- D21H15/10—Composite fibres
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H25/00—After-treatment of paper not provided for in groups D21H17/00 - D21H23/00
- D21H25/04—Physical treatment, e.g. heating, irradiating
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B3/00—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties
- H01B3/18—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of organic substances
- H01B3/30—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of organic substances plastics; resins; waxes
- H01B3/303—Macromolecular compounds obtained by reactions forming a linkage containing nitrogen with or without oxygen or carbon in the main chain of the macromolecule, not provided for in groups H01B3/38 or H01B3/302
- H01B3/306—Polyimides or polyesterimides
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B3/00—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties
- H01B3/18—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of organic substances
- H01B3/48—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of organic substances fibrous materials
- H01B3/52—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of organic substances fibrous materials wood; paper; press board
Definitions
- the present invention is an invention relating to a polyimide fiber paper using a non-thermoplastic polymer.
- Polyimide film is a material with excellent electrical insulation, heat resistance, cold resistance, heat resistance, chemical resistance, and mechanical properties, and demand is increasing in a wide range of fields from aerospace applications to automobiles and communication equipment.
- properties of the polyimide film there is a limit to the heat insulation and gas and liquid permeability, and development of flexible sheet products that improve these properties while utilizing the high functionality of polyimide I was waiting.
- a polyimide film leads to high cost in increasing the thickness, and also increases in weight, so that there has been a demand for the development of a sheet-like product of polyimide that is low in cost, has a thickness, and is lightweight. ..
- Patent Document 1 As a method for producing a material for a polyimide nonwoven fabric using polyimide fibers, there are techniques disclosed in Patent Document 1 and Patent Document 2, for example.
- Patent Document 1 discloses a method for manufacturing a non-woven fabric in which polyimide short fibers are welded by heating above the glass transition point of polyimide.
- the manufacturing method of Patent Document 1 has a problem that the effect originally possessed by the polyimide is lost or at least weakened because the polyimide is heated above the glass transition point of the polyimide.
- the method for producing a polyimide material shown in the above Patent Document 2 uses only non-thermoplastic polyimide having high heat resistance, but a polyimide precursor solution is spun and taken up by a high-speed air stream, and then is placed on a substrate. Since it is a process of capturing and then imidizing, there is a problem that a special manufacturing apparatus is required and it is difficult and costly to obtain a uniform thickness, especially a wide sheet product. ..
- the present invention provides the following method for producing a polyimide fiber paper using a non-thermoplastic polymer. That is, as the first invention, a short fiber preparation step of preparing a cut-out short fiber of a non-thermoplastic polyimide, a melting point is lower than the glass transition point of the polyimide, and a water-soluble or/and water-insoluble thermoplastic high There is provided a method for producing a polyimide fiber paper intermediate structure X, comprising an intermediate structure X forming step of forming a polyimide fiber paper intermediate structure X in which the short fibers are temporarily fixed by using molecules.
- a short fiber preparing step of preparing a cut-out short fiber of a non-thermoplastic polyimide and a water-soluble or/and water-insoluble thermoplastic resin having a melting point lower than the glass transition point of the polyimide An intermediate structure X forming step of forming a polyimide fiber paper intermediate structure X in which the short fibers are temporarily fixed using a polymer, and a polyimide solution or/and a polyimide precursor are dispersed in the polyimide fiber paper intermediate structure X. And a step of forming an intermediate structure Z1 for forming the polyimide fiber paper intermediate structure Z1.
- a method for producing a polyimide fiber paper intermediate structure Y1 comprising the step of forming a polyimide fiber paper intermediate structure Y1 for forming the fiber paper intermediate structure Y1.
- a method for producing a polyimide fiber paper intermediate structure Y2 comprising the step of forming a polyimide fiber paper intermediate structure Y2 for forming the body Y2.
- a short fiber preparing step of preparing cut-out short fibers of non-thermoplastic polyimide, and a water-soluble or/and water-insoluble thermoplastic resin having a melting point lower than the glass transition point of polyimide An intermediate structure X forming step of forming a polyimide fiber paper intermediate structure X in which the short fibers are temporarily fixed using a polymer, and a polyimide thinned by pressing the polyimide fiber paper intermediate structure X in a heated state.
- a polyimide fiber paper intermediate structure Y1 forming step for forming the fiber paper intermediate structure Y1 and a polyimide solution or/and a polyimide precursor are dispersed in the polyimide fiber paper intermediate structure Y1 to form a polyimide fiber paper intermediate structure Z2.
- a short fiber preparing step of preparing a cut-out short fiber of a non-thermoplastic polyimide and a water-soluble or/and water-insoluble thermoplastic resin having a melting point lower than the glass transition point of the polyimide Intermediate structure X forming step of forming a polyimide fiber paper intermediate structure X in which the short fibers are temporarily fixed using a polymer, and a polyimide fiber paper intermediate structure in which the polyimide fiber paper intermediate structure X is heated to increase the thickness.
- a short fiber preparation step of preparing a cut-out short fiber of a non-thermoplastic polyimide, and a water-soluble or/and water-insoluble thermoplastic resin having a melting point lower than the glass transition point of the polyimide is performed.
- Intermediate structure Z1 forming step of forming a polyimide fiber paper intermediate structure Z1 with a polyimide precursor contained in a polyimide solution in the polyimide fiber paper intermediate structure Z1 or a polyimide dispersed without taking the form of the polyimide solution Provided is a method for producing a polyimide fiber paper PP1 having an imidation step of imidizing a precursor.
- a polyimide fiber paper intermediate structure Y1 forming step for forming the fiber paper intermediate structure Y1 and a polyimide solution or/and a polyimide precursor are dispersed in the polyimide fiber paper intermediate structure Y1 to form a polyimide fiber paper intermediate structure Z2.
- thermoplastic polyimide component in the constituent material is almost 100%. It is possible to provide the method of producing a material excellent in heat resistance, flame retardancy, electrical insulation, heat insulation, and lightweight, which can sufficiently exhibit the properties that non-thermoplastic polyimide originally has. it can.
- the polyimide fiber paper or the intermediate structure of the present invention can be laminated with another material by utilizing the adhesiveness of the intermediate structure, whereby a composite material for enhancing or adding characteristics can be obtained. Can be provided.
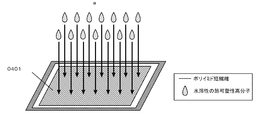
- a state in which a water-soluble or/and a water-insoluble thermoplastic polymer is heat-welded is conceptually shown.
- Figure The figure which shows notionally the method of disperse
- the water-insoluble thermoplastic polymer is stirred in the slurry in which the polyimide short fibers are dispersed in water.
- Diagram that conceptually shows the state A state in which a water-soluble or/and a water-insoluble thermoplastic polymer is dispersed in the wet paper which is made in the step of forming the intermediate structure X in the production of the polyimide fiber paper using the thermoplastic polymer of Embodiment 1
- the figure which shows notionally the state which disperse
- the first embodiment is claim 1
- the second embodiment is claim 2
- the third embodiment is claim 3
- the fourth embodiment is claim 4
- the fifth embodiment is claim 5
- the fifth embodiment is claim 5.
- the sixth embodiment corresponds to claim 6
- the seventh embodiment corresponds to claim 7
- the eighth embodiment corresponds to claim 8
- the ninth embodiment corresponds to claim 9.
- the content of the present invention is not limited to the following embodiments, and various changes can be made without departing from the scope of the present invention.
- the first embodiment mainly corresponds to claim 1.
- Outline of Embodiment 1> The invention in this embodiment is a method for producing a non-thermoplastic polyimide fiber paper intermediate structure X using a thermoplastic polymer.
- the manufacturing method in the invention of the present embodiment includes a short fiber preparing step 0101 and an intermediate structure X forming step 0102.
