WO2020085189A1 - Feuille d'alliage d'aluminium, matériau d'emballage externe pour dispositifs de stockage d'électricité, son procédé de production, et dispositif de stockage d'électricité - Google Patents
Feuille d'alliage d'aluminium, matériau d'emballage externe pour dispositifs de stockage d'électricité, son procédé de production, et dispositif de stockage d'électricité Download PDFInfo
- Publication number
- WO2020085189A1 WO2020085189A1 PCT/JP2019/040877 JP2019040877W WO2020085189A1 WO 2020085189 A1 WO2020085189 A1 WO 2020085189A1 JP 2019040877 W JP2019040877 W JP 2019040877W WO 2020085189 A1 WO2020085189 A1 WO 2020085189A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- storage device
- layer
- electricity storage
- heat
- aluminum alloy
- Prior art date
Links
- 239000000463 material Substances 0.000 title claims abstract description 234
- 238000003860 storage Methods 0.000 title claims abstract description 206
- 230000005611 electricity Effects 0.000 title claims abstract description 172
- 229910000838 Al alloy Inorganic materials 0.000 title claims abstract description 129
- 239000011888 foil Substances 0.000 title claims abstract description 127
- 238000004519 manufacturing process Methods 0.000 title claims description 18
- 239000008151 electrolyte solution Substances 0.000 claims abstract description 58
- 239000010410 layer Substances 0.000 claims description 310
- 229920005989 resin Polymers 0.000 claims description 212
- 239000011347 resin Substances 0.000 claims description 212
- 239000012790 adhesive layer Substances 0.000 claims description 133
- -1 lithium hexafluorophosphate Chemical compound 0.000 claims description 88
- 238000002844 melting Methods 0.000 claims description 77
- 230000008018 melting Effects 0.000 claims description 77
- 238000000034 method Methods 0.000 claims description 70
- 230000004888 barrier function Effects 0.000 claims description 66
- 238000005259 measurement Methods 0.000 claims description 43
- 238000013213 extrapolation Methods 0.000 claims description 34
- 238000010030 laminating Methods 0.000 claims description 29
- 239000003792 electrolyte Substances 0.000 claims description 17
- 239000000243 solution Substances 0.000 claims description 10
- OIFBSDVPJOWBCH-UHFFFAOYSA-N Diethyl carbonate Chemical compound CCOC(=O)OCC OIFBSDVPJOWBCH-UHFFFAOYSA-N 0.000 claims description 9
- KMTRUDSVKNLOMY-UHFFFAOYSA-N Ethylene carbonate Chemical compound O=C1OCCO1 KMTRUDSVKNLOMY-UHFFFAOYSA-N 0.000 claims description 9
- 238000000113 differential scanning calorimetry Methods 0.000 claims description 9
- IEJIGPNLZYLLBP-UHFFFAOYSA-N dimethyl carbonate Chemical compound COC(=O)OC IEJIGPNLZYLLBP-UHFFFAOYSA-N 0.000 claims description 9
- 229910052725 zinc Inorganic materials 0.000 claims description 8
- 238000001035 drying Methods 0.000 claims description 4
- 239000012535 impurity Substances 0.000 claims description 4
- 230000007797 corrosion Effects 0.000 abstract description 51
- 238000005260 corrosion Methods 0.000 abstract description 51
- 239000002585 base Substances 0.000 description 72
- 239000010408 film Substances 0.000 description 70
- 238000011282 treatment Methods 0.000 description 55
- 229920000098 polyolefin Polymers 0.000 description 53
- 238000012360 testing method Methods 0.000 description 53
- 239000000853 adhesive Substances 0.000 description 32
- 230000001070 adhesive effect Effects 0.000 description 32
- 239000003795 chemical substances by application Substances 0.000 description 28
- 150000001875 compounds Chemical class 0.000 description 27
- 239000000314 lubricant Substances 0.000 description 27
- 239000000203 mixture Substances 0.000 description 25
- 239000002345 surface coating layer Substances 0.000 description 24
- 238000007789 sealing Methods 0.000 description 23
- 239000002253 acid Substances 0.000 description 22
- 239000004814 polyurethane Substances 0.000 description 22
- 239000002245 particle Substances 0.000 description 21
- 229920000642 polymer Polymers 0.000 description 20
- 229920002635 polyurethane Polymers 0.000 description 20
- 238000000576 coating method Methods 0.000 description 19
- 238000010586 diagram Methods 0.000 description 19
- 239000003822 epoxy resin Substances 0.000 description 17
- 229920000647 polyepoxide Polymers 0.000 description 17
- 239000004743 Polypropylene Substances 0.000 description 16
- 229920001577 copolymer Polymers 0.000 description 16
- 229910052751 metal Inorganic materials 0.000 description 16
- 239000002184 metal Substances 0.000 description 16
- 229920001155 polypropylene Polymers 0.000 description 16
- ZCDOYSPFYFSLEW-UHFFFAOYSA-N chromate(2-) Chemical class [O-][Cr]([O-])(=O)=O ZCDOYSPFYFSLEW-UHFFFAOYSA-N 0.000 description 15
- 239000011248 coating agent Substances 0.000 description 15
- 229920000139 polyethylene terephthalate Polymers 0.000 description 15
- 125000003504 2-oxazolinyl group Chemical group O1C(=NCC1)* 0.000 description 14
- 239000000654 additive Substances 0.000 description 14
- 238000006243 chemical reaction Methods 0.000 description 14
- 230000000052 comparative effect Effects 0.000 description 14
- 238000001938 differential scanning calorimetry curve Methods 0.000 description 14
- 230000004927 fusion Effects 0.000 description 14
- 239000011777 magnesium Substances 0.000 description 14
- 239000000049 pigment Substances 0.000 description 14
- 239000000047 product Substances 0.000 description 14
- 239000000126 substance Substances 0.000 description 14
- 239000004952 Polyamide Substances 0.000 description 13
- 239000011651 chromium Substances 0.000 description 13
- 125000004122 cyclic group Chemical group 0.000 description 13
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 13
- 229920006284 nylon film Polymers 0.000 description 13
- 229920002647 polyamide Polymers 0.000 description 13
- 239000011342 resin composition Substances 0.000 description 13
- 239000013078 crystal Substances 0.000 description 12
- 229920005862 polyol Polymers 0.000 description 12
- 239000003086 colorant Substances 0.000 description 11
- 238000011156 evaluation Methods 0.000 description 11
- 238000010438 heat treatment Methods 0.000 description 11
- 239000005022 packaging material Substances 0.000 description 11
- 239000011701 zinc Substances 0.000 description 11
- 238000004566 IR spectroscopy Methods 0.000 description 10
- NBIIXXVUZAFLBC-UHFFFAOYSA-N Phosphoric acid Chemical compound OP(O)(O)=O NBIIXXVUZAFLBC-UHFFFAOYSA-N 0.000 description 10
- IQPQWNKOIGAROB-UHFFFAOYSA-N isocyanate group Chemical group [N-]=C=O IQPQWNKOIGAROB-UHFFFAOYSA-N 0.000 description 10
- 229910052757 nitrogen Inorganic materials 0.000 description 10
- 238000005096 rolling process Methods 0.000 description 10
- 239000004925 Acrylic resin Substances 0.000 description 9
- 230000000996 additive effect Effects 0.000 description 9
- 150000001408 amides Chemical class 0.000 description 9
- 229910052804 chromium Inorganic materials 0.000 description 9
- 239000010949 copper Substances 0.000 description 9
- 229920000728 polyester Polymers 0.000 description 9
- 239000005020 polyethylene terephthalate Substances 0.000 description 9
- NIXOWILDQLNWCW-UHFFFAOYSA-N 2-Propenoic acid Natural products OC(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 8
- 229920000178 Acrylic resin Polymers 0.000 description 8
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 8
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 8
- 239000012948 isocyanate Substances 0.000 description 8
- 239000011572 manganese Substances 0.000 description 8
- 238000000465 moulding Methods 0.000 description 8
- OFOBLEOULBTSOW-UHFFFAOYSA-N Malonic acid Chemical compound OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 7
- 229910019142 PO4 Inorganic materials 0.000 description 7
- 229910052802 copper Inorganic materials 0.000 description 7
- 125000003700 epoxy group Chemical group 0.000 description 7
- 229910052742 iron Inorganic materials 0.000 description 7
- 150000002989 phenols Chemical class 0.000 description 7
- 235000021317 phosphate Nutrition 0.000 description 7
- WSFSSNUMVMOOMR-UHFFFAOYSA-N Formaldehyde Chemical compound O=C WSFSSNUMVMOOMR-UHFFFAOYSA-N 0.000 description 6
- 125000000217 alkyl group Chemical group 0.000 description 6
- 238000004458 analytical method Methods 0.000 description 6
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 description 6
- 238000004140 cleaning Methods 0.000 description 6
- 238000005238 degreasing Methods 0.000 description 6
- 230000002708 enhancing effect Effects 0.000 description 6
- 239000007788 liquid Substances 0.000 description 6
- FPYJFEHAWHCUMM-UHFFFAOYSA-N maleic anhydride Chemical compound O=C1OC(=O)C=C1 FPYJFEHAWHCUMM-UHFFFAOYSA-N 0.000 description 6
- 238000001000 micrograph Methods 0.000 description 6
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 description 6
- 239000010452 phosphate Substances 0.000 description 6
- 229920006267 polyester film Polymers 0.000 description 6
- 229920001225 polyester resin Polymers 0.000 description 6
- 239000004645 polyester resin Substances 0.000 description 6
- 229910052761 rare earth metal Inorganic materials 0.000 description 6
- 238000005011 time of flight secondary ion mass spectroscopy Methods 0.000 description 6
- 238000002042 time-of-flight secondary ion mass spectrometry Methods 0.000 description 6
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 5
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 5
- 239000003513 alkali Substances 0.000 description 5
- 229910052782 aluminium Inorganic materials 0.000 description 5
- 229910000147 aluminium phosphate Inorganic materials 0.000 description 5
- 150000008064 anhydrides Chemical class 0.000 description 5
- 238000000137 annealing Methods 0.000 description 5
- 125000002768 hydroxyalkyl group Chemical group 0.000 description 5
- 229910052749 magnesium Inorganic materials 0.000 description 5
- 229910052748 manganese Inorganic materials 0.000 description 5
- 230000004048 modification Effects 0.000 description 5
- 238000012986 modification Methods 0.000 description 5
- 150000003839 salts Chemical class 0.000 description 5
- 229910052710 silicon Inorganic materials 0.000 description 5
- 239000002904 solvent Substances 0.000 description 5
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 4
- 229920001634 Copolyester Polymers 0.000 description 4
- RTZKZFJDLAIYFH-UHFFFAOYSA-N Diethyl ether Chemical compound CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 4
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 4
- HBBGRARXTFLTSG-UHFFFAOYSA-N Lithium ion Chemical compound [Li+] HBBGRARXTFLTSG-UHFFFAOYSA-N 0.000 description 4
- 239000004677 Nylon Substances 0.000 description 4
- 239000004721 Polyphenylene oxide Substances 0.000 description 4
- 229920002125 Sokalan® Polymers 0.000 description 4
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 4
- KKEYFWRCBNTPAC-UHFFFAOYSA-N Terephthalic acid Chemical compound OC(=O)C1=CC=C(C(O)=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-N 0.000 description 4
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 4
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 4
- 229920006318 anionic polymer Polymers 0.000 description 4
- 125000003118 aryl group Chemical group 0.000 description 4
- 239000003990 capacitor Substances 0.000 description 4
- 229920006317 cationic polymer Polymers 0.000 description 4
- 229910000420 cerium oxide Inorganic materials 0.000 description 4
- 238000005097 cold rolling Methods 0.000 description 4
- 238000007598 dipping method Methods 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 238000004146 energy storage Methods 0.000 description 4
- 239000010419 fine particle Substances 0.000 description 4
- 238000002290 gas chromatography-mass spectrometry Methods 0.000 description 4
- QQVIHTHCMHWDBS-UHFFFAOYSA-N isophthalic acid Chemical compound OC(=O)C1=CC=CC(C(O)=O)=C1 QQVIHTHCMHWDBS-UHFFFAOYSA-N 0.000 description 4
- 229910001416 lithium ion Inorganic materials 0.000 description 4
- 230000014759 maintenance of location Effects 0.000 description 4
- 239000000178 monomer Substances 0.000 description 4
- PLDDOISOJJCEMH-UHFFFAOYSA-N neodymium(3+);oxygen(2-) Chemical compound [O-2].[O-2].[O-2].[Nd+3].[Nd+3] PLDDOISOJJCEMH-UHFFFAOYSA-N 0.000 description 4
- 229910052759 nickel Inorganic materials 0.000 description 4
- 229920001778 nylon Polymers 0.000 description 4
- BMMGVYCKOGBVEV-UHFFFAOYSA-N oxo(oxoceriooxy)cerium Chemical compound [Ce]=O.O=[Ce]=O BMMGVYCKOGBVEV-UHFFFAOYSA-N 0.000 description 4
- 229910052698 phosphorus Inorganic materials 0.000 description 4
- 230000000704 physical effect Effects 0.000 description 4
- 239000004584 polyacrylic acid Substances 0.000 description 4
- 229920001707 polybutylene terephthalate Polymers 0.000 description 4
- 229920005906 polyester polyol Polymers 0.000 description 4
- 229920000570 polyether Polymers 0.000 description 4
- 150000003077 polyols Chemical class 0.000 description 4
- 230000000630 rising effect Effects 0.000 description 4
- 150000004671 saturated fatty acids Chemical class 0.000 description 4
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 4
- 150000004670 unsaturated fatty acids Chemical class 0.000 description 4
- 235000021122 unsaturated fatty acids Nutrition 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- UPMLOUAZCHDJJD-UHFFFAOYSA-N 4,4'-Diphenylmethane Diisocyanate Chemical compound C1=CC(N=C=O)=CC=C1CC1=CC=C(N=C=O)C=C1 UPMLOUAZCHDJJD-UHFFFAOYSA-N 0.000 description 3
- 229920002292 Nylon 6 Polymers 0.000 description 3
- 229920002302 Nylon 6,6 Polymers 0.000 description 3
- 239000004698 Polyethylene Substances 0.000 description 3
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 3
- 150000003863 ammonium salts Chemical class 0.000 description 3
- 239000006229 carbon black Substances 0.000 description 3
- 150000001732 carboxylic acid derivatives Chemical class 0.000 description 3
- 150000001735 carboxylic acids Chemical class 0.000 description 3
- 230000008859 change Effects 0.000 description 3
- 238000004040 coloring Methods 0.000 description 3
- 238000001816 cooling Methods 0.000 description 3
- 230000032798 delamination Effects 0.000 description 3
- 238000009826 distribution Methods 0.000 description 3
- UAUDZVJPLUQNMU-KTKRTIGZSA-N erucamide Chemical compound CCCCCCCC\C=C/CCCCCCCCCCCC(N)=O UAUDZVJPLUQNMU-KTKRTIGZSA-N 0.000 description 3
- 238000001125 extrusion Methods 0.000 description 3
- 238000007756 gravure coating Methods 0.000 description 3
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 3
- 239000011976 maleic acid Substances 0.000 description 3
- 239000010445 mica Substances 0.000 description 3
- 229910052618 mica group Inorganic materials 0.000 description 3
- FTQWRYSLUYAIRQ-UHFFFAOYSA-N n-[(octadecanoylamino)methyl]octadecanamide Chemical compound CCCCCCCCCCCCCCCCCC(=O)NCNC(=O)CCCCCCCCCCCCCCCCC FTQWRYSLUYAIRQ-UHFFFAOYSA-N 0.000 description 3
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 3
- 239000005011 phenolic resin Substances 0.000 description 3
- 239000011574 phosphorus Substances 0.000 description 3
- 229920006122 polyamide resin Polymers 0.000 description 3
- 229920000573 polyethylene Polymers 0.000 description 3
- 239000005056 polyisocyanate Substances 0.000 description 3
- 229920001228 polyisocyanate Polymers 0.000 description 3
- 229920005672 polyolefin resin Polymers 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 159000000000 sodium salts Chemical class 0.000 description 3
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 3
- VKLNMSFSTCXMSB-UHFFFAOYSA-N 1,1-diisocyanatopentane Chemical compound CCCCC(N=C=O)N=C=O VKLNMSFSTCXMSB-UHFFFAOYSA-N 0.000 description 2
- FYGFTTWEWBXNMP-UHFFFAOYSA-N 10-amino-10-oxodecanoic acid Chemical compound NC(=O)CCCCCCCCC(O)=O FYGFTTWEWBXNMP-UHFFFAOYSA-N 0.000 description 2
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 description 2
- LLLVZDVNHNWSDS-UHFFFAOYSA-N 4-methylidene-3,5-dioxabicyclo[5.2.2]undeca-1(9),7,10-triene-2,6-dione Chemical compound C1(C2=CC=C(C(=O)OC(=C)O1)C=C2)=O LLLVZDVNHNWSDS-UHFFFAOYSA-N 0.000 description 2
- LCFVJGUPQDGYKZ-UHFFFAOYSA-N Bisphenol A diglycidyl ether Chemical compound C=1C=C(OCC2OC2)C=CC=1C(C)(C)C(C=C1)=CC=C1OCC1CO1 LCFVJGUPQDGYKZ-UHFFFAOYSA-N 0.000 description 2
- KAKZBPTYRLMSJV-UHFFFAOYSA-N Butadiene Chemical compound C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 description 2
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- 239000004215 Carbon black (E152) Substances 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 2
- 229920000089 Cyclic olefin copolymer Polymers 0.000 description 2
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 2
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 2
- 239000005977 Ethylene Substances 0.000 description 2
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 2
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 2
- 239000005057 Hexamethylene diisocyanate Substances 0.000 description 2
- RRHGJUQNOFWUDK-UHFFFAOYSA-N Isoprene Chemical compound CC(=C)C=C RRHGJUQNOFWUDK-UHFFFAOYSA-N 0.000 description 2
- JHWNWJKBPDFINM-UHFFFAOYSA-N Laurolactam Chemical compound O=C1CCCCCCCCCCCN1 JHWNWJKBPDFINM-UHFFFAOYSA-N 0.000 description 2
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 2
- 238000005481 NMR spectroscopy Methods 0.000 description 2
- 229920000299 Nylon 12 Polymers 0.000 description 2
