WO2019039306A1 - 剥離検知ラベル - Google Patents
剥離検知ラベル Download PDFInfo
- Publication number
- WO2019039306A1 WO2019039306A1 PCT/JP2018/029969 JP2018029969W WO2019039306A1 WO 2019039306 A1 WO2019039306 A1 WO 2019039306A1 JP 2018029969 W JP2018029969 W JP 2018029969W WO 2019039306 A1 WO2019039306 A1 WO 2019039306A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- layer
- detection label
- resin
- peeling
- adhesive layer
- Prior art date
Links
Images
Classifications
-
- G—PHYSICS
- G09—EDUCATION; CRYPTOGRAPHY; DISPLAY; ADVERTISING; SEALS
- G09F—DISPLAYING; ADVERTISING; SIGNS; LABELS OR NAME-PLATES; SEALS
- G09F3/00—Labels, tag tickets, or similar identification or indication means; Seals; Postage or like stamps
- G09F3/02—Forms or constructions
- G09F3/03—Forms or constructions of security seals
- G09F3/0305—Forms or constructions of security seals characterised by the type of seal used
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/40—Layered products comprising a layer of synthetic resin comprising polyurethanes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/06—Interconnection of layers permitting easy separation
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J11/00—Features of adhesives not provided for in group C09J9/00, e.g. additives
- C09J11/02—Non-macromolecular additives
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J133/00—Adhesives based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Adhesives based on derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J167/00—Adhesives based on polyesters obtained by reactions forming a carboxylic ester link in the main chain; Adhesives based on derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J175/00—Adhesives based on polyureas or polyurethanes; Adhesives based on derivatives of such polymers
- C09J175/04—Polyurethanes
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J175/00—Adhesives based on polyureas or polyurethanes; Adhesives based on derivatives of such polymers
- C09J175/04—Polyurethanes
- C09J175/14—Polyurethanes having carbon-to-carbon unsaturated bonds
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J201/00—Adhesives based on unspecified macromolecular compounds
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/22—Plastics; Metallised plastics
- C09J7/24—Plastics; Metallised plastics based on macromolecular compounds obtained by reactions involving only carbon-to-carbon unsaturated bonds
- C09J7/241—Polyolefin, e.g.rubber
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/22—Plastics; Metallised plastics
- C09J7/25—Plastics; Metallised plastics based on macromolecular compounds obtained otherwise than by reactions involving only carbon-to-carbon unsaturated bonds
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
- C09J7/381—Pressure-sensitive adhesives [PSA] based on macromolecular compounds obtained by reactions involving only carbon-to-carbon unsaturated bonds
- C09J7/385—Acrylic polymers
-
- G—PHYSICS
- G09—EDUCATION; CRYPTOGRAPHY; DISPLAY; ADVERTISING; SEALS
- G09F—DISPLAYING; ADVERTISING; SIGNS; LABELS OR NAME-PLATES; SEALS
- G09F3/00—Labels, tag tickets, or similar identification or indication means; Seals; Postage or like stamps
- G09F3/02—Forms or constructions
- G09F3/03—Forms or constructions of security seals
-
- G—PHYSICS
- G09—EDUCATION; CRYPTOGRAPHY; DISPLAY; ADVERTISING; SEALS
- G09F—DISPLAYING; ADVERTISING; SIGNS; LABELS OR NAME-PLATES; SEALS
- G09F3/00—Labels, tag tickets, or similar identification or indication means; Seals; Postage or like stamps
- G09F3/08—Fastening or securing by means not forming part of the material of the label itself
- G09F3/10—Fastening or securing by means not forming part of the material of the label itself by an adhesive layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2519/00—Labels, badges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J123/00—Adhesives based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Adhesives based on derivatives of such polymers
- C09J123/02—Adhesives based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Adhesives based on derivatives of such polymers not modified by chemical after-treatment
- C09J123/04—Homopolymers or copolymers of ethene
- C09J123/06—Polyethene
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J123/00—Adhesives based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Adhesives based on derivatives of such polymers
- C09J123/02—Adhesives based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Adhesives based on derivatives of such polymers not modified by chemical after-treatment
- C09J123/10—Homopolymers or copolymers of propene
- C09J123/12—Polypropene
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J133/00—Adhesives based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Adhesives based on derivatives of such polymers
- C09J133/04—Homopolymers or copolymers of esters
- C09J133/06—Homopolymers or copolymers of esters of esters containing only carbon, hydrogen and oxygen, the oxygen atom being present only as part of the carboxyl radical
- C09J133/08—Homopolymers or copolymers of acrylic acid esters
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2203/00—Applications of adhesives in processes or use of adhesives in the form of films or foils
- C09J2203/338—Applications of adhesives in processes or use of adhesives in the form of films or foils as tamper-evident tape or label
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/10—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet
- C09J2301/12—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers
- C09J2301/122—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers the adhesive layer being present only on one side of the carrier, e.g. single-sided adhesive tape
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/30—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier
- C09J2301/312—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier parameters being the characterizing feature
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2433/00—Presence of (meth)acrylic polymer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2433/00—Presence of (meth)acrylic polymer
- C09J2433/006—Presence of (meth)acrylic polymer in the substrate
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2467/00—Presence of polyester
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2467/00—Presence of polyester
- C09J2467/006—Presence of polyester in the substrate
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2475/00—Presence of polyurethane
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2475/00—Presence of polyurethane
- C09J2475/006—Presence of polyurethane in the substrate
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/29—Laminated material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W30/00—Technologies for solid waste management
- Y02W30/50—Reuse, recycling or recovery technologies
- Y02W30/80—Packaging reuse or recycling, e.g. of multilayer packaging
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/28—Web or sheet containing structurally defined element or component and having an adhesive outermost layer
Definitions
- the present invention relates to a peeling detection label.
- tamper-proof labels are used for the purpose of checking whether they have been opened once.
- tamper-proof labels are used for the purpose of preventing unauthorized opening of filled containers such as dangerous goods such as medicine bottles and fuel tanks, sealed letters, cosmetic boxes, etc., and for the purpose of preventing unauthorized use of identification photographs of identification cards such as passports, etc.
- tamper-proof labels are used.
- Anti-tampering labels are used for this purpose.
- Patent Document 1 a polystyrene film having a thickness of 10 ⁇ m to 40 ⁇ m and a heat-resistant adhesive layer having an adhesive strength of 15 N / 25 mm or more at 80 ° C. according to JIS Z 0237 laminated on one side thereof
- a tamper-proof label or sheet is disclosed, characterized in that it comprises:
- the present inventors in this order, a support, a patterned layer formed on a part of the surface of the support, and an adhesive laminate having at least an adhesive layer (X) and a substrate layer (Y). It has been found that the problem can be solved by forming a peeling detection label in which the base material layer (Y) satisfies the specific elastic modulus, and is a laminate satisfying the specific requirements.
- the present invention relates to the following [1] to [11].
- a support, a pattern layer formed on part of the surface of the support, and an adhesive laminate having at least an adhesive layer (X) and a substrate layer (Y) are laminated in this order
- the peeling detection label which is a laminated body which satisfy
- Requirement (1) When the peeling detection label is attached to an adherend and then peeled from the adherend, interfacial peeling is caused between the support and the pattern layer, whereby the peeling is visually performed. The presence or absence of peeling of the detection label from the adherend can be detected.
- the ratio [(Xt) / (Yt)] of the thickness (Xt) of the pressure-sensitive adhesive layer (X) to the thickness (Yt) of the base material layer (Y) is 1/3 to 3/1.
- the adhesive laminate is a laminate having an adhesive layer (X) on one surface side of a substrate layer (Y), wherein the substrate layer (Y) is the surface of the support and The peeling detection label according to the above [1] or [2], which is in contact with the pattern layer.
- the adhesive laminate is a laminate (P1) in which the first pressure-sensitive adhesive layer (X1), the base material layer (Y), and the second pressure-sensitive adhesive layer (X2) are laminated in this order.
- the peeling detection label according to any one of the above [1] to [5], wherein the surface of the support on the side on which the pattern layer is formed is a surface subjected to a matte treatment.
- the pattern layer is a layer formed from a composition including one or more selected from the group consisting of an acrylic resin, a urethane resin, an acrylic urethane resin, and a polyester resin
- the pressure-sensitive adhesive layer (X) was formed from a composition (x) containing a tacky resin containing one or more selected from the group consisting of an acrylic resin, a urethane resin, an acrylic urethane resin, and a polyester resin.
- the base layer (Y) is a layer formed from a composition (y) containing one or more non-adhesive resins (y1) selected from the group consisting of acrylic urethane resins and olefin resins
- y1 selected from the group consisting of acrylic urethane resins and olefin resins
- the peeling detection label according to any one of the above [1] to [10] wherein at least one layer selected from the pressure-sensitive adhesive layer (X) and the base material layer (Y) is a layer containing a colorant.
- the peeling detection label which does not produce the adhesive residue to a to-be-adhered body can be provided.
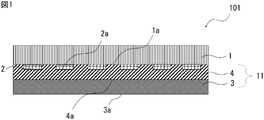
- FIG. 1 It is a cross-sectional schematic diagram of the peeling detection label 101 which shows an example of a structure of the peeling detection label of this invention. It is a cross-sectional schematic diagram of the peeling detection label 102 which shows an example of a structure of the peeling detection label of this invention. It is a cross-sectional schematic diagram which shows the condition in the middle of peeling the peeling label 102 which is an example of a structure of the peeling detection label of this invention from the adherend 40.
- Procedure (1) A 20 ⁇ m thick resin layer formed only of the target resin is provided on a 50 ⁇ m thick polyethylene terephthalate (PET) film, and a test piece cut into a size of 300 mm ⁇ 25 mm is cut. Make. ⁇ Procedure (2): Under the environment of 23 ° C and 50% RH (relative humidity), attach the surface of the resin layer on the exposed side of the test piece to a stainless steel plate (SUS304 No. 360 polished), Let stand for 24 hours under environment. Procedure (3): After standing, in an environment of 23 ° C.
- the "active ingredient” refers to the ingredient contained in the composition of interest excluding the diluent solvent.
- peeling detection label means, for example, when the peeling detection label is a peeling material on the adhesive surface of the pressure sensitive adhesive layer (X) of the peeling detection label, the peeling detection label Refers to the peeling operation when peeling off.
- re-peel of the peeling detection label refers to when the peeling detection label is peeled off the adherend after the peeling detection label from which the peeling material is removed is attached to the adherend
- visually detectable means that changes before and after re-peeling of the peeling detection label can be confirmed by human eyes.
- (meth) acrylic acid indicates both “acrylic acid” and “methacrylic acid”, and the other similar terms are also the same.
- mass mean molecular weight (Mw) is a value of standard polystyrene conversion measured by gel permeation chromatography (GPC) method, and is specifically a value measured based on the method as described in an Example.
- GPC gel permeation chromatography
- the lower limit and upper limit which were described in steps can be combined independently, respectively about a preferable numerical range (for example, ranges, such as content etc.). For example, from the description “preferably 10 to 90, more preferably 30 to 60”, “preferred lower limit (10)” and “more preferred upper limit (60)” are combined to obtain “10 to 60”. It can also be done.
- the peeling detection label of the present invention comprises a support, a pattern layer formed on a part of the surface of the support, and an adhesive laminate having at least an adhesive layer (X) and a substrate layer (Y). It is a laminated body which laminated
- the elastic modulus of a base material layer (Y) is a peeling detection label which is 10 Mpa or more and 800 Mpa or less.
- the presence or absence of peeling of the detection label from the adherend can be detected.
- FIG. 1 is a schematic cross-sectional view of a peeling detection label 101 showing an example of the configuration of the peeling detection label of the present invention.
- the peeling detection label of the present invention has a support 1, a pattern layer 2, an adhesive layer (X) 3 and a base material layer (Y) 4 as in the peeling detection label 101 shown in FIG. 1. What laminated the elastic laminated body 11 in this order is mentioned. And when the peeling detection label of this invention is an aspect like the peeling detection label 101 shown in FIG.
- the adhesive laminated body 11 is an adhesive layer in the one surface 4a side of the base material layer (Y) 4 (X)
- a laminate having 3 and the base material layer (Y) 4 may be in contact with the surface 1a on the side on which the pattern layer of the support 1 is formed and the pattern layer 2;
- the material layer (Y) 4 may be in contact with the surface 1a on the side on which the pattern layer 2 of the support 1 is formed and the surface 2a on the side opposite to the support 1 side of the pattern layer 2 as shown in FIG.
- the base layer (Y) 4 is in contact with the surface 1 a of the side of the support 1 on which the pattern layer 2 is formed, and the surface 1 a of the support 1 of the pattern layer 2 as in the peeling detection label 101 shown in FIG.
- the pressure-sensitive adhesive layer may be provided in a mode in which the surface other than the surface in contact with the surface is covered.
- X) 3 and the substrate layer (Y) 4 are preferably are stacked directly in this order.
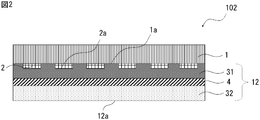
- FIG. 2 is a cross-sectional schematic diagram of the peeling detection label 102 which shows an example of a structure of the peeling detection label of this invention.
- the peeling detection label of the present invention includes the support 1, the pattern layer 2, and the first pressure-sensitive adhesive layer (X1) (hereinafter also referred to as “pressure-sensitive adhesive layer (X1)” It is said that it is an adhesive layered product which said 31 and substrate layer (Y) 4 and the 2nd pressure sensitive adhesive layer (X2) (Hereafter, it is also called “pressure sensitive adhesive layer (X2)”) 32 in this order.
- FIG. 2 shows the embodiment in the case where the pressure-sensitive adhesive laminate has the pressure-sensitive adhesive layer (X) on both sides of the substrate layer (Y) 4, and the pressure-sensitive adhesive layer (X) in which the two layers are present
- the pressure-sensitive adhesive layer (X) located on the side of the pattern layer is referred to as the first pressure-sensitive adhesive layer (X1) 31, and the pressure-sensitive adhesive layer (X1) 31 of the substrate layer (Y) 4 is located on the opposite side
- the pressure-sensitive adhesive layer (X) is a second pressure-sensitive adhesive layer (X2) 32.
- the adhesive layer (X1) 31 is in contact with the surface 1 a on the side on which the pattern layer of the support 1 is formed and the pattern layer 2
- the pressure-sensitive adhesive layer (X1) 31 is preferably in contact with the surface 1a of the support 1 on which the pattern layer 2 is formed and the surface 2a of the pattern layer 2 opposite to the support 1
- the pressure-sensitive adhesive layer (X1) 31 is in contact with the surface 1 a on the side on which the pattern layer 2 of the support 1 is formed, and the support 1 of the pattern layer 2 In the laminate (P1) 12, the pressure-sensitive adhesive layer (X1) 31, the base material layer (Y) 4 and the pressure-sensitive adhesive layer (X2) are more preferable. It is further preferred that 32) be directly laminated in this order .
- the aforementioned “direct lamination” has another layer between the pressure-sensitive adhesive layer (X) 3 and the base material layer (Y) 4 Rather, it refers to a configuration in which the two layers are in direct contact.
- between the pressure-sensitive adhesive layer (X1) 31 and the base material layer (Y) 4 and between the base material layer (Y) 4 and the pressure-sensitive adhesive layer (X2) 32 It refers to a stacked state in which the three layers are in direct contact without any other layer.
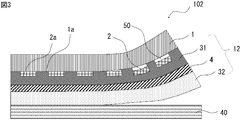
- FIG. 3 is a cross-sectional view showing a state in the middle of peeling from the adherend 40 after the peelable label 102 shown in FIG. 2 is attached to the adherend 40, that is, a state in which the peeling detection label 102 is peeled again.
- FIG. 3 shows a schematic diagram.
- interfacial peeling is caused between the support 1 and the pattern layer 2 to form a void 50.
- a release material may be further laminated on at least one surface selected from the surface on the opposite side (not shown).
- n represents an integer of 3 or more.
- middle layer (M) formed from the composition which is a formation material which is further different between a base material layer (Y) and an adhesive layer (X) (for example, It is good also as composition which laminated a primer layer, a metal system vapor deposition film, a colored layer, etc. (not shown).
- the peeling detection label of this invention is not limited to these aspects, as long as the effect of this invention expresses.
- the thickness of the peeling detection label is preferably 5 to 150 ⁇ m, more preferably 10 to 100 ⁇ m, still more preferably 20 to 80 ⁇ m, and still more preferably 30 to 70 ⁇ m.
- the thickness of the said peeling detection label points out the total thickness of the peeling detection label except the said peeling material.
- the thickness of the peeling detection label can be measured by the method described in the examples.
- the adhesive strength of the peeling detection label on the sticking surface in contact with the adherend is preferably 0.5 N / 25 mm or more, more preferably 1.0 N / 25 mm or more, still more preferably 3.0 N / 25 mm or more, still more preferably 5.0 N / 25 mm or more, still more preferably 8.0 N / 25 mm or more, and preferably 40.0 N / 25 mm or less, more preferably 30.0 N / 25 mm or less, still more preferably 25.0 N / 25 mm
- the adhesion value of the peeling detection label can be measured by the method described in the examples.
- mode of this invention produces the interfacial peeling between the said support body and the said pattern layer at the time of the peeling of the said peeling detection label, Therefore The said peeling detection label is visually detected. It is possible to detect the presence or absence of re-peeling. Therefore, when the peeling detection label is attached to the adherend, it is a peeling detection label having transparency to such a degree that at least the change caused by the interfacial peeling can be visually recognized from the support side of the peeling detection label It is more preferable that it is a peeling detection label which has transparency in which the information on the adherend is visually recognizable.
- the peeling detection label is transparent and any object present on the other surface side of the peeling detection label can be visually observed from the surface side of the peeling detection label on the support side.
- each member constituting the peeling detection label will be described in more detail.
- the support is not particularly limited as long as the support (1) satisfies the requirement (1) in the peeling detection label, but the support having the surface on which the pattern layer is formed is a surface subjected to a matte finish.
- the satin treatment refers to a treatment for processing the surface of the support to a surface on which fine asperities are formed, and the satin generally means roughness like the surface of a pear skin It is In the present specification, the "finely textured surface" may have an irregular shape or a regular shape.
- interfacial peeling can be more effectively prevented from occurring at these interfaces. That is, it is preferable to satisfy the requirement (1).
- interfacial peeling occurs between the support and the pattern layer to form a void in the peeled portion, and the textured surface is exposed in the void.
- the light is irregularly reflected at the top, and the peeling portion can change from transparent to translucent or opaque before or after peeling, or form a mat-like pattern. This is preferable because the visibility at the time of detecting re-peeling of the peeling detection label is improved.
- the peeling detection label which is a suitable mode of the present invention causes the peeling of the interface between the support and the pattern layer when the peeling detection label is peeled again, whereby the peeling is visually performed. It is possible to detect the presence or absence of re-peeling of the detection label. Therefore, as the support, when the support is incorporated into the release detection label, the support is transparent, and from the surface side of the release detection label on the support side, at least the other side of the support. It is preferable that it is a support having transparency to the extent that any object present on the surface side is visible.
- the surface by which the above-mentioned pattern layer is formed is a surface treated with a satin finish. Is more preferred.
- a transparent plastic film is preferably used as the support.
- the material of the plastic film include acrylic resins such as poly (meth) acrylate; polyamides such as wholly aromatic polyamide, nylon 6, nylon 66 and nylon copolymer; polyethylene terephthalate, polybutylene terephthalate, polyethylene naphthalate, Polyester resin such as polyarylate; polyurethane resin such as polyurethane acrylate; polyethylene resin; polypropylene resin; poly (4-methylpentene-1); polyvinyl chloride resin; polyvinylidene chloride resin; polyvinyl alcohol resin Ethylene-vinyl acetate copolymer; polystyrene resin; polycarbonate resin; norbornene resin; cycloolefin resin and the like.
- polyamides and polyester resins are preferable in terms of transparency, cost and versatility, and polyethylene terephthalate is more preferable.
- the satin treatment for example, embossing treatment using an embossing roll having a satin finish, sand blast treatment (sand mat treatment), plasma treatment, chemical etching treatment using a solvent, kneading treatment of transparent fine resin particles, The fine asperity process by the coating process of a mat material etc. is mentioned.
- embossing treatment or sandblasting treatment using an embossing roll preferably having a satin finish, and more preferably sandblasting treatment may be mentioned.
- a film made of a polyamide film or a polyester-based resin having a surface obtained by processing the surface of the support on the side on which the pattern layer is formed is more preferable, and the pattern layer is more preferable. More preferred is a polyethylene terephthalate film having a textured surface of the support on the side to be formed.
- the thickness of the support is preferably 1 to 150 ⁇ m, more preferably 5 to 130 ⁇ m, still more preferably 10 to 80 ⁇ m, still more preferably 20 to 60 ⁇ m, and still more preferably 30 to 50 ⁇ m.
- the thickness of the support can be measured by the method described in the examples.
- a print receptive layer may be provided on the side opposite to the adhesive laminate of the body to provide a print layer.
- a release agent layer may be provided on the surface of the support opposite to the adhesive laminate in order to form a wound tape.
- the pattern layer is a layer required to visually detect that the peeling detection label has been peeled again when the peeling detection label is peeled again. And it is a layer formed from the material which fulfills the above-mentioned requirement (1) in a exfoliation detection label. Moreover, since it is preferable that the pattern is latent before the re-peeling of a peeling detection label as said pattern layer, it is preferable that it is a layer which has transparency.
- the pattern layer having transparency, it is possible to make the change before and after re-peeling of the peeling detection label clearer, and in the state where the peeling detection label is attached to the adherend, It is also preferable from the viewpoint of being able to confirm information such as characters and designs on the surface of the adherend or that the peeling detection label itself is transparent and the label can be made inconspicuous.
- the pattern layer is not particularly limited as long as it satisfies the requirement (1) in the peeling detection label, but a cellulose resin such as methyl cellulose, carboxymethyl cellulose, hydroxyethyl cellulose, etc .; poly (meth) acrylate, polymethyl (meth) 1) or more selected from the group consisting of acrylic resins such as acrylates; urethane resins; acrylic urethane resins; polyester resins such as polyethylene terephthalate, polybutylene terephthalate, polyethylene naphthalate and polyarylate; and epoxy resins And a layer formed of a composition including one or more selected from the group consisting of an acrylic resin, a urethane resin, an acrylic urethane resin, and a polyester resin. Layer is more preferably formed of a composition containing one or more selected from the group consisting of an acrylic resin and an acrylic urethane resin, more preferably a layer containing an acrylic resin Even more preferably, it is a layer.
- the pattern layer is preferably a layer formed of a resin having an adhesive force lower than the adhesive force of the pressure-sensitive adhesive layer (X), and more preferably a layer formed of a non-adhesive resin. Therefore, the layer formed of the composition containing the acrylic resin is an acrylic resin which can form a layer having lower adhesive strength than the resin used in the pressure-sensitive adhesive layer (X) among the acrylic resins described later.
- the layer is preferably formed, and more preferably a layer formed of a composition containing an acrylic polymer whose main monomer is methyl (meth) acrylate.
- the said "main monomer” means the monomer component with most content (use amount) in the monomer component which forms a polymer.
- the pattern layer and the support The adhesive force of the adhesive layer is preferably lower than the adhesive force of the adhesive laminate and the support, and the adhesive force of the pattern layer and the adhesive laminate is the adhesive laminate and the support. It is more preferable that the adhesive strength of the pattern layer and the adhesive laminate is lower than the adhesive strength of the adhesive layer.
- the adhesion between the pattern layer and the support is determined by the adhesion between the base material layer (Y) and the support.
- the adhesion between the pattern layer and the support is preferably lower than the adhesion between the substrate layer (Y) and the support, and the adhesion between the pattern layer and the substrate layer (Y) is preferred. It is more preferable that the adhesive strength be lower.
- the adhesive laminate is a laminate (P1)
- the adhesive strength between the pattern layer and the support is lower than the adhesive strength between the adhesive layer (X1) and the support
- the adhesion between the pattern layer and the support is lower than the adhesion between the pressure-sensitive adhesive layer (X1) and the support, and the adhesion between the pattern layer and the pressure-sensitive adhesive layer (X1) is preferred. Is also more preferable.
- it is such an aspect for example, since it can prevent more effectively that peeling arises in interfaces other than the interface between the said support body and the said pattern layer, it is preferable. That is, it is preferable to satisfy the requirement (1).
- the total content of each of the above-mentioned resins in the pattern layer is preferably 50% by mass or more, more preferably 70% by mass or more, still more preferably 80% by mass or more, still more preferably 90% by mass or more Preferably, it is 100 mass% or less.
- the pattern layer is formed on a part of the surface of the support.
- peeling occurs on the entire surface of the interface between the support and the pattern layer, resulting in adhesive residue on the adherend.
- to be formed on a part of the surface of the support means the size of the state in which the peeling detection label is actually affixed, or the peeling detection label after being punched into a predetermined size for use.
- the area on which the pattern layer of the support is formed may be less than 100%, preferably 1 to 99%, more preferably 2 to It is 95%, more preferably 3 to 90%, still more preferably 5 to 80%, still more preferably 8 to 70%, still more preferably 10 to 60%, still more preferably 12 to 45%.
- the formation method of the said pattern layer will not be specifically limited if it is a method which can form a pattern layer on the said support body.
- the ink containing the said resin and a solvent can be formed by the general printing method, for example, gravure, screen printing, offset printing, a flexographic printing etc.
- the shape of the pattern to be formed is not particularly limited as long as the presence or absence of re-peeling of the peeling detection label can be detected, and may be a geometrical pattern or a pattern, or may be a character pattern. .
- the said pattern not only what was necessarily arrange
- the material for pattern layer when not only printing a specific regular shape using the printing method, but simply processing the material for pattern layer into an irregular (random) shape, such as spraying on a support, etc. Even when it is possible to visually recognize that the color tone and light transmittance of the label are randomly changed in some places, it is formed from the material for the pattern layer formed on the support. The location is included in the pattern layer.
- the interface between the support and the pattern layer be present in a certain area or more, so it is preferable to form a predetermined regular pattern.
- the pattern layer since it is possible to form a predetermined pattern by the pattern layer itself, when the pattern layer is a layer having transparency, the pattern is formed as a hidden pattern such as a hidden character. Can.
- the “hidden pattern” since the formed pattern is transparent before re-peeling of the peeling detection label, it is manifested and can not be detected visually, and after the peeling detection label is peeled back It refers to a pattern that can be visually detected as the pattern becomes apparent.
- the pattern layer used in the present invention since the pattern layer itself peels off the interface from the support, it is necessary to provide a layer in which each function is separated as a pattern layer Has the advantage of eliminating And, by adopting the constitution of the above-mentioned peeling detection label of the present invention, interfacial peeling can be caused between the support and the pattern layer, and on the other hand, interfacial peeling at other places can be effectively suppressed. Therefore, even when a pattern having a relatively complicated shape such as characters is formed by the pattern layer itself, when the peeling detection label is peeled again, it is possible to display the pattern to an extent that the pattern can be visually detected. .
- the thickness of the pattern layer may be less than the thickness of the adhesive laminate to be described later, and as described above, when the support is in contact with the base layer (Y), the base layer ( It is preferable that it is less than the thickness of Y), and when the adhesive laminated body mentioned later is an aspect of a laminated body (P), it is preferable that it is less than the thickness of an adhesive layer (X1).
- the thickness of the pattern layer is, for example, preferably 0.05 to 16 ⁇ m, more preferably 0.1 to 12 ⁇ m, and still more preferably 0.5 to 8 ⁇ m.
- the thickness of the pattern layer can be measured by the method described in the examples.
- the pressure-sensitive adhesive laminate is a laminate having a pressure-sensitive adhesive layer (X) and a base material layer (Y), and as described above, preferably a laminate having two or more pressure-sensitive adhesive layers (X). It is preferably a laminate (P1) which is an adhesive laminate in which the first pressure-sensitive adhesive layer (X1), the base material layer (Y) and the second pressure-sensitive adhesive layer (X2) are laminated in this order.
- Adhesive layer (X) is preferably a layer formed from the composition (x) containing the adhesive resin, and the coating film (x ′) made of the composition (x) containing the adhesive resin is dried More preferably, it is a layer formed by
- the “coating film” is a film formed from a composition which is a forming material by a known coating method, and a residual ratio of volatile components such as a solvent contained in the film. Indicates a state in which 10 to 100% by mass with respect to 100% by mass of the total of volatile components contained in the composition before application. That is, in the present specification, the coating film contains a fixed amount of volatile components such as a solvent.
- each pressure-sensitive adhesive layer (X) in the present specification is an adhesive layer (X1) and an adhesive layer (X2), respectively, as a composition (x-1) and a composition (x-2) Also referred to.
- the coating corresponding to the coating (x ') is also referred to as coating (x-1') and coating (x-2 '), respectively.
- the pattern layer and the pressure-sensitive adhesive layer (X) contain the same kind of resin, for example, in the case where the pattern layer is formed of an acrylic resin, the pressure-sensitive adhesive layer ( X) is also preferably an acrylic resin described later.
- the interfacial adhesion between the pressure-sensitive adhesive layer (X) and the pattern layer is improved, and the requirement (1) is more easily satisfied, which is preferable.
- the adhesive laminate is a laminate (P1)
- the pattern layer and the adhesive layer (X1) contain the same kind of resin for the same reason, for example, When the said pattern layer is a layer formed from acrylic resin, it is preferable that an adhesive layer (X1) is also acrylic resin mentioned later.
- composition (x) which is a formation material of adhesive layer (X) contains adhesive resin.
- components other than the adhesive resin contained in the composition (x) can be appropriately adjusted depending on the use of the peeling detection label of the present invention.
- the composition (x) may further contain one or more selected from the group consisting of a tackifier and a crosslinking agent, from the viewpoint of adjusting the adhesive strength to a desired range. In addition to these, it may contain one or more selected from the group consisting of a dilution solvent and an additive for an adhesive used in a general adhesive.
- the mass average molecular weight (Mw) of the adhesive resin is preferably 10,000 to 2,000,000, more preferably 20,000 to 1.5,000,000, and still more preferably 30,000 to 1,000,000.
- an adhesive resin contained in a composition (x) the acrylic resin which satisfy
- acrylic resins, urethane resins, acrylic urethane resins and polyester resins is preferable, and acrylic resins are more preferable.
- these tackifying resins may be used alone or in combination of two or more.
- these adhesive resins are copolymers which have 2 or more types of structural units, the form of the said copolymer is not specifically limited, A block copolymer, a random copolymer, and a graft co It may be any of polymers.
- these tackifying resins are non-UV curable tackifying resins having no polymerizable functional group. Is preferred.
- the content of the adhesive resin in the composition (x) is preferably 30 to 99.99% by mass, more preferably 40 to 99.95% of the total amount (100% by mass) of the active ingredients of the composition (x).
- the weight percentage is more preferably 50 to 99.90 weight percent, still more preferably 55 to 99.80 weight percent, still more preferably 60 to 99.50 weight percent.
- the adhesive resin contained in the composition (x) preferably contains an acrylic resin, from the viewpoint of further improving the interface adhesion with the base material layer (Y).
- the content of the acrylic resin in the adhesive resin is preferably 30 to 100 mass% of the total amount (100% by mass) of the adhesive resin contained in the composition (x) from the viewpoint of further improving the interface adhesion. %, More preferably 50 to 100% by mass, still more preferably 70 to 100% by mass, still more preferably 85 to 100% by mass.
- acrylic resin for example, a polymer containing a structural unit derived from an alkyl (meth) acrylate having a linear or branched alkyl group, a (meth) acrylate having a cyclic structure And the like.
- the mass average molecular weight (Mw) of the acrylic resin is preferably 100,000 to 1,500,000, more preferably 200,000 to 1,300,000, still more preferably 350,000 to 1,200,000, and still more preferably 500,000 to 1,100,000. .
- the acrylic resin is preferably an acrylic polymer (A0) having a structural unit (a1) derived from an alkyl (meth) acrylate (a1 ′) (hereinafter also referred to as “monomer (a1 ′)”),
- An acrylic copolymer (A1) having a structural unit (a2) derived from a functional group-containing monomer (a2 ′) (hereinafter also referred to as “monomer (a2 ′)”) together with the structural unit (a1) is more preferable .