- Short fiber preparation step 0101 is a step of preparing a cut short fiber of a non-thermoplastic polyimide.
- a method for cutting out the non-thermoplastic polyimide for example, a method using a cutting machine as shown in FIG. 2 can be considered.
- a film of non-thermoplastic polyimide is wound into a roll (0201), the roll is fixed to a cutting machine, and the roll is ground while rotating.
- the fiber diameter of the fiber cut out can be easily adjusted. It is possible to easily make a fiber with a smaller width than the spinning method, and unlike the case of spinning, the carved fibers are not linear but have a wool-like twisted form, It is easy to get entangled with each other.
- the cross section is not circular or elliptical, the frequency of short fibers coming into contact with each other at corners (which may be an acute angle or an obtuse angle) increases, so when the frictional force in the contact area is circular or elliptical. In comparison with this point, the entanglement force between the short fibers also increases.
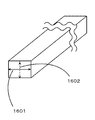
- FIG. 16 is a conceptual diagram of polyimide short fibers.
- the length indicated by the solid line in FIG. 16 is the width (1601) of the polyimide short fiber, and the length indicated by the dotted line in FIG. 16 is the height of the polyimide short fiber (1602).
- the width of the polyimide short fibers and the height of the polyimide short fibers one may be longer than the other, or both may have the same length.
- the proper width of the polyimide short fibers is 1 ⁇ m or more and 100 ⁇ m or less.
- the flexibility of the polyimide short fibers varies depending on the width of the polyimide short fibers. Thick ones have low flexibility, so they do not bend easily, and thin ones have high flexibility and bend easily. Therefore, due to the difference in width of the polyimide short fibers, the complexity of the polyimide short fibers intertwining with the polyimide short fibers and the water-soluble polymer varies. In the case of simple entanglement, the polyimide short fibers may be released from the entangled state with a slight impact, and the strength of the finished paper becomes weak.
- the width of the polyimide short fibers has the proper width mentioned above.
- polyimide short fibers are cut out by applying a blade to the roll side of the polyimide film.
- the height of the polyimide short fibers is determined by the thickness of the polyimide film, and the width of the polyimide short fibers is adjusted by a blade cut out from the side surface.
- a polyimide film having a thickness of the polyimide film of 1 ⁇ m or more and 50 ⁇ m or less is suitable as a roll of a polyimide film for cutting out polyimide short fibers when producing a polyimide fiber paper.
- a polyimide film having a thickness of 3 ⁇ m or more and 25 ⁇ m or less is most suitable as a roll of the polyimide film for cutting out the polyimide short fibers when producing the polyimide fiber paper.
- the width and/or height is less than or equal to the lower limit conditions of the width and height described above, the strength of the short fibers themselves becomes weak. Therefore, even if the strength of the bonding points where the short fibers are entangled is sufficient, the bonding points The paper is easy to tear in other areas. If the width and/or the height is equal to or more than the upper limit conditions of the width and the height described above, the fiber diameter of the cut short fiber becomes large, and the fiber is not entangled well with a short fiber length.
- the cut-out fiber has a long fiber length, and it does not form a short fiber shape by itself. Therefore, in the short fiber preparing step, it is necessary to perform a shortcut for cutting the polyimide fibers cut out from the polyimide film roll into shorter fiber lengths.
- the fiber length of the polyimide short fibers after the short cut is made uniform to about 1 mm to 10 mm. With a fiber length of less than 1 mm, even if wet papermaking is performed, the respective polyimide short fibers and the respective polyimide short fibers and the water-insoluble thermoplastic polymer that is a binder to be described later are not sufficiently entangled, and the strength It becomes difficult to maintain the shape.
- the fiber length is 10 mm or more, the fibers are often entangled with each other, but the entanglements overlap each other, and it becomes difficult to make the thickness of the paper uniform.
- the polyimide is a general term for polymers having an imide bond in a repeating unit, and usually refers to an aromatic polyimide in which an aromatic compound is linked by an imide bond. Since aromatic polyimide has a conjugated structure with aromatic and aromatic groups through imide bonds, it has a rigid and strong molecular structure, and because imide bonds have a strong intermolecular force, it is the highest level among all polymers. With high thermal, mechanical and chemical properties.
- elastic modulus 3 to 10 GPA
- tensile breaking strength 200 to 600 MPa
- tensile breaking elongation 40 to 90%
- linear expansion coefficient 0 to 50 ppm/°C
- thermal decomposition temperature 350°C or higher Is.
- Intermediate structure X forming step 0102 is a polyimide fiber paper in which the melting point is lower than the glass transition point of polyimide and the short fibers are temporarily fixed using a water-soluble and/or water-insoluble thermoplastic polymer. This is a step of forming an intermediate structure.
- the step of forming the intermediate structure X the step of dispersing the water-soluble thermoplastic polymer in the wet paper made by filtering the polyimide short fiber-dispersed slurry or/and the binder in the polyimide short fiber-dispersed slurry
- a binder dispersion slurry in which a water-soluble thermoplastic polymer is dispersed in water is continuously drawn up using a machine (cylinder Yankee paper machine as shown in Fig. 17) and dried by the heat of a Yankee dryer.
- An intermediate structure X having a temporarily fixed portion as shown in 3 can be formed.
- Short-cut polyimide fibers accumulated in the raw material tank and a water-soluble thermoplastic polymer whose melting point is lower than the glass transition point of polyimide short fibers The above-mentioned thermoplastic polymer is dispersed in each other, and the fiber paper intermediate adhered to the surface is picked up with a cylindrical net and pressed by a couch roll to transfer it to the wet felt. In wet felt, press roll is performed to move water to the top felt while removing water, and the fiber paper intermediate is transferred from the wet felt to the top felt.
- the polyimide fiber paper intermediate structure X may be dried with hot air or the like. Further, the polyimide fiber paper intermediate structure X may be obtained by performing the touch roll in the Yankee dryer section at a low temperature (80° C. to 90° C.) or a certain high temperature (90° C. to 180° C.) and drying.
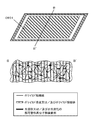
- FIG. 6 is a conceptual cross-sectional view of the wet paper web (0601) taken along the line AA′.
- the wet paper obtained by dispersing the water-soluble thermoplastic polymer in the wet paper thus obtained is hereinafter referred to as wet paper A for convenience.
- FIG. 6A is a conceptual diagram of the wet paper web A in which a water-soluble thermoplastic polymer is dispersed. A film of a water-soluble thermoplastic polymer is stretched around a wet paper A in which polyimide short fibers are intertwined with each other, and the water-soluble thermoplastic polymer is distributed so as to cover the entire wet paper. It becomes a state.
- a flame retardant composed of a powdered phosphonate compound, a halogenated aliphatic compound other than a halogenated cycloaliphatic compound, or a derivative thereof can be given as an example.
- the heating temperature for heat welding is a temperature at which water vapor is evaporated and the thermoplastic polymer becomes a solid to form a film. Upon heating, the thermoplastic polymer becomes solid and bonds the polyimide short fiber contacts. Since the steps after the dispersion step are common to the water-insoluble thermoplastic polymer, details will be described later together with the description of the water-insoluble thermoplastic polymer.
- the form of the water-insoluble thermoplastic polymer is a fibrous form similar to that of the polyimide short fibers so that the water-insoluble thermoplastic polymer is entangled with the polyimide short fibers when being lifted up.
- the fiber length is preferably between 1 mm and 20 mm, and the fiber diameter is preferably 1 ⁇ m to 100 ⁇ m. If the fiber length is shorter than 1 mm, the entanglement with the polyimide short fibers becomes weak, and the wet paper cannot be formed well even if the slurry is filtered.
