WO2020031434A1 - ハニカム構造体、排気ガス浄化装置、排気システム及びハニカム構造体の製造方法 - Google Patents
ハニカム構造体、排気ガス浄化装置、排気システム及びハニカム構造体の製造方法 Download PDFInfo
- Publication number
- WO2020031434A1 WO2020031434A1 PCT/JP2019/016520 JP2019016520W WO2020031434A1 WO 2020031434 A1 WO2020031434 A1 WO 2020031434A1 JP 2019016520 W JP2019016520 W JP 2019016520W WO 2020031434 A1 WO2020031434 A1 WO 2020031434A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- honeycomb structure
- surface layer
- magnetic particles
- structure according
- fluid
- Prior art date
Links
Images





Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N3/00—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust
- F01N3/08—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous
- F01N3/10—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous by thermal or catalytic conversion of noxious components of exhaust
- F01N3/18—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous by thermal or catalytic conversion of noxious components of exhaust characterised by methods of operation; Control
- F01N3/20—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous by thermal or catalytic conversion of noxious components of exhaust characterised by methods of operation; Control specially adapted for catalytic conversion ; Methods of operation or control of catalytic converters
- F01N3/2006—Periodically heating or cooling catalytic reactors, e.g. at cold starting or overheating
- F01N3/2013—Periodically heating or cooling catalytic reactors, e.g. at cold starting or overheating using electric or magnetic heating means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D39/00—Filtering material for liquid or gaseous fluids
- B01D39/14—Other self-supporting filtering material ; Other filtering material
- B01D39/20—Other self-supporting filtering material ; Other filtering material of inorganic material, e.g. asbestos paper, metallic filtering material of non-woven wires
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/24—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies
- B01D46/2403—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies characterised by the physical shape or structure of the filtering element
- B01D46/2418—Honeycomb filters
- B01D46/2422—Mounting of the body within a housing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/24—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies
- B01D46/2403—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies characterised by the physical shape or structure of the filtering element
- B01D46/2418—Honeycomb filters
- B01D46/2425—Honeycomb filters characterized by parameters related to the physical properties of the honeycomb structure material
- B01D46/2429—Honeycomb filters characterized by parameters related to the physical properties of the honeycomb structure material of the honeycomb walls or cells
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/24—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies
- B01D46/2403—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies characterised by the physical shape or structure of the filtering element
- B01D46/2418—Honeycomb filters
- B01D46/2425—Honeycomb filters characterized by parameters related to the physical properties of the honeycomb structure material
- B01D46/24491—Porosity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/24—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies
- B01D46/2403—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies characterised by the physical shape or structure of the filtering element
- B01D46/2418—Honeycomb filters
- B01D46/2425—Honeycomb filters characterized by parameters related to the physical properties of the honeycomb structure material
- B01D46/24492—Pore diameter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/24—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies
- B01D46/2403—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies characterised by the physical shape or structure of the filtering element
- B01D46/2418—Honeycomb filters
- B01D46/2425—Honeycomb filters characterized by parameters related to the physical properties of the honeycomb structure material
- B01D46/24494—Thermal expansion coefficient, heat capacity or thermal conductivity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/24—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies
- B01D46/2403—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies characterised by the physical shape or structure of the filtering element
- B01D46/2418—Honeycomb filters
- B01D46/2451—Honeycomb filters characterized by the geometrical structure, shape, pattern or configuration or parameters related to the geometry of the structure
- B01D46/2474—Honeycomb filters characterized by the geometrical structure, shape, pattern or configuration or parameters related to the geometry of the structure of the walls along the length of the honeycomb
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/24—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies
- B01D46/2403—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies characterised by the physical shape or structure of the filtering element
- B01D46/2418—Honeycomb filters
- B01D46/2451—Honeycomb filters characterized by the geometrical structure, shape, pattern or configuration or parameters related to the geometry of the structure
- B01D46/2476—Monolithic structures
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/24—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies
- B01D46/2403—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies characterised by the physical shape or structure of the filtering element
- B01D46/2418—Honeycomb filters
- B01D46/2451—Honeycomb filters characterized by the geometrical structure, shape, pattern or configuration or parameters related to the geometry of the structure
- B01D46/2482—Thickness, height, width, length or diameter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/42—Auxiliary equipment or operation thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B38/00—Porous mortars, concrete, artificial stone or ceramic ware; Preparation thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B41/00—After-treatment of mortars, concrete, artificial stone or ceramics; Treatment of natural stone
- C04B41/80—After-treatment of mortars, concrete, artificial stone or ceramics; Treatment of natural stone of only ceramics
- C04B41/81—Coating or impregnation
- C04B41/85—Coating or impregnation with inorganic materials
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N1/00—Silencing apparatus characterised by method of silencing
- F01N1/003—Silencing apparatus characterised by method of silencing by using dead chambers communicating with gas flow passages
- F01N1/006—Silencing apparatus characterised by method of silencing by using dead chambers communicating with gas flow passages comprising at least one perforated tube extending from inlet to outlet of the silencer
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N3/00—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust
- F01N3/02—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for cooling, or for removing solid constituents of, exhaust
- F01N3/021—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for cooling, or for removing solid constituents of, exhaust by means of filters
- F01N3/022—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for cooling, or for removing solid constituents of, exhaust by means of filters characterised by specially adapted filtering structure, e.g. honeycomb, mesh or fibrous
- F01N3/0222—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for cooling, or for removing solid constituents of, exhaust by means of filters characterised by specially adapted filtering structure, e.g. honeycomb, mesh or fibrous the structure being monolithic, e.g. honeycombs
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N3/00—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust
- F01N3/02—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for cooling, or for removing solid constituents of, exhaust
- F01N3/021—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for cooling, or for removing solid constituents of, exhaust by means of filters
- F01N3/023—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for cooling, or for removing solid constituents of, exhaust by means of filters using means for regenerating the filters, e.g. by burning trapped particles
- F01N3/027—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for cooling, or for removing solid constituents of, exhaust by means of filters using means for regenerating the filters, e.g. by burning trapped particles using electric or magnetic heating means
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N3/00—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust
- F01N3/02—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for cooling, or for removing solid constituents of, exhaust
- F01N3/021—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for cooling, or for removing solid constituents of, exhaust by means of filters
- F01N3/033—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for cooling, or for removing solid constituents of, exhaust by means of filters in combination with other devices
- F01N3/0335—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for cooling, or for removing solid constituents of, exhaust by means of filters in combination with other devices with exhaust silencers in a single housing
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N3/00—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust
- F01N3/02—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for cooling, or for removing solid constituents of, exhaust
- F01N3/021—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for cooling, or for removing solid constituents of, exhaust by means of filters
- F01N3/033—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for cooling, or for removing solid constituents of, exhaust by means of filters in combination with other devices
- F01N3/035—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for cooling, or for removing solid constituents of, exhaust by means of filters in combination with other devices with catalytic reactors, e.g. catalysed diesel particulate filters
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N3/00—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust
- F01N3/08—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N3/00—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust
- F01N3/08—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous
- F01N3/10—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous by thermal or catalytic conversion of noxious components of exhaust
- F01N3/24—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous by thermal or catalytic conversion of noxious components of exhaust characterised by constructional aspects of converting apparatus
- F01N3/28—Construction of catalytic reactors
- F01N3/2803—Construction of catalytic reactors characterised by structure, by material or by manufacturing of catalyst support
- F01N3/2825—Ceramics
- F01N3/2828—Ceramic multi-channel monoliths, e.g. honeycombs
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N3/00—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust
- F01N3/08—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous
- F01N3/10—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous by thermal or catalytic conversion of noxious components of exhaust
- F01N3/24—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous by thermal or catalytic conversion of noxious components of exhaust characterised by constructional aspects of converting apparatus
- F01N3/28—Construction of catalytic reactors
- F01N3/2839—Arrangements for mounting catalyst support in housing, e.g. with means for compensating thermal expansion or vibration
- F01N3/2853—Arrangements for mounting catalyst support in housing, e.g. with means for compensating thermal expansion or vibration using mats or gaskets between catalyst body and housing
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N3/00—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust
- F01N3/08—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous
- F01N3/10—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous by thermal or catalytic conversion of noxious components of exhaust
- F01N3/24—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous by thermal or catalytic conversion of noxious components of exhaust characterised by constructional aspects of converting apparatus
- F01N3/28—Construction of catalytic reactors
- F01N3/2882—Catalytic reactors combined or associated with other devices, e.g. exhaust silencers or other exhaust purification devices
- F01N3/2885—Catalytic reactors combined or associated with other devices, e.g. exhaust silencers or other exhaust purification devices with exhaust silencers in a single housing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2255/00—Catalysts
- B01D2255/90—Physical characteristics of catalysts
- B01D2255/915—Catalyst supported on particulate filters
- B01D2255/9155—Wall flow filters
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N2230/00—Combination of silencers and other devices
- F01N2230/02—Exhaust filters
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N2230/00—Combination of silencers and other devices
- F01N2230/04—Catalytic converters
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N2330/00—Structure of catalyst support or particle filter
- F01N2330/06—Ceramic, e.g. monoliths
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T10/00—Road transport of goods or passengers
- Y02T10/10—Internal combustion engine [ICE] based vehicles
- Y02T10/12—Improving ICE efficiencies
Definitions
- the present invention relates to a honeycomb structure, an exhaust gas purification device, an exhaust system, and a method for manufacturing a honeycomb structure.
- it can burn and remove carbon fine particles and the like by electric heating, and can also be used in locations where condensed water is generated.
- the present invention relates to a gas purification device, an exhaust system, and a method for manufacturing a honeycomb structure.
- Car exhaust gases usually contain particulates such as carbon as a result of incomplete combustion. From the viewpoint of reducing health damage to the human body, there is an increasing demand for reducing particulates in automobile exhaust gas. At present, it is required to reduce the amount of fine particles emitted from a gasoline engine, which is a main power source of a vehicle, to near zero. Further, there is a similar requirement for exhaust gas particulates of diesel engines.
- Patent Literature 1 discloses a honeycomb structure portion having a porous partition wall that defines a plurality of cells serving as fluid flow paths and an outer peripheral wall positioned at the outermost periphery, and the honeycomb structure.
- a honeycomb structure is proposed which includes a structure, having a predetermined cell opening at an end face on the fluid inlet side and a plugged portion disposed at an opening of the remaining cell at an end face on the fluid outlet side.
- Patent Literature 2 proposes a technique in which a surface layer is provided on the surface of a partition wall of a honeycomb filter to solve problems such as pressure loss during PM deposition.
- the filter when mounting the above-mentioned filter on a vehicle, from the viewpoint of securing a mounting space, it is preferable to mount the filter at a position under the floor where there is a relatively large space from the viewpoint of securing the design freedom in the exhaust system configuration.
- the temperature of the exhaust gas from the engine decreases, and the combustion of the fine particles (carbon fine particles) accumulated in the filter does not proceed, and the carbon fine particles accumulate, causing an excessive rise in pressure loss and causing an increase in the engine pressure. There is a problem that causes the output to decrease.
- Patent Document 3 there has been proposed a method in which a current is caused to flow through a conductive honeycomb structure itself and the honeycomb structure itself is heated by the Joule heat. Further, as a heating technique that can be used even in an environment where condensed water is generated and can be used even under conditions where carbon fine particles are deposited, Patent Document 4 discloses that a current is not supplied to the honeycomb structure itself, and metal is added to the non-conductive honeycomb cell. A method is disclosed in which a wire is inserted and induction heating is performed by a coil configured to go around the outer peripheral surface of a honeycomb structure.
- the present invention has been made in view of the above-described problem, and is capable of burning and removing carbon fine particles and the like by electric heating, and can also be used in a position where condensed water is generated, and a short circuit due to condensed water and carbon deposition is possible.
- An object of the present invention is to provide a honeycomb structure and an exhaust gas purifying apparatus which have no problem and have low pressure loss.
- Another object of the present invention is to provide a method for manufacturing the above-mentioned honeycomb structure.
- the present inventors have found that at least a part of the surface of the partition wall of the honeycomb structure contains magnetic particles, and that the above problem can be solved by providing a surface layer having air permeability. . That is, the present invention is specified as follows.
- a porous partition wall which defines a plurality of cells which serves as a fluid flow path and extends from an inflow end face which is an end face on the inflow side of the fluid to an outflow end face which is an end face on the outflow side of the fluid;
- An outer peripheral wall located at the outermost periphery;
- a pillar-shaped honeycomb structure having: A honeycomb structure having a surface layer on at least a part of the surface of the partition wall, wherein the surface layer contains magnetic particles and has air permeability.
- a porous partition wall which serves as a fluid flow path and defines a plurality of cells which extend from an inflow end face which is an end face on the fluid inflow side to an outflow end face which is an end face on the fluid outflow side;
- An outer peripheral wall located at the outermost periphery;
- a pillar-shaped honeycomb structure having: A honeycomb structure having a surface layer on at least a part of the surface of the partition wall, wherein the surface layer contains needle-like or flake-like magnetic particles.
- Exhaust gas purification device having: (4) An exhaust system comprising: an exhaust silencing muffler; an exhaust gas purifying apparatus according to (3) provided in the exhaust silencing muffler; and a silencer provided in the exhaust silencing muffler.
- a porous partition wall which serves as a fluid flow path and defines a plurality of cells which extend from an inflow end face which is an end face on the inflow side of the fluid to an outflow end face which is an end face on the outflow side of the fluid;
- An outer peripheral wall located at the outermost periphery;
- a method for manufacturing a columnar honeycomb structure having: A method of manufacturing a honeycomb structure, comprising a step of forming a gas-permeable surface layer containing magnetic particles on at least a part of the surface of the partition wall.
- ADVANTAGE OF THE INVENTION while being able to burn and remove carbon fine particles etc. by electric heating, it can be used also in the position where condensed water generate
- FIG. 1 is a schematic view of an exhaust gas flow path of an exhaust gas purification device incorporating a honeycomb structure according to an embodiment of the present invention.
- FIG. 3 is a schematic diagram showing a state where a surface layer is formed on the surface of a partition wall of a honeycomb structure.
- 18 is a graph showing the relationship between time (second) and temperature (° C.) at each induction heating frequency of 30 kHz, 85 kHz, and 350 kHz in the heating test of Example 7.
- 18 is a graph showing the relationship between time (second) and temperature (° C.) in the heating tests of Example 7 and Example 12.
- FIG. 1 is a schematic view of an exhaust gas flow path of an exhaust gas purification device incorporating a honeycomb structure according to an embodiment of the present invention.
- FIG. 3 is a schematic diagram showing a state where a surface layer is formed on the surface of a partition wall of a honeycomb structure.
- 18 is a graph showing the relationship between time (second) and temperature (° C.) at
- FIG. 1 is a schematic diagram of an exhaust system in which a honeycomb structure according to an embodiment of the present invention is provided in an exhaust muffler. It is a schematic diagram of an exhaust gas purification device of one embodiment of the present invention provided in an exhaust muffler.
- FIG. 1 is a perspective view schematically showing a honeycomb structure according to an embodiment of the present invention.
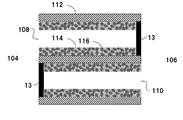
- the illustrated honeycomb structure 1 is disposed at the outermost peripheral wall 102 located at the outermost periphery and inside the outer peripheral wall 102, and extends from a first end face 104 (an inflow end face which is an end face on the fluid inflow side) to a second end face 106 ( A plurality of cells (in the figure, a plurality of first cells 108 having plugging portions that are open at the first end surface 104 and protrude from the second end surface 106) and extend in parallel between the fluid outflow end surfaces which are the end surfaces on the fluid outflow side.
- the illustrated honeycomb structure 1 includes a porous partition wall 112 for partitioning the first cell 108 and the second cell 110, and the first cell 108 and the second cell 110 alternate with the partition wall 112 interposed therebetween. And both end faces form a checkered pattern.
- all the first cells 108 are adjacent to the second cells 110, and all the second cells 110 are adjacent to the first cells 108.
- a plurality of cells need not necessarily have plugging portions.
- the number, arrangement, shape, and the like of the cells 108 and 110, the thickness of the partition 112, and the like are not limited, and can be appropriately designed as needed.
- the material of the honeycomb structure there is no particular limitation on the material of the honeycomb structure, but since it is necessary to be a porous body having a large number of pores, it is usually formed of a ceramic material, for example, cordierite, silicon carbide, titanate, and the like. Examples include aluminum, silicon nitride, mullite, alumina, a silicon-silicon carbide composite material, and a silicon-carbide composite material, particularly a silicon-silicon carbide composite material or a sintered body containing silicon carbide as a main component.
- silicon carbide-based means that the honeycomb structure contains silicon carbide in an amount of 50% by mass or more of the entire honeycomb structure.
- the honeycomb structure contains the silicon-silicon carbide composite material as a main component means that the honeycomb structure contains the silicon-silicon carbide composite material (total mass) at 90% by mass or more of the entire honeycomb structure.
- the silicon-silicon carbide composite material contains silicon carbide particles as an aggregate and silicon as a binder for binding the silicon carbide particles, and a plurality of silicon carbide particles are interposed between the silicon carbide particles. It is preferable that they are bonded by silicon so as to form pores.
- the fact that the honeycomb structure contains silicon carbide as a main component means that the honeycomb structure 1 contains silicon carbide (total mass) of 90% by mass or more of the entire honeycomb structure.
- the honeycomb structure is formed of at least one ceramic material selected from the group consisting of cordierite, silicon carbide, aluminum titanate, silicon nitride, mullite, and alumina.
- the cell shape of the honeycomb structure is not particularly limited, but is preferably a polygon such as a triangle, a quadrangle, a pentagon, a hexagon, or an octagon, a circle, or an ellipse in a cross section orthogonal to the central axis, and other irregular shapes. It may be.
- the outer shape of the honeycomb structure is not particularly limited, but the end surface is a circular column (cylindrical shape), the end surface is an oval-shaped column, and the end surface is a polygon (square, pentagon, hexagon, heptagon, octagon, etc.). )).
