WO2020085189A1 - Aluminum alloy foil, outer package material for electricity storage devices, method for producing same, and electricity storage device - Google Patents
Aluminum alloy foil, outer package material for electricity storage devices, method for producing same, and electricity storage device Download PDFInfo
- Publication number
- WO2020085189A1 WO2020085189A1 PCT/JP2019/040877 JP2019040877W WO2020085189A1 WO 2020085189 A1 WO2020085189 A1 WO 2020085189A1 JP 2019040877 W JP2019040877 W JP 2019040877W WO 2020085189 A1 WO2020085189 A1 WO 2020085189A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- storage device
- layer
- electricity storage
- heat
- aluminum alloy
- Prior art date
Links
- 0 *c1ccccc1 Chemical compound *c1ccccc1 0.000 description 1
- ZMVHRWPZFKGQRN-UHFFFAOYSA-N CCC(C)(CC)NC Chemical compound CCC(C)(CC)NC ZMVHRWPZFKGQRN-UHFFFAOYSA-N 0.000 description 1
- KJCVRFUGPWSIIH-UHFFFAOYSA-N Oc1cccc2ccccc12 Chemical compound Oc1cccc2ccccc12 KJCVRFUGPWSIIH-UHFFFAOYSA-N 0.000 description 1
Images











Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/06—Alloys based on aluminium with magnesium as the next major constituent
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES OR LIGHT-SENSITIVE DEVICES, OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/78—Cases; Housings; Encapsulations; Mountings
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings, jackets or wrappings of a single cell or a single battery
- H01M50/102—Primary casings, jackets or wrappings of a single cell or a single battery characterised by their shape or physical structure
- H01M50/103—Primary casings, jackets or wrappings of a single cell or a single battery characterised by their shape or physical structure prismatic or rectangular
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Definitions
- the present disclosure relates to an aluminum alloy foil, an exterior material for an electricity storage device, a method for manufacturing the same, and an electricity storage device.
- packaging materials (exterior materials) have become an indispensable member for encapsulating power storage device elements such as electrodes and electrolytes.
- metal exterior materials have been often used as exterior materials for power storage devices.
- a recess is formed by cold molding, and an electric storage device element such as an electrode or an electrolytic solution is arranged in the space formed by the recess, and a heat-fusible resin is used.
- an electricity storage device in which the electricity storage device element is housed inside the exterior material is obtained.
- the step of accommodating the electricity storage device element in the exterior material for the electricity storage device and heat sealing, and further, the step of bending the heat-sealed portion, the external terminal and the exterior material for the electricity storage device The aluminum alloy foil is short-circuited via a foreign substance, or the pressure unevenness at the time of heat sealing causes the external terminals and the aluminum alloy foil of the exterior material for the electricity storage device to come into close proximity or come into contact with each other to cause a short-circuit, and thermal fusion bonding located in the innermost layer.
- the present disclosure aims to provide an aluminum alloy foil for use in an exterior material for an electricity storage device, in which corrosion when electric current is generated in a state where an electrolyte is attached is effectively suppressed.
- Another object of the present disclosure is to provide a packaging material for an electricity storage device using the aluminum alloy foil, a method for manufacturing the packaging material for the electricity storage device, and an electricity storage device.
- the inventors of the present disclosure have made earnest studies to solve the above problems. As a result, by repeatedly studying the composition of the aluminum alloy foil and setting the content of Mg in a predetermined range, it is possible to effectively suppress the corrosion in the case where energization occurs in the state where the electrolytic solution is attached. I found it.
- an aluminum alloy foil for use as an exterior material for an electricity storage device, in which corrosion is effectively suppressed when electricity is applied in a state where an electrolyte is attached. Further, according to the present disclosure, it is also possible to provide an exterior material for an electricity storage device using the aluminum alloy foil, a method for manufacturing the exterior material for the electricity storage device, and an electricity storage device.
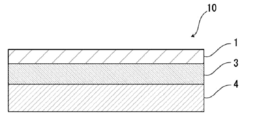
- FIG. 3 is a schematic diagram showing an example of a cross-sectional structure of a power storage device exterior material of the present disclosure.
- FIG. 3 is a schematic diagram showing an example of a cross-sectional structure of a power storage device exterior material of the present disclosure.
- FIG. 3 is a schematic diagram showing an example of a cross-sectional structure of a power storage device exterior material of the present disclosure.
- FIG. 3 is a schematic diagram showing an example of a cross-sectional structure of a power storage device exterior material of the present disclosure.
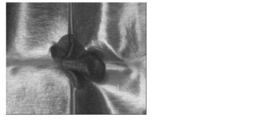
- 3 is a microscope image of the surface of the folding intersection of the exterior material for an electricity storage device of Example 1, observed after corrosion resistance evaluation.
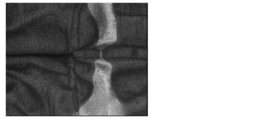
- 4 is a microscope image of the surface of the folding intersection of the exterior material for an electricity storage device of Example 2 observed after corrosion resistance evaluation.
- the aluminum alloy foil of the present disclosure is characterized by being an aluminum alloy foil having a Mg content of 0.20% by mass or more and 5.50% by mass or less for use as an exterior material for an electricity storage device. According to the aluminum alloy foil of the present disclosure, the provision of the configuration effectively suppresses corrosion when current is applied in a state where the electrolytic solution is attached. Therefore, the exterior material for an electricity storage device using the aluminum alloy foil of the present disclosure effectively suppresses corrosion of the aluminum alloy foil.
- the aluminum alloy foil, the exterior material for an electricity storage device, the manufacturing method thereof, and the electricity storage device of the present disclosure will be described in detail.
- the numerical range indicated by “to” means “greater than or equal to” and “less than or equal to”.
- the expression 2 to 15 mm means 2 mm or more and 15 mm or less.
- Aluminum alloy foil has a Mg content of 0.20% by mass or more and 5.50% by mass or less, and is characterized in that it is used as an exterior material for an electricity storage device.
- the packaging material for an electricity storage device that can use the aluminum alloy foil of the present disclosure
- the aluminum alloy foil of the present disclosure includes at least a base material layer, a barrier layer, and a heat-fusible resin layer. It can be suitably used as a barrier layer of an exterior material for an electricity storage device.
- Specific examples of the exterior material for an electricity storage device using the aluminum alloy foil of the present disclosure will be described in detail in the section of “2. Exterior material for electricity storage device”.
- the aluminum alloy foil of the present disclosure has a Mg (magnesium) content of 0.20 mass% or more and 5.50 mass% or less.
- the main component of the aluminum alloy foil of the present disclosure is Al (aluminum), and specifically 93.65 mass% or more is made of aluminum.
- the Mg content is preferably 0.20% by mass or more and 5.00% by mass or less, more preferably 0.20% by mass or more and 4.00% by mass or less, and further preferably 0.20% by mass or more and 3.00% by mass. % Or less, more preferably 0.20% by mass or more and 2.50% by mass or less, particularly preferably 0.20% by mass or more and 2.20% by mass or less.
- the aluminum alloy foil of the present disclosure may contain components other than Mg and Al.
- other components include Si (silicon), Fe (iron), Cu (copper), Mn (manganese), Cr (chromium), Zn (zinc), and inevitable impurities.
- the other component may be one type or two or more types.
- the aluminum alloy foil of the present disclosure has a Si content of 0.40% by mass or less and a Fe content, from the viewpoint of an aluminum alloy foil in which corrosion is effectively suppressed when electric current is generated in a state where the electrolytic solution is attached.
- Content is 0.70 mass% or less
- Cu content is 0.20 mass% or less
- Mn content is 1.00 mass% or less
- Cr content is 0.50 mass% or less
- Zn content is 0.25 mass.
- % Or less other unavoidable impurities are individually 0.05% by mass or less and 0.15% by mass or less in total, and the balance is preferably Al.
- the aluminum alloy foil having such a composition has the same composition as the aluminum alloy having the composition of alloy number A5000 series aluminum of JIS H4000: 2014, and is similar to the known aluminum alloy foil manufacturing method, for example, melting and homogenizing treatment. , Hot rolling, cold rolling, intermediate annealing, cold rolling, and final annealing. Regarding the manufacturing conditions of the aluminum alloy foil, for example, the description in JP 2005-163077 A can be referred to. In addition, the analysis of each chemical component contained in the aluminum alloy foil is performed by the analytical test specified in JIS H4160-1994.
- the individual second phase particles 3b in the cross section in the thickness direction of the aluminum alloy foil, with respect to any 100 second phase particles 3b within the field of view of the optical microscope, the individual second phase particles 3b.
- the diameter y the diameters of the top 20 second-phase particles 3b are arranged in descending order.
- the average of the diameters y is preferably 10.0 ⁇ m or less.
- the thickness of the aluminum alloy foil is, for example, about 85 ⁇ m or less, further about 50 ⁇ m or less, further about 40 ⁇ m or less, and further about 35 ⁇ m or less
- the aluminum alloy foil is used for the storage of the electricity storage device. Pinholes and cracks are less likely to occur when laminated on a material and molded, and the outer casing material for an electricity storage device can be provided with excellent moldability.
- the thickness of the aluminum alloy foil is, for example, about 85 ⁇ m or less, further about 50 ⁇ m or less, and further Even if it is about 40 ⁇ m or less, or about 35 ⁇ m or less, and the total thickness of the exterior material for an electricity storage device is as thin as the thickness described later, for example, pinholes and cracks are less likely to occur during molding, and excellent moldability is obtained. Is equipped with.
- the average of the diameter y is more preferably about 1.0 to 8.0 ⁇ m, and further preferably about 1.0 to 6.0 ⁇ m. Since FIG. 16 is a schematic diagram, drawing is omitted and 100 second phase particles 3b are not drawn.
- the second phase particles contained in the aluminum alloy foil refer to the intermetallic compound particles present in the aluminum alloy, and the precipitation that precipitates during the crystallization phase separated by rolling or the homogenization treatment or annealing. It is a phase particle.
- the crystal grains When the cross section of the aluminum alloy foil in the thickness direction is observed with a scanning electron microscope (SEM), the crystal grains usually draw a boundary line in contact with a plurality of crystals.
- the second phase particles usually have a single boundary line.
- the crystal grains and the second phase grains have different phases on the SEM image because they have different phases.
- the cross section in the thickness direction of the aluminum alloy foil is observed with an optical microscope, only the second phase particles appear black due to the phase difference between the crystal grains and the second phase particles, which makes the observation easy. become.
- the average crystal grain size of the aluminum alloy foil is preferably 20.0 ⁇ m or less, more preferably about 1.0 to 15.0 ⁇ m, further preferably about 1.0 to 10.0 ⁇ m, from the viewpoint of further improving the formability. Is mentioned.
- the average crystal grain size in the aluminum alloy foil is 20.0 ⁇ m or less and the diameter y of the second phase particles 3b is the above value, the moldability of the exterior material for an electricity storage device described later is further enhanced. Can be increased.
- the average crystal grain size in the aluminum alloy foil is obtained by observing a cross section in the thickness direction of the aluminum alloy foil with a scanning electron microscope (SEM), and regarding 100 crystal grains 3a of the aluminum alloy located in the visual field, As shown in the schematic view of FIG. 16, when the straight line connecting the leftmost end in the direction perpendicular to the thickness direction of each crystal grain and the rightmost end in the direction perpendicular to the thickness direction is defined as the maximum diameter x, 100 It means the average value of the maximum diameter x of each crystal grain. Since FIG. 16 is a schematic diagram, the drawing is omitted and 100 crystal grains 3a are not drawn.
- the thickness of the aluminum alloy foil may be at least a function as a barrier layer that suppresses the entry of moisture in the exterior material for an electricity storage device, and the lower limit is about 9 ⁇ m or more and the upper limit is about 200 ⁇ m or less. From the viewpoint of reducing the thickness of the exterior material for an electricity storage device, the thickness of the aluminum alloy foil is, for example, preferably about 85 ⁇ m or less, more preferably about 50 ⁇ m or less, still more preferably about 40 ⁇ m or less, and particularly preferably about the upper limit.
- the lower limit is preferably about 10 ⁇ m or more, further preferably about 20 ⁇ m or more, more preferably about 25 ⁇ m or more, and the preferable range of the thickness is about 10 to 85 ⁇ m, about 10 to 50 ⁇ m. 10 to 40 ⁇ m, 10 to 35 ⁇ m, 20 to 85 ⁇ m, 20 to 50 ⁇ m, 20 to 40 ⁇ m, 20 to 35 ⁇ m, 25 to 85 ⁇ m, 25 to 50 ⁇ m, 25 to 40 ⁇ m, 25 to 35 ⁇ m Is mentioned.
- the aluminum alloy foil is provided with a corrosion resistant film in order to prevent the aluminum alloy foil from being melted or corroded.
- the aluminum alloy foil may have a corrosion resistant coating on both sides.
- the corrosion-resistant coating is, for example, hydrothermal conversion treatment such as boehmite treatment, chemical conversion treatment, anodizing treatment, plating treatment such as nickel or chromium, and corrosion prevention treatment for coating a coating agent of aluminum alloy foil. It refers to a thin film that is applied to the surface to make the aluminum alloy foil have corrosion resistance (for example, acid resistance, alkali resistance, etc.).
- the corrosion resistant film means a film that improves the acid resistance of the aluminum alloy foil (acid resistant film), a film that improves the alkali resistance of the aluminum alloy foil (alkali resistant film), and the like.
- the treatment for forming the corrosion resistant film one type may be performed, or two or more types may be combined and performed. Further, not only one layer but also multiple layers can be formed.
- the hydrothermal conversion treatment and the anodizing treatment are treatments for dissolving the surface of the metal foil with a treatment agent to form a metal compound having excellent corrosion resistance. Note that these processes may be included in the definition of the chemical conversion process.
- the aluminum alloy foil has a corrosion resistant film
- the aluminum alloy foil including the corrosion resistant film is used.
- the corrosion-resistant film prevents delamination between the aluminum alloy foil and the base material layer during the molding of the exterior material for an electricity storage device, and hydrogen fluoride generated by the reaction between the electrolyte and moisture causes the aluminum alloy foil surface to Dissolves, corrodes, prevents aluminum oxide existing on the surface of the aluminum alloy foil from melting and corroding, and improves the adhesiveness (wettability) of the aluminum alloy foil surface, and the base material layer and the aluminum alloy during heat sealing.
- the effects of preventing delamination with the foil and preventing delamination between the base material layer and the aluminum alloy foil during molding are shown.
- Various types of corrosion-resistant films formed by chemical conversion treatment are known, and are mainly at least one of phosphates, chromates, fluorides, triazine thiol compounds, and rare earth oxides. And a corrosion resistant film containing the like.
- Examples of the chemical conversion treatment using a phosphate or chromate include chromate chromate treatment, chromate phosphoric acid treatment, phosphoric acid-chromate treatment, chromate treatment, and the like.
- Examples of the compound include chromium nitrate, chromium fluoride, chromium sulfate, chromium acetate, chromium oxalate, chromium diphosphate, acetyl acetate chromate, chromium chloride, potassium chromium sulfate and the like.
- examples of the phosphorus compound used for these treatments include sodium phosphate, potassium phosphate, ammonium phosphate, polyphosphoric acid, and the like.
- examples of the chromate treatment include etching chromate treatment, electrolytic chromate treatment, coating type chromate treatment and the like, and coating type chromate treatment is preferable.
- the inner layer side of the barrier layer eg, aluminum alloy foil
- a well-known method such as an alkali dipping method, an electrolytic cleaning method, an acid cleaning method, an electrolytic acid cleaning method, and an acid activation method.
- a degreasing treatment is performed by a treatment method, and thereafter, a phosphate metal such as Cr (chromium) phosphate, Ti (titanium) phosphate, Zr (zirconium) phosphate, Zn (zinc) phosphate, etc.
- a treatment liquid such as water, alcohol solvents, hydrocarbon solvents, ketone solvents, ester solvents, ether solvents can be used, and water is preferable.
- Examples of the resin component used at this time include polymers such as phenol resins and acrylic resins, and aminated phenol polymers having repeating units represented by the following general formulas (1) to (4) are used. Examples include the chromate treatment used. In the aminated phenol polymer, the repeating units represented by the following general formulas (1) to (4) may be contained alone or in any combination of two or more. Good.
- Acrylic resin must be polyacrylic acid, acrylic acid methacrylic acid ester copolymer, acrylic acid maleic acid copolymer, acrylic acid styrene copolymer, or their derivatives such as sodium salt, ammonium salt, amine salt, etc. Is preferred.
- polyacrylic acid derivatives such as ammonium salt, sodium salt, or amine salt of polyacrylic acid.
- polyacrylic acid means a polymer of acrylic acid.
- the acrylic resin is also preferably a copolymer of acrylic acid and a dicarboxylic acid or a dicarboxylic acid anhydride, an ammonium salt of a copolymer of acrylic acid and a dicarboxylic acid or a dicarboxylic acid anhydride, a sodium salt, Alternatively, it is also preferably an amine salt. Only one type of acrylic resin may be used, or two or more types may be mixed and used.
- X represents a hydrogen atom, a hydroxy group, an alkyl group, a hydroxyalkyl group, an allyl group or a benzyl group.
- R 1 and R 2 are the same or different and each represents a hydroxy group, an alkyl group, or a hydroxyalkyl group.
- examples of the alkyl group represented by X, R 1 and R 2 include a methyl group, an ethyl group, an n-propyl group, an isopropyl group, an n-butyl group, an isobutyl group, Examples thereof include linear or branched alkyl groups having 1 to 4 carbon atoms such as tert-butyl group.
- examples of the hydroxyalkyl group represented by X, R 1 and R 2 include, for example, hydroxymethyl group, 1-hydroxyethyl group, 2-hydroxyethyl group, 1-hydroxypropyl group, 2-hydroxypropyl group and 3-hydroxypropyl group.
- An alkyl group is mentioned.
- the alkyl group and the hydroxyalkyl group represented by X, R 1 and R 2 may be the same or different.
- X is preferably a hydrogen atom, a hydroxy group or a hydroxyalkyl group.
- the number average molecular weight of the aminated phenol polymer having the repeating units represented by the general formulas (1) to (4) is, for example, preferably about 500 to 1,000,000, and more preferably about 1,000 to 20,000. More preferable.
- the aminated phenol polymer is produced by, for example, polycondensing a phenol compound or a naphthol compound with formaldehyde to produce a polymer having a repeating unit represented by the above general formula (I) or general formula (III), and then forming formaldehyde. And an amine (R 1 R 2 NH) to introduce a functional group (—CH 2 NR 1 R 2 ) into the polymer obtained above.
- the aminated phenol polymer is used alone or in combination of two or more.
- the corrosion resistant film is formed by a coating type corrosion prevention treatment in which a coating agent containing at least one selected from the group consisting of rare earth element oxide sols, anionic polymers and cationic polymers is applied.
- a thin film is used.
- the coating agent may further contain phosphoric acid or phosphate, and a cross-linking agent that cross-links the polymer.
- fine particles of rare earth element oxide for example, particles having an average particle diameter of 100 nm or less
- the rare earth element oxide include cerium oxide, yttrium oxide, neodymium oxide, and lanthanum oxide, and cerium oxide is preferable from the viewpoint of further improving the adhesiveness.
- the rare earth element oxides contained in the corrosion resistant coating may be used alone or in combination of two or more.
- various solvents such as water, alcohol solvents, hydrocarbon solvents, ketone solvents, ester solvents, ether solvents can be used, and water is preferable.
- the cationic polymer include polyethyleneimine, an ionic polymer complex composed of a polymer having polyethyleneimine and a carboxylic acid, a primary amine-grafted acrylic resin obtained by graft-polymerizing a primary amine on an acrylic main skeleton, polyallylamine or a derivative thereof. , Aminated phenol and the like are preferable.
- the anionic polymer is preferably poly (meth) acrylic acid or a salt thereof, or a copolymer containing (meth) acrylic acid or a salt thereof as a main component.
- the cross-linking agent is at least one selected from the group consisting of a compound having any one of an isocyanate group, a glycidyl group, a carboxyl group and an oxazoline group, and a silane coupling agent.
- the phosphoric acid or phosphate is preferably condensed phosphoric acid or condensed phosphate.
- a dispersion of fine particles of metal oxide such as aluminum oxide, titanium oxide, cerium oxide, and tin oxide or barium sulfate in phosphoric acid is applied to the surface of the barrier layer, Examples include those formed by performing a baking treatment at a temperature of not less than ° C.
- the corrosion-resistant film may have a laminated structure in which at least one of a cationic polymer and an anionic polymer is further laminated, if necessary.
- a cationic polymer and an anionic polymer include those mentioned above.
- composition of the corrosion resistant film can be performed using, for example, time-of-flight secondary ion mass spectrometry.
- the amount of the corrosion resistant film formed on the surface of the aluminum alloy foil in the chemical conversion treatment is not particularly limited, but, for example, when the coating type chromate treatment is performed, a chromic acid compound per 1 m 2 of the surface of the aluminum alloy foil is used.
- a chromic acid compound per 1 m 2 of the surface of the aluminum alloy foil is used.
- the phosphorus compound is, for example, about 0.5 to 50 mg, preferably about 1.0 to 40 mg in terms of phosphorus, and aminated phenol polymer.
- the thickness of the corrosion-resistant film is not particularly limited, but from the viewpoint of the cohesive force of the film and the adhesion with the barrier layer or the heat-fusible resin layer, it is preferably about 1 nm to 20 ⁇ m, more preferably 1 nm to 100 nm. Degree, and more preferably about 1 nm to 50 nm.
- the thickness of the corrosion-resistant coating can be measured by observation with a transmission electron microscope or a combination of observation with a transmission electron microscope and energy dispersive X-ray spectroscopy or electron beam energy loss spectroscopy.
- composition of the corrosion-resistant coating using time-of-flight secondary ion mass spectrometry for example, at least one secondary ion consisting of Ce, P, and O (eg, Ce 2 PO 4 + , CePO 4 ⁇ , etc. Species) or, for example, a peak derived from a secondary ion of Cr, P, and O (for example, at least one of CrPO 2 + , CrPO 4 ⁇ ).
- the chemical conversion treatment is carried out by applying a solution containing a compound used for forming a corrosion resistant film to the surface of the aluminum alloy foil by a bar coating method, a roll coating method, a gravure coating method, a dipping method, etc. It is carried out by heating so that the temperature becomes about 70 to 200 ° C. Further, before the aluminum alloy foil is subjected to the chemical conversion treatment, the aluminum alloy foil may be previously subjected to a degreasing treatment by an alkali dipping method, an electrolytic cleaning method, an acid cleaning method, an electrolytic acid cleaning method, or the like. By performing the degreasing treatment in this manner, it becomes possible to more efficiently perform the chemical conversion treatment on the surface of the aluminum alloy foil.
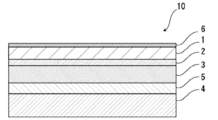
- the power storage device exterior material 10 of the present disclosure includes at least a base material layer 1, a barrier layer 3, and a heat-fusible resin layer 4 in this order as shown in FIGS. 1 to 4. It is composed of a laminate.
- the base material layer 1 is the outermost layer side
- the heat-fusible resin layer 4 is the innermost layer.
- the peripheral edges are heat-sealed with the heat-fusible resin layers 4 of the electricity storage device exterior material 10 facing each other.
- the electricity storage device element is housed in the space formed by.
- the barrier layer 3 of the exterior material for an electricity storage device of the present disclosure includes the aluminum alloy foil of the present disclosure. That is, the barrier layer 3 of the exterior material for an electricity storage device of the present disclosure can be configured by the aluminum alloy foil of the present disclosure. In the exterior material for an electricity storage device of the present disclosure using the aluminum alloy foil of the present disclosure, corrosion of the aluminum alloy foil is effectively suppressed.
- the exterior material 10 for an electricity storage device is provided between the base material layer 1 and the barrier layer 3 for the purpose of enhancing the adhesiveness between these layers and the like, if necessary.
- the adhesive layer 2 may be included.
- an adhesive layer 5 is provided between the barrier layer 3 and the heat-fusible resin layer 4 for the purpose of enhancing the adhesiveness between these layers, if necessary. May have.
- a surface coating layer 6 and the like may be provided on the outside of the base material layer 1 (on the side opposite to the heat-fusible resin layer 4 side), if necessary.
- the thickness of the laminate constituting the exterior material 10 for an electricity storage device is not particularly limited, but the upper limit is, for example, 300 ⁇ m or less, preferably about 180 ⁇ m or less, about 155 ⁇ m or less from the viewpoint of cost reduction, energy density improvement, and the like. , About 120 ⁇ m or less, and the lower limit is preferably about 35 ⁇ m or more, about 45 ⁇ m or more, about 60 ⁇ m or more, from the viewpoint of maintaining the function of the power storage device exterior material of protecting the power storage device element.
- Preferred ranges are, for example, about 35 to 180 ⁇ m, about 35 to 155 ⁇ m, about 35 to 120 ⁇ m, about 45 to 180 ⁇ m, about 45 to 155 ⁇ m, about 45 to 120 ⁇ m, about 60 to 180 ⁇ m, about 60 to 155 ⁇ m, about 60 to 120 ⁇ m.
- the degree can be mentioned.
- MD Machine Direction
- TD Transverse Direction
- the barrier layer 3 is composed of an aluminum alloy foil
- linear streaks called so-called rolling marks are formed on the surface of the aluminum alloy foil in the rolling direction (RD: Rolling Direction) of the aluminum alloy foil. ing. Since the rolling mark extends along the rolling direction, the rolling direction of the aluminum alloy foil can be grasped by observing the surface of the aluminum alloy foil.
- the MD of the laminated body and the RD of the aluminum alloy foil usually match, the surface of the aluminum alloy foil of the laminated body is observed, and the rolling direction (RD) of the aluminum alloy foil is observed.
- the MD of the laminate can be specified. Since the TD of the laminated body is in the direction perpendicular to the MD of the laminated body, the TD of the laminated body can be specified.
- a metal plate having a width of 7 mm is used, and a temperature of 190 ° C. is applied from both sides of the test sample in the laminating direction.
- the heat-fusible resin layers 4 are heat-fused by heating and pressurizing under a pressure of 2.0 MPa for a time of 3 seconds (see FIGS. 10 and 11), and then, as shown in FIG. In the environment of temperature 25 ° C., tensile speed of 300 mm / min, peeling angle of 180 °, and chuck distance of 50 mm for 1.5 seconds from the start of tensile strength measurement.
- the maximum value of the tensile strength (seal strength) measured by peeling the heat-sealed interface is preferably 110 N / 15 mm or more, and more preferably 120 N / 15 mm or more.
- the upper limit of the tensile strength is, for example, about 200 N / 15 mm or less, and preferable ranges include 110 to 200 N / 15 mm and 120 to 200 N / 15 mm.
- the type, composition, molecular weight, etc. of the resin forming the heat-fusible resin layer are adjusted.
- a metal plate having a width of 7 mm is used in a state where the heat-fusible resin layers 4 are opposed to each other, and the temperature is 190 ° C. from both sides of the test sample in the stacking direction.
- the surface pressure is 2.0 MPa and the time is 3 seconds for heating and pressurization to heat-bond the heat-fusible resin layers 4 together (see FIGS. 10 and 11), and then as shown in FIG. , T-peeling, using a tensile tester, under conditions of a temperature of 140 ° C., a pulling speed of 300 mm / min, a peeling angle of 180 °, and a chuck distance of 50 mm.
- the maximum value of the tensile strength (seal strength) measured by peeling the heat-sealed interface for a period of time is preferably 3.0 N / 15 mm or more, and preferably 4.0 N / 15 mm or more. More preferable.
- the upper limit of the tensile strength is, for example, about 5.0 N / 15 mm or less, and preferable ranges include 3.0 to 5.0 N / 15 mm and 4.0 to 5.0 N / 15 mm.
- the heat resistant temperature of the separator inside the electricity storage device is generally set to around 120 to 140 ° C., the tensile strength (seal) in the high temperature environment of 140 ° C. in the electricity storage device exterior material of the present disclosure.
- the maximum value of (strength) preferably satisfies the above value.
- the type, composition, molecular weight, etc. of the resin forming the heat-fusible resin layer are adjusted.
- the tensile test at each temperature is performed in a constant temperature bath, and the test sample is attached to the chuck for 2 minutes in the constant temperature bath at a predetermined temperature (25 ° C or 140 ° C). Hold and then start the measurement.
- the exterior material 10 for an electricity storage device of the present disclosure has an electrolytic solution (the concentration of lithium hexafluorophosphate is 1 mol / l, and ethylene carbonate and diethyl carbonate are contained in an environment of 85 ° C).
- a solution of dimethyl carbonate in a volume ratio of 1: 1: 1 (a solution obtained by mixing ethylene carbonate, diethyl carbonate, and dimethyl carbonate in a volume ratio of 1: 1: 1) was used as an outer packaging material for an electricity storage device.
- the heat-fusible resin layers After being contacted for a time, the heat-fusible resin layers are heat-melted under the conditions of a temperature of 190 ° C., a surface pressure of 2.0 MPa, and a time of 3 seconds while the electrolytic solution is attached to the surface of the heat-fusible resin layer.
- the sealing strength when adhered and peeling off the heat-fused interface is 60% or more (the sealing strength retention rate is 60% or more) of the sealing strength when not contacted with the electrolytic solution.
- Rukoto more preferably 80% or more, more preferably 100%.
- tensile strength is measured in the same manner except that the electrolytic solution is not injected into the test sample.
- the maximum tensile strength until the heat-sealed portion is completely peeled off is defined as the sealing strength before contact with the electrolytic solution.
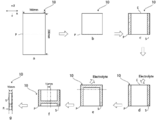
- the exterior material for an electricity storage device is cut into a rectangle having a width (x direction) of 100 mm ⁇ length (z direction) of 200 mm to obtain a test sample (FIG. 14 a).
- the test sample is folded back at the center in the z direction so that the heat-fusible resin layer sides overlap (FIG. 14b).
- both ends in the x direction of the folded back test sample were sealed by heat sealing (temperature 190 ° C., surface pressure 2.0 MPa, time 3 seconds), and formed into a bag shape having one opening E (FIG. 14c).
- an electrolyte solution concentration of lithium hexafluorophosphate is 1 mol / l and volume ratio of ethylene carbonate, diethyl carbonate and dimethyl carbonate is 1: 1: 1 from the opening E of the test sample formed in the shape of a bag. 6 g of the solution of 1) is injected (FIG. 14d), and the end of the opening E is sealed by heat sealing (temperature 190 ° C., surface pressure 2.0 MPa, time 3 seconds) (FIG. 14e).
- the bag is left to stand in an environment of a temperature of 85 ° C. for a predetermined storage time (a time for contacting with an electrolytic solution, 72 hours or the like).
- the end of the test sample is then cut (Fig. 14e) and the electrolyte is drained.
- the electrolytic solution attached to the surface of the heat-fusible resin layer
- the upper and lower surfaces of the test sample were sandwiched by metal plates (7 mm width), and the temperature was 190 ° C., the surface pressure was 1.0 MPa, and the conditions were 3 seconds.
- the heat-fusible resin layers are heat-sealed together (FIG. 14f).
- the test sample is cut into a width of 15 mm with a double-edged sample cutter so that the seal strength at a width (x direction) of 15 mm can be measured (FIGS. 14f and 14g).
- a T-peel is peeled off at the temperature of 25 ° C. under an environment of a pulling speed of 300 mm / min, a peeling angle of 180 ° and a chuck distance of 50 mm. Then, the tensile strength (seal strength) is measured (FIG. 12). The maximum tensile strength until the heat-sealed portion is completely peeled off is defined as the sealing strength after contact with the electrolytic solution.
- each layer forming the exterior material for a power storage device [base material layer 1]
- the base material layer 1 is a layer provided for the purpose of exerting a function as a base material of the exterior material for an electricity storage device.
- the base material layer 1 is located on the outer layer side of the exterior material for an electricity storage device.
- the material forming the base material layer 1 is not particularly limited as long as it has a function as a base material, that is, at least an insulating property.
- the base material layer 1 can be formed by using, for example, a resin, and the resin may contain an additive described below.
- the base material layer 1 may be, for example, a resin film made of resin, or may be formed by applying resin.
- the resin film may be an unstretched film or a stretched film.
- the stretched film include a uniaxially stretched film and a biaxially stretched film, and a biaxially stretched film is preferable.
- the stretching method for forming the biaxially stretched film include a sequential biaxial stretching method, an inflation method and a simultaneous biaxial stretching method.
- the method for applying the resin include a roll coating method, a gravure coating method and an extrusion coating method.
- Examples of the resin forming the base material layer 1 include resins such as polyester, polyamide, polyolefin, epoxy resin, acrylic resin, fluororesin, polyurethane, silicon resin, and phenol resin, and modified products of these resins.
- the resin forming the base material layer 1 may be a copolymer of these resins or a modified product of the copolymer. Further, it may be a mixture of these resins.
- the resin forming the base material layer 1 is preferably polyester or polyamide.
- polyester examples include polyethylene terephthalate, polybutylene terephthalate, polyethylene naphthalate, polybutylene naphthalate, polyethylene isophthalate, and copolyester.
- copolyester examples include a copolyester having ethylene terephthalate as a main repeating unit.
- a copolymer polyester which is mainly composed of ethylene terephthalate as a repeating unit and is polymerized with ethylene isophthalate (hereinafter abbreviated to polyethylene (terephthalate / isophthalate)), polyethylene (terephthalate / adipate), polyethylene (terephthalate / Sodium sulfoisophthalate), polyethylene (terephthalate / sodium isophthalate), polyethylene (terephthalate / phenyl-dicarboxylate), polyethylene (terephthalate / decanedicarboxylate) and the like.
- These polyesters may be used alone or in combination of two or more.
- polyamides include aliphatic polyamides such as nylon 6, nylon 66, nylon 610, nylon 12, nylon 46, and copolymers of nylon 6 and nylon 66; terephthalic acid and / or isophthalic acid.
- Hexamethylenediamine-isophthalic acid-terephthalic acid copolyamides such as nylon 6I, nylon 6T, nylon 6IT, nylon 6I6T (I represents isophthalic acid, T represents terephthalic acid) containing the derived constitutional unit, polyamide MXD6 (polymeta Polyamides containing aromatics such as silylene adipamide; alicyclic polyamides such as polyamide PACM6 (polybis (4-aminocyclohexyl) methane adipamide); further lactam components and isocyanate components such as 4,4′-diphenylmethane-diisocyanate Polyamides obtained by copolymerizing, copolymerized polyamide and polyester or polyalkylene polyester amide cop
- the base material layer 1 preferably contains at least one of a polyester film, a polyamide film, and a polyolefin film, and preferably contains at least one of a stretched polyester film, a stretched polyamide film, and a stretched polyolefin film, It is more preferable to include at least one of a stretched polyethylene terephthalate film, a stretched polybutylene terephthalate film, a stretched nylon film, and a stretched polypropylene film.
- the base material layer 1 may be a single layer or may be composed of two or more layers.
- the base material layer 1 may be a laminate in which resin films are laminated with an adhesive or the like, or a resin is coextruded into two or more layers. It may be a laminate of the above resin films. Further, a resin film laminate obtained by coextruding a resin into two or more layers may be the unstretched base material layer 1 or may be uniaxially or biaxially stretched to form the base material layer 1.
- a laminate of two or more resin films in the base material layer 1 include a laminate of a polyester film and a nylon film, a laminate of two or more nylon films, a laminate of two or more polyester films. And the like, and preferably a laminate of a stretched nylon film and a stretched polyester film, a laminate of two or more stretched nylon films, and a laminate of two or more stretched polyester films.
- the base material layer 1 is a laminate of two resin films, a laminate of a polyester resin film and a polyester resin film, a laminate of a polyamide resin film and a polyamide resin film, or a polyester resin film and a polyamide resin film.
- a laminated body is preferable, and a laminated body of a polyethylene terephthalate film and a polyethylene terephthalate film, a laminated body of a nylon film and a nylon film, or a laminated body of a polyethylene terephthalate film and a nylon film is more preferable.
- the polyester resin does not easily discolor when an electrolytic solution adheres to the surface, when the base material layer 1 is a laminate of two or more resin films, the polyester resin film is It is preferably located in the outermost layer.
- the two or more resin films may be laminated via an adhesive.
- preferable adhesives include the same adhesives as those exemplified for the adhesive layer 2 described later.
- the method for laminating the two or more resin films is not particularly limited, and known methods can be adopted, and examples thereof include a dry laminating method, a sandwich laminating method, an extrusion laminating method, and a thermal laminating method, and preferably a dry laminating method.
- a laminating method can be mentioned.
- laminating by a dry laminating method it is preferable to use a polyurethane adhesive as the adhesive. At this time, the thickness of the adhesive is, for example, about 2 to 5 ⁇ m.
- an anchor coat layer may be formed on the resin film and laminated.
- the anchor coat layer may be the same as the adhesive exemplified in the adhesive layer 2 described later.
- the thickness of the anchor coat layer is, for example, about 0.01 to 1.0 ⁇ m.
- additives such as a lubricant, a flame retardant, an antiblocking agent, an antioxidant, a light stabilizer, a tackifier, and an antistatic agent are present on at least one of the surface and the inside of the base material layer 1. Good.
- the additive only one kind may be used, or two or more kinds may be mixed and used.
- a lubricant is preferably present on the surface of the base material layer 1 from the viewpoint of enhancing the moldability of the exterior material for an electricity storage device.
- the lubricant is not particularly limited, but preferably an amide lubricant is used.
- Specific examples of the amide-based lubricant include saturated fatty acid amides, unsaturated fatty acid amides, substituted amides, methylol amides, saturated fatty acid bisamides, unsaturated fatty acid bisamides, fatty acid ester amides, aromatic bisamides, and the like.
- saturated fatty acid amide examples include lauric acid amide, palmitic acid amide, stearic acid amide, behenic acid amide, and hydroxystearic acid amide.
- unsaturated fatty acid amides include oleic acid amide and erucic acid amide.
- substituted amide examples include N-oleylpalmitic acid amide, N-stearyl stearic acid amide, N-stearyl oleic acid amide, N-oleyl stearic acid amide, and N-stearyl erucic acid amide.
- methylolamide examples include methylolstearic acid amide.
- saturated fatty acid bisamide examples include methylenebisstearic acid amide, ethylenebiscapric acid amide, ethylenebislauric acid amide, ethylenebisstearic acid amide, ethylenebishydroxystearic acid amide, ethylenebisbehenic acid amide, and hexamethylenebisstearic acid amide.
- saturated fatty acid bisamide examples include acid amide, hexamethylene bisbehenic acid amide, hexamethylene hydroxystearic acid amide, N, N′-distearyl adipic acid amide and N, N′-distearyl sebacic acid amide.
- the unsaturated fatty acid bisamide include ethylene bisoleic acid amide, ethylene bis erucic acid amide, hexamethylene bis oleic acid amide, N, N'-dioleyl adipate amide, N, N'-dioleyl sebacic acid amide. And so on.
- Specific examples of the fatty acid ester amide include stearoamide ethyl stearate.
- specific examples of the aromatic bisamide include m-xylylenebisstearic acid amide, m-xylylenebishydroxystearic acid amide, N, N'-distearylisophthalic acid amide and the like.
- the lubricant may be used alone or in combination of two or more.
- the lubricant When the lubricant is present on the surface of the base material layer 1, its amount is not particularly limited, but is preferably about 3 mg / m 2 or more, more preferably about 4 to 15 mg / m 2 , and further preferably 5 to 14 mg. / M 2 is included.
- the lubricant present on the surface of the base material layer 1 may be one in which the lubricant contained in the resin forming the base material layer 1 is exuded, or the one coated with the lubricant on the surface of the base material layer 1. May be.
- the thickness of the base material layer 1 is not particularly limited as long as it can function as a base material, but is, for example, about 3 to 50 ⁇ m, preferably about 10 to 35 ⁇ m.
- the thickness of the resin film forming each layer is preferably about 2 to 25 ⁇ m.
- the adhesive layer 2 is a layer provided between the base material layer 1 and the barrier layer 3 as needed for the purpose of enhancing the adhesiveness.
- the adhesive layer 2 is formed of an adhesive that can bond the base material layer 1 and the barrier layer 3 together.
- the adhesive used for forming the adhesive layer 2 is not limited, and may be any of a chemical reaction type, a solvent volatilization type, a heat melting type, a heat pressure type and the like. Further, it may be a two-component curing type adhesive (two-component adhesive), a one-component curing type adhesive (one-component adhesive), or a resin that does not undergo a curing reaction.
- the adhesive layer 2 may be a single layer or a multilayer.
- the adhesive component contained in the adhesive include polyethylene terephthalate, polybutylene terephthalate, polyethylene naphthalate, polybutylene naphthalate, polyethylene isophthalate, polyesters such as copolyester; polyether; polyurethane; epoxy resin; Phenol resin; nylon 6, nylon 66, nylon 12, polyamide such as copolyamide; polyolefin resin such as polyolefin, cyclic polyolefin, acid modified polyolefin, acid modified cyclic polyolefin; polyvinyl acetate; cellulose; (meth) acrylic resin; Polyimide; Polycarbonate; Amino resin such as urea resin and melamine resin; Rubber such as chloroprene rubber, nitrile rubber and styrene-butadiene rubber; Silicone resin, etc.
- adhesive components may be used alone or in combination of two or more.
- a polyurethane adhesive is preferable.
- the resin serving as the adhesive component may be used in combination with an appropriate curing agent to enhance the adhesive strength.
- the curing agent is selected from polyisocyanates, polyfunctional epoxy resins, oxazoline group-containing polymers, polyamine resins, acid anhydrides, etc. depending on the functional groups of the adhesive component.
- the polyurethane adhesive examples include a polyurethane adhesive containing a base compound containing a polyol compound and a curing agent containing an isocyanate compound.
- a polyurethane adhesive containing a base compound containing a polyol compound and a curing agent containing an isocyanate compound.
- a two-component curing type polyurethane adhesive containing a polyol such as a polyester polyol, a polyether polyol and an acrylic polyol as a main component and an aromatic or aliphatic polyisocyanate as a curing agent.
- the polyol compound it is preferable to use a polyester polyol having a hydroxyl group at the side chain in addition to the hydroxyl group at the terminal of the repeating unit. Since the adhesive layer 2 is made of a polyurethane adhesive, excellent resistance to the electrolytic solution is imparted to the exterior material for an electricity storage device, and the base layer 1 is prevented from peeling off even when the electrolytic solution adhere
- the adhesive layer 2 may contain other components as long as it does not impair the adhesiveness, and may contain a colorant, a thermoplastic elastomer, a tackifier, a filler, or the like. Since the adhesive layer 2 contains the coloring agent, the exterior material for the electricity storage device can be colored. Known colorants such as pigments and dyes can be used as the colorant. Moreover, only one type of colorant may be used, or two or more types may be mixed and used.
- the type of pigment is not particularly limited as long as it does not impair the adhesiveness of the adhesive layer 2.
- the organic pigment include azo-based, phthalocyanine-based, quinacridone-based, anthraquinone-based, dioxazine-based, indigothioindigo-based, perinone-perylene-based, isoindolenin-based, benzimidazolone-based pigments, etc.
- the pigment include carbon black-based pigments, titanium oxide-based pigments, cadmium-based pigments, lead-based pigments, chromium oxide-based pigments, iron-based pigments, and other fine particles of mica (mica) and fish scale foil.
- colorants for example, carbon black is preferable in order to make the exterior material of the electricity storage device have a black appearance.
- the average particle diameter of the pigment is not particularly limited and may be, for example, about 0.05 to 5 ⁇ m, preferably about 0.08 to 2 ⁇ m.
- the average particle size of the pigment is the median size measured by a laser diffraction / scattering particle size distribution measuring device.
- the content of the pigment in the adhesive layer 2 is not particularly limited as long as the exterior material for the electricity storage device is colored, and is, for example, about 5 to 60% by mass, preferably 10 to 40% by mass.
- the thickness of the adhesive layer 2 is not particularly limited as long as the base material layer 1 and the barrier layer 3 can be bonded, but the lower limit is, for example, about 1 ⁇ m or more and about 2 ⁇ m or more, and the upper limit is about 10 ⁇ m or less. And about 5 ⁇ m or less, and a preferable range is about 1 to 10 ⁇ m, about 1 to 5 ⁇ m, about 2 to 10 ⁇ m, and about 2 to 5 ⁇ m.
- the colored layer is a layer provided between the base material layer 1 and the barrier layer 3 as needed (not shown).
- a coloring layer may be provided between the base material layer 1 and the adhesive layer 2 and between the adhesive layer 2 and the barrier layer 3. Further, a colored layer may be provided outside the base material layer 1. By providing the colored layer, the exterior material for the electricity storage device can be colored.
- the coloring layer can be formed, for example, by applying an ink containing a coloring agent to the surface of the base material layer 1, the surface of the adhesive layer 2, or the surface of the barrier layer 3.
- a coloring agent such as pigments and dyes can be used as the colorant.
- only one type of colorant may be used, or two or more types may be mixed and used.
- coloring agent contained in the coloring layer are the same as those exemplified in the section of [Adhesive layer 2].
- the barrier layer 3 is a layer that suppresses at least entry of moisture.
- the barrier layer 3 of the exterior material for an electricity storage device of the present disclosure includes the aluminum alloy foil of the present disclosure. That is, the barrier layer 3 of the exterior material for an electricity storage device of the present disclosure can be configured by the aluminum alloy foil of the present disclosure. Details of the aluminum alloy foil of the present disclosure are as described in the section “1. Aluminum alloy foil”.
- the heat-fusible resin layer 4 corresponds to the innermost layer, and the heat-fusible resin layers are heat-fused to each other during assembly of the electricity storage device to seal the electricity storage device element. It is a layer (sealant layer) that exhibits the above.
- the resin constituting the heat-fusible resin layer 4 is not particularly limited as long as it is heat-fusible, but a resin containing a polyolefin skeleton such as polyolefin or acid-modified polyolefin is preferable.
- the fact that the resin constituting the heat-fusible resin layer 4 contains a polyolefin skeleton can be analyzed by, for example, infrared spectroscopy, gas chromatography mass spectrometry, or the like. Further, when the resin forming the heat-fusible resin layer 4 is analyzed by infrared spectroscopy, it is preferable that a peak derived from maleic anhydride is detected.