- 229920002873 Polyethylenimine Polymers 0.000 description 2
- 239000004793 Polystyrene Substances 0.000 description 2
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 2
- 238000004833 X-ray photoelectron spectroscopy Methods 0.000 description 2
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 2
- 230000004913 activation Effects 0.000 description 2
- 239000005456 alcohol based solvent Substances 0.000 description 2
- 125000001931 aliphatic group Chemical group 0.000 description 2
- 150000001336 alkenes Chemical class 0.000 description 2
- 238000007743 anodising Methods 0.000 description 2
- 239000003963 antioxidant agent Substances 0.000 description 2
- 230000003078 antioxidant effect Effects 0.000 description 2
- 239000002216 antistatic agent Substances 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 2
- 229920001400 block copolymer Polymers 0.000 description 2
- 229910052793 cadmium Inorganic materials 0.000 description 2
- BDOSMKKIYDKNTQ-UHFFFAOYSA-N cadmium atom Chemical compound [Cd] BDOSMKKIYDKNTQ-UHFFFAOYSA-N 0.000 description 2
- OSGAYBCDTDRGGQ-UHFFFAOYSA-L calcium sulfate Chemical compound [Ca+2].[O-]S([O-])(=O)=O OSGAYBCDTDRGGQ-UHFFFAOYSA-L 0.000 description 2
- 125000004432 carbon atom Chemical group C* 0.000 description 2
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 2
- PHFQLYPOURZARY-UHFFFAOYSA-N chromium trinitrate Chemical compound [Cr+3].[O-][N+]([O-])=O.[O-][N+]([O-])=O.[O-][N+]([O-])=O PHFQLYPOURZARY-UHFFFAOYSA-N 0.000 description 2
- 238000003851 corona treatment Methods 0.000 description 2
- 238000005536 corrosion prevention Methods 0.000 description 2
- 239000003431 cross linking reagent Substances 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- MGNZXYYWBUKAII-UHFFFAOYSA-N cyclohexa-1,3-diene Chemical compound C1CC=CC=C1 MGNZXYYWBUKAII-UHFFFAOYSA-N 0.000 description 2
- ZSWFCLXCOIISFI-UHFFFAOYSA-N cyclopentadiene Chemical compound C1C=CC=C1 ZSWFCLXCOIISFI-UHFFFAOYSA-N 0.000 description 2
- 235000014113 dietary fatty acids Nutrition 0.000 description 2
- GYZLOYUZLJXAJU-UHFFFAOYSA-N diglycidyl ether Chemical class C1OC1COCC1CO1 GYZLOYUZLJXAJU-UHFFFAOYSA-N 0.000 description 2
- 239000006185 dispersion Substances 0.000 description 2
- 239000002612 dispersion medium Substances 0.000 description 2
- 239000000975 dye Substances 0.000 description 2
- 239000003759 ester based solvent Substances 0.000 description 2
- 239000004210 ether based solvent Substances 0.000 description 2
- MVLVMROFTAUDAG-UHFFFAOYSA-N ethyl octadecanoate Chemical compound CCCCCCCCCCCCCCCCCC(=O)OCC MVLVMROFTAUDAG-UHFFFAOYSA-N 0.000 description 2
- 230000001747 exhibiting effect Effects 0.000 description 2
- 239000000194 fatty acid Substances 0.000 description 2
- 229930195729 fatty acid Natural products 0.000 description 2
- 239000003063 flame retardant Substances 0.000 description 2
- 125000000524 functional group Chemical group 0.000 description 2
- 238000005227 gel permeation chromatography Methods 0.000 description 2
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 2
- 229920006015 heat resistant resin Polymers 0.000 description 2
- 125000000623 heterocyclic group Chemical group 0.000 description 2
- RRAMGCGOFNQTLD-UHFFFAOYSA-N hexamethylene diisocyanate Chemical compound O=C=NCCCCCCN=C=O RRAMGCGOFNQTLD-UHFFFAOYSA-N 0.000 description 2
- 238000005098 hot rolling Methods 0.000 description 2
- 229930195733 hydrocarbon Natural products 0.000 description 2
- 150000002430 hydrocarbons Chemical class 0.000 description 2
- 229910052739 hydrogen Inorganic materials 0.000 description 2
- 239000001257 hydrogen Substances 0.000 description 2
- 125000004435 hydrogen atom Chemical group [H]* 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 150000002500 ions Chemical group 0.000 description 2
- 150000002513 isocyanates Chemical class 0.000 description 2
- 239000005453 ketone based solvent Substances 0.000 description 2
- MRELNEQAGSRDBK-UHFFFAOYSA-N lanthanum(3+);oxygen(2-) Chemical compound [O-2].[O-2].[O-2].[La+3].[La+3] MRELNEQAGSRDBK-UHFFFAOYSA-N 0.000 description 2
- HQKMJHAJHXVSDF-UHFFFAOYSA-L magnesium stearate Chemical compound [Mg+2].CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O HQKMJHAJHXVSDF-UHFFFAOYSA-L 0.000 description 2
- XMYQHJDBLRZMLW-UHFFFAOYSA-N methanolamine Chemical class NCO XMYQHJDBLRZMLW-UHFFFAOYSA-N 0.000 description 2
- JFNLZVQOOSMTJK-KNVOCYPGSA-N norbornene Chemical compound C1[C@@H]2CC[C@H]1C=C2 JFNLZVQOOSMTJK-KNVOCYPGSA-N 0.000 description 2
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 229910052760 oxygen Inorganic materials 0.000 description 2
- 229920003207 poly(ethylene-2,6-naphthalate) Polymers 0.000 description 2
- 229920006149 polyester-amide block copolymer Polymers 0.000 description 2
- 239000011112 polyethylene naphthalate Substances 0.000 description 2
- 229920002223 polystyrene Polymers 0.000 description 2
- 229920005749 polyurethane resin Polymers 0.000 description 2
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 2
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 description 2
- 229920005604 random copolymer Polymers 0.000 description 2
- 239000010703 silicon Substances 0.000 description 2
- 239000000377 silicon dioxide Substances 0.000 description 2
- NDVLTYZPCACLMA-UHFFFAOYSA-N silver oxide Chemical compound [O-2].[Ag+].[Ag+] NDVLTYZPCACLMA-UHFFFAOYSA-N 0.000 description 2
- 239000002356 single layer Substances 0.000 description 2
- 238000009864 tensile test Methods 0.000 description 2
- 238000009823 thermal lamination Methods 0.000 description 2
- 239000010409 thin film Substances 0.000 description 2
- DVKJHBMWWAPEIU-UHFFFAOYSA-N toluene 2,4-diisocyanate Chemical compound CC1=CC=C(N=C=O)C=C1N=C=O DVKJHBMWWAPEIU-UHFFFAOYSA-N 0.000 description 2
- LWIHDJKSTIGBAC-UHFFFAOYSA-K tripotassium phosphate Chemical compound [K+].[K+].[K+].[O-]P([O-])([O-])=O LWIHDJKSTIGBAC-UHFFFAOYSA-K 0.000 description 2
- 239000004711 α-olefin Substances 0.000 description 2
- CPUBMKFFRRFXIP-YPAXQUSRSA-N (9z,33z)-dotetraconta-9,33-dienediamide Chemical compound NC(=O)CCCCCCC\C=C/CCCCCCCCCCCCCCCCCCCCCC\C=C/CCCCCCCC(N)=O CPUBMKFFRRFXIP-YPAXQUSRSA-N 0.000 description 1
- VZGOTNLOZGRSJA-ZZEZOPTASA-N (z)-n-octadecyloctadec-9-enamide Chemical compound CCCCCCCCCCCCCCCCCCNC(=O)CCCCCCC\C=C/CCCCCCCC VZGOTNLOZGRSJA-ZZEZOPTASA-N 0.000 description 1
- 0 *c1ccccc1 Chemical compound *c1ccccc1 0.000 description 1
- 125000004066 1-hydroxyethyl group Chemical group [H]OC([H])([*])C([H])([H])[H] 0.000 description 1
- HECLRDQVFMWTQS-RGOKHQFPSA-N 1755-01-7 Chemical compound C1[C@H]2[C@@H]3CC=C[C@@H]3[C@@H]1C=C2 HECLRDQVFMWTQS-RGOKHQFPSA-N 0.000 description 1
- RDYWHMBYTHVOKZ-UHFFFAOYSA-N 18-hydroxyoctadecanamide Chemical compound NC(=O)CCCCCCCCCCCCCCCCCO RDYWHMBYTHVOKZ-UHFFFAOYSA-N 0.000 description 1
- XHSVWKJCURCWFU-UHFFFAOYSA-N 19-[3-(19-amino-19-oxononadecyl)phenyl]nonadecanamide Chemical compound NC(=O)CCCCCCCCCCCCCCCCCCC1=CC=CC(CCCCCCCCCCCCCCCCCCC(N)=O)=C1 XHSVWKJCURCWFU-UHFFFAOYSA-N 0.000 description 1
- JAHNSTQSQJOJLO-UHFFFAOYSA-N 2-(3-fluorophenyl)-1h-imidazole Chemical compound FC1=CC=CC(C=2NC=CN=2)=C1 JAHNSTQSQJOJLO-UHFFFAOYSA-N 0.000 description 1
- KHTJRKQAETUUQH-UHFFFAOYSA-N 2-(hydroxymethyl)octadecanamide Chemical compound CCCCCCCCCCCCCCCCC(CO)C(N)=O KHTJRKQAETUUQH-UHFFFAOYSA-N 0.000 description 1
- 125000000954 2-hydroxyethyl group Chemical group [H]C([*])([H])C([H])([H])O[H] 0.000 description 1
- MUZDXNQOSGWMJJ-UHFFFAOYSA-N 2-methylprop-2-enoic acid;prop-2-enoic acid Chemical compound OC(=O)C=C.CC(=C)C(O)=O MUZDXNQOSGWMJJ-UHFFFAOYSA-N 0.000 description 1
- 125000003903 2-propenyl group Chemical group [H]C([*])([H])C([H])=C([H])[H] 0.000 description 1
- LZFNKJKBRGFWDU-UHFFFAOYSA-N 3,6-dioxabicyclo[6.3.1]dodeca-1(12),8,10-triene-2,7-dione Chemical compound O=C1OCCOC(=O)C2=CC=CC1=C2 LZFNKJKBRGFWDU-UHFFFAOYSA-N 0.000 description 1
- OFNISBHGPNMTMS-UHFFFAOYSA-N 3-methylideneoxolane-2,5-dione Chemical compound C=C1CC(=O)OC1=O OFNISBHGPNMTMS-UHFFFAOYSA-N 0.000 description 1
- KSMVBYPXNKCPAJ-UHFFFAOYSA-N 4-Methylcyclohexylamine Chemical compound CC1CCC(N)CC1 KSMVBYPXNKCPAJ-UHFFFAOYSA-N 0.000 description 1
- GZVHEAJQGPRDLQ-UHFFFAOYSA-N 6-phenyl-1,3,5-triazine-2,4-diamine Chemical compound NC1=NC(N)=NC(C=2C=CC=CC=2)=N1 GZVHEAJQGPRDLQ-UHFFFAOYSA-N 0.000 description 1
- 241000251468 Actinopterygii Species 0.000 description 1
- GVNWZKBFMFUVNX-UHFFFAOYSA-N Adipamide Chemical compound NC(=O)CCCCC(N)=O GVNWZKBFMFUVNX-UHFFFAOYSA-N 0.000 description 1
- 239000004953 Aliphatic polyamide Substances 0.000 description 1
- 239000005995 Aluminium silicate Substances 0.000 description 1
- 239000004254 Ammonium phosphate Substances 0.000 description 1
- ZMVHRWPZFKGQRN-UHFFFAOYSA-N CCC(C)(CC)NC Chemical compound CCC(C)(CC)NC ZMVHRWPZFKGQRN-UHFFFAOYSA-N 0.000 description 1
- 229910021555 Chromium Chloride Inorganic materials 0.000 description 1
- ORAWFNKFUWGRJG-UHFFFAOYSA-N Docosanamide Chemical compound CCCCCCCCCCCCCCCCCCCCCC(N)=O ORAWFNKFUWGRJG-UHFFFAOYSA-N 0.000 description 1
- UAUDZVJPLUQNMU-UHFFFAOYSA-N Erucasaeureamid Natural products CCCCCCCCC=CCCCCCCCCCCCC(N)=O UAUDZVJPLUQNMU-UHFFFAOYSA-N 0.000 description 1
- KRHYYFGTRYWZRS-UHFFFAOYSA-N Fluorane Chemical compound F KRHYYFGTRYWZRS-UHFFFAOYSA-N 0.000 description 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- 229910013870 LiPF 6 Inorganic materials 0.000 description 1
- WHXSMMKQMYFTQS-UHFFFAOYSA-N Lithium Chemical compound [Li] WHXSMMKQMYFTQS-UHFFFAOYSA-N 0.000 description 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 description 1
- 229920000877 Melamine resin Polymers 0.000 description 1
- 239000004640 Melamine resin Substances 0.000 description 1
- 229920000459 Nitrile rubber Polymers 0.000 description 1
- 229920003189 Nylon 4,6 Polymers 0.000 description 1
- 229920000305 Nylon 6,10 Polymers 0.000 description 1
- KJCVRFUGPWSIIH-UHFFFAOYSA-N Oc1cccc2ccccc12 Chemical compound Oc1cccc2ccccc12 KJCVRFUGPWSIIH-UHFFFAOYSA-N 0.000 description 1
- CBENFWSGALASAD-UHFFFAOYSA-N Ozone Chemical compound [O-][O+]=O CBENFWSGALASAD-UHFFFAOYSA-N 0.000 description 1
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 1
- 229920002845 Poly(methacrylic acid) Polymers 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- 229920011250 Polypropylene Block Copolymer Polymers 0.000 description 1
- 229920001328 Polyvinylidene chloride Polymers 0.000 description 1
- 229920006121 Polyxylylene adipamide Polymers 0.000 description 1
- NRCMAYZCPIVABH-UHFFFAOYSA-N Quinacridone Chemical compound N1C2=CC=CC=C2C(=O)C2=C1C=C1C(=O)C3=CC=CC=C3NC1=C2 NRCMAYZCPIVABH-UHFFFAOYSA-N 0.000 description 1
- 238000001069 Raman spectroscopy Methods 0.000 description 1
- 239000006087 Silane Coupling Agent Substances 0.000 description 1
- WGLPBDUCMAPZCE-UHFFFAOYSA-N Trioxochromium Chemical compound O=[Cr](=O)=O WGLPBDUCMAPZCE-UHFFFAOYSA-N 0.000 description 1
- 229920001807 Urea-formaldehyde Polymers 0.000 description 1
- 229910021536 Zeolite Inorganic materials 0.000 description 1
- DMOXQVQYHZCNPC-UHFFFAOYSA-L acetyl acetate;dihydroxy(dioxo)chromium Chemical compound O[Cr](O)(=O)=O.CC(=O)OC(C)=O DMOXQVQYHZCNPC-UHFFFAOYSA-L 0.000 description 1
- 150000008065 acid anhydrides Chemical class 0.000 description 1
- 238000010306 acid treatment Methods 0.000 description 1
- WNLRTRBMVRJNCN-UHFFFAOYSA-L adipate(2-) Chemical compound [O-]C(=O)CCCCC([O-])=O WNLRTRBMVRJNCN-UHFFFAOYSA-L 0.000 description 1
- 230000032683 aging Effects 0.000 description 1
- 125000002723 alicyclic group Chemical group 0.000 description 1
- 229920003231 aliphatic polyamide Polymers 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- WNROFYMDJYEPJX-UHFFFAOYSA-K aluminium hydroxide Chemical compound [OH-].[OH-].[OH-].[Al+3] WNROFYMDJYEPJX-UHFFFAOYSA-K 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 235000012211 aluminium silicate Nutrition 0.000 description 1
- 150000001412 amines Chemical class 0.000 description 1
- 229920003180 amino resin Polymers 0.000 description 1
- 229910000148 ammonium phosphate Inorganic materials 0.000 description 1
- 235000019289 ammonium phosphates Nutrition 0.000 description 1
- PYKYMHQGRFAEBM-UHFFFAOYSA-N anthraquinone Natural products CCC(=O)c1c(O)c2C(=O)C3C(C=CC=C3O)C(=O)c2cc1CC(=O)OC PYKYMHQGRFAEBM-UHFFFAOYSA-N 0.000 description 1
- 150000004056 anthraquinones Chemical class 0.000 description 1
- 230000003667 anti-reflective effect Effects 0.000 description 1
- 229910000410 antimony oxide Inorganic materials 0.000 description 1
- 239000012298 atmosphere Substances 0.000 description 1
- 238000007611 bar coating method Methods 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- MYONAGGJKCJOBT-UHFFFAOYSA-N benzimidazol-2-one Chemical compound C1=CC=CC2=NC(=O)N=C21 MYONAGGJKCJOBT-UHFFFAOYSA-N 0.000 description 1
- 125000001797 benzyl group Chemical group [H]C1=C([H])C([H])=C(C([H])=C1[H])C([H])([H])* 0.000 description 1
- 229920006378 biaxially oriented polypropylene Polymers 0.000 description 1
- 239000011127 biaxially oriented polypropylene Substances 0.000 description 1
- 239000002981 blocking agent Substances 0.000 description 1
- 229910001593 boehmite Inorganic materials 0.000 description 1
- 239000004301 calcium benzoate Substances 0.000 description 1
- 235000010237 calcium benzoate Nutrition 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- QXDMQSPYEZFLGF-UHFFFAOYSA-L calcium oxalate Chemical compound [Ca+2].[O-]C(=O)C([O-])=O QXDMQSPYEZFLGF-UHFFFAOYSA-L 0.000 description 1
- 239000000378 calcium silicate Substances 0.000 description 1
- 229910052918 calcium silicate Inorganic materials 0.000 description 1
- HZQXCUSDXIKLGS-UHFFFAOYSA-L calcium;dibenzoate;trihydrate Chemical compound O.O.O.[Ca+2].[O-]C(=O)C1=CC=CC=C1.[O-]C(=O)C1=CC=CC=C1 HZQXCUSDXIKLGS-UHFFFAOYSA-L 0.000 description 1
- OYACROKNLOSFPA-UHFFFAOYSA-N calcium;dioxido(oxo)silane Chemical compound [Ca+2].[O-][Si]([O-])=O OYACROKNLOSFPA-UHFFFAOYSA-N 0.000 description 1
- 239000002041 carbon nanotube Substances 0.000 description 1
- 229910021393 carbon nanotube Inorganic materials 0.000 description 1
- 150000001768 cations Chemical class 0.000 description 1
- 239000001913 cellulose Substances 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- 238000006757 chemical reactions by type Methods 0.000 description 1
- OIDPCXKPHYRNKH-UHFFFAOYSA-J chrome alum Chemical compound [K]OS(=O)(=O)O[Cr]1OS(=O)(=O)O1 OIDPCXKPHYRNKH-UHFFFAOYSA-J 0.000 description 1
- KRVSOGSZCMJSLX-UHFFFAOYSA-L chromic acid Substances O[Cr](O)(=O)=O KRVSOGSZCMJSLX-UHFFFAOYSA-L 0.000 description 1
- 229910021563 chromium fluoride Inorganic materials 0.000 description 1
- 229910000423 chromium oxide Inorganic materials 0.000 description 1
- QSWDMMVNRMROPK-UHFFFAOYSA-K chromium(3+) trichloride Chemical compound [Cl-].[Cl-].[Cl-].[Cr+3] QSWDMMVNRMROPK-UHFFFAOYSA-K 0.000 description 1
- UBFMILMLANTYEU-UHFFFAOYSA-H chromium(3+);oxalate Chemical compound [Cr+3].[Cr+3].[O-]C(=O)C([O-])=O.[O-]C(=O)C([O-])=O.[O-]C(=O)C([O-])=O UBFMILMLANTYEU-UHFFFAOYSA-H 0.000 description 1
- WYYQVWLEPYFFLP-UHFFFAOYSA-K chromium(3+);triacetate Chemical compound [Cr+3].CC([O-])=O.CC([O-])=O.CC([O-])=O WYYQVWLEPYFFLP-UHFFFAOYSA-K 0.000 description 1
- UGPPCTWIRMYLCX-UHFFFAOYSA-J chromium(4+) phosphonato phosphate Chemical compound [O-]P([O-])(=O)OP(=O)([O-])[O-].[Cr+4] UGPPCTWIRMYLCX-UHFFFAOYSA-J 0.000 description 1
- GRWVQDDAKZFPFI-UHFFFAOYSA-H chromium(III) sulfate Chemical compound [Cr+3].[Cr+3].[O-]S([O-])(=O)=O.[O-]S([O-])(=O)=O.[O-]S([O-])(=O)=O GRWVQDDAKZFPFI-UHFFFAOYSA-H 0.000 description 1
- IKZBVTPSNGOVRJ-UHFFFAOYSA-K chromium(iii) phosphate Chemical compound [Cr+3].[O-]P([O-])([O-])=O IKZBVTPSNGOVRJ-UHFFFAOYSA-K 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 229920003020 cross-linked polyethylene Polymers 0.000 description 1
- 239000004703 cross-linked polyethylene Substances 0.000 description 1
- LDHQCZJRKDOVOX-NSCUHMNNSA-N crotonic acid Chemical compound C\C=C\C(O)=O LDHQCZJRKDOVOX-NSCUHMNNSA-N 0.000 description 1
- 238000002425 crystallisation Methods 0.000 description 1
- 230000008025 crystallization Effects 0.000 description 1
- 238000013016 damping Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 239000013527 degreasing agent Substances 0.000 description 1
- 238000005237 degreasing agent Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- GUJOJGAPFQRJSV-UHFFFAOYSA-N dialuminum;dioxosilane;oxygen(2-);hydrate Chemical compound O.[O-2].[O-2].[O-2].[Al+3].[Al+3].O=[Si]=O.O=[Si]=O.O=[Si]=O.O=[Si]=O GUJOJGAPFQRJSV-UHFFFAOYSA-N 0.000 description 1
- GDVKFRBCXAPAQJ-UHFFFAOYSA-A dialuminum;hexamagnesium;carbonate;hexadecahydroxide Chemical compound [OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[Mg+2].[Mg+2].[Mg+2].[Mg+2].[Mg+2].[Mg+2].[Al+3].[Al+3].[O-]C([O-])=O GDVKFRBCXAPAQJ-UHFFFAOYSA-A 0.000 description 1
- MNNHAPBLZZVQHP-UHFFFAOYSA-N diammonium hydrogen phosphate Chemical compound [NH4+].[NH4+].OP([O-])([O-])=O MNNHAPBLZZVQHP-UHFFFAOYSA-N 0.000 description 1
- WMYWOWFOOVUPFY-UHFFFAOYSA-L dihydroxy(dioxo)chromium;phosphoric acid Chemical compound OP(O)(O)=O.O[Cr](O)(=O)=O WMYWOWFOOVUPFY-UHFFFAOYSA-L 0.000 description 1
- PPSZHCXTGRHULJ-UHFFFAOYSA-N dioxazine Chemical compound O1ON=CC=C1 PPSZHCXTGRHULJ-UHFFFAOYSA-N 0.000 description 1
- HNPSIPDUKPIQMN-UHFFFAOYSA-N dioxosilane;oxo(oxoalumanyloxy)alumane Chemical compound O=[Si]=O.O=[Al]O[Al]=O HNPSIPDUKPIQMN-UHFFFAOYSA-N 0.000 description 1
