WO2019181220A1 - 表面被覆切削工具 - Google Patents
表面被覆切削工具 Download PDFInfo
- Publication number
- WO2019181220A1 WO2019181220A1 PCT/JP2019/003140 JP2019003140W WO2019181220A1 WO 2019181220 A1 WO2019181220 A1 WO 2019181220A1 JP 2019003140 W JP2019003140 W JP 2019003140W WO 2019181220 A1 WO2019181220 A1 WO 2019181220A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- face
- flank
- nitride layer
- rake face
- coating
- Prior art date
Links
Images













Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/148—Composition of the cutting inserts
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/0021—Reactive sputtering or evaporation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B51/00—Tools for drilling machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/16—Milling-cutters characterised by physical features other than shape
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/06—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the coating material
- C23C14/0641—Nitrides
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/06—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the coating material
- C23C14/0664—Carbonitrides
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/24—Vacuum evaporation
- C23C14/32—Vacuum evaporation by explosion; by evaporation and subsequent ionisation of the vapours, e.g. ion-plating
- C23C14/325—Electric arc evaporation
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/04—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings of inorganic non-metallic material
- C23C28/042—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings of inorganic non-metallic material including a refractory ceramic layer, e.g. refractory metal oxides, ZrO2, rare earth oxides
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/04—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings of inorganic non-metallic material
- C23C28/044—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings of inorganic non-metallic material coatings specially adapted for cutting tools or wear applications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C30/00—Coating with metallic material characterised only by the composition of the metallic material, i.e. not characterised by the coating process
- C23C30/005—Coating with metallic material characterised only by the composition of the metallic material, i.e. not characterised by the coating process on hard metal substrates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2224/00—Materials of tools or workpieces composed of a compound including a metal
- B23B2224/32—Titanium carbide nitride (TiCN)
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2228/00—Properties of materials of tools or workpieces, materials of tools or workpieces applied in a specific manner
- B23B2228/10—Coatings
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Ceramic Engineering (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
- Chemical Vapour Deposition (AREA)
- Physical Vapour Deposition (AREA)
Abstract
すくい面と、逃げ面とを含む基材と、上記すくい面を被覆する第一被膜と、上記逃げ面を被覆する第二被膜と、を備える表面被覆切削工具であって、上記第一被膜は、上記すくい面における領域d1において、第一複合窒化物層を含み、上記第二被膜は、上記逃げ面における領域d2において、第二複合窒化物層を含み、上記第一複合窒化物層は、Ti1-x1-y1Alx1Tay1Cα1Nβ1を含み、上記第二複合窒化物層は、Ti1-x2-y2Alx2Tay2Cα2Nβ2を含み、上記すくい面と上記逃げ面とが刃先面を介して繋がっている場合は、上記領域d1は、上記すくい面を延長した面と上記逃げ面を延長した面とが交差してなる仮想稜線から上記すくい面上で200μm離れた仮想線D1と、上記すくい面と上記刃先面との境界線と、で挟まれた領域であり、かつ、上記領域d2は、上記仮想稜線から上記逃げ面上で200μm離れた仮想線D2と、上記逃げ面と上記刃先面との境界線と、で挟まれた領域であり、上記すくい面と上記逃げ面とが稜線を介して繋がっている場合は、上記領域d1は、上記稜線から上記すくい面上で200μm離れた仮想線D1と、上記稜線と、で挟まれた領域であり、かつ、上記領域d2は、上記稜線から上記逃げ面上で200μm離れた仮想線D2と、上記稜線と、で挟まれた領域である、表面被覆切削工具。
Description
本開示は、表面被覆切削工具に関する。本出願は、2018年3月19日に出願した日本特許出願である特願2018-050918号に基づく優先権を主張する。当該日本特許出願に記載された全ての記載内容は、参照によって本明細書に援用される。
従来より、切削工具の長寿命化を目的として、種々の検討がなされている。たとえば、特開2007-030131号公報(特許文献1)、国際公開第2012/043459号(特許文献2)及び特開2009-066673号公報(特許文献3)には、基材と、基材の表面に形成されている被膜とを備える切削工具が開示されている。
本開示に係る表面被覆切削工具は、
すくい面と、逃げ面とを含む基材と、
上記すくい面を被覆する第一被膜と、
上記逃げ面を被覆する第二被膜と、
を備える表面被覆切削工具であって、
上記第一被膜は、上記すくい面における領域d1において、第一複合窒化物層を含み、
上記第二被膜は、上記逃げ面における領域d2において、第二複合窒化物層を含み、
上記第一複合窒化物層は、Ti1-x1-y1Alx1Tay1Cα1Nβ1(ただし、x1、y1、α1及びβ1はそれぞれ原子比を示し、x1は0.4≦x1≦0.6であり、y1は0.01≦y1≦0.05であり、α1は0≦α1≦0.4であり、α1+β1は0.8≦α1+β1≦1.2である)を含み、
上記第二複合窒化物層は、Ti1-x2-y2Alx2Tay2Cα2Nβ2(ただし、x2、y2、α2及びβ2はそれぞれ原子比を示し、x2は0.45≦x2≦0.65であり、y2は0.05<y2≦0.1であり、α2は0≦α2≦0.4であり、α2+β2は0.8≦α2+β2≦1.2である)を含み、
上記すくい面と上記逃げ面とが刃先面を介して繋がっている場合は、上記領域d1は、上記すくい面を延長した面と上記逃げ面を延長した面とが交差してなる仮想稜線から上記すくい面上で200μm離れた仮想線D1と、上記すくい面と上記刃先面との境界線と、で挟まれた領域であり、かつ、上記領域d2は、上記仮想稜線から上記逃げ面上で200μm離れた仮想線D2と、上記逃げ面と上記刃先面との境界線と、で挟まれた領域であり、
上記すくい面と上記逃げ面とが稜線を介して繋がっている場合は、上記領域d1は、上記稜線から上記すくい面上で200μm離れた仮想線D1と、上記稜線と、で挟まれた領域であり、かつ、上記領域d2は、上記稜線から上記逃げ面上で200μm離れた仮想線D2と、上記稜線と、で挟まれた領域である。
すくい面と、逃げ面とを含む基材と、
上記すくい面を被覆する第一被膜と、
上記逃げ面を被覆する第二被膜と、
を備える表面被覆切削工具であって、
上記第一被膜は、上記すくい面における領域d1において、第一複合窒化物層を含み、
上記第二被膜は、上記逃げ面における領域d2において、第二複合窒化物層を含み、
上記第一複合窒化物層は、Ti1-x1-y1Alx1Tay1Cα1Nβ1(ただし、x1、y1、α1及びβ1はそれぞれ原子比を示し、x1は0.4≦x1≦0.6であり、y1は0.01≦y1≦0.05であり、α1は0≦α1≦0.4であり、α1+β1は0.8≦α1+β1≦1.2である)を含み、
上記第二複合窒化物層は、Ti1-x2-y2Alx2Tay2Cα2Nβ2(ただし、x2、y2、α2及びβ2はそれぞれ原子比を示し、x2は0.45≦x2≦0.65であり、y2は0.05<y2≦0.1であり、α2は0≦α2≦0.4であり、α2+β2は0.8≦α2+β2≦1.2である)を含み、
上記すくい面と上記逃げ面とが刃先面を介して繋がっている場合は、上記領域d1は、上記すくい面を延長した面と上記逃げ面を延長した面とが交差してなる仮想稜線から上記すくい面上で200μm離れた仮想線D1と、上記すくい面と上記刃先面との境界線と、で挟まれた領域であり、かつ、上記領域d2は、上記仮想稜線から上記逃げ面上で200μm離れた仮想線D2と、上記逃げ面と上記刃先面との境界線と、で挟まれた領域であり、
上記すくい面と上記逃げ面とが稜線を介して繋がっている場合は、上記領域d1は、上記稜線から上記すくい面上で200μm離れた仮想線D1と、上記稜線と、で挟まれた領域であり、かつ、上記領域d2は、上記稜線から上記逃げ面上で200μm離れた仮想線D2と、上記稜線と、で挟まれた領域である。