- the number of carbon atoms of the alkyl group of the monomer (a1 ′) is preferably 1 to 24, more preferably 1 to 12, still more preferably 1 to 8, still more preferably 4 to 6 from the viewpoint of improving adhesion properties. It is.
- the alkyl group which a monomer (a1 ') has may be a linear alkyl group, and a branched alkyl group may be sufficient.
- the monomer (a1 ′) for example, methyl (meth) acrylate, ethyl (meth) acrylate, propyl (meth) acrylate, butyl (meth) acrylate, 2-ethylhexyl (meth) acrylate, lauryl (meth) acrylate, tridecyl ( Meta) acrylate, stearyl (meth) acrylate, etc. are mentioned.
- methyl (meth) acrylate, butyl (meth) acrylate and 2-ethylhexyl (meth) acrylate are preferable.
- the pressure-sensitive adhesive laminate is a laminate (P1) and the pressure-sensitive adhesive layer (X) is a pressure-sensitive adhesive layer (X1), methyl (meth) acrylate and butyl (meth) as monomers (a1 ′) Acrylate is more preferable, and when the pressure-sensitive adhesive layer (X) is a pressure-sensitive adhesive layer (X2), 2-ethylhexyl (meth) acrylate and butyl (meth) acrylate are more preferable as the monomer (a1 ′). These monomers (a1 ′) may be used alone or in combination of two or more.
- the content of the structural unit (a1) is preferably 50 to 100% by mass, more preferably 60 to 100% by mass, based on 100% by mass of all the structural units (100% by mass) of the acrylic polymer (A0) or the acrylic copolymer (A1).
- the content is 99.9% by mass, more preferably 70 to 99.5% by mass, and still more preferably 80 to 99.0% by mass.
- the functional group possessed by the monomer (a2 ′) refers to a functional group capable of reacting with a crosslinking agent which may be contained in the composition (x) described later and becoming a crosslinking origin or having a crosslinking promoting effect, for example, hydroxyl group , Carboxy group, amino group, epoxy group and the like. That is, as a monomer (a2 '), a hydroxyl-containing monomer, a carboxy-group containing monomer, an amino-group containing monomer, an epoxy-group containing monomer etc. are mentioned, for example. These monomers (a2 ′) may be used alone or in combination of two or more. As the monomer (a2 ′), a hydroxyl group-containing monomer and a carboxy group-containing monomer are preferable.
- hydroxyl group-containing monomer for example, 2-hydroxyethyl (meth) acrylate, 2-hydroxypropyl (meth) acrylate, 3-hydroxypropyl (meth) acrylate, 2-hydroxybutyl (meth) acrylate, 3-hydroxybutyl (meth) And hydroxyalkyl (meth) acrylates such as acrylate and 4-hydroxybutyl (meth) acrylate; and unsaturated alcohols such as vinyl alcohol and allyl alcohol.
- carboxy group-containing monomers examples include ethylenically unsaturated monocarboxylic acids such as (meth) acrylic acid and crotonic acid; and ethylenically unsaturated dicarboxylic acids such as fumaric acid, itaconic acid, maleic acid and citraconic acid, and anhydrides thereof 2- (acryloyloxy) ethyl succinate, 2-carboxyethyl (meth) acrylate and the like.
- monomer (a2 ′) 2-hydroxyethyl (meth) acrylate and (meth) acrylic acid are preferable.
- These monomers (a2 ′) may be used alone or in combination of two or more.
- the adhesive laminate is a laminate (P1) and the adhesive layer (X) is an adhesive layer (X1)
- 2-hydroxyethyl (meth) acrylate is more preferred as the monomer (a2 ′)
- the pressure-sensitive adhesive layer (X) is a pressure-sensitive adhesive layer (X2)
- the content of the structural unit (a2) is preferably 0.1 to 40% by mass, more preferably 0.3 to 30% by mass, based on the total structural units (100% by mass) of the acrylic copolymer (A1). More preferably, it is 0.5 to 20% by mass, and still more preferably 0.7 to 10% by mass.
- the acrylic copolymer (A1) may further have a structural unit (a3) derived from another monomer (a3 ′) other than the monomers (a1 ′) and (a2 ′), and an adhesive laminate
- the content of the structural units (a1) and (a2) is preferably 70 to 100 in the total structural units (100% by mass) of the acrylic copolymer (A1). % By mass, more preferably 80 to 100% by mass, still more preferably 85 to 100% by mass, still more preferably 90 to 100% by mass.
- Examples of the monomer (a3 ′) include olefins such as ethylene, propylene and isobutylene; halogenated olefins such as vinyl chloride and vinylidene chloride; diene-based monomers such as butadiene, isoprene and chloroprene; cyclohexyl (meth) acrylate, Has a cyclic structure such as benzyl (meth) acrylate, isobornyl (meth) acrylate, dicyclopentanyl (meth) acrylate, dicyclopentenyl (meth) acrylate, dicyclopentenyl oxyethyl (meth) acrylate, imide (meth) acrylate (Meth) acrylate; styrene, ⁇ -methylstyrene, vinyl toluene, vinyl formate, vinyl acetate, acrylonitrile, (meth) acrylamide, (meth) acrylonitrile, (
- the urethane resin that can be used as the adhesive resin is not particularly limited as long as it is a polymer having one or more of a urethane bond and a urea bond in at least one of the main chain and the side chain.
- the urethane type prepolymer (UX) etc. which are obtained by reacting a polyol and a polyvalent isocyanate compound are mentioned, for example.
- the urethane prepolymer (UX) may be one obtained by further performing a chain extension reaction using a chain extender.
- the mass average molecular weight (Mw) of the urethane resin is preferably 10,000 to 200,000, more preferably 12,000 to 150,000, further preferably 15,000 to 100,000, and still more preferably 20,000 to 70,000.
- polyol used as a raw material of urethane type prepolymer (UX) for example, polyol compounds such as alkylene type polyol, polyether type polyol, polyester type polyol, polyester amide type polyol, polyester-polyether type polyol, polycarbonate type polyol and the like
- polyol compounds such as alkylene type polyol, polyether type polyol, polyester type polyol, polyester amide type polyol, polyester-polyether type polyol, polycarbonate type polyol and the like
- alkylene type polyol such as alkylene type polyol, polyether type polyol, polyester type polyol, polyester amide type polyol, polyester-polyether type polyol, polycarbonate type polyol and the like
- diols are preferable, and alkylene type diols are more preferable.
- alkylene type diol for example, alkanediol such as 1,3-propanediol, 1,4-butanediol, 1,5-pentanediol, neopentyl glycol, 1,6-hexanediol, etc .; ethylene glycol, propylene glycol, And alkylene glycols such as diethylene glycol and dipropylene glycol; polyalkylene glycols such as polyethylene glycol, polypropylene glycol and polybutylene glycol; and polyoxyalkylene glycols such as polytetramethylene glycol.
- Mw mass average molecular weight
- aromatic polyisocyanate As a polyvalent isocyanate compound used as a raw material of urethane type prepolymer (UX), aromatic polyisocyanate, aliphatic polyisocyanate, alicyclic polyisocyanate etc. are mentioned.
- aromatic polyisocyanates include 1,3-phenylene diisocyanate, 1,4-phenylene diisocyanate, 4,4′-diphenylmethane diisocyanate (MDI), 2,4-tolylene diisocyanate (2,4-TDI), 2 , 6-tolylene diisocyanate (2,6-TDI), 4,4'-toluidine diisocyanate, 2,4,6-triisocyanate toluene, 1,3,5-triisocyanate benzene, dianisidine diisocyanate, 4,4 ' And -diphenylether diisocyanate, 4,4 ', 4 "-triphenylmethane triisocyanate, 1,4-te
- aliphatic polyisocyanates examples include trimethylene diisocyanate, tetramethylene diisocyanate, hexamethylene diisocyanate (HMDI), pentamethylene diisocyanate, 1,2-propylene diisocyanate, 2,3-butylene diisocyanate, 1,3-butylene diisocyanate, dodeca Methylene diisocyanate, 2,4,4-trimethylhexamethylene diisocyanate and the like can be mentioned.
- HMDI hexamethylene diisocyanate
- alicyclic polyisocyanate for example, 3-isocyanatomethyl-3,5,5-trimethylcyclohexyl isocyanate (IPDI: isophorone diisocyanate), 1,3-cyclopentadiisocyanate, 1,3-cyclohexane diisocyanate, 1,4- Cyclohexane diisocyanate, methyl-2,4-cyclohexane diisocyanate, methyl-2,6-cyclohexane diisocyanate, 4,4'-methylenebis (cyclohexyl isocyanate), 1,4-bis (isocyanatomethyl) cyclohexane, 1,4-bis (isocyanate) Methyl) cyclohexane and the like.
- IPDI isophorone diisocyanate
- 1,3-cyclopentadiisocyanate 1,3-cyclohexane diisocyanate
- the polyvalent isocyanate compound may be a trimethylolpropane adduct type modified product of the above-mentioned polyisocyanate, a burette type modified product reacted with water, or an isocyanurate type modified product containing an isocyanurate ring.
- polyvalent isocyanate compounds from the viewpoint of obtaining a urethane-based polymer having excellent adhesion properties, 4,4′-diphenylmethane diisocyanate (MDI), 2,4-tolylene diisocyanate (2,4-TDI), 2, One or more selected from 6-tolylene diisocyanate (2,6-TDI), hexamethylene diisocyanate (HMDI), 3-isocyanatomethyl-3,5,5-trimethylcyclohexyl isocyanate (IPDI) and their modified products are preferable. From the viewpoint of weather resistance, one or more selected from HMDI, IPDI and their modified products are more preferable.
- the isocyanate group content (NCO%) in the urethane prepolymer (UX) is preferably 0.5 to 12% by mass, more preferably 1 to 4 in the value measured according to JIS K 1603-1: 2007. It is mass%.
- the chain extender is preferably a compound having at least one of a hydroxyl group and an amino group, or a compound having at least one of a hydroxyl group and an amino group.
- the compound having at least one of hydroxyl group and amino group is preferably at least one compound selected from the group consisting of aliphatic diols, aliphatic diamines, alkanolamines, bisphenols and aromatic diamines.
- aliphatic diols include alkanediols such as 1,3-propanediol, 1,4-butanediol, 1,5-pentanediol, neopentyl glycol, 1,6-hexanediol and 1,7-heptanediol.
- alkylene glycols such as ethylene glycol, propylene glycol, diethylene glycol and dipropylene glycol; and the like.
- Examples of aliphatic diamines include ethylene diamine, 1,3-propane diamine, 1,4-butane diamine, 1,5-pentane diamine, and 1,6-hexane diamine.
- Examples of alkanolamines include monoethanolamine, monopropanolamine, isopropanolamine and the like.
- Examples of the bisphenol include bisphenol A and the like.
- Examples of the aromatic diamine include diphenylmethane diamine, tolylene diamine and xylylene diamine.
- Examples of the compound having at least one of a hydroxyl group and an amino group include polyols such as trimethylolpropane, ditrimethylolpropane, pentaerythritol, and dipentaerythritol; 1-amino-2,3-propanediol, 1-methyl Amino alcohols such as amino-2,3-propanediol, N- (2-hydroxypropyl ethanolamine); ethylene oxide or propylene oxide adducts of tetramethyl xylylene diamine; and the like.
- polyols such as trimethylolpropane, ditrimethylolpropane, pentaerythritol, and dipentaerythritol
- 1-amino-2,3-propanediol 1-methyl Amino alcohols such as amino-2,3-propanediol, N- (2-hydroxypropyl ethanolamine)
- the polyisobutylene-based resin (hereinafter also referred to as "PIB-based resin") that can be used as the adhesive resin is not particularly limited as long as it is a resin having a polyisobutylene skeleton in at least one of the main chain and the side chain.
- the mass average molecular weight (Mw) of the PIB resin is preferably 20,000 or more, more preferably 30,000 to 1,000,000, still more preferably 50,000 to 800,000, and still more preferably 70,000 to 600,000.
- PIB resins examples include polyisobutylene which is a homopolymer of isobutylene, copolymer of isobutylene and isoprene, copolymer of isobutylene and n-butene, copolymer of isobutylene and butadiene, and these copolymers. Brominated or chlorinated halogenated butyl rubber and the like can be mentioned.
- the structural unit which consists of isobutylene shall be contained most among all the structural units.
- the content of the structural unit consisting of isobutylene is preferably 80 to 100% by mass, more preferably 90 to 100% by mass, still more preferably 95 to 100% by mass, based on the total constituent units (100% by mass) of the PIB resin. is there.
- These PIB resins may be used alone or in combination of two or more.
- PIB type resin when using PIB type resin, it is preferable to use together PIB type resin with high mass mean molecular weight (Mw), and PIB type resin with low mass mean molecular weight (Mw). More specifically, a PIB resin (pb1) (hereinafter also referred to as “PIB resin (pb1)”) having a mass average molecular weight (Mw) of 270,000 to 600,000 and a mass average molecular weight (Mw) of 5 It is preferable to use 10,000 to 250,000 PIB resins (pb2) (hereinafter also referred to as “PIB resins (pb2)”) in combination.
- PIB resins (pb2) hereinafter also referred to as “PIB resins (pb2)
- a PIB-based resin (pb1) having a high mass average molecular weight (Mw) By using a PIB-based resin (pb1) having a high mass average molecular weight (Mw), the durability and the weather resistance of the formed pressure-sensitive adhesive layer can be improved, and also the adhesion can be improved. Further, by using a PIB resin (pb2) having a low mass average molecular weight (Mw), it can be well compatible with the PIB resin (pb1), and the PIB resin (pb1) can be appropriately plasticized. The wettability of the pressure-sensitive adhesive layer to the adherend can be enhanced, and the adhesion properties, flexibility, and the like can be improved.
- Mw mass average molecular weight
- the mass average molecular weight (Mw) of the PIB resin (pb1) is preferably 270,000 to 600,000, more preferably 290,000 to 480,000, further preferably 310,000 to 450,000, still more preferably 320,000 to 400,000. It is.
- the mass average molecular weight (Mw) of the PIB resin (pb2) is preferably 50,000 to 250,000, more preferably 80,000 to 230,000, still more preferably 140,000 to 220,000, and still more preferably 180,000 to 210,000. It is.
- the content ratio of PIB resin (pb2) is preferably 5 to 55 parts by mass, more preferably 6 to 40 parts by mass, still more preferably 7 to 30 parts by mass, per 100 parts by mass of PIB resin (pb1). Preferably, it is 8 to 20 parts by mass.
- the olefin-based resin that can be used as the adhesive resin is not particularly limited as long as it is a polymer having a structural unit derived from an olefin compound such as ethylene and propylene.
- the said olefin resin may be used independently, and may be used in combination of 2 or more type.
- olefin resins include, for example, polyethylenes such as low density polyethylene, medium density polyethylene, high density polyethylene, linear low density polyethylene, polypropylene, copolymers of ethylene and propylene, ethylene and other ⁇ - Copolymers of olefins, copolymers of propylene and other ⁇ -olefins, copolymers of ethylene and propylene and other ⁇ -olefins, copolymer of ethylene and other ethylenically unsaturated monomers And the like (ethylene-vinyl acetate copolymer, ethylene-alkyl (meth) acrylate copolymer, etc.) and the like.
- polyethylenes such as low density polyethylene, medium density polyethylene, high density polyethylene, linear low density polyethylene, polypropylene, copolymers of ethylene and propylene, ethylene and other ⁇ - Copolymers of olefins, copolymers of propylene and other ⁇
- Examples of the above ⁇ -olefins include 1-butene, 1-pentene, 1-hexene, 1-heptene, 1-octene, 4-methyl-1-pentene, 4-methyl-1-hexene and the like.
- Examples of the ethylenically unsaturated monomer include vinyl acetate, alkyl (meth) acrylate, vinyl alcohol and the like.
- acrylic urethane resin examples include those in which the types and amounts of the monomer components, the crosslinking agent, and the like are appropriately adjusted so as to have adhesiveness in an acrylic urethane resin to be described later. There is no particular limitation as long as it is possessed.
- polyester resin It will not specifically limit, if it has adhesiveness as a polyester-type resin which can be used as adhesive resin.
- the main component of the polyester-based resin include, for example, aromatics such as terephthalic acid, isophthalic acid, methylterephthalic acid and naphthalene dicarboxylic acid
- aromatics such as terephthalic acid, isophthalic acid, methylterephthalic acid and naphthalene dicarboxylic acid
- the random copolymer of an acid component and glycol components such as ethylene glycol, diethylene glycol, butylene glycol, neopentyl glycol etc., is mentioned.
- the polyester-based pressure-sensitive adhesive using the polyester-based resin is composed of polyester, a solvent, a crosslinking agent, a tackifier and the like, and as a crosslinking system, methylol group condensation, ionic crosslinking, isocyanate crosslinking, epoxy crosslinking, etc. It's being used.
- the composition (x) in the case of forming a pressure-sensitive adhesive layer (X) having a further improved adhesion, preferably further contains a tackifier. Therefore, when the adhesive laminate is a laminate (P1), as described later, it is preferable that the adhesive strength of the adhesive layer (X1) is larger than the adhesive strength of the adhesive layer (X2), so In the case where the composition (x-1) forming the pressure-sensitive adhesive layer (X1) further contains a tackifier, the composition (x-1) forming the pressure-sensitive adhesive layer (X1) Furthermore, it is more preferable that the composition (x-2) containing a tackifier and forming the pressure-sensitive adhesive layer (X2) does not contain a tackifier.
- a "tackifier” is a component which assists and improves the adhesive force of adhesive resin, Comprising:
- the mass mean molecular weight (Mw) points out an oligomer less than 10,000, and the above-mentioned adhesive resin It is distinguished.
- the mass average molecular weight (Mw) of the tackifier is preferably 400 to 10,000, more preferably 500 to 8,000, and still more preferably 800 to 5,000.
- rosin resins such as rosin resin, rosin ester resin, rosin modified phenolic resin; hydrogenated rosin based resins obtained by hydrogenating these rosin based resins; terpene resins, aromatic modified terpene resins, terpene phenols Terpene-based resins such as epoxy-based resins; Hydrogenated terpene-based resins obtained by hydrogenating these terpene-based resins; Styrene obtained by copolymerizing a styrene-based monomer such as ⁇ -methylstyrene or ⁇ -methylstyrene with an aliphatic monomer Based resins; Hydrogenated styrenic resins obtained by hydrogenating these styrenic resins; C5 systems obtained by copolymerizing C5 fractions such as pentene, isoprene, piperine, 1.3-pentadiene, etc.
- tackifiers may be used alone or in combination of two or more different in softening point or structure.
- the softening point of the tackifier is preferably 60 to 170 ° C., more preferably 65 to 160 ° C., still more preferably 70 to 150 ° C.
- the "softening point" of a tackifier means the value measured based on JISK2531.
- the weighted average of the softening point of the several tackifier belongs to the said range.
- the content of the tackifier in the composition (x) is preferably 0% of the total amount (100% by mass) of the active ingredient in the composition (x). .01 to 65% by mass, more preferably 0.05 to 55% by mass, still more preferably 0.1 to 50% by mass, still more preferably 0.5 to 45% by mass, still more preferably 1.0 to 40% It is mass%.
- the total content of the tackifying resin and the tackifier in the composition (x) is preferably 70% by mass or more, more preferably 80% of the total amount (100% by mass) of the active ingredient of the composition (x). % By mass, more preferably 85% by mass or more, still more preferably 90% by mass or more, still more preferably 95% by mass or more.
- the composition (x) further contains a crosslinking agent, together with the above-mentioned adhesive resin having a functional group such as an acrylic copolymer having the above-mentioned structural units (a1) and (a2). It is preferable to do.
- the said crosslinking agent reacts with the functional group which the said adhesive resin has, and bridge
- crosslinking agent for example, isocyanate type crosslinking agents such as tolylene diisocyanate, xylylene diisocyanate, hexamethylene diisocyanate and adducts thereof; epoxy type crosslinking agents such as ethylene glycol glycidyl ether; hexa [1- (2- (2-) And the like.
- Aziridine-based crosslinking agents such as methyl) -aziridinyl] trifosphatriazine; and chelate-based crosslinking agents such as aluminum chelate; and the like.
- These crosslinking agents may be used alone or in combination of two or more.
- isocyanate-based crosslinking agents are preferable from the viewpoint of enhancing the cohesion and improving the adhesiveness, and from the viewpoint of availability and the like.
- content of a crosslinking agent is suitably adjusted with the number of the functional groups which adhesive resin has, for example, 100 mass parts of above-mentioned adhesive resins which have the above-mentioned functional groups, such as the above-mentioned acrylic copolymer etc.
- it is 0.01 to 10 parts by mass, more preferably 0.03 to 7 parts by mass, and still more preferably 0.05 to 4 parts by mass.
- the composition (x) contains an additive for a pressure-sensitive adhesive used in a general pressure-sensitive adhesive other than the above-mentioned tackifier and crosslinking agent, as long as the effects of the present invention are not impaired. It may be done.
- the pressure-sensitive adhesive additive include an antioxidant, a softener (plasticizer), a rust inhibitor, a retarder, a catalyst, an ultraviolet absorber, and the like. These pressure-sensitive adhesive additives may be used alone or in combination of two or more.
- the content of each adhesive additive is preferably independently 0.0001 to 20 parts by mass, more preferably 100 parts by mass of the adhesive resin. The amount is 0.001 to 10 parts by mass.
- the composition (x) may be in the form of a solution, containing water or an organic solvent as a dilution solvent, together with the various active ingredients described above.
- the organic solvent include toluene, xylene, ethyl acetate, butyl acetate, methyl ethyl ketone, diethyl ketone, methyl isobutyl ketone, methanol, ethanol, isopropyl alcohol, tert-butanol, s-butanol, acetylacetone, cyclohexanone, n-hexane, cyclohexane Etc.
- These dilution solvents may be used alone or in combination of two or more.
- the concentration of the active ingredient of the composition (x) is preferably 1 to 65% by mass, more preferably 5 to 60% by mass, still more preferably Is 10 to 50% by mass, more preferably 25 to 45% by mass, and still more preferably 30 to 45% by mass.
- the adhesive strength of the pressure-sensitive adhesive layer (X) is preferably 1.0 N / 25 mm or more, more preferably 5.0 N / 25 mm or more, still more preferably 10.0 N / 25 mm or more, still more preferably 14.0 N / 25 mm or more It is.
- the upper limit of the adhesive strength of the pressure-sensitive adhesive layer (X) is not particularly limited, but is preferably 40.0 N / 25 mm or less, more preferably 35.0 N / 25 mm or less, still more preferably 30.0 N / 25 mm or less Still more preferably, it is 25.0 N / 25 mm or less.
- the adhesive strength of the adhesive layer (X1) is preferably 1.0 N / 25 mm or more, more preferably 5.0 N / 25 mm or more, more preferably 10.0 N / 25 mm or more, still more preferably 14.0 N / 25 mm or more, still more preferably 18.0 N / 25 mm or more.
- the upper limit of the adhesive strength of the pressure-sensitive adhesive layer (X1) is not particularly limited, but is preferably 40.0 N / 25 mm or less, more preferably 35.0 N / 25 mm or less, still more preferably 30.0 N / 25 mm or less More preferably, it is 25.0 N / 25 mm or less.
- the adhesive strength of the adhesive layer (X2) is preferably 1.0 N / 25 mm or more, more preferably 5.0 N / 25 mm or more, more preferably 10.0 N / 25 mm or more, still more preferably 14.0 N / 25 mm or more, and preferably 40.0 N / 25 mm or less, more preferably 30.0 N / 25 mm or less, more preferably Is 25.0 N / 25 mm or less, more preferably 18.0 N / 25 mm or less.
- the adhesive force of the pressure-sensitive adhesive layer (X2) satisfies the above range, for example, when the peeling detection label has a peeling material, a pattern is not expressed when peeling the peeling detection label from the peeling material, It is preferable because the function of expressing a pattern at the time of re-peeling of the peeling detection label can be more easily expressed.
- the adhesive force of an adhesive layer (X1) is larger than the adhesive force of the said adhesive layer (X2) preferable.
- the adhesive force of the pressure-sensitive adhesive layer (X1) is greater than the adhesive force of the pressure-sensitive adhesive layer (X2), so when peeling off the peeling detection label, before supporting the pressure-sensitive adhesive layer (X2) from the adherend, support Peeling occurs at the interface between the body and / or the pattern layer and the pressure-sensitive adhesive layer (X1), and the adhesive laminate remains on the adherend to cause generation of adhesive residue more effectively. It is preferable because it can be prevented.
- the adhesive force of the pressure-sensitive adhesive layer (X1) is larger than the adhesive force of the pressure-sensitive adhesive layer (X2), for example, at the time of manufacture such as extraction and peeling of the peeling detection label or winding and unwinding the peeling detection label It is preferable because the interfacial peeling can be prevented more effectively in a scene different from the supposed scene, such as storage and peeling of the peeling detection label from the peeling material immediately before use.
- the elastic modulus of the pressure-sensitive adhesive layer (X) is preferably 0.05 MPa or more, more preferably 0.08 MPa or more, still more preferably 0.10 MPa or more, still more preferably, from the viewpoint of obtaining more excellent pattern expression.
- the following is more preferably 0.25 MPa or less.
- the elastic modulus of the adhesive layer (X1) is preferably 0.05 MPa or more, more preferably 0.08 MPa or more, More preferably, it is 0.10 MPa or more, more preferably 0.12 MPa or more, still more preferably 0.15 MPa or more, and preferably 0.70 MPa or less, more preferably 0.50 MPa or less, still more preferably 0 It is not more than .40 MPa, more preferably not more than 0.30 MPa, still more preferably not more than 0.25 MPa.
- the pressure-sensitive adhesive layer (X1) When the elastic modulus of the pressure-sensitive adhesive layer (X1) satisfies the above range, the pressure-sensitive adhesive layer (X1) does not break at the time of re-peeling of the peeling detection label and can be sufficiently deformed It is considered that interfacial peeling is likely to occur between the support and the pattern layer by pulling the pattern layer with the deformation of 2.). As a result, it is preferable because it is considered that better pattern expression can be obtained.
- the elastic modulus of the adhesive layer (X2) is preferably 0.05 MPa or more, more preferably 0.08 MPa or more, More preferably, it is 0.10 MPa or more, more preferably 0.12 MPa or more, still more preferably 0.15 MPa or more, and preferably 0.70 MPa or less, more preferably 0.50 MPa or less, still more preferably 0 It is not more than .40MPa, more preferably not more than 0.30MPa, still more preferably not more than 0.25MPa, still more preferably not more than 0.18MPa.
- the elastic modulus of the pressure-sensitive adhesive layer (X2) satisfies the above range, the pressure-sensitive adhesive layer (X2) is sufficiently deformed and does not break when the peeling detection label is re-peeled, resulting in adhesive residue It is preferable because occurrence of a defect can be prevented more effectively.
- the values of adhesive strength and elastic modulus of the pressure-sensitive adhesive layer (X) are measured by the methods described in the examples. can do.
- the adhesive force and elastic modulus of the pressure-sensitive adhesive layer (X) are, for example, the types of the respective components such as the pressure-sensitive adhesive resin forming the pressure-sensitive adhesive layer, the tackifier, the crosslinking agent, and the additive for pressure-sensitive adhesive. It can also be adjusted by adjusting the selection as well as their content.
- the base material layer (Y) used for the peeling detection label of the present invention has an elastic modulus of 10 MPa or more and 800 MPa or less.
- the elastic modulus of the base material layer (Y) is preferably 15 MPa or more, more preferably 18 Mpa or more, still more preferably 50 MPa.
- the base material layer (Y) is preferably a layer having a lower elastic modulus than the elastic modulus of the support, and the elastic modulus of the support is higher than that of the support. It is more preferable that the layer has a low elastic modulus and a higher elastic modulus than the pressure-sensitive adhesive layer (X).
- the value of the elastic modulus of the base material layer (Y) means the value of the storage elastic modulus E ′ at 23 ° C. measured by the torsional shear method, and the value is When it exceeds 100 MPa, it means the value of storage elastic modulus E ′ at 23 ° C. measured by the tensile method. Specifically, it can be measured by the method described in the examples.
- any layer satisfying the elastic modulus may be used.
- those satisfying the elastic modulus may also be used as the base material layer (Y) can do.
- a film formed of an acrylic urethane resin, an olefin resin, a polyamide, and a polyester resin is preferable in terms of transparency, cost, and versatility.
- the layer formed by drying the coating film which consists of a composition containing non-adhesive resin as base-material layer (Y) may be sufficient.
- a layer formed from a composition (y) containing at least one non-adhesive resin (y1) selected from the group consisting of an acrylic urethane resin and an olefin resin Formed by drying a coating film (y ') comprising a composition (y) comprising at least one non-adhesive resin (y1) selected from the group consisting of acrylic urethane resins and olefin resins More preferably, it is a layer.
- the substrate layer (Y) When the substrate layer (Y) is a layer formed by drying a coating film (y ') comprising the composition (y), it becomes a non-stretched film or sheet, for example, melt extrusion Compared with the base material layer (Y) comprised with the plastic film or sheet
- non-oriented film or sheet excludes a film or sheet obtained by intentionally stretching in a specific direction.
- a specific direction in the case of intentionally adjusting the rotational speed ratio between the respective rolls for the purpose of stretching the film or sheet, that is, Roll to Roll as a stretching machine.
- This is the case of using a manufacturing apparatus.
- a continuous production process such as using a Roll to Roll production apparatus
- stretching by force-wise stress in the flow direction it is not limited thereto. It can be regarded as
- composition (y) which is a forming material of the base material layer (Y) is a composition containing one or more non-adhesive resins (y1) selected from the group consisting of acrylic urethane resins and olefin resins. Is preferred.
- the components other than the non-adhesive resin (y1) contained in the composition (y) can be appropriately adjusted according to the application of the peeling detection label of the present invention.
- the composition (y) may contain a resin other than the acrylic urethane resin and the olefin resin within the range not impairing the effects of the present invention, and a dilution solvent and general
- the adhesive sheet may contain one or more selected from the group consisting of base material additives contained in the base material.
- the non-adhesive resin (y1) is preferably a resin belonging to an acrylic urethane resin or an olefin resin.
- the non-adhesive resin (y1) is a copolymer having two or more structural units, the form of the copolymer is not particularly limited, and a block copolymer, a random copolymer, and a graft co-polymer may be used. It may be any of polymers.
- the non-adhesive resin (y1) contained in the composition (y) from the viewpoint of further improving the interface adhesion with the base material layer (Y) and the pressure-sensitive adhesive layer (X). It is preferable that it is an ultraviolet-ray non-hardening-type resin which does not have a polymerizable functional group.
- the content of the non-adhesive resin (y1) in the composition (y) is preferably 50 to 100% by mass, more preferably 65 to 100% of the total amount (100% by mass) of the active ingredients of the composition (y). % By mass, more preferably 80 to 98% by mass, still more preferably 90 to 96% by mass.
- acrylic urethane resin for example, a reaction product of an acrylic polyol compound and an isocyanate compound, a linear urethane prepolymer (UY) having an ethylenically unsaturated group at both ends, and (meth) acrylic acid ester
- UY linear urethane prepolymer having an ethylenically unsaturated group at both ends
- acrylic acid ester The copolymer formed by polymerizing the vinyl compound (VY) to be contained is mentioned.
- An acrylic urethane resin (hereinafter also referred to as “acrylic urethane resin (I)”), which is a reaction product of an acrylic polyol compound and an isocyanate compound, has an acrylic resin main chain as a skeleton and intermolecular components thereof. Have a chemical structure which is crosslinked and cured by urethane bonds. Since the acrylic resin which is the main chain is rich in rigidity, the adhesive laminate is less likely to break due to the tensile stress generated in the process of deformation of the peeling detection label at the time of peeling of the peeling detection label, so adhesive residue is generated.