- VVTXSHLLIKXMPY-UHFFFAOYSA-L disodium;2-sulfobenzene-1,3-dicarboxylate Chemical compound [Na+].[Na+].OS(=O)(=O)C1=C(C([O-])=O)C=CC=C1C([O-])=O VVTXSHLLIKXMPY-UHFFFAOYSA-L 0.000 description 1
- GZCKIUIIYCBICZ-UHFFFAOYSA-L disodium;benzene-1,3-dicarboxylate Chemical compound [Na+].[Na+].[O-]C(=O)C1=CC=CC(C([O-])=O)=C1 GZCKIUIIYCBICZ-UHFFFAOYSA-L 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- ILRSCQWREDREME-UHFFFAOYSA-N dodecanamide Chemical compound CCCCCCCCCCCC(N)=O ILRSCQWREDREME-UHFFFAOYSA-N 0.000 description 1
- LJZKUDYOSCNJPU-UHFFFAOYSA-N dotetracontanediamide Chemical compound NC(=O)CCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCC(N)=O LJZKUDYOSCNJPU-UHFFFAOYSA-N 0.000 description 1
- 238000009820 dry lamination Methods 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 238000000635 electron micrograph Methods 0.000 description 1
- 238000004100 electronic packaging Methods 0.000 description 1
- 238000002149 energy-dispersive X-ray emission spectroscopy Methods 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- SWSBIGKFUOXRNJ-CVBJKYQLSA-N ethene;(z)-octadec-9-enamide Chemical compound C=C.CCCCCCCC\C=C/CCCCCCCC(N)=O.CCCCCCCC\C=C/CCCCCCCC(N)=O SWSBIGKFUOXRNJ-CVBJKYQLSA-N 0.000 description 1
- 125000001495 ethyl group Chemical group [H]C([H])([H])C([H])([H])* 0.000 description 1
- 238000007765 extrusion coating Methods 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 238000007667 floating Methods 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 150000002222 fluorine compounds Chemical class 0.000 description 1
- 235000011187 glycerol Nutrition 0.000 description 1
- 125000003055 glycidyl group Chemical group C(C1CO1)* 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 238000010559 graft polymerization reaction Methods 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 238000007646 gravure printing Methods 0.000 description 1
- FEEPBTVZSYQUDP-UHFFFAOYSA-N heptatriacontanediamide Chemical compound NC(=O)CCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCC(N)=O FEEPBTVZSYQUDP-UHFFFAOYSA-N 0.000 description 1
- RKVQXYMNVZNJHZ-UHFFFAOYSA-N hexacosanediamide Chemical compound NC(=O)CCCCCCCCCCCCCCCCCCCCCCCCC(N)=O RKVQXYMNVZNJHZ-UHFFFAOYSA-N 0.000 description 1
- HSEMFIZWXHQJAE-UHFFFAOYSA-N hexadecanamide Chemical compound CCCCCCCCCCCCCCCC(N)=O HSEMFIZWXHQJAE-UHFFFAOYSA-N 0.000 description 1
- BHIXMQGGBKDGTH-UHFFFAOYSA-N hexatetracontanediamide Chemical compound NC(=O)CCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCC(N)=O BHIXMQGGBKDGTH-UHFFFAOYSA-N 0.000 description 1
- 229920001903 high density polyethylene Polymers 0.000 description 1
- 239000004700 high-density polyethylene Substances 0.000 description 1
- 238000000265 homogenisation Methods 0.000 description 1
- 229910000040 hydrogen fluoride Inorganic materials 0.000 description 1
- 229910001701 hydrotalcite Inorganic materials 0.000 description 1
- 229960001545 hydrotalcite Drugs 0.000 description 1
- FAHBNUUHRFUEAI-UHFFFAOYSA-M hydroxidooxidoaluminium Chemical compound O[Al]=O FAHBNUUHRFUEAI-UHFFFAOYSA-M 0.000 description 1
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 1
- 125000004029 hydroxymethyl group Chemical group [H]OC([H])([H])* 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 229910000765 intermetallic Inorganic materials 0.000 description 1
- 229920000831 ionic polymer Polymers 0.000 description 1
- 125000000959 isobutyl group Chemical group [H]C([H])([H])C([H])(C([H])([H])[H])C([H])([H])* 0.000 description 1
- ZFSLODLOARCGLH-UHFFFAOYSA-N isocyanuric acid Chemical compound OC1=NC(O)=NC(O)=N1 ZFSLODLOARCGLH-UHFFFAOYSA-N 0.000 description 1
- NIMLQBUJDJZYEJ-UHFFFAOYSA-N isophorone diisocyanate Chemical compound CC1(C)CC(N=C=O)CC(C)(CN=C=O)C1 NIMLQBUJDJZYEJ-UHFFFAOYSA-N 0.000 description 1
- QQVIHTHCMHWDBS-UHFFFAOYSA-L isophthalate(2-) Chemical compound [O-]C(=O)C1=CC=CC(C([O-])=O)=C1 QQVIHTHCMHWDBS-UHFFFAOYSA-L 0.000 description 1
- 125000001449 isopropyl group Chemical group [H]C([H])([H])C([H])(*)C([H])([H])[H] 0.000 description 1
- NLYAJNPCOHFWQQ-UHFFFAOYSA-N kaolin Chemical compound O.O.O=[Al]O[Si](=O)O[Si](=O)O[Al]=O NLYAJNPCOHFWQQ-UHFFFAOYSA-N 0.000 description 1
- 150000003951 lactams Chemical class 0.000 description 1
- 239000004611 light stabiliser Substances 0.000 description 1
- 229920000092 linear low density polyethylene Polymers 0.000 description 1
- 239000004707 linear low-density polyethylene Substances 0.000 description 1
- 229910052744 lithium Inorganic materials 0.000 description 1
- XGZVUEUWXADBQD-UHFFFAOYSA-L lithium carbonate Chemical compound [Li+].[Li+].[O-]C([O-])=O XGZVUEUWXADBQD-UHFFFAOYSA-L 0.000 description 1
- 229910052808 lithium carbonate Inorganic materials 0.000 description 1
- 229920001684 low density polyethylene Polymers 0.000 description 1
- 239000004702 low-density polyethylene Substances 0.000 description 1
- VTHJTEIRLNZDEV-UHFFFAOYSA-L magnesium dihydroxide Chemical compound [OH-].[OH-].[Mg+2] VTHJTEIRLNZDEV-UHFFFAOYSA-L 0.000 description 1
- 239000000347 magnesium hydroxide Substances 0.000 description 1
- 229910001862 magnesium hydroxide Inorganic materials 0.000 description 1
- 239000000395 magnesium oxide Substances 0.000 description 1
- CPLXHLVBOLITMK-UHFFFAOYSA-N magnesium oxide Inorganic materials [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 1
- 235000019359 magnesium stearate Nutrition 0.000 description 1
- AXZKOIWUVFPNLO-UHFFFAOYSA-N magnesium;oxygen(2-) Chemical compound [O-2].[Mg+2] AXZKOIWUVFPNLO-UHFFFAOYSA-N 0.000 description 1
- 239000006224 matting agent Substances 0.000 description 1
- 229920001179 medium density polyethylene Polymers 0.000 description 1
- 239000004701 medium-density polyethylene Substances 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 150000002736 metal compounds Chemical class 0.000 description 1
- 229910001512 metal fluoride Inorganic materials 0.000 description 1
- 229910044991 metal oxide Inorganic materials 0.000 description 1
- 150000004706 metal oxides Chemical class 0.000 description 1
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 1
- LVHBHZANLOWSRM-UHFFFAOYSA-N methylenebutanedioic acid Natural products OC(=O)CC(=C)C(O)=O LVHBHZANLOWSRM-UHFFFAOYSA-N 0.000 description 1
- 150000007522 mineralic acids Chemical class 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 229910052901 montmorillonite Inorganic materials 0.000 description 1
- VMRGZRVLZQSNHC-ZCXUNETKSA-N n-[(z)-octadec-9-enyl]hexadecanamide Chemical compound CCCCCCCCCCCCCCCC(=O)NCCCCCCCC\C=C/CCCCCCCC VMRGZRVLZQSNHC-ZCXUNETKSA-N 0.000 description 1
- PECBPCUKEFYARY-ZPHPHTNESA-N n-[(z)-octadec-9-enyl]octadecanamide Chemical compound CCCCCCCCCCCCCCCCCC(=O)NCCCCCCCC\C=C/CCCCCCCC PECBPCUKEFYARY-ZPHPHTNESA-N 0.000 description 1
- KYMPOPAPQCIHEG-UHFFFAOYSA-N n-[2-(decanoylamino)ethyl]decanamide Chemical compound CCCCCCCCCC(=O)NCCNC(=O)CCCCCCCCC KYMPOPAPQCIHEG-UHFFFAOYSA-N 0.000 description 1
- 125000004108 n-butyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- DJWFNQUDPJTSAD-UHFFFAOYSA-N n-octadecyloctadecanamide Chemical compound CCCCCCCCCCCCCCCCCCNC(=O)CCCCCCCCCCCCCCCCC DJWFNQUDPJTSAD-UHFFFAOYSA-N 0.000 description 1
- 125000004123 n-propyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 229910052755 nonmetal Inorganic materials 0.000 description 1
- SJYNFBVQFBRSIB-UHFFFAOYSA-N norbornadiene Chemical compound C1=CC2C=CC1C2 SJYNFBVQFBRSIB-UHFFFAOYSA-N 0.000 description 1
- 229920003986 novolac Polymers 0.000 description 1
- LYRFLYHAGKPMFH-UHFFFAOYSA-N octadecanamide Chemical compound CCCCCCCCCCCCCCCCCC(N)=O LYRFLYHAGKPMFH-UHFFFAOYSA-N 0.000 description 1
- WGOROJDSDNILMB-UHFFFAOYSA-N octatriacontanediamide Chemical compound NC(=O)CCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCC(N)=O WGOROJDSDNILMB-UHFFFAOYSA-N 0.000 description 1
- FATBGEAMYMYZAF-KTKRTIGZSA-N oleamide Chemical compound CCCCCCCC\C=C/CCCCCCCC(N)=O FATBGEAMYMYZAF-KTKRTIGZSA-N 0.000 description 1
- 239000012860 organic pigment Substances 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- SIWVEOZUMHYXCS-UHFFFAOYSA-N oxo(oxoyttriooxy)yttrium Chemical compound O=[Y]O[Y]=O SIWVEOZUMHYXCS-UHFFFAOYSA-N 0.000 description 1
- VTRUBDSFZJNXHI-UHFFFAOYSA-N oxoantimony Chemical compound [Sb]=O VTRUBDSFZJNXHI-UHFFFAOYSA-N 0.000 description 1
- 125000004430 oxygen atom Chemical group O* 0.000 description 1
- WOQDVIVTFCTQCE-UHFFFAOYSA-N pentacontanediamide Chemical compound NC(=O)CCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCC(N)=O WOQDVIVTFCTQCE-UHFFFAOYSA-N 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 150000003013 phosphoric acid derivatives Chemical class 0.000 description 1
- IEQIEDJGQAUEQZ-UHFFFAOYSA-N phthalocyanine Chemical compound N1C(N=C2C3=CC=CC=C3C(N=C3C4=CC=CC=C4C(=N4)N3)=N2)=C(C=CC=C2)C2=C1N=C1C2=CC=CC=C2C4=N1 IEQIEDJGQAUEQZ-UHFFFAOYSA-N 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 229920000083 poly(allylamine) Polymers 0.000 description 1
- 229920001084 poly(chloroprene) Polymers 0.000 description 1
- 229920006111 poly(hexamethylene terephthalamide) Polymers 0.000 description 1
- 229920001281 polyalkylene Polymers 0.000 description 1
- 229920000768 polyamine Polymers 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920006146 polyetheresteramide block copolymer Polymers 0.000 description 1
- 229920000921 polyethylene adipate Polymers 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 238000006116 polymerization reaction Methods 0.000 description 1
- 229920000137 polyphosphoric acid Polymers 0.000 description 1
- 229920005629 polypropylene homopolymer Polymers 0.000 description 1
- 229920005630 polypropylene random copolymer Polymers 0.000 description 1
- 239000011118 polyvinyl acetate Substances 0.000 description 1
- 229920002689 polyvinyl acetate Polymers 0.000 description 1
- 239000005033 polyvinylidene chloride Substances 0.000 description 1
- 229910000160 potassium phosphate Inorganic materials 0.000 description 1
- 235000011009 potassium phosphates Nutrition 0.000 description 1
- 239000002244 precipitate Substances 0.000 description 1
- 238000001556 precipitation Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 150000003141 primary amines Chemical class 0.000 description 1
- 229910001404 rare earth metal oxide Inorganic materials 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 239000005060 rubber Substances 0.000 description 1
- 238000001878 scanning electron micrograph Methods 0.000 description 1
- 239000000565 sealant Substances 0.000 description 1
- 239000000741 silica gel Substances 0.000 description 1
- 229910002027 silica gel Inorganic materials 0.000 description 1
- 229920002050 silicone resin Polymers 0.000 description 1
- 229910001923 silver oxide Inorganic materials 0.000 description 1
- 239000001488 sodium phosphate Substances 0.000 description 1
- 229910000162 sodium phosphate Inorganic materials 0.000 description 1
- 235000011008 sodium phosphates Nutrition 0.000 description 1
- 241000894007 species Species 0.000 description 1
- 238000004611 spectroscopical analysis Methods 0.000 description 1
- 229920003048 styrene butadiene rubber Polymers 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- 229920001897 terpolymer Polymers 0.000 description 1
- 125000000999 tert-butyl group Chemical group [H]C([H])([H])C(*)(C([H])([H])[H])C([H])([H])[H] 0.000 description 1
- 229920002725 thermoplastic elastomer Polymers 0.000 description 1
- XOLBLPGZBRYERU-UHFFFAOYSA-N tin dioxide Chemical compound O=[Sn]=O XOLBLPGZBRYERU-UHFFFAOYSA-N 0.000 description 1
- 229910001887 tin oxide Inorganic materials 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- JUWGUJSXVOBPHP-UHFFFAOYSA-B titanium(4+);tetraphosphate Chemical compound [Ti+4].[Ti+4].[Ti+4].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O JUWGUJSXVOBPHP-UHFFFAOYSA-B 0.000 description 1
- LDHQCZJRKDOVOX-UHFFFAOYSA-N trans-crotonic acid Natural products CC=CC(O)=O LDHQCZJRKDOVOX-UHFFFAOYSA-N 0.000 description 1
- FTBATIJJKIIOTP-UHFFFAOYSA-K trifluorochromium Chemical compound F[Cr](F)F FTBATIJJKIIOTP-UHFFFAOYSA-K 0.000 description 1
- RYFMWSXOAZQYPI-UHFFFAOYSA-K trisodium phosphate Chemical compound [Na+].[Na+].[Na+].[O-]P([O-])([O-])=O RYFMWSXOAZQYPI-UHFFFAOYSA-K 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
- 239000010457 zeolite Substances 0.000 description 1
- 239000011787 zinc oxide Substances 0.000 description 1
- LRXTYHSAJDENHV-UHFFFAOYSA-H zinc phosphate Chemical compound [Zn+2].[Zn+2].[Zn+2].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O LRXTYHSAJDENHV-UHFFFAOYSA-H 0.000 description 1
- LEHFSLREWWMLPU-UHFFFAOYSA-B zirconium(4+);tetraphosphate Chemical compound [Zr+4].[Zr+4].[Zr+4].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O LEHFSLREWWMLPU-UHFFFAOYSA-B 0.000 description 1
Images











Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/06—Alloys based on aluminium with magnesium as the next major constituent
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/78—Cases; Housings; Encapsulations; Mountings
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/102—Primary casings; Jackets or wrappings characterised by their shape or physical structure
- H01M50/103—Primary casings; Jackets or wrappings characterised by their shape or physical structure prismatic or rectangular
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Definitions
- the present disclosure relates to an aluminum alloy foil, an exterior material for an electricity storage device, a method for manufacturing the same, and an electricity storage device.
- packaging materials (exterior materials) have become an indispensable member for encapsulating power storage device elements such as electrodes and electrolytes.
- metal exterior materials have been often used as exterior materials for power storage devices.
- a recess is formed by cold molding, and an electric storage device element such as an electrode or an electrolytic solution is arranged in the space formed by the recess, and a heat-fusible resin is used.
- an electricity storage device in which the electricity storage device element is housed inside the exterior material is obtained.
- the step of accommodating the electricity storage device element in the exterior material for the electricity storage device and heat sealing, and further, the step of bending the heat-sealed portion, the external terminal and the exterior material for the electricity storage device The aluminum alloy foil is short-circuited via a foreign substance, or the pressure unevenness at the time of heat sealing causes the external terminals and the aluminum alloy foil of the exterior material for the electricity storage device to come into close proximity or come into contact with each other to cause a short-circuit, and thermal fusion bonding located in the innermost layer.
- the present disclosure aims to provide an aluminum alloy foil for use in an exterior material for an electricity storage device, in which corrosion when electric current is generated in a state where an electrolyte is attached is effectively suppressed.
- Another object of the present disclosure is to provide a packaging material for an electricity storage device using the aluminum alloy foil, a method for manufacturing the packaging material for the electricity storage device, and an electricity storage device.
- the inventors of the present disclosure have made earnest studies to solve the above problems. As a result, by repeatedly studying the composition of the aluminum alloy foil and setting the content of Mg in a predetermined range, it is possible to effectively suppress the corrosion in the case where energization occurs in the state where the electrolytic solution is attached. I found it.
- an aluminum alloy foil for use as an exterior material for an electricity storage device, in which corrosion is effectively suppressed when electricity is applied in a state where an electrolyte is attached. Further, according to the present disclosure, it is also possible to provide an exterior material for an electricity storage device using the aluminum alloy foil, a method for manufacturing the exterior material for the electricity storage device, and an electricity storage device.
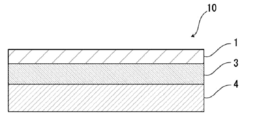
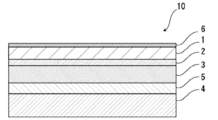
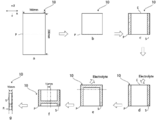
- FIG. 3 is a schematic diagram showing an example of a cross-sectional structure of a power storage device exterior material of the present disclosure.
- FIG. 3 is a schematic diagram showing an example of a cross-sectional structure of a power storage device exterior material of the present disclosure.
- FIG. 3 is a schematic diagram showing an example of a cross-sectional structure of a power storage device exterior material of the present disclosure.
- FIG. 3 is a schematic diagram showing an example of a cross-sectional structure of a power storage device exterior material of the present disclosure.
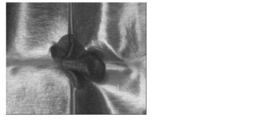
- 3 is a microscope image of the surface of the folding intersection of the exterior material for an electricity storage device of Example 1, observed after corrosion resistance evaluation.
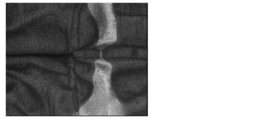
- 4 is a microscope image of the surface of the folding intersection of the exterior material for an electricity storage device of Example 2 observed after corrosion resistance evaluation.