- a peak derived from maleic acid is detected in the vicinity of the wave number of 1760 cm -1 and near the wave number 1780 cm -1.
- the heat-fusible resin layer 4 is a layer composed of a maleic anhydride-modified polyolefin
- a peak derived from maleic anhydride is detected when measured by infrared spectroscopy.
- the degree of acid modification is low, the peak may be too small to be detected. In that case, it can be analyzed by nuclear magnetic resonance spectroscopy.
- polystyrene resin examples include polyethylene such as low density polyethylene, medium density polyethylene, high density polyethylene, and linear low density polyethylene; ethylene- ⁇ olefin copolymers; homopolypropylene, block copolymers of polypropylene (for example, propylene and Examples thereof include polypropylene block copolymers) and polypropylene random copolymers (for example, random copolymers of propylene and ethylene); propylene- ⁇ -olefin copolymers; ethylene-butene-propylene terpolymers. Of these, polypropylene is preferred.
- the polyolefin resin is a copolymer, it may be a block copolymer or a random copolymer. These polyolefin resins may be used alone or in combination of two or more.
- the polyolefin may be a cyclic polyolefin.
- the cyclic polyolefin is a copolymer of an olefin and a cyclic monomer, and examples of the olefin constituting the cyclic polyolefin include ethylene, propylene, 4-methyl-1-pentene, styrene, butadiene and isoprene.
- the cyclic monomer which is a constituent monomer of the cyclic polyolefin include cyclic alkenes such as norbornene; cyclic dienes such as cyclopentadiene, dicyclopentadiene, cyclohexadiene and norbornadiene. Among these, cyclic alkenes are preferable, and norbornene is more preferable.
- Acid-modified polyolefin is a polymer modified by block or graft polymerization of polyolefin with an acid component.
- the acid-modified polyolefin the above-mentioned polyolefin, a copolymer obtained by copolymerizing the above-mentioned polyolefin with a polar molecule such as acrylic acid or methacrylic acid, or a polymer such as a cross-linked polyolefin can be used.
- the acid component used for acid modification include carboxylic acids such as maleic acid, acrylic acid, itaconic acid, crotonic acid, maleic anhydride, and itaconic anhydride, or anhydrides thereof.
- the acid-modified polyolefin may be an acid-modified cyclic polyolefin.
- the acid-modified cyclic polyolefin is a polymer obtained by copolymerizing some of the monomers constituting the cyclic polyolefin instead of the acid component, or by block-polymerizing or graft-polymerizing the acid component with respect to the cyclic polyolefin. is there.
- the acid-modified cyclic polyolefin is the same as described above.
- the acid component used for the acid modification is the same as the acid component used for the modification of the polyolefin.
- Preferred acid-modified polyolefins include polyolefins modified with carboxylic acids or their anhydrides, polypropylene modified with carboxylic acids or their anhydrides, maleic anhydride-modified polyolefins, maleic anhydride-modified polypropylenes.
- the heat-fusible resin layer 4 may be formed of one type of resin alone, or may be formed of a blend polymer in which two or more types of resins are combined. Furthermore, the heat-fusible resin layer 4 may be formed of only one layer, but may be formed of two or more layers of the same or different resin.
- the heat-fusible resin layer 4 may contain a lubricant and the like, if necessary.
- a lubricant When the heat-fusible resin layer 4 contains a lubricant, the formability of the exterior material for an electricity storage device can be improved.
- the lubricant is not particularly limited, and known lubricants can be used.
- the lubricant may be used alone or in combination of two or more.
- the lubricant is not particularly limited, but an amide lubricant is preferable. Specific examples of the lubricant include those exemplified for the base material layer 1. The lubricant may be used alone or in combination of two or more.
- a lubricant is present on the surface of the heat-fusible resin layer 4, its amount is not particularly limited, but from the viewpoint of enhancing the moldability of the electronic packaging material, it is preferably about 10 to 50 mg / m 2 . More preferably, it is about 15 to 40 mg / m 2 .
- the lubricant present on the surface of the heat-fusible resin layer 4 may be one in which the lubricant contained in the resin constituting the heat-fusible resin layer 4 is exuded, or the lubricant of the heat-fusible resin layer 4
- the surface may be coated with a lubricant.
- the thickness of the heat-fusible resin layer 4 is not particularly limited as long as the heat-fusible resin layers have a function of heat-sealing each other and sealing the electricity storage device element, but for example, about 100 ⁇ m or less, preferably The thickness is about 85 ⁇ m or less, more preferably about 15 to 85 ⁇ m.
- the thickness of the heat-fusible resin layer 4 is preferably about 85 ⁇ m or less, more preferably about 15 to 45 ⁇ m.
- the thickness of the heat-fusible resin layer 4 is preferably about 20 ⁇ m or more, more preferably 35 to 85 ⁇ m. The degree can be mentioned.
- the heat-fusion is also performed. Accordingly, from the viewpoint of exhibiting a still higher sealing strength, by the following method, in the case of measuring the temperature difference between T 1 and the temperature difference T 2, obtained by dividing the temperature difference T 2 at a temperature difference T 1 value ( The ratio T 2 / T 1 ) is, for example, 0.55 or more, and more preferably 0.60 or more.
- the change in the width between the start point (extrapolated melting start temperature) and the end point (extrapolated melting end temperature) of the melting peak before and after is small (see the schematic diagram of FIG. 15). That is, the value of T 2 is usually less than or equal to the value of T 1 .
- the reason for the large change in the width of the extrapolation melting start temperature and the extrapolation melting end temperature of the melting peak is that the low molecular weight resin contained in the resin that constitutes the heat-fusible resin layer contacts the electrolytic solution.
- the width of the extrapolation melting start temperature and the extrapolation melting end temperature of the melting peak of the heat-fusible resin layer after contact with the electrolyte solution is Then, it becomes small.
- the proportion of low molecular weight resin contained in the resin constituting the heat-fusible resin layer There is a method of adjusting.
- a differential scanning calorimetry is used to obtain a DSC curve for the resin used for the heat-fusible resin layer of each of the above-mentioned outer casings for electricity storage devices. From the obtained DSC curve, the temperature difference T 1 between the extrapolation melting start temperature and the extrapolation melting end temperature of the melting peak temperature of the heat-fusible resin layer is measured.
- the resin used for the heat-fusible resin layer has a lithium hexafluorophosphate concentration of 1 mol / l and a volume ratio of ethylene carbonate, diethyl carbonate and dimethyl carbonate of 1: 1: After allowing it to stand in the electrolytic solution which is the solution of No. 1 for 72 hours, it is sufficiently dried.
- a differential scanning calorimetry (DSC) is used to obtain a DSC curve for the dried polypropylene.
- the temperature difference T 2 between the extrapolation melting start temperature and the extrapolation melting end temperature of the melting peak temperature of the heat-fusible resin layer after drying is measured from the obtained DSC curve.
- the test sample was held at ⁇ 50 ° C. for 10 minutes, then heated up to 200 ° C. at a heating rate of 10 ° C./minute (first time), held at 200 ° C. for 10 minutes, and then cooled down.
- the temperature was lowered to ⁇ 50 ° C. at ⁇ 10 ° C./min, the temperature was kept at ⁇ 50 ° C. for 10 minutes, then the temperature was raised to 200 ° C. at a temperature rising rate of 10 ° C./min (second time), and the temperature was kept at 200 ° C. for 10 minutes.
- the DSC curve when heating up to 200 ° C. for the second time is used. Further, when measuring the temperature difference T 1 and the temperature difference T 2 , of the melting peaks appearing in the range of 120 to 160 ° C. in the respective DSC curves, the melting peak with the largest difference in the input of heat energy is analyzed. To do. Even if there are two or more peaks that overlap each other, only the melting peak that maximizes the difference in heat energy input is analyzed.
- the extrapolation melting start temperature means the starting point of the melting peak temperature, and the melting point that maximizes the difference between the straight line extending the low temperature (65 to 75 ° C) side baseline to the high temperature side and the input of heat energy
- the temperature at the intersection of the curve on the low temperature side of the peak and the tangent line drawn at the point where the slope is maximum is used.
- the extrapolation melting end temperature means the end point of the melting peak temperature, and the high temperature side of the melting peak where the difference in the input of thermal energy is the maximum from the straight line extending the high temperature (170 ° C) side baseline to the low temperature side.
- the heat-fusible resin layer is heat-melted in a state where the heat-fusible resin layer is in contact with the electrolytic solution in a high temperature environment and the electrolytic solution is attached to the heat-fusible resin layer.
- the value (ratio T 2 / T 1 ) obtained by dividing the temperature difference T 2 by the temperature difference T 1 from the viewpoint of exerting even higher seal strength by heat fusion even when attached is as follows: For example, 0.55 or more, preferably 0.60 or more, more preferably 0.70 or more, still more preferably 0.75 or more, and a preferable range is about 0.55 to 1.0, 0.60 to For example, about 1.0, about 0.70 to 1.0, about 0.75 to 1.0.
- the upper limit is 1.0, for example. In order to set such a ratio T 2 / T 1 , for example, the type, composition, molecular weight, etc. of the resin constituting the heat-fusible resin layer 4 are adjusted.
- of the temperature difference T 2 and the temperature difference T 1 is, for example, about 15 ° C. or less, preferably about 10 ° C.
- the temperature is below, more preferably about 8 ° C. or lower, still more preferably about 7.5 ° C.
- the preferable range is about 0 to 15 ° C., about 0 to 10 ° C., about 0 to 8 ° C., 0 to 7. 5 ° C, 1-15 ° C, 1-10 ° C, 1-8 ° C, 1-7.5 ° C, 2-15 ° C, 2-10 ° C, 2-8 ° C, 2-
- the temperature is about 7.5 ° C., about 5 to 15 ° C., about 5 to 10 ° C., about 5 to 8 ° C., about 5 to 7.5 ° C.
- is, for example, 0 ° C., 1 ° C., 2 ° C., 5 ° C. In order to set the absolute value of the difference to
- the temperature difference T 1 is preferably about 29 to 38 ° C, more preferably about 32 to 36 ° C.
- the temperature difference T 2 is preferably about 17 to 30 ° C, more preferably about 26 to 29 ° C. In order to set such temperature differences T 1 and T 2 , for example, the type, composition, molecular weight, etc. of the resin forming the heat-fusible resin layer 4 are adjusted.
- the adhesive layer 5 is provided between the barrier layer 3 (or the corrosion resistant film) and the heat-fusible resin layer 4 as needed in order to firmly bond them. It is a layer.
- the adhesive layer 5 is formed of a resin that can bond the barrier layer 3 and the heat-fusible resin layer 4.
- the resin used for forming the adhesive layer 5 for example, the same resins as those exemplified for the adhesive layer 2 can be used.
- the resin used to form the adhesive layer 5 preferably contains a polyolefin skeleton, and examples thereof include the polyolefins and the acid-modified polyolefins described above as examples of the heat-fusible resin layer 4.
- the fact that the resin constituting the adhesive layer 5 contains a polyolefin skeleton can be analyzed by, for example, infrared spectroscopy, gas chromatography mass spectrometry, etc., and the analysis method is not particularly limited.
- the resin constituting the adhesive layer 5 is analyzed by infrared spectroscopy, it is preferable to detect a peak derived from maleic anhydride.
- a peak derived from maleic acid is detected in the vicinity of the wave number of 1760 cm -1 and near the wave number 1780 cm -1.
- the degree of acid modification is low, the peak may be too small to be detected. In that case, it can be analyzed by nuclear magnetic resonance spectroscopy.
- the adhesive layer 5 preferably contains an acid-modified polyolefin.
- an acid-modified polyolefin a polyolefin modified with a carboxylic acid or an anhydride thereof, a polypropylene modified with a carboxylic acid or an anhydride thereof, a maleic anhydride modified polyolefin, and a maleic anhydride modified polypropylene are particularly preferable.
- the adhesive layer 5 is a resin composition containing an acid-modified polyolefin and a curing agent. It is more preferable that the cured product is.
- Preferred examples of the acid-modified polyolefin include those mentioned above.
- the adhesive layer 5 is a cured product of a resin composition containing an acid-modified polyolefin and at least one selected from the group consisting of a compound having an isocyanate group, a compound having an oxazoline group, and a compound having an epoxy group. It is preferable that the cured product is a resin composition containing an acid-modified polyolefin and at least one selected from the group consisting of a compound having an isocyanate group and a compound having an epoxy group.
- the adhesive layer 5 preferably contains at least one selected from the group consisting of polyurethane, polyester, and epoxy resin, and more preferably contains polyurethane and epoxy resin.
- the polyester for example, an amide ester resin is preferable.
- the amide ester resin is generally produced by the reaction of a carboxyl group and an oxazoline group.
- the adhesive layer 5 is more preferably a cured product of a resin composition containing at least one of these resins and the acid-modified polyolefin.
- unreacted compounds such as a compound having an isocyanate group, a compound having an oxazoline group, and a curing agent such as an epoxy resin remain in the adhesive layer 5, the presence of the unreacted substance is determined by, for example, infrared spectroscopy, It can be confirmed by a method selected from Raman spectroscopy, time-of-flight secondary ion mass spectrometry (TOF-SIMS), and the like.
- the adhesive layer 5 is at least selected from the group consisting of an oxygen atom, a heterocycle, a C ⁇ N bond, and a C—O—C bond. It is preferably a cured product of a resin composition containing one type of curing agent.
- the curing agent having a heterocycle include a curing agent having an oxazoline group and a curing agent having an epoxy group.
- examples of the curing agent having a C—O—C bond include a curing agent having an oxazoline group, a curing agent having an epoxy group, and polyurethane.
- the fact that the adhesive layer 5 is a cured product of a resin composition containing these curing agents means, for example, gas chromatography mass spectrometry (GCMS), infrared spectroscopy (IR), time-of-flight secondary ion mass spectrometry (TOF). -SIMS), X-ray photoelectron spectroscopy (XPS) and the like.
- GCMS gas chromatography mass spectrometry
- IR infrared spectroscopy
- TOF time-of-flight secondary ion mass spectrometry
- -SIMS X-ray photoelectron spectroscopy
- the compound having an isocyanate group is not particularly limited, but from the viewpoint of effectively enhancing the adhesiveness between the barrier layer 3 and the adhesive layer 5, a polyfunctional isocyanate compound is preferable.
- the polyfunctional isocyanate compound is not particularly limited as long as it is a compound having two or more isocyanate groups.
- Specific examples of the polyfunctional isocyanate-based curing agent include pentane diisocyanate (PDI), isophorone diisocyanate (IPDI), hexamethylene diisocyanate (HDI), tolylene diisocyanate (TDI), diphenylmethane diisocyanate (MDI), and polymerization or nurate thereof. And the like, and their mixtures and copolymers with other polymers. Moreover, an adduct body, a burette body, an isocyanurate body, etc. are mentioned.
- the content of the compound having an isocyanate group in the adhesive layer 5 is preferably in the range of 0.1 to 50% by mass, and 0.5 to 40% by mass in the resin composition constituting the adhesive layer 5. It is more preferable to be in the range. Thereby, the adhesiveness between the barrier layer 3 and the adhesive layer 5 can be effectively enhanced.
- the compound having an oxazoline group is not particularly limited as long as it is a compound having an oxazoline skeleton.
- Specific examples of the compound having an oxazoline group include those having a polystyrene main chain and those having an acrylic main chain. Examples of commercially available products include Epocros series manufactured by Nippon Shokubai Co., Ltd.
- the proportion of the compound having an oxazoline group in the adhesive layer 5 is preferably in the range of 0.1 to 50% by mass, and in the range of 0.5 to 40% by mass in the resin composition constituting the adhesive layer 5. Is more preferable. Thereby, the adhesiveness between the barrier layer 3 and the adhesive layer 5 can be effectively enhanced.
- Examples of compounds having an epoxy group include epoxy resins.
- the epoxy resin is not particularly limited as long as it is a resin that can form a crosslinked structure by an epoxy group existing in the molecule, and a known epoxy resin can be used.
- the weight average molecular weight of the epoxy resin is preferably about 50 to 2000, more preferably about 100 to 1000, and further preferably about 200 to 800.
- the weight average molecular weight of the epoxy resin is a value measured by gel permeation chromatography (GPC), which is measured under the condition that polystyrene is used as a standard sample.
- the epoxy resin examples include a glycidyl ether derivative of trimethylolpropane, bisphenol A diglycidyl ether, modified bisphenol A diglycidyl ether, novolac glycidyl ether, glycerin polyglycidyl ether, and polyglycerin polyglycidyl ether.
- the epoxy resin may be used alone or in combination of two or more.
- the proportion of the epoxy resin in the adhesive layer 5 is preferably in the range of 0.1 to 50% by mass, and in the range of 0.5 to 40% by mass in the resin composition constituting the adhesive layer 5. Is more preferable. Thereby, the adhesiveness between the barrier layer 3 and the adhesive layer 5 can be effectively enhanced.
- the polyurethane is not particularly limited, and known polyurethane can be used.
- the adhesive layer 5 may be, for example, a cured product of two-component curing type polyurethane.
- the proportion of polyurethane in the adhesive layer 5 is preferably in the range of 0.1 to 50% by mass, and more preferably in the range of 0.5 to 40% by mass in the resin composition constituting the adhesive layer 5. More preferable. Thereby, the adhesiveness between the barrier layer 3 and the adhesive layer 5 can be effectively enhanced in an atmosphere in which a component such as an electrolytic solution that induces corrosion of the barrier layer exists.
- the adhesive layer 5 is a cured product of a resin composition containing at least one selected from the group consisting of a compound having an isocyanate group, a compound having an oxazoline group, and an epoxy resin, and the acid-modified polyolefin.
- the acid-modified polyolefin functions as a main agent, and the compound having an isocyanate group, the compound having an oxazoline group, and the compound having an epoxy group each function as a curing agent.
- the upper limit of the thickness of the adhesive layer 5 is preferably about 50 ⁇ m or less, about 40 ⁇ m or less, about 30 ⁇ m or less, about 20 ⁇ m or less, about 5 ⁇ m or less, and the lower limit is preferably about 0.1 ⁇ m or more.
- the thickness range is preferably about 0.1 to 50 ⁇ m, about 0.1 to 40 ⁇ m, about 0.1 to 30 ⁇ m, about 0.1 to 20 ⁇ m, 0. .About.1 to 5 ⁇ m, about 0.5 to 50 ⁇ m, about 0.5 to 40 ⁇ m, about 0.5 to 30 ⁇ m, about 0.5 to 20 ⁇ m, about 0.5 to 5 ⁇ m.
- the adhesive exemplified in the adhesive layer 2 or a cured product of an acid-modified polyolefin and a curing agent it is preferably about 1 to 10 ⁇ m, more preferably about 1 to 5 ⁇ m.
- the resin exemplified for the heat-fusible resin layer 4 it is preferably about 2 to 50 ⁇ m, more preferably about 10 to 40 ⁇ m.
- the adhesive layer 5 is a cured product of the adhesive exemplified in the adhesive layer 2 or a resin composition containing an acid-modified polyolefin and a curing agent, for example, the resin composition is applied and cured by heating or the like. As a result, the adhesive layer 5 can be formed.
- the heat-fusible resin layer 4 and the adhesive layer 5 can be formed by extrusion molding, for example.
- the adhesive layer 5 has a logarithmic decrement ⁇ E at 120 ° C. in a rigid pendulum measurement of, for example, 0.50 or less, 0.40 or less, 0.30 or less, 0.26 or less, 0. It is preferably 0.22 or less, and more preferably 0.20 or less.
- the logarithmic decay rate ⁇ E at 120 ° C. is, for example, 0.50 or less, 0.40 or less, 0.30 or less, 0.22 or less, 0.26 or less, and further 0.20 or less.
- the logarithmic decrement at 120 ° C in the rigid pendulum measurement is an index showing the hardness of the resin in a high temperature environment of 120 ° C, and the smaller the logarithmic decrement, the higher the resin hardness.
- the damping rate of the pendulum when the temperature of the resin is raised from a low temperature to a high temperature is measured.
- the edge portion is brought into contact with the surface of the measurement target object, and the pendulum movement is performed in the left-right direction to impart vibration to the measurement target object.
- the adhesive layer 5 is, for example, 0.50 or less, 0.40 or less, 0.30 or less, 0.26 or less, 0.22 or less, and further 0.
- ⁇ E [ln (A1 / A2) + ln (A2 / A3) + ... ln (An / An + 1)] / n A: amplitude n: wave number
- the logarithmic attenuation rate ⁇ E at 120 ° C. is, for example, about 0.10 to 0.50, about 0.10 to 0.40, about 0.10 to 0.30, and preferably 0.10 to 0.26.
- the degree is about 0.10 to 0.22, preferably about 0.10 to 0.20, and more preferably about 0.10 to 0.16.
- the type, composition, molecular weight, etc. of the resin forming the adhesive layer 5 are adjusted.
- the exterior material for an electricity storage device was immersed in 15% hydrochloric acid to dissolve the base material layer and the aluminum alloy foil, and only the adhesive layer and the heat-fusible resin layer were formed. Dry the resulting sample sufficiently and use it as the measurement target.
- the exterior material for an electricity storage device is acquired from the electricity storage device and the logarithmic attenuation rate ⁇ E of the adhesive layer 5 is measured, a sample is cut out from the top surface portion where the exterior material for the electricity storage device is not stretched by molding and is used as a measurement target.
- the heat-fusible resin layers of the laminate constituting the exterior material for an electricity storage device are opposed to each other, and the temperature is 190 ° C., the surface pressure is 0.5 MPa, and the time is 3 seconds.
- the residual ratio of the thickness of the adhesive layer is preferably 70% or more, more preferably 80% or more, and the preferable range is 70 to 95%, 80 to 95% is mentioned.
- the upper limit of the remaining ratio of the thickness is about 95%, for example.
- the remaining ratio of the thickness is a value measured by the following method. In order to set the remaining ratio of the thickness, for example, the type, composition, molecular weight, etc. of the resin forming the adhesive layer 5 are adjusted.
- a test sample is prepared by cutting the exterior material for an electricity storage device into a length of 150 mm and a width of 60 mm. Next, the heat-fusible resin layers of the test sample are made to face each other. Then, in that state, using a metal plate having a width of 7 mm, heat and pressure were applied from both sides of the test sample in the laminating direction at a temperature of 190 ° C., a surface pressure of 0.5 MPa, and a time of 3 seconds to perform heat fusion. The heat-resistant resin layers are fused with each other.
- the heat-fused portion of the test sample is cut in the stacking direction using a microtome, and the thickness of the adhesive layer is measured on the exposed cross section.
- the test sample before heat fusion is cut in the stacking direction using a microtome, and the thickness of the adhesive layer is measured on the exposed cross section.
- the ratio of the thickness of the adhesive layer after thermal fusion to the thickness of the adhesive layer before thermal fusion is calculated, and the residual ratio (%) of the thickness of the adhesive layer is measured.
- the thickness of the adhesive layer is measured in the vicinity of the end of the exterior material for an electricity storage device, where the thickness is constant.
- an exterior material for an electricity storage device is obtained from an electricity storage device and the remaining ratio of the thickness of the adhesive layer 5 is measured, a sample is cut out from the top surface portion where the exterior material for the electricity storage device is not stretched by molding and is used as a measurement target. .
- the logarithmic decrement ⁇ E of the adhesive layer 5 can be adjusted by, for example, the melt mass flow rate (MFR) of the resin forming the adhesive layer 5, the molecular weight, the melting point, the softening point, the molecular weight distribution, and the crystallinity.
- MFR melt mass flow rate
- the exterior material for an electricity storage device of the present disclosure is, if necessary, on the base material layer 1 (base material layer 1 for the purpose of at least one of improvement in designability, electrolytic solution resistance, scratch resistance, moldability, etc.).
- the surface coating layer 6 may be provided on the side opposite to the barrier layer 3).
- the surface coating layer 6 is a layer located on the outermost layer side of the exterior material for an electricity storage device when the electricity storage device is assembled using the exterior material for an electricity storage device.
- the surface coating layer 6 can be formed of a resin such as polyvinylidene chloride, polyester, polyurethane, acrylic resin, or epoxy resin.
- the resin forming the surface coating layer 6 is a curable resin
- the resin may be either a one-component curing type or a two-component curing type, but is preferably a two-component curing type.
- the two-component curing type resin include two-component curing type polyurethane, two-component curing type polyester, and two-component curing type epoxy resin. Among these, two-component curing type polyurethane is preferable.
- the two-component curing type polyurethane includes, for example, a polyurethane containing a base compound containing a polyol compound and a curing agent containing an isocyanate compound.
- a polyurethane containing a base compound containing a polyol compound and a curing agent containing an isocyanate compound.
- Preferred is a two-component curing type polyurethane having a polyol such as a polyester polyol, a polyether polyol, and an acrylic polyol as a main agent and an aromatic or aliphatic polyisocyanate as a curing agent.
- the polyol compound it is preferable to use a polyester polyol having a hydroxyl group at the side chain in addition to the hydroxyl group at the terminal of the repeating unit. Since the surface coating layer 6 is formed of polyurethane, excellent electrolytic solution resistance is imparted to the exterior material for an electricity storage device.
- the surface coating layer 6 is provided on at least one of the surface and the inside of the surface coating layer 6 depending on the surface coating layer 6 and the functionality to be provided on the surface thereof, if necessary, and the above-mentioned lubricant or anti-reflective agent. It may contain additives such as a blocking agent, a matting agent, a flame retardant, an antioxidant, a tackifier, and an antistatic agent. Examples of the additive include fine particles having an average particle diameter of about 0.5 nm to 5 ⁇ m. The average particle diameter of the additive is a median diameter measured by a laser diffraction / scattering type particle diameter distribution measuring device.
- the additive may be an inorganic substance or an organic substance.
- the shape of the additive is not particularly limited, and examples thereof include spherical shape, fibrous shape, plate shape, amorphous shape, and scale shape.
- the additive include talc, silica, graphite, kaolin, montmorillonite, mica, hydrotalcite, silica gel, zeolite, aluminum hydroxide, magnesium hydroxide, zinc oxide, magnesium oxide, aluminum oxide, neodymium oxide, antimony oxide.
- Titanium oxide, cerium oxide, calcium sulfate, barium sulfate, calcium carbonate, calcium silicate, lithium carbonate, calcium benzoate, calcium oxalate, magnesium stearate, alumina, carbon black, carbon nanotubes, high melting point nylon, acrylate resin examples include crosslinked acrylic, crosslinked styrene, crosslinked polyethylene, benzoguanamine, gold, aluminum, copper and nickel.
- the additives may be used alone or in combination of two or more.
- silica, barium sulfate and titanium oxide are preferable from the viewpoint of dispersion stability and cost.
- the additives may be subjected to various surface treatments such as insulation treatment and high dispersibility treatment on the surface.
- the method of forming the surface coating layer 6 is not particularly limited, and examples thereof include a method of applying a resin forming the surface coating layer 6.
- a resin mixed with the additive may be applied.
- the thickness of the surface coating layer 6 is not particularly limited as long as it exhibits the above-mentioned functions as the surface coating layer 6, and is, for example, about 0.5 to 10 ⁇ m, preferably about 1 to 5 ⁇ m.
- Method for manufacturing exterior material for power storage device is not particularly limited as long as a laminate in which each layer of the exterior material for power storage device of the present disclosure is laminated is obtained, and at least a base material.
- the method includes a step of laminating the layer 1, the barrier layer 3, and the heat-fusible resin layer 4 in this order.
- the aluminum alloy foil of the present disclosure can be used as the barrier layer 3.
- laminated body A a laminated body in which the base material layer 1, the adhesive layer 2, and the barrier layer 3 are laminated in order
- laminate A is formed by applying an adhesive used for forming the adhesive layer 2 on the base material layer 1 or on the barrier layer 3 whose surface has been subjected to chemical conversion treatment, if necessary, by a gravure coating method. This can be performed by a dry laminating method in which the barrier layer 3 or the base material layer 1 is laminated and the adhesive layer 2 is cured after being applied and dried by a coating method such as a roll coating method.
- the heat-fusible resin layer 4 is laminated on the barrier layer 3 of the laminate A.
- the heat-fusible resin layer 4 is directly laminated on the barrier layer 3
- the heat-fusible resin layer 4 is laminated on the barrier layer 3 of the laminate A by a method such as a thermal laminating method or an extrusion laminating method. do it.
- the adhesive layer 5 is provided between the barrier layer 3 and the heat-fusible resin layer 4, for example, (1) the adhesive layer 5 and the heat-fusible resin layer are provided on the barrier layer 3 of the laminate A.
- Method of laminating by extruding 4 (coextrusion laminating method, tandem laminating method), (2) Separately, a laminated body in which the adhesive layer 5 and the heat-fusible resin layer 4 are laminated is formed, and the laminated body A By a thermal lamination method, or by forming a laminated body in which the adhesive layer 5 is laminated on the barrier layer 3 of the laminated body A, and by using the thermal fusion bonding resin layer 4 and the thermal lamination method.
- Method of Laminating (3) While pouring the melted adhesive layer 5 between the barrier layer 3 of the laminate A and the heat-fusible resin layer 4 which is formed into a sheet in advance, the adhesive layer 5 is interposed.
- Method for laminating the laminate A and the heat-fusible resin layer 4 (sandwich lamine (4), (4) the barrier layer 3 of the laminate A is laminated by a solution coating method for forming an adhesive layer 5 with an adhesive, followed by drying, or a baking method. Examples thereof include a method of laminating the heat-fusible resin layer 4 which is previously formed into a sheet shape on the above.
- the surface coating layer 6 When the surface coating layer 6 is provided, the surface coating layer 6 is laminated on the surface of the base material layer 1 opposite to the barrier layer 3.
- the surface coating layer 6 can be formed, for example, by applying the above-mentioned resin forming the surface coating layer 6 to the surface of the base material layer 1.
- the order of the step of laminating the barrier layer 3 on the surface of the base material layer 1 and the step of laminating the surface coating layer 6 on the surface of the base material layer 1 is not particularly limited.
- the barrier layer 3 may be formed on the surface of the base material layer 1 opposite to the surface coating layer 6.
- a laminate including the functional resin layer 4 in this order is formed, it may be further subjected to a heat treatment in order to strengthen the adhesiveness of the adhesive layer 2 and the adhesive layer 5 provided as necessary.
- each layer constituting the laminate may be subjected to surface activation treatment such as corona treatment, blast treatment, oxidation treatment, or ozone treatment, if necessary, to improve the processability.
- surface activation treatment such as corona treatment, blast treatment, oxidation treatment, or ozone treatment, if necessary, to improve the processability.
- corona treatment on the surface of the base material layer 1 opposite to the barrier layer 3, it is possible to improve the printability of the ink on the surface of the base material layer 1.
- the exterior material for an energy storage device is used for a package for hermetically housing an energy storage device element such as a positive electrode, a negative electrode, and an electrolyte. That is, an electricity storage device can be prepared by accommodating an electricity storage device element including at least a positive electrode, a negative electrode, and an electrolyte in a package formed of the electricity storage device exterior material of the present disclosure.
- an electricity storage device element having at least a positive electrode, a negative electrode, and an electrolyte
- in the exterior material for an electricity storage device of the present disclosure in a state in which metal terminals connected to each of the positive electrode and the negative electrode are projected outward.
- a flange portion a region where the heat-fusible resin layers are in contact with each other
- heat-seal and seal the heat-fusible resin layers of the flange portion is provided.
- the heat-fusible resin portion of the electricity storage device exterior material of the present disclosure is inside (a surface that contacts the electricity storage device element). ), And a package is formed.
- the exterior material for an electricity storage device of the present disclosure can be suitably used for an electricity storage device such as a battery (including a capacitor, a capacitor, etc.). Further, the exterior material for an electricity storage device of the present disclosure may be used in either a primary battery or a secondary battery, but is preferably a secondary battery.
- the type of secondary battery to which the exterior material for an electricity storage device of the present disclosure is applied is not particularly limited, and examples thereof include a lithium ion battery, a lithium ion polymer battery, an all-solid-state battery, a lead storage battery, a nickel-hydrogen storage battery, and a nickel-hydrogen storage battery.
- Examples thereof include a cadmium storage battery, a nickel / iron storage battery, a nickel / zinc storage battery, a silver oxide / zinc storage battery, a metal-air battery, a polyvalent cation battery, a capacitor and a capacitor.
- a cadmium storage battery a nickel / iron storage battery, a nickel / zinc storage battery, a silver oxide / zinc storage battery, a metal-air battery, a polyvalent cation battery, a capacitor and a capacitor.
- lithium ion batteries and lithium ion polymer batteries are mentioned as suitable targets to which the exterior material for an electricity storage device of the present disclosure is applied.
- Example 1 ⁇ Manufacture of aluminum alloy foil> Using an aluminum alloy consisting of Mn 0.10 mass%, Mg 2.20 mass%, Fe 0.40 mass%, Cu 0.10 mass%, Si 0.00 mass%, Cr 0.00 mass%, Zn 0.00 mass% and the balance of Al. In the same manner as the known aluminum alloy manufacturing method, a 40 ⁇ m thick aluminum alloy foil was obtained through the steps of melting, homogenizing treatment, hot rolling, cold rolling, intermediate annealing, cold rolling, and final annealing. The obtained aluminum alloy foil has the composition described in Example 1 in Table 1. The manufacturing conditions of the aluminum alloy foil can be referred to, for example, the description in JP-A-2005-163077.
- a two-component curing type is used on one surface of an aluminum alloy foil having a corrosion resistant film (acid resistant film (a film formed by chromate treatment and a chromium content of 30 mg / m 2 )) formed on both surfaces.
- a urethane adhesive (polyol compound and aromatic isocyanate compound) was applied to form an adhesive layer (thickness 3 ⁇ m after curing) on the aluminum alloy foil.
- aging treatment was carried out to produce a laminate of base material layer / adhesive layer / barrier layer.
- the obtained laminate is aged and heated to give a polyethylene terephthalate film (12 ⁇ m) / adhesive layer (3 ⁇ m) / biaxially stretched nylon film (15 ⁇ m) / adhesive layer (3 ⁇ m) / barrier layer ( 40 ⁇ m) / adhesive layer (40 ⁇ m) / heat-fusible resin layer (40 ⁇ m) were laminated in this order to obtain a packaging material for an electricity storage device.
- the maleic anhydride-modified polypropylene used for the adhesive layer was different, and the logarithmic decrement ⁇ E at 120 ° C. (using a rigid pendulum type physical property tester shown in Table 3) was used. (Measured value).
- the heat-fusible resin layer is a melting peak of the heat-fusible resin layer, which is measured by the method described below by adjusting the amount of the low molecular weight component in polypropylene. The value (T 2 / T 1 ) obtained by dividing the temperature difference T 2 between the temperature start point (extrapolated melting start temperature) and the end point (extrapolated melting end temperature) by the temperature difference T 1 is adjusted. ing.
- Erucamide was present as a lubricant on both sides of the exterior material for the electricity storage device to form a lubricant layer. The same applies to the following examples and comparative examples.
- Example 2 The composition of the aluminum alloy foil is 0.17 mass% Mn, 0.20 mass% Mg, 0.09 mass% Fe, 0.00 mass% Cu, 0.00 mass% Si, 0.00 mass% Cr, 0.00 mass% Zn, and the balance of Al.
- An outer casing material for an electricity storage device was obtained in the same manner as in Example 1 except for the above.
- composition of the aluminum alloy foil is Mn 0.00 mass%, Mg 0.00 mass%, Fe 1.20 mass%, Cu 0.05 mass%, Si 0.00 mass%, Cr 0.00 mass%, Zn 0.00 mass%, balance Al.
- An outer casing material for an electricity storage device was obtained in the same manner as in Example 1 except for the above.
- composition of the aluminum alloy foil is Mn 0.16% by mass, Mg 0.10% by mass, Fe 0.09% by mass, Cu 0.00% by mass, Si 0.00% by mass, Cr 0.00% by mass, Zn 0.00% by mass, balance Al.
- An outer casing material for an electricity storage device was obtained in the same manner as in Example 1 except for the above.
- the evaluation of the corrosion resistance in the test sample is performed at the cross portion formed by the bent line in the width direction and the bent line in the length direction of the exterior material, and the end portion of the test sample that is not immersed in the electrolytic solution is the working electrode.
- the aluminum alloy foil was exposed for connection.
- the test sample exterior material was set as a working electrode and metallic lithium Li (diameter 15 mm ⁇ thickness 0.35 mm) was set as a counter electrode, and an electrolyte solution X (1 mol / l LiPF 6 and , Mixed with ethylene carbonate, diethyl carbonate and dimethyl carbonate (volume ratio 1: 1: 1). In this state, under a 20 ° C.
- the aluminum alloy foils of Examples 1 and 2 have Mg contents of 2.20% by mass and 0.20% by mass, and as shown in Table 2, the total charge in the corrosion resistance evaluation is -6. It is as small as 6 ⁇ 10 3 C and ⁇ 9.2 ⁇ 10 3 C, and it can be seen that the corrosion when electric current is generated with the electrolytic solution adhered is effectively suppressed. Since the corroded portions are very small in the microscope images (FIGS. 5 and 6) of the bent intersection points of the exterior materials after the corrosion resistance evaluations of Examples 1 and 2, the corrosion images of Examples 1 and 2 are also shown. It can be seen that the exterior material is effectively suppressed from corrosion when energization occurs with the electrolytic solution attached.
- the outer packaging material for an electricity storage device of Example 1 and Example 2 obtained above was cut into a rectangle having a width (TD: Transverse Direction) of 15 mm x a length (MD: Machine Direction) of 150 mm, and a test sample (for an electricity storage device).
- the exterior material was used as 10).
- the MD of the exterior material for an electricity storage device corresponds to the rolling direction (RD) of the aluminum alloy foil
- the TD of the exterior material for an electricity storage device corresponds to the TD of the aluminum alloy foil. (RD) can be determined by the rolling pattern.
- the MD of the exterior material for an electricity storage device cannot be specified due to the rolled grain of the aluminum alloy foil, it can be specified by the following method.
- the sea-island structure is observed by observing the cross section of the heat-fusible resin layer of the exterior material for an electricity storage device with an electron microscope, and the The direction parallel to the cross section in which the average diameter of the island shape in the direction is maximum can be determined as MD.
- the angle in the longitudinal direction of the heat-fusible resin layer is changed by 10 degrees from the direction parallel to the longitudinal cross section, and each angle is changed to the direction perpendicular to the longitudinal cross section.
- the cross-sections are observed with electron micrographs to confirm the sea-island structure.
- the shape of each individual island is observed in each cross section.
- a straight line distance connecting the leftmost end in the direction perpendicular to the thickness direction of the heat-fusible resin layer and the rightmost end in the vertical direction is defined as a diameter y.
- the average of the top 20 diameters y in the descending order of the diameter y of the island shape is calculated.
- the direction parallel to the cross section in which the average of the diameter y of the island shape is the largest is determined as MD.
- FIG. 13 shows a schematic diagram for explaining the method of measuring the logarithmic decrement ⁇ E by the rigid pendulum measurement.
- FRB-100 is used for the frame of the pendulum 30
- RBP-060 is used for the cylindrical cylinder edge 30a at the edge, and cold heat is applied.
- CHB-100, a vibration displacement detector 32, and a weight 33 were used for the block 31, and the initial amplitude was set to 0.3 degree.
- the measurement surface (adhesive layer) of the test sample is placed on the cooling / heating block 31 so that the axial direction of the cylindrical cylinder edge 30a with the pendulum 30 is orthogonal to the MD direction of the test sample on the measurement surface. installed. Further, in order to prevent the test sample from floating and warping during the measurement, a tape was attached to a portion of the test sample that does not affect the measurement result and fixed on the cooling / heating block 31. The cylindrical cylinder edge 30a was brought into contact with the surface of the adhesive layer. Next, the cooling block 31 was used to measure the logarithmic decay rate ⁇ E of the adhesive layer in the temperature range of 30 ° C. to 200 ° C. at a temperature rising rate of 3 ° C./min.
- Example 1 and Example obtained above were used.
- the exterior material for an electricity storage device of Example 2 was dipped in 15% hydrochloric acid to dissolve the base material layer and the aluminum alloy foil, and the test sample including only the adhesive layer and the heat-fusible resin layer was sufficiently dried to give a logarithm.
- the attenuation rate ⁇ E was measured. Table 3 shows the logarithmic decay rate ⁇ E at 120 ° C., respectively.
- ⁇ E [ln (A1 / A2) + ln (A2 / A3) +. . . + Ln (An / An + 1)] / n A: amplitude n: wave number
- the heat-fused portion of the test sample was cut in the laminating direction using a microtome, and the thickness of the adhesive layer was measured on the exposed cross section.
- the thickness of the adhesive layer was measured on the exposed cross section by cutting in the laminating direction using a microtome in the same manner.
- the ratio of the thickness of the adhesive layer after heat fusion to the thickness of the adhesive layer before heat fusion was calculated, and the remaining ratio (%) of the thickness of the adhesive layer was measured. The results are shown in Table 3.
- the heat-fusible resin layers were heat-bonded to each other.
- the test sample was cut into a width of 15 mm as shown in FIG. In FIG. 11, the heat-sealed region is indicated by S.
- FIG. 12 using a tensile tester so as to achieve T-shaped peeling, in an environment of a temperature of 25 ° C.
- the polypropylene used for the heat-fusible resin layer was prepared by using lithium hexafluorophosphate having a concentration of 1 mol / l and a volume ratio of ethylene carbonate, diethyl carbonate and dimethyl carbonate of 1: 1: It was allowed to stand for 72 hours in the electrolytic solution as the solution of No. 1 and then sufficiently dried. Next, a DSC curve was obtained for the dried polypropylene using differential scanning calorimetry (DSC) in accordance with JIS K7121: 2012. Next, from the obtained DSC curve, the temperature difference T 2 between the extrapolation melting start temperature and the extrapolation melting end temperature of the melting peak temperature of the dried heat-fusible resin layer was measured.
- DSC differential scanning calorimetry
- the melting peak with the largest difference in the input of heat energy is analyzed. went. Even when two or more peaks were overlapped with each other, the analysis was performed only on the melting peak that maximizes the difference in input of thermal energy.
- the extrapolation melting start temperature means the starting point of the melting peak temperature, and the melting point that maximizes the difference between the straight line extending the low temperature (65 to 75 ° C) side baseline to the high temperature side and the input of heat energy
- the temperature at the intersection of the curve on the low temperature side of the peak and the tangent line drawn at the point where the gradient becomes maximum was taken.
- the extrapolation melting end temperature means the end point of the melting peak temperature, and the high temperature side of the melting peak where the difference in the input of thermal energy is the maximum from the straight line extending the high temperature (170 ° C) side baseline to the low temperature side.
- the temperature at the intersection of the curve and the tangent line drawn at the point where the gradient becomes maximum was taken.
- tensile strength (seal strength) was measured in the same manner except that the electrolytic solution was not injected into the test sample.
- the maximum tensile strength until the heat-sealed portion is completely peeled off is defined as the sealing strength before contact with the electrolytic solution.
- the seal strength before contact with the electrolytic solution is described as the seal strength when the contact time of the electrolytic solution at 85 ° C. is 0 h.
- the outer packaging material for an electricity storage device of Example 1 and Example 2 obtained above was cut into a rectangle having a width (x direction) of 100 mm and a length (z direction) of 200 mm. It was used as a test sample (exterior material 10 for electricity storage device) (FIG. 14 a). The test sample (exterior material 10 for electricity storage device) was folded back at the center in the z direction so that the heat-fusible resin layer sides were overlapped (FIG. 14b).
- both ends in the x direction of the folded back test sample were sealed by heat sealing (temperature 190 ° C., surface pressure 2.0 MPa, time 3 seconds), and formed into a bag shape having one opening E (FIG. 14c).
- an electrolyte solution concentration of lithium hexafluorophosphate is 1 mol / l and volume ratio of ethylene carbonate, diethyl carbonate and dimethyl carbonate is 1: 1: 1 from the opening E of the test sample formed in the shape of a bag. 6 g of the solution of No. 1) was injected (FIG. 14 d), and the end of the opening E was sealed by heat sealing (temperature 190 ° C., surface pressure 2.0 MPa, time 3 seconds) (FIG. 14 e).
- the folded back portion of the bag-shaped test sample was turned down, and the bag was allowed to stand in an environment of a temperature of 85 ° C. for a predetermined storage time (time for contacting with electrolyte solution, 0 hour, 24 hours, 72 hours).
- the end of the test sample was then cut (Fig. 14e) and the electrolyte was drained.
- the electrolytic solution attached to the surface of the heat-fusible resin layer, the upper and lower surfaces of the test sample were sandwiched between metal plates 20 (7 mm width), and the temperature was 190 ° C., the surface pressure was 1.0 MPa, and the time was 3 seconds.
- the heat-fusible resin layers were heat-fused under the conditions (FIG. 14f).
- the test sample was cut into a width of 15 mm with a double-edged sample cutter so that the seal strength at a width (x direction) of 15 mm could be measured (Fig. 14f, g).
- a tensile tester manufactured by Shimadzu Corporation, AGS-xplus (trade name)
- the tensile strength was measured by peeling the heat-sealed interface under the condition that the distance was 50 mm (FIG. 12).
- the maximum tensile strength until the heat-sealed portion was completely peeled was taken as the seal strength after contact with the electrolytic solution.
- Table 5 shows the retention rate (%) of the seal strength after contact with the electrolytic solution, with the seal strength before contact with the electrolytic solution as the standard (100%).
- the value obtained by dividing the temperature difference T 2 by the temperature difference T 1 is 0.55 or more in the exterior materials for electricity storage devices of Example 1 and Example 2, and the high temperature environment
- the electrolytic solution is in contact with the heat-fusible resin layer, and even when the heat-fusible resin layers are heat-sealed to each other in a state in which the electrolyte solution is adhered to the heat-fusible resin layer, it is high due to heat fusion. It can be seen that the seal strength is exhibited.
- the value obtained by dividing the temperature difference T 2 by the temperature difference T 1 is 0.60 or more, and the electrolytic solution is applied to the heat fusible resin layer in a high temperature environment. It can be seen that even when the heat-fusible resin layers are heat-sealed in the state where the electrolytic solution is attached to the heat-fusible resin layer, the heat-sealing resin exhibits higher seal strength. .
