WO2020152789A1 - 鋼板、突合せ溶接部材、熱間プレス成形品、鋼管、中空状焼入れ成形品、および鋼板の製造方法 - Google Patents
鋼板、突合せ溶接部材、熱間プレス成形品、鋼管、中空状焼入れ成形品、および鋼板の製造方法 Download PDFInfo
- Publication number
- WO2020152789A1 WO2020152789A1 PCT/JP2019/001922 JP2019001922W WO2020152789A1 WO 2020152789 A1 WO2020152789 A1 WO 2020152789A1 JP 2019001922 W JP2019001922 W JP 2019001922W WO 2020152789 A1 WO2020152789 A1 WO 2020152789A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- steel plate
- steel sheet
- steel
- boundary
- coating layer
- Prior art date
Links
Images













Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K31/00—Processes relevant to this subclass, specially adapted for particular articles or purposes, but not covered by only one of the preceding main groups
Definitions
- the present disclosure relates to a steel plate, a butt-welded member, a hot press-formed product, a steel pipe, a hollow quenching-formed product, and a method for manufacturing a steel plate.
- hot press molding As one of the technologies for molding automobile members, hot press molding (hereinafter, sometimes referred to as “hot stamp”) has been attracting attention.
- hot stamping a steel sheet is heated to a high temperature, press-formed in a temperature range of Ar 3 transformation temperature or higher, rapidly cooled by heat removal by a die, and transformation occurs simultaneously with forming under a press pressure.
- This is a technique capable of producing a press-formed product (hereinafter, also referred to as “hot stamp-formed product”) having high strength and excellent shape fixability.
- the tailored blank material joins a plurality of steel plates depending on the purpose, the plate thickness and strength can be freely changed within one component. As a result, the tailored blank material can improve the functionality of the automobile member and reduce the number of automobile members. Further, by hot stamping using a tailored blank material, it is possible to manufacture a high-strength press-formed product in which the plate thickness, strength, etc. are freely changed.
- the tailored blank material is heated to a temperature range of, for example, 800°C to 1000°C. Therefore, as a tailored blank material for hot stamping, a steel plate plated with aluminum such as Al-Si having a high boiling point is often used.
- the conventional steel sheet did not fully satisfy the characteristics of both the static strength of the joint and the post-painting corrosion resistance of the weld, and there was room for further improvement.
- An object of the present disclosure is to provide a steel plate and a steel pipe that are excellent in static strength of a joint, and that even after coating a welded portion, a butt-welded member having excellent post-painting corrosion resistance around the weld metal portion can be obtained. It is a thing.
- Base material steel plate Aluminum coating layers provided on both sides of the base material steel plate, Have The aluminum coating layer remains on at least a part of both sides of the end portion located in the periphery, a removed portion where at least a portion of the aluminum coating layer is removed, and a region closer to the center of the steel sheet than the removed portion. The remaining part is formed, When the boundary between the removed portion and the remaining portion is viewed from the cross section, the aluminum coating layer outer surface side of the boundary has a portion having the shortest removal width, and the base material is more than the aluminum coating layer outer surface side of the boundary.
- a steel plate that has a part with the longest removal width on the steel plate side.
- ⁇ 2> Of the remaining portion, a remaining portion in a region on the end face side of the steel sheet with respect to an imaginary line extending in the direction along the plate thickness direction from the portion having the longest removal width of the boundary, and the area center of gravity is The steel sheet according to ⁇ 1>, which has a remaining portion that is less than 50% of the thickness of the aluminum coating layer.
- ⁇ 3> The steel plate according to ⁇ 1> or ⁇ 2>, in which the removed portion has an exposed portion where the base material steel plate is exposed.
- the base steel sheet is, in mass%, C: 0.02% to 0.58%, Mn: 0.20% to 3.00%, Al: 0.005% to 1.00%, Ti : 0% to 0.20%, Nb: 0% to 0.20%, V: 0% to 1.0%, W: 0% to 1.0%, Cr: 0% to 1.0%, Mo : 0% to 1.0%, Cu: 0% to 1.0%, Ni: 0% to 1.0%, B: 0% to 0.0100%, Mg: 0% to 0.05%, Ca : 0% to 0.05%, REM: 0% to 0.05%, Bi: 0% to 0.05%, Si: 0% to 2.00%, P: 0.03% or less, S:0
- the steel sheet according to any one of ⁇ 1> to ⁇ 3>, having a chemical composition of 0.010% or less, N: 0.010% or less, and the balance: Fe and impurities.
- the aluminum coating layer has an aluminum plating layer and an intermetallic compound layer, the average thickness of the aluminum plating layer is 8 ⁇ m to 35 ⁇ m, and the average thickness of the intermetallic compound layer is 3 ⁇ m to 10 ⁇ m ⁇
- Welding member. A hot press-formed product obtained by hot press-forming the butt-welding member according to ⁇ 6>.
- ⁇ 8> A steel pipe welded through an end of an open pipe made of the steel plate according to any one of ⁇ 1> to ⁇ 5>.
- ⁇ 9> A hollow-quenched molded product obtained by quenching the steel pipe according to ⁇ 8>.
- a steel plate and a steel pipe having excellent static strength of the joint, and a butt-welded member having excellent corrosion resistance after coating around the weld metal portion even after coating around the weld metal portion are obtained. Will be provided.
- the numerical range represented by “to” means a range including the numerical values before and after “to” as the lower limit value and the upper limit value.
- the content of the component (element) for example, in the case of the content of C (carbon), it may be expressed as “C amount”.
- the contents of other elements may be similarly expressed.
- the term “process” is used not only as an independent process, but also in the case where the intended purpose of the process is achieved even when it cannot be clearly distinguished from other processes. included.
- the term “aluminum coating layer” refers to the entire aluminum plating applied on both sides of the base steel sheet. That is, the aluminum coating layer represents the whole of the aluminum plating layer and the intermetallic compound layer.
- the term “intermetallic compound layer” refers to a layer of an intermetallic compound formed between a base material steel plate and aluminum plating when aluminum plating is applied to both surfaces of the base material steel plate. ..
- the term “aluminum plating layer” refers to a region of the aluminum plating applied on the base material steel sheet, excluding the intermetallic compound layer.
- the term “cross section” of a steel plate represents a cross section cut in the plate thickness direction.
- the steel plate of the present disclosure has a base material steel plate and aluminum coating layers provided on both surfaces of the base material steel plate. Further, on at least a part of both sides of the end portion located in the periphery, a removed portion in which at least a part of the aluminum coating layer has been removed, and in a region closer to the center of the steel sheet than the removed portion, the aluminum coating layer is A remaining portion that remains is formed.
- the boundary between the removed portion and the remaining portion is viewed from the cross section, the boundary has an area having the shortest removal width on the aluminum coating layer outer surface side, and the boundary has a portion having the shortest removal width than the aluminum coating layer outer surface side.
- Part of the base material steel plate side has a portion with the longest removal width.
- the shape of the steel sheet is not particularly limited.
- FIG. 1 is a schematic cross-sectional view showing an example of an end portion of a steel plate according to the present disclosure.
- FIG. 2 is a schematic cross-sectional view showing another example of the end portion of the steel sheet of the present disclosure.
- 100 is a steel plate
- 12 is a base steel plate
- 14 is an aluminum plating layer
- 16 is an intermetallic compound layer
- 18 is an aluminum coating layer
- 22 is a removed portion
- 26 is a remaining portion.
- 100A is an end face of the steel plate
- 100B is a portion having the shortest removal width at the boundary between the removed portion 22 and the remaining portion 26
- 100D is a portion having the longest removal width at the boundary between the removed portion 22 and the remaining portion 26.
- the portion 100B having the shortest removal width at the boundary between the removed portion 22 and the remaining portion 26 is located at the edge of the aluminum coating layer outer surface side at the boundary between the removed portion 22 and the remaining portion 26. positioned.
- the aluminum coating layers 18 are formed on both surfaces of the base material steel plate 12.
- the aluminum coating layer 18 has an aluminum plating layer 14 formed on both sides of the steel plate and an intermetallic compound layer 16 formed between the base material steel plate 12 and the aluminum plating layer 14.
- the removal portions 22 are formed on both surfaces, and the remaining portion 26 is formed in a region closer to the center of the steel sheet than the removal portion 22. ..
- the boundary between the removing portion 22 and the remaining portion 26 is the boundary between the removing portion 22 and the remaining portion 26.
- a portion 100B having the shortest removal width on the boundary projects to the end surface 100A side of the steel sheet. Further, the boundary extends from the portion 100B having the shortest removal width of the boundary toward the portion 100D having the longest removal width of the boundary.
- the cross-sectional shape of this boundary is inclined toward the remaining portion 26 side and has a concave shape.
- the boundary that is, the end surface of the remaining portion 26
- the protruding portion for example, the protruding portion having 100B as the top portion
- a recessed portion for example, a recessed portion having 100D as the bottom portion
- the boundary between the removed portion 22 and the remaining portion 26 has a portion 100B where the aluminum coating layer outer surface side of the boundary has the shortest removal width, and is most closer to the base material steel plate side than the boundary aluminum coating layer outer surface side. It is formed to have a portion 100D having a long removal width.
- the base material steel sheet 12 may be removed together with the aluminum coating layer 18 in the removal portion 22 at the end portion of the steel sheet. Further, as shown in FIG. 2, the aluminum coating layer 18 is removed, but the base material steel plate 12 may not be removed.
- FIG. 3 is an enlarged schematic cross-sectional view showing an example of an end portion of the steel sheet of the present disclosure.
- D represents the removal depth.
- W1 represents the removal width at the edge of the boundary on the outer surface side of the aluminum coating layer
- W2 represents the removal width at the base material steel plate side of the edge of the boundary at the outer surface side of the aluminum coating layer.
- the removal depth represents the vertical depth from a virtual line obtained by extending the outer surface of the aluminum plating layer (the surface of the aluminum coating layer) toward the end surface of the steel sheet to the surface of the base steel sheet.
- the removal width represents the length in the vertical direction from the imaginary line obtained by extending the end surface of the steel sheet in the plate thickness direction to the boundary between the removed portion and the remaining portion.
- the removal depth D is calculated from an imaginary line obtained by extending the surface of the aluminum coating layer 18 on the outer surface side (the outer surface side of the aluminum plating layer 14) in the direction of the end surface 100A of the steel sheet. Represents the vertical depth to the surface of the.
- the removal width has a removal width W1 and a removal width W2.
- the removal width W1 represents the length in the vertical direction from an imaginary line obtained by extending the end surface 100A of the steel sheet in the plate thickness direction to the portion 100B having the shortest removal width on the outer surface side of the aluminum coating layer at the boundary.
- the removal width W2 is a vertical length from an imaginary line obtained by extending the end surface 100A of the steel plate in the plate thickness direction to a portion 100D having the longest removal width on the base metal plate side of the aluminum coating layer outer surface side of the boundary. It represents.
- the shortest removal width W1 is a part of the boundary of the removed portion 22 and the remaining portion 26 on the outer surface side of the aluminum coating layer when viewed from the cross section. Existing. Further, the longest removal width W2 exists in a part on the base material steel plate side with respect to the portion having the shortest removal width W1.
- the portion 100B having the shortest removal width at the boundary between the removed portion 22 and the remaining portion 26 is located at the edge of the aluminum coating layer outer surface side at the boundary between the removed portion 22 and the remaining portion 26. There is. Further, the portion 100D having the longest removal width is located at the edge of the base material steel plate side at the boundary between the removal portion 22 and the remaining portion 26.
- the steel sheet of the present disclosure is not limited to these. 1 to 3, the portion 100B having the shortest removal width of the boundary is shown at the position of the edge on the surface side of the aluminum coating layer at the boundary between the removed portion and the remaining portion, but it is limited to this portion. It is not something that can be done.
- the part 100B having the shortest removal width of the boundary may be formed around the edge on the surface side of the aluminum coating layer. That is, in FIG. 1 to FIG. 3, the portion 100B having the longest removal width of the boundary (in FIG. 1 to FIG.
- the position of the edge on the outer surface side of the aluminum coating layer at the boundary between the removed portion 22 and the remaining portion 26) is Although the tip is formed in a pointed shape, it may be round or angular.
- the portion 100D having the longest removal width of the boundary is shown at the position of the base material steel plate which is the edge on the base material steel plate side at the boundary between the removed portion 22 and the remaining portion 26.
- the part 100D having the longest removal width of the boundary may be the central part of the boundary (for example, any part of the aluminum coating layer 18).
- a tailored blank material obtained by butt-welding a steel plate plated with a metal mainly containing aluminum by a welding method such as laser welding or plasma welding In this tailored blank material, a large amount of aluminum due to aluminum plating may be mixed in the weld metal portion.
- the tailored blank material thus obtained was hot-stamped, the weld metal portion of the butt-welded portion was softened and the static strength was sometimes lowered.
- the result of the tensile strength test of the portion including the weld metal portion in the hot stamp molded article after the hot stamping an example in which fracture occurs in the weld metal portion has been reported.
- Patent Document 1 a steel plate in which an aluminum plating layer of a welded portion to be welded is removed to leave an intermetallic compound layer, and a welded portion of the steel sheet is A butt-welded tailored blank is disclosed.
- the shape of the boundary between the portion where the intermetallic compound layer remains and the portion where the aluminum plating layer is not removed is formed in the direction along the sheet thickness direction. Therefore, a tailored blank material is formed from the steel sheet disclosed in Patent Document 1, and in a hot stamp molded product using this tailored blank material, the portion where the aluminum plating layer is not removed is the remaining intermetallic compound layer. Does not cover the surface. Furthermore, the thickness of the remaining intermetallic compound layer is thin. Due to these, when the steel sheet disclosed in Patent Document 1 is used, it is considered that the corrosion resistance after coating around the weld metal portion is inferior.
- Patent Documents 2 to 6 the aluminum coating layer is entirely removed at the welded portion to be welded, so that the base steel plate is exposed. Then, a tailored blank material obtained by butt-welding the end portions of the portions of the steel sheet to be welded is disclosed.
- the shape of the boundary between the exposed portion of the base steel sheet and the portion where the aluminum coating layer is not removed is 1) the direction along the plate thickness direction, or 2).
- the base material steel plate side of this boundary is formed so as to incline toward the end face side of the steel plate. Therefore, when the steel sheets disclosed in Patent Documents 2 to 6 are used, the portions where the aluminum coating layer is not removed do not cover the surface of the exposed portions of the base steel sheet due to the shapes of these boundaries. Therefore, in the portion where the base material steel plate is exposed, the base material steel plate remains exposed. As a result, it is considered that the hot stamp molded products using the steel sheets disclosed in Patent Documents 2 to 6 have low post-coating corrosion resistance around the weld metal portion.
- Patent Document 7 discloses a pipe forming method in which a plating metal is polished and removed by jetting a liquid containing abrasive grains.
- the plating metal formed on the plated steel sheet is removed by spraying a liquid containing abrasive grains. Therefore, it is difficult to control the shape of the boundary between the portion where the plating metal is removed and the portion where the plating metal is not removed.
- the surface of the portion from which the plating metal has been removed is not covered by the portion from which the plating metal has not been removed, and it is considered that the corrosion resistance after painting around the welded portion is inferior.
- the aluminum coating layer outer surface side of the boundary has a portion with the shortest removal width.
- a portion having the longest removal width is provided on the base material steel plate side with respect to the portion having the shortest removal width. Since the shape of the boundary between the removed portion and the remaining portion is formed in such a shape, in the hot stamp molded product obtained from the steel sheet of the present disclosure, the remaining portion is part of the surface of the removed portion (removed portion and remaining portion). It becomes possible to cover the peripheral part of the boundary with the part).
- the base material steel plate is a steel plate before the aluminum coating layer is provided.
- the base steel sheet is not particularly limited as long as it is obtained by an ordinary method.
- the base steel sheet may be either a hot rolled steel sheet or a cold rolled steel sheet.
- the thickness of the base steel sheet may be any thickness according to the purpose and is not particularly limited.
- the plate thickness of the base material steel plate is such that the plate thickness of the entire steel plate after the aluminum coating layer is provided is 0.8 mm to 4 mm, and further the plate thickness is 1 mm to 3 mm. Thickness can be mentioned.
- the base steel sheet for example, high mechanical strength (for example, tensile strength, yield point, elongation, drawing, hardness, impact value, fatigue strength, etc. It is preferred to use a steel sheet formed so as to have
- Examples of preferable chemical compositions of the base material steel sheet include the following chemical compositions. % By mass, C: 0.02% to 0.58%, Mn: 0.20% to 3.00%, Al: 0.005% to 1.00%, Ti: 0% to 0.20%, Nb: 0% to 0.20%, V: 0% to 1.0%, W: 0% to 1.0%, Cr: 0% to 1.0%, Mo: 0% to 1.0%, Cu: 0% to 1.0%, Ni: 0% to 1.0%, B: 0% to 0.0100%, Mg: 0% to 0.05%, Ca: 0% to 0.05%, REM: 0% to 0.05%, Bi: 0% to 0.05%, Si: 0% to 2.00%, P: 0.03% or less, S: 0.010% or less, N: 0. It has a chemical composition of 010% or less and the balance: Fe and impurities.
- “%” indicating the content of the component (element) means “mass %”.
- C (C: 0.02% to 0.58%) C is an important element that enhances the hardenability of the steel sheet and mainly determines the strength after quenching. Further, it is an element that lowers the A3 point and accelerates the quenching treatment temperature. If the C content is less than 0.02%, the effect may not be sufficient. Therefore, the C content is preferably 0.02% or more. On the other hand, if the C content exceeds 0.58%, the toughness of the hardened part deteriorates significantly. Therefore, the C content is preferably 0.58% or less. It is preferably 0.45% or less.
- Mn is an element that is very effective in improving the hardenability of the steel sheet and stably securing the strength after quenching. If the Mn content is less than 0.20%, the effect may not be sufficient. Therefore, the Mn content is preferably 0.20% or more. It is preferably 0.80% or more. On the other hand, when the Mn content exceeds 3.00%, not only the effect is saturated, but it may be rather difficult to secure stable strength after quenching. Therefore, the Mn content is preferably 3.00% or less. It is preferably 2.40% or less.
- Al functions as a deoxidizing element and has a function of making the steel sheet sound. If the amount of Al is less than 0.005%, it may be difficult to obtain the effect due to the above action. Therefore, the Al amount is preferably 0.005% or more. On the other hand, if the amount of Al exceeds 1.00%, the effects due to the above-mentioned actions are saturated, which is disadvantageous in terms of cost. Therefore, the Al content is preferably 1.00% or less.
- Ti, Nb, V, and W are elements that promote mutual diffusion of Fe and Al in the aluminum plating layer and the base steel sheet. Therefore, at least one of Ti, Nb, V, and W may be contained in the base steel sheet. However, when 1) the amount of Ti and Nb exceeds 0.20%, or 2) the amount of V and W exceeds 1.0%, the effect due to the above-mentioned action is saturated, which is disadvantageous in terms of cost. Therefore, the Ti amount and the Nb amount are preferably 0.20% or less, and the V amount and the W amount are preferably 1.0% or less.
- the Ti amount and the Nb amount are preferably 0.15% or less, and the V amount and the W amount are preferably 0.5% or less.
- the lower limits of the Ti amount and the Nb amount be 0.01% or more and the lower limits of the V amount and the W amount be 0.1% or more.
- Cr, Mo, Cu, Ni, and B are effective elements for enhancing the hardenability of the steel sheet and stably securing the strength after quenching. Therefore, one or two or more of these elements may be contained. However, even if the contents of Cr, Mo, Cu, and Ni are more than 1.0% and the amount of B is more than 0.0100%, the above effect is saturated, which is disadvantageous in terms of cost. Therefore, the content of Cr, Mo, Cu, and Ni is preferably 1.0% or less. Further, the B content is preferably 0.0100% or less, and more preferably 0.0080% or less. In order to obtain the above effect more reliably, it is preferable that the content of Cr, Mo, Cu, and Ni is 0.1% or more and the content of B is 0.0010% or more.
- Ca, Mg, and REM have the function of refining the form of inclusions in the steel and preventing the inclusions from cracking during hot stamping. Therefore, one or more of these elements may be contained. However, if added excessively, the effect of refining the morphology of the inclusions in the steel is saturated and only increases the cost. Therefore, the Ca content is 0.05% or less, the Mg content is 0.05% or less, and the REM content is 0.05% or less. In order to more reliably obtain the effect of the above action, it is preferable that the amount of Ca is 0.0005% or more, the amount of Mg is 0.0005% or more, and the amount of REM is 0.0005% or more.
- REM refers to a total of 17 elements of Sc, Y and lanthanoid, and the content of the above REM refers to the total content of these elements.
- lanthanoid it is industrially added in the form of misch metal.
- Bi is an element that acts as a solidification nucleus in the solidification process of molten steel and has a function of suppressing segregation of Mn and the like segregated within the secondary arm spacing of dendrite by reducing the secondary arm spacing of dendrite. Therefore, Bi may be contained.
- Bi is effective in suppressing deterioration of toughness due to segregation of Mn. Therefore, it is preferable to include Bi in such a steel type.
- the Bi content is 0.05% or less. It is preferably 0.02% or less.
- the Bi amount is preferably 0.0002% or more. More preferably, it is 0.0005% or more.
- Si 0% to 2.00%
- Si is a solid solution strengthening element and can be effectively utilized up to 2.00%.
- the Si content is preferably 2.00% or less.
- the preferable upper limit is 1.40% or less, and more preferably 1.00% or less.
- the lower limit is not particularly limited, but 0.01% or more is preferable in order to obtain the effect of the above action more reliably.
- P is an element contained as an impurity. If P is contained excessively, the toughness of the steel sheet tends to decrease. Therefore, the P amount is preferably 0.03% or less. It is preferably 0.01% or less. The lower limit of the amount of P does not need to be specified in particular, but it is preferably 0.0002% or more from the viewpoint of cost.
- S is an element contained as an impurity and has an action of forming MnS and making the steel sheet brittle. Therefore, the S amount is preferably 0.010% or less. A more desirable S amount is 0.004% or less. The lower limit of the amount of S does not need to be specified, but it is preferably 0.0002% or more from the viewpoint of cost.
- N is an element that is contained as an impurity, forms an inclusion in the steel, and deteriorates the toughness after hot stamping. Therefore, the N content is preferably 0.010% or less. It is preferably 0.008% or less, more preferably 0.005% or less. The lower limit of the amount of N does not have to be specified, but it is preferably 0.0002% or more from the viewpoint of cost.
- the impurities are, for example, components contained in raw materials such as ores and scraps, or components mixed in during the manufacturing process, and indicate components not intentionally contained in the steel sheet.
- the aluminum coating layer includes an aluminum plating layer formed on the outer surface side of the steel plate and an intermetallic compound layer formed between the base steel plate and the aluminum plating layer.
- the method for forming the aluminum coating layer is not particularly limited.
- the aluminum coating layer may be formed on both surfaces of the base material steel sheet by a hot dip plating method in which the base material steel sheet is immersed in a molten metal bath mainly containing aluminum to form the aluminum coating layer.
- the aluminum plating layer is a plating layer mainly containing aluminum and may contain aluminum in an amount of 50% by mass or more. Depending on the purpose, it may contain an element other than aluminum (such as Si), or may contain impurities that are mixed in during the manufacturing process or the like.
- the aluminum plating layer may have a chemical composition of, for example, 5% to 12% by mass of Si (silicon) with the balance being aluminum and impurities. Further, it may have a chemical composition of 5% to 12% of Si (silicon), 2% to 4% of Fe (iron), and the balance of aluminum and impurities.
- Si is contained in the above range, deterioration of workability and corrosion resistance can be suppressed. Moreover, the thickness of the intermetallic compound layer can be reduced.