- the aluminum alloy foil of the present disclosure is characterized by being an aluminum alloy foil having a Mg content of 0.20% by mass or more and 5.50% by mass or less for use as an exterior material for an electricity storage device. According to the aluminum alloy foil of the present disclosure, the provision of the configuration effectively suppresses corrosion when current is applied in a state where the electrolytic solution is attached. Therefore, the exterior material for an electricity storage device using the aluminum alloy foil of the present disclosure effectively suppresses corrosion of the aluminum alloy foil.
- the aluminum alloy foil, the exterior material for an electricity storage device, the manufacturing method thereof, and the electricity storage device of the present disclosure will be described in detail.
- the numerical range indicated by “to” means “greater than or equal to” and “less than or equal to”.
- the expression 2 to 15 mm means 2 mm or more and 15 mm or less.
- Aluminum alloy foil has a Mg content of 0.20% by mass or more and 5.50% by mass or less, and is characterized in that it is used as an exterior material for an electricity storage device.
- the packaging material for an electricity storage device that can use the aluminum alloy foil of the present disclosure
- the aluminum alloy foil of the present disclosure includes at least a base material layer, a barrier layer, and a heat-fusible resin layer. It can be suitably used as a barrier layer of an exterior material for an electricity storage device.
- Specific examples of the exterior material for an electricity storage device using the aluminum alloy foil of the present disclosure will be described in detail in the section of “2. Exterior material for electricity storage device”.
- the aluminum alloy foil of the present disclosure has a Mg (magnesium) content of 0.20 mass% or more and 5.50 mass% or less.
- the main component of the aluminum alloy foil of the present disclosure is Al (aluminum), and specifically 93.65 mass% or more is made of aluminum.
- the Mg content is preferably 0.20% by mass or more and 5.00% by mass or less, more preferably 0.20% by mass or more and 4.00% by mass or less, and further preferably 0.20% by mass or more and 3.00% by mass. % Or less, more preferably 0.20% by mass or more and 2.50% by mass or less, particularly preferably 0.20% by mass or more and 2.20% by mass or less.
- the aluminum alloy foil of the present disclosure may contain components other than Mg and Al.
- other components include Si (silicon), Fe (iron), Cu (copper), Mn (manganese), Cr (chromium), Zn (zinc), and inevitable impurities.
- the other component may be one type or two or more types.
- the aluminum alloy foil of the present disclosure has a Si content of 0.40% by mass or less and a Fe content, from the viewpoint of an aluminum alloy foil in which corrosion is effectively suppressed when electric current is generated in a state where the electrolytic solution is attached.
- Content is 0.70 mass% or less
- Cu content is 0.20 mass% or less
- Mn content is 1.00 mass% or less
- Cr content is 0.50 mass% or less
- Zn content is 0.25 mass.
- % Or less other unavoidable impurities are individually 0.05% by mass or less and 0.15% by mass or less in total, and the balance is preferably Al.
- the aluminum alloy foil having such a composition has the same composition as the aluminum alloy having the composition of alloy number A5000 series aluminum of JIS H4000: 2014, and is similar to the known aluminum alloy foil manufacturing method, for example, melting and homogenizing treatment. , Hot rolling, cold rolling, intermediate annealing, cold rolling, and final annealing. Regarding the manufacturing conditions of the aluminum alloy foil, for example, the description in JP 2005-163077 A can be referred to. In addition, the analysis of each chemical component contained in the aluminum alloy foil is performed by the analytical test specified in JIS H4160-1994.
- the individual second phase particles 3b in the cross section in the thickness direction of the aluminum alloy foil, with respect to any 100 second phase particles 3b within the field of view of the optical microscope, the individual second phase particles 3b.
- the diameter y the diameters of the top 20 second-phase particles 3b are arranged in descending order.
- the average of the diameters y is preferably 10.0 ⁇ m or less.
- the thickness of the aluminum alloy foil is, for example, about 85 ⁇ m or less, further about 50 ⁇ m or less, further about 40 ⁇ m or less, and further about 35 ⁇ m or less
- the aluminum alloy foil is used for the storage of the electricity storage device. Pinholes and cracks are less likely to occur when laminated on a material and molded, and the outer casing material for an electricity storage device can be provided with excellent moldability.
- the thickness of the aluminum alloy foil is, for example, about 85 ⁇ m or less, further about 50 ⁇ m or less, and further Even if it is about 40 ⁇ m or less, or about 35 ⁇ m or less, and the total thickness of the exterior material for an electricity storage device is as thin as the thickness described later, for example, pinholes and cracks are less likely to occur during molding, and excellent moldability is obtained. Is equipped with.
- the average of the diameter y is more preferably about 1.0 to 8.0 ⁇ m, and further preferably about 1.0 to 6.0 ⁇ m. Since FIG. 16 is a schematic diagram, drawing is omitted and 100 second phase particles 3b are not drawn.
- the second phase particles contained in the aluminum alloy foil refer to the intermetallic compound particles present in the aluminum alloy, and the precipitation that precipitates during the crystallization phase separated by rolling or the homogenization treatment or annealing. It is a phase particle.
- the crystal grains When the cross section of the aluminum alloy foil in the thickness direction is observed with a scanning electron microscope (SEM), the crystal grains usually draw a boundary line in contact with a plurality of crystals.
- the second phase particles usually have a single boundary line.
- the crystal grains and the second phase grains have different phases on the SEM image because they have different phases.
- the cross section in the thickness direction of the aluminum alloy foil is observed with an optical microscope, only the second phase particles appear black due to the phase difference between the crystal grains and the second phase particles, which makes the observation easy. become.
- the average crystal grain size of the aluminum alloy foil is preferably 20.0 ⁇ m or less, more preferably about 1.0 to 15.0 ⁇ m, further preferably about 1.0 to 10.0 ⁇ m, from the viewpoint of further improving the formability. Is mentioned.
- the average crystal grain size in the aluminum alloy foil is 20.0 ⁇ m or less and the diameter y of the second phase particles 3b is the above value, the moldability of the exterior material for an electricity storage device described later is further enhanced. Can be increased.
- the average crystal grain size in the aluminum alloy foil is obtained by observing a cross section in the thickness direction of the aluminum alloy foil with a scanning electron microscope (SEM), and regarding 100 crystal grains 3a of the aluminum alloy located in the visual field, As shown in the schematic view of FIG. 16, when the straight line connecting the leftmost end in the direction perpendicular to the thickness direction of each crystal grain and the rightmost end in the direction perpendicular to the thickness direction is defined as the maximum diameter x, 100 It means the average value of the maximum diameter x of each crystal grain. Since FIG. 16 is a schematic diagram, the drawing is omitted and 100 crystal grains 3a are not drawn.
- the thickness of the aluminum alloy foil may be at least a function as a barrier layer that suppresses the entry of moisture in the exterior material for an electricity storage device, and the lower limit is about 9 ⁇ m or more and the upper limit is about 200 ⁇ m or less. From the viewpoint of reducing the thickness of the exterior material for an electricity storage device, the thickness of the aluminum alloy foil is, for example, preferably about 85 ⁇ m or less, more preferably about 50 ⁇ m or less, still more preferably about 40 ⁇ m or less, and particularly preferably about the upper limit.
- the lower limit is preferably about 10 ⁇ m or more, further preferably about 20 ⁇ m or more, more preferably about 25 ⁇ m or more, and the preferable range of the thickness is about 10 to 85 ⁇ m, about 10 to 50 ⁇ m. 10 to 40 ⁇ m, 10 to 35 ⁇ m, 20 to 85 ⁇ m, 20 to 50 ⁇ m, 20 to 40 ⁇ m, 20 to 35 ⁇ m, 25 to 85 ⁇ m, 25 to 50 ⁇ m, 25 to 40 ⁇ m, 25 to 35 ⁇ m Is mentioned.
- the aluminum alloy foil is provided with a corrosion resistant film in order to prevent the aluminum alloy foil from being melted or corroded.
- the aluminum alloy foil may have a corrosion resistant coating on both sides.
- the corrosion-resistant coating is, for example, hydrothermal conversion treatment such as boehmite treatment, chemical conversion treatment, anodizing treatment, plating treatment such as nickel or chromium, and corrosion prevention treatment for coating a coating agent of aluminum alloy foil. It refers to a thin film that is applied to the surface to make the aluminum alloy foil have corrosion resistance (for example, acid resistance, alkali resistance, etc.).
- the corrosion resistant film means a film that improves the acid resistance of the aluminum alloy foil (acid resistant film), a film that improves the alkali resistance of the aluminum alloy foil (alkali resistant film), and the like.
- the treatment for forming the corrosion resistant film one type may be performed, or two or more types may be combined and performed. Further, not only one layer but also multiple layers can be formed.
- the hydrothermal conversion treatment and the anodizing treatment are treatments for dissolving the surface of the metal foil with a treatment agent to form a metal compound having excellent corrosion resistance. Note that these processes may be included in the definition of the chemical conversion process.
- the aluminum alloy foil has a corrosion resistant film
- the aluminum alloy foil including the corrosion resistant film is used.
- the corrosion-resistant film prevents delamination between the aluminum alloy foil and the base material layer during the molding of the exterior material for an electricity storage device, and hydrogen fluoride generated by the reaction between the electrolyte and moisture causes the aluminum alloy foil surface to Dissolves, corrodes, prevents aluminum oxide existing on the surface of the aluminum alloy foil from melting and corroding, and improves the adhesiveness (wettability) of the aluminum alloy foil surface, and the base material layer and the aluminum alloy during heat sealing.
- the effects of preventing delamination with the foil and preventing delamination between the base material layer and the aluminum alloy foil during molding are shown.
- Various types of corrosion-resistant films formed by chemical conversion treatment are known, and are mainly at least one of phosphates, chromates, fluorides, triazine thiol compounds, and rare earth oxides. And a corrosion resistant film containing the like.
- Examples of the chemical conversion treatment using a phosphate or chromate include chromate chromate treatment, chromate phosphoric acid treatment, phosphoric acid-chromate treatment, chromate treatment, and the like.
- Examples of the compound include chromium nitrate, chromium fluoride, chromium sulfate, chromium acetate, chromium oxalate, chromium diphosphate, acetyl acetate chromate, chromium chloride, potassium chromium sulfate and the like.
- examples of the phosphorus compound used for these treatments include sodium phosphate, potassium phosphate, ammonium phosphate, polyphosphoric acid, and the like.
- examples of the chromate treatment include etching chromate treatment, electrolytic chromate treatment, coating type chromate treatment and the like, and coating type chromate treatment is preferable.
- the inner layer side of the barrier layer eg, aluminum alloy foil
- a well-known method such as an alkali dipping method, an electrolytic cleaning method, an acid cleaning method, an electrolytic acid cleaning method, and an acid activation method.
- a degreasing treatment is performed by a treatment method, and thereafter, a phosphate metal such as Cr (chromium) phosphate, Ti (titanium) phosphate, Zr (zirconium) phosphate, Zn (zinc) phosphate, etc.
- a treatment liquid such as water, alcohol solvents, hydrocarbon solvents, ketone solvents, ester solvents, ether solvents can be used, and water is preferable.
- Examples of the resin component used at this time include polymers such as phenol resins and acrylic resins, and aminated phenol polymers having repeating units represented by the following general formulas (1) to (4) are used. Examples include the chromate treatment used. In the aminated phenol polymer, the repeating units represented by the following general formulas (1) to (4) may be contained alone or in any combination of two or more. Good.
- Acrylic resin must be polyacrylic acid, acrylic acid methacrylic acid ester copolymer, acrylic acid maleic acid copolymer, acrylic acid styrene copolymer, or their derivatives such as sodium salt, ammonium salt, amine salt, etc. Is preferred.
- polyacrylic acid derivatives such as ammonium salt, sodium salt, or amine salt of polyacrylic acid.
- polyacrylic acid means a polymer of acrylic acid.
- the acrylic resin is also preferably a copolymer of acrylic acid and a dicarboxylic acid or a dicarboxylic acid anhydride, an ammonium salt of a copolymer of acrylic acid and a dicarboxylic acid or a dicarboxylic acid anhydride, a sodium salt, Alternatively, it is also preferably an amine salt. Only one type of acrylic resin may be used, or two or more types may be mixed and used.
- X represents a hydrogen atom, a hydroxy group, an alkyl group, a hydroxyalkyl group, an allyl group or a benzyl group.
- R 1 and R 2 are the same or different and each represents a hydroxy group, an alkyl group, or a hydroxyalkyl group.
- examples of the alkyl group represented by X, R 1 and R 2 include a methyl group, an ethyl group, an n-propyl group, an isopropyl group, an n-butyl group, an isobutyl group, Examples thereof include linear or branched alkyl groups having 1 to 4 carbon atoms such as tert-butyl group.
- examples of the hydroxyalkyl group represented by X, R 1 and R 2 include, for example, hydroxymethyl group, 1-hydroxyethyl group, 2-hydroxyethyl group, 1-hydroxypropyl group, 2-hydroxypropyl group and 3-hydroxypropyl group.
- An alkyl group is mentioned.
- the alkyl group and the hydroxyalkyl group represented by X, R 1 and R 2 may be the same or different.
- X is preferably a hydrogen atom, a hydroxy group or a hydroxyalkyl group.
- the number average molecular weight of the aminated phenol polymer having the repeating units represented by the general formulas (1) to (4) is, for example, preferably about 500 to 1,000,000, and more preferably about 1,000 to 20,000. More preferable.
- the aminated phenol polymer is produced by, for example, polycondensing a phenol compound or a naphthol compound with formaldehyde to produce a polymer having a repeating unit represented by the above general formula (I) or general formula (III), and then forming formaldehyde. And an amine (R 1 R 2 NH) to introduce a functional group (—CH 2 NR 1 R 2 ) into the polymer obtained above.
- the aminated phenol polymer is used alone or in combination of two or more.
- the corrosion resistant film is formed by a coating type corrosion prevention treatment in which a coating agent containing at least one selected from the group consisting of rare earth element oxide sols, anionic polymers and cationic polymers is applied.
- a thin film is used.
- the coating agent may further contain phosphoric acid or phosphate, and a cross-linking agent that cross-links the polymer.
- fine particles of rare earth element oxide for example, particles having an average particle diameter of 100 nm or less
- the rare earth element oxide include cerium oxide, yttrium oxide, neodymium oxide, and lanthanum oxide, and cerium oxide is preferable from the viewpoint of further improving the adhesiveness.
- the rare earth element oxides contained in the corrosion resistant coating may be used alone or in combination of two or more.
- various solvents such as water, alcohol solvents, hydrocarbon solvents, ketone solvents, ester solvents, ether solvents can be used, and water is preferable.
- the cationic polymer include polyethyleneimine, an ionic polymer complex composed of a polymer having polyethyleneimine and a carboxylic acid, a primary amine-grafted acrylic resin obtained by graft-polymerizing a primary amine on an acrylic main skeleton, polyallylamine or a derivative thereof. , Aminated phenol and the like are preferable.
- the anionic polymer is preferably poly (meth) acrylic acid or a salt thereof, or a copolymer containing (meth) acrylic acid or a salt thereof as a main component.
- the cross-linking agent is at least one selected from the group consisting of a compound having any one of an isocyanate group, a glycidyl group, a carboxyl group and an oxazoline group, and a silane coupling agent.
- the phosphoric acid or phosphate is preferably condensed phosphoric acid or condensed phosphate.
- a dispersion of fine particles of metal oxide such as aluminum oxide, titanium oxide, cerium oxide, and tin oxide or barium sulfate in phosphoric acid is applied to the surface of the barrier layer, Examples include those formed by performing a baking treatment at a temperature of not less than ° C.
- the corrosion-resistant film may have a laminated structure in which at least one of a cationic polymer and an anionic polymer is further laminated, if necessary.
- a cationic polymer and an anionic polymer include those mentioned above.
- composition of the corrosion resistant film can be performed using, for example, time-of-flight secondary ion mass spectrometry.
- the amount of the corrosion resistant film formed on the surface of the aluminum alloy foil in the chemical conversion treatment is not particularly limited, but, for example, when the coating type chromate treatment is performed, a chromic acid compound per 1 m 2 of the surface of the aluminum alloy foil is used.
- a chromic acid compound per 1 m 2 of the surface of the aluminum alloy foil is used.
- the phosphorus compound is, for example, about 0.5 to 50 mg, preferably about 1.0 to 40 mg in terms of phosphorus, and aminated phenol polymer.
- the thickness of the corrosion-resistant film is not particularly limited, but from the viewpoint of the cohesive force of the film and the adhesion with the barrier layer or the heat-fusible resin layer, it is preferably about 1 nm to 20 ⁇ m, more preferably 1 nm to 100 nm. Degree, and more preferably about 1 nm to 50 nm.
- the thickness of the corrosion-resistant coating can be measured by observation with a transmission electron microscope or a combination of observation with a transmission electron microscope and energy dispersive X-ray spectroscopy or electron beam energy loss spectroscopy.
- composition of the corrosion-resistant coating using time-of-flight secondary ion mass spectrometry for example, at least one secondary ion consisting of Ce, P, and O (eg, Ce 2 PO 4 + , CePO 4 ⁇ , etc. Species) or, for example, a peak derived from a secondary ion of Cr, P, and O (for example, at least one of CrPO 2 + , CrPO 4 ⁇ ).
- the chemical conversion treatment is carried out by applying a solution containing a compound used for forming a corrosion resistant film to the surface of the aluminum alloy foil by a bar coating method, a roll coating method, a gravure coating method, a dipping method, etc. It is carried out by heating so that the temperature becomes about 70 to 200 ° C. Further, before the aluminum alloy foil is subjected to the chemical conversion treatment, the aluminum alloy foil may be previously subjected to a degreasing treatment by an alkali dipping method, an electrolytic cleaning method, an acid cleaning method, an electrolytic acid cleaning method, or the like. By performing the degreasing treatment in this manner, it becomes possible to more efficiently perform the chemical conversion treatment on the surface of the aluminum alloy foil.
- the power storage device exterior material 10 of the present disclosure includes at least a base material layer 1, a barrier layer 3, and a heat-fusible resin layer 4 in this order as shown in FIGS. 1 to 4. It is composed of a laminate.
- the base material layer 1 is the outermost layer side
- the heat-fusible resin layer 4 is the innermost layer.
- the peripheral edges are heat-sealed with the heat-fusible resin layers 4 of the electricity storage device exterior material 10 facing each other.
- the electricity storage device element is housed in the space formed by.
- the barrier layer 3 of the exterior material for an electricity storage device of the present disclosure includes the aluminum alloy foil of the present disclosure. That is, the barrier layer 3 of the exterior material for an electricity storage device of the present disclosure can be configured by the aluminum alloy foil of the present disclosure. In the exterior material for an electricity storage device of the present disclosure using the aluminum alloy foil of the present disclosure, corrosion of the aluminum alloy foil is effectively suppressed.
- the exterior material 10 for an electricity storage device is provided between the base material layer 1 and the barrier layer 3 for the purpose of enhancing the adhesiveness between these layers and the like, if necessary.
- the adhesive layer 2 may be included.
- an adhesive layer 5 is provided between the barrier layer 3 and the heat-fusible resin layer 4 for the purpose of enhancing the adhesiveness between these layers, if necessary. May have.
- a surface coating layer 6 and the like may be provided on the outside of the base material layer 1 (on the side opposite to the heat-fusible resin layer 4 side), if necessary.
- the thickness of the laminate constituting the exterior material 10 for an electricity storage device is not particularly limited, but the upper limit is, for example, 300 ⁇ m or less, preferably about 180 ⁇ m or less, about 155 ⁇ m or less from the viewpoint of cost reduction, energy density improvement, and the like. , About 120 ⁇ m or less, and the lower limit is preferably about 35 ⁇ m or more, about 45 ⁇ m or more, about 60 ⁇ m or more, from the viewpoint of maintaining the function of the power storage device exterior material of protecting the power storage device element.
- Preferred ranges are, for example, about 35 to 180 ⁇ m, about 35 to 155 ⁇ m, about 35 to 120 ⁇ m, about 45 to 180 ⁇ m, about 45 to 155 ⁇ m, about 45 to 120 ⁇ m, about 60 to 180 ⁇ m, about 60 to 155 ⁇ m, about 60 to 120 ⁇ m.
- the degree can be mentioned.