[本開示が解決しようとする課題]
特許文献1では、基材の表面に硬質な被膜を設けることによって、切削工具の性能(例えば、耐欠損性、耐摩耗性等)を向上させている。しかしながら、切削工具におけるすくい面及び逃げ面は、それぞれ異なる性能が求められているにも関わらず、特許文献1に記載の切削工具ではすくい面及び逃げ面共に同質の被膜が設けられている。そのため、上記被膜を設けることによって、例えばすくい面の性能は向上したとしても、逃げ面の性能が不充分である等の場合が生じている。
特許文献1では、基材の表面に硬質な被膜を設けることによって、切削工具の性能(例えば、耐欠損性、耐摩耗性等)を向上させている。しかしながら、切削工具におけるすくい面及び逃げ面は、それぞれ異なる性能が求められているにも関わらず、特許文献1に記載の切削工具ではすくい面及び逃げ面共に同質の被膜が設けられている。そのため、上記被膜を設けることによって、例えばすくい面の性能は向上したとしても、逃げ面の性能が不充分である等の場合が生じている。
一方、特許文献2及び特許文献3では、切削工具のすくい面と逃げ面とで、それぞれ組成が異なる被膜を設けることで、すくい面及び逃げ面それぞれにおいて求められている性能を向上させている。しかしながら、切削工具全体の性能としては、更なる改善の余地が残されている。
このような状況下、表面に被膜が設けられた切削工具の更なる改良が求められている。
本開示は、上記事情に鑑みてなされたものであり、優れた耐欠損性を有し、且つ優れた耐摩耗性を有する表面被覆切削工具を提供することを目的とする。
[本開示の効果]
上記によれば、優れた耐欠損性を有し、且つ優れた耐摩耗性を有する表面被覆切削工具を提供することが可能になる。
上記によれば、優れた耐欠損性を有し、且つ優れた耐摩耗性を有する表面被覆切削工具を提供することが可能になる。
[本開示の実施形態の説明]
最初に本開示の一態様の内容を列記して説明する。
[1]本開示の一態様に係る表面被覆切削工具は、
すくい面と、逃げ面とを含む基材と、
上記すくい面を被覆する第一被膜と、
上記逃げ面を被覆する第二被膜と、
を備える表面被覆切削工具であって、
上記第一被膜は、上記すくい面における領域d1において、第一複合窒化物層を含み、
上記第二被膜は、上記逃げ面における領域d2において、第二複合窒化物層を含み、
上記第一複合窒化物層は、Ti1-x1-y1Alx1Tay1Cα1Nβ1(ただし、x1、y1、α1及びβ1はそれぞれ原子比を示し、x1は0.4≦x1≦0.6であり、y1は0.01≦y1≦0.05であり、α1は0≦α1≦0.4であり、α1+β1は0.8≦α1+β1≦1.2である)を含み、
上記第二複合窒化物層は、Ti1-x2-y2Alx2Tay2Cα2Nβ2(ただし、x2、y2、α2及びβ2はそれぞれ原子比を示し、x2は0.45≦x2≦0.65であり、y2は0.05<y2≦0.1であり、α2は0≦α2≦0.4であり、α2+β2は0.8≦α2+β2≦1.2である)を含み、
上記すくい面と上記逃げ面とが刃先面を介して繋がっている場合は、上記領域d1は、上記すくい面を延長した面と上記逃げ面を延長した面とが交差してなる仮想稜線から上記すくい面上で200μm離れた仮想線D1と、上記すくい面と上記刃先面との境界線と、で挟まれた領域であり、かつ、上記領域d2は、上記仮想稜線から上記逃げ面上で200μm離れた仮想線D2と、上記逃げ面と上記刃先面との境界線と、で挟まれた領域であり、
上記すくい面と上記逃げ面とが稜線を介して繋がっている場合は、上記領域d1は、上記稜線から上記すくい面上で200μm離れた仮想線D1と、上記稜線と、で挟まれた領域であり、かつ、上記領域d2は、上記稜線から上記逃げ面上で200μm離れた仮想線D2と、上記稜線と、で挟まれた領域である。
最初に本開示の一態様の内容を列記して説明する。
[1]本開示の一態様に係る表面被覆切削工具は、
すくい面と、逃げ面とを含む基材と、
上記すくい面を被覆する第一被膜と、
上記逃げ面を被覆する第二被膜と、
を備える表面被覆切削工具であって、
上記第一被膜は、上記すくい面における領域d1において、第一複合窒化物層を含み、
上記第二被膜は、上記逃げ面における領域d2において、第二複合窒化物層を含み、
上記第一複合窒化物層は、Ti1-x1-y1Alx1Tay1Cα1Nβ1(ただし、x1、y1、α1及びβ1はそれぞれ原子比を示し、x1は0.4≦x1≦0.6であり、y1は0.01≦y1≦0.05であり、α1は0≦α1≦0.4であり、α1+β1は0.8≦α1+β1≦1.2である)を含み、
上記第二複合窒化物層は、Ti1-x2-y2Alx2Tay2Cα2Nβ2(ただし、x2、y2、α2及びβ2はそれぞれ原子比を示し、x2は0.45≦x2≦0.65であり、y2は0.05<y2≦0.1であり、α2は0≦α2≦0.4であり、α2+β2は0.8≦α2+β2≦1.2である)を含み、
上記すくい面と上記逃げ面とが刃先面を介して繋がっている場合は、上記領域d1は、上記すくい面を延長した面と上記逃げ面を延長した面とが交差してなる仮想稜線から上記すくい面上で200μm離れた仮想線D1と、上記すくい面と上記刃先面との境界線と、で挟まれた領域であり、かつ、上記領域d2は、上記仮想稜線から上記逃げ面上で200μm離れた仮想線D2と、上記逃げ面と上記刃先面との境界線と、で挟まれた領域であり、
上記すくい面と上記逃げ面とが稜線を介して繋がっている場合は、上記領域d1は、上記稜線から上記すくい面上で200μm離れた仮想線D1と、上記稜線と、で挟まれた領域であり、かつ、上記領域d2は、上記稜線から上記逃げ面上で200μm離れた仮想線D2と、上記稜線と、で挟まれた領域である。
上記表面被覆切削工具は、上述のような構成を備えることによって、硬度及び靱性に優れたすくい面と、硬度に優れた逃げ面とを同時に有することが可能になる。その結果、上記表面被覆切削工具は、優れた耐欠損性を有し、且つ優れた耐摩耗性を有する。
[2]上記y1は0.03≦y1≦0.05である。このように規定することで耐欠損性及び耐摩耗性が更に優れる表面被覆切削工具となる。
[3]上記y2は0.08≦y2≦0.1である。このように規定することで耐摩耗性が更に優れる表面被覆切削工具となる。
[4]上記x1は0.4≦x1≦0.5である。このように規定することで耐欠損性及び耐摩耗性が更に優れる表面被覆切削工具となる。
[5]上記x2は0.55≦x2≦0.65である。このように規定することで耐摩耗性が更に優れる表面被覆切削工具となる。
[6]上記第一被膜及び上記第二被膜のそれぞれは、その厚さが1μm以上10μm以下である。このように規定することで耐欠損性及び耐摩耗性が更に優れる表面被覆切削工具となる。
[7]上記基材は、超硬合金、サーメット、高速度鋼、セラミックス、cBN焼結体及びダイヤモンド焼結体からなる群より選ばれる少なくとも1種を含む。このように規定することで高温における硬度と強度とに優れる表面被覆切削工具となる。
[本開示の実施形態の詳細]
以下、本開示の一実施形態(以下「本実施形態」と記す。)について説明する。ただし、本実施形態はこれに限定されるものではない。なお以下の実施形態の説明に用いられる図面において、同一の参照符号は、同一部分または相当部分を表わす。本明細書において「A~B」という形式の表記は、範囲の上限下限(すなわちA以上B以下)を意味し、Aにおいて単位の記載がなく、Bにおいてのみ単位が記載されている場合、Aの単位とBの単位とは同じである。さらに、本明細書において、たとえば「TiC」等のように、構成元素の比が限定されていない化学式によって化合物が表された場合には、その化学式は従来公知のあらゆる組成(元素比)を含むものとする。このとき化学式は、化学量論組成のみならず、非化学量論組成も含むものとする。たとえば「TiC」の化学式には、化学量論組成「Ti1C1」のみならず、たとえば「Ti1C0.8」のような非化学量論組成も含まれる。このことは、「TiC」以外の化合物の記載についても同様である。
以下、本開示の一実施形態(以下「本実施形態」と記す。)について説明する。ただし、本実施形態はこれに限定されるものではない。なお以下の実施形態の説明に用いられる図面において、同一の参照符号は、同一部分または相当部分を表わす。本明細書において「A~B」という形式の表記は、範囲の上限下限(すなわちA以上B以下)を意味し、Aにおいて単位の記載がなく、Bにおいてのみ単位が記載されている場合、Aの単位とBの単位とは同じである。さらに、本明細書において、たとえば「TiC」等のように、構成元素の比が限定されていない化学式によって化合物が表された場合には、その化学式は従来公知のあらゆる組成(元素比)を含むものとする。このとき化学式は、化学量論組成のみならず、非化学量論組成も含むものとする。たとえば「TiC」の化学式には、化学量論組成「Ti1C1」のみならず、たとえば「Ti1C0.8」のような非化学量論組成も含まれる。このことは、「TiC」以外の化合物の記載についても同様である。
≪表面被覆切削工具≫
本実施形態に係る表面被覆切削工具は、
すくい面と、逃げ面とを含む基材と、
上記すくい面を被覆する第一被膜と、
上記逃げ面を被覆する第二被膜と、
を備える表面被覆切削工具であって、
上記第一被膜は、上記すくい面における領域d1において、第一複合窒化物層を含み、
上記第二被膜は、上記逃げ面における領域d2において、第二複合窒化物層を含み、
上記第一複合窒化物層は、Ti1-x1-y1Alx1Tay1Cα1Nβ1(ただし、x1、y1、α1及びβ1はそれぞれ原子比を示し、x1は0.4≦x1≦0.6であり、y1は0.01≦y1≦0.05であり、α1は0≦α1≦0.4であり、α1+β1は0.8≦α1+β1≦1.2である)を含み、
上記第二複合窒化物層は、Ti1-x2-y2Alx2Tay2Cα2Nβ2(ただし、x2、y2、α2及びβ2はそれぞれ原子比を示し、x2は0.45≦x2≦0.65であり、y2は0.05<y2≦0.1であり、α2は0≦α2≦0.4であり、α2+β2は0.8≦α2+β2≦1.2である)を含み、
上記すくい面と上記逃げ面とが刃先面を介して繋がっている場合は、上記領域d1は、上記すくい面を延長した面と上記逃げ面を延長した面とが交差してなる仮想稜線から上記すくい面上で200μm離れた仮想線D1と、上記すくい面と上記刃先面との境界線と、で挟まれた領域であり、かつ、上記領域d2は、上記仮想稜線から上記逃げ面上で200μm離れた仮想線D2と、上記逃げ面と上記刃先面との境界線と、で挟まれた領域であり、
上記すくい面と上記逃げ面とが稜線を介して繋がっている場合は、上記領域d1は、上記稜線から上記すくい面上で200μm離れた仮想線D1と、上記稜線と、で挟まれた領域であり、かつ、上記領域d2は、上記稜線から上記逃げ面上で200μm離れた仮想線D2と、上記稜線と、で挟まれた領域である。ここで、α1≠0のとき、上記第一複合窒化物層は、複合炭窒化物を含む第一複合炭窒化物層として把握できる。また、α2≠0のとき、上記第二複合窒化物層は、複合炭窒化物を含む第二複合炭窒化物層として把握できる。
本実施形態に係る表面被覆切削工具は、
すくい面と、逃げ面とを含む基材と、
上記すくい面を被覆する第一被膜と、
上記逃げ面を被覆する第二被膜と、
を備える表面被覆切削工具であって、
上記第一被膜は、上記すくい面における領域d1において、第一複合窒化物層を含み、
上記第二被膜は、上記逃げ面における領域d2において、第二複合窒化物層を含み、
上記第一複合窒化物層は、Ti1-x1-y1Alx1Tay1Cα1Nβ1(ただし、x1、y1、α1及びβ1はそれぞれ原子比を示し、x1は0.4≦x1≦0.6であり、y1は0.01≦y1≦0.05であり、α1は0≦α1≦0.4であり、α1+β1は0.8≦α1+β1≦1.2である)を含み、
上記第二複合窒化物層は、Ti1-x2-y2Alx2Tay2Cα2Nβ2(ただし、x2、y2、α2及びβ2はそれぞれ原子比を示し、x2は0.45≦x2≦0.65であり、y2は0.05<y2≦0.1であり、α2は0≦α2≦0.4であり、α2+β2は0.8≦α2+β2≦1.2である)を含み、