- Item 1 An aluminum alloy foil having a Mg content of 0.20% by mass or more and 5.50% by mass or less for use as an exterior material for an electricity storage device.
- Item 2. Si content is 0.40 mass% or less, Fe content is 0.70 mass% or less, Cu content is 0.20 mass% or less, Mn content is 1.00 mass% or less, and Cr content is 0.10 mass% or less. 50 mass% or less, Zn content is 0.25 mass% or less, other unavoidable impurities are individually 0.05 mass% or less and 0.15 mass% or less in total, and the balance is Al, Item 1.
- the aluminum alloy foil according to item 1. Item 3.
- Item 3. Item 3.
- the aluminum alloy foil according to Item 1 or 2 which has a thickness of 200 ⁇ m or less.
- Item 4. At least, a base layer, a barrier layer, and a heat-fusible resin layer, which is composed of a laminate including in this order, An exterior material for an electricity storage device, wherein the barrier layer includes the aluminum alloy foil according to any one of items 1 to 3.
- Item 5. Item 5.
- the temperature difference T 1 and the temperature difference T 2 are measured by the following method, and the value obtained by dividing the temperature difference T 2 by the temperature difference T 1 is 0.55 or more. Exterior material for power storage devices.
- the temperature difference T 1 between the extrapolation melting start temperature and the extrapolation melting end temperature of the melting peak temperature of the heat-fusible resin layer is measured.
- the heat-fusible resin layer is a solution in which the concentration of lithium hexafluorophosphate is 1 mol / l and the volume ratio of ethylene carbonate, diethyl carbonate and dimethyl carbonate is 1: 1: 1. After being left to stand in the electrolytic solution for 72 hours, it is dried.
- the temperature difference T 2 between the extrapolation melting start temperature and the extrapolation melting end temperature of the melting peak temperature of the heat-fusible resin layer after drying is measured by differential scanning calorimetry.
- Item 6 Between the aluminum alloy foil and the heat-fusible resin layer, an adhesive layer is provided, Item 6.
- Item 7. An electricity storage device, wherein an electricity storage device element including at least a positive electrode, a negative electrode, and an electrolyte is housed in a package formed of the outer casing material for an electricity storage device according to any one of Items 4 to 6.
- a method of manufacturing an exterior material for an electricity storage device which uses the aluminum alloy foil according to any one of Items 1 to 3 as the barrier layer.
Abstract
The present invention provides an aluminum alloy foil for use in an outer package material for electricity storage devices, which is effectively suppressed in corrosion in cases where an electric current is passed therethrough in a state where an electrolyte solution is adhering thereto. An aluminum alloy foil for use in an outer package material for electricity storage devices, which has an Mg content of from 0.20% by mass to 5.50% by mass (inclusive).
Description
本開示は、アルミニウム合金箔、蓄電デバイス用外装材、その製造方法、及び蓄電デバイスに関する。
The present disclosure relates to an aluminum alloy foil, an exterior material for an electricity storage device, a method for manufacturing the same, and an electricity storage device.
従来、様々なタイプの蓄電デバイスが開発されているが、あらゆる蓄電デバイスにおいて、電極や電解質等の蓄電デバイス素子を封止するために包装材料(外装材)が不可欠な部材になっている。従来、蓄電デバイス用外装材として金属製の外装材が多用されていた。
Conventionally, various types of power storage devices have been developed, but in all power storage devices, packaging materials (exterior materials) have become an indispensable member for encapsulating power storage device elements such as electrodes and electrolytes. Conventionally, metal exterior materials have been often used as exterior materials for power storage devices.
一方、近年、電気自動車、ハイブリッド電気自動車、パソコン、カメラ、携帯電話等の高性能化に伴い、蓄電デバイスには、多様な形状が要求されると共に、薄型化や軽量化が求められている。しかしながら、従来多用されていた金属製の蓄電デバイス用外装材では、形状の多様化に追従することが困難であり、しかも軽量化にも限界があるという欠点がある。
On the other hand, in recent years, as electric vehicles, hybrid electric vehicles, personal computers, cameras, mobile phones, etc. have become higher in performance, power storage devices have been required to have various shapes, and to be thin and lightweight. However, it has been difficult to follow the diversification of the shape with the metal outer casing material for an electricity storage device, which has been widely used in the past, and there is a limitation in weight reduction.
そこで、近年、多様な形状に加工が容易で、薄型化や軽量化を実現し得る蓄電デバイス用外装材として、基材/アルミニウム合金箔層/熱融着性樹脂層が順次積層されたフィルム状の外装材が提案されている(例えば、特許文献1を参照)。
Therefore, in recent years, as a packaging material for power storage devices that can be easily processed into various shapes and can be made thinner and lighter, a film shape in which a base material / aluminum alloy foil layer / heat-fusible resin layer is sequentially laminated. The exterior material has been proposed (for example, see Patent Document 1).
このようなフィルム状の外装材においては、一般的に、冷間成形により凹部が形成され、当該凹部によって形成された空間に電極や電解液などの蓄電デバイス素子を配し、熱融着性樹脂層同士を熱融着させることにより、外装材の内部に蓄電デバイス素子が収容された蓄電デバイスが得られる。
In such a film-like exterior material, generally, a recess is formed by cold molding, and an electric storage device element such as an electrode or an electrolytic solution is arranged in the space formed by the recess, and a heat-fusible resin is used. By heat-sealing the layers to each other, an electricity storage device in which the electricity storage device element is housed inside the exterior material is obtained.
蓄電デバイス用外装材の成形工程や、蓄電デバイス用外装材に蓄電デバイス素子を収容してヒートシールする工程、さらには、ヒートシールした部分を折り曲げる工程などにおいて、外部端子と蓄電デバイス用外装材のアルミニウム合金箔とが異物を介して短絡、あるいはヒートシール時の圧力ムラで外部端子と蓄電デバイス用外装材のアルミニウム合金箔とが近接もしくは接触して短絡し、且つ最内層に位置する熱融着性樹脂層に微細なクラックやピンホールが発生すると、熱融着性樹脂層に浸透した電解液を介して蓄電デバイス用外装材のアルミニウム合金箔と外部端子との間で通電し、アルミニウム合金箔が腐食する可能性がある(特に、アルミニウム合金箔と負極端子とが電解液を介して短絡すると、アルミニウム合金箔が腐食しやすい)。アルミニウム合金箔が腐食すると、アルミニウム合金箔が膨張するなどの不具合が生じて、蓄電デバイスの性能の劣化に繋がる。
In the process of molding the exterior material for the electricity storage device, the step of accommodating the electricity storage device element in the exterior material for the electricity storage device and heat sealing, and further, the step of bending the heat-sealed portion, the external terminal and the exterior material for the electricity storage device The aluminum alloy foil is short-circuited via a foreign substance, or the pressure unevenness at the time of heat sealing causes the external terminals and the aluminum alloy foil of the exterior material for the electricity storage device to come into close proximity or come into contact with each other to cause a short-circuit, and thermal fusion bonding located in the innermost layer. When fine cracks or pinholes are generated in the heat-resistant resin layer, electricity is passed between the aluminum alloy foil of the exterior material for the electricity storage device and the external terminals through the electrolytic solution that has penetrated into the heat-fusible resin layer. May corrode (especially if the aluminum alloy foil and the negative electrode terminal are short-circuited via the electrolyte, the aluminum alloy foil will corrode. Sui). Corrosion of the aluminum alloy foil causes problems such as expansion of the aluminum alloy foil, which leads to deterioration of the performance of the electricity storage device.
このような状況下、本開示は、電解液が付着した状態で通電が生じた場合の腐食が効果的に抑制された、蓄電デバイス用外装材に用いるためのアルミニウム合金箔を提供することを目的とする。また、本開示は、当該アルミニウム合金箔を用いた蓄電デバイス用外装材、当該蓄電デバイス用外装材の製造方法、及び蓄電デバイスを提供することを目的とする。
Under such circumstances, the present disclosure aims to provide an aluminum alloy foil for use in an exterior material for an electricity storage device, in which corrosion when electric current is generated in a state where an electrolyte is attached is effectively suppressed. And Another object of the present disclosure is to provide a packaging material for an electricity storage device using the aluminum alloy foil, a method for manufacturing the packaging material for the electricity storage device, and an electricity storage device.
本開示の発明者らは、前記課題を解決すべく、鋭意検討を行った。その結果、アルミニウム合金箔の組成について検討を重ね、Mgの含有量を所定の範囲に設定することにより、電解液が付着した状態で通電が生じた場合の腐食が効果的に抑制されることを見出した。
The inventors of the present disclosure have made earnest studies to solve the above problems. As a result, by repeatedly studying the composition of the aluminum alloy foil and setting the content of Mg in a predetermined range, it is possible to effectively suppress the corrosion in the case where energization occurs in the state where the electrolytic solution is attached. I found it.
本開示は、これらの知見に基づいて、更に検討を重ねることにより完成したものである。即ち、本開示は、下記に掲げる態様の発明を提供する。
Mg含有量が0.20質量%以上5.50質量%以下である、蓄電デバイス用外装材に用いるためのアルミニウム合金箔。 The present disclosure has been completed by further studies based on these findings. That is, the present disclosure provides the inventions of the following aspects.
An aluminum alloy foil having a Mg content of 0.20% by mass or more and 5.50% by mass or less for use as an exterior material for an electricity storage device.
Mg含有量が0.20質量%以上5.50質量%以下である、蓄電デバイス用外装材に用いるためのアルミニウム合金箔。 The present disclosure has been completed by further studies based on these findings. That is, the present disclosure provides the inventions of the following aspects.
An aluminum alloy foil having a Mg content of 0.20% by mass or more and 5.50% by mass or less for use as an exterior material for an electricity storage device.
本開示によれば、電解液が付着した状態で通電が生じた場合の腐食が効果的に抑制された、蓄電デバイス用外装材に用いるためのアルミニウム合金箔を提供することができる。また、本開示によれば、当該アルミニウム合金箔を用いた蓄電デバイス用外装材、当該蓄電デバイス用外装材の製造方法、及び蓄電デバイスを提供することもできる。
According to the present disclosure, it is possible to provide an aluminum alloy foil for use as an exterior material for an electricity storage device, in which corrosion is effectively suppressed when electricity is applied in a state where an electrolyte is attached. Further, according to the present disclosure, it is also possible to provide an exterior material for an electricity storage device using the aluminum alloy foil, a method for manufacturing the exterior material for the electricity storage device, and an electricity storage device.
本開示のアルミニウム合金箔は、Mg含有量が0.20質量%以上5.50質量%以下である、蓄電デバイス用外装材に用いるためのアルミニウム合金箔であることを特徴とする。本開示のアルミニウム合金箔によれば、当該構成を備えていることにより、電解液が付着した状態で通電が生じた場合の腐食が効果的に抑制される。従って、本開示のアルミニウム合金箔を用いた蓄電デバイス用外装材は、アルミニウム合金箔の腐食が効果的に抑制される。
The aluminum alloy foil of the present disclosure is characterized by being an aluminum alloy foil having a Mg content of 0.20% by mass or more and 5.50% by mass or less for use as an exterior material for an electricity storage device. According to the aluminum alloy foil of the present disclosure, the provision of the configuration effectively suppresses corrosion when current is applied in a state where the electrolytic solution is attached. Therefore, the exterior material for an electricity storage device using the aluminum alloy foil of the present disclosure effectively suppresses corrosion of the aluminum alloy foil.
以下、本開示のアルミニウム合金箔、蓄電デバイス用外装材、その製造方法、及び蓄電デバイスについて詳述する。なお、本明細書において、「~」で示される数値範囲は「以上」、「以下」を意味する。例えば、2~15mmとの表記は、2mm以上15mm以下を意味する。
Hereinafter, the aluminum alloy foil, the exterior material for an electricity storage device, the manufacturing method thereof, and the electricity storage device of the present disclosure will be described in detail. In the present specification, the numerical range indicated by “to” means “greater than or equal to” and “less than or equal to”. For example, the expression 2 to 15 mm means 2 mm or more and 15 mm or less.
1.アルミニウム合金箔
本開示のアルミニウム合金箔は、Mg含有量が0.20質量%以上5.50質量%以下であり、蓄電デバイス用外装材に用いられるものであることを特徴としている。本開示のアルミニウム合金箔を用いることができる蓄電デバイス用外装材については、特に制限されず、本開示のアルミニウム合金箔は、少なくとも、基材層、バリア層、及び熱融着性樹脂層を備える蓄電デバイス用外装材のバリア層として、好適に使用することができる。本開示のアルミニウム合金箔を用いた蓄電デバイス用外装材の具体例については「2.蓄電デバイス用外装材」の欄で詳述する。 1. Aluminum alloy foil The aluminum alloy foil of the present disclosure has a Mg content of 0.20% by mass or more and 5.50% by mass or less, and is characterized in that it is used as an exterior material for an electricity storage device. There is no particular limitation on the packaging material for an electricity storage device that can use the aluminum alloy foil of the present disclosure, and the aluminum alloy foil of the present disclosure includes at least a base material layer, a barrier layer, and a heat-fusible resin layer. It can be suitably used as a barrier layer of an exterior material for an electricity storage device. Specific examples of the exterior material for an electricity storage device using the aluminum alloy foil of the present disclosure will be described in detail in the section of “2. Exterior material for electricity storage device”.
本開示のアルミニウム合金箔は、Mg含有量が0.20質量%以上5.50質量%以下であり、蓄電デバイス用外装材に用いられるものであることを特徴としている。本開示のアルミニウム合金箔を用いることができる蓄電デバイス用外装材については、特に制限されず、本開示のアルミニウム合金箔は、少なくとも、基材層、バリア層、及び熱融着性樹脂層を備える蓄電デバイス用外装材のバリア層として、好適に使用することができる。本開示のアルミニウム合金箔を用いた蓄電デバイス用外装材の具体例については「2.蓄電デバイス用外装材」の欄で詳述する。 1. Aluminum alloy foil The aluminum alloy foil of the present disclosure has a Mg content of 0.20% by mass or more and 5.50% by mass or less, and is characterized in that it is used as an exterior material for an electricity storage device. There is no particular limitation on the packaging material for an electricity storage device that can use the aluminum alloy foil of the present disclosure, and the aluminum alloy foil of the present disclosure includes at least a base material layer, a barrier layer, and a heat-fusible resin layer. It can be suitably used as a barrier layer of an exterior material for an electricity storage device. Specific examples of the exterior material for an electricity storage device using the aluminum alloy foil of the present disclosure will be described in detail in the section of “2. Exterior material for electricity storage device”.
本開示のアルミニウム合金箔は、Mg(マグネシウム)の含有量が0.20質量%以上5.50質量%以下である。本開示のアルミニウム合金箔の主成分はAl(アルミニウム)であり、具体的には93.65質量%以上はアルミニウムにより構成されている。Mg含有量としては、好ましくは0.20質量%以上5.00質量%以下、より好ましくは0.20質量%以上4.00質量%以下、さらに好ましくは0.20質量%以上3.00質量%以下、さら好ましくは0.20質量%以上2.50質量%以下、特に好ましくは0.20質量%以上2.20質量%以下が挙げられる。
The aluminum alloy foil of the present disclosure has a Mg (magnesium) content of 0.20 mass% or more and 5.50 mass% or less. The main component of the aluminum alloy foil of the present disclosure is Al (aluminum), and specifically 93.65 mass% or more is made of aluminum. The Mg content is preferably 0.20% by mass or more and 5.00% by mass or less, more preferably 0.20% by mass or more and 4.00% by mass or less, and further preferably 0.20% by mass or more and 3.00% by mass. % Or less, more preferably 0.20% by mass or more and 2.50% by mass or less, particularly preferably 0.20% by mass or more and 2.20% by mass or less.
本開示のアルミニウム合金箔には、Mg及びAl以外の他の成分が含まれていてもよい。他の成分としては、例えば、Si(ケイ素)、Fe(鉄)、Cu(銅)、Mn(マンガン)、Cr(クロム)、Zn(亜鉛)、不可避不純物が挙げられる。他の成分は、1種類であってもよいし、2種類以上であってもよい。
The aluminum alloy foil of the present disclosure may contain components other than Mg and Al. Examples of other components include Si (silicon), Fe (iron), Cu (copper), Mn (manganese), Cr (chromium), Zn (zinc), and inevitable impurities. The other component may be one type or two or more types.
電解液が付着した状態で通電が生じた場合の腐食が効果的に抑制されたアルミニウム合金箔とする観点から、本開示のアルミニウム合金箔は、Si含有量が0.40質量%以下、Fe含有量が0.70質量%以下、Cu含有量が0.20質量%以下、Mn含有量が1.00質量%以下、Cr含有量が0.50質量%以下、Zn含有量が0.25質量%以下であり、その他の不可避不純物が、個々に0.05質量%以下かつ合計で0.15質量%以下であり、残部がAlであることが好ましい。このような組成を有するアルミニウム合金箔は、JIS H4000:2014の合金番号A5000系アルミニウムの組成を有するアルミニウム合金と同様の組成とし、公知のアルミニウム合金箔の製法と同様、例えば、溶融、均質化処理、熱間圧延、冷間圧延、中間焼鈍、冷間圧延、最終焼鈍の各工程を経て製造することができる。アルミニウム合金箔の製造条件については、例えば特開2005-163077号公報の記載などを参考にすることができる。また、アルミニウム合金箔に含まれる各化学成分の分析は、JIS H4160-1994に規定された分析試験によって行う。
The aluminum alloy foil of the present disclosure has a Si content of 0.40% by mass or less and a Fe content, from the viewpoint of an aluminum alloy foil in which corrosion is effectively suppressed when electric current is generated in a state where the electrolytic solution is attached. Content is 0.70 mass% or less, Cu content is 0.20 mass% or less, Mn content is 1.00 mass% or less, Cr content is 0.50 mass% or less, and Zn content is 0.25 mass. % Or less, other unavoidable impurities are individually 0.05% by mass or less and 0.15% by mass or less in total, and the balance is preferably Al. The aluminum alloy foil having such a composition has the same composition as the aluminum alloy having the composition of alloy number A5000 series aluminum of JIS H4000: 2014, and is similar to the known aluminum alloy foil manufacturing method, for example, melting and homogenizing treatment. , Hot rolling, cold rolling, intermediate annealing, cold rolling, and final annealing. Regarding the manufacturing conditions of the aluminum alloy foil, for example, the description in JP 2005-163077 A can be referred to. In addition, the analysis of each chemical component contained in the aluminum alloy foil is performed by the analytical test specified in JIS H4160-1994.
本開示においては、図16の模式図に示すように、アルミニウム合金箔の厚み方向の断面において、光学顕微鏡の視野内の任意の100個の第二相粒子3bについて、個々の第二相粒子3bの厚み方向とは垂直方向の最左端と、厚み方向とは垂直方向の最右端とを結ぶ直線距離を径yとした場合に、当該径yが大きい順に上位20個の第二相粒子3bの径yの平均が、10.0μm以下であることが好ましい。これによって、厚みが例えば約85μm以下、さらには約50μm以下、さらには約40μm以下さらには、約35μm以下という非常に薄いアルミニウム合金箔であるにも拘わらず、当該アルミニウム合金箔を蓄電デバイス用外装材に積層し、成形した時にピンホールやクラックが生じ難く、蓄電デバイス用外装材に優れた成形性を備えさせることができる。さらに、本開示においては、アルミニウム合金箔における第二相粒子3bの径yの平均が10.0μm以下であることによって、アルミニウム合金箔の厚みが例えば約85μm以下、さらには約50μm以下、さらには約40μm以下さらには、約35μm以下であり、かつ、蓄電デバイス用外装材の総厚みについても、例えば後述の厚みにまで薄い場合にも、成形時にピンホールやクラックが生じ難く、優れた成形性を備えている。
In the present disclosure, as shown in the schematic diagram of FIG. 16, in the cross section in the thickness direction of the aluminum alloy foil, with respect to any 100 second phase particles 3b within the field of view of the optical microscope, the individual second phase particles 3b. When the straight line connecting the leftmost end in the vertical direction with respect to the thickness direction and the rightmost end in the vertical direction with respect to the thickness direction is defined as the diameter y, the diameters of the top 20 second-phase particles 3b are arranged in descending order. The average of the diameters y is preferably 10.0 μm or less. As a result, although the thickness of the aluminum alloy foil is, for example, about 85 μm or less, further about 50 μm or less, further about 40 μm or less, and further about 35 μm or less, the aluminum alloy foil is used for the storage of the electricity storage device. Pinholes and cracks are less likely to occur when laminated on a material and molded, and the outer casing material for an electricity storage device can be provided with excellent moldability. Further, in the present disclosure, since the average of the diameter y of the second phase particles 3b in the aluminum alloy foil is 10.0 μm or less, the thickness of the aluminum alloy foil is, for example, about 85 μm or less, further about 50 μm or less, and further Even if it is about 40 μm or less, or about 35 μm or less, and the total thickness of the exterior material for an electricity storage device is as thin as the thickness described later, for example, pinholes and cracks are less likely to occur during molding, and excellent moldability is obtained. Is equipped with.
また、より成形性を高める観点からは、当該径yの平均としては、1.0~8.0μm程度であることがより好ましく、1.0~6.0μm程度であることがさらに好ましい。なお、図16は模式図であるため、描画を省略し、第二相粒子3bを100個描いてない。
Further, from the viewpoint of further improving the moldability, the average of the diameter y is more preferably about 1.0 to 8.0 μm, and further preferably about 1.0 to 6.0 μm. Since FIG. 16 is a schematic diagram, drawing is omitted and 100 second phase particles 3b are not drawn.
本開示において、アルミニウム合金箔に含まれる第二相粒子は、アルミニウム合金中に存在する金属間化合物粒子を指し、圧延によって分断された晶出相や均質化処理や焼鈍を行う際に析出する析出相粒子である。
In the present disclosure, the second phase particles contained in the aluminum alloy foil refer to the intermetallic compound particles present in the aluminum alloy, and the precipitation that precipitates during the crystallization phase separated by rolling or the homogenization treatment or annealing. It is a phase particle.
アルミニウム合金箔の厚み方向の断面を走査型電子顕微鏡(SEM)で観察した際、結晶粒は、通常、複数の結晶と接する境界線を描く。これに対して、第二相粒子は、通常、境界線が単一の結晶となる。また、結晶粒と第二相粒子とは、位相が異なる為、SEM画像上で色が異なるという特徴を有している。さらに、アルミニウム合金箔の厚み方向の断面を光学顕微鏡で観察した場合には、結晶粒と第二相粒子との位相の相違に起因して、第二相粒子のみが黒く見えるので、観察が容易になる。
When the cross section of the aluminum alloy foil in the thickness direction is observed with a scanning electron microscope (SEM), the crystal grains usually draw a boundary line in contact with a plurality of crystals. On the other hand, the second phase particles usually have a single boundary line. Further, the crystal grains and the second phase grains have different phases on the SEM image because they have different phases. Furthermore, when the cross section in the thickness direction of the aluminum alloy foil is observed with an optical microscope, only the second phase particles appear black due to the phase difference between the crystal grains and the second phase particles, which makes the observation easy. become.
アルミニウム合金箔における平均結晶粒径としては、より成形性を高める観点からは、好ましくは20.0μm以下、より好ましくは1.0~15.0μm程度、さらに好ましくは1.0~10.0μm程度が挙げられる。アルミニウム合金箔における平均結晶粒径が、20.0μm以下であり、かつ、第二相粒子3bの前記径yが上記の値であることにより、後述の蓄電デバイス用外装材の成形性をより一層高めることができる。
The average crystal grain size of the aluminum alloy foil is preferably 20.0 μm or less, more preferably about 1.0 to 15.0 μm, further preferably about 1.0 to 10.0 μm, from the viewpoint of further improving the formability. Is mentioned. When the average crystal grain size in the aluminum alloy foil is 20.0 μm or less and the diameter y of the second phase particles 3b is the above value, the moldability of the exterior material for an electricity storage device described later is further enhanced. Can be increased.
本開示において、アルミニウム合金箔における平均結晶粒径は、アルミニウム合金箔の厚み方向の断面を走査型電子顕微鏡(SEM)で観察し、視野内に位置する100個のアルミニウム合金の結晶粒3aについて、図16の模式図に示されるように、個々の結晶粒の厚み方向とは垂直方向の最左端と、厚み方向とは垂直方向の最右端とを結ぶ直線距離を最大径xとした際、100個の結晶粒の当該最大径xの平均値を意味する。なお、図16は模式図であるため、描画を省略し、結晶粒3aを100個描いてない。
In the present disclosure, the average crystal grain size in the aluminum alloy foil is obtained by observing a cross section in the thickness direction of the aluminum alloy foil with a scanning electron microscope (SEM), and regarding 100 crystal grains 3a of the aluminum alloy located in the visual field, As shown in the schematic view of FIG. 16, when the straight line connecting the leftmost end in the direction perpendicular to the thickness direction of each crystal grain and the rightmost end in the direction perpendicular to the thickness direction is defined as the maximum diameter x, 100 It means the average value of the maximum diameter x of each crystal grain. Since FIG. 16 is a schematic diagram, the drawing is omitted and 100 crystal grains 3a are not drawn.
アルミニウム合金箔の厚みは、蓄電デバイス用外装材において、少なくとも水分の浸入を抑止するバリア層としての機能を発揮すればよく、下限については約9μm以上、上限については約200μm以下が挙げられる。蓄電デバイス用外装材の厚みを薄くする観点から、アルミニウム合金箔の厚みは、例えば、上限については、好ましくは約85μm以下、より好ましくは約50μm以下、さらに好ましくは約40μm以下、特に好ましくは約35μm以下が挙げられ、下限については、好ましくは約10μm以上、さらに好ましくは約20μm以上、より好ましくは約25μm以上が挙げられ、当該厚みの好ましい範囲としては、10~85μm程度、10~50μm程度、10~40μm程度、10~35μm程度、20~85μm程度、20~50μm程度、20~40μm程度、20~35μm程度、25~85μm程度、25~50μm程度、25~40μm程度、25~35μm程度が挙げられる。
The thickness of the aluminum alloy foil may be at least a function as a barrier layer that suppresses the entry of moisture in the exterior material for an electricity storage device, and the lower limit is about 9 μm or more and the upper limit is about 200 μm or less. From the viewpoint of reducing the thickness of the exterior material for an electricity storage device, the thickness of the aluminum alloy foil is, for example, preferably about 85 μm or less, more preferably about 50 μm or less, still more preferably about 40 μm or less, and particularly preferably about the upper limit. 35 μm or less, and the lower limit is preferably about 10 μm or more, further preferably about 20 μm or more, more preferably about 25 μm or more, and the preferable range of the thickness is about 10 to 85 μm, about 10 to 50 μm. 10 to 40 μm, 10 to 35 μm, 20 to 85 μm, 20 to 50 μm, 20 to 40 μm, 20 to 35 μm, 25 to 85 μm, 25 to 50 μm, 25 to 40 μm, 25 to 35 μm Is mentioned.
また、アルミニウム合金箔の溶解や腐食の防止などのために、アルミニウム合金箔の少なくとも片面に耐腐食性皮膜を備えていることが好ましい。アルミニウム合金箔は、耐腐食性皮膜を両面に備えていてもよい。ここで、耐腐食性皮膜とは、例えば、ベーマイト処理などの熱水変成処理、化成処理、陽極酸化処理、ニッケルやクロムなどのメッキ処理、コーティング剤を塗工する腐食防止処理をアルミニウム合金箔の表面に行い、アルミニウム合金箔に耐腐食性(例えば耐酸性、耐アルカリ性など)を備えさせる薄膜をいう。耐腐食性皮膜は、具体的には、アルミニウム合金箔の耐酸性を向上させる皮膜(耐酸性皮膜)、アルミニウム合金箔の耐アルカリ性を向上させる皮膜(耐アルカリ性皮膜)などを意味している。耐腐食性皮膜を形成する処理としては、1種類を行ってもよいし、2種類以上を組み合わせて行ってもよい。また、1層だけではなく多層化することもできる。さらに、これらの処理のうち、熱水変成処理及び陽極酸化処理は、処理剤によって金属箔表面を溶解させ、耐腐食性に優れる金属化合物を形成させる処理である。なお、これらの処理は、化成処理の定義に包含される場合もある。また、アルミニウム合金箔が耐腐食性皮膜を備えている場合、耐腐食性皮膜を含めてアルミニウム合金箔とする。
Also, it is preferable that at least one surface of the aluminum alloy foil is provided with a corrosion resistant film in order to prevent the aluminum alloy foil from being melted or corroded. The aluminum alloy foil may have a corrosion resistant coating on both sides. Here, the corrosion-resistant coating is, for example, hydrothermal conversion treatment such as boehmite treatment, chemical conversion treatment, anodizing treatment, plating treatment such as nickel or chromium, and corrosion prevention treatment for coating a coating agent of aluminum alloy foil. It refers to a thin film that is applied to the surface to make the aluminum alloy foil have corrosion resistance (for example, acid resistance, alkali resistance, etc.). Specifically, the corrosion resistant film means a film that improves the acid resistance of the aluminum alloy foil (acid resistant film), a film that improves the alkali resistance of the aluminum alloy foil (alkali resistant film), and the like. As the treatment for forming the corrosion resistant film, one type may be performed, or two or more types may be combined and performed. Further, not only one layer but also multiple layers can be formed. Further, among these treatments, the hydrothermal conversion treatment and the anodizing treatment are treatments for dissolving the surface of the metal foil with a treatment agent to form a metal compound having excellent corrosion resistance. Note that these processes may be included in the definition of the chemical conversion process. When the aluminum alloy foil has a corrosion resistant film, the aluminum alloy foil including the corrosion resistant film is used.
耐腐食性皮膜は、蓄電デバイス用外装材の成形時において、アルミニウム合金箔と基材層との間のデラミネーション防止、電解質と水分とによる反応で生成するフッ化水素により、アルミニウム合金箔表面の溶解、腐食、アルミニウム合金箔表面に存在する酸化アルミニウムが溶解、腐食することを防止し、かつ、アルミニウム合金箔表面の接着性(濡れ性)を向上させ、ヒートシール時の基材層とアルミニウム合金箔とのデラミネーション防止、成形時の基材層とアルミニウム合金箔とのデラミネーション防止の効果を示す。
The corrosion-resistant film prevents delamination between the aluminum alloy foil and the base material layer during the molding of the exterior material for an electricity storage device, and hydrogen fluoride generated by the reaction between the electrolyte and moisture causes the aluminum alloy foil surface to Dissolves, corrodes, prevents aluminum oxide existing on the surface of the aluminum alloy foil from melting and corroding, and improves the adhesiveness (wettability) of the aluminum alloy foil surface, and the base material layer and the aluminum alloy during heat sealing. The effects of preventing delamination with the foil and preventing delamination between the base material layer and the aluminum alloy foil during molding are shown.
化成処理によって形成される耐腐食性皮膜としては、種々のものが知られており、主には、リン酸塩、クロム酸塩、フッ化物、トリアジンチオール化合物、及び希土類酸化物のうち少なくとも1種を含む耐腐食性皮膜などが挙げられる。リン酸塩、クロム酸塩を用いた化成処理としては、例えば、クロム酸クロメート処理、リン酸クロメート処理、リン酸-クロム酸塩処理、クロム酸塩処理などが挙げられ、これらの処理に用いるクロム化合物としては、例えば、硝酸クロム、フッ化クロム、硫酸クロム、酢酸クロム、蓚酸クロム、重リン酸クロム、クロム酸アセチルアセテート、塩化クロム、硫酸カリウムクロムなどが挙げられる。また、これらの処理に用いるリン化合物としては、リン酸ナトリウム、リン酸カリウム、リン酸アンモニウム、ポリリン酸などが挙げられる。また、クロメート処理としてはエッチングクロメート処理、電解クロメート処理、塗布型クロメート処理などが挙げられ、塗布型クロメート処理が好ましい。この塗布型クロメート処理は、バリア層(例えばアルミニウム合金箔)の少なくとも内層側の面を、まず、アルカリ浸漬法、電解洗浄法、酸洗浄法、電解酸洗浄法、酸活性化法等の周知の処理方法で脱脂処理を行い、その後、脱脂処理面にリン酸Cr(クロム)塩、リン酸Ti(チタン)塩、リン酸Zr(ジルコニウム)塩、リン酸Zn(亜鉛)塩などのリン酸金属塩及びこれらの金属塩の混合体を主成分とする処理液、または、リン酸非金属塩及びこれらの非金属塩の混合体を主成分とする処理液、あるいは、これらと合成樹脂などとの混合物からなる処理液をロールコート法、グラビア印刷法、浸漬法等の周知の塗工法で塗工し、乾燥する処理である。処理液は例えば、水、アルコール系溶剤、炭化水素系溶剤、ケトン系溶剤、エステル系溶剤、エーテル系溶剤など各種溶媒を用いることができ、水が好ましい。また、このとき用いる樹脂成分としては、フェノール系樹脂やアクリル系樹脂などの高分子などが挙げられ、下記一般式(1)~(4)で表される繰り返し単位を有するアミノ化フェノール重合体を用いたクロメート処理などが挙げられる。なお、当該アミノ化フェノール重合体において、下記一般式(1)~(4)で表される繰り返し単位は、1種類単独で含まれていてもよいし、2種類以上の任意の組み合わせであってもよい。アクリル系樹脂は、ポリアクリル酸、アクリル酸メタクリル酸エステル共重合体、アクリル酸マレイン酸共重合体、アクリル酸スチレン共重合体、またはこれらのナトリウム塩、アンモニウム塩、アミン塩等の誘導体であることが好ましい。特にポリアクリル酸のアンモニウム塩、ナトリウム塩、又はアミン塩等のポリアクリル酸の誘導体が好ましい。本開示において、ポリアクリル酸とは、アクリル酸の重合体を意味している。また、アクリル系樹脂は、アクリル酸とジカルボン酸又はジカルボン酸無水物との共重合体であることも好ましく、アクリル酸とジカルボン酸又はジカルボン酸無水物との共重合体のアンモニウム塩、ナトリウム塩、又はアミン塩であることも好ましい。アクリル系樹脂は、1種類のみを用いてもよいし、2種類以上を混合して用いてもよい。
Various types of corrosion-resistant films formed by chemical conversion treatment are known, and are mainly at least one of phosphates, chromates, fluorides, triazine thiol compounds, and rare earth oxides. And a corrosion resistant film containing the like. Examples of the chemical conversion treatment using a phosphate or chromate include chromate chromate treatment, chromate phosphoric acid treatment, phosphoric acid-chromate treatment, chromate treatment, and the like. Examples of the compound include chromium nitrate, chromium fluoride, chromium sulfate, chromium acetate, chromium oxalate, chromium diphosphate, acetyl acetate chromate, chromium chloride, potassium chromium sulfate and the like. Further, examples of the phosphorus compound used for these treatments include sodium phosphate, potassium phosphate, ammonium phosphate, polyphosphoric acid, and the like. Further, examples of the chromate treatment include etching chromate treatment, electrolytic chromate treatment, coating type chromate treatment and the like, and coating type chromate treatment is preferable. In this coating type chromate treatment, at least the inner layer side of the barrier layer (eg, aluminum alloy foil) is first subjected to a well-known method such as an alkali dipping method, an electrolytic cleaning method, an acid cleaning method, an electrolytic acid cleaning method, and an acid activation method. A degreasing treatment is performed by a treatment method, and thereafter, a phosphate metal such as Cr (chromium) phosphate, Ti (titanium) phosphate, Zr (zirconium) phosphate, Zn (zinc) phosphate, etc. A treatment liquid containing a salt and a mixture of these metal salts as a main component, or a treatment liquid containing a non-metallic phosphate and a mixture of these non-metal salts as a main component, or a mixture of these with a synthetic resin or the like. This is a treatment in which a treatment liquid composed of a mixture is applied by a well-known coating method such as a roll coating method, a gravure printing method and a dipping method, and then dried. As the treatment liquid, various solvents such as water, alcohol solvents, hydrocarbon solvents, ketone solvents, ester solvents, ether solvents can be used, and water is preferable. Examples of the resin component used at this time include polymers such as phenol resins and acrylic resins, and aminated phenol polymers having repeating units represented by the following general formulas (1) to (4) are used. Examples include the chromate treatment used. In the aminated phenol polymer, the repeating units represented by the following general formulas (1) to (4) may be contained alone or in any combination of two or more. Good. Acrylic resin must be polyacrylic acid, acrylic acid methacrylic acid ester copolymer, acrylic acid maleic acid copolymer, acrylic acid styrene copolymer, or their derivatives such as sodium salt, ammonium salt, amine salt, etc. Is preferred. Particularly preferred are polyacrylic acid derivatives such as ammonium salt, sodium salt, or amine salt of polyacrylic acid. In the present disclosure, polyacrylic acid means a polymer of acrylic acid. Further, the acrylic resin is also preferably a copolymer of acrylic acid and a dicarboxylic acid or a dicarboxylic acid anhydride, an ammonium salt of a copolymer of acrylic acid and a dicarboxylic acid or a dicarboxylic acid anhydride, a sodium salt, Alternatively, it is also preferably an amine salt. Only one type of acrylic resin may be used, or two or more types may be mixed and used.




一般式(1)~(4)中、Xは、水素原子、ヒドロキシ基、アルキル基、ヒドロキシアルキル基、アリル基またはベンジル基を示す。また、R1及びR2は、それぞれ同一または異なって、ヒドロキシ基、アルキル基、またはヒドロキシアルキル基を示す。一般式(1)~(4)において、X、R1及びR2で示されるアルキル基としては、例えば、メチル基、エチル基、n-プロピル基、イソプロピル基、n-ブチル基、イソブチル基、tert-ブチル基などの炭素数1~4の直鎖または分枝鎖状アルキル基が挙げられる。また、X、R1及びR2で示されるヒドロキシアルキル基としては、例えば、ヒドロキシメチル基、1-ヒドロキシエチル基、2-ヒドロキシエチル基、1-ヒドロキシプロピル基、2-ヒドロキシプロピル基、3-ヒドロキシプロピル基、1-ヒドロキシブチル基、2-ヒドロキシブチル基、3-ヒドロキシブチル基、4-ヒドロキシブチル基などのヒドロキシ基が1個置換された炭素数1~4の直鎖または分枝鎖状アルキル基が挙げられる。一般式(1)~(4)において、X、R1及びR2で示されるアルキル基及びヒドロキシアルキル基は、それぞれ同一であってもよいし、異なっていてもよい。一般式(1)~(4)において、Xは、水素原子、ヒドロキシ基またはヒドロキシアルキル基であることが好ましい。一般式(1)~(4)で表される繰り返し単位を有するアミノ化フェノール重合体の数平均分子量は、例えば、500~100万程度であることが好ましく、1000~2万程度であることがより好ましい。アミノ化フェノール重合体は、例えば、フェノール化合物又はナフトール化合物とホルムアルデヒドとを重縮合して上記一般式(I)又は一般式(III)で表される繰返し単位からなる重合体を製造し、次いでホルムアルデヒド及びアミン(R1R2NH)を用いて官能基(-CH2NR1R2)を上記で得られた重合体に導入することにより、製造される。アミノ化フェノール重合体は、1種単独で又は2種以上混合して使用される。
In formulas (1) to (4), X represents a hydrogen atom, a hydroxy group, an alkyl group, a hydroxyalkyl group, an allyl group or a benzyl group. R 1 and R 2 are the same or different and each represents a hydroxy group, an alkyl group, or a hydroxyalkyl group. In the general formulas (1) to (4), examples of the alkyl group represented by X, R 1 and R 2 include a methyl group, an ethyl group, an n-propyl group, an isopropyl group, an n-butyl group, an isobutyl group, Examples thereof include linear or branched alkyl groups having 1 to 4 carbon atoms such as tert-butyl group. Examples of the hydroxyalkyl group represented by X, R 1 and R 2 include, for example, hydroxymethyl group, 1-hydroxyethyl group, 2-hydroxyethyl group, 1-hydroxypropyl group, 2-hydroxypropyl group and 3-hydroxypropyl group. Linear or branched chain having 1 to 4 carbon atoms, which is substituted with one hydroxy group such as hydroxypropyl group, 1-hydroxybutyl group, 2-hydroxybutyl group, 3-hydroxybutyl group, 4-hydroxybutyl group An alkyl group is mentioned. In the general formulas (1) to (4), the alkyl group and the hydroxyalkyl group represented by X, R 1 and R 2 may be the same or different. In the general formulas (1) to (4), X is preferably a hydrogen atom, a hydroxy group or a hydroxyalkyl group. The number average molecular weight of the aminated phenol polymer having the repeating units represented by the general formulas (1) to (4) is, for example, preferably about 500 to 1,000,000, and more preferably about 1,000 to 20,000. More preferable. The aminated phenol polymer is produced by, for example, polycondensing a phenol compound or a naphthol compound with formaldehyde to produce a polymer having a repeating unit represented by the above general formula (I) or general formula (III), and then forming formaldehyde. And an amine (R 1 R 2 NH) to introduce a functional group (—CH 2 NR 1 R 2 ) into the polymer obtained above. The aminated phenol polymer is used alone or in combination of two or more.
耐腐食性皮膜の他の例としては、希土類元素酸化物ゾル、アニオン性ポリマー、カチオン性ポリマーからなる群から選ばれる少なくとも1種を含有するコーティング剤を塗工するコーティングタイプの腐食防止処理によって形成される薄膜が挙げられる。コーティング剤には、さらにリン酸またはリン酸塩、ポリマーを架橋させる架橋剤を含んでもよい。希土類元素酸化物ゾルには、液体分散媒中に希土類元素酸化物の微粒子(例えば、平均粒径100nm以下の粒子)が分散されている。希土類元素酸化物としては、酸化セリウム、酸化イットリウム、酸化ネオジウム、酸化ランタン等が挙げられ、密着性をより向上させる観点から酸化セリウムが好ましい。耐腐食性皮膜に含まれる希土類元素酸化物は1種を単独で又は2種以上を組み合わせて用いることができる。希土類元素酸化物ゾルの液体分散媒としては、例えば、水、アルコール系溶剤、炭化水素系溶剤、ケトン系溶剤、エステル系溶剤、エーテル系溶剤など各種溶媒を用いることができ、水が好ましい。カチオン性ポリマーとしては、例えば、ポリエチレンイミン、ポリエチレンイミンとカルボン酸を有するポリマーからなるイオン高分子錯体、アクリル主骨格に1級アミンをグラフト重合させた1級アミングラフトアクリル樹脂、ポリアリルアミンまたはその誘導体、アミノ化フェノールなどが好ましい。また、アニオン性ポリマーとしては、ポリ(メタ)アクリル酸またはその塩、あるいは(メタ)アクリル酸またはその塩を主成分とする共重合体であることが好ましい。また、架橋剤が、イソシアネート基、グリシジル基、カルボキシル基、オキサゾリン基のいずれかの官能基を有する化合物とシランカップリング剤よりなる群から選ばれる少なくとも1種であることが好ましい。また、前記リン酸またはリン酸塩が、縮合リン酸または縮合リン酸塩であることが好ましい。
Another example of the corrosion resistant film is formed by a coating type corrosion prevention treatment in which a coating agent containing at least one selected from the group consisting of rare earth element oxide sols, anionic polymers and cationic polymers is applied. A thin film is used. The coating agent may further contain phosphoric acid or phosphate, and a cross-linking agent that cross-links the polymer. In the rare earth element oxide sol, fine particles of rare earth element oxide (for example, particles having an average particle diameter of 100 nm or less) are dispersed in a liquid dispersion medium. Examples of the rare earth element oxide include cerium oxide, yttrium oxide, neodymium oxide, and lanthanum oxide, and cerium oxide is preferable from the viewpoint of further improving the adhesiveness. The rare earth element oxides contained in the corrosion resistant coating may be used alone or in combination of two or more. As the liquid dispersion medium of the rare earth element oxide sol, various solvents such as water, alcohol solvents, hydrocarbon solvents, ketone solvents, ester solvents, ether solvents can be used, and water is preferable. Examples of the cationic polymer include polyethyleneimine, an ionic polymer complex composed of a polymer having polyethyleneimine and a carboxylic acid, a primary amine-grafted acrylic resin obtained by graft-polymerizing a primary amine on an acrylic main skeleton, polyallylamine or a derivative thereof. , Aminated phenol and the like are preferable. The anionic polymer is preferably poly (meth) acrylic acid or a salt thereof, or a copolymer containing (meth) acrylic acid or a salt thereof as a main component. Further, it is preferable that the cross-linking agent is at least one selected from the group consisting of a compound having any one of an isocyanate group, a glycidyl group, a carboxyl group and an oxazoline group, and a silane coupling agent. The phosphoric acid or phosphate is preferably condensed phosphoric acid or condensed phosphate.
耐腐食性皮膜の一例としては、リン酸中に、酸化アルミニウム、酸化チタン、酸化セリウム、酸化スズなどの金属酸化物や硫酸バリウムの微粒子を分散させたものをバリア層の表面に塗布し、150℃以上で焼付け処理を行うことにより形成したものが挙げられる。
As an example of the corrosion-resistant coating, a dispersion of fine particles of metal oxide such as aluminum oxide, titanium oxide, cerium oxide, and tin oxide or barium sulfate in phosphoric acid is applied to the surface of the barrier layer, Examples include those formed by performing a baking treatment at a temperature of not less than ° C.
耐腐食性皮膜は、必要に応じて、さらにカチオン性ポリマー及びアニオン性ポリマーの少なくとも一方を積層した積層構造としてもよい。カチオン性ポリマー、アニオン性ポリマーとしては、上述したものが挙げられる。
The corrosion-resistant film may have a laminated structure in which at least one of a cationic polymer and an anionic polymer is further laminated, if necessary. Examples of the cationic polymer and the anionic polymer include those mentioned above.
なお、耐腐食性皮膜の組成の分析は、例えば、飛行時間型2次イオン質量分析法を用いて行うことができる。
Note that analysis of the composition of the corrosion resistant film can be performed using, for example, time-of-flight secondary ion mass spectrometry.