- an acrylic urethane resin (copolymer formed by polymerizing a linear urethane prepolymer (UY) having an ethylenically unsaturated group at both terminals and a vinyl compound (VY) containing (meth) acrylic acid ester
- acrylic urethane resin (II) is also referred to as “(meth) acrylic acid at both ends of the linear urethane prepolymer (UY) while using the backbone of the linear urethane prepolymer (UY) as a skeleton It has a structural unit derived from a vinyl compound (VY) containing an ester.
- the acrylic urethane resin (II) since the site derived from the linear urethane polymer (UY) is interposed between the acrylic moieties in the main chain skeleton, the distance between crosslinking points is longer than that of the acrylic urethane resin (I) And its molecular structure tends to be a two-dimensional structure (network-like structure). Moreover, since the urethane prepolymer (UY) of the main chain is linear, the stretching effect is high when an external force is applied.
- the adhesive laminated body is also easily deformed following the deformation of the peeling detection label in the process of deformation, thereby making it difficult to break and contributing to the improvement of the effect of suppressing the generation of adhesive residue. It is considered to gain.
- the side chain of the structural unit derived from the vinyl compound (VY) containing a (meth) acrylic acid ester has a structure that is easily entangled with the adhesive resin in the adhesive layer (X). Therefore, it is thought that it can contribute to the improvement of interface adhesiveness with adhesive layer (X) by using acrylic urethane type resin (II) as a forming material of base material layer (Y). It is thought that the interfacial peeling between the pressure-sensitive adhesive layer (X) and the base material layer (Y) in the pressure-sensitive adhesive laminate is also suppressed by the effect, and the generation of adhesive residue can be more effectively suppressed.
- the mass average molecular weight (Mw) of the acrylic urethane resin is preferably 2,000 to 500,000, more preferably 4,000 to 300,000, still more preferably 5,000 to 200,000, still more preferably 10,000 to 500 It is 150,000.
- an acrylic urethane resin (II) is preferable as the acrylic urethane resin contained in the composition (y) as the non-adhesive resin (y1).
- an acrylic urethane resin (II) is preferable as the acrylic urethane resin contained in the composition (y) as the non-adhesive resin (y1).
- the acrylic urethane resins (I) and (II) will be described below.
- An acrylic copolymer (B1) having a structural unit (b2) derived from a hydroxyl group-containing monomer (b2 ′) (hereinafter, also referred to as “monomer (b2 ′)”) is preferable.
- the carbon number of the alkyl group of the monomer (b1 ′) is preferably 1 to 12, more preferably 4 to 8, and still more preferably 4 to 6.
- the alkyl group which a monomer (b1 ') has may be a linear alkyl group, and a branched alkyl group may be sufficient.
- the monomers (b1 ′) may be used alone or in combination of two or more. However, as the monomer (b1 ′), butyl (meth) acrylate and 2-ethylhexyl (meth) acrylate are preferable, and butyl (meth) acrylate is more preferable.
- the content of the structural unit (b1) is preferably 60 to 99.9 mass%, more preferably 70 to 99.7 mass based on the total structural units (100 mass%) of the acrylic copolymer (B1). %, More preferably 80 to 99.5% by mass.
- a monomer (b2 ') the same thing as the hydroxyl-containing monomer which can be selected as above-mentioned monomer (a2') is mentioned.
- the monomers (b2 ') may be used alone or in combination of two or more.
- the content of the structural unit (b2) is preferably 0.1 to 40% by mass, more preferably 0.3 to 30% by mass, based on the total structural units (100% by mass) of the acrylic copolymer (B1). More preferably, it is 0.5 to 20% by mass.
- the acrylic copolymer (B1) may further have a structural unit (b3) derived from another monomer (b3 ') other than the monomers (b1') and (b2 ').
- the monomer (b3 ′) include functional group-containing monomers other than the hydroxyl group-containing monomer that can be selected as the above-mentioned monomer (a2 ′), and the same as the above-mentioned monomer (a3 ′).
- the content of the structural units (b1) and (b2) is preferably 70 to 100 in the total structural units (100% by mass) of the acrylic copolymer (B1). % By mass, more preferably 80 to 100% by mass, still more preferably 90 to 100% by mass, still more preferably 95 to 100% by mass.
- an isocyanate type compound used as the raw material of acrylic urethane type resin (I) the same thing as the polyvalent isocyanate compound used as the raw material of the above-mentioned urethane type prepolymer (UX) is mentioned.
- an isocyanate type compound an isocyanate type compound which does not have an aromatic ring is preferred from the viewpoint of stretchability when external force is applied, and aliphatic polyisocyanate and alicyclic polyisocyanate are more preferable.
- the ratio of the structural unit derived from the acrylic polyol compound to the structural unit derived from the isocyanate compound [acrylic polyol compound / isocyanate compound] is preferably 10/90 by mass ratio. It is preferably at least 90/10, more preferably 20/80 to 80/20, still more preferably 30/70 to 70/30, and still more preferably 40/60 to 60/40.
- a linear urethane prepolymer (UY) used as the raw material of acrylic urethane type resin (II) the reaction material of diol and a diisocyanate compound is mentioned.
- the said diol and diisocyanate compound may be used independently, and may be used in combination of 2 or more type.
- the mass average molecular weight (Mw) of the linear urethane prepolymer (UY) is preferably 1,000 to 300,000, more preferably 3,000 to 200,000, still more preferably 5,000 to 100,000, still more preferably It is 10,000 to 80,000, and more preferably 20,000 to 60,000.
- diol constituting the linear urethane prepolymer (UY) examples include alkylene glycol, polyether type diol, polyester type diol, polyesteramide type diol, polyester / polyether type diol, polycarbonate type diol and the like. Among these diols, polycarbonate type diols are preferable.
- diisocyanate compound constituting the linear urethane prepolymer (UY) examples include aromatic diisocyanates, aliphatic diisocyanates, alicyclic diisocyanates, etc., and from the viewpoint of stretchability when an external force is applied, alicyclic compounds Diisocyanate is preferred.
- alicyclic compounds Diisocyanate is preferred.
- the thing applicable to the diisocyanate compound is mentioned among the compounds illustrated as a polyvalent isocyanate used as the raw material of above-mentioned urethane type prepolymer (UX).
- the linear urethane prepolymer (UY) may be obtained by subjecting a diol and a diisocyanate compound to a chain extension reaction using a chain extender.
- a chain extender the same thing as the thing illustrated as a chain extender which can be used at the time of synthesis of the above-mentioned urethane type prepolymer (UX) is mentioned.
- the linear urethane prepolymer (UY) is one having an ethylenically unsaturated group at both ends.
- an NCO group at the end of the urethane prepolymer formed by reacting a diol and a diisocyanate compound, and a hydroxyalkyl (meth) acrylate And the method of making it react.
- hydroxyalkyl (meth) acrylates examples include 2-hydroxyethyl (meth) acrylate, 2-hydroxypropyl (meth) acrylate, 3-hydroxypropyl (meth) acrylate, 2-hydroxybutyl (meth) acrylate, 3-hydroxy Examples include butyl (meth) acrylate, 4-hydroxybutyl (meth) acrylate and the like.
- the (meth) acrylic acid ester As a vinyl compound (VY) used as the raw material of acrylic urethane type resin (II), at least (meth) acrylic acid ester is included.
- the monomers (a1 ′) to (a3 ′) used as the raw material of the above-mentioned acrylic copolymer (A1) the (meth) acrylic acid esters are the same as those corresponding to (meth) acrylic acid esters. The thing is mentioned.
- the (meth) acrylic acid ester one or more selected from alkyl (meth) acrylate and hydroxyalkyl (meth) acrylate is preferable, and it is more preferable to use alkyl (meth) acrylate and hydroxyalkyl (meth) acrylate in combination preferable.
- the blending ratio of hydroxyalkyl (meth) acrylate is preferably 0.1 to 100 parts by mass with respect to 100 parts by mass of alkyl (meth) acrylate.
- the amount is preferably 0.2 to 90 parts by mass, more preferably 0.5 to 30 parts by mass, still more preferably 1.0 to 20 parts by mass, and still more preferably 1.5 to 10 parts by mass.
- the carbon number of the alkyl group contained in the alkyl (meth) acrylate is preferably 1 to 24, more preferably 1 to 12, still more preferably 1 to 8, and still more preferably 1 to 3.
- the said alkyl (meth) acrylate the same thing as what was illustrated as a monomer (a1 ') used as the raw material of the above-mentioned acrylic copolymer (A1) is mentioned.
- hydroxyalkyl (meth) acrylate the same as those exemplified as the hydroxyalkyl (meth) acrylate used for introducing the ethylenically unsaturated group at both ends of the linear urethane prepolymer (UY) described above Can be mentioned.
- vinyl compounds other than (meth) acrylic acid esters for example, aromatic hydrocarbon vinyl compounds such as styrene, ⁇ -methylstyrene, vinyl toluene; vinyl ethers such as methyl vinyl ether, ethyl vinyl ether; And polar group-containing monomers such as (meth) acrylonitrile, N-vinylpyrrolidone, (meth) acrylic acid, maleic acid, fumaric acid, itaconic acid and meta (acrylamide). These may be used alone or in combination of two or more.
- aromatic hydrocarbon vinyl compounds such as styrene, ⁇ -methylstyrene, vinyl toluene
- vinyl ethers such as methyl vinyl ether, ethyl vinyl ether
- polar group-containing monomers such as (meth) acrylonitrile, N-vinylpyrrolidone, (meth) acrylic acid, maleic acid, fumaric acid, itaconic acid and meta (acrylamide).
- the total amount (100% by mass) of the vinyl compound (VY) is preferably 40 to 100% by mass, more preferably 65 to 100% by mass, still more preferably 80 to 100% by mass, and still more preferably 90 to 100% by mass.
- the total content of the alkyl (meth) acrylate and the hydroxyalkyl (meth) acrylate in the vinyl compound (VY) used as a raw material of the acrylic urethane resin (II) is the vinyl compound (VY)
- it is 40 to 100% by mass, more preferably 65 to 100% by mass, still more preferably 80 to 100% by mass, and still more preferably 90 to 100% by mass in the total amount (100% by mass) of
- the acrylic urethane resin (II) can be obtained by polymerizing a linear urethane prepolymer (UY), which is a raw material, and a vinyl compound (VY).
- a radical generating agent is blended with an organic solvent in combination with the linear urethane prepolymer (UY) and the vinyl compound (VY) as raw materials, and both ends of the linear urethane prepolymer (UY) It can synthesize
- radical generator to be used examples include diazo compounds such as azobisisobutyronitrile, benzoyl peroxide and the like.
- a chain transfer agent such as a thiol group-containing compound may be added to the solvent to adjust the degree of polymerization of the acrylic.
- the content ratio of the structural unit derived from the linear urethane prepolymer (UY) to the structural unit derived from the vinyl compound (VY) [(UY) / (VY)] is preferably 10/90 to 80/20, more preferably 20/80 to 70/30, still more preferably 30/70 to 60/40, still more preferably 35/70 by mass ratio. It is 65-55 / 45.
- the olefin-based resin contained as the non-adhesive resin (y1) in the composition (y) is a polymer having at least a structural unit derived from an olefin monomer.
- the olefin monomer is preferably an ⁇ -olefin having 2 to 8 carbon atoms, and specific examples thereof include ethylene, propylene, butylene, isobutylene and 1-hexene. Among these, ethylene and propylene are preferable.
- olefinic resins for example, ultra low density polyethylene (VLDPE, density: 880 kg / m 3 or more 910 kg / m less than 3), low density polyethylene (LDPE, density: 910 kg / m 3 or more 915 kg / m less than 3 ), Medium density polyethylene (MDPE, density: 915 kg / m 3 or more and less than 942 kg / m 3 ), high density polyethylene (HDPE, density: 942 kg / m 3 or more), polyethylene resins such as linear low density polyethylene; (PP); polybutene resin (PB); ethylene-propylene copolymer; olefin elastomer (TPO); ethylene-vinyl acetate copolymer (EVA); ethylene-propylene- (5-ethylidene-2-norbornene) And olefin-based terpolymers.
- VLDPE ultra low density polyethylene
- LDPE low density polyethylene
- MDPE
- the olefin-based resin may be a modified olefin-based resin further subjected to one or more kinds of modification selected from acid modification, hydroxyl group modification, and acryl modification.
- an acid-modified olefin-based resin obtained by acid-modifying an olefin-based resin a modified polymer obtained by graft polymerizing an unsaturated carboxylic acid or an anhydride thereof to the above-mentioned non-modified olefin-based resincan be mentioned.
- unsaturated carboxylic acids or their anhydrides examples include maleic acid, fumaric acid, itaconic acid, citraconic acid, glutaconic acid, tetrahydrophthalic acid, aconitic acid, (meth) acrylic acid, maleic anhydride, itaconic anhydride And glutaconic anhydride, citraconic anhydride, aconitic acid anhydride, norbornene dicarboxylic acid anhydride, tetrahydrophthalic acid anhydride and the like.
- unsaturated carboxylic acid or its anhydride may be used independently, and may be used in combination of 2 or more type.
- an acrylic modified olefin resin formed by subjecting an olefin resin to acrylic modification a modified polymer obtained by graft polymerizing alkyl (meth) acrylate as a side chain to the above-mentioned unmodified olefin resin which is the main chain Polymers may be mentioned.
- the carbon number of the alkyl group contained in the above alkyl (meth) acrylate is preferably 1 to 20, more preferably 1 to 16, and still more preferably 1 to 12.
- alkyl (meth) acrylate the same thing as the compound which can be selected as above-mentioned monomer (a1 ') is mentioned, for example.
- Examples of the hydroxyl group-modified olefin resin obtained by subjecting an olefin resin to hydroxyl group modification include a modified polymer obtained by graft polymerizing a hydroxyl group-containing compound to the above-mentioned non-modified olefin resin which is the main chain.
- As said hydroxyl-containing compound the same thing as the hydroxyl-containing monomer which can be selected as above-mentioned monomer (a2 ') is mentioned.
- the mass average molecular weight (Mw) of the olefin resin is preferably 2,000 to 1,000,000, more preferably 10,000 to 500,000, further preferably 20,000 to 400,000, and still more preferably 50,000 to 300,000. is there.
- the composition (y) may contain a resin other than the acrylic urethane resin and the olefin resin as long as the effects of the present invention are not impaired.
- vinyl resins such as polyvinyl chloride, polyvinylidene chloride, polyvinyl alcohol, ethylene-vinyl acetate copolymer, ethylene-vinyl alcohol copolymer, etc .; polyethylene terephthalate, polybutylene terephthalate, polyethylene na Polyester resins such as phthalate; polystyrene; acrylonitrile-butadiene-styrene copolymer; cellulose triacetate; polycarbonate; polyurethane not corresponding to acrylic urethane resin; polymethylpentene; polysulfone; polyetherether ketone; polyethersulfone; Sulfides; Polyimide resins such as polyetherimide and polyimide; Polyamide resins; Acrylic resins; Fluororesins and the like.
- vinyl resins such as polyvinyl chloride, polyvinylidene chloride, polyvinyl alcohol, ethylene-vinyl acetate copolymer, ethylene-vin
- non-adhesive resin (y1) chosen from the group which consists of acrylic urethane system resin and olefin system resin contained in composition (y) Is preferably less than 30 parts by mass, more preferably less than 20 parts by mass, more preferably less than 10 parts by mass, still more preferably less than 5 parts by mass, still more preferably less than 1 part by mass .
- the composition (y) contains an acrylic urethane resin
- the isocyanate type compound as a crosslinking agent is preferable, for example.
- various isocyanate-based compounds can be used as long as they react with the functional group of the acrylic urethane-based resin to form a crosslinked structure.
- the polyisocyanate compound which has 2 or more of isocyanate groups per molecule is preferable.
- a polyisocyanate compound As a polyisocyanate compound, a diisocyanate compound, a triisocyanate compound, a tetraisocyanate compound, a pentaisocyanate compound, a hexaisocyanate compound etc. are mentioned, for example.
- aromatic polyisocyanate compounds such as tolylene diisocyanate, diphenylmethane diisocyanate, xylylene diisocyanate; dicyclohexylmethane-4,4-diisocyanate, bicycloheptane triisocyanate, cyclopentylene diisocyanate, cyclohexylene diisocyanate, methylcyclohexylene
- aromatic polyisocyanate compounds such as tolylene diisocyanate, diphenylmethane diisocyanate, xylylene diisocyanate; dicyclohexylmethane-4,4-diisocyanate, bicycloheptane triisocyanate, cyclopentylene diisocyanate, cyclohexylene diisocyanate, methylcyclohexylene
- Alicyclic isocyanate compounds such as diisocyanate and hydrogenated xylylene diisocyanate
- biuret and isocyanurate of these isocyanate compounds and adducts which are the reaction products of these isocyanate compounds with non-aromatic low molecular weight active hydrogen-containing compounds such as ethylene glycol, trimethylolpropane and castor oil. Modified forms can also be used.
- isocyanate compounds aliphatic isocyanate compounds are preferable, aliphatic diisocyanate compounds are more preferable, and pentamethylene diisocyanate, hexamethylene diisocyanate, and heptamethylene diisocyanate are more preferable.
- one type of isocyanate compound may be used alone, or two or more types may be used in combination.
- the content ratio of the acrylic urethane resin and the isocyanate compound as a crosslinking agent is an isocyanate resin as a crosslinking agent based on a total of 100 parts by mass of the acrylic urethane resin in terms of solid content.
- the compound is preferably 1 to 30 parts by mass, more preferably 2 to 20 parts by mass, still more preferably 3 to 15 parts by mass.
- the composition (y) when the composition (y) contains an acrylic urethane resin and the above-mentioned crosslinking agent, the composition (y) further preferably contains a catalyst together with the above-mentioned crosslinking agent.
- a metal type catalyst is preferable and the metal type catalyst except the tin type compound which has a butyl group is more preferable.
- the metal-based catalyst include tin-based catalysts, bismuth-based catalysts, titanium-based catalysts, vanadium-based catalysts, zirconium-based catalysts, aluminum-based catalysts, nickel-based catalysts and the like. Among these, preferred are tin-based catalysts or bismuth-based catalysts, and more preferred are tin-based catalysts or bismuth-based catalysts except tin-based compounds having a butyl group.
- tin-based catalysts include organometallic compounds of tin and compounds having a structure such as alkoxide, carboxylate, chelate, etc.
- acetylacetone complexes of these metals, acetylacetonate, octylic acid compounds or naphthenes An acid compound etc. are mentioned.
- a bismuth-based catalyst, a titanium-based catalyst, a vanadium-based catalyst, a zirconium-based catalyst, an aluminum-based catalyst or a nickel-based catalyst is an organometallic compound of bismuth, titanium, vanadium, zirconium, aluminum or nickel, respectively.
- metal acetylacetone complexes include acetylacetone tin, acetylacetone titanium, acetylacetone vanadium, acetylacetone zirconium, acetylacetone aluminum, acetylacetone nickel and the like.
- acetylacetonate include tin acetylacetonate, bismuth acetylacetonate, titanium acetylacetonate, vanadium acetylacetonate, zirconium acetylacetonate, aluminum acetylacetonate, nickel acetylacetonate and the like.
- octylic acid compound examples include bismuth 2-ethylhexylate, nickel 2-ethylhexylate, zirconium 2-ethylhexylate, and tin 2-ethylhexylate.
- naphthenic acid compounds include bismuth naphthenate, nickel naphthenate, zirconium naphthenate, tin naphthenate and the like.
- tin-based catalyst a compound represented by the general formula RzSn (L) (4-z) (wherein R represents an alkyl group having 1 to 25 carbon atoms, preferably an alkyl group having 1 to 3 or 5 to 25 carbon atoms, or It is an aryl group, L is an organic group other than an alkyl group and an aryl group, or an inorganic group, and z is 1, 2 or 4.
- R represents an alkyl group having 1 to 25 carbon atoms, preferably an alkyl group having 1 to 3 or 5 to 25 carbon atoms, or It is an aryl group
- L is an organic group other than an alkyl group and an aryl group, or an inorganic group
- z is 1, 2 or 4.
- a tin compound represented by these is preferable.
- the alkyl group for R is more preferably an alkyl group having 5 to 25 carbon atoms, still more preferably an alkyl group having 5 to 20 carbon atoms, and the aryl group for R is The carbon number is not particularly limited, but an aryl group having 6 to 20 carbon atoms is preferable.
- each R may be the same or different.
- L is preferably an aliphatic carboxylic acid having 2 to 20 carbon atoms, an aromatic carboxylic acid, or an aromatic sulfonic acid, and more preferably an aliphatic carboxylic acid having 2 to 20 carbon atoms.
- aliphatic carboxylic acid having 2 to 20 carbon atoms examples include aliphatic monocarboxylic acids having 2 to 20 carbon atoms and aliphatic dicarboxylic acids having 2 to 20 carbon atoms.
- each L may be the same or different.
- the catalyst may be used alone or in combination of two or more.
- the content ratio of the acrylic urethane resin and the catalyst is preferably 0.001 to 5 parts by mass, in terms of solid content, based on the total of 100 parts by mass of the acrylic urethane resin.
- the amount is preferably 0.01 to 3 parts by mass, more preferably 0.1 to 2 parts by mass.
- the composition (y) may contain a base additive contained in a base of a general adhesive sheet, as long as the effects of the present invention are not impaired.
- a base material additive an ultraviolet absorber, a light stabilizer, an antioxidant, an antistatic agent, a slip agent, an antiblocking agent etc. are mentioned, for example.
- These base material additives may be used alone or in combination of two or more.
- the content of each base material additive is preferably 0.0001 to 20 parts by mass, more preferably 100 parts by mass of the non-adhesive resin. The amount is 0.001 to 10 parts by mass.
- the composition (y) may be in the form of a solution, containing water or an organic solvent as a dilution solvent, together with the various active ingredients described above.
- an organic solvent the same thing as the organic solvent used when preparing the above-mentioned composition (x) in the form of a solution is mentioned.
- the dilution solvent contained in the composition (y) may be used alone or in combination of two or more.
- the active ingredient concentration of the composition (y) is preferably independently 0.1 to 60% by mass, more preferably 0. It is 5 to 50% by mass, more preferably 1.0 to 40% by mass.
- At least one layer selected from the pressure-sensitive adhesive layer (X) and the base material layer (Y) preferably further contains a colorant, and the base material layer (Y) contains a colorant. Is preferred.
- the visibility of the peeling detection pattern is further improved, and the peeling detection label has no re-peeling Detection is easier.
- a metal deposition film layer or another colored layer may be provided between the base material layer (Y) and the pressure-sensitive adhesive layer (X) in order to improve pattern visibility.
- the base material layer (Y) preferably contains a colorant.
- the colorant may be either a pigment or a dye, and is preferably a pigment.
- the pigment may be either an inorganic pigment or an organic pigment, preferably an organic pigment.
- the inorganic pigment include carbon black and metal oxides. In black ink, carbon black is preferred.
- the organic pigment include azo pigments, diazo pigments, phthalocyanine pigments, quinacridone pigments, isoindolinone pigments, dioxazine pigments, perylene pigments, perinone pigments, thioindigo pigments, anthraquinone pigments, and quinophthalone pigments.
- the dye examples include acid dyes, reactive dyes, direct dyes, oil-soluble dyes, disperse dyes, cationic dyes and the like.
- the hue is not particularly limited, and any of colored pigments or dyes such as yellow, magenta, cyan, blue, red, orange and green can be used.
- the above colorants may be used alone or in combination of two or more in any proportion.
- the content of the colorants is independently contained in each layer in terms of solid content.
- the amount is preferably 0.1 to 40 parts by mass, more preferably 1.0 to 35 parts by mass, and still more preferably 5.0 to 30 parts by mass with respect to 100 parts by mass of the resin.
- the adhesive laminate after directly coating the coating film (x ') and the coating film (y') in this order, the coating film (x ') and the coating film (y') are simultaneously dried. It is more preferable that the adhesive laminate is formed by removing volatile components, and the composition (x) and the composition (y) are simultaneously applied to form a coating (x ′) An adhesive laminate formed by removing the volatile component by directly laminating the coating film (y ') in this order and simultaneously drying the coating film (x') and the coating film (y ') It is even more preferable that The adhesive laminate directly coats the coating (x) and the coating (y ') in this order, and then "simultaneously" drying the coating (x') and the coating (y ') When the adhesive layer (X) is formed, the interface adhesion between the pressure-sensitive adhesive layer (X) and the base material layer (Y) forms the pressure-sensitive adhesive layer (X) later on the base layer (Y) formed in advance.
- a coating film (x ') comprising the composition (x) which is a forming material of the pressure-sensitive adhesive layer (X) and a coating film comprising the composition (y) which is a forming material of the substrate layer (Y)
- each coating film is formed as compared to the case where each composition is sequentially applied. Since a dry film of a thin film is difficult to be formed on the surface, the adhesion between the respective layers obtained is excellent, and therefore it is more preferable from the viewpoint of effectively eliminating adhesive residue.
- the adhesive laminate is a laminate (P1)
- the coating (x-1 '), the coating (y') and the coating (x-2 ') are directly applied in this order
- An adhesive laminate is formed by removing volatile components by simultaneously drying the coated film (x-1 ′), the coated film (y ′) and the coated film (x-2 ′) after laminating.
- the composition (x-1), the composition (y) and the composition (x-2) are simultaneously applied to form a coating film (x-1 ') Directly after laminating the coating (y ') and the coating (x-2') in this order, the coating (x-1 '), the coating (y') and the coating (x-2 ') It is still more preferable that it is an adhesive laminate (P1) which is formed by removing volatile components by drying at the same time.
- the film surface is coated on each film surface. Since it is difficult to form a dry film, the adhesion between the obtained layers is excellent, and therefore it is preferable from the viewpoint of more effectively eliminating adhesive residue.
- the laminate (P1) was formed by directly laminating the coating film (x-1 '), the coating film (y'), and the coating film (x-2 ') in this order for the same reason as the reason described above. After that, when the coating (x-1 ′), the coating (y ′) and the coating (x-2 ′) are formed by drying simultaneously, the pressure-sensitive adhesive layer (X1) and the base material layer ((1) Not only the interfacial adhesion with Y) but also the interfacial adhesion between the pressure-sensitive adhesive layer (X2) and the base material layer (Y) can be formed on the previously formed base material layer (Y) later with the pressure-sensitive adhesive layer (X1) And the pressure-sensitive adhesive layer (X2), or after the laminate of the pressure-sensitive adhesive layer (X1) or (X2) and the base material layer (Y) is formed in advance by the method described above, the remaining pressure-sensitive adhesive layer Since it becomes high compared with the case where either X1) or (X2) is formed in the exposed surface of a base material layer (Y),
- each composition is sequentially added Compared to the case where it is formed by coating, a dried film of a thin film is less likely to be formed on the surface of each coated film, and the adhesion between the resulting layers is excellent. More preferable.
- the adhesive laminate of the peeling detection label is specified by the manufacturing method as described above, but in this case, such a case.
- a cross section in the thickness direction cut in the direction perpendicular to the surface of the base material layer (Y) of the laminate is cut with a base material layer (Y) and an adhesive layer (X) using an electron microscope or the like.
- the method of measuring surface roughness is considered, for example.
- the pressure-sensitive adhesive laminate of the peeling detection label may have to be specified by the manufacturing method.
- the pressure-sensitive adhesive laminate is obtained by, for example, directly laminating a coating (x-1 ′), a coating (y ′), and a coating (x-2 ′) in this order, and then coating (x ⁇ 1 '), the base material layer (Y) and the pressure-sensitive adhesive layer (X1) in the case of a laminate (P1) formed by simultaneously drying the coating film (y') and the coating film (x-2 ') The same applies to the relationship between the base layer (Y) and the pressure-sensitive adhesive layer (X2).
- the thickness of the adhesive laminate is preferably 2 to 100 ⁇ m, more preferably 4 to 80 ⁇ m, still more preferably 5 to 50 ⁇ m, still more preferably 10 to 40 ⁇ m, and further more Preferably, it is 15 to 35 ⁇ m, still more preferably 15 to 30 ⁇ m.
- the thickness (Xt) of the pressure-sensitive adhesive layer (X) is preferably 0.5 to 50.0 ⁇ m, more preferably 1.0 to 30.0 ⁇ m, still more preferably 2.0 to 20.0 ⁇ m, still more preferably It is 3.0 to 15.0 ⁇ m, more preferably 4.0 to 12.0 ⁇ m.
- the thickness (Yt) of the base material layer (Y) is preferably 0.5 to 50.0 ⁇ m, more preferably 1.0 to 30.0 ⁇ m, still more preferably 2.0 to 20.0 ⁇ m, still more preferably It is preferably 2.5 to 15.0 ⁇ m, more preferably 3.0 to 12.0 ⁇ m.
- the total thickness (total thickness) of the adhesive laminate is a value measured using a constant-pressure thickness measuring device according to JIS K6783-1994, Z1702-1994, Z1709-1995. In fact, it can measure based on the method as described in an Example.
- the thickness of each layer constituting the pressure-sensitive adhesive laminate may be measured by the same method as the total thickness of the above-mentioned pressure-sensitive adhesive layer laminate, or, for example, may be measured by the method described in the examples.
- the cross section obtained by cutting the adhesive laminate in the thickness direction is observed with a scanning electron microscope to measure the thickness ratio of each layer and calculated from the total thickness of the adhesive laminate measured by the method described above. You may
- the ratio [(Xt) / (Yt)] of the thickness (Xt) of the pressure-sensitive adhesive layer (X) to the thickness (Yt) of the base material layer (Y) is preferably 1/3 to The ratio is preferably 3/1, more preferably 2/5 to 5/2, still more preferably 1/2 to 2/1.
- the thickness (Xt) and the thickness ratio [(Xt) / (Yt)] are the pressure-sensitive adhesive layer (X1) and the pressure-sensitive adhesive layer (X2) as in the laminate (P1).
- the thickness (Xt) of the pressure-sensitive adhesive layer (X) is the thickness (X1t) of the pressure-sensitive adhesive layer (X1) and the thickness (X2t) of the pressure-sensitive adhesive layer (X2) It is synonymous with That is, the respective preferable ranges of thickness (X1t), thickness (X2t), thickness ratio [(X1t) / (Yt)], thickness ratio [(X2t) / (Yt)] It is the same as the ratio of thickness (Xt) and thickness [(Xt) / (Yt)].
- the said peeling detection label has the adhesive layer (Xn) (n is an integer greater than or equal to 3) and the intermediate
- the said adhesive laminated body forms the said adhesive laminated body as mentioned above, a volatile component is removed by drying a coating film (x ') and a coating film (y') simultaneously.
- a coating film of the pressure-sensitive adhesive layer (X) and the substrate layer (Y) in the drying process of the coating film A mixed layer may occur between the layers, and the interface between the pressure-sensitive adhesive layer (X) and the base material layer (Y) may become unclear as the interface disappears.
- the cross section obtained by cutting the adhesive laminate in the thickness direction is observed with a scanning electron microscope and If the thickness ratio is to be measured and if a mixed layer is generated between the pressure-sensitive adhesive layer (X) and the base material layer (Y), the middle point in the thickness direction of the mixed layer is The thickness ratio of each layer may be measured on the assumption that an interface exists in a plane parallel to the surface of the pressure-sensitive adhesive layer (X) opposite to the substrate layer (Y). The same applies to the case where the adhesive laminate is an adhesive laminate (P1).
- peeling detection label from the viewpoint of handleability, for example, in the aspect as shown in FIG. A configuration having a release material may be used.
- a configuration having a release material may be used.
- FIG. Further, in any case of the embodiment of FIG. 1 or FIG. 2, it is further sandwiched by two release materials provided with a release material on the surface of the support 1 opposite to the pressure-sensitive adhesive layer (X). It may be the following aspect. When two sheets of release material are used, the release materials may be the same as or different from each other.
- peeling material a peeling sheet subjected to double-sided peeling treatment, a peeling sheet subjected to single-sided peeling treatment, and the like are used, and examples thereof include those obtained by applying a peeling agent on a substrate for peeling material.
- substrates for release materials include papers such as high-quality paper, glassine paper, kraft paper, etc .; polyester resin films such as polyethylene terephthalate resin, polybutylene terephthalate resin, polyethylene naphthalate resin, polypropylene resin, polyethylene resin, etc. Plastic films, such as an olefin resin film ;; etc. are mentioned.