上記すくい面と上記逃げ面とが刃先面を介して繋がっている場合は、上記領域d1は、上記すくい面を延長した面と上記逃げ面を延長した面とが交差してなる仮想稜線から上記すくい面上で200μm離れた仮想線D1と、上記すくい面と上記刃先面との境界線と、で挟まれた領域であり、かつ、上記領域d2は、上記仮想稜線から上記逃げ面上で200μm離れた仮想線D2と、上記逃げ面と上記刃先面との境界線と、で挟まれた領域であり、
上記すくい面と上記逃げ面とが稜線を介して繋がっている場合は、上記領域d1は、上記稜線から上記すくい面上で200μm離れた仮想線D1と、上記稜線と、で挟まれた領域であり、かつ、上記領域d2は、上記稜線から上記逃げ面上で200μm離れた仮想線D2と、上記稜線と、で挟まれた領域である。ここで、α1≠0のとき、上記第一複合窒化物層は、複合炭窒化物を含む第一複合炭窒化物層として把握できる。また、α2≠0のとき、上記第二複合窒化物層は、複合炭窒化物を含む第二複合炭窒化物層として把握できる。
本実施形態の表面被覆切削工具(以下、単に「切削工具」という場合がある。)は、基材と、上記基材を被覆する被膜(第一被膜及び第二被膜)とを備える。上記切削工具は、例えば、ドリル、エンドミル(例えば、ボールエンドミル)、ドリル用刃先交換型切削チップ、エンドミル用刃先交換型切削チップ、フライス加工用刃先交換型切削チップ、旋削加工用刃先交換型切削チップ、メタルソー、歯切工具、リーマ、タップ等であり得る。
<基材>
本実施形態の基材は、この種の基材として従来公知のものであればいずれのものも使用することができる。例えば、上記基材は、超硬合金(例えば、炭化タングステン(WC)基超硬合金、WCの他にCoを含む超硬合金、WCの他にCr、Ti、Ta、Nb等の炭窒化物を添加した超硬合金等)、サーメット(TiC、TiN、TiCN等を主成分とするもの)、高速度鋼、セラミックス(炭化チタン、炭化珪素、窒化珪素、窒化アルミニウム、酸化アルミニウム等)、立方晶型窒化硼素焼結体(cBN焼結体)及びダイヤモンド焼結体からなる群より選ばれる少なくとも1種を含むことが好ましく、超硬合金、サーメット及びcBN焼結体からなる群より選ばれる少なくとも1種を含むことがより好ましい。
本実施形態の基材は、この種の基材として従来公知のものであればいずれのものも使用することができる。例えば、上記基材は、超硬合金(例えば、炭化タングステン(WC)基超硬合金、WCの他にCoを含む超硬合金、WCの他にCr、Ti、Ta、Nb等の炭窒化物を添加した超硬合金等)、サーメット(TiC、TiN、TiCN等を主成分とするもの)、高速度鋼、セラミックス(炭化チタン、炭化珪素、窒化珪素、窒化アルミニウム、酸化アルミニウム等)、立方晶型窒化硼素焼結体(cBN焼結体)及びダイヤモンド焼結体からなる群より選ばれる少なくとも1種を含むことが好ましく、超硬合金、サーメット及びcBN焼結体からなる群より選ばれる少なくとも1種を含むことがより好ましい。
これらの各種基材の中でも、特にWC基超硬合金又はサーメット(特にTiCN基サーメット)を選択することが好ましい。これは、これらの基材が特に高温における硬度と強度とのバランスに優れ、上記用途の表面被覆切削工具の基材として優れた特性を有するためである。
基材として超硬合金を使用する場合、そのような超硬合金は、組織中に遊離炭素又はη相と呼ばれる異常相を含んでいても本実施形態の効果は示される。なお、本実施形態で用いる基材は、その表面が改質されたものであっても差し支えない。たとえば、超硬合金の場合はその表面に脱β層が形成されていたり、サーメットの場合には表面硬化層が形成されていてもよく、このように表面が改質されていても本実施形態の効果は示される。
また基材は、すくい面と、逃げ面とを有する。「すくい面」とは、被削材から削り取った切りくずをすくい出す面を意味する。「逃げ面」とは、その一部が被削材と接する面を意味する。基材は、その形状により「すくい面と逃げ面とが刃先面を介して繋がっている場合」または「すくい面と逃げ面とが稜線を介して繋がっている場合」の二つに分類される。以下、刃先交換型切削チップ(図1~6)及び回転工具(図7、8A及び8B)を具体例として用いて説明する。
(刃先交換型切削チップ)
図1は切削工具の一態様を例示する斜視図であり、図2は図1のX-X線に関する矢視断面図である。このような形状の切削工具は、旋削加工用刃先交換型切削チップ等の刃先交換型切削チップとして用いられる。
図1は切削工具の一態様を例示する斜視図であり、図2は図1のX-X線に関する矢視断面図である。このような形状の切削工具は、旋削加工用刃先交換型切削チップ等の刃先交換型切削チップとして用いられる。
図1及び図2に示される切削工具10は、上面、下面及び4つの側面を含む表面を有しており、全体として、上下方向にやや薄い四角柱形状である。また、切削工具10には上下面を貫通する貫通孔が形成されており、4つの側面の境界部分においては、隣り合う側面同士が円弧面で繋がれている。
上記切削工具10では、上面及び下面がすくい面1aを成し、4つの側面(及びこれらを相互に繋ぐ円弧面)が逃げ面1bを成し、すくい面1aと逃げ面1bとを繋ぐ円弧面が刃先面1cを成す。
図3は、図2の部分拡大図である。図3においては、仮想平面A、仮想境界線AA、仮想平面B、仮想境界線BBおよび仮想稜線AB’が示されている。
仮想平面Aはすくい面1aを延長した面に相当する。境界線AAはすくい面1aと刃先面1cとの境界線である。仮想平面Bは逃げ面1bを延長した面に相当する。境界線BBは逃げ面1bと刃先面1cとの境界線である。仮想稜線AB’はすくい面1aを延長した面(仮想平面A)と逃げ面1bを延長した面(仮想平面B)との交差線である。すなわち、仮想平面Aと仮想平面Bとが交差して仮想稜線AB’を成す。
図3に示す場合は、刃先面1cは円弧面(ホーニング)であり、すくい面1aと逃げ面1bとが刃先面1cを介して繋がっている。すくい面1aおよび逃げ面1bにおいて刃先面1cに隣接する部分、ならびに刃先面1cが切削工具10の刃先部を成す。
なお図3において、仮想平面Aおよび仮想平面Bは線状に示され、境界線AA、境界線BBおよび仮想稜線AB’は点状に示される。
仮想平面Aはすくい面1aを延長した面に相当する。境界線AAはすくい面1aと刃先面1cとの境界線である。仮想平面Bは逃げ面1bを延長した面に相当する。境界線BBは逃げ面1bと刃先面1cとの境界線である。仮想稜線AB’はすくい面1aを延長した面(仮想平面A)と逃げ面1bを延長した面(仮想平面B)との交差線である。すなわち、仮想平面Aと仮想平面Bとが交差して仮想稜線AB’を成す。
図3に示す場合は、刃先面1cは円弧面(ホーニング)であり、すくい面1aと逃げ面1bとが刃先面1cを介して繋がっている。すくい面1aおよび逃げ面1bにおいて刃先面1cに隣接する部分、ならびに刃先面1cが切削工具10の刃先部を成す。
なお図3において、仮想平面Aおよび仮想平面Bは線状に示され、境界線AA、境界線BBおよび仮想稜線AB’は点状に示される。
図1~図3においては、刃先面1cが円弧面(ホーニング)である場合について示したが、刃先面1cの形状はこれに限られない。たとえば、図4に示されるように、平面の形状(ネガランド)を有している場合もある。また、図5に示されるように、平面と円弧面とが混在する形状(ホーニングとネガランドとを組み合わせた形状)を有している場合もある。
図3に示す場合と同様に、図4および図5に示す場合においてもすくい面1aと逃げ面1bとが刃先面1cを介して繋がっており、仮想平面A、境界線AA、仮想平面B、境界線BBおよび仮想稜線AB’が設定される。
すなわち、図3から図5に示す場合は、いずれも「すくい面と逃げ面とが刃先面を介して繋がっている場合」に含まれる。
図3に示す場合と同様に、図4および図5に示す場合においてもすくい面1aと逃げ面1bとが刃先面1cを介して繋がっており、仮想平面A、境界線AA、仮想平面B、境界線BBおよび仮想稜線AB’が設定される。
すなわち、図3から図5に示す場合は、いずれも「すくい面と逃げ面とが刃先面を介して繋がっている場合」に含まれる。
上記のように基材1が図3~図5に示されるような形状を有する場合、刃先面1cは、その形状のみから決定することができる。この場合の刃先面1cは、仮想平面A及び仮想平面Bのいずれにも含まれず、すくい面1a及び逃げ面1bとの目視による区別が可能だからである。
刃先面1cは、一般的に、基材1の表面であって、交差する面の稜に対して機械加工処理が施されることによって形成される面を含んでもよい。換言すれば、基材1は、焼結体等からなる基材前駆体の表面の少なくとも一部に対して機械加工処理が施されてなるものであり、刃先面1cは、機械加工処理による面取りを経て形成された面を含んでもよい。
一方、基材1が図6に示されるようなシャープエッジ形状を有する場合は「すくい面と逃げ面とが稜線を介して繋がっている場合」に含まれる。
図6に示す場合、図3から図5に示す刃先面1cは存在せず、すくい面1aと逃げ面1bとが隣接している。また、すくい面1aと逃げ面1bとの境界線が稜線ABを成し、稜線ABならびにすくい面1aおよび逃げ面1bにおいて稜線ABに隣接する部分が切削工具10の刃先部を成す。
図6に示す場合、図3から図5に示す刃先面1cは存在せず、すくい面1aと逃げ面1bとが隣接している。また、すくい面1aと逃げ面1bとの境界線が稜線ABを成し、稜線ABならびにすくい面1aおよび逃げ面1bにおいて稜線ABに隣接する部分が切削工具10の刃先部を成す。
(回転工具)
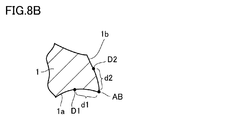
図7は、切削工具の他の一態様である回転工具を例示する概略平面図である。図8Aは、図7に示すY-Y線に関する矢視断面図であり、図8Bは、図8Aの部分拡大図である。本実施形態ではこのような回転工具として4枚刃のエンドミルが例示される。このような回転工具の他の態様としては、例えば、ドリルが挙げられる。
図7は、切削工具の他の一態様である回転工具を例示する概略平面図である。図8Aは、図7に示すY-Y線に関する矢視断面図であり、図8Bは、図8Aの部分拡大図である。本実施形態ではこのような回転工具として4枚刃のエンドミルが例示される。このような回転工具の他の態様としては、例えば、ドリルが挙げられる。
切削工具10である回転工具は、回転工具の本体となる基材1と、基材1の表面を被覆する被膜(第一被膜及び第二被膜、不図示)とを備える(図7及び図8A)。回転工具を構成する基材1の表面全体が被膜によって被覆されていてもよく、基材1の一部が被覆されていてもよい。たとえば、シャンク3を構成する基材1の表面は被覆されずに切削部2を構成する基材1の表面のみが被膜によって被覆されていてもよい。
基材1は、回転工具の形状の本体となるものである。基材1は、切削部2と、シャンク3とを備える。切削部2は、外周部1b(逃げ面1bに対応)と、溝部1a(すくい面1aに対応)と、底刃部4とを備える(図7)。上記外周部1bと上記溝部1aとは、稜線ABを介して繋がっている(図8B)。外周部1b及び底刃部4は、被削材を切り出すための部位であり、溝部1aは、切削により生じた切り屑を外に流し出すための部位である。特に、外周部1bは、被削材に対する逃げ角のない部分を含む。
以上、基材1の形状及び各部の名称を図1~7、8A及び8Bを用いて説明したが、本実施形態に係る表面被覆切削工具において、上記基材に対応する形状及び各部の名称については、上記と同様の用語を用いることとする。すなわち、上記表面被覆切削工具は、すくい面と、逃げ面とを有する。例えば、上記基材におけるすくい面に上記第一被膜が被覆されている状態であっても、「上記表面被覆切削工具はすくい面を有する」と把握できる。また、上記基材における逃げ面に上記第二被膜が被覆されている状態であっても、「上記表面被覆切削工具は逃げ面を有する」と把握できる。
<第一被膜>
本実施形態において、第一被膜11aは上記すくい面1aを被覆する(図12A)。より詳細には、「第一被膜」は、上記基材における上記すくい面の少なくとも一部を被覆する。上記第一被膜は、上記すくい面の全面を被覆することが好ましい。しかしながら、上記すくい面の一部が上記第一被膜で被覆されていなかったり被膜の構成が部分的に異なっていたりしていたとしても本実施形態の範囲を逸脱するものではない。
本実施形態において、第一被膜11aは上記すくい面1aを被覆する(図12A)。より詳細には、「第一被膜」は、上記基材における上記すくい面の少なくとも一部を被覆する。上記第一被膜は、上記すくい面の全面を被覆することが好ましい。しかしながら、上記すくい面の一部が上記第一被膜で被覆されていなかったり被膜の構成が部分的に異なっていたりしていたとしても本実施形態の範囲を逸脱するものではない。