化成処理においてアルミニウム合金箔の表面に形成させる耐腐食性皮膜の量については、特に制限されないが、例えば、塗布型クロメート処理を行う場合であれば、アルミニウム合金箔の表面1m2当たり、クロム酸化合物がクロム換算で例えば0.5~50mg程度、好ましくは1.0~40mg程度、リン化合物がリン換算で例えば0.5~50mg程度、好ましくは1.0~40mg程度、及びアミノ化フェノール重合体が例えば1.0~200mg程度、好ましくは5.0~150mg程度の割合で含有されていることが望ましい。
The amount of the corrosion resistant film formed on the surface of the aluminum alloy foil in the chemical conversion treatment is not particularly limited, but, for example, when the coating type chromate treatment is performed, a chromic acid compound per 1 m 2 of the surface of the aluminum alloy foil is used. Is about 0.5 to 50 mg, preferably about 1.0 to 40 mg in terms of chromium, and the phosphorus compound is, for example, about 0.5 to 50 mg, preferably about 1.0 to 40 mg in terms of phosphorus, and aminated phenol polymer. Is preferably contained in a ratio of, for example, about 1.0 to 200 mg, preferably about 5.0 to 150 mg.
耐腐食性皮膜の厚みとしては、特に制限されないが、皮膜の凝集力や、バリア層や熱融着性樹脂層との密着力の観点から、好ましくは1nm~20μm程度、より好ましくは1nm~100nm程度、さらに好ましくは1nm~50nm程度が挙げられる。なお、耐腐食性皮膜の厚みは、透過電子顕微鏡による観察、または、透過電子顕微鏡による観察と、エネルギー分散型X線分光法もしくは電子線エネルギー損失分光法との組み合わせによって測定することができる。飛行時間型2次イオン質量分析法を用いた耐腐食性皮膜の組成の分析により、例えば、CeとPとOからなる2次イオン(例えば、Ce2PO4
+、CePO4
-などの少なくとも1種)や、例えば、CrとPとOからなる2次イオン(例えば、CrPO2
+、CrPO4
-などの少なくとも1種)に由来するピークが検出される。
The thickness of the corrosion-resistant film is not particularly limited, but from the viewpoint of the cohesive force of the film and the adhesion with the barrier layer or the heat-fusible resin layer, it is preferably about 1 nm to 20 μm, more preferably 1 nm to 100 nm. Degree, and more preferably about 1 nm to 50 nm. The thickness of the corrosion-resistant coating can be measured by observation with a transmission electron microscope or a combination of observation with a transmission electron microscope and energy dispersive X-ray spectroscopy or electron beam energy loss spectroscopy. By analysis of the composition of the corrosion-resistant coating using time-of-flight secondary ion mass spectrometry, for example, at least one secondary ion consisting of Ce, P, and O (eg, Ce 2 PO 4 + , CePO 4 −, etc. Species) or, for example, a peak derived from a secondary ion of Cr, P, and O (for example, at least one of CrPO 2 + , CrPO 4 − ).
化成処理は、耐腐食性皮膜の形成に使用される化合物を含む溶液を、バーコート法、ロールコート法、グラビアコート法、浸漬法などによって、アルミニウム合金箔の表面に塗布した後に、アルミニウム合金箔の温度が70~200℃程度になるように加熱することにより行われる。また、アルミニウム合金箔に化成処理を施す前に、予めアルミニウム合金箔を、アルカリ浸漬法、電解洗浄法、酸洗浄法、電解酸洗浄法などによる脱脂処理に供してもよい。このように脱脂処理を行うことにより、アルミニウム合金箔の表面の化成処理をより効率的に行うことが可能となる。また、脱脂処理にフッ素含有化合物を無機酸で溶解させた酸脱脂剤を用いることで、金属箔の脱脂効果だけでなく不動態である金属のフッ化物を形成させることが可能であり、このような場合には脱脂処理だけを行ってもよい。
The chemical conversion treatment is carried out by applying a solution containing a compound used for forming a corrosion resistant film to the surface of the aluminum alloy foil by a bar coating method, a roll coating method, a gravure coating method, a dipping method, etc. It is carried out by heating so that the temperature becomes about 70 to 200 ° C. Further, before the aluminum alloy foil is subjected to the chemical conversion treatment, the aluminum alloy foil may be previously subjected to a degreasing treatment by an alkali dipping method, an electrolytic cleaning method, an acid cleaning method, an electrolytic acid cleaning method, or the like. By performing the degreasing treatment in this manner, it becomes possible to more efficiently perform the chemical conversion treatment on the surface of the aluminum alloy foil. In addition, by using an acid degreasing agent in which a fluorine-containing compound is dissolved in an inorganic acid for degreasing treatment, it is possible to form not only the degreasing effect of the metal foil but also a passive metal fluoride. In such cases, only degreasing treatment may be performed.
2.蓄電デバイス用外装材
本開示の蓄電デバイス用外装材10は、例えば図1から図4に示すように、少なくとも、基材層1、バリア層3、及び熱融着性樹脂層4をこの順に備える積層体から構成されている。蓄電デバイス用外装材10において、基材層1が最外層側になり、熱融着性樹脂層4は最内層になる。蓄電デバイス用外装材10と蓄電デバイス素子を用いて蓄電デバイスを組み立てる際に、蓄電デバイス用外装材10の熱融着性樹脂層4同士を対向させた状態で、周縁部を熱融着させることによって形成された空間に、蓄電デバイス素子が収容される。 2. Power Storage Device Exterior Material The power storagedevice exterior material 10 of the present disclosure includes at least a base material layer 1, a barrier layer 3, and a heat-fusible resin layer 4 in this order as shown in FIGS. 1 to 4. It is composed of a laminate. In the exterior material 10 for an electricity storage device, the base material layer 1 is the outermost layer side, and the heat-fusible resin layer 4 is the innermost layer. When assembling an electricity storage device using the electricity storage device exterior material 10 and the electricity storage device element, the peripheral edges are heat-sealed with the heat-fusible resin layers 4 of the electricity storage device exterior material 10 facing each other. The electricity storage device element is housed in the space formed by.
本開示の蓄電デバイス用外装材10は、例えば図1から図4に示すように、少なくとも、基材層1、バリア層3、及び熱融着性樹脂層4をこの順に備える積層体から構成されている。蓄電デバイス用外装材10において、基材層1が最外層側になり、熱融着性樹脂層4は最内層になる。蓄電デバイス用外装材10と蓄電デバイス素子を用いて蓄電デバイスを組み立てる際に、蓄電デバイス用外装材10の熱融着性樹脂層4同士を対向させた状態で、周縁部を熱融着させることによって形成された空間に、蓄電デバイス素子が収容される。 2. Power Storage Device Exterior Material The power storage
本開示の蓄電デバイス用外装材のバリア層3は、本開示のアルミニウム合金箔を含んでいる。すなわち、本開示の蓄電デバイス用外装材のバリア層3は、本開示のアルミニウム合金箔により構成することができる。本開示のアルミニウム合金箔を用いた本開示の蓄電デバイス用外装材は、アルミニウム合金箔の腐食が効果的に抑制される。
The barrier layer 3 of the exterior material for an electricity storage device of the present disclosure includes the aluminum alloy foil of the present disclosure. That is, the barrier layer 3 of the exterior material for an electricity storage device of the present disclosure can be configured by the aluminum alloy foil of the present disclosure. In the exterior material for an electricity storage device of the present disclosure using the aluminum alloy foil of the present disclosure, corrosion of the aluminum alloy foil is effectively suppressed.
蓄電デバイス用外装材10は、例えば図2から図4に示すように、基材層1とバリア層3との間に、これらの層間の接着性を高めることなどを目的として、必要に応じて接着剤層2を有していてもよい。また、例えば図3及び図4に示すように、バリア層3と熱融着性樹脂層4との間に、これらの層間の接着性を高めることなどを目的として、必要に応じて接着層5を有していてもよい。また、図4に示すように、基材層1の外側(熱融着性樹脂層4側とは反対側)には、必要に応じて表面被覆層6などが設けられていてもよい。
For example, as shown in FIGS. 2 to 4, the exterior material 10 for an electricity storage device is provided between the base material layer 1 and the barrier layer 3 for the purpose of enhancing the adhesiveness between these layers and the like, if necessary. The adhesive layer 2 may be included. Further, as shown in, for example, FIGS. 3 and 4, an adhesive layer 5 is provided between the barrier layer 3 and the heat-fusible resin layer 4 for the purpose of enhancing the adhesiveness between these layers, if necessary. May have. Further, as shown in FIG. 4, a surface coating layer 6 and the like may be provided on the outside of the base material layer 1 (on the side opposite to the heat-fusible resin layer 4 side), if necessary.
蓄電デバイス用外装材10を構成する積層体の厚みとしては、特に制限されないが、上限については、コスト削減、エネルギー密度向上等の観点からは、例えば300μm以下、好ましくは約180μm以下、約155μm以下、約120μm以下が挙げられ、下限については、蓄電デバイス素子を保護するという蓄電デバイス用外装材の機能を維持する観点からは、好ましくは約35μm以上、約45μm以上、約60μm以上が挙げられ、好ましい範囲については、例えば、35~180μm程度、35~155μm程度、35~120μm程度、45~180μm程度、45~155μm程度、45~120μm程度、60~180μm程度、60~155μm程度、60~120μm程度が挙げられる。
The thickness of the laminate constituting the exterior material 10 for an electricity storage device is not particularly limited, but the upper limit is, for example, 300 μm or less, preferably about 180 μm or less, about 155 μm or less from the viewpoint of cost reduction, energy density improvement, and the like. , About 120 μm or less, and the lower limit is preferably about 35 μm or more, about 45 μm or more, about 60 μm or more, from the viewpoint of maintaining the function of the power storage device exterior material of protecting the power storage device element. Preferred ranges are, for example, about 35 to 180 μm, about 35 to 155 μm, about 35 to 120 μm, about 45 to 180 μm, about 45 to 155 μm, about 45 to 120 μm, about 60 to 180 μm, about 60 to 155 μm, about 60 to 120 μm. The degree can be mentioned.
なお、蓄電デバイス用外装材において、後述のバリア層3については、通常、その製造過程におけるMD(Machine Direction)とTD(Transverse Direction)を判別することができる。例えば、バリア層3がアルミニウム合金箔により構成されている場合、アルミニウム合金箔の圧延方向(RD:Rolling Direction)には、アルミニウム合金箔の表面に、いわゆる圧延痕と呼ばれる線状の筋が形成されている。圧延痕は、圧延方向に沿って伸びているため、アルミニウム合金箔の表面を観察することによって、アルミニウム合金箔の圧延方向を把握することができる。また、積層体の製造過程においては、通常、積層体のMDと、アルミニウム合金箔のRDとが一致するため、積層体のアルミニウム合金箔の表面を観察し、アルミニウム合金箔の圧延方向(RD)を特定することにより、積層体のMDを特定することができる。また、積層体のTDは、積層体のMDとは垂直方向であるため、積層体のTDについても特定することができる。
Note that in the exterior material for an electricity storage device, with respect to the barrier layer 3 described later, it is usually possible to distinguish between MD (Machine Direction) and TD (Transverse Direction) in the manufacturing process. For example, when the barrier layer 3 is composed of an aluminum alloy foil, linear streaks called so-called rolling marks are formed on the surface of the aluminum alloy foil in the rolling direction (RD: Rolling Direction) of the aluminum alloy foil. ing. Since the rolling mark extends along the rolling direction, the rolling direction of the aluminum alloy foil can be grasped by observing the surface of the aluminum alloy foil. In addition, in the manufacturing process of the laminated body, since the MD of the laminated body and the RD of the aluminum alloy foil usually match, the surface of the aluminum alloy foil of the laminated body is observed, and the rolling direction (RD) of the aluminum alloy foil is observed. By specifying, the MD of the laminate can be specified. Since the TD of the laminated body is in the direction perpendicular to the MD of the laminated body, the TD of the laminated body can be specified.
本開示の蓄電デバイス用外装材10においては、熱融着性樹脂層4同士を対向させた状態で、幅7mmの金属板を用いて、試験サンプルの両側から積層方向に、温度190℃、面圧2.0MPa、時間3秒間の条件で加熱・加圧して、熱融着性樹脂層4同士を熱融着させ(図10,11参照)、次に、図12に示されるように、T字剥離となるようにして、引張試験機を用い、温度25℃の環境で、引張速度300mm/分、剥離角180°、チャック間距離50mmの条件で、引張強度測定開始から1.5秒間の間、当該熱融着した界面を剥離させて測定される引張強度(シール強度)の最大値が、110N/15mm以上であることが好ましく、120N/15mm以上であることがより好ましい。なお、当該引張強度の上限は、例えば、200N/15mm以下程度であり、好ましい範囲としては、110~200N/15mm、120~200N/15mmが挙げられる。なお、このような引張強度に設定するためには、例えば、熱融着性樹脂層を構成する樹脂の種類、組成、分子量などを調整する。
In the electricity storage device exterior material 10 of the present disclosure, in a state where the heat-fusible resin layers 4 are opposed to each other, a metal plate having a width of 7 mm is used, and a temperature of 190 ° C. is applied from both sides of the test sample in the laminating direction. The heat-fusible resin layers 4 are heat-fused by heating and pressurizing under a pressure of 2.0 MPa for a time of 3 seconds (see FIGS. 10 and 11), and then, as shown in FIG. In the environment of temperature 25 ° C., tensile speed of 300 mm / min, peeling angle of 180 °, and chuck distance of 50 mm for 1.5 seconds from the start of tensile strength measurement. In the meantime, the maximum value of the tensile strength (seal strength) measured by peeling the heat-sealed interface is preferably 110 N / 15 mm or more, and more preferably 120 N / 15 mm or more. The upper limit of the tensile strength is, for example, about 200 N / 15 mm or less, and preferable ranges include 110 to 200 N / 15 mm and 120 to 200 N / 15 mm. In order to set such a tensile strength, for example, the type, composition, molecular weight, etc. of the resin forming the heat-fusible resin layer are adjusted.
さらに、本開示の蓄電デバイス用外装材10においては、熱融着性樹脂層4同士を対向させた状態で、幅7mmの金属板を用いて、試験サンプルの両側から積層方向に、温度190℃、面圧2.0MPa、時間3秒間の条件で加熱・加圧して、熱融着性樹脂層4同士を熱融着させ(図10,11参照)、次に、図12に示されるように、T字剥離となるようにして、引張試験機を用い、温度140℃の環境で、引張速度300mm/分、剥離角180°、チャック間距離50mmの条件で、引張強度測定開始から1.5秒間の間、当該熱融着した界面を剥離させて測定される引張強度(シール強度)の最大値が、3.0N/15mm以上であることが好ましく、4.0N/15mm以上であることがより好ましい。なお、当該引張強度の上限は、例えば、5.0N/15mm以下程度であり、好ましい範囲としては、3.0~5.0N/15mm、4.0~5.0N/15mmが挙げられる。前記の通り、蓄電デバイス内部のセパレータの耐熱温度は、一般的に120~140℃付近とされているため、本開示の蓄電デバイス用外装材において、140℃という高温環境での前記引張強度(シール強度)の最大値が上記の値を充足することが好ましい。なお、このような引張強度に設定するためには、例えば、熱融着性樹脂層を構成する樹脂の種類、組成、分子量などを調整する。
Furthermore, in the exterior material 10 for an electricity storage device of the present disclosure, a metal plate having a width of 7 mm is used in a state where the heat-fusible resin layers 4 are opposed to each other, and the temperature is 190 ° C. from both sides of the test sample in the stacking direction. , The surface pressure is 2.0 MPa and the time is 3 seconds for heating and pressurization to heat-bond the heat-fusible resin layers 4 together (see FIGS. 10 and 11), and then as shown in FIG. , T-peeling, using a tensile tester, under conditions of a temperature of 140 ° C., a pulling speed of 300 mm / min, a peeling angle of 180 °, and a chuck distance of 50 mm. The maximum value of the tensile strength (seal strength) measured by peeling the heat-sealed interface for a period of time is preferably 3.0 N / 15 mm or more, and preferably 4.0 N / 15 mm or more. More preferable. The upper limit of the tensile strength is, for example, about 5.0 N / 15 mm or less, and preferable ranges include 3.0 to 5.0 N / 15 mm and 4.0 to 5.0 N / 15 mm. As described above, since the heat resistant temperature of the separator inside the electricity storage device is generally set to around 120 to 140 ° C., the tensile strength (seal) in the high temperature environment of 140 ° C. in the electricity storage device exterior material of the present disclosure. The maximum value of (strength) preferably satisfies the above value. In order to set such a tensile strength, for example, the type, composition, molecular weight, etc. of the resin forming the heat-fusible resin layer are adjusted.
後述の実施例に示すように、各温度における上記引張試験は、恒温槽内で行い、所定の温度(25℃又は140℃)となった恒温槽内で、試験サンプルをチャックに取り付け、2分間保持してから測定を開始する。
As shown in Examples described later, the tensile test at each temperature is performed in a constant temperature bath, and the test sample is attached to the chuck for 2 minutes in the constant temperature bath at a predetermined temperature (25 ° C or 140 ° C). Hold and then start the measurement.
電解液接触後のシール強度
また、本開示の蓄電デバイス用外装材10は、85℃の環境において、電解液(6フッ化リン酸リチウムの濃度が1mol/lであり、エチレンカーボネートとジエチルカーボネートとジメチルカーボネートの容積比が1:1:1の溶液(エチレンカーボネートとジエチルカーボネートとジメチルカーボネートを容積比1:1:1で混合して得られた溶液)である)に蓄電デバイス用外装材を72時間接触させた後、前記熱融着性樹脂層の表面に電解液が付着した状態で、熱融着性樹脂層同士を温度190℃、面圧2.0MPa、時間3秒間の条件で熱融着させ、当該熱融着させた界面を剥離する際のシール強度が、電解液に接触させなかった場合のシール強度の60%以上(シール強度の保持率が60%以上)であることが好ましく、80%以上であることがより好ましく、100%であることがさらに好ましい。 Sealing strength after contact with electrolytic solution In addition, theexterior material 10 for an electricity storage device of the present disclosure has an electrolytic solution (the concentration of lithium hexafluorophosphate is 1 mol / l, and ethylene carbonate and diethyl carbonate are contained in an environment of 85 ° C). A solution of dimethyl carbonate in a volume ratio of 1: 1: 1 (a solution obtained by mixing ethylene carbonate, diethyl carbonate, and dimethyl carbonate in a volume ratio of 1: 1: 1) was used as an outer packaging material for an electricity storage device. After being contacted for a time, the heat-fusible resin layers are heat-melted under the conditions of a temperature of 190 ° C., a surface pressure of 2.0 MPa, and a time of 3 seconds while the electrolytic solution is attached to the surface of the heat-fusible resin layer. The sealing strength when adhered and peeling off the heat-fused interface is 60% or more (the sealing strength retention rate is 60% or more) of the sealing strength when not contacted with the electrolytic solution. Preferably Rukoto, more preferably 80% or more, more preferably 100%.
また、本開示の蓄電デバイス用外装材10は、85℃の環境において、電解液(6フッ化リン酸リチウムの濃度が1mol/lであり、エチレンカーボネートとジエチルカーボネートとジメチルカーボネートの容積比が1:1:1の溶液(エチレンカーボネートとジエチルカーボネートとジメチルカーボネートを容積比1:1:1で混合して得られた溶液)である)に蓄電デバイス用外装材を72時間接触させた後、前記熱融着性樹脂層の表面に電解液が付着した状態で、熱融着性樹脂層同士を温度190℃、面圧2.0MPa、時間3秒間の条件で熱融着させ、当該熱融着させた界面を剥離する際のシール強度が、電解液に接触させなかった場合のシール強度の60%以上(シール強度の保持率が60%以上)であることが好ましく、80%以上であることがより好ましく、100%であることがさらに好ましい。 Sealing strength after contact with electrolytic solution In addition, the
(シール強度の保持率の測定方法)
以下の方法により測定される電解液接触前のシール強度を基準(100%)として、電解液に接触させた後におけるシール強度の保持率(%)を算出する。 (Method of measuring seal strength retention rate)
Using the seal strength before contact with the electrolytic solution measured by the following method (100%), the retention rate (%) of the seal strength after contact with the electrolytic solution is calculated.
以下の方法により測定される電解液接触前のシール強度を基準(100%)として、電解液に接触させた後におけるシール強度の保持率(%)を算出する。 (Method of measuring seal strength retention rate)
Using the seal strength before contact with the electrolytic solution measured by the following method (100%), the retention rate (%) of the seal strength after contact with the electrolytic solution is calculated.
<電解液接触前のシール強度の測定>
下記の<電解液接触後のシール強度の測定>において、試験サンプルに電解液を注入しないこと以外は、同様にして引張強度(シール強度)を測定する。熱融着した部分が完全に剥離されるまでの最大引張強度を、電解液接触前のシール強度とする。 <Measurement of seal strength before contact with electrolyte>
In <Measurement of seal strength after contact with electrolytic solution> described below, tensile strength (seal strength) is measured in the same manner except that the electrolytic solution is not injected into the test sample. The maximum tensile strength until the heat-sealed portion is completely peeled off is defined as the sealing strength before contact with the electrolytic solution.
下記の<電解液接触後のシール強度の測定>において、試験サンプルに電解液を注入しないこと以外は、同様にして引張強度(シール強度)を測定する。熱融着した部分が完全に剥離されるまでの最大引張強度を、電解液接触前のシール強度とする。 <Measurement of seal strength before contact with electrolyte>
In <Measurement of seal strength after contact with electrolytic solution> described below, tensile strength (seal strength) is measured in the same manner except that the electrolytic solution is not injected into the test sample. The maximum tensile strength until the heat-sealed portion is completely peeled off is defined as the sealing strength before contact with the electrolytic solution.
<電解液接触後のシール強度の測定>
図14の模式図に示すように、蓄電デバイス用外装材を、幅(x方向)100mm×長さ(z方向)200mmの長方形に裁断して試験サンプルとする(図14a)。試験サンプルを、z方向の中心で折り返して、熱融着性樹脂層側が重なるようにする(図14b)。次に、折り返した試験サンプルのx方向の両端をヒートシールにて封止(温度190℃、面圧2.0MPa、時間3秒間)し、開口部Eを1箇所備える袋状に成形する(図14c)。次に、袋状に成形された試験サンプルの開口部Eから電解液(6フッ化リン酸リチウムの濃度が1mol/lであり、エチレンカーボネートとジエチルカーボネートとジメチルカーボネートの容積比が1:1:1の溶液である溶液)を6g注入し(図14d)、開口部Eの端部をヒートシールにて封止(温度190℃、面圧2.0MPa、時間3秒間)する(図14e)。次に、袋状の試験サンプルの折り返した部分を下にして、温度85℃の環境で所定の保管時間(電解液に接触させる時間であり、72時間など)静置する。次に、試験サンプルの端部を切断して(図14e)、電解液を排出する。次に、熱融着性樹脂層の表面に電解液が付着した状態で、試験サンプルの上下面を金属板(7mm幅)で挟み、温度190℃、面圧1.0MPa、時間3秒間の条件で熱融着性樹脂層同士を熱融着させる(図14f)。次に、幅(x方向)15mmでのシール強度が測定できるように、試験サンプルを両刃型サンプルカッターで幅15mmに切りとる(図14f、g)。次に、T字剥離となるようにして、引張試験機を用い、温度25℃の環境で、引張速度300mm/分、剥離角180°、チャック間距離50mmの条件で熱融着した界面を剥離させて、引張強度(シール強度)を測定する(図12)。熱融着した部分が完全に剥離されるまでの最大引張強度を、電解液接触後のシール強度とする。 <Measurement of seal strength after contact with electrolyte>
As shown in the schematic view of FIG. 14, the exterior material for an electricity storage device is cut into a rectangle having a width (x direction) of 100 mm × length (z direction) of 200 mm to obtain a test sample (FIG. 14 a). The test sample is folded back at the center in the z direction so that the heat-fusible resin layer sides overlap (FIG. 14b). Next, both ends in the x direction of the folded back test sample were sealed by heat sealing (temperature 190 ° C., surface pressure 2.0 MPa,time 3 seconds), and formed into a bag shape having one opening E (FIG. 14c). Next, an electrolyte solution (concentration of lithium hexafluorophosphate is 1 mol / l and volume ratio of ethylene carbonate, diethyl carbonate and dimethyl carbonate is 1: 1: 1 from the opening E of the test sample formed in the shape of a bag. 6 g of the solution of 1) is injected (FIG. 14d), and the end of the opening E is sealed by heat sealing (temperature 190 ° C., surface pressure 2.0 MPa, time 3 seconds) (FIG. 14e). Next, with the folded back portion of the bag-shaped test sample facing downward, the bag is left to stand in an environment of a temperature of 85 ° C. for a predetermined storage time (a time for contacting with an electrolytic solution, 72 hours or the like). The end of the test sample is then cut (Fig. 14e) and the electrolyte is drained. Next, with the electrolytic solution attached to the surface of the heat-fusible resin layer, the upper and lower surfaces of the test sample were sandwiched by metal plates (7 mm width), and the temperature was 190 ° C., the surface pressure was 1.0 MPa, and the conditions were 3 seconds. The heat-fusible resin layers are heat-sealed together (FIG. 14f). Next, the test sample is cut into a width of 15 mm with a double-edged sample cutter so that the seal strength at a width (x direction) of 15 mm can be measured (FIGS. 14f and 14g). Next, using a tensile tester, a T-peel is peeled off at the temperature of 25 ° C. under an environment of a pulling speed of 300 mm / min, a peeling angle of 180 ° and a chuck distance of 50 mm. Then, the tensile strength (seal strength) is measured (FIG. 12). The maximum tensile strength until the heat-sealed portion is completely peeled off is defined as the sealing strength after contact with the electrolytic solution.
図14の模式図に示すように、蓄電デバイス用外装材を、幅(x方向)100mm×長さ(z方向)200mmの長方形に裁断して試験サンプルとする(図14a)。試験サンプルを、z方向の中心で折り返して、熱融着性樹脂層側が重なるようにする(図14b)。次に、折り返した試験サンプルのx方向の両端をヒートシールにて封止(温度190℃、面圧2.0MPa、時間3秒間)し、開口部Eを1箇所備える袋状に成形する(図14c)。次に、袋状に成形された試験サンプルの開口部Eから電解液(6フッ化リン酸リチウムの濃度が1mol/lであり、エチレンカーボネートとジエチルカーボネートとジメチルカーボネートの容積比が1:1:1の溶液である溶液)を6g注入し(図14d)、開口部Eの端部をヒートシールにて封止(温度190℃、面圧2.0MPa、時間3秒間)する(図14e)。次に、袋状の試験サンプルの折り返した部分を下にして、温度85℃の環境で所定の保管時間(電解液に接触させる時間であり、72時間など)静置する。次に、試験サンプルの端部を切断して(図14e)、電解液を排出する。次に、熱融着性樹脂層の表面に電解液が付着した状態で、試験サンプルの上下面を金属板(7mm幅)で挟み、温度190℃、面圧1.0MPa、時間3秒間の条件で熱融着性樹脂層同士を熱融着させる(図14f)。次に、幅(x方向)15mmでのシール強度が測定できるように、試験サンプルを両刃型サンプルカッターで幅15mmに切りとる(図14f、g)。次に、T字剥離となるようにして、引張試験機を用い、温度25℃の環境で、引張速度300mm/分、剥離角180°、チャック間距離50mmの条件で熱融着した界面を剥離させて、引張強度(シール強度)を測定する(図12)。熱融着した部分が完全に剥離されるまでの最大引張強度を、電解液接触後のシール強度とする。 <Measurement of seal strength after contact with electrolyte>
As shown in the schematic view of FIG. 14, the exterior material for an electricity storage device is cut into a rectangle having a width (x direction) of 100 mm × length (z direction) of 200 mm to obtain a test sample (FIG. 14 a). The test sample is folded back at the center in the z direction so that the heat-fusible resin layer sides overlap (FIG. 14b). Next, both ends in the x direction of the folded back test sample were sealed by heat sealing (temperature 190 ° C., surface pressure 2.0 MPa,
蓄電デバイス用外装材を形成する各層
[基材層1]
本開示において、基材層1は、蓄電デバイス用外装材の基材としての機能を発揮させることなどを目的として設けられる層である。基材層1は、蓄電デバイス用外装材の外層側に位置する。 Each layer forming the exterior material for a power storage device [base material layer 1]
In the present disclosure, thebase material layer 1 is a layer provided for the purpose of exerting a function as a base material of the exterior material for an electricity storage device. The base material layer 1 is located on the outer layer side of the exterior material for an electricity storage device.
[基材層1]
本開示において、基材層1は、蓄電デバイス用外装材の基材としての機能を発揮させることなどを目的として設けられる層である。基材層1は、蓄電デバイス用外装材の外層側に位置する。 Each layer forming the exterior material for a power storage device [base material layer 1]
In the present disclosure, the
基材層1を形成する素材については、基材としての機能、すなわち少なくとも絶縁性を備えるものであることを限度として特に制限されない。基材層1は、例えば樹脂を用いて形成することができ、樹脂には後述の添加剤が含まれていてもよい。
The material forming the base material layer 1 is not particularly limited as long as it has a function as a base material, that is, at least an insulating property. The base material layer 1 can be formed by using, for example, a resin, and the resin may contain an additive described below.
基材層1が樹脂により形成されている場合、基材層1は、例えば、樹脂により形成された樹脂フィルムであってもよいし、樹脂を塗布して形成したものであってもよい。樹脂フィルムは、未延伸フィルムであってもよいし、延伸フィルムであってもよい。延伸フィルムとしては、一軸延伸フィルム、二軸延伸フィルムが挙げられ、二軸延伸フィルムが好ましい。二軸延伸フィルムを形成する延伸方法としては、例えば、逐次二軸延伸法、インフレーション法、同時二軸延伸法等が挙げられる。樹脂を塗布する方法としては、ロールコーティング法、グラビアコーティング法、押出コーティング法などがあげられる。
When the base material layer 1 is made of resin, the base material layer 1 may be, for example, a resin film made of resin, or may be formed by applying resin. The resin film may be an unstretched film or a stretched film. Examples of the stretched film include a uniaxially stretched film and a biaxially stretched film, and a biaxially stretched film is preferable. Examples of the stretching method for forming the biaxially stretched film include a sequential biaxial stretching method, an inflation method and a simultaneous biaxial stretching method. Examples of the method for applying the resin include a roll coating method, a gravure coating method and an extrusion coating method.
基材層1を形成する樹脂としては、例えば、ポリエステル、ポリアミド、ポリオレフィン、エポキシ樹脂、アクリル樹脂、フッ素樹脂、ポリウレタン、珪素樹脂、フェノール樹脂などの樹脂や、これらの樹脂の変性物が挙げられる。また、基材層1を形成する樹脂は、これらの樹脂の共重合物であってもよいし、共重合物の変性物であってもよい。さらに、これらの樹脂の混合物であってもよい。
Examples of the resin forming the base material layer 1 include resins such as polyester, polyamide, polyolefin, epoxy resin, acrylic resin, fluororesin, polyurethane, silicon resin, and phenol resin, and modified products of these resins. The resin forming the base material layer 1 may be a copolymer of these resins or a modified product of the copolymer. Further, it may be a mixture of these resins.
基材層1を形成する樹脂としては、これらの中でも、好ましくはポリエステル、ポリアミドが挙げられる。
Among these, the resin forming the base material layer 1 is preferably polyester or polyamide.
ポリエステルとしては、具体的には、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート、ポリブチレンナフタレート、ポリエチレンイソフタレート、共重合ポリエステル等が挙げられる。また、共重合ポリエステルとしては、エチレンテレフタレートを繰り返し単位の主体とした共重合ポリエステル等が挙げられる。具体的には、エチレンテレフタレートを繰り返し単位の主体としてエチレンイソフタレートと重合する共重合体ポリエステル(以下、ポリエチレン(テレフタレート/イソフタレート)にならって略す)、ポリエチレン(テレフタレート/アジペート)、ポリエチレン(テレフタレート/ナトリウムスルホイソフタレート)、ポリエチレン(テレフタレート/ナトリウムイソフタレート)、ポリエチレン(テレフタレート/フェニル-ジカルボキシレート)、ポリエチレン(テレフタレート/デカンジカルボキシレート)等が挙げられる。これらのポリエステルは、1種単独で使用してもよく、また2種以上を組み合わせて使用してもよい。
Specific examples of the polyester include polyethylene terephthalate, polybutylene terephthalate, polyethylene naphthalate, polybutylene naphthalate, polyethylene isophthalate, and copolyester. Further, examples of the copolyester include a copolyester having ethylene terephthalate as a main repeating unit. Specifically, a copolymer polyester which is mainly composed of ethylene terephthalate as a repeating unit and is polymerized with ethylene isophthalate (hereinafter abbreviated to polyethylene (terephthalate / isophthalate)), polyethylene (terephthalate / adipate), polyethylene (terephthalate / Sodium sulfoisophthalate), polyethylene (terephthalate / sodium isophthalate), polyethylene (terephthalate / phenyl-dicarboxylate), polyethylene (terephthalate / decanedicarboxylate) and the like. These polyesters may be used alone or in combination of two or more.
また、ポリアミドとしては、具体的には、ナイロン6、ナイロン66、ナイロン610、ナイロン12、ナイロン46、ナイロン6とナイロン66との共重合体等の脂肪族ポリアミド;テレフタル酸及び/又はイソフタル酸に由来する構成単位を含むナイロン6I、ナイロン6T、ナイロン6IT、ナイロン6I6T(Iはイソフタル酸、Tはテレフタル酸を表す)等のヘキサメチレンジアミン-イソフタル酸-テレフタル酸共重合ポリアミド、ポリアミドMXD6(ポリメタキシリレンアジパミド)等の芳香族を含むポリアミド;ポリアミドPACM6(ポリビス(4‐アミノシクロヘキシル)メタンアジパミド)等の脂環式ポリアミド;さらにラクタム成分や、4,4’-ジフェニルメタン-ジイソシアネート等のイソシアネート成分を共重合させたポリアミド、共重合ポリアミドとポリエステルやポリアルキレンエーテルグリコールとの共重合体であるポリエステルアミド共重合体やポリエーテルエステルアミド共重合体;これらの共重合体等のポリアミドが挙げられる。これらのポリアミドは、1種単独で使用してもよく、また2種以上を組み合わせて使用してもよい。
Specific examples of polyamides include aliphatic polyamides such as nylon 6, nylon 66, nylon 610, nylon 12, nylon 46, and copolymers of nylon 6 and nylon 66; terephthalic acid and / or isophthalic acid. Hexamethylenediamine-isophthalic acid-terephthalic acid copolyamides such as nylon 6I, nylon 6T, nylon 6IT, nylon 6I6T (I represents isophthalic acid, T represents terephthalic acid) containing the derived constitutional unit, polyamide MXD6 (polymeta Polyamides containing aromatics such as silylene adipamide; alicyclic polyamides such as polyamide PACM6 (polybis (4-aminocyclohexyl) methane adipamide); further lactam components and isocyanate components such as 4,4′-diphenylmethane-diisocyanate Polyamides obtained by copolymerizing, copolymerized polyamide and polyester or polyalkylene polyester amide copolymer is a copolymer of a polyether glycol and a polyether ester amide copolymers, polyamides such as a copolymer thereof. These polyamides may be used alone or in combination of two or more.
基材層1は、ポリエステルフィルム、ポリアミドフィルム、及びポリオレフィンフィルムのうち少なくとも1つを含むことが好ましく、延伸ポリエステルフィルム、及び延伸ポリアミドフィルム、及び延伸ポリオレフィンフィルムのうち少なくとも1つを含むことが好ましく、延伸ポリエチレンテレフタレートフィルム、延伸ポリブチレンテレフタレートフィルム、延伸ナイロンフィルム、延伸ポリプロピレンフィルムのうち少なくとも1つを含むことがさらに好ましく、二軸延伸ポリエチレンテレフタレートフィルム、二軸延伸ポリブチレンテレフタレートフィルム、二軸延伸ナイロンフィルム、二軸延伸ポリプロピレンフィルムのうち少なくとも1つを含むことがさらに好ましい。
The base material layer 1 preferably contains at least one of a polyester film, a polyamide film, and a polyolefin film, and preferably contains at least one of a stretched polyester film, a stretched polyamide film, and a stretched polyolefin film, It is more preferable to include at least one of a stretched polyethylene terephthalate film, a stretched polybutylene terephthalate film, a stretched nylon film, and a stretched polypropylene film. A biaxially stretched polyethylene terephthalate film, a biaxially stretched polybutylene terephthalate film, a biaxially stretched nylon film. More preferably, at least one of the biaxially oriented polypropylene films is included.
基材層1は、単層であってもよいし、2層以上により構成されていてもよい。基材層1が2層以上により構成されている場合、基材層1は、樹脂フィルムを接着剤などで積層させた積層体であってもよいし、樹脂を共押出しして2層以上とした樹脂フィルムの積層体であってもよい。また、樹脂を共押出しして2層以上とした樹脂フィルムの積層体を、未延伸のまま基材層1としてもよいし、一軸延伸または二軸延伸して基材層1としてもよい。
The base material layer 1 may be a single layer or may be composed of two or more layers. When the base material layer 1 is composed of two or more layers, the base material layer 1 may be a laminate in which resin films are laminated with an adhesive or the like, or a resin is coextruded into two or more layers. It may be a laminate of the above resin films. Further, a resin film laminate obtained by coextruding a resin into two or more layers may be the unstretched base material layer 1 or may be uniaxially or biaxially stretched to form the base material layer 1.
基材層1において、2層以上の樹脂フィルムの積層体の具体例としては、ポリエステルフィルムとナイロンフィルムとの積層体、2層以上のナイロンフィルムの積層体、2層以上のポリエステルフィルムの積層体などが挙げられ、好ましくは、延伸ナイロンフィルムと延伸ポリエステルフィルムとの積層体、2層以上の延伸ナイロンフィルムの積層体、2層以上の延伸ポリエステルフィルムの積層体が好ましい。例えば、基材層1が2層の樹脂フィルムの積層体である場合、ポリエステル樹脂フィルムとポリエステル樹脂フィルムの積層体、ポリアミド樹脂フィルムとポリアミド樹脂フィルムの積層体、またはポリエステル樹脂フィルムとポリアミド樹脂フィルムの積層体が好ましく、ポリエチレンテレフタレートフィルムとポリエチレンテレフタレートフィルムの積層体、ナイロンフィルムとナイロンフィルムの積層体、またはポリエチレンテレフタレートフィルムとナイロンフィルムの積層体がより好ましい。また、ポリエステル樹脂は、例えば電解液が表面に付着した際に変色し難いことなどから、基材層1が2層以上の樹脂フィルムの積層体である場合、ポリエステル樹脂フィルムが基材層1の最外層に位置することが好ましい。
Specific examples of a laminate of two or more resin films in the base material layer 1 include a laminate of a polyester film and a nylon film, a laminate of two or more nylon films, a laminate of two or more polyester films. And the like, and preferably a laminate of a stretched nylon film and a stretched polyester film, a laminate of two or more stretched nylon films, and a laminate of two or more stretched polyester films. For example, when the base material layer 1 is a laminate of two resin films, a laminate of a polyester resin film and a polyester resin film, a laminate of a polyamide resin film and a polyamide resin film, or a polyester resin film and a polyamide resin film. A laminated body is preferable, and a laminated body of a polyethylene terephthalate film and a polyethylene terephthalate film, a laminated body of a nylon film and a nylon film, or a laminated body of a polyethylene terephthalate film and a nylon film is more preferable. In addition, since the polyester resin does not easily discolor when an electrolytic solution adheres to the surface, when the base material layer 1 is a laminate of two or more resin films, the polyester resin film is It is preferably located in the outermost layer.
基材層1が、2層以上の樹脂フィルムの積層体である場合、2層以上の樹脂フィルムは、接着剤を介して積層させてもよい。好ましい接着剤については、後述の接着剤層2で例示する接着剤と同様のものが挙げられる。なお、2層以上の樹脂フィルムを積層させる方法としては、特に制限されず、公知方法が採用でき、例えばドライラミネート法、サンドイッチラミネート法、押出ラミネート法、サーマルラミネート法などが挙げられ、好ましくはドライラミネート法が挙げられる。ドライラミネート法により積層させる場合には、接着剤としてポリウレタン接着剤を用いることが好ましい。このとき、接着剤の厚みとしては、例えば2~5μm程度が挙げられる。また、樹脂フィルムにアンカーコート層を形成し積層させても良い。アンカーコート層は、後述の接着剤層2で例示する接着剤と同様のものがあげられる。このとき、アンカーコート層の厚みとしては、例えば0.01~1.0μm程度が挙げられる。
When the base material layer 1 is a laminate of two or more resin films, the two or more resin films may be laminated via an adhesive. Examples of preferable adhesives include the same adhesives as those exemplified for the adhesive layer 2 described later. The method for laminating the two or more resin films is not particularly limited, and known methods can be adopted, and examples thereof include a dry laminating method, a sandwich laminating method, an extrusion laminating method, and a thermal laminating method, and preferably a dry laminating method. A laminating method can be mentioned. When laminating by a dry laminating method, it is preferable to use a polyurethane adhesive as the adhesive. At this time, the thickness of the adhesive is, for example, about 2 to 5 μm. Also, an anchor coat layer may be formed on the resin film and laminated. The anchor coat layer may be the same as the adhesive exemplified in the adhesive layer 2 described later. At this time, the thickness of the anchor coat layer is, for example, about 0.01 to 1.0 μm.
また、基材層1の表面及び内部の少なくとも一方には、滑剤、難燃剤、アンチブロッキング剤、酸化防止剤、光安定剤、粘着付与剤、耐電防止剤等の添加剤が存在していてもよい。添加剤は、1種類のみを用いてもよいし、2種類以上を混合して用いてもよい。
Further, even if additives such as a lubricant, a flame retardant, an antiblocking agent, an antioxidant, a light stabilizer, a tackifier, and an antistatic agent are present on at least one of the surface and the inside of the base material layer 1. Good. As the additive, only one kind may be used, or two or more kinds may be mixed and used.
本開示において、蓄電デバイス用外装材の成形性を高める観点からは、基材層1の表面には、滑剤が存在していることが好ましい。滑剤としては、特に制限されないが、好ましくはアミド系滑剤が挙げられる。アミド系滑剤の具体例としては、例えば、飽和脂肪酸アミド、不飽和脂肪酸アミド、置換アミド、メチロールアミド、飽和脂肪酸ビスアミド、不飽和脂肪酸ビスアミド、脂肪酸エステルアミド、芳香族ビスアミドなどが挙げられる。飽和脂肪酸アミドの具体例としては、ラウリン酸アミド、パルミチン酸アミド、ステアリン酸アミド、ベヘン酸アミド、ヒドロキシステアリン酸アミドなどが挙げられる。不飽和脂肪酸アミドの具体例としては、オレイン酸アミド、エルカ酸アミドなどが挙げられる。置換アミドの具体例としては、N-オレイルパルミチン酸アミド、N-ステアリルステアリン酸アミド、N-ステアリルオレイン酸アミド、N-オレイルステアリン酸アミド、N-ステアリルエルカ酸アミドなどが挙げられる。また、メチロールアミドの具体例としては、メチロールステアリン酸アミドなどが挙げられる。飽和脂肪酸ビスアミドの具体例としては、メチレンビスステアリン酸アミド、エチレンビスカプリン酸アミド、エチレンビスラウリン酸アミド、エチレンビスステアリン酸アミド、エチレンビスヒドロキシステアリン酸アミド、エチレンビスベヘン酸アミド、ヘキサメチレンビスステアリン酸アミド、ヘキサメチレンビスベヘン酸アミド、ヘキサメチレンヒドロキシステアリン酸アミド、N,N’-ジステアリルアジピン酸アミド、N,N’-ジステアリルセバシン酸アミドなどが挙げられる。不飽和脂肪酸ビスアミドの具体例としては、エチレンビスオレイン酸アミド、エチレンビスエルカ酸アミド、ヘキサメチレンビスオレイン酸アミド、N,N’-ジオレイルアジピン酸アミド、N,N’-ジオレイルセバシン酸アミドなどが挙げられる。脂肪酸エステルアミドの具体例としては、ステアロアミドエチルステアレートなどが挙げられる。また、芳香族ビスアミドの具体例としては、m-キシリレンビスステアリン酸アミド、m-キシリレンビスヒドロキシステアリン酸アミド、N,N’-ジステアリルイソフタル酸アミドなどが挙げられる。滑剤は、1種類単独で使用してもよいし、2種類以上を組み合わせて使用してもよい。
In the present disclosure, a lubricant is preferably present on the surface of the base material layer 1 from the viewpoint of enhancing the moldability of the exterior material for an electricity storage device. The lubricant is not particularly limited, but preferably an amide lubricant is used. Specific examples of the amide-based lubricant include saturated fatty acid amides, unsaturated fatty acid amides, substituted amides, methylol amides, saturated fatty acid bisamides, unsaturated fatty acid bisamides, fatty acid ester amides, aromatic bisamides, and the like. Specific examples of the saturated fatty acid amide include lauric acid amide, palmitic acid amide, stearic acid amide, behenic acid amide, and hydroxystearic acid amide. Specific examples of unsaturated fatty acid amides include oleic acid amide and erucic acid amide. Specific examples of the substituted amide include N-oleylpalmitic acid amide, N-stearyl stearic acid amide, N-stearyl oleic acid amide, N-oleyl stearic acid amide, and N-stearyl erucic acid amide. Specific examples of the methylolamide include methylolstearic acid amide. Specific examples of the saturated fatty acid bisamide include methylenebisstearic acid amide, ethylenebiscapric acid amide, ethylenebislauric acid amide, ethylenebisstearic acid amide, ethylenebishydroxystearic acid amide, ethylenebisbehenic acid amide, and hexamethylenebisstearic acid amide. Examples thereof include acid amide, hexamethylene bisbehenic acid amide, hexamethylene hydroxystearic acid amide, N, N′-distearyl adipic acid amide and N, N′-distearyl sebacic acid amide. Specific examples of the unsaturated fatty acid bisamide include ethylene bisoleic acid amide, ethylene bis erucic acid amide, hexamethylene bis oleic acid amide, N, N'-dioleyl adipate amide, N, N'-dioleyl sebacic acid amide. And so on. Specific examples of the fatty acid ester amide include stearoamide ethyl stearate. Further, specific examples of the aromatic bisamide include m-xylylenebisstearic acid amide, m-xylylenebishydroxystearic acid amide, N, N'-distearylisophthalic acid amide and the like. The lubricant may be used alone or in combination of two or more.