- the thickness of the aluminum plating layer in the region other than the end portion of the steel sheet is not particularly limited, but for example, the average thickness is preferably in the range of 8 ⁇ m to 35 ⁇ m, and is in the range of 15 ⁇ m to 30 ⁇ m. preferable.
- the thickness of the aluminum plating layer represents the average thickness in the central region of the steel sheet.
- the aluminum plating layer prevents corrosion of the steel plate. Further, when the steel plate is processed by hot stamping, the aluminum plating layer prevents generation of scale (iron compound) due to surface oxidation even when heated to a high temperature. Further, the aluminum plating layer has a higher boiling point and a higher melting point than plating coating of an organic material and plating coating of another metal material (for example, a zinc material). Therefore, since the coating does not evaporate when molding by hot stamping, the surface protection effect is high.
- the aluminum plating layer can be alloyed with iron (Fe) in the steel sheet by heating during hot dipping and hot stamping. Therefore, the aluminum plating layer is not always formed of a single layer having a constant composition, and includes a partially alloyed layer (alloy layer).
- the intermetallic compound layer is a layer formed at the boundary between the base material steel plate and the aluminum plating layer when aluminum plating is applied to the base material steel plate. Specifically, the intermetallic compound layer is formed by the reaction of iron (Fe) of the base steel plate and a metal containing aluminum (Al) in a molten metal bath containing aluminum as a main component.
- the intermetallic compound layer is mainly composed of a plurality of compounds represented by Fe x Al y (x and y represent 1 or more). If the aluminum plating layer containing Si (silicon) is, Fe x Al y and Fe x Al y Si z (x , y, z is 1 or more) is formed by a plurality of kinds of compounds represented by.
- the thickness of the intermetallic compound layer in the region other than the end portion of the steel sheet is not particularly limited, but, for example, the average thickness is preferably in the range of 3 ⁇ m to 10 ⁇ m, and is in the range of 4 ⁇ m to 8 ⁇ m. Is preferred.
- the thickness of the intermetallic compound layer represents the average thickness in the central region of the steel sheet.
- the thickness of the intermetallic compound layer can be controlled by the temperature and immersion time of the molten metal bath mainly containing aluminum.
- the following methods are used to confirm the base steel plate, the intermetallic compound layer, and the aluminum plating layer, and to measure the thicknesses of the intermetallic compound layer and the aluminum plating layer.
- the cross section of the polished steel sheet is subjected to line analysis from the surface of the steel sheet to the base steel sheet by an electron probe microanalyzer (Electron Probe MicroAnalyzer: FE-EPMA) to measure aluminum concentration and iron concentration.
- the measurement conditions may include an accelerating voltage of 15 kV, a beam diameter of about 100 nm, an irradiation time of 1000 ms per point, a measurement pitch of 60 nm, and a measurement distance such that the thickness of the plating layer can be measured. It is about 80 ⁇ m.
- the plate thickness of the base material steel plate is preferably measured by an optical microscope.
- the region where the aluminum (Al) concentration is less than 2 mass% is determined as the base material steel sheet, and the region where the aluminum concentration is 2 mass% or more is determined as the intermetallic compound layer or the aluminum plating layer.
- the region where the iron (Fe) concentration exceeds 4 mass% is determined to be the intermetallic compound layer, and the region where the iron concentration is 4 mass% or less is determined to be the aluminum plating layer.
- the thickness of the intermetallic compound layer is the distance from the boundary of the base steel plate to the aluminum plating layer.
- the distance from the boundary of the intermetallic compound layer to the surface of the steel plate on which the aluminum plating layer is formed is the thickness of the aluminum plating layer.
- the sum of the thickness of the intermetallic compound layer and the thickness of the aluminum plating layer is the thickness of the aluminum coating layer.
- the thickness of the aluminum plating layer and the thickness of the intermetallic compound layer are measured as follows by performing a line analysis from the surface of the steel sheet to the surface of the base steel sheet (boundary between the base steel sheet and the intermetallic compound layer). For the thickness of the aluminum plating layer, the thickness from the surface of the steel sheet having the aluminum plating layer to the intermetallic compound layer is determined at arbitrary 5 positions according to the above-mentioned criteria. Then, the average value of the obtained values is set as the thickness of the aluminum plating layer.
- the thickness of the intermetallic compound layer is the thickness from the boundary between the intermetallic compound layer and the aluminum plating layer to the boundary between the intermetallic compound layer and the base metal plate according to the above-mentioned criteria, at any five positions. Ask. Then, the average value of the obtained values is used as the thickness of the intermetallic compound layer.
- the steel sheet of the present disclosure has a removed portion in which at least a part of the aluminum coating layer is removed on at least a part of both surfaces of the end portion located around the steel sheet. Further, the aluminum coating layer has a remaining portion in a region closer to the center of the steel sheet than the removed portion.
- the removed portion is formed on both surfaces of the end portion where the steel sheet is scheduled to be welded.
- the removed portion is formed closer to the end surface of the steel sheet than the remaining portion. That is, the removed portion is formed in the range from the edge of the end surface of the steel sheet to the remaining portion at the end where welding is planned.
- the removal portion has the shortest removal width (hereinafter, may be simply referred to as “removal width W1”) on the outer surface side of the aluminum coating layer of the boundary when the boundary between the removal portion and the remaining portion is viewed from the cross section. Have parts.
- the base material steel sheet side of the boundary is provided with a portion having the longest removal width (hereinafter, may be simply referred to as "removal width W2”) on the base material steel sheet side.
- the removal width W1 is preferably 0.2 mm to 5.0 mm on average.
- the butt welding is laser welding, it is preferably 0.6 mm to 1.5 mm.
- the butt welding is plasma welding, it is preferably 1.0 mm to 4.0.
- the removal width W2 is preferably 0.3 mm to 5.1 mm on average.
- the butt welding is laser welding, it is preferably 0.7 mm to 1.6 mm.
- the butt welding is plasma welding, it is preferably 1.1 mm to 4.1.
- the removal depth D is preferably 15 ⁇ m to 200 ⁇ m in consideration of the static strength of the joint.
- the lower limit of the removal depth D may be 20 ⁇ m or more, or may be 25 ⁇ m or more.
- the upper limit of the removal depth D may be 150 ⁇ m or less, 120 ⁇ m or less, or 100 ⁇ m or less.
- the following methods can be mentioned.
- a steel plate having a removed portion adjacent to the weld metal portion is cut in the plate thickness direction, and the cut cross section is observed with a scanning electron microscope (SEM). Referring to FIG. 3, the distances corresponding to W1, W2, and D in FIG. 3 may be measured.
- the removal width W1 and the removal width W2 are average values obtained by observing the removed portion with an SEM and measuring the cross sections at arbitrary five locations.
- the method for measuring the width of the exposed portion is as follows. Cutting is performed so that the cross section of the steel sheet is exposed, embedded in resin, polished, and the cross section is enlarged by SEM. Then, with reference to an imaginary line extending from the end face of the steel plate in the direction along the plate thickness direction, the distance from this imaginary line to the edge of the surface of the aluminum plating layer is measured and set as the removal width W1. In addition, the distance from this virtual line to the portion having the longest removal width at the boundary between the removed portion and the remaining portion is measured and defined as the removed width W2.
- the remaining portion is a portion where the aluminum coating layer is not removed at the end portion where the steel sheet is scheduled to be welded, and is formed in a region closer to the center of the steel sheet than the removed portion.
- the area center of gravity of the remaining portion in the area is preferably less than 50% of the thickness of the aluminum coating layer. If the area center of gravity of the remaining portion in this region is less than 50% with respect to the thickness of the aluminum coating layer, the corrosion resistance after coating around the weld metal portion will be more excellent. It is preferable that the area center of gravity is smaller in order to improve the post-painting corrosion resistance around the weld metal portion. Therefore, the area center of gravity may be 45% or less, or 35% or less.
- the lower limit is not particularly limited, it is preferably 25% or more, for example, from the viewpoint of easily maintaining the shape of the remaining portion in this region.
- FIG. 4 is an enlarged schematic cross-sectional view showing an example of the end portion of the steel sheet, and shows the vicinity of the boundary between the removed portion and the remaining portion.
- the portion 100B having the shortest removal width at the boundary between the removed portion 22 and the remaining portion 26 is located at the edge of the aluminum coating layer outer surface side at the boundary between the removed portion 22 and the remaining portion 26.
- the portion 100D having the longest removal width is located at the edge of the base material steel plate side at the boundary between the removal portion 22 and the remaining portion 26.
- the area center of gravity y is obtained as follows. First, at the boundary between the removed portion 22 and the remaining portion 26, a virtual line extending in the direction along the plate thickness direction is drawn from the portion 100D having the removed width W2 (the longest removed width). The distance in the vertical direction from this virtual line to the portion 100B having the shortest removal width W1 (shortest removal width) at the boundary between the removed portion 22 and the remaining portion 26 is a. Further, in this virtual line, from the boundary portion between the base material steel plate 12 and the aluminum coating layer 18 (that is, the boundary portion between the base material steel plate 12 and the intermetallic compound layer 16), the boundary between the removed portion 22 and the remaining portion 26. Let b be the vertical distance to. Further, the total thickness of the aluminum coating layer 18 is h.
- a is preferably 150 ⁇ m or less, and 100 ⁇ m or less. From the same point, b is preferably 80 ⁇ m or less, and 40 ⁇ m or less.
- the cross-sectional shape of the boundary between the removed portion and the remaining portion is a shape other than a trapezoidal shape such as non-linear or zigzag, it is difficult to calculate the geometrical center of gravity of the cross section. Therefore, when the cross-sectional shape of the boundary between the removed portion and the remaining portion is such a shape, the area centroid y may be calculated by image processing from the cross-section observation photograph.
- the thickness h of the aluminum coating layer may be measured by a cross-section observation photograph by SEM.
- the distance a and the distance b may be measured by a cross-section observation photograph by SEM.
- a removed portion in which at least the aluminum coating layer has been removed is formed at the end of the planned welding portion.
- the removal width W1 specifically, in the range of the end surface side of the steel plate rather than the top of the protruding portion provided on the outer surface side of the aluminum coating layer in the removed portion
- the removed portion may be removed so as to have an exposed portion where the base steel plate is exposed.
- the outer surface of the removed portion that faces the plate thickness direction may be inclined with respect to the surface direction of the base steel plate in the central region of the steel plate. Further, it may be a direction along a direction parallel to the surface of the base material steel plate in the region on the center side of the steel plate.
- the outer surface facing the thickness direction of the removed portion within the removal width W1 is excellent in corrosion resistance after coating around the weld metal portion, and is a direction parallel to the surface of the base steel sheet at the center of the steel sheet. Be good.
- the removal width W2 exists at the edge of the boundary on the base material steel plate side (for example, the position of 100D shown in FIGS. 1 and 2) from the viewpoint that the corrosion resistance after coating around the weld metal portion is excellent. ..
- the angle formed by the following imaginary line A and the following imaginary line B, and the angle on the remaining portion side may be in the following range. This angle may exceed 90°. Further, specifically, this angle may be in the range of 100° to 150°.
- the preferred lower limit is preferably 120° or more, and 125° or more.
- the preferable upper limit is preferably 135° or less, and 140° or less.
- this angle is an angle formed by the surface of the base material steel plate 12 and the boundary between the removed portion 22 and the remaining portion 26, and represents the angle formed on the remaining portion 26 side.
- Virtual line A Virtual line in the direction along the surface of the base material steel plate in the remaining portion.
- Virtual line B the portion having the shortest removal width on the outer surface side of the aluminum coating layer at the boundary between the removed portion and the remaining portion (of the protruding portion that is provided on the outer surface side of the aluminum coating layer at the boundary and protrudes toward the end surface side of the steel plate)
- the part that protrudes most toward the end surface side of the steel plate) and the part that has the longest removal width on the base material steel plate side of the boundary on the outer surface side of the aluminum coating layer (virtual line that extends the end surface of the steel plate in the plate thickness direction).
- the outermost part of the aluminum coating layer shall be adopted as the shortest removal width.
- the portion having the longest removal width of the above-mentioned boundary has, for example, a plurality of locations or is a continuous location
- the portion on the outermost side in the plate thickness direction is adopted as the longest removal width. It shall be.
- the removal width W1 within the range of the removal width W1, at least a part of the aluminum coating layer remains in the removed portion within a range where the weld metal portion does not break when the tailored blank material and the hot stamped product are formed. There may be cases. As the range in which at least a part of the aluminum coating layer is allowed to remain, specifically, the following relationship is preferably satisfied.
- the ratio of the cross-sectional area Sp to the cross-sectional area Sb (Sp /Sb) may be in the range of 3.5% or less.
- the ratio of Sp/Sb is preferably small, and may be 2.0% or less, or 1.0% or less.
- the cross-sectional area Sb of half the thickness of the base steel sheet and the cross-sectional area Sp of the aluminum coating layer remaining within the range of the removal width W1 may be measured by a cross-sectional observation photograph by SEM.
- the intermetallic compound layer 16 remains in the removed portion 22.
- the intermetallic compound layer 16 may remain in the removed portion 22.
- the ratio (Sp/Sb) of the area Sp is 2.5%.
- the removed portion 22 includes an exposed portion where the base material steel sheet is exposed and a remaining portion where at least a part of the aluminum coating layer 18 remains. 24 and 24.
- the residual portion 24 is provided in a region in contact with the edge of the end surface 100A of the steel plate.
- the ratio of the cross sectional area Sp to the above cross sectional area Sb (Sp If /Sb) is 3.5% or less, it may have an exposed portion and a residual portion.
- the residual portion 24 and the residual portion 26 may be provided so as to be separated with the exposed portion interposed therebetween.
- sagging may occur due to a cutting means such as a shear.
- the thickness of the steel sheet gradually decreases toward the edge of the steel sheet. Therefore, when the sagging-occurring steel plate is removed, for example, at the end of the steel plate by removing the intermetallic compound layer and the aluminum plating layer by cutting or the like, at least the intermetallic compound layer remains in the sagging portion. There is something to do. At least the portion where the intermetallic compound layer remains is the remaining portion.
- the “removed portion from which at least a part of the aluminum coating layer has been removed” means that the ratio (Sp/Sb) of the cross-sectional area Sp to the cross-sectional area Sb is 3.5% or less.
- the following forms are included in the concept. (1) A form having only an exposed portion where the base material steel plate is exposed, in which at least a part of the base material steel plate is removed (see, for example, FIG. 1 ). Alternatively, the base material steel sheet is not removed although it has an exposed portion (see, for example, FIG. 2 ). (2) A form in which at least a part of the aluminum coating layer has a residual portion and the base material steel sheet is not exposed (for example, refer to FIG. 5 ). (3) A form having both the exposed portion and the residual portion (for example, see FIG. 6).
- One example of a preferred method for manufacturing a steel sheet according to the present disclosure has a step of forming a removed portion.
- the formation of the removed portion is not particularly limited and may be either laser processing or mechanical processing.
- a more preferable example of the manufacturing method includes a step of forming the removed portion by machining.
- an example of a preferable method for removing at least a part of both surfaces of the end portion located around the steel sheet will be described for the removing portion.
- a description will be given of a mode in which the removed portion has only an exposed portion where the base material steel plate is exposed.
- At least a part of the end portion located around the steel plate has a step of removing the aluminum coating layers formed on both sides of the base steel plate by cutting or grinding to form an exposed portion where the base steel plate is exposed. May be used (formation method A).
- the forming method A is, for example, a method of forming an exposed portion on the end portion of the steel sheet as follows. First, as a steel plate before forming a tailored blank material, a steel plate cut into a desired size is prepared. Next, the aluminum coating layer formed on both sides of the base steel sheet is removed by cutting or grinding at least a part of both sides of the end of the steel sheet after cutting. Then, an exposed portion is formed at the end of the steel sheet.
- the method of removing by cutting or grinding is not particularly limited.
- the cutting or grinding include a method of performing machining with a grindstone, a cutting tool, a slicing machine, an end mill, a metal saw, or the like. Further, these methods may be combined to remove the aluminum coating layer to form an exposed portion where the base steel sheet is exposed. The tools used in these machining processes may be selected so that the boundary between the removed portion and the remaining portion has a desired concave shape.
- the exposed portion is formed by laser processing such as laser gouging
- heat is applied depending on heat input, and the base material steel plate of the portion where the exposed portion is formed is caused by water vapor in the atmosphere. May contain hydrogen.
- martensite occurs in the metal structure of the base material steel sheet in this portion. This may cause delayed fracture at the end surface of the steel sheet before welding.
- the exposed portion is formed by machining, the temperature rise of the base material steel sheet in the portion where the exposed portion is formed is suppressed and martensite does not occur.
- the exposed portion is formed by mechanical processing, there is no need to take measures for shielding the laser light when performing laser processing such as laser gouging, which is advantageous in terms of cost and the like.
- laser processing such as laser gouging
- the heat of the laser processing heats the aluminum coating layer. Therefore, the aluminum coating layer is likely to be melted by the heat of laser processing, and it may be difficult to control the shape of the boundary to be a concave shape by inclining to the remaining portion side.
- the order of forming the exposed portion on the end portion is not limited to the above-mentioned forming method A.
- examples of other preferable methods of forming the exposed portion on at least a part of both surfaces of the end portion located around the steel plate include the following method.
- the aluminum plating layer and the intermetallic compound layer formed on both surfaces of the base material steel plate were removed by cutting or grinding in at least a part of the areas of both surfaces other than the end portions of the steel plate to expose the base material steel plate.
- a step of forming an exposed part, and cutting the steel plate so that the exposed part of the base material steel plate has at the end part of the steel plate, and the exposed part where the base material steel plate is exposed on at least a part of both surfaces of the end part of the steel plate. May be included (formation method B).
- the forming method B is, for example, specifically as follows. First, punching is performed to prepare a steel plate cut into a desired size. Next, with respect to the cut steel plate, the aluminum coating layer formed on the base steel plate is removed by cutting or grinding to form an exposed portion exposing the base steel plate. The exposed portion is formed in a region other than the end portion of the steel plate so as to extend in one direction, for example. Then, in the steel sheet after cutting, the exposed portion of the base material steel sheet is cut so that the exposed portion is along the edge of the end surface of the steel sheet.
- the steel plate obtained by cutting is a steel plate before forming a tailored blank material.
- the removal width (removal width before cutting) when the boundary between the removed portion and the remaining portion is viewed from the cross section is as follows. It should be in the range.
- the removal width of the portion with the shortest removal width is preferably 0.4 mm to 10.0 mm, and more preferably 1.2 mm to 8.0 mm.
- the removal width of the portion where the removal width is the longest is preferably 0.6 mm to 10.2 mm, and more preferably 1.4 mm to 8.2 mm.
- the exposed portion may be cut at a position near the center line of the exposed portion so as to have a desired width.
- the removal width of the portion where the removal width is the shortest is the width of the molten region (welded metal portion) after butt welding the steel sheets. It is better to be 10% to 50% larger than half.
- the removal width of the portion where the removal width is the shortest is the melting area after welding the steel sheets (welding It is preferably 10% to 50% larger than half the width of the metal part).
- the tailored blank material is a welding member having at least one steel plate of the present disclosure and butt-welding at least two steel plates via the end portion having the removed portion of the steel plate of the present disclosure.
- the two steel plates may be welded with their end faces abutting against each other, or the three steel plates may be welded with their end faces abutting against each other.
- the tailored blank material may be a welded member in which the end surface of the end portion of the steel sheet of the present disclosure having the removed portion and the end surface of the end portion of the portion to be welded of another steel sheet are butt-welded.
- the tailored blank material may be welded, for example, in a state where the end surfaces of the two steel plates of the present disclosure having the removed portions are abutted with each other, and the tailed blank materials may have the end portions of the three steel plates of the present disclosure having the removed portions.
- the welding may be performed with the end faces of the parts abutting each other.
- the tailored blank material includes a steel plate including at least one steel plate according to the present disclosure, the steel plates in which the ends of at least two steel plates are arranged to face each other, and the weld metal part that joins the ends of the at least two steel plates.
- a weld metal portion provided adjacent to the removed portion of the steel sheet of the present disclosure.
- the removal portion is provided on both surfaces of the two steel plates joined by the weld metal portion, which are located around the weld metal portion.
- Two or more steel plates for obtaining the tailored blank material may be used in combination depending on the purpose.
- steel plates of the same strength class may be used, or steel plates of different strength classes may be used.
- steel plates having the same steel plate thickness may be used, or steel plates having different steel plate thicknesses may be used.
- the two or more steel plates for obtaining the tailored blank material may have the same removal width W1 and removal width W2 of the removal portions formed at the end portions of the steel plates, or may have different removal plates.
- the shapes of the boundary between the removed portion and the remaining portion of the steel sheet may be the same or different.
- the steel plates may be the same or different from each other in the aspect of the removed portion of the steel plate.
- the removed portion of the steel sheet there is a combination of an aspect in which the removed portion has an exposed portion and a residual portion and an aspect in which the removed portion has only the exposed portion.
- the welding method for butt welding is not particularly limited, and examples thereof include laser welding (laser beam welding), arc welding, and electron beam welding.
- Examples of the arc welding include plasma welding, TIG (Tungsten Inert Gas) welding, MIG (Metal Inert Gas) welding, MAG (Metal Active Gas) welding, and the like, and preferable arc welding includes plasma welding. ..
- the welding conditions may be selected according to the intended conditions such as the thickness of the steel plate used. Moreover, you may weld, supplying a filler wire as needed.
- the tailored blank material is butt-welded with the end faces of the ends having the removed portion butted. Therefore, the weld metal portion has a small amount of aluminum mixed due to the intermetallic compound layer and the aluminum plating layer. Further, since the removed portion where the intermetallic compound layer does not exist is adjacent to the weld metal portion, the decrease in tensile strength (static strength) of the joint is suppressed.
- the hot stamp molded product is a molded product obtained by hot stamping a butt welding member (tailored blank material) having at least one steel plate of the present disclosure. That is, a hot stamped product obtained by hot stamping includes at least one steel plate of the present disclosure, a steel plate in which at least two steel plate ends are arranged to face each other, and at least two steel plate ends. A weld metal part for joining the parts, the weld metal part being provided adjacent to the removed part of the steel sheet of the present disclosure. For example, specifically, the removal portion is provided on both surfaces of the two steel plates joined by the weld metal portion, which are located around the weld metal portion.
- a hot stamped product is a welded member obtained by butt-welding at least two steel plates according to the present disclosure through an end portion having a removed portion in terms of static strength of a joint and corrosion resistance after coating around a weld metal portion. It is preferably a molded product obtained by hot stamping.
- the hot stamp molded product can be manufactured as follows. First, the tailored blank material is heated to a high temperature to soften the tailored blank material. Then, the softened tailored blank material is molded and cooled by hot stamping using a mold, and is quenched to obtain a hot stamp molded product having a desired shape. The hot stamp molded product is quenched by heating and cooling to obtain a molded product having a high tensile strength of, for example, about 1500 MPa or more.
- heating method for hot stamping it is possible to employ heating methods such as infrared heating, electric heating, and induction heating in addition to ordinary electric furnaces and radiant tube furnaces.
- Hot stamped products are made by converting the aluminum plating layer of the steel sheet into an intermetallic compound that provides protection against oxidation of the steel sheet when heated.
- the aluminum plating layer contains silicon (Si) as an example
- interdiffusion with Fe causes the Al phase to change into an intermetallic compound, that is, an Al—Fe alloy phase. , Al-Fe-Si alloy phase.
- the melting points of the Al-Fe alloy phase and the Al-Fe-Si alloy phase are high and are 1000°C or higher.
- There are a plurality of types of Al-Fe alloy phase and Al-Fe-Si alloy phase and when heated at high temperature or for a long time, the alloy phase changes to have a higher Fe concentration.