- MD Machine Direction
- TD Transverse Direction
- the barrier layer 3 is composed of an aluminum alloy foil
- linear streaks called so-called rolling marks are formed on the surface of the aluminum alloy foil in the rolling direction (RD: Rolling Direction) of the aluminum alloy foil. ing. Since the rolling mark extends along the rolling direction, the rolling direction of the aluminum alloy foil can be grasped by observing the surface of the aluminum alloy foil.
- the MD of the laminated body and the RD of the aluminum alloy foil usually match, the surface of the aluminum alloy foil of the laminated body is observed, and the rolling direction (RD) of the aluminum alloy foil is observed.
- the MD of the laminate can be specified. Since the TD of the laminated body is in the direction perpendicular to the MD of the laminated body, the TD of the laminated body can be specified.
- a metal plate having a width of 7 mm is used, and a temperature of 190 ° C. is applied from both sides of the test sample in the laminating direction.
- the heat-fusible resin layers 4 are heat-fused by heating and pressurizing under a pressure of 2.0 MPa for a time of 3 seconds (see FIGS. 10 and 11), and then, as shown in FIG. In the environment of temperature 25 ° C., tensile speed of 300 mm / min, peeling angle of 180 °, and chuck distance of 50 mm for 1.5 seconds from the start of tensile strength measurement.
- the maximum value of the tensile strength (seal strength) measured by peeling the heat-sealed interface is preferably 110 N / 15 mm or more, and more preferably 120 N / 15 mm or more.
- the upper limit of the tensile strength is, for example, about 200 N / 15 mm or less, and preferable ranges include 110 to 200 N / 15 mm and 120 to 200 N / 15 mm.
- the type, composition, molecular weight, etc. of the resin forming the heat-fusible resin layer are adjusted.
- a metal plate having a width of 7 mm is used in a state where the heat-fusible resin layers 4 are opposed to each other, and the temperature is 190 ° C. from both sides of the test sample in the stacking direction.
- the surface pressure is 2.0 MPa and the time is 3 seconds for heating and pressurization to heat-bond the heat-fusible resin layers 4 together (see FIGS. 10 and 11), and then as shown in FIG. , T-peeling, using a tensile tester, under conditions of a temperature of 140 ° C., a pulling speed of 300 mm / min, a peeling angle of 180 °, and a chuck distance of 50 mm.
- the maximum value of the tensile strength (seal strength) measured by peeling the heat-sealed interface for a period of time is preferably 3.0 N / 15 mm or more, and preferably 4.0 N / 15 mm or more. More preferable.
- the upper limit of the tensile strength is, for example, about 5.0 N / 15 mm or less, and preferable ranges include 3.0 to 5.0 N / 15 mm and 4.0 to 5.0 N / 15 mm.
- the heat resistant temperature of the separator inside the electricity storage device is generally set to around 120 to 140 ° C., the tensile strength (seal) in the high temperature environment of 140 ° C. in the electricity storage device exterior material of the present disclosure.
- the maximum value of (strength) preferably satisfies the above value.
- the type, composition, molecular weight, etc. of the resin forming the heat-fusible resin layer are adjusted.
- the tensile test at each temperature is performed in a constant temperature bath, and the test sample is attached to the chuck for 2 minutes in the constant temperature bath at a predetermined temperature (25 ° C or 140 ° C). Hold and then start the measurement.
- the exterior material 10 for an electricity storage device of the present disclosure has an electrolytic solution (the concentration of lithium hexafluorophosphate is 1 mol / l, and ethylene carbonate and diethyl carbonate are contained in an environment of 85 ° C).
- a solution of dimethyl carbonate in a volume ratio of 1: 1: 1 (a solution obtained by mixing ethylene carbonate, diethyl carbonate, and dimethyl carbonate in a volume ratio of 1: 1: 1) was used as an outer packaging material for an electricity storage device.
- the heat-fusible resin layers After being contacted for a time, the heat-fusible resin layers are heat-melted under the conditions of a temperature of 190 ° C., a surface pressure of 2.0 MPa, and a time of 3 seconds while the electrolytic solution is attached to the surface of the heat-fusible resin layer.
- the sealing strength when adhered and peeling off the heat-fused interface is 60% or more (the sealing strength retention rate is 60% or more) of the sealing strength when not contacted with the electrolytic solution.
- Rukoto more preferably 80% or more, more preferably 100%.
- tensile strength is measured in the same manner except that the electrolytic solution is not injected into the test sample.
- the maximum tensile strength until the heat-sealed portion is completely peeled off is defined as the sealing strength before contact with the electrolytic solution.
- the exterior material for an electricity storage device is cut into a rectangle having a width (x direction) of 100 mm ⁇ length (z direction) of 200 mm to obtain a test sample (FIG. 14 a).
- the test sample is folded back at the center in the z direction so that the heat-fusible resin layer sides overlap (FIG. 14b).
- both ends in the x direction of the folded back test sample were sealed by heat sealing (temperature 190 ° C., surface pressure 2.0 MPa, time 3 seconds), and formed into a bag shape having one opening E (FIG. 14c).
- an electrolyte solution concentration of lithium hexafluorophosphate is 1 mol / l and volume ratio of ethylene carbonate, diethyl carbonate and dimethyl carbonate is 1: 1: 1 from the opening E of the test sample formed in the shape of a bag. 6 g of the solution of 1) is injected (FIG. 14d), and the end of the opening E is sealed by heat sealing (temperature 190 ° C., surface pressure 2.0 MPa, time 3 seconds) (FIG. 14e).
- the bag is left to stand in an environment of a temperature of 85 ° C. for a predetermined storage time (a time for contacting with an electrolytic solution, 72 hours or the like).
- the end of the test sample is then cut (Fig. 14e) and the electrolyte is drained.
- the electrolytic solution attached to the surface of the heat-fusible resin layer
- the upper and lower surfaces of the test sample were sandwiched by metal plates (7 mm width), and the temperature was 190 ° C., the surface pressure was 1.0 MPa, and the conditions were 3 seconds.
- the heat-fusible resin layers are heat-sealed together (FIG. 14f).
- the test sample is cut into a width of 15 mm with a double-edged sample cutter so that the seal strength at a width (x direction) of 15 mm can be measured (FIGS. 14f and 14g).
- a T-peel is peeled off at the temperature of 25 ° C. under an environment of a pulling speed of 300 mm / min, a peeling angle of 180 ° and a chuck distance of 50 mm. Then, the tensile strength (seal strength) is measured (FIG. 12). The maximum tensile strength until the heat-sealed portion is completely peeled off is defined as the sealing strength after contact with the electrolytic solution.
- each layer forming the exterior material for a power storage device [base material layer 1]
- the base material layer 1 is a layer provided for the purpose of exerting a function as a base material of the exterior material for an electricity storage device.
- the base material layer 1 is located on the outer layer side of the exterior material for an electricity storage device.
- the material forming the base material layer 1 is not particularly limited as long as it has a function as a base material, that is, at least an insulating property.
- the base material layer 1 can be formed by using, for example, a resin, and the resin may contain an additive described below.
- the base material layer 1 may be, for example, a resin film made of resin, or may be formed by applying resin.
- the resin film may be an unstretched film or a stretched film.
- the stretched film include a uniaxially stretched film and a biaxially stretched film, and a biaxially stretched film is preferable.
- the stretching method for forming the biaxially stretched film include a sequential biaxial stretching method, an inflation method and a simultaneous biaxial stretching method.
- the method for applying the resin include a roll coating method, a gravure coating method and an extrusion coating method.
- Examples of the resin forming the base material layer 1 include resins such as polyester, polyamide, polyolefin, epoxy resin, acrylic resin, fluororesin, polyurethane, silicon resin, and phenol resin, and modified products of these resins.
- the resin forming the base material layer 1 may be a copolymer of these resins or a modified product of the copolymer. Further, it may be a mixture of these resins.
- the resin forming the base material layer 1 is preferably polyester or polyamide.
- polyester examples include polyethylene terephthalate, polybutylene terephthalate, polyethylene naphthalate, polybutylene naphthalate, polyethylene isophthalate, and copolyester.
- copolyester examples include a copolyester having ethylene terephthalate as a main repeating unit.
- a copolymer polyester which is mainly composed of ethylene terephthalate as a repeating unit and is polymerized with ethylene isophthalate (hereinafter abbreviated to polyethylene (terephthalate / isophthalate)), polyethylene (terephthalate / adipate), polyethylene (terephthalate / Sodium sulfoisophthalate), polyethylene (terephthalate / sodium isophthalate), polyethylene (terephthalate / phenyl-dicarboxylate), polyethylene (terephthalate / decanedicarboxylate) and the like.
- These polyesters may be used alone or in combination of two or more.
- polyamides include aliphatic polyamides such as nylon 6, nylon 66, nylon 610, nylon 12, nylon 46, and copolymers of nylon 6 and nylon 66; terephthalic acid and / or isophthalic acid.
- Hexamethylenediamine-isophthalic acid-terephthalic acid copolyamides such as nylon 6I, nylon 6T, nylon 6IT, nylon 6I6T (I represents isophthalic acid, T represents terephthalic acid) containing the derived constitutional unit, polyamide MXD6 (polymeta Polyamides containing aromatics such as silylene adipamide; alicyclic polyamides such as polyamide PACM6 (polybis (4-aminocyclohexyl) methane adipamide); further lactam components and isocyanate components such as 4,4′-diphenylmethane-diisocyanate Polyamides obtained by copolymerizing, copolymerized polyamide and polyester or polyalkylene polyester amide cop
- the base material layer 1 preferably contains at least one of a polyester film, a polyamide film, and a polyolefin film, and preferably contains at least one of a stretched polyester film, a stretched polyamide film, and a stretched polyolefin film, It is more preferable to include at least one of a stretched polyethylene terephthalate film, a stretched polybutylene terephthalate film, a stretched nylon film, and a stretched polypropylene film.
- the base material layer 1 may be a single layer or may be composed of two or more layers.
- the base material layer 1 may be a laminate in which resin films are laminated with an adhesive or the like, or a resin is coextruded into two or more layers. It may be a laminate of the above resin films. Further, a resin film laminate obtained by coextruding a resin into two or more layers may be the unstretched base material layer 1 or may be uniaxially or biaxially stretched to form the base material layer 1.
- a laminate of two or more resin films in the base material layer 1 include a laminate of a polyester film and a nylon film, a laminate of two or more nylon films, a laminate of two or more polyester films. And the like, and preferably a laminate of a stretched nylon film and a stretched polyester film, a laminate of two or more stretched nylon films, and a laminate of two or more stretched polyester films.
- the base material layer 1 is a laminate of two resin films, a laminate of a polyester resin film and a polyester resin film, a laminate of a polyamide resin film and a polyamide resin film, or a polyester resin film and a polyamide resin film.
- a laminated body is preferable, and a laminated body of a polyethylene terephthalate film and a polyethylene terephthalate film, a laminated body of a nylon film and a nylon film, or a laminated body of a polyethylene terephthalate film and a nylon film is more preferable.
- the polyester resin does not easily discolor when an electrolytic solution adheres to the surface, when the base material layer 1 is a laminate of two or more resin films, the polyester resin film is It is preferably located in the outermost layer.
- the two or more resin films may be laminated via an adhesive.
- preferable adhesives include the same adhesives as those exemplified for the adhesive layer 2 described later.
- the method for laminating the two or more resin films is not particularly limited, and known methods can be adopted, and examples thereof include a dry laminating method, a sandwich laminating method, an extrusion laminating method, and a thermal laminating method, and preferably a dry laminating method.
- a laminating method can be mentioned.
- laminating by a dry laminating method it is preferable to use a polyurethane adhesive as the adhesive. At this time, the thickness of the adhesive is, for example, about 2 to 5 ⁇ m.
- an anchor coat layer may be formed on the resin film and laminated.
- the anchor coat layer may be the same as the adhesive exemplified in the adhesive layer 2 described later.
- the thickness of the anchor coat layer is, for example, about 0.01 to 1.0 ⁇ m.
- additives such as a lubricant, a flame retardant, an antiblocking agent, an antioxidant, a light stabilizer, a tackifier, and an antistatic agent are present on at least one of the surface and the inside of the base material layer 1. Good.
- the additive only one kind may be used, or two or more kinds may be mixed and used.
- a lubricant is preferably present on the surface of the base material layer 1 from the viewpoint of enhancing the moldability of the exterior material for an electricity storage device.
- the lubricant is not particularly limited, but preferably an amide lubricant is used.
- Specific examples of the amide-based lubricant include saturated fatty acid amides, unsaturated fatty acid amides, substituted amides, methylol amides, saturated fatty acid bisamides, unsaturated fatty acid bisamides, fatty acid ester amides, aromatic bisamides, and the like.
- saturated fatty acid amide examples include lauric acid amide, palmitic acid amide, stearic acid amide, behenic acid amide, and hydroxystearic acid amide.
- unsaturated fatty acid amides include oleic acid amide and erucic acid amide.
- substituted amide examples include N-oleylpalmitic acid amide, N-stearyl stearic acid amide, N-stearyl oleic acid amide, N-oleyl stearic acid amide, and N-stearyl erucic acid amide.
- methylolamide examples include methylolstearic acid amide.
- saturated fatty acid bisamide examples include methylenebisstearic acid amide, ethylenebiscapric acid amide, ethylenebislauric acid amide, ethylenebisstearic acid amide, ethylenebishydroxystearic acid amide, ethylenebisbehenic acid amide, and hexamethylenebisstearic acid amide.
- saturated fatty acid bisamide examples include acid amide, hexamethylene bisbehenic acid amide, hexamethylene hydroxystearic acid amide, N, N′-distearyl adipic acid amide and N, N′-distearyl sebacic acid amide.
- the unsaturated fatty acid bisamide include ethylene bisoleic acid amide, ethylene bis erucic acid amide, hexamethylene bis oleic acid amide, N, N'-dioleyl adipate amide, N, N'-dioleyl sebacic acid amide. And so on.
- Specific examples of the fatty acid ester amide include stearoamide ethyl stearate.
- specific examples of the aromatic bisamide include m-xylylenebisstearic acid amide, m-xylylenebishydroxystearic acid amide, N, N'-distearylisophthalic acid amide and the like.
- the lubricant may be used alone or in combination of two or more.
- the lubricant When the lubricant is present on the surface of the base material layer 1, its amount is not particularly limited, but is preferably about 3 mg / m 2 or more, more preferably about 4 to 15 mg / m 2 , and further preferably 5 to 14 mg. / M 2 is included.
- the lubricant present on the surface of the base material layer 1 may be one in which the lubricant contained in the resin forming the base material layer 1 is exuded, or the one coated with the lubricant on the surface of the base material layer 1. May be.
- the thickness of the base material layer 1 is not particularly limited as long as it can function as a base material, but is, for example, about 3 to 50 ⁇ m, preferably about 10 to 35 ⁇ m.
- the thickness of the resin film forming each layer is preferably about 2 to 25 ⁇ m.
- the adhesive layer 2 is a layer provided between the base material layer 1 and the barrier layer 3 as needed for the purpose of enhancing the adhesiveness.
- the adhesive layer 2 is formed of an adhesive that can bond the base material layer 1 and the barrier layer 3 together.
- the adhesive used for forming the adhesive layer 2 is not limited, and may be any of a chemical reaction type, a solvent volatilization type, a heat melting type, a heat pressure type and the like. Further, it may be a two-component curing type adhesive (two-component adhesive), a one-component curing type adhesive (one-component adhesive), or a resin that does not undergo a curing reaction.
- the adhesive layer 2 may be a single layer or a multilayer.
- the adhesive component contained in the adhesive include polyethylene terephthalate, polybutylene terephthalate, polyethylene naphthalate, polybutylene naphthalate, polyethylene isophthalate, polyesters such as copolyester; polyether; polyurethane; epoxy resin; Phenol resin; nylon 6, nylon 66, nylon 12, polyamide such as copolyamide; polyolefin resin such as polyolefin, cyclic polyolefin, acid modified polyolefin, acid modified cyclic polyolefin; polyvinyl acetate; cellulose; (meth) acrylic resin; Polyimide; Polycarbonate; Amino resin such as urea resin and melamine resin; Rubber such as chloroprene rubber, nitrile rubber and styrene-butadiene rubber; Silicone resin, etc.
- adhesive components may be used alone or in combination of two or more.
- a polyurethane adhesive is preferable.
- the resin serving as the adhesive component may be used in combination with an appropriate curing agent to enhance the adhesive strength.
- the curing agent is selected from polyisocyanates, polyfunctional epoxy resins, oxazoline group-containing polymers, polyamine resins, acid anhydrides, etc. depending on the functional groups of the adhesive component.
- the polyurethane adhesive examples include a polyurethane adhesive containing a base compound containing a polyol compound and a curing agent containing an isocyanate compound.
- a polyurethane adhesive containing a base compound containing a polyol compound and a curing agent containing an isocyanate compound.
- a two-component curing type polyurethane adhesive containing a polyol such as a polyester polyol, a polyether polyol and an acrylic polyol as a main component and an aromatic or aliphatic polyisocyanate as a curing agent.
- the polyol compound it is preferable to use a polyester polyol having a hydroxyl group at the side chain in addition to the hydroxyl group at the terminal of the repeating unit. Since the adhesive layer 2 is made of a polyurethane adhesive, excellent resistance to the electrolytic solution is imparted to the exterior material for an electricity storage device, and the base layer 1 is prevented from peeling off even when the electrolytic solution adhere
- the adhesive layer 2 may contain other components as long as it does not impair the adhesiveness, and may contain a colorant, a thermoplastic elastomer, a tackifier, a filler, or the like. Since the adhesive layer 2 contains the coloring agent, the exterior material for the electricity storage device can be colored. Known colorants such as pigments and dyes can be used as the colorant. Moreover, only one type of colorant may be used, or two or more types may be mixed and used.
- the type of pigment is not particularly limited as long as it does not impair the adhesiveness of the adhesive layer 2.
- the organic pigment include azo-based, phthalocyanine-based, quinacridone-based, anthraquinone-based, dioxazine-based, indigothioindigo-based, perinone-perylene-based, isoindolenin-based, benzimidazolone-based pigments, etc.
- the pigment include carbon black-based pigments, titanium oxide-based pigments, cadmium-based pigments, lead-based pigments, chromium oxide-based pigments, iron-based pigments, and other fine particles of mica (mica) and fish scale foil.
- colorants for example, carbon black is preferable in order to make the exterior material of the electricity storage device have a black appearance.
- the average particle diameter of the pigment is not particularly limited and may be, for example, about 0.05 to 5 ⁇ m, preferably about 0.08 to 2 ⁇ m.
- the average particle size of the pigment is the median size measured by a laser diffraction / scattering particle size distribution measuring device.
- the content of the pigment in the adhesive layer 2 is not particularly limited as long as the exterior material for the electricity storage device is colored, and is, for example, about 5 to 60% by mass, preferably 10 to 40% by mass.
- the thickness of the adhesive layer 2 is not particularly limited as long as the base material layer 1 and the barrier layer 3 can be bonded, but the lower limit is, for example, about 1 ⁇ m or more and about 2 ⁇ m or more, and the upper limit is about 10 ⁇ m or less. And about 5 ⁇ m or less, and a preferable range is about 1 to 10 ⁇ m, about 1 to 5 ⁇ m, about 2 to 10 ⁇ m, and about 2 to 5 ⁇ m.
- the colored layer is a layer provided between the base material layer 1 and the barrier layer 3 as needed (not shown).
- a coloring layer may be provided between the base material layer 1 and the adhesive layer 2 and between the adhesive layer 2 and the barrier layer 3. Further, a colored layer may be provided outside the base material layer 1. By providing the colored layer, the exterior material for the electricity storage device can be colored.
- the coloring layer can be formed, for example, by applying an ink containing a coloring agent to the surface of the base material layer 1, the surface of the adhesive layer 2, or the surface of the barrier layer 3.
- a coloring agent such as pigments and dyes can be used as the colorant.
- only one type of colorant may be used, or two or more types may be mixed and used.
- coloring agent contained in the coloring layer are the same as those exemplified in the section of [Adhesive layer 2].
- the barrier layer 3 is a layer that suppresses at least entry of moisture.
- the barrier layer 3 of the exterior material for an electricity storage device of the present disclosure includes the aluminum alloy foil of the present disclosure. That is, the barrier layer 3 of the exterior material for an electricity storage device of the present disclosure can be configured by the aluminum alloy foil of the present disclosure. Details of the aluminum alloy foil of the present disclosure are as described in the section “1. Aluminum alloy foil”.