基材層1の表面に滑剤が存在する場合、その存在量としては、特に制限されないが、好ましくは約3mg/m2以上、より好ましくは4~15mg/m2程度、さらに好ましくは5~14mg/m2程度が挙げられる。
When the lubricant is present on the surface of the base material layer 1, its amount is not particularly limited, but is preferably about 3 mg / m 2 or more, more preferably about 4 to 15 mg / m 2 , and further preferably 5 to 14 mg. / M 2 is included.
基材層1の表面に存在する滑剤は、基材層1を構成する樹脂に含まれる滑剤を滲出させたものであってもよいし、基材層1の表面に滑剤を塗布したものであってもよい。
The lubricant present on the surface of the base material layer 1 may be one in which the lubricant contained in the resin forming the base material layer 1 is exuded, or the one coated with the lubricant on the surface of the base material layer 1. May be.
基材層1の厚みについては、基材としての機能を発揮すれば特に制限されないが、例えば、3~50μm程度、好ましくは10~35μm程度が挙げられる。基材層1が、2層以上の樹脂フィルムの積層体である場合、各層を構成している樹脂フィルムの厚みとしては、それぞれ、好ましくは2~25μm程度が挙げられる。
The thickness of the base material layer 1 is not particularly limited as long as it can function as a base material, but is, for example, about 3 to 50 μm, preferably about 10 to 35 μm. When the base material layer 1 is a laminate of two or more resin films, the thickness of the resin film forming each layer is preferably about 2 to 25 μm.
[接着剤層2]
本開示の蓄電デバイス用外装材において、接着剤層2は、基材層1とバリア層3との接着性を高めることを目的として、必要に応じて、これらの間に設けられる層である。 [Adhesive layer 2]
In the exterior material for an electricity storage device of the present disclosure, theadhesive layer 2 is a layer provided between the base material layer 1 and the barrier layer 3 as needed for the purpose of enhancing the adhesiveness.
本開示の蓄電デバイス用外装材において、接着剤層2は、基材層1とバリア層3との接着性を高めることを目的として、必要に応じて、これらの間に設けられる層である。 [Adhesive layer 2]
In the exterior material for an electricity storage device of the present disclosure, the
接着剤層2は、基材層1とバリア層3とを接着可能である接着剤によって形成される。接着剤層2の形成に使用される接着剤は限定されないが、化学反応型、溶剤揮発型、熱溶融型、熱圧型等のいずれであってもよい。また、2液硬化型接着剤(2液性接着剤)であってもよく、1液硬化型接着剤(1液性接着剤)であってもよく、硬化反応を伴わない樹脂でもよい。また、接着剤層2は単層であってもよいし、多層であってもよい。
The adhesive layer 2 is formed of an adhesive that can bond the base material layer 1 and the barrier layer 3 together. The adhesive used for forming the adhesive layer 2 is not limited, and may be any of a chemical reaction type, a solvent volatilization type, a heat melting type, a heat pressure type and the like. Further, it may be a two-component curing type adhesive (two-component adhesive), a one-component curing type adhesive (one-component adhesive), or a resin that does not undergo a curing reaction. The adhesive layer 2 may be a single layer or a multilayer.
接着剤に含まれる接着成分としては、具体的には、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート、ポリブチレンナフタレート、ポリエチレンイソフタレート、共重合ポリエステル等のポリエステル;ポリエーテル;ポリウレタン;エポキシ樹脂;フェノール樹脂;ナイロン6、ナイロン66、ナイロン12、共重合ポリアミド等のポリアミド;ポリオレフィン、環状ポリオレフィン、酸変性ポリオレフィン、酸変性環状ポリオレフィンなどのポリオレフィン系樹脂;ポリ酢酸ビニル;セルロース;(メタ)アクリル樹脂;ポリイミド;ポリカーボネート;尿素樹脂、メラミン樹脂等のアミノ樹脂;クロロプレンゴム、ニトリルゴム、スチレン-ブタジエンゴム等のゴム;シリコーン樹脂等が挙げられる。これらの接着成分は1種単独で使用してもよく、また2種以上を組み合わせて使用してもよい。これらの接着成分の中でも、好ましくはポリウレタン接着剤が挙げられる。また、これらの接着成分となる樹脂は適切な硬化剤を併用して接着強度を高めることができる。前記硬化剤は、接着成分の持つ官能基に応じて、ポリイソシアネート、多官能エポキシ樹脂、オキサゾリン基含有ポリマー、ポリアミン樹脂、酸無水物などから適切なものを選択する。
Specific examples of the adhesive component contained in the adhesive include polyethylene terephthalate, polybutylene terephthalate, polyethylene naphthalate, polybutylene naphthalate, polyethylene isophthalate, polyesters such as copolyester; polyether; polyurethane; epoxy resin; Phenol resin; nylon 6, nylon 66, nylon 12, polyamide such as copolyamide; polyolefin resin such as polyolefin, cyclic polyolefin, acid modified polyolefin, acid modified cyclic polyolefin; polyvinyl acetate; cellulose; (meth) acrylic resin; Polyimide; Polycarbonate; Amino resin such as urea resin and melamine resin; Rubber such as chloroprene rubber, nitrile rubber and styrene-butadiene rubber; Silicone resin, etc. It is. These adhesive components may be used alone or in combination of two or more. Among these adhesive components, a polyurethane adhesive is preferable. Further, the resin serving as the adhesive component may be used in combination with an appropriate curing agent to enhance the adhesive strength. The curing agent is selected from polyisocyanates, polyfunctional epoxy resins, oxazoline group-containing polymers, polyamine resins, acid anhydrides, etc. depending on the functional groups of the adhesive component.
ポリウレタン接着剤としては、例えば、ポリオール化合物を含有する主剤と、イソシアネート化合物を含有する硬化剤とを含むポリウレタン接着剤が挙げられる。好ましくはポリエステルポリオール、ポリエーテルポリオール、およびアクリルポリオール等のポリオールを主剤として、芳香族系又は脂肪族系のポリイソシアネートを硬化剤とした二液硬化型のポリウレタン接着剤が挙げられる。また、ポリオール化合物としては、繰り返し単位の末端の水酸基に加えて、側鎖にも水酸基を有するポリエステルポリオールを用いることが好ましい。接着剤層2がポリウレタン接着剤により形成されていることで蓄電デバイス用外装材に優れた電解液耐性が付与され、側面に電解液が付着しても基材層1が剥がれることが抑制される。
Examples of the polyurethane adhesive include a polyurethane adhesive containing a base compound containing a polyol compound and a curing agent containing an isocyanate compound. Preferred is a two-component curing type polyurethane adhesive containing a polyol such as a polyester polyol, a polyether polyol and an acrylic polyol as a main component and an aromatic or aliphatic polyisocyanate as a curing agent. Further, as the polyol compound, it is preferable to use a polyester polyol having a hydroxyl group at the side chain in addition to the hydroxyl group at the terminal of the repeating unit. Since the adhesive layer 2 is made of a polyurethane adhesive, excellent resistance to the electrolytic solution is imparted to the exterior material for an electricity storage device, and the base layer 1 is prevented from peeling off even when the electrolytic solution adheres to the side surface. .
また、接着剤層2は、接着性を阻害しない限り他成分の添加が許容され、着色剤や熱可塑性エラストマー、粘着付与剤、フィラーなどを含有してもよい。接着剤層2が着色剤を含んでいることにより、蓄電デバイス用外装材を着色することができる。着色剤としては、顔料、染料などの公知のものが使用できる。また、着色剤は、1種類のみを用いてもよいし、2種類以上を混合して用いてもよい。
Further, the adhesive layer 2 may contain other components as long as it does not impair the adhesiveness, and may contain a colorant, a thermoplastic elastomer, a tackifier, a filler, or the like. Since the adhesive layer 2 contains the coloring agent, the exterior material for the electricity storage device can be colored. Known colorants such as pigments and dyes can be used as the colorant. Moreover, only one type of colorant may be used, or two or more types may be mixed and used.
顔料の種類は、接着剤層2の接着性を損なわない範囲であれば、特に限定されない。有機顔料としては、例えば、アゾ系、フタロシアニン系、キナクリドン系、アンスラキノン系、ジオキサジン系、インジゴチオインジゴ系、ペリノン-ペリレン系、イソインドレニン系、ベンズイミダゾロン系等の顔料が挙げられ、無機顔料としては、カーボンブラック系、酸化チタン系、カドミウム系、鉛系、酸化クロム系、鉄系等の顔料が挙げられ、その他に、マイカ(雲母)の微粉末、魚鱗箔等が挙げられる。
The type of pigment is not particularly limited as long as it does not impair the adhesiveness of the adhesive layer 2. Examples of the organic pigment include azo-based, phthalocyanine-based, quinacridone-based, anthraquinone-based, dioxazine-based, indigothioindigo-based, perinone-perylene-based, isoindolenin-based, benzimidazolone-based pigments, etc. Examples of the pigment include carbon black-based pigments, titanium oxide-based pigments, cadmium-based pigments, lead-based pigments, chromium oxide-based pigments, iron-based pigments, and other fine particles of mica (mica) and fish scale foil.
着色剤の中でも、例えば蓄電デバイス用外装材の外観を黒色とするためには、カーボンブラックが好ましい。
Among the colorants, for example, carbon black is preferable in order to make the exterior material of the electricity storage device have a black appearance.
顔料の平均粒子径としては、特に制限されず、例えば、0.05~5μm程度、好ましくは0.08~2μm程度が挙げられる。なお、顔料の平均粒子径は、レーザ回折/散乱式粒子径分布測定装置で測定されたメジアン径とする。
The average particle diameter of the pigment is not particularly limited and may be, for example, about 0.05 to 5 μm, preferably about 0.08 to 2 μm. The average particle size of the pigment is the median size measured by a laser diffraction / scattering particle size distribution measuring device.
接着剤層2における顔料の含有量としては、蓄電デバイス用外装材が着色されれば特に制限されず、例えば5~60質量%程度、好ましくは10~40質量%が挙げられる。
The content of the pigment in the adhesive layer 2 is not particularly limited as long as the exterior material for the electricity storage device is colored, and is, for example, about 5 to 60% by mass, preferably 10 to 40% by mass.
接着剤層2の厚みは、基材層1とバリア層3とを接着できれば、特に制限されないが、下限については、例えば、約1μm以上、約2μm以上が挙げられ、上限については、約10μm以下、約5μm以下が挙げられ、好ましい範囲については、1~10μm程度、1~5μm程度、2~10μm程度、2~5μm程度が挙げられる。
The thickness of the adhesive layer 2 is not particularly limited as long as the base material layer 1 and the barrier layer 3 can be bonded, but the lower limit is, for example, about 1 μm or more and about 2 μm or more, and the upper limit is about 10 μm or less. And about 5 μm or less, and a preferable range is about 1 to 10 μm, about 1 to 5 μm, about 2 to 10 μm, and about 2 to 5 μm.
[着色層]
着色層は、基材層1とバリア層3との間に必要に応じて設けられる層である(図示を省略する)。接着剤層2を有する場合には、基材層1と接着剤層2との間、接着剤層2とバリア層3との間に着色層を設けてもよい。また、基材層1の外側に着色層を設けてもよい。着色層を設けることにより、蓄電デバイス用外装材を着色することができる。 [Colored layer]
The colored layer is a layer provided between thebase material layer 1 and the barrier layer 3 as needed (not shown). When the adhesive layer 2 is provided, a coloring layer may be provided between the base material layer 1 and the adhesive layer 2 and between the adhesive layer 2 and the barrier layer 3. Further, a colored layer may be provided outside the base material layer 1. By providing the colored layer, the exterior material for the electricity storage device can be colored.
着色層は、基材層1とバリア層3との間に必要に応じて設けられる層である(図示を省略する)。接着剤層2を有する場合には、基材層1と接着剤層2との間、接着剤層2とバリア層3との間に着色層を設けてもよい。また、基材層1の外側に着色層を設けてもよい。着色層を設けることにより、蓄電デバイス用外装材を着色することができる。 [Colored layer]
The colored layer is a layer provided between the
着色層は、例えば、着色剤を含むインキを基材層1の表面、接着剤層2の表面、またはバリア層3の表面に塗布することにより形成することができる。着色剤としては、顔料、染料などの公知のものが使用できる。また、着色剤は、1種類のみを用いてもよいし、2種類以上を混合して用いてもよい。
The coloring layer can be formed, for example, by applying an ink containing a coloring agent to the surface of the base material layer 1, the surface of the adhesive layer 2, or the surface of the barrier layer 3. Known colorants such as pigments and dyes can be used as the colorant. Moreover, only one type of colorant may be used, or two or more types may be mixed and used.
着色層に含まれる着色剤の具体例としては、[接着剤層2]の欄で例示したものと同じものが例示される。
Specific examples of the coloring agent contained in the coloring layer are the same as those exemplified in the section of [Adhesive layer 2].
[バリア層3]
蓄電デバイス用外装材において、バリア層3は、少なくとも水分の浸入を抑止する層である。 [Barrier layer 3]
In the exterior material for an electricity storage device, thebarrier layer 3 is a layer that suppresses at least entry of moisture.
蓄電デバイス用外装材において、バリア層3は、少なくとも水分の浸入を抑止する層である。 [Barrier layer 3]
In the exterior material for an electricity storage device, the
本開示の蓄電デバイス用外装材のバリア層3は、本開示のアルミニウム合金箔を含んでいる。すなわち、本開示の蓄電デバイス用外装材のバリア層3は、本開示のアルミニウム合金箔により構成することができる。本開示のアルミニウム合金箔の詳細は、「1.アルミニウム合金箔」の欄に記載の通りである。
The barrier layer 3 of the exterior material for an electricity storage device of the present disclosure includes the aluminum alloy foil of the present disclosure. That is, the barrier layer 3 of the exterior material for an electricity storage device of the present disclosure can be configured by the aluminum alloy foil of the present disclosure. Details of the aluminum alloy foil of the present disclosure are as described in the section “1. Aluminum alloy foil”.
[熱融着性樹脂層4]
本開示の蓄電デバイス用外装材において、熱融着性樹脂層4は、最内層に該当し、蓄電デバイスの組み立て時に熱融着性樹脂層同士が熱融着して蓄電デバイス素子を密封する機能を発揮する層(シーラント層)である。 [The heat-fusible resin layer 4]
In the exterior material for an electricity storage device of the present disclosure, the heat-fusible resin layer 4 corresponds to the innermost layer, and the heat-fusible resin layers are heat-fused to each other during assembly of the electricity storage device to seal the electricity storage device element. It is a layer (sealant layer) that exhibits the above.
本開示の蓄電デバイス用外装材において、熱融着性樹脂層4は、最内層に該当し、蓄電デバイスの組み立て時に熱融着性樹脂層同士が熱融着して蓄電デバイス素子を密封する機能を発揮する層(シーラント層)である。 [The heat-fusible resin layer 4]
In the exterior material for an electricity storage device of the present disclosure, the heat-
熱融着性樹脂層4を構成している樹脂については、熱融着可能であることを限度として特に制限されないが、ポリオレフィン、酸変性ポリオレフィンなどのポリオレフィン骨格を含む樹脂が好ましい。熱融着性樹脂層4を構成している樹脂がポリオレフィン骨格を含むことは、例えば、赤外分光法、ガスクロマトグラフィー質量分析法などにより分析可能である。また、熱融着性樹脂層4を構成している樹脂を赤外分光法で分析すると、無水マレイン酸に由来するピークが検出されることが好ましい。例えば、赤外分光法にて無水マレイン酸変性ポリオレフィンを測定すると、波数1760cm-1付近と波数1780cm-1付近に無水マレイン酸由来のピークが検出される。熱融着性樹脂層4が無水マレイン酸変性ポリオレフィンより構成された層である場合、赤外分光法にて測定すると、無水マレイン酸由来のピークが検出される。ただし、酸変性度が低いとピークが小さくなり検出されない場合がある。その場合は核磁気共鳴分光法にて分析可能である。
The resin constituting the heat-fusible resin layer 4 is not particularly limited as long as it is heat-fusible, but a resin containing a polyolefin skeleton such as polyolefin or acid-modified polyolefin is preferable. The fact that the resin constituting the heat-fusible resin layer 4 contains a polyolefin skeleton can be analyzed by, for example, infrared spectroscopy, gas chromatography mass spectrometry, or the like. Further, when the resin forming the heat-fusible resin layer 4 is analyzed by infrared spectroscopy, it is preferable that a peak derived from maleic anhydride is detected. For example, when measuring the infrared spectroscopy at a maleic anhydride-modified polyolefin, a peak derived from maleic acid is detected in the vicinity of the wave number of 1760 cm -1 and near the wave number 1780 cm -1. When the heat-fusible resin layer 4 is a layer composed of a maleic anhydride-modified polyolefin, a peak derived from maleic anhydride is detected when measured by infrared spectroscopy. However, if the degree of acid modification is low, the peak may be too small to be detected. In that case, it can be analyzed by nuclear magnetic resonance spectroscopy.
ポリオレフィンとしては、具体的には、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、線状低密度ポリエチレン等のポリエチレン;エチレン-αオレフィン共重合体;ホモポリプロピレン、ポリプロピレンのブロックコポリマー(例えば、プロピレンとエチレンのブロックコポリマー)、ポリプロピレンのランダムコポリマー(例えば、プロピレンとエチレンのランダムコポリマー)等のポリプロピレン;プロピレン-αオレフィン共重合体;エチレン-ブテン-プロピレンのターポリマー等が挙げられる。これらの中でも、ポリプロピレンが好ましい。共重合体である場合のポリオレフィン樹脂は、ブロック共重合体であってもよく、ランダム共重合体であってもよい。これらポリオレフィン系樹脂は、1種を単独で使用してもよく、2種以上を併用してもよい。
Specific examples of the polyolefin include polyethylene such as low density polyethylene, medium density polyethylene, high density polyethylene, and linear low density polyethylene; ethylene-α olefin copolymers; homopolypropylene, block copolymers of polypropylene (for example, propylene and Examples thereof include polypropylene block copolymers) and polypropylene random copolymers (for example, random copolymers of propylene and ethylene); propylene-α-olefin copolymers; ethylene-butene-propylene terpolymers. Of these, polypropylene is preferred. When the polyolefin resin is a copolymer, it may be a block copolymer or a random copolymer. These polyolefin resins may be used alone or in combination of two or more.
また、ポリオレフィンは、環状ポリオレフィンであってもよい。環状ポリオレフィンは、オレフィンと環状モノマーとの共重合体であり、前記環状ポリオレフィンの構成モノマーであるオレフィンとしては、例えば、エチレン、プロピレン、4-メチル-1-ペンテン、スチレン、ブタジエン、イソプレン等が挙げられる。また、環状ポリオレフィンの構成モノマーである環状モノマーとしては、例えば、ノルボルネン等の環状アルケン;シクロペンタジエン、ジシクロペンタジエン、シクロヘキサジエン、ノルボルナジエン等の環状ジエン等が挙げられる。これらの中でも、好ましくは環状アルケン、さらに好ましくはノルボルネンが挙げられる。
Also, the polyolefin may be a cyclic polyolefin. The cyclic polyolefin is a copolymer of an olefin and a cyclic monomer, and examples of the olefin constituting the cyclic polyolefin include ethylene, propylene, 4-methyl-1-pentene, styrene, butadiene and isoprene. To be Examples of the cyclic monomer which is a constituent monomer of the cyclic polyolefin include cyclic alkenes such as norbornene; cyclic dienes such as cyclopentadiene, dicyclopentadiene, cyclohexadiene and norbornadiene. Among these, cyclic alkenes are preferable, and norbornene is more preferable.
酸変性ポリオレフィンとは、ポリオレフィンを酸成分でブロック重合又はグラフト重合することにより変性したポリマーである。酸変性されるポリオレフィンとしては、前記のポリオレフィンや、前記のポリオレフィンにアクリル酸若しくはメタクリル酸等の極性分子を共重合させた共重合体、又は、架橋ポリオレフィン等の重合体等も使用できる。また、酸変性に使用される酸成分としては、例えば、マレイン酸、アクリル酸、イタコン酸、クロトン酸、無水マレイン酸、無水イタコン酸等のカルボン酸またはその無水物が挙げられる。
ㆍ Acid-modified polyolefin is a polymer modified by block or graft polymerization of polyolefin with an acid component. As the acid-modified polyolefin, the above-mentioned polyolefin, a copolymer obtained by copolymerizing the above-mentioned polyolefin with a polar molecule such as acrylic acid or methacrylic acid, or a polymer such as a cross-linked polyolefin can be used. Examples of the acid component used for acid modification include carboxylic acids such as maleic acid, acrylic acid, itaconic acid, crotonic acid, maleic anhydride, and itaconic anhydride, or anhydrides thereof.
酸変性ポリオレフィンは、酸変性環状ポリオレフィンであってもよい。酸変性環状ポリオレフィンとは、環状ポリオレフィンを構成するモノマーの一部を、酸成分に代えて共重合することにより、または環状ポリオレフィンに対して酸成分をブロック重合又はグラフト重合することにより得られるポリマーである。酸変性される環状ポリオレフィンについては、前記と同様である。また、酸変性に使用される酸成分としては、前記のポリオレフィンの変性に使用される酸成分と同様である。
The acid-modified polyolefin may be an acid-modified cyclic polyolefin. The acid-modified cyclic polyolefin is a polymer obtained by copolymerizing some of the monomers constituting the cyclic polyolefin instead of the acid component, or by block-polymerizing or graft-polymerizing the acid component with respect to the cyclic polyolefin. is there. The acid-modified cyclic polyolefin is the same as described above. The acid component used for the acid modification is the same as the acid component used for the modification of the polyolefin.
好ましい酸変性ポリオレフィンとしては、カルボン酸またはその無水物で変性されたポリオレフィン、カルボン酸またはその無水物で変性されたポリプロピレン、無水マレイン酸変性ポリオレフィン、無水マレイン酸変性ポリプロピレンが挙げられる。
Preferred acid-modified polyolefins include polyolefins modified with carboxylic acids or their anhydrides, polypropylene modified with carboxylic acids or their anhydrides, maleic anhydride-modified polyolefins, maleic anhydride-modified polypropylenes.
熱融着性樹脂層4は、1種の樹脂単独で形成してもよく、また2種以上の樹脂を組み合わせたブレンドポリマーにより形成してもよい。さらに、熱融着性樹脂層4は、1層のみで形成されていてもよいが、同一又は異なる樹脂によって2層以上で形成されていてもよい。
The heat-fusible resin layer 4 may be formed of one type of resin alone, or may be formed of a blend polymer in which two or more types of resins are combined. Furthermore, the heat-fusible resin layer 4 may be formed of only one layer, but may be formed of two or more layers of the same or different resin.
また、熱融着性樹脂層4は、必要に応じて滑剤などを含んでいてもよい。熱融着性樹脂層4が滑剤を含む場合、蓄電デバイス用外装材の成形性を高め得る。滑剤としては、特に制限されず、公知の滑剤を用いることができる。滑剤は、1種単独で使用してもよく、また2種以上を組み合わせて使用してもよい。
Further, the heat-fusible resin layer 4 may contain a lubricant and the like, if necessary. When the heat-fusible resin layer 4 contains a lubricant, the formability of the exterior material for an electricity storage device can be improved. The lubricant is not particularly limited, and known lubricants can be used. The lubricant may be used alone or in combination of two or more.
滑剤としては、特に制限されないが、好ましくはアミド系滑剤が挙げられる。滑剤の具体例としては、基材層1で例示したものが挙げられる。滑剤は、1種類単独で使用してもよいし、2種類以上を組み合わせて使用してもよい。
The lubricant is not particularly limited, but an amide lubricant is preferable. Specific examples of the lubricant include those exemplified for the base material layer 1. The lubricant may be used alone or in combination of two or more.
熱融着性樹脂層4の表面に滑剤が存在する場合、その存在量としては、特に制限されないが、電子包装用材料の成形性を高める観点からは、好ましくは10~50mg/m2程度、さらに好ましくは15~40mg/m2程度が挙げられる。
When a lubricant is present on the surface of the heat-fusible resin layer 4, its amount is not particularly limited, but from the viewpoint of enhancing the moldability of the electronic packaging material, it is preferably about 10 to 50 mg / m 2 . More preferably, it is about 15 to 40 mg / m 2 .
熱融着性樹脂層4の表面に存在する滑剤は、熱融着性樹脂層4を構成する樹脂に含まれる滑剤を滲出させたものであってもよいし、熱融着性樹脂層4の表面に滑剤を塗布したものであってもよい。
The lubricant present on the surface of the heat-fusible resin layer 4 may be one in which the lubricant contained in the resin constituting the heat-fusible resin layer 4 is exuded, or the lubricant of the heat-fusible resin layer 4 The surface may be coated with a lubricant.
また、熱融着性樹脂層4の厚みとしては、熱融着性樹脂層同士が熱融着して蓄電デバイス素子を密封する機能を発揮すれば特に制限されないが、例えば約100μm以下、好ましくは約85μm以下、より好ましくは15~85μm程度が挙げられる。なお、例えば、後述の接着層5の厚みが10μm以上である場合には、熱融着性樹脂層4の厚みとしては、好ましくは約85μm以下、より好ましくは15~45μm程度が挙げられ、例えば後述の接着層5の厚みが10μm未満である場合や接着層5が設けられていない場合には、熱融着性樹脂層4の厚みとしては、好ましくは約20μm以上、より好ましくは35~85μm程度が挙げられる。
The thickness of the heat-fusible resin layer 4 is not particularly limited as long as the heat-fusible resin layers have a function of heat-sealing each other and sealing the electricity storage device element, but for example, about 100 μm or less, preferably The thickness is about 85 μm or less, more preferably about 15 to 85 μm. For example, when the thickness of the adhesive layer 5 described later is 10 μm or more, the thickness of the heat-fusible resin layer 4 is preferably about 85 μm or less, more preferably about 15 to 45 μm. When the thickness of the adhesive layer 5 described later is less than 10 μm or when the adhesive layer 5 is not provided, the thickness of the heat-fusible resin layer 4 is preferably about 20 μm or more, more preferably 35 to 85 μm. The degree can be mentioned.
高温環境で熱融着性樹脂層に電解液が接触し、熱融着性樹脂層に電解液が付着した状態で熱融着性樹脂層同士が熱融着された場合にも、熱融着によって、より一層高いシール強度を発揮する観点から、下記の方法により、温度差T1と温度差T2を測定した場合に、温度差T2を温度差T1で除して得られる値(比T2/T1)が、例えば0.55以上、さらには0.60以上であることがより好ましい。下記の温度差T1,T2の測定内容から理解されるとおり、当該比T2/T1が、上限値である1.0に近い程、熱融着性樹脂層が電解液に接触する前後における融解ピークの開始点(補外融解開始温度)と終了点(補外融解終了温度)の幅の変化が小さいことを意味している(図15の模式図を参照)。すなわち、T2の値は、通常、T1の値以下である。融解ピークの補外融解開始温度と補外融解終了温度の幅の変化が大きくなる要因としては、熱融着性樹脂層を構成している樹脂に含まれる低分子量の樹脂が、電解液に接触することにより電解液中に溶出し、電解液に接触した後の熱融着性樹脂層の融解ピークの補外融解開始温度と補外融解終了温度の幅が、電解液に接触する前に比して、小さくなることが挙げられる。融解ピークの補外融解開始温度と補外融解終了温度の幅の変化を小さくするための方法の一つとして、熱融着性樹脂層を構成している樹脂に含まれる低分子量の樹脂の割合を調整する方法が挙げられる。
When the electrolytic solution is in contact with the heat-fusible resin layer in a high temperature environment, and the heat-fusible resin layers are heat-sealed to each other in the state where the electrolyte solution is adhered to the heat-fusible resin layer, the heat-fusion is also performed. Accordingly, from the viewpoint of exhibiting a still higher sealing strength, by the following method, in the case of measuring the temperature difference between T 1 and the temperature difference T 2, obtained by dividing the temperature difference T 2 at a temperature difference T 1 value ( The ratio T 2 / T 1 ) is, for example, 0.55 or more, and more preferably 0.60 or more. As will be understood from the measurement contents of the temperature differences T 1 and T 2 below, the closer the ratio T 2 / T 1 is to the upper limit of 1.0, the closer the heat-fusible resin layer comes into contact with the electrolytic solution. This means that the change in the width between the start point (extrapolated melting start temperature) and the end point (extrapolated melting end temperature) of the melting peak before and after is small (see the schematic diagram of FIG. 15). That is, the value of T 2 is usually less than or equal to the value of T 1 . The reason for the large change in the width of the extrapolation melting start temperature and the extrapolation melting end temperature of the melting peak is that the low molecular weight resin contained in the resin that constitutes the heat-fusible resin layer contacts the electrolytic solution. By eluting in the electrolyte solution, the width of the extrapolation melting start temperature and the extrapolation melting end temperature of the melting peak of the heat-fusible resin layer after contact with the electrolyte solution is Then, it becomes small. As one of the methods for reducing the change in the width between the extrapolation melting start temperature and the extrapolation melting end temperature of the melting peak, the proportion of low molecular weight resin contained in the resin constituting the heat-fusible resin layer There is a method of adjusting.
(温度差T1の測定)
JIS K7121:2012の規定に準拠して、示差走査熱量測定(DSC)を用いて、上記の各蓄電デバイス用外装材の熱融着性樹脂層に用いた樹脂について、DSC曲線を得る。得られたDSC曲線から、熱融着性樹脂層の融解ピーク温度の補外融解開始温度と補外融解終了温度との温度差T1を測定する。 (Measurement of temperature difference T 1 )
In accordance with JIS K7121: 2012, a differential scanning calorimetry (DSC) is used to obtain a DSC curve for the resin used for the heat-fusible resin layer of each of the above-mentioned outer casings for electricity storage devices. From the obtained DSC curve, the temperature difference T 1 between the extrapolation melting start temperature and the extrapolation melting end temperature of the melting peak temperature of the heat-fusible resin layer is measured.
JIS K7121:2012の規定に準拠して、示差走査熱量測定(DSC)を用いて、上記の各蓄電デバイス用外装材の熱融着性樹脂層に用いた樹脂について、DSC曲線を得る。得られたDSC曲線から、熱融着性樹脂層の融解ピーク温度の補外融解開始温度と補外融解終了温度との温度差T1を測定する。 (Measurement of temperature difference T 1 )
In accordance with JIS K7121: 2012, a differential scanning calorimetry (DSC) is used to obtain a DSC curve for the resin used for the heat-fusible resin layer of each of the above-mentioned outer casings for electricity storage devices. From the obtained DSC curve, the temperature difference T 1 between the extrapolation melting start temperature and the extrapolation melting end temperature of the melting peak temperature of the heat-fusible resin layer is measured.
(温度差T2の測定)
温度85℃の環境で、熱融着性樹脂層に用いた樹脂を、6フッ化リン酸リチウムの濃度が1mol/lであり、エチレンカーボネートとジエチルカーボネートとジメチルカーボネートの容積比が1:1:1の溶液である電解液中で72時間静置した後、十分に乾燥させる。次に、JIS K7121:2012の規定に準拠して、示差走査熱量測定(DSC)を用いて、乾燥後のポリプロピレンについて、DSC曲線を得る。次に、得られたDSC曲線から、乾燥後の熱融着性樹脂層の融解ピーク温度の補外融解開始温度と補外融解終了温度との温度差T2を測定する。 (Measurement of temperature difference T 2 )
In the environment of a temperature of 85 ° C., the resin used for the heat-fusible resin layer has a lithium hexafluorophosphate concentration of 1 mol / l and a volume ratio of ethylene carbonate, diethyl carbonate and dimethyl carbonate of 1: 1: After allowing it to stand in the electrolytic solution which is the solution of No. 1 for 72 hours, it is sufficiently dried. Next, in accordance with JIS K7121: 2012, a differential scanning calorimetry (DSC) is used to obtain a DSC curve for the dried polypropylene. Next, the temperature difference T 2 between the extrapolation melting start temperature and the extrapolation melting end temperature of the melting peak temperature of the heat-fusible resin layer after drying is measured from the obtained DSC curve.
温度85℃の環境で、熱融着性樹脂層に用いた樹脂を、6フッ化リン酸リチウムの濃度が1mol/lであり、エチレンカーボネートとジエチルカーボネートとジメチルカーボネートの容積比が1:1:1の溶液である電解液中で72時間静置した後、十分に乾燥させる。次に、JIS K7121:2012の規定に準拠して、示差走査熱量測定(DSC)を用いて、乾燥後のポリプロピレンについて、DSC曲線を得る。次に、得られたDSC曲線から、乾燥後の熱融着性樹脂層の融解ピーク温度の補外融解開始温度と補外融解終了温度との温度差T2を測定する。 (Measurement of temperature difference T 2 )
In the environment of a temperature of 85 ° C., the resin used for the heat-fusible resin layer has a lithium hexafluorophosphate concentration of 1 mol / l and a volume ratio of ethylene carbonate, diethyl carbonate and dimethyl carbonate of 1: 1: After allowing it to stand in the electrolytic solution which is the solution of No. 1 for 72 hours, it is sufficiently dried. Next, in accordance with JIS K7121: 2012, a differential scanning calorimetry (DSC) is used to obtain a DSC curve for the dried polypropylene. Next, the temperature difference T 2 between the extrapolation melting start temperature and the extrapolation melting end temperature of the melting peak temperature of the heat-fusible resin layer after drying is measured from the obtained DSC curve.
融解ピーク温度の補外融解開始温度と補外融解終了温度の測定にあたり、示差走査熱量分析計としては、市販品を用いることができる。また、DSC曲線としては、試験サンプルを-50℃で10分間保持した後、昇温速度10℃/分で200℃まで昇温(1回目)し、200℃で10分間保持した後、降温速度-10℃/分で-50℃まで降温し、-50℃で10分間保持した後、昇温速度10℃/分で200℃まで昇温(2回目)し、200℃で10分間保持し、2回目に200℃まで昇温する際のDSC曲線を用いる。また、温度差T1及び温度差T2を測定する際、それぞれのDSC曲線において、120~160℃の範囲に現れる融解ピークのうち、熱エネルギーの入力の差が最大となる融解ピークについて解析を行う。ピークが重なって2個以上存在していた場合にも、熱エネルギーの入力の差が最大となる融解ピークについてのみ解析を行う。
In measuring the extrapolation melting start temperature and the extrapolation melting end temperature of the melting peak temperature, a commercially available product can be used as the differential scanning calorimeter. As the DSC curve, the test sample was held at −50 ° C. for 10 minutes, then heated up to 200 ° C. at a heating rate of 10 ° C./minute (first time), held at 200 ° C. for 10 minutes, and then cooled down. The temperature was lowered to −50 ° C. at −10 ° C./min, the temperature was kept at −50 ° C. for 10 minutes, then the temperature was raised to 200 ° C. at a temperature rising rate of 10 ° C./min (second time), and the temperature was kept at 200 ° C. for 10 minutes. The DSC curve when heating up to 200 ° C. for the second time is used. Further, when measuring the temperature difference T 1 and the temperature difference T 2 , of the melting peaks appearing in the range of 120 to 160 ° C. in the respective DSC curves, the melting peak with the largest difference in the input of heat energy is analyzed. To do. Even if there are two or more peaks that overlap each other, only the melting peak that maximizes the difference in heat energy input is analyzed.
また、補外融解開始温度は、融解ピーク温度の開始点を意味し、低温(65~75℃)側のベースラインを高温側に延長した直線と、熱エネルギーの入力の差が最大となる融解ピークの低温側の曲線に、勾配が最大になる点で引いた接線との交点の温度とする。補外融解終了温度は、融解ピーク温度の終了点を意味し、高温(170℃)側のベースラインを低温側に延長した直線と、熱エネルギーの入力の差が最大となる融解ピークの高温側の曲線に、勾配が最大になる点で引いた接線との交点の温度とする。
The extrapolation melting start temperature means the starting point of the melting peak temperature, and the melting point that maximizes the difference between the straight line extending the low temperature (65 to 75 ° C) side baseline to the high temperature side and the input of heat energy The temperature at the intersection of the curve on the low temperature side of the peak and the tangent line drawn at the point where the slope is maximum is used. The extrapolation melting end temperature means the end point of the melting peak temperature, and the high temperature side of the melting peak where the difference in the input of thermal energy is the maximum from the straight line extending the high temperature (170 ° C) side baseline to the low temperature side. The temperature at the intersection of the curve and the tangent line drawn at the point where the gradient becomes maximum.
本開示の蓄電デバイス用外装材において、高温環境で熱融着性樹脂層に電解液が接触し、熱融着性樹脂層に電解液が付着した状態で熱融着性樹脂層同士が熱融着された場合にも、熱融着によって、より一層高いシール強度を発揮する観点から、温度差T2を温度差T1で除して得られる値(比T2/T1)としては、例えば0.55以上、好ましくは0.60以上、より好ましくは0.70以上、さらに好ましくは0.75以上が挙げられ、好ましい範囲としては、0.55~1.0程度、0.60~1.0程度0.70~1.0程度、0.75~1.0程度が挙げられる。また、上限は、例えば1.0である。なお、このような比T2/T1に設定するためには、例えば、熱融着性樹脂層4を構成する樹脂の種類、組成、分子量などを調整する。
In the exterior material for an electricity storage device of the present disclosure, the heat-fusible resin layer is heat-melted in a state where the heat-fusible resin layer is in contact with the electrolytic solution in a high temperature environment and the electrolytic solution is attached to the heat-fusible resin layer. The value (ratio T 2 / T 1 ) obtained by dividing the temperature difference T 2 by the temperature difference T 1 from the viewpoint of exerting even higher seal strength by heat fusion even when attached is as follows: For example, 0.55 or more, preferably 0.60 or more, more preferably 0.70 or more, still more preferably 0.75 or more, and a preferable range is about 0.55 to 1.0, 0.60 to For example, about 1.0, about 0.70 to 1.0, about 0.75 to 1.0. The upper limit is 1.0, for example. In order to set such a ratio T 2 / T 1 , for example, the type, composition, molecular weight, etc. of the resin constituting the heat-fusible resin layer 4 are adjusted.
また、高温環境で熱融着性樹脂層に電解液が接触し、熱融着性樹脂層に電解液が付着した状態で熱融着性樹脂層同士が熱融着された場合にも、熱融着によって、より一層高いシール強度を発揮する観点から、温度差T2と温度差T1の差の絶対値|T2-T1|としては、例えば約15℃以下、好ましくは約10℃以下、より好ましくは約8℃以下、さらに好ましくは約7.5℃以下が挙げられ、好ましい範囲としては、0~15℃程度、0~10℃程度、0~8℃程度、0~7.5℃程度、1~15℃程度、1~10℃程度、1~8℃程度、1~7.5℃程度、2~15℃程度、2~10℃程度、2~8℃程度、2~7.5℃程度、5~15℃程度、5~10℃程度、5~8℃程度、5~7.5℃程度が挙げられる。なお、当該差の絶対値|T2-T1|の下限値は、例えば、0℃、1℃、2℃、5℃などである。なお、当該差の絶対値|T2-T1|に設定するためには、例えば、熱融着性樹脂層4を構成する樹脂の種類、組成、分子量などを調整する。
Further, when the electrolytic solution is in contact with the heat-fusible resin layer in a high temperature environment, and the heat-fusible resin layers are heat-sealed together in a state where the electrolytic solution is attached to the heat-fusible resin layer, From the viewpoint of exhibiting even higher seal strength by fusion, the absolute value | T 2 −T 1 | of the temperature difference T 2 and the temperature difference T 1 is, for example, about 15 ° C. or less, preferably about 10 ° C. The temperature is below, more preferably about 8 ° C. or lower, still more preferably about 7.5 ° C. or lower, and the preferable range is about 0 to 15 ° C., about 0 to 10 ° C., about 0 to 8 ° C., 0 to 7. 5 ° C, 1-15 ° C, 1-10 ° C, 1-8 ° C, 1-7.5 ° C, 2-15 ° C, 2-10 ° C, 2-8 ° C, 2- The temperature is about 7.5 ° C., about 5 to 15 ° C., about 5 to 10 ° C., about 5 to 8 ° C., about 5 to 7.5 ° C. The lower limit of the absolute value of the difference | T 2 −T 1 | is, for example, 0 ° C., 1 ° C., 2 ° C., 5 ° C. In order to set the absolute value of the difference to | T 2 −T 1 |, for example, the type, composition, molecular weight, etc. of the resin forming the heat-fusible resin layer 4 are adjusted.
また、温度差T1としては、好ましくは29~38℃程度、より好ましくは32~36℃程度が挙げられる。温度差T2としては、好ましくは17~30℃程度、より好ましくは26~29℃程度が挙げられる。なお、このような温度差T1,T2に設定するためには、例えば、熱融着性樹脂層4を構成する樹脂の種類、組成、分子量などを調整する。
The temperature difference T 1 is preferably about 29 to 38 ° C, more preferably about 32 to 36 ° C. The temperature difference T 2 is preferably about 17 to 30 ° C, more preferably about 26 to 29 ° C. In order to set such temperature differences T 1 and T 2 , for example, the type, composition, molecular weight, etc. of the resin forming the heat-fusible resin layer 4 are adjusted.
[接着層5]
本開示の蓄電デバイス用外装材において、接着層5は、バリア層3(又は耐腐食性皮膜)と熱融着性樹脂層4を強固に接着させるために、これらの間に必要に応じて設けられる層である。 [Adhesive layer 5]
In the exterior material for an electricity storage device of the present disclosure, theadhesive layer 5 is provided between the barrier layer 3 (or the corrosion resistant film) and the heat-fusible resin layer 4 as needed in order to firmly bond them. It is a layer.
本開示の蓄電デバイス用外装材において、接着層5は、バリア層3(又は耐腐食性皮膜)と熱融着性樹脂層4を強固に接着させるために、これらの間に必要に応じて設けられる層である。 [Adhesive layer 5]
In the exterior material for an electricity storage device of the present disclosure, the
接着層5は、バリア層3と熱融着性樹脂層4とを接着可能である樹脂によって形成される。接着層5の形成に使用される樹脂としては、例えば接着剤層2で例示した接着剤と同様のものが使用できる。なお、接着層5の形成に使用される樹脂としては、ポリオレフィン骨格を含んでいることが好ましく、前述の熱融着性樹脂層4で例示したポリオレフィン、酸変性ポリオレフィンが挙げられる。接着層5を構成している樹脂がポリオレフィン骨格を含むことは、例えば、赤外分光法、ガスクロマトグラフィー質量分析法などにより分析可能であり、分析方法は特に問わない。また、接着層5を構成している樹脂を赤外分光法で分析すると、無水マレイン酸に由来するピークが検出されることが好ましい。例えば、赤外分光法にて無水マレイン酸変性ポリオレフィンを測定すると、波数1760cm-1付近と波数1780cm-1付近に無水マレイン酸由来のピークが検出される。ただし、酸変性度が低いとピークが小さくなり検出されない場合がある。その場合は核磁気共鳴分光法にて分析可能である。
The adhesive layer 5 is formed of a resin that can bond the barrier layer 3 and the heat-fusible resin layer 4. As the resin used for forming the adhesive layer 5, for example, the same resins as those exemplified for the adhesive layer 2 can be used. The resin used to form the adhesive layer 5 preferably contains a polyolefin skeleton, and examples thereof include the polyolefins and the acid-modified polyolefins described above as examples of the heat-fusible resin layer 4. The fact that the resin constituting the adhesive layer 5 contains a polyolefin skeleton can be analyzed by, for example, infrared spectroscopy, gas chromatography mass spectrometry, etc., and the analysis method is not particularly limited. Further, when the resin constituting the adhesive layer 5 is analyzed by infrared spectroscopy, it is preferable to detect a peak derived from maleic anhydride. For example, when measuring the infrared spectroscopy at a maleic anhydride-modified polyolefin, a peak derived from maleic acid is detected in the vicinity of the wave number of 1760 cm -1 and near the wave number 1780 cm -1. However, if the degree of acid modification is low, the peak may be too small to be detected. In that case, it can be analyzed by nuclear magnetic resonance spectroscopy.
バリア層3と熱融着性樹脂層4とを強固に接着する観点から、接着層5は、酸変性ポリオレフィンを含むことが好ましい。酸変性ポリオレフィンとしては、カルボン酸またはその無水物で変性されたポリオレフィン、カルボン酸またはその無水物で変性されたポリプロピレン、無水マレイン酸変性ポリオレフィン、無水マレイン酸変性ポリプロピレンが特に好ましい。
From the viewpoint of firmly adhering the barrier layer 3 and the heat-fusible resin layer 4, the adhesive layer 5 preferably contains an acid-modified polyolefin. As the acid-modified polyolefin, a polyolefin modified with a carboxylic acid or an anhydride thereof, a polypropylene modified with a carboxylic acid or an anhydride thereof, a maleic anhydride modified polyolefin, and a maleic anhydride modified polypropylene are particularly preferable.
さらに、蓄電デバイス用外装材の厚みを薄くしつつ、成形後の形状安定性に優れた蓄電デバイス用外装材とする観点からは、接着層5は、酸変性ポリオレフィンと硬化剤を含む樹脂組成物の硬化物であることがより好ましい。酸変性ポリオレフィンとしては、好ましくは、前記のものが例示できる。
Further, from the viewpoint of making the exterior material for an electricity storage device thinner while also providing an exterior material for an electricity storage device excellent in shape stability after molding, the adhesive layer 5 is a resin composition containing an acid-modified polyolefin and a curing agent. It is more preferable that the cured product is. Preferred examples of the acid-modified polyolefin include those mentioned above.