- the size of the honeycomb structure is not particularly limited, but the length in the central axis direction is preferably 40 to 500 mm. Further, for example, when the outer shape of the honeycomb structure is cylindrical, it is preferable that the end face has a radius of 50 to 500 mm.
- the thickness of the partition walls of the honeycomb structure is preferably 0.20 to 0.50 mm, and more preferably 0.25 to 0.45 mm from the viewpoint of ease of production. For example, when the thickness is 0.20 mm or more, the strength of the honeycomb structure is further improved. When the thickness is 0.50 mm or less, the pressure loss can be further reduced when the honeycomb structure is used as a filter. Note that the thickness of the partition wall is an average value measured by a method of observing a cross section in the central axis direction with a microscope.
- the porosity of the partition walls constituting the honeycomb structure is preferably 30 to 70%, and more preferably 40 to 65% from the viewpoint of easy production. When it is 30% or more, the pressure loss tends to decrease, and when it is 70% or less, the strength of the honeycomb structure can be maintained.
- the average pore diameter of the porous partition wall is preferably 5 to 30 ⁇ m, more preferably 10 to 25 ⁇ m. When it is 5 ⁇ m or more, when used as a filter, pressure loss can be reduced, and when it is 30 ⁇ m or less, the strength of the honeycomb structure can be maintained.
- the terms “average pore diameter” and “porosity” mean the average pore diameter and porosity measured by the mercury intrusion method.
- the cell density of the honeycomb structure is not particularly limited, but is preferably in the range of 5 to 63 cells / cm 2 , and more preferably in the range of 31 to 54 cells / cm 2 .
- Such a honeycomb structure is formed from a clay containing a ceramic raw material into a honeycomb shape having partition walls that penetrate from one end face to the other end face and form a plurality of cells that serve as fluid flow paths.
- the honeycomb formed body is formed by forming a honeycomb formed body, drying the honeycomb formed body, and then firing the formed body.
- the outer peripheral wall may be used as the outer peripheral wall by extruding the outer peripheral wall integrally with the honeycomb structure portion, or after forming or firing.
- the outer periphery of the honeycomb formed body may be ground to have a predetermined shape, and the outer periphery may be coated by applying a coating material to the honeycomb structure having the outer periphery ground.
- a honeycomb structure having an outer periphery is used without grinding the outermost periphery of the honeycomb structure, and the outer peripheral surface of the honeycomb structure having the outer periphery (that is, the honeycomb)
- the above-mentioned coating material may be further applied to the outer periphery of the outer periphery of the structure to form an outer periphery coating.
- an outer peripheral wall having a two-layer structure located at the outermost periphery where an outer peripheral coating made of a coating material is laminated is formed.
- the outer peripheral wall may be extruded integrally with the honeycomb structure, fired as it is, and used as the outer peripheral wall without processing the outer periphery.
- the composition of the coating material is not particularly limited, and various known coating materials can be appropriately used.
- the coating material may further contain colloidal silica, an organic binder, clay and the like.
- the organic binder is preferably used in an amount of 0.05 to 0.5% by mass, more preferably 0.1 to 0.2% by mass.
- the clay is preferably used in an amount of 0.2 to 2.0% by mass, more preferably 0.4 to 0.8% by mass.
- the honeycomb structure is not limited to an integral honeycomb structure in which the partition walls are integrally formed.
- the honeycomb structure has a porous partition wall, and the partition wall has a flow of fluid.
- a honeycomb structure having a structure in which a plurality of column-shaped honeycomb segments in which a plurality of cells serving as roads are partitioned and formed via a bonding material layer is combined hereinafter, may be referred to as a “bonded honeycomb structure”). There may be.
- the honeycomb structure has a structure in which one open end of a predetermined cell among the plurality of cells and the other open end of the remaining cells are plugged with a plugged portion. Is also good.
- a honeycomb structure can be used as a filter for purifying exhaust gas (honeycomb filter).
- plugged portions may be provided after the outer peripheral coating is formed, or may be in a state before the outer peripheral coating is formed, that is, at a stage of manufacturing the honeycomb structure. It may be provided.
- a plugged portion one having the same configuration as that used as a plugged portion of a conventionally known honeycomb structure can be used.
- the honeycomb structure of the present embodiment may be one in which a catalyst is supported on at least one of the surface of the partition and the inside of the pores of the partition.
- the honeycomb structure of the present embodiment includes a catalyst carrier supporting a catalyst and a filter (for example, a diesel particulate filter) provided with plugging portions for purifying particulate matter (carbon fine particles) in exhaust gas. (Hereinafter, also referred to as “DPF”)).
- the type of the catalyst is not particularly limited, and can be appropriately selected depending on the purpose and use of the honeycomb structure.
- a noble metal-based catalyst or a catalyst other than these can be used.
- a noble metal-based catalyst a noble metal such as platinum (Pt), palladium (Pd), and rhodium (Rh) is supported on the pore surface of alumina, and a three-way catalyst including a co-catalyst such as ceria and zirconia; an oxidation catalyst;
- a NO x storage reduction catalyst containing an earth metal and platinum as nitrogen oxide (NO x ) storage components is exemplified.
- NO x selective reduction catalyst or the like containing copper substituted or iron-substituted zeolite is exemplified.
- the method for supporting the catalyst is not particularly limited, and can be performed according to the conventional method for supporting the catalyst on the honeycomb structure.
- Each of the fired honeycomb structures can be used as a honeycomb segment, and the side surfaces of the plurality of honeycomb segments can be joined together by a joining material and integrated to form a honeycomb structure in which the honeycomb segments are joined.
- the honeycomb structure in which the honeycomb segments are joined can be manufactured, for example, as follows. The bonding material is applied to the bonding surfaces (side surfaces) in a state where the bonding material adhesion preventing masks are attached to both end surfaces of each honeycomb segment.
- honeycomb segments are arranged adjacent to each other so that the side surfaces of the honeycomb segments face each other, and the adjacent honeycomb segments are press-bonded to each other and then dried by heating.
- the outer peripheral portion may be ground to a desired shape (for example, a columnar shape), coated with a coating material on the outer peripheral surface, and then dried by heating to form the outer peripheral wall.
- the material of the mask for preventing adhesion of the bonding material is not particularly limited.
- a synthetic resin such as polypropylene (PP), polyethylene terephthalate (PET), polyimide, or Teflon (registered trademark) can be suitably used.
- the mask preferably has an adhesive layer, and the material of the adhesive layer is an acrylic resin, a rubber-based (for example, rubber mainly composed of natural rubber or synthetic rubber), or a silicon-based resin. preferable.
- an adhesive film having a thickness of 20 to 50 ⁇ m can be suitably used.
- the bonding material for example, a material prepared by mixing a ceramic powder, a dispersion medium (for example, water, and the like), and, if necessary, additives such as a binder, a deflocculant, and a foamed resin can be used.
- a ceramic powder for example, a ceramic powder, a dispersion medium (for example, water, and the like), and, if necessary, additives such as a binder, a deflocculant, and a foamed resin
- the ceramics ceramics containing at least one selected from the group consisting of cordierite, mullite, zircon, aluminum titanate, silicon carbide, silicon nitride, zirconia, spinel, indialite, sapphirine, corundum, and titania And more preferably the same material as the honeycomb structure.
- the binder include polyvinyl alcohol, methylcellulose, and CMC (carboxymethylcellulose).
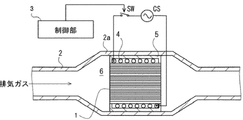
- FIG. 2 is a schematic view of an exhaust gas flow path of an exhaust gas purifying device in which a honeycomb structure is incorporated.
- the flow path of the exhaust gas is defined by the metal pipe 2.
- An exhaust gas purifying device 6 is arranged at the enlarged diameter portion 2a of the metal tube 2.
- the exhaust gas purifying device 6 includes a honeycomb structure 1, a coil wiring 4 helically circling the outer periphery of the honeycomb structure 1, and a fixing member 5 for fixing the coil wiring 4 in the metal tube 2.
- the honeycomb structure 1 may support a catalyst.
- the coil wiring 4 is spirally wound around the outer periphery of the honeycomb structure 1.
- a form in which two or more coil wirings 4 are used is also assumed.
- An AC current supplied from the AC power supply CS flows through the coil wiring 4 in response to the ON of the switch SW, and as a result, a periodically changing magnetic field is generated around the coil wiring 4.
- the ON / OFF of the switch SW is controlled by the control unit 3.
- the control unit 3 turns on the switch SW in synchronization with the start of the engine, and allows an alternating current to flow through the coil wiring 4.
- a mode in which the control unit 3 turns on the switch SW regardless of the start of the engine (for example, in response to the operation of a heating switch pressed by a driver) is also assumed.
- the fixing member 5 is a heat-resistant member, and is provided for fixing the honeycomb structure 1 supporting the catalyst and the coil wiring 4 in the metal tube 2.
- the input power applied by the exhaust gas purification device is preferably in the range of 1 kW to 10 kW from the viewpoint of heating performance.
- the heating frequency is preferably in the range of 10 to 500 kHz.
- the temperature of the honeycomb structure 1 rises according to a change in a magnetic field according to an alternating current flowing through the coil wiring 4. As a result, carbon fine particles and the like collected by the honeycomb structure 1 burn.
- increasing the temperature of the honeycomb structure 1 increases the temperature of the catalyst supported by the catalyst carrier included in the honeycomb structure 1 and promotes the catalytic reaction.
- carbon monoxide (CO), nitrided oxide (NO x ), and hydrocarbon (CH) are oxidized or reduced to carbon dioxide (CO 2 ), nitrogen (N 2 ), and water (H 2 O). You.
- FIG. 6 is a schematic diagram of an exhaust system 20 including an exhaust silencing muffler 22 and an exhaust gas purifying device 26 provided in the exhaust silencing muffler 22.
- a muffler is provided in the exhaust muffler 22.
- the silencer may include a plurality of silencers such as a main silencer and a sub silencer.
- the exhaust gas purifying device 26 has the honeycomb structure 1 incorporated therein, and includes a coil wiring that spirals around the outer periphery of the honeycomb structure 1 and a fixing member for fixing the coil wiring in the exhaust gas flow path.
- the exhaust system 20 includes an exhaust pipe 21 serving as a flow path for exhaust gas supplied to the exhaust muffler 22 or a flow path for exhaust gas discharged from the exhaust muffler 22.
- FIG. 7 shows a schematic diagram of an exhaust gas purifying device 26 provided in the exhaust muffler 22 of the exhaust system 20.
- FIG. 7 is an enlarged view of a part of the vicinity of the coil wiring 24 embedded in the holding mat 25 of the exhaust gas purifying device 26 for explaining the noise reduction function.
- the deposition flow rate of the gas is smaller, and the speed of the gas passing through the partition walls of the honeycomb structure 1 can be reduced. For this reason, it is preferable to dispose the honeycomb structure 1 on the downstream side of the exhaust system 20 as far as possible from the viewpoint of securing soot collection efficiency.
- the honeycomb structure 1 be provided inside the main muffler located at the most downstream of the exhaust system 20 or the auxiliary muffler at the preceding stage.
- the conventional honeycomb structure is mounted in the exhaust muffler, only the small pores of the partition walls of the honeycomb structure are blocked with liquid water by capillary action due to condensation of water.
- the soot collection efficiency is deteriorated due to a high-speed gas flowing into the large pores, and a problem that soot cannot be regenerated because the exhaust gas temperature is too low.
- honeycomb structure 1 can evaporate and remove water by electromagnetic induction heating, it is possible to maintain a high soot collection efficiency and to heat the soot to a temperature required for soot regeneration at the time of soot regeneration. can do. For this reason, the problem that soot cannot be reproduced hardly occurs.
- the honeycomb structure 1 has pressure loss factors such as gas expansion and contraction, gas passage through a porous body, and cell passages, and these have a sound deadening effect. For this reason, it is possible to partially replace the muffling function in the muffler.
- a method of confining the high frequency sound near the outer periphery of the exhaust muffler 22 and attenuating the high frequency sound as shown in FIG. 7 is more effective.
- the cells near the outer periphery of the honeycomb structure have a structure in which both ends are sealed, and sound waves are hardly leaked in the axial direction.
- sound waves transmitted through the honeycomb structure 1 in the exhaust muffler 22 of the exhaust system 20 are transmitted through the partition walls 112 of the honeycomb structure 1 and the gap between the partition walls 112, and are attenuated by the partition walls.
- the honeycomb structure may be one in which unsealed cells penetrate, or a wall flow type filter in which both ends are alternately plugged. From the viewpoint of the noise reduction effect, a wall flow type filter in which both ends are alternately plugged is more preferable.
- the honeycomb structure 1 has a surface layer 114 on at least a part of the surface of the partition wall 112.
- the surface layer 114 includes magnetic particles 116 and has air permeability.
- having air permeability means that the permeability of the surface layer is 1.0 ⁇ 10 ⁇ 13 m 2 or more. From the viewpoint of further reducing the pressure loss, the permeability is preferably 1.0 ⁇ 10 ⁇ 12 m 2 or more. When the surface layer has air permeability, pressure loss caused by the surface layer can be suppressed.
- permeability refers to a physical property value calculated by the following equation (1), and is a value that serves as an index indicating a passage resistance when a predetermined gas passes through the object (partition).
- C is the permeability (m 2 )
- F is the gas flow rate (cm 3 / s)
- T is the sample thickness (cm)
- V is the gas viscosity (dynes ⁇ sec / cm 2 ).
- D indicates the sample diameter (cm)
- P indicates the gas pressure (PSI).
- a partition with a surface layer is cut out, the permeability is measured in a state with the surface layer, and then the permeability is measured with the surface layer cut off, and the surface layer and the partition base are measured.
- the permeability of the surface layer is calculated from the ratio of the thickness of the material and the measurement results of the permeability.
- the surface layer 114 includes the magnetic particles 116, the honeycomb structure 1 is heated by electromagnetic induction. Therefore, it is not necessary to supply electricity to the honeycomb structure 1 itself, and the occurrence of a short circuit can be suppressed even in an environment where condensed water is generated. In addition, a short circuit due to carbon deposition can be suppressed. To obtain this effect, the surface layer 114 needs to be provided on at least a part of the surface of the partition wall 112 of the honeycomb structure 1. In FIG. 3, both surfaces of the partition 112 are covered with the surface layer 114, but it is not necessarily formed on both surfaces. For example, the surface layer 114 is formed only on the surface on which the first cell 108 or the second cell 110 is formed. May be. That is, the surface layer 114 preferably covers at least one side of the partition 112.
- the surface layer 114 containing the magnetic particles 116 may be provided only in a portion where the soot regeneration effect is most easily exhibited. For example, the initial soot accumulation of a normal gasoline particulate occurs more frequently near the outlet of the honeycomb structure 1. Therefore, the surface layer 114 may be provided only in the downstream region of the honeycomb structure 1. According to such a configuration, only the portion where a large amount of soot is deposited is heated, so that the soot can be burned efficiently and the power consumption can be suppressed. In particular, it is suitable for regenerating soot in a state where gas does not flow through the honeycomb structure 1 such as when the vehicle is stopped.
- the surface layer 114 may be provided only at a central portion in a gas flow direction (axial direction of the honeycomb structure 1). By heating the central portion in the gas flow direction, the soot in the downstream region of the honeycomb structure 1 having a large amount of soot deposition can be effectively burned by utilizing the effect of heat transfer by the gas.
- the magnetic particles 116 are preferably formed of a magnetic material having a Curie temperature.
- the Curie temperature of the magnetic particles 116 is not particularly limited, but is preferably higher than 450 ° C. More preferably, it is 800 ° C. or higher. If the Curie temperature of the magnetic particles 116 exceeds 450 ° C., it becomes possible to reach a honeycomb temperature sufficient to raise the catalyst temperature to the catalyst activation temperature or higher.
- Fe includes, for example, Cr 18% Fe (Cr 18 mass% stainless steel), Fe, Fe—Cr—Al alloy, Fe—Cr—Si alloy, Fe—Si—Ti alloy, Co-Fe alloy, Co-Fe-V alloy, Co-Ni-Fe alloy, Fe-Co-Nb alloy, Fe-Co-Cr alloy, Fe-Co-Cr-Mo alloy, Fe-Co-Cr-Mo- Al alloy, FeOFe 2 O 3, NiOFe 2 O 3, CuOFe 2 O 3, MgOFe 2 O 3, MnBi, Ni, MnSb, there is MnOFe 2 O 3, Y 3 Fe 5 O 12 and the like.
- Magnetic particles having a Curie temperature of 800 ° C.
- Co—Fe alloys Co—Fe—V alloys, Co—Ni—Fe alloys, Fe—Co—Nb alloys, Fe—Co—Cr alloys, and Fe—Co— alloys.
- Cr-Mo alloy, Fe-Co-Cr-Mo-Al alloy and the like can be mentioned.
- the specific composition is as follows: balance Co-20 mass% Fe, balance Co-25 mass% Ni-4 mass% Fe, balance Fe-15 to 35 mass% Co, balance Fe-17 mass% Co-2 mass% Cr -1 mass% Mo, balance Fe-49 mass% Co-2 mass% V, balance Fe-18 mass% Co-10 mass% Cr-2 mass% Mo-1 mass% Al, balance Fe-27 mass% Co- 1 mass% Nb, balance Fe-20 mass% Co-1 mass% Cr-2 mass% V, balance Fe-35 mass% Co-1 mass% Cr, pure cobalt, pure iron, electromagnetic soft iron, balance Fe-0. 1 to 0.5% by mass Mn. It is desirable to use a metal containing Co having a high Curie temperature.
- the porosity of the surface layer 114 is preferably 50% or more, more preferably 60% or more, and even more preferably 70% or more. By having a porosity of 50% or more, pressure loss can be suppressed. However, if the porosity is too high, the surface layer becomes brittle and easily peels off. Therefore, it is preferably 90% or less.
- the porosity of the surface layer 114 is calculated from the shaved mass and the mercury porosi curve.
- the porosity of the surface layer may be calculated from the area ratio of the void portion and the solid portion by performing SEM image capturing and analyzing the image of the surface layer portion.