- release agents include silicone resins, olefin resins, isoprene resins, rubber elastomers such as butadiene resins, long chain alkyl resins, alkyd resins, fluorine resins, and the like.
- a method of effectively preventing the interface peeling at the time of peeling of the peeling material a method of subjecting the surface of the support to a matte finish as mentioned above can also be mentioned.
- the means of adjusting the peeling force of the said peeling material and the method of the said satin treatment may be used independently, respectively may be used together, it is more preferable to use together.
- the thickness of the release material is not particularly limited, but is preferably 10 to 200 ⁇ m, more preferably 25 to 170 ⁇ m, still more preferably 30 to 125 ⁇ m, and still more preferably 50 to 100 ⁇ m.
- Method of manufacturing peeling detection label for example, after obtaining a support with a pattern layer provided with a pattern layer by the method described above on one side of the support, the side provided with the pattern layer is further provided.
- the above-mentioned adhesive laminate can be produced by forming the above-mentioned adhesive laminate.
- a method of forming the said adhesive laminated body each method shown next is mentioned. In the following description, a case of manufacturing an example of the configuration of the peeling detection label described in FIGS. 1 and 2 will be described as an example.
- the support body 1 (Hereafter, it is also called “support with a pattern layer.") In which the pattern layer 2 was formed previously is prepared. And base material layer (Y) 4 is formed so that the pattern layer 2 concerned may be covered to the field in which pattern layer 2 of a support with a pattern layer was formed.
- the raw material for forming the base material layer (Y) 4 may be heated and melted, and extrusion lamination may be performed on the surface on which the pattern layer 2 of the support with the pattern layer is formed.
- the coating film made of the composition containing the non-adhesive resin that forms the above may be applied and dried on the surface of the support with the pattern layer on which the pattern layer 2 is formed.
- the pressure-sensitive adhesive layer (X) 3 is formed on the surface of the formed base material layer (Y) 4 on the side opposite to the support with the patterned layer.
- the raw material for forming the pressure-sensitive adhesive layer (X) 3 may be heated and melted to be extrusion laminated on the substrate layer (Y) 4.
- the coating film (x ′) made of the composition (x) containing a resin may be applied to the substrate layer (Y) 4 later and then dried.
- the pressure-sensitive adhesive layer (X) 3 may be directly pasted on the base material layer (Y) 4 by extruding or drying the coating film (x ′) in advance.
- the coating (y) is formed on the surface on which the pattern layer 2 of the support with the pattern layer is formed. ') And the coating film (x') are directly laminated in this order, and then the coating film (y ') and the coating film (x') are simultaneously dried to remove volatile components, thereby forming an adhesive laminate. It is preferable to form a body.
- composition (y) and a composition (x) are simultaneously apply
- adhesive layer (X1) 31 is a layer formed from composition (x1) containing adhesive resin, for example, the said composition is heat-melted and the pattern layer 2 of the support body with said pattern layer is made.
- the film may be extrusion laminated on the surface on which the film is formed, and a coating film (x1 ') comprising the composition (x1) containing the adhesive resin on the surface on which the pattern layer 2 of the support with the pattern layer is formed. It may be applied and dried later.
- the base material layer (Y) 4 is formed on the surface of the formed pressure-sensitive adhesive layer (X1) 31 on the side opposite to the support with the pattern layer.
- the raw material which forms base-material layer (Y) 4 may be heat-melted, and extrusion lamination may be carried out on adhesive layer (X1) 31, and a composition
- the coating film (y ′) consisting of (y) may be applied to the adhesive layer (X1) 31 later and then dried.
- a substrate layer (Y) 4 prepared by previously extruding or drying a coating (y ') may be directly stuck on the pressure-sensitive adhesive layer (X1) 31.
- a coating film is formed on the surface on which the pattern layer 2 of the support with the pattern layer is formed. Volatile components are removed by directly laminating (x-1 ') and the coating film (y') in this order, and simultaneously drying the coating film (x-1 ') and the coating film (y'). To form a laminate.
- composition (x-1) and a composition (y) are simultaneously apply
- the pressure-sensitive adhesive layer (X2) 32 is formed on the surface of the formed base material layer (Y) 4 on the side opposite to the pressure-sensitive adhesive layer (X1) 31.
- the composition (x2) containing the adhesive resin may be heated and melted to be extrusion laminated on the base material layer (Y) 4
- the coating film (x2 ') consisting of x2) may be applied later on the substrate layer (Y) 4 and dried.
- the pressure-sensitive adhesive layer (X2) one obtained by previously extruding or drying a coating (x2 ') may be directly stuck on the base material layer (Y) 4.
- extrusion molding or coating (y)
- the laminate having an adhesive layer (X2) 32 formed by the above-mentioned method on any one surface of the substrate layer (Y) 4 prepared by drying ') is prepared in advance, and the substrate of the laminate The exposed surface of the layer (Y) 4 may be directly stuck on the pressure-sensitive adhesive layer (X1) 31.
- the base material layer (Y) 4 is formed on the surface of the pressure-sensitive adhesive layer (X2) 32 on the opposite side to the release material by the method described above.
- the laminate having the above may be prepared in advance, and the exposed surface of the base layer (Y) 4 of the laminate may be directly stuck on the exposed surface of the pressure-sensitive adhesive layer (X1) 31.
- the coating film (x-2 ') and the coating film (y') are directly applied in this order It is preferable to form a laminate by removing volatile components by simultaneously drying the coating (x-2 ′) and the coating (y ′) after laminating. Then, the composition (x-2) and the composition (y) are simultaneously applied, and the coating film (x-2 ') and the coating film (y') are directly laminated in this order, More preferably, volatile components are removed by drying x-2 ') and the coating (y') simultaneously.
- the said pattern layer is attached.
- the coating film (x-1 ′), the coating film (y ′), and the coating film (x-2 ′) is directly laminating the coating film (x-1 ′), the coating film (y ′), and the coating film (x-2 ′) in this order on the surface of the support on which the pattern layer 2 is formed. It is further preferable to remove the volatile components by simultaneously drying the coating (x-1 ′), the coating (y ′) and the coating (x-2 ′) to form a laminate.
- composition (x-1), the composition (y) and the composition (x-2) are simultaneously coated on the surface on which the pattern layer 2 of the support with the pattern layer is formed, and a coating film is formed.
- a coating film is formed.
- a coater used for application of each composition for example, a spin coater, a spray coater, a bar coater, a knife coater, a roll coater, a knife roll coater, a blade coater, a gravure coater And curtain coaters and die coaters.
- a multilayer coater As a coater used when apply
- each composition further contains a dilution solvent independently from a viewpoint of making formation of each coating film easy and improving productivity.
- a dilution solvent the above-mentioned dilution solvent described in the section of the peeling detection label can be used.
- blending a dilution solvent with each composition is as having mentioned above in the column of the peeling detection label.
- the curing reaction of the coating is performed after the coating of one or more layers is formed before the simultaneous drying.
- a drying temperature at the time of performing a pre-drying process although normally set suitably in the temperature range which hardening of the formed coating film does not advance, Preferably it is less than the drying temperature at the time of performing a simultaneous drying process.
- the specific drying temperature is, for example, preferably 10 to 45 ° C., more preferably 10 to 34 ° C., and still more preferably 15 to 30 ° C.
- the drying temperature for simultaneous drying of the plurality of coating films is, for example, preferably 60 to 150 ° C., more preferably 70 to 145 ° C., still more preferably 80 to 140 ° C., still more preferably 90 to 135 ° C.
- peeling detection label When using the peeling detection label, as described above, no adhesive residue is generated on the adherend, and therefore, it is not desirable that the adhesive residue is generated on the adherend when the peeling detection label is peeled when peeling is necessary. And it can be used conveniently for the use where exfoliation detection is required. For example, for preventing tampering with displayed contents of automobile parts, electric / electronic parts, precision machine parts, etc .; for preventing packing or opening of unfair goods in consignment or packing of articles; Sealing labels for guaranteeing safety; for preventing improper opening and closing of various opening and closing ports provided in vehicles such as various passenger cars, aircrafts, trains, ships etc. For prevention of various certificates such as passports or identification of product certificates etc.
- the peeling detection label can be attached to an object (adherend) in these applications and used, and when peeling from the adherend, as described above, the support and the pattern layer The occurrence of interfacial peeling between them makes it possible to visually detect the presence or absence of peeling of the peeling detection label from the adherend.
- ⁇ Measurement of glass transition point> The temperature was measured at a temperature rising rate of 20 ° C./minute using a differential scanning calorimeter (manufactured by TA Instruments Japan Co., Ltd., product name “DSC Q2000”) in accordance with JIS K 7121.
- the thickness was measured using a constant-pressure thickness measuring device (model number: “PG-02J”, standard standard: in accordance with JIS K6783-1994, Z1702-1994, Z1709-1995) manufactured by Teclock Co., Ltd.
- the thickness of a pattern layer is the total of the location which laminated
- the thickness of the pressure-sensitive adhesive laminate is obtained by measuring the total thickness of the peeling detection label to be measured and subtracting the thickness of the previously measured support (where the pattern layer is not laminated) Thickness of the elastic laminate.
- the total thickness of the peeling detection label was measured as a value obtained by removing the peeling material on the pressure-sensitive adhesive layer (X2).
- the cross section in the thickness direction cut in the direction perpendicular to the surface of the pressure-sensitive adhesive layer (X2) of the measurement sample is observed using a scanning electron microscope (product name "S-4700” manufactured by Hitachi, Ltd.) Of the pressure-sensitive adhesive layer (X1), the base material layer (Y) and the pressure-sensitive adhesive layer (X2) relative to the total thickness of the pressure-sensitive adhesive layer (X1), the base material layer (Y) and the pressure-sensitive adhesive layer (X2)
- the ratio of each thickness (thickness ratio) was measured. And based on the thickness ratio of each layer, the thickness of each layer was computed from the actual value of the "thickness of an adhesive laminated body" measured by the above-mentioned method. Table 1 shows the thickness ratio of each layer.
- Example 6 what cut
- a base material layer (Y) does not exist substantially.
- MD of MD direction is an abbreviation of Machine Direction, and MD direction means the long direction at the time of exfoliation detection label molding.
- TD in the TD direction is an abbreviation of Transverse Direction
- the TD direction means the width direction at the time of molding of the peeling detection label.
- the “MD direction” in the base material layer (Y) used in Examples 1 to 5 indicates the direction in which the composition is applied when forming a coating film.
- SUS304 No. 360 polish The surface of the test piece on which the adhesive layer is exposed is attached to a stainless steel plate (SUS304 No. 360 polish) under an environment of 23 ° C. and 50% RH (relative humidity), It stood still in the same environment
- Procedure (3) After the procedure (2), under an environment of 23 ° C. and 50% RH (relative humidity), based on JIS Z 0237: 2000, by a 180 ° peeling method, a tensile speed (peeling speed) 300 mm / The adhesion of the pressure-sensitive adhesive layer was measured in minutes. The measurement result was taken as the adhesive force of the target adhesive layer.
- RH relative humidity
- Acrylic copolymer having a structural unit derived from a raw material monomer consisting of 0 / 9.0 / 1.0 (mass ratio), mass average molecular weight (Mw): 1,000,000, dilution solvent: ethyl acetate, solid content concentration: 100 parts by mass (solid content ratio): 45 parts by mass of hydrogenated rosin resin (manufactured by Arakawa Chemical Industry Co., Ltd., product name “KE-359”, softening point: 94 to 104 ° C.) as a tackifier Parts (solid content ratio) and, as a crosslinking agent, an isocyanate-based crosslinking agent (Mitsui Chemical Co., Ltd., product name “Takenate D-110N”) 1.62 parts by mass (solid content ratio) is blended and mixed. The mixture was further diluted with toluene and stirred uniformly to prepare a composition (x-1) having a solid content concentration (active ingredient concentration) of 40% by mass.
- Mw mass average mole
- composition (y-a) A crosslinking agent was added to 100 parts by mass (solid content ratio) of the solution of acrylic urethane resin (II) obtained in the above (2) which is the non-adhesive resin (y1) 6.3 parts by mass (solids ratio) of a hexamethylene diisocyanate-based crosslinking agent (product name: Coronate HL, manufactured by Tosoh Corporation), and dioctyltin bis (2-ethylhexanoate) 1.4 as a catalyst Parts by mass (solid content ratio) were blended and mixed. Further, the mixture was diluted with toluene and stirred uniformly to prepare a composition (ya) having a solid content concentration (active ingredient concentration) of 30% by mass.
- a hexamethylene diisocyanate-based crosslinking agent product name: Coronate HL, manufactured by Tosoh Corporation
- dioctyltin bis (2-ethylhexanoate) 1.4 as a catalyst Part
- composition (y-b) Solution of acid-modified olefin resin which is a non-adhesive resin (y1) (Mitsui Chemical Co., Ltd., product name "Unistol H-200", mass average molecular weight (Mw): 145,000, glass transition point: -53.degree. C., dilution solvent: mixed solvent of methylcyclohexane and methyl ethyl ketone, solid content concentration (active ingredient concentration): 20% by mass) was used as a composition (y-b).
- y1 Non-adhesive resin
- y1 Mitsubishi Chemical Co., Ltd., product name "Unistol H-200", mass average molecular weight (Mw): 145,000, glass transition point: -53.degree. C.
- dilution solvent mixed solvent of methylcyclohexane and methyl ethyl ketone, solid content concentration (active ingredient concentration): 20% by mass
- composition (y-c) 100 parts by mass (solid content ratio) of the solution of the acrylic urethane resin (II) obtained in the above-mentioned Production Example 3 which is a non-adhesive resin (y1), a hexamethylene diisocyanate based crosslinking agent (made by Tosoh Corporation) Product name "Coronato HL") 6.3 parts by mass (solids ratio), 1.4 parts by mass of dioctyltin bis (2-ethylhexanoate) as catalyst (solids ratio), and copper phthalocyanine blue as a colorant 27.9 parts by mass (solid content ratio) (made by Nikko Bixs Co., Ltd.) was blended and mixed to obtain a mixture. Further, the mixture was diluted with toluene and uniformly stirred to prepare a composition (y-c) having a solid content concentration (active ingredient concentration) of 30% by mass.
- Patterned support (1) One side textured polyethylene terephthalate film (Toray Industries, Inc., product name "Lumirror (registered trademark)", one surface of which is sand-matted to a satined surface, thickness: On the surface of the textured side of 38 ⁇ m.), A letter solution of “opened” is gravure printed with a resin solution containing an acrylic resin (an acrylic polymer whose main monomer is methyl methacrylate) and dried A 5 ⁇ m thick pattern layer is formed.
- Toray Industries, Inc. product name "Lumirror (registered trademark)", one surface of which is sand-matted to a satined surface, thickness: On the surface of the textured side of 38 ⁇ m.
- a letter solution of “opened” is gravure printed with a resin solution containing an acrylic resin (an acrylic polymer whose main monomer is methyl methacrylate) and dried A 5 ⁇ m thick pattern layer is formed.
- Patterned support (2) One side textured polyethylene terephthalate film (Toray Industries, Inc., product name “Lumirror (registered trademark)", one surface of which is sand-matted, thickness: A resin solution containing an acrylic resin (an acrylic polymer whose main monomer is methyl methacrylate) is coated and dried on the entire surface of the textured side of 38 ⁇ m. A 5 ⁇ m patterned layer is formed.
- Base layer film (1) biaxially stretched polyester film (manufactured by Mitsubishi Chemical Co., Ltd., product name “Diafoil (registered trademark)”, polyethylene terephthalate film, thickness: 6 ⁇ m). Release material: manufactured by Lintec Co., Ltd., product name “SP-8LK Ao”, thickness: 88 ⁇ m, coated with glassine paper and coated with polyolefin, and subjected to silicone release treatment.
- Example 1 Formation of Coating Film A coating film (x-1 ′) comprising the composition (x-1) prepared in Production Example 1 is formed on the pattern layer forming surface of the support (1) with a pattern layer. A coating (y-a ') comprising the composition (y-a) prepared in Production Example 3 on the coating (x-1'), and Production Example 2 on the coating (y-a ') The coating film (x-2 ') consisting of the composition (x-2) prepared in the above was simultaneously applied using a multilayer die coater (width: 250 mm) and simultaneously formed.
- a multilayer die coater width: 250 mm
- each composition for forming the coating film (x-1 ′), the coating film (ya ′) and the coating film (x-2 ′) are as described in Table 1 (Total thickness) of the adhesive laminate (P1) and thickness (thickness ratio of each layer (first pressure-sensitive adhesive layer (X1), base material layer (Y), second pressure-sensitive adhesive layer (X2)) Adjusted to be).
- the formed coating film (x-1 '), the coating film (ya') and the coating film (x-2 ') are simultaneously dried at a drying temperature of 125 ° C for 60 seconds, and from the support side
- stacked the support body, the pattern layer, the 1st adhesive layer (X1), the base material layer (Y), and the 2nd adhesive layer (X2) directly in order was formed. And the said peeling material prepared previously was laminated on the surface of the exposed adhesive layer (X2), and the peeling detection label 1 was obtained.
- the adhesive laminates described in Table 1 are the coating amounts of the respective compositions for forming the coating film (x-1 ′), the coating film (ya ′) and the coating film (x-2 ′)
- the thickness (total thickness) of (P1) and the thickness (thickness ratio) of each layer (first pressure-sensitive adhesive layer (X1), base material layer (Y), second pressure-sensitive adhesive layer (X2)) Peeling detection labels 2 and 3 were obtained using the same method as in Example 1 except that adjustment was made as described above.
- Example 4 A peeling detection label 4 was obtained in the same manner as in Example 1 except that the composition (y-b) prepared in Production Example 4 was used instead of the composition (y-a).
- Example 5 A peeling detection label 5 was obtained in the same manner as in Example 1 except that the composition (y-c) prepared in Production Example 5 was used instead of the composition (y-a).
- Example 6 A coated film (x-1 ') composed of the composition (x-1) prepared in Production Example 1 is applied onto the patterned layer-formed surface of the patterned layer support (1) using an applicator, and the drying temperature is It was dried at 110 ° C. for 120 seconds to form a pressure-sensitive adhesive layer (X1). Furthermore, on the exposed surface of the pressure-sensitive adhesive layer (X1), the film (1) for a base layer was bonded as a base layer (Y) and laminated. Further, a coating film (x-2 ′) comprising the composition (x-2) prepared in Production Example 2 is applied onto the release material prepared in advance using an applicator, and the drying temperature is 110 ° C. for 120 seconds. It dried and formed the adhesive layer (X2). Then, the exposed surface of the release-material-attached pressure-sensitive adhesive layer (X2) was bonded onto the exposed surface of the substrate layer film (1) to obtain a release detection label 6.
- Comparative Example 1 (1) Formation of a Coating A coating comprising the composition (x-2) prepared in Production Example 2 using an applicator on the surface of the support (1) having a pattern layer and on which the textured treatment has been applied. (X-2 ') was formed to have the thickness described in Table 1 (total thickness). (2) Drying treatment The formed coating film (x-2 ′) was dried at a drying temperature of 110 ° C. for 120 seconds, and formed from a support, a pattern layer and a composition (x-2) in this order from the support side The laminated body which laminated
- Comparative example 2 A base material layer (Y) was prepared in the same manner as in Example 1 except that the composition (x-2) prepared in Production Example 2 was used instead of the composition (y-a). No peeling detection label 8 was obtained.
- Comparative example 3 Styrene-isoprene-styrene block copolymer (manufactured by Nippon Zeon Co., Ltd., product name “Quintac (registered trademark) 3433N”) is diluted with toluene and uniformly stirred to obtain solid concentration (active ingredient concentration) 30 A mass% composition (y-d) was prepared. A peeling detection label 9 was obtained in the same manner as in Example 1 except that the composition (y-d) was used instead of the composition (y-a).
- Comparative example 4 The peeling detection label 10 was obtained using the method similar to Example 1 except having replaced with the support body (1) with a pattern layer, and using the support body (2) with a pattern layer.
- the peeling detection label produced in the example and the comparative example is cut into a size of 40 mm in length (MD direction) ⁇ 25 mm in width (TD direction), and the peeling material on the second pressure-sensitive adhesive layer (X2) is further cut.
- the removed sample was used as a test sample.
- Acrylic coated plate made by Paltec Co., Ltd., “SPCC-SD,” an adherend, under the environment of 23 ° C.
- the rubber roll was made to reciprocate for 1 time using a 2 kg rubber roll on acrylic coated one side / white, size: 150 mm in length ⁇ 70 mm in width ⁇ 0.4 mm in thickness, and was allowed to stand in the same environment for 24 hours. After standing for 24 hours, peeling was performed by hand at a peeling angle of 135 °, and the pattern expression of the peeling detection label after peeling and the presence or absence of adhesive residue on the adherend were visually evaluated according to the following criteria. The pattern expression was evaluated by the following criteria.
- a pattern was developed with an area of 80% or more in 100% of the total area of the surface on which the pattern layer was formed.
- B A pattern was developed with an area of 50% or more and less than 80% in 100% of the total area of the surface on which the pattern layer was formed.
- C A pattern was developed with an area of 30% or more and less than 50% in 100% of the total area of the surface on which the pattern layer was formed.
- D The pattern appeared in an area of less than 30% in 100% of the total area of the surface on which the pattern layer was formed.
- F The pattern was not expressed.
- the peeling detection labels 1 to 6 obtained in Examples 1 to 6 have pattern developability, and no adhesive residue on the adherend occurs.
- the peeling detection labels 1 to 5 obtained in Examples 1 to 5 are excellent in pattern expression.
- the texture of the expressed "opened" character pattern is matte. This is considered to be derived from the fact that the surface of the support on the side on which the pattern layer is formed is a surface that has been subjected to a matte treatment. From this point, it was confirmed that the pattern was developed by interfacial peeling between the support and the pattern layer, that is, it satisfies the requirement (1).
- the peeling detection label of the comparative example 1 is an aspect which does not have the said adhesive laminated body, and the adhesive residue to the to-be-adhered body arose.
- the peeling detection label of the comparative example 2 is an aspect which does not have a base material layer (Y) in the said adhesive laminated body, and the adhesive residue to the to-be-adhered body arose.
- the strength of the pressure-sensitive adhesive layer to be adhered to the adherend is poor or the adhesive sheet is broken without being able to follow the deformation of the pressure-sensitive adhesive layer when peeling off the peeling detection label. It is thought that adhesive residue will occur.
- the peeling detection label of the present invention is used for detection of the opening / closing of various containers etc., identification of various certificates such as passport etc., product certification etc., detection of peeling / tampering of tampering labels, etc. It is useful as a peeling detection label to be used where it is required that no adhesive residue on the body occurs.