- the fiber length is longer than 20 mm, the area where the polyimide short fibers are heat-welded becomes too large, and the polyimide density on the surface of the intermediate structure X becomes too small, so that the characteristics of the polyimide cannot be sufficiently exhibited. Will be. If the fiber diameter is smaller than 1 ⁇ m, the area for heat welding becomes too small, and the strength of the intermediate structure X becomes weak. If the fiber diameter is larger than 100 ⁇ m, the fibers of the thermoplastic polymer will be stretched and will not be easily entangled with the polyimide short fibers, and the wet paper will not be well formed even when the slurry is made up.
- the water-insoluble thermoplastic polymer is agitated in a slurry in which polyimide short fibers are dispersed in water. Since the water-insoluble thermoplastic polymer does not dissolve in water even if it is stirred in the slurry, the polyimide short fiber and the water-insoluble thermoplastic polymer are not dissolved in water as conceptually shown in FIG. A binder dispersion slurry in which molecules are dispersed is formed.
- wet paper web B The wet paper web (0601) formed when the binder dispersion slurry is made up is hereinafter referred to as wet paper web B for convenience. As shown conceptually in FIG. 6, the wet paper web B is in a state where the polyimide short fibers and the thermoplastic polymer are intricately intertwined with each other.
- the water-insoluble thermoplastic polymer After the water-insoluble thermoplastic polymer is dispersed, heat is applied to heat-bond the water-soluble thermoplastic polymer.
- the heating temperature at the time of heat welding is near the melting point of the water-insoluble thermoplastic polymer, below the boiling point of the water-insoluble thermoplastic polymer, below the combustion point of the water-insoluble thermoplastic polymer, glass of polyimide short fiber. The temperature is below the transition point.
- the water-insoluble thermoplastic polymer is melted and heat-welded. Since the steps after the dispersion step are common to the water-soluble thermoplastic polymer, the details will be described later together with the description of the water-soluble thermoplastic polymer.
- thermoplastic polymer for example, polylactic acid is considered.
- Step 0102 Water-soluble and/or water-insoluble thermoplastic polymer thermal welding step 1> As described above, after the water-soluble or/and water-insoluble thermoplastic polymer dispersion step, the water-soluble or/and water-insoluble thermoplastic polymer is heat-welded by heating.
- the melting point of the water-soluble or/and water-insoluble polymer to be dispersed is set to be lower than the glass transition point of the polyimide below the melting point, because the binder is water-soluble or/and water-insoluble thermoplastic polymer Alternatively, it is because the heat welding between the thermoplastic polymers is performed by a paper machine having a Yankee dryer or a multi-cylinder dryer generally used in wet papermaking.
- the surface temperature of the dryer is generally 100 to 180°C.
- Most polyimides have a glass transition temperature of 250° C. or higher and use a water-soluble or/and water-insoluble thermoplastic polymer having a melting point lower than this temperature.
- the heating temperature is near or below the melting point of the water-soluble and/or water-insoluble thermoplastic polymer.
- the thermoplastic polymer was fused by heating from the state of the wet paper, and as shown conceptually in FIG. 3, it was temporarily fixed by thermal welding of the thermoplastic polymer.
- the intermediate structure X which is a temporary fixing paper, is manufactured.
- the conceptual structure of the intermediate structure X temporarily fixed by melting the thermoplastic polymer is the case where the wet paper A is heated and heat-welded, and the case where the wet paper B is heated and heat-welded.
- thermoplastic polymer in the wet paper A is more evenly distributed throughout the wet paper, the point of temporary fixing by heat fusion is more relative than that in the wet paper B.
- thermoplastic polymer is in a state of being dissolved in an aqueous solution, that is, it is diluted with water, the content of the thermoplastic polymer per unit area is:
- the use of the water-soluble thermoplastic polymer is smaller than that of the water-insoluble thermoplastic polymer. Therefore, when the wet paper web A is heated and heat-welded, relatively weak temporary fixing points exist, and when the wet paper web B is heated and heat-welded. Indicates that there are relatively few temporary fixing points and there is not much difference in overall strength.
- Step 0102 Water-soluble or/and water-insoluble thermoplastic polymer thermal welding step 2>
- the polyimide short fibers are temporarily fused by fusing the dispersed thermoplastic polymer to the wet paper in which the water-soluble and/or water-insoluble thermoplastic polymer is dispersed. Form by stopping.
- the temporary fixing of the polyimide short fibers is performed by heating, and in the case of a water-soluble thermoplastic polymer, moisture is evaporated to precipitate a solid content, and a film is formed to heat-bond it.
- thermoplastic polymer In the case of a water-insoluble thermoplastic polymer, heating is performed to soften the thermoplastic polymer and bond between the polyimide short fibers.
- the state of temporary fixing by thermal welding of the thermoplastic polymer is a state in which the polyimide short fibers and the thermoplastic polymer are not chemically bonded, but mechanically bonded.
- thermoplastic polymer is a synthetic resin that melts into a liquid when heated and becomes a solid when cooled. It has the property of melting by heat many times and solidifying by cooling many times.
- the thermoplastic polymer includes polylactic acid, polyethylene (high density polyethylene, medium density polyethylene, low density polyethylene), polypropylene, polyvinyl chloride, polystyrene, polyvinyl acetate, polyurethane, Teflon (registered trademark), acrylonitrile butadiene styrene resin, AS resin, acrylic resin, polyamide, polyacetal, polycarbonate, modified polyphenylene ether, polyethylene terephthalate, glass fiber reinforced polyethylene terephthalate, polybutylene terephthalate, cyclic polyolefin, polyphenylene sulfide, polytetrafluoroethylene, polysulfone, polyether sulfone , Amorphous polyarylate, liquid crystal polymer, polyetheretherketone, thermoplastic poly
- thermoplastic polymer dispersion process First, prepare a slurry in which a water-insoluble thermoplastic polymer is stirred in a slurry in which polyimide short fibers are dispersed in water (the same form as that of the binder-dispersed slurry). Slurry the slurry in which the plastic polymer is dispersed. Then, a water-insoluble thermoplastic polymer is dispersed in the wet paper which has been strained.
- the above is the method for dispersing the water-soluble thermoplastic polymer and the water-insoluble thermoplastic polymer.
- the polyimide short fibers and the water-insoluble thermoplastic polymer fibers shown in FIG. 6( a ) As shown in FIG. 6( a ), a water-soluble thermoplastic polymer film was stretched over the entangled wet paper so as to cover the polyimide short fibers and the water-insoluble thermoplastic polymer fibers. It will be in a state of being.
- the heat welding can occur at many places, so that the polyimide is relatively short.
- the force to fix the fiber becomes stronger.
- the polyimide short fibers are fixed mechanically rather than chemically.
- the water-soluble or/and non-thermoplastic polymer used as the binder in the step of forming the intermediate structure X includes a case where a plurality of water-soluble or/and water-insoluble thermoplastic polymers are combined.
- the paper finish different, and it is possible to create paper with strength and content of polyimide short fiber per unit area different from when using only a single substance.
- heating is performed at a temperature at which only the water-soluble thermoplastic polymer is heat-welded in the step of forming the intermediate structure X, and the polyimide short fiber and the water-insoluble heat are added.
- the structure is such that temporary fixing is performed by thermal welding of a water-soluble thermoplastic polymer while the plastic polymer is dispersed.
- the water-soluble thermoplastic polymer may be dissolved again in water. Even so, the wet paper can still maintain the shape of the wet paper due to the entanglement of the polyimide short fibers or/and the water-insoluble thermoplastic polymer.
- a sheath structure can be formed without using a water-soluble or/and water-insoluble thermoplastic polymer having a sheath structure. It is possible to obtain the same effect as when used.