- the average pore diameter of the surface layer 114 is preferably 10 ⁇ m or less, more preferably 5 ⁇ m or less, further preferably 4 ⁇ m or less, and particularly preferably 3 ⁇ m or less. By setting the average pore diameter to 10 ⁇ m or less, high particle collection efficiency can be achieved. However, if the average pore diameter of the surface layer 114 is too small, the pressure loss will increase.
- the mercury porosi curve (pore volume frequency) and the surface layer of the substrate on which the surface layer is formed are represented by a peak value measured by a mercury porosimeter.
- the difference from the mercury porosi curve of only the substrate obtained by shaving off only 114 is taken as the mercury porosi curve of the surface layer, and the peak is taken as the average pore diameter.
- a SEM image of a cross section of the honeycomb structure is taken, and image analysis of the surface layer portion is performed to binarize the void portion and the solid portion, and randomly select 20 or more voids and average the inscribed circle thereof.
- the average pore diameter may be used.
- the weight average particle diameter of the magnetic particles 116 in the surface layer 114 is preferably 20 ⁇ m or less. By setting the weight average particle diameter to 20 ⁇ m or less, it is possible to keep the average pore diameter, thickness, and porosity of the target surface layer in a range that satisfies all of them, in combination with other controllable design factors. Becomes The lower limit of the weight average particle diameter of the magnetic particles 116 is not particularly limited, but may be, for example, 0.5 ⁇ m or more. The weight average particle diameter is measured by a laser diffraction type particle size distribution analyzer.
- the thickness of the surface layer 114 and the thickness of the partition 112 are substantially the same, but the thickness of the surface layer 114 is not particularly limited. However, in order to obtain the effect of the surface layer 114 more remarkably, the thickness of the surface layer 114 is preferably 10 ⁇ m or more. On the other hand, from the viewpoint of avoiding an increase in pressure loss, the thickness of the surface layer 114 is preferably 80 ⁇ m or less. The thickness of the surface layer 114 is more preferably 50 ⁇ m or less.
- a honeycomb structure on which the surface layer is formed is cut in a direction perpendicular to the direction in which the cells extend, and the thickness of the surface layer is measured from the cross section. The average of the thickness measurements can be taken.
- the shortest diameter d of the magnetic particles 116 is 0.1 to 5 ⁇ m and the longest diameter of the magnetic particles 116 is L ⁇ m.
- the shortest diameter d is defined as the shortest diameter of a particle, which is the largest one among the line segments orthogonal to the longest diameter of the particle for 50 particles by image analysis from an SEM photographed image, and this is averaged by the number of particles. Thus, the shortest diameter d can be obtained.
- the length is obtained by averaging the longest diameters of 50 or more particles in the SEM image by the number of particles, thereby obtaining the longest diameter L.
- the magnetic particles 116 are needle-like or scale-like. Acicular refers to L / d ⁇ 5.
- the scaly shape means a ratio L / t> 5 between the thickness t of the magnetic particles 116 and the longest diameter L.
- the thickness t of the magnetic particles 116 can be obtained by measuring the thickness of the portion where the thickness of the particle is the largest for 50 particles by image analysis from an SEM photographed image, and averaging this by the number of particles.
- a stress relaxation layer having a thermal expansion coefficient between the surface layer 114 and the partition wall 112 between the surface layer 114 and the partition 112. Thereby, it is possible to prevent the occurrence of cracks or the like due to the difference in the thermal expansion coefficient between the surface layer 114 and the partition 112, thereby improving the thermal shock resistance.
- the composition of the stress relaxation layer is not particularly limited, for example, a low expansion glass layer, an alumina layer, a silica layer, and a ceria layer can be suitably used.
- a honeycomb structure having a porous partition wall and a plurality of cells defined by the partition wall is manufactured.
- a cordierite forming raw material is prepared as a clay material.
- the cordierite-forming raw material contains a silica source component, a magnesia source component, an alumina source component, and the like in order to mix each component so as to have a theoretical composition of cordierite crystals.
- quartz and fused silica are preferably used as the silica source component, and the particle size of the silica source component is preferably 100 to 150 ⁇ m.
- magnesia source component examples include talc and magnesite. Of these, talc is preferred. Preferably, talc is contained in the cordierite-forming raw material in an amount of 37 to 43% by mass.
- the particle size (average particle size) of talc is preferably from 5 to 50 ⁇ m, more preferably from 10 to 40 ⁇ m.
- the magnesia (MgO) source component may contain Fe 2 O 3 , CaO, Na 2 O, K 2 O, etc. as impurities.
- alumina source component those containing at least one of aluminum oxide and aluminum hydroxide are preferable in that they contain few impurities.
- aluminum hydroxide is preferably contained in an amount of 10 to 30% by mass, and aluminum oxide is preferably contained in an amount of 0 to 20% by mass.
- a clay material (additive) to be added to the cordierite-forming raw material is prepared.
- At least a binder and a pore former are used as additives.
- a dispersant or a surfactant can be used.
- a substance which can be oxidized and removed by reacting with oxygen at a temperature lower than the firing temperature of cordierite, a low-melting point reactive substance having a melting point at a temperature lower than the firing temperature of cordierite, or the like can be used.
- the substance that can be removed by oxidation include resin (particularly, particulate resin), graphite (particularly, particulate graphite), and the like.
- the low-melting point reactant include at least one metal selected from the group consisting of iron, copper, zinc, lead, aluminum, and nickel, and alloys containing these metals as main components (for example, in the case of iron, carbon steel Or cast iron, stainless steel) or an alloy containing two or more kinds as main components.
- the low-melting-point reactant is preferably a powdery or fibrous iron alloy. Further, the particle diameter or fiber diameter (average diameter) is preferably from 10 to 200 ⁇ m. Examples of the shape of the low-melting-point reactant include a sphere, a convoluted diamond, and a confetti, and these shapes are preferable because the shape of the pores can be easily controlled.
- binder examples include hydroxypropyl methylcellulose, methylcellulose, hydroxyethylcellulose, carboxymethylcellulose, polyvinyl alcohol and the like.
- dispersant examples include dextrin and polyalcohol.
- surfactant examples include fatty acid soap.
- the additives may be used alone or in combination of two or more.
- the cordierite-forming raw material 3 to 8 parts by mass of the binder, 3 to 40 parts by mass of the pore-forming agent, 0.1 to 2 parts by mass of the dispersant, and 10 to 40 parts by mass of water.
- the kneaded materials are kneaded to prepare a kneaded material.
- the prepared clay is formed into a honeycomb shape by an extrusion molding method, an injection molding method, a press molding method, or the like, to obtain a raw honeycomb molded body. It is preferable to employ an extrusion molding method because continuous molding is easy and, for example, cordierite crystals can be oriented.
- the extrusion method can be performed using a device such as a vacuum kneader, a ram type extruder, a twin screw type continuous extruder.
- the honeycomb formed body is dried and adjusted to a predetermined size to obtain a dried honeycomb body. Drying of the honeycomb formed body can be performed by hot air drying, microwave drying, dielectric drying, reduced pressure drying, vacuum drying, freeze drying, or the like. In addition, since it is possible to dry the whole quickly and uniformly, it is preferable to perform the drying by combining hot air drying and microwave drying or dielectric drying.
- the plugging material As the material of the plugging portion (plugging slurry), the same material for the clay as that of the partition wall (dried honeycomb body) may be used, or a different material may be used. Specifically, it is obtained by mixing a ceramic raw material, a surfactant, and water, adding a sintering aid, a pore-forming agent, and the like, if necessary, forming a slurry, and kneading using a mixer or the like. be able to.
- a mask is applied to a part of the cell opening on one end face of the dried honeycomb body, and the end face is immersed in a storage container in which the plugging slurry is stored, so that the cell is not masked. Fill the plugging slurry.
- a mask is applied to a part of the cell opening on the other end face of the dried honeycomb body, and the end face is immersed in a storage container in which the plugging slurry is stored, and the cell without the mask is masked. Is filled with a plugging slurry.
- the honeycomb structure is dried and fired to obtain a honeycomb structure having plugged portions.
- the drying conditions the same conditions as those for drying the honeycomb formed body can be adopted.
- the calcination may be usually performed at a temperature of 1410 to 1440 ° C. for 3 to 15 hours under an air atmosphere.
- the outer peripheral surface may be ground to remove the outer peripheral wall.
- a coating material is applied to the outer periphery of the honeycomb structure from which the outer peripheral wall has been removed to form an outer peripheral coating.
- the outer peripheral surface is ground, a part of the outer peripheral wall may be removed by grinding, and the outer peripheral coating may be formed on the part by a coating material.
- a coating material for example, it can be prepared using a two-axis rotating vertical mixer.
- the coating material may further contain colloidal silica, an organic binder, clay and the like.
- the organic binder is preferably used in an amount of 0.05 to 0.5% by mass, more preferably 0.1 to 0.2% by mass.
- the clay is preferably used in an amount of 0.2 to 2.0% by mass, more preferably 0.4 to 0.8% by mass.
- a coating material is applied to the outer peripheral surface of the honeycomb structure manufactured earlier, and the applied coating material is dried to form an outer peripheral coating.
- the honeycomb structure is placed on a rotating table and rotated, and the coating material is discharged from the blade-shaped coating nozzle while the coating nozzle is arranged along the outer peripheral portion of the honeycomb structure.
- a method of applying by pressing is given. With this configuration, the coating material can be applied with a uniform thickness. Further, the surface roughness of the formed outer peripheral coating is reduced, and the outer peripheral coating having excellent appearance and being hardly damaged by thermal shock can be formed.
- the outer peripheral coating In the case where the outer peripheral surface of the honeycomb structure is ground and the outer peripheral wall is removed, a coating material is applied to the entire outer peripheral surface of the honeycomb structure to form an outer peripheral coating.
- the outer peripheral coating may be formed by partially applying a coating material, Of course, the outer peripheral coating may be formed by applying a coating material to the entire outer peripheral surface of the honeycomb structure.
- the method of drying the applied coating material that is, the undried outer peripheral coating.
- the moisture in the coating material can be reduced.
- a method of removing moisture and organic substances by holding the same at 600 ° C. for 1 hour or more in an electric furnace can be preferably used.
- the openings of the cells of the honeycomb structure are not sealed in advance, the openings of the cells may be plugged after the outer peripheral coating is formed.
- the obtained honeycomb structure is irradiated with a laser beam on the outer peripheral surface of the obtained honeycomb structure because the silicon carbide powder contained in the coating material is colored by irradiating the outer peripheral surface with a laser. Then, product information or the like may be printed (marked).
- the laser beam used for laser marking include a carbon dioxide (CO 2 ) laser, a YAG laser, and a YVO4 laser.
- the conditions of the laser for irradiating the laser beam can be appropriately selected according to the type of laser to be used. For example, when a CO 2 laser is used, the output is 15 to 25 W and the scan speed is 400 to 600 mm /. Marking with s is preferred. By performing such marking, the irradiated portion is colored so as to exhibit a dark color such as black to green, and the contrast with the non-irradiated portion is extremely good.
- the printed portion does not deteriorate even after printing by the laser, and the printed image can be read well even after the catalyst is supported.
- the method for supporting the catalyst is not particularly limited, and it can be carried out according to the method for supporting the catalyst used in the conventional method for manufacturing a honeycomb structure.
- At least a part of the surface of the partition wall of the honeycomb structure is formed with a gas-permeable and air-permeable surface layer.
- the surface layer preferably covers at least one surface of the partition.
- a slurry containing magnetic particles and a binder mainly composed of metal or glass is poured into cells of the honeycomb structure to form a coating film, and the coating film is formed by melting point of metal or softening point of glass.
- -A slurry containing magnetic particles and an adhesive material containing silica or alumina as a main component is poured into cells of the honeycomb structure to form a coating film, and the coating film is heated to solidify the silica or alumina. To form a surface layer. Flowing a gas containing magnetic particles and the binder or the adhesive material into the cells of the honeycomb structure, or flowing a gas containing only magnetic particles into the cells of the honeycomb structure to form a coating film And a method of heating the coating film to form a surface layer.
- the slurry may be circulated in the cells of the honeycomb structure, or the slurry may be immersed in the cells of the honeycomb structure.
- a binder containing metal or glass as a main component, it is necessary to once melt or soften the honeycomb substrate at a temperature lower than the allowable temperature limit during the production, so that the temperature is higher than the melting point or the softening point of the binder.
- the coating is heated.
- the maximum temperature reaches about 700 ° C., it is more preferable to use a metal or glass having a melting point or a softening point higher than this temperature.
- the specific melting point or softening point is, for example, 800 to 1200 ° C.
- an adhesive material containing silica or alumina as a main component it is preferable that the adhesive material can be solidified by heating and drying during production.
- a material that can solidify the adhesive material by heating and drying include a colloidal dispersion of silica or alumina, and a colloidal dispersion containing silica and alumina may be used.
- the maximum temperature of the use environment of the honeycomb structure reaches about 700 ° C., it is more preferable to use silica or alumina having a heat-resistant temperature equal to or higher than this temperature.
- a suction jig is attached to the downstream side of the honeycomb structure, and excess water is removed by suction from the other open end downstream of the honeycomb structure to form a coating film.
- the conditions for heat treatment of this coating film it is preferable to heat the coating at a temperature of 800 to 1200 ° C. for 0.5 to 3 hours.
- the step of pouring the slurry into the cells may be performed at the stage of honeycomb forming and drying.
- the honeycomb structure before the surface layer is formed is dried, and in the firing step of the honeycomb structure, the magnetic particles are fixed to the adhesive material to form the surface layer.
- the magnetic particles are coated in advance with a binder mainly composed of metal or glass. Further, a step of forming composite particles containing the magnetic particles and the binder may be provided.
- the slurry can be obtained, for example, by mixing the magnetic particles, the adhesive material or the binder, the organic binder, and water or alcohol. Further, an oil or fat and a surfactant may be further added to the slurry, mixed and emulsified.
- the slurry may be mixed with a pore-forming agent for controlling the porosity of the surface layer.
- a pore-forming agent for example, resin particles, starch particles, carbon particles and the like having a particle size of 0.5 ⁇ m to 10 ⁇ m can be used.
- a gas containing magnetic particles is supplied in a cell at 0.005 to 0.4 liter / cm 2 .
- the magnetic particles in a floating state are deposited on the surface of the partition wall.
- the magnetic particles are fused and fixed to the surface of the partition wall by, for example, a heat treatment at 800 to 1200 ° C. for 0.5 to 3 hours to form a surface layer.
- a gas containing only magnetic particles is flowed into a cell of the honeycomb structure
- a gas containing magnetic particles is blown into the cell at a rate of 0.005 to 0.4 liter / cm 2 to form a floating state.
- the magnetic particles are deposited on the surface of the partition walls, and then heat-treated at 1280 to 1330 ° C. for 0.5 to 3 hours to fuse and fix the magnetic particles to the surface of the partition walls.
- the organic binder may be mixed with the slurry or gas. Good.
- the coating film can be temporarily fixed at a stage before the step of forming the surface layer by heating.
- the organic binder a material which is oxidized and removed in an oxidizing atmosphere at a temperature lower than the temperature of the step of forming the surface layer by heating, that is, 800 ° C. or lower is preferable. Further, it is preferable to use the same binder as a binder used as a pore-forming agent when manufacturing a honeycomb structure.
- ⁇ Water was used as a dispersion medium, coke having an average particle diameter of 10 ⁇ m was used as a pore-forming agent, hydroxypropylmethylcellulose was used as an organic binder, and ethylene glycol was used as a dispersant.
- the kneaded material was extruded using a predetermined mold to obtain a honeycomb formed body having a square cell shape and an overall columnar (cylindrical) shape.
- the honeycomb formed body was dried with a microwave drier, and further completely dried with a hot-air drier. Then, both end faces were cut and adjusted to predetermined dimensions to obtain a honeycomb dried body.
- a mask is alternately applied in a checkered pattern to the cell opening on one end face of the dried honeycomb body, and the end on the side on which the mask is applied is immersed in a plugging slurry containing a cordierite forming raw material, Plugging portions alternately arranged in a checkered pattern were formed.
- a mask was applied to the cell plugged at one end, and a plugged portion was formed in the same manner as the plugged portion was formed at the one end. Thereafter, it was dried with a hot air drier and further baked at 1410 to 1440 ° C. for 5 hours to obtain a plugged honeycomb structure (honeycomb carrier).
- Example 1 With respect to the honeycomb structure manufactured by the above procedure, from one end face side, magnetic particles, resin particles having a weight average particle diameter of 3 ⁇ m, and glass mainly containing silica having a weight average particle diameter of 5 ⁇ m as a binder are used. Were mixed at a mass ratio of 80:10:10. This powder was placed in a stream of air to flow through the honeycomb structure, and was deposited on the surface of the partition wall to form a coating film. This coating film is subjected to a heat treatment at 950 ° C.
- This emulsified raw material was atomized by spraying, and was sucked together with air from the end of the honeycomb structure, thereby being deposited on the partition wall surface and dried to form a coating film. Thereafter, the organic binder was burned off by heat treatment at 600 ° C. for 1 hour in the air, and silica or alumina was solidified by heat treatment at 1000 ° C. for 1 hour in the air to form a surface layer.
- Example 4 With the honeycomb structure, one opening end, which is the inlet end face, facing up, a slurry pool for storing slurry is attached to the top, and the slurry is used for forming a surface layer (slurry (magnetic particles as aggregate, magnetic particles as binding particles) Glass powder) containing SiO 2 , Al 2 O 3 and MgO as main components. Then, after the slurry was infiltrated into the honeycomb structure, the slurry was sucked from the other open end downstream of the honeycomb structure to remove excess water, thereby forming a coating film. Thereafter, the coating film was dried and bonded at 950 ° C. at a temperature equal to or higher than the softening point of the glass powder to form a surface layer.
- slurry magnetic particles as aggregate, magnetic particles as binding particles
- Example 5 Dissolve 0.5 parts by mass of carboxymethylcellulose as an organic binder in 95 parts by mass of water, and in the aqueous solution thereof, aggregate particles of magnetic material particles having a shortest diameter d of 10 ⁇ m and a longest diameter L of 10 ⁇ m (18 mass% Cr stainless steel) 2.5 parts by mass, 5 parts by mass of a colloidal dispersion of glass powder (solid content: 40%) containing SiO 2 , Al 2 O 3 , and MgO as main components as a binder, and stirring in this order, are stirred to form a surface layer A slurry was obtained.