- the maximum temperature that can be reached when hot stamping is not particularly limited, but for example, 850°C to 1000°C is preferable.
- the highest temperature to be reached is usually 900° C. to 950° C. in many cases because it is heated in the austenite region.
- hot stamping With hot stamping, a tailored blank material heated to a high temperature is press-molded with a mold cooled by water cooling or the like, and at the same time, it is quenched by cooling with the mold. Further, if necessary, water may be directly cooled by spraying water onto the blank material through the gap between the molds. Then, a hot stamp molded product having a desired shape is obtained.
- the hot stamp molded product may be used as it is as a part, or may be used after subjecting the welded portion to descaling treatment such as shot blasting, brushing and laser cleaning.
- the metal structure of the base steel sheet becomes at least a part, preferably the entire austenite single phase structure. After that, when it is press-molded with a mold, it is cooled under a target cooling condition to transform austenite into at least one of martensite and bainite.
- the metal structure of the base steel sheet is either martensite, bainite, or martensite-bainite.
- a steel sheet is obtained by forming aluminum coating layers on both sides of a base steel sheet. At this time, an aluminum plating layer is formed on the base material steel plate, and an intermetallic compound layer is formed between the base material steel plate and the aluminum plating layer.
- the aluminum coating layer is removed on at least a part of both surfaces of the end portion located around the steel sheet to form an exposed portion of the base steel sheet, thereby obtaining the steel sheet of the present disclosure.
- the exposed portion formed at the end of the steel plate may be formed in a state in which the steel plate is coiled and then the coiled steel plate is pulled out.
- a punching process is performed so that the exposed portion is at the end of the steel sheet to obtain a punched member.
- the exposed portion formed at the end of the steel plate may be formed after the steel plate wound in a coil shape is drawn out and the drawn steel plate is punched to form a punching member.
- an exposed portion may be formed at the end of the punching member. Further, for example, after forming an exposed region so as to extend in one direction at a portion other than the end portion of the punching member, the exposed region of the punching member is cut so that the exposed portion is formed at the end portion of the steel plate. May be.
- At least one punching member in which an exposed portion is formed at the end of the steel plate is prepared.
- one punching member having an exposed portion may be prepared, or two punching members may be prepared.
- butt welding is performed in a state where the ends of the punching members are butted to obtain a tailored blank material. Specifically, when two punching members having exposed portions are prepared, butt welding is performed in a state where the end portions having the exposed portions are butted to obtain a tailored blank material.
- the tailored blank material is heated in a heating furnace.
- the heated tailored blank material is pressed by a pair of upper and lower molds to be molded and quenched. Then, by removing from the mold, the desired hot stamp molded product can be obtained.
- Hot stamped products are useful, for example, in various automotive parts such as automobile bodies, as well as in various industrial machine parts.
- the steel pipe is welded through the end portion of the open pipe made of the steel plate of the present disclosure. That is, the steel pipe is a steel pipe obtained by welding the steel plate of the present disclosure as an open pipe, and welding the end surfaces having the removed portion in a state where the end surfaces are abutted against each other. That is, the steel pipe has at least one weld metal part (that is, a weld metal part that joins the ends of the open pipe of the steel plate), and is removed on both surfaces of the tubular body of the steel plate of the present disclosure adjacent to the weld metal part. Parts.
- Examples of the steel pipe include those obtained as follows. 1) Prepare one steel plate having a first removing portion provided at the first end and a second removing portion provided at the second end. This one steel plate is formed into a tubular shape to form an open tube. After that, the obtained open pipe may be a steel pipe obtained by welding the end surface of the end portion including the first removal portion and the end surface of the end portion including the second removal portion in a butt-joined state. 2) Prepare two or more steel plates provided with the first removal portion at the first end and the second removal portion at the second end. When the number of the steel plates is two, the end surface of the end portion of the first steel plate having the first removal portion and the end surface of the second steel sheet at the end portion including the second removal portion are abutted with each other.
- this tailored blank material is formed into a tubular shape to form an open tube.
- the end surface of the end portion of the first steel plate portion including the second removed portion which is not welded, and the second steel plate including the first removed portion which is not welded It may be a steel pipe obtained by welding in a state where the end faces of the portions are butted against each other.
- the two or more steel plates forming the tailored blank material for forming the steel pipe are not limited to the above, and may be used in combination according to the purpose.
- Examples of the combination of two or more steel plates include the same combinations as the steel plates described in the steel plate for forming the above-mentioned tailored blank material.
- the method of forming into a tubular shape is not particularly limited, but any method such as the UOE method and the bending roll method may be used.
- the welding after forming into a tubular shape is not particularly limited, and examples thereof include laser welding; plasma welding; electric resistance welding in which electric resistance welding or high frequency induction heating welding is used.
- a hollow quench-hardened product (hereinafter, may be referred to as “hollow hot stamping product”) is a steel plate of the present disclosure, or a steel pipe formed from a tailored blank material obtained by butt welding the steel plate of the present disclosure.
- a hollow molded product obtained by quenching That is, the hollow quench-hardened product obtained by hot stamping a steel pipe has at least one weld metal part (that is, a weld metal part that joins the ends of the steel plate) and is adjacent to the weld metal part.
- the hollow molded body made of the steel sheet according to the present disclosure has removal parts on both sides.
- the hollow quenched molded product is obtained, for example, as follows.
- a steel pipe obtained by using the steel sheet of the present disclosure is formed by a bender.
- heating is performed by a heating furnace, electric heating, or high frequency induction heating. Since it is necessary to heat the steel pipe in the austenite region, it is preferable to set the temperature to, for example, 850° C. to 1000° C., and it is preferable to set the temperature to about 900° C. to 950° C.
- the heated steel pipe is cooled by water cooling or the like and quenched.
- the molding and the quenching may be performed at the same time. This is called three-dimensional hot bending quenching (3DQ).
- the steel pipe is heated, deformed by applying a load, and immediately thereafter quenched by cooling with water or the like.
- the intended hollow quenching molded product can be obtained.
- the hollow-quenched molded product may be used as it is as a part.
- the welded portion may be subjected to descaling treatment (for example, shot blasting, brushing, laser cleaning, etc.) before use.
- the use of the hollow-quenched molded product of the present disclosure is not particularly limited, but examples thereof include various automobile members such as automobile bodies and various members of industrial machines.
- vehicle member include various parts such as various pillars; reinforcements such as stabilizers, door beams, roof rails and bumpers; frames; arms.
- Example> As the following test material, a steel plate having a strength class after hot stamping of 1470 MPa class, a quadrangle of 15 cm on each side, and a plate thickness of 1.6 mm was used.
- Specimen 1 Specimen 1 having a coating weight per surface of 80 g/m 2 was prepared.
- the aluminum plating layer of the sample material 1 has a thickness of 28 ⁇ m, and the intermetallic compound layer has a thickness of 4 ⁇ m.
- the chemical composition of the base material steel sheet of Test Material 1 is as shown in Table 1.
- Test pieces 2 Plating basis weight per one side was prepared test pieces 2 is 60 g / m 2.
- the aluminum plating layer of the sample material 2 has a thickness of 22 ⁇ m, and the intermetallic compound layer has a thickness of 4 ⁇ m.
- the chemical composition of the base material steel plate of the sample material 2 is the same as that of the sample material 1.
- the aluminum coating layer was cut and removed with an end mill on only one of the four sides for a total length of 15 cm.
- a reverse taper type cemented carbide cutter was used as the tool of the end mill.
- the blade diameter is ⁇ 5 mm and the blade length is 1 mm.
- the removal depth was adjusted within the range of 26 ⁇ m to 60 ⁇ m.
- the removal width is the removal width (removal width W1 in Table 2) of the boundary of the aluminum coating layer outer surface side and the boundary of the aluminum coating layer outer surface side when the boundary between the removed portion and the remaining portion is viewed from the cross section.
- the removal width on the base steel plate side (removal width W2 in Table 2) was adjusted to be the value shown in Table 2.
- the shape of the one-sided portion when the boundary between the removed portion and the remaining portion was viewed from the cross section was the shape shown in FIGS. 7 to 13.
- Table 2 shows the prepared steel sheets.
- No. No. 5 is the sample material 2, Sample materials 1 other than 5 were used.
- the a (distance a), b (distance b), and h (thickness h of the aluminum coating layer) of the remaining portions in Table 2 were measured by SEM observation, and the area gravity center y was obtained.
- Electrodeposition coating was performed and a post-coating corrosion resistance test was performed.
- the chemical conversion treatment was performed with a chemical conversion treatment liquid PB-SX35T manufactured by Nippon Parkerizing Co., Ltd.
- a cationic electrodeposition coating Powernics 110 manufactured by Nippon Paint Co., Ltd. was used, and the electrodeposition coating was performed with a target electrodeposition film thickness of about 15 ⁇ m. After washing with water, it was heated at 170° C. for 20 minutes and baked to prepare a test plate.
- test plate The size of the test plate was 65 mm long and 100 mm wide (there is a welded portion at the center of the width). Using this test plate, the corrosion resistance after painting was evaluated by using the automobile part appearance corrosion test JASO M610-92 in the corrosion state after 360 cycles (120 days).
- the boundary between the removed part and the remaining part is slanted, the edge of the boundary on the aluminum coating layer side is located on the center side of the steel plate, and the edge of the boundary on the base steel plate side is located on the end face side of the steel plate. There is.
- the removal width (W1) on the surface side of the aluminum coating layer is larger than the removal width (W2) on the base material steel plate side (W1>W2).
- the removed portion has an exposed portion where a part of the base material steel plate is removed and the base material steel plate is exposed.