- the intermediate structure X is an intermediate structure that can be manufactured in the process of making the polyimide fiber paper of the present invention, and corresponds to a temporary fixing paper of polyimide short fibers. Since the polyimide content is close to 75% to 85% (the components other than the thermoplastic polymer which is the binder material that is heat-welded is a non-thermoplastic polyimide), the heat resistance and heat insulation properties of the polyimide, It is possible to exhibit properties such as insulation almost completely.
- Non-thermoplastic polyimide which has high heat resistance, has little elasticity in the shape of paper and is difficult to mold. It does not melt due to heat, so it is laminated with other substances (for example, paper made of metal or so-called pulp). There were difficulties such as being unable to do so.
- thermoplastic polymer since the thermoplastic polymer remains in the temporarily fixed portion of the intermediate structure X, it is possible to laminate the intermediate structure with another substance by utilizing the adhesive property of the thermoplastic polymer. It will be possible. Further, at the stage of the intermediate structure X, since the polyimide short fibers are not imidized as described later, the polyimide short fibers are not strongly bonded to each other, and the polyimide short fibers are laminated with each other due to the heat of the thermoplastic polymer. Since they are only joined gently by fusion, they have a certain elasticity and can be used after being deformed. When wrapped around an object and heated, it can be attached along the shape of the object.
- the second embodiment mainly corresponds to claim 2.
- Outline of Embodiment 2> The invention in the present embodiment relates to a method for manufacturing a polyimide fiber paper intermediate structure Z1 by dispersing a polyimide solution or a polyimide precursor in the polyimide fiber paper intermediate structure X manufactured by the manufacturing method of the first embodiment. is there.
- the manufacturing method in the invention of the present embodiment includes a short fiber preparing step 0701, an intermediate structure X forming step 0702, and an intermediate structure Z1 forming step 0703.
- the short fiber preparing step 0701 in the second embodiment is a step of preparing the cut short fibers of the non-thermoplastic polyimide. Similar to the short fiber preparing step described in Embodiment 1, this is a step of short-cutting the polyimide fibers carved out of the polyimide film to form polyimide short fibers.
- the contents of each step, the material used in each step, and the material prepared in each step have already been described in the first embodiment, and thus description thereof will be omitted.
- a water-soluble thermoplastic polymer in which a water-soluble thermoplastic polymer is dispersed after scooping up a slurry obtained by dispersing cut-out polyimide short fibers in water Dispersion step of thermoplastic polymer and/or
- Binder dispersion slurry in which a water-insoluble thermoplastic polymer is dispersed as a binder in a slurry in which scraped polyimide short fibers are dispersed in water The step of dispersing a thermoplastic polymer” and "a wet paper is dried by heating, and when heated, a water-soluble or/and water-insoluble thermoplastic polymer as a binder is melted and temporarily fixed by heat welding.
- the process of manufacturing the structure X Since each of these processes is the same as the intermediate structure X forming process of the first embodiment and has already been described, the description thereof will be omitted in this embodiment.
- the "intermediate structure Z1 forming step" 0703 is a step of forming a polyimide fiber paper intermediate structure Z1 by dispersing a polyimide solution or/and a polyimide precursor in the polyimide fiber paper intermediate structure X.
- the polyimide fiber intermediate structure X is dipped in the polyimide solution or/and the polyimide precursor, and an impregnation machine having a nip step of squeezing excess liquid (as shown in FIG. 18) is used. A method of dispersing using an impregnation processing machine is considered.
- the paper-shaped intermediate structure X is unrolled in sequence from the roll of the polyimide fiber paper intermediate structure X, and the liquid in the bath of the polyimide solution or/and the polyimide precursor solution. Dip it in and reach the nip. This is sequentially passed through a drying chamber at 100° C. and a drying chamber at 120° C., and further passed through a drying chamber at 140° C. and wound up to obtain a polyimide fiber paper intermediate structure Z1.
- a method of spraying by spraying can be considered.
- the concentration of the polyimide solution is 5% or less, it can be realized by the spraying method described later, but when it is between 15% and 25%, the viscosity is about the same as gum syrup and impregnation is performed. It is preferable to disperse using a machine.
- the polyimide solution is a solution containing polyimide and a polyimide precursor.
- a method for producing a non-thermoplastic polyimide a method called a two-step method is the most general synthetic method. For example, tetracarboxylic dianhydride and diamine are polymerized in equimolar amounts to obtain a polyamic acid (or polyamic acid), which is a precursor of polyimide, represented by the following chemical formula.
- polyimides dissolve in an organic solvent when they have a polyamic acid structure and do not dissolve when they become polyimides. Therefore, when it is used for molding or coating, it is used as a solution of polyamic acid, and the solution is dried to obtain a desired film, molded product, or coating film, and then imidized to obtain a polyimide.
- FIG. 8 is a diagram conceptually illustrating a state in which a polyimide solution or a polyimide precursor is impregnated.
- the diagram shown above is a conceptual diagram of the whole image of the polyimide fiber paper intermediate structure X impregnated with the polyimide solution or/and the polyimide precursor.
- the diagram shown below is a diagram showing a cross section taken along the line BB of the upper diagram.
- the polyimide solution or polyimide precursor penetrates into the gaps between the polyimide short fibers, the water-soluble or/and water-insoluble thermoplastic polymer, and covers the whole. Become.
- the intermediate structure X in which the polyimide solution or/and the polyimide precursor is dispersed is wet, and is dried again to become the intermediate structure Z1.
- the solvent contained in the polyimide solution or/and the polyimide precursor solution is evaporated to precipitate the solid content contained in the liquid.
- FIG. 18 in the case where a roll-shaped product is unwound and continuously performed, it is configured by a three-stage process, and an air-through dryer is used to set the water evaporation temperature of 100 at the first stage.
- the heating is carried out at a temperature of about 100 degrees
- the second step is carried out at a temperature of about 100 to 120 degrees
- the third step is carried out at about 140 degrees (see FIG. 18).
- the intermediate structure Z1 is a material having a polyimide content rate close to 80% to 90%, and while maintaining high effects of heat insulation, heat resistance, insulation, etc. of polyimide. It is a material having characteristics that it can be easily laminated (for example, paper or the like made of metal or so-called pulp, or resin) and molded.
- the third embodiment mainly corresponds to claim 3.
- the invention in this embodiment is a polyimide produced by dispersing a polyimide solution or/and a polyimide precursor in the polyimide fiber paper intermediate structure X produced by the production method of the first embodiment, and pressing in a heated state.
- the present invention relates to a method for manufacturing the fiber paper intermediate structure Y1.
- the manufacturing method in the invention of the present embodiment includes a short fiber preparing step 0901, an intermediate structure X forming step 0902, and an intermediate structure Y1 forming step 0903.
- the short fiber preparing step 0901 in the third embodiment is a step of preparing the cut short fibers of the non-thermoplastic polyimide. Similar to the short fiber preparing step 0101 described in Embodiment 1, this is a step of short-cutting the polyimide fibers cut out from the polyimide film to form polyimide short fibers.
- the contents of each step, the material used in each step, and the material prepared in each step have already been described in the first embodiment, and thus description thereof will be omitted.
- a water-soluble thermoplastic polymer in which a water-soluble thermoplastic polymer is dispersed after scooping up a slurry obtained by dispersing cut-out polyimide short fibers in water Dispersion step of thermoplastic polymer and/or
- Binder dispersion slurry in which a water-insoluble thermoplastic polymer is dispersed as a binder in a slurry in which scraped polyimide short fibers are dispersed in water The step of dispersing a thermoplastic polymer” and "a wet paper is dried by heating, and when heated, a water-soluble or/and water-insoluble thermoplastic polymer as a binder is melted and temporarily fixed by heat welding.
- the process of manufacturing the structure X Since each of these processes is similar to the intermediate structure X forming step 0102 of the first embodiment and has already been described, the description thereof will be omitted in this embodiment.