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Theoretical Computer Science (AREA)
- Computer Security & Cryptography (AREA)
- Laminated Bodies (AREA)
- Adhesive Tapes (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Details Of Rigid Or Semi-Rigid Containers (AREA)
Abstract
支持体と、前記支持体の表面の一部に形成されたパターン層と、少なくとも粘着剤層(X)及び基材層(Y)を有する粘着性積層体とをこの順で積層した、下記要件(1)を満たす積層体であって、基材層(Y)の弾性率が、10MPa以上800MPa以下である、剥離検知ラベルに関する。 要件(1):前記剥離検知ラベルを被着体に貼付後、当該被着体から剥離する際に、前記支持体と前記パターン層との間で界面剥離が生じることにより、視覚的に前記剥離検知ラベルの被着体からの剥離有無が検知可能となる。
Description
本発明は剥離検知ラベルに関する。
例えば、医薬品や食品等のパッケージでは、安全性のため、高いセキリュティ性が求められており、一度開封されたかどうかを確認する目的で、改ざん防止用ラベルが用いられている。また、例えば、薬品瓶や燃料タンクといった危険物等の充填容器、封書、化粧箱等の不正開封等を防止する目的、並びにパスポート等の身分証明書の証明写真の不正使用等を防止する目的等でも改ざん防止用ラベルが用いられている。
また、高価な電子機器や精密機械部品等に貼り付けられているラベルについても、表示内容の改ざんや、正規製品のラベルを剥がして別の製品に貼付する模倣手段に用いられることを防止する等の目的で、改ざん防止用ラベルが用いられている。
また、高価な電子機器や精密機械部品等に貼り付けられているラベルについても、表示内容の改ざんや、正規製品のラベルを剥がして別の製品に貼付する模倣手段に用いられることを防止する等の目的で、改ざん防止用ラベルが用いられている。
例えば、特許文献1には、厚さ寸法が10μm以上40μm以下のポリスチレンフィルムと、その一面に積層されたJIS Z 0237に規定の接着強度が80℃で15N/25mm以上の耐熱性粘着剤層とから成ることを特徴とする改ざん防止ラベル又はシートが開示されている。
特許文献1に記載の改ざん防止ラベル又はシートでは、前記ポリスチレンフィルムを剥がそうとするとポリスチレンフィルムが破断してしまうことで、改ざん防止機能を発揮している。
しかしながら、このように従来の剥離検知ラベルでは、破壊した基材層の一部や粘着剤層が被着体に残存してしまうことにより、被着体を汚染してしまうといった問題があった。
本発明は上記事情に鑑みなされたもので、被着体への糊残りが生じない剥離検知ラベルを提供することを目的とする。
しかしながら、このように従来の剥離検知ラベルでは、破壊した基材層の一部や粘着剤層が被着体に残存してしまうことにより、被着体を汚染してしまうといった問題があった。
本発明は上記事情に鑑みなされたもので、被着体への糊残りが生じない剥離検知ラベルを提供することを目的とする。
本発明者らは、支持体と、前記支持体の表面の一部に形成されたパターン層と、少なくとも粘着剤層(X)及び基材層(Y)を有する粘着性積層体とをこの順で積層した、特定の要件を満たす積層体であって、基材層(Y)が特定の弾性率を満たす、剥離検知ラベルとすることで、前記課題を解決し得ることを見出した。
すなわち、本発明は、下記[1]~[11]に関する。
[1] 支持体と、前記支持体の表面の一部に形成されたパターン層と、少なくとも粘着剤層(X)及び基材層(Y)を有する粘着性積層体とをこの順で積層した、下記要件(1)を満たす積層体であって、基材層(Y)の弾性率が、10MPa以上800MPa以下である、剥離検知ラベル。
要件(1):前記剥離検知ラベルを被着体に貼付後、当該被着体から剥離する際に、前記支持体と前記パターン層との間で界面剥離が生じることにより、視覚的に前記剥離検知ラベルの被着体からの剥離有無が検知可能となる。
[2] 基材層(Y)の厚さ(Yt)に対する粘着剤層(X)の厚さ(Xt)の比〔(Xt)/(Yt)〕が、1/3~3/1である、前記[1]に記載の剥離検知ラベル。
[3] 前記粘着性積層体が、基材層(Y)の一方の表面側に粘着剤層(X)を有する積層体であって、基材層(Y)が、前記支持体の表面及び前記パターン層と接する、前記[1]又は[2]に記載の剥離検知ラベル。
[4] 前記粘着性積層体が、第1の粘着剤層(X1)と基材層(Y)と第2の粘着剤層(X2)とをこの順で積層した積層体(P1)であって、粘着剤層(X1)が前記支持体の表面及び前記パターン層と接する、前記[1]又は[2]に記載の剥離検知ラベル。
[5] 基材層(Y)の弾性率が600MPa以下である、前記[1]~[4]のいずれかに記載の剥離検知ラベル。
[6] 前記パターン層が形成された側の前記支持体の表面が、梨地処理されてなる表面である、前記[1]~[5]のいずれかに記載の剥離検知ラベル。
[7] 前記梨地処理が、サンドブラスト処理である、前記[6]に記載の剥離検知ラベル。
[8] 前記パターン層と、粘着剤層(X)とが、互いに同種の樹脂を含有する、前記[1]~[7]のいずれかに記載の剥離検知ラベル。
[9] 前記パターン層が、アクリル系樹脂、ウレタン系樹脂、アクリルウレタン系樹脂、及びポリエステル系樹脂からなる群より選ばれる1種以上を含む組成物から形成された層であり、
粘着剤層(X)が、アクリル系樹脂、ウレタン系樹脂、アクリルウレタン系樹脂、及びポリエステル系樹脂からなる群より選ばれる1種以上を含む粘着性樹脂を含む組成物(x)から形成された層である、前記[1]~[8]に記載の剥離検知ラベル。
[10] 基材層(Y)が、アクリルウレタン系樹脂及びオレフィン系樹脂からなる群より選ばれる1種以上の非粘着性樹脂(y1)を含む組成物(y)から形成された層である、前記[1]~[9]のいずれかに記載の剥離検知ラベル。
[11] 粘着剤層(X)と基材層(Y)から選ばれる少なくとも一つの層が着色剤を含む層である前記[1]~[10]のいずれかに記載の剥離検知ラベル。
[1] 支持体と、前記支持体の表面の一部に形成されたパターン層と、少なくとも粘着剤層(X)及び基材層(Y)を有する粘着性積層体とをこの順で積層した、下記要件(1)を満たす積層体であって、基材層(Y)の弾性率が、10MPa以上800MPa以下である、剥離検知ラベル。
要件(1):前記剥離検知ラベルを被着体に貼付後、当該被着体から剥離する際に、前記支持体と前記パターン層との間で界面剥離が生じることにより、視覚的に前記剥離検知ラベルの被着体からの剥離有無が検知可能となる。
[2] 基材層(Y)の厚さ(Yt)に対する粘着剤層(X)の厚さ(Xt)の比〔(Xt)/(Yt)〕が、1/3~3/1である、前記[1]に記載の剥離検知ラベル。
[3] 前記粘着性積層体が、基材層(Y)の一方の表面側に粘着剤層(X)を有する積層体であって、基材層(Y)が、前記支持体の表面及び前記パターン層と接する、前記[1]又は[2]に記載の剥離検知ラベル。
[4] 前記粘着性積層体が、第1の粘着剤層(X1)と基材層(Y)と第2の粘着剤層(X2)とをこの順で積層した積層体(P1)であって、粘着剤層(X1)が前記支持体の表面及び前記パターン層と接する、前記[1]又は[2]に記載の剥離検知ラベル。
[5] 基材層(Y)の弾性率が600MPa以下である、前記[1]~[4]のいずれかに記載の剥離検知ラベル。
[6] 前記パターン層が形成された側の前記支持体の表面が、梨地処理されてなる表面である、前記[1]~[5]のいずれかに記載の剥離検知ラベル。
[7] 前記梨地処理が、サンドブラスト処理である、前記[6]に記載の剥離検知ラベル。
[8] 前記パターン層と、粘着剤層(X)とが、互いに同種の樹脂を含有する、前記[1]~[7]のいずれかに記載の剥離検知ラベル。
[9] 前記パターン層が、アクリル系樹脂、ウレタン系樹脂、アクリルウレタン系樹脂、及びポリエステル系樹脂からなる群より選ばれる1種以上を含む組成物から形成された層であり、
粘着剤層(X)が、アクリル系樹脂、ウレタン系樹脂、アクリルウレタン系樹脂、及びポリエステル系樹脂からなる群より選ばれる1種以上を含む粘着性樹脂を含む組成物(x)から形成された層である、前記[1]~[8]に記載の剥離検知ラベル。
[10] 基材層(Y)が、アクリルウレタン系樹脂及びオレフィン系樹脂からなる群より選ばれる1種以上の非粘着性樹脂(y1)を含む組成物(y)から形成された層である、前記[1]~[9]のいずれかに記載の剥離検知ラベル。
[11] 粘着剤層(X)と基材層(Y)から選ばれる少なくとも一つの層が着色剤を含む層である前記[1]~[10]のいずれかに記載の剥離検知ラベル。
本発明によれば、被着体への糊残りが生じない剥離検知ラベルを提供し得る。
本発明において、対象となる樹脂が、「粘着性樹脂」又は「非粘着性樹脂」のどちらに属するかの判断は、次の手順(1)~(4)に基づいて行う。
・手順(1):対象となる樹脂のみから形成した厚さ20μmの樹脂層を、厚さ50μmのポリエチレンテレフタレート(PET)フィルム上に設け、縦300mm×横25mmの大きさに切断した試験片を作製する。
・手順(2):23℃、50%RH(相対湿度)の環境下で、当該試験片の樹脂層の表出している側の表面を、ステンレス板(SUS304 360番研磨)に貼付し、同環境下で24時間静置する。
・手順(3):静置後、23℃、50%RH(相対湿度)の環境下で、JIS Z0237:2000に基づき、180°引き剥がし法により、引張速度300mm/分にて、粘着力を測定する。
・手順(4):測定した粘着力が0.1N/25mm以上であれば、対象となる樹脂は「粘着性樹脂」と判断する。一方、測定した粘着力が0.1N/25mm未満であれば、対象となる樹脂は「非粘着性樹脂」と判断する。
・手順(1):対象となる樹脂のみから形成した厚さ20μmの樹脂層を、厚さ50μmのポリエチレンテレフタレート(PET)フィルム上に設け、縦300mm×横25mmの大きさに切断した試験片を作製する。
・手順(2):23℃、50%RH(相対湿度)の環境下で、当該試験片の樹脂層の表出している側の表面を、ステンレス板(SUS304 360番研磨)に貼付し、同環境下で24時間静置する。
・手順(3):静置後、23℃、50%RH(相対湿度)の環境下で、JIS Z0237:2000に基づき、180°引き剥がし法により、引張速度300mm/分にて、粘着力を測定する。
・手順(4):測定した粘着力が0.1N/25mm以上であれば、対象となる樹脂は「粘着性樹脂」と判断する。一方、測定した粘着力が0.1N/25mm未満であれば、対象となる樹脂は「非粘着性樹脂」と判断する。
本発明において、「有効成分」とは、対象となる組成物に含まれる成分のうち、希釈溶媒を除いた成分を指す。
また、本発明において、「剥離検知ラベルの剥離」とは、例えば、剥離検知ラベルを、剥離検知ラベルの粘着剤層(X)の貼付面に剥離材を有する場合、当該剥離材から剥離検知ラベルを剥離する時の剥離操作のことを指す。
それに対して、本発明において、「剥離検知ラベルの再剥離」とは、当該剥離材を除去した剥離検知ラベルを被着体に貼付した後、当該被着体から当該剥離検知ラベルを剥離する時の剥離操作のことを指す。
また、本発明において、「視覚的に検知可能」とは、剥離検知ラベルの再剥離前後の変化を人間の目で確認できることをいう。
また、本発明において、「剥離検知ラベルの剥離」とは、例えば、剥離検知ラベルを、剥離検知ラベルの粘着剤層(X)の貼付面に剥離材を有する場合、当該剥離材から剥離検知ラベルを剥離する時の剥離操作のことを指す。
それに対して、本発明において、「剥離検知ラベルの再剥離」とは、当該剥離材を除去した剥離検知ラベルを被着体に貼付した後、当該被着体から当該剥離検知ラベルを剥離する時の剥離操作のことを指す。
また、本発明において、「視覚的に検知可能」とは、剥離検知ラベルの再剥離前後の変化を人間の目で確認できることをいう。
本発明において、例えば、「(メタ)アクリル酸」とは、「アクリル酸」と「メタクリル酸」の双方を示し、他の類似用語も同様である。
また、質量平均分子量(Mw)は、ゲルパーミエーションクロマトグラフィー(GPC)法で測定される標準ポリスチレン換算の値であり、具体的には実施例に記載の方法に基づいて測定した値である。
また、好ましい数値範囲(例えば、含有量等の範囲)について、段階的に記載された下限値及び上限値は、それぞれ独立して組み合わせることができる。例えば、「好ましくは10~90、より好ましくは30~60」という記載から、「好ましい下限値(10)」と「より好ましい上限値(60)」とを組み合わせて、「10~60」とすることもできる。同様に、例えば、「好ましくは10以上、より好ましくは30以上であり、そして、好ましくは90以下、より好ましくは60以下である」という記載からも、好適範囲として、「10以上60以下」を選択することもでき、また、単に、「60以下」という範囲を選択することもできる。
また、質量平均分子量(Mw)は、ゲルパーミエーションクロマトグラフィー(GPC)法で測定される標準ポリスチレン換算の値であり、具体的には実施例に記載の方法に基づいて測定した値である。
また、好ましい数値範囲(例えば、含有量等の範囲)について、段階的に記載された下限値及び上限値は、それぞれ独立して組み合わせることができる。例えば、「好ましくは10~90、より好ましくは30~60」という記載から、「好ましい下限値(10)」と「より好ましい上限値(60)」とを組み合わせて、「10~60」とすることもできる。同様に、例えば、「好ましくは10以上、より好ましくは30以上であり、そして、好ましくは90以下、より好ましくは60以下である」という記載からも、好適範囲として、「10以上60以下」を選択することもでき、また、単に、「60以下」という範囲を選択することもできる。
[剥離検知ラベル]
本発明の剥離検知ラベルは、支持体と、前記支持体の表面の一部に形成されたパターン層と、少なくとも粘着剤層(X)及び基材層(Y)を有する粘着性積層体とをこの順で積層した、下記要件(1)を満たす積層体であって、基材層(Y)の弾性率が、10MPa以上800MPa以下である、剥離検知ラベルである。
要件(1):前記剥離検知ラベルを被着体に貼付後、当該被着体から剥離する際に、前記支持体と前記パターン層との間で界面剥離が生じることにより、視覚的に前記剥離検知ラベルの被着体からの剥離有無が検知可能となる。
当該剥離検知ラベルが、前記層構成を満たすことで、被着体への糊残りが生じない剥離検知ラベルとなる。更に、要件(1)を満たすことで、剥離検知性能に優れるものとなる。
本発明の剥離検知ラベルは、支持体と、前記支持体の表面の一部に形成されたパターン層と、少なくとも粘着剤層(X)及び基材層(Y)を有する粘着性積層体とをこの順で積層した、下記要件(1)を満たす積層体であって、基材層(Y)の弾性率が、10MPa以上800MPa以下である、剥離検知ラベルである。
要件(1):前記剥離検知ラベルを被着体に貼付後、当該被着体から剥離する際に、前記支持体と前記パターン層との間で界面剥離が生じることにより、視覚的に前記剥離検知ラベルの被着体からの剥離有無が検知可能となる。
当該剥離検知ラベルが、前記層構成を満たすことで、被着体への糊残りが生じない剥離検知ラベルとなる。更に、要件(1)を満たすことで、剥離検知性能に優れるものとなる。
以下に、本発明の実施態様に係る剥離検知ラベルの好ましい例を、図1及び図2を用いて説明するが、本発明の剥離検知ラベルは、本発明の効果が発現する限り、以下の例に限定されるものではない。
図1は、本発明の剥離検知ラベルの構成の一例を示す、剥離検知ラベル101の断面模式図である。
例えば、本発明の剥離検知ラベルは、図1に示す剥離検知ラベル101のように、支持体1と、パターン層2と、粘着剤層(X)3及び基材層(Y)4を有する粘着性積層体11をこの順で積層したものが挙げられる。そして、本発明の剥離検知ラベルは、図1に示す剥離検知ラベル101のような態様である場合、粘着性積層体11が、基材層(Y)4の一方の表面4a側に粘着剤層(X)3を有する積層体であって、基材層(Y)4が、支持体1のパターン層が形成されている側の表面1a及びパターン層2と接する態様であってもよく、基材層(Y)4が、支持体1のパターン層2が形成されている側の表面1a及びパターン層2の支持体1側と反対側の表面2aと接する態様であってもよく、図1に示す剥離検知ラベル101のように、基材層(Y)4が、支持体1のパターン層2が形成されている側の表面1aと接し、かつパターン層2の支持体1の当該表面1aと接する面以外の面を被覆する態様であってもよく、粘着性積層体11中、粘着剤層(X)3及び基材層(Y)4はこの順で直接積層していることが好ましい。
図1は、本発明の剥離検知ラベルの構成の一例を示す、剥離検知ラベル101の断面模式図である。
例えば、本発明の剥離検知ラベルは、図1に示す剥離検知ラベル101のように、支持体1と、パターン層2と、粘着剤層(X)3及び基材層(Y)4を有する粘着性積層体11をこの順で積層したものが挙げられる。そして、本発明の剥離検知ラベルは、図1に示す剥離検知ラベル101のような態様である場合、粘着性積層体11が、基材層(Y)4の一方の表面4a側に粘着剤層(X)3を有する積層体であって、基材層(Y)4が、支持体1のパターン層が形成されている側の表面1a及びパターン層2と接する態様であってもよく、基材層(Y)4が、支持体1のパターン層2が形成されている側の表面1a及びパターン層2の支持体1側と反対側の表面2aと接する態様であってもよく、図1に示す剥離検知ラベル101のように、基材層(Y)4が、支持体1のパターン層2が形成されている側の表面1aと接し、かつパターン層2の支持体1の当該表面1aと接する面以外の面を被覆する態様であってもよく、粘着性積層体11中、粘着剤層(X)3及び基材層(Y)4はこの順で直接積層していることが好ましい。
図2は、本発明の剥離検知ラベルの構成の一例を示す、剥離検知ラベル102の断面模式図である。
本発明の剥離検知ラベルは、図2に示す剥離検知ラベル102のように、支持体1、パターン層2、及び第1の粘着剤層(X1)(以下、「粘着剤層(X1)」ともいう。)31と基材層(Y)4と第2の粘着剤層(X2)(以下、「粘着剤層(X2)」ともいう。)32とをこの順で積層した粘着性積層体である積層体(P1)(以下、「積層体(P1)」ともいう。)12をこの順で積層したものがより好適な態様として挙げられる。図2に示す態様は、粘着性積層体が基材層(Y)4の両面に粘着剤層(X)を有する場合の態様を示すものであり、当該2層存在する粘着剤層(X)について、それぞれ、パターン層側に位置する粘着剤層(X)を第1の粘着剤層(X1)31とし、基材層(Y)4の粘着剤層(X1)31とは反対側に位置する粘着剤層(X)を第2の粘着剤層(X2)32とするものである。
図2に示す剥離検知ラベル102のような態様である場合、粘着剤層(X1)31が、支持体1のパターン層が形成されている側の表面1a及びパターン層2と接する態様であってもよく、粘着剤層(X1)31が、支持体1のパターン層2が形成されている側の表面1a及びパターン層2の支持体1側と反対側の表面2aと接する態様であることが好ましく、図2に示す剥離検知ラベル102のように、粘着剤層(X1)31が、支持体1のパターン層2が形成されている側の表面1aと接し、かつパターン層2の支持体1の当該表面1と接する面以外の面を被覆する態様であることがより好ましく、積層体(P1)12中、粘着剤層(X1)31、基材層(Y)4及び粘着剤層(X2)32はこの順で直接積層していることが更に好ましい。
ここで、前述の「直接積層」とは、例えば、図1に示す剥離検知ラベル101の場合、粘着剤層(X)3と基材層(Y)4との間に、他の層を有さずに、2層が直接接触している構成を指す。また、例えば、図2に示す剥離検知ラベル102の場合、粘着剤層(X1)31と基材層(Y)4、並びに基材層(Y)4と粘着剤層(X2)32との間に、他の層を有さずに、3層が直接接触している積層状態を指す。
本発明の剥離検知ラベルは、図2に示す剥離検知ラベル102のように、支持体1、パターン層2、及び第1の粘着剤層(X1)(以下、「粘着剤層(X1)」ともいう。)31と基材層(Y)4と第2の粘着剤層(X2)(以下、「粘着剤層(X2)」ともいう。)32とをこの順で積層した粘着性積層体である積層体(P1)(以下、「積層体(P1)」ともいう。)12をこの順で積層したものがより好適な態様として挙げられる。図2に示す態様は、粘着性積層体が基材層(Y)4の両面に粘着剤層(X)を有する場合の態様を示すものであり、当該2層存在する粘着剤層(X)について、それぞれ、パターン層側に位置する粘着剤層(X)を第1の粘着剤層(X1)31とし、基材層(Y)4の粘着剤層(X1)31とは反対側に位置する粘着剤層(X)を第2の粘着剤層(X2)32とするものである。
図2に示す剥離検知ラベル102のような態様である場合、粘着剤層(X1)31が、支持体1のパターン層が形成されている側の表面1a及びパターン層2と接する態様であってもよく、粘着剤層(X1)31が、支持体1のパターン層2が形成されている側の表面1a及びパターン層2の支持体1側と反対側の表面2aと接する態様であることが好ましく、図2に示す剥離検知ラベル102のように、粘着剤層(X1)31が、支持体1のパターン層2が形成されている側の表面1aと接し、かつパターン層2の支持体1の当該表面1と接する面以外の面を被覆する態様であることがより好ましく、積層体(P1)12中、粘着剤層(X1)31、基材層(Y)4及び粘着剤層(X2)32はこの順で直接積層していることが更に好ましい。
ここで、前述の「直接積層」とは、例えば、図1に示す剥離検知ラベル101の場合、粘着剤層(X)3と基材層(Y)4との間に、他の層を有さずに、2層が直接接触している構成を指す。また、例えば、図2に示す剥離検知ラベル102の場合、粘着剤層(X1)31と基材層(Y)4、並びに基材層(Y)4と粘着剤層(X2)32との間に、他の層を有さずに、3層が直接接触している積層状態を指す。
また、図3は、図2に示した剥離ラベル102を、被着体40に貼付した後、被着体40から剥離する途中の状況、すなわち、剥離検知ラベル102を再剥離する状況を示す断面模式図である。
本発明の剥離検知ラベルは、図3に示すように、剥離検知ラベル102を被着体40から剥離する際、支持体1とパターン層2との間で界面剥離が生じて空隙50が生じることでパターンが顕在化し、剥離検知ラベル102を被着体40から剥離したか否かについて、視覚的に検知可能となるラベルである。すなわち、要件(1)の態様を満たす剥離検知ラベルである。
本発明の剥離検知ラベルは、図3に示すように、剥離検知ラベル102を被着体40から剥離する際、支持体1とパターン層2との間で界面剥離が生じて空隙50が生じることでパターンが顕在化し、剥離検知ラベル102を被着体40から剥離したか否かについて、視覚的に検知可能となるラベルである。すなわち、要件(1)の態様を満たす剥離検知ラベルである。
また、前記剥離検知ラベルの他の態様としては、粘着性積層体とは反対側の支持体の表面、及び粘着剤層(X)の貼付表面(基材層(Y)と接触している側とは反対側の表面上)から選ばれる少なくとも1つの面に、更に、剥離材を積層した構成としてもよい(図示せず)。
また、前記剥離検知ラベルの他の態様としては、粘着剤層(X)の貼付表面上に、更に異なる形成材料である組成物から形成した粘着剤層(Xn)を積層した構成としてもよい(図示せず)。nは3以上の整数を表す。
また、前記剥離検知ラベルの他の態様としては、基材層(Y)と粘着剤層(X)との間に、更に異なる形成材料である組成物から形成した中間層(M)(例えば、プライマー層、金属系蒸着膜や着色層等)を積層した構成としてもよい(図示せず)。
なお、前述したとおり、本発明の剥離検知ラベルは、本発明の効果が発現する限り、これらの態様に限定されるものではない。
また、前記剥離検知ラベルの他の態様としては、粘着剤層(X)の貼付表面上に、更に異なる形成材料である組成物から形成した粘着剤層(Xn)を積層した構成としてもよい(図示せず)。nは3以上の整数を表す。
また、前記剥離検知ラベルの他の態様としては、基材層(Y)と粘着剤層(X)との間に、更に異なる形成材料である組成物から形成した中間層(M)(例えば、プライマー層、金属系蒸着膜や着色層等)を積層した構成としてもよい(図示せず)。
なお、前述したとおり、本発明の剥離検知ラベルは、本発明の効果が発現する限り、これらの態様に限定されるものではない。
前記剥離検知ラベルの厚さとしては、好ましくは5~150μm、より好ましくは10~100μm、更に好ましくは20~80μm、より更に好ましくは30~70μmである。ここで、当該剥離検知ラベルが、前述のとおり、更に剥離材を積層する態様である場合、当該剥離検知ラベルの厚さとは、当該剥離材を除いた剥離検知ラベルの総厚を指す。
当該剥離検知ラベルの厚さは、実施例に記載の方法により測定することができる。
当該剥離検知ラベルの厚さは、実施例に記載の方法により測定することができる。
前記剥離検知ラベルの被着体と接する貼付表面における粘着力は、好ましくは0.5N/25mm以上、より好ましくは1.0N/25mm以上、更に好ましくは3.0N/25mm以上、より更に好ましくは5.0N/25mm以上、より更に好ましくは8.0N/25mm以上であり、そして、好ましくは40.0N/25mm以下、より好ましくは30.0N/25mm以下、より更に好ましくは25.0N/25mm以下、より更に好ましくは20.0N/25mm以下、より更に好ましくは15.0N/25mm以下である。
当該剥離検知ラベルの粘着力の値は、実施例に記載の方法により測定することができる。
当該剥離検知ラベルの粘着力の値は、実施例に記載の方法により測定することができる。
また、本発明の好適な一態様である剥離検知ラベルは、当該剥離検知ラベルの再剥離時に、前記支持体と前記パターン層との間で界面剥離を生じることで、視覚的に当該剥離検知ラベルの再剥離有無の検知が可能になるものである。したがって、剥離検知ラベルを被着体に貼付した際、当該剥離検知ラベルの支持体側から、少なくとも前記界面剥離に起因する変化が視覚的に認識可能な程度の透明性を有する剥離検知ラベルであることが好ましく、被着体上の情報が視覚的に認識可能な程度の透明性を有する剥離検知ラベルであることがより好ましい。すなわち、剥離検知ラベルが透けて、当該剥離検知ラベルの支持体側の表面側から、当該剥離検知ラベルのもう一方の表面側に存在する任意の物体が目視で見えることがより好ましい。
以下、前記剥離検知ラベルを構成する各部材について更に詳細に説明する。
以下、前記剥離検知ラベルを構成する各部材について更に詳細に説明する。
<支持体>
前記支持体としては、剥離検知ラベル中で前記要件(1)を満たすものであれば、特に限定されないが、前記パターン層が形成される側の表面が、梨地処理されてなる表面である支持体が好ましい。ここで、梨地処理とは、支持体の表面を、微細な凹凸が形成された面に加工する処理のことをいい、梨地とは、一般的には、梨の皮の表面のようにざらついている面である。なお、本明細書で、「梨地処理されてなる表面」は、その微細凹凸面が不規則な形状であってもよく、規則的な形状であってもよい。
前記パターン層が形成される側の前記支持体の表面が、梨地処理されてなる表面であると、後述する基材層(Y)又は粘着剤層(X1)との界面密着性が向上し、これらの界面で界面剥離が生じることをより効果的に防止できるため好ましい。すなわち、要件(1)を満たすために好ましい。
また、例えば、前記支持体の片面が梨地処理されている場合、当該支持体と前記パターン層との間で界面剥離が生じて剥離部分に空隙が生じた場合、当該空隙内に露出した梨地面上で光が乱反射し、当該剥離箇所が剥離前後で透明から半透明又は不透明に変化したり、マット調のパターンを形成することができる。それによって、剥離検知ラベルの再剥離を検知する際の視認性が向上するため好ましい。
前記支持体としては、剥離検知ラベル中で前記要件(1)を満たすものであれば、特に限定されないが、前記パターン層が形成される側の表面が、梨地処理されてなる表面である支持体が好ましい。ここで、梨地処理とは、支持体の表面を、微細な凹凸が形成された面に加工する処理のことをいい、梨地とは、一般的には、梨の皮の表面のようにざらついている面である。なお、本明細書で、「梨地処理されてなる表面」は、その微細凹凸面が不規則な形状であってもよく、規則的な形状であってもよい。
前記パターン層が形成される側の前記支持体の表面が、梨地処理されてなる表面であると、後述する基材層(Y)又は粘着剤層(X1)との界面密着性が向上し、これらの界面で界面剥離が生じることをより効果的に防止できるため好ましい。すなわち、要件(1)を満たすために好ましい。
また、例えば、前記支持体の片面が梨地処理されている場合、当該支持体と前記パターン層との間で界面剥離が生じて剥離部分に空隙が生じた場合、当該空隙内に露出した梨地面上で光が乱反射し、当該剥離箇所が剥離前後で透明から半透明又は不透明に変化したり、マット調のパターンを形成することができる。それによって、剥離検知ラベルの再剥離を検知する際の視認性が向上するため好ましい。
前述のとおり、本発明の好適な一態様である剥離検知ラベルは、当該剥離検知ラベルの再剥離時に、前記支持体と前記パターン層との間で界面剥離を生じることで、視覚的に当該剥離検知ラベルの再剥離有無の検知が可能になるものである。そのため、前記支持体としては、当該支持体が剥離検知ラベル中に組み込まれた際、当該支持体が透けて、前記剥離検知ラベルの当該支持体側の表面側から、少なくとも当該支持体のもう一方の表面側に存在する任意の物体が目視で見える程度の透明性を有する支持体であることが好ましい。
したがって、当該剥離検知ラベルの再剥離の有無が視覚的に検知可能な透明性を有し、かつ、前記パターン層が形成される側の表面が梨地処理されてなる表面である支持体であることがより好ましい。
したがって、当該剥離検知ラベルの再剥離の有無が視覚的に検知可能な透明性を有し、かつ、前記パターン層が形成される側の表面が梨地処理されてなる表面である支持体であることがより好ましい。
前記支持体としては、例えば、透明性のプラスチックフィルムが好ましく用いられる。プラスチックフィルムの材料としては、例えば、ポリ(メタ)アクリレート等のアクリル系樹脂;全芳香族ポリアミド、ナイロン6、ナイロン66、ナイロン共重合体等のポリアミド;ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート、ポリアリレート等のポリエステル系樹脂;ポリウレタンアクリレート等のポリウレタン系樹脂;ポリエチレン系樹脂;ポリプロピレン系樹脂;ポリ(4-メチルペンテン-1);ポリ塩化ビニル系樹脂;ポリ塩化ビニリデン系樹脂;ポリビニルアルコール系樹脂;エチレン-酢酸ビニル共重合体;ポリスチレン系樹脂;ポリカーボネート系樹脂;ノルボルネン系樹脂;シクロオレフィン樹脂等が挙げられる。これらの中では、透明性や、コスト、汎用性の点から、ポリアミド、ポリエステル系樹脂が好ましく、ポリエチレンテレフタレートがより好ましい。
また、前記梨地処理としては、例えば、梨地面を有するエンボスロールを用いたエンボス処理、サンドブラスト処理(サンドマット処理)、プラズマ処理、溶剤を用いるケミカルエッチング処理、透明な微細樹脂粒子の練り込み処理、マット材のコーティング処理等による微細凹凸化処理が挙げられる。これらの中では、コスト面、汎用性の観点から、好ましくは梨地面を有するエンボスロールを用いたエンボス処理又はサンドブラスト処理、より好ましくはサンドブラスト処理が挙げられる。
したがって、前記支持体としては、前記パターン層が形成される側の当該支持体の表面が梨地処理されてなる表面を有するポリアミドフィルム又はポリエステル系樹脂を材料とするフィルムがより好ましく、前記パターン層が形成される側の当該支持体の表面が梨地処理されてなる表面を有するポリエチレンテレフタレートフィルムが更に好ましい。
したがって、前記支持体としては、前記パターン層が形成される側の当該支持体の表面が梨地処理されてなる表面を有するポリアミドフィルム又はポリエステル系樹脂を材料とするフィルムがより好ましく、前記パターン層が形成される側の当該支持体の表面が梨地処理されてなる表面を有するポリエチレンテレフタレートフィルムが更に好ましい。
前記支持体の厚さとしては、好ましくは1~150μm、より好ましくは5~130μm、更に好ましくは10~80μm、より更に好ましくは20~60μm、より更に好ましくは30~50μmである。
当該支持体の厚さは、実施例に記載の方法により測定することができる。
当該支持体の厚さは、実施例に記載の方法により測定することができる。
なお、本発明の効果が発現する限り、すなわち、前記界面剥離による変化が視覚的に認識可能な程度の剥離検知ラベルの透明性を損なわない程度に、意匠性や偽造防止を目的として、前記支持体の粘着性積層体とは反対側の面に印刷受理層を設けて印刷層を設けてもよい。また、本発明の効果が発現する限り、巻回テープとするために、前記支持体の粘着性積層体とは反対側の面に剥離剤層を設けてもよい。
<パターン層>
前記パターン層とは、前記剥離検知ラベルの再剥離時に、当該剥離検知ラベルが再剥離された事を視覚的に検知可能とするために必要となる層である。そして、剥離検知ラベル中で前記要件(1)を満たす材料から形成される層である。