- the boundary between the removed portion and the remaining portion has a protruding portion in which the outer edge of the aluminum coating layer is most protruded toward the end surface of the steel sheet.
- the apex of the protruding portion is the portion having the shortest removal width (W1).
- the edge on the steel plate side of the base material has a recessed portion most recessed on the center side of the steel plate.
- the bottom of the recess is the portion having the longest removal width (W2). W1 is smaller than W2 (W1 ⁇ W2).
- E See FIG.
- the removed portion has an exposed portion where the intermetallic compound layer is removed and the base material steel sheet is exposed.
- the boundary between the removed portion and the remaining portion has a protruding portion in which the outer edge of the aluminum coating layer is most protruded toward the end surface of the steel sheet.
- the apex of the protruding portion is the portion having the shortest removal width (W1).
- the central portion of the boundary between the removed portion and the remaining portion is the aluminum plating layer portion, and has the most recessed recessed portion on the center side of the steel sheet.
- the bottom of the recess is the portion having the longest removal width (W2).
- a step is formed on the base material steel plate side with respect to the portion having the removed width W2.
- W1 is smaller than W2 (W1 ⁇ W2).
- "F” See FIG.
- the removed portion has an exposed portion where a part of the base material steel plate is removed and the base material steel plate is exposed.
- the boundary between the removed portion and the remaining portion has a protruding portion in which the edge on the surface side of the aluminum coating layer protrudes most toward the end surface of the steel sheet.
- the apex of the protruding portion is the portion having the shortest removal width (W1).
- the edge on the steel plate side of the base material has a recessed portion most recessed on the center side of the steel plate.
- the bottom of the recess is the portion having the longest removal width (W2).
- W2 is shorter than W2 of the removal unit type “D”.
- W1 is smaller than W2 (W1 ⁇ W2).
- "G” See FIG.
- the removed portion has an exposed portion where a part of the base material steel plate is removed and the base material steel plate is exposed.
- the boundary between the removed portion and the remaining portion has a protruding portion in which the edge on the surface side of the aluminum coating layer protrudes most toward the end surface of the steel sheet.
- the apex of the protruding portion is the portion having the shortest removal width (W1).
- the central portion of the boundary between the removed portion and the remaining portion is the aluminum plating layer portion, and has the most recessed recessed portion on the center side of the steel sheet.
- the bottom of the recess is the portion having the longest removal width (W2).
- the boundary between the removed portion and the remaining portion is inclined toward the end face side of the steel sheet on the base material steel sheet side with respect to the portion having the longest removal width.
- W1 is smaller than W2 (W1 ⁇ W2).
- the removed portion has an exposed portion where a part of the base material steel plate is removed and the base material steel plate is exposed.
- the boundary between the removed portion and the remaining portion has a protruding portion in which the periphery of the edge on the surface side of the aluminum coating layer protrudes toward the end surface of the steel sheet.
- the protruding portion is formed continuously in the plate thickness direction.
- the protruding portion has a portion having the shortest removal width (W1).
- the aluminum plating layer, the intermetallic compound layer, and the base material steel plate have a recessed portion that is recessed toward the center side of the steel plate in the range.
- the recessed portion is formed continuously in the plate thickness direction.
- the recessed portion has a portion having the longest removal width (W2). W1 is smaller than W2 (W1 ⁇ W2).
- the steel plate and steel pipe which are excellent in the static strength of a joint, and can obtain the butt-welding member excellent in corrosion resistance after coating around the weld metal part even after coating around the weld metal part. Can be provided.
Abstract
この鋼板は、母材鋼板と、前記母材鋼板の両面に設けられたアルミニウムコーティング層と、を有し、周囲に位置する端部の両面の少なくとも一部に、前記アルミニウムコーティング層の少なくとも一部が除去された除去部、および前記除去部よりも鋼板の中央側の領域に、前記アルミニウムコーティング層が残存している残存部が形成され、前記除去部と前記残存部との境界を断面から見たとき、前記境界のアルミニウムコーティング層外面側に、最も短い除去幅となる部分を有し、前記境界のアルミニウムコーティング層外面側よりも母材鋼板側に、最も長い除去幅となる部分を有する。
Description
本開示は、鋼板、突合せ溶接部材、熱間プレス成形品、鋼管、中空状焼入れ成形品、および鋼板の製造方法に関するものである。
近年、地球環境保護の視点からCO2ガス排出量削減のために、自動車分野では、自動車車体の軽量化が喫緊の課題である。それに対して高強度鋼板を適用する検討が積極的に行われており、その鋼板の強度も益々高まっている。
自動車用部材を成形する技術の一つとして、熱間プレス成形(以下、「ホットスタンプ」と称する場合がある。)が注目されている。ホットスタンプは、鋼板を高温に加熱し、Ar3変態温度以上の温度域でプレス成形し、金型による抜熱で急速に冷却し、プレス圧が掛かった状態で成形と同時に変態を起こさせる。それによって、高強度でかつ形状凍結性の優れたプレス成形品(以下、「ホットスタンプ成形品」と称する場合がある。)を製造することができる技術である。
また、自動車用部材のプレス成形品の歩留まり、および機能性を向上させるために、少なくとも2枚の鋼板の端面を突合せて、レーザ溶接、プラズマ溶接などによって接合した突合せ溶接部材(以下、「テーラードブランク材」と称する場合がある。)が、プレス用素材として適用されている。テーラードブランク材は、目的に応じて、複数の鋼板を接合するため、一つの部品の中で板厚および強度を自由に変化させることができるようになる。その結果、テーラードブランク材は、自動車用部材の機能性の向上および自動車用部材の点数削減が可能となる。また、テーラードブランク材を用いてホットスタンプすることで、板厚、強度等を自由に変化させた高強度のプレス成形品を製造することができる。
テーラードブランク材をプレス用素材として用い、ホットスタンプにより自動車用部材を成形する場合、テーラードブランク材は、例えば、800℃~1000℃の温度域に加熱される。このため、ホットスタンプ用のテーラードブランク材には、めっき沸点が高いAl-Si等のアルミニウムめっきがなされた鋼板が使用されることが多い。
これまで、テーラードブランク材を形成するための鋼板として、例えば、めっき層を有する鋼板が、種々検討されてきた(例えば、特許文献1~7を参照)。
しかしながら、従来の鋼板では、継手の静的強度と溶接部の塗装後耐食性の両者の特性を十分に満足するものではなく、さらなる改善の余地があった。
本開示の課題は、継手の静的強度に優れ、かつ、溶接部に塗装した後であっても、溶接金属部の周囲の塗装後耐食性に優れる突合せ溶接部材が得られる鋼板および鋼管を提供するものである。
上記課題を解決するための手段には、以下の態様が含まれる。
<1> 母材鋼板と、
前記母材鋼板の両面に設けられたアルミニウムコーティング層と、
を有し、
周囲に位置する端部の両面の少なくとも一部に、前記アルミニウムコーティング層の少なくとも一部が除去された除去部、および前記除去部よりも鋼板の中央側の領域に、前記アルミニウムコーティング層が残存している残存部が形成され、
前記除去部と前記残存部との境界を断面から見たとき、前記境界のアルミニウムコーティング層外面側に、最も短い除去幅となる部分を有し、前記境界のアルミニウムコーティング層外面側よりも母材鋼板側に、最も長い除去幅となる部分を有する鋼板。
<2> 前記残存部のうち、前記境界の最も長い除去幅となる部分から板厚方向に沿う方向に延びる仮想線よりも鋼板の端面側の領域における残存部であって、面積重心が、前記アルミニウムコーティング層の厚みの50%未満である残存部を有する<1>に記載の鋼板。
<3> 前記除去部が、前記母材鋼板が露出している露出部分を有する<1>又は<2>に記載の鋼板。
<4> 前記母材鋼板が、質量%で、C:0.02%~0.58%、Mn:0.20%~3.00%、Al:0.005%~1.00%、Ti:0%~0.20%、Nb:0%~0.20%、V:0%~1.0%、W:0%~1.0%、Cr:0%~1.0%、Mo:0%~1.0%、Cu:0%~1.0%、Ni:0%~1.0%、B:0%~0.0100%、Mg:0%~0.05%、Ca:0%~0.05%、REM:0%~0.05%、Bi:0%~0.05%、Si:0%~2.00%、P:0.03%以下、S:0.010%以下、N:0.010%以下、並びに、残部:Feおよび不純物からなる化学組成を有する<1>~<3>のいずれか1つに記載の鋼板。
<5> 前記アルミニウムコーティング層が、アルミニウムめっき層及び金属間化合物層を有し、前記アルミニウムめっき層の平均厚みが8μm~35μmであり、前記金属間化合物層の平均厚みが3μm~10μmである<1>~<4>のいずれか1つに記載の鋼板。
<6> <1>~<5>のいずれか1つに記載の鋼板を少なくとも1枚有し、前記鋼板の前記除去部を有する端部を介して、少なくとも2枚の鋼板を突合せ溶接した突合せ溶接部材。
<7> <6>に記載の突合せ溶接部材を熱間プレス成形した熱間プレス成形品。
<8> <1>~<5>のいずれか1つに記載の鋼板によるオープン管の端部を介して溶接した鋼管。
<9> <8>に記載の鋼管を焼入れした中空状焼入れ成形品。
<10> <1>~<5>のいずれか1つに記載の鋼板の製造方法であって、前記除去部を機械加工により形成する工程を有する鋼板の製造方法。
前記母材鋼板の両面に設けられたアルミニウムコーティング層と、
を有し、
周囲に位置する端部の両面の少なくとも一部に、前記アルミニウムコーティング層の少なくとも一部が除去された除去部、および前記除去部よりも鋼板の中央側の領域に、前記アルミニウムコーティング層が残存している残存部が形成され、
前記除去部と前記残存部との境界を断面から見たとき、前記境界のアルミニウムコーティング層外面側に、最も短い除去幅となる部分を有し、前記境界のアルミニウムコーティング層外面側よりも母材鋼板側に、最も長い除去幅となる部分を有する鋼板。
<2> 前記残存部のうち、前記境界の最も長い除去幅となる部分から板厚方向に沿う方向に延びる仮想線よりも鋼板の端面側の領域における残存部であって、面積重心が、前記アルミニウムコーティング層の厚みの50%未満である残存部を有する<1>に記載の鋼板。
<3> 前記除去部が、前記母材鋼板が露出している露出部分を有する<1>又は<2>に記載の鋼板。
<4> 前記母材鋼板が、質量%で、C:0.02%~0.58%、Mn:0.20%~3.00%、Al:0.005%~1.00%、Ti:0%~0.20%、Nb:0%~0.20%、V:0%~1.0%、W:0%~1.0%、Cr:0%~1.0%、Mo:0%~1.0%、Cu:0%~1.0%、Ni:0%~1.0%、B:0%~0.0100%、Mg:0%~0.05%、Ca:0%~0.05%、REM:0%~0.05%、Bi:0%~0.05%、Si:0%~2.00%、P:0.03%以下、S:0.010%以下、N:0.010%以下、並びに、残部:Feおよび不純物からなる化学組成を有する<1>~<3>のいずれか1つに記載の鋼板。
<5> 前記アルミニウムコーティング層が、アルミニウムめっき層及び金属間化合物層を有し、前記アルミニウムめっき層の平均厚みが8μm~35μmであり、前記金属間化合物層の平均厚みが3μm~10μmである<1>~<4>のいずれか1つに記載の鋼板。
<6> <1>~<5>のいずれか1つに記載の鋼板を少なくとも1枚有し、前記鋼板の前記除去部を有する端部を介して、少なくとも2枚の鋼板を突合せ溶接した突合せ溶接部材。
<7> <6>に記載の突合せ溶接部材を熱間プレス成形した熱間プレス成形品。
<8> <1>~<5>のいずれか1つに記載の鋼板によるオープン管の端部を介して溶接した鋼管。
<9> <8>に記載の鋼管を焼入れした中空状焼入れ成形品。
<10> <1>~<5>のいずれか1つに記載の鋼板の製造方法であって、前記除去部を機械加工により形成する工程を有する鋼板の製造方法。
本開示によれば、継手の静的強度に優れ、かつ、溶接金属部の周囲に塗装した後であっても、溶接金属部の周囲の塗装後耐食性に優れる突合せ溶接部材が得られる鋼板および鋼管が提供される。
以下、本開示の好ましい態様の一例について詳細に説明する。
なお、本明細書中において、「~」を用いて表される数値範囲は、「~」の前後に記載される数値を下限値及び上限値として含む範囲を意味する。
本明細書中において、成分(元素)の含有量について、例えば、C(炭素)の含有量の場合、「C量」と表記することがある。また、他の元素の含有量についても同様に表記することがある。
本明細書中において、「工程」との用語は、独立した工程だけではなく、他の工程と明確に区別できない場合であってもその工程の所期の目的が達成されれば、本用語に含まれる。
なお、本明細書中において、「~」を用いて表される数値範囲は、「~」の前後に記載される数値を下限値及び上限値として含む範囲を意味する。
本明細書中において、成分(元素)の含有量について、例えば、C(炭素)の含有量の場合、「C量」と表記することがある。また、他の元素の含有量についても同様に表記することがある。
本明細書中において、「工程」との用語は、独立した工程だけではなく、他の工程と明確に区別できない場合であってもその工程の所期の目的が達成されれば、本用語に含まれる。
本明細書中において、「アルミニウムコーティング層」との用語は、母材鋼板の両面に施したアルミニウムめっきの全体を表す。つまり、アルミニウムコーティング層は、アルミニウムめっき層と金属間化合物層との全体を表す。
本明細書中において、「金属間化合物層」との用語は、母材鋼板の両面に、アルミニウムめっきを施す際、母材鋼板とアルミニウムめっきとの間に形成される金属間化合物の層を表す。
本明細書中において、「アルミニウムめっき層」との用語は、母材鋼板上に施したアルミニウムめっきのうち、金属間化合物層を除く領域を表す。
本明細書中において、鋼板の「断面」との用語は、板厚方向に切断した断面を表す。
本明細書中において、「金属間化合物層」との用語は、母材鋼板の両面に、アルミニウムめっきを施す際、母材鋼板とアルミニウムめっきとの間に形成される金属間化合物の層を表す。
本明細書中において、「アルミニウムめっき層」との用語は、母材鋼板上に施したアルミニウムめっきのうち、金属間化合物層を除く領域を表す。
本明細書中において、鋼板の「断面」との用語は、板厚方向に切断した断面を表す。
<鋼板>
本開示の鋼板は、母材鋼板と、前記母材鋼板の両面に設けられたアルミニウムコーティング層と、を有する。
また、周囲に位置する端部の両面の少なくとも一部に、前記アルミニウムコーティング層の少なくとも一部が除去された除去部、および前記除去部よりも鋼板の中央側の領域に、前記アルミニウムコーティング層が残存している残存部が形成されている。
そして、前記除去部と前記残存部との境界を断面から見たとき、前記境界のアルミニウムコーティング層外面側に、最も短い除去幅となる部分を有し、前記境界のアルミニウムコーティング層外面側よりも母材鋼板側の一部に、最も長い除去幅となる部分を有する。
なお、鋼板の形状は特に限定されるものではない。
本開示の鋼板は、母材鋼板と、前記母材鋼板の両面に設けられたアルミニウムコーティング層と、を有する。
また、周囲に位置する端部の両面の少なくとも一部に、前記アルミニウムコーティング層の少なくとも一部が除去された除去部、および前記除去部よりも鋼板の中央側の領域に、前記アルミニウムコーティング層が残存している残存部が形成されている。
そして、前記除去部と前記残存部との境界を断面から見たとき、前記境界のアルミニウムコーティング層外面側に、最も短い除去幅となる部分を有し、前記境界のアルミニウムコーティング層外面側よりも母材鋼板側の一部に、最も長い除去幅となる部分を有する。
なお、鋼板の形状は特に限定されるものではない。
図1は、本開示の鋼板の端部の一例を示す概略断面図である。また、図2は、本開示の鋼板の端部の他の一例を示す概略断面図である。
図1および図2において、100は鋼板、12は母材鋼板、14はアルミニウムめっき層、16は金属間化合物層、18はアルミニウムコーティング層、22は除去部、26は残存部を示す。
また、100Aは鋼板の端面、100Bは除去部22と残存部26との境界における最も短い除去幅となる部分、100Dは除去部22と残存部26との境界における最も長い除去幅となる部分を示す。なお、図1および図2において、除去部22と残存部26との境界における最も短い除去幅となる部分100Bは、除去部22と残存部26との境界におけるアルミニウムコーティング層外面側の端縁に位置している。
図1および図2において、100は鋼板、12は母材鋼板、14はアルミニウムめっき層、16は金属間化合物層、18はアルミニウムコーティング層、22は除去部、26は残存部を示す。
また、100Aは鋼板の端面、100Bは除去部22と残存部26との境界における最も短い除去幅となる部分、100Dは除去部22と残存部26との境界における最も長い除去幅となる部分を示す。なお、図1および図2において、除去部22と残存部26との境界における最も短い除去幅となる部分100Bは、除去部22と残存部26との境界におけるアルミニウムコーティング層外面側の端縁に位置している。
図1に示すように、本開示の鋼板100は、母材鋼板12の両面にアルミニウムコーティング層18が形成されている。また、アルミニウムコーティング層18は、鋼板の両面に形成されたアルミニウムめっき層14、及び母材鋼板12とアルミニウムめっき層14との間に形成された金属間化合物層16を有している。
また、図1および図2に示すように、鋼板100の端部では、両面に、除去部22が形成され、除去部22よりも鋼板の中央側の領域に、残存部26が形成されている。
さらに、図1および図2に示すように、除去部22と残存部26との境界を断面から見たとき、除去部22と残存部26との境界は、除去部22と残存部26との境界における最も短い除去幅となる部分100Bが、鋼板の端面100A側に突き出している。また、この境界は、境界の最も短い除去幅となる部分100Bから、境界の最も長い除去幅となる部分100Dの方向に向かって延びている。そして、この境界の断面形状は、残存部26側に傾斜して凹形状を有している。具体的には、境界(つまり残存部26の端面)は、アルミニウムコーティング層の外面側に設けられ、鋼板の端面側に突き出した突き出し部(例えば、100Bを頂部とする突き出し部)と、突き出し部よりも母材鋼板側に設けられ、鋼板の中央側に凹む凹み部(例えば、100Dを底部とする凹み部)とを有している。つまり、除去部22と残存部26との境界は、境界のアルミニウムコーティング層外面側が、最も短い除去幅となる部分100Bを有し、境界のアルミニウムコーティング層外面側よりも母材鋼板側に、最も長い除去幅となる部分100Dを有するように形成されている。
さらに、図1および図2に示すように、除去部22と残存部26との境界を断面から見たとき、除去部22と残存部26との境界は、除去部22と残存部26との境界における最も短い除去幅となる部分100Bが、鋼板の端面100A側に突き出している。また、この境界は、境界の最も短い除去幅となる部分100Bから、境界の最も長い除去幅となる部分100Dの方向に向かって延びている。そして、この境界の断面形状は、残存部26側に傾斜して凹形状を有している。具体的には、境界(つまり残存部26の端面)は、アルミニウムコーティング層の外面側に設けられ、鋼板の端面側に突き出した突き出し部(例えば、100Bを頂部とする突き出し部)と、突き出し部よりも母材鋼板側に設けられ、鋼板の中央側に凹む凹み部(例えば、100Dを底部とする凹み部)とを有している。つまり、除去部22と残存部26との境界は、境界のアルミニウムコーティング層外面側が、最も短い除去幅となる部分100Bを有し、境界のアルミニウムコーティング層外面側よりも母材鋼板側に、最も長い除去幅となる部分100Dを有するように形成されている。
なお、本開示の鋼板は、図1に示すように、鋼板の端部の除去部22において、アルミニウムコーティング層18とともに、母材鋼板12の少なくとも一部が除去されていてもよい。また、図2に示すように、アルミニウムコーティング層18は除去されているが、母材鋼板12は除去されていなくてもよい。
図3は、本開示の鋼板の端部の一例を示す拡大概略断面図である。図3において、Dは、除去深さを表す。また、W1は、境界のアルミニウムコーティング層外面側の端縁での除去幅を、W2は、境界のアルミニウムコーティング層外面側の端縁よりも母材鋼板側での除去幅を、それぞれ表す。
なお、除去深さは、アルミニウムめっき層(アルミニウムコーティング層の表面)の外面側の表面を鋼板の端面の方向に延長させた仮想線から母材鋼板の表面までの垂直方向の深さを表す。
また、除去幅は、鋼板の端面を板厚方向に延長させた仮想線から除去部と残存部との境界までの垂直方向の長さを表す。
また、除去幅は、鋼板の端面を板厚方向に延長させた仮想線から除去部と残存部との境界までの垂直方向の長さを表す。
ここで、図3を参照すると、除去深さDは、アルミニウムコーティング層18の外面側(アルミニウムめっき層14の外面側)の表面を鋼板の端面100Aの方向に延長させた仮想線から母材鋼板の表面までの垂直方向の深さを表している。
また、図3に示すように、除去幅は、除去幅W1および除去幅W2を有している。