また、接着層5は、酸変性ポリオレフィンと、イソシアネート基を有する化合物、オキサゾリン基を有する化合物、及びエポキシ基を有する化合物からなる群より選択される少なくとも1種とを含む樹脂組成物の硬化物であることが好ましく、酸変性ポリオレフィンと、イソシアネート基を有する化合物及びエポキシ基を有する化合物からなる群より選択される少なくとも1種とを含む樹脂組成物の硬化物であることが特に好ましい。また、接着層5は、ポリウレタン、ポリエステル、及びエポキシ樹脂からなる群より選択される少なくとも1種を含むことが好ましく、ポリウレタン及びエポキシ樹脂を含むことがより好ましい。ポリエステルとしては、例えばアミドエステル樹脂が好ましい。アミドエステル樹脂は、一般的にカルボキシル基とオキサゾリン基の反応で生成する。接着層5は、これらの樹脂のうち少なくとも1種と前記酸変性ポリオレフィンを含む樹脂組成物の硬化物であることがより好ましい。なお、接着層5に、イソシアネート基を有する化合物、オキサゾリン基を有する化合物、エポキシ樹脂などの硬化剤の未反応物が残存している場合、未反応物の存在は、例えば、赤外分光法、ラマン分光法、飛行時間型二次イオン質量分析法(TOF-SIMS)などから選択される方法で確認することが可能である。
The adhesive layer 5 is a cured product of a resin composition containing an acid-modified polyolefin and at least one selected from the group consisting of a compound having an isocyanate group, a compound having an oxazoline group, and a compound having an epoxy group. It is preferable that the cured product is a resin composition containing an acid-modified polyolefin and at least one selected from the group consisting of a compound having an isocyanate group and a compound having an epoxy group. The adhesive layer 5 preferably contains at least one selected from the group consisting of polyurethane, polyester, and epoxy resin, and more preferably contains polyurethane and epoxy resin. As the polyester, for example, an amide ester resin is preferable. The amide ester resin is generally produced by the reaction of a carboxyl group and an oxazoline group. The adhesive layer 5 is more preferably a cured product of a resin composition containing at least one of these resins and the acid-modified polyolefin. When unreacted compounds such as a compound having an isocyanate group, a compound having an oxazoline group, and a curing agent such as an epoxy resin remain in the adhesive layer 5, the presence of the unreacted substance is determined by, for example, infrared spectroscopy, It can be confirmed by a method selected from Raman spectroscopy, time-of-flight secondary ion mass spectrometry (TOF-SIMS), and the like.
また、バリア層3と接着層5との密着性をより高める観点から、接着層5は、酸素原子、複素環、C=N結合、及びC-O-C結合からなる群より選択される少なくとも1種を有する硬化剤を含む樹脂組成物の硬化物であることが好ましい。複素環を有する硬化剤としては、例えば、オキサゾリン基を有する硬化剤、エポキシ基を有する硬化剤などが挙げられる。また、C=N結合を有する硬化剤としては、オキサゾリン基を有する硬化剤、イソシアネート基を有する硬化剤などが挙げられる。また、C-O-C結合を有する硬化剤としては、オキサゾリン基を有する硬化剤、エポキシ基を有する硬化剤、ポリウレタンなどが挙げられる。接着層5がこれらの硬化剤を含む樹脂組成物の硬化物であることは、例えば、ガスクロマトグラフ質量分析(GCMS)、赤外分光法(IR)、飛行時間型二次イオン質量分析法(TOF-SIMS)、X線光電子分光法(XPS)などの方法で確認することができる。
Further, from the viewpoint of further improving the adhesiveness between the barrier layer 3 and the adhesive layer 5, the adhesive layer 5 is at least selected from the group consisting of an oxygen atom, a heterocycle, a C═N bond, and a C—O—C bond. It is preferably a cured product of a resin composition containing one type of curing agent. Examples of the curing agent having a heterocycle include a curing agent having an oxazoline group and a curing agent having an epoxy group. Examples of the curing agent having a C = N bond include a curing agent having an oxazoline group and a curing agent having an isocyanate group. Further, examples of the curing agent having a C—O—C bond include a curing agent having an oxazoline group, a curing agent having an epoxy group, and polyurethane. The fact that the adhesive layer 5 is a cured product of a resin composition containing these curing agents means, for example, gas chromatography mass spectrometry (GCMS), infrared spectroscopy (IR), time-of-flight secondary ion mass spectrometry (TOF). -SIMS), X-ray photoelectron spectroscopy (XPS) and the like.
イソシアネート基を有する化合物としては、特に制限されないが、バリア層3と接着層5との密着性を効果的に高める観点からは、好ましくは多官能イソシアネート化合物が挙げられる。多官能イソシアネート化合物は、2つ以上のイソシアネート基を有する化合物であれば、特に限定されない。多官能イソシアネート系硬化剤の具体例としては、ペンタンジイソシアネート(PDI)、イソホロンジイソシアネート(IPDI)、ヘキサメチレンジイソシアネート(HDI)、トリレンジイソシアネート(TDI)、ジフェニルメタンジイソシアネート(MDI)、これらをポリマー化やヌレート化したもの、これらの混合物や他ポリマーとの共重合物などが挙げられる。また、アダクト体、ビュレット体、イソシアヌレート体などが挙げられる。
The compound having an isocyanate group is not particularly limited, but from the viewpoint of effectively enhancing the adhesiveness between the barrier layer 3 and the adhesive layer 5, a polyfunctional isocyanate compound is preferable. The polyfunctional isocyanate compound is not particularly limited as long as it is a compound having two or more isocyanate groups. Specific examples of the polyfunctional isocyanate-based curing agent include pentane diisocyanate (PDI), isophorone diisocyanate (IPDI), hexamethylene diisocyanate (HDI), tolylene diisocyanate (TDI), diphenylmethane diisocyanate (MDI), and polymerization or nurate thereof. And the like, and their mixtures and copolymers with other polymers. Moreover, an adduct body, a burette body, an isocyanurate body, etc. are mentioned.
接着層5における、イソシアネート基を有する化合物の含有量としては、接着層5を構成する樹脂組成物中、0.1~50質量%の範囲にあることが好ましく、0.5~40質量%の範囲にあることがより好ましい。これにより、バリア層3と接着層5との密着性を効果的に高めることができる。
The content of the compound having an isocyanate group in the adhesive layer 5 is preferably in the range of 0.1 to 50% by mass, and 0.5 to 40% by mass in the resin composition constituting the adhesive layer 5. It is more preferable to be in the range. Thereby, the adhesiveness between the barrier layer 3 and the adhesive layer 5 can be effectively enhanced.
オキサゾリン基を有する化合物は、オキサゾリン骨格を備える化合物であれば、特に限定されない。オキサゾリン基を有する化合物の具体例としては、ポリスチレン主鎖を有するもの、アクリル主鎖を有するものなどが挙げられる。また、市販品としては、例えば、日本触媒社製のエポクロスシリーズなどが挙げられる。
The compound having an oxazoline group is not particularly limited as long as it is a compound having an oxazoline skeleton. Specific examples of the compound having an oxazoline group include those having a polystyrene main chain and those having an acrylic main chain. Examples of commercially available products include Epocros series manufactured by Nippon Shokubai Co., Ltd.
接着層5における、オキサゾリン基を有する化合物の割合としては、接着層5を構成する樹脂組成物中、0.1~50質量%の範囲にあることが好ましく、0.5~40質量%の範囲にあることがより好ましい。これにより、バリア層3と接着層5との密着性を効果的に高めることができる。
The proportion of the compound having an oxazoline group in the adhesive layer 5 is preferably in the range of 0.1 to 50% by mass, and in the range of 0.5 to 40% by mass in the resin composition constituting the adhesive layer 5. Is more preferable. Thereby, the adhesiveness between the barrier layer 3 and the adhesive layer 5 can be effectively enhanced.
エポキシ基を有する化合物としては、例えば、エポキシ樹脂が挙げられる。エポキシ樹脂としては、分子内に存在するエポキシ基によって架橋構造を形成することが可能な樹脂であれば、特に制限されず、公知のエポキシ樹脂を用いることができる。エポキシ樹脂の重量平均分子量としては、好ましくは50~2000程度、より好ましくは100~1000程度、さらに好ましくは200~800程度が挙げられる。なお、本開示において、エポキシ樹脂の重量平均分子量は、標準サンプルとしてポリスチレンを用いた条件で測定された、ゲル浸透クロマトグラフィ(GPC)により測定された値である。
Examples of compounds having an epoxy group include epoxy resins. The epoxy resin is not particularly limited as long as it is a resin that can form a crosslinked structure by an epoxy group existing in the molecule, and a known epoxy resin can be used. The weight average molecular weight of the epoxy resin is preferably about 50 to 2000, more preferably about 100 to 1000, and further preferably about 200 to 800. In the present disclosure, the weight average molecular weight of the epoxy resin is a value measured by gel permeation chromatography (GPC), which is measured under the condition that polystyrene is used as a standard sample.
エポキシ樹脂の具体例としては、トリメチロールプロパンのグリシジルエーテル誘導体、ビスフェノールAジグリシジルエーテル、変性ビスフェノールAジグリシジルエーテル、ノボラックグリシジルエーテル、グリセリンポリグリシジルエーテル、ポリグリセリンポリグリシジルエーテルなどが挙げられる。エポキシ樹脂は、1種類単独で使用してもよいし、2種類以上を組み合わせて使用してもよい。
Specific examples of the epoxy resin include a glycidyl ether derivative of trimethylolpropane, bisphenol A diglycidyl ether, modified bisphenol A diglycidyl ether, novolac glycidyl ether, glycerin polyglycidyl ether, and polyglycerin polyglycidyl ether. The epoxy resin may be used alone or in combination of two or more.
接着層5における、エポキシ樹脂の割合としては、接着層5を構成する樹脂組成物中、0.1~50質量%の範囲にあることが好ましく、0.5~40質量%の範囲にあることがより好ましい。これにより、バリア層3と接着層5との密着性を効果的に高めることができる。
The proportion of the epoxy resin in the adhesive layer 5 is preferably in the range of 0.1 to 50% by mass, and in the range of 0.5 to 40% by mass in the resin composition constituting the adhesive layer 5. Is more preferable. Thereby, the adhesiveness between the barrier layer 3 and the adhesive layer 5 can be effectively enhanced.
ポリウレタンとしては、特に制限されず、公知のポリウレタンを使用することができる。接着層5は、例えば、2液硬化型ポリウレタンの硬化物であってもよい。
The polyurethane is not particularly limited, and known polyurethane can be used. The adhesive layer 5 may be, for example, a cured product of two-component curing type polyurethane.
接着層5における、ポリウレタンの割合としては、接着層5を構成する樹脂組成物中、0.1~50質量%の範囲にあることが好ましく、0.5~40質量%の範囲にあることがより好ましい。これにより、電解液などのバリア層の腐食を誘発する成分が存在する雰囲気における、バリア層3と接着層5との密着性を効果的に高めることができる。
The proportion of polyurethane in the adhesive layer 5 is preferably in the range of 0.1 to 50% by mass, and more preferably in the range of 0.5 to 40% by mass in the resin composition constituting the adhesive layer 5. More preferable. Thereby, the adhesiveness between the barrier layer 3 and the adhesive layer 5 can be effectively enhanced in an atmosphere in which a component such as an electrolytic solution that induces corrosion of the barrier layer exists.
なお、接着層5が、イソシアネート基を有する化合物、オキサゾリン基を有する化合物、及びエポキシ樹脂からなる群より選択される少なくとも1種と、前記酸変性ポリオレフィンとを含む樹脂組成物の硬化物である場合、酸変性ポリオレフィンが主剤として機能し、イソシアネート基を有する化合物、オキサゾリン基を有する化合物、及びエポキシ基を有する化合物は、それぞれ、硬化剤として機能する。
When the adhesive layer 5 is a cured product of a resin composition containing at least one selected from the group consisting of a compound having an isocyanate group, a compound having an oxazoline group, and an epoxy resin, and the acid-modified polyolefin. The acid-modified polyolefin functions as a main agent, and the compound having an isocyanate group, the compound having an oxazoline group, and the compound having an epoxy group each function as a curing agent.
接着層5の厚さは、上限については、好ましくは、約50μm以下、約40μm以下、約30μm以下、約20μm以下、約5μm以下が挙げられ、下限については、好ましくは、約0.1μm以上、約0.5μm以上が挙げられ、当該厚さの範囲としては、好ましくは、0.1~50μm程度、0.1~40μm程度、0.1~30μm程度、0.1~20μm程度、0.1~5μm程度、0.5~50μm程度、0.5~40μm程度、0.5~30μm程度、0.5~20μm程度、0.5~5μm程度が挙げられる。より具体的には、接着剤層2で例示した接着剤や、酸変性ポリオレフィンと硬化剤との硬化物である場合は、好ましくは1~10μm程度、より好ましくは1~5μm程度が挙げられる。また、熱融着性樹脂層4で例示した樹脂を用いる場合であれば、好ましくは2~50μm程度、より好ましくは10~40μm程度が挙げられる。なお、接着層5が接着剤層2で例示した接着剤や、酸変性ポリオレフィンと硬化剤を含む樹脂組成物の硬化物である場合、例えば、当該樹脂組成物を塗布し、加熱等により硬化させることにより、接着層5を形成することができる。また、熱融着性樹脂層4で例示した樹脂を用いる場合、例えば、熱融着性樹脂層4と接着層5との押出成形により形成することができる。
The upper limit of the thickness of the adhesive layer 5 is preferably about 50 μm or less, about 40 μm or less, about 30 μm or less, about 20 μm or less, about 5 μm or less, and the lower limit is preferably about 0.1 μm or more. , About 0.5 μm or more, and the thickness range is preferably about 0.1 to 50 μm, about 0.1 to 40 μm, about 0.1 to 30 μm, about 0.1 to 20 μm, 0. .About.1 to 5 μm, about 0.5 to 50 μm, about 0.5 to 40 μm, about 0.5 to 30 μm, about 0.5 to 20 μm, about 0.5 to 5 μm. More specifically, in the case of the adhesive exemplified in the adhesive layer 2 or a cured product of an acid-modified polyolefin and a curing agent, it is preferably about 1 to 10 μm, more preferably about 1 to 5 μm. When the resin exemplified for the heat-fusible resin layer 4 is used, it is preferably about 2 to 50 μm, more preferably about 10 to 40 μm. When the adhesive layer 5 is a cured product of the adhesive exemplified in the adhesive layer 2 or a resin composition containing an acid-modified polyolefin and a curing agent, for example, the resin composition is applied and cured by heating or the like. As a result, the adhesive layer 5 can be formed. When the resin exemplified in the heat-fusible resin layer 4 is used, the heat-fusible resin layer 4 and the adhesive layer 5 can be formed by extrusion molding, for example.
本開示の蓄電デバイス用外装材において、接着層5は、剛体振り子測定における120℃での対数減衰率ΔEが例えば0.50以下、0.40以下、0.30以下、0.26以下、0.22以下、さらには0.20以下であることが好ましい。本開示においては、120℃における当該対数減衰率ΔEが例えば0.50以下、0.40以下、0.30以下、0.22以下、0.26以下、さらには0.20以下であることにより、蓄電デバイス用外装材によって蓄電デバイス素子を封止する際、熱融着性樹脂層同士を熱融着させた時の接着層の潰れが効果的に抑制され、高温環境における高いシール強度が発揮される。
In the exterior material for an electricity storage device of the present disclosure, the adhesive layer 5 has a logarithmic decrement ΔE at 120 ° C. in a rigid pendulum measurement of, for example, 0.50 or less, 0.40 or less, 0.30 or less, 0.26 or less, 0. It is preferably 0.22 or less, and more preferably 0.20 or less. In the present disclosure, the logarithmic decay rate ΔE at 120 ° C. is, for example, 0.50 or less, 0.40 or less, 0.30 or less, 0.22 or less, 0.26 or less, and further 0.20 or less. , When the electricity storage device element is sealed by the electricity storage device exterior material, the crushing of the adhesive layer when the heat-fusible resin layers are heat-sealed is effectively suppressed, and high sealing strength is exhibited in a high temperature environment. To be done.
剛体振り子測定における120℃での対数減衰率は、120℃という高温環境における樹脂の硬度を表す指標であり、対数減衰率が小さくなるほど樹脂の硬度が高いことを意味している。剛体振り子測定においては、樹脂の温度を低温から高温へ上昇させた時の振り子の減衰率を測定する。剛体振り子測定では、一般に、エッジ部を測定対象物の表面に接触させ、左右方向へ振り子運動させて、測定対象物に振動を付与する。本開示の蓄電デバイス用外装材においては、120℃という高温環境における対数減衰率が例えば0.50以下、0.40以下、0.30以下、0.26以下、0.22以下、さらには0.20以下という硬い接着層5をアルミニウム合金箔と熱融着性樹脂層4との間に配置していることにより、蓄電デバイス用外装材の熱融着時の接着層5の潰れ(薄肉化)が抑制され、さらに、高温環境において高いシール強度を発揮することができる。
The logarithmic decrement at 120 ° C in the rigid pendulum measurement is an index showing the hardness of the resin in a high temperature environment of 120 ° C, and the smaller the logarithmic decrement, the higher the resin hardness. In the rigid pendulum measurement, the damping rate of the pendulum when the temperature of the resin is raised from a low temperature to a high temperature is measured. In the rigid pendulum measurement, generally, the edge portion is brought into contact with the surface of the measurement target object, and the pendulum movement is performed in the left-right direction to impart vibration to the measurement target object. In the exterior material for an electricity storage device of the present disclosure, the logarithmic decay rate in a high temperature environment of 120 ° C. is, for example, 0.50 or less, 0.40 or less, 0.30 or less, 0.26 or less, 0.22 or less, and further 0. By disposing a hard adhesive layer 5 of 20 or less between the aluminum alloy foil and the heat-fusible resin layer 4, the adhesive layer 5 is crushed (thinning) when the heat-sealing of the exterior material for an electricity storage device is performed. ) Is suppressed, and high seal strength can be exhibited in a high temperature environment.
なお、対数減衰率ΔEは、以下の式によって算出される。
ΔE=[ln(A1/A2)+ln(A2/A3)+・・・ln(An/An+1)]/n
A:振幅
n:波数 The logarithmic decay rate ΔE is calculated by the following formula.
ΔE = [ln (A1 / A2) + ln (A2 / A3) + ... ln (An / An + 1)] / n
A: amplitude n: wave number
ΔE=[ln(A1/A2)+ln(A2/A3)+・・・ln(An/An+1)]/n
A:振幅
n:波数 The logarithmic decay rate ΔE is calculated by the following formula.
ΔE = [ln (A1 / A2) + ln (A2 / A3) + ... ln (An / An + 1)] / n
A: amplitude n: wave number
本開示の蓄電デバイス用外装材において、熱融着性樹脂層4同士を熱融着させた際の接着層5の潰れを効果的に抑制し、さらに、高温環境において高いシール強度を発揮する観点から、120℃における当該対数減衰率ΔEとしては、例えば0.10~0.50程度、0.10~0.40程度、0.10~0.30程度、好ましくは0.10~0.26程度、0.10~0.22程度、好ましくは0.10~0.20程度、より好ましくは0.10~0.16程度が挙げられる。なお、当該対数減衰率ΔEに設定するためには、例えば、接着層5を構成する樹脂の種類、組成、分子量などを調整する。
In the exterior material for an electricity storage device of the present disclosure, it is possible to effectively suppress the crushing of the adhesive layer 5 when the heat-fusible resin layers 4 are heat-sealed, and further to exhibit high seal strength in a high temperature environment. Therefore, the logarithmic attenuation rate ΔE at 120 ° C. is, for example, about 0.10 to 0.50, about 0.10 to 0.40, about 0.10 to 0.30, and preferably 0.10 to 0.26. The degree is about 0.10 to 0.22, preferably about 0.10 to 0.20, and more preferably about 0.10 to 0.16. In order to set the logarithmic decrement ΔE, for example, the type, composition, molecular weight, etc. of the resin forming the adhesive layer 5 are adjusted.
対数減衰率ΔEの測定においては、市販の剛体振り子型物性試験器を用い、接着層5に押し当てるエッジ部として円筒型のシリンダエッジ、初期の振幅を0.3degree、30℃から200℃の温度範囲で昇温速度3℃/分の条件で接着層5に対して剛体振り子物性試験を行う。そして、120℃における対数減衰率に基づき、接着層5の発揮する潰れの抑制及び高温環境の熱融着によるシール強度の向上効果の基準を定めた。なお、対数減衰率ΔEを測定する接着層については、蓄電デバイス用外装材を15%塩酸に浸漬して、基材層及びアルミニウム合金箔を溶解させ、接着層と熱融着性樹脂層のみとなったサンプルを十分に乾燥させて測定対象とする。
In the measurement of the logarithmic decrement ΔE, a commercially available rigid pendulum type physical property tester was used, and a cylindrical cylinder edge was used as an edge portion to be pressed against the adhesive layer 5, the initial amplitude was 0.3 degree, and the temperature was from 30 ° C to 200 ° C. A rigid pendulum physical property test is performed on the adhesive layer 5 at a temperature rising rate of 3 ° C./min in the range. Then, based on the logarithmic decrement at 120 ° C., a standard for suppressing the collapse of the adhesive layer 5 and improving the seal strength by heat fusion in a high temperature environment was set. Regarding the adhesive layer for measuring the logarithmic decrement ΔE, the exterior material for an electricity storage device was immersed in 15% hydrochloric acid to dissolve the base material layer and the aluminum alloy foil, and only the adhesive layer and the heat-fusible resin layer were formed. Dry the resulting sample sufficiently and use it as the measurement target.
また、蓄電デバイスから蓄電デバイス用外装材を取得して、接着層5の対数減衰率ΔEを測定することもできる。蓄電デバイスから蓄電デバイス用外装材を取得して、接着層5の対数減衰率ΔEを測定する場合、成形によって蓄電デバイス用外装材が引き伸ばされていない天面部からサンプルを切り出して測定対象とする。
It is also possible to acquire the exterior material for an electricity storage device from the electricity storage device and measure the logarithmic decrement ΔE of the adhesive layer 5. When the exterior material for an electricity storage device is acquired from the electricity storage device and the logarithmic attenuation rate ΔE of the adhesive layer 5 is measured, a sample is cut out from the top surface portion where the exterior material for the electricity storage device is not stretched by molding and is used as a measurement target.
また、本開示の蓄電デバイス用外装材においては、蓄電デバイス用外装材を構成している積層体の熱融着性樹脂層を対向させ、温度190℃、面圧0.5MPa、時間3秒間の条件で積層方向に加熱加圧した後において、接着層の厚さの残存割合が70%以上であることが好ましく、80%以上であることが好ましく、好ましい範囲としては70~95%、80~95%が挙げられる。なお、当該厚さの残存割合の上限は、例えば95%程度である。当該厚さの残存割合は、以下の方法により測定された値である。当該厚さの残存割合に設定するためには、例えば、接着層5を構成する樹脂の種類、組成、分子量などを調整する。
Further, in the exterior material for an electricity storage device of the present disclosure, the heat-fusible resin layers of the laminate constituting the exterior material for an electricity storage device are opposed to each other, and the temperature is 190 ° C., the surface pressure is 0.5 MPa, and the time is 3 seconds. After heating and pressing in the laminating direction under the conditions, the residual ratio of the thickness of the adhesive layer is preferably 70% or more, more preferably 80% or more, and the preferable range is 70 to 95%, 80 to 95% is mentioned. The upper limit of the remaining ratio of the thickness is about 95%, for example. The remaining ratio of the thickness is a value measured by the following method. In order to set the remaining ratio of the thickness, for example, the type, composition, molecular weight, etc. of the resin forming the adhesive layer 5 are adjusted.
<接着層の厚さの残存割合の測定>
蓄電デバイス用外装材を長さ150mm×幅60mmに裁断して、試験サンプルを作製する。次に、試験サンプルの熱融着性樹脂層同士を対向させる。次に、その状態で、幅7mmの金属板を用いて、試験サンプルの両側から積層方向に、温度190℃、面圧0.5MPa、時間3秒間の条件で加熱・加圧して、熱融着性樹脂層同士を熱融着させる。次に、試験サンプルの熱融着させた部分を、ミクロトームを用いて積層方向に裁断して、露出した断面について、接着層の厚さを測定する。熱融着させる前の試験サンプルについても、同様にして、ミクロトームを用いて積層方向に裁断して、露出した断面について、接着層の厚さを測定する。熱融着前の接着層の厚さに対する、熱融着後の接着層の厚さの割合を算出して、接着層の厚さの残存割合(%)を測定する。なお、接着層の厚さは、蓄電デバイス用外装材の端部付近であって、厚さが一定になっている箇所について測定する。 <Measurement of residual ratio of thickness of adhesive layer>
A test sample is prepared by cutting the exterior material for an electricity storage device into a length of 150 mm and a width of 60 mm. Next, the heat-fusible resin layers of the test sample are made to face each other. Then, in that state, using a metal plate having a width of 7 mm, heat and pressure were applied from both sides of the test sample in the laminating direction at a temperature of 190 ° C., a surface pressure of 0.5 MPa, and a time of 3 seconds to perform heat fusion. The heat-resistant resin layers are fused with each other. Next, the heat-fused portion of the test sample is cut in the stacking direction using a microtome, and the thickness of the adhesive layer is measured on the exposed cross section. Similarly, the test sample before heat fusion is cut in the stacking direction using a microtome, and the thickness of the adhesive layer is measured on the exposed cross section. The ratio of the thickness of the adhesive layer after thermal fusion to the thickness of the adhesive layer before thermal fusion is calculated, and the residual ratio (%) of the thickness of the adhesive layer is measured. The thickness of the adhesive layer is measured in the vicinity of the end of the exterior material for an electricity storage device, where the thickness is constant.
蓄電デバイス用外装材を長さ150mm×幅60mmに裁断して、試験サンプルを作製する。次に、試験サンプルの熱融着性樹脂層同士を対向させる。次に、その状態で、幅7mmの金属板を用いて、試験サンプルの両側から積層方向に、温度190℃、面圧0.5MPa、時間3秒間の条件で加熱・加圧して、熱融着性樹脂層同士を熱融着させる。次に、試験サンプルの熱融着させた部分を、ミクロトームを用いて積層方向に裁断して、露出した断面について、接着層の厚さを測定する。熱融着させる前の試験サンプルについても、同様にして、ミクロトームを用いて積層方向に裁断して、露出した断面について、接着層の厚さを測定する。熱融着前の接着層の厚さに対する、熱融着後の接着層の厚さの割合を算出して、接着層の厚さの残存割合(%)を測定する。なお、接着層の厚さは、蓄電デバイス用外装材の端部付近であって、厚さが一定になっている箇所について測定する。 <Measurement of residual ratio of thickness of adhesive layer>
A test sample is prepared by cutting the exterior material for an electricity storage device into a length of 150 mm and a width of 60 mm. Next, the heat-fusible resin layers of the test sample are made to face each other. Then, in that state, using a metal plate having a width of 7 mm, heat and pressure were applied from both sides of the test sample in the laminating direction at a temperature of 190 ° C., a surface pressure of 0.5 MPa, and a time of 3 seconds to perform heat fusion. The heat-resistant resin layers are fused with each other. Next, the heat-fused portion of the test sample is cut in the stacking direction using a microtome, and the thickness of the adhesive layer is measured on the exposed cross section. Similarly, the test sample before heat fusion is cut in the stacking direction using a microtome, and the thickness of the adhesive layer is measured on the exposed cross section. The ratio of the thickness of the adhesive layer after thermal fusion to the thickness of the adhesive layer before thermal fusion is calculated, and the residual ratio (%) of the thickness of the adhesive layer is measured. The thickness of the adhesive layer is measured in the vicinity of the end of the exterior material for an electricity storage device, where the thickness is constant.
また、蓄電デバイスから蓄電デバイス用外装材を取得して、接着層5の厚さの残存割合を測定することもできる。蓄電デバイスから蓄電デバイス用外装材を取得して、接着層5の厚さの残存割合を測定する場合、成形によって蓄電デバイス用外装材が引き伸ばされていない天面部からサンプルを切り出して測定対象とする。
It is also possible to acquire the exterior material for an electricity storage device from the electricity storage device and measure the remaining ratio of the thickness of the adhesive layer 5. When an exterior material for an electricity storage device is obtained from an electricity storage device and the remaining ratio of the thickness of the adhesive layer 5 is measured, a sample is cut out from the top surface portion where the exterior material for the electricity storage device is not stretched by molding and is used as a measurement target. .
接着層5の対数減衰率ΔEは、例えば、接着層5を構成している樹脂のメルトマスフローレート(MFR)、分子量、融点、軟化点、分子量分布、結晶化度などにより調整可能である。
The logarithmic decrement ΔE of the adhesive layer 5 can be adjusted by, for example, the melt mass flow rate (MFR) of the resin forming the adhesive layer 5, the molecular weight, the melting point, the softening point, the molecular weight distribution, and the crystallinity.
[表面被覆層6]
本開示の蓄電デバイス用外装材は、意匠性、耐電解液性、耐傷性、成形性などの向上の少なくとも一つを目的として、必要に応じて、基材層1の上(基材層1のバリア層3とは反対側)に、表面被覆層6を備えていてもよい。表面被覆層6は、蓄電デバイス用外装材を用いて蓄電デバイスを組み立てた時に、蓄電デバイス用外装材の最外層側に位置する層である。 [Surface coating layer 6]
The exterior material for an electricity storage device of the present disclosure is, if necessary, on the base material layer 1 (base material layer 1 for the purpose of at least one of improvement in designability, electrolytic solution resistance, scratch resistance, moldability, etc.). The surface coating layer 6 may be provided on the side opposite to the barrier layer 3). The surface coating layer 6 is a layer located on the outermost layer side of the exterior material for an electricity storage device when the electricity storage device is assembled using the exterior material for an electricity storage device.
本開示の蓄電デバイス用外装材は、意匠性、耐電解液性、耐傷性、成形性などの向上の少なくとも一つを目的として、必要に応じて、基材層1の上(基材層1のバリア層3とは反対側)に、表面被覆層6を備えていてもよい。表面被覆層6は、蓄電デバイス用外装材を用いて蓄電デバイスを組み立てた時に、蓄電デバイス用外装材の最外層側に位置する層である。 [Surface coating layer 6]
The exterior material for an electricity storage device of the present disclosure is, if necessary, on the base material layer 1 (
表面被覆層6は、例えば、ポリ塩化ビニリデン、ポリエステル、ポリウレタン、アクリル樹脂、エポキシ樹脂などの樹脂により形成することができる。
The surface coating layer 6 can be formed of a resin such as polyvinylidene chloride, polyester, polyurethane, acrylic resin, or epoxy resin.
表面被覆層6を形成する樹脂が硬化型の樹脂である場合、当該樹脂は、1液硬化型及び2液硬化型のいずれであってもよいが、好ましくは2液硬化型である。2液硬化型樹脂としては、例えば、2液硬化型ポリウレタン、2液硬化型ポリエステル、2液硬化型エポキシ樹脂などが挙げられる。これらの中でも2液硬化型ポリウレタンが好ましい。
When the resin forming the surface coating layer 6 is a curable resin, the resin may be either a one-component curing type or a two-component curing type, but is preferably a two-component curing type. Examples of the two-component curing type resin include two-component curing type polyurethane, two-component curing type polyester, and two-component curing type epoxy resin. Among these, two-component curing type polyurethane is preferable.
2液硬化型ポリウレタンとしては、例えば、ポリオール化合物を含有する主剤と、イソシアネート化合物を含有する硬化剤とを含むポリウレタンが挙げられる。好ましくはポリエステルポリオール、ポリエーテルポリオール、およびアクリルポリオール等のポリオールを主剤として、芳香族系又は脂肪族系のポリイソシアネートを硬化剤とした二液硬化型のポリウレタンが挙げられる。また、ポリオール化合物としては、繰り返し単位の末端の水酸基に加えて、側鎖にも水酸基を有するポリエステルポリオールを用いることが好ましい。表面被覆層6がポリウレタンにより形成されていることで蓄電デバイス用外装材に優れた電解液耐性が付与される。
The two-component curing type polyurethane includes, for example, a polyurethane containing a base compound containing a polyol compound and a curing agent containing an isocyanate compound. Preferred is a two-component curing type polyurethane having a polyol such as a polyester polyol, a polyether polyol, and an acrylic polyol as a main agent and an aromatic or aliphatic polyisocyanate as a curing agent. Further, as the polyol compound, it is preferable to use a polyester polyol having a hydroxyl group at the side chain in addition to the hydroxyl group at the terminal of the repeating unit. Since the surface coating layer 6 is formed of polyurethane, excellent electrolytic solution resistance is imparted to the exterior material for an electricity storage device.
表面被覆層6は、表面被覆層6の表面及び内部の少なくとも一方には、該表面被覆層6やその表面に備えさせるべき機能性等に応じて、必要に応じて、前述した滑剤や、アンチブロッキング剤、艶消し剤、難燃剤、酸化防止剤、粘着付与剤、耐電防止剤等の添加剤を含んでいてもよい。添加剤としては、例えば、平均粒子径が0.5nm~5μm程度の微粒子が挙げられる。添加剤の平均粒子径は、レーザ回折/散乱式粒子径分布測定装置で測定されたメジアン径とする。
The surface coating layer 6 is provided on at least one of the surface and the inside of the surface coating layer 6 depending on the surface coating layer 6 and the functionality to be provided on the surface thereof, if necessary, and the above-mentioned lubricant or anti-reflective agent. It may contain additives such as a blocking agent, a matting agent, a flame retardant, an antioxidant, a tackifier, and an antistatic agent. Examples of the additive include fine particles having an average particle diameter of about 0.5 nm to 5 μm. The average particle diameter of the additive is a median diameter measured by a laser diffraction / scattering type particle diameter distribution measuring device.
添加剤は、無機物及び有機物のいずれであってもよい。また、添加剤の形状についても、特に制限されず、例えば、球状、繊維状、板状、不定形、鱗片状などが挙げられる。
The additive may be an inorganic substance or an organic substance. Also, the shape of the additive is not particularly limited, and examples thereof include spherical shape, fibrous shape, plate shape, amorphous shape, and scale shape.
添加剤の具体例としては、タルク、シリカ、グラファイト、カオリン、モンモリロナイト、マイカ、ハイドロタルサイト、シリカゲル、ゼオライト、水酸化アルミニウム、水酸化マグネシウム、酸化亜鉛、酸化マグネシウム、酸化アルミニウム、酸化ネオジウム、酸化アンチモン、酸化チタン、酸化セリウム、硫酸カルシウム、硫酸バリウム、炭酸カルシウム、ケイ酸カルシウム、炭酸リチウム、安息香酸カルシウム、シュウ酸カルシウム、ステアリン酸マグネシウム、アルミナ、カーボンブラック、カーボンナノチューブ、高融点ナイロン、アクリレート樹脂、架橋アクリル、架橋スチレン、架橋ポリエチレン、ベンゾグアナミン、金、アルミニウム、銅、ニッケルなどが挙げられる。添加剤は、1種単独で使用してもよく、また2種以上を組み合わせて使用してもよい。これらの添加剤の中でも、分散安定性やコストなどの観点から、好ましくはシリカ、硫酸バリウム、酸化チタンが挙げられる。また、添加剤には、表面に絶縁処理、高分散性処理などの各種表面処理を施してもよい。
Specific examples of the additive include talc, silica, graphite, kaolin, montmorillonite, mica, hydrotalcite, silica gel, zeolite, aluminum hydroxide, magnesium hydroxide, zinc oxide, magnesium oxide, aluminum oxide, neodymium oxide, antimony oxide. , Titanium oxide, cerium oxide, calcium sulfate, barium sulfate, calcium carbonate, calcium silicate, lithium carbonate, calcium benzoate, calcium oxalate, magnesium stearate, alumina, carbon black, carbon nanotubes, high melting point nylon, acrylate resin, Examples include crosslinked acrylic, crosslinked styrene, crosslinked polyethylene, benzoguanamine, gold, aluminum, copper and nickel. The additives may be used alone or in combination of two or more. Among these additives, silica, barium sulfate and titanium oxide are preferable from the viewpoint of dispersion stability and cost. Further, the additives may be subjected to various surface treatments such as insulation treatment and high dispersibility treatment on the surface.
表面被覆層6を形成する方法としては、特に制限されず、例えば、表面被覆層6を形成する樹脂を塗布する方法が挙げられる。表面被覆層6に添加剤を配合する場合には、添加剤を混合した樹脂を塗布すればよい。
The method of forming the surface coating layer 6 is not particularly limited, and examples thereof include a method of applying a resin forming the surface coating layer 6. When the surface coating layer 6 contains an additive, a resin mixed with the additive may be applied.
表面被覆層6の厚みとしては、表面被覆層6としての上記の機能を発揮すれば特に制限されず、例えば0.5~10μm程度、好ましくは1~5μm程度が挙げられる。
The thickness of the surface coating layer 6 is not particularly limited as long as it exhibits the above-mentioned functions as the surface coating layer 6, and is, for example, about 0.5 to 10 μm, preferably about 1 to 5 μm.
3.蓄電デバイス用外装材の製造方法
蓄電デバイス用外装材の製造方法については、本開示の蓄電デバイス用外装材が備える各層を積層させた積層体が得られる限り、特に制限されず、少なくとも、基材層1、バリア層3、及び熱融着性樹脂層4がこの順となるように積層する工程を備える方法が挙げられる。前記の通り、バリア層3としては、本開示のアルミニウム合金箔を用いることができる。 3. Method for manufacturing exterior material for power storage device The method for manufacturing the exterior material for power storage device is not particularly limited as long as a laminate in which each layer of the exterior material for power storage device of the present disclosure is laminated is obtained, and at least a base material. The method includes a step of laminating thelayer 1, the barrier layer 3, and the heat-fusible resin layer 4 in this order. As described above, the aluminum alloy foil of the present disclosure can be used as the barrier layer 3.
蓄電デバイス用外装材の製造方法については、本開示の蓄電デバイス用外装材が備える各層を積層させた積層体が得られる限り、特に制限されず、少なくとも、基材層1、バリア層3、及び熱融着性樹脂層4がこの順となるように積層する工程を備える方法が挙げられる。前記の通り、バリア層3としては、本開示のアルミニウム合金箔を用いることができる。 3. Method for manufacturing exterior material for power storage device The method for manufacturing the exterior material for power storage device is not particularly limited as long as a laminate in which each layer of the exterior material for power storage device of the present disclosure is laminated is obtained, and at least a base material. The method includes a step of laminating the
本開示の蓄電デバイス用外装材の製造方法の一例としては、以下の通りである。まず、基材層1、接着剤層2、バリア層3が順に積層された積層体(以下、「積層体A」と表記することもある)を形成する。積層体Aの形成は、具体的には、基材層1上又は必要に応じて表面が化成処理されたバリア層3に接着剤層2の形成に使用される接着剤を、グラビアコート法、ロールコート法などの塗布方法で塗布、乾燥した後に、当該バリア層3又は基材層1を積層させて接着剤層2を硬化させるドライラミネート法によって行うことができる。
The following is an example of a method for manufacturing the exterior material for an electricity storage device of the present disclosure. First, a laminated body in which the base material layer 1, the adhesive layer 2, and the barrier layer 3 are laminated in order (hereinafter, also referred to as “laminated body A”) is formed. Specifically, the laminate A is formed by applying an adhesive used for forming the adhesive layer 2 on the base material layer 1 or on the barrier layer 3 whose surface has been subjected to chemical conversion treatment, if necessary, by a gravure coating method. This can be performed by a dry laminating method in which the barrier layer 3 or the base material layer 1 is laminated and the adhesive layer 2 is cured after being applied and dried by a coating method such as a roll coating method.
次いで、積層体Aのバリア層3上に、熱融着性樹脂層4を積層させる。バリア層3上に熱融着性樹脂層4を直接積層させる場合には、積層体Aのバリア層3上に、熱融着性樹脂層4をサーマルラミネート法、押出ラミネート法などの方法により積層すればよい。また、バリア層3と熱融着性樹脂層4の間に接着層5を設ける場合には、例えば、(1)積層体Aのバリア層3上に、接着層5及び熱融着性樹脂層4を押出しすることにより積層する方法(共押出しラミネート法、タンデムラミネート法)、(2)別途、接着層5と熱融着性樹脂層4が積層した積層体を形成し、これを積層体Aのバリア層3上にサーマルラミネート法により積層する方法や、積層体Aのバリア層3上に接着層5が積層した積層体を形成し、これを熱融着性樹脂層4とサーマルラミネート法により積層する方法、(3)積層体Aのバリア層3と、予めシート状に製膜した熱融着性樹脂層4との間に、溶融させた接着層5を流し込みながら、接着層5を介して積層体Aと熱融着性樹脂層4を貼り合せる方法(サンドイッチラミネート法)、(4)積層体Aのバリア層3上に、接着層5を形成させるための接着剤を溶液コーティングし、乾燥させる方法や、さらには焼き付ける方法などにより積層させ、この接着層5上に予めシート状に製膜した熱融着性樹脂層4を積層する方法などが挙げられる。
Next, the heat-fusible resin layer 4 is laminated on the barrier layer 3 of the laminate A. When the heat-fusible resin layer 4 is directly laminated on the barrier layer 3, the heat-fusible resin layer 4 is laminated on the barrier layer 3 of the laminate A by a method such as a thermal laminating method or an extrusion laminating method. do it. When the adhesive layer 5 is provided between the barrier layer 3 and the heat-fusible resin layer 4, for example, (1) the adhesive layer 5 and the heat-fusible resin layer are provided on the barrier layer 3 of the laminate A. Method of laminating by extruding 4 (coextrusion laminating method, tandem laminating method), (2) Separately, a laminated body in which the adhesive layer 5 and the heat-fusible resin layer 4 are laminated is formed, and the laminated body A By a thermal lamination method, or by forming a laminated body in which the adhesive layer 5 is laminated on the barrier layer 3 of the laminated body A, and by using the thermal fusion bonding resin layer 4 and the thermal lamination method. Method of Laminating, (3) While pouring the melted adhesive layer 5 between the barrier layer 3 of the laminate A and the heat-fusible resin layer 4 which is formed into a sheet in advance, the adhesive layer 5 is interposed. Method for laminating the laminate A and the heat-fusible resin layer 4 (sandwich lamine (4), (4) the barrier layer 3 of the laminate A is laminated by a solution coating method for forming an adhesive layer 5 with an adhesive, followed by drying, or a baking method. Examples thereof include a method of laminating the heat-fusible resin layer 4 which is previously formed into a sheet shape on the above.
表面被覆層6を設ける場合には、基材層1のバリア層3とは反対側の表面に、表面被覆層6を積層する。表面被覆層6は、例えば表面被覆層6を形成する上記の樹脂を基材層1の表面に塗布することにより形成することができる。なお、基材層1の表面にバリア層3を積層する工程と、基材層1の表面に表面被覆層6を積層する工程の順番は、特に制限されない。例えば、基材層1の表面に表面被覆層6を形成した後、基材層1の表面被覆層6とは反対側の表面にバリア層3を形成してもよい。
When the surface coating layer 6 is provided, the surface coating layer 6 is laminated on the surface of the base material layer 1 opposite to the barrier layer 3. The surface coating layer 6 can be formed, for example, by applying the above-mentioned resin forming the surface coating layer 6 to the surface of the base material layer 1. The order of the step of laminating the barrier layer 3 on the surface of the base material layer 1 and the step of laminating the surface coating layer 6 on the surface of the base material layer 1 is not particularly limited. For example, after forming the surface coating layer 6 on the surface of the base material layer 1, the barrier layer 3 may be formed on the surface of the base material layer 1 opposite to the surface coating layer 6.
上記のようにして、必要に応じて設けられる表面被覆層6/基材層1/必要に応じて設けられる接着剤層2/バリア層3/必要に応じて設けられる接着層5/熱融着性樹脂層4をこの順に備える積層体が形成されるが、必要に応じて設けられる接着剤層2及び接着層5の接着性を強固にするために、さらに、加熱処理に供してもよい。
As described above, the surface coating layer 6 / if necessary, the base material layer 1 / the adhesive layer 2 / barrier layer 3 / the adhesive layer 5 / thermal fusion bonding which is provided as needed. Although a laminate including the functional resin layer 4 in this order is formed, it may be further subjected to a heat treatment in order to strengthen the adhesiveness of the adhesive layer 2 and the adhesive layer 5 provided as necessary.
蓄電デバイス用外装材において、積層体を構成する各層には、必要に応じて、コロナ処理、ブラスト処理、酸化処理、オゾン処理などの表面活性化処理を施すことにより加工適性を向上させてもよい。例えば、基材層1のバリア層3とは反対側の表面にコロナ処理を施すことにより、基材層1表面へのインクの印刷適性を向上させることができる。
In the exterior material for an electricity storage device, each layer constituting the laminate may be subjected to surface activation treatment such as corona treatment, blast treatment, oxidation treatment, or ozone treatment, if necessary, to improve the processability. . For example, by performing corona treatment on the surface of the base material layer 1 opposite to the barrier layer 3, it is possible to improve the printability of the ink on the surface of the base material layer 1.
4.蓄電デバイス用外装材の用途
本開示の蓄電デバイス用外装材は、正極、負極、電解質等の蓄電デバイス素子を密封して収容するための包装体に使用される。すなわち、本開示の蓄電デバイス用外装材によって形成された包装体中に、少なくとも正極、負極、及び電解質を備えた蓄電デバイス素子を収容して、蓄電デバイスとすることができる。 4. Application of Exterior Material for Energy Storage Device The exterior material for an energy storage device according to the present disclosure is used for a package for hermetically housing an energy storage device element such as a positive electrode, a negative electrode, and an electrolyte. That is, an electricity storage device can be prepared by accommodating an electricity storage device element including at least a positive electrode, a negative electrode, and an electrolyte in a package formed of the electricity storage device exterior material of the present disclosure.
本開示の蓄電デバイス用外装材は、正極、負極、電解質等の蓄電デバイス素子を密封して収容するための包装体に使用される。すなわち、本開示の蓄電デバイス用外装材によって形成された包装体中に、少なくとも正極、負極、及び電解質を備えた蓄電デバイス素子を収容して、蓄電デバイスとすることができる。 4. Application of Exterior Material for Energy Storage Device The exterior material for an energy storage device according to the present disclosure is used for a package for hermetically housing an energy storage device element such as a positive electrode, a negative electrode, and an electrolyte. That is, an electricity storage device can be prepared by accommodating an electricity storage device element including at least a positive electrode, a negative electrode, and an electrolyte in a package formed of the electricity storage device exterior material of the present disclosure.