- a colloidal dispersion of glass powder solid content: 40%
- the honeycomb structure was immersed in the slurry for forming a surface layer, with the inlet side of the honeycomb structure facing down, the depth being equal to the depth of the outlet plugging material.
- the slurry was dip-coated on the inner surface of the inlet open cell.
- the coating film was heat-treated at 900 ° C. for 0.5 hour at a temperature not lower than the softening point of the glass powder to form a surface layer.
- Example 6 The magnetic particles having the longest diameter L10 ⁇ m were supplied to the honeycomb structure together with air, a pore former, and a glass powder mainly composed of silica as a binder, and these were deposited on the partition walls to form a coating film.
- the porosity and the average pore diameter of the surface layer can be controlled by appropriately setting the conditions such as the particle size and particle size distribution of the pore-forming agent, the amount added, and the amount of supplied air.
- starch was used as a pore-forming agent.
- the air permeation resistance is increased, and thus the supplied surface layer forming layer is formed.
- the deposition area of the raw material and the pore-forming agent can be controlled.
- the addition amount of the pore-forming agent is 3 parts by mass to 45 parts by mass
- the median diameter D50 of the pore-forming agent is 0.7 ⁇ m to 8.0 ⁇ m
- the sharpness index as the particle size distribution of the pore-forming agent is 0.1.
- the porosity and average pore diameter of the surface layer were changed by adjusting the flow rate of the fluid to 4 to 1.9 or the fluid flow rate to 2000 to 8000 L / min.
- the surface layer was formed by subjecting the coating film to a heat treatment at 950 ° C. for 1 hour in the air at a temperature not lower than the softening point of the glass powder.
- Example 7 A surface layer was formed on the honeycomb structure in the same manner as in Example 6, except that magnetic particles having the longest diameter L and the shortest diameter d shown in Table 1 were used.
- Example 9 A surface layer was formed on a honeycomb structure in the same manner as in Example 1 except that magnetic particles having the composition shown in Table 1 were used.
- Example 10 A surface layer was formed on the honeycomb structure in the same manner as in Example 6, except that flaky magnetic particles having a thickness of the longest diameter L and the shortest diameter d shown in Table 1 were used.
- Table 1 shows the characteristics of the honeycomb structure obtained in each example.
- the honeycomb structure of Example 7 was subjected to a heating test using an induction heating device.
- the input power was 4 kW
- the induction heating frequencies were 30 kHz, 85 kHz, and 350 kHz
- the heating performance of the honeycomb structures was compared.
- the induction heating frequency was 30 kHz or 85 kHz
- the coil was circulated around the outer periphery of the honeycomb structure for 6 turns
- the induction heating frequency was 350 kHz
- the coil was wrapped around the outer periphery of the honeycomb structure for 3 turns.
- the no-load inductance of the coil used at 30 kHz and 85 kHz is 2.5 ⁇ H
- the no-load inductance of the coil used at 350 kHz is 1.0 ⁇ H.
- FIG. 4 is a graph showing the relationship between time (second) and temperature (° C.) at each induction heating frequency of 30 kHz, 85 kHz, and 350 kHz in the heating test.
- Example 12 The honeycomb structure of Example 12 was similarly subjected to a heating test using an induction heating device.
- the input power was 4 kW
- the induction heating frequency was 350 kHz
- the heating performance of the honeycomb structure was compared with that of Example 7.
- the combination of the coil, the capacitor and the transformer in the 350 kHz induction heating test of the twelfth embodiment is the same as that of the seventh embodiment.
- FIG. 5 is a graph showing the relationship between time (second) and temperature (° C.) in the heating test. It was confirmed that the use of an alloy having a high Curie point (Fe-49Co-2V alloy) enables the honeycomb structure to be heated to 700 ° C. without the heat of oxidation of the catalyst.
- an alloy having a high Curie point Fe-49Co-2V alloy
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Physics & Mathematics (AREA)
- Geometry (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Combustion & Propulsion (AREA)
- Ceramic Engineering (AREA)
- Toxicology (AREA)
- Health & Medical Sciences (AREA)
- Thermal Sciences (AREA)
- Organic Chemistry (AREA)
- Structural Engineering (AREA)
- Materials Engineering (AREA)
- Inorganic Chemistry (AREA)
- Geology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Processes For Solid Components From Exhaust (AREA)
- Filtering Materials (AREA)
- Filtering Of Dispersed Particles In Gases (AREA)
- Porous Artificial Stone Or Porous Ceramic Products (AREA)
- Exhaust Gas After Treatment (AREA)
- Exhaust Gas Treatment By Means Of Catalyst (AREA)
Abstract
電気加熱によるカーボン微粒子などの燃焼除去が可能であるとともに、凝縮水が発生する位置でも使用可能であり、凝縮水やカーボン堆積による短絡の問題がなく、圧力損失も低いハニカム構造体及び排気ガス浄化装置を提供すること。ハニカム構造体は、流体の流路となり、流体の流入側の端面である流入端面から流体の流出側の端面である流出端面まで延びる複数のセルを区画形成する多孔質の隔壁と、最外周に位置する外周壁と、を有する柱状のハニカム構造体であって、隔壁の表面の少なくとも一部に表面層を有し、表面層が、磁性体粒子を含み、かつ、通気性を有する。
Description
本発明は、ハニカム構造体、排気ガス浄化装置、排気システム及びハニカム構造体の製造方法に関する。とりわけ、電気加熱によるカーボン微粒子などの燃焼除去が可能であるとともに、凝縮水が発生する位置でも使用可能であり、凝縮水やカーボン堆積による短絡の問題がなく、圧力損失も低いハニカム構造体、排気ガス浄化装置、排気システム及びハニカム構造体の製造方法に関する。
自動車の排ガスには、通常は不完全燃焼の結果としてカーボンなどの微粒子が含まれる。人体への健康被害低減の観点から、自動車排ガス中の微粒子低減要求が高まっている。現在、自動車動力源の主流であるガソリンエンジンから排出される微粒子も限りなく0に近い排出への低減が要求される。また、ディーゼルエンジンの排ガス微粒子についても同様の要求がある。
このような要求に応えるために、特許文献1には、流体の流路となる複数のセルを区画形成する多孔質の隔壁と最外周に位置する外周壁とを有するハニカム構造部と、前記ハニカム構造部の、流体の入口側の端面における所定の前記セルの開口部及び流体の出口側の端面における残余の前記セルの開口部に配設された目封止部とを備えるハニカム構造体が提案されている。また、特許文献2には、ハニカムフィルタの隔壁の表面に表層を設けて、PM堆積時の圧力損失などの課題を解決する技術が提案されている。
そして、上記のフィルタを車両に搭載する際、搭載スペース確保の観点からは、比較的スペースの余裕のある床下位置に搭載することが、排気システム構成上の設計自由度確保の観点から好ましい。しかしながら、床下配置にすると、エンジンからの排ガス温度が低くなり、フィルタに溜まった微粒子(カーボン微粒子)の燃焼が進まず、カーボン微粒子が蓄積してしまい、圧損の過大な上昇を引き起こして、エンジンの出力低下を招く問題がある。これを回避するため、特許文献3に開示されているように、電流を導電性のハニカム構造体自体に流し、そのジュール熱でハニカム構造体自体を加熱する方法が提案されている。また、凝縮水が発生する環境でも使用可能であり、カーボン微粒子が堆積する条件でも使用可能な加熱技術として、特許文献4にはハニカム構造体自身に電流を流さず、非導電性ハニカムセルに金属ワイヤを挿入して、ハニカム構造体の外周面を周回するように構成されたコイルにより誘導加熱する方法が開示されている。
本発明者らの検討の結果、特許文献3に開示された技術では、ハニカム構造体に電気を通すため、排ガス中に凝縮水が排気管内で生成されると、電気短絡が発生してしまう問題があることが分かった。また、カーボン微粒子の堆積により電気的に短絡してしまう問題もあることが分かった。
また、特許文献4に開示された技術をハニカム構造フィルタに適用すると、一部のセルがガス流路として使用できなくなり、フィルタ濾過面積が減ることにより、圧損の大幅な増加を引き起こす懸念があることが分かった。
また、特許文献4に開示された技術をハニカム構造フィルタに適用すると、一部のセルがガス流路として使用できなくなり、フィルタ濾過面積が減ることにより、圧損の大幅な増加を引き起こす懸念があることが分かった。
本発明は上記問題を勘案してされたものであり、電気加熱によるカーボン微粒子などの燃焼除去が可能であるとともに、凝縮水が発生する位置でも使用可能であり、凝縮水やカーボン堆積による短絡の問題がなく、圧力損失も低いハニカム構造体及び排気ガス浄化装置を提供することを課題とするものである。また、本発明は、上記ハニカム構造体の製造方法を提供することを課題とするものである。
本発明者らは鋭意検討の結果、ハニカム構造体の隔壁の表面の少なくとも一部に、磁性体粒子を含み、かつ、通気性を有する表面層を備えることで、上記課題を解決できることを見出した。すなわち、本発明は以下のように特定される。
(1)流体の流路となり、流体の流入側の端面である流入端面から流体の流出側の端面である流出端面まで延びる複数のセルを区画形成する多孔質の隔壁と、
最外周に位置する外周壁と、
を有する柱状のハニカム構造体であって、
前記隔壁の表面の少なくとも一部に表面層を有し、前記表面層が、磁性体粒子を含み、かつ、通気性を有することを特徴とするハニカム構造体。
(2)流体の流路となり、流体の流入側の端面である流入端面から流体の流出側の端面である流出端面まで延びる複数のセルを区画形成する多孔質の隔壁と、
最外周に位置する外周壁と、
を有する柱状のハニカム構造体であって、
前記隔壁の表面の少なくとも一部に表面層を有し、前記表面層が、針状または鱗片状の磁性体粒子を含むことを特徴とするハニカム構造体。
(3)(1)または(2)に記載のハニカム構造体と、
前記ハニカム構造体の外周を螺旋状に周回するコイル配線と、
前記コイル配線の外側に前記コイル配線を排ガス流路内に固定するための固定部材と、
を有する排気ガス浄化装置。
(4)排気消音マフラーと、前記排気消音マフラー内に設けられた、(3)に記載の排気ガス浄化装置と、前記排気消音マフラー内に設けられた消音器とを備えた排気システム。
(5)流体の流路となり、流体の流入側の端面である流入端面から流体の流出側の端面である流出端面まで延びる複数のセルを区画形成する多孔質の隔壁と、
最外周に位置する外周壁と、
を有する柱状のハニカム構造体の製造方法であって、
前記隔壁の表面の少なくとも一部について、磁性体粒子を含み、かつ、通気性を有する表面層を形成する工程を含むことを特徴とするハニカム構造体の製造方法。
(1)流体の流路となり、流体の流入側の端面である流入端面から流体の流出側の端面である流出端面まで延びる複数のセルを区画形成する多孔質の隔壁と、
最外周に位置する外周壁と、
を有する柱状のハニカム構造体であって、
前記隔壁の表面の少なくとも一部に表面層を有し、前記表面層が、磁性体粒子を含み、かつ、通気性を有することを特徴とするハニカム構造体。
(2)流体の流路となり、流体の流入側の端面である流入端面から流体の流出側の端面である流出端面まで延びる複数のセルを区画形成する多孔質の隔壁と、
最外周に位置する外周壁と、
を有する柱状のハニカム構造体であって、
前記隔壁の表面の少なくとも一部に表面層を有し、前記表面層が、針状または鱗片状の磁性体粒子を含むことを特徴とするハニカム構造体。
(3)(1)または(2)に記載のハニカム構造体と、
前記ハニカム構造体の外周を螺旋状に周回するコイル配線と、
前記コイル配線の外側に前記コイル配線を排ガス流路内に固定するための固定部材と、
を有する排気ガス浄化装置。
(4)排気消音マフラーと、前記排気消音マフラー内に設けられた、(3)に記載の排気ガス浄化装置と、前記排気消音マフラー内に設けられた消音器とを備えた排気システム。
(5)流体の流路となり、流体の流入側の端面である流入端面から流体の流出側の端面である流出端面まで延びる複数のセルを区画形成する多孔質の隔壁と、
最外周に位置する外周壁と、
を有する柱状のハニカム構造体の製造方法であって、
前記隔壁の表面の少なくとも一部について、磁性体粒子を含み、かつ、通気性を有する表面層を形成する工程を含むことを特徴とするハニカム構造体の製造方法。
本発明によれば、電気加熱によるカーボン微粒子などの燃焼除去が可能であるとともに、凝縮水が発生する位置でも使用可能であり、凝縮水やカーボン堆積による短絡の問題がなく、圧力損失も低いハニカム構造体及び排気ガス浄化装置を提供することができる。また、本発明によれば、上記ハニカム構造体の製造方法を提供することができる。
以下、図面を参照して、本発明のハニカム構造体の実施形態について説明するが、本発明は、これに限定されて解釈されるものではなく、本発明の範囲を逸脱しない限りにおいて、当業者の知識に基づいて、種々の変更、修正、改良を加え得るものである。
(1.ハニカム構造体)
図1には、本発明の一実施形態のハニカム構造体を模式的に示す斜視図が記載されている。図示のハニカム構造体1は、最外周に位置する外周壁102と、外周壁102の内側に配設され、第一端面104(流体の流入側の端面である流入端面)から第二端面106(流体の流出側の端面である流出端面)の間に平行に延びる複数のセル(図示では第一端面104が開口して第二端面106に突出する目封止部を有する複数の第1セル108及び第一端面104に突出する目封止部を有し、第二端面106が開口する複数の第2セル110)とを備える。当該複数のセルが、それぞれハニカム構造体1における流体の流路を構成している。また、図示のハニカム構造体1においては、第1セル108及び第2セル110を区画形成する多孔質の隔壁112を備えており、第1セル108及び第2セル110が隔壁112を挟んで交互に隣接配置されており、両端面は市松模様を形成する。図示の実施形態に係るハニカム構造体においては、すべての第1セル108が第2セル110に隣接しており、すべての第2セル110が第1セル108に隣接している。しかしながら、複数のセルは、必ずしも目封止部を有する必要はない。さらに、必ずしもすべての第1セル108が第2セル110に隣接していなくてもよく、必ずしもすべての第2セル110が第1セル108に隣接していなくてもよい。セル108、110の数、配置、形状等及び隔壁112の厚み等は制限されず、必要に応じて適宜設計することができる。