除去幅W1は、鋼板の端面100Aを板厚方向に延長させた仮想線から、境界のアルミニウムコーティング層外面側に有する最も短い除去幅となる部分100Bまでの垂直方向の長さを表している。すなわち、鋼板の端面100Aを板厚方向に延長させた仮想線から、境界のアルミニウムコーティング層外面側に設けられた、鋼板の端面側に突き出した突き出し部のうち、最も鋼板の端面側に突き出した部分(図3では、100Bを頂部とする突き出し部)までの垂直長さを表している。
除去幅W2は、鋼板の端面100Aを板厚方向に延長させた仮想線から、境界のアルミニウムコーティング層外面側よりも母材鋼板側に有する最も長い除去幅となる部分100Dまでの垂直長さを表している。すなわち、鋼板の端面100Aを板厚方向に延長させた仮想線から、突き出し部よりも母材鋼板側に設けられ、鋼板の中央側に凹む凹み部のうち、最も鋼板の中央側に凹んだ部分(図3では、100Dを底部とする凹み部)までの垂直長さを表している。
つまり、図3に示すように、本開示の鋼板では、最も短い除去幅W1は、除去部22と残存部26との境界を断面から見たとき、境界のアルミニウムコーティング層外面側の一部に存在している。また、最も長い除去幅W2は、最も短い除去幅W1となる部分よりも母材鋼板側の一部に存在している。
なお、図3では、除去部22と残存部26との境界における最も短い除去幅となる部分100Bは、除去部22と残存部26との境界におけるアルミニウムコーティング層外面側の端縁に位置している。また、最も長い除去幅となる部分100Dは、除去部22と残存部26との境界における母材鋼板側の端縁に位置している。
また、図3に示すように、除去幅は、除去幅W1および除去幅W2を有している。
除去幅W1は、鋼板の端面100Aを板厚方向に延長させた仮想線から、境界のアルミニウムコーティング層外面側に有する最も短い除去幅となる部分100Bまでの垂直方向の長さを表している。すなわち、鋼板の端面100Aを板厚方向に延長させた仮想線から、境界のアルミニウムコーティング層外面側に設けられた、鋼板の端面側に突き出した突き出し部のうち、最も鋼板の端面側に突き出した部分(図3では、100Bを頂部とする突き出し部)までの垂直長さを表している。
除去幅W2は、鋼板の端面100Aを板厚方向に延長させた仮想線から、境界のアルミニウムコーティング層外面側よりも母材鋼板側に有する最も長い除去幅となる部分100Dまでの垂直長さを表している。すなわち、鋼板の端面100Aを板厚方向に延長させた仮想線から、突き出し部よりも母材鋼板側に設けられ、鋼板の中央側に凹む凹み部のうち、最も鋼板の中央側に凹んだ部分(図3では、100Dを底部とする凹み部)までの垂直長さを表している。
つまり、図3に示すように、本開示の鋼板では、最も短い除去幅W1は、除去部22と残存部26との境界を断面から見たとき、境界のアルミニウムコーティング層外面側の一部に存在している。また、最も長い除去幅W2は、最も短い除去幅W1となる部分よりも母材鋼板側の一部に存在している。
なお、図3では、除去部22と残存部26との境界における最も短い除去幅となる部分100Bは、除去部22と残存部26との境界におけるアルミニウムコーティング層外面側の端縁に位置している。また、最も長い除去幅となる部分100Dは、除去部22と残存部26との境界における母材鋼板側の端縁に位置している。
以上、図1~図3を参照して、本開示の鋼板の端部の一例を説明したが、本開示の鋼板はこれらに限定されるものではない。図1~図3では、境界の最も短い除去幅となる部分100Bが、除去部と残存部との境界におけるアルミニウムコーティング層の表面側の端縁の位置に示されているが、この部分に限られるものではない。境界の最も短い除去幅となる部分100Bは、アルミニウムコーティング層の表面側の端縁の周囲に形成されていてもよい。つまり、図1~図3では、境界の最も長い除去幅となる部分100B(図1~図3では、除去部22と残存部26との境界におけるアルミニウムコーティング層外面側の端縁の位置)は、先端が尖った形状に形成されているが、丸状または角状であってもよい。
また、図1~図3では、境界の最も長い除去幅となる部分100Dが、除去部22と残存部26との境界における母材鋼板側の端縁である母材鋼板の位置に示されているが、この部分に限られるものではない。境界の最も長い除去幅となる部分100Dは、境界の中央部(例えば、アルミニウムコーティング層18のいずれかの部分)であってもよい。
また、図1~図3では、境界の最も長い除去幅となる部分100Dが、除去部22と残存部26との境界における母材鋼板側の端縁である母材鋼板の位置に示されているが、この部分に限られるものではない。境界の最も長い除去幅となる部分100Dは、境界の中央部(例えば、アルミニウムコーティング層18のいずれかの部分)であってもよい。
従来、アルミニウムを主体として含む金属のめっきが施された鋼板を、レーザ溶接、プラズマ溶接等の溶接方法によって突合せ溶接したテーラードブランク材が知られている。このテーラードブランク材は、溶接金属部中にアルミニウムめっきに起因するアルミニウムが多量に混入してしまう場合がある。このようにして得られたテーラードブランク材をホットスタンプすると、突合せ溶接部の溶接金属部が軟化し、静的強度が低下する場合があった。例えば、このホットスタンプ後のホットスタンプ成形品において、溶接金属部を含む部分の引張強度試験の結果は、溶接金属部で破断が生じる例も報告されている。
溶接金属部の破断を回避する点で、例えば、特許文献1には、溶接される溶接予定部のアルミニウムめっき層を取り除き、金属間化合物層を残存させた鋼板とし、この鋼板の溶接予定部を突合せ溶接したテーラードブランク材が開示されている。
しかしながら、特許文献1に開示されたテーラードブランク材を用いたホットスタンプ成形品に対して塗装が施されたとき、溶接金属部の周囲の塗装後耐食性が低い。
特許文献1に開示される鋼板では、金属間化合物層が残存している部分と、アルミニウムめっき層を取り除かない部分との境界の形状が板厚方向に沿う方向に形成されている。そのため、特許文献1に開示される鋼板からテーラードブランク材を形成し、このテーラードブランク材を用いたホットスタンプ成形品では、アルミニウムめっき層が取り除かれていない部分が、残存させた金属間化合物層の表面を覆うことがない。さらに、残存させた金属間化合物層の厚みは薄い。これらに起因して、特許文献1に開示される鋼板を用いた場合には、溶接金属部の周囲における塗装後の耐食性が劣位であると考えられる。
また、特許文献2~特許文献6では、溶接される溶接予定部において、アルミニウムコーティング層の全体を除去して、母材鋼板を露出させた鋼板としている。そして、この鋼板の溶接予定部の端部を突合せ溶接したテーラードブランク材が開示されている。
しかしながら、特許文献2~特許文献6に開示されるテーラードブランク材を用いたホットスタンプ成形品に対して塗装が施されたとき、溶接金属部の周囲の塗装後耐食性が低い。
特許文献2~特許文献6に開示される鋼板では、母材鋼板を露出させた部分とアルミニウムコーティング層を除去しない部分との境界の形状が、1)板厚方向に沿う方向、または、2)この境界の母材鋼板側が鋼板の端面側に傾斜するように形成されている。そのため、特許文献2~特許文献6に開示される鋼板を用いた場合、これら境界の形状によって、アルミニウムコーティング層を除去しない部分が、母材鋼板を露出させた部分の表面を覆うことがない。よって、母材鋼板を露出させた部分は、母材鋼板が露出したままとなる。その結果、特許文献2~特許文献6に開示される鋼板を用いたホットスタンプ成形品では、溶接金属部の周囲の塗装後耐食性が低いと考えられる。
一方、特許文献7では、砥粒を含む液体の噴射によって、めっき金属を研磨除去する造管方法が開示されている。
しかしながら、特許文献7に開示される技術では、めっき鋼板に形成されているめっき金属の除去は、砥粒を含む液体の噴射によって行う。そのため、めっき金属を除去する部分と、除去しない部分との境界の形状を制御することは困難である。その結果、造管後のパイプにおいて、めっき金属を除去した部分の表面は、めっき金属を除去しない部分によって覆われることがなく、溶接部周囲の塗装後耐食性が劣位であると考えられる。
しかしながら、特許文献7に開示される技術では、めっき鋼板に形成されているめっき金属の除去は、砥粒を含む液体の噴射によって行う。そのため、めっき金属を除去する部分と、除去しない部分との境界の形状を制御することは困難である。その結果、造管後のパイプにおいて、めっき金属を除去した部分の表面は、めっき金属を除去しない部分によって覆われることがなく、溶接部周囲の塗装後耐食性が劣位であると考えられる。
これに対し、本開示の鋼板は、除去部と残存部との境界を断面から見たとき、境界のアルミニウムコーティング層外面側が、最も短い除去幅となる部分を有している。また、最も短い除去幅となる部分よりも母材鋼板側に、最も長い除去幅となる部分を有している。除去部と残存部との境界の形状がこのような形状で形成されているため、本開示の鋼板から得たホットスタンプ成形品では、残存部が除去部の表面の一部(除去部と残存部との境界の周辺部)を覆うことが可能になる。これは、例えば、ホットスタンプを行うときの熱によって、残存部のアルミニウム成分が溶融し、除去部の表面の一部を覆うと考えられる。そのため、溶接金属部の周囲の塗装後耐食性が優れると考えられる。また、除去部では、アルミニウムコーティング層の少なくとも一部が除去される。その結果、溶接金属に混入されるアルミニウム量が少なくなり、静的強度の低下が抑制される。したがって、本開示の鋼板を用いることで、継手の静的強度に優れ、かつ、溶接金属部の周囲の塗装後耐食性に優れるテーラードブランク材が得られると考えられる。
以下、本開示の鋼板について説明する。
[母材鋼板]
母材鋼板は、アルミニウムコーティング層を設ける前の鋼板である。母材鋼板は、通常の方法により得られたものであればよく、特に限定されるものではない。母材鋼板は熱延鋼板または冷延鋼板のいずれでもよい。また、母材鋼板の厚みは目的に応じた厚みとすればよく、特に限定されるものではない。例えば、母材鋼板の板厚は、アルミニウムコーティング層を設けた後の鋼板全体の板厚として、0.8mm~4mmとなるような板厚が挙げられ、さらに、1mm~3mmとなるような板厚が挙げられる。
母材鋼板は、アルミニウムコーティング層を設ける前の鋼板である。母材鋼板は、通常の方法により得られたものであればよく、特に限定されるものではない。母材鋼板は熱延鋼板または冷延鋼板のいずれでもよい。また、母材鋼板の厚みは目的に応じた厚みとすればよく、特に限定されるものではない。例えば、母材鋼板の板厚は、アルミニウムコーティング層を設けた後の鋼板全体の板厚として、0.8mm~4mmとなるような板厚が挙げられ、さらに、1mm~3mmとなるような板厚が挙げられる。
母材鋼板の一例としては、例えば、高い機械的強度(例えば、引張強さ、降伏点、伸び、絞り、硬さ、衝撃値、疲れ強さ、などの機械的な変形及び破壊に関する諸性質を意味する。)を有するように形成された鋼板を使用することがよい。
母材鋼板の好ましい化学組成の一例としては、例えば、以下の化学組成が挙げられる。
質量%で、C:0.02%~0.58%、Mn:0.20%~3.00%、Al:0.005%~1.00%、Ti:0%~0.20%、Nb:0%~0.20%、V:0%~1.0%、W:0%~1.0%、Cr:0%~1.0%、Mo:0%~1.0%、Cu:0%~1.0%、Ni:0%~1.0%、B:0%~0.0100%、Mg:0%~0.05%、Ca:0%~0.05%、REM:0%~0.05%、Bi:0%~0.05%、Si:0%~2.00%、P:0.03%以下、S:0.010%以下、N:0.010%以下、並びに残部:Feおよび不純物からなる化学組成を有する。
なお、以下、成分(元素)の含有量を示す「%」は、「質量%」を意味する。
質量%で、C:0.02%~0.58%、Mn:0.20%~3.00%、Al:0.005%~1.00%、Ti:0%~0.20%、Nb:0%~0.20%、V:0%~1.0%、W:0%~1.0%、Cr:0%~1.0%、Mo:0%~1.0%、Cu:0%~1.0%、Ni:0%~1.0%、B:0%~0.0100%、Mg:0%~0.05%、Ca:0%~0.05%、REM:0%~0.05%、Bi:0%~0.05%、Si:0%~2.00%、P:0.03%以下、S:0.010%以下、N:0.010%以下、並びに残部:Feおよび不純物からなる化学組成を有する。
なお、以下、成分(元素)の含有量を示す「%」は、「質量%」を意味する。
(C:0.02%~0.58%)
Cは、鋼板の焼入れ性を高め、かつ焼入れ後強度を主に決定する重要な元素である。さらにA3点を下げ、焼入れ処理温度の低温化を促進する元素である。C量が0.02%未満では、その効果は十分ではない場合がある。したがって、C量は0.02%以上とすることがよい。一方、C量が0.58%を超えると、焼入れ部の靭性劣化が著しくなる。したがって、C量は0.58%以下とすることがよい。好ましくは0.45%以下である。
Cは、鋼板の焼入れ性を高め、かつ焼入れ後強度を主に決定する重要な元素である。さらにA3点を下げ、焼入れ処理温度の低温化を促進する元素である。C量が0.02%未満では、その効果は十分ではない場合がある。したがって、C量は0.02%以上とすることがよい。一方、C量が0.58%を超えると、焼入れ部の靭性劣化が著しくなる。したがって、C量は0.58%以下とすることがよい。好ましくは0.45%以下である。
(Mn:0.20%~3.00%)
Mnは、鋼板の焼入れ性を高め、かつ焼入れ後強度を安定して確保するために、非常に効果のある元素である。Mn量が0.20%未満ではその効果は十分ではない場合がある。したがって、Mn量は0.20%以上とすることがよい。好ましくは0.80%以上である。一方、Mn量が3.00%を超えると、その効果は飽和するばかりか、却って焼入れ後に安定した強度の確保が困難となる場合がある。したがって、Mn量は3.00%以下とすることがよい。好ましくは2.40%以下である。
Mnは、鋼板の焼入れ性を高め、かつ焼入れ後強度を安定して確保するために、非常に効果のある元素である。Mn量が0.20%未満ではその効果は十分ではない場合がある。したがって、Mn量は0.20%以上とすることがよい。好ましくは0.80%以上である。一方、Mn量が3.00%を超えると、その効果は飽和するばかりか、却って焼入れ後に安定した強度の確保が困難となる場合がある。したがって、Mn量は3.00%以下とすることがよい。好ましくは2.40%以下である。
(Al:0.005%~1.00%)
Alは、脱酸元素として機能し、鋼板を健全化する作用を有する。Al量が0.005%未満では上記作用による効果を得ることが困難である場合がある。したがって、Al量は0.005%以上とすることがよい。一方、Al量が1.00%超では、上記作用による効果は飽和して、コスト的に不利になる。したがって、Al量は1.00%以下とすることがよい。
Alは、脱酸元素として機能し、鋼板を健全化する作用を有する。Al量が0.005%未満では上記作用による効果を得ることが困難である場合がある。したがって、Al量は0.005%以上とすることがよい。一方、Al量が1.00%超では、上記作用による効果は飽和して、コスト的に不利になる。したがって、Al量は1.00%以下とすることがよい。
(Ti:0%~0.20%、Nb:0%~0.20%、V:0%~1.0%、W:0%~1.0%)
Ti、Nb、V、およびWは、アルミニウムめっき層と母材鋼板におけるFeおよびAlの相互拡散を促進する元素である。したがって、Ti、Nb、V、およびWのうちの少なくとも1種を母材鋼板に含有させてもよい。しかし、1)Ti量およびNb量が0.20%を超える、又は、2)V量およびW量が1.0%を超えると、上記作用による効果は飽和し、コスト的に不利となる。したがって、Ti量およびNb量は0.20%以下とすることがよく、V量およびW量は1.0%以下とすることがよい。Ti量およびNb量は0.15%以下が好ましく、V量およびW量は0.5%以下が好ましい。上記作用による効果をより確実に得るにはTi量およびNb量の下限値を0.01%以上、V量およびW量の下限値を0.1%以上とすることが好ましい。
Ti、Nb、V、およびWは、アルミニウムめっき層と母材鋼板におけるFeおよびAlの相互拡散を促進する元素である。したがって、Ti、Nb、V、およびWのうちの少なくとも1種を母材鋼板に含有させてもよい。しかし、1)Ti量およびNb量が0.20%を超える、又は、2)V量およびW量が1.0%を超えると、上記作用による効果は飽和し、コスト的に不利となる。したがって、Ti量およびNb量は0.20%以下とすることがよく、V量およびW量は1.0%以下とすることがよい。Ti量およびNb量は0.15%以下が好ましく、V量およびW量は0.5%以下が好ましい。上記作用による効果をより確実に得るにはTi量およびNb量の下限値を0.01%以上、V量およびW量の下限値を0.1%以上とすることが好ましい。
(Cr:0%~1.0%、Mo:0%~1.0%、Cu:0%~1.0%、Ni:0%~1.0%、B:0%~0.0100%)
Cr、Mo、Cu、Ni、およびBは、鋼板の焼入れ性を高め、かつ焼入れ後強度を安定して確保するために、効果のある元素である。したがって、これらの元素のうちの1種または2種以上を含有させてもよい。しかし、Cr、Mo、Cu、およびNiの含有量については1.0%超、B量については0.0100%超としても、上記効果は飽和して、コスト的に不利となる。したがって、Cr、Mo、Cu、およびNiの含有量は1.0%以下とすることがよい。また、B量は0.0100%以下とすることがよく、0.0080%以下とすることが好ましい。上記効果をより確実に得るには、Cr、Mo、Cu、およびNiの含有量が0.1%以上、並びにBの含有量が0.0010%以上のいずれかを満足させることが好ましい。
Cr、Mo、Cu、Ni、およびBは、鋼板の焼入れ性を高め、かつ焼入れ後強度を安定して確保するために、効果のある元素である。したがって、これらの元素のうちの1種または2種以上を含有させてもよい。しかし、Cr、Mo、Cu、およびNiの含有量については1.0%超、B量については0.0100%超としても、上記効果は飽和して、コスト的に不利となる。したがって、Cr、Mo、Cu、およびNiの含有量は1.0%以下とすることがよい。また、B量は0.0100%以下とすることがよく、0.0080%以下とすることが好ましい。上記効果をより確実に得るには、Cr、Mo、Cu、およびNiの含有量が0.1%以上、並びにBの含有量が0.0010%以上のいずれかを満足させることが好ましい。
(Ca:0%~0.05%、Mg:0%~0.05%、REM:0%~0.05%)
Ca、Mg、およびREMは、鋼中の介在物の形態を微細化し、介在物によるホットスタンプ時の割れの発生を防止する作用を有する。したがって、これらの元素の1種または2種以上を含有させてもよい。しかし、過剰に添加すると、鋼中の介在物の形態を微細化する効果は飽和し、コスト増を招くだけとなる。したがって、Ca量は0.05%以下、Mg量は0.05%以下、REM量は0.05%以下とする。上記作用による効果をより確実に得るには、Ca量を0.0005%以上、Mg量を0.0005%以上、およびREM量を0.0005%以上のいずれかを満足させることが好ましい。
Ca、Mg、およびREMは、鋼中の介在物の形態を微細化し、介在物によるホットスタンプ時の割れの発生を防止する作用を有する。したがって、これらの元素の1種または2種以上を含有させてもよい。しかし、過剰に添加すると、鋼中の介在物の形態を微細化する効果は飽和し、コスト増を招くだけとなる。したがって、Ca量は0.05%以下、Mg量は0.05%以下、REM量は0.05%以下とする。上記作用による効果をより確実に得るには、Ca量を0.0005%以上、Mg量を0.0005%以上、およびREM量を0.0005%以上のいずれかを満足させることが好ましい。
ここで、REMは、Sc、Yおよびランタノイドの合計17元素を指し、上記REMの含有量は、これらの元素の合計含有量を指す。ランタノイドの場合、工業的にはミッシュメタルの形で添加される。
(Bi:0%~0.05%)
Biは、溶鋼の凝固過程において凝固核となり、デンドライトの2次アーム間隔を小さくすることにより、デンドライト2次アーム間隔内に偏析するMn等の偏析を抑制する作用を有する元素である。したがって、Biを含有させてもよい。特にホットスタンプ用鋼板のように多量のMnを含有させることがよく行われる鋼板については、Mnの偏析に起因する靭性の劣化を抑制するのにBiは効果がある。したがって、そのような鋼種にはBiを含有させることが好ましい。しかし、0.05%を超えてBiを含有させても、上記作用による効果は飽和してしまい、コストの増加を招く。したがって、Bi量は0.05%以下とする。好ましくは0.02%以下である。なお、上記作用による効果をより確実に得るには、Bi量を0.0002%以上とすることが好ましい。さらに好ましくは0.0005%以上である。
Biは、溶鋼の凝固過程において凝固核となり、デンドライトの2次アーム間隔を小さくすることにより、デンドライト2次アーム間隔内に偏析するMn等の偏析を抑制する作用を有する元素である。したがって、Biを含有させてもよい。特にホットスタンプ用鋼板のように多量のMnを含有させることがよく行われる鋼板については、Mnの偏析に起因する靭性の劣化を抑制するのにBiは効果がある。したがって、そのような鋼種にはBiを含有させることが好ましい。しかし、0.05%を超えてBiを含有させても、上記作用による効果は飽和してしまい、コストの増加を招く。したがって、Bi量は0.05%以下とする。好ましくは0.02%以下である。なお、上記作用による効果をより確実に得るには、Bi量を0.0002%以上とすることが好ましい。さらに好ましくは0.0005%以上である。
(Si:0%~2.00%)
Siは、固溶強化元素であり、2.00%までは有効に活用できる。しかし、Siは2.00%を超えて含有させると、めっき性に不具合が生じることが懸念される。したがって、Siを含有する場合、Si量は2.00%以下とすることがよい。好ましい上限は1.40%以下、さらに好ましくは1.00%以下である。下限は特に限定されないが、上記作用による効果をより確実に得るには、0.01%以上が好ましい。
Siは、固溶強化元素であり、2.00%までは有効に活用できる。しかし、Siは2.00%を超えて含有させると、めっき性に不具合が生じることが懸念される。したがって、Siを含有する場合、Si量は2.00%以下とすることがよい。好ましい上限は1.40%以下、さらに好ましくは1.00%以下である。下限は特に限定されないが、上記作用による効果をより確実に得るには、0.01%以上が好ましい。
(P:0.03%以下)
Pは、不純物として含有される元素である。Pは過剰に含有すると、鋼板の靱性が低下しやすくなる。したがって、P量は0.03%以下とすることがよい。好ましくは0.01%以下である。P量の下限は特に規定する必要はないが、コストの観点からは0.0002%以上とすることが好ましい。
Pは、不純物として含有される元素である。Pは過剰に含有すると、鋼板の靱性が低下しやすくなる。したがって、P量は0.03%以下とすることがよい。好ましくは0.01%以下である。P量の下限は特に規定する必要はないが、コストの観点からは0.0002%以上とすることが好ましい。
(S:0.010%以下)
Sは、不純物として含有される元素であり、MnSを形成し、鋼板を脆化させる作用を有する。したがって、S量は0.010%以下とすることがよい。より望ましいS量は0.004%以下である。S量の下限は特に規定する必要はないが、コストの観点からは0.0002%以上とすることが好ましい。
Sは、不純物として含有される元素であり、MnSを形成し、鋼板を脆化させる作用を有する。したがって、S量は0.010%以下とすることがよい。より望ましいS量は0.004%以下である。S量の下限は特に規定する必要はないが、コストの観点からは0.0002%以上とすることが好ましい。
(N:0.010%以下)
Nは、不純物として含有され、鋼中にて介在物を形成し、ホットスタンプ後の靱性を劣化させる元素である。したがって、N量は0.010%以下とすることがよい。好ましくは0.008%以下、さらに好ましくは0.005%以下である。N量の下限は特に規定する必要はないが、コストの観点からは0.0002%以上とすることが好ましい。
Nは、不純物として含有され、鋼中にて介在物を形成し、ホットスタンプ後の靱性を劣化させる元素である。したがって、N量は0.010%以下とすることがよい。好ましくは0.008%以下、さらに好ましくは0.005%以下である。N量の下限は特に規定する必要はないが、コストの観点からは0.0002%以上とすることが好ましい。
(残部)
Feおよび不純物である。ここで、不純物とは、鉱石やスクラップ等の原材料に含まれる成分、または、製造の過程で混入する成分が例示され、意図的に鋼板に含有させたものではない成分を指す。
Feおよび不純物である。ここで、不純物とは、鉱石やスクラップ等の原材料に含まれる成分、または、製造の過程で混入する成分が例示され、意図的に鋼板に含有させたものではない成分を指す。
[アルミニウムコーティング層]
アルミニウムコーティング層は、鋼板の外面側に形成されるアルミニウムめっき層と、母材鋼板とアルミニウムめっき層との間に形成される金属間化合物層とからなる。
アルミニウムコーティング層は、鋼板の外面側に形成されるアルミニウムめっき層と、母材鋼板とアルミニウムめっき層との間に形成される金属間化合物層とからなる。
アルミニウムコーティング層を形成する方法は、特に限定されるものではない。例えば、アルミニウムコーティング層は、アルミニウムを主体として含む溶融金属浴中に母材鋼板を浸漬させ、アルミニウムコーティング層を形成させる、溶融めっき法により母材鋼板の両面に形成してもよい。
(アルミニウムめっき層)
アルミニウムめっき層とは、アルミニウムを主体として含むめっき層であり、アルミニウムを50質量%以上含有していればよい。目的に応じて、アルミニウム以外の元素(例えば、Siなど)を含んでいてもよく、製造の過程などで混入してしまう不純物を含んでいてもよい。アルミニウムめっき層は、具体的には、例えば、質量%で、Si(シリコン)を5%~12%含み、残部はアルミニウムおよび不純物からなる化学組成を有していてもよい。また、質量%で、Si(シリコン)を5%~12%、Fe(鉄)を2%~4%を含み、残部はアルミニウムおよび不純物からなる化学組成を有していてもよい。
上記範囲でSiを含有させると、加工性及び耐食性の低下が抑制され得る。また、金属間化合物層の厚みを低減し得る。
アルミニウムめっき層とは、アルミニウムを主体として含むめっき層であり、アルミニウムを50質量%以上含有していればよい。目的に応じて、アルミニウム以外の元素(例えば、Siなど)を含んでいてもよく、製造の過程などで混入してしまう不純物を含んでいてもよい。アルミニウムめっき層は、具体的には、例えば、質量%で、Si(シリコン)を5%~12%含み、残部はアルミニウムおよび不純物からなる化学組成を有していてもよい。また、質量%で、Si(シリコン)を5%~12%、Fe(鉄)を2%~4%を含み、残部はアルミニウムおよび不純物からなる化学組成を有していてもよい。
上記範囲でSiを含有させると、加工性及び耐食性の低下が抑制され得る。また、金属間化合物層の厚みを低減し得る。
鋼板の端部以外の領域において、アルミニウムめっき層の厚みは、特に限定されるものではないが、例えば、平均厚みで8μm~35μmの範囲であることがよく、15μm~30μmの範囲であることが好ましい。なお、アルミニウムめっき層の厚みは、鋼板の中央側の領域における平均厚みを表す。