- the heat-fusible resin layer 4 corresponds to the innermost layer, and the heat-fusible resin layers are heat-fused to each other during assembly of the electricity storage device to seal the electricity storage device element. It is a layer (sealant layer) that exhibits the above.
- the resin constituting the heat-fusible resin layer 4 is not particularly limited as long as it is heat-fusible, but a resin containing a polyolefin skeleton such as polyolefin or acid-modified polyolefin is preferable.
- the fact that the resin constituting the heat-fusible resin layer 4 contains a polyolefin skeleton can be analyzed by, for example, infrared spectroscopy, gas chromatography mass spectrometry, or the like. Further, when the resin forming the heat-fusible resin layer 4 is analyzed by infrared spectroscopy, it is preferable that a peak derived from maleic anhydride is detected.
- a peak derived from maleic acid is detected in the vicinity of the wave number of 1760 cm -1 and near the wave number 1780 cm -1.
- the heat-fusible resin layer 4 is a layer composed of a maleic anhydride-modified polyolefin
- a peak derived from maleic anhydride is detected when measured by infrared spectroscopy.
- the degree of acid modification is low, the peak may be too small to be detected. In that case, it can be analyzed by nuclear magnetic resonance spectroscopy.
- polystyrene resin examples include polyethylene such as low density polyethylene, medium density polyethylene, high density polyethylene, and linear low density polyethylene; ethylene- ⁇ olefin copolymers; homopolypropylene, block copolymers of polypropylene (for example, propylene and Examples thereof include polypropylene block copolymers) and polypropylene random copolymers (for example, random copolymers of propylene and ethylene); propylene- ⁇ -olefin copolymers; ethylene-butene-propylene terpolymers. Of these, polypropylene is preferred.
- the polyolefin resin is a copolymer, it may be a block copolymer or a random copolymer. These polyolefin resins may be used alone or in combination of two or more.
- the polyolefin may be a cyclic polyolefin.
- the cyclic polyolefin is a copolymer of an olefin and a cyclic monomer, and examples of the olefin constituting the cyclic polyolefin include ethylene, propylene, 4-methyl-1-pentene, styrene, butadiene and isoprene.
- the cyclic monomer which is a constituent monomer of the cyclic polyolefin include cyclic alkenes such as norbornene; cyclic dienes such as cyclopentadiene, dicyclopentadiene, cyclohexadiene and norbornadiene. Among these, cyclic alkenes are preferable, and norbornene is more preferable.
- Acid-modified polyolefin is a polymer modified by block or graft polymerization of polyolefin with an acid component.
- the acid-modified polyolefin the above-mentioned polyolefin, a copolymer obtained by copolymerizing the above-mentioned polyolefin with a polar molecule such as acrylic acid or methacrylic acid, or a polymer such as a cross-linked polyolefin can be used.
- the acid component used for acid modification include carboxylic acids such as maleic acid, acrylic acid, itaconic acid, crotonic acid, maleic anhydride, and itaconic anhydride, or anhydrides thereof.
- the acid-modified polyolefin may be an acid-modified cyclic polyolefin.
- the acid-modified cyclic polyolefin is a polymer obtained by copolymerizing some of the monomers constituting the cyclic polyolefin instead of the acid component, or by block-polymerizing or graft-polymerizing the acid component with respect to the cyclic polyolefin. is there.
- the acid-modified cyclic polyolefin is the same as described above.
- the acid component used for the acid modification is the same as the acid component used for the modification of the polyolefin.
- Preferred acid-modified polyolefins include polyolefins modified with carboxylic acids or their anhydrides, polypropylene modified with carboxylic acids or their anhydrides, maleic anhydride-modified polyolefins, maleic anhydride-modified polypropylenes.
- the heat-fusible resin layer 4 may be formed of one type of resin alone, or may be formed of a blend polymer in which two or more types of resins are combined. Furthermore, the heat-fusible resin layer 4 may be formed of only one layer, but may be formed of two or more layers of the same or different resin.
- the heat-fusible resin layer 4 may contain a lubricant and the like, if necessary.
- a lubricant When the heat-fusible resin layer 4 contains a lubricant, the formability of the exterior material for an electricity storage device can be improved.
- the lubricant is not particularly limited, and known lubricants can be used.
- the lubricant may be used alone or in combination of two or more.
- the lubricant is not particularly limited, but an amide lubricant is preferable. Specific examples of the lubricant include those exemplified for the base material layer 1. The lubricant may be used alone or in combination of two or more.
- a lubricant is present on the surface of the heat-fusible resin layer 4, its amount is not particularly limited, but from the viewpoint of enhancing the moldability of the electronic packaging material, it is preferably about 10 to 50 mg / m 2 . More preferably, it is about 15 to 40 mg / m 2 .
- the lubricant present on the surface of the heat-fusible resin layer 4 may be one in which the lubricant contained in the resin constituting the heat-fusible resin layer 4 is exuded, or the lubricant of the heat-fusible resin layer 4
- the surface may be coated with a lubricant.
- the thickness of the heat-fusible resin layer 4 is not particularly limited as long as the heat-fusible resin layers have a function of heat-sealing each other and sealing the electricity storage device element, but for example, about 100 ⁇ m or less, preferably The thickness is about 85 ⁇ m or less, more preferably about 15 to 85 ⁇ m.
- the thickness of the heat-fusible resin layer 4 is preferably about 85 ⁇ m or less, more preferably about 15 to 45 ⁇ m.
- the thickness of the heat-fusible resin layer 4 is preferably about 20 ⁇ m or more, more preferably 35 to 85 ⁇ m. The degree can be mentioned.
- the heat-fusion is also performed. Accordingly, from the viewpoint of exhibiting a still higher sealing strength, by the following method, in the case of measuring the temperature difference between T 1 and the temperature difference T 2, obtained by dividing the temperature difference T 2 at a temperature difference T 1 value ( The ratio T 2 / T 1 ) is, for example, 0.55 or more, and more preferably 0.60 or more.
- the change in the width between the start point (extrapolated melting start temperature) and the end point (extrapolated melting end temperature) of the melting peak before and after is small (see the schematic diagram of FIG. 15). That is, the value of T 2 is usually less than or equal to the value of T 1 .
- the reason for the large change in the width of the extrapolation melting start temperature and the extrapolation melting end temperature of the melting peak is that the low molecular weight resin contained in the resin that constitutes the heat-fusible resin layer contacts the electrolytic solution.
- the width of the extrapolation melting start temperature and the extrapolation melting end temperature of the melting peak of the heat-fusible resin layer after contact with the electrolyte solution is Then, it becomes small.
- the proportion of low molecular weight resin contained in the resin constituting the heat-fusible resin layer There is a method of adjusting.
- a differential scanning calorimetry is used to obtain a DSC curve for the resin used for the heat-fusible resin layer of each of the above-mentioned outer casings for electricity storage devices. From the obtained DSC curve, the temperature difference T 1 between the extrapolation melting start temperature and the extrapolation melting end temperature of the melting peak temperature of the heat-fusible resin layer is measured.
- the resin used for the heat-fusible resin layer has a lithium hexafluorophosphate concentration of 1 mol / l and a volume ratio of ethylene carbonate, diethyl carbonate and dimethyl carbonate of 1: 1: After allowing it to stand in the electrolytic solution which is the solution of No. 1 for 72 hours, it is sufficiently dried.
- a differential scanning calorimetry (DSC) is used to obtain a DSC curve for the dried polypropylene.
- the temperature difference T 2 between the extrapolation melting start temperature and the extrapolation melting end temperature of the melting peak temperature of the heat-fusible resin layer after drying is measured from the obtained DSC curve.
- the test sample was held at ⁇ 50 ° C. for 10 minutes, then heated up to 200 ° C. at a heating rate of 10 ° C./minute (first time), held at 200 ° C. for 10 minutes, and then cooled down.
- the temperature was lowered to ⁇ 50 ° C. at ⁇ 10 ° C./min, the temperature was kept at ⁇ 50 ° C. for 10 minutes, then the temperature was raised to 200 ° C. at a temperature rising rate of 10 ° C./min (second time), and the temperature was kept at 200 ° C. for 10 minutes.
- the DSC curve when heating up to 200 ° C. for the second time is used. Further, when measuring the temperature difference T 1 and the temperature difference T 2 , of the melting peaks appearing in the range of 120 to 160 ° C. in the respective DSC curves, the melting peak with the largest difference in the input of heat energy is analyzed. To do. Even if there are two or more peaks that overlap each other, only the melting peak that maximizes the difference in heat energy input is analyzed.
- the extrapolation melting start temperature means the starting point of the melting peak temperature, and the melting point that maximizes the difference between the straight line extending the low temperature (65 to 75 ° C) side baseline to the high temperature side and the input of heat energy
- the temperature at the intersection of the curve on the low temperature side of the peak and the tangent line drawn at the point where the slope is maximum is used.
- the extrapolation melting end temperature means the end point of the melting peak temperature, and the high temperature side of the melting peak where the difference in the input of thermal energy is the maximum from the straight line extending the high temperature (170 ° C) side baseline to the low temperature side.
- the heat-fusible resin layer is heat-melted in a state where the heat-fusible resin layer is in contact with the electrolytic solution in a high temperature environment and the electrolytic solution is attached to the heat-fusible resin layer.
- the value (ratio T 2 / T 1 ) obtained by dividing the temperature difference T 2 by the temperature difference T 1 from the viewpoint of exerting even higher seal strength by heat fusion even when attached is as follows: For example, 0.55 or more, preferably 0.60 or more, more preferably 0.70 or more, still more preferably 0.75 or more, and a preferable range is about 0.55 to 1.0, 0.60 to For example, about 1.0, about 0.70 to 1.0, about 0.75 to 1.0.
- the upper limit is 1.0, for example. In order to set such a ratio T 2 / T 1 , for example, the type, composition, molecular weight, etc. of the resin constituting the heat-fusible resin layer 4 are adjusted.
- of the temperature difference T 2 and the temperature difference T 1 is, for example, about 15 ° C. or less, preferably about 10 ° C.
- the temperature is below, more preferably about 8 ° C. or lower, still more preferably about 7.5 ° C.
- the preferable range is about 0 to 15 ° C., about 0 to 10 ° C., about 0 to 8 ° C., 0 to 7. 5 ° C, 1-15 ° C, 1-10 ° C, 1-8 ° C, 1-7.5 ° C, 2-15 ° C, 2-10 ° C, 2-8 ° C, 2-
- the temperature is about 7.5 ° C., about 5 to 15 ° C., about 5 to 10 ° C., about 5 to 8 ° C., about 5 to 7.5 ° C.
- is, for example, 0 ° C., 1 ° C., 2 ° C., 5 ° C. In order to set the absolute value of the difference to
- the temperature difference T 1 is preferably about 29 to 38 ° C, more preferably about 32 to 36 ° C.
- the temperature difference T 2 is preferably about 17 to 30 ° C, more preferably about 26 to 29 ° C. In order to set such temperature differences T 1 and T 2 , for example, the type, composition, molecular weight, etc. of the resin forming the heat-fusible resin layer 4 are adjusted.
- the adhesive layer 5 is provided between the barrier layer 3 (or the corrosion resistant film) and the heat-fusible resin layer 4 as needed in order to firmly bond them. It is a layer.
- the adhesive layer 5 is formed of a resin that can bond the barrier layer 3 and the heat-fusible resin layer 4.
- the resin used for forming the adhesive layer 5 for example, the same resins as those exemplified for the adhesive layer 2 can be used.
- the resin used to form the adhesive layer 5 preferably contains a polyolefin skeleton, and examples thereof include the polyolefins and the acid-modified polyolefins described above as examples of the heat-fusible resin layer 4.
- the fact that the resin constituting the adhesive layer 5 contains a polyolefin skeleton can be analyzed by, for example, infrared spectroscopy, gas chromatography mass spectrometry, etc., and the analysis method is not particularly limited.
- the resin constituting the adhesive layer 5 is analyzed by infrared spectroscopy, it is preferable to detect a peak derived from maleic anhydride.
- a peak derived from maleic acid is detected in the vicinity of the wave number of 1760 cm -1 and near the wave number 1780 cm -1.
- the degree of acid modification is low, the peak may be too small to be detected. In that case, it can be analyzed by nuclear magnetic resonance spectroscopy.
- the adhesive layer 5 preferably contains an acid-modified polyolefin.
- an acid-modified polyolefin a polyolefin modified with a carboxylic acid or an anhydride thereof, a polypropylene modified with a carboxylic acid or an anhydride thereof, a maleic anhydride modified polyolefin, and a maleic anhydride modified polypropylene are particularly preferable.
- the adhesive layer 5 is a resin composition containing an acid-modified polyolefin and a curing agent. It is more preferable that the cured product is.
- Preferred examples of the acid-modified polyolefin include those mentioned above.
- the adhesive layer 5 is a cured product of a resin composition containing an acid-modified polyolefin and at least one selected from the group consisting of a compound having an isocyanate group, a compound having an oxazoline group, and a compound having an epoxy group. It is preferable that the cured product is a resin composition containing an acid-modified polyolefin and at least one selected from the group consisting of a compound having an isocyanate group and a compound having an epoxy group.
- the adhesive layer 5 preferably contains at least one selected from the group consisting of polyurethane, polyester, and epoxy resin, and more preferably contains polyurethane and epoxy resin.
- the polyester for example, an amide ester resin is preferable.
- the amide ester resin is generally produced by the reaction of a carboxyl group and an oxazoline group.
- the adhesive layer 5 is more preferably a cured product of a resin composition containing at least one of these resins and the acid-modified polyolefin.
- unreacted compounds such as a compound having an isocyanate group, a compound having an oxazoline group, and a curing agent such as an epoxy resin remain in the adhesive layer 5, the presence of the unreacted substance is determined by, for example, infrared spectroscopy, It can be confirmed by a method selected from Raman spectroscopy, time-of-flight secondary ion mass spectrometry (TOF-SIMS), and the like.
- the adhesive layer 5 is at least selected from the group consisting of an oxygen atom, a heterocycle, a C ⁇ N bond, and a C—O—C bond. It is preferably a cured product of a resin composition containing one type of curing agent.
- the curing agent having a heterocycle include a curing agent having an oxazoline group and a curing agent having an epoxy group.
- examples of the curing agent having a C—O—C bond include a curing agent having an oxazoline group, a curing agent having an epoxy group, and polyurethane.
- the fact that the adhesive layer 5 is a cured product of a resin composition containing these curing agents means, for example, gas chromatography mass spectrometry (GCMS), infrared spectroscopy (IR), time-of-flight secondary ion mass spectrometry (TOF). -SIMS), X-ray photoelectron spectroscopy (XPS) and the like.
- GCMS gas chromatography mass spectrometry
- IR infrared spectroscopy
- TOF time-of-flight secondary ion mass spectrometry
- -SIMS X-ray photoelectron spectroscopy
- the compound having an isocyanate group is not particularly limited, but from the viewpoint of effectively enhancing the adhesiveness between the barrier layer 3 and the adhesive layer 5, a polyfunctional isocyanate compound is preferable.
- the polyfunctional isocyanate compound is not particularly limited as long as it is a compound having two or more isocyanate groups.
- Specific examples of the polyfunctional isocyanate-based curing agent include pentane diisocyanate (PDI), isophorone diisocyanate (IPDI), hexamethylene diisocyanate (HDI), tolylene diisocyanate (TDI), diphenylmethane diisocyanate (MDI), and polymerization or nurate thereof. And the like, and their mixtures and copolymers with other polymers. Moreover, an adduct body, a burette body, an isocyanurate body, etc. are mentioned.
- the content of the compound having an isocyanate group in the adhesive layer 5 is preferably in the range of 0.1 to 50% by mass, and 0.5 to 40% by mass in the resin composition constituting the adhesive layer 5. It is more preferable to be in the range. Thereby, the adhesiveness between the barrier layer 3 and the adhesive layer 5 can be effectively enhanced.
- the compound having an oxazoline group is not particularly limited as long as it is a compound having an oxazoline skeleton.
- Specific examples of the compound having an oxazoline group include those having a polystyrene main chain and those having an acrylic main chain. Examples of commercially available products include Epocros series manufactured by Nippon Shokubai Co., Ltd.
- the proportion of the compound having an oxazoline group in the adhesive layer 5 is preferably in the range of 0.1 to 50% by mass, and in the range of 0.5 to 40% by mass in the resin composition constituting the adhesive layer 5. Is more preferable. Thereby, the adhesiveness between the barrier layer 3 and the adhesive layer 5 can be effectively enhanced.
- Examples of compounds having an epoxy group include epoxy resins.
- the epoxy resin is not particularly limited as long as it is a resin that can form a crosslinked structure by an epoxy group existing in the molecule, and a known epoxy resin can be used.
- the weight average molecular weight of the epoxy resin is preferably about 50 to 2000, more preferably about 100 to 1000, and further preferably about 200 to 800.
- the weight average molecular weight of the epoxy resin is a value measured by gel permeation chromatography (GPC), which is measured under the condition that polystyrene is used as a standard sample.
- the epoxy resin examples include a glycidyl ether derivative of trimethylolpropane, bisphenol A diglycidyl ether, modified bisphenol A diglycidyl ether, novolac glycidyl ether, glycerin polyglycidyl ether, and polyglycerin polyglycidyl ether.
- the epoxy resin may be used alone or in combination of two or more.
- the proportion of the epoxy resin in the adhesive layer 5 is preferably in the range of 0.1 to 50% by mass, and in the range of 0.5 to 40% by mass in the resin composition constituting the adhesive layer 5. Is more preferable. Thereby, the adhesiveness between the barrier layer 3 and the adhesive layer 5 can be effectively enhanced.
- the polyurethane is not particularly limited, and known polyurethane can be used.
- the adhesive layer 5 may be, for example, a cured product of two-component curing type polyurethane.
- the proportion of polyurethane in the adhesive layer 5 is preferably in the range of 0.1 to 50% by mass, and more preferably in the range of 0.5 to 40% by mass in the resin composition constituting the adhesive layer 5. More preferable. Thereby, the adhesiveness between the barrier layer 3 and the adhesive layer 5 can be effectively enhanced in an atmosphere in which a component such as an electrolytic solution that induces corrosion of the barrier layer exists.
- the adhesive layer 5 is a cured product of a resin composition containing at least one selected from the group consisting of a compound having an isocyanate group, a compound having an oxazoline group, and an epoxy resin, and the acid-modified polyolefin.
- the acid-modified polyolefin functions as a main agent, and the compound having an isocyanate group, the compound having an oxazoline group, and the compound having an epoxy group each function as a curing agent.
- the upper limit of the thickness of the adhesive layer 5 is preferably about 50 ⁇ m or less, about 40 ⁇ m or less, about 30 ⁇ m or less, about 20 ⁇ m or less, about 5 ⁇ m or less, and the lower limit is preferably about 0.1 ⁇ m or more.
- the thickness range is preferably about 0.1 to 50 ⁇ m, about 0.1 to 40 ⁇ m, about 0.1 to 30 ⁇ m, about 0.1 to 20 ⁇ m, 0. .About.1 to 5 ⁇ m, about 0.5 to 50 ⁇ m, about 0.5 to 40 ⁇ m, about 0.5 to 30 ⁇ m, about 0.5 to 20 ⁇ m, about 0.5 to 5 ⁇ m.
- the adhesive exemplified in the adhesive layer 2 or a cured product of an acid-modified polyolefin and a curing agent it is preferably about 1 to 10 ⁇ m, more preferably about 1 to 5 ⁇ m.
- the resin exemplified for the heat-fusible resin layer 4 it is preferably about 2 to 50 ⁇ m, more preferably about 10 to 40 ⁇ m.
- the adhesive layer 5 is a cured product of the adhesive exemplified in the adhesive layer 2 or a resin composition containing an acid-modified polyolefin and a curing agent, for example, the resin composition is applied and cured by heating or the like. As a result, the adhesive layer 5 can be formed.
- the heat-fusible resin layer 4 and the adhesive layer 5 can be formed by extrusion molding, for example.
- the adhesive layer 5 has a logarithmic decrement ⁇ E at 120 ° C. in a rigid pendulum measurement of, for example, 0.50 or less, 0.40 or less, 0.30 or less, 0.26 or less, 0. It is preferably 0.22 or less, and more preferably 0.20 or less.