上記第一被膜は、上記すくい面1aにおける領域d1において、第一複合窒化物層を含む。本実施形態の一側面において、上記第一被膜は、上記領域d1において第一複合窒化物層からなっていてもよい。本実施形態の他の側面において、上記第一被膜は、上記領域d1において第一複合窒化物層及び1又は複数の他の層からなっていてもよい。「他の層」については後述する。
ここで図3から図5に示すような「すくい面1aと逃げ面1bとが刃先面1cを介して繋がっている場合」には、領域d1は「仮想稜線AB’からすくい面1a上で200μm離れた仮想線D1と、すくい面1aと刃先面1cとの境界線AAと、で挟まれた領域」である。
一方、図6に示すような「すくい面1aと逃げ面1bとが稜線ABを介して繋がっている場合」には、領域d1は「稜線ABからすくい面1a上で200μm離れた仮想線D1と、稜線ABと、で挟まれた領域」である。
ここで本実施形態における上記第一被膜は、上記領域d1に加えて、上記すくい面における領域であって上記領域d1以外の領域において、上記第一複合窒化物層を含んでいてもよい。例えば、上記第一被膜は、上記すくい面全体において上記第一複合窒化物層を含んでいてもよい。本実施形態の一側面において、上記第一被膜は上記領域d1以外の領域において、1又は複数の他の層を含んでいてもよい。「第一複合窒化物層」については後述する。
ここで図3から図5に示すような「すくい面1aと逃げ面1bとが刃先面1cを介して繋がっている場合」には、領域d1は「仮想稜線AB’からすくい面1a上で200μm離れた仮想線D1と、すくい面1aと刃先面1cとの境界線AAと、で挟まれた領域」である。
一方、図6に示すような「すくい面1aと逃げ面1bとが稜線ABを介して繋がっている場合」には、領域d1は「稜線ABからすくい面1a上で200μm離れた仮想線D1と、稜線ABと、で挟まれた領域」である。
ここで本実施形態における上記第一被膜は、上記領域d1に加えて、上記すくい面における領域であって上記領域d1以外の領域において、上記第一複合窒化物層を含んでいてもよい。例えば、上記第一被膜は、上記すくい面全体において上記第一複合窒化物層を含んでいてもよい。本実施形態の一側面において、上記第一被膜は上記領域d1以外の領域において、1又は複数の他の層を含んでいてもよい。「第一複合窒化物層」については後述する。
上記第一被膜は、その厚さが1μm以上10μm以下であることが好ましく、1μm以上6μm以下であることがより好ましい。上記第一被膜の厚さは、例えば、走査型電子顕微鏡(SEM)を用いた方法で求めることが可能である。より具体的には、まず基材の表面の法線方向に平行な断面サンプルの第一被膜における任意の3点を測定する。次に、測定された3点の厚さの平均値をとることで上記第一被膜の厚さを求める。後述する第一複合窒化物層、第二被膜及び第二複合窒化物層の厚さについても同様である。走査型電子顕微鏡としては、例えば、日本電子株式会社製のJSM-IT300(商品名)等が挙げられる。
(第一複合窒化物層)
上記第一複合窒化物層は、Ti1-x1-y1Alx1Tay1Cα1Nβ1を含む。ここで、x1、y1、α1及びβ1はそれぞれ原子比を示し、x1は0.4≦x1≦0.6であり、y1は0.01≦y1≦0.05であり、α1は0≦α1≦0.4であり、α1+β1は0.8≦α1+β1≦1.2である。上記第一複合窒化物層は、本実施形態に係る表面被覆切削工具が奏する効果を損なわない範囲において、不可避不純物が含まれていてもよい。上記不可避不純物の含有割合は、第一複合窒化物層の全質量に対して0質量%以上1質量%以下であることが好ましい。
上記第一複合窒化物層は、Ti1-x1-y1Alx1Tay1Cα1Nβ1を含む。ここで、x1、y1、α1及びβ1はそれぞれ原子比を示し、x1は0.4≦x1≦0.6であり、y1は0.01≦y1≦0.05であり、α1は0≦α1≦0.4であり、α1+β1は0.8≦α1+β1≦1.2である。上記第一複合窒化物層は、本実施形態に係る表面被覆切削工具が奏する効果を損なわない範囲において、不可避不純物が含まれていてもよい。上記不可避不純物の含有割合は、第一複合窒化物層の全質量に対して0質量%以上1質量%以下であることが好ましい。
上記第一複合窒化物層の組成は、例えば以下の条件で行うエネルギー分散型X線分析(EDX分析)を行うことによって求めることが可能である。具体的には、まず、基材1(すなわち、切削工具10)が図6に示されるようなシャープエッジ形状を有する刃先交換型切削チップである場合、稜線ABと、上記稜線ABから200μm離れた仮想線D1とに挟まれた領域d1における任意の3点(例えば、図9)について、EDX測定を行い、Al、Ti及びTaそれぞれの原子%の平均値を求める。次に、求められた原子%の平均値に基づいて、Al、Ti及びTaそれぞれの組成比を求める。例えば、Alの組成比を求める場合、下記式(1)によって求めることができる。式(1)中、MAl、MTi及びMTaは、それぞれAl、Ti及びTaの原子%の平均値を示す。他の金属元素Ti及びTaも同様の方法で組成比を求めることができる。
Alの組成比=MAl/(MAl+MTi+MTa) 式(1)
また、上記第一複合窒化物層における非金属元素N及びCの組成比も上述の方法によって求めることが可能である。
上記EDX装置としては、例えば、日本電子株式会社製のJED-2300 Analysis Station Plus(商品名)が挙げられる。
Alの組成比=MAl/(MAl+MTi+MTa) 式(1)
また、上記第一複合窒化物層における非金属元素N及びCの組成比も上述の方法によって求めることが可能である。
上記EDX装置としては、例えば、日本電子株式会社製のJED-2300 Analysis Station Plus(商品名)が挙げられる。
上述の方法に基づいて求められた各元素の組成比を当該すくい面1aの領域d1における各元素の組成比とする(図9)。任意の3点について、図9では仮想線D1上の3点を選択しているが、領域d1内であればどの3点を選択してもよい。ここで当該「任意の3点」は、上記第一複合窒化物層中の互いに異なる結晶粒から選択するものとする。基材1が図3~5に示されるような形状を有する場合、境界線AAと、上記仮想線D1とに挟まれた領域d1における任意の3点について、EDX測定を行いこれら任意の3点で求められた各元素の原子%の平均値を当該すくい面の領域d1における各元素の原子%とする。また、当該各元素の原子%に基づいて求められた組成比を当該すくい面の領域d1における組成比とする。
切削工具が図7で示されるような回転工具である場合でも、上記第一複合窒化物層の組成は上述した方法で求めることが可能である。このとき、上記すくい面1aの領域d1は、上記回転工具の回転軸に対して垂直な面で切断した断面(図8A)に基づいて特定される。すなわち、上記領域d1は、稜線ABと、上記溝部1aの表面に沿って上記稜線ABから200μm離れた仮想線D1とに挟まれた領域として把握できる(図8B)。
(EDX測定の条件)
加速電圧 :15kV
照射電流 :70μA
測定対象の元素 : Al、Ti、Ta、C、N
積算回数 :20回
加速電圧 :15kV
照射電流 :70μA
測定対象の元素 : Al、Ti、Ta、C、N
積算回数 :20回
上記第一複合窒化物層において、上記x1は0.4≦x1≦0.6であり、0.4≦x1≦0.5であることが好ましく、0.45≦x1≦0.5であることがより好ましい。上記x1が上述の範囲内にあることによって、耐クレータ摩耗性等の耐摩耗性が向上する。一方、上記x1が0.4未満であると、耐酸化性が低下する傾向がある。
上記第一複合窒化物層において、上記y1は0.01≦y1≦0.05であり、0.03≦y1≦0.05であることが好ましく、0.03≦y1≦0.04であることがより好ましい。上記y1が上述の範囲内にあることによって、上記第一複合窒化物層の高温硬度が上がり、耐クレータ摩耗性等の耐摩耗性が向上する。一方上記y1が0.05を超えると、上記第一複合窒化物層の圧縮応力が低下し、膜チッピング等のチッピングが発生しやすくなる傾向がある。
上記第一複合窒化物層において、上記α1は0≦α1≦0.4であり、0≦α1≦0.3であることが好ましく、0≦α1≦0.2であることがより好ましい。ここで、α1≠0のとき、上記第一複合窒化物層は、複合炭窒化物を含む第一複合炭窒化物層として把握できる。
上記第一複合窒化物層において、上記β1は0.4<β1≦1.2であることが好ましく、0.8≦β1≦1.2であることがより好ましい。
上記第一複合窒化物層において、上記α1+β1は0.8≦α1+β1≦1.2であり、0.85≦α1+β1≦1.15であることが好ましく、0.9≦α1+β1≦1.1であることがより好ましい。
上記第一複合窒化物層は、その厚さが1μm以上8μm以下であることが好ましく、1μm以上6μm以下であることがより好ましい。第一複合窒化物層の厚さは、上述したのと同様に例えば、SEMを用いた方法で求めることが可能である。
<第二被膜>
本実施形態において、第二被膜11bは上記逃げ面1bを被覆する(図12B)。より詳細には、「第二被膜」は、上記基材における上記逃げ面の少なくとも一部を被覆する。上記第二被膜は、上記逃げ面の全面を被覆することが好ましい。しかしながら、上記逃げ面の一部が上記第二被膜で被覆されていなかったり被膜の構成が部分的に異なっていたりしていたとしても本実施形態の範囲を逸脱するものではない。
本実施形態において、第二被膜11bは上記逃げ面1bを被覆する(図12B)。より詳細には、「第二被膜」は、上記基材における上記逃げ面の少なくとも一部を被覆する。上記第二被膜は、上記逃げ面の全面を被覆することが好ましい。しかしながら、上記逃げ面の一部が上記第二被膜で被覆されていなかったり被膜の構成が部分的に異なっていたりしていたとしても本実施形態の範囲を逸脱するものではない。
上記第二被膜は、上記逃げ面1bにおける領域d2において、第二複合窒化物層を含む。本実施形態の一側面において、上記第二被膜は、上記領域d2において第二複合窒化物層からなっていてもよい。本実施形態の他の側面において、上記第二被膜は、上記領域d2において第二複合窒化物層及び1又は複数の他の層からなっていてもよい。「他の層」については後述する。
ここで図3から図5に示すような「すくい面1aと逃げ面1bとが刃先面1cを介して繋がっている場合」には、領域d2は「仮想稜線AB’から逃げ面1b上で200μm離れた仮想線D2と、逃げ面1bと刃先面1cとの境界線BBと、で挟まれた領域」である。
一方、図6に示すような「すくい面1aと逃げ面1bとが稜線ABを介して繋がっている場合」には、領域d2は「稜線ABから逃げ面1b上で200μm離れた仮想線D2と、稜線ABと、で挟まれた領域」である。
ここで本実施形態における上記第二被膜は、上記領域d2に加えて、上記逃げ面における領域であって上記領域d2以外の領域において、上記第二複合窒化物層を含んでいてもよい。例えば、上記第二被膜は、上記逃げ面全体において上記第二複合窒化物層を含んでいてもよい。本実施形態の一側面において、上記第二被膜は上記領域d2以外の領域において、1又は複数の他の層を含んでいてもよい。「第二複合窒化物層」については後述する。
ここで図3から図5に示すような「すくい面1aと逃げ面1bとが刃先面1cを介して繋がっている場合」には、領域d2は「仮想稜線AB’から逃げ面1b上で200μm離れた仮想線D2と、逃げ面1bと刃先面1cとの境界線BBと、で挟まれた領域」である。
一方、図6に示すような「すくい面1aと逃げ面1bとが稜線ABを介して繋がっている場合」には、領域d2は「稜線ABから逃げ面1b上で200μm離れた仮想線D2と、稜線ABと、で挟まれた領域」である。
ここで本実施形態における上記第二被膜は、上記領域d2に加えて、上記逃げ面における領域であって上記領域d2以外の領域において、上記第二複合窒化物層を含んでいてもよい。例えば、上記第二被膜は、上記逃げ面全体において上記第二複合窒化物層を含んでいてもよい。本実施形態の一側面において、上記第二被膜は上記領域d2以外の領域において、1又は複数の他の層を含んでいてもよい。「第二複合窒化物層」については後述する。