アルミニウムめっき層は、鋼板の腐食を防止する。また、アルミニウムめっき層は、鋼板をホットスタンプにより加工する場合に、高温に加熱されても、表面が酸化することによるスケール(鉄の化合物)の発生を防止する。また、アルミニウムめっき層は、有機系材料によるめっき被覆や他の金属系材料(例えば、亜鉛系材料)によるめっき被覆よりも沸点及び融点が高い。従って、ホットスタンプにより成形する際に、被覆が蒸発することがないため、表面の保護効果が高い。
溶融めっき時及びホットスタンプ時における加熱により、アルミニウムめっき層は、鋼板中の鉄(Fe)と合金化し得る。よって、アルミニウムめっき層は、必ずしも成分組成が一定な単一の層で形成されるとは限らず、部分的に合金化した層(合金層)を含むものとなる。
(金属間化合物層)
金属間化合物層は、母材鋼板にアルミニウムめっきを施す際に、母材鋼板とアルミニウムめっき層との間の境界部に形成される層である。具体的には、金属間化合物層は、アルミニウムを主体として含む溶融金属浴中での母材鋼板の鉄(Fe)とアルミニウム(Al)を含む金属との反応によって形成される。金属間化合物層は、主にFexAly(x、yは1以上を表す)で表される化合物の複数種で形成されている。アルミニウムめっき層がSi(シリコン)を含む場合は、FexAlyおよびFexAlySiz(x、y、zは1以上を表す)で表される化合物の複数種で形成されている。
金属間化合物層は、母材鋼板にアルミニウムめっきを施す際に、母材鋼板とアルミニウムめっき層との間の境界部に形成される層である。具体的には、金属間化合物層は、アルミニウムを主体として含む溶融金属浴中での母材鋼板の鉄(Fe)とアルミニウム(Al)を含む金属との反応によって形成される。金属間化合物層は、主にFexAly(x、yは1以上を表す)で表される化合物の複数種で形成されている。アルミニウムめっき層がSi(シリコン)を含む場合は、FexAlyおよびFexAlySiz(x、y、zは1以上を表す)で表される化合物の複数種で形成されている。
鋼板の端部以外の領域において、金属間化合物層の厚みは、特に限定されるものではないが、例えば、平均厚みで3μm~10μmの範囲であることがよく、4μm~8μmの範囲であることが好ましい。なお、金属間化合物層の厚みは、鋼板の中央側の領域における平均厚みを表す。金属間化合物層の厚みは、アルミニウムを主体として含む溶融金属浴の温度と浸漬時間によって制御し得る。
ここで、母材鋼板、金属間化合物層、およびアルミニウムめっき層の確認、並びに、金属間化合物層、およびアルミニウムめっき層の厚みの測定については、以下のような方法によって行う。
鋼板の断面が露出するように切断を行い、鋼板の断面を研磨する。研磨した鋼板の断面を、電子線マイクロアナライザ(Electron Probe MicroAnalyser:FE-EPMA)により、鋼板の表面から母材鋼板までを線分析し、アルミニウム濃度および鉄濃度を測定する。測定条件は、加速電圧15kV、ビーム径100nm程度、1点あたりの照射時間1000ms、測定ピッチ60nm、および測定距離はめっき層の厚みが測定できるようにすればよく、例えば、板厚方向に30μm~80μm程度とする。母材鋼板の板厚は、光学顕微鏡で測定するほうが好ましい。
鋼板の断面のアルミニウム濃度の測定値として、アルミニウム(Al)濃度が2質量%未満である領域を母材鋼板、アルミニウム濃度が2質量%以上である領域を金属間化合物層またはアルミニウムめっき層と判断する。また、金属間化合物層およびアルミニウムめっき層のうち、鉄(Fe)濃度が4質量%超である領域を金属間化合物層、鉄濃度が4質量%以下である領域をアルミニウムめっき層と判断する。
なお、母材鋼板の境界からアルミニウムめっき層までの境界の距離を金属間化合物層の厚みとする。また、金属間化合物層の境界からアルミニウムめっき層が形成された鋼板表面までの距離をアルミニウムめっき層の厚みとする。そして、金属間化合物層の厚みとアルミニウムめっき層の厚みとの合計がアルミニウムコーティング層の厚みである。
なお、母材鋼板の境界からアルミニウムめっき層までの境界の距離を金属間化合物層の厚みとする。また、金属間化合物層の境界からアルミニウムめっき層が形成された鋼板表面までの距離をアルミニウムめっき層の厚みとする。そして、金属間化合物層の厚みとアルミニウムめっき層の厚みとの合計がアルミニウムコーティング層の厚みである。
アルミニウムめっき層の厚み、及び金属間化合物層の厚みは、鋼板の表面から母材鋼板の表面(母材鋼板および金属間化合物層の境界)までを線分析し、次のようにして測定する。
アルミニウムめっき層の厚みは、前述の判断基準にしたがって、アルミニウムめっき層を有する鋼板表面から金属間化合物層までの厚みを、任意の5箇所の位置で求める。そして、求めた値の平均値をアルミニウムめっき層の厚みとする。
金属間化合物層の厚みは、前述の判断基準にしたがって、金属間化合物層とアルミニウムめっき層との境界から金属間化合物層と母材鋼板との境界までの厚みを、任意の5箇所の位置で求める。そして、求めた値の平均値を金属間化合物層の厚みとする。
アルミニウムめっき層の厚みは、前述の判断基準にしたがって、アルミニウムめっき層を有する鋼板表面から金属間化合物層までの厚みを、任意の5箇所の位置で求める。そして、求めた値の平均値をアルミニウムめっき層の厚みとする。
金属間化合物層の厚みは、前述の判断基準にしたがって、金属間化合物層とアルミニウムめっき層との境界から金属間化合物層と母材鋼板との境界までの厚みを、任意の5箇所の位置で求める。そして、求めた値の平均値を金属間化合物層の厚みとする。
[鋼板の端部]
本開示の鋼板は、鋼板の周囲に位置する端部の両面の少なくとも一部において、アルミニウムコーティング層の少なくとも一部が除去されている除去部を有している。また、除去部よりも鋼板の中央側の領域に、アルミニウムコーティング層が残存している残存部を有している。
本開示の鋼板は、鋼板の周囲に位置する端部の両面の少なくとも一部において、アルミニウムコーティング層の少なくとも一部が除去されている除去部を有している。また、除去部よりも鋼板の中央側の領域に、アルミニウムコーティング層が残存している残存部を有している。
(除去部)
除去部は、鋼板の溶接を予定している端部の両面に形成される。また、除去部は、残存部よりも鋼板の端面側に形成される。つまり、除去部は、溶接を予定している端部において、鋼板の端面の端縁から残存部までの範囲に形成される。
除去部は、鋼板の溶接を予定している端部の両面に形成される。また、除去部は、残存部よりも鋼板の端面側に形成される。つまり、除去部は、溶接を予定している端部において、鋼板の端面の端縁から残存部までの範囲に形成される。
除去部は、除去部と前記残存部との境界を断面から見たとき、境界のアルミニウムコーティング層外面側に、最も短い除去幅(以下、単に「除去幅W1」と称する場合がある)となる部分を有する。また、境界のアルミニウムコーティング層外面側よりも母材鋼板側に、最も長い除去幅(以下、単に「除去幅W2」と称する場合がある)となる部分を有する。
除去幅W1は、平均で0.2mm~5.0mmであることがよい。突合せ溶接がレーザ溶接である場合、好ましくは0.6mm~1.5mmである。突合せ溶接がプラズマ溶接である場合、好ましくは1.0mm~4.0である。
また、除去幅W2は、平均で0.3mm~5.1mmであることがよい。突合せ溶接がレーザ溶接である場合、好ましくは0.7mm~1.6mmである。突合せ溶接がプラズマ溶接である場合、好ましくは1.1mm~4.1である。
また、除去幅W2は、平均で0.3mm~5.1mmであることがよい。突合せ溶接がレーザ溶接である場合、好ましくは0.7mm~1.6mmである。突合せ溶接がプラズマ溶接である場合、好ましくは1.1mm~4.1である。
また、除去深さDは、継手の静的強度を考慮すると、15μm~200μmであることがよい。除去深さDの下限は、20μm以上であってもよく、25μm以上であってもよい。除去深さDの上限は、150μm以下であってもよく、120μm以下であってもよく、100μm以下であってもよい。
ここで、テーラードブランク材およびホットスタンプ成形品から、除去深さDおよび除去幅W1および除去幅W2を測定する方法としては、次の方法が挙げられる。
テーラードブランク材およびホットスタンプ成形品において、溶接金属部に隣接する除去部を有する鋼板を板厚方向に切断し、切断した断面を走査電子顕微鏡(SEM:Scanning Electron Microscope)で観察する。図3を参照すると、図3におけるW1、W2、およびDに相当する距離を測定すればよい。
テーラードブランク材およびホットスタンプ成形品において、溶接金属部に隣接する除去部を有する鋼板を板厚方向に切断し、切断した断面を走査電子顕微鏡(SEM:Scanning Electron Microscope)で観察する。図3を参照すると、図3におけるW1、W2、およびDに相当する距離を測定すればよい。
また、除去幅W1および除去幅W2の測定は、SEMにより、除去部を観察し、任意の5箇所の断面で測定した平均値である。露出部の幅の測定方法は、以下のとおりである。
鋼板の断面が露出するように切断を行い、樹脂に埋め込み、研磨を行い、断面をSEMで拡大する。そして、鋼板の端面から板厚方向に沿う方向に延びる仮想線を基準とし、この仮想線から、アルミニウムめっき層の表面の端縁までの距離を測定し、除去幅W1とする。また、この仮想線から、除去部と残存部との境界の最も長い除去幅となる部分までの距離を測定し、除去幅W2とする。
鋼板の断面が露出するように切断を行い、樹脂に埋め込み、研磨を行い、断面をSEMで拡大する。そして、鋼板の端面から板厚方向に沿う方向に延びる仮想線を基準とし、この仮想線から、アルミニウムめっき層の表面の端縁までの距離を測定し、除去幅W1とする。また、この仮想線から、除去部と残存部との境界の最も長い除去幅となる部分までの距離を測定し、除去幅W2とする。
(残存部)
残存部は、鋼板の溶接を予定している端部において、アルミニウムコーティング層を除去しない部分であり、除去部よりも鋼板の中央側の領域に形成される。
残存部は、鋼板の溶接を予定している端部において、アルミニウムコーティング層を除去しない部分であり、除去部よりも鋼板の中央側の領域に形成される。
鋼板の断面において、残存部のうち、境界の最も長い除去幅となる部分から板厚方向に沿う方向に延びる仮想線よりも鋼板の端面側の領域(つまり、境界と仮想線とにより囲まれた領域)における残存部は、面積重心が、アルミニウムコーティング層の厚みの50%未満であることがよい。この領域における残存部の面積重心がアルミニウムコーティング層の厚みに対して50%未満であると、溶接金属部の周囲の塗装後耐食性が、より優れたものとなる。この面積重心は、小さいほうが溶接金属部の周囲の塗装後耐食性をより優れたものとする点で好ましい。そのため、面積重心は45%以下であってもよく、35%以下であってもよい。下限値は特に限定されるものではないが、この領域における残存部の形状を保持しやすくする点で、例えば、25%以上であることがよい。
ここで、図4を参照して、除去部と残存部との境界付近における残存部の面積重心について説明する。図4は、鋼板の端部の一例を示す拡大概略断面図であり、除去部と残存部との境界付近を表している。なお、図4では、除去部22と残存部26との境界における最も短い除去幅となる部分100Bは、除去部22と残存部26との境界におけるアルミニウムコーティング層外面側の端縁に位置している。また、最も長い除去幅となる部分100Dは、除去部22と残存部26との境界における母材鋼板側の端縁に位置している。
面積重心yは次のようにして求める。まず、除去部22と残存部26との境界において、除去幅W2(最も長い除去幅)となる部分100Dから、板厚方向に沿う方向に伸びる仮想線を引く。この仮想線から、除去部22と残存部26との境界の最も短い除去幅W1(最も短い除去幅)となる部分100Bまでの垂直方向の距離をaとする。また、この仮想線において、母材鋼板12とアルミニウムコーティング層18との境界部分(つまり、母材鋼板12と金属間化合物層16との境界部分)から、除去部22と残存部26との境界までの垂直方向の距離をbとする。さらに、アルミニウムコーティング層18の全体厚みをhとする。このとき、除去部22と残存部26との境界と仮想線で囲まれた領域における残存部(すなわち、最も長い除去幅となる部分から板厚方向に沿う方向に延びる仮想線よりも鋼板の端面側の領域に位置する残存部)の面積重心yは、下記式1で表される。
y=(h(a+2b))/(3(a+b))・・・(式1)
なお、上記式1は、例えば、図4に示すような、台形に属する形状(三角形を含む)の場合の面積重心yを求めるときに適用されるものである。
y=(h(a+2b))/(3(a+b))・・・(式1)
なお、上記式1は、例えば、図4に示すような、台形に属する形状(三角形を含む)の場合の面積重心yを求めるときに適用されるものである。
溶接金属部の塗装後耐食性をより優れたものとする点で、aは150μm以下とすることがよく、100μm以下とすることがよい。また、同様の点で、bは80μm以下とすることがよく、40μm以下とすることがよい。
なお、除去部と残存部との境界の断面形状が非直線やジグザグなどの台形に属する形状以外の形状の場合、幾何学的な断面重心の算出が困難になる。そのため、除去部と残存部との境界の断面形状がこのような形状の場合は、断面観察写真より画像処理によって、面積重心yを算出してもよい。
なお、上記のアルミニウムコーティング層の厚みhの測定は、SEMによる断面観察写真によって求めればよい。また、上記の距離aおよび距離bの測定方法は、SEMによる断面観察写真よって測定すればよい。
本開示の鋼板は、溶接予定部の端部に、少なくとも前記アルミニウムコーティング層が除去された除去部が形成される。除去幅W1の範囲内(具体的には、除去部におけるアルミニウムコーティング層の外面側に設けられた突き出し部の頂部よりも鋼板の端面側の範囲)において、アルミニウムコーティング層の残留が多いと、溶接金属に混入するアルミニウム量が増加して静的強度が劣位となる。この点で、例えば、図1および図2に示すように、除去部は、母材鋼板が露出する露出部分を有するように除去されていることがよい。
なお、除去幅W1の範囲内の除去部において、除去部の板厚方向に向く外面は、鋼板の中央側の領域における母材鋼板の表面方向に対して傾斜していてもよい。また、鋼板の中央側の領域における母材鋼板の表面と平行な方向に沿う方向であってもよい。除去幅W1の範囲内の除去部の板厚方向に向く外面は、溶接金属部の周囲の塗装後耐食性が優れる点で、鋼板の中央側での母材鋼板の表面と平行な方向に沿う方向であることがよい。また、溶接金属部の周囲の塗装後耐食性が優れる点で、除去幅W2は、境界の母材鋼板側の端縁(例えば、図1および図2に示す100Dの位置)に存在することが好ましい。
ここで、溶接金属部周囲の塗装後耐食性の点から、下記仮想線Aと下記仮想線Bとによりなす角度であって、残存部側における角度が、次の範囲であることがよい。この角度は、90°を超えることがよい。また、この角度は、具体的には、100°~150°の範囲であることがよい。好ましい下限は120°以上であることがよく、125°以上であることがよい。また、好ましい上限は135°以下であることがよく、140°以下であることがよい。
例えば、図2を参照すると、この角度は、母材鋼板12の表面と、除去部22と残存部26との境界とのなす角度であって、残存部26側で形成される角度を表す。
仮想線A:残存部における母材鋼板表面に沿う方向の仮想線。
仮想線B:除去部と残存部との境界のアルミニウムコーティング層外面側に有する最も短い除去幅となる部分(境界のアルミニウムコーティング層外面側に設けられた、鋼板の端面側に突き出した突き出し部のうち、最も鋼板の端面側に突き出した部分)、および、境界のアルミニウムコーティング層外面側よりも母材鋼板側の最も長い除去幅となる部分(鋼板の端面を板厚方向に延長させた仮想線から、突き出し部よりも母材鋼板側に設けられ、鋼板の中央側に凹む凹み部のうち、最も鋼板の中央側に凹んだ部分)を結んだ仮想線。
例えば、図2を参照すると、この角度は、母材鋼板12の表面と、除去部22と残存部26との境界とのなす角度であって、残存部26側で形成される角度を表す。
仮想線A:残存部における母材鋼板表面に沿う方向の仮想線。
仮想線B:除去部と残存部との境界のアルミニウムコーティング層外面側に有する最も短い除去幅となる部分(境界のアルミニウムコーティング層外面側に設けられた、鋼板の端面側に突き出した突き出し部のうち、最も鋼板の端面側に突き出した部分)、および、境界のアルミニウムコーティング層外面側よりも母材鋼板側の最も長い除去幅となる部分(鋼板の端面を板厚方向に延長させた仮想線から、突き出し部よりも母材鋼板側に設けられ、鋼板の中央側に凹む凹み部のうち、最も鋼板の中央側に凹んだ部分)を結んだ仮想線。
なお、除去部と残存部との境界の最も短い除去幅となる部分が連続した箇所となる場合には、アルミニウムコーティング層の最も外面側の部分を、最も短い除去幅として採用するものとする。また、上記の境界の最も長い除去幅となる部分が、例えば、複数個所を有する場合、または連続した箇所となる場合には、板厚方向の最も外面側の部分を、最も長い除去幅として採用するものとする。
なお、テーラードブランク材およびホットスタンプ成形品としたときの溶接金属部に破断が生じない範囲であれば、除去部は、除去幅W1の範囲内において、アルミニウムコーティング層の少なくとも一部が残留している場合があってもよい。アルミニウムコーティング層の少なくとも一部の残留が許容される範囲としては、具体的には、以下の関係を満たしていることがよい。除去幅W1の範囲内において、母材鋼板の板厚の半分の断面積をSbとし、残留しているアルミニウムコーティング層の断面積をSpとしたとき、断面積Sbに対する断面積Spの割合(Sp/Sb)が3.5%以下の範囲であればよい。Sp/Sbの割合は小さいほうが好ましく、2.0%以下であってもよく、1.0%以下であってもよい。
母材鋼板の板厚の半分の断面積Sb、および除去幅W1の範囲内において残留しているアルミニウムコーティング層の断面積Spの測定方法は、SEMによる断面観察写真によって測定すればよい。
ここで、図5を参照すると、図5に示す鋼板の端部では、除去部22は、金属間化合物層16が残留している。除去部22と残存部26との境界におけるアルミニウムコーティング層外面側に有する最も短い除去幅となる部分100Bよりも鋼板の端面100A側の範囲(つまり除去幅W1の範囲内)において、(Sp/Sb)が3.5%以下であれば、除去部22は、金属間化合物層16が残留していてもよい。例えば、図5に示す鋼板の端部において、母材鋼板12の板厚が1.6mmであり、残留している金属間化合物層16の厚みが20μmであるとき、上記の断面積Sbに対する断面積Spの割合(Sp/Sb)は2.5%となる。
また、図6を参照すると、図6に示す鋼板の端部では、除去部22は、母材鋼板が露出している露出部分と、アルミニウムコーティング層18の少なくとも一部が残留している残留部分24とを有している。残留部分24は、鋼板の端面100Aの端縁と接する領域に有している。除去部22と残存部26との境界におけるアルミニウムコーティング層外面側に有する最も短い除去幅となる部分100Bよりも鋼板の端面100A側の範囲において、上記の断面積Sbに対する断面積Spの割合(Sp/Sb)が3.5%以下であれば、露出部分と残留部分とを有していてもよい。この場合、例えば、図6に示す鋼板の端部のように、残留部分24と残存部26とは、露出部分を挟んで離間して設けられていてもよい。
なお、例えば、鋼板を打ち抜いて打ち抜き部材を得る際に、鋼板の周囲に位置する端部のうち、鋼板の端縁を含む領域では、シャー等の切断手段によってダレが発生する場合がある。ダレが発生する部分では、鋼板の厚みが、鋼板の端縁に向かって、徐々に減少している。そのため、ダレが発生した鋼板を、例えば、鋼板の端部に、切削、研削等によって金属間化合物層およびアルミニウムめっき層を除去すると、ダレが発生している部分では、少なくとも金属間化合物層が残留することがある。この少なくとも金属間化合物層が残留する部分が残留部分となる。
すなわち、本明細書中において、「アルミニウムコーティング層の少なくとも一部が除去された除去部」は、上記の断面積Sbに対する断面積Spの割合(Sp/Sb)が3.5%以下であれば、以下の形態が包含される概念である。
(1)母材鋼板が露出している露出部分のみを有する形態であって、母材鋼板の少なくとも一部が除去される形態(例えば、図1を参照)。または、露出部分を有するが、母材鋼板は除去されない形態(例えば、図2を参照)。
(2)アルミニウムコーティング層の少なくとも一部が残留している残留部分を有し、母材鋼板が露出する露出部分は有さない形態(例えば、図5を参照)。
(3)上記の露出部分および残留部分の両方を有する形態(例えば、図6を参照)。
(1)母材鋼板が露出している露出部分のみを有する形態であって、母材鋼板の少なくとも一部が除去される形態(例えば、図1を参照)。または、露出部分を有するが、母材鋼板は除去されない形態(例えば、図2を参照)。
(2)アルミニウムコーティング層の少なくとも一部が残留している残留部分を有し、母材鋼板が露出する露出部分は有さない形態(例えば、図5を参照)。
(3)上記の露出部分および残留部分の両方を有する形態(例えば、図6を参照)。
次に、本開示の鋼板の好ましい製造方法の一例について説明する。本開示の鋼板の好ましい製造方法の一例は、除去部を形成する工程を有する。除去部の形成は特に限定されず、レーザ加工及び機械加工のいずれでもよい。より好ましい製造方法の一例としては、除去部を機械加工により形成する工程を有する。以下、除去部について、鋼板の周囲に位置する端部の両面の少なくとも一部を除去する好ましい方法の一例について説明する。
なお、以下の説明において、一例として、除去部が、母材鋼板が露出している露出部分のみを有する形態を例に挙げて説明する。
なお、以下の説明において、一例として、除去部が、母材鋼板が露出している露出部分のみを有する形態を例に挙げて説明する。
鋼板の周囲に位置する端部の少なくとも一部において、母材鋼板の両面上に形成されたアルミニウムコーティング層を切削または研削により除去して、母材鋼板が露出する露出部分を形成する工程を有していてもよい(形成法Aとする)。
形成法Aは、例えば、以下のようにして、鋼板の端部に、露出部分を形成する方法である。まず、テーラードブランク材を形成する前の鋼板として、所望の大きさに切断した鋼板を準備する。次に、切断後の鋼板の端部の両面の少なくとも一部に対して、切削または研削により、母材鋼板の両面上に形成されたアルミニウムコーティング層を除去する。そして、鋼板の端部に露出部分を形成する。
切削または研削により除去する方法としては、特に限定されるものではない。切削または研削は、例えば、砥石、バイト、スライス盤、エンドミル、メタルソー等の機械加工によって行う方法が挙げられる。さらに、これら方法を組み合わせて、アルミニウムコーティング層を取り除いて、母材鋼板が露出する露出部分を形成してもよい。なお、これら機械加工で用いる工具は、除去部と残存部との境界が目的とする凹形状となるように選択すればよい。
なお、機械加工以外の別の方法としては、レーザガウジング等のレーザ加工によって除去することも挙げられる。しかしながら、レーザガウジング等のレーザ加工によって露出部分を形成する場合、入熱によっては、熱が加えられることで、露出部分が形成される部分の母材鋼板には、大気中の水蒸気に起因して水素が混入することがある。また、レーザ加工後に、露出部分が形成された部分の母材鋼板は急冷されると、この部分の母材鋼板の金属組織にはマルテンサイトが生じる。これにより溶接前に鋼板の端面で遅れ破壊が生じる場合がある。
一方で、機械加工により露出部分を形成する場合、露出部分が形成される部分の母材鋼板は、温度上昇が抑えられマルテンサイトが生じない。また、水素も入らないため遅れ破壊の発生が抑制される。この点で、露出部分を形成するための方法としては、機械加工による切削または研削を採用することが好ましい。
さらに、機械加工により露出部分を形成する場合、レーザガウジング等のレーザ加工を行うときのレーザ光に対する遮光対策を行うことが無く、コスト等の点でも有利である。
また、レーザ加工によって、除去部と残存部との境界の形状を残存部側に傾斜して凹形状を形成しようとすると、レーザ加工の熱によって、アルミニウムコーティング層が加熱される。そのため、レーザ加工の熱によってアルミニウムコーティング層が溶融しやすくなり、境界の形状を残存部側に傾斜して凹形状に制御することは難しくなる場合がある。
一方で、機械加工により露出部分を形成する場合、露出部分が形成される部分の母材鋼板は、温度上昇が抑えられマルテンサイトが生じない。また、水素も入らないため遅れ破壊の発生が抑制される。この点で、露出部分を形成するための方法としては、機械加工による切削または研削を採用することが好ましい。
さらに、機械加工により露出部分を形成する場合、レーザガウジング等のレーザ加工を行うときのレーザ光に対する遮光対策を行うことが無く、コスト等の点でも有利である。
また、レーザ加工によって、除去部と残存部との境界の形状を残存部側に傾斜して凹形状を形成しようとすると、レーザ加工の熱によって、アルミニウムコーティング層が加熱される。そのため、レーザ加工の熱によってアルミニウムコーティング層が溶融しやすくなり、境界の形状を残存部側に傾斜して凹形状に制御することは難しくなる場合がある。
鋼板の周囲に位置する端部の両面の少なくとも一部に露出部分が形成されていれば、端部に露出部分を形成する順序は、上記の形成法Aに限定されるものではない。
鋼板の周囲に位置する端部の両面の少なくとも一部に露出部分を形成する他の好ましい方法の一例としては、例えば、次の方法が挙げられる。
鋼板の周囲に位置する端部の両面の少なくとも一部に露出部分を形成する他の好ましい方法の一例としては、例えば、次の方法が挙げられる。
鋼板の端部以外の両面の領域の少なくとも一部に、母材鋼板の両面上に形成されたアルミニウムめっき層および金属間化合物層を、切削または研削により除去して、母材鋼板を露出させた露出部分を形成する工程と、前記母材鋼板の露出した部分が鋼板の端部に有するように鋼板を切断し、鋼板の端部の両面の少なくとも一部に、母材鋼板が露出する露出部分を形成する工程とを有していてもよい(形成法Bとする)。
形成法Bは、例えば、具体的には、次のような方法である。まず、打ち抜き加工を施し、所望の大きさに切断した鋼板を準備する。次に、切断された鋼板に対して、母材鋼板上に形成されたアルミニウムコーティング層を、切削または研削により除去し、母材鋼板を露出させた露出部分を形成する。露出部分は、鋼板の端部以外の領域に、例えば、一方向に延びるように形成する。そして、切断後の鋼板において、露出部分が鋼板の端面の端縁に沿うように、母材鋼板を露出させた部分を切断する。切断して得られた鋼板は、テーラードブランク材を形成する前の鋼板である。
形成法Bの場合、アルミニウムコーティング層を除去して形成した露出部分の幅のうち、除去部と残存部との境界を断面から見たときの除去幅(切断前の除去幅)は、次の範囲であることがよい。
最も除去幅が短くなる部分の除去幅は、0.4mm~10.0mmであることがよく、1.2mm~8.0mmであることが好ましい。また、最も除去幅が長くなる部分の除去幅は、0.6mm~10.2mmであることがよく、1.4mm~8.2mmであることが好ましい。露出部分を切断する位置は、目的とする幅となるように、露出部分の中央線付近の位置で切断してもよい。
最も除去幅が短くなる部分の除去幅は、0.4mm~10.0mmであることがよく、1.2mm~8.0mmであることが好ましい。また、最も除去幅が長くなる部分の除去幅は、0.6mm~10.2mmであることがよく、1.4mm~8.2mmであることが好ましい。露出部分を切断する位置は、目的とする幅となるように、露出部分の中央線付近の位置で切断してもよい。