- the logarithmic decay rate ⁇ E at 120 ° C. is, for example, 0.50 or less, 0.40 or less, 0.30 or less, 0.22 or less, 0.26 or less, and further 0.20 or less.
- the logarithmic decrement at 120 ° C in the rigid pendulum measurement is an index showing the hardness of the resin in a high temperature environment of 120 ° C, and the smaller the logarithmic decrement, the higher the resin hardness.
- the damping rate of the pendulum when the temperature of the resin is raised from a low temperature to a high temperature is measured.
- the edge portion is brought into contact with the surface of the measurement target object, and the pendulum movement is performed in the left-right direction to impart vibration to the measurement target object.
- the adhesive layer 5 is, for example, 0.50 or less, 0.40 or less, 0.30 or less, 0.26 or less, 0.22 or less, and further 0.
- ⁇ E [ln (A1 / A2) + ln (A2 / A3) + ... ln (An / An + 1)] / n A: amplitude n: wave number
- the logarithmic attenuation rate ⁇ E at 120 ° C. is, for example, about 0.10 to 0.50, about 0.10 to 0.40, about 0.10 to 0.30, and preferably 0.10 to 0.26.
- the degree is about 0.10 to 0.22, preferably about 0.10 to 0.20, and more preferably about 0.10 to 0.16.
- the type, composition, molecular weight, etc. of the resin forming the adhesive layer 5 are adjusted.
- the exterior material for an electricity storage device was immersed in 15% hydrochloric acid to dissolve the base material layer and the aluminum alloy foil, and only the adhesive layer and the heat-fusible resin layer were formed. Dry the resulting sample sufficiently and use it as the measurement target.
- the exterior material for an electricity storage device is acquired from the electricity storage device and the logarithmic attenuation rate ⁇ E of the adhesive layer 5 is measured, a sample is cut out from the top surface portion where the exterior material for the electricity storage device is not stretched by molding and is used as a measurement target.
- the heat-fusible resin layers of the laminate constituting the exterior material for an electricity storage device are opposed to each other, and the temperature is 190 ° C., the surface pressure is 0.5 MPa, and the time is 3 seconds.
- the residual ratio of the thickness of the adhesive layer is preferably 70% or more, more preferably 80% or more, and the preferable range is 70 to 95%, 80 to 95% is mentioned.
- the upper limit of the remaining ratio of the thickness is about 95%, for example.
- the remaining ratio of the thickness is a value measured by the following method. In order to set the remaining ratio of the thickness, for example, the type, composition, molecular weight, etc. of the resin forming the adhesive layer 5 are adjusted.
- a test sample is prepared by cutting the exterior material for an electricity storage device into a length of 150 mm and a width of 60 mm. Next, the heat-fusible resin layers of the test sample are made to face each other. Then, in that state, using a metal plate having a width of 7 mm, heat and pressure were applied from both sides of the test sample in the laminating direction at a temperature of 190 ° C., a surface pressure of 0.5 MPa, and a time of 3 seconds to perform heat fusion. The heat-resistant resin layers are fused with each other.
- the heat-fused portion of the test sample is cut in the stacking direction using a microtome, and the thickness of the adhesive layer is measured on the exposed cross section.
- the test sample before heat fusion is cut in the stacking direction using a microtome, and the thickness of the adhesive layer is measured on the exposed cross section.
- the ratio of the thickness of the adhesive layer after thermal fusion to the thickness of the adhesive layer before thermal fusion is calculated, and the residual ratio (%) of the thickness of the adhesive layer is measured.
- the thickness of the adhesive layer is measured in the vicinity of the end of the exterior material for an electricity storage device, where the thickness is constant.
- an exterior material for an electricity storage device is obtained from an electricity storage device and the remaining ratio of the thickness of the adhesive layer 5 is measured, a sample is cut out from the top surface portion where the exterior material for the electricity storage device is not stretched by molding and is used as a measurement target. .
- the logarithmic decrement ⁇ E of the adhesive layer 5 can be adjusted by, for example, the melt mass flow rate (MFR) of the resin forming the adhesive layer 5, the molecular weight, the melting point, the softening point, the molecular weight distribution, and the crystallinity.
- MFR melt mass flow rate
- the exterior material for an electricity storage device of the present disclosure is, if necessary, on the base material layer 1 (base material layer 1 for the purpose of at least one of improvement in designability, electrolytic solution resistance, scratch resistance, moldability, etc.).
- the surface coating layer 6 may be provided on the side opposite to the barrier layer 3).
- the surface coating layer 6 is a layer located on the outermost layer side of the exterior material for an electricity storage device when the electricity storage device is assembled using the exterior material for an electricity storage device.
- the surface coating layer 6 can be formed of a resin such as polyvinylidene chloride, polyester, polyurethane, acrylic resin, or epoxy resin.
- the resin forming the surface coating layer 6 is a curable resin
- the resin may be either a one-component curing type or a two-component curing type, but is preferably a two-component curing type.
- the two-component curing type resin include two-component curing type polyurethane, two-component curing type polyester, and two-component curing type epoxy resin. Among these, two-component curing type polyurethane is preferable.
- the two-component curing type polyurethane includes, for example, a polyurethane containing a base compound containing a polyol compound and a curing agent containing an isocyanate compound.
- a polyurethane containing a base compound containing a polyol compound and a curing agent containing an isocyanate compound.
- Preferred is a two-component curing type polyurethane having a polyol such as a polyester polyol, a polyether polyol, and an acrylic polyol as a main agent and an aromatic or aliphatic polyisocyanate as a curing agent.
- the polyol compound it is preferable to use a polyester polyol having a hydroxyl group at the side chain in addition to the hydroxyl group at the terminal of the repeating unit. Since the surface coating layer 6 is formed of polyurethane, excellent electrolytic solution resistance is imparted to the exterior material for an electricity storage device.
- the surface coating layer 6 is provided on at least one of the surface and the inside of the surface coating layer 6 depending on the surface coating layer 6 and the functionality to be provided on the surface thereof, if necessary, and the above-mentioned lubricant or anti-reflective agent. It may contain additives such as a blocking agent, a matting agent, a flame retardant, an antioxidant, a tackifier, and an antistatic agent. Examples of the additive include fine particles having an average particle diameter of about 0.5 nm to 5 ⁇ m. The average particle diameter of the additive is a median diameter measured by a laser diffraction / scattering type particle diameter distribution measuring device.
- the additive may be an inorganic substance or an organic substance.
- the shape of the additive is not particularly limited, and examples thereof include spherical shape, fibrous shape, plate shape, amorphous shape, and scale shape.
- the additive include talc, silica, graphite, kaolin, montmorillonite, mica, hydrotalcite, silica gel, zeolite, aluminum hydroxide, magnesium hydroxide, zinc oxide, magnesium oxide, aluminum oxide, neodymium oxide, antimony oxide.
- Titanium oxide, cerium oxide, calcium sulfate, barium sulfate, calcium carbonate, calcium silicate, lithium carbonate, calcium benzoate, calcium oxalate, magnesium stearate, alumina, carbon black, carbon nanotubes, high melting point nylon, acrylate resin examples include crosslinked acrylic, crosslinked styrene, crosslinked polyethylene, benzoguanamine, gold, aluminum, copper and nickel.
- the additives may be used alone or in combination of two or more.
- silica, barium sulfate and titanium oxide are preferable from the viewpoint of dispersion stability and cost.
- the additives may be subjected to various surface treatments such as insulation treatment and high dispersibility treatment on the surface.
- the method of forming the surface coating layer 6 is not particularly limited, and examples thereof include a method of applying a resin forming the surface coating layer 6.
- a resin mixed with the additive may be applied.
- the thickness of the surface coating layer 6 is not particularly limited as long as it exhibits the above-mentioned functions as the surface coating layer 6, and is, for example, about 0.5 to 10 ⁇ m, preferably about 1 to 5 ⁇ m.
- Method for manufacturing exterior material for power storage device is not particularly limited as long as a laminate in which each layer of the exterior material for power storage device of the present disclosure is laminated is obtained, and at least a base material.
- the method includes a step of laminating the layer 1, the barrier layer 3, and the heat-fusible resin layer 4 in this order.
- the aluminum alloy foil of the present disclosure can be used as the barrier layer 3.
- laminated body A a laminated body in which the base material layer 1, the adhesive layer 2, and the barrier layer 3 are laminated in order
- laminate A is formed by applying an adhesive used for forming the adhesive layer 2 on the base material layer 1 or on the barrier layer 3 whose surface has been subjected to chemical conversion treatment, if necessary, by a gravure coating method. This can be performed by a dry laminating method in which the barrier layer 3 or the base material layer 1 is laminated and the adhesive layer 2 is cured after being applied and dried by a coating method such as a roll coating method.
- the heat-fusible resin layer 4 is laminated on the barrier layer 3 of the laminate A.
- the heat-fusible resin layer 4 is directly laminated on the barrier layer 3
- the heat-fusible resin layer 4 is laminated on the barrier layer 3 of the laminate A by a method such as a thermal laminating method or an extrusion laminating method. do it.
- the adhesive layer 5 is provided between the barrier layer 3 and the heat-fusible resin layer 4, for example, (1) the adhesive layer 5 and the heat-fusible resin layer are provided on the barrier layer 3 of the laminate A.
- Method of laminating by extruding 4 (coextrusion laminating method, tandem laminating method), (2) Separately, a laminated body in which the adhesive layer 5 and the heat-fusible resin layer 4 are laminated is formed, and the laminated body A By a thermal lamination method, or by forming a laminated body in which the adhesive layer 5 is laminated on the barrier layer 3 of the laminated body A, and by using the thermal fusion bonding resin layer 4 and the thermal lamination method.
- Method of Laminating (3) While pouring the melted adhesive layer 5 between the barrier layer 3 of the laminate A and the heat-fusible resin layer 4 which is formed into a sheet in advance, the adhesive layer 5 is interposed.
- Method for laminating the laminate A and the heat-fusible resin layer 4 (sandwich lamine (4), (4) the barrier layer 3 of the laminate A is laminated by a solution coating method for forming an adhesive layer 5 with an adhesive, followed by drying, or a baking method. Examples thereof include a method of laminating the heat-fusible resin layer 4 which is previously formed into a sheet shape on the above.
- the surface coating layer 6 When the surface coating layer 6 is provided, the surface coating layer 6 is laminated on the surface of the base material layer 1 opposite to the barrier layer 3.
- the surface coating layer 6 can be formed, for example, by applying the above-mentioned resin forming the surface coating layer 6 to the surface of the base material layer 1.
- the order of the step of laminating the barrier layer 3 on the surface of the base material layer 1 and the step of laminating the surface coating layer 6 on the surface of the base material layer 1 is not particularly limited.
- the barrier layer 3 may be formed on the surface of the base material layer 1 opposite to the surface coating layer 6.
- a laminate including the functional resin layer 4 in this order is formed, it may be further subjected to a heat treatment in order to strengthen the adhesiveness of the adhesive layer 2 and the adhesive layer 5 provided as necessary.
- each layer constituting the laminate may be subjected to surface activation treatment such as corona treatment, blast treatment, oxidation treatment, or ozone treatment, if necessary, to improve the processability.
- surface activation treatment such as corona treatment, blast treatment, oxidation treatment, or ozone treatment, if necessary, to improve the processability.
- corona treatment on the surface of the base material layer 1 opposite to the barrier layer 3, it is possible to improve the printability of the ink on the surface of the base material layer 1.
- the exterior material for an energy storage device is used for a package for hermetically housing an energy storage device element such as a positive electrode, a negative electrode, and an electrolyte. That is, an electricity storage device can be prepared by accommodating an electricity storage device element including at least a positive electrode, a negative electrode, and an electrolyte in a package formed of the electricity storage device exterior material of the present disclosure.
- an electricity storage device element having at least a positive electrode, a negative electrode, and an electrolyte
- in the exterior material for an electricity storage device of the present disclosure in a state in which metal terminals connected to each of the positive electrode and the negative electrode are projected outward.
- a flange portion a region where the heat-fusible resin layers are in contact with each other
- heat-seal and seal the heat-fusible resin layers of the flange portion is provided.
- the heat-fusible resin portion of the electricity storage device exterior material of the present disclosure is inside (a surface that contacts the electricity storage device element). ), And a package is formed.
- the exterior material for an electricity storage device of the present disclosure can be suitably used for an electricity storage device such as a battery (including a capacitor, a capacitor, etc.). Further, the exterior material for an electricity storage device of the present disclosure may be used in either a primary battery or a secondary battery, but is preferably a secondary battery.
- the type of secondary battery to which the exterior material for an electricity storage device of the present disclosure is applied is not particularly limited, and examples thereof include a lithium ion battery, a lithium ion polymer battery, an all-solid-state battery, a lead storage battery, a nickel-hydrogen storage battery, and a nickel-hydrogen storage battery.
- Examples thereof include a cadmium storage battery, a nickel / iron storage battery, a nickel / zinc storage battery, a silver oxide / zinc storage battery, a metal-air battery, a polyvalent cation battery, a capacitor and a capacitor.
- a cadmium storage battery a nickel / iron storage battery, a nickel / zinc storage battery, a silver oxide / zinc storage battery, a metal-air battery, a polyvalent cation battery, a capacitor and a capacitor.
- lithium ion batteries and lithium ion polymer batteries are mentioned as suitable targets to which the exterior material for an electricity storage device of the present disclosure is applied.
- Example 1 ⁇ Manufacture of aluminum alloy foil> Using an aluminum alloy consisting of Mn 0.10 mass%, Mg 2.20 mass%, Fe 0.40 mass%, Cu 0.10 mass%, Si 0.00 mass%, Cr 0.00 mass%, Zn 0.00 mass% and the balance of Al. In the same manner as the known aluminum alloy manufacturing method, a 40 ⁇ m thick aluminum alloy foil was obtained through the steps of melting, homogenizing treatment, hot rolling, cold rolling, intermediate annealing, cold rolling, and final annealing. The obtained aluminum alloy foil has the composition described in Example 1 in Table 1. The manufacturing conditions of the aluminum alloy foil can be referred to, for example, the description in JP-A-2005-163077.
- a two-component curing type is used on one surface of an aluminum alloy foil having a corrosion resistant film (acid resistant film (a film formed by chromate treatment and a chromium content of 30 mg / m 2 )) formed on both surfaces.
- a urethane adhesive (polyol compound and aromatic isocyanate compound) was applied to form an adhesive layer (thickness 3 ⁇ m after curing) on the aluminum alloy foil.
- aging treatment was carried out to produce a laminate of base material layer / adhesive layer / barrier layer.
- the obtained laminate is aged and heated to give a polyethylene terephthalate film (12 ⁇ m) / adhesive layer (3 ⁇ m) / biaxially stretched nylon film (15 ⁇ m) / adhesive layer (3 ⁇ m) / barrier layer ( 40 ⁇ m) / adhesive layer (40 ⁇ m) / heat-fusible resin layer (40 ⁇ m) were laminated in this order to obtain a packaging material for an electricity storage device.
- the maleic anhydride-modified polypropylene used for the adhesive layer was different, and the logarithmic decrement ⁇ E at 120 ° C. (using a rigid pendulum type physical property tester shown in Table 3) was used. (Measured value).
- the heat-fusible resin layer is a melting peak of the heat-fusible resin layer, which is measured by the method described below by adjusting the amount of the low molecular weight component in polypropylene. The value (T 2 / T 1 ) obtained by dividing the temperature difference T 2 between the temperature start point (extrapolated melting start temperature) and the end point (extrapolated melting end temperature) by the temperature difference T 1 is adjusted. ing.
- Erucamide was present as a lubricant on both sides of the exterior material for the electricity storage device to form a lubricant layer. The same applies to the following examples and comparative examples.
- Example 2 The composition of the aluminum alloy foil is 0.17 mass% Mn, 0.20 mass% Mg, 0.09 mass% Fe, 0.00 mass% Cu, 0.00 mass% Si, 0.00 mass% Cr, 0.00 mass% Zn, and the balance of Al.
- An outer casing material for an electricity storage device was obtained in the same manner as in Example 1 except for the above.
- composition of the aluminum alloy foil is Mn 0.00 mass%, Mg 0.00 mass%, Fe 1.20 mass%, Cu 0.05 mass%, Si 0.00 mass%, Cr 0.00 mass%, Zn 0.00 mass%, balance Al.
- An outer casing material for an electricity storage device was obtained in the same manner as in Example 1 except for the above.
- composition of the aluminum alloy foil is Mn 0.16% by mass, Mg 0.10% by mass, Fe 0.09% by mass, Cu 0.00% by mass, Si 0.00% by mass, Cr 0.00% by mass, Zn 0.00% by mass, balance Al.
- An outer casing material for an electricity storage device was obtained in the same manner as in Example 1 except for the above.
- the evaluation of the corrosion resistance in the test sample is performed at the cross portion formed by the bent line in the width direction and the bent line in the length direction of the exterior material, and the end portion of the test sample that is not immersed in the electrolytic solution is the working electrode.
- the aluminum alloy foil was exposed for connection.
- the test sample exterior material was set as a working electrode and metallic lithium Li (diameter 15 mm ⁇ thickness 0.35 mm) was set as a counter electrode, and an electrolyte solution X (1 mol / l LiPF 6 and , Mixed with ethylene carbonate, diethyl carbonate and dimethyl carbonate (volume ratio 1: 1: 1). In this state, under a 20 ° C.
- the aluminum alloy foils of Examples 1 and 2 have Mg contents of 2.20% by mass and 0.20% by mass, and as shown in Table 2, the total charge in the corrosion resistance evaluation is -6. It is as small as 6 ⁇ 10 3 C and ⁇ 9.2 ⁇ 10 3 C, and it can be seen that the corrosion when electric current is generated with the electrolytic solution adhered is effectively suppressed. Since the corroded portions are very small in the microscope images (FIGS. 5 and 6) of the bent intersection points of the exterior materials after the corrosion resistance evaluations of Examples 1 and 2, the corrosion images of Examples 1 and 2 are also shown. It can be seen that the exterior material is effectively suppressed from corrosion when energization occurs with the electrolytic solution attached.
- the outer packaging material for an electricity storage device of Example 1 and Example 2 obtained above was cut into a rectangle having a width (TD: Transverse Direction) of 15 mm x a length (MD: Machine Direction) of 150 mm, and a test sample (for an electricity storage device).
- the exterior material was used as 10).
- the MD of the exterior material for an electricity storage device corresponds to the rolling direction (RD) of the aluminum alloy foil
- the TD of the exterior material for an electricity storage device corresponds to the TD of the aluminum alloy foil. (RD) can be determined by the rolling pattern.
- the MD of the exterior material for an electricity storage device cannot be specified due to the rolled grain of the aluminum alloy foil, it can be specified by the following method.
- the sea-island structure is observed by observing the cross section of the heat-fusible resin layer of the exterior material for an electricity storage device with an electron microscope, and the The direction parallel to the cross section in which the average diameter of the island shape in the direction is maximum can be determined as MD.
- the angle in the longitudinal direction of the heat-fusible resin layer is changed by 10 degrees from the direction parallel to the longitudinal cross section, and each angle is changed to the direction perpendicular to the longitudinal cross section.
- the cross-sections are observed with electron micrographs to confirm the sea-island structure.
- the shape of each individual island is observed in each cross section.
- a straight line distance connecting the leftmost end in the direction perpendicular to the thickness direction of the heat-fusible resin layer and the rightmost end in the vertical direction is defined as a diameter y.
- the average of the top 20 diameters y in the descending order of the diameter y of the island shape is calculated.
- the direction parallel to the cross section in which the average of the diameter y of the island shape is the largest is determined as MD.
- FIG. 13 shows a schematic diagram for explaining the method of measuring the logarithmic decrement ⁇ E by the rigid pendulum measurement.
- FRB-100 is used for the frame of the pendulum 30
- RBP-060 is used for the cylindrical cylinder edge 30a at the edge, and cold heat is applied.
- CHB-100, a vibration displacement detector 32, and a weight 33 were used for the block 31, and the initial amplitude was set to 0.3 degree.
- the measurement surface (adhesive layer) of the test sample is placed on the cooling / heating block 31 so that the axial direction of the cylindrical cylinder edge 30a with the pendulum 30 is orthogonal to the MD direction of the test sample on the measurement surface. installed. Further, in order to prevent the test sample from floating and warping during the measurement, a tape was attached to a portion of the test sample that does not affect the measurement result and fixed on the cooling / heating block 31. The cylindrical cylinder edge 30a was brought into contact with the surface of the adhesive layer. Next, the cooling block 31 was used to measure the logarithmic decay rate ⁇ E of the adhesive layer in the temperature range of 30 ° C. to 200 ° C. at a temperature rising rate of 3 ° C./min.