上記第二被膜は、その厚さが1μm以上10μm以下であることが好ましく、1μm以上8μm以下であることがより好ましく、1μm以上6μm以下であることが更に好ましい。上記第二被膜の厚さは、上述したのと同様に例えば、SEMを用いた方法で求めることが可能である。
(第二複合窒化物層)
上記第二複合窒化物層は、Ti1-x2-y2Alx2Tay2Cα2Nβ2を含む。ここで、x2、y2、α2及びβ2はそれぞれ原子比を示し、x2は0.45≦x2≦0.65であり、y2は0.05<y2≦0.1であり、α2は0≦α2≦0.4であり、α2+β2は0.8≦α2+β2≦1.2である。上記第二複合窒化物層は、本実施形態に係る表面被覆切削工具が奏する効果を損なわない範囲において、不可避不純物が含まれていてもよい。上記不可避不純物の含有割合は、第二複合窒化物層の全質量に対して0質量%以上1質量%以下であることが好ましい。
上記第二複合窒化物層は、Ti1-x2-y2Alx2Tay2Cα2Nβ2を含む。ここで、x2、y2、α2及びβ2はそれぞれ原子比を示し、x2は0.45≦x2≦0.65であり、y2は0.05<y2≦0.1であり、α2は0≦α2≦0.4であり、α2+β2は0.8≦α2+β2≦1.2である。上記第二複合窒化物層は、本実施形態に係る表面被覆切削工具が奏する効果を損なわない範囲において、不可避不純物が含まれていてもよい。上記不可避不純物の含有割合は、第二複合窒化物層の全質量に対して0質量%以上1質量%以下であることが好ましい。
上記第二複合窒化物層の組成の求め方は、上記(第一複合窒化物層)の欄にて説明したのと同様の方法によって求めることが可能である。
切削工具が図7で示されるような回転工具である場合でも、上記第二複合窒化物層の組成は上述した方法で求めることが可能である。このとき、上記逃げ面1bの領域d2は、上記回転工具の回転軸に対して垂直な面で切断した断面(図8A)に基づいて特定される。すなわち、上記領域d2は、稜線ABと、上記外周部1bの表面に沿って上記稜線ABから200μm離れた仮想線D2とに挟まれた領域として把握できる(図8B)。
上記第二複合窒化物層において、上記x2は0.45≦x2≦0.65であり、0.55≦x2≦0.65であることが好ましく、0.55≦x2≦0.6であることがより好ましい。上記x2が上述の範囲内にあることによって、上記第二複合窒化物層の硬度が上がり、耐逃げ面摩耗性等の耐摩耗性が向上する。一方、上記x2が0.65を超えると、上記第二複合窒化物層における結晶構造が六方晶型になり、硬度が低下する傾向がある。
上記第二複合窒化物層において、上記y2は0.05<y2≦0.1であり、0.08≦y2≦0.1であることが好ましく、0.08≦y2≦0.09であることがより好ましい。上記y2が上述の範囲内にあることによって、上記第二複合窒化物層の硬度及び高温硬度が向上し、耐逃げ面摩耗性等の耐摩耗性が向上する。一方、上記y2が0.1を超えると、上記第二複合窒化物層の硬度が上がりすぎるため、膜チッピング等のチッピングが発生しやすくなる傾向がある。
上記第二複合窒化物層において、上記α2は0≦α2≦0.4であり、0≦α2≦0.3であることが好ましく、0≦α2≦0.2であることがより好ましい。ここで、α2≠0のとき、上記第二複合窒化物層は、複合炭窒化物を含む第二複合炭窒化物層として把握できる。
上記第二複合窒化物層において、上記β2は0.4<β2≦1.2であることが好ましく、0.8≦β2≦1.2であることがより好ましい。
上記第二複合窒化物層において、上記α2+β2は0.8≦α2+β2≦1.2であり、0.85≦α2+β2≦1.15であることが好ましく、0.9≦α2+β2≦1.1であることがより好ましい。
上記第二複合窒化物層は、その厚さが1μm以上8μm以下であることが好ましく、1μm以上6μm以下であることがより好ましい。第二複合窒化物層の厚さは、上述したのと同様に例えば、SEMを用いた方法で求めることが可能である。
(他の層)
また、本実施形態の効果を損なわない範囲において、上記第一被膜及び上記第二被膜は、それぞれ他の層を更に含んでいてもよい。他の層としては、例えばTiN層(TiNで示される化合物からなる層、以下同様。)、TiBNO層、TiCNO層、TiB2層、TiAlN層、TiAlCN層、TiAlON層、TiAlONC層、Al2O3層等を挙げることができる。なお、上記他の層はその積層の順も特に限定されない。例えば、上記他の層は、上記基材と上記第一複合窒化物層との間に形成されていてもよいし、上記第一複合窒化物層上に形成されていてもよい。言い方を変えると上記第一複合窒化物層は上記第一被膜における最外層であってもよい。また、上記他の層は、上記基材と上記第二複合窒化物層との間に形成されていてもよいし、上記第二複合窒化物層上に形成されていてもよい。言い方を変えると上記第二複合窒化物層は上記第二被膜における最外層であってもよい。
また、本実施形態の効果を損なわない範囲において、上記第一被膜及び上記第二被膜は、それぞれ他の層を更に含んでいてもよい。他の層としては、例えばTiN層(TiNで示される化合物からなる層、以下同様。)、TiBNO層、TiCNO層、TiB2層、TiAlN層、TiAlCN層、TiAlON層、TiAlONC層、Al2O3層等を挙げることができる。なお、上記他の層はその積層の順も特に限定されない。例えば、上記他の層は、上記基材と上記第一複合窒化物層との間に形成されていてもよいし、上記第一複合窒化物層上に形成されていてもよい。言い方を変えると上記第一複合窒化物層は上記第一被膜における最外層であってもよい。また、上記他の層は、上記基材と上記第二複合窒化物層との間に形成されていてもよいし、上記第二複合窒化物層上に形成されていてもよい。言い方を変えると上記第二複合窒化物層は上記第二被膜における最外層であってもよい。
≪表面被覆切削工具の製造方法≫
本実施形態に係る表面被覆切削工具の製造方法は、
上記基材を準備する、基材準備工程と、
上記すくい面の少なくとも一部を、上記第一複合窒化物層で被覆する、第一被覆工程と、
上記逃げ面の少なくとも一部を、上記第二複合窒化物層で被覆する、第二被覆工程と、を含む。以下、各工程について説明する。
本実施形態に係る表面被覆切削工具の製造方法は、
上記基材を準備する、基材準備工程と、
上記すくい面の少なくとも一部を、上記第一複合窒化物層で被覆する、第一被覆工程と、
上記逃げ面の少なくとも一部を、上記第二複合窒化物層で被覆する、第二被覆工程と、を含む。以下、各工程について説明する。
<基材準備工程>
基材準備工程では、上記基材を準備する。上記基材としては、上述したようにこの種の基材として従来公知のものであればいずれのものも使用することができる。例えば、上記基材が超硬合金からなる場合、まず、所定の配合組成(質量%)からなる原料粉末を市販のアトライターを用いて均一に混合して、続いてこの混合粉末を所定の形状(例えば、CNMG120408NUXで示される形状、GSXB20300で示される形状等)に加圧成形する。その後、原料粉末の成形体を、所定の焼結炉において1300~1500℃以下で、1~2時間焼結することにより、超硬合金からなる上記基材を得ることができる。また、上記基材は、市販のものをそのまま用いてもよい。
基材準備工程では、上記基材を準備する。上記基材としては、上述したようにこの種の基材として従来公知のものであればいずれのものも使用することができる。例えば、上記基材が超硬合金からなる場合、まず、所定の配合組成(質量%)からなる原料粉末を市販のアトライターを用いて均一に混合して、続いてこの混合粉末を所定の形状(例えば、CNMG120408NUXで示される形状、GSXB20300で示される形状等)に加圧成形する。その後、原料粉末の成形体を、所定の焼結炉において1300~1500℃以下で、1~2時間焼結することにより、超硬合金からなる上記基材を得ることができる。また、上記基材は、市販のものをそのまま用いてもよい。
<第一被覆工程>
第一被覆工程では、上記すくい面の少なくとも一部を上記第一複合窒化物層で被覆する。ここで、「すくい面の少なくとも一部」には、上記すくい面1aにおける領域であって、上記すくい面1aと上記逃げ面1bとが交差してなる稜線ABと上記稜線ABから200μm離れた仮想線D1とに挟まれた領域d1が含まれる(例えば、図6)。
第一被覆工程では、上記すくい面の少なくとも一部を上記第一複合窒化物層で被覆する。ここで、「すくい面の少なくとも一部」には、上記すくい面1aにおける領域であって、上記すくい面1aと上記逃げ面1bとが交差してなる稜線ABと上記稜線ABから200μm離れた仮想線D1とに挟まれた領域d1が含まれる(例えば、図6)。
本実施形態の一側面において、「すくい面の少なくとも一部」は、上記すくい面1aにおける領域であって、上記すくい面1aと上記刃先面1cとの境界線AAと、上記すくい面1aを含む仮想平面Aと上記逃げ面1bを含む仮想平面Bとが交差してなる仮想稜線AB’から200μm離れた仮想線D1とに挟まれた領域d1を含む(例えば、図3~図5)。
上記すくい面の少なくとも一部を上記第一複合窒化物層で被覆する方法としては、特に制限されないが、例えば、物理蒸着法(PVD法)によって第一複合窒化物層を形成することが挙げられる。
上記物理蒸着法としては、従来公知の物理蒸着法を特に限定することなく用いることができる。このような物理蒸着法としては、例えばスパッタリング法、イオンプレーティング法、アークイオンプレーティング法、電子イオンビーム蒸着法等を挙げることができる。特に原料元素のイオン率が高いカソードアークイオンプレーティング法又はスパッタリング法を用いると、被膜を形成する前に基材表面に対して金属又はガスイオンボンバードメント処理が可能となるため、被膜と基材との密着性が格段に向上するので好ましい。
アークイオンプレーティング法により第一複合窒化物層を形成する場合、例えば以下のような条件を挙げることができる。すなわち、まずAl、Ti及びTaを含んだターゲット(焼結ターゲット又は溶成ターゲット)を装置内のアーク式蒸発源にセットし、基板(基材)温度を400~600℃及び当該装置内のガス圧を1~10Paに設定する。上記ガスとしては、例えば窒素ガス及びアルゴンガスの混合ガスを導入する。基板上に炭窒化物を形成する場合、上記混合ガスには、メタンガスが更に含まれていてもよい。そして、当該装置にセットされた基板(負)のバイアス電圧を-50~-150Vの範囲で電圧の絶対値が増大するように変化させながら、カソード電極に100~180Aのアーク電流を供給する。このようにアーク電流供給することで、アーク式蒸発源から金属イオン等を発生させることにより第一複合窒化物層を形成することができる。アークイオンプレーティング法に用いる装置としては、例えば、株式会社神戸製鋼所製のAIP-S40(商品名)等が挙げられる。
上記第一複合窒化物層を形成するために用いるターゲットの組成としては、例えば、Al(0.4~0.6原子%)、Ti(0.35~0.59原子%)、及びTa(0.1~0.5原子%)を含むものが挙げられる。
<第二被覆工程>
第二被覆工程では、上記逃げ面の少なくとも一部を上記第二複合窒化物層で被覆する。ここで、「逃げ面の少なくとも一部」には、上記逃げ面1bにおける領域であって、上記すくい面1aと上記逃げ面1bとが交差してなる稜線ABと上記稜線ABから200μm離れた仮想線D2とに挟まれた領域d2が含まれる(例えば、図6)。
第二被覆工程では、上記逃げ面の少なくとも一部を上記第二複合窒化物層で被覆する。ここで、「逃げ面の少なくとも一部」には、上記逃げ面1bにおける領域であって、上記すくい面1aと上記逃げ面1bとが交差してなる稜線ABと上記稜線ABから200μm離れた仮想線D2とに挟まれた領域d2が含まれる(例えば、図6)。
本実施形態の一側面において、「逃げ面の少なくとも一部」は、上記逃げ面1bにおける領域であって、上記逃げ面1bと上記刃先面1cとの境界線BBと、上記仮想稜線AB’から200μm離れた仮想線D2とに挟まれた領域d2を含む(例えば、図3~図5)。
上記逃げ面の少なくとも一部を上記第二複合窒化物層で被覆する方法としては、特に制限されないが、例えば、物理蒸着法によって第二複合窒化物層を形成することが挙げられる。上記物理蒸着法としては、上述した第一被覆工程と同様に、従来公知の物理蒸着法を特に限定することなく用いることができる。本実施形態の一態様において、上記物理蒸着法として、カソードアークイオンプレーティング法を用いることが挙げられる。