図1には、本発明の一実施形態のハニカム構造体を模式的に示す斜視図が記載されている。図示のハニカム構造体1は、最外周に位置する外周壁102と、外周壁102の内側に配設され、第一端面104(流体の流入側の端面である流入端面)から第二端面106(流体の流出側の端面である流出端面)の間に平行に延びる複数のセル(図示では第一端面104が開口して第二端面106に突出する目封止部を有する複数の第1セル108及び第一端面104に突出する目封止部を有し、第二端面106が開口する複数の第2セル110)とを備える。当該複数のセルが、それぞれハニカム構造体1における流体の流路を構成している。また、図示のハニカム構造体1においては、第1セル108及び第2セル110を区画形成する多孔質の隔壁112を備えており、第1セル108及び第2セル110が隔壁112を挟んで交互に隣接配置されており、両端面は市松模様を形成する。図示の実施形態に係るハニカム構造体においては、すべての第1セル108が第2セル110に隣接しており、すべての第2セル110が第1セル108に隣接している。しかしながら、複数のセルは、必ずしも目封止部を有する必要はない。さらに、必ずしもすべての第1セル108が第2セル110に隣接していなくてもよく、必ずしもすべての第2セル110が第1セル108に隣接していなくてもよい。セル108、110の数、配置、形状等及び隔壁112の厚み等は制限されず、必要に応じて適宜設計することができる。
ハニカム構造体の材質については特に制限はないが、多数の細孔を有する多孔質体であることが必要であるため、通常は、セラミックス材料で形成され、例えば、コージェライト、炭化珪素、チタン酸アルミニウム、窒化珪素、ムライト、アルミナ、珪素-炭化珪素系複合材料、炭化珪素-コージェライト系複合材料の、特に珪素-炭化珪素複合材又は炭化珪素を主成分とする焼結体が挙げられる。本明細書において「炭化珪素系」とは、ハニカム構造体が炭化珪素を、ハニカム構造体全体の50質量%以上含有していることを意味する。ハニカム構造体が珪素-炭化珪素複合材を主成分とするというのは、ハニカム構造体が珪素-炭化珪素複合材(合計質量)を、ハニカム構造体全体の90質量%以上含有していることを意味する。ここで、珪素-炭化珪素複合材は、骨材としての炭化珪素粒子、及び炭化珪素粒子を結合させる結合材としての珪素を含有するものであり、複数の炭化珪素粒子が、炭化珪素粒子間に細孔を形成するようにして、珪素によって結合されていることが好ましい。また、ハニカム構造体が炭化珪素を主成分とするというのは、ハニカム構造体1が炭化珪素(合計質量)を、ハニカム構造体全体の90質量%以上含有していることを意味する。
好ましくは、ハニカム構造体は、コージェライト、炭化珪素、チタン酸アルミニウム、窒化珪素、ムライト、アルミナからなる群から選択される少なくとも1つのセラミックス材料で形成される。
ハニカム構造体のセル形状は特に限定されないが、中心軸に直交する断面において、三角形、四角形、五角形、六角形、八角形等の多角形、円形、又は楕円形であることが好ましく、その他不定形であってもよい。
また、ハニカム構造体の外形としては、特に限定されないが、端面が円形の柱状(円柱形状)、端面がオーバル形状の柱状、端面が多角形(四角形、五角形、六角形、七角形、八角形等)の柱状等の形状とすることができる。また、ハニカム構造体の大きさは、特に限定されないが、中心軸方向長さが40~500mmが好ましい。また、例えば、ハニカム構造体の外形が円筒状の場合、その端面の半径が50~500mmであることが好ましい。
ハニカム構造体の隔壁の厚さは、0.20~0.50mmであることが好ましく、製造の容易さの点で、0.25~0.45mmであることが更に好ましい。例えば、0.20mm以上であると、ハニカム構造体の強度がより向上し、0.50mm以下であると、ハニカム構造体をフィルタとして用いた場合に、圧力損失をより小さくすることができる。なお、この隔壁の厚さは、中心軸方向断面を顕微鏡観察する方法で測定した平均値である。
また、ハニカム構造体を構成する隔壁の気孔率は、30~70%であることが好ましく、製造の容易さの点で40~65%であることが更に好ましい。30%以上であると、圧力損失が減少しやすく、70%以下であると、ハニカム構造体の強度を維持できる。
また、多孔質の隔壁の平均細孔径は、5~30μmであることが好ましく、10~25μmであることが更に好ましい。5μm以上であると、フィルタとして用いた場合に、圧力損失を小さくすることができ、30μm以下であると、ハニカム構造体の強度を維持できる。なお、本明細書において、「平均細孔径」、「気孔率」というときには、水銀圧入法により測定した平均細孔径、気孔率を意味するものとする。
ハニカム構造体のセル密度も特に制限はないが、5~63セル/cm2の範囲であることが好ましく、31~54セル/cm2の範囲であることが更に好ましい。
このようなハニカム構造体は、セラミックス原料を含有する坏土を、一方の端面から他方の端面まで貫通し流体の流路となる複数のセルを区画形成する隔壁を有するハニカム状に成形して、ハニカム成形体を形成し、このハニカム成形体を、乾燥した後に焼成することによって作製される。そして、このようなハニカム構造体を、本実施形態のハニカム構造体として用いる場合には、外周壁をハニカム構造部と一体的に押し出してそのまま外周壁として使用してもよいし、成形又は焼成後に、ハニカム成形体(ハニカム構造体)の外周を研削して所定形状とし、この外周を研削したハニカム構造体に、コーティング材を塗布して外周コーティングを形成してもよい。なお、本実施形態のハニカム構造体においては、例えば、ハニカム構造体の最外周を研削せずに、外周を有したハニカム構造体を用い、この外周を有するハニカム構造体の外周面(即ち、ハニカム構造体の外周の更に外側)に、更に、上記コーティング材を塗布して、外周コーティングを形成してもよい。即ち、前者の場合には、ハニカム構造体の外周面には、コーティング材からなる外周コーティングのみが最外周に位置する外周壁となり、一方、後者の場合には、ハニカム構造体の外周面に、更にコーティング材からなる外周コーティングが積層された、最外周に位置する、二層構造の外周壁が形成される。外周壁をハニカム構造部と一体的に押し出してそのまま焼成し、外周の加工無しに、外周壁として使用してもよい。
コーティング材の組成は特に限定されるものではなく、種々の公知のコーティング材を適宜使用することができる。コーティング材は、コロイダルシリカ、有機バインダ、粘土等を更に含有させてもよい。なお、有機バインダは、0.05~0.5質量%用いることが好ましく、0.1~0.2質量%用いることが更に好ましい。また、粘土は、0.2~2.0質量%用いることが好ましく、0.4~0.8質量%用いることが更に好ましい。
なお、ハニカム構造体は、隔壁が一体的に形成された一体型のハニカム構造体に限定されることはなく、例えば、図示は省略するが、多孔質の隔壁を有し、隔壁によって流体の流路となる複数のセルが区画形成された柱状のハニカムセグメントが、接合材層を介して複数個組み合わされた構造を有するハニカム構造体(以下、「接合型ハニカム構造体」ということがある)であってもよい。
また、ハニカム構造体は、複数のセルのうちの所定のセルの一方の開口端部と、残余のセルの他方の開口端部とが、目封止部によって目封止されたものであってもよい。このようなハニカム構造体は、排ガスを浄化するフィルタ(ハニカムフィルタ)として用いることができる。なお、このような目封止部は、外周コーティングが形成された後に配設されたものであってもよいし、外周コーティングが形成される前の状態、即ち、ハニカム構造体を作製する段階で配設されたものであってもよい。
このような目封止部は、従来公知のハニカム構造体の目封止部として用いられるものと同様に構成されたものを用いることができる。
また、本実施形態のハニカム構造体は、隔壁の表面及び隔壁の細孔の内部の少なくとも一方に、触媒が担持されたものであってもよい。このように、本実施形態のハニカム構造体は、触媒を担持した触媒担体や、排ガス中の粒状物質(カーボン微粒子)を浄化するために目封止部を設けたフィルタ(例えば、ディーゼルパティキュレートフィルタ(以下、「DPF」ともいう))として構成されたものであってもよい。
触媒の種類については特に制限なく、ハニカム構造体の使用目的や用途に応じて適宜選択することができる。例えば、貴金属系触媒又はこれら以外の触媒が挙げられる。貴金属系触媒としては、白金(Pt)、パラジウム(Pd)、ロジウム(Rh)といった貴金属をアルミナ細孔表面に担持し、セリア、ジルコニア等の助触媒を含む三元触媒や酸化触媒、又は、アルカリ土類金属と白金を窒素酸化物(NOx)の吸蔵成分として含むNOx吸蔵還元触媒が例示される。貴金属を用いない触媒として、銅置換又は鉄置換ゼオライトを含むNOx選択還元触媒等が例示される。なお、触媒の担持方法についても特に制限はなく、従来、ハニカム構造体に触媒を担持する担持方法に準じて行うことができる。
焼成ハニカム構造体のそれぞれをハニカムセグメントとして利用し、複数のハニカムセグメントの側面同士を接合材で接合して一体化し、ハニカムセグメントが接合された状態のハニカム構造体とすることができる。ハニカムセグメントが接合された状態のハニカム構造体は例えば以下のように製造することができる。各ハニカムセグメントの両端面に接合材付着防止用マスクを貼り付けた状態で、接合面(側面)に接合材を塗工する。
次に、これらのハニカムセグメントを、ハニカムセグメントの互いの側面同士が対向するように隣接して配置し、隣接するハニカムセグメント同士を圧着した後、加熱乾燥する。このようにして、隣接するハニカムセグメントの側面同士が接合材によって接合されたハニカム構造体を作製する。ハニカム構造体に対しては、外周部を研削加工して所望の形状(例えば円柱状)とし、外周面にコーティング材を塗工した後、加熱乾燥させて外周壁を形成してもよい。
接合材付着防止用マスクの材料は、特に制限はないが、例えばポリプロピレン(PP)、ポリエチレンテレフタレート(PET)、ポリイミド、又はテフロン(登録商標)等の合成樹脂を好適に使用可能である。また、マスクは粘着層を備えていることが好ましく、粘着層の材料は、アクリル系樹脂、ゴム系(例えば、天然ゴム又は合成ゴムを主成分とするゴム)、又はシリコン系樹脂であることが好ましい。
接合材付着防止用マスクとしては、例えば厚みが20~50μmの粘着フィルムを好適に使用することができる。
接合材としては、例えば、セラミックス粉末、分散媒(例えば、水等)、及び必要に応じて、バインダ、解膠剤、発泡樹脂等の添加剤を混合することによって調製したものを用いることができる。セラミックスとしては、コージェライト、ムライト、ジルコン、チタン酸アルミニウム、炭化珪素、窒化珪素、ジルコニア、スピネル、インディアライト、サフィリン、コランダム、及びチタニアからなる群から選ばれる少なくとも1種を含有するセラミックスであることが好ましく、ハニカム構造体と同材質であることがより好ましい。バインダとしては、ポリビニルアルコールやメチルセルロース、CMC(カルボキシメチルセルロース)などを挙げることができる。
図2は、ハニカム構造体が組み込まれた排気ガス浄化装置の排気ガス流路の概略図である。排気ガスの流路は、金属管2により定められる。金属管2の拡径部2aに排気ガス浄化装置6が配置される。排気ガス浄化装置6は、ハニカム構造体1、ハニカム構造体1の外周を螺旋状に周回するコイル配線4、コイル配線4を金属管2内に固定するための固定部材5を有する。ハニカム構造体1は触媒を担持してもよい。
コイル配線4は、ハニカム構造体1の外周に螺旋状に巻かれる。2以上のコイル配線4が用いられる形態も想定される。スイッチSWのオン(ON)に応じて交流電源CSから供給される交流電流がコイル配線4に流れ、この結果として、コイル配線4の周囲には周期的に変化する磁界が生じる。なお、スイッチSWのオン・オフが制御部3により制御される。制御部3は、エンジンの始動に同期してスイッチSWをオンさせ、コイル配線4に交流電流を流すことができる。なお、エンジンの始動とは無関係に(例えば、運転手により押される加熱スイッチの作動に応じて)制御部3がスイッチSWをオンする形態も想定される。固定部材5は、耐熱性部材であり、触媒を担持したハニカム構造体1及びコイル配線4を金属管2内に固定するために設けられる。
排気ガス浄化装置が印加する投入電力としては、加熱性能の観点から、1kW~10kWの範囲であることが好ましい。また、加熱周波数としては、10~500kHzの範囲であることが好ましい。
排気ガス浄化装置が印加する投入電力としては、加熱性能の観点から、1kW~10kWの範囲であることが好ましい。また、加熱周波数としては、10~500kHzの範囲であることが好ましい。
本開示においては、コイル配線4に流れる交流電流に応じた磁界の変化に応じてハニカム構造体1が昇温する。これによりハニカム構造体1により捕集されるカーボン微粒子などが燃焼する。また、ハニカム構造体1が触媒を担持する場合、ハニカム構造体1の昇温は、ハニカム構造体1に含まれる触媒担体より担持された触媒の温度を高め、触媒反応が促進される。端的には、一酸化炭素(CO)、窒化酸化物(NOx)、炭化水素(CH)が、二酸化炭素(CO2)、窒素(N2)、水(H2O)に酸化又は還元される。
図6は、排気消音マフラー22と、排気消音マフラー22内に設けられた、排気ガス浄化装置26とを備えた排気システム20の模式図である。排気消音マフラー22には消音器が設けられている。消音器は、メイン消音器及びサブ消音器などの複数の消音器で構成されていてもよい。排気ガス浄化装置26は、ハニカム構造体1が組み込まれており、ハニカム構造体1の外周を螺旋状に周回するコイル配線、コイル配線を排ガス流路内に固定するための固定部材を有する。排気システム20は、排気消音マフラー22へ供給される排ガスの流路、または、排気消音マフラー22から排出される排ガスの流路となる排気管21を備えている。
図7に、排気システム20の排気消音マフラー22内に設けられた排気ガス浄化装置26の模式図を示す。また、図7には、消音機能を説明するための、排気ガス浄化装置26の保持マット25に埋め込まれたコイル配線24近傍の一部の拡大図が記載されている。排気システム20において、ハニカム構造体1内を通過するガス温度が低いほど、ガスの堆積流量が小さくなり、ハニカム構造体1の隔壁を通過するガス速度を小さくすることができる。このため、排気システム20のできるだけ下流側にハニカム構造体1を配置することがスス捕集効率を確保する観点から好ましい。また、排気システム20の最下流にあるメイン消音器やその前段の補助マフラーの内部にハニカム構造体1を設けることが好ましい。従来のハニカム構造体を排気消音マフラー内に搭載すると、水の凝縮によりハニカム構造体の隔壁の小細孔のみが毛細管現象により液体の水で塞がれる。その結果、大細孔に集中して高速のガスが流れることでスス捕集効率が悪化する問題や、排ガス温度が低すぎてススが再生できない問題などがあった。これに対し、ハニカム構造体1は電磁誘導加熱により水を蒸発除去することができるので、スス捕集効率を高く維持することが可能であるとともに、スス再生時のスス再生に必要な温度まで加熱することができる。このため、ススが再生できない問題が生じにくい。ハニカム構造体1はガスの拡流、縮流、ガスの多孔質体通過、セル流路通過等の圧力損失要因を有し、これらは消音効果を有する。このため、消音器内の消音機能の一部代替が可能である。高周波数音の低減効果を強化するため、図7のように排気消音マフラー22の外周近傍に高周波数音を閉じ込め、その中で減衰させる方法がさらに有効である。図7に示すとおり、ハニカム構造体外周近傍セルは両端が封止された構造となっており、軸方向に音波は漏れにくい。図7の拡大図部分に示すように、排気システム20の排気消音マフラー22内のハニカム構造体1内に伝わる音波は、ハニカム構造体1の隔壁112及び隔壁112間の空隙を伝わり、隔壁によって減衰されながら進行し、保持マット25に接する最外周の隔壁112において跳ね返される。このようにして、音波が外部へ伝播することを抑制している。ハニカム構造体としては、図7に示されているように目封じの無いセルが貫通しているものでも良く、両端を交互に目封止したウォールフロー型フィルタであってもよい。消音効果の観点からは、両端を交互に目封止したウォールフロー型フィルタの方がより好ましい。
(2.表面層)
図3に示されるように、ハニカム構造体1は、その隔壁112の表面の少なくとも一部において、表面層114を有する。表面層114は、磁性体粒子116を含み、かつ、通気性を有する。
図3に示されるように、ハニカム構造体1は、その隔壁112の表面の少なくとも一部において、表面層114を有する。表面層114は、磁性体粒子116を含み、かつ、通気性を有する。
ここで、通気性を有するとは、表面層のパーミアビリティーが、1.0×10-13m2以上であることをいう。圧力損失をさらに低減する観点から、パーミアビリティーが、1.0×10-12m2以上であることが好ましい。表面層が通気性を有することで、表面層に起因する圧力損失を抑制することができる。
また、本明細書において「パーミアビリティー」は、下記式(1)により算出される物性値をいい、所定のガスがその物(隔壁)を通過する際の通過抵抗を表す指標となる値である。ここで、下記式(1)中、Cはパーミアビリティー(m2)、Fはガス流量(cm3/s)、Tは試料厚み(cm)、Vはガス粘性(dynes・sec/cm2)、Dは試料直径(cm)、Pはガス圧力(PSI)を示す。なお、下記式(1)中の数値は、13.839(PSI)=1(atm)であり、68947.6(dynes・sec/cm2)=1(PSI)である。

表面層114が磁性体粒子116を含むことで、ハニカム構造体1は電磁誘導により加熱される。そのため、ハニカム構造体1自体に電気を流す必要がなく、凝縮水が発生する環境でも短絡の発生を抑制することができる。また、カーボン堆積による短絡も抑制できる。この効果を得るには、ハニカム構造体1の隔壁112の表面の少なくとも一部において上記表面層114を設ける必要がある。なお、図3では隔壁112の両面が表面層114に覆われているが、必ずしも両面に形成する必要はなく、例えば第1セル108又は第2セル110を形成する面のみに表面層114を形成してもよい。すなわち、表面層114は、少なくとも隔壁112の片側を覆うことが好ましい。
磁性体粒子116を含む表面層114は、そのスス再生効果を最も発揮しやすい部位のみに設けてもよい。例えば、通常のガソリンパティキュレータの初期のスス堆積はハニカム構造体1の出口近傍に多めに発生する。このため、ハニカム構造体1の下流側領域のみに表面層114を設けてもよい。このような構成によれば、ススが多く堆積している部位のみを加熱するため、ススの燃焼を効率的に行うことができ、消費電力量を抑えることができる。特に、停車時のようにハニカム構造体1にガスが流れていない状況でススを再生することに適する。また、ハニカム構造体1にガスが流れている状況でも効率良くススの燃焼を行うため、ガスの流れ方向(ハニカム構造体1の軸方向)の中央部のみに表面層114を設けてもよい。ガスの流れ方向の中央部を加熱することにより、ガスによる熱伝達の効果も利用して、ススの堆積量が多いハニカム構造体1の下流領域のススを効果的に燃焼させることができる。
磁性体粒子116は、好ましくはキュリー温度を有する磁性体で形成されている。磁性体粒子116のキュリー温度は特に限定されないが、好ましくは450℃を超えるものである。より好ましくは、800℃以上である。磁性体粒子116のキュリー温度が450℃を超えれば、触媒活性温度以上に触媒温度を上昇させるのに十分なハニカム温度に達することが可能になる。450℃のキュリー温度を超える磁性体粒子116の組成として、例えばCr18%Fe(Cr18質量%のステンレス)、Fe、Fe-Cr-Al合金、Fe-Cr-Si合金、Fe-Si-Ti合金、Co-Fe合金、Co-Fe-V合金、Co-Ni-Fe合金、Fe-Co-Nb合金、Fe-Co-Cr合金、Fe-Co-Cr-Mo合金、Fe-Co-Cr-Mo-Al合金、FeOFe2O3、NiOFe2O3、CuOFe2O3、MgOFe2O3、MnBi、Ni、MnSb、MnOFe2O3、Y3Fe5O12等がある。キュリー温度が800℃以上の磁性体粒子としては、Co-Fe合金、Co-Fe-V合金、Co-Ni-Fe合金、Fe-Co-Nb合金、Fe-Co-Cr合金、Fe-Co-Cr-Mo合金、Fe-Co-Cr-Mo-Al合金などが挙げられる。具体的な組成としては、残部Co-20質量%Fe、残部Co-25質量%Ni-4質量%Fe、残部Fe-15~35質量%Co、残部Fe-17質量%Co-2質量%Cr-1質量%Mo、残部Fe-49質量%Co-2質量%V、残部Fe-18質量%Co-10質量%Cr-2質量%Mo-1質量%Al、残部Fe-27質量%Co-1質量%Nb、残部Fe-20質量%Co-1質量%Cr-2質量%V、残部Fe-35質量%Co-1質量%Cr、純コバルト、純鉄、電磁軟鉄、残部Fe-0.1~0.5質量%Mn等がある。キュリー温度が高いCoを含む金属を用いることが望ましい。