- FIG. 20 a vacuum molding machine as shown in FIG. 21 can be considered.
- a hot press molding machine or a vacuum molding machine molding can be performed and it can be used as a heat insulating material for complex parts such as engines of automobiles and airplanes.
- the intermediate structure X (sheet) is put into a heating furnace, softened by heating the sheet, the softened sheet is placed in the lower mold, and the upper mold is pressed to release the heat. It can be hot press molded as a component such as a material.
- FIG. 21 after the intermediate structure X (sheet) is heated while being clamped, the mold is raised before cooling and solidification, the space between the sheet and the mold is vacuum-sucked, and the mold is brought into close contact with the mold and molded. Can be obtained.
- the heating temperature is higher than the melting point of the thermoplastic polymer.
- the thermoplastic polymer is polylactic acid, it is preferably in the range of 120 to 200 degrees. If the temperature is lower than 100 degrees, the thickness of the intermediate structure X does not become thin even if pressure is applied, and if the temperature is higher than 200 degrees, the intermediate structure X is cracked, torn or discolored. There is a case.
- the intermediate structure Y1 is a material having a polyimide content rate of close to 75% to 85%, as in the case of each intermediate structure shown in the first or second embodiment. Further, since it can be manufactured as a three-dimensionally molded product and can be manufactured as a material having a thinner intermediate structure X, it can be used as a heat insulating material or an insulating material for precision equipment. It is possible. Further, as with each of the intermediate structures shown in any of the first to third embodiments, it is possible to perform lamination processing on paper or resin made of metal or so-called pulp. It can be molded and laminated to be used as a material for covering a wide area, such as being used as a heat insulating material placed in the gap.
- the fourth embodiment mainly corresponds to claim 4.
- Outline of Embodiment 4> The invention in this embodiment relates to a method for producing a polyimide fiber paper intermediate structure Y2 produced by heating the polyimide fiber paper intermediate structure X produced by the production method of the first embodiment.
- the manufacturing method in the invention of the present embodiment includes a short fiber preparing step 1001, an intermediate structure X forming step 1002, and an intermediate structure Y2 forming step 1003.
- the short fiber preparing step 1001 in the fourth embodiment is a step of preparing the cut short fibers of the non-thermoplastic polyimide. Similar to the short fiber preparing step 0101 described in Embodiment 1, this is a step of short-cutting the polyimide fibers cut out from the polyimide film to form polyimide short fibers. The contents of each step, the material used in each step, and the material prepared in each step have already been described in the first embodiment, and thus description thereof will be omitted.
- a water-soluble heat that disperses a water-soluble thermoplastic polymer after scooping up a slurry obtained by dispersing cut-out polyimide short fibers in water Dispersion step of plastic polymer and/or "Binder dispersion slurry in which a water-insoluble thermoplastic polymer is dispersed as a binder in a slurry in which scraped polyimide short fibers are dispersed in water.
- Dispersing step of plastic polymer and “intermediate structure where water-soluble or/and water-insoluble thermoplastic polymer, which is a binder, is heated and dried when the wet paper is heated and temporarily fixed by heat welding.
- the process of manufacturing the body X Since each of these processes is the same as the intermediate structure X forming process of the first embodiment and has already been described, the description thereof will be omitted in this embodiment.
- Roll processing can be performed in which the thermoplastic polymer is melted in a mesh belt furnace to expand the thickness of the intermediate structural body Y2.
- the roll is unwound, the unwound thermoplastic polymer sheet-shaped member is conveyed by a belt conveyor, the thermoplastic polymer is melted in a mesh belt furnace, and the thickness of the intermediate structure Y2 is expanded.
- a belt conveyor can be used for roll processing.
- a pneumatic molding machine as shown in FIG. 22 can be used.
- the sheet (polyimide fiber paper intermediate structure X) is heated and softened while being clamped on the mold, the mold is raised before cooling and solidification, and the compressed air force (3 to 6 kg/cm2) is applied to the mold to bring it into close contact. Can be obtained.
- the intermediate structure Y2 is a material having a polyimide content close to 75% to 85%, like the intermediate structures shown in any of the first to third embodiments. Since the volume can be increased by expanding, it can be used as a high heat-resistant heat insulating material or the like for a portion that is lightweight and requires thickness.
- the fifth embodiment mainly corresponds to claim 5.
- the invention in the present embodiment is a method for producing a polyimide fiber paper intermediate structure Z2 produced by dispersing a polyimide solution or/and a polyimide precursor in the polyimide fiber paper intermediate structure Y1 produced by the production method of the third embodiment. It is about.
- the manufacturing method in the invention of the present embodiment includes a short fiber preparing step 1101, an intermediate structure X forming step 1102, a polyimide fiber paper intermediate structure Y1 forming step 1103, and a polyimide fiber paper intermediate structure. And a body Z2 forming step 1104.
- the short fiber preparing step 1101 in the fifth embodiment is a step of preparing the cut short fibers of the non-thermoplastic polyimide. Similar to the short fiber preparing step 0101 described in Embodiment 1, this is a step of short-cutting the polyimide fibers cut out from the polyimide film to form polyimide short fibers.
- the contents of each step, the material used in each step, and the material prepared in each step have already been described in the first embodiment, and thus description thereof will be omitted.
- ⁇ Embodiment 5 Description of configuration: intermediate structure X forming step>
- the polyimide intermediate structure in which the short fiber is temporarily fixed using a water-soluble or water-insoluble thermoplastic polymer having a melting point lower than the glass transition point of polyimide is used. This is a step of forming the body X.
- a water-soluble thermoplastic polymer in which a water-soluble thermoplastic polymer is dispersed after scooping up a slurry obtained by dispersing cut-out polyimide short fibers in water Dispersion step of thermoplastic polymer and/or
- Binder dispersion slurry in which a water-insoluble thermoplastic polymer is dispersed as a binder in a slurry in which scraped polyimide short fibers are dispersed in water The step of dispersing a thermoplastic polymer” and "a wet paper is dried by heating, and when heated, a water-soluble or/and water-insoluble thermoplastic polymer as a binder is melted and temporarily fixed by heat welding.
- the process of manufacturing the structure X Since each of these processes is similar to the intermediate structure X forming step 0102 of the first embodiment and has already been described, the description thereof will be omitted in this embodiment.
- the “polyimide fiber paper intermediate structure Z2 forming step” 1104 is a step of forming a polyimide fiber paper intermediate structure Z2 by dispersing a polyimide solution or/and a polyimide precursor in the polyimide fiber paper intermediate structure Y1. Similar to the intermediate structure Z1 forming step 0703 described in the second embodiment, it includes a step of dispersing a polyimide solution or/and a polyimide precursor and drying.
- the intermediate structure Y1 is a material that has been subjected to hot pressing in the intermediate structure Y1 forming step 1103, and the polyimide solution or/and the polyimide precursor are dispersed therein.
- the degree of permeation of the polyimide solution or/and the polyimide precursor in the thickness direction of the intermediate structure Y1 can be controlled according to the porosity generated by pressing.
- a material having a very small porosity may have a substantially three-layer structure.
- the method of dispersing the polyimide has already been described in the second embodiment.
- the step of drying the wet paper in which the polyimide solution or/and the polyimide precursor is dispersed has already been described in the second embodiment, and therefore will be omitted in the present embodiment.
- the intermediate structure Z2 is a material having a polyimide content rate close to 80% to 90%, and has a high effect of heat insulation, heat resistance, and insulation of polyimide. It is a material having the characteristics that it can be easily laminated and molded on paper or the like made of metal or so-called pulp, or resin while retaining the above.
- the sixth embodiment mainly corresponds to claim 6.