上記第二複合窒化物層を形成するために用いるターゲットの組成としては、例えば、Al(0.45~0.65原子%)、Ti(0.25~0.5原子%)、Ta(0.055~0.1原子%)を含むものが挙げられる。
ここで、上記第一被覆工程及び上記第二被覆工程は同時に行ってもよいし、上記第一被覆工程を行った後に上記第二被覆工程を行ってもよい。また、上記第二被覆工程を行った後に上記第一被覆工程を行ってもよい。
例えば、上記第一被覆工程及び上記第二被覆工程を同時に行う場合、以下のように行う方法が挙げられる。すなわち、図10に示すように、まず第一複合窒化物層に対応するターゲットAと第二複合窒化物層に対応するターゲットBとをそれぞれ異なる位置に設置する。次に、すくい面1aがターゲットAに対向し且つ逃げ面1bがターゲットBに対向するように基材(例えば、図1に示される刃先交換型切削チップの形状を有する基材)を設置して、上記第一被覆工程及び上記第二被覆工程を同時に行う。より具体的には、まず成膜に用いるチャンバーの同一の壁面において、上部に上記ターゲットAを、下部に上記ターゲットBを設置する。次にすくい面1aがターゲットAに対向し且つ逃げ面1bがターゲットBに対向するように、上記すくい面1a及び上記逃げ面1bが上記チャンバーの壁面に対してそれぞれ45°の角度を取るように基材を設置して成膜を行う。他方のすくい面1aにも上記第一複合窒化物層を形成する場合、上記他方のすくい面1aが上記ターゲットAに対向するように基材の向きを変えてから、上記と同様の方法によって成膜を行えばよい。
また、上記第一被覆工程を行った後に上記第二被覆工程を行う場合、図11に示すように、まず基材である回転工具の外周部1bにマスキング剤又はマスキング剤として使用可能な市販の修正液を塗布することで、上記外周部1bを被覆する。その後、上記ターゲットAを用いて溝部1aに第一複合窒化物層を形成する(第一被覆工程)。次に、上記外周部1bにおけるマスキング剤を専用の除去剤又はアルコール若しくはアセトン等の溶剤で除去する。その後、上記溝部1aにマスキング剤又はマスキング剤として使用可能な市販の修正液を塗布することで、上記溝部1aを被覆する。その後、上記ターゲットBを用いて上記外周部1bに第二複合窒化物層を形成する(第二被覆工程)。最後に、上記溝部1aにおけるマスキング剤を専用の除去剤又はアルコール若しくはアセトン等の溶剤で除去する。上記第二被覆工程を行った後に上記第一被覆工程を行う場合も上述したのと同様の方法で行うことができる。
本実施形態に係る製造方法は、上述したようにすくい面と逃げ面それぞれにおいて、Ta濃度が異なる複合窒化物層を別々に形成している。そのため、すくい面と逃げ面それぞれにおいて求められている特性に合った複合窒化物層をそれぞれ形成することが可能である。すなわち、本実施形態に係る製造方法は、上述のような構成を備えることによって、硬度及び靱性に優れたすくい面と、硬度に優れた逃げ面とを同時に有する表面被覆切削工具を製造することが可能になる。
<その他の工程>
本実施形態に係る製造方法では、上述した工程の他にも、他の層を形成する工程等を適宜行ってもよい。上述の他の層を形成する場合、従来の方法によって他の層を形成してもよい。
本実施形態に係る製造方法では、上述した工程の他にも、他の層を形成する工程等を適宜行ってもよい。上述の他の層を形成する場合、従来の方法によって他の層を形成してもよい。
<付記>
以上の説明は、以下に付記する実施態様を含む。
(付記1)
すくい面と、逃げ面と、前記すくい面及び前記逃げ面を繋ぐ刃先部とを含む基材と、
前記すくい面を被覆する第一被膜と、
前記逃げ面を被覆する第二被膜と、
を備える表面被覆切削工具であって、
前記第一被膜は、前記すくい面における領域であって、前記すくい面と前記逃げ面とが交差してなる稜線と前記稜線から200μm離れた仮想線D1とに挟まれた領域d1において、第一複合窒化物層を含み、
前記第二被膜は、前記逃げ面における領域であって、前記稜線と前記稜線から200μm離れた仮想線D2とに挟まれた領域d2において、第二複合窒化物層を含み、
前記第一複合窒化物層は、Ti1-x1-y1Alx1Tay1Cα1Nβ1(ただし、x1、y1、α1及びβ1はそれぞれ原子比を示し、x1は0.4≦x1≦0.6であり、y1は0.01≦y1≦0.05であり、α1は0≦α1≦0.4であり、α1+β1は0.8≦α1+β1≦1.2である)を含み、
前記第二複合窒化物層は、Ti1-x2-y2Alx2Tay2Cα2Nβ2(ただし、x2、y2、α2及びβ2はそれぞれ原子比を示し、x2は0.45≦x2≦0.65であり、y2は0.05<y2≦0.1であり、α2は0≦α2≦0.4であり、α2+β2は0.8≦α2+β2≦1.2である)を含む、表面被覆切削工具。
以上の説明は、以下に付記する実施態様を含む。
(付記1)
すくい面と、逃げ面と、前記すくい面及び前記逃げ面を繋ぐ刃先部とを含む基材と、
前記すくい面を被覆する第一被膜と、
前記逃げ面を被覆する第二被膜と、
を備える表面被覆切削工具であって、
前記第一被膜は、前記すくい面における領域であって、前記すくい面と前記逃げ面とが交差してなる稜線と前記稜線から200μm離れた仮想線D1とに挟まれた領域d1において、第一複合窒化物層を含み、
前記第二被膜は、前記逃げ面における領域であって、前記稜線と前記稜線から200μm離れた仮想線D2とに挟まれた領域d2において、第二複合窒化物層を含み、
前記第一複合窒化物層は、Ti1-x1-y1Alx1Tay1Cα1Nβ1(ただし、x1、y1、α1及びβ1はそれぞれ原子比を示し、x1は0.4≦x1≦0.6であり、y1は0.01≦y1≦0.05であり、α1は0≦α1≦0.4であり、α1+β1は0.8≦α1+β1≦1.2である)を含み、
前記第二複合窒化物層は、Ti1-x2-y2Alx2Tay2Cα2Nβ2(ただし、x2、y2、α2及びβ2はそれぞれ原子比を示し、x2は0.45≦x2≦0.65であり、y2は0.05<y2≦0.1であり、α2は0≦α2≦0.4であり、α2+β2は0.8≦α2+β2≦1.2である)を含む、表面被覆切削工具。
以下、実施例を挙げて本発明を詳細に説明するが、本発明はこれらに限定されるものではない。
≪表面被覆切削工具の作製≫
<基材準備工程>
まず、基材準備工程として、JIS規格が「GSXB20300」である超硬のボールエンドミル(φ6)(住友電工ハードメタル株式会社製、商品名:GSXB20300、ノンコート品)を基材として準備した。
<基材準備工程>
まず、基材準備工程として、JIS規格が「GSXB20300」である超硬のボールエンドミル(φ6)(住友電工ハードメタル株式会社製、商品名:GSXB20300、ノンコート品)を基材として準備した。
<第一被覆工程>
第一被覆工程として、アークイオンプレーティング法により、上記基材の溝部(すくい面)の上に第一複合窒化物層を形成した。具体的には以下の方法で行った。まず、上記基材の外周部(逃げ面)にマスキング剤を塗布することで、上記外周部を被覆した。その後、当該基材をアークイオンプレーティング装置(株式会社神戸製鋼所製、商品名:AIP-S40)にセットした。次に表1~3における「すくい面における第一被膜の組成比」の欄に記載の組成比で各金属元素を含むターゲット(焼結ターゲット又は溶成ターゲット)を装置内のアーク式蒸発源にセットした。このとき、基材温度を400~600℃及び該装置内のガス圧を1.0~10.0Paに設定した。上記ガスとしては、窒化物の層を形成する場合には窒素ガス及びアルゴンガスの混合ガスを導入した。上記ガスとしては、炭窒化物の層を形成する場合には、窒素ガス、メタンガス、及びアルゴンガスの混合ガスを導入した。そして、基板(負)バイアス電圧を-50~-150Vの範囲で電圧の絶対値が増大するように変化させながら、カソード電極に100~180Aのアーク電流を供給した。このようにアーク電流を供給することで、アーク式蒸発源から金属イオン等を発生させることにより第一複合窒化物層からなる第一被膜を形成した。上記第一被膜を形成した後に、上記外周部を被覆していたマスキング剤を専用の除去剤で除去した。
第一被覆工程として、アークイオンプレーティング法により、上記基材の溝部(すくい面)の上に第一複合窒化物層を形成した。具体的には以下の方法で行った。まず、上記基材の外周部(逃げ面)にマスキング剤を塗布することで、上記外周部を被覆した。その後、当該基材をアークイオンプレーティング装置(株式会社神戸製鋼所製、商品名:AIP-S40)にセットした。次に表1~3における「すくい面における第一被膜の組成比」の欄に記載の組成比で各金属元素を含むターゲット(焼結ターゲット又は溶成ターゲット)を装置内のアーク式蒸発源にセットした。このとき、基材温度を400~600℃及び該装置内のガス圧を1.0~10.0Paに設定した。上記ガスとしては、窒化物の層を形成する場合には窒素ガス及びアルゴンガスの混合ガスを導入した。上記ガスとしては、炭窒化物の層を形成する場合には、窒素ガス、メタンガス、及びアルゴンガスの混合ガスを導入した。そして、基板(負)バイアス電圧を-50~-150Vの範囲で電圧の絶対値が増大するように変化させながら、カソード電極に100~180Aのアーク電流を供給した。このようにアーク電流を供給することで、アーク式蒸発源から金属イオン等を発生させることにより第一複合窒化物層からなる第一被膜を形成した。上記第一被膜を形成した後に、上記外周部を被覆していたマスキング剤を専用の除去剤で除去した。
<第二被覆工程>
第二被覆工程として、アークイオンプレーティング法により、上記基材の外周部(逃げ面)の上に第二複合窒化物層を形成した。具体的には以下の方法で行った。まず、上記基材の溝部(すくい面)にマスキング剤を塗布することで、上記溝部を被覆した。その後、当該基材をアークイオンプレーティング装置にセットした。次に表1~3における「逃げ面における第二被膜の組成比」の欄に記載の組成比で各金属元素を含むターゲット(焼結ターゲット又は溶成ターゲット)を装置内のアーク式蒸発源にセットした。このとき、基材温度を400~600℃及び該装置内のガス圧を1.0~10.0Paに設定した。上記ガスとしては、窒化物の層を形成する場合には窒素ガス及びアルゴンガスの混合ガスを導入した。上記ガスとしては、炭窒化物の層を形成する場合には、窒素ガス、メタンガス、及びアルゴンガスの混合ガスを導入した。そして、基板(負)バイアス電圧を-50~-150Vの範囲で電圧の絶対値が増大するように変化させながら、カソード電極に100~180Aのアーク電流を供給した。このようにアーク電流を供給することで、アーク式蒸発源から金属イオン等を発生させることにより第二複合窒化物層からなる第二被膜を形成した。上記第二被膜を形成した後に、上記溝部を被覆していたマスキング剤を専用の除去剤で除去した。
第二被覆工程として、アークイオンプレーティング法により、上記基材の外周部(逃げ面)の上に第二複合窒化物層を形成した。具体的には以下の方法で行った。まず、上記基材の溝部(すくい面)にマスキング剤を塗布することで、上記溝部を被覆した。その後、当該基材をアークイオンプレーティング装置にセットした。次に表1~3における「逃げ面における第二被膜の組成比」の欄に記載の組成比で各金属元素を含むターゲット(焼結ターゲット又は溶成ターゲット)を装置内のアーク式蒸発源にセットした。このとき、基材温度を400~600℃及び該装置内のガス圧を1.0~10.0Paに設定した。上記ガスとしては、窒化物の層を形成する場合には窒素ガス及びアルゴンガスの混合ガスを導入した。上記ガスとしては、炭窒化物の層を形成する場合には、窒素ガス、メタンガス、及びアルゴンガスの混合ガスを導入した。そして、基板(負)バイアス電圧を-50~-150Vの範囲で電圧の絶対値が増大するように変化させながら、カソード電極に100~180Aのアーク電流を供給した。このようにアーク電流を供給することで、アーク式蒸発源から金属イオン等を発生させることにより第二複合窒化物層からなる第二被膜を形成した。上記第二被膜を形成した後に、上記溝部を被覆していたマスキング剤を専用の除去剤で除去した。
≪切削工具の特性評価≫
上述のようにして作製した試料(試料No.1-1~1-7、2-1~2-7、3-1~3-7、4-1~4-7、5-1、及びC-1~C-3)の切削工具を用いて、以下のように、切削工具の各特性を評価した。