また、当該パターン層としては、剥離検知ラベルの再剥離前にはパターンが潜在化していることが好ましいため、透明性を有する層であることが好ましい。透明性を有するパターン層とすることで、剥離検知ラベルの再剥離前後の変化がより明確になること、また、剥離検知ラベルを被着体に貼付している状態においては、剥離検知ラベルを通して被着体表面の文字や図柄といった情報も確認することも可能となる、または剥離検知ラベル自体が透明となりラベルを目立たなくできるといった観点からも好ましい。
前記パターン層とは、前記剥離検知ラベルの再剥離時に、当該剥離検知ラベルが再剥離された事を視覚的に検知可能とするために必要となる層である。そして、剥離検知ラベル中で前記要件(1)を満たす材料から形成される層である。
また、当該パターン層としては、剥離検知ラベルの再剥離前にはパターンが潜在化していることが好ましいため、透明性を有する層であることが好ましい。透明性を有するパターン層とすることで、剥離検知ラベルの再剥離前後の変化がより明確になること、また、剥離検知ラベルを被着体に貼付している状態においては、剥離検知ラベルを通して被着体表面の文字や図柄といった情報も確認することも可能となる、または剥離検知ラベル自体が透明となりラベルを目立たなくできるといった観点からも好ましい。
前記パターン層としては、剥離検知ラベル中で前記要件(1)を満たすものであれば、特に限定されないが、メチルセルロース、カルボキシメチルセルロース、ヒドロキシエチルセルロース等のセルロース系樹脂;ポリ(メタ)アクリレート、ポリメチル(メタ)アクリレート等のアクリル系樹脂;ウレタン系樹脂;アクリルウレタン系樹脂;ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート、ポリアリレート等のポリエステル系樹脂;及びエポキシ系樹脂からなる群より選ばれる1種以上を含む組成物から形成された層であることが好ましく、アクリル系樹脂、ウレタン系樹脂、アクリルウレタン系樹脂、及びポリエステル系樹脂からなる群より選ばれる1種以上を含む組成物から形成された層であることがより好ましく、アクリル系樹脂及びアクリルウレタン系樹脂からなる群より選ばれる1種以上を含む組成物から形成された層であることが更に好ましく、アクリル系樹脂を含む組成物から形成された層であることがより更に好ましい。
前記パターン層は、粘着剤層(X)の粘着力より低い粘着力となる樹脂から形成された層であることが好ましく、非粘着性樹脂から形成された層であることがより好ましい。
したがって、前記アクリル系樹脂を含む組成物から形成された層としては、後述するアクリル系樹脂のうち、粘着剤層(X)で用いられる樹脂よりも粘着力の低い層を形成できるアクリル系樹脂で形成された層であることが好ましく、主モノマーがメチル(メタ)アクリレートであるアクリル系重合体を含む組成物から形成された層であることがより更に好ましい。ここで、当該「主モノマー」とは、重合体を形成するモノマー成分中で最も含有量(使用量)の多いモノマー成分をいう。
したがって、前記アクリル系樹脂を含む組成物から形成された層としては、後述するアクリル系樹脂のうち、粘着剤層(X)で用いられる樹脂よりも粘着力の低い層を形成できるアクリル系樹脂で形成された層であることが好ましく、主モノマーがメチル(メタ)アクリレートであるアクリル系重合体を含む組成物から形成された層であることがより更に好ましい。ここで、当該「主モノマー」とは、重合体を形成するモノマー成分中で最も含有量(使用量)の多いモノマー成分をいう。
また、剥離検知ラベルの再剥離時に、前記支持体と前記パターン層との間での界面剥離がより生じ易くなり、前記要件(1)を満たし易くなる観点から、前記パターン層と前記支持体との接着力が、前記粘着性積層体と当該支持体との接着力よりも低いことが好ましく、前記パターン層と前記粘着性積層体との接着力が、当該粘着性積層体と当該支持体との接着力よりも低く、かつ当該パターン層と当該粘着性積層体との接着力よりも低いことがより好ましい。
同様の観点から、例えば、パターン層が基材層(Y)で被覆される場合、前記パターン層と前記支持体との接着力が、基材層(Y)と当該支持体との接着力よりも低いことが好ましく、前記パターン層と前記支持体との接着力が、基材層(Y)と当該支持体との接着力よりも低く、かつ当該パターン層と基材層(Y)との接着力よりも低いことがより好ましい。
同様の観点から、粘着性積層体が積層体(P1)である場合、前記パターン層と前記支持体との接着力が、粘着剤層(X1)と当該支持体との接着力よりも低いことが好ましく、前記パターン層と前記支持体との接着力が、粘着剤層(X1)と当該支持体との接着力よりも低く、かつ当該パターン層と粘着剤層(X1)との接着力よりも低いことがより好ましい。
また、このような態様であれば、例えば、前記支持体と前記パターン層との間の界面以外の界面で剥離が生じることを、より効果的に防止できるため好ましい。すなわち、要件(1)を満たすために好ましい。
同様の観点から、例えば、パターン層が基材層(Y)で被覆される場合、前記パターン層と前記支持体との接着力が、基材層(Y)と当該支持体との接着力よりも低いことが好ましく、前記パターン層と前記支持体との接着力が、基材層(Y)と当該支持体との接着力よりも低く、かつ当該パターン層と基材層(Y)との接着力よりも低いことがより好ましい。
同様の観点から、粘着性積層体が積層体(P1)である場合、前記パターン層と前記支持体との接着力が、粘着剤層(X1)と当該支持体との接着力よりも低いことが好ましく、前記パターン層と前記支持体との接着力が、粘着剤層(X1)と当該支持体との接着力よりも低く、かつ当該パターン層と粘着剤層(X1)との接着力よりも低いことがより好ましい。
また、このような態様であれば、例えば、前記支持体と前記パターン層との間の界面以外の界面で剥離が生じることを、より効果的に防止できるため好ましい。すなわち、要件(1)を満たすために好ましい。
前記パターン層中、前述した各樹脂の合計含有量は、好ましくは50質量%以上、より好ましくは70質量%以上、更に好ましくは80質量%以上、より更に好ましくは90質量%以上であり、そして、好ましくは100質量%以下である。
また、前記パターン層は、前記支持体の表面の一部に形成される。前記パターン層が、前記支持体の表面の全面に形成された場合、前記支持体と当該パターン層との界面の全面で剥離が生じてしまい、被着体への糊残りが生じてしまう。
ここで、前記支持体の表面の一部に形成されるとは、剥離検知ラベルが実際に貼付されている状態のサイズ、又は使用するために所定のサイズに抜き加工された後の剥離検知ラベルにおいて、前記支持体のパターン層が形成されている表面上の面積100%中、パターン層が形成されている面積が100%未満であればよく、好ましくは1~99%、より好ましくは2~95%、更に好ましくは3~90%、より更に好ましくは5~80%、より更に好ましくは8~70%、より更に好ましくは10~60%、より更に好ましくは12~45%である。
ここで、前記支持体の表面の一部に形成されるとは、剥離検知ラベルが実際に貼付されている状態のサイズ、又は使用するために所定のサイズに抜き加工された後の剥離検知ラベルにおいて、前記支持体のパターン層が形成されている表面上の面積100%中、パターン層が形成されている面積が100%未満であればよく、好ましくは1~99%、より好ましくは2~95%、更に好ましくは3~90%、より更に好ましくは5~80%、より更に好ましくは8~70%、より更に好ましくは10~60%、より更に好ましくは12~45%である。
前記パターン層の形成方法は、前記支持体上に、パターン層を形成できる方法であれば、特に限定されない。例えば、前記樹脂と溶剤とを含有するインキを用いて、一般的な印刷方法、例えば、グラビア印刷、スクリーン印刷、オフセット印刷、フレキソ印刷等により形成することができる。
また、形成されるパターンの形状等も、剥離検知ラベルの再剥離の有無が検知可能であれば特に限定されず、幾何学的なパターン又は図柄であってもよく、文字パターンであってもよい。
なお、当該パターンとは、必ずしも一定の規則性に基づいて「配置」されたものに限らず、不規則(ランダム)な形状のものも含むものとする。例えば、前記印刷方法を用いて特定の規則的形状を印刷するに限らず、単に、パターン層用原料を支持体上にスプレーする等、不規則(ランダム)な形状となるように処理した場合に、一部の箇所において、ランダムにラベルの色調や光透過性が変化して視覚的に認識できるような場合であっても、当該支持体上に形成されたパターン層用原料から形成されている箇所は、パターン層に含まれる。
ただし、より確実かつ明確に剥離検知ラベルの再剥離の有無を検知する観点、また、どのラベルサイズに加工した場合、そのサイズに適したパターン層を形成することができる観点等の製造上、製品品質上の観点からも、一定以上の面積で前記支持体とパターン層との界面が存在していることが好ましいため、所定の規則的なパターンを形成することが好ましい。
また、形成されるパターンの形状等も、剥離検知ラベルの再剥離の有無が検知可能であれば特に限定されず、幾何学的なパターン又は図柄であってもよく、文字パターンであってもよい。
なお、当該パターンとは、必ずしも一定の規則性に基づいて「配置」されたものに限らず、不規則(ランダム)な形状のものも含むものとする。例えば、前記印刷方法を用いて特定の規則的形状を印刷するに限らず、単に、パターン層用原料を支持体上にスプレーする等、不規則(ランダム)な形状となるように処理した場合に、一部の箇所において、ランダムにラベルの色調や光透過性が変化して視覚的に認識できるような場合であっても、当該支持体上に形成されたパターン層用原料から形成されている箇所は、パターン層に含まれる。
ただし、より確実かつ明確に剥離検知ラベルの再剥離の有無を検知する観点、また、どのラベルサイズに加工した場合、そのサイズに適したパターン層を形成することができる観点等の製造上、製品品質上の観点からも、一定以上の面積で前記支持体とパターン層との界面が存在していることが好ましいため、所定の規則的なパターンを形成することが好ましい。
また、前述のとおり、パターン層自体で所定のパターンを形成することが可能であるため、前記パターン層が透明性を有する層である場合、前記のパターンを隠し文字等の隠しパターンとして形成することができる。ここで、「隠しパターン」とは、剥離検知ラベルの再剥離前には、形成されたパターンが透明であるため、顕在化していて視覚的には検知できず、当該剥離検知ラベルの再剥離後に当該パターンが顕在化することで視覚的に検知できるようになるパターンを指す。
また、前述のとおり、本発明で用いられるパターン層は、パターン層自体が支持体から界面剥離するため、例えば、パターン層として剥離層と印刷層といったようにそれぞれの機能を分離した層を設ける必要がなくなるといった利点がある。
そして、前述した本発明の剥離検知ラベルの構成とすることで、支持体とパターン層との間で界面剥離が生じさせ、一方でその他の箇所での界面剥離を効果的に抑制することができるため、パターン層自体で文字のような比較的入り組んだ形状のパターンを形成した場合でも、剥離検知ラベルを再剥離する際に、そのパターンを視覚的に検知できる程度に表示させることが可能になる。
そして、前述した本発明の剥離検知ラベルの構成とすることで、支持体とパターン層との間で界面剥離が生じさせ、一方でその他の箇所での界面剥離を効果的に抑制することができるため、パターン層自体で文字のような比較的入り組んだ形状のパターンを形成した場合でも、剥離検知ラベルを再剥離する際に、そのパターンを視覚的に検知できる程度に表示させることが可能になる。
前記パターン層の厚さとしては、後述する粘着性積層体の厚さ未満であればよく、前述のとおり、前記支持体が基材層(Y)と接する態様である場合は、基材層(Y)の厚さ未満であることが好ましく、また、後述する粘着性積層体が積層体(P)の態様である場合は、粘着剤層(X1)の厚さ未満であることが好ましい。パターン層の厚さとしては、例えば、好ましくは0.05~16μm、より好ましくは0.1~12μm、更に好ましくは0.5~8μmである。
当該パターン層の厚さは、実施例に記載の方法により測定することができる。
当該パターン層の厚さは、実施例に記載の方法により測定することができる。
<粘着性積層体>
前記粘着性積層体は、粘着剤層(X)及び基材層(Y)を有する積層体であり、前述のとおり、好ましくは2以上の粘着剤層(X)を有する積層体であり、より好ましくは第1の粘着剤層(X1)と基材層(Y)と第2の粘着剤層(X2)とをこの順で積層した粘着性積層体である積層体(P1)である。
前記粘着性積層体は、粘着剤層(X)及び基材層(Y)を有する積層体であり、前述のとおり、好ましくは2以上の粘着剤層(X)を有する積層体であり、より好ましくは第1の粘着剤層(X1)と基材層(Y)と第2の粘着剤層(X2)とをこの順で積層した粘着性積層体である積層体(P1)である。
<<粘着剤層(X)>>
粘着剤層(X)は、粘着性樹脂を含む組成物(x)から形成された層であることが好ましく、粘着性樹脂を含む組成物(x)からなる塗膜(x’)を乾燥させて形成された層であることがより好ましい。
ここで、本明細書において、「塗膜」とは、公知の塗布方法によって、形成材料である組成物から形成された膜であって、当該膜中に含まれる溶媒等の揮発成分の残存率が、塗布前の当該組成物中に含まれる揮発成分の全量100質量%に対して、10~100質量%となる状態のものを指す。
つまり、本明細書において、塗膜には、溶媒等の揮発成分が一定量含まれている。
粘着剤層(X)は、粘着性樹脂を含む組成物(x)から形成された層であることが好ましく、粘着性樹脂を含む組成物(x)からなる塗膜(x’)を乾燥させて形成された層であることがより好ましい。
ここで、本明細書において、「塗膜」とは、公知の塗布方法によって、形成材料である組成物から形成された膜であって、当該膜中に含まれる溶媒等の揮発成分の残存率が、塗布前の当該組成物中に含まれる揮発成分の全量100質量%に対して、10~100質量%となる状態のものを指す。
つまり、本明細書において、塗膜には、溶媒等の揮発成分が一定量含まれている。
なお、前記粘着性積層体が複数の粘着剤層(X)を有する場合、例えば、前記粘着性積層体が積層体(P1)である場合、本明細書中、各粘着剤層(X)を形成する組成物(x)に対応する組成物は、粘着剤層(X1)及び粘着剤層(X2)を形成するものとして、それぞれ、組成物(x-1)、組成物(x-2)とも表す。この場合、同様に、塗膜(x’)に対応する塗膜を、それぞれ、塗膜(x-1’)、塗膜(x-2’)とも表す。
また、前記パターン層と、粘着剤層(X)とが、互いに同種の樹脂を含有することが好ましく、例えば、前記パターン層がアクリル系樹脂から形成されている層である場合、粘着剤層(X)も、後述するアクリル系樹脂であることが好ましい。このような態様とすることで、粘着剤層(X)とパターン層との界面密着性が向上し、前記要件(1)をより満たしやすくなるため好ましい。
例えば、前記粘着性積層体が積層体(P1)である場合は、同様の理由から、前記パターン層と、粘着剤層(X1)とが、互いに同種の樹脂を含有することが好ましく、例えば、前記パターン層がアクリル系樹脂から形成されている層である場合、粘着剤層(X1)も、後述するアクリル系樹脂であることが好ましい。
例えば、前記粘着性積層体が積層体(P1)である場合は、同様の理由から、前記パターン層と、粘着剤層(X1)とが、互いに同種の樹脂を含有することが好ましく、例えば、前記パターン層がアクリル系樹脂から形成されている層である場合、粘着剤層(X1)も、後述するアクリル系樹脂であることが好ましい。
〔組成物(x)〕
粘着剤層(X)の形成材料である組成物(x)は、粘着性樹脂を含むものである。
なお、本発明の一態様において、組成物(x)に含まれる粘着性樹脂以外の成分は、本発明の剥離検知ラベルの使用用途に応じて、適宜調整可能である。
例えば、本発明の一態様において、粘着力を所望の範囲に調整する観点から、組成物(x)は、更に粘着付与剤及び架橋剤からなる群より選ばれる1種以上を含有してもよく、これら以外にも、希釈溶媒及び一般的な粘着剤に使用される粘着剤用添加剤からなる群より選ばれる1種以上を含有してもよい。
粘着剤層(X)の形成材料である組成物(x)は、粘着性樹脂を含むものである。
なお、本発明の一態様において、組成物(x)に含まれる粘着性樹脂以外の成分は、本発明の剥離検知ラベルの使用用途に応じて、適宜調整可能である。
例えば、本発明の一態様において、粘着力を所望の範囲に調整する観点から、組成物(x)は、更に粘着付与剤及び架橋剤からなる群より選ばれる1種以上を含有してもよく、これら以外にも、希釈溶媒及び一般的な粘着剤に使用される粘着剤用添加剤からなる群より選ばれる1種以上を含有してもよい。
(粘着性樹脂)
前記粘着性樹脂の質量平均分子量(Mw)としては、好ましくは1万~200万、より好ましくは2万~150万、更に好ましくは3万~100万である。
組成物(x)に含まれる粘着性樹脂としては、例えば、後述する粘着剤層(X)の粘着力を満たすアクリル系樹脂、ウレタン系樹脂、ポリイソブチレン系樹脂、オレフィン系樹脂、アクリルウレタン系樹脂及びポリエステル系樹脂等が挙げられる。これらの中では、好ましくはアクリル系樹脂、ウレタン系樹脂、アクリルウレタン系樹脂及びポリエステル系樹脂からなる群より選ばれる1種以上であり、より好ましくはアクリル系樹脂である。
これらの粘着性樹脂は、単独で用いてもよく、2種以上を組み合わせて用いてもよい。
また、これらの粘着性樹脂が、2種以上の構成単位を有する共重合体である場合、当該共重合体の形態は、特に限定されず、ブロック共重合体、ランダム共重合体、及びグラフト共重合体のいずれであってもよい。
更に、粘着剤層(X)と基材層(Y)との界面密着性をより向上させる観点から、これらの粘着性樹脂は、重合性官能基を有さない紫外線非硬化型粘着性樹脂であることが好ましい。
前記粘着性樹脂の質量平均分子量(Mw)としては、好ましくは1万~200万、より好ましくは2万~150万、更に好ましくは3万~100万である。
組成物(x)に含まれる粘着性樹脂としては、例えば、後述する粘着剤層(X)の粘着力を満たすアクリル系樹脂、ウレタン系樹脂、ポリイソブチレン系樹脂、オレフィン系樹脂、アクリルウレタン系樹脂及びポリエステル系樹脂等が挙げられる。これらの中では、好ましくはアクリル系樹脂、ウレタン系樹脂、アクリルウレタン系樹脂及びポリエステル系樹脂からなる群より選ばれる1種以上であり、より好ましくはアクリル系樹脂である。
これらの粘着性樹脂は、単独で用いてもよく、2種以上を組み合わせて用いてもよい。
また、これらの粘着性樹脂が、2種以上の構成単位を有する共重合体である場合、当該共重合体の形態は、特に限定されず、ブロック共重合体、ランダム共重合体、及びグラフト共重合体のいずれであってもよい。
更に、粘着剤層(X)と基材層(Y)との界面密着性をより向上させる観点から、これらの粘着性樹脂は、重合性官能基を有さない紫外線非硬化型粘着性樹脂であることが好ましい。
組成物(x)中の粘着性樹脂の含有量は、組成物(x)の有効成分の全量(100質量%)中、好ましくは30~99.99質量%、より好ましくは40~99.95質量%、より好ましくは50~99.90質量%、更に好ましくは55~99.80質量%、より更に好ましくは60~99.50質量%である。
{アクリル系樹脂}
本発明の一態様において、基材層(Y)との界面密着性をより向上させる観点から、組成物(x)に含まれる粘着性樹脂が、アクリル系樹脂を含むことが好ましい。
粘着性樹脂中のアクリル系樹脂の含有割合としては、界面密着性をより向上させる観点から、組成物(x)に含まれる粘着性樹脂の全量(100質量%)中、好ましくは30~100質量%、より好ましくは50~100質量%、更に好ましくは70~100質量%、より更に好ましくは85~100質量%である。
本発明の一態様において、基材層(Y)との界面密着性をより向上させる観点から、組成物(x)に含まれる粘着性樹脂が、アクリル系樹脂を含むことが好ましい。
粘着性樹脂中のアクリル系樹脂の含有割合としては、界面密着性をより向上させる観点から、組成物(x)に含まれる粘着性樹脂の全量(100質量%)中、好ましくは30~100質量%、より好ましくは50~100質量%、更に好ましくは70~100質量%、より更に好ましくは85~100質量%である。
粘着性樹脂として使用し得るアクリル系樹脂としては、例えば、直鎖又は分岐鎖のアルキル基を有するアルキル(メタ)アクリレートに由来する構成単位を含む重合体、環状構造を有する(メタ)アクリレートに由来する構成単位を含む重合体等が挙げられる。
アクリル系樹脂の質量平均分子量(Mw)としては、好ましくは10万~150万、より好ましくは20万~130万、更に好ましくは35万~120万、より更に好ましくは50万~110万である。
前記アクリル系樹脂としては、アルキル(メタ)アクリレート(a1’)(以下、「モノマー(a1’)」ともいう。)に由来する構成単位(a1)を有するアクリル系重合体(A0)が好ましく、構成単位(a1)と共に、官能基含有モノマー(a2’)(以下、「モノマー(a2’)」ともいう。)に由来する構成単位(a2)を有するアクリル系共重合体(A1)がより好ましい。
モノマー(a1’)が有するアルキル基の炭素数としては、粘着特性の向上の観点から、好ましくは1~24、より好ましくは1~12、更に好ましくは1~8、より更に好ましくは4~6である。
なお、モノマー(a1’)が有するアルキル基は、直鎖アルキル基であってもよく、分岐鎖アルキル基であってもよい。
なお、モノマー(a1’)が有するアルキル基は、直鎖アルキル基であってもよく、分岐鎖アルキル基であってもよい。
モノマー(a1’)としては、例えば、メチル(メタ)アクリレート、エチル(メタ)アクリレート、プロピル(メタ)アクリレート、ブチル(メタ)アクリレート、2-エチルヘキシル(メタ)アクリレート、ラウリル(メタ)アクリレート、トリデシル(メタ)アクリレート、ステアリル(メタ)アクリレート等が挙げられる。
モノマー(a1’)としては、メチル(メタ)アクリレート、ブチル(メタ)アクリレート及び2-エチルヘキシル(メタ)アクリレートが好ましい。そして、粘着性積層体が積層体(P1)であり、粘着剤層(X)が粘着剤層(X1)である場合、モノマー(a1’)としては、メチル(メタ)アクリレート及びブチル(メタ)アクリレートがより好ましく、粘着剤層(X)が粘着剤層(X2)である場合、モノマー(a1’)としては、2-エチルヘキシル(メタ)アクリレート及びブチル(メタ)アクリレートがより好ましい。
これらのモノマー(a1’)は、単独で用いてもよく、2種以上を組み合わせて用いてもよい。
モノマー(a1’)としては、メチル(メタ)アクリレート、ブチル(メタ)アクリレート及び2-エチルヘキシル(メタ)アクリレートが好ましい。そして、粘着性積層体が積層体(P1)であり、粘着剤層(X)が粘着剤層(X1)である場合、モノマー(a1’)としては、メチル(メタ)アクリレート及びブチル(メタ)アクリレートがより好ましく、粘着剤層(X)が粘着剤層(X2)である場合、モノマー(a1’)としては、2-エチルヘキシル(メタ)アクリレート及びブチル(メタ)アクリレートがより好ましい。
これらのモノマー(a1’)は、単独で用いてもよく、2種以上を組み合わせて用いてもよい。
構成単位(a1)の含有量は、アクリル系重合体(A0)又はアクリル系共重合体(A1)の全構成単位(100質量%)中、好ましくは50~100質量%、より好ましくは60~99.9質量%、更に好ましくは70~99.5質量%、より更に好ましくは80~99.0質量%である。
モノマー(a2’)が有する官能基は、後述の組成物(x)が含有してもよい架橋剤と反応し、架橋起点となり得る官能基又は架橋促進効果を有する官能基を指し、例えば、水酸基、カルボキシ基、アミノ基、エポキシ基等が挙げられる。
つまり、モノマー(a2’)としては、例えば、水酸基含有モノマー、カルボキシ基含有モノマー、アミノ基含有モノマー、エポキシ基含有モノマー等が挙げられる。
これらのモノマー(a2’)は、単独で用いてもよく、2種以上を組み合わせて用いてもよい。
モノマー(a2’)としては、水酸基含有モノマー及びカルボキシ基含有モノマーが好ましい。
つまり、モノマー(a2’)としては、例えば、水酸基含有モノマー、カルボキシ基含有モノマー、アミノ基含有モノマー、エポキシ基含有モノマー等が挙げられる。
これらのモノマー(a2’)は、単独で用いてもよく、2種以上を組み合わせて用いてもよい。
モノマー(a2’)としては、水酸基含有モノマー及びカルボキシ基含有モノマーが好ましい。
水酸基含有モノマーとしては、例えば、2-ヒドロキシエチル(メタ)アクリレート、2-ヒドロキシプロピル(メタ)アクリレート、3-ヒドロキシプロピル(メタ)アクリレート、2-ヒドロキシブチル(メタ)アクリレート、3-ヒドロキシブチル(メタ)アクリレート、4-ヒドロキシブチル(メタ)アクリレート等のヒドロキシアルキル(メタ)アクリレート類;ビニルアルコール、アリルアルコール等の不飽和アルコール類等が挙げられる。
カルボキシ基含有モノマーとしては、例えば、(メタ)アクリル酸、クロトン酸等のエチレン性不飽和モノカルボン酸;フマル酸、イタコン酸、マレイン酸、シトラコン酸等のエチレン性不飽和ジカルボン酸及びその無水物;2-(アクリロイルオキシ)エチルサクシネート、2-カルボキシエチル(メタ)アクリレート等が挙げられる。
モノマー(a2’)としては、2-ヒドロキシエチル(メタ)アクリレート及び(メタ)アクリル酸が好ましい。
これらのモノマー(a2’)は、単独で用いてもよく、2種以上を組み合わせて用いてもよい。
そして、粘着性積層体が積層体(P1)であり、粘着剤層(X)が粘着剤層(X1)である場合、モノマー(a2’)としては、2-ヒドロキシエチル(メタ)アクリレートがより好ましく、粘着剤層(X)が粘着剤層(X2)である場合、モノマー(a1’)としては、2-ヒドロキシエチル(メタ)アクリレート及び(メタ)アクリル酸を共に含有することがより好ましい。
モノマー(a2’)としては、2-ヒドロキシエチル(メタ)アクリレート及び(メタ)アクリル酸が好ましい。
これらのモノマー(a2’)は、単独で用いてもよく、2種以上を組み合わせて用いてもよい。
そして、粘着性積層体が積層体(P1)であり、粘着剤層(X)が粘着剤層(X1)である場合、モノマー(a2’)としては、2-ヒドロキシエチル(メタ)アクリレートがより好ましく、粘着剤層(X)が粘着剤層(X2)である場合、モノマー(a1’)としては、2-ヒドロキシエチル(メタ)アクリレート及び(メタ)アクリル酸を共に含有することがより好ましい。
構成単位(a2)の含有量は、前記アクリル系共重合体(A1)の全構成単位(100質量%)中、好ましくは0.1~40質量%、より好ましくは0.3~30質量%、更に好ましくは0.5~20質量%、より更に好ましくは0.7~10質量%である。
アクリル系共重合体(A1)は、更にモノマー(a1’)及び(a2’)以外の他のモノマー(a3’)に由来の構成単位(a3)を有していてもよく、粘着性積層体が積層体(P1)であり、粘着剤層(X)が粘着剤層(X1)である場合、モノマー(a3’)を有していることが好ましい。
なお、アクリル系共重合体(A1)において、構成単位(a1)及び(a2)の含有量は、アクリル系共重合体(A1)の全構成単位(100質量%)中、好ましくは70~100質量%、より好ましくは80~100質量%、更に好ましくは85~100質量%、より更に好ましくは90~100質量%である。
なお、アクリル系共重合体(A1)において、構成単位(a1)及び(a2)の含有量は、アクリル系共重合体(A1)の全構成単位(100質量%)中、好ましくは70~100質量%、より好ましくは80~100質量%、更に好ましくは85~100質量%、より更に好ましくは90~100質量%である。
モノマー(a3’)としては、例えば、エチレン、プロピレン、イソブチレン等のオレフィン類;塩化ビニル、ビニリデンクロリド等のハロゲン化オレフィン類;ブタジエン、イソプレン、クロロプレン等のジエン系モノマー類;シクロヘキシル(メタ)アクリレート、ベンジル(メタ)アクリレート、イソボルニル(メタ)アクリレート、ジシクロペンタニル(メタ)アクリレート、ジシクロペンテニル(メタ)アクリレート、ジシクロペンテニルオキシエチル(メタ)アクリレート、イミド(メタ)アクリレート等の環状構造を有する(メタ)アクリレート;スチレン、α-メチルスチレン、ビニルトルエン、ギ酸ビニル、酢酸ビニル、アクリロニトリル、(メタ)アクリルアミド、(メタ)アクリロニトリル、(メタ)アクリロイルモルホリン、N-ビニルピロリドン等が挙げられる。
モノマー(a3’)としては、酢酸ビニルが好ましい。
モノマー(a3’)としては、酢酸ビニルが好ましい。
{ウレタン系樹脂}
粘着性樹脂として使用し得るウレタン系樹脂としては、主鎖及び側鎖の少なくとも一方に、ウレタン結合及び尿素結合の1つ以上を有する重合体であれば、特に限定されない。
具体的なウレタン系樹脂としては、例えば、ポリオールと多価イソシアネート化合物とを反応して得られるウレタン系プレポリマー(UX)等が挙げられる。
なお、ウレタン系プレポリマー(UX)は、更に鎖延長剤を用いた鎖延長反応を施して得られたものであってもよい。
粘着性樹脂として使用し得るウレタン系樹脂としては、主鎖及び側鎖の少なくとも一方に、ウレタン結合及び尿素結合の1つ以上を有する重合体であれば、特に限定されない。
具体的なウレタン系樹脂としては、例えば、ポリオールと多価イソシアネート化合物とを反応して得られるウレタン系プレポリマー(UX)等が挙げられる。
なお、ウレタン系プレポリマー(UX)は、更に鎖延長剤を用いた鎖延長反応を施して得られたものであってもよい。
ウレタン系樹脂の質量平均分子量(Mw)としては、好ましくは1万~20万、より好ましくは1.2万~15万、更に好ましくは1.5万~10万、より更に好ましくは2万~7万である。
ウレタン系プレポリマー(UX)の原料となるポリオールとしては、例えば、アルキレン型ポリオール、ポリエーテル型ポリオール、ポリエステル型ポリオール、ポリエステルアミド型ポリオール、ポリエステル・ポリエーテル型ポリオール、ポリカーボネート型ポリオール等のポリオール化合物が挙げられるが、ポリオールであれば特に限定されず、2官能のジオール、3官能のトリオールであってもよい。
これらのポリオールは、単独で用いてもよく、2種以上を組み合わせて用いてもよい。
これらのポリオールの中でも、入手の容易性、反応性等の観点から、ジオールが好ましく、アルキレン型ジオールがより好ましい。
これらのポリオールは、単独で用いてもよく、2種以上を組み合わせて用いてもよい。
これらのポリオールの中でも、入手の容易性、反応性等の観点から、ジオールが好ましく、アルキレン型ジオールがより好ましい。
アルキレン型ジオールとしては、例えば、1,3-プロパンジオール、1,4-ブタンジオール、1,5-ペンタンジオール、ネオペンチルグリコール、1,6-ヘキサンジオール等のアルカンジオール;エチレングリコール、プロピレングリコール、ジエチレングリコール、ジプロピレングリコール等のアルキレングリコール;ポリエチレングリコール、ポリプロピレングリコール、ポリブチレングリコール等のポリアルキレングリコール;ポリテトラメチレングリコール等のポリオキシアルキレングリコール;等が挙げられる。
これらのアルキレン型ジオールの中でも、更に鎖延長剤との反応を行う際にゲル化を抑制する観点から、質量平均分子量(Mw)が1,000~3,000のグリコールが好ましい。
これらのアルキレン型ジオールの中でも、更に鎖延長剤との反応を行う際にゲル化を抑制する観点から、質量平均分子量(Mw)が1,000~3,000のグリコールが好ましい。
ウレタン系プレポリマー(UX)の原料となる多価イソシアネート化合物としては、芳香族ポリイソシアネート、脂肪族ポリイソシアネート、脂環式ポリイソシアネート等が挙げられる。
芳香族ポリイソシアネートとしては、例えば、1,3-フェニレンジイソシアネート、1,4-フェニレンジイソシアネート、4,4’-ジフェニルメタンジイソシアネート(MDI)、2,4-トリレンジイソシアネート(2,4-TDI)、2,6-トリレンジイソシアネート(2,6-TDI)、4,4’-トルイジンジイソシアネート、2,4,6-トリイソシアネートトルエン、1,3,5-トリイソシアネートベンゼン、ジアニシジンジイソシアネート、4,4’-ジフェニルエーテルジイソシアネート、4,4’,4”-トリフェニルメタントリイソシアネート、1,4-テトラメチルキシリレンジイソシアネート、1,3-テトラメチルキシリレンジイソシアネート等が挙げられる。
脂肪族ポリイソシアネートとしては、例えば、トリメチレンジイソシアネート、テトラメチレンジイソシアネート、ヘキサメチレンジイソシアネート(HMDI)、ペンタメチレンジイソシアネート、1,2-プロピレンジイソシアネート、2,3-ブチレンジイソシアネート、1,3-ブチレンジイソシアネート、ドデカメチレンジイソシアネート、2,4,4-トリメチルヘキサメチレンジイソシアネート等が挙げられる。
脂環式ポリイソシアネートとしては、例えば、3-イソシアネートメチル-3,5,5-トリメチルシクロヘキシルイソシアネート(IPDI:イソホロンジイソシアネート)、1,3-シクロペンタンジイソシアネート、1,3-シクロヘキサンジイソシアネート、1,4-シクロヘキサンジイソシアネート、メチル-2,4-シクロヘキサンジイソシアネート、メチル-2,6-シクロヘキサンジイソシアネート、4,4’-メチレンビス(シクロヘキシルイソシアネート)、1,4-ビス(イソシアネートメチル)シクロヘキサン、1,4-ビス(イソシアネートメチル)シクロヘキサン等が挙げられる。