表面層114の気孔率は、50%以上であることが好ましく、60%以上がより好ましく、70%以上がさらに好ましい。50%以上の気孔率を有することで、圧力損失を抑えることができる。ただし、気孔率が高すぎると表面層が脆くなり、はがれやすくなるので、90%以下とすることが好ましい。
水銀圧入法により表面層114の気孔率を測定する方法として、表面層が形成された基材での水銀ポロシカーブと表面層のみを削って取り除いた基材のみの水銀ポロシカーブとの差を表面層の水銀ポロシカーブとみなし、削りとった質量と水銀ポロシカーブとから表面層の気孔率が算出される。SEM画像撮影を行い、表面層部分の画像解析により、空隙部と個体部の面積比率から表面層の気孔率を算出しても良い。
水銀圧入法により表面層114の気孔率を測定する方法として、表面層が形成された基材での水銀ポロシカーブと表面層のみを削って取り除いた基材のみの水銀ポロシカーブとの差を表面層の水銀ポロシカーブとみなし、削りとった質量と水銀ポロシカーブとから表面層の気孔率が算出される。SEM画像撮影を行い、表面層部分の画像解析により、空隙部と個体部の面積比率から表面層の気孔率を算出しても良い。
また、表面層114の平均細孔直径は、10μm以下であることが好ましく、5μm以下であることがより好ましく、4μm以下であることがさらに好ましく、3μm以下であることが特に好ましい。平均細孔直径を10μm以下とすることで、高い粒子捕集効率を達成することができる。ただし、表面層114の平均細孔直径が小さすぎると圧力損失が増加してしまうので、0.5μm以上とすることが好ましい。
水銀圧入法により表面層114の平均細孔直径を測定する方法として、水銀ポロシメータでのピーク値という形にして、表面層が形成された基材での水銀ポロシカーブ(細孔容積頻度)と表面層114のみを削って取り除いた基材のみの水銀ポロシカーブとの差を表面層の水銀ポロシカーブとし、そのピークを平均細孔直径とする。また、ハニカム構造体の断面のSEM画像を撮影し表面層部分の画像解析により、空隙部と個体部の2値化を行い、ランダムに20以上の空隙を選択してその内接円の平均を平均細孔直径としても良い。
表面層114における磁性体粒子116の重量平均粒子径は20μm以下であることが好ましい。重量平均粒子径を20μm以下とすることで、目標とする表面層の平均細孔直径、厚さ、気孔率を全て満足する範囲におさめることが、他のコントロール可能な設計因子との組み合わせで可能となる。なお、磁性体粒子116の重量平均粒子径の下限は特に設けないが、例えば0.5μm以上とすることができる。なお、重量平均粒子径は、レーザー回折式粒度分布測定装置で測定するものとする。
また、図3では表面層114と隔壁112の厚みが同程度であるが、表面層114の厚みは特に限定されない。ただし、表面層114の効果をより顕著に得るためには、表面層114の厚みが10μm以上であることが好ましい。一方、圧力損失の増加を回避する観点から、表面層114の厚みが80μm以下であることが好ましい。表面層114の厚みはより好ましくは50μm以下である。表面層の厚みの測定方法として、例えば表面層が形成されたハニカム構造体を、セルが伸びる方向に垂直な方向に切断して、その断面から表面層の厚みを測定し、任意の5点の厚みの測定値の平均を取ることができる。
また、磁性体粒子は、磁性体粒子116の最短径dが0.1~5μmであり、磁性体粒子116の最長径をLμmとしたとき、L/d≧3であることが好ましい。これにより、電気伝導性を保ちつつ、通気性を十分に確保し、且つ、スス捕集効率の高い表面層の微構造が確保できる。最短径dとは、SEM撮影画像からの画像解析により50粒子について粒子の最長径に直交する線分のうち最大となる線分をその粒子における最短径とし、これを粒子の数で平均することで、最短径dを求められるものである。長さとは、SEM画像において50以上の粒子の最長径を粒子の数で平均することで、最長径Lを求められる。好ましくは、磁性体粒子116が針状または鱗片状である。針状とは、L/d≧5をいう。鱗片状とは、磁性体粒子116の厚さtと最長径Lとの比L/t>5をいう。磁性体粒子116の厚さtは、SEM撮影画像からの画像解析により50粒子について粒子の最も厚さが大きい部位の当該厚さを測定し、これを粒子の数で平均することで求められる。
表面層114と、隔壁112の間には、表面層114の熱膨張係数及び隔壁112の熱膨張係数の間にある熱膨張係数を有する応力緩和層を設けることが好ましい。これにより、表面層114と隔壁112の熱膨張係数の差によるクラックなどの発生を防止することができ、耐熱衝撃性が向上する。応力緩和層の組成は特に限定されないが、例えば低膨張ガラス層、アルミナ層、シリカ層、セリア層を好適に用いることができる。
(3.ハニカム構造体の製造方法)
以下、ハニカム構造体の製造方法を説明する。
以下、ハニカム構造体の製造方法を説明する。
まず、多孔質の隔壁を有し、隔壁によって複数のセルが区画形成されたハニカム構造体を作製する。例えば、コージェライトからなるハニカム構造体を作製する場合には、まず、坏土用材料としてコージェライト化原料を用意する。コージェライト化原料は、コージェライト結晶の理論組成となるように各成分を配合するため、シリカ源成分、マグネシア源成分、及びアルミナ源成分等を配合する。このうちシリカ源成分としては、石英、溶融シリカを用いることが好ましく、更に、このシリカ源成分の粒径を100~150μmとすることが好ましい。
マグネシア源成分としては、例えば、タルク、マグネサイト等を挙げることができる。これらの中でも、タルクが好ましい。タルクは、コージェライト化原料中37~43質量%含有させることが好ましい。タルクの粒径(平均粒子径)は、5~50μmであることが好ましく、10~40μmであることが更に好ましい。また、マグネシア(MgO)源成分は、不純物としてFe2O3、CaO、Na2O、K2O等を含有していてもよい。
アルミナ源成分としては、不純物が少ないという点で、酸化アルミニウム及び水酸化アルミニウムの少なくともいずれか一種を含有するものが好ましい。また、コージェライト化原料中、水酸化アルミニウムは10~30質量%含有させることが好ましく、酸化アルミニウムは0~20質量%含有させることが好ましい。
次に、コージェライト化原料に添加する坏土用材料(添加剤)を用意する。添加剤として、少なくともバインダと造孔剤を用いる。そして、バインダと造孔剤以外には、分散剤や界面活性剤を使用することができる。
造孔剤としては、コージェライトの焼成温度以下において酸素と反応して酸化除去可能な物質、又は、コージェライトの焼成温度以下の温度に融点を有する低融点反応物質等を用いることができる。酸化除去可能な物質としては、例えば、樹脂(特に、粒子状の樹脂)、黒鉛(特に、粒子状の黒鉛)等を挙げることができる。低融点反応物質としては、鉄、銅、亜鉛、鉛、アルミニウム、及びニッケルからなる群より選択される少なくとも一種の金属、これらの金属を主成分とする合金(例えば、鉄の場合には炭素鋼や鋳鉄、ステンレス鋼)、又は、二種以上を主成分とする合金を用いることができる。これらの中でも、低融点反応物質は、粉粒状又は繊維状の鉄合金であることが好ましい。更に、その粒径又は繊維径(平均径)は10~200μmであることが好ましい。低融点反応物質の形状は、球状、巻菱形状、金平糖状等が挙げられ、これらの形状であると、細孔の形状をコントロールすることが容易となるため好ましい。
バインダとしては、例えば、ヒドロキシプロピルメチルセルロース、メチルセルロース、ヒドロキシエチルセルロース、カルボキシメチルセルロース、ポリビニルアルコール等を挙げることができる。また、分散剤としては、例えば、デキストリン、ポリアルコール等を挙げることができる。また、界面活性剤としては、例えば、脂肪酸石鹸を挙げることができる。なお、添加剤は、一種単独又は二種以上用いることができる。
次に、コージェライト化原料100質量部に対して、バインダを3~8質量部、造孔剤を3~40質量部、分散剤を0.1~2質量部、水を10~40質量部の割合で混合し、これら坏土用材料を混練し、坏土を調製する。
次に、調製した坏土を、押出成形法、射出成形法、プレス成形法等でハニカム形状に成形し、生のハニカム成形体を得る。連続成形が容易であり、例えばコージェライト結晶を配向させることができることから、押出成形法を採用することが好ましい。押出成形法は、真空土練機、ラム式押出成形機、2軸スクリュー式連続押出成形機等の装置を用いて行うことができる。
次に、ハニカム成形体を乾燥させて所定の寸法に調整してハニカム乾燥体を得る。ハニカム成形体の乾燥は、熱風乾燥、マイクロ波乾燥、誘電乾燥、減圧乾燥、真空乾燥、凍結乾燥等で行うことができる。なお、全体を迅速且つ均一に乾燥することができることから、熱風乾燥と、マイクロ波乾燥又は誘電乾燥と、を組み合わせて乾燥を行うことが好ましい。
次に、目封止部の原料を用意する。目封止部の材料(目封止用スラリー)は、隔壁(ハニカム乾燥体)と同じ坏土用材料を用いてもよいし、異なる材料を用いてもよい。具体的には、セラミックス原料、界面活性剤、及び水を混合し、必要に応じて焼結助剤、造孔剤等を添加してスラリー状にし、ミキサー等を使用して混練することにより得ることができる。
次に、ハニカム乾燥体の一方の端面のセル開口部の一部にマスクを施し、その端面を、目封止用スラリーが貯留された貯留容器中に浸漬して、マスクをしていないセルに目封止用スラリーを充填する。同様にして、ハニカム乾燥体の他方の端面のセル開口部の一部にマスクを施し、その端面を、目封止用スラリーが貯留された貯留容器中に浸漬して、マスクをしていないセルに目封止用スラリーを充填する。その後、乾燥させ、焼成することによって、目封止部を有するハニカム構造体を得る。上記乾燥の条件は、ハニカム成形体を乾燥させる条件と同様の条件を採用することができる。また、上記焼成の条件は、コージェライト化原料を用いた場合には、通常、大気雰囲気下、1410~1440℃の温度で3~15時間とすることができる。
また、得られたハニカム構造体は、その外周面に外周壁が形成された状態で作製される場合には、その外周面を研削し、外周壁を取り除いた状態としてもよい。このようにして外周壁を取り除いたハニカム構造体の外周に、後の工程にて、コーティング材を塗布して外周コーティングを形成する。また、外周面を研削する場合には、外周壁の一部を研削して取り除き、その部分に、コーティング材によって外周コーティングを形成してもよい。
コーティング材を調製する場合には、例えば、2軸回転式の縦型ミキサーを用いて調製することができる。
また、コーティング材には、コロイダルシリカ、有機バインダ、粘土等を更に含有させてもよい。なお、有機バインダは、0.05~0.5質量%用いることが好ましく、0.1~0.2質量%用いることが更に好ましい。また、粘土は、0.2~2.0質量%用いることが好ましく、0.4~0.8質量%用いることが更に好ましい。
先に作製したハニカム構造体の外周面に、コーティング材を塗布し、塗布したコーティング材を乾燥させて、外周コーティングを形成する。このように構成することによって、乾燥・熱処理時の外周コーティングのクラックの発生を効果的に抑制することができる。
コーティング材の塗工方法としては、例えば、ハニカム構造体を回転台の上に載せて回転させ、コーティング材をブレード状の塗布ノズルから吐出させながらハニカム構造体の外周部に沿うように塗布ノズルを押し付けて塗布する方法を挙げることができる。このように構成することによって、コーティング材を均一な厚さで塗布することができる。また、形成した外周コーティングの表面粗さが小さくなり、外観に優れ、且つ熱衝撃によって破損し難い外周コーティングを形成することができる。
なお、ハニカム構造体の外周面が研削されて、外周壁が取り除かれたものの場合には、ハニカム構造体の外周面全体にコーティング材を塗布して外周コーティングを形成する。一方、ハニカム構造体の外周面に外周壁が存在する、或いは、一部の外周壁が取り除かれている場合には、部分的にコーティング材を塗布して外周コーティングを形成してもよいし、勿論、ハニカム構造体の外周面全域にコーティング材を塗布して外周コーティングを形成してもよい。
塗布したコーティング材(即ち、未乾燥の外周コーティング)を乾燥する方法については特に制限はないが、例えば、乾燥クラック防止の観点から、室温にて24時間以上保持することでコーティング材中の水分の25%以上を乾燥させた後、電気炉にて600℃で1時間以上保持することで水分及び有機物を除去する方法を好適に用いることができる。
また、ハニカム構造体のセルの開口部が予め封止されていない場合には、外周コーティングを形成した後に、セルの開口部に目封止を行ってもよい。
また、得られたハニカム構造体は、その外周面にレーザーを照射することによって、コーティング材に含まれる炭化珪素粉末が発色するため、得られたハニカム構造体の外周コーティングに、レーザー光を照射して、製品情報等を印字(マーキング)してもよい。
レーザーによるマーキングの際に使用するレーザー光としては、例えば、炭酸ガス(CO2)レーザー、YAGレーザー、YVO4レーザーを好適例として挙げることができる。レーザー光を照射するレーザーの条件については、使用するレーザーの種類に応じて適宜選択することができるが、例えば、CO2レーザーを用いた場合には、出力15~25W、スキャンスピード400~600mm/sでマーキングすることが好ましい。このようにマーキングすることによって、照射部分が、黒色から緑色のような暗色を呈するように発色し、非照射部分との発色によるコントラストが極めて良好なものとなる。
ハニカム構造体に触媒を担持する場合には、上記レーザーによる印字を行った後でも、印字部分が劣化することがなく、触媒の担持後でも、上記印字を良好に判読することができる。なお、触媒の担持方法については特に制限はなく、従来のハニカム構造体の製造方法にて行われている触媒担持の方法に準じて行うことができる。
ハニカム構造体の隔壁の表面の少なくとも一部について、磁性体粒子を含み、かつ、通気性を有する表面層を形成する。また、前述のように、当該表面層は、隔壁の少なくとも片面を覆うことが好ましい。表面層を形成する方法として、主には、以下3つの方法がある。
・磁性体粒子と、金属又はガラスを主成分とする結合材とを含むスラリーをハニカム構造体のセル内に流し込んで塗膜を形成し、当該塗膜を金属の融点、又は、ガラスの軟化点以上の温度で加熱して表面層を形成する方法。
・磁性体粒子と、シリカ又はアルミナを主成分とする接着材料と、を含むスラリーをハニカム構造体のセル内に流し込んで塗膜を形成し、当該塗膜を加熱してシリカ又はアルミナを固化して表面層を形成する方法。
・磁性体粒子と、上記結合材又は上記接着材料とを含むガスをハニカム構造体のセル内に流し込む、あるいは磁性体粒子だけを含むガスをハニカム構造体のセル内に流し込んで塗膜を形成し、当該塗膜を加熱して表面層を形成する方法がある。
・磁性体粒子と、金属又はガラスを主成分とする結合材とを含むスラリーをハニカム構造体のセル内に流し込んで塗膜を形成し、当該塗膜を金属の融点、又は、ガラスの軟化点以上の温度で加熱して表面層を形成する方法。
・磁性体粒子と、シリカ又はアルミナを主成分とする接着材料と、を含むスラリーをハニカム構造体のセル内に流し込んで塗膜を形成し、当該塗膜を加熱してシリカ又はアルミナを固化して表面層を形成する方法。
・磁性体粒子と、上記結合材又は上記接着材料とを含むガスをハニカム構造体のセル内に流し込む、あるいは磁性体粒子だけを含むガスをハニカム構造体のセル内に流し込んで塗膜を形成し、当該塗膜を加熱して表面層を形成する方法がある。
スラリーをハニカム構造体のセル内に流し込むには、例えば、スラリーをハニカム構造体のセル内に流通させる、又はスラリーをハニカム構造体のセル内に浸漬すればよい。ここで、金属又はガラスを主成分とする結合材を使用する場合は、製造時にハニカム基材の耐熱温度以下で一度溶融又は軟化させる必要があるので、結合材の融点又は軟化点の温度以上で塗膜を加熱することが好ましい。また、ハニカム構造体の使用環境においては、最高温度が約700℃に到達するため、この温度以上の融点又は軟化点を有する金属又はガラスを用いることがより好ましい。具体的な融点又は軟化点としては、例えば、800~1200℃である。一方、シリカ又はアルミナを主成分とする接着材料を用いる場合は、製造時に加熱乾燥によって接着材料が固化することができるものであることが好ましい。加熱乾燥によって上記接着材料が固化することができるものとしては、例えば、シリカまたはアルミナのコロイド分散体が挙げられ、シリカおよびアルミナを含むコロイド分散体であってもよい。
また、ハニカム構造体の使用環境における最高温度が約700℃に到達するため、この温度以上の耐熱温度を有するシリカ又はアルミナを用いることがより好ましい。スラリーをハニカム構造体のセル内に流し込んだ後、ハニカム構造体下流に吸引治具を取り付け、ハニカム構造体下流である他方の開口端部側より吸引し余剰水分を取り除き、塗膜を形成する。この塗膜を加熱処理する条件としては、温度800~1200℃、0.5~3時間で加熱することが好ましい。
アルミナやシリカを主成分とする接着材料を用いる場合においては、スラリーをセル内に流し込む工程はハニカム成形、乾燥体の段階で行っても良い。この場合は、スラリーをセル内に流し込んだ後、その表面層形成前のハニカム構造体を乾燥した後、ハニカム構造体の焼成工程において、磁性体粒子が接着材料に固定し表面層を形成する工程が同時に行われる。シリカ又はアルミナは、乾燥により固化する効果を発現することが好ましい。
また、上記金属やガラスを主成分とする結合材を添加する以外に、磁性体粒子に予め金属又はガラスを主成分とする結合材をコートさせておいてもよい。また、磁性体粒子と結合材を含む複合粒子を形成する工程を設けてもよい。
また、ハニカム構造体の使用環境における最高温度が約700℃に到達するため、この温度以上の耐熱温度を有するシリカ又はアルミナを用いることがより好ましい。スラリーをハニカム構造体のセル内に流し込んだ後、ハニカム構造体下流に吸引治具を取り付け、ハニカム構造体下流である他方の開口端部側より吸引し余剰水分を取り除き、塗膜を形成する。この塗膜を加熱処理する条件としては、温度800~1200℃、0.5~3時間で加熱することが好ましい。
アルミナやシリカを主成分とする接着材料を用いる場合においては、スラリーをセル内に流し込む工程はハニカム成形、乾燥体の段階で行っても良い。この場合は、スラリーをセル内に流し込んだ後、その表面層形成前のハニカム構造体を乾燥した後、ハニカム構造体の焼成工程において、磁性体粒子が接着材料に固定し表面層を形成する工程が同時に行われる。シリカ又はアルミナは、乾燥により固化する効果を発現することが好ましい。
また、上記金属やガラスを主成分とする結合材を添加する以外に、磁性体粒子に予め金属又はガラスを主成分とする結合材をコートさせておいてもよい。また、磁性体粒子と結合材を含む複合粒子を形成する工程を設けてもよい。
スラリーは、例えば、磁性体粒子と、上記接着材料又は上記結合材と、有機バインダと、水又はアルコールと、を混合することで得ることができる。さらに、スラリーに対して、更に、油脂と、界面活性剤と、を加えて、混合し、エマルジョン化してもよい。また、スラリーには表面層の気孔率を制御するための造孔剤を混ぜておいても良い。造孔剤としては、例えば、粒子径0.5μm~10μmの樹脂粒子、デンプン粒子、カーボン粒子等を用いることができる。
磁性体粒子と、及び上記結合材又は上記接着材料とを含むガスをハニカム構造体のセル内に流し込む方法として、例えば磁性体粒子を含むガスを0.005~0.4リットル/cm2でセル中に吹き込むことによって、浮遊状態の磁性体粒子を隔壁の表面に堆積させる。その後、例えば800~1200℃で0.5~3時間の条件で熱処理することにより、磁性体粒子を隔壁の表面に融着させて固定し、表面層を形成する。また、磁性体粒子だけを含むガスをハニカム構造体のセル内に流し込む場合は、例えば磁性体粒子を含むガスを0.005~0.4リットル/cm2でセル中に吹き込むことによって、浮遊状態の磁性体粒子を隔壁の表面に堆積させその後、1280~1330℃で0.5~3時間の条件で熱処理することにより、磁性体粒子を隔壁の表面に融着させて固定し、表面層を形成する。