上述のようにして作製した試料(試料No.1-1~1-7、2-1~2-7、3-1~3-7、4-1~4-7、5-1、及びC-1~C-3)の切削工具を用いて、以下のように、切削工具の各特性を評価した。
(被膜の組成評価)
第一被膜(第一複合窒化物層)及び第二被膜(第二複合窒化物層)の組成は、上記試料を用いて、SEMに付帯のEDX装置(日本電子株式会社製、商品名:JED-2300 Analysis Station Plus)によって、以下の条件で測定した。具体例を挙げると、まず上記試料(回転工具)の回転軸に対して垂直な面で切断した断面(例えば、図8A)に基づいて、上記溝部(すくい面)における領域であって、上記溝部と上記外周部(逃げ面)とが交差してなる稜線と、上記溝部の表面に沿って上記稜線から200μm離れた仮想線D1とに挟まれた領域d1における任意の3点について、EDX測定を行い、Al、Ti及びTaそれぞれの原子%の平均値を求めた。なお、試料No.C-2及びC-3については、Taの代わりにそれぞれSi及びCrの原子%の平均値を求めた。ここで当該「任意の3点」は、上記第一複合窒化物層中の互いに異なる結晶粒から選択した。次に、求められた原子%の平均値に基づいて、Al、Ti及びTa(試料No.C-2及びC-3については、それぞれSi及びCr)それぞれの組成比を求めた。また、非金属元素であるN及びCそれぞれの組成比も同様の方法によって求めた。結果を表1~3に示す。
第一被膜(第一複合窒化物層)及び第二被膜(第二複合窒化物層)の組成は、上記試料を用いて、SEMに付帯のEDX装置(日本電子株式会社製、商品名:JED-2300 Analysis Station Plus)によって、以下の条件で測定した。具体例を挙げると、まず上記試料(回転工具)の回転軸に対して垂直な面で切断した断面(例えば、図8A)に基づいて、上記溝部(すくい面)における領域であって、上記溝部と上記外周部(逃げ面)とが交差してなる稜線と、上記溝部の表面に沿って上記稜線から200μm離れた仮想線D1とに挟まれた領域d1における任意の3点について、EDX測定を行い、Al、Ti及びTaそれぞれの原子%の平均値を求めた。なお、試料No.C-2及びC-3については、Taの代わりにそれぞれSi及びCrの原子%の平均値を求めた。ここで当該「任意の3点」は、上記第一複合窒化物層中の互いに異なる結晶粒から選択した。次に、求められた原子%の平均値に基づいて、Al、Ti及びTa(試料No.C-2及びC-3については、それぞれSi及びCr)それぞれの組成比を求めた。また、非金属元素であるN及びCそれぞれの組成比も同様の方法によって求めた。結果を表1~3に示す。
表1~3において、「第一被膜の組成比」及び「第二被膜の組成比」の欄に表記されている数字は各元素の組成比を示している。また、数字が表記されていない元素は、その元素の組成比が1であることを示している。例えば、「Ti0.50Al0.50N」との表記は、Ti元素及びAl元素の組成比がそれぞれ0.50であり、N元素の組成比が1であることを意味する。
EDX法の測定条件
加速電圧 :15kV
照射電流 :70μA
測定対象の元素 : Al、Ti、Ta、C、N
積算回数 :20回
加速電圧 :15kV
照射電流 :70μA
測定対象の元素 : Al、Ti、Ta、C、N
積算回数 :20回
(膜厚の測定)
第一被膜(第一複合窒化物層)及び第二被膜(第二複合窒化物層)の厚さは、走査型電子顕微鏡(SEM)(日本電子株式会社製、商品名:JSM-IT300)を用いて、基材の表面の法線方向に平行な断面サンプルにおける任意の3点を測定し、測定された3点の厚さの平均値をとることで求めた。結果を表1~3に示す。表1~3における「膜厚」の欄の数値は、すくい面における被膜の膜厚と逃げ面における被膜の膜厚との平均値を意味する。
SEM法の測定条件
加速電圧 :10kV
照射電流 :40μA
倍率 :1万倍
第一被膜(第一複合窒化物層)及び第二被膜(第二複合窒化物層)の厚さは、走査型電子顕微鏡(SEM)(日本電子株式会社製、商品名:JSM-IT300)を用いて、基材の表面の法線方向に平行な断面サンプルにおける任意の3点を測定し、測定された3点の厚さの平均値をとることで求めた。結果を表1~3に示す。表1~3における「膜厚」の欄の数値は、すくい面における被膜の膜厚と逃げ面における被膜の膜厚との平均値を意味する。
SEM法の測定条件
加速電圧 :10kV
照射電流 :40μA
倍率 :1万倍
≪切削試験≫
<耐欠損性試験及び耐摩耗性試験>
上述のようにして作製した試料(試料No.1-1~1-7、2-1~2-7、3-1~3-7、4-1~4-7、5-1、及びC-1~C-3)の切削工具を用いて、以下の切削条件により切削試験を行うことで、耐欠損性及び耐摩耗性を評価した。具体的には、被削材を10m切削した後の刃先の状態を確認することで、耐欠損性及び耐摩耗性を評価した。その結果を表1~3に示す。本切削試験において、試料No.1-2~1-6、2-2~2-6、3-2~3-6、4-2~4-6及び5-1は実施例の試料であり、これら以外の試料は比較例の試料である。すなわち、試料No.1-1、1-7、2-1、2-7、3-1、3-7、4-1、4-7及びC-1~C-3は、比較例の試料である。
<耐欠損性試験及び耐摩耗性試験>
上述のようにして作製した試料(試料No.1-1~1-7、2-1~2-7、3-1~3-7、4-1~4-7、5-1、及びC-1~C-3)の切削工具を用いて、以下の切削条件により切削試験を行うことで、耐欠損性及び耐摩耗性を評価した。具体的には、被削材を10m切削した後の刃先の状態を確認することで、耐欠損性及び耐摩耗性を評価した。その結果を表1~3に示す。本切削試験において、試料No.1-2~1-6、2-2~2-6、3-2~3-6、4-2~4-6及び5-1は実施例の試料であり、これら以外の試料は比較例の試料である。すなわち、試料No.1-1、1-7、2-1、2-7、3-1、3-7、4-1、4-7及びC-1~C-3は、比較例の試料である。
表1~3の「耐欠損性」の欄において、「正常摩耗」とは逃げ面の摩耗のみが観察され、被膜のチッピングが確認されなかったことを意味する。また、「すくい面のクレータ摩耗」の欄において、「摩耗大」とは、クレータ摩耗の摩耗幅が100μm以上であったことを意味する。「摩耗小」とは、クレータ摩耗の摩耗幅が80μm以下であったことを意味する。本切削試験において、膜チッピングが起きていない試料は耐欠損性に優れる切削工具として評価することができる。また、すくい面のクレータ摩耗が小さい試料は耐摩耗性に優れる切削工具として評価することができる。逃げ面摩耗量が少ない試料は耐摩耗性に優れる切削工具として評価することができる。
(耐欠損性試験の切削条件-ボールエンドミル)
被削材(材質):インコネル718
速度(Vc) :45m/min
送り(fz) :0.05mm/t
切り込み :ap0.5mm、ae0.3mm
外部給油 :あり(水溶性)
被削材(材質):インコネル718
速度(Vc) :45m/min
送り(fz) :0.05mm/t
切り込み :ap0.5mm、ae0.3mm
外部給油 :あり(水溶性)



上記切削試験の結果から、実施例に係る切削工具(試料No.1-2~1-6、2-2~2-6、3-2~3-6、4-2~4-6及び5-1に係る切削工具)は、比較例の切削工具に比べて、耐欠損性に優れており、且つ耐摩耗性(耐クレータ摩耗性及び耐逃げ面摩耗性)にも優れていることが分かった。
以上のように本発明の実施形態及び実施例について説明を行なったが、上述の各実施形態及び各実施例の構成を適宜組み合わせることも当初から予定している。
今回開示された実施の形態及び実施例はすべての点で例示であって、制限的なものではないと考えられるべきである。本発明の範囲は上記した実施の形態及び実施例ではなく請求の範囲によって示され、請求の範囲と均等の意味、及び範囲内でのすべての変更が含まれることが意図される。
1 基材、 2 切削部、 3 シャンク、 4 底刃部、 1a すくい面、溝部、 1b 逃げ面、外周部、 1c 刃先面、 10 切削工具、 11a 第一被膜、 11b 第二被膜、 AA 境界線、 AB 稜線、 AB’ 仮想稜線、 BB 境界線、 D1、D2 仮想線、 d1 境界線AAと仮想線D1とに挟まれた領域(または、稜線ABと仮想線D1とに挟まれた領域)、 d2 境界線BBと仮想線D2に挟まれた領域(または、稜線ABと仮想線D2とに挟まれた領域)。
Claims (7)
- すくい面と、逃げ面とを含む基材と、
前記すくい面を被覆する第一被膜と、
前記逃げ面を被覆する第二被膜と、
を備える表面被覆切削工具であって、
前記第一被膜は、前記すくい面における領域d1において、第一複合窒化物層を含み、
前記第二被膜は、前記逃げ面における領域d2において、第二複合窒化物層を含み、
前記第一複合窒化物層は、Ti1-x1-y1Alx1Tay1Cα1Nβ1(ただし、x1、y1、α1及びβ1はそれぞれ原子比を示し、x1は0.4≦x1≦0.6であり、y1は0.01≦y1≦0.05であり、α1は0≦α1≦0.4であり、α1+β1は0.8≦α1+β1≦1.2である)を含み、
前記第二複合窒化物層は、Ti1-x2-y2Alx2Tay2Cα2Nβ2(ただし、x2、y2、α2及びβ2はそれぞれ原子比を示し、x2は0.45≦x2≦0.65であり、y2は0.05<y2≦0.1であり、α2は0≦α2≦0.4であり、α2+β2は0.8≦α2+β2≦1.2である)を含み、
前記すくい面と前記逃げ面とが刃先面を介して繋がっている場合は、前記領域d1は、前記すくい面を延長した面と前記逃げ面を延長した面とが交差してなる仮想稜線から前記すくい面上で200μm離れた仮想線D1と、前記すくい面と前記刃先面との境界線と、で挟まれた領域であり、かつ、前記領域d2は、前記仮想稜線から前記逃げ面上で200μm離れた仮想線D2と、前記逃げ面と前記刃先面との境界線と、で挟まれた領域であり、
前記すくい面と前記逃げ面とが稜線を介して繋がっている場合は、前記領域d1は、前記稜線から前記すくい面上で200μm離れた仮想線D1と、前記稜線と、で挟まれた領域であり、かつ、前記領域d2は、前記稜線から前記逃げ面上で200μm離れた仮想線D2と、前記稜線と、で挟まれた領域である、表面被覆切削工具。 - 前記y1は、0.03≦y1≦0.05である、請求項1に記載の表面被覆切削工具。
- 前記y2は、0.08≦y2≦0.1である、請求項1又は請求項2に記載の表面被覆切削工具。
- 前記x1は、0.4≦x1≦0.5である、請求項1から請求項3のいずれか一項に記載の表面被覆切削工具。
- 前記x2は、0.55≦x2≦0.65である、請求項1から請求項4のいずれか一項に記載の表面被覆切削工具。
- 前記第一被膜及び前記第二被膜のそれぞれは、その厚さが1μm以上10μm以下である、請求項1から請求項5のいずれか一項に記載の表面被覆切削工具。
- 前記基材は、超硬合金、サーメット、高速度鋼、セラミックス、cBN焼結体及びダイヤモンド焼結体からなる群より選ばれる少なくとも1種を含む、請求項1から請求項6のいずれか一項に記載の表面被覆切削工具。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US16/955,866 US11534836B2 (en) | 2018-03-19 | 2019-01-30 | Surface-coated cutting tool |
| EP19770722.7A EP3769875A4 (en) | 2018-03-19 | 2019-01-30 | SURFACE-COATED CUTTING TOOL |
| CN201980006865.XA CN111565873B (zh) | 2018-03-19 | 2019-01-30 | 表面被覆切削工具 |
| JP2020507397A JP6981604B2 (ja) | 2018-03-19 | 2019-01-30 | 表面被覆切削工具 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018050918 | 2018-03-19 | ||