なお、これらの多価イソシアネート化合物は、前記ポリイソシアネートのトリメチロールプロパンアダクト型変性体、水と反応させたビュウレット型変性体、イソシアヌレート環を含有させたイソシアヌレート型変性体であってもよい。
芳香族ポリイソシアネートとしては、例えば、1,3-フェニレンジイソシアネート、1,4-フェニレンジイソシアネート、4,4’-ジフェニルメタンジイソシアネート(MDI)、2,4-トリレンジイソシアネート(2,4-TDI)、2,6-トリレンジイソシアネート(2,6-TDI)、4,4’-トルイジンジイソシアネート、2,4,6-トリイソシアネートトルエン、1,3,5-トリイソシアネートベンゼン、ジアニシジンジイソシアネート、4,4’-ジフェニルエーテルジイソシアネート、4,4’,4”-トリフェニルメタントリイソシアネート、1,4-テトラメチルキシリレンジイソシアネート、1,3-テトラメチルキシリレンジイソシアネート等が挙げられる。
脂肪族ポリイソシアネートとしては、例えば、トリメチレンジイソシアネート、テトラメチレンジイソシアネート、ヘキサメチレンジイソシアネート(HMDI)、ペンタメチレンジイソシアネート、1,2-プロピレンジイソシアネート、2,3-ブチレンジイソシアネート、1,3-ブチレンジイソシアネート、ドデカメチレンジイソシアネート、2,4,4-トリメチルヘキサメチレンジイソシアネート等が挙げられる。
脂環式ポリイソシアネートとしては、例えば、3-イソシアネートメチル-3,5,5-トリメチルシクロヘキシルイソシアネート(IPDI:イソホロンジイソシアネート)、1,3-シクロペンタンジイソシアネート、1,3-シクロヘキサンジイソシアネート、1,4-シクロヘキサンジイソシアネート、メチル-2,4-シクロヘキサンジイソシアネート、メチル-2,6-シクロヘキサンジイソシアネート、4,4’-メチレンビス(シクロヘキシルイソシアネート)、1,4-ビス(イソシアネートメチル)シクロヘキサン、1,4-ビス(イソシアネートメチル)シクロヘキサン等が挙げられる。
なお、これらの多価イソシアネート化合物は、前記ポリイソシアネートのトリメチロールプロパンアダクト型変性体、水と反応させたビュウレット型変性体、イソシアヌレート環を含有させたイソシアヌレート型変性体であってもよい。
これらの多価イソシアネート化合物の中でも、粘着物性に優れたウレタン系ポリマーを得る観点から、4,4’-ジフェニルメタンジイソシアネート(MDI)、2,4-トリレンジイソシアネート(2,4-TDI)、2,6-トリレンジイソシアネート(2,6-TDI)、ヘキサメチレンジイソシアネート(HMDI)、3-イソシアネートメチル-3,5,5-トリメチルシクロヘキシルイソシアネート(IPDI)及びこれらの変性体から選ばれる1種以上が好ましく、耐候性の観点から、HMDI、IPDI及びこれらの変性体から選ばれる1種以上がより好ましい。
ウレタン系プレポリマー(UX)中のイソシアネート基含有量(NCO%)は、JIS K1603-1:2007に準じて測定された値において、好ましくは0.5~12質量%、より好ましくは1~4質量%である。
鎖延長剤としては、水酸基及びアミノ基の少なくとも一方を2つ有する化合物、又は、水酸基及びアミノ基の少なくとも一方を3つ以上有する化合物が好ましい。
水酸基及びアミノ基の少なくとも一方を2つ有する化合物としては、脂肪族ジオール、脂肪族ジアミン、アルカノールアミン、ビスフェノール、芳香族ジアミンからなる群より選ばれる少なくとも1種の化合物が好ましい。
脂肪族ジオールとしては、例えば、1,3-プロパンジオール、1,4-ブタンジオール、1,5-ペンタンジオール、ネオペンチルグリコール、1,6-ヘキサンジオール、1,7-ヘプタンジオール等のアルカンジオール;エチレングリコール、プロピレングリコール、ジエチレングリコール、ジプロピレングリコール等のアルキレングリコール;等が挙げられる。
脂肪族ジアミンとしては、例えば、エチレンジアミン、1,3-プロパンジアミン、1,4-ブタンジアミン、1,5-ペンタンジアミン、1,6-ヘキサンジアミン等が挙げられる。
アルカノールアミンとしては、例えば、モノエタノールアミン、モノプロパノールアミン、イソプロパノールアミン等が挙げられる。
ビスフェノールとしては、例えば、ビスフェノールA等が挙げられる。
芳香族ジアミンとしては、例えば、ジフェニルメタンジアミン、トリレンジアミン、キシリレンジアミン等が挙げられる。
脂肪族ジオールとしては、例えば、1,3-プロパンジオール、1,4-ブタンジオール、1,5-ペンタンジオール、ネオペンチルグリコール、1,6-ヘキサンジオール、1,7-ヘプタンジオール等のアルカンジオール;エチレングリコール、プロピレングリコール、ジエチレングリコール、ジプロピレングリコール等のアルキレングリコール;等が挙げられる。
脂肪族ジアミンとしては、例えば、エチレンジアミン、1,3-プロパンジアミン、1,4-ブタンジアミン、1,5-ペンタンジアミン、1,6-ヘキサンジアミン等が挙げられる。
アルカノールアミンとしては、例えば、モノエタノールアミン、モノプロパノールアミン、イソプロパノールアミン等が挙げられる。
ビスフェノールとしては、例えば、ビスフェノールA等が挙げられる。
芳香族ジアミンとしては、例えば、ジフェニルメタンジアミン、トリレンジアミン、キシリレンジアミン等が挙げられる。
水酸基及びアミノ基の少なくとも一方を3つ以上有する化合物としては、例えば、トリメチロールプロパン、ジトリメチロールプロパン、ペンタエリスリトール、ジペンタエリスリトール等のポリオール;1-アミノ-2,3-プロパンジオール、1-メチルアミノ-2,3-プロパンジオール、N-(2-ヒドロキシプロピルエタノールアミン)等のアミノアルコール;テトラメチルキシリレンジアミンのエチレンオキシド又はプロピレンオキシド付加物;等が挙げられる。
{ポリイソブチレン系樹脂}
粘着性樹脂として使用し得る、ポリイソブチレン系樹脂(以下、「PIB系樹脂」ともいう。)は、主鎖及び側鎖の少なくとも一方にポリイソブチレン骨格を有する樹脂であれば、特に限定されない。
粘着性樹脂として使用し得る、ポリイソブチレン系樹脂(以下、「PIB系樹脂」ともいう。)は、主鎖及び側鎖の少なくとも一方にポリイソブチレン骨格を有する樹脂であれば、特に限定されない。
PIB系樹脂の質量平均分子量(Mw)としては、好ましくは2万以上、より好ましくは3万~100万、更に好ましくは5万~80万、より更に好ましくは7万~60万である。
PIB系樹脂としては、例えば、イソブチレンの単独重合体であるポリイソブチレン、イソブチレンとイソプレンの共重合体、イソブチレンとn-ブテンの共重合体、イソブチレンとブタジエンの共重合体、及びこれら共重合体を臭素化又は塩素化等したハロゲン化ブチルゴム等が挙げられる。
なお、PIB系樹脂が共重合体である場合、イソブチレンからなる構成単位が、全構成単位の中で一番多く含まれているものとする。
イソブチレンからなる構成単位の含有量は、PIB系樹脂の全構成単位(100質量%)中、好ましくは80~100質量%、より好ましくは90~100質量%、更に好ましくは95~100質量%である。
これらのPIB系樹脂は、単独で用いてもよく、2種以上を組み合わせて用いてもよい。
イソブチレンからなる構成単位の含有量は、PIB系樹脂の全構成単位(100質量%)中、好ましくは80~100質量%、より好ましくは90~100質量%、更に好ましくは95~100質量%である。
これらのPIB系樹脂は、単独で用いてもよく、2種以上を組み合わせて用いてもよい。
また、PIB系樹脂を用いる場合、質量平均分子量(Mw)が高いPIB系樹脂と、質量平均分子量(Mw)が低いPIB系樹脂とを併用することが好ましい。
より具体的には、質量平均分子量(Mw)が27万~60万のPIB系樹脂(pb1)(以下、「PIB系樹脂(pb1)」ともいう。)と、質量平均分子量(Mw)が5万~25万のPIB系樹脂(pb2)(以下、「PIB系樹脂(pb2)」ともいう。)とを併用することが好ましい。
質量平均分子量(Mw)の高いPIB系樹脂(pb1)を用いることで、形成される粘着剤層の耐久性及び耐候性を向上させると共に、粘着力を向上させることもできる。
また、質量平均分子量(Mw)の低いPIB系樹脂(pb2)を用いることで、PIB系樹脂(pb1)と良好に相溶して、適度にPIB系樹脂(pb1)を可塑化させることができ、粘着剤層の被着体に対する濡れ性を高め、粘着物性、柔軟性等を向上させることができる。
より具体的には、質量平均分子量(Mw)が27万~60万のPIB系樹脂(pb1)(以下、「PIB系樹脂(pb1)」ともいう。)と、質量平均分子量(Mw)が5万~25万のPIB系樹脂(pb2)(以下、「PIB系樹脂(pb2)」ともいう。)とを併用することが好ましい。
質量平均分子量(Mw)の高いPIB系樹脂(pb1)を用いることで、形成される粘着剤層の耐久性及び耐候性を向上させると共に、粘着力を向上させることもできる。
また、質量平均分子量(Mw)の低いPIB系樹脂(pb2)を用いることで、PIB系樹脂(pb1)と良好に相溶して、適度にPIB系樹脂(pb1)を可塑化させることができ、粘着剤層の被着体に対する濡れ性を高め、粘着物性、柔軟性等を向上させることができる。
PIB系樹脂(pb1)の質量平均分子量(Mw)は、好ましくは27万~60万、より好ましくは29万~48万、更に好ましくは31万~45万、より更に好ましくは32万~40万である。
PIB系樹脂(pb2)の質量平均分子量(Mw)は、好ましくは5万~25万、より好ましくは8万~23万、更に好ましくは14万~22万、より更に好ましくは18万~21万である。
PIB系樹脂(pb2)の質量平均分子量(Mw)は、好ましくは5万~25万、より好ましくは8万~23万、更に好ましくは14万~22万、より更に好ましくは18万~21万である。
PIB系樹脂(pb1)100質量部に対する、PIB系樹脂(pb2)の含有割合は、好ましくは5~55質量部、より好ましくは6~40質量部、更に好ましくは7~30質量部、より更に好ましくは8~20質量部である。
{オレフィン系樹脂}
粘着性樹脂として使用し得るオレフィン系樹脂は、エチレン、プロピレン等のオレフィン化合物に由来する構成単位を有する重合体であれば、特に限定されない。
当該オレフィン系樹脂は、単独で用いてもよく、2種以上を組み合わせて用いてもよい。
具体的なオレフィン系樹脂としては、例えば、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、及び線状低密度ポリエチレン等のポリエチレン、ポリプロピレン、エチレンとプロピレンとの共重合体、エチレンと他のα-オレフィンとの共重合体、プロピレンと他のα-オレフィンとの共重合体、エチレンとプロピレンと他のα-オレフィンとの共重合体、エチレンと他のエチレン性不飽和単量体との共重合体(エチレン-酢酸ビニル共重合体、エチレン-アルキル(メタ)アクリレート共重合体等)等が挙げられる。
前記のα-オレフィンとしては、例えば、1-ブテン、1-ペンテン、1-ヘキセン、1-ヘプテン、1-オクテン、4-メチル-1-ペンテン、4-メチル-1-ヘキセン等が挙げられる。
前記のエチレン性不飽和単量体としては、例えば、酢酸ビニル、アルキル(メタ)アクリレート、ビニルアルコール等が挙げられる。
粘着性樹脂として使用し得るオレフィン系樹脂は、エチレン、プロピレン等のオレフィン化合物に由来する構成単位を有する重合体であれば、特に限定されない。
当該オレフィン系樹脂は、単独で用いてもよく、2種以上を組み合わせて用いてもよい。
具体的なオレフィン系樹脂としては、例えば、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、及び線状低密度ポリエチレン等のポリエチレン、ポリプロピレン、エチレンとプロピレンとの共重合体、エチレンと他のα-オレフィンとの共重合体、プロピレンと他のα-オレフィンとの共重合体、エチレンとプロピレンと他のα-オレフィンとの共重合体、エチレンと他のエチレン性不飽和単量体との共重合体(エチレン-酢酸ビニル共重合体、エチレン-アルキル(メタ)アクリレート共重合体等)等が挙げられる。
前記のα-オレフィンとしては、例えば、1-ブテン、1-ペンテン、1-ヘキセン、1-ヘプテン、1-オクテン、4-メチル-1-ペンテン、4-メチル-1-ヘキセン等が挙げられる。
前記のエチレン性不飽和単量体としては、例えば、酢酸ビニル、アルキル(メタ)アクリレート、ビニルアルコール等が挙げられる。
{アクリルウレタン系樹脂}
粘着性樹脂として使用し得るアクリルウレタン系樹脂としては、後述するアクリルウレタン系樹脂中、粘着性を有するようにモノマー成分及び架橋剤等の種類及び量を適宜調整したものが挙げられ、粘着性を有するものであれば特に限定されない。
粘着性樹脂として使用し得るアクリルウレタン系樹脂としては、後述するアクリルウレタン系樹脂中、粘着性を有するようにモノマー成分及び架橋剤等の種類及び量を適宜調整したものが挙げられ、粘着性を有するものであれば特に限定されない。
{ポリエステル系樹脂}
粘着性樹脂として使用し得るポリエステル系樹脂としては、粘着性を有するものであれば特に限定されない。当該ポリエステル系樹脂の主成分(当該ポリエステル系樹脂中で、最も含有量(使用量)の多い樹脂成分)としては、例えば、テレフタル酸、イソフタル酸、メチルテレフタル酸、ナフタリンジカルボン酸等の芳香族の酸成分と、エチレングリコール、ジエチレングリコール、ブチレングリコール、ネオペンチルグリコール等のグリコール成分とのランダム共重合体が挙げられる。なお、当該ポリエステル系樹脂を用いるポリエステル系粘着剤としては、ポリエステル、溶剤、架橋剤、粘着付与剤などから構成されており、架橋システムとしてはメチロール基縮合、イオン架橋、イソシアネート架橋、エポキシ架橋等が利用されている。
粘着性樹脂として使用し得るポリエステル系樹脂としては、粘着性を有するものであれば特に限定されない。当該ポリエステル系樹脂の主成分(当該ポリエステル系樹脂中で、最も含有量(使用量)の多い樹脂成分)としては、例えば、テレフタル酸、イソフタル酸、メチルテレフタル酸、ナフタリンジカルボン酸等の芳香族の酸成分と、エチレングリコール、ジエチレングリコール、ブチレングリコール、ネオペンチルグリコール等のグリコール成分とのランダム共重合体が挙げられる。なお、当該ポリエステル系樹脂を用いるポリエステル系粘着剤としては、ポリエステル、溶剤、架橋剤、粘着付与剤などから構成されており、架橋システムとしてはメチロール基縮合、イオン架橋、イソシアネート架橋、エポキシ架橋等が利用されている。
(粘着付与剤)
本発明の一態様において、粘着力をより向上させた粘着剤層(X)とする場合、組成物(x)は、更に粘着付与剤を含有することが好ましい。そのため、粘着性積層体が積層体(P1)である場合、後述するように粘着剤層(X1)の粘着力が、粘着剤層(X2)の粘着力より大きい場合が好ましいため、当該構成とする場合、粘着剤層(X1)を形成する組成物(x-1)が、更に、粘着付与剤を含有することが好ましく、粘着剤層(X1)を形成する組成物(x-1)が、更に、粘着付与剤を含有し、かつ粘着剤層(X2)を形成する組成物(x-2)は粘着付与剤を含有しないことがより好ましい。
ここで、「粘着付与剤」とは、粘着性樹脂の粘着力を補助的に向上させる成分であって、質量平均分子量(Mw)が1万未満のオリゴマーを指し、前述の粘着性樹脂とは区別されるものである。
粘着付与剤の質量平均分子量(Mw)は、好ましくは400~10,000、より好ましくは500~8,000、更に好ましくは800~5,000である。
本発明の一態様において、粘着力をより向上させた粘着剤層(X)とする場合、組成物(x)は、更に粘着付与剤を含有することが好ましい。そのため、粘着性積層体が積層体(P1)である場合、後述するように粘着剤層(X1)の粘着力が、粘着剤層(X2)の粘着力より大きい場合が好ましいため、当該構成とする場合、粘着剤層(X1)を形成する組成物(x-1)が、更に、粘着付与剤を含有することが好ましく、粘着剤層(X1)を形成する組成物(x-1)が、更に、粘着付与剤を含有し、かつ粘着剤層(X2)を形成する組成物(x-2)は粘着付与剤を含有しないことがより好ましい。
ここで、「粘着付与剤」とは、粘着性樹脂の粘着力を補助的に向上させる成分であって、質量平均分子量(Mw)が1万未満のオリゴマーを指し、前述の粘着性樹脂とは区別されるものである。
粘着付与剤の質量平均分子量(Mw)は、好ましくは400~10,000、より好ましくは500~8,000、更に好ましくは800~5,000である。
粘着付与剤としては、例えば、ロジン樹脂、ロジンエステル樹脂、ロジン変性フェノール樹脂等のロジン系樹脂;これらロジン系樹脂を水素化した水素化ロジン系樹脂;テルペン樹脂、芳香族変性テルペン樹脂、テルペンフェノール系樹脂等のテルペン系樹脂;これらテルペン系樹脂を水素化した水素化テルペン系樹脂;α-メチルスチレン又はβ-メチルスチレン等のスチレン系モノマーと脂肪族系モノマーとを共重合して得られるスチレン系樹脂;これらスチレン系樹脂を水素化した水素化スチレン系樹脂;石油ナフサの熱分解で生成するペンテン、イソプレン、ピペリン、1.3-ペンタジエン等のC5留分を共重合して得られるC5系石油樹脂及びこのC5系石油樹脂の水素化石油樹脂;石油ナフサの熱分解で生成するインデン、ビニルトルエン等のC9留分を共重合して得られるC9系石油樹脂及びこのC9系石油樹脂を水素化石油樹脂;等が挙げられる。
これらの粘着付与剤は、単独で用いてもよく、軟化点や構造が異なる2種以上を組み合わせて用いてもよい。
これらの粘着付与剤は、単独で用いてもよく、軟化点や構造が異なる2種以上を組み合わせて用いてもよい。
粘着付与剤の軟化点は、好ましくは60~170℃、より好ましくは65~160℃、更に好ましくは70~150℃である。
なお、本明細書において、粘着付与剤の「軟化点」は、JIS K2531に準拠して測定した値を意味する。
また、2種以上の複数の粘着付与剤を用いる場合、それら複数の粘着付与剤の軟化点の加重平均が、前記範囲に属することが好ましい。
なお、本明細書において、粘着付与剤の「軟化点」は、JIS K2531に準拠して測定した値を意味する。
また、2種以上の複数の粘着付与剤を用いる場合、それら複数の粘着付与剤の軟化点の加重平均が、前記範囲に属することが好ましい。
組成物(x)が粘着付与剤を含有する場合、組成物(x)中の粘着付与剤の含有量は、組成物(x)中の有効成分の全量(100質量%)中、好ましくは0.01~65質量%、より好ましくは0.05~55質量%、更に好ましくは0.1~50質量%、より更に好ましくは0.5~45質量%、より更に好ましくは1.0~40質量%である。
なお、組成物(x)中の粘着性樹脂及び粘着付与剤の合計含有量は、組成物(x)の有効成分の全量(100質量%)中、好ましくは70質量%以上、より好ましくは80質量%以上、更に好ましくは85質量%以上、より更に好ましくは90質量%以上、より更に好ましくは95質量%以上である。
(架橋剤)
本発明の一態様において、組成物(x)は、前述の構成単位(a1)及び(a2)を有するアクリル系共重合体等の前述の官能基を有する粘着性樹脂と共に、更に架橋剤を含有することが好ましい。
当該架橋剤は、当該粘着性樹脂が有する官能基と反応して、樹脂同士を架橋するものである。
本発明の一態様において、組成物(x)は、前述の構成単位(a1)及び(a2)を有するアクリル系共重合体等の前述の官能基を有する粘着性樹脂と共に、更に架橋剤を含有することが好ましい。
当該架橋剤は、当該粘着性樹脂が有する官能基と反応して、樹脂同士を架橋するものである。
架橋剤としては、例えば、トリレンジイソシアネート、キシリレンジイソシアネート、ヘキサメチレンジイソシアネート等、及びそれらのアダクト体等のイソシアネート系架橋剤;エチレングリコールグリシジルエーテル等のエポキシ系架橋剤;ヘキサ〔1-(2-メチル)-アジリジニル〕トリフオスファトリアジン等のアジリジン系架橋剤;アルミニウムキレート等のキレート系架橋剤;等が挙げられる。
これらの架橋剤は、単独で用いてもよく、2種以上を組み合わせて用いてもよい。これらの架橋剤の中でも、凝集力を高めて粘着力を向上させる観点、及び入手し易さ等の観点から、イソシアネート系架橋剤が好ましい。
これらの架橋剤は、単独で用いてもよく、2種以上を組み合わせて用いてもよい。これらの架橋剤の中でも、凝集力を高めて粘着力を向上させる観点、及び入手し易さ等の観点から、イソシアネート系架橋剤が好ましい。
架橋剤の含有量は、粘着性樹脂が有する官能基の数により適宜調整されるものであるが、例えば、前記アクリル系共重合体等の前述の官能基を有する粘着性樹脂100質量部に対して、好ましくは0.01~10質量部、より好ましくは0.03~7質量部、更に好ましくは0.05~4質量部である。
(粘着剤用添加剤)
本発明の一態様において、組成物(x)は、本発明の効果を損なわない範囲で、前述の粘着付与剤及び架橋剤以外の一般的な粘着剤に使用される粘着剤用添加剤を含有していてもよい。
当該粘着剤用添加剤としては、例えば、酸化防止剤、軟化剤(可塑剤)、防錆剤、遅延剤、触媒、紫外線吸収剤等が挙げられる。
なお、これらの粘着剤用添加剤は、それぞれ単独で用いてもよく、2種以上を組み合わせて用いてもよい。
これらの粘着剤用添加剤を含有する場合、各粘着剤用添加剤の含有量は、それぞれ独立に、粘着性樹脂100質量部に対して、好ましくは0.0001~20質量部、より好ましくは0.001~10質量部である。
本発明の一態様において、組成物(x)は、本発明の効果を損なわない範囲で、前述の粘着付与剤及び架橋剤以外の一般的な粘着剤に使用される粘着剤用添加剤を含有していてもよい。
当該粘着剤用添加剤としては、例えば、酸化防止剤、軟化剤(可塑剤)、防錆剤、遅延剤、触媒、紫外線吸収剤等が挙げられる。
なお、これらの粘着剤用添加剤は、それぞれ単独で用いてもよく、2種以上を組み合わせて用いてもよい。
これらの粘着剤用添加剤を含有する場合、各粘着剤用添加剤の含有量は、それぞれ独立に、粘着性樹脂100質量部に対して、好ましくは0.0001~20質量部、より好ましくは0.001~10質量部である。
(希釈溶媒)
本発明の一態様において、組成物(x)は、前述の各種有効成分と共に、希釈溶媒として、水や有機溶媒を含有し、溶液の形態としてもよい。
有機溶媒としては、例えば、トルエン、キシレン、酢酸エチル、酢酸ブチル、メチルエチルケトン、ジエチルケトン、メチルイソブチルケトン、メタノール、エタノール、イソプロピルアルコール、tert-ブタノール、s-ブタノール、アセチルアセトン、シクロヘキサノン、n-ヘキサン、シクロヘキサン等が挙げられる。
なお、これらの希釈溶媒は、単独で用いてもよく、2種以上を組み合わせて用いてもよい。
本発明の一態様において、組成物(x)は、前述の各種有効成分と共に、希釈溶媒として、水や有機溶媒を含有し、溶液の形態としてもよい。
有機溶媒としては、例えば、トルエン、キシレン、酢酸エチル、酢酸ブチル、メチルエチルケトン、ジエチルケトン、メチルイソブチルケトン、メタノール、エタノール、イソプロピルアルコール、tert-ブタノール、s-ブタノール、アセチルアセトン、シクロヘキサノン、n-ヘキサン、シクロヘキサン等が挙げられる。
なお、これらの希釈溶媒は、単独で用いてもよく、2種以上を組み合わせて用いてもよい。
組成物(x)が希釈溶媒を含有して溶液の形態である場合、組成物(x)の有効成分濃度としては、好ましくは1~65質量%、より好ましくは5~60質量%、更に好ましくは10~50質量%、より更に好ましくは25~45質量%、より更に好ましくは30~45質量%である。
粘着剤層(X)の粘着力は、好ましくは1.0N/25mm以上、より好ましくは5.0N/25mm以上、更に好ましくは10.0N/25mm以上、より更に好ましくは14.0N/25mm以上である。そして、粘着剤層(X)の粘着力の上限値は特に限定されないが、好ましくは40.0N/25mm以下、より好ましくは35.0N/25mm以下、より更に好ましくは30.0N/25mm以下、より更に好ましくは25.0N/25mm以下である。
前記剥離検知ラベルが粘着剤層(X1)及び粘着剤層(X2)を有する態様の場合、粘着剤層(X1)の粘着力は、好ましくは1.0N/25mm以上、より好ましくは5.0N/25mm以上、更に好ましくは10.0N/25mm以上、より更に好ましくは14.0N/25mm以上、より更に好ましくは18.0N/25mm以上である。
粘着剤層(X1)の粘着力が、当該範囲を満たす場合、前記剥離検知ラベルの再剥離時に、前記支持体及び/又はパターン層と当該粘着剤層(X1)との界面で剥離が生じにくく、粘着剤層(X1)自体も破断しにくくなり、被着体への糊残りをより効果的に防止できると考えられるため好ましい。
そして、粘着剤層(X1)の粘着力の上限値は特に限定されないが、好ましくは40.0N/25mm以下、より好ましくは35.0N/25mm以下、更に好ましくは30.0N/25mm以下、より更に好ましくは25.0N/25mm以下である。
粘着剤層(X1)の粘着力が、当該範囲を満たす場合、前記剥離検知ラベルの再剥離時に、前記支持体及び/又はパターン層と当該粘着剤層(X1)との界面で剥離が生じにくく、粘着剤層(X1)自体も破断しにくくなり、被着体への糊残りをより効果的に防止できると考えられるため好ましい。
そして、粘着剤層(X1)の粘着力の上限値は特に限定されないが、好ましくは40.0N/25mm以下、より好ましくは35.0N/25mm以下、更に好ましくは30.0N/25mm以下、より更に好ましくは25.0N/25mm以下である。
前記剥離検知ラベルが粘着剤層(X1)及び粘着剤層(X2)を有する態様の場合、粘着剤層(X2)の粘着力は、好ましくは1.0N/25mm以上、より好ましくは5.0N/25mm以上、更に好ましくは10.0N/25mm以上、より更に好ましくは14.0N/25mm以上であり、そして、好ましくは40.0N/25mm以下、より好ましくは30.0N/25mm以下、更に好ましくは25.0N/25mm以下、より更に好ましくは18.0N/25mm以下である。
粘着剤層(X2)の粘着力が、当該範囲を満たす場合、例えば、当該剥離検知ラベルが剥離材を有する場合、剥離検知ラベルを当該剥離材から剥離する際にはパターンを発現させないようにし、剥離検知ラベルの再剥離時にパターンを発現できるといった機能を、より発現し易くできるために好ましい。
また、前記剥離検知ラベルが粘着剤層(X1)及び粘着剤層(X2)を有する態様の場合、粘着剤層(X1)の粘着力が前記粘着剤層(X2)の粘着力より大きいことが好ましい。粘着剤層(X1)の粘着力が、粘着剤層(X2)の粘着力より大きいことで、剥離検知ラベルの再剥離時、被着体から粘着剤層(X2)を剥離する前に、支持体及び/又はパターン層と粘着剤層(X1)との界面で剥離が生じてしまい、粘着性積層体が被着体に残って、糊残りを生じてしまうといった不具合の発生を、より効果的に防止できるために好ましい。また、粘着剤層(X1)の粘着力が、粘着剤層(X2)の粘着力より大きいことで、例えば、剥離検知ラベルの抜き加工や剥離検知ラベルをロールとして巻き取りや繰り出しといった製造時や保管時、並びに、使用直前に剥離材から剥離検知ラベルを剥離する時といった、本来、想定している場面とは異なる場面で前記界面剥離が生じることも、より効果的に防止できるため好ましい。
粘着剤層(X2)の粘着力が、当該範囲を満たす場合、例えば、当該剥離検知ラベルが剥離材を有する場合、剥離検知ラベルを当該剥離材から剥離する際にはパターンを発現させないようにし、剥離検知ラベルの再剥離時にパターンを発現できるといった機能を、より発現し易くできるために好ましい。
また、前記剥離検知ラベルが粘着剤層(X1)及び粘着剤層(X2)を有する態様の場合、粘着剤層(X1)の粘着力が前記粘着剤層(X2)の粘着力より大きいことが好ましい。粘着剤層(X1)の粘着力が、粘着剤層(X2)の粘着力より大きいことで、剥離検知ラベルの再剥離時、被着体から粘着剤層(X2)を剥離する前に、支持体及び/又はパターン層と粘着剤層(X1)との界面で剥離が生じてしまい、粘着性積層体が被着体に残って、糊残りを生じてしまうといった不具合の発生を、より効果的に防止できるために好ましい。また、粘着剤層(X1)の粘着力が、粘着剤層(X2)の粘着力より大きいことで、例えば、剥離検知ラベルの抜き加工や剥離検知ラベルをロールとして巻き取りや繰り出しといった製造時や保管時、並びに、使用直前に剥離材から剥離検知ラベルを剥離する時といった、本来、想定している場面とは異なる場面で前記界面剥離が生じることも、より効果的に防止できるため好ましい。
また、粘着剤層(X)の弾性率は、より優れたパターン発現性を得る観点から、好ましくは0.05MPa以上、より好ましくは0.08MPa以上、更に好ましくは0.10MPa以上、より更に好ましくは0.12MPa以上、より更に好ましくは0.15MPa以上であり、そして、好ましくは0.70MPa以下、より好ましくは0.50MPa以下、より更に好ましくは0.40MPa以下、より更に好ましくは0.30MPa以下、より更に好ましくは0.25MPa以下である。
前記剥離検知ラベルが粘着剤層(X1)及び粘着剤層(X2)を有する態様の場合、粘着剤層(X1)の弾性率は、好ましくは0.05MPa以上、より好ましくは0.08MPa以上、更に好ましくは0.10MPa以上、より更に好ましくは0.12MPa以上、より更に好ましくは0.15MPa以上であり、そして、好ましくは0.70MPa以下、より好ましくは0.50MPa以下、より更に好ましくは0.40MPa以下、より更に好ましくは0.30MPa以下、より更に好ましくは0.25MPa以下である。
粘着剤層(X1)の弾性率が、当該範囲を満たす場合、前記剥離検知ラベルの再剥離時に、当該粘着剤層(X1)が破断せず、かつ十分に変形できるため、粘着剤層(X1)の変形に伴って前記パターン層が引っ張られることで、前記支持体と前記パターン層との間で界面剥離を生じやすくなると考えられる。その結果、より優れたパターン発現性を得られると考えられるため好ましい。
粘着剤層(X1)の弾性率が、当該範囲を満たす場合、前記剥離検知ラベルの再剥離時に、当該粘着剤層(X1)が破断せず、かつ十分に変形できるため、粘着剤層(X1)の変形に伴って前記パターン層が引っ張られることで、前記支持体と前記パターン層との間で界面剥離を生じやすくなると考えられる。その結果、より優れたパターン発現性を得られると考えられるため好ましい。
前記剥離検知ラベルが粘着剤層(X1)及び粘着剤層(X2)を有する態様の場合、粘着剤層(X2)の弾性率は、好ましくは0.05MPa以上、より好ましくは0.08MPa以上、更に好ましくは0.10MPa以上、より更に好ましくは0.12MPa以上、より更に好ましくは0.15MPa以上であり、そして、好ましくは0.70MPa以下、より好ましくは0.50MPa以下、より更に好ましくは0.40MPa以下、より更に好ましくは0.30MPa以下、より更に好ましくは0.25MPa以下、より更に好ましくは0.18MPa以下である。
粘着剤層(X2)の弾性率が、当該範囲を満たす場合、前記剥離検知ラベルの再剥離時に、当該粘着剤層(X2)が十分に変形して破断せず、糊残りを生じてしまうという不具合の発生を、より効果的に防止できるために好ましい。
粘着剤層(X2)の弾性率が、当該範囲を満たす場合、前記剥離検知ラベルの再剥離時に、当該粘着剤層(X2)が十分に変形して破断せず、糊残りを生じてしまうという不具合の発生を、より効果的に防止できるために好ましい。
前記粘着剤層(X)(粘着剤層(X1)、及び粘着剤層(X2)の値も含む)の粘着力及び弾性率の値は、具体的には、実施例に記載の方法により測定することができる。
また、粘着剤層(X)の粘着力及び弾性率は、例えば、前述した粘着剤層を形成する粘着性樹脂、粘着付与剤、架橋剤、及び粘着剤用添加剤等の各成分の種類の選択並びにそれらの含有量を調整することによっても調整することができる。
また、粘着剤層(X)の粘着力及び弾性率は、例えば、前述した粘着剤層を形成する粘着性樹脂、粘着付与剤、架橋剤、及び粘着剤用添加剤等の各成分の種類の選択並びにそれらの含有量を調整することによっても調整することができる。
<<基材層(Y)>>
本発明の剥離検知ラベルに用いられる基材層(Y)は、弾性率が10MPa以上800MPa以下である。当該基材層(Y)が、上記要件を満たすことで、被着体への糊残りが生じない剥離検知ラベルとなる。
また、被着体への糊残り防止とより優れたパターン発現性とを両立する観点から、基材層(Y)の弾性率は、好ましくは15MPa以上、より好ましくは18Mpa以上、更に好ましくは50MPa以上、より更に好ましくは100MPa以上、より更に好ましくは200MPa以上であり、そして、好ましくは700MPa以下、より好ましくは600MPa以下、更に好ましくは500MPa以下、より更に好ましくは400MPa以下、より更に好ましくは300MPa以下である。
また、より優れたパターン発現性を得る観点から、基材層(Y)としては、前記支持体の弾性率よりも低い弾性率を有する層であることが好ましく、前記支持体の弾性率よりも低い弾性率を有し、かつ、前記粘着剤層(X)よりも高い弾性率を有する層であることがより好ましい。