- Example 1 and Example obtained above were used.
- the exterior material for an electricity storage device of Example 2 was dipped in 15% hydrochloric acid to dissolve the base material layer and the aluminum alloy foil, and the test sample including only the adhesive layer and the heat-fusible resin layer was sufficiently dried to give a logarithm.
- the attenuation rate ⁇ E was measured. Table 3 shows the logarithmic decay rate ⁇ E at 120 ° C., respectively.
- ⁇ E [ln (A1 / A2) + ln (A2 / A3) +. . . + Ln (An / An + 1)] / n A: amplitude n: wave number
- the heat-fused portion of the test sample was cut in the laminating direction using a microtome, and the thickness of the adhesive layer was measured on the exposed cross section.
- the thickness of the adhesive layer was measured on the exposed cross section by cutting in the laminating direction using a microtome in the same manner.
- the ratio of the thickness of the adhesive layer after heat fusion to the thickness of the adhesive layer before heat fusion was calculated, and the remaining ratio (%) of the thickness of the adhesive layer was measured. The results are shown in Table 3.
- the heat-fusible resin layers were heat-bonded to each other.
- the test sample was cut into a width of 15 mm as shown in FIG. In FIG. 11, the heat-sealed region is indicated by S.
- FIG. 12 using a tensile tester so as to achieve T-shaped peeling, in an environment of a temperature of 25 ° C.
- the polypropylene used for the heat-fusible resin layer was prepared by using lithium hexafluorophosphate having a concentration of 1 mol / l and a volume ratio of ethylene carbonate, diethyl carbonate and dimethyl carbonate of 1: 1: It was allowed to stand for 72 hours in the electrolytic solution as the solution of No. 1 and then sufficiently dried. Next, a DSC curve was obtained for the dried polypropylene using differential scanning calorimetry (DSC) in accordance with JIS K7121: 2012. Next, from the obtained DSC curve, the temperature difference T 2 between the extrapolation melting start temperature and the extrapolation melting end temperature of the melting peak temperature of the dried heat-fusible resin layer was measured.
- DSC differential scanning calorimetry
- the melting peak with the largest difference in the input of heat energy is analyzed. went. Even when two or more peaks were overlapped with each other, the analysis was performed only on the melting peak that maximizes the difference in input of thermal energy.
- the extrapolation melting start temperature means the starting point of the melting peak temperature, and the melting point that maximizes the difference between the straight line extending the low temperature (65 to 75 ° C) side baseline to the high temperature side and the input of heat energy
- the temperature at the intersection of the curve on the low temperature side of the peak and the tangent line drawn at the point where the gradient becomes maximum was taken.
- the extrapolation melting end temperature means the end point of the melting peak temperature, and the high temperature side of the melting peak where the difference in the input of thermal energy is the maximum from the straight line extending the high temperature (170 ° C) side baseline to the low temperature side.
- the temperature at the intersection of the curve and the tangent line drawn at the point where the gradient becomes maximum was taken.
- tensile strength (seal strength) was measured in the same manner except that the electrolytic solution was not injected into the test sample.
- the maximum tensile strength until the heat-sealed portion is completely peeled off is defined as the sealing strength before contact with the electrolytic solution.
- the seal strength before contact with the electrolytic solution is described as the seal strength when the contact time of the electrolytic solution at 85 ° C. is 0 h.
- the outer packaging material for an electricity storage device of Example 1 and Example 2 obtained above was cut into a rectangle having a width (x direction) of 100 mm and a length (z direction) of 200 mm. It was used as a test sample (exterior material 10 for electricity storage device) (FIG. 14 a). The test sample (exterior material 10 for electricity storage device) was folded back at the center in the z direction so that the heat-fusible resin layer sides were overlapped (FIG. 14b).
- both ends in the x direction of the folded back test sample were sealed by heat sealing (temperature 190 ° C., surface pressure 2.0 MPa, time 3 seconds), and formed into a bag shape having one opening E (FIG. 14c).
- an electrolyte solution concentration of lithium hexafluorophosphate is 1 mol / l and volume ratio of ethylene carbonate, diethyl carbonate and dimethyl carbonate is 1: 1: 1 from the opening E of the test sample formed in the shape of a bag. 6 g of the solution of No. 1) was injected (FIG. 14 d), and the end of the opening E was sealed by heat sealing (temperature 190 ° C., surface pressure 2.0 MPa, time 3 seconds) (FIG. 14 e).
- the folded back portion of the bag-shaped test sample was turned down, and the bag was allowed to stand in an environment of a temperature of 85 ° C. for a predetermined storage time (time for contacting with electrolyte solution, 0 hour, 24 hours, 72 hours).
- the end of the test sample was then cut (Fig. 14e) and the electrolyte was drained.
- the electrolytic solution attached to the surface of the heat-fusible resin layer, the upper and lower surfaces of the test sample were sandwiched between metal plates 20 (7 mm width), and the temperature was 190 ° C., the surface pressure was 1.0 MPa, and the time was 3 seconds.
- the heat-fusible resin layers were heat-fused under the conditions (FIG. 14f).
- the test sample was cut into a width of 15 mm with a double-edged sample cutter so that the seal strength at a width (x direction) of 15 mm could be measured (Fig. 14f, g).
- a tensile tester manufactured by Shimadzu Corporation, AGS-xplus (trade name)
- the tensile strength was measured by peeling the heat-sealed interface under the condition that the distance was 50 mm (FIG. 12).
- the maximum tensile strength until the heat-sealed portion was completely peeled was taken as the seal strength after contact with the electrolytic solution.
- Table 5 shows the retention rate (%) of the seal strength after contact with the electrolytic solution, with the seal strength before contact with the electrolytic solution as the standard (100%).
- the value obtained by dividing the temperature difference T 2 by the temperature difference T 1 is 0.55 or more in the exterior materials for electricity storage devices of Example 1 and Example 2, and the high temperature environment
- the electrolytic solution is in contact with the heat-fusible resin layer, and even when the heat-fusible resin layers are heat-sealed to each other in a state in which the electrolyte solution is adhered to the heat-fusible resin layer, it is high due to heat fusion. It can be seen that the seal strength is exhibited.
- the value obtained by dividing the temperature difference T 2 by the temperature difference T 1 is 0.60 or more, and the electrolytic solution is applied to the heat fusible resin layer in a high temperature environment. It can be seen that even when the heat-fusible resin layers are heat-sealed in the state where the electrolytic solution is attached to the heat-fusible resin layer, the heat-sealing resin exhibits higher seal strength. .
- Item 1 An aluminum alloy foil having a Mg content of 0.20% by mass or more and 5.50% by mass or less for use as an exterior material for an electricity storage device.
- Item 2. Si content is 0.40 mass% or less, Fe content is 0.70 mass% or less, Cu content is 0.20 mass% or less, Mn content is 1.00 mass% or less, and Cr content is 0.10 mass% or less. 50 mass% or less, Zn content is 0.25 mass% or less, other unavoidable impurities are individually 0.05 mass% or less and 0.15 mass% or less in total, and the balance is Al, Item 1.
- the aluminum alloy foil according to item 1. Item 3.
- Item 3. Item 3.
- the aluminum alloy foil according to Item 1 or 2 which has a thickness of 200 ⁇ m or less.
- Item 4. At least, a base layer, a barrier layer, and a heat-fusible resin layer, which is composed of a laminate including in this order, An exterior material for an electricity storage device, wherein the barrier layer includes the aluminum alloy foil according to any one of items 1 to 3.
- Item 5. Item 5.
- the temperature difference T 1 and the temperature difference T 2 are measured by the following method, and the value obtained by dividing the temperature difference T 2 by the temperature difference T 1 is 0.55 or more. Exterior material for power storage devices.
- the temperature difference T 1 between the extrapolation melting start temperature and the extrapolation melting end temperature of the melting peak temperature of the heat-fusible resin layer is measured.
- the heat-fusible resin layer is a solution in which the concentration of lithium hexafluorophosphate is 1 mol / l and the volume ratio of ethylene carbonate, diethyl carbonate and dimethyl carbonate is 1: 1: 1. After being left to stand in the electrolytic solution for 72 hours, it is dried.
- the temperature difference T 2 between the extrapolation melting start temperature and the extrapolation melting end temperature of the melting peak temperature of the heat-fusible resin layer after drying is measured by differential scanning calorimetry.
- Item 6 Between the aluminum alloy foil and the heat-fusible resin layer, an adhesive layer is provided, Item 6.
- Item 7. An electricity storage device, wherein an electricity storage device element including at least a positive electrode, a negative electrode, and an electrolyte is housed in a package formed of the outer casing material for an electricity storage device according to any one of Items 4 to 6.
- a method of manufacturing an exterior material for an electricity storage device which uses the aluminum alloy foil according to any one of Items 1 to 3 as the barrier layer.
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Sealing Battery Cases Or Jackets (AREA)
- Electric Double-Layer Capacitors Or The Like (AREA)
- Secondary Cells (AREA)
Abstract
La présente invention concerne une feuille d'alliage d'aluminium destinée à être utilisée dans un matériau d'emballage externe pour des dispositifs de stockage d'électricité, qui est efficacement supprimée dans les cas où un courant électrique est passé à travers celui-ci dans un état dans lequel une solution d'électrolyte adhère à celle-ci. L'invention concerne une feuille d'alliage d'aluminium destinée à être utilisée dans un matériau d'emballage externe pour dispositifs de stockage d'électricité, ayant une teneur en Mg de 0,20 % en masse à 5,50 % en masse (inclus).
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020553284A JP7205547B2 (ja) | 2018-10-24 | 2019-10-17 | アルミニウム合金箔、蓄電デバイス用外装材、その製造方法、及び蓄電デバイス |
| JP2022210301A JP2023052123A (ja) | 2018-10-24 | 2022-12-27 | アルミニウム合金箔、蓄電デバイス用外装材、その製造方法、及び蓄電デバイス |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018-200306 | 2018-10-24 | ||
| JP2018200306 | 2018-10-24 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020085189A1 true WO2020085189A1 (fr) | 2020-04-30 |
Family
ID=70331977
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/040877 WO2020085189A1 (fr) | 2018-10-24 | 2019-10-17 | Feuille d'alliage d'aluminium, matériau d'emballage externe pour dispositifs de stockage d'électricité, son procédé de production, et dispositif de stockage d'électricité |
Country Status (2)
| Country | Link |
|---|---|
| JP (2) | JP7205547B2 (fr) |
| WO (1) | WO2020085189A1 (fr) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113381102A (zh) * | 2021-05-07 | 2021-09-10 | 厦门大学 | 一种用于电池封装的具有优异散热性能的铝塑膜及其制备方法 |
| WO2021232903A1 (fr) * | 2020-05-21 | 2021-11-25 | 上海恩捷新材料科技有限公司 | Matériau de mise en boîtier externe pour appareil à batterie, et batterie |
| WO2023277109A1 (fr) * | 2021-06-29 | 2023-01-05 | 大日本印刷株式会社 | Matériau d'emballage externe pour dispositifs de stockage d'énergie, son procédé de production et dispositif de stockage d'énergie |
| WO2023277108A1 (fr) * | 2021-06-29 | 2023-01-05 | 大日本印刷株式会社 | Matériau d'emballage externe pour dispositifs de stockage d'énergie, son procédé de production et dispositif de stockage d'énergie |
| JP7444315B2 (ja) | 2021-06-29 | 2024-03-06 | 大日本印刷株式会社 | 蓄電デバイス、及び、蓄電デバイスの製造方法 |
| EP4084029A4 (fr) * | 2019-12-25 | 2024-09-18 | Dainippon Printing Co Ltd | Matériau extérieur pour dispositif de stockage électrique, son procédé de fabrication et dispositif de stockage électrique |
| JP7567214B2 (ja) | 2020-06-01 | 2024-10-16 | Toppanホールディングス株式会社 | 蓄電装置用外装材及びこれを用いた蓄電装置 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61110744A (ja) * | 1984-11-02 | 1986-05-29 | Kobe Steel Ltd | 包装用a1合金板及びその製造方法 |
| JP2004146252A (ja) * | 2002-10-25 | 2004-05-20 | Sony Corp | 電池外装容器の成形方法および電池外装容器の成形装置 |
| JP2007234545A (ja) * | 2006-03-03 | 2007-09-13 | Toshiba Corp | 非水電解質電池および電池パック |
| JP2011243385A (ja) * | 2010-05-18 | 2011-12-01 | Showa Denko Packaging Co Ltd | ラミネート組電池及び組電池用ラミネート外装材 |
| JP2013222687A (ja) * | 2012-04-19 | 2013-10-28 | Gs Yuasa Corp | 電池 |
| JP2015165476A (ja) * | 2014-03-03 | 2015-09-17 | 大日本印刷株式会社 | 電池用包装材料 |
| JP2017188227A (ja) * | 2016-04-01 | 2017-10-12 | 大日本印刷株式会社 | 電池用包装材料及び電池 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017084787A (ja) | 2015-10-28 | 2017-05-18 | 大日本印刷株式会社 | 電池用包装材料、電池、電池用包装材料の製造方法、及びアルミニウム合金箔 |
| JP7103343B2 (ja) | 2017-03-21 | 2022-07-20 | 大日本印刷株式会社 | 電池用包装材料、その製造方法、電池用包装材料用ポリブチレンテレフタレートフィルム、及び電池 |
-
2019
- 2019-10-17 JP JP2020553284A patent/JP7205547B2/ja active Active
- 2019-10-17 WO PCT/JP2019/040877 patent/WO2020085189A1/fr active Application Filing
-
2022
- 2022-12-27 JP JP2022210301A patent/JP2023052123A/ja active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61110744A (ja) * | 1984-11-02 | 1986-05-29 | Kobe Steel Ltd | 包装用a1合金板及びその製造方法 |
| JP2004146252A (ja) * | 2002-10-25 | 2004-05-20 | Sony Corp | 電池外装容器の成形方法および電池外装容器の成形装置 |
| JP2007234545A (ja) * | 2006-03-03 | 2007-09-13 | Toshiba Corp | 非水電解質電池および電池パック |
| JP2011243385A (ja) * | 2010-05-18 | 2011-12-01 | Showa Denko Packaging Co Ltd | ラミネート組電池及び組電池用ラミネート外装材 |
| JP2013222687A (ja) * | 2012-04-19 | 2013-10-28 | Gs Yuasa Corp | 電池 |
| JP2015165476A (ja) * | 2014-03-03 | 2015-09-17 | 大日本印刷株式会社 | 電池用包装材料 |
| JP2017188227A (ja) * | 2016-04-01 | 2017-10-12 | 大日本印刷株式会社 | 電池用包装材料及び電池 |
Non-Patent Citations (1)
| Title |
|---|
| "Aluminium Handbook", 7TH EDITION JAPAN ALUMINIUM ASSOCIATION, 31 January 2007 (2007-01-31), pages 17 * |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4084029A4 (fr) * | 2019-12-25 | 2024-09-18 | Dainippon Printing Co Ltd | Matériau extérieur pour dispositif de stockage électrique, son procédé de fabrication et dispositif de stockage électrique |
| WO2021232903A1 (fr) * | 2020-05-21 | 2021-11-25 | 上海恩捷新材料科技有限公司 | Matériau de mise en boîtier externe pour appareil à batterie, et batterie |
| JP7567214B2 (ja) | 2020-06-01 | 2024-10-16 | Toppanホールディングス株式会社 | 蓄電装置用外装材及びこれを用いた蓄電装置 |
| CN113381102A (zh) * | 2021-05-07 | 2021-09-10 | 厦门大学 | 一种用于电池封装的具有优异散热性能的铝塑膜及其制备方法 |
| WO2023277109A1 (fr) * | 2021-06-29 | 2023-01-05 | 大日本印刷株式会社 | Matériau d'emballage externe pour dispositifs de stockage d'énergie, son procédé de production et dispositif de stockage d'énergie |
| WO2023277108A1 (fr) * | 2021-06-29 | 2023-01-05 | 大日本印刷株式会社 | Matériau d'emballage externe pour dispositifs de stockage d'énergie, son procédé de production et dispositif de stockage d'énergie |
| JP7239083B1 (ja) * | 2021-06-29 | 2023-03-14 | 大日本印刷株式会社 | 蓄電デバイス用外装材、その製造方法、及び蓄電デバイス |
| JP7276632B1 (ja) * | 2021-06-29 | 2023-05-18 | 大日本印刷株式会社 | 蓄電デバイス用外装材、その製造方法、及び蓄電デバイス |
| JP7444315B2 (ja) | 2021-06-29 | 2024-03-06 | 大日本印刷株式会社 | 蓄電デバイス、及び、蓄電デバイスの製造方法 |
| EP4366045A4 (fr) * | 2021-06-29 | 2024-10-02 | Dainippon Printing Co Ltd | Dispositif de stockage d'énergie et procédé de fabrication de dispositif de stockage d'énergie |
| EP4366042A4 (fr) * | 2021-06-29 | 2024-10-02 | Dainippon Printing Co Ltd | Matériau d'emballage externe pour dispositifs de stockage d'énergie, son procédé de production et dispositif de stockage d'énergie |
| EP4366041A4 (fr) * | 2021-06-29 | 2024-10-02 | Dainippon Printing Co Ltd | Matériau d'emballage externe pour dispositifs de stockage d'énergie, son procédé de production et dispositif de stockage d'énergie |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2020085189A1 (ja) | 2021-09-30 |
| JP2023052123A (ja) | 2023-04-11 |
| JP7205547B2 (ja) | 2023-01-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2020085189A1 (fr) | Feuille d'alliage d'aluminium, matériau d'emballage externe pour dispositifs de stockage d'électricité, son procédé de production, et dispositif de stockage d'électricité | |
| JP7104136B2 (ja) | 蓄電デバイス用外装材、その製造方法、及び蓄電デバイス | |
| WO2021132562A1 (fr) | Matériau extérieur pour dispositif de stockage électrique, son procédé de fabrication et dispositif de stockage électrique | |
| JP7047994B1 (ja) | 蓄電デバイス用外装材、その製造方法、及び蓄電デバイス | |
| WO2021193958A1 (fr) | Matériau d'emballage pour dispositif de stockage d'énergie, son procédé de production et dispositif de stockage d'énergie | |
| WO2020085462A1 (fr) | Matériau de boîtier pour dispositif de stockage d'énergie, son procédé de production et dispositif de stockage d'énergie | |
| JP7225832B2 (ja) | 蓄電デバイス用外装材、蓄電デバイス用外装材の製造方法、及び蓄電デバイス | |
| JP6555454B1 (ja) | 電池用包装材料、その製造方法、電池及びアルミニウム合金箔 | |
| JP7367646B2 (ja) | 蓄電デバイス用外装材、その製造方法、及び蓄電デバイス | |
| JPWO2019031611A1 (ja) | 電池用包装材料、電池、これらの製造方法、及び電池用包装材料のインクによる印刷適性を向上させる方法 | |
| JPWO2017188445A1 (ja) | 電池用包装材料及び電池 | |
| JP2020129543A (ja) | 蓄電デバイス用外装材、その製造方法、及び蓄電デバイス | |
| WO2021010457A1 (fr) | Élément extérieur pour dispositif de stockage d'électricité, son procédé de fabrication, et dispositif de stockage d'électricité | |
| US20230223620A1 (en) | Outer packaging for electrical storage devices, method for manufacturing said outer packaging, and electrical storage device | |
| WO2020085461A1 (fr) | Matériau de conditionnement pour dispositif de stockage d'énergie, son procédé de production et dispositif de stockage d'énergie | |
| JP7444315B2 (ja) | 蓄電デバイス、及び、蓄電デバイスの製造方法 | |
| CN117581414A (zh) | 蓄电器件用外包装材料、其制造方法和蓄电器件 | |
| CN117581415A (zh) | 蓄电器件用外包装材料、其制造方法和蓄电器件 | |
| JP2020091966A (ja) | 蓄電デバイス用包装材料、蓄電デバイス用包装材料の製造方法、及び蓄電デバイス |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19875897 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2020553284 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 19875897 Country of ref document: EP Kind code of ref document: A1 |