- the invention in the present embodiment is a method for producing a polyimide fiber paper intermediate structure Z3 produced by dispersing a polyimide solution or/and a polyimide precursor in the polyimide fiber paper intermediate structure Y2 produced by the production method of Embodiment 4. It is about.
- the manufacturing method in the invention of the present embodiment includes a short fiber preparing step 1201, an intermediate structure X forming step 1202, a polyimide fiber paper intermediate structure Y2 forming step 1203, and a polyimide fiber paper intermediate structure. And a body Z3 forming step 1204.
- Short fiber preparing step 1201 in the sixth embodiment is a step of preparing the cut short fibers of the non-thermoplastic polyimide. Similar to the short fiber preparing step 0101 described in Embodiment 1, this is a step of short-cutting the polyimide fibers cut out from the polyimide film to form polyimide short fibers.
- the contents of each step, the material used in each step, and the material prepared in each step have already been described in the first embodiment, and thus description thereof will be omitted.
- a water-soluble thermoplastic polymer in which a water-soluble thermoplastic polymer is dispersed after scooping up a slurry obtained by dispersing cut-out polyimide short fibers in water Dispersion step of thermoplastic polymer and/or
- Binder dispersion slurry in which a water-insoluble thermoplastic polymer is dispersed as a binder in a slurry in which scraped polyimide short fibers are dispersed in water The step of dispersing a thermoplastic polymer” and "a wet paper is dried by heating, and when heated, a water-soluble or/and water-insoluble thermoplastic polymer as a binder is melted and temporarily fixed by heat welding.
- the process of manufacturing the structure X Since each of these processes is similar to the intermediate structure X forming step 0102 of the first embodiment and has already been described, the description thereof will be omitted in this embodiment.
- “Polyimide fiber paper intermediate structure Z3 forming step” 1204 is a step of forming a polyimide fiber paper intermediate structure Z3 by dispersing a polyimide solution or/and a polyimide precursor in the polyimide fiber paper intermediate structure Y2. Similar to the intermediate structure Z1 forming step 0703 described in the second embodiment, it includes a step of dispersing a polyimide solution or/and a polyimide precursor and drying.
- the intermediate structural body Y2 is a material that is expanded by heating in the intermediate structural body Y2 forming step, and the polyimide solution or/and the polyimide precursor are dispersed therein.
- the method of dispersing the polyimide has already been described in the second embodiment.
- the step of drying the wet paper in which the polyimide solution or/and the polyimide precursor is dispersed has already been described in the second embodiment, and therefore will be omitted in the present embodiment.
- the intermediate structure Z3 is a material having a polyimide content rate close to 80% to 90%, and has a high effect of heat insulation, heat resistance, and insulation of polyimide. It is a material that has the characteristics that it can be easily laminated and molded while possessing
- the seventh embodiment mainly corresponds to claim 7.
- the invention in this embodiment is the polyimide dispersed in the polyimide fiber paper intermediate structure Z1 forming step of the manufacturing method of Embodiment 2 without taking the form of the polyimide precursor or/and the polyimide solution in the polyimide solution.
- the present invention relates to a method for producing a polyimide fiber paper PP1 produced by imidizing a precursor.
- the manufacturing method in the invention of the present embodiment includes a short fiber preparing step 1301, an intermediate structure X forming step 1302, a polyimide fiber paper intermediate structure Z1 forming step 1303, and an imidization step 1304. Consists of.
- the short fiber preparing step 1301 in the seventh embodiment is a step of preparing the cut short fibers of the non-thermoplastic polyimide. Similar to the short fiber preparing step described in Embodiment 1, this is a step of short-cutting the polyimide fibers carved out of the polyimide film to form polyimide short fibers.
- the contents of each step, the material used in each step, and the material prepared in each step have already been described in the first embodiment, and thus description thereof will be omitted.
- a water-soluble heat that disperses a water-soluble thermoplastic polymer after scooping up a slurry obtained by dispersing cut-out polyimide short fibers in water Dispersion step of plastic polymer and/or
- Dispersing step of plastic polymer and "intermediate structure where water-soluble or/and water-insoluble thermoplastic polymer, which is a binder, is heated and dried when the wet paper is heated and temporarily fixed by heat welding.
- the process of manufacturing the body X Since each of these processes is the same as the intermediate structure X forming process of the first embodiment and has already been described, the description thereof will be omitted in this embodiment.
- Step of forming intermediate structure Z1> The “polyimide fiber paper intermediate structure Z1 forming step” 1303 is a step of forming a polyimide fiber paper intermediate structure Z1 by dispersing a polyimide solution or/and a polyimide precursor in the polyimide fiber paper intermediate structure Y1. Similar to the step of forming the intermediate structure Z1 described in the second embodiment, the step of dispersing and drying the polyimide solution or/and the polyimide precursor is included. The method of dispersing the polyimide and the step of drying the wet paper in which the polyimide solution or/and the polyimide precursor are dispersed have already been described in the second embodiment, and are therefore omitted in the present embodiment.
- the "imidization step” 1304 imidizes the polyimide precursor contained in the polyimide solution in the polyimide fiber paper intermediate structure Z1 or the polyimide precursor dispersed without taking the form of the polyimide solution. By imidizing, the polyimide short fibers are mechanically bonded and fixed to each other, not chemically. Since the imidization reaction occurs by heating the polyimide precursor to a high temperature, in the imidization step 1304, the polyimide solution or the intermediate structure Z1 in which the polyimide precursor is dispersed is heated. The temperature for heating in the imidization step is 200° C. or higher.
- the imidization reaction gradually occurs from a temperature exceeding 200 degrees, but the reaction rate is slow. Heating at a temperature of 300° C. or higher accelerates the imidization reaction. Therefore, the imidization step is preferably performed at a temperature of 300° C. or higher if possible.
- the water-soluble or water-insoluble thermoplastic polymer that has been heat-welded may be entirely decomposed by heat at the imidization reaction stage and disappear, but a part of it may remain and remain as a heat-modified substance. ..
- the amount of the heat-denaturing substance remaining after the imidization step 1304 is not so large, and it can be said that the polyimide fiber paper has a concentration of almost 100%, and is 100% polyimide fiber paper in the degree of efficacy. There is no big difference in comparison.
- the polyimide fiber paper PP1 formed through the imidization step 1304 can have a polyimide content rate of almost 100%, but the water-soluble or/and water-insoluble used in the intermediate structure X forming step 1302. Water-soluble or/and non-soluble in the polyimide fiber paper depending on the type and amount of the thermoplastic polymer and/or the heating temperature, time, degree of pressurization, time, etc. in each step. By leaving a water-soluble thermoplastic polymer, a heat-transformed body of a thermoplastic polymer, or a chemical derivative, it is possible to make the polyimide fiber PP1 having a polyimide content of less than 100%. When pressure is applied during the imidization step, the polyimide fiber paper PP1 has a thin finish, and if not pressed, the polyimide fiber paper PP1 has the same thickness as the intermediate structure Z1.
- the eighth embodiment mainly corresponds to claim 8.
- the invention in this embodiment is the polyimide dispersed in the polyimide fiber paper intermediate structure Z2 forming step of the manufacturing method of Embodiment 5 without taking the form of the polyimide precursor in the polyimide solution and/or the polyimide solution.
- the present invention relates to a method for producing a polyimide fiber paper PP2 produced by imidizing a precursor.
- the manufacturing method in the invention of the present embodiment includes a short fiber preparing step 1401, an intermediate structure X forming step 1402, an intermediate structure Y1 forming step 1403, and a polyimide fiber paper intermediate structure Z2 forming. It includes a step 1404 and an imidization step 1405.