なお、上記の形成法Aで形成した母材鋼板の露出部分の幅のうち、最も除去幅が短くなる部分の除去幅は、鋼板を突合せ溶接した後の溶融領域(溶接金属部)の幅の半分より10%から50%大きいことがよい。
上記の形成法Bのように形成した鋼板の切断前での母材鋼板の露出部分の幅のうち、最も除去幅が短くなる部分の除去幅は、鋼板を突合せ溶接した後の溶融領域(溶接金属部)の幅の半分より10%から50%大きいことがよい。
これらの範囲であると、鋼板を突合せ溶接した後の溶接金属部に、アルミニウムの混入が抑えられるため、静的強度の低下が抑制される。
上記の形成法Bのように形成した鋼板の切断前での母材鋼板の露出部分の幅のうち、最も除去幅が短くなる部分の除去幅は、鋼板を突合せ溶接した後の溶融領域(溶接金属部)の幅の半分より10%から50%大きいことがよい。
これらの範囲であると、鋼板を突合せ溶接した後の溶接金属部に、アルミニウムの混入が抑えられるため、静的強度の低下が抑制される。
<突合せ溶接部材>
次に、突合わせ溶接部材(テーラードブランク材)について説明する。
テーラードブランク材は、本開示の鋼板を少なくとも1枚有し、本開示の鋼板の除去部を有する端部を介して、少なくとも2枚の鋼板を突合せ溶接した溶接部材である。本開示の鋼板を少なくとも1枚有していれば、2枚の鋼板の端面どうしを突合せた状態で溶接してもよく、3枚の鋼板の端面どうしを突合せた状態で溶接してもよい。例えば、テーラードブランク材は、除去部を有する本開示の鋼板の端部の端面と、他の鋼板の溶接予定部の端部の端面とを突合せた状態で溶接した溶接部材でもよい。また、テーラードブランク材は、例えば、本開示の2枚の鋼板における除去部を有する端部の端面どうしを突合せた状態で溶接してもよく、本開示の3枚の鋼板における除去部を有する端部の端面どうしを突合せた状態で溶接してもよい。
次に、突合わせ溶接部材(テーラードブランク材)について説明する。
テーラードブランク材は、本開示の鋼板を少なくとも1枚有し、本開示の鋼板の除去部を有する端部を介して、少なくとも2枚の鋼板を突合せ溶接した溶接部材である。本開示の鋼板を少なくとも1枚有していれば、2枚の鋼板の端面どうしを突合せた状態で溶接してもよく、3枚の鋼板の端面どうしを突合せた状態で溶接してもよい。例えば、テーラードブランク材は、除去部を有する本開示の鋼板の端部の端面と、他の鋼板の溶接予定部の端部の端面とを突合せた状態で溶接した溶接部材でもよい。また、テーラードブランク材は、例えば、本開示の2枚の鋼板における除去部を有する端部の端面どうしを突合せた状態で溶接してもよく、本開示の3枚の鋼板における除去部を有する端部の端面どうしを突合せた状態で溶接してもよい。
すなわち、テーラードブランク材は、本開示の鋼板を少なくとも1枚含み、少なくとも2枚の鋼板の端部が対向して配置された鋼板と、少なくとも2枚の鋼板の端部を接合する溶接金属部であって、本開示の鋼板の除去部に隣接して備える溶接金属部と、を有する。例えば、具体的には、除去部は、溶接金属部により接合された2枚の鋼板の両面のうち、溶接金属部の周囲に位置する両面に有している。
テーラードブランク材を得るための2枚以上の鋼板は、目的に応じて組み合わせて用いればよい。テーラードブランク材を得るための2枚以上の鋼板は、例えば、それぞれ同じ強度クラスの鋼板を用いてもよく、異なる強度クラスの鋼板を用いてもよい。また、2枚以上の鋼板は、鋼板の厚みが同じ鋼板を用いてもよく、鋼板の厚みが異なる鋼板を用いてもよい。
さらに、テーラードブランク材を得るための2枚以上の鋼板は、鋼板の端部に形成された除去部の除去幅W1と除去幅W2の幅が、それぞれ同じ鋼板でもよく、それぞれ異なる鋼板でもよい。また、鋼板の除去部と残存部との境界の形状が同じ鋼板でもよく、異なる鋼板でもよい。さらに、鋼板の除去部の態様が同じ鋼板でもよく、異なる鋼板でもよい。例えば、鋼板の除去部の態様が異なる組み合わせとしては、除去部が露出部分と残留部分とを有する態様と、除去部が露出部分のみの態様との組み合わせが挙げられる。
さらに、テーラードブランク材を得るための2枚以上の鋼板は、鋼板の端部に形成された除去部の除去幅W1と除去幅W2の幅が、それぞれ同じ鋼板でもよく、それぞれ異なる鋼板でもよい。また、鋼板の除去部と残存部との境界の形状が同じ鋼板でもよく、異なる鋼板でもよい。さらに、鋼板の除去部の態様が同じ鋼板でもよく、異なる鋼板でもよい。例えば、鋼板の除去部の態様が異なる組み合わせとしては、除去部が露出部分と残留部分とを有する態様と、除去部が露出部分のみの態様との組み合わせが挙げられる。
突合せ溶接を行う溶接方法は特に限定されず、例えば、レーザ溶接(レーザビーム溶接)、アーク溶接、電子ビーム溶接等の溶接方法が挙げられる。また、アーク溶接としては、プラズマ溶接、TIG(Tungsten Inert Gas)溶接、MIG(Metal Inert Gas)溶接、MAG(Metal Active Gas)溶接等が挙げられ、好適なアーク溶接としては、プラズマ溶接が挙げられる。溶接条件は、使用する鋼板の厚み等、目的とする条件によって選択すればよい。
また、溶接は、必要に応じて、フィラーワイヤを供給しながら溶接してもよい。
また、溶接は、必要に応じて、フィラーワイヤを供給しながら溶接してもよい。
テーラードブランク材は、上記のように、除去部を有する端部の端面を突合せた状態で突合せ溶接を行う。そのため、溶接金属部は、金属間化合物層およびアルミニウムめっき層に起因するアルミニウムの混入量が少ない。また、金属間化合物層が存在しない除去部が溶接金属部に隣接しているため、継手の引張強度(静的強度)の低下が抑制される。
<熱間プレス成形品>
次に、熱間プレス成形品(ホットスタンプ成形品)について説明する。
ホットスタンプ成形品は、本開示の鋼板を少なくとも1枚有する突合せ溶接部材(テーラードブランク材)をホットスタンプして得られた成形品である。すなわち、ホットスタンプして得られたホットスタンプ成形品は、本開示の鋼板を少なくとも1枚含み、少なくとも2枚の鋼板の端部が対向して配置された鋼板と、少なくとも2枚の鋼板の端部を接合する溶接金属部であって、本開示の鋼板の除去部に隣接して備える溶接金属部と、を有する。例えば、具体的には、除去部は、溶接金属部により接合された2枚の鋼板の両面のうち、溶接金属部の周囲に位置する両面に有している。
ホットスタンプ成形品は、継手の静的強度と溶接金属部の周囲の塗装後耐食性の点で、本開示の少なくとも2枚の鋼板を、除去部を有する端部を介して突合せ溶接した溶接部材をホットスタンプして得られた成形品であることがよい。
次に、熱間プレス成形品(ホットスタンプ成形品)について説明する。
ホットスタンプ成形品は、本開示の鋼板を少なくとも1枚有する突合せ溶接部材(テーラードブランク材)をホットスタンプして得られた成形品である。すなわち、ホットスタンプして得られたホットスタンプ成形品は、本開示の鋼板を少なくとも1枚含み、少なくとも2枚の鋼板の端部が対向して配置された鋼板と、少なくとも2枚の鋼板の端部を接合する溶接金属部であって、本開示の鋼板の除去部に隣接して備える溶接金属部と、を有する。例えば、具体的には、除去部は、溶接金属部により接合された2枚の鋼板の両面のうち、溶接金属部の周囲に位置する両面に有している。
ホットスタンプ成形品は、継手の静的強度と溶接金属部の周囲の塗装後耐食性の点で、本開示の少なくとも2枚の鋼板を、除去部を有する端部を介して突合せ溶接した溶接部材をホットスタンプして得られた成形品であることがよい。
ホットスタンプ成形品は、次のようにして製造し得る。
まず、テーラードブランク材を高温に加熱してテーラードブランク材を軟化させる。そして、金型を用いて、軟化したテーラードブランク材をホットスタンプにより成形および冷却して焼き入れられ、目的とする形状のホットスタンプ成形品が得られる。ホットスタンプ成形品は、加熱、及び冷却により焼入れされることで、例えば、約1500MPa以上の高い引張強度を有する成形品が得られる。
まず、テーラードブランク材を高温に加熱してテーラードブランク材を軟化させる。そして、金型を用いて、軟化したテーラードブランク材をホットスタンプにより成形および冷却して焼き入れられ、目的とする形状のホットスタンプ成形品が得られる。ホットスタンプ成形品は、加熱、及び冷却により焼入れされることで、例えば、約1500MPa以上の高い引張強度を有する成形品が得られる。
ホットスタンプするときの加熱方法としては、通常の電気炉、ラジアントチューブ炉に加え、赤外線加熱、通電加熱、誘導加熱等による加熱方法を採用することが可能である。
ホットスタンプ成形品は、鋼板のアルミニウムめっき層が、加熱時に鋼板の酸化に対する保護を付与する、金属間化合物に変化させられる。例えば、一例として、アルミニウムめっき層に、シリコン(Si)を含む場合、アルミニウムめっき層は、加熱されると、Feとの相互拡散により、Al相が、金属間化合物、すなわち、Al-Fe合金相、Al-Fe-Si合金相へと変化する。Al-Fe合金相及びAl-Fe-Si合金相の融点は高く、1000℃以上である。Al-Fe合金相及びAl-Fe-Si合金相は複数種類あり、高温加熱、又は長時間加熱すると、よりFe濃度の高い合金相へと変化していく。これらの金属間化合物が、鋼板の酸化を防止する。
ホットスタンプするときの最高到達温度については、特に限定されないが、例えば、850℃~1000℃とすることが好ましい。ホットスタンプにおいて、最高到達温度は、オーステナイト領域で加熱することから、通常900℃~950℃程度の温度が採用されることが多い。
ホットスタンプでは、高温に加熱したテーラードブランク材を、水冷等により冷却された金型でプレス成形すると同時に、金型での冷却によって焼入れられる。また、必要に応じて金型の隙間から水をブランク材に直接噴霧して水冷してもよい。そして、目的とする形状のホットスタンプ成形品が得られる。ホットスタンプ成形品はそのまま部品として用いても、必要に応じて溶接部にショットブラスト、ブラッシング、レーザクリーニングなどによる脱スケール処理を行ってから用いてもよい。
テーラードブランク材が高温に加熱されると、母材鋼板の金属組織は、少なくとも一部、好ましくは全体がオーステナイト単相の組織となる。その後、金型でプレス成形される際に、目的とする冷却条件で冷却することで、オーステナイトを、マルテンサイトおよびベイナイトの少なくとも一方に変態させる。そして、得られたホットスタンプ成形品では、母材鋼板の金属組織が、マルテンサイト、ベイナイト、又はマルテンサイト-ベイナイトのいずれかの金属組織となる。
ここで、鋼板の製造からホットスタンプ成形品を製造するまでの工程の一例は、次の通りである。なお、除去部が、母材鋼板が露出する露出部分のみを有する場合を例に挙げて説明する。
まず、母材鋼板の両面に、アルミニウムコーティング層を形成して鋼板を得る。このとき、母材鋼板上にアルミニウムめっき層が形成され、母材鋼板とアルミニウムめっき層との間には、金属間化合物層が形成される。
まず、母材鋼板の両面に、アルミニウムコーティング層を形成して鋼板を得る。このとき、母材鋼板上にアルミニウムめっき層が形成され、母材鋼板とアルミニウムめっき層との間には、金属間化合物層が形成される。
次に、母材鋼板の両面に、アルミニウムめっきを施した鋼板は、コイル状に巻き取られる。次に、コイル状に巻かれた鋼板を引き出し、打ち抜き加工を施して打ち抜き部材を得る。
次に、鋼板の周囲に位置する端部の両面の少なくとも一部において、アルミニウムコーティング層を除去して、母材鋼板の露出部分を形成して、本開示の鋼板を得る。
ここで、鋼板の端部に形成される露出部分は、鋼板をコイル状に巻き取った後、コイル状に巻かれた鋼板を引き出した状態で形成してもよい。この場合、露出部分を形成したあと、露出部分が鋼板の端部に有するように打ち抜き加工を施して打ち抜き部材を得る。
また、鋼板の端部に形成される露出部分は、コイル状に巻かれた鋼板を引き出し、引き出した鋼板に打ち抜き加工を施して、打ち抜き部材を形成した後に形成してもよい。この場合、打ち抜き部材の端部に露出部分を形成してもよい。また、打ち抜き部材の端部以外の部分に、例えば、一方向に延びるように、露出領域を形成した後、鋼板の端部に露出部分が形成されるように、打ち抜き部材の露出領域を切断してもよい。
ここで、鋼板の端部に形成される露出部分は、鋼板をコイル状に巻き取った後、コイル状に巻かれた鋼板を引き出した状態で形成してもよい。この場合、露出部分を形成したあと、露出部分が鋼板の端部に有するように打ち抜き加工を施して打ち抜き部材を得る。
また、鋼板の端部に形成される露出部分は、コイル状に巻かれた鋼板を引き出し、引き出した鋼板に打ち抜き加工を施して、打ち抜き部材を形成した後に形成してもよい。この場合、打ち抜き部材の端部に露出部分を形成してもよい。また、打ち抜き部材の端部以外の部分に、例えば、一方向に延びるように、露出領域を形成した後、鋼板の端部に露出部分が形成されるように、打ち抜き部材の露出領域を切断してもよい。
次に、鋼板の端部に露出部分が形成された打ち抜き部材を少なくとも1枚準備する。なお、例えば、露出部分が形成された打ち抜き部材は、例えば、1枚準備してもよく、2枚準備してもよい。
次に、打ち抜き部材の端部を突合せた状態で、突合わせ溶接を行い、テーラードブランク材を得る。具体的には、露出部分が形成された打ち抜き部材を2枚準備した場合、露出部分を有する端部を突合せた状態で、突合わせ溶接を行い、テーラードブランク材を得る。
次に、打ち抜き部材の端部を突合せた状態で、突合わせ溶接を行い、テーラードブランク材を得る。具体的には、露出部分が形成された打ち抜き部材を2枚準備した場合、露出部分を有する端部を突合せた状態で、突合わせ溶接を行い、テーラードブランク材を得る。
次に、加熱炉で、テーラードブランク材を加熱する。
次に、上型及び下型の一対の金型により、加熱されたテーラードブランク材をプレスし、成形及び焼入れする。
そして、金型から取り外すことで、目的とするホットスタンプ成形品が得られる。
次に、上型及び下型の一対の金型により、加熱されたテーラードブランク材をプレスし、成形及び焼入れする。
そして、金型から取り外すことで、目的とするホットスタンプ成形品が得られる。
ホットスタンプ成形品は、例えば、自動車車体等の各種自動車部材の他、産業機械の各種部材への適用に有用である。
<鋼管>
次に、鋼管について説明する。
鋼管は、本開示の鋼板によるオープン管の端部を介して溶接したものである。つまり、鋼管は、本開示の鋼板をオープン管とし、除去部を有する端部の端面どうしを突合せた状態で溶接して得られた鋼管である。すなわち、鋼管は、溶接金属部(つまり、鋼板のオープン管の端部を接合する溶接金属部)を少なくとも一つ有し、溶接金属部に隣接する本開示の鋼板による管状体の両面に、除去部を有する。
次に、鋼管について説明する。
鋼管は、本開示の鋼板によるオープン管の端部を介して溶接したものである。つまり、鋼管は、本開示の鋼板をオープン管とし、除去部を有する端部の端面どうしを突合せた状態で溶接して得られた鋼管である。すなわち、鋼管は、溶接金属部(つまり、鋼板のオープン管の端部を接合する溶接金属部)を少なくとも一つ有し、溶接金属部に隣接する本開示の鋼板による管状体の両面に、除去部を有する。
鋼管は、例えば、次のようにして得られたものが挙げられる。
1)第1の端部に、第1の除去部を設け、第2の端部に、第2の除去部を設けた鋼板を1枚準備する。この1枚の鋼板を管状に成形してオープン管とする。その後、得られたオープン管において、第1の除去部を備える端部の端面と、第2の除去部を備える端部の端面とを突合せた状態で溶接して得られた鋼管でもよい。
2)第1の端部に、第1の除去部を設け、第2の端部に、第2の除去部を設けた鋼板を2枚以上準備する。この鋼板が2枚である場合は、第1の除去部を備える第1の鋼板の端部の端面と、第2の除去部を備える端部の第2の鋼板の端面とを、突合せた状態で溶接してテーラードブランク材とする。そして、このテーラードブランク材を管状に成形してオープン管とする。その後、得られたオープン管において、溶接を行っていない第2の除去部を備える第1の鋼板部分での端部の端面と、溶接を行っていない第1の除去部を備える第2の鋼板部分での端部の端面とを突合せた状態で溶接して得られた鋼管でもよい。
1)第1の端部に、第1の除去部を設け、第2の端部に、第2の除去部を設けた鋼板を1枚準備する。この1枚の鋼板を管状に成形してオープン管とする。その後、得られたオープン管において、第1の除去部を備える端部の端面と、第2の除去部を備える端部の端面とを突合せた状態で溶接して得られた鋼管でもよい。
2)第1の端部に、第1の除去部を設け、第2の端部に、第2の除去部を設けた鋼板を2枚以上準備する。この鋼板が2枚である場合は、第1の除去部を備える第1の鋼板の端部の端面と、第2の除去部を備える端部の第2の鋼板の端面とを、突合せた状態で溶接してテーラードブランク材とする。そして、このテーラードブランク材を管状に成形してオープン管とする。その後、得られたオープン管において、溶接を行っていない第2の除去部を備える第1の鋼板部分での端部の端面と、溶接を行っていない第1の除去部を備える第2の鋼板部分での端部の端面とを突合せた状態で溶接して得られた鋼管でもよい。
テーラードブランク材から鋼管を形成する場合、鋼管を形成するためのテーラードブランク材を形成する2枚以上の鋼板は、上記に限らず、目的に応じて組み合わせて用いればよい。2枚以上の鋼板の組み合わせは、例えば、前述のテーラードブランク材を形成するための鋼板で説明した鋼板と同様の組み合わせが挙げられる。
なお、管状に成形する方法は、特に限定されるものではないが、例えば、UOE法、ベンディングロール法などのいずれの方法でもよい。
また、管状に成形した後の溶接は、特に限定されるものではないが、例えば、レーザ溶接;プラズマ溶接;電気抵抗溶接または高周波誘導加熱溶接により溶接する電縫溶接が挙げられる。
また、管状に成形した後の溶接は、特に限定されるものではないが、例えば、レーザ溶接;プラズマ溶接;電気抵抗溶接または高周波誘導加熱溶接により溶接する電縫溶接が挙げられる。
<中空状焼入れ成形品>
次に、中空状焼入れ成形品について説明する。
中空状焼入れ成形品(以下、「中空状ホットスタンプ成形品」と称する場合がある。)は、本開示の鋼板、又は本開示の鋼板を突合せ溶接して得られたテーラードブランク材から形成した鋼管を、焼入れして得られた中空状の成形品である。
すなわち、鋼管をホットスタンプすることにより得られた中空状焼入れ成形品は、溶接金属部(つまり、鋼板の端部を接合する溶接金属部)を少なくとも一つを有し、溶接金属部に隣接する本開示の鋼板による中空成形体の両面に、除去部を有する。
次に、中空状焼入れ成形品について説明する。
中空状焼入れ成形品(以下、「中空状ホットスタンプ成形品」と称する場合がある。)は、本開示の鋼板、又は本開示の鋼板を突合せ溶接して得られたテーラードブランク材から形成した鋼管を、焼入れして得られた中空状の成形品である。
すなわち、鋼管をホットスタンプすることにより得られた中空状焼入れ成形品は、溶接金属部(つまり、鋼板の端部を接合する溶接金属部)を少なくとも一つを有し、溶接金属部に隣接する本開示の鋼板による中空成形体の両面に、除去部を有する。
中空状焼入れ成形品は、例えば、以下のようにして得られる。
本開示の鋼板を用いて得られた鋼管を、ベンダーで成形する。次に、加熱炉、通電加熱、または高周波誘導加熱により加熱する。鋼管を加熱する温度としては、オーステナイト領域とする必要があることから、例えば、850℃~1000℃とすることがよく、900℃~950℃程度の温度とすることがよい。次に、加熱した鋼管を、水冷等により冷却し、焼入れを行う。
なお、成形と焼入れとを同時に行ってもよい。これは3次元熱間曲げ焼き入れ(3DQ)と呼ばれ、例えば、鋼管を加熱するとともに、荷重を加えて変形させ、直後に水冷等により冷却することによって焼入れられる。これらの過程を経ることによって、目的とする中空状焼入れ成形品が得られる。なお、中空状焼入れ成形品は、そのまま部品として用いてもよい。また、必要に応じて溶接部に脱スケール処理(例えば、ショットブラスト、ブラッシング、レーザクリーニングなど)を行ってから用いてもよい。
本開示の鋼板を用いて得られた鋼管を、ベンダーで成形する。次に、加熱炉、通電加熱、または高周波誘導加熱により加熱する。鋼管を加熱する温度としては、オーステナイト領域とする必要があることから、例えば、850℃~1000℃とすることがよく、900℃~950℃程度の温度とすることがよい。次に、加熱した鋼管を、水冷等により冷却し、焼入れを行う。
なお、成形と焼入れとを同時に行ってもよい。これは3次元熱間曲げ焼き入れ(3DQ)と呼ばれ、例えば、鋼管を加熱するとともに、荷重を加えて変形させ、直後に水冷等により冷却することによって焼入れられる。これらの過程を経ることによって、目的とする中空状焼入れ成形品が得られる。なお、中空状焼入れ成形品は、そのまま部品として用いてもよい。また、必要に応じて溶接部に脱スケール処理(例えば、ショットブラスト、ブラッシング、レーザクリーニングなど)を行ってから用いてもよい。
本開示の中空状焼入れ成形品の用途としては特に限定されるものではないが、例えば、自動車車体等の各種自動車部材、産業機械の各種部材が挙げられる。自動車用部材としては、例えば、具体的には、各種ピラー;スタビライザー、ドアビーム、ルーフレール、バンパーなどのレインフォース類;フレーム類;アーム類等の各種部品が挙げられる。
以下、本開示の実施例を例示するが、本開示は以下の実施例には限定されない。
なお、当業者であれば、特許請求の範囲に記載された思想の範疇内において、各種の変更例または修正例に想到し得ることは明らかであり、それらについても当然に本開示の技術的範囲に属するものと了解される。
なお、当業者であれば、特許請求の範囲に記載された思想の範疇内において、各種の変更例または修正例に想到し得ることは明らかであり、それらについても当然に本開示の技術的範囲に属するものと了解される。
<実施例>
下記供試材として、ホットスタンプ後の強度クラスが1470MPa級であり、1辺15cmの四角形であり、板厚1.6mmである鋼板を用いた。
供試材1:片面あたりのめっき目付け量が80g/m2である供試材1を準備した。供試材1のアルミニウムめっき層の厚みは28μm、金属間化合物層の厚みは4μmである。なお、供試材1の母材鋼板における化学組成は表1に示すとおりである。
供試材2:片面あたりのめっき目付け量が60g/m2である供試材2を準備した。供試材2のアルミニウムめっき層の厚みは22μm、金属間化合物層の厚みは4μmである。なお、供試材2の母材鋼板における化学組成は供試材1と同様である。
下記供試材として、ホットスタンプ後の強度クラスが1470MPa級であり、1辺15cmの四角形であり、板厚1.6mmである鋼板を用いた。
供試材1:片面あたりのめっき目付け量が80g/m2である供試材1を準備した。供試材1のアルミニウムめっき層の厚みは28μm、金属間化合物層の厚みは4μmである。なお、供試材1の母材鋼板における化学組成は表1に示すとおりである。
供試材2:片面あたりのめっき目付け量が60g/m2である供試材2を準備した。供試材2のアルミニウムめっき層の厚みは22μm、金属間化合物層の厚みは4μmである。なお、供試材2の母材鋼板における化学組成は供試材1と同様である。

次に、鋼板の端部の両面において、4辺うちの1辺のみ全長15cmにわたって、アルミニウムコーティング層をエンドミルで切削除去した。エンドミルの工具には、逆テーパ形状の超硬カッターを用いた。刃径φ5mm、刃長1mm仕様である。除去深さは、26μm~60μmの範囲で調整した。除去幅は、除去部と残存部との境界を断面から見たとき、境界のアルミニウムコーティング層外面側の部分の除去幅(表2中の除去幅W1)、及び、境界のアルミニウムコーティング層外面側よりも母材鋼板側の除去幅(表2中の除去幅W2)が、表2に示す値となるように調整した。また、除去部と残存部との境界を断面から見たときの片面部分の形状は、図7~図13に示す形状とした。準備した鋼板を表2に示す。なお、No.5は供試材2を、No.5以外は供試材1を、それぞれ用いた。
次に、各除去処理を行った鋼板を2枚用意し、上記の除去処理をした鋼板の端部の端面を互いに突合せて、レーザ溶接により突合せ溶接を行い、テーラードブランク材を作製した。レーザ溶接の条件は、フィラーワイヤを用いず、発振器にはファイバレーザを用い、スポット径Φ0.9mm、レーザ出力3.2kW、レーザ走査速度3m/minとした。
次に、作製したテーラードブランク材を、920℃に加熱した炉で4分間保持後、水冷した金型で成形して、焼入れを行い、平板のホットスタンプ成形品を作製した。これにより、ホットスタンプ成形品は、引張強さ1470MPa級になる。
ここで、切削除去に用いたエンドミルの回転数は10000rpmとした。
次に、作製したテーラードブランク材を、920℃に加熱した炉で4分間保持後、水冷した金型で成形して、焼入れを行い、平板のホットスタンプ成形品を作製した。これにより、ホットスタンプ成形品は、引張強さ1470MPa級になる。
ここで、切削除去に用いたエンドミルの回転数は10000rpmとした。
なお、表2中の残存部のa(距離a)、b(距離b)、h(アルミニウムコーティング層の厚みh)は、SEM観察によって測定し、面積重心yを求めた。
[評価]
(塗装後耐食性試験)
上記で得られたホットスタンプ成形品を化成処理した後、電着塗装を行い、塗装後耐食性試験を行った。化成処理は日本パーカライジング(株)製化成処理液PB-SX35Tで施した。その後、電着塗料として、日本ペイント(株)製カチオン電着塗料パワーニクス110を使用し、電着膜厚約15μmを目標として電着塗装を施した。水洗後、170℃で20分間加熱して焼き付け、試験板を作製した。試験板のサイズは65mm長さ、100mm幅(幅中央部に溶接部がある。)とした。
この試験板を用いて、自動車部品外観腐食試験JASO M610-92を用い、360サイクル(120日)経過後の腐食状況で塗装後耐食性を評価した。
(塗装後耐食性試験)
上記で得られたホットスタンプ成形品を化成処理した後、電着塗装を行い、塗装後耐食性試験を行った。化成処理は日本パーカライジング(株)製化成処理液PB-SX35Tで施した。その後、電着塗料として、日本ペイント(株)製カチオン電着塗料パワーニクス110を使用し、電着膜厚約15μmを目標として電着塗装を施した。水洗後、170℃で20分間加熱して焼き付け、試験板を作製した。試験板のサイズは65mm長さ、100mm幅(幅中央部に溶接部がある。)とした。
この試験板を用いて、自動車部品外観腐食試験JASO M610-92を用い、360サイクル(120日)経過後の腐食状況で塗装後耐食性を評価した。
塗装後耐食性の評価は、赤錆の割合を赤錆発生率(四捨五入した値)とし、溶接金属部の周囲および溶接金属部について、目視により下記判定基準で行った。評価B(○)までが許容される。
-判定基準-
A(◎):赤錆発生率25%以下
B(○):赤錆発生率26%~50%
C(△):赤錆発生率51%~75%
D(×):赤錆発生率76%~100%
-判定基準-
A(◎):赤錆発生率25%以下
B(○):赤錆発生率26%~50%
C(△):赤錆発生率51%~75%
D(×):赤錆発生率76%~100%
(継手静的強度)
得られたホットスタンプ成形品から、引張強度試験用の試験片として、溶接部を持つダンベル状の形状の試験片を採取した。試験片は、平行部距離50mm、平行部の幅25mmとし、平行部の中央部に、長手方向に対して直交方向になるように幅全長にわたって、溶接部を有するように切り出した。この試験片を用いて、静的引張強度試験を実施した。下記判定基準で判定した。評価B(○)までが許容される。
-判定基準-
A(◎):1500MPa以上
B(○):1400MPa以上1500MPa未満
C(△):1300MPa以上1400MPa未満
D(×):1300MPa未満