具体的には、少なくとも正極、負極、及び電解質を備えた蓄電デバイス素子を、本開示の蓄電デバイス用外装材で、前記正極及び負極の各々に接続された金属端子が外側に突出させた状態で、蓄電デバイス素子の周縁にフランジ部(熱融着性樹脂層同士が接触する領域)が形成できるようにして被覆し、前記フランジ部の熱融着性樹脂層同士をヒートシールして密封させることによって、蓄電デバイス用外装材を使用した蓄電デバイスが提供される。なお、本開示の蓄電デバイス用外装材により形成された包装体中に蓄電デバイス素子を収容する場合、本開示の蓄電デバイス用外装材の熱融着性樹脂部分が内側(蓄電デバイス素子と接する面)になるようにして、包装体を形成する。
Specifically, in an electricity storage device element having at least a positive electrode, a negative electrode, and an electrolyte, in the exterior material for an electricity storage device of the present disclosure, in a state in which metal terminals connected to each of the positive electrode and the negative electrode are projected outward. To cover the periphery of the electricity storage device element so that a flange portion (a region where the heat-fusible resin layers are in contact with each other) can be formed, and heat-seal and seal the heat-fusible resin layers of the flange portion. Thus, an electricity storage device using the exterior material for an electricity storage device is provided. In the case where the electricity storage device element is housed in a package formed of the electricity storage device exterior material of the present disclosure, the heat-fusible resin portion of the electricity storage device exterior material of the present disclosure is inside (a surface that contacts the electricity storage device element). ), And a package is formed.
本開示の蓄電デバイス用外装材は、電池(コンデンサー、キャパシター等を含む)などの蓄電デバイスに好適に使用することができる。また、本開示の蓄電デバイス用外装材は、一次電池、二次電池のいずれに使用してもよいが、好ましくは二次電池である。本開示の蓄電デバイス用外装材が適用される二次電池の種類については、特に制限されず、例えば、リチウムイオン電池、リチウムイオンポリマー電池、全固体電池、鉛蓄電池、ニッケル・水素蓄電池、ニッケル・カドミウム蓄電池、ニッケル・鉄蓄電池、ニッケル・亜鉛蓄電池、酸化銀・亜鉛蓄電池、金属空気電池、多価カチオン電池、コンデンサー、キャパシター等が挙げられる。これらの二次電池の中でも、本開示の蓄電デバイス用外装材の好適な適用対象として、リチウムイオン電池及びリチウムイオンポリマー電池が挙げられる。
The exterior material for an electricity storage device of the present disclosure can be suitably used for an electricity storage device such as a battery (including a capacitor, a capacitor, etc.). Further, the exterior material for an electricity storage device of the present disclosure may be used in either a primary battery or a secondary battery, but is preferably a secondary battery. The type of secondary battery to which the exterior material for an electricity storage device of the present disclosure is applied is not particularly limited, and examples thereof include a lithium ion battery, a lithium ion polymer battery, an all-solid-state battery, a lead storage battery, a nickel-hydrogen storage battery, and a nickel-hydrogen storage battery. Examples thereof include a cadmium storage battery, a nickel / iron storage battery, a nickel / zinc storage battery, a silver oxide / zinc storage battery, a metal-air battery, a polyvalent cation battery, a capacitor and a capacitor. Among these secondary batteries, lithium ion batteries and lithium ion polymer batteries are mentioned as suitable targets to which the exterior material for an electricity storage device of the present disclosure is applied.
以下に実施例及び比較例を示して本開示を詳細に説明する。但し本開示は実施例に限定されるものではない。
The present disclosure will be described in detail below with reference to examples and comparative examples. However, the present disclosure is not limited to the embodiments.
[実施例1]
<アルミニウム合金箔の製造>
Mn0.10質量%、Mg2.20質量%、Fe0.40質量%、Cu0.10質量%、Si0.00質量%、Cr0.00質量%、Zn0.00質量%、Al残部からなるアルミニウム合金を用い、公知のアルミニウム合金の製法と同様、溶融、均質化処理、熱間圧延、冷間圧延、中間焼鈍、冷間圧延、最終焼鈍の各工程を経て、厚みが40μmのアルミニウム合金箔を得た。得られたアルミニウム合金箔は、表1の実施例1に記載の組成を有している。なお、アルミニウム合金箔の製造条件については、例えば特開2005-163077号公報の記載などを参考にすることができる。 [Example 1]
<Manufacture of aluminum alloy foil>
Using an aluminum alloy consisting of Mn 0.10 mass%, Mg 2.20 mass%, Fe 0.40 mass%, Cu 0.10 mass%, Si 0.00 mass%, Cr 0.00 mass%, Zn 0.00 mass% and the balance of Al. In the same manner as the known aluminum alloy manufacturing method, a 40 μm thick aluminum alloy foil was obtained through the steps of melting, homogenizing treatment, hot rolling, cold rolling, intermediate annealing, cold rolling, and final annealing. The obtained aluminum alloy foil has the composition described in Example 1 in Table 1. The manufacturing conditions of the aluminum alloy foil can be referred to, for example, the description in JP-A-2005-163077.
<アルミニウム合金箔の製造>
Mn0.10質量%、Mg2.20質量%、Fe0.40質量%、Cu0.10質量%、Si0.00質量%、Cr0.00質量%、Zn0.00質量%、Al残部からなるアルミニウム合金を用い、公知のアルミニウム合金の製法と同様、溶融、均質化処理、熱間圧延、冷間圧延、中間焼鈍、冷間圧延、最終焼鈍の各工程を経て、厚みが40μmのアルミニウム合金箔を得た。得られたアルミニウム合金箔は、表1の実施例1に記載の組成を有している。なお、アルミニウム合金箔の製造条件については、例えば特開2005-163077号公報の記載などを参考にすることができる。 [Example 1]
<Manufacture of aluminum alloy foil>
Using an aluminum alloy consisting of Mn 0.10 mass%, Mg 2.20 mass%, Fe 0.40 mass%, Cu 0.10 mass%, Si 0.00 mass%, Cr 0.00 mass%, Zn 0.00 mass% and the balance of Al. In the same manner as the known aluminum alloy manufacturing method, a 40 μm thick aluminum alloy foil was obtained through the steps of melting, homogenizing treatment, hot rolling, cold rolling, intermediate annealing, cold rolling, and final annealing. The obtained aluminum alloy foil has the composition described in Example 1 in Table 1. The manufacturing conditions of the aluminum alloy foil can be referred to, for example, the description in JP-A-2005-163077.
<蓄電デバイス用外装材の製造>
基材層としてポリエチレンテレフタレートフィルム(12μm)/接着剤層(2液硬化型ウレタン接着剤(ポリオール化合物と芳香族イソシアネート化合物)、厚さ3μm)/二軸延伸ナイロンフィルム(厚さ15μm)が順に積層された積層フィルムを用意した。次に、基材層の二軸延伸ナイロンフィルム(厚さ15μm)の上に、両面に耐腐食性皮膜(耐酸性皮膜)を形成した前記のアルミニウム合金箔(表1の組成を有し、厚さ40μm)からなるバリア層をドライラミネート法により積層させた。具体的には、両面に耐腐食性皮膜(耐酸性皮膜(クロメート処理によって形成された皮膜であり、クロム量が30mg/m2))を形成したアルミニウム合金箔の一方面に、2液硬化型ウレタン接着剤(ポリオール化合物と芳香族イソシアネート化合物)を塗布し、アルミニウム合金箔上に接着剤層(硬化後の厚み3μm)を形成した。次いで、アルミニウム合金箔上の接着剤層と二軸延伸ナイロンフィルムを積層した後、エージング処理を実施することにより、基材層/接着剤層/バリア層の積層体を作製した。次に、得られた積層体のバリア層の上に、接着層としての無水マレイン酸変性ポリプロピレン(厚さ40μm)と、熱融着性樹脂層としてのポリプロピレン(厚さ40μm)とを共押出しすることにより、バリア層上に接着層/熱融着性樹脂層を積層させた。次に、得られた積層体をエージングし、加熱することにより、ポリエチレンテレフタレートフィルム(12μm)/接着剤層(3μm)/二軸延伸ナイロンフィルム(15μm)/接着剤層(3μm)/バリア層(40μm)/接着層(40μm)/熱融着性樹脂層(40μm)がこの順に積層された蓄電デバイス用外装材を得た。 <Manufacture of exterior materials for power storage devices>
Polyethylene terephthalate film (12 μm) / adhesive layer (two-component curing type urethane adhesive (polyol compound and aromatic isocyanate compound),thickness 3 μm) / biaxially stretched nylon film (thickness 15 μm) are laminated in this order as a base material layer. The laminated film thus prepared was prepared. Next, on the biaxially stretched nylon film (thickness: 15 μm) of the base material layer, the above aluminum alloy foil (having the composition shown in Table 1 and having a thickness of A barrier layer having a thickness of 40 μm) was laminated by a dry lamination method. Specifically, a two-component curing type is used on one surface of an aluminum alloy foil having a corrosion resistant film (acid resistant film (a film formed by chromate treatment and a chromium content of 30 mg / m 2 )) formed on both surfaces. A urethane adhesive (polyol compound and aromatic isocyanate compound) was applied to form an adhesive layer (thickness 3 μm after curing) on the aluminum alloy foil. Then, after laminating the adhesive layer on the aluminum alloy foil and the biaxially stretched nylon film, aging treatment was carried out to produce a laminate of base material layer / adhesive layer / barrier layer. Next, maleic anhydride-modified polypropylene (thickness 40 μm) as an adhesive layer and polypropylene (thickness 40 μm) as a heat-fusible resin layer are coextruded on the barrier layer of the obtained laminate. Thus, the adhesive layer / heat-fusible resin layer was laminated on the barrier layer. Next, the obtained laminate is aged and heated to give a polyethylene terephthalate film (12 μm) / adhesive layer (3 μm) / biaxially stretched nylon film (15 μm) / adhesive layer (3 μm) / barrier layer ( 40 μm) / adhesive layer (40 μm) / heat-fusible resin layer (40 μm) were laminated in this order to obtain a packaging material for an electricity storage device.
基材層としてポリエチレンテレフタレートフィルム(12μm)/接着剤層(2液硬化型ウレタン接着剤(ポリオール化合物と芳香族イソシアネート化合物)、厚さ3μm)/二軸延伸ナイロンフィルム(厚さ15μm)が順に積層された積層フィルムを用意した。次に、基材層の二軸延伸ナイロンフィルム(厚さ15μm)の上に、両面に耐腐食性皮膜(耐酸性皮膜)を形成した前記のアルミニウム合金箔(表1の組成を有し、厚さ40μm)からなるバリア層をドライラミネート法により積層させた。具体的には、両面に耐腐食性皮膜(耐酸性皮膜(クロメート処理によって形成された皮膜であり、クロム量が30mg/m2))を形成したアルミニウム合金箔の一方面に、2液硬化型ウレタン接着剤(ポリオール化合物と芳香族イソシアネート化合物)を塗布し、アルミニウム合金箔上に接着剤層(硬化後の厚み3μm)を形成した。次いで、アルミニウム合金箔上の接着剤層と二軸延伸ナイロンフィルムを積層した後、エージング処理を実施することにより、基材層/接着剤層/バリア層の積層体を作製した。次に、得られた積層体のバリア層の上に、接着層としての無水マレイン酸変性ポリプロピレン(厚さ40μm)と、熱融着性樹脂層としてのポリプロピレン(厚さ40μm)とを共押出しすることにより、バリア層上に接着層/熱融着性樹脂層を積層させた。次に、得られた積層体をエージングし、加熱することにより、ポリエチレンテレフタレートフィルム(12μm)/接着剤層(3μm)/二軸延伸ナイロンフィルム(15μm)/接着剤層(3μm)/バリア層(40μm)/接着層(40μm)/熱融着性樹脂層(40μm)がこの順に積層された蓄電デバイス用外装材を得た。 <Manufacture of exterior materials for power storage devices>
Polyethylene terephthalate film (12 μm) / adhesive layer (two-component curing type urethane adhesive (polyol compound and aromatic isocyanate compound),
実施例1及び実施例2において、接着層に用いた無水マレイン酸変性ポリプロピレンは、それぞれ、異なるものであり、表3に記載の120℃における対数減衰率ΔE(剛体振り子型物性試験器を用いて測定された値)を有していた。また、実施例1,2において、熱融着性樹脂層は、それぞれ、ポリプロピレン中の低分子量成分の量を調整することにより、後述の方法により測定される、熱融着性樹脂層の融解ピーク温度の開始点(補外融解開始温度)と終了点(補外融解終了温度)との温度差T2を、温度差T1で除して得られる値(T2/T1)が調整されている。
In Examples 1 and 2, the maleic anhydride-modified polypropylene used for the adhesive layer was different, and the logarithmic decrement ΔE at 120 ° C. (using a rigid pendulum type physical property tester shown in Table 3) was used. (Measured value). Further, in Examples 1 and 2, the heat-fusible resin layer is a melting peak of the heat-fusible resin layer, which is measured by the method described below by adjusting the amount of the low molecular weight component in polypropylene. The value (T 2 / T 1 ) obtained by dividing the temperature difference T 2 between the temperature start point (extrapolated melting start temperature) and the end point (extrapolated melting end temperature) by the temperature difference T 1 is adjusted. ing.
蓄電デバイス用外装材の両面には、それぞれ、滑剤としてエルカ酸アミドを存在させて、滑剤層を形成した。以下の実施例及び比較例においても同じである。
Erucamide was present as a lubricant on both sides of the exterior material for the electricity storage device to form a lubricant layer. The same applies to the following examples and comparative examples.
[実施例2]
アルミニウム合金箔の組成をMn0.17質量%、Mg0.20質量%、Fe0.09質量%、Cu0.00質量%、Si0.00質量%、Cr0.00質量%、Zn0.00質量%、Al残部とした以外は、実施例1と同様にして、蓄電デバイス用外装材を得た。 [Example 2]
The composition of the aluminum alloy foil is 0.17 mass% Mn, 0.20 mass% Mg, 0.09 mass% Fe, 0.00 mass% Cu, 0.00 mass% Si, 0.00 mass% Cr, 0.00 mass% Zn, and the balance of Al. An outer casing material for an electricity storage device was obtained in the same manner as in Example 1 except for the above.
アルミニウム合金箔の組成をMn0.17質量%、Mg0.20質量%、Fe0.09質量%、Cu0.00質量%、Si0.00質量%、Cr0.00質量%、Zn0.00質量%、Al残部とした以外は、実施例1と同様にして、蓄電デバイス用外装材を得た。 [Example 2]
The composition of the aluminum alloy foil is 0.17 mass% Mn, 0.20 mass% Mg, 0.09 mass% Fe, 0.00 mass% Cu, 0.00 mass% Si, 0.00 mass% Cr, 0.00 mass% Zn, and the balance of Al. An outer casing material for an electricity storage device was obtained in the same manner as in Example 1 except for the above.
[比較例1]
アルミニウム合金箔の組成をMn0.00質量%、Mg0.00質量%、Fe1.20質量%、Cu0.05質量%、Si0.00質量%、Cr0.00質量%、Zn0.00質量%、Al残部とした以外は、実施例1と同様にして、蓄電デバイス用外装材を得た。 [Comparative Example 1]
The composition of the aluminum alloy foil is Mn 0.00 mass%, Mg 0.00 mass%, Fe 1.20 mass%, Cu 0.05 mass%, Si 0.00 mass%, Cr 0.00 mass%, Zn 0.00 mass%, balance Al. An outer casing material for an electricity storage device was obtained in the same manner as in Example 1 except for the above.
アルミニウム合金箔の組成をMn0.00質量%、Mg0.00質量%、Fe1.20質量%、Cu0.05質量%、Si0.00質量%、Cr0.00質量%、Zn0.00質量%、Al残部とした以外は、実施例1と同様にして、蓄電デバイス用外装材を得た。 [Comparative Example 1]
The composition of the aluminum alloy foil is Mn 0.00 mass%, Mg 0.00 mass%, Fe 1.20 mass%, Cu 0.05 mass%, Si 0.00 mass%, Cr 0.00 mass%, Zn 0.00 mass%, balance Al. An outer casing material for an electricity storage device was obtained in the same manner as in Example 1 except for the above.
[比較例2]
アルミニウム合金箔の組成をMn0.16質量%、Mg0.10質量%、Fe0.09質量%、Cu0.00質量%、Si0.00質量%、Cr0.00質量%、Zn0.00質量%、Al残部とした以外は、実施例1と同様にして、蓄電デバイス用外装材を得た。 [Comparative Example 2]
The composition of the aluminum alloy foil is Mn 0.16% by mass, Mg 0.10% by mass, Fe 0.09% by mass, Cu 0.00% by mass, Si 0.00% by mass, Cr 0.00% by mass, Zn 0.00% by mass, balance Al. An outer casing material for an electricity storage device was obtained in the same manner as in Example 1 except for the above.
アルミニウム合金箔の組成をMn0.16質量%、Mg0.10質量%、Fe0.09質量%、Cu0.00質量%、Si0.00質量%、Cr0.00質量%、Zn0.00質量%、Al残部とした以外は、実施例1と同様にして、蓄電デバイス用外装材を得た。 [Comparative Example 2]
The composition of the aluminum alloy foil is Mn 0.16% by mass, Mg 0.10% by mass, Fe 0.09% by mass, Cu 0.00% by mass, Si 0.00% by mass, Cr 0.00% by mass, Zn 0.00% by mass, balance Al. An outer casing material for an electricity storage device was obtained in the same manner as in Example 1 except for the above.

<耐腐食性の評価>
実施例1、実施例2及び比較例1、2で使用した蓄電デバイス用外装材を、長さ50mm×幅20mmの長方形に裁断した。次に、外装材の4つの端面のうち一方の短辺を除く3つの端面を幅10mmのポリエチレンフィルムを長方形内面5mmが重なるように各辺に熱溶着し取付け各端面を被覆した後、長さ方向下部から10mmの位置で折り返し、さらに幅方向中央で2つの長辺端面のポリエチレンフィルムが重なる方向に半分に折り返し、さらに3MPaの圧力でプレスし試験サンプルとした。なお、試験サンプルにおける耐腐食性の評価は、外装材の幅方向の折れ線及び長さ方向の折れ線で形成された十字部分で行い、試験サンプルの電解液に浸漬されない端部については、作用極に接続するためにアルミニウム合金箔を露出させた。次に、図9の模式図に示すように、試験サンプル外装材を作用極、金属リチウムLi(直径15mm×厚み0.35mm)を対極にセットし、電解液X(1mol/lのLiPF6と、エチレンカーボネート、ジエチルカーボネート及びジメチルカーボネート(容量比1:1:1)の混合液とからなる)に浸漬させた。この状態で、20℃の環境下、電圧0.1Vで24時間印加して、総電荷(C)を測定した。結果を表2に示す。さらに、得られた試験サンプルの露出部Mの外観をデジタルマイクロスコープで観察した(倍率200倍)。得られた画像をそれぞれ図5(実施例1)、図6(実施例2)、及び図7(比較例1)、図8(比較例2)に示す。 <Evaluation of corrosion resistance>
The electric storage device exterior materials used in Examples 1 and 2 and Comparative Examples 1 and 2 were cut into a rectangle having a length of 50 mm and a width of 20 mm. Next, of the four end faces of the exterior material, three end faces except one short side are heat-welded to each side so that a 5 mm rectangular inner surface is overlapped with a polyethylene film having a width of 10 mm, and each end face is covered. It was folded back at a position of 10 mm from the lower part in the direction, and further folded back in half in the direction in which the polyethylene films of the two long side end faces were overlapped at the center in the width direction, and further pressed at a pressure of 3 MPa to obtain a test sample. Incidentally, the evaluation of the corrosion resistance in the test sample is performed at the cross portion formed by the bent line in the width direction and the bent line in the length direction of the exterior material, and the end portion of the test sample that is not immersed in the electrolytic solution is the working electrode. The aluminum alloy foil was exposed for connection. Next, as shown in the schematic diagram of FIG. 9, the test sample exterior material was set as a working electrode and metallic lithium Li (diameter 15 mm × thickness 0.35 mm) was set as a counter electrode, and an electrolyte solution X (1 mol / l LiPF 6 and , Mixed with ethylene carbonate, diethyl carbonate and dimethyl carbonate (volume ratio 1: 1: 1). In this state, under a 20 ° C. environment, a voltage of 0.1 V was applied for 24 hours to measure the total charge (C). The results are shown in Table 2. Furthermore, the appearance of the exposed portion M of the obtained test sample was observed with a digital microscope (magnification: 200 times). The obtained images are shown in FIG. 5 (Example 1), FIG. 6 (Example 2), FIG. 7 (Comparative Example 1), and FIG. 8 (Comparative Example 2), respectively.
実施例1、実施例2及び比較例1、2で使用した蓄電デバイス用外装材を、長さ50mm×幅20mmの長方形に裁断した。次に、外装材の4つの端面のうち一方の短辺を除く3つの端面を幅10mmのポリエチレンフィルムを長方形内面5mmが重なるように各辺に熱溶着し取付け各端面を被覆した後、長さ方向下部から10mmの位置で折り返し、さらに幅方向中央で2つの長辺端面のポリエチレンフィルムが重なる方向に半分に折り返し、さらに3MPaの圧力でプレスし試験サンプルとした。なお、試験サンプルにおける耐腐食性の評価は、外装材の幅方向の折れ線及び長さ方向の折れ線で形成された十字部分で行い、試験サンプルの電解液に浸漬されない端部については、作用極に接続するためにアルミニウム合金箔を露出させた。次に、図9の模式図に示すように、試験サンプル外装材を作用極、金属リチウムLi(直径15mm×厚み0.35mm)を対極にセットし、電解液X(1mol/lのLiPF6と、エチレンカーボネート、ジエチルカーボネート及びジメチルカーボネート(容量比1:1:1)の混合液とからなる)に浸漬させた。この状態で、20℃の環境下、電圧0.1Vで24時間印加して、総電荷(C)を測定した。結果を表2に示す。さらに、得られた試験サンプルの露出部Mの外観をデジタルマイクロスコープで観察した(倍率200倍)。得られた画像をそれぞれ図5(実施例1)、図6(実施例2)、及び図7(比較例1)、図8(比較例2)に示す。 <Evaluation of corrosion resistance>
The electric storage device exterior materials used in Examples 1 and 2 and Comparative Examples 1 and 2 were cut into a rectangle having a length of 50 mm and a width of 20 mm. Next, of the four end faces of the exterior material, three end faces except one short side are heat-welded to each side so that a 5 mm rectangular inner surface is overlapped with a polyethylene film having a width of 10 mm, and each end face is covered. It was folded back at a position of 10 mm from the lower part in the direction, and further folded back in half in the direction in which the polyethylene films of the two long side end faces were overlapped at the center in the width direction, and further pressed at a pressure of 3 MPa to obtain a test sample. Incidentally, the evaluation of the corrosion resistance in the test sample is performed at the cross portion formed by the bent line in the width direction and the bent line in the length direction of the exterior material, and the end portion of the test sample that is not immersed in the electrolytic solution is the working electrode. The aluminum alloy foil was exposed for connection. Next, as shown in the schematic diagram of FIG. 9, the test sample exterior material was set as a working electrode and metallic lithium Li (diameter 15 mm × thickness 0.35 mm) was set as a counter electrode, and an electrolyte solution X (1 mol / l LiPF 6 and , Mixed with ethylene carbonate, diethyl carbonate and dimethyl carbonate (volume ratio 1: 1: 1). In this state, under a 20 ° C. environment, a voltage of 0.1 V was applied for 24 hours to measure the total charge (C). The results are shown in Table 2. Furthermore, the appearance of the exposed portion M of the obtained test sample was observed with a digital microscope (magnification: 200 times). The obtained images are shown in FIG. 5 (Example 1), FIG. 6 (Example 2), FIG. 7 (Comparative Example 1), and FIG. 8 (Comparative Example 2), respectively.

実施例1及び実施例2のアルミニウム合金箔は、Mg含有量が2.20質量%及び0.20質量%であり、表2に示されるように、耐腐食性評価における総電荷が-6.6×103C及び-9.2×103Cと小さく、電解液が付着した状態で通電が生じた場合の腐食が効果的に抑制されていることが分かる。実施例1及び実施例2の耐腐食性評価後の外装材の折り曲げ交点表面についてのマイクロスコープ像(図5及び6)に腐食部分が非常に小さいことからも、実施例1及び実施例2の外装材は、電解液が付着した状態で通電が生じた場合の腐食が効果的に抑制されていることが分かる。一方、比較例1及び比較例2の外装材は、表2に示されるように、耐腐食性評価における総電荷が-2.1×104C及び-1.8×104Cと大きく、電解液が付着した状態で通電が生じた場合の腐食の抑制効果に劣ることが分かる。比較例1及び比較例2の耐腐食性評価後の外装材の折り曲げ交点表面についてのマイクロスコープ像(図7及び8)に腐食が観察されることからも、比較例1及び比較例2の外装材は、腐食の抑制効果に劣ることが分かる。
The aluminum alloy foils of Examples 1 and 2 have Mg contents of 2.20% by mass and 0.20% by mass, and as shown in Table 2, the total charge in the corrosion resistance evaluation is -6. It is as small as 6 × 10 3 C and −9.2 × 10 3 C, and it can be seen that the corrosion when electric current is generated with the electrolytic solution adhered is effectively suppressed. Since the corroded portions are very small in the microscope images (FIGS. 5 and 6) of the bent intersection points of the exterior materials after the corrosion resistance evaluations of Examples 1 and 2, the corrosion images of Examples 1 and 2 are also shown. It can be seen that the exterior material is effectively suppressed from corrosion when energization occurs with the electrolytic solution attached. On the other hand, as shown in Table 2, the exterior materials of Comparative Examples 1 and 2 have large total charges in the corrosion resistance evaluation of −2.1 × 10 4 C and −1.8 × 10 4 C, It can be seen that the effect of suppressing corrosion is poor when current is applied while the electrolyte is attached. Corrosion is observed in the microscope images (FIGS. 7 and 8) of the folding intersection points of the exterior materials after the corrosion resistance evaluations of Comparative Example 1 and Comparative Example 2 also suggest that the exteriors of Comparative Example 1 and Comparative Example 2 are obtained. It can be seen that the material is inferior in the effect of suppressing corrosion.
<接着層の対数減衰率ΔEの測定>
上記で得られた実施例1及び実施例2の蓄電デバイス用外装材を、幅(TD:Transverse Direction)15mm×長さ(MD:Machine Direction)150mmの長方形に裁断して試験サンプル(蓄電デバイス用外装材10)とした。なお、蓄電デバイス用外装材のMDが、アルミニウム合金箔の圧延方向(RD)に対応し、蓄電デバイス用外装材のTDが、アルミニウム合金箔のTDに対応しており、アルミニウム合金箔の圧延方向(RD)は圧延目により判別できる。アルミニウム合金箔の圧延目により蓄電デバイス用外装材のMDが特定できない場合は、次の方法により特定することができる。蓄電デバイス用外装材のMDの確認方法として、蓄電デバイス用外装材の熱融着性樹脂層の断面を電子顕微鏡で観察し海島構造を確認し、熱融着性樹脂層の厚み方向と垂直な方向の島の形状の径の平均が最大であった断面と平行な方向をMDと判断することができる。具体的には、熱融着性樹脂層の長さ方向の断面と、当該長さ方向の断面と平行な方向から10度ずつ角度を変更し、長さ方向の断面と垂直な方向までの各断面(合計10の断面)について、それぞれ、電子顕微鏡写真で観察して海島構造を確認する。次に、各断面において、それぞれ、個々の島の形状を観察する。個々の島の形状について、熱融着性樹脂層の厚み方向とは垂直方向の最左端と、当該垂直方向の最右端とを結ぶ直線距離を径yとする。各断面において、島の形状の当該径yが大きい順に上位20個の径yの平均を算出する。島の形状の当該径yの平均が最も大きかった断面と平行な方向をMDと判断する。剛体振り子測定による対数減衰率ΔEの測定方法を説明するための模式図を図13に示す。剛体振り子型物性試験器(型番:RPT-3000W 株式会社エー・アンド・デイ社製)を用い、振り子30のフレームにはFRB-100、エッジ部の円筒型シリンダエッジ30aにはRBP-060、冷熱ブロック31にはCHB-100、また、振動変位検出器32、錘33を使用し、初期の振幅を0.3degreeとした。冷熱ブロック31上に試験サンプルの測定面(接着層)を上方に向けて載置し、測定面上に振り子30付き円筒型シリンダエッジ30aの軸線方向が試験サンプルのMDの方向に直交するように設置した。また、測定中の試験サンプルの浮きや反りを防ぐために、試験サンプルの測定結果に影響のない箇所にテープを貼りつけて冷熱ブロック31上に固定した。円筒型シリンダエッジ30aを、接着層の表面に接触させた。次に、冷熱ブロック31を用いて昇温速度3℃/分にて30℃から200℃の温度範囲で接着層の対数減衰率ΔEの測定を行った。試験サンプル(蓄電デバイス用外装材10)の接着層の表面温度が120℃となった状態での対数減衰率ΔEを採用した。(一度測定した試験サンプルは使用せず、新たに裁断したものを用いて3回(N=3)測定した平均値を用いた。)接着層については、上記で得られた実施例1及び実施例2の蓄電デバイス用外装材を15%塩酸に浸漬して、基材層及びアルミニウム合金箔を溶解させ、接着層と熱融着性樹脂層のみとなった試験サンプルを十分に乾燥させて対数減衰率ΔEの測定を行った。120℃における対数減衰率ΔEをそれぞれ表3に示す。(なお、対数減衰率ΔEは、以下の式によって算出される。)
ΔE=[ln(A1/A2)+ln(A2/A3)+...+ln(An/An+1)]/n
A:振幅
n:波数 <Measurement of logarithmic attenuation rate ΔE of adhesive layer>
The outer packaging material for an electricity storage device of Example 1 and Example 2 obtained above was cut into a rectangle having a width (TD: Transverse Direction) of 15 mm x a length (MD: Machine Direction) of 150 mm, and a test sample (for an electricity storage device). The exterior material was used as 10). The MD of the exterior material for an electricity storage device corresponds to the rolling direction (RD) of the aluminum alloy foil, and the TD of the exterior material for an electricity storage device corresponds to the TD of the aluminum alloy foil. (RD) can be determined by the rolling pattern. When the MD of the exterior material for an electricity storage device cannot be specified due to the rolled grain of the aluminum alloy foil, it can be specified by the following method. As a method for confirming the MD of the exterior material for an electricity storage device, the sea-island structure is observed by observing the cross section of the heat-fusible resin layer of the exterior material for an electricity storage device with an electron microscope, and the The direction parallel to the cross section in which the average diameter of the island shape in the direction is maximum can be determined as MD. Specifically, the angle in the longitudinal direction of the heat-fusible resin layer is changed by 10 degrees from the direction parallel to the longitudinal cross section, and each angle is changed to the direction perpendicular to the longitudinal cross section. The cross-sections (total of 10 cross-sections) are observed with electron micrographs to confirm the sea-island structure. Next, the shape of each individual island is observed in each cross section. Regarding the shape of each island, a straight line distance connecting the leftmost end in the direction perpendicular to the thickness direction of the heat-fusible resin layer and the rightmost end in the vertical direction is defined as a diameter y. In each cross section, the average of the top 20 diameters y in the descending order of the diameter y of the island shape is calculated. The direction parallel to the cross section in which the average of the diameter y of the island shape is the largest is determined as MD. FIG. 13 shows a schematic diagram for explaining the method of measuring the logarithmic decrement ΔE by the rigid pendulum measurement. Using a rigid pendulum type physical property tester (model number: RPT-3000W, manufactured by A & D Co., Ltd.), FRB-100 is used for the frame of thependulum 30, RBP-060 is used for the cylindrical cylinder edge 30a at the edge, and cold heat is applied. CHB-100, a vibration displacement detector 32, and a weight 33 were used for the block 31, and the initial amplitude was set to 0.3 degree. The measurement surface (adhesive layer) of the test sample is placed on the cooling / heating block 31 so that the axial direction of the cylindrical cylinder edge 30a with the pendulum 30 is orthogonal to the MD direction of the test sample on the measurement surface. installed. Further, in order to prevent the test sample from floating and warping during the measurement, a tape was attached to a portion of the test sample that does not affect the measurement result and fixed on the cooling / heating block 31. The cylindrical cylinder edge 30a was brought into contact with the surface of the adhesive layer. Next, the cooling block 31 was used to measure the logarithmic decay rate ΔE of the adhesive layer in the temperature range of 30 ° C. to 200 ° C. at a temperature rising rate of 3 ° C./min. The logarithmic decrement ΔE when the surface temperature of the adhesive layer of the test sample (energy storage device exterior material 10) was 120 ° C. was adopted. (The test sample once measured was not used, but an average value measured three times (N = 3) using a freshly cut one was used.) For the adhesive layer, Example 1 and Example obtained above were used. The exterior material for an electricity storage device of Example 2 was dipped in 15% hydrochloric acid to dissolve the base material layer and the aluminum alloy foil, and the test sample including only the adhesive layer and the heat-fusible resin layer was sufficiently dried to give a logarithm. The attenuation rate ΔE was measured. Table 3 shows the logarithmic decay rate ΔE at 120 ° C., respectively. (Note that the logarithmic decay rate ΔE is calculated by the following formula.)
ΔE = [ln (A1 / A2) + ln (A2 / A3) +. . . + Ln (An / An + 1)] / n
A: amplitude n: wave number
上記で得られた実施例1及び実施例2の蓄電デバイス用外装材を、幅(TD:Transverse Direction)15mm×長さ(MD:Machine Direction)150mmの長方形に裁断して試験サンプル(蓄電デバイス用外装材10)とした。なお、蓄電デバイス用外装材のMDが、アルミニウム合金箔の圧延方向(RD)に対応し、蓄電デバイス用外装材のTDが、アルミニウム合金箔のTDに対応しており、アルミニウム合金箔の圧延方向(RD)は圧延目により判別できる。アルミニウム合金箔の圧延目により蓄電デバイス用外装材のMDが特定できない場合は、次の方法により特定することができる。蓄電デバイス用外装材のMDの確認方法として、蓄電デバイス用外装材の熱融着性樹脂層の断面を電子顕微鏡で観察し海島構造を確認し、熱融着性樹脂層の厚み方向と垂直な方向の島の形状の径の平均が最大であった断面と平行な方向をMDと判断することができる。具体的には、熱融着性樹脂層の長さ方向の断面と、当該長さ方向の断面と平行な方向から10度ずつ角度を変更し、長さ方向の断面と垂直な方向までの各断面(合計10の断面)について、それぞれ、電子顕微鏡写真で観察して海島構造を確認する。次に、各断面において、それぞれ、個々の島の形状を観察する。個々の島の形状について、熱融着性樹脂層の厚み方向とは垂直方向の最左端と、当該垂直方向の最右端とを結ぶ直線距離を径yとする。各断面において、島の形状の当該径yが大きい順に上位20個の径yの平均を算出する。島の形状の当該径yの平均が最も大きかった断面と平行な方向をMDと判断する。剛体振り子測定による対数減衰率ΔEの測定方法を説明するための模式図を図13に示す。剛体振り子型物性試験器(型番:RPT-3000W 株式会社エー・アンド・デイ社製)を用い、振り子30のフレームにはFRB-100、エッジ部の円筒型シリンダエッジ30aにはRBP-060、冷熱ブロック31にはCHB-100、また、振動変位検出器32、錘33を使用し、初期の振幅を0.3degreeとした。冷熱ブロック31上に試験サンプルの測定面(接着層)を上方に向けて載置し、測定面上に振り子30付き円筒型シリンダエッジ30aの軸線方向が試験サンプルのMDの方向に直交するように設置した。また、測定中の試験サンプルの浮きや反りを防ぐために、試験サンプルの測定結果に影響のない箇所にテープを貼りつけて冷熱ブロック31上に固定した。円筒型シリンダエッジ30aを、接着層の表面に接触させた。次に、冷熱ブロック31を用いて昇温速度3℃/分にて30℃から200℃の温度範囲で接着層の対数減衰率ΔEの測定を行った。試験サンプル(蓄電デバイス用外装材10)の接着層の表面温度が120℃となった状態での対数減衰率ΔEを採用した。(一度測定した試験サンプルは使用せず、新たに裁断したものを用いて3回(N=3)測定した平均値を用いた。)接着層については、上記で得られた実施例1及び実施例2の蓄電デバイス用外装材を15%塩酸に浸漬して、基材層及びアルミニウム合金箔を溶解させ、接着層と熱融着性樹脂層のみとなった試験サンプルを十分に乾燥させて対数減衰率ΔEの測定を行った。120℃における対数減衰率ΔEをそれぞれ表3に示す。(なお、対数減衰率ΔEは、以下の式によって算出される。)
ΔE=[ln(A1/A2)+ln(A2/A3)+...+ln(An/An+1)]/n
A:振幅
n:波数 <Measurement of logarithmic attenuation rate ΔE of adhesive layer>
The outer packaging material for an electricity storage device of Example 1 and Example 2 obtained above was cut into a rectangle having a width (TD: Transverse Direction) of 15 mm x a length (MD: Machine Direction) of 150 mm, and a test sample (for an electricity storage device). The exterior material was used as 10). The MD of the exterior material for an electricity storage device corresponds to the rolling direction (RD) of the aluminum alloy foil, and the TD of the exterior material for an electricity storage device corresponds to the TD of the aluminum alloy foil. (RD) can be determined by the rolling pattern. When the MD of the exterior material for an electricity storage device cannot be specified due to the rolled grain of the aluminum alloy foil, it can be specified by the following method. As a method for confirming the MD of the exterior material for an electricity storage device, the sea-island structure is observed by observing the cross section of the heat-fusible resin layer of the exterior material for an electricity storage device with an electron microscope, and the The direction parallel to the cross section in which the average diameter of the island shape in the direction is maximum can be determined as MD. Specifically, the angle in the longitudinal direction of the heat-fusible resin layer is changed by 10 degrees from the direction parallel to the longitudinal cross section, and each angle is changed to the direction perpendicular to the longitudinal cross section. The cross-sections (total of 10 cross-sections) are observed with electron micrographs to confirm the sea-island structure. Next, the shape of each individual island is observed in each cross section. Regarding the shape of each island, a straight line distance connecting the leftmost end in the direction perpendicular to the thickness direction of the heat-fusible resin layer and the rightmost end in the vertical direction is defined as a diameter y. In each cross section, the average of the top 20 diameters y in the descending order of the diameter y of the island shape is calculated. The direction parallel to the cross section in which the average of the diameter y of the island shape is the largest is determined as MD. FIG. 13 shows a schematic diagram for explaining the method of measuring the logarithmic decrement ΔE by the rigid pendulum measurement. Using a rigid pendulum type physical property tester (model number: RPT-3000W, manufactured by A & D Co., Ltd.), FRB-100 is used for the frame of the
ΔE = [ln (A1 / A2) + ln (A2 / A3) +. . . + Ln (An / An + 1)] / n
A: amplitude n: wave number
<接着層の厚さの残存割合の測定>
上記で得られた実施例1及び実施例2の蓄電デバイス用外装材を長さ150mm×幅60mmに裁断して、試験サンプル(蓄電デバイス用外装材10)を作製した。次に、同じ蓄電デバイス用外装材から作製した同じサイズの試験サンプルの熱融着性樹脂層同士を対向させた。次に、その状態で、幅7mmの金属板を用いて、試験サンプルの両側から積層方向に、温度190℃、表3に記載の面圧(0.5MPa)、時間3秒間の条件で加熱・加圧して、熱融着性樹脂層同士を熱融着させた。次に、試験サンプルの熱融着させた部分を、ミクロトームを用いて積層方向に裁断して、露出した断面について、接着層の厚さを測定した。熱融着させる前の試験サンプルについても、同様にして、ミクロトームを用いて積層方向に裁断して、露出した断面について、接着層の厚さを測定した。熱融着前の接着層の厚さに対する、熱融着後の接着層の厚さの割合を算出して、接着層の厚さの残存割合(%)をそれぞれ測定した。結果を表3に示す。 <Measurement of residual ratio of thickness of adhesive layer>
The outer packaging material for an electricity storage device of Example 1 and Example 2 obtained above was cut into a length of 150 mm × a width of 60 mm to prepare a test sample (exterior material 10 for an electricity storage device). Next, the heat-fusible resin layers of the test samples of the same size made from the same exterior material for the electricity storage device were opposed to each other. Then, in that state, using a metal plate having a width of 7 mm, the test sample was heated from both sides in the stacking direction at a temperature of 190 ° C., a surface pressure (0.5 MPa) shown in Table 3, and a time of 3 seconds. The pressure was applied to heat-bond the heat-fusible resin layers to each other. Next, the heat-fused portion of the test sample was cut in the laminating direction using a microtome, and the thickness of the adhesive layer was measured on the exposed cross section. Similarly, for the test sample before heat fusion, the thickness of the adhesive layer was measured on the exposed cross section by cutting in the laminating direction using a microtome in the same manner. The ratio of the thickness of the adhesive layer after heat fusion to the thickness of the adhesive layer before heat fusion was calculated, and the remaining ratio (%) of the thickness of the adhesive layer was measured. The results are shown in Table 3.
上記で得られた実施例1及び実施例2の蓄電デバイス用外装材を長さ150mm×幅60mmに裁断して、試験サンプル(蓄電デバイス用外装材10)を作製した。次に、同じ蓄電デバイス用外装材から作製した同じサイズの試験サンプルの熱融着性樹脂層同士を対向させた。次に、その状態で、幅7mmの金属板を用いて、試験サンプルの両側から積層方向に、温度190℃、表3に記載の面圧(0.5MPa)、時間3秒間の条件で加熱・加圧して、熱融着性樹脂層同士を熱融着させた。次に、試験サンプルの熱融着させた部分を、ミクロトームを用いて積層方向に裁断して、露出した断面について、接着層の厚さを測定した。熱融着させる前の試験サンプルについても、同様にして、ミクロトームを用いて積層方向に裁断して、露出した断面について、接着層の厚さを測定した。熱融着前の接着層の厚さに対する、熱融着後の接着層の厚さの割合を算出して、接着層の厚さの残存割合(%)をそれぞれ測定した。結果を表3に示す。 <Measurement of residual ratio of thickness of adhesive layer>
The outer packaging material for an electricity storage device of Example 1 and Example 2 obtained above was cut into a length of 150 mm × a width of 60 mm to prepare a test sample (
<25℃環境又は140℃環境でのシール強度の測定>
上記で得られた実施例1及び実施例2の蓄電デバイス用外装材を幅60mm×長さ150mmの長方形に裁断して試験サンプル(蓄電デバイス用外装材10)とした。次に、図10に示すように、試験サンプルを長さ方向の中心Pで折り返し、熱融着性樹脂層同士を対向させた。次に、幅7mmの金属板20を用いて、面圧1.0MPa、時間1秒間、190℃の条件で、試験サンプルの長さ方向に7mm(金属板の幅)、全幅方向(すなわち60mm)において、熱融着性樹脂層同士を熱融着させた。次に、両刃型サンプルカッターを用いて、図11に示すように、試験サンプルを幅15mmとなるように切りとった。図11において、熱融着された領域をSで示す。次に、図12に示されるように、T字剥離となるようにして、引張試験機を用い、温度25℃の環境又は温度140℃の環境で、引張速度300mm/分、剥離角180°、チャック間距離50mmの条件で、当該熱融着した界面を剥離させて、引張強度測定開始から1.5秒間の剥離強度(N/15mm)の最大値を、それぞれ、25℃環境でのシール強度、140℃環境でのシール強度とした。各温度における引張試験は、恒温槽内で行い、所定の温度となった恒温槽内で、試験サンプルをチャックに取り付け、2分間保持してから測定を開始した。なお、各シール強度は、それぞれ、同様にして3つの試験サンプルを作製して測定された平均値(n=3)である。結果を表3に示す。 <Measurement of seal strength in 25 ° C environment or 140 ° C environment>
The electrical storage device exterior materials of Examples 1 and 2 obtained above were cut into a rectangle having a width of 60 mm and a length of 150 mm to obtain a test sample (electrical storage device exterior material 10). Next, as shown in FIG. 10, the test sample was folded back at the center P in the lengthwise direction and the heat-fusible resin layers were opposed to each other. Next, using a metal plate 20 having a width of 7 mm, the surface pressure was 1.0 MPa, the time was 1 second, and the temperature was 190 ° C., the length of the test sample was 7 mm (width of the metal plate), and the entire width direction (that is, 60 mm). In, the heat-fusible resin layers were heat-bonded to each other. Next, using a double-edged sample cutter, the test sample was cut into a width of 15 mm as shown in FIG. In FIG. 11, the heat-sealed region is indicated by S. Next, as shown in FIG. 12, using a tensile tester so as to achieve T-shaped peeling, in an environment of a temperature of 25 ° C. or an environment of a temperature of 140 ° C., a pulling speed of 300 mm / min, a peeling angle of 180 °, Under the condition that the distance between chucks is 50 mm, the heat-bonded interface is peeled off, and the maximum peeling strength (N / 15 mm) for 1.5 seconds from the start of tensile strength measurement is determined by the seal strength in an environment of 25 ° C. And the seal strength in a 140 ° C. environment. The tensile test at each temperature was carried out in a constant temperature bath, and the test sample was attached to the chuck in the constant temperature bath at a predetermined temperature and held for 2 minutes before starting the measurement. Each seal strength is an average value (n = 3) measured in the same manner by producing three test samples. The results are shown in Table 3.