- the short fiber preparing step 1401 according to the eighth embodiment is a step of preparing cut-out short fibers of non-thermoplastic polyimide. Similar to the short fiber preparing step described in Embodiment 1, this is a step of short-cutting the polyimide fibers carved out of the polyimide film to form polyimide short fibers.
- the contents of each step, the material used in each step, and the material prepared in each step have already been described in the first embodiment, and thus description thereof will be omitted.
- ⁇ Embodiment 8 Description of configuration: intermediate structure X forming step>
- the polyimide intermediate structure in which the short fiber is temporarily fixed using a water-soluble or/water-insoluble thermoplastic polymer having a melting point lower than the glass transition point of polyimide is used. This is a step of forming the body X.
- a water-soluble heat that disperses a water-soluble thermoplastic polymer after scooping up a slurry obtained by dispersing cut-out polyimide short fibers in water Dispersion step of plastic polymer and/or
- Dispersing step of plastic polymer and "intermediate structure where water-soluble or/and water-insoluble thermoplastic polymer, which is a binder, is heated and dried when the wet paper is heated and temporarily fixed by heat welding.
- the process of manufacturing the body X Since each of these processes is the same as the intermediate structure X forming process of the first embodiment and has already been described, the description thereof will be omitted in this embodiment.
- ⁇ Embodiment 8 Description of configuration: intermediate structure Y1 forming step>
- the polyimide fiber paper intermediate structure X1 is pressed in a heated state to form a thin polyimide fiber paper intermediate structure Y1.
- the method of pressing the polyimide short fiber intermediate structure X in the heated state in the intermediate structure Y1 forming step 1403 is the same as that of the third embodiment and has already been described in the third embodiment, and therefore the description thereof is omitted.
- the “polyimide fiber paper intermediate structure Z2 forming step” 1404 is a step of forming a polyimide fiber paper intermediate structure Z2 by dispersing a polyimide solution or/and a polyimide precursor in the polyimide fiber paper intermediate structure Y1. Similar to the intermediate structure Z1 forming step 0703 described in the second embodiment, it includes a step of dispersing a polyimide solution or/and a polyimide precursor and drying.
- the intermediate structural body Y1 is a material that has been subjected to hot pressing in the intermediate structural body Y1 forming step, and the polyimide solution or/and the polyimide precursor are dispersed therein.
- the method of dispersing the polyimide has already been described in the second embodiment.
- the step of drying the wet paper in which the polyimide solution or/and the polyimide precursor is dispersed has already been described in the second embodiment, and therefore will be omitted in the present embodiment.
- ⁇ Embodiment 8 Description of configuration: imidization step> "Imidization step” 1405 imidizes the polyimide precursor contained in the polyimide solution in the polyimide fiber paper intermediate structure Z2 or the polyimide precursor dispersed without taking the form of the polyimide solution. As in the seventh embodiment, by imidizing, the polyimide short fibers are in a state of being bonded and fixed.
- the imidization reaction step 1405 is similar to that of the seventh embodiment and has already been described in the seventh embodiment, and therefore the description thereof is omitted in this embodiment.
- the polyimide fiber paper PP2 formed through the imidization step 1405 can have a polyimide content rate of almost 100%.
- pressure is applied during the imidization step 1405, the polyimide fiber paper PP2 has a thin finish, and if not pressed, the polyimide fiber paper PP2 has the same thickness as the intermediate structure Z2.
- the ninth embodiment mainly corresponds to claim 9.
- ⁇ Outline of Ninth Embodiment> The invention in this embodiment is dispersed without taking the form of the polyimide precursor or/and the polyimide solution in the polyimide solution dispersed in the polyimide fiber paper intermediate structure Z3 forming step 1204 of the manufacturing method of the sixth embodiment.
- the present invention relates to a method for producing a polyimide fiber paper PP3 produced by imidizing a polyimide precursor.
- the manufacturing method in the invention of the present embodiment includes a short fiber preparing step 1501, an intermediate structure X forming step 1502, an intermediate structure Y2 forming step 1503, and a polyimide fiber paper intermediate structure Z3 forming. It comprises a process 1504 and an imidization process 1505.
- the short fiber preparing step 1501 in the ninth embodiment is a step of preparing the cut short fibers of the non-thermoplastic polyimide. Similar to the short fiber preparing step 0101 described in Embodiment 1, this is a step of short-cutting the polyimide fibers cut out from the polyimide film to form polyimide short fibers.
- the contents of each step, the material used in each step, and the material prepared in each step have already been described in the first embodiment, and thus description thereof will be omitted.
- Embodiment 9 Description of configuration: intermediate structure X forming step>
- the intermediate structure X forming step 1502 in Embodiment 9 is a polyimide intermediate structure in which the melting point is lower than the glass transition point of polyimide and a water-soluble or water-insoluble thermoplastic polymer is used to temporarily fix the short fibers. This is a step of forming the body X.
- a water-soluble heat that disperses a water-soluble thermoplastic polymer after scooping up a slurry obtained by dispersing cut-out polyimide short fibers in water Dispersion step of plastic polymer and/or "Binder dispersion slurry in which a water-insoluble thermoplastic polymer is dispersed as a binder in a slurry in which scraped polyimide short fibers are dispersed in water.
- Dispersing step of plastic polymer and “intermediate structure where water-soluble or/and water-insoluble thermoplastic polymer, which is a binder, is heated and dried when the wet paper is heated and temporarily fixed by heat welding.
- the process of manufacturing the body X Since each of these processes is the same as the intermediate structure X forming process of the first embodiment and has already been described, the description thereof will be omitted in this embodiment.
- Intermediate structure Y2 forming step In the "intermediate structure Y2 forming step" 1503, the polyimide fiber paper intermediate structure X is heated to form the polyimide fiber paper intermediate structure Y2. Similar to the fourth embodiment, the intermediate structure X can be expanded by performing heating and pressurization, and since it has already been described in the fourth embodiment, the description thereof will be omitted.
- Polyimide fiber paper intermediate structure Z3 forming step> The “polyimide fiber paper intermediate structure Z3 forming step” 1504 is a step of forming a polyimide fiber paper intermediate structure Z3 by dispersing a polyimide solution or/and a polyimide precursor in the polyimide fiber paper intermediate structure Y2. Similar to the intermediate structure Z1 forming step 0703 described in the second embodiment, it includes a step of dispersing a polyimide solution or/and a polyimide precursor and drying.
- the intermediate structural body Y2 is a material that has undergone heat processing and expanded in the intermediate structural body Y2 forming step 1503, and the polyimide solution or/and the polyimide precursor are dispersed therein.
- the method of dispersing the polyimide has already been described in the second embodiment.
- the step of drying the wet paper in which the polyimide solution or/and the polyimide precursor is dispersed has already been described in the second embodiment, and therefore will be omitted in the present embodiment.
- ⁇ Embodiment 9 Description of configuration: imidization step> "Imidization step” 1505 imidizes the polyimide precursor contained in the polyimide solution in the polyimide fiber paper intermediate structure Z3 or the polyimide precursor dispersed without taking the form of the polyimide solution. As in the seventh embodiment, by imidizing, the polyimide short fibers are in a state of being bonded and fixed. The process 1505 of the imidization reaction is the same as that of the seventh embodiment and has already been described in the seventh embodiment, and therefore the description thereof is omitted in this embodiment.
- the polyimide fiber paper PP3 formed through the imidization step 1505 can have a polyimide content rate of almost 100%.
- the type and amount of the water-soluble or/and water-insoluble thermoplastic polymer used in the intermediate structure X forming step 1502, or/and heating temperature, time, degree of pressurization, time in each step Depending on the adjustment of the above, it is possible to leave the water-soluble and/or water-insoluble thermoplastic polymer in the polyimide fiber paper to make the polyimide fiber PP3 having a polyimide content of less than 100%.