得られたホットスタンプ成形品から、引張強度試験用の試験片として、溶接部を持つダンベル状の形状の試験片を採取した。試験片は、平行部距離50mm、平行部の幅25mmとし、平行部の中央部に、長手方向に対して直交方向になるように幅全長にわたって、溶接部を有するように切り出した。この試験片を用いて、静的引張強度試験を実施した。下記判定基準で判定した。評価B(○)までが許容される。
-判定基準-
A(◎):1500MPa以上
B(○):1400MPa以上1500MPa未満
C(△):1300MPa以上1400MPa未満
D(×):1300MPa未満
なお、表2において、除去部タイプ欄の「A」~「G」の表記は、鋼板の端部の断面において、除去部と残存部との境界の形状が以下の形状を表している。
「A」:除去部なし(アルミニウムコーティング層を除去しない;供試材1まま)。
「B」:図7参照。除去部が母材鋼板の一部まで除去され、母材鋼板が露出している露出部分を有する。除去部と残存部との境界は、板厚方向に沿う方向に伸びている。アルミニウムコーティング層の表面側の除去幅(W1)と、母材鋼板側の除去幅(W2)とが同じである(W1=W2)。
「C」:図8参照。除去部が母材鋼板の一部まで除去され、母材鋼板が露出している露出部分を有する。除去部と残存部との境界は傾斜しており、境界のアルミニウムコーティング層側の端縁が鋼板の中央側に位置し、境界の母材鋼板側の端縁が鋼板の端面側に位置している。アルミニウムコーティング層の表面側の除去幅(W1)は、母材鋼板側の除去幅(W2)よりも大きい(W1>W2)。
「B」:図7参照。除去部が母材鋼板の一部まで除去され、母材鋼板が露出している露出部分を有する。除去部と残存部との境界は、板厚方向に沿う方向に伸びている。アルミニウムコーティング層の表面側の除去幅(W1)と、母材鋼板側の除去幅(W2)とが同じである(W1=W2)。
「C」:図8参照。除去部が母材鋼板の一部まで除去され、母材鋼板が露出している露出部分を有する。除去部と残存部との境界は傾斜しており、境界のアルミニウムコーティング層側の端縁が鋼板の中央側に位置し、境界の母材鋼板側の端縁が鋼板の端面側に位置している。アルミニウムコーティング層の表面側の除去幅(W1)は、母材鋼板側の除去幅(W2)よりも大きい(W1>W2)。
「D」:図9参照。除去部が母材鋼板の一部まで除去され、母材鋼板が露出している露出部分を有する。除去部と残存部との境界は、アルミニウムコーティング層の外面側の端縁が鋼板の端面側に最も突き出した突き出し部を有する。突き出し部の頂点は最も短い除去幅(W1)となる部分である。また、母材鋼板側の端縁が鋼板の中央側に最も凹んだ凹み部を有する。凹み部の底部は最も長い除去幅(W2)となる部分である。W1はW2よりも小さい(W1<W2)。
「E」:図10参照。除去部が金属間化合物層まで除去され、母材鋼板が露出している露出部分を有する。除去部と残存部との境界は、アルミニウムコーティング層の外面側の端縁が鋼板の端面側に最も突き出した突き出し部を有する。突き出し部の頂点は最も短い除去幅(W1)となる部分である。また、除去部と残存部との境界の中央部は、アルミニウムめっき層部分で、鋼板の中央側に最も凹んだ凹み部を有する。凹み部の底部は最も長い除去幅(W2)となる部分である。さらに、除去部と残存部との境界は、除去幅W2の部分よりも母材鋼板側で段差が形成されている。W1はW2よりも小さい(W1<W2)。「F」:図11参照。除去部が母材鋼板の一部まで除去され、母材鋼板が露出している露出部分を有する。除去部と残存部との境界は、アルミニウムコーティング層の表面側の端縁が鋼板の端面側に最も突き出した突き出し部を有する。突き出し部の頂点は最も短い除去幅(W1)となる部分である。また、母材鋼板側の端縁が鋼板の中央側に最も凹んだ凹み部を有する。凹み部の底部は最も長い除去幅(W2)となる部分である。但し、W2は、除去部タイプ「D」のW2より短い。W1はW2よりも小さい(W1<W2)。
「G」:図12参照。除去部が母材鋼板の一部まで除去され、母材鋼板が露出している露出部分を有する。除去部と残存部との境界は、アルミニウムコーティング層の表面側の端縁が鋼板の端面側に最も突き出した突き出し部を有する。突き出し部の頂点は最も短い除去幅(W1)となる部分である。また、除去部と残存部との境界の中央部は、アルミニウムめっき層部分で、鋼板の中央側に最も凹んだ凹み部を有する。凹み部の底部は最も長い除去幅(W2)となる部分である。さらに、除去部と残存部との境界は、最も長い除去幅となる部分よりも母材鋼板側で、鋼板の端面側に傾斜している。W1はW2よりも小さい(W1<W2)。
「E」:図10参照。除去部が金属間化合物層まで除去され、母材鋼板が露出している露出部分を有する。除去部と残存部との境界は、アルミニウムコーティング層の外面側の端縁が鋼板の端面側に最も突き出した突き出し部を有する。突き出し部の頂点は最も短い除去幅(W1)となる部分である。また、除去部と残存部との境界の中央部は、アルミニウムめっき層部分で、鋼板の中央側に最も凹んだ凹み部を有する。凹み部の底部は最も長い除去幅(W2)となる部分である。さらに、除去部と残存部との境界は、除去幅W2の部分よりも母材鋼板側で段差が形成されている。W1はW2よりも小さい(W1<W2)。「F」:図11参照。除去部が母材鋼板の一部まで除去され、母材鋼板が露出している露出部分を有する。除去部と残存部との境界は、アルミニウムコーティング層の表面側の端縁が鋼板の端面側に最も突き出した突き出し部を有する。突き出し部の頂点は最も短い除去幅(W1)となる部分である。また、母材鋼板側の端縁が鋼板の中央側に最も凹んだ凹み部を有する。凹み部の底部は最も長い除去幅(W2)となる部分である。但し、W2は、除去部タイプ「D」のW2より短い。W1はW2よりも小さい(W1<W2)。
「G」:図12参照。除去部が母材鋼板の一部まで除去され、母材鋼板が露出している露出部分を有する。除去部と残存部との境界は、アルミニウムコーティング層の表面側の端縁が鋼板の端面側に最も突き出した突き出し部を有する。突き出し部の頂点は最も短い除去幅(W1)となる部分である。また、除去部と残存部との境界の中央部は、アルミニウムめっき層部分で、鋼板の中央側に最も凹んだ凹み部を有する。凹み部の底部は最も長い除去幅(W2)となる部分である。さらに、除去部と残存部との境界は、最も長い除去幅となる部分よりも母材鋼板側で、鋼板の端面側に傾斜している。W1はW2よりも小さい(W1<W2)。
「H」:図13参照。除去部が母材鋼板の一部まで除去され、母材鋼板が露出している露出部分を有する。除去部と残存部との境界は、アルミニウムコーティング層の表面側の端縁の周辺が鋼板の端面側に突き出した突き出し部を有する。突き出し部は板厚方向に連続して形成されている。突き出し部は最も短い除去幅(W1)となる部分を有する。また、突き出し部よりも母材鋼板側で、アルミニウムめっき層、金属間化合物層、および母材鋼板に亘る範囲で、鋼板の中央側に凹んだ凹み部を有する。凹み部は板厚方向に連続して形成されている。凹み部は最も長い除去幅(W2)となる部分を有する。W1はW2よりも小さい(W1<W2)。
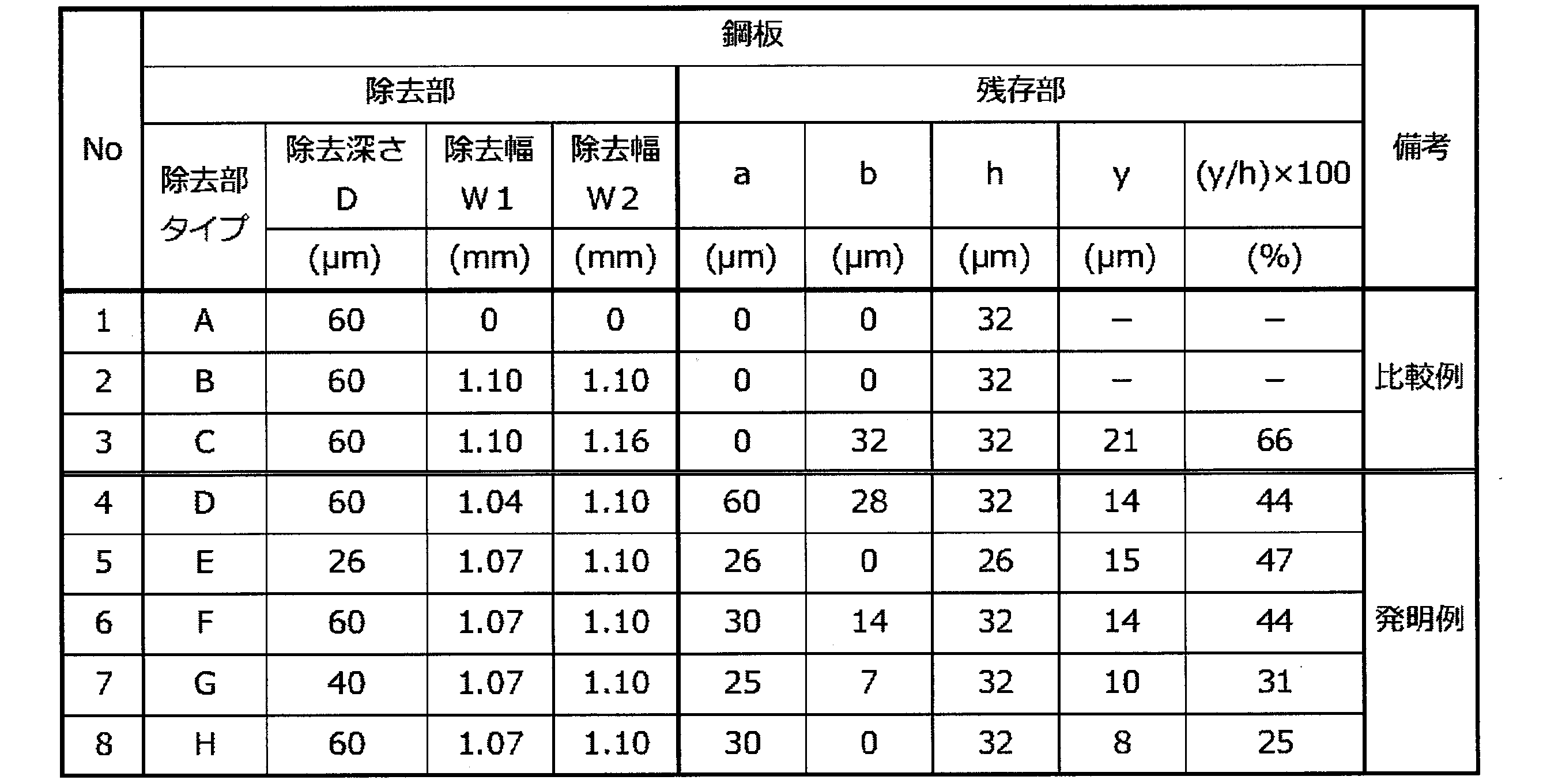

表2および表3に示すように、No.1の試供材1ままでは、溶接金属部の周囲の塗装後耐食性が優れている。しかし、溶接金属に混入するアルミニウム量が多くなったため、静的引張強度は劣位であった。
表2および表3に示すように、No.2およびNo.3は、鋼板の端部において、アルミニウムめっき層が除去されている。そのため、溶接金属に混入するアルミニウム量が少なくなり、静的引張強度は優れている。しかし、除去部と残存部との境界を断面から見たとき、境界の断面形状は、それぞれ、図7および図8に示す形状のように形成されている。そのため、溶接金属部の周囲の塗装後耐食性が劣位であった。
表2および表3に示すように、No.2およびNo.3は、鋼板の端部において、アルミニウムめっき層が除去されている。そのため、溶接金属に混入するアルミニウム量が少なくなり、静的引張強度は優れている。しかし、除去部と残存部との境界を断面から見たとき、境界の断面形状は、それぞれ、図7および図8に示す形状のように形成されている。そのため、溶接金属部の周囲の塗装後耐食性が劣位であった。
一方、表2および表3に示すように、No.4~No.8は、除去部と残存部との境界を断面から見たとき、境界の断面形状は、残存部のアルミニウムコーティング層外面側が、鋼板の端面側に突き出し、母材鋼板側が、鋼板の中央側に凹んでいる。そのため、残存部の一部が、除去部の表面の一部を覆うと考えられ、溶接金属部の周囲の塗装後耐食性が優れている。また、アルミニウムめっき層が除去されているため、溶接金属に混入するアルミニウム量が少なく、静的引張強度は優れている。
本発明によれば、継手の静的強度に優れ、かつ、溶接金属部の周囲に塗装した後であっても、溶接金属部の周囲の塗装後耐食性に優れる突合せ溶接部材が得られる鋼板および鋼管を提供できる。
12母材鋼板
14アルミニウムめっき層
16金属間化合物層
18アルミニウムコーティング層
22除去部
26残存部
100鋼板
14アルミニウムめっき層
16金属間化合物層
18アルミニウムコーティング層
22除去部
26残存部
100鋼板
Claims (10)
- 母材鋼板と、
前記母材鋼板の両面に設けられたアルミニウムコーティング層と、
を有し、
周囲に位置する端部の両面の少なくとも一部に、前記アルミニウムコーティング層の少なくとも一部が除去された除去部、および前記除去部よりも鋼板の中央側の領域に、前記アルミニウムコーティング層が残存している残存部が形成され、
前記除去部と前記残存部との境界を断面から見たとき、前記境界のアルミニウムコーティング層外面側に、最も短い除去幅となる部分を有し、前記境界のアルミニウムコーティング層外面側よりも母材鋼板側に、最も長い除去幅となる部分を有する鋼板。 - 前記残存部のうち、前記境界の最も長い除去幅となる部分から板厚方向に沿う方向に延びる仮想線よりも鋼板の端面側の領域における残存部であって、面積重心が、前記アルミニウムコーティング層の厚みの50%未満である残存部を有する請求項1に記載の鋼板。
- 前記除去部が、前記母材鋼板が露出している露出部分を有する請求項1又は請求項2に記載の鋼板。
- 前記母材鋼板が、質量%で、
C:0.02%~0.58%、
Mn:0.20%~3.00%、
Al:0.005%~1.00%、
Ti:0%~0.20%、
Nb:0%~0.20%、
V:0%~1.0%、
W:0%~1.0%、
Cr:0%~1.0%、
Mo:0%~1.0%、
Cu:0%~1.0%、
Ni:0%~1.0%、
B:0%~0.0100%、
Mg:0%~0.05%、
Ca:0%~0.05%、
REM:0%~0.05%、
Bi:0%~0.05%、
Si:0%~2.00%、
P:0.03%以下、
S:0.010%以下、
N:0.010%以下、並びに
残部:Feおよび不純物からなる化学組成を有する請求項1~請求項3のいずれか1項に記載の鋼板。 - 前記アルミニウムコーティング層が、アルミニウムめっき層及び金属間化合物層を有し、前記アルミニウムめっき層の平均厚みが8μm~35μmであり、前記金属間化合物層の平均厚みが3μm~10μmである請求項1~請求項4のいずれか1項に記載の鋼板。
- 請求項1~請求項5のいずれか1項に記載の鋼板を少なくとも1枚有し、前記鋼板の前記除去部を有する端部を介して、少なくとも2枚の鋼板を突合せ溶接した突合せ溶接部材。
- 請求項6に記載の突合せ溶接部材を熱間プレス成形した熱間プレス成形品。
- 請求項1~請求項5のいずれか1項に記載の鋼板によるオープン管の端部を介して溶接した鋼管。
- 請求項8に記載の鋼管を焼入れした中空状焼入れ成形品。
- 請求項1~請求項5のいずれか1項に記載の鋼板の製造方法であって、
前記除去部を機械加工により形成する工程を有する鋼板の製造方法。
Priority Applications (17)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2019/001922 WO2020152789A1 (ja) | 2019-01-22 | 2019-01-22 | 鋼板、突合せ溶接部材、熱間プレス成形品、鋼管、中空状焼入れ成形品、および鋼板の製造方法 |
| PCT/JP2019/019417 WO2019244524A1 (ja) | 2018-06-22 | 2019-05-15 | 鋼板、テーラードブランク、熱間プレス成形品、鋼管、中空状焼入れ成形品、鋼板の製造方法、テーラードブランクの製造方法、熱間プレス成形品の製造方法、鋼管の製造方法、および中空状焼入れ成形品の製造方法 |
| TW108116820A TW202000358A (zh) | 2018-06-22 | 2019-05-15 | 鋼板、拼焊毛胚、熱壓製成形品、鋼管、中空狀淬火成形品、鋼板的製造方法、拼焊毛胚的製造方法、熱壓製成形品的製造方法、鋼管的製造方法、及中空狀淬火成形品的製造方法 |
| CN201980035388.XA CN112437710B (zh) | 2018-06-22 | 2019-05-15 | 钢板、拼焊坯料、热压成型品、钢管、中空状淬火成型品、它们的制造方法 |
| KR1020247000177A KR20240007959A (ko) | 2018-06-22 | 2019-05-15 | 강판, 테일러드 블랭크, 열간 프레스 성형품, 강관, 중공상 ??칭 성형품, 강판의 제조 방법, 테일러드 블랭크의 제조 방법, 열간 프레스 성형품의 제조 방법, 강관의 제조 방법 및 중공상 ??칭 성형품의 제조 방법 |
| MX2020012929A MX2020012929A (es) | 2018-06-22 | 2019-05-15 | Lamina de acero, pieza en bruto a medida, producto estampado en caliente, tubo de acero, producto estampado en caliente hueco, metodo de fabricacion de lamina de acero, metodo de fabricacion de pieza en bruto a medida, metodo de fabricacion de producto estampado en caliente, metodo de fabricacion de tubo de acero, y metodo de fabricacion de producto estampado en caliente hueco. |
| KR1020227033823A KR20220136507A (ko) | 2018-06-22 | 2019-05-15 | 강판, 테일러드 블랭크, 열간 프레스 성형품, 강관, 중공상 ??칭 성형품, 강판의 제조 방법, 테일러드 블랭크의 제조 방법, 열간 프레스 성형품의 제조 방법, 강관의 제조 방법 및 중공상 ??칭 성형품의 제조 방법 |
| KR1020227033831A KR102545723B1 (ko) | 2018-06-22 | 2019-05-15 | 강판, 테일러드 블랭크, 열간 프레스 성형품, 강관, 중공상 ??칭 성형품, 강판의 제조 방법, 테일러드 블랭크의 제조 방법, 열간 프레스 성형품의 제조 방법, 강관의 제조 방법 및 중공상 ??칭 성형품의 제조 방법 |
| US17/053,662 US20210222804A1 (en) | 2018-06-22 | 2019-05-15 | Steel sheet, tailored blank, hot stamped product, steel pipe, hollow hot stamped product, method of manufacturing steel sheet, method of manufacturing tailored blank, method of manufacturing hot stamped product, method of manufacturing steel pipe, and method of manufacturing hollow hot stamped product |
| KR1020207033336A KR102451642B1 (ko) | 2018-06-22 | 2019-05-15 | 강판, 테일러드 블랭크, 열간 프레스 성형품, 강관, 중공상 ??칭 성형품, 강판의 제조 방법, 테일러드 블랭크의 제조 방법, 열간 프레스 성형품의 제조 방법, 강관의 제조 방법 및 중공상 ??칭 성형품의 제조 방법 |
| EP19823212.6A EP3812083A1 (en) | 2018-06-22 | 2019-05-15 | Steel sheet, tailored blank, hot-press formed article, steel pipe, hollow quenching formed article, method for manufacturing steel sheet, method for manufacturing tailored blank, method for manufacturing hot-press formed article, method for manufacturing steel pipe, and method for manufacturing hollow quenching formed article |
| JP2020525362A JP7056738B2 (ja) | 2018-06-22 | 2019-05-15 | 鋼板、テーラードブランクの製造方法、および鋼管の製造方法 |
| JP2019572259A JP6777249B1 (ja) | 2019-01-22 | 2019-07-19 | 鋼板、テーラードブランク、熱間プレス成形品、鋼管、中空状焼入れ成形品、および鋼板の製造方法 |
| TW108125576A TW202027966A (zh) | 2019-01-22 | 2019-07-19 | 鋼板、拼焊胚料、熱壓製成形品、鋼管、中空狀淬火成形品、及鋼板的製造方法 |
| PCT/JP2019/028402 WO2020152887A1 (ja) | 2019-01-22 | 2019-07-19 | 鋼板、テーラードブランク、熱間プレス成形品、鋼管、中空状焼入れ成形品、および鋼板の製造方法 |
| JP2022052204A JP7376816B2 (ja) | 2018-06-22 | 2022-03-28 | テーラードブランク、熱間プレス成形品、鋼管、中空状焼入れ成形品、熱間プレス成形品の製造方法、および中空状焼入れ成形品の製造方法 |
| JP2022052215A JP7299539B2 (ja) | 2018-06-22 | 2022-03-28 | 突合せ溶接用鋼板の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2019/001922 WO2020152789A1 (ja) | 2019-01-22 | 2019-01-22 | 鋼板、突合せ溶接部材、熱間プレス成形品、鋼管、中空状焼入れ成形品、および鋼板の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020152789A1 true WO2020152789A1 (ja) | 2020-07-30 |
Family
ID=71736123
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/001922 WO2020152789A1 (ja) | 2018-06-22 | 2019-01-22 | 鋼板、突合せ溶接部材、熱間プレス成形品、鋼管、中空状焼入れ成形品、および鋼板の製造方法 |
| PCT/JP2019/028402 WO2020152887A1 (ja) | 2019-01-22 | 2019-07-19 | 鋼板、テーラードブランク、熱間プレス成形品、鋼管、中空状焼入れ成形品、および鋼板の製造方法 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/028402 WO2020152887A1 (ja) | 2019-01-22 | 2019-07-19 | 鋼板、テーラードブランク、熱間プレス成形品、鋼管、中空状焼入れ成形品、および鋼板の製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP6777249B1 (ja) |
| TW (1) | TW202027966A (ja) |
| WO (2) | WO2020152789A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20240032088A (ko) | 2021-08-11 | 2024-03-08 | 닛폰세이테츠 가부시키가이샤 | 접합 부품 및 접합 강판 |
| CN115522154B (zh) * | 2022-10-09 | 2024-04-16 | 浙江吉利控股集团有限公司 | 一种稳定杆及其制备方法、悬架总成和车辆 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS561283A (en) * | 1979-06-19 | 1981-01-08 | Nippon Pipe Seizo Kk | Production of electric welded steel tube |
| JPS6053918B2 (ja) * | 1978-08-30 | 1985-11-27 | 富士通株式会社 | ストロ−ク対の交叉検出方式 |
| JP2013010139A (ja) * | 2011-05-27 | 2013-01-17 | Nippon Steel & Sumitomo Metal Corp | 継手強度に優れたアークスポット溶接継手およびその製造方法 |
| JP2018039013A (ja) * | 2015-11-19 | 2018-03-15 | 株式会社ジーテクト | アルミニウムめっき鋼板の溶接方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5639013A (en) * | 1979-09-06 | 1981-04-14 | Kaken Pharmaceut Co Ltd | Ophthalmic solution for regulating intraocular tension |
| EP2855070B1 (en) * | 2012-05-25 | 2019-12-11 | Shiloh Industries, Inc. | Sheet metal piece having weld notch and method of forming the same |
| JP6831254B2 (ja) * | 2016-03-30 | 2021-02-17 | 日本製鉄株式会社 | 耐酸露点腐食性に優れる溶接鋼管およびその製造法並びに熱交換器 |
-
2019
- 2019-01-22 WO PCT/JP2019/001922 patent/WO2020152789A1/ja active Application Filing
- 2019-07-19 TW TW108125576A patent/TW202027966A/zh unknown
- 2019-07-19 JP JP2019572259A patent/JP6777249B1/ja active Active
- 2019-07-19 WO PCT/JP2019/028402 patent/WO2020152887A1/ja active Application Filing
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6053918B2 (ja) * | 1978-08-30 | 1985-11-27 | 富士通株式会社 | ストロ−ク対の交叉検出方式 |
| JPS561283A (en) * | 1979-06-19 | 1981-01-08 | Nippon Pipe Seizo Kk | Production of electric welded steel tube |
| JP2013010139A (ja) * | 2011-05-27 | 2013-01-17 | Nippon Steel & Sumitomo Metal Corp | 継手強度に優れたアークスポット溶接継手およびその製造方法 |
| JP2018039013A (ja) * | 2015-11-19 | 2018-03-15 | 株式会社ジーテクト | アルミニウムめっき鋼板の溶接方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2020152887A1 (ja) | 2020-07-30 |
| TW202027966A (zh) | 2020-08-01 |
| JPWO2020152887A1 (ja) | 2021-02-18 |
| JP6777249B1 (ja) | 2020-10-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10828729B2 (en) | Hot-formed previously welded steel part with very high mechanical resistance and production method | |
| JP7286833B2 (ja) | 炭素含有量が規定されたフィラーワイヤを準備して溶接鋼ブランクを製造する方法、関連する溶接ブランク、熱間プレス成形及び冷却された鋼部品並びに関連する部品を用いて溶接部品を製造する方法 | |
| JP6645635B1 (ja) | 鋼板、テーラードブランク、熱間プレス成形品、鋼管、中空状焼入れ成形品、及び鋼板の製造方法 | |
| JP7376816B2 (ja) | テーラードブランク、熱間プレス成形品、鋼管、中空状焼入れ成形品、熱間プレス成形品の製造方法、および中空状焼入れ成形品の製造方法 | |
| JP7047387B2 (ja) | 鋼板、突合せ溶接部材、熱間プレス成形品、鋼管、中空状焼入れ成形品、および鋼板の製造方法 | |
| JP7024798B2 (ja) | 鋼板、テーラードブランク、熱間プレス成形品、鋼管、中空状焼入れ成形品、鋼板の製造方法、テーラードブランクの製造方法、熱間プレス成形品の製造方法、鋼管の製造方法、および中空状焼入れ成形品の製造方法 | |
| WO2020152789A1 (ja) | 鋼板、突合せ溶接部材、熱間プレス成形品、鋼管、中空状焼入れ成形品、および鋼板の製造方法 | |
| JP7099330B2 (ja) | 鋼板、テーラードブランク、熱間プレス成形品、鋼管状のテーラードブランク、中空状熱間プレス成形品、及び鋼板の製造方法 | |
| JP6601598B1 (ja) | 鋼板、テーラードブランク、熱間プレス成形品の製造方法、鋼管、及び中空状焼入れ成形品の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19911463 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 19911463 Country of ref document: EP Kind code of ref document: A1 |