上記で得られた実施例1及び実施例2の蓄電デバイス用外装材を幅60mm×長さ150mmの長方形に裁断して試験サンプル(蓄電デバイス用外装材10)とした。次に、図10に示すように、試験サンプルを長さ方向の中心Pで折り返し、熱融着性樹脂層同士を対向させた。次に、幅7mmの金属板20を用いて、面圧1.0MPa、時間1秒間、190℃の条件で、試験サンプルの長さ方向に7mm(金属板の幅)、全幅方向(すなわち60mm)において、熱融着性樹脂層同士を熱融着させた。次に、両刃型サンプルカッターを用いて、図11に示すように、試験サンプルを幅15mmとなるように切りとった。図11において、熱融着された領域をSで示す。次に、図12に示されるように、T字剥離となるようにして、引張試験機を用い、温度25℃の環境又は温度140℃の環境で、引張速度300mm/分、剥離角180°、チャック間距離50mmの条件で、当該熱融着した界面を剥離させて、引張強度測定開始から1.5秒間の剥離強度(N/15mm)の最大値を、それぞれ、25℃環境でのシール強度、140℃環境でのシール強度とした。各温度における引張試験は、恒温槽内で行い、所定の温度となった恒温槽内で、試験サンプルをチャックに取り付け、2分間保持してから測定を開始した。なお、各シール強度は、それぞれ、同様にして3つの試験サンプルを作製して測定された平均値(n=3)である。結果を表3に示す。 <Measurement of seal strength in 25 ° C environment or 140 ° C environment>
The electrical storage device exterior materials of Examples 1 and 2 obtained above were cut into a rectangle having a width of 60 mm and a length of 150 mm to obtain a test sample (electrical storage device exterior material 10). Next, as shown in FIG. 10, the test sample was folded back at the center P in the lengthwise direction and the heat-fusible resin layers were opposed to each other. Next, using a metal plate 20 having a width of 7 mm, the surface pressure was 1.0 MPa, the time was 1 second, and the temperature was 190 ° C., the length of the test sample was 7 mm (width of the metal plate), and the entire width direction (that is, 60 mm). In, the heat-fusible resin layers were heat-bonded to each other. Next, using a double-edged sample cutter, the test sample was cut into a width of 15 mm as shown in FIG. In FIG. 11, the heat-sealed region is indicated by S. Next, as shown in FIG. 12, using a tensile tester so as to achieve T-shaped peeling, in an environment of a temperature of 25 ° C. or an environment of a temperature of 140 ° C., a pulling speed of 300 mm / min, a peeling angle of 180 °, Under the condition that the distance between chucks is 50 mm, the heat-bonded interface is peeled off, and the maximum peeling strength (N / 15 mm) for 1.5 seconds from the start of tensile strength measurement is determined by the seal strength in an environment of 25 ° C. And the seal strength in a 140 ° C. environment. The tensile test at each temperature was carried out in a constant temperature bath, and the test sample was attached to the chuck in the constant temperature bath at a predetermined temperature and held for 2 minutes before starting the measurement. Each seal strength is an average value (n = 3) measured in the same manner by producing three test samples. The results are shown in Table 3.

表3に示される結果から、実施例1及び実施例2の蓄電デバイス用外装材は、アルミニウム合金箔と、熱融着性樹脂層との間に位置している接着層の剛体振り子測定における120℃での対数減衰率ΔEが、0.50以下であり、熱融着性樹脂層同士を熱融着させた際の接着層の潰れが効果的に抑制され、高温環境において高いシール強度を発揮することが分かる。さらに、実施例1の蓄電デバイス用外装材は、当該対数減衰率ΔEが0.20以下であり、熱融着性樹脂層同士を熱融着させた際の接着層の潰れがより効果的に抑制され、高温環境においてより高いシール強度を発揮することが分かる。
From the results shown in Table 3, in the exterior materials for electricity storage devices of Example 1 and Example 2, 120 in the rigid pendulum measurement of the adhesive layer located between the aluminum alloy foil and the heat-fusible resin layer. The logarithmic decrement ΔE at ℃ is 0.50 or less, crushing of the adhesive layer when heat-sealing the heat-fusible resin layers is effectively suppressed, and high sealing strength is exhibited in a high temperature environment. I know what to do. Furthermore, in the outer casing material for an electricity storage device of Example 1, the logarithmic decay rate ΔE is 0.20 or less, and the crushing of the adhesive layer when the heat-fusible resin layers are heat-sealed more effectively. It can be seen that it is suppressed and exhibits higher seal strength in a high temperature environment.
<融解ピーク温度の補外融解開始温度と補外融解終了温度の測定>
以下の方法により、上記の実施例1及び実施例2の蓄電デバイス用外装材の熱融着性樹脂層に用いたポリプロピレンについて、融解ピーク温度の補外融解開始温度と補外融解終了温度を測定し、補外融解開始温度と補外融解終了温度との温度差T1,T2を測定し、得られた温度差T1,T2の値から、これらの比(T2/T1)及び差の絶対値|T2-T1|を算出した。結果を表4に示す。 <Measurement of extrapolation melting start temperature and extrapolation melting end temperature of melting peak temperature>
The extrapolation melting start temperature and the extrapolation melting end temperature of the melting peak temperature were measured for the polypropylene used for the heat-fusible resin layer of the exterior materials for electricity storage devices of Examples 1 and 2 by the following method. Then, the temperature difference T 1 , T 2 between the extrapolation melting start temperature and the extrapolation melting end temperature is measured, and the ratio (T 2 / T 1 ) of these is obtained from the values of the obtained temperature differences T 1 , T 2. And the absolute value of the difference | T 2 −T 1 | was calculated. The results are shown in Table 4.
以下の方法により、上記の実施例1及び実施例2の蓄電デバイス用外装材の熱融着性樹脂層に用いたポリプロピレンについて、融解ピーク温度の補外融解開始温度と補外融解終了温度を測定し、補外融解開始温度と補外融解終了温度との温度差T1,T2を測定し、得られた温度差T1,T2の値から、これらの比(T2/T1)及び差の絶対値|T2-T1|を算出した。結果を表4に示す。 <Measurement of extrapolation melting start temperature and extrapolation melting end temperature of melting peak temperature>
The extrapolation melting start temperature and the extrapolation melting end temperature of the melting peak temperature were measured for the polypropylene used for the heat-fusible resin layer of the exterior materials for electricity storage devices of Examples 1 and 2 by the following method. Then, the temperature difference T 1 , T 2 between the extrapolation melting start temperature and the extrapolation melting end temperature is measured, and the ratio (T 2 / T 1 ) of these is obtained from the values of the obtained temperature differences T 1 , T 2. And the absolute value of the difference | T 2 −T 1 | was calculated. The results are shown in Table 4.
(温度差T1の測定)
JIS K7121:2012の規定に準拠して、示差走査熱量測定(DSC)を用いて、上記の実施例1及び実施例2の蓄電デバイス用外装材の熱融着性樹脂層に用いたポリプロピレンについて、DSC曲線を得た。得られたDSC曲線から、熱融着性樹脂層の融解ピーク温度の補外融解開始温度と補外融解終了温度との温度差T1を測定した。 (Measurement of temperature difference T 1 )
According to JIS K7121: 2012, the differential scanning calorimetry (DSC) was used to determine the polypropylene used for the heat-fusible resin layer of the outer casing material for an electricity storage device in Examples 1 and 2 above. A DSC curve was obtained. From the obtained DSC curve, the temperature difference T 1 between the extrapolation melting start temperature and the extrapolation melting end temperature of the melting peak temperature of the heat-fusible resin layer was measured.
JIS K7121:2012の規定に準拠して、示差走査熱量測定(DSC)を用いて、上記の実施例1及び実施例2の蓄電デバイス用外装材の熱融着性樹脂層に用いたポリプロピレンについて、DSC曲線を得た。得られたDSC曲線から、熱融着性樹脂層の融解ピーク温度の補外融解開始温度と補外融解終了温度との温度差T1を測定した。 (Measurement of temperature difference T 1 )
According to JIS K7121: 2012, the differential scanning calorimetry (DSC) was used to determine the polypropylene used for the heat-fusible resin layer of the outer casing material for an electricity storage device in Examples 1 and 2 above. A DSC curve was obtained. From the obtained DSC curve, the temperature difference T 1 between the extrapolation melting start temperature and the extrapolation melting end temperature of the melting peak temperature of the heat-fusible resin layer was measured.
(温度差T2の測定)
温度85℃の環境で、熱融着性樹脂層に用いたポリプロピレンを、6フッ化リン酸リチウムの濃度が1mol/lであり、エチレンカーボネートとジエチルカーボネートとジメチルカーボネートの容積比が1:1:1の溶液である電解液中で72時間静置した後、十分に乾燥させた。次に、JIS K7121:2012の規定に準拠して、示差走査熱量測定(DSC)を用いて、乾燥後のポリプロピレンについて、DSC曲線を得た。次に、得られたDSC曲線から、乾燥後の熱融着性樹脂層の融解ピーク温度の補外融解開始温度と補外融解終了温度との温度差T2を測定した。 (Measurement of temperature difference T 2 )
In an environment of a temperature of 85 ° C., the polypropylene used for the heat-fusible resin layer was prepared by using lithium hexafluorophosphate having a concentration of 1 mol / l and a volume ratio of ethylene carbonate, diethyl carbonate and dimethyl carbonate of 1: 1: It was allowed to stand for 72 hours in the electrolytic solution as the solution of No. 1 and then sufficiently dried. Next, a DSC curve was obtained for the dried polypropylene using differential scanning calorimetry (DSC) in accordance with JIS K7121: 2012. Next, from the obtained DSC curve, the temperature difference T 2 between the extrapolation melting start temperature and the extrapolation melting end temperature of the melting peak temperature of the dried heat-fusible resin layer was measured.
温度85℃の環境で、熱融着性樹脂層に用いたポリプロピレンを、6フッ化リン酸リチウムの濃度が1mol/lであり、エチレンカーボネートとジエチルカーボネートとジメチルカーボネートの容積比が1:1:1の溶液である電解液中で72時間静置した後、十分に乾燥させた。次に、JIS K7121:2012の規定に準拠して、示差走査熱量測定(DSC)を用いて、乾燥後のポリプロピレンについて、DSC曲線を得た。次に、得られたDSC曲線から、乾燥後の熱融着性樹脂層の融解ピーク温度の補外融解開始温度と補外融解終了温度との温度差T2を測定した。 (Measurement of temperature difference T 2 )
In an environment of a temperature of 85 ° C., the polypropylene used for the heat-fusible resin layer was prepared by using lithium hexafluorophosphate having a concentration of 1 mol / l and a volume ratio of ethylene carbonate, diethyl carbonate and dimethyl carbonate of 1: 1: It was allowed to stand for 72 hours in the electrolytic solution as the solution of No. 1 and then sufficiently dried. Next, a DSC curve was obtained for the dried polypropylene using differential scanning calorimetry (DSC) in accordance with JIS K7121: 2012. Next, from the obtained DSC curve, the temperature difference T 2 between the extrapolation melting start temperature and the extrapolation melting end temperature of the melting peak temperature of the dried heat-fusible resin layer was measured.
融解ピーク温度の補外融解開始温度と補外融解終了温度の測定にあたり、示差走査熱量分析計としては、TAインスツルメント社製Q200を用いた。また、DSC曲線としては、試験サンプルを-50℃で10分間保持した後、昇温速度10℃/分で200℃まで昇温(1回目)し、200℃で10分間保持した後、降温速度-10℃分で-50℃まで降温し、-50℃で10分間保持した後、昇温速度10℃/分で200℃まで昇温(2回目)し、200℃で10分間保持し、2回目に200℃まで昇温する際のDSC曲線を用いた。また、温度差T1及び温度差T2を測定する際、それぞれのDSC曲線において、120~160℃の範囲に現れる融解ピークのうち、熱エネルギーの入力の差が最大となる融解ピークについて解析を行った。ピークが重なって2個以上存在していた場合にも、熱エネルギーの入力の差が最大となる融解ピークについてのみ解析を行った。
In measuring the extrapolated melting start temperature and the extrapolated melting end temperature of the melting peak temperature, Q200 manufactured by TA Instruments was used as a differential scanning calorimeter. As the DSC curve, the test sample was held at −50 ° C. for 10 minutes, then heated up to 200 ° C. at a heating rate of 10 ° C./minute (first time), held at 200 ° C. for 10 minutes, and then cooled down. After decreasing the temperature to -50 ° C in -10 ° C minutes and holding at -50 ° C for 10 minutes, the temperature was raised to 200 ° C at a temperature rising rate of 10 ° C / minute (second time) and kept at 200 ° C for 10 minutes. The DSC curve when the temperature was raised to 200 ° C. for the second time was used. Further, when measuring the temperature difference T 1 and the temperature difference T 2 , of the melting peaks appearing in the range of 120 to 160 ° C. in the respective DSC curves, the melting peak with the largest difference in the input of heat energy is analyzed. went. Even when two or more peaks were overlapped with each other, the analysis was performed only on the melting peak that maximizes the difference in input of thermal energy.
また、補外融解開始温度は、融解ピーク温度の開始点を意味し、低温(65~75℃)側のベースラインを高温側に延長した直線と、熱エネルギーの入力の差が最大となる融解ピークの低温側の曲線に、勾配が最大になる点で引いた接線との交点の温度とした。補外融解終了温度は、融解ピーク温度の終了点を意味し、高温(170℃)側のベースラインを低温側に延長した直線と、熱エネルギーの入力の差が最大となる融解ピークの高温側の曲線に、勾配が最大になる点で引いた接線との交点の温度とした。
The extrapolation melting start temperature means the starting point of the melting peak temperature, and the melting point that maximizes the difference between the straight line extending the low temperature (65 to 75 ° C) side baseline to the high temperature side and the input of heat energy The temperature at the intersection of the curve on the low temperature side of the peak and the tangent line drawn at the point where the gradient becomes maximum was taken. The extrapolation melting end temperature means the end point of the melting peak temperature, and the high temperature side of the melting peak where the difference in the input of thermal energy is the maximum from the straight line extending the high temperature (170 ° C) side baseline to the low temperature side. The temperature at the intersection of the curve and the tangent line drawn at the point where the gradient becomes maximum was taken.
<電解液接触前のシール強度の測定>
下記の<電解液接触後のシール強度の測定>において、試験サンプルに電解液を注入しないこと以外は、同様にして引張強度(シール強度)を測定した。熱融着した部分が完全に剥離されるまでの最大引張強度を、電解液接触前のシール強度とする。なお、表5において、電解液接触前のシール強度を、85℃での電解液の接触時間が0hでのシール強度として記載している。 <Measurement of seal strength before contact with electrolyte>
In <Measurement of seal strength after contact with electrolytic solution> below, tensile strength (seal strength) was measured in the same manner except that the electrolytic solution was not injected into the test sample. The maximum tensile strength until the heat-sealed portion is completely peeled off is defined as the sealing strength before contact with the electrolytic solution. In Table 5, the seal strength before contact with the electrolytic solution is described as the seal strength when the contact time of the electrolytic solution at 85 ° C. is 0 h.
下記の<電解液接触後のシール強度の測定>において、試験サンプルに電解液を注入しないこと以外は、同様にして引張強度(シール強度)を測定した。熱融着した部分が完全に剥離されるまでの最大引張強度を、電解液接触前のシール強度とする。なお、表5において、電解液接触前のシール強度を、85℃での電解液の接触時間が0hでのシール強度として記載している。 <Measurement of seal strength before contact with electrolyte>
In <Measurement of seal strength after contact with electrolytic solution> below, tensile strength (seal strength) was measured in the same manner except that the electrolytic solution was not injected into the test sample. The maximum tensile strength until the heat-sealed portion is completely peeled off is defined as the sealing strength before contact with the electrolytic solution. In Table 5, the seal strength before contact with the electrolytic solution is described as the seal strength when the contact time of the electrolytic solution at 85 ° C. is 0 h.
<電解液接触後のシール強度の測定>
図14の模式図に示すように、上記で得られた実施例1及び実施例2の蓄電デバイス用外装材を、幅(x方向)100mm×長さ(z方向)200mmの長方形に裁断して試験サンプル(蓄電デバイス用外装材10)とした(図14a)。試験サンプル(蓄電デバイス用外装材10)を、z方向の中心で折り返して、熱融着性樹脂層側が重なるようにした(図14b)。次に、折り返した試験サンプルのx方向の両端をヒートシールにて封止(温度190℃、面圧2.0MPa、時間3秒間)し、開口部Eを1箇所備える袋状に成形した(図14c)。次に、袋状に成形された試験サンプルの開口部Eから電解液(6フッ化リン酸リチウムの濃度が1mol/lであり、エチレンカーボネートとジエチルカーボネートとジメチルカーボネートの容積比が1:1:1である溶液)を6g注入し(図14d)、開口部Eの端部をヒートシールにて封止(温度190℃、面圧2.0MPa、時間3秒間)した(図14e)。次に、袋状の試験サンプルの折り返した部分を下にして、温度85℃の環境で所定の保管時間(電解液に接触させる時間であり、0時間、24時間、72時間)静置した。次に、試験サンプルの端部を切断して(図14e)、電解液を排出した。次に、熱融着性樹脂層の表面に電解液が付着した状態で、試験サンプルの上下面を金属板20(7mm幅)で挟み、温度190℃、面圧1.0MPa、時間3秒間の条件で熱融着性樹脂層同士を熱融着させた(図14f)。次に、幅(x方向)15mmでのシール強度が測定できるように、試験サンプルを両刃型サンプルカッターで幅15mmに切りとった(図14f、g)。次に、T字剥離となるようにして、引張試験機(島津製作所製、AGS-xplus(商品名))を用い、温度25℃の環境で、引張速度300mm/分、剥離角180°、チャック間距離50mmの条件で熱融着した界面を剥離させて、引張強度(シール強度)を測定した(図12)。熱融着した部分が完全に剥離されるまで(剥離されるまでの距離は、金属板の幅である7mm)の最大引張強度を、電解液接触後のシール強度とした。 <Measurement of seal strength after contact with electrolyte>
As shown in the schematic diagram of FIG. 14, the outer packaging material for an electricity storage device of Example 1 and Example 2 obtained above was cut into a rectangle having a width (x direction) of 100 mm and a length (z direction) of 200 mm. It was used as a test sample (exterior material 10 for electricity storage device) (FIG. 14 a). The test sample (exterior material 10 for electricity storage device) was folded back at the center in the z direction so that the heat-fusible resin layer sides were overlapped (FIG. 14b). Next, both ends in the x direction of the folded back test sample were sealed by heat sealing (temperature 190 ° C., surface pressure 2.0 MPa, time 3 seconds), and formed into a bag shape having one opening E (FIG. 14c). Next, an electrolyte solution (concentration of lithium hexafluorophosphate is 1 mol / l and volume ratio of ethylene carbonate, diethyl carbonate and dimethyl carbonate is 1: 1: 1 from the opening E of the test sample formed in the shape of a bag. 6 g of the solution of No. 1) was injected (FIG. 14 d), and the end of the opening E was sealed by heat sealing (temperature 190 ° C., surface pressure 2.0 MPa, time 3 seconds) (FIG. 14 e). Next, the folded back portion of the bag-shaped test sample was turned down, and the bag was allowed to stand in an environment of a temperature of 85 ° C. for a predetermined storage time (time for contacting with electrolyte solution, 0 hour, 24 hours, 72 hours). The end of the test sample was then cut (Fig. 14e) and the electrolyte was drained. Next, with the electrolytic solution attached to the surface of the heat-fusible resin layer, the upper and lower surfaces of the test sample were sandwiched between metal plates 20 (7 mm width), and the temperature was 190 ° C., the surface pressure was 1.0 MPa, and the time was 3 seconds. The heat-fusible resin layers were heat-fused under the conditions (FIG. 14f). Next, the test sample was cut into a width of 15 mm with a double-edged sample cutter so that the seal strength at a width (x direction) of 15 mm could be measured (Fig. 14f, g). Next, using a tensile tester (manufactured by Shimadzu Corporation, AGS-xplus (trade name)) so as to achieve T-shaped peeling, at a temperature of 25 ° C., a pulling speed of 300 mm / min, a peeling angle of 180 °, and a chuck. The tensile strength (seal strength) was measured by peeling the heat-sealed interface under the condition that the distance was 50 mm (FIG. 12). The maximum tensile strength until the heat-sealed portion was completely peeled (the distance until peeling was 7 mm, which is the width of the metal plate) was taken as the seal strength after contact with the electrolytic solution.
図14の模式図に示すように、上記で得られた実施例1及び実施例2の蓄電デバイス用外装材を、幅(x方向)100mm×長さ(z方向)200mmの長方形に裁断して試験サンプル(蓄電デバイス用外装材10)とした(図14a)。試験サンプル(蓄電デバイス用外装材10)を、z方向の中心で折り返して、熱融着性樹脂層側が重なるようにした(図14b)。次に、折り返した試験サンプルのx方向の両端をヒートシールにて封止(温度190℃、面圧2.0MPa、時間3秒間)し、開口部Eを1箇所備える袋状に成形した(図14c)。次に、袋状に成形された試験サンプルの開口部Eから電解液(6フッ化リン酸リチウムの濃度が1mol/lであり、エチレンカーボネートとジエチルカーボネートとジメチルカーボネートの容積比が1:1:1である溶液)を6g注入し(図14d)、開口部Eの端部をヒートシールにて封止(温度190℃、面圧2.0MPa、時間3秒間)した(図14e)。次に、袋状の試験サンプルの折り返した部分を下にして、温度85℃の環境で所定の保管時間(電解液に接触させる時間であり、0時間、24時間、72時間)静置した。次に、試験サンプルの端部を切断して(図14e)、電解液を排出した。次に、熱融着性樹脂層の表面に電解液が付着した状態で、試験サンプルの上下面を金属板20(7mm幅)で挟み、温度190℃、面圧1.0MPa、時間3秒間の条件で熱融着性樹脂層同士を熱融着させた(図14f)。次に、幅(x方向)15mmでのシール強度が測定できるように、試験サンプルを両刃型サンプルカッターで幅15mmに切りとった(図14f、g)。次に、T字剥離となるようにして、引張試験機(島津製作所製、AGS-xplus(商品名))を用い、温度25℃の環境で、引張速度300mm/分、剥離角180°、チャック間距離50mmの条件で熱融着した界面を剥離させて、引張強度(シール強度)を測定した(図12)。熱融着した部分が完全に剥離されるまで(剥離されるまでの距離は、金属板の幅である7mm)の最大引張強度を、電解液接触後のシール強度とした。 <Measurement of seal strength after contact with electrolyte>
As shown in the schematic diagram of FIG. 14, the outer packaging material for an electricity storage device of Example 1 and Example 2 obtained above was cut into a rectangle having a width (x direction) of 100 mm and a length (z direction) of 200 mm. It was used as a test sample (
電解液接触前のシール強度を基準(100%)として、電解液に接触させた後におけるシール強度の保持率(%)を表5に示した。
Table 5 shows the retention rate (%) of the seal strength after contact with the electrolytic solution, with the seal strength before contact with the electrolytic solution as the standard (100%).


表4に示される結果から、実施例1及び実施例2の蓄電デバイス用外装材は、温度差T2を温度差T1で除して得られる値が、0.55以上であり、高温環境で熱融着性樹脂層に電解液が接触し、熱融着性樹脂層に電解液が付着した状態で熱融着性樹脂層同士が熱融着された場合にも、熱融着によって高いシール強度を発揮することが分かる。さらに、実施例1の蓄電デバイス用外装材は、温度差T2を温度差T1で除して得られる値が、0.60以上であり、高温環境で熱融着性樹脂層に電解液が接触し、熱融着性樹脂層に電解液が付着した状態で熱融着性樹脂層同士が熱融着された場合にも、熱融着によって、より高いシール強度を発揮することが分かる。
From the results shown in Table 4, the value obtained by dividing the temperature difference T 2 by the temperature difference T 1 is 0.55 or more in the exterior materials for electricity storage devices of Example 1 and Example 2, and the high temperature environment The electrolytic solution is in contact with the heat-fusible resin layer, and even when the heat-fusible resin layers are heat-sealed to each other in a state in which the electrolyte solution is adhered to the heat-fusible resin layer, it is high due to heat fusion. It can be seen that the seal strength is exhibited. Furthermore, in the exterior material for an electricity storage device of Example 1, the value obtained by dividing the temperature difference T 2 by the temperature difference T 1 is 0.60 or more, and the electrolytic solution is applied to the heat fusible resin layer in a high temperature environment. It can be seen that even when the heat-fusible resin layers are heat-sealed in the state where the electrolytic solution is attached to the heat-fusible resin layer, the heat-sealing resin exhibits higher seal strength. .
以上の通り、本開示は、以下の態様の発明を提供する。
項1. Mg含有量が0.20質量%以上5.50質量%以下である、蓄電デバイス用外装材に用いるためのアルミニウム合金箔。
項2. Si含有量が0.40質量%以下、Fe含有量が0.70質量%以下、Cu含有量が0.20質量%以下、Mn含有量が1.00質量%以下、Cr含有量が0.50質量%以下、Zn含有量が0.25質量%以下であり、その他の不可避不純物が、個々に0.05質量%以下かつ合計で0.15質量%以下であり、残部がAlである、項1に記載のアルミニウム合金箔。
項3. 厚みが200μm以下である、項1又は2に記載のアルミニウム合金箔。
項4. 少なくとも、基材層、バリア層、及び熱融着性樹脂層をこの順に備える積層体から構成されており、
前記バリア層が、項1~3のいずれか1項に記載のアルミニウム合金箔を含む、蓄電デバイス用外装材。
項5. 下記の方法により、温度差T1と温度差T2を測定し、前記温度差T2を前記温度差T1で除して得られる値が、0.55以上である、項4に記載の蓄電デバイス用外装材。
(温度差T1の測定)
示差走査熱量測定により、前記熱融着性樹脂層の融解ピーク温度の補外融解開始温度と補外融解終了温度との温度差T1を測定する。
(温度差T2の測定)
温度85℃の環境において、前記熱融着性樹脂層を、6フッ化リン酸リチウムの濃度が1mol/lであり、エチレンカーボネートとジエチルカーボネートとジメチルカーボネートの容積比が1:1:1の溶液である電解液中で72時間静置した後、乾燥させる。示差走査熱量測定により、乾燥後の前記熱融着性樹脂層の融解ピーク温度の補外融解開始温度と補外融解終了温度との温度差T2を測定する。
項6. 前記アルミニウム合金箔と前記熱融着性樹脂層との間に、接着層を備えており、
前記接着層は、剛体振り子測定における120℃での対数減衰率ΔEが0.50以下である、項4又は5に記載の蓄電デバイス用外装材。
項7. 少なくとも正極、負極、及び電解質を備えた蓄電デバイス素子が、項4~6のいずれか1項に記載の蓄電デバイス用外装材により形成された包装体中に収容されている、蓄電デバイス。
項8. 少なくとも、基材層、バリア層、及び熱融着性樹脂層がこの順となるように積層して積層体を得る工程を備えており、
前記バリア層として、項1~3のいずれか1項に記載のアルミニウム合金箔を用いる、蓄電デバイス用外装材の製造方法。 As described above, the present disclosure provides the invention of the following aspects.
Item 1. An aluminum alloy foil having a Mg content of 0.20% by mass or more and 5.50% by mass or less for use as an exterior material for an electricity storage device.
Item 2. Si content is 0.40 mass% or less, Fe content is 0.70 mass% or less, Cu content is 0.20 mass% or less, Mn content is 1.00 mass% or less, and Cr content is 0.10 mass% or less. 50 mass% or less, Zn content is 0.25 mass% or less, other unavoidable impurities are individually 0.05 mass% or less and 0.15 mass% or less in total, and the balance is Al, Item 1. The aluminum alloy foil according to item 1.
Item 3. Item 3. The aluminum alloy foil according to Item 1 or 2, which has a thickness of 200 μm or less.
Item 4. At least, a base layer, a barrier layer, and a heat-fusible resin layer, which is composed of a laminate including in this order,
An exterior material for an electricity storage device, wherein the barrier layer includes the aluminum alloy foil according to any one ofitems 1 to 3.
Item 5. Item 5. The temperature difference T 1 and the temperature difference T 2 are measured by the following method, and the value obtained by dividing the temperature difference T 2 by the temperature difference T 1 is 0.55 or more. Exterior material for power storage devices.
(Measurement of temperature difference T 1 )
By the differential scanning calorimetry, the temperature difference T 1 between the extrapolation melting start temperature and the extrapolation melting end temperature of the melting peak temperature of the heat-fusible resin layer is measured.
(Measurement of temperature difference T 2 )
In the environment of a temperature of 85 ° C., the heat-fusible resin layer is a solution in which the concentration of lithium hexafluorophosphate is 1 mol / l and the volume ratio of ethylene carbonate, diethyl carbonate and dimethyl carbonate is 1: 1: 1. After being left to stand in the electrolytic solution for 72 hours, it is dried. The temperature difference T 2 between the extrapolation melting start temperature and the extrapolation melting end temperature of the melting peak temperature of the heat-fusible resin layer after drying is measured by differential scanning calorimetry.
Item 6. Between the aluminum alloy foil and the heat-fusible resin layer, an adhesive layer is provided,
Item 6. The exterior material for an electricity storage device according to Item 4 or 5, wherein the adhesive layer has a logarithmic decrement ΔE at 120 ° C of 0.50 or less in a rigid pendulum measurement.
Item 7. An electricity storage device, wherein an electricity storage device element including at least a positive electrode, a negative electrode, and an electrolyte is housed in a package formed of the outer casing material for an electricity storage device according to any one ofItems 4 to 6.
Item 8. At least, a step of obtaining a laminate by laminating the base material layer, the barrier layer, and the heat-fusible resin layer in this order,
Item 4. A method of manufacturing an exterior material for an electricity storage device, which uses the aluminum alloy foil according to any one of Items 1 to 3 as the barrier layer.
項1. Mg含有量が0.20質量%以上5.50質量%以下である、蓄電デバイス用外装材に用いるためのアルミニウム合金箔。
項2. Si含有量が0.40質量%以下、Fe含有量が0.70質量%以下、Cu含有量が0.20質量%以下、Mn含有量が1.00質量%以下、Cr含有量が0.50質量%以下、Zn含有量が0.25質量%以下であり、その他の不可避不純物が、個々に0.05質量%以下かつ合計で0.15質量%以下であり、残部がAlである、項1に記載のアルミニウム合金箔。
項3. 厚みが200μm以下である、項1又は2に記載のアルミニウム合金箔。
項4. 少なくとも、基材層、バリア層、及び熱融着性樹脂層をこの順に備える積層体から構成されており、
前記バリア層が、項1~3のいずれか1項に記載のアルミニウム合金箔を含む、蓄電デバイス用外装材。
項5. 下記の方法により、温度差T1と温度差T2を測定し、前記温度差T2を前記温度差T1で除して得られる値が、0.55以上である、項4に記載の蓄電デバイス用外装材。
(温度差T1の測定)
示差走査熱量測定により、前記熱融着性樹脂層の融解ピーク温度の補外融解開始温度と補外融解終了温度との温度差T1を測定する。
(温度差T2の測定)
温度85℃の環境において、前記熱融着性樹脂層を、6フッ化リン酸リチウムの濃度が1mol/lであり、エチレンカーボネートとジエチルカーボネートとジメチルカーボネートの容積比が1:1:1の溶液である電解液中で72時間静置した後、乾燥させる。示差走査熱量測定により、乾燥後の前記熱融着性樹脂層の融解ピーク温度の補外融解開始温度と補外融解終了温度との温度差T2を測定する。
項6. 前記アルミニウム合金箔と前記熱融着性樹脂層との間に、接着層を備えており、
前記接着層は、剛体振り子測定における120℃での対数減衰率ΔEが0.50以下である、項4又は5に記載の蓄電デバイス用外装材。
項7. 少なくとも正極、負極、及び電解質を備えた蓄電デバイス素子が、項4~6のいずれか1項に記載の蓄電デバイス用外装材により形成された包装体中に収容されている、蓄電デバイス。
項8. 少なくとも、基材層、バリア層、及び熱融着性樹脂層がこの順となるように積層して積層体を得る工程を備えており、
前記バリア層として、項1~3のいずれか1項に記載のアルミニウム合金箔を用いる、蓄電デバイス用外装材の製造方法。 As described above, the present disclosure provides the invention of the following aspects.
An exterior material for an electricity storage device, wherein the barrier layer includes the aluminum alloy foil according to any one of
(Measurement of temperature difference T 1 )
By the differential scanning calorimetry, the temperature difference T 1 between the extrapolation melting start temperature and the extrapolation melting end temperature of the melting peak temperature of the heat-fusible resin layer is measured.
(Measurement of temperature difference T 2 )
In the environment of a temperature of 85 ° C., the heat-fusible resin layer is a solution in which the concentration of lithium hexafluorophosphate is 1 mol / l and the volume ratio of ethylene carbonate, diethyl carbonate and dimethyl carbonate is 1: 1: 1. After being left to stand in the electrolytic solution for 72 hours, it is dried. The temperature difference T 2 between the extrapolation melting start temperature and the extrapolation melting end temperature of the melting peak temperature of the heat-fusible resin layer after drying is measured by differential scanning calorimetry.
Item 7. An electricity storage device, wherein an electricity storage device element including at least a positive electrode, a negative electrode, and an electrolyte is housed in a package formed of the outer casing material for an electricity storage device according to any one of
Item 8. At least, a step of obtaining a laminate by laminating the base material layer, the barrier layer, and the heat-fusible resin layer in this order,
1 基材層
2 接着剤層
3 バリア層
4 熱融着性樹脂層
5 接着層
6 表面被覆層
10 蓄電デバイス用外装材 DESCRIPTION OFSYMBOLS 1 Base material layer 2 Adhesive layer 3 Barrier layer 4 Heat-fusible resin layer 5 Adhesive layer 6 Surface coating layer 10 Exterior material for power storage devices
2 接着剤層
3 バリア層
4 熱融着性樹脂層
5 接着層
6 表面被覆層
10 蓄電デバイス用外装材 DESCRIPTION OF
Claims (8)
- Mg含有量が0.20質量%以上5.50質量%以下である、蓄電デバイス用外装材に用いるためのアルミニウム合金箔。 An aluminum alloy foil having a Mg content of 0.20 mass% or more and 5.50 mass% or less for use as an exterior material for an electricity storage device.
- Si含有量が0.40質量%以下、Fe含有量が0.70質量%以下、Cu含有量が0.20質量%以下、Mn含有量が1.00質量%以下、Cr含有量が0.50質量%以下、Zn含有量が0.25質量%以下であり、その他の不可避不純物が、個々に0.05質量%以下かつ合計で0.15質量%以下であり、残部がAlである、請求項1に記載のアルミニウム合金箔。 The Si content is 0.40 mass% or less, the Fe content is 0.70 mass% or less, the Cu content is 0.20 mass% or less, the Mn content is 1.00 mass% or less, and the Cr content is 0. 50 mass% or less, Zn content is 0.25 mass% or less, other unavoidable impurities are individually 0.05 mass% or less and 0.15 mass% or less in total, and the balance is Al, The aluminum alloy foil according to claim 1.
- 厚みが200μm以下である、請求項1又は2に記載のアルミニウム合金箔。 The aluminum alloy foil according to claim 1 or 2, which has a thickness of 200 μm or less.
- 少なくとも、基材層、バリア層、及び熱融着性樹脂層をこの順に備える積層体から構成されており、
前記バリア層が、請求項1~3のいずれか1項に記載のアルミニウム合金箔を含む、蓄電デバイス用外装材。 At least, a base layer, a barrier layer, and a heat-fusible resin layer, which is composed of a laminate including in this order,
An exterior material for an electricity storage device, wherein the barrier layer contains the aluminum alloy foil according to any one of claims 1 to 3. - 下記の方法により、温度差T1と温度差T2を測定し、前記温度差T2を前記温度差T1で除して得られる値が、0.55以上である、請求項4に記載の蓄電デバイス用外装材。
(温度差T1の測定)
示差走査熱量測定により、前記熱融着性樹脂層の融解ピーク温度の補外融解開始温度と補外融解終了温度との温度差T1を測定する。
(温度差T2の測定)
温度85℃の環境において、前記熱融着性樹脂層を、6フッ化リン酸リチウムの濃度が1mol/lであり、エチレンカーボネートとジエチルカーボネートとジメチルカーボネートの容積比が1:1:1の溶液である電解液中で72時間静置した後、乾燥させる。示差走査熱量測定により、乾燥後の前記熱融着性樹脂層の融解ピーク温度の補外融解開始温度と補外融解終了温度との温度差T2を測定する。 The temperature difference T 1 and the temperature difference T 2 are measured by the following method, and the value obtained by dividing the temperature difference T 2 by the temperature difference T 1 is 0.55 or more. Exterior material for power storage devices.
(Measurement of temperature difference T 1 )
By the differential scanning calorimetry, the temperature difference T 1 between the extrapolation melting start temperature and the extrapolation melting end temperature of the melting peak temperature of the heat-fusible resin layer is measured.
(Measurement of temperature difference T 2 )
In the environment of a temperature of 85 ° C., the heat-fusible resin layer is a solution in which the concentration of lithium hexafluorophosphate is 1 mol / l and the volume ratio of ethylene carbonate, diethyl carbonate and dimethyl carbonate is 1: 1: 1. After being left to stand in the electrolytic solution for 72 hours, it is dried. The temperature difference T 2 between the extrapolation melting start temperature and the extrapolation melting end temperature of the melting peak temperature of the heat-fusible resin layer after drying is measured by differential scanning calorimetry. - 前記アルミニウム合金箔と前記熱融着性樹脂層との間に、接着層を備えており、
前記接着層は、剛体振り子測定における120℃での対数減衰率ΔEが0.50以下である、請求項4又は5に記載の蓄電デバイス用外装材。 Between the aluminum alloy foil and the heat-fusible resin layer, an adhesive layer is provided,
The exterior material for an electricity storage device according to claim 4, wherein the adhesive layer has a logarithmic decrement ΔE at 120 ° C. in a rigid body pendulum measurement of 0.50 or less. - 少なくとも正極、負極、及び電解質を備えた蓄電デバイス素子が、請求項4~6のいずれか1項に記載の蓄電デバイス用外装材により形成された包装体中に収容されている、蓄電デバイス。 An electricity storage device in which an electricity storage device element including at least a positive electrode, a negative electrode, and an electrolyte is housed in a package formed of the outer casing material for an electricity storage device according to any one of claims 4 to 6.
- 少なくとも、基材層、バリア層、及び熱融着性樹脂層がこの順となるように積層して積層体を得る工程を備えており、
前記バリア層として、請求項1~3のいずれか1項に記載のアルミニウム合金箔を用いる、蓄電デバイス用外装材の製造方法。 At least, a step of obtaining a laminate by laminating the base material layer, the barrier layer, and the heat-fusible resin layer in this order,
A method of manufacturing an exterior material for an electricity storage device, wherein the aluminum alloy foil according to any one of claims 1 to 3 is used as the barrier layer.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020553284A JP7205547B2 (en) | 2018-10-24 | 2019-10-17 | Aluminum alloy foil, exterior material for power storage device, method for producing the same, and power storage device |
| JP2022210301A JP2023052123A (en) | 2018-10-24 | 2022-12-27 | Aluminum alloy foil, outer package material for electricity storage devices, method for producing the same, and electricity storage device |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018-200306 | 2018-10-24 | ||
| JP2018200306 | 2018-10-24 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020085189A1 true WO2020085189A1 (en) | 2020-04-30 |
Family
ID=70331977
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/040877 WO2020085189A1 (en) | 2018-10-24 | 2019-10-17 | Aluminum alloy foil, outer package material for electricity storage devices, method for producing same, and electricity storage device |
Country Status (2)
| Country | Link |
|---|---|
| JP (2) | JP7205547B2 (en) |
| WO (1) | WO2020085189A1 (en) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113381102A (en) * | 2021-05-07 | 2021-09-10 | 厦门大学 | Aluminum plastic film with excellent heat dissipation performance for battery packaging and preparation method thereof |
| WO2021232903A1 (en) * | 2020-05-21 | 2021-11-25 | 上海恩捷新材料科技有限公司 | Outer packaging material for battery apparatus, and battery |
| WO2023277108A1 (en) * | 2021-06-29 | 2023-01-05 | 大日本印刷株式会社 | Outer package material for power storage devices, method for producing same, and power storage device |
| WO2023277109A1 (en) * | 2021-06-29 | 2023-01-05 | 大日本印刷株式会社 | Outer package material for power storage devices, method for producing same, and power storage device |
| JP7444315B2 (en) | 2021-06-29 | 2024-03-06 | 大日本印刷株式会社 | Energy storage device and method for manufacturing the energy storage device |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61110744A (en) * | 1984-11-02 | 1986-05-29 | Kobe Steel Ltd | Al alloy plate for packing and its manufacture |
| JP2004146252A (en) * | 2002-10-25 | 2004-05-20 | Sony Corp | Forming method of battery outer packaging, and forming device of battery outer packaging |
| JP2007234545A (en) * | 2006-03-03 | 2007-09-13 | Toshiba Corp | Nonaqueous electrolyte battery and battery pack |
| JP2011243385A (en) * | 2010-05-18 | 2011-12-01 | Showa Denko Packaging Co Ltd | Laminate battery pack and laminate exterior material for battery pack |
| JP2013222687A (en) * | 2012-04-19 | 2013-10-28 | Gs Yuasa Corp | Battery |
| JP2015165476A (en) * | 2014-03-03 | 2015-09-17 | 大日本印刷株式会社 | Packaging material for batteries |
| JP2017188227A (en) * | 2016-04-01 | 2017-10-12 | 大日本印刷株式会社 | Packaging material for battery and battery |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017084787A (en) * | 2015-10-28 | 2017-05-18 | 大日本印刷株式会社 | Battery-packaging material, battery, method for manufacturing battery-packaging material, and aluminum alloy foil |
| EP3605642B1 (en) * | 2017-03-21 | 2023-05-03 | Dai Nippon Printing Co., Ltd. | Packaging material for batteries, method for producing same, polybutylene terephthalate film for packaging material for batteries, and battery |
-
2019
- 2019-10-17 JP JP2020553284A patent/JP7205547B2/en active Active
- 2019-10-17 WO PCT/JP2019/040877 patent/WO2020085189A1/en active Application Filing
-
2022
- 2022-12-27 JP JP2022210301A patent/JP2023052123A/en active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61110744A (en) * | 1984-11-02 | 1986-05-29 | Kobe Steel Ltd | Al alloy plate for packing and its manufacture |
| JP2004146252A (en) * | 2002-10-25 | 2004-05-20 | Sony Corp | Forming method of battery outer packaging, and forming device of battery outer packaging |
| JP2007234545A (en) * | 2006-03-03 | 2007-09-13 | Toshiba Corp | Nonaqueous electrolyte battery and battery pack |
| JP2011243385A (en) * | 2010-05-18 | 2011-12-01 | Showa Denko Packaging Co Ltd | Laminate battery pack and laminate exterior material for battery pack |
| JP2013222687A (en) * | 2012-04-19 | 2013-10-28 | Gs Yuasa Corp | Battery |
| JP2015165476A (en) * | 2014-03-03 | 2015-09-17 | 大日本印刷株式会社 | Packaging material for batteries |
| JP2017188227A (en) * | 2016-04-01 | 2017-10-12 | 大日本印刷株式会社 | Packaging material for battery and battery |
Non-Patent Citations (1)
| Title |
|---|
| "Aluminium Handbook", 7TH EDITION JAPAN ALUMINIUM ASSOCIATION, 31 January 2007 (2007-01-31), pages 17 * |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021232903A1 (en) * | 2020-05-21 | 2021-11-25 | 上海恩捷新材料科技有限公司 | Outer packaging material for battery apparatus, and battery |
| CN113381102A (en) * | 2021-05-07 | 2021-09-10 | 厦门大学 | Aluminum plastic film with excellent heat dissipation performance for battery packaging and preparation method thereof |
| WO2023277108A1 (en) * | 2021-06-29 | 2023-01-05 | 大日本印刷株式会社 | Outer package material for power storage devices, method for producing same, and power storage device |
| WO2023277109A1 (en) * | 2021-06-29 | 2023-01-05 | 大日本印刷株式会社 | Outer package material for power storage devices, method for producing same, and power storage device |
| JP7239083B1 (en) * | 2021-06-29 | 2023-03-14 | 大日本印刷株式会社 | Exterior material for power storage device, manufacturing method thereof, and power storage device |
| JP7276632B1 (en) | 2021-06-29 | 2023-05-18 | 大日本印刷株式会社 | Exterior material for power storage device, manufacturing method thereof, and power storage device |
| JP7444315B2 (en) | 2021-06-29 | 2024-03-06 | 大日本印刷株式会社 | Energy storage device and method for manufacturing the energy storage device |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7205547B2 (en) | 2023-01-17 |
| JP2023052123A (en) | 2023-04-11 |
| JPWO2020085189A1 (en) | 2021-09-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2020085189A1 (en) | Aluminum alloy foil, outer package material for electricity storage devices, method for producing same, and electricity storage device | |
| JP7047994B1 (en) | Exterior materials for power storage devices, their manufacturing methods, and power storage devices | |
| WO2021193958A1 (en) | Packaging material for power storage device, method of producing same, and power storage device | |
| JP7225832B2 (en) | Exterior material for power storage device, method for manufacturing exterior material for power storage device, and power storage device | |
| JP6555454B1 (en) | Battery packaging material, manufacturing method thereof, battery and aluminum alloy foil | |
| JP7367645B2 (en) | Exterior material for power storage device, manufacturing method thereof, and power storage device | |
| JP7367646B2 (en) | Exterior material for power storage device, manufacturing method thereof, and power storage device | |
| JP7163922B2 (en) | BATTERY PACKAGING MATERIAL, BATTERY, MANUFACTURING METHOD THEREOF, AND METHOD FOR IMPROVING BATTERY PACKAGING MATERIAL WITH INK PRINTABILITY | |
| JPWO2017188445A1 (en) | Battery packaging material and battery | |
| WO2020085462A1 (en) | Casing material for power storage device, production method therefor, and power storage device | |
| JP2020129543A (en) | Power storage device exterior material, manufacturing method of the same, and power storage device | |
| JP2023011625A (en) | Outer package material for power storage device, manufacturing method thereof, and power storage device | |
| US20230223620A1 (en) | Outer packaging for electrical storage devices, method for manufacturing said outer packaging, and electrical storage device | |
| WO2021010457A1 (en) | Exterior member for electricity storage device, method for manufacturing same, and electricity storage device | |
| WO2020085461A1 (en) | Casing material for power storage device, production method therefor, and power storage device | |
| JP7444315B2 (en) | Energy storage device and method for manufacturing the energy storage device | |
| CN117581414A (en) | Outer packaging material for electric storage device, method for producing same, and electric storage device | |
| CN117581415A (en) | Outer packaging material for electric storage device, method for producing same, and electric storage device | |
| JP2023163177A (en) | Exterior package material for power storage device, manufacturing method thereof and power storage device | |
| JP2020091966A (en) | Packing material for power storage device, method of manufacturing packing material for power storage device, and power storage device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19875897 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2020553284 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 19875897 Country of ref document: EP Kind code of ref document: A1 |