- pressure is applied during the imidization step 1505, the polyimide fiber paper PP3 has a thin finish, and if not pressed, the polyimide fiber paper PP2 has the same thickness as the intermediate structure Z3.
Landscapes
- Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Wood Science & Technology (AREA)
- Physics & Mathematics (AREA)
- Spectroscopy & Molecular Physics (AREA)
- Mechanical Engineering (AREA)
- General Chemical & Material Sciences (AREA)
- Biochemistry (AREA)
- Paper (AREA)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US17/431,862 US12024824B2 (en) | 2019-02-19 | 2020-02-18 | Polyimide fiber paper using thermoplastic polymer |
| KR1020217028563A KR20210123388A (ko) | 2019-02-19 | 2020-02-18 | 비열가소성 고분자를 이용한 폴리이미드 섬유지 |
| CN202080015474.7A CN113454284A (zh) | 2019-02-19 | 2020-02-18 | 利用了非热塑性高分子的聚酰亚胺纤维纸 |
| JP2021502023A JPWO2020171061A1 (https=) | 2019-02-19 | 2020-02-18 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019-027263 | 2019-02-19 | ||
| JP2019027263 | 2019-02-19 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020171061A1 true WO2020171061A1 (ja) | 2020-08-27 |
Family
ID=72144577
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/006276 Ceased WO2020171061A1 (ja) | 2019-02-19 | 2020-02-18 | 非熱可塑性高分子を利用したポリイミド繊維紙 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US12024824B2 (https=) |
| JP (1) | JPWO2020171061A1 (https=) |
| KR (1) | KR20210123388A (https=) |
| CN (1) | CN113454284A (https=) |
| WO (1) | WO2020171061A1 (https=) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023051247A (ja) * | 2021-09-30 | 2023-04-11 | 東レ・デュポン株式会社 | ポリイミド繊維紙 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000154491A (ja) * | 1998-11-18 | 2000-06-06 | Tomoegawa Paper Co Ltd | 耐熱性紙状物及びその製造方法 |
| JP2001192955A (ja) * | 1999-12-28 | 2001-07-17 | Mitsubishi Paper Mills Ltd | 耐熱性不織布およびその製造方法ならびに耐熱性不織布からなるプリント配線板用基材 |
| JP2006176906A (ja) * | 2004-12-21 | 2006-07-06 | Nippon Felt Co Ltd | 繊維集合体、並びにこれを用いた耐熱フェルト、乾式フィルター材およびバグフィルター |
| JP2006176907A (ja) * | 2004-12-21 | 2006-07-06 | Du Pont Toray Co Ltd | ポリイミド繊維 |
| CN106436441A (zh) * | 2016-12-05 | 2017-02-22 | 江南大学 | 一种聚酰亚胺纤维纸的制备方法 |
| WO2019031506A1 (ja) * | 2017-08-10 | 2019-02-14 | 東レ・デュポン株式会社 | ポリイミド繊維紙 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003096698A (ja) | 2001-09-27 | 2003-04-03 | Unitika Ltd | 耐熱性絶縁紙及びその製造方法 |
| JP5086764B2 (ja) | 2007-10-17 | 2012-11-28 | 株式会社カネカ | 非熱可塑性不織布及びその利用、並びに当該非熱可塑性不織布の製造方法。 |
| WO2011018893A1 (ja) * | 2009-08-11 | 2011-02-17 | 株式会社カネカ | ポリイミド繊維及びその利用、並びに当該ポリイミド繊維の製造方法 |
| CN102839560B (zh) * | 2012-09-11 | 2015-04-08 | 长春高琦聚酰亚胺材料有限公司 | 聚酰亚胺纤维纸的制备方法 |
-
2020
- 2020-02-18 US US17/431,862 patent/US12024824B2/en active Active
- 2020-02-18 WO PCT/JP2020/006276 patent/WO2020171061A1/ja not_active Ceased
- 2020-02-18 CN CN202080015474.7A patent/CN113454284A/zh active Pending
- 2020-02-18 JP JP2021502023A patent/JPWO2020171061A1/ja active Pending
- 2020-02-18 KR KR1020217028563A patent/KR20210123388A/ko not_active Ceased
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000154491A (ja) * | 1998-11-18 | 2000-06-06 | Tomoegawa Paper Co Ltd | 耐熱性紙状物及びその製造方法 |
| JP2001192955A (ja) * | 1999-12-28 | 2001-07-17 | Mitsubishi Paper Mills Ltd | 耐熱性不織布およびその製造方法ならびに耐熱性不織布からなるプリント配線板用基材 |
| JP2006176906A (ja) * | 2004-12-21 | 2006-07-06 | Nippon Felt Co Ltd | 繊維集合体、並びにこれを用いた耐熱フェルト、乾式フィルター材およびバグフィルター |
| JP2006176907A (ja) * | 2004-12-21 | 2006-07-06 | Du Pont Toray Co Ltd | ポリイミド繊維 |
| CN106436441A (zh) * | 2016-12-05 | 2017-02-22 | 江南大学 | 一种聚酰亚胺纤维纸的制备方法 |
| WO2019031506A1 (ja) * | 2017-08-10 | 2019-02-14 | 東レ・デュポン株式会社 | ポリイミド繊維紙 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023051247A (ja) * | 2021-09-30 | 2023-04-11 | 東レ・デュポン株式会社 | ポリイミド繊維紙 |
| JP7645511B2 (ja) | 2021-09-30 | 2025-03-14 | 東レ・デュポン株式会社 | ポリイミド繊維紙 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20210123388A (ko) | 2021-10-13 |
| US12024824B2 (en) | 2024-07-02 |
| CN113454284A (zh) | 2021-09-28 |
| JPWO2020171061A1 (https=) | 2020-08-27 |
| US20220186440A1 (en) | 2022-06-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1278849C (zh) | 穿孔层压材料 | |
| EP2397591B1 (en) | Parchmentized fibrous support containing parchmentizable synthetic fibers and method of manufacturing the same | |
| US20080248710A1 (en) | Two-Dimensional Web Material, Method and Apparatus for Manufacturing the Same as Well as Use Thereof | |
| KR100561762B1 (ko) | 부직포 및 그것을 이용한 적층체 및 끈형상체 | |
| FR2529235A1 (fr) | Etoffe de barrage impermeable et absorbante comportant des fibres et des nappes fibreuses et procede pour sa fabrication | |
| GB2297945A (en) | Supported membrane assembly | |
| CN110892112B (zh) | 聚酰亚胺纤维纸 | |
| CN104125857A (zh) | 半透膜支撑体用无纺布及其制造方法 | |
| US10279561B2 (en) | Laminated body and process for producing the same | |
| WO2020171061A1 (ja) | 非熱可塑性高分子を利用したポリイミド繊維紙 | |
| FI84843B (fi) | Foerfarande foer framstaellning av fiberfoerstaerkt raomaterial foer plast. | |
| JP2017222786A (ja) | 繊維−樹脂複合体及びその製造方法 | |
| WO2025205130A1 (ja) | ポリイミド繊維紙とその積層製造方法 | |
| JPH0138903B2 (https=) | ||
| AU2007100274B4 (en) | A thermoformable acoustic sheet | |
| JPH0215654B2 (https=) | ||
| JP2025093336A (ja) | フィルター材の製造方法 | |
| JP2763056B2 (ja) | 複合不織シートの製造方法 | |
| JPH0359156A (ja) | 耐熱性高密度フェルト | |
| JP2004211208A (ja) | 多孔性シート及びその製造方法、エアフィルタ部材 | |
| JPH0328764B2 (https=) | ||
| JPS635497B2 (https=) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20759910 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021502023 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20217028563 Country of ref document: KR Kind code of ref document: A |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 20759910 Country of ref document: EP Kind code of ref document: A1 |