結合材および接着材料を用いずに磁性体粒子のみをセル内に流し込む方法を含め、上述のスラリー又はガスをハニカム構造体のセル内に流し込む方法において、有機バインダをスラリー又はガスに混合させてもよい。有機バインダを加えることによって、加熱によって表面層を形成する工程よりも前の段階で、塗膜を仮固定することができる。有機バインダとしては、加熱により表面層を形成する工程の温度以下、すなわち800℃以下の酸化雰囲気で酸化除去されてしまう材料が好ましい。また、ハニカム構造体を製造する際の造孔剤として用いられるバインダと同様のバインダを用いることが好ましい。
結合材および接着材料を用いずに磁性体粒子のみをセル内に流し込む方法を含め、上述のスラリー又はガスをハニカム構造体のセル内に流し込む方法において、有機バインダをスラリー又はガスに混合させてもよい。有機バインダを加えることによって、加熱によって表面層を形成する工程よりも前の段階で、塗膜を仮固定することができる。有機バインダとしては、加熱により表面層を形成する工程の温度以下、すなわち800℃以下の酸化雰囲気で酸化除去されてしまう材料が好ましい。また、ハニカム構造体を製造する際の造孔剤として用いられるバインダと同様のバインダを用いることが好ましい。
以下、本発明を実施例に基づいて具体的に説明するが、本発明はこれらの実施例に限定されるものではない。
(ハニカム構造体の作製)
[目封止ハニカム構造体の作製]
コージェライト化原料として、アルミナ、水酸化アルミニウム、カオリン、タルク、及びシリカを使用し、コージェライト化原料100質量部に、造孔剤を13質量部、分散媒を35質量部、有機バインダを6質量部、分散剤を0.5質量部、それぞれ添加し、混合、混練して坏土を調製した。
[目封止ハニカム構造体の作製]
コージェライト化原料として、アルミナ、水酸化アルミニウム、カオリン、タルク、及びシリカを使用し、コージェライト化原料100質量部に、造孔剤を13質量部、分散媒を35質量部、有機バインダを6質量部、分散剤を0.5質量部、それぞれ添加し、混合、混練して坏土を調製した。
分散媒として水を使用し、造孔剤としては平均粒子径10μmのコークスを使用し、有機バインダとしてはヒドロキシプロピルメチルセルロースを使用し、分散剤としてはエチレングリコールを使用した。次いで、所定の金型を用いて坏土を押出成形し、セル形状が四角形で、全体形状が円柱形(円筒形)のハニカム成形体を得た。
そして、ハニカム成形体をマイクロ波乾燥機で乾燥し、更に熱風乾燥機で完全に乾燥させた後、両端面を切断し、所定の寸法に整えてハニカム乾燥体を得た。次に、ハニカム乾燥体の一方の端面のセル開口部に、市松模様状に交互にマスクを施し、マスクを施した側の端部をコージェライト化原料を含有する目封止スラリーに浸漬し、市松模様状に交互に配列された目封止部を形成した。他方の端部については、一方の端部において目封止されたセルについてマスクを施し、上記一方の端部に目封止部を形成したのと同様の方法で目封止部を形成した。その後、熱風乾燥機で乾燥させ、更に、1410~1440℃で、5時間、焼成することによって、目封止ハニカム構造体(ハニカム担体)を得た。
(実施例1)
上記手順で作製したハニカム構造体について、その一方の端面側から、磁性体粒子、重量平均粒径が3μmの樹脂粒子、及び、結合材として重量平均粒径が5μmのシリカを主成分とするガラスを80:10:10の質量比で混合した粉末を調製した。この粉末を空気流に乗せてハニカム構造体に流通させ、その隔壁表面に堆積させ塗膜を形成した。この塗膜をガラスの軟化点以上の温度となるように、大気中950℃で1hr熱処理することにより、樹脂粒子を焼き飛ばすとともに、シリカを主成分とするガラスを溶融させて隔壁表面に粒子を固定し、表面層を形成した。
上記手順で作製したハニカム構造体について、その一方の端面側から、磁性体粒子、重量平均粒径が3μmの樹脂粒子、及び、結合材として重量平均粒径が5μmのシリカを主成分とするガラスを80:10:10の質量比で混合した粉末を調製した。この粉末を空気流に乗せてハニカム構造体に流通させ、その隔壁表面に堆積させ塗膜を形成した。この塗膜をガラスの軟化点以上の温度となるように、大気中950℃で1hr熱処理することにより、樹脂粒子を焼き飛ばすとともに、シリカを主成分とするガラスを溶融させて隔壁表面に粒子を固定し、表面層を形成した。
(実施例2)
長さL=10μm、L/d=1.00での針状の磁性体材料と、接着材料として乾燥により固化するシリカを主成分とする接着材料、有機バインダ、及び水を質量比85:10:5:500で混合してスラリーとした。このスラリーを霧吹きで霧化し、ハニカム構造体の端部から空気とともに吸引することにより、隔壁表面に堆積させ、乾燥し塗膜を形成した。その後、大気中600℃で1hrの熱処理で有機バインダを焼き飛ばし、大気中1000℃で1hr熱処理することによりシリカ又はアルミナを固化し、表面層を形成した。
長さL=10μm、L/d=1.00での針状の磁性体材料と、接着材料として乾燥により固化するシリカを主成分とする接着材料、有機バインダ、及び水を質量比85:10:5:500で混合してスラリーとした。このスラリーを霧吹きで霧化し、ハニカム構造体の端部から空気とともに吸引することにより、隔壁表面に堆積させ、乾燥し塗膜を形成した。その後、大気中600℃で1hrの熱処理で有機バインダを焼き飛ばし、大気中1000℃で1hr熱処理することによりシリカ又はアルミナを固化し、表面層を形成した。
(実施例3)
長さL=20μm、L/d=4.00での針状の磁性体材料と、接着材料として乾燥により固化するシリカを主成分とする接着材料と、有機バインダと、水と、油脂と、界面活性剤とを質量比85:10:5:500:10:2で混合してエマルジョン化原料とした。このエマルジョン化原料を霧吹きで霧化し、ハニカム構造体の端部から空気とともに吸引することにより、隔壁表面に堆積させ、乾燥し塗膜を形成した。その後、大気中600℃で1hrの熱処理で有機バインダを焼き飛ばし、大気中1000℃で1hr熱処理することによりシリカ又はアルミナを固化し、表面層を形成した。
長さL=20μm、L/d=4.00での針状の磁性体材料と、接着材料として乾燥により固化するシリカを主成分とする接着材料と、有機バインダと、水と、油脂と、界面活性剤とを質量比85:10:5:500:10:2で混合してエマルジョン化原料とした。このエマルジョン化原料を霧吹きで霧化し、ハニカム構造体の端部から空気とともに吸引することにより、隔壁表面に堆積させ、乾燥し塗膜を形成した。その後、大気中600℃で1hrの熱処理で有機バインダを焼き飛ばし、大気中1000℃で1hr熱処理することによりシリカ又はアルミナを固化し、表面層を形成した。
(実施例4)
ハニカム構造体を、入口端面である一方の開口端部を上にして、その上部にスラリーを貯めるスラリープールを取り付け、そこに、表面層形成用にスラリー(骨材として磁性体粒子、結合粒子としてSiO2、Al2O3、MgOを主成分とし、ガラス粉末)を入れた。そして、そのスラリーをハニカム構造体内にしみこませたのち、ハニカム構造体下流である他方の開口端部側より吸引し、余剰水分を取り除き、塗膜を形成した。その後、塗膜をガラス粉末の軟化点以上の温度として、950℃で乾燥、結合させて、表面層を形成させた。
ハニカム構造体を、入口端面である一方の開口端部を上にして、その上部にスラリーを貯めるスラリープールを取り付け、そこに、表面層形成用にスラリー(骨材として磁性体粒子、結合粒子としてSiO2、Al2O3、MgOを主成分とし、ガラス粉末)を入れた。そして、そのスラリーをハニカム構造体内にしみこませたのち、ハニカム構造体下流である他方の開口端部側より吸引し、余剰水分を取り除き、塗膜を形成した。その後、塗膜をガラス粉末の軟化点以上の温度として、950℃で乾燥、結合させて、表面層を形成させた。
(実施例5)
水95質量部に有機バインダであるカルボキシメチルセルロース0.5質量部を溶かし、その水溶液に、骨材粉末である最短径dが10μm、最長径Lが10μmの磁性体粒子(Cr18質量%のステンレス)2.5質量部、結合材としてSiO2、Al2O3、MgOを主成分とし、ガラス粉末のコロイド分散体(固形分40%)5質量部をこの順に加えて攪拌し、表面層形成用スラリーとした。そして、この表面層形成用スラリーに、ハニカム構造体の入口側を下にして出口目封止材深さ分だけ残して浸漬し、その後、引き上げ塗膜を形成した。これにより、入口開放セルの内表面にスラリーがディップコーティングされた。乾燥後、この塗膜をガラス粉末の軟化点以上の温度として、900℃で0.5時間熱処理することにより表面層を形成した。
水95質量部に有機バインダであるカルボキシメチルセルロース0.5質量部を溶かし、その水溶液に、骨材粉末である最短径dが10μm、最長径Lが10μmの磁性体粒子(Cr18質量%のステンレス)2.5質量部、結合材としてSiO2、Al2O3、MgOを主成分とし、ガラス粉末のコロイド分散体(固形分40%)5質量部をこの順に加えて攪拌し、表面層形成用スラリーとした。そして、この表面層形成用スラリーに、ハニカム構造体の入口側を下にして出口目封止材深さ分だけ残して浸漬し、その後、引き上げ塗膜を形成した。これにより、入口開放セルの内表面にスラリーがディップコーティングされた。乾燥後、この塗膜をガラス粉末の軟化点以上の温度として、900℃で0.5時間熱処理することにより表面層を形成した。
(実施例6)
最長径L10μmの磁性体粒子を、空気、造孔剤、結合材としてのシリカを主成分とするガラス粉末と、共にハニカム構造体へ供給し、これらを隔壁上に堆積させ塗膜を形成した。このとき、表面層の気孔率や平均細孔直径は、造孔剤の粒度や粒度分布、添加量、供給空気量、などの条件を適宜設定することにより、制御することができる。ここでは、造孔剤として澱粉を用いた。更に、ハニカム構造体の上流領域や下流領域など、所定の領域の隔壁部に、アルコールや水、樹脂などを含ませておくことで、空気の透過抵抗を高めることにより、供給した表面層形成用原料や造孔剤の堆積領域を制御することができる。例えば、造孔剤の添加量を3質量部~45質量部としたり、造孔剤のメディアン径D50を0.7μm~8.0μmとしたり、造孔剤の粒度分布としてのシャープネス指標を0.4~1.9としたり、流体の流量を2000~8000L/minとしたりすることにより、表面層の気孔率、平均細孔直径などの値を変更した。塗膜をガラス粉末の軟化点以上の温度として大気中950℃で1hr熱処理することにより表面層を形成した。
最長径L10μmの磁性体粒子を、空気、造孔剤、結合材としてのシリカを主成分とするガラス粉末と、共にハニカム構造体へ供給し、これらを隔壁上に堆積させ塗膜を形成した。このとき、表面層の気孔率や平均細孔直径は、造孔剤の粒度や粒度分布、添加量、供給空気量、などの条件を適宜設定することにより、制御することができる。ここでは、造孔剤として澱粉を用いた。更に、ハニカム構造体の上流領域や下流領域など、所定の領域の隔壁部に、アルコールや水、樹脂などを含ませておくことで、空気の透過抵抗を高めることにより、供給した表面層形成用原料や造孔剤の堆積領域を制御することができる。例えば、造孔剤の添加量を3質量部~45質量部としたり、造孔剤のメディアン径D50を0.7μm~8.0μmとしたり、造孔剤の粒度分布としてのシャープネス指標を0.4~1.9としたり、流体の流量を2000~8000L/minとしたりすることにより、表面層の気孔率、平均細孔直径などの値を変更した。塗膜をガラス粉末の軟化点以上の温度として大気中950℃で1hr熱処理することにより表面層を形成した。
(実施例7、8)
表1に示す、最長径L、最短径dを有する磁性体粒子を用いた以外は、実施例6と同様にしてハニカム構造体に表面層を形成した。
表1に示す、最長径L、最短径dを有する磁性体粒子を用いた以外は、実施例6と同様にしてハニカム構造体に表面層を形成した。
(実施例9)
表1に示す組成の磁性体粒子を用いた以外は、実施例1と同様にしてハニカム構造体に表面層を形成した。
表1に示す組成の磁性体粒子を用いた以外は、実施例1と同様にしてハニカム構造体に表面層を形成した。
(実施例10、11、12、13、14)
表1に示す、最長径L、最短径dの厚さの鱗片状磁性体粒子を用いた以外は、実施例6と同様にしてハニカム構造体に表面層を形成した。
表1に示す、最長径L、最短径dの厚さの鱗片状磁性体粒子を用いた以外は、実施例6と同様にしてハニカム構造体に表面層を形成した。
各実施例により得られるハニカム構造体の特性は表1に示す。

実施例7のハニカム構造体を誘導加熱装置で、加熱試験を行った。投入電力は、4kWとし、誘導加熱周波数は30kHz、85kHz、350kHzで、ハニカム構造体の昇温性能を比較した。なお、誘導加熱周波数が30kHz、85kHzである場合は、ハニカム構造体の外周にコイルを6周分周回させ、350kHzである場合は、ハニカム構造体の外周にコイルを3周分周回させた。30kHz、85kHzで用いたコイルの無負荷のインダクタンスは2.5μHであり、350kHzで用いたコイルの無負荷のインダクタンスは1.0μHである。コイルに組み合わせたコンデンサは、30kHzの試験は10μFの容量、85kHzは1.3μFの容量、350kHzは0.2μFの容量のコンデンサを選んだ。トランスには、30kHzと85kHzの試験時は巻き数比が20:1を、350kHz試験には7:1を用いた。
誘導加熱周波数が30kHzでは十分な加熱速度が得られないが、350kHzでは90秒で500℃に加熱したことを確認した。図4に、当該加熱試験における各誘導加熱周波数30kHz、85kHz、350kHzにおける時間(秒)-温度(℃)の関係を表したグラフを示す。
誘導加熱周波数が30kHzでは十分な加熱速度が得られないが、350kHzでは90秒で500℃に加熱したことを確認した。図4に、当該加熱試験における各誘導加熱周波数30kHz、85kHz、350kHzにおける時間(秒)-温度(℃)の関係を表したグラフを示す。
実施例12のハニカム構造体を同様に誘導加熱装置で、加熱試験を行った。投入電力は、4kWとし、誘導加熱周波数は、350kHzで、ハニカム構造体の昇温性能を実施例7と比較した。実施例12の350kHzの誘導加熱試験でのコイル、コンデンサ、トランスの組合せは、実施例7と同じである。当該加熱試験における時間(秒)-温度(℃)の関係を表したグラフを図5に示す。
キュリー点が高い合金(Fe-49Co-2V合金)を用いることにより、触媒の酸化熱がなくても、ハニカム構造体を700℃まで加熱することができることを確認した。
キュリー点が高い合金(Fe-49Co-2V合金)を用いることにより、触媒の酸化熱がなくても、ハニカム構造体を700℃まで加熱することができることを確認した。
いずれの実施例においても、図2に示される排気ガス浄化装置により加熱することができた。また、加熱の間には短絡が発生しなかった。
上述の教示を踏まえ、当業者は、各実施形態に対して様々な変更を加えることができる。
1 ハニカム構造体
2 金属管
3 制御部
4、24 コイル配線
5 固定部材
6、26 排気ガス浄化装置
13 目封止部
20 排気システム
21 排気管
22 排気消音マフラー
25 保持マット
102 外周壁
104 第一端面
106 第二端面
108 第1セル
110 第2セル
112 隔壁
114 表面層
116 磁性体粒子
2 金属管
3 制御部
4、24 コイル配線
5 固定部材
6、26 排気ガス浄化装置
13 目封止部
20 排気システム
21 排気管
22 排気消音マフラー
25 保持マット
102 外周壁
104 第一端面
106 第二端面
108 第1セル
110 第2セル
112 隔壁
114 表面層
116 磁性体粒子
Claims (29)
- 流体の流路となり、流体の流入側の端面である流入端面から流体の流出側の端面である流出端面まで延びる複数のセルを区画形成する多孔質の隔壁と、
最外周に位置する外周壁と、
を有する柱状のハニカム構造体であって、
前記隔壁の表面の少なくとも一部に表面層を有し、前記表面層が、磁性体粒子を含み、かつ、通気性を有することを特徴とするハニカム構造体。 - 前記隔壁の少なくとも片面が前記表面層で覆われている請求項1に記載のハニカム構造体。
- 前記磁性体粒子のキュリー温度が450℃を超える請求項1又は2に記載のハニカム構造体。
- 前記表面層の気孔率が50%以上である請求項1~3のいずれかに記載のハニカム構造体。
- 前記表面層の平均細孔直径が10μm以下である請求項1~4のいずれかに記載のハニカム構造体。
- 前記磁性体粒子の重量平均粒子径が20μm以下である請求項1~5のいずれかに記載のハニカム構造体。
- 前記表面層の厚みが10~80μmである請求項1~6のいずれかに記載のハニカム構造体。
- 前記ハニカム構造体がセラミックス材料で形成される請求項1~7のいずれかに記載のハニカム構造体。
- 前記セラミックス材料がコージェライト、炭化珪素、チタン酸アルミニウム、窒化珪素、ムライト、アルミナからなる群から選択される少なくとも1つである請求項8に記載のハニカム構造体。
- 前記磁性体粒子の最短径dが0.1~5μmであり、
前記磁性体粒子の最長径をLμmとしたとき、L/d≧3である請求項1~9のいずれか1項に記載のハニカム構造体。 - 前記磁性体粒子が針状または鱗片状である請求項10に記載のハニカム構造体。
- 前記表面層と前記隔壁との間に、前記表面層の熱膨張係数及び前記隔壁の熱膨張係数の間にある熱膨張係数を有する応力緩和層を備える請求項1~11のいずれかに記載のハニカム構造体。
- 前記セルは、前記流体の流入側が開口して前記流体の流出側の端面に目封止部を有する複数の第1セルと、前記流体の流出側が開口して前記流体の流入側の端面に目封止部を有する複数の第2セルとを含む請求項1~12のいずれかに記載のハニカム構造体。
- 流体の流路となり、流体の流入側の端面である流入端面から流体の流出側の端面である流出端面まで延びる複数のセルを区画形成する多孔質の隔壁と、
最外周に位置する外周壁と、
を有する柱状のハニカム構造体であって、
前記隔壁の表面の少なくとも一部に表面層を有し、前記表面層が、針状または鱗片状の磁性体粒子を含むことを特徴とするハニカム構造体。 - 請求項1~14のいずれかに記載のハニカム構造体と、
前記ハニカム構造体の外周を螺旋状に周回するコイル配線と、
前記コイル配線の外側に前記コイル配線を排ガス流路内に固定するための固定部材と、
を有する排気ガス浄化装置。 - 排気消音マフラーと、
前記排気消音マフラー内に設けられた、請求項15に記載の排気ガス浄化装置と、
前記排気消音マフラー内に設けられた消音器と、
を備えた排気システム。 - 流体の流路となり、流体の流入側の端面である流入端面から流体の流出側の端面である流出端面まで延びる複数のセルを区画形成する多孔質の隔壁と、
最外周に位置する外周壁と、
を有する柱状のハニカム構造体の製造方法であって、
前記隔壁の表面の少なくとも一部について、磁性体粒子を含み、かつ、通気性を有する表面層を形成する工程を含むことを特徴とするハニカム構造体の製造方法。 - 前記磁性体粒子を含み、かつ、通気性を有する表面層を形成する工程において、前記隔壁の少なくとも片面を前記表面層で覆う請求項17に記載のハニカム構造体の製造方法。
- 前記磁性体粒子を含み、かつ、通気性を有する表面層を形成する工程は、
磁性体粒子と、金属又はガラスを主成分とする結合材と、を含むスラリーを前記セル内に流し込み塗膜を形成するステップ、及び
前記塗膜を前記金属の融点、又は、前記ガラスの軟化点以上の温度で加熱して前記表面層を形成するステップ
を含む請求項17又は18に記載のハニカム構造体の製造方法。 - 前記磁性体粒子を含み、かつ、通気性を有する表面層を形成する工程は、
磁性体粒子と、シリカ又はアルミナを主成分とする接着材料と、を含むスラリーを前記セル内に流し込み塗膜を形成するステップ、及び
前記塗膜を加熱して、前記シリカ又は前記アルミナを固化して前記表面層を形成するステップ
を含む請求項17又は18に記載のハニカム構造体の製造方法。 - 前記磁性体粒子を含み、かつ、通気性を有する表面層を形成する工程は、磁性体粒子を含むガスを前記セル内に流し込む工程を含む請求項17又は18に記載のハニカム構造体の製造方法。
- 前記磁性体粒子のキュリー温度が450℃を超える請求項17~21のいずれかに記載のハニカム構造体の製造方法。
- 前記表面層の気孔率が50%以上である請求項17~22のいずれかに記載のハニカム構造体の製造方法。