| JP2018-050918 | 2018-03-19 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019181220A1 true WO2019181220A1 (ja) | 2019-09-26 |
Family
ID=67986392
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/003140 WO2019181220A1 (ja) | 2018-03-19 | 2019-01-30 | 表面被覆切削工具 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US11534836B2 (ja) |
| EP (1) | EP3769875A4 (ja) |
| JP (1) | JP6981604B2 (ja) |
| CN (1) | CN111565873B (ja) |
| WO (1) | WO2019181220A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7416328B1 (ja) | 2022-08-30 | 2024-01-17 | 住友電気工業株式会社 | 切削工具 |
| JP7416327B1 (ja) | 2022-08-30 | 2024-01-17 | 住友電気工業株式会社 | 切削工具 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002137120A (ja) * | 2000-10-31 | 2002-05-14 | Mmc Kobelco Tool Kk | 硬質被覆層がすぐれた切粉潤滑性を有する表面被覆高速度工具鋼製歯切工具 |
| JP2004050342A (ja) * | 2002-07-19 | 2004-02-19 | Mitsubishi Materials Kobe Tools Corp | 高速歯切加工で硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆むく歯切工具 |
| JP2006305721A (ja) * | 2005-04-29 | 2006-11-09 | Ceratizit Austria Gmbh | 被覆工具 |
| JP2007030131A (ja) | 2005-07-29 | 2007-02-08 | Mitsubishi Materials Corp | 高反応性被削材の高速歯切加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製歯切工具 |
| JP2007105841A (ja) * | 2005-10-14 | 2007-04-26 | Mitsubishi Materials Corp | 高反応性被削材の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具 |
| JP2009066673A (ja) | 2007-09-11 | 2009-04-02 | Kyocera Corp | エンドミル |
| WO2012043459A1 (ja) | 2010-09-29 | 2012-04-05 | 京セラ株式会社 | 切削工具 |
| JP2018050918A (ja) | 2016-09-28 | 2018-04-05 | 株式会社サンセイアールアンドディ | 遊技機 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE519921C2 (sv) * | 1999-05-06 | 2003-04-29 | Sandvik Ab | PVD-belagt skärverktyg och metod för dess framställning |
| KR100869956B1 (ko) | 2000-10-31 | 2008-11-21 | 미츠비시 마테리알 가부시키가이샤 | 고속도 공구강제 기어 절삭공구 및 그 제조방법 |
| JP4007102B2 (ja) * | 2002-07-10 | 2007-11-14 | 三菱マテリアル神戸ツールズ株式会社 | 高速重切削条件で硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆超硬合金製切削工具 |
| JP4771198B2 (ja) * | 2005-02-15 | 2011-09-14 | 三菱マテリアル株式会社 | 高反応性被削材の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆サーメット製切削工具 |
| JP4720987B2 (ja) * | 2005-07-08 | 2011-07-13 | 三菱マテリアル株式会社 | 高反応性被削材の高速歯切加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆高速度工具鋼製歯切工具 |
| JP5046726B2 (ja) | 2007-04-24 | 2012-10-10 | 京セラ株式会社 | 表面被覆切削工具 |
| JP5124793B2 (ja) * | 2010-07-16 | 2013-01-23 | 住友電工ハードメタル株式会社 | 表面被覆切削工具 |
| CN103717332B (zh) * | 2012-06-29 | 2016-02-24 | 住友电工硬质合金株式会社 | 表面被覆切削工具 |
| WO2015156383A1 (ja) * | 2014-04-10 | 2015-10-15 | 株式会社タンガロイ | 被覆工具 |
-
2019
- 2019-01-30 JP JP2020507397A patent/JP6981604B2/ja active Active
- 2019-01-30 CN CN201980006865.XA patent/CN111565873B/zh active Active
- 2019-01-30 WO PCT/JP2019/003140 patent/WO2019181220A1/ja unknown
- 2019-01-30 EP EP19770722.7A patent/EP3769875A4/en active Pending
- 2019-01-30 US US16/955,866 patent/US11534836B2/en active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002137120A (ja) * | 2000-10-31 | 2002-05-14 | Mmc Kobelco Tool Kk | 硬質被覆層がすぐれた切粉潤滑性を有する表面被覆高速度工具鋼製歯切工具 |
| JP2004050342A (ja) * | 2002-07-19 | 2004-02-19 | Mitsubishi Materials Kobe Tools Corp | 高速歯切加工で硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆むく歯切工具 |
| JP2006305721A (ja) * | 2005-04-29 | 2006-11-09 | Ceratizit Austria Gmbh | 被覆工具 |
| JP2007030131A (ja) | 2005-07-29 | 2007-02-08 | Mitsubishi Materials Corp | 高反応性被削材の高速歯切加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製歯切工具 |
| JP2007105841A (ja) * | 2005-10-14 | 2007-04-26 | Mitsubishi Materials Corp | 高反応性被削材の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具 |
| JP2009066673A (ja) | 2007-09-11 | 2009-04-02 | Kyocera Corp | エンドミル |
| WO2012043459A1 (ja) | 2010-09-29 | 2012-04-05 | 京セラ株式会社 | 切削工具 |
| JP2018050918A (ja) | 2016-09-28 | 2018-04-05 | 株式会社サンセイアールアンドディ | 遊技機 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3769875A4 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7416328B1 (ja) | 2022-08-30 | 2024-01-17 | 住友電気工業株式会社 | 切削工具 |
| JP7416327B1 (ja) | 2022-08-30 | 2024-01-17 | 住友電気工業株式会社 | 切削工具 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20200331071A1 (en) | 2020-10-22 |
| JPWO2019181220A1 (ja) | 2020-12-17 |
| CN111565873A (zh) | 2020-08-21 |
| CN111565873B (zh) | 2023-01-10 |
| EP3769875A4 (en) | 2021-11-24 |
| EP3769875A1 (en) | 2021-01-27 |
| US11534836B2 (en) | 2022-12-27 |
| JP6981604B2 (ja) | 2021-12-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101831014B1 (ko) | 코팅된 절삭 공구 인서트 | |
| EP2438209A1 (en) | Nanolaminated coated cutting tool | |
| WO2013131961A1 (en) | Nanolaminated coated cutting tool | |
| CN110691664B (zh) | 表面被覆切削工具 | |
| WO2019181220A1 (ja) | 表面被覆切削工具 | |
| JP2022115929A (ja) | 切削工具 | |
| JP2018202505A (ja) | 表面被覆切削工具 | |
| JP2024022661A (ja) | 切削工具 | |
| JP7354933B2 (ja) | 切削工具 | |
| WO2018070195A1 (ja) | 表面被覆切削工具 | |
| US11117196B2 (en) | Surface-coated cutting tool | |
| WO2020213264A1 (ja) | 切削工具 | |
| JP7251347B2 (ja) | 表面被覆切削工具 | |
| WO2019181740A1 (ja) | 表面被覆切削工具 | |
| JP2021030356A (ja) | 表面被覆切削工具 | |
| JP7226688B2 (ja) | 切削工具 | |
| JP7338827B1 (ja) | 切削工具 | |
| WO2020213263A1 (ja) | 切削工具 | |
| WO2023008189A1 (ja) | 被覆工具および切削工具 | |
| WO2022176058A1 (ja) | 切削工具 | |
| JP2021030357A (ja) | 表面被覆切削工具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19770722 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2020507397 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2019770722 Country of ref document: EP Effective date: 20201019 |