当該基材層(Y)の弾性率の値は、当該値が100MPa以下である場合、ねじりせん断法により測定された23℃での貯蔵弾性率E’の値を意味し、そして、当該値が100MPaを超える場合、引張法により測定された23℃での貯蔵弾性率E’の値を意味する。具体的には、実施例に記載の方法により測定することができる。
本発明の剥離検知ラベルに用いられる基材層(Y)は、弾性率が10MPa以上800MPa以下である。当該基材層(Y)が、上記要件を満たすことで、被着体への糊残りが生じない剥離検知ラベルとなる。
また、被着体への糊残り防止とより優れたパターン発現性とを両立する観点から、基材層(Y)の弾性率は、好ましくは15MPa以上、より好ましくは18Mpa以上、更に好ましくは50MPa以上、より更に好ましくは100MPa以上、より更に好ましくは200MPa以上であり、そして、好ましくは700MPa以下、より好ましくは600MPa以下、更に好ましくは500MPa以下、より更に好ましくは400MPa以下、より更に好ましくは300MPa以下である。
また、より優れたパターン発現性を得る観点から、基材層(Y)としては、前記支持体の弾性率よりも低い弾性率を有する層であることが好ましく、前記支持体の弾性率よりも低い弾性率を有し、かつ、前記粘着剤層(X)よりも高い弾性率を有する層であることがより好ましい。
当該基材層(Y)の弾性率の値は、当該値が100MPa以下である場合、ねじりせん断法により測定された23℃での貯蔵弾性率E’の値を意味し、そして、当該値が100MPaを超える場合、引張法により測定された23℃での貯蔵弾性率E’の値を意味する。具体的には、実施例に記載の方法により測定することができる。
基材層(Y)としては、前記弾性率を満たす層であればよく、例えば、前記支持体の欄で説明したプラスチックフィルムのうち、前記弾性率を満たすものも基材層(Y)として使用することができる。当該プラスチックフィルムを用いる場合、透明性や、コスト、汎用性の点から、アクリルウレタン系樹脂、オレフィン系樹脂、ポリアミド、ポリエステル系樹脂から形成されるフィルムが好ましい。また、基材層(Y)としては、非粘着性樹脂を含む組成物からなる塗膜を乾燥させて形成された層であってもよい。
また、より好ましい基材層(Y)としては、アクリルウレタン系樹脂及びオレフィン系樹脂からなる群より選ばれる1種以上の非粘着性樹脂(y1)を含む組成物(y)から形成された層であり、アクリルウレタン系樹脂及びオレフィン系樹脂からなる群より選ばれる1種以上の非粘着性樹脂(y1)を含む組成物(y)からなる塗膜(y’)を乾燥させて形成された層であることが更に好ましい。
基材層(Y)が、組成物(y)からなる塗膜(y’)を乾燥して形成された層である場合、無延伸のフィルム状物又はシート状物となるため、例えば溶融押出成型等の方法によって得られたプラスチックフィルム又はシートで構成された基材層(Y)と比べて、柔軟性が格段に優れる。
そのため、基材層(Y)が、組成物(y)からなる塗膜(y’)を乾燥して形成された層である場合、前記剥離検知ラベルを再剥離する際に、基材層(Y)がパターン層発現に必要な変形をより生じ易くなり、かつ、剥離材検知ラベル内に生じる引張応力がより大きい場合にも破断しにくくなるため、より優れたパターン発現性と糊残り防止性とを両立させ易くなるものと考えられる。
また、より好ましい基材層(Y)としては、アクリルウレタン系樹脂及びオレフィン系樹脂からなる群より選ばれる1種以上の非粘着性樹脂(y1)を含む組成物(y)から形成された層であり、アクリルウレタン系樹脂及びオレフィン系樹脂からなる群より選ばれる1種以上の非粘着性樹脂(y1)を含む組成物(y)からなる塗膜(y’)を乾燥させて形成された層であることが更に好ましい。
基材層(Y)が、組成物(y)からなる塗膜(y’)を乾燥して形成された層である場合、無延伸のフィルム状物又はシート状物となるため、例えば溶融押出成型等の方法によって得られたプラスチックフィルム又はシートで構成された基材層(Y)と比べて、柔軟性が格段に優れる。
そのため、基材層(Y)が、組成物(y)からなる塗膜(y’)を乾燥して形成された層である場合、前記剥離検知ラベルを再剥離する際に、基材層(Y)がパターン層発現に必要な変形をより生じ易くなり、かつ、剥離材検知ラベル内に生じる引張応力がより大きい場合にも破断しにくくなるため、より優れたパターン発現性と糊残り防止性とを両立させ易くなるものと考えられる。
本明細書で、「無延伸のフィルム状物又はシート状物」とは、意図的に特定の方向に延伸して得られたフィルム状物又はシート状物を除外するものである。除外されるものの例としては、フィルム状物又はシート状物に対して延伸をかける目的で、意図的に各ロール間の回転速度比を調整するような場合、すなわち、延伸機としてのRoll to Roll製造装置を用いる場合である。
一方で、例えば、Roll to Roll製造装置を用いる等の連続的な製造過程で、流れ方向に、不可抗力的にかかる応力によって延伸した場合は、その限りではなく、「無延伸のフィルム状物又はシート状物」とみなすことができる。
一方で、例えば、Roll to Roll製造装置を用いる等の連続的な製造過程で、流れ方向に、不可抗力的にかかる応力によって延伸した場合は、その限りではなく、「無延伸のフィルム状物又はシート状物」とみなすことができる。
〔組成物(y)〕
基材層(Y)の形成材料である組成物(y)は、アクリルウレタン系樹脂及びオレフィン系樹脂からなる群から選ばれる1種以上の非粘着性樹脂(y1)を含む組成物であることが好ましい。
なお、本発明の一態様において、組成物(y)に含まれる非粘着性樹脂(y1)以外の成分は、本発明の剥離検知ラベルの使用用途に応じて、適宜調整可能である。
例えば、本発明の一態様において、組成物(y)は、本発明の効果を損なわない範囲で、アクリルウレタン系樹脂及びオレフィン系樹脂以外の樹脂を含有してもよく、また、希釈溶媒及び一般的な粘着シートが有する基材に含まれる基材用添加剤からなる群より選ばれる1種以上を含有してもよい。
基材層(Y)の形成材料である組成物(y)は、アクリルウレタン系樹脂及びオレフィン系樹脂からなる群から選ばれる1種以上の非粘着性樹脂(y1)を含む組成物であることが好ましい。
なお、本発明の一態様において、組成物(y)に含まれる非粘着性樹脂(y1)以外の成分は、本発明の剥離検知ラベルの使用用途に応じて、適宜調整可能である。
例えば、本発明の一態様において、組成物(y)は、本発明の効果を損なわない範囲で、アクリルウレタン系樹脂及びオレフィン系樹脂以外の樹脂を含有してもよく、また、希釈溶媒及び一般的な粘着シートが有する基材に含まれる基材用添加剤からなる群より選ばれる1種以上を含有してもよい。
(非粘着性樹脂(y1))
非粘着性樹脂(y1)は、アクリルウレタン系樹脂又はオレフィン系樹脂に属する樹脂であることが好ましい。
非粘着性樹脂(y1)が、2種以上の構成単位を有する共重合体である場合、当該共重合体の形態は、特に限定されず、ブロック共重合体、ランダム共重合体、及びグラフト共重合体のいずれであってもよい。
更に、本発明の一態様において、基材層(Y)及び粘着剤層(X)との界面密着性をより向上させる観点から、組成物(y)に含まれる前記非粘着性樹脂(y1)が、重合性官能基を有しない紫外線非硬化型樹脂であることが好ましい。
非粘着性樹脂(y1)は、アクリルウレタン系樹脂又はオレフィン系樹脂に属する樹脂であることが好ましい。
非粘着性樹脂(y1)が、2種以上の構成単位を有する共重合体である場合、当該共重合体の形態は、特に限定されず、ブロック共重合体、ランダム共重合体、及びグラフト共重合体のいずれであってもよい。
更に、本発明の一態様において、基材層(Y)及び粘着剤層(X)との界面密着性をより向上させる観点から、組成物(y)に含まれる前記非粘着性樹脂(y1)が、重合性官能基を有しない紫外線非硬化型樹脂であることが好ましい。
組成物(y)中の非粘着性樹脂(y1)の含有量は、組成物(y)の有効成分の全量(100質量%)中、好ましくは50~100質量%、より好ましくは65~100質量%、更に好ましくは80~98質量%、より更に好ましくは90~96質量%である。
{アクリルウレタン系樹脂}
前記アクリルウレタン系樹脂としては、例えば、アクリルポリオール化合物とイソシアネート化合物との反応生成物や、両末端にエチレン性不飽和基を有する直鎖ウレタンプレポリマー(UY)と、(メタ)アクリル酸エステルを含むビニル化合物(VY)とを重合してなる共重合体が挙げられる。
前記アクリルウレタン系樹脂としては、例えば、アクリルポリオール化合物とイソシアネート化合物との反応生成物や、両末端にエチレン性不飽和基を有する直鎖ウレタンプレポリマー(UY)と、(メタ)アクリル酸エステルを含むビニル化合物(VY)とを重合してなる共重合体が挙げられる。
アクリルポリオール化合物とイソシアネート化合物との反応生成物であるアクリルウレタン系樹脂(以下、「アクリルウレタン系樹脂(I)」ともいう。)は、アクリル系樹脂の主鎖を骨格としつつ、それらの分子間がウレタン結合によって架橋されて硬化された化学構造を有している。
主鎖であるアクリル系樹脂が剛性に富むため、剥離検知ラベルの再剥離時、剥離検知ラベルが変形する過程で生じる引張応力に対して粘着性積層体が破断しにくくなるため、糊残りの発生を抑制する効果の向上に寄与し得ると考えられる。更には、粘着剤層(X)に含まれる粘着性樹脂との密着性にも優れているため、粘着剤層(X)との界面密着性の向上にも寄与し得ると考えられ、当該効果によっても、粘着性積層体中で粘着剤層(X)と基材層(Y)との界面剥離が抑制されて、糊残りの発生をより効果的に抑制し得ると考えられる。
主鎖であるアクリル系樹脂が剛性に富むため、剥離検知ラベルの再剥離時、剥離検知ラベルが変形する過程で生じる引張応力に対して粘着性積層体が破断しにくくなるため、糊残りの発生を抑制する効果の向上に寄与し得ると考えられる。更には、粘着剤層(X)に含まれる粘着性樹脂との密着性にも優れているため、粘着剤層(X)との界面密着性の向上にも寄与し得ると考えられ、当該効果によっても、粘着性積層体中で粘着剤層(X)と基材層(Y)との界面剥離が抑制されて、糊残りの発生をより効果的に抑制し得ると考えられる。
一方、両末端にエチレン性不飽和基を有する直鎖ウレタンプレポリマー(UY)と(メタ)アクリル酸エステルを含むビニル化合物(VY)とを重合してなる共重合体であるアクリルウレタン系樹脂(以下、「アクリルウレタン系樹脂(II)」ともいう。)は、直鎖ウレタンプレポリマー(UY)の主鎖を骨格としつつ、直鎖ウレタンプレポリマー(UY)の両末端に(メタ)アクリル酸エステルを含むビニル化合物(VY)に由来する構成単位を有するものである。
アクリルウレタン系樹脂(II)は、主鎖骨格におけるアクリル部位間に直鎖ウレタンポリマー(UY)に由来する部位が介されるため、架橋点間距離が、アクリルウレタン系樹脂(I)よりも長くなり、その分子構造が二次元的構造(網状構造)となり易い。
また、主鎖のウレタンプレポリマー(UY)が直鎖状であるため、外力がかかった時に延伸効果が高い。そのため、剥離検知ラベルの再剥離時、剥離検知ラベルが変形する過程で粘着性積層体も追従して変形し易くなることで破断しにくくなり、糊残りの発生を抑制する効果の向上に寄与し得ると考えられる。
更に、(メタ)アクリル酸エステルを含むビニル化合物(VY)に由来する構成単位の側鎖が、粘着剤層(X)中の粘着性樹脂と絡み易い構造を有している。
そのために、基材層(Y)の形成材料として、アクリルウレタン系樹脂(II)を用いることで、粘着剤層(X)との界面密着性の向上に寄与し得ると考えられる。当該効果によっても、粘着性積層体中で粘着剤層(X)と基材層(Y)との界面剥離が抑制されて、糊残りの発生をより効果的に抑制し得ると考えられる。
アクリルウレタン系樹脂(II)は、主鎖骨格におけるアクリル部位間に直鎖ウレタンポリマー(UY)に由来する部位が介されるため、架橋点間距離が、アクリルウレタン系樹脂(I)よりも長くなり、その分子構造が二次元的構造(網状構造)となり易い。
また、主鎖のウレタンプレポリマー(UY)が直鎖状であるため、外力がかかった時に延伸効果が高い。そのため、剥離検知ラベルの再剥離時、剥離検知ラベルが変形する過程で粘着性積層体も追従して変形し易くなることで破断しにくくなり、糊残りの発生を抑制する効果の向上に寄与し得ると考えられる。
更に、(メタ)アクリル酸エステルを含むビニル化合物(VY)に由来する構成単位の側鎖が、粘着剤層(X)中の粘着性樹脂と絡み易い構造を有している。
そのために、基材層(Y)の形成材料として、アクリルウレタン系樹脂(II)を用いることで、粘着剤層(X)との界面密着性の向上に寄与し得ると考えられる。当該効果によっても、粘着性積層体中で粘着剤層(X)と基材層(Y)との界面剥離が抑制されて、糊残りの発生をより効果的に抑制し得ると考えられる。
アクリルウレタン系樹脂の質量平均分子量(Mw)としては、好ましくは2,000~50万、より好ましくは4,000~30万、更に好ましくは5,000~20万、より更に好ましくは1万~15万である。
なお、本発明の一態様において、組成物(y)に非粘着性樹脂(y1)として含まれるアクリルウレタン系樹脂としては、アクリルウレタン系樹脂(II)が好ましい。
以下、アクリルウレタン系樹脂(I)及び(II)について説明する。
以下、アクリルウレタン系樹脂(I)及び(II)について説明する。
{{アクリルウレタン系樹脂(I)}}
アクリルウレタン系樹脂(I)の原料となる、アクリルポリオール化合物としては、アルキル(メタ)アクリレート(b1’)(以下、「モノマー(b1’)」ともいう。)に由来する構成単位(b1)と、水酸基含有モノマー(b2’)(以下、「モノマー(b2’)」ともいう。)に由来する構成単位(b2)とを有するアクリル系共重合体(B1)が好ましい。
アクリルウレタン系樹脂(I)の原料となる、アクリルポリオール化合物としては、アルキル(メタ)アクリレート(b1’)(以下、「モノマー(b1’)」ともいう。)に由来する構成単位(b1)と、水酸基含有モノマー(b2’)(以下、「モノマー(b2’)」ともいう。)に由来する構成単位(b2)とを有するアクリル系共重合体(B1)が好ましい。
モノマー(b1’)が有するアルキル基の炭素数としては、好ましくは1~12、より好ましくは4~8、更に好ましくは4~6である。
なお、モノマー(b1’)が有するアルキル基は、直鎖アルキル基であってもよく、分岐鎖アルキル基であってもよい。
具体的なモノマー(b1’)としては、前述のモノマー(a1’)と同じものが挙げられる。
なお、モノマー(b1’)は、単独で用いてもよく、2種以上を組み合わせて用いてもよい。
ただし、モノマー(b1’)としては、ブチル(メタ)アクリレート及び2-エチルヘキシル(メタ)アクリレートが好ましく、ブチル(メタ)アクリレートがより好ましい。
なお、モノマー(b1’)が有するアルキル基は、直鎖アルキル基であってもよく、分岐鎖アルキル基であってもよい。
具体的なモノマー(b1’)としては、前述のモノマー(a1’)と同じものが挙げられる。
なお、モノマー(b1’)は、単独で用いてもよく、2種以上を組み合わせて用いてもよい。
ただし、モノマー(b1’)としては、ブチル(メタ)アクリレート及び2-エチルヘキシル(メタ)アクリレートが好ましく、ブチル(メタ)アクリレートがより好ましい。
構成単位(b1)の含有量は、アクリル系共重合体(B1)の全構成単位(100質量%)に対して、好ましくは60~99.9質量%、より好ましくは70~99.7質量%、更に好ましくは80~99.5質量%である。
また、モノマー(b2’)としては、前述のモノマー(a2’)として選択可能な水酸基含有モノマーと同じものが挙げられる。
なお、モノマー(b2’)は、単独で用いてもよく、2種以上を組み合わせて用いてもよい。
なお、モノマー(b2’)は、単独で用いてもよく、2種以上を組み合わせて用いてもよい。
構成単位(b2)の含有量は、アクリル系共重合体(B1)の全構成単位(100質量%)中、好ましくは0.1~40質量%、より好ましくは0.3~30質量%、更に好ましくは0.5~20質量%である。
また、アクリル系共重合体(B1)は、更にモノマー(b1’)及び(b2’)以外の他のモノマー(b3’)に由来の構成単位(b3)を有していてもよい。
モノマー(b3’)としては、前述のモノマー(a2’)として選択可能な水酸基含有モノマー以外の官能基含有モノマーや、前述のモノマー(a3’)と同じものが挙げられる。
モノマー(b3’)としては、前述のモノマー(a2’)として選択可能な水酸基含有モノマー以外の官能基含有モノマーや、前述のモノマー(a3’)と同じものが挙げられる。
なお、アクリル系共重合体(B1)において、構成単位(b1)及び(b2)の含有量は、アクリル系共重合体(B1)の全構成単位(100質量%)中、好ましくは70~100質量%、より好ましくは80~100質量%、更に好ましくは90~100質量%、より更に好ましくは95~100質量%である。
一方、アクリルウレタン系樹脂(I)の原料となる、イソシアネート系化合物としては、前述のウレタン系プレポリマー(UX)の原料となる多価イソシアネート化合物と同じものが挙げられる。
ただし、イソシアネート系化合物としては、外力がかかった時の延伸性の観点から、芳香族環を有しないイソシアネート系化合物が好ましく、脂肪族ポリイソシアネート及び脂環式ポリイソシアネートがより好ましい。
ただし、イソシアネート系化合物としては、外力がかかった時の延伸性の観点から、芳香族環を有しないイソシアネート系化合物が好ましく、脂肪族ポリイソシアネート及び脂環式ポリイソシアネートがより好ましい。
アクリルウレタン系樹脂(I)において、アクリルポリオール化合物に由来する構成単位と、イソシアネート系化合物に由来の構成単位との比率〔アクリルポリオール化合物/イソシアネート系化合物〕は、質量比で、好ましくは10/90~90/10、より好ましくは20/80~80/20、更に好ましくは30/70~70/30、より更に好ましくは40/60~60/40である。
{{アクリルウレタン系樹脂(II)}}
アクリルウレタン系樹脂(II)の原料となる直鎖ウレタンプレポリマー(UY)としては、ジオールとジイソシアネート化合物との反応物が挙げられる。
当該ジオール及びジイソシアネート化合物は、単独で用いてもよく、2種以上を組み合わせて用いてもよい。
直鎖ウレタンプレポリマー(UY)の質量平均分子量(Mw)としては、好ましくは1,000~30万、より好ましくは3,000~20万、更に好ましくは5,000~10万、より更に好ましく1万~8万、より更に好ましくは2万~6万である。
アクリルウレタン系樹脂(II)の原料となる直鎖ウレタンプレポリマー(UY)としては、ジオールとジイソシアネート化合物との反応物が挙げられる。
当該ジオール及びジイソシアネート化合物は、単独で用いてもよく、2種以上を組み合わせて用いてもよい。
直鎖ウレタンプレポリマー(UY)の質量平均分子量(Mw)としては、好ましくは1,000~30万、より好ましくは3,000~20万、更に好ましくは5,000~10万、より更に好ましく1万~8万、より更に好ましくは2万~6万である。
直鎖ウレタンプレポリマー(UY)を構成するジオールとしては、例えば、アルキレングリコール、ポリエーテル型ジオール、ポリエステル型ジオール、ポリエステルアミド型ジオール、ポリエステル・ポリエーテル型ジオール、ポリカーボネート型ジオール等が挙げられる。
これらのジオールの中でも、ポリカーボネート型ジオールが好ましい。
これらのジオールの中でも、ポリカーボネート型ジオールが好ましい。
直鎖ウレタンプレポリマー(UY)を構成するジイソシアネート化合物としては、例えば、芳香族ジイソシアネート、脂肪族ジイソシアネート、脂環式ジイソシアネート等が挙げられ、外力がかかった時の延伸性の観点から、脂環式ジイソシアネートが好ましい。
なお、具体的なジイソシアネート化合物としては、前述のウレタン系プレポリマー(UX)の原料となる多価イソシアネートとして例示された化合物のうち、ジイソシアネート化合物に該当するものが挙げられる。
なお、具体的なジイソシアネート化合物としては、前述のウレタン系プレポリマー(UX)の原料となる多価イソシアネートとして例示された化合物のうち、ジイソシアネート化合物に該当するものが挙げられる。
また、直鎖ウレタンプレポリマー(UY)は、ジオールとジイソシアネート化合物と共に、鎖延長剤を用いた鎖延長反応を施して得られたものであってもよい。
当該鎖延長剤としては、前述のウレタン系プレポリマー(UX)の合成時に使用し得る鎖延長剤として例示したものと同じものが挙げられる。
当該鎖延長剤としては、前述のウレタン系プレポリマー(UX)の合成時に使用し得る鎖延長剤として例示したものと同じものが挙げられる。
本発明の一態様において、直鎖ウレタンプレポリマー(UY)は、両末端に、エチレン性不飽和基を有するものである。
直鎖ウレタンプレポリマー(UY)の両末端にエチレン性不飽和基を導入する方法としては、ジオールとジイソシアネート化合物とを反応してなるウレタンプレポリマーの末端のNCO基と、ヒドロキシアルキル(メタ)アクリレートとを反応させる方法が挙げられる。
ヒドロキシアルキル(メタ)アクリレートとしては、例えば、2-ヒドロキシエチル(メタ)アクリレート、2-ヒドロキシプロピル(メタ)アクリレート、3-ヒドロキシプロピル(メタ)アクリレート、2-ヒドロキシブチル(メタ)アクリレート、3-ヒドロキシブチル(メタ)アクリレート、4-ヒドロキシブチル(メタ)アクリレート等が挙げられる。
直鎖ウレタンプレポリマー(UY)の両末端にエチレン性不飽和基を導入する方法としては、ジオールとジイソシアネート化合物とを反応してなるウレタンプレポリマーの末端のNCO基と、ヒドロキシアルキル(メタ)アクリレートとを反応させる方法が挙げられる。
ヒドロキシアルキル(メタ)アクリレートとしては、例えば、2-ヒドロキシエチル(メタ)アクリレート、2-ヒドロキシプロピル(メタ)アクリレート、3-ヒドロキシプロピル(メタ)アクリレート、2-ヒドロキシブチル(メタ)アクリレート、3-ヒドロキシブチル(メタ)アクリレート、4-ヒドロキシブチル(メタ)アクリレート等が挙げられる。
アクリルウレタン系樹脂(II)の原料となる、ビニル化合物(VY)としては、少なくとも(メタ)アクリル酸エステルを含む。
(メタ)アクリル酸エステルとしては、前述のアクリル系共重合体(A1)の原料として使用しているモノマー(a1’)~(a3’)のうち(メタ)アクリル酸エステルに該当するものと同じものが挙げられる。
ただし、(メタ)アクリル酸エステルとしては、アルキル(メタ)アクリレート及びヒドロキシアルキル(メタ)アクリレートから選ばれる1種以上が好ましく、アルキル(メタ)アクリレート及びヒドロキシアルキル(メタ)アクリレートを併用することがより好ましい。
(メタ)アクリル酸エステルとしては、前述のアクリル系共重合体(A1)の原料として使用しているモノマー(a1’)~(a3’)のうち(メタ)アクリル酸エステルに該当するものと同じものが挙げられる。
ただし、(メタ)アクリル酸エステルとしては、アルキル(メタ)アクリレート及びヒドロキシアルキル(メタ)アクリレートから選ばれる1種以上が好ましく、アルキル(メタ)アクリレート及びヒドロキシアルキル(メタ)アクリレートを併用することがより好ましい。
アルキル(メタ)アクリレート及びヒドロキシアルキル(メタ)アクリレートを併用する場合、アルキル(メタ)アクリレート100質量部に対する、ヒドロキシアルキル(メタ)アクリレートの配合割合としては、好ましくは0.1~100質量部、より好ましくは0.2~90質量部、更に好ましくは0.5~30質量部、より更に好ましくは1.0~20質量部、より更に好ましくは1.5~10質量部である。
当該アルキル(メタ)アクリレートが有するアルキル基の炭素数としては、好ましくは1~24、より好ましくは1~12、更に好ましくは1~8、より更に好ましくは1~3である。
当該アルキル(メタ)アクリレートとしては、前述のアクリル系共重合体(A1)の原料となるモノマー(a1’)として例示したものと同じものが挙げられる。
当該アルキル(メタ)アクリレートとしては、前述のアクリル系共重合体(A1)の原料となるモノマー(a1’)として例示したものと同じものが挙げられる。
また、ヒドロキシアルキル(メタ)アクリレートとしては、前述の直鎖ウレタンプレポリマー(UY)の両末端にエチレン性不飽和基を導入するために用いられるヒドロキシアルキル(メタ)アクリレートとして例示したものと同じものが挙げられる。
(メタ)アクリル酸エステル以外のビニル化合物としては、例えば、スチレン、α-メチルスチレン、ビニルトルエン等の芳香族炭化水素系ビニル化合物;メチルビニルエーテル、エチルビニルエーテル等のビニルエーテル類;酢酸ビニル、プロピオン酸ビニル、(メタ)アクリロニトリル、N-ビニルピロリドン、(メタ)アクリル酸、マレイン酸、フマル酸、イタコン酸、メタ(アクリルアミド)等の極性基含有モノマー;等が挙げられる。
これらは単独で用いてもよく、2種以上を組み合わせて用いてもよい。
これらは単独で用いてもよく、2種以上を組み合わせて用いてもよい。
本発明の一態様において、アクリルウレタン系樹脂(II)の原料として用いるビニル化合物(VY)中の(メタ)アクリル酸エステルの含有量としては、当該ビニル化合物(VY)の全量(100質量%)中、好ましくは40~100質量%、より好ましくは65~100質量%、更に好ましくは80~100質量%、より更に好ましくは90~100質量%である。
本発明の一態様において、アクリルウレタン系樹脂(II)の原料として用いるビニル化合物(VY)中のアルキル(メタ)アクリレート及びヒドロキシアルキル(メタ)アクリレートの合計含有量としては、当該ビニル化合物(VY)の全量(100質量%)中、好ましくは40~100質量%、より好ましくは65~100質量%、更に好ましくは80~100質量%、より更に好ましくは90~100質量%である。
アクリルウレタン系樹脂(II)は、原料である直鎖ウレタンプレポリマー(UY)と、ビニル化合物(VY)とを、重合することによって得ることができる。
具体的な重合方法としては、有機溶媒中に、原料である直鎖ウレタンプレポリマー(UY)及びビニル化合物(VY)と共に、ラジカル発生剤を配合し、直鎖ウレタンプレポリマー(UY)の両末端に有するエチレン性不飽和基を起点としたビニル系化合物(VY)のラジカル重合反応によって合成するができる。
使用するラジカル発生剤としては、例えば、アゾビスイソブチロニトリルのようなジアゾ化合物や、ベンゾイルパーオキサイド等が挙げられる。
なお、このラジカル重合反応において、チオール基含有化合物等の連鎖移動剤を溶媒中に添加してアクリルの重合度を調整してもよい。
具体的な重合方法としては、有機溶媒中に、原料である直鎖ウレタンプレポリマー(UY)及びビニル化合物(VY)と共に、ラジカル発生剤を配合し、直鎖ウレタンプレポリマー(UY)の両末端に有するエチレン性不飽和基を起点としたビニル系化合物(VY)のラジカル重合反応によって合成するができる。
使用するラジカル発生剤としては、例えば、アゾビスイソブチロニトリルのようなジアゾ化合物や、ベンゾイルパーオキサイド等が挙げられる。
なお、このラジカル重合反応において、チオール基含有化合物等の連鎖移動剤を溶媒中に添加してアクリルの重合度を調整してもよい。
本発明の一態様で用いるアクリルウレタン系樹脂(II)において、直鎖ウレタンプレポリマー(UY)に由来の構成単位と、ビニル化合物(VY)に由来する構成単位との含有量比〔(UY)/(VY)〕としては、質量比で、好ましくは10/90~80/20、より好ましくは20/80~70/30、更に好ましくは30/70~60/40、より更に好ましくは35/65~55/45である。
{オレフィン系樹脂}
組成物(y)に非粘着性樹脂(y1)として含まれるオレフィン系樹脂としては、オレフィンモノマーに由来の構成単位を少なくとも有する重合体である。
前記オレフィンモノマーとしては、炭素数2~8のα-オレフィンが好ましく、具体的には、エチレン、プロピレン、ブチレン、イソブチレン、1-ヘキセン等が挙げられる。
これらの中でも、エチレン及びプロピレンが好ましい。
組成物(y)に非粘着性樹脂(y1)として含まれるオレフィン系樹脂としては、オレフィンモノマーに由来の構成単位を少なくとも有する重合体である。
前記オレフィンモノマーとしては、炭素数2~8のα-オレフィンが好ましく、具体的には、エチレン、プロピレン、ブチレン、イソブチレン、1-ヘキセン等が挙げられる。
これらの中でも、エチレン及びプロピレンが好ましい。
具体的なオレフィン系樹脂としては、例えば、超低密度ポリエチレン(VLDPE、密度:880kg/m3以上910kg/m3未満)、低密度ポリエチレン(LDPE、密度:910kg/m3以上915kg/m3未満)、中密度ポリエチレン(MDPE、密度:915kg/m3以上942kg/m3未満)、高密度ポリエチレン(HDPE、密度:942kg/m3以上)、直鎖状低密度ポリエチレン等のポリエチレン樹脂;ポリプロピレン樹脂(PP);ポリブテン樹脂(PB);エチレン-プロピレン共重合体;オレフィン系エラストマー(TPO);エチレン-酢酸ビニル共重合体(EVA);エチレン-プロピレン-(5-エチリデン-2-ノルボルネン)等のオレフィン系三元共重合体;等が挙げられる。
本発明の一態様において、オレフィン系樹脂は、更に酸変性、水酸基変性、及びアクリル変性から選ばれる1種以上の変性を施した変性オレフィン系樹脂であってもよい。
例えば、オレフィン系樹脂に対して酸変性を施してなる酸変性オレフィン系樹脂としては、前述の無変性のオレフィン系樹脂に、不飽和カルボン酸又はその無水物を、グラフト重合させてなる変性重合体が挙げられる。
前記の不飽和カルボン酸又はその無水物としては、例えば、マレイン酸、フマル酸、イタコン酸、シトラコン酸、グルタコン酸、テトラヒドロフタル酸、アコニット酸、(メタ)アクリル酸、無水マレイン酸、無水イタコン酸、無水グルタコン酸、無水シトラコン酸、無水アコニット酸、ノルボルネンジカルボン酸無水物、テトラヒドロフタル酸無水物等が挙げられる。
なお、不飽和カルボン酸又はその無水物は、単独で用いてもよく、2種以上を組み合わせて用いてもよい。
前記の不飽和カルボン酸又はその無水物としては、例えば、マレイン酸、フマル酸、イタコン酸、シトラコン酸、グルタコン酸、テトラヒドロフタル酸、アコニット酸、(メタ)アクリル酸、無水マレイン酸、無水イタコン酸、無水グルタコン酸、無水シトラコン酸、無水アコニット酸、ノルボルネンジカルボン酸無水物、テトラヒドロフタル酸無水物等が挙げられる。
なお、不飽和カルボン酸又はその無水物は、単独で用いてもよく、2種以上を組み合わせて用いてもよい。
オレフィン系樹脂に対してアクリル変性を施してなるアクリル変性オレフィン系樹脂としては、主鎖である前述の無変性のオレフィン系樹脂に、側鎖として、アルキル(メタ)アクリレートをグラフト重合させてなる変性重合体が挙げられる。
前記のアルキル(メタ)アクリレートが有するアルキル基の炭素数としては、好ましくは1~20、より好ましくは1~16、更に好ましくは1~12である。
前記のアルキル(メタ)アクリレートとしては、例えば、前述のモノマー(a1’)として選択可能な化合物と同じものが挙げられる。
前記のアルキル(メタ)アクリレートが有するアルキル基の炭素数としては、好ましくは1~20、より好ましくは1~16、更に好ましくは1~12である。
前記のアルキル(メタ)アクリレートとしては、例えば、前述のモノマー(a1’)として選択可能な化合物と同じものが挙げられる。
オレフィン系樹脂に対して水酸基変性を施してなる水酸基変性オレフィン系樹脂としては、主鎖である前述の無変性のオレフィン系樹脂に、水酸基含有化合物をグラフト重合させてなる変性重合体が挙げられる。
前記の水酸基含有化合物としては、前述のモノマー(a2’)として選択可能な水酸基含有モノマーと同じものが挙げられる。
前記の水酸基含有化合物としては、前述のモノマー(a2’)として選択可能な水酸基含有モノマーと同じものが挙げられる。
オレフィン系樹脂の質量平均分子量(Mw)としては、好ましくは2,000~100万、より好ましくは1万~50万、更に好ましくは2万~40万、より更に好ましくは5万~30万である。
(アクリルウレタン系樹脂及びオレフィン系樹脂以外の樹脂)
本発明の一態様において、組成物(y)は、本発明の効果を損なわない範囲で、アクリルウレタン系樹脂及びオレフィン系樹脂以外の樹脂を含有してもよい。
そのような樹脂としては、例えば、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリビニルアルコール、エチレン-酢酸ビニル共重合体、エチレン-ビニルアルコール共重合体等のビニル系樹脂;ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート等のポリエステル系樹脂;ポリスチレン;アクリロニトリル-ブタジエン-スチレン共重合体;三酢酸セルロース;ポリカーボネート;アクリルウレタン系樹脂には該当しないポリウレタン;ポリメチルペンテン;ポリスルホン;ポリエーテルエーテルケトン;ポリエーテルスルホン;ポリフェニレンスルフィド;ポリエーテルイミド、ポリイミド等のポリイミド系樹脂;ポリアミド系樹脂;アクリル樹脂;フッ素系樹脂等が挙げられる。
本発明の一態様において、組成物(y)は、本発明の効果を損なわない範囲で、アクリルウレタン系樹脂及びオレフィン系樹脂以外の樹脂を含有してもよい。
そのような樹脂