- 前記表面層の平均細孔直径が10μm以下である請求項17~23のいずれかに記載のハニカム構造体の製造方法。
- 前記磁性体粒子の重量平均粒子径が20μm以下である請求項17~24のいずれかに記載のハニカム構造体の製造方法。
- 前記表面層の厚みが10~80μmである請求項17~25のいずれかに記載のハニカム構造体の製造方法。
- 前記ハニカム構造体がセラミックス材料で形成されており、
前記セラミックス材料がコージェライト、炭化珪素、チタン酸アルミニウム、窒化珪素、ムライト、アルミナからなる群から選択される少なくとも1つである請求項26に記載のハニカム構造体の製造方法。 - 前記磁性体粒子の最短径dが0.1~5μmであり、
前記磁性体粒子の最長径をLμmとしたとき、L/d≧3である請求項17~27のいずれかに記載のハニカム構造体の製造方法。 - 前記磁性体粒子が針状または鱗片状である請求項27に記載のハニカム構造体の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201980039861.1A CN112512993A (zh) | 2018-08-10 | 2019-04-17 | 蜂窝结构体、废气净化装置、排气系统及蜂窝结构体的制造方法 |
| DE112019004048.0T DE112019004048T5 (de) | 2018-08-10 | 2019-04-17 | Säulenförmige Wabenstruktur, Abgasreinigungsvorrichtung, Abgassystem und Verfahren zum Herstellen der Wabenstruktur |
| JP2020536318A JP7423532B2 (ja) | 2018-08-10 | 2019-04-17 | ハニカム構造体、排気ガス浄化装置、排気システム及びハニカム構造体の製造方法 |
| US17/136,420 US11614011B2 (en) | 2018-08-10 | 2020-12-29 | Pillar shaped honeycomb structure, exhaust gas purifying device, exhaust system, and method for producing honeycomb structure |
Applications Claiming Priority (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018-151973 | 2018-08-10 | ||
| JP2018-151974 | 2018-08-10 | ||
| JP2018151974 | 2018-08-10 | ||
| JP2018151973 | 2018-08-10 | ||
| JP2018230370 | 2018-12-07 | ||
| JP2018-230370 | 2018-12-07 | ||
| JP2019-022106 | 2019-02-08 | ||
| JP2019022106 | 2019-02-08 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US17/136,420 Continuation US11614011B2 (en) | 2018-08-10 | 2020-12-29 | Pillar shaped honeycomb structure, exhaust gas purifying device, exhaust system, and method for producing honeycomb structure |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020031434A1 true WO2020031434A1 (ja) | 2020-02-13 |
Family
ID=69414688
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/016520 WO2020031434A1 (ja) | 2018-08-10 | 2019-04-17 | ハニカム構造体、排気ガス浄化装置、排気システム及びハニカム構造体の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US11614011B2 (ja) |
| JP (1) | JP7423532B2 (ja) |
| CN (1) | CN112512993A (ja) |
| DE (1) | DE112019004048T5 (ja) |
| WO (1) | WO2020031434A1 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021186792A1 (ja) * | 2020-03-19 | 2021-09-23 | 日本碍子株式会社 | ハニカム構造体、排気ガス浄化触媒及び排気ガス浄化システム |
| WO2021230118A1 (ja) * | 2020-05-14 | 2021-11-18 | 日本碍子株式会社 | ハニカム構造体及び排気ガス浄化装置 |
| JPWO2022097341A1 (ja) * | 2020-11-04 | 2022-05-12 | ||
| WO2022118531A1 (ja) * | 2020-12-02 | 2022-06-09 | 日本碍子株式会社 | ハニカム構造体、排気ガス浄化装置及びハニカム構造体の製造方法 |
| EP4163008A4 (en) * | 2020-06-09 | 2024-07-10 | Proterial Ltd | ADSORPTION ELEMENT AND METHOD FOR PRODUCING THE SAME |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3986595A1 (en) * | 2019-06-21 | 2022-04-27 | Climeworks AG | Adsorber structure for gas separation processes |
| US20220389851A1 (en) * | 2021-06-02 | 2022-12-08 | Corning Incorporated | Segmented honeycomb heater |
| WO2024072781A1 (en) * | 2022-09-30 | 2024-04-04 | Corning Incorporated | Methods of making honeycomb bodies with tracer particles |
| CN117646896B (zh) * | 2024-01-29 | 2024-04-12 | 东北大学 | 一种污染物催化还原自换热装置、换热陶瓷球及燃烧器 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11336534A (ja) * | 1998-05-26 | 1999-12-07 | Toyota Motor Corp | 内燃機関の誘導発熱式浄化装置 |
| JP2005207331A (ja) * | 2004-01-23 | 2005-08-04 | Hoei Kogyo Kk | 排気マフラ装置 |
| JP2005247605A (ja) * | 2004-03-02 | 2005-09-15 | Ngk Insulators Ltd | セラミック多孔質体及びその製造方法 |
| JP2006057584A (ja) * | 2004-08-23 | 2006-03-02 | Toyota Motor Corp | 排気ガス浄化用触媒 |
| JP2011224514A (ja) * | 2010-04-22 | 2011-11-10 | Ngk Insulators Ltd | 目封止ハニカム構造体の製造方法 |
| WO2016021186A1 (ja) * | 2014-08-07 | 2016-02-11 | 日本特殊陶業株式会社 | 排ガス流路部材、排ガス浄化装置、その昇温方法、及び、排ガス流路部材用の磁性体 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20030086839A1 (en) * | 2001-10-31 | 2003-05-08 | Rivin Eugeny I. | Catalytic reactors |
| EP2158956B1 (en) | 2007-04-27 | 2014-10-08 | NGK Insulators, Ltd. | Honeycomb filter |
| US8361420B2 (en) * | 2007-08-03 | 2013-01-29 | Errcive, Inc. | Porous bodies and methods |
| JP5261256B2 (ja) | 2009-03-30 | 2013-08-14 | 日本碍子株式会社 | 通電発熱用ハニカム体及びその製造方法 |
| JP4920752B2 (ja) | 2010-01-05 | 2012-04-18 | 日本碍子株式会社 | ハニカム構造体 |
| CN101879448B (zh) * | 2010-06-24 | 2012-05-23 | 天津大学 | 用于草酸酯加氢制乙二醇的规整结构催化剂及其制备方法 |
| US10132221B2 (en) | 2013-09-18 | 2018-11-20 | Advanced Technology Emission Solutions Inc. | Apparatus and method for gaseous emissions treatment with enhanced catalyst distribution |
| GB2520776A (en) * | 2013-12-02 | 2015-06-03 | Johnson Matthey Plc | Wall-flow filter comprising catalytic washcoat |
| JP6608598B2 (ja) * | 2015-02-26 | 2019-11-20 | Jfeスチール株式会社 | ハニカム構造体の製造方法 |
| JP6694301B2 (ja) * | 2016-03-23 | 2020-05-13 | 日本碍子株式会社 | 接合体及び接合体の製造方法 |
| JP2017186220A (ja) * | 2016-03-30 | 2017-10-12 | 日本碍子株式会社 | 遷移金属酸化物含有二酸化セリウム粒子 |
| JP6955814B2 (ja) * | 2016-05-11 | 2021-10-27 | ビーエーエスエフ コーポレーション | 誘導加熱に対して適合された磁性材料を含む触媒組成物 |
| CN107270311A (zh) * | 2017-06-09 | 2017-10-20 | 南通斐腾新材料科技有限公司 | 一种便携式催化燃烧床 |
| CN113039018B (zh) * | 2018-11-30 | 2023-07-14 | 日本碍子株式会社 | 蜂窝结构体、废气净化装置以及排气系统 |
-
2019
- 2019-04-17 JP JP2020536318A patent/JP7423532B2/ja active Active
- 2019-04-17 DE DE112019004048.0T patent/DE112019004048T5/de active Pending
- 2019-04-17 WO PCT/JP2019/016520 patent/WO2020031434A1/ja active Application Filing
- 2019-04-17 CN CN201980039861.1A patent/CN112512993A/zh active Pending
-
2020
- 2020-12-29 US US17/136,420 patent/US11614011B2/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11336534A (ja) * | 1998-05-26 | 1999-12-07 | Toyota Motor Corp | 内燃機関の誘導発熱式浄化装置 |
| JP2005207331A (ja) * | 2004-01-23 | 2005-08-04 | Hoei Kogyo Kk | 排気マフラ装置 |
| JP2005247605A (ja) * | 2004-03-02 | 2005-09-15 | Ngk Insulators Ltd | セラミック多孔質体及びその製造方法 |
| JP2006057584A (ja) * | 2004-08-23 | 2006-03-02 | Toyota Motor Corp | 排気ガス浄化用触媒 |
| JP2011224514A (ja) * | 2010-04-22 | 2011-11-10 | Ngk Insulators Ltd | 目封止ハニカム構造体の製造方法 |
| WO2016021186A1 (ja) * | 2014-08-07 | 2016-02-11 | 日本特殊陶業株式会社 | 排ガス流路部材、排ガス浄化装置、その昇温方法、及び、排ガス流路部材用の磁性体 |
Cited By (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115209994A (zh) * | 2020-03-19 | 2022-10-18 | 日本碍子株式会社 | 蜂窝结构体、尾气净化催化器及尾气净化系统 |
| JPWO2021186792A1 (ja) * | 2020-03-19 | 2021-09-23 | ||
| JP7438327B2 (ja) | 2020-03-19 | 2024-02-26 | 日本碍子株式会社 | ハニカム構造体、排気ガス浄化触媒及び排気ガス浄化システム |
| WO2021186792A1 (ja) * | 2020-03-19 | 2021-09-23 | 日本碍子株式会社 | ハニカム構造体、排気ガス浄化触媒及び排気ガス浄化システム |
| CN115551614A (zh) * | 2020-05-14 | 2022-12-30 | 日本碍子株式会社 | 蜂窝结构体及尾气净化装置 |
| JP7368614B2 (ja) | 2020-05-14 | 2023-10-24 | 日本碍子株式会社 | ハニカム構造体及び排気ガス浄化装置 |
| WO2021230118A1 (ja) * | 2020-05-14 | 2021-11-18 | 日本碍子株式会社 | ハニカム構造体及び排気ガス浄化装置 |
| JPWO2021230118A1 (ja) * | 2020-05-14 | 2021-11-18 | ||
| EP4163008A4 (en) * | 2020-06-09 | 2024-07-10 | Proterial Ltd | ADSORPTION ELEMENT AND METHOD FOR PRODUCING THE SAME |
| JPWO2022097341A1 (ja) * | 2020-11-04 | 2022-05-12 | ||
| CN116322945A (zh) * | 2020-11-04 | 2023-06-23 | 日本碍子株式会社 | 催化剂载体及感应加热催化系统 |
| WO2022097341A1 (ja) * | 2020-11-04 | 2022-05-12 | 日本碍子株式会社 | 触媒担体及び誘導加熱触媒システム |
| JP7481485B2 (ja) | 2020-11-04 | 2024-05-10 | 日本碍子株式会社 | 触媒担体及び誘導加熱触媒システム |
| US12078092B2 (en) | 2020-11-04 | 2024-09-03 | Ngk Insulators, Ltd. | Catalyst support and induction heating catalyst system |
| US12104519B2 (en) | 2020-11-04 | 2024-10-01 | Ngk Insulators, Ltd. | Catalyst support and induction heating catalyst system |
| US12116920B2 (en) | 2020-11-04 | 2024-10-15 | Ngk Insulators, Ltd. | Catalyst support and induction heating catalyst system |
| DE112021006255T5 (de) | 2020-12-02 | 2023-09-14 | Ngk Insulators, Ltd. | Wabenstruktur, abgasreinigungseinrichtung und herstellungsverfahren für eine wabenstruktur |
| WO2022118531A1 (ja) * | 2020-12-02 | 2022-06-09 | 日本碍子株式会社 | ハニカム構造体、排気ガス浄化装置及びハニカム構造体の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7423532B2 (ja) | 2024-01-29 |
| JPWO2020031434A1 (ja) | 2021-09-24 |
| US20210115825A1 (en) | 2021-04-22 |
| DE112019004048T5 (de) | 2021-05-20 |
| US11614011B2 (en) | 2023-03-28 |
| CN112512993A (zh) | 2021-03-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2020031434A1 (ja) | ハニカム構造体、排気ガス浄化装置、排気システム及びハニカム構造体の製造方法 | |
| JP7229272B2 (ja) | ハニカム構造体及び排気ガス浄化装置 | |
| JP7122393B2 (ja) | ハニカム構造体、排気ガス浄化装置及び排気システム | |
| US20210388749A1 (en) | Honeycomb structure and exhaust gas purifying device | |
| WO2020188973A1 (ja) | ハニカム構造体、排気ガス浄化装置及びハニカム構造体の製造方法 | |
| US20220362704A1 (en) | Honeycomb structure and exhaust gas purifying device | |
| US20220118391A1 (en) | Honeycomb structure and exhaust gas purifying device | |
| US20220120204A1 (en) | Honeycomb structure and exhaust gas purifying device | |
| US20220120203A1 (en) | Honeycomb structure and exhaust gas purifying device | |
| CN113557088B (zh) | 蜂窝结构体及废气净化装置 | |
| US12121886B2 (en) | Honeycomb structure and exhaust gas purifying device | |
| JP7368614B2 (ja) | ハニカム構造体及び排気ガス浄化装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19847278 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2020536318 Country of ref document: JP Kind code of ref document: A |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 19847278 Country of ref document: EP Kind code of ref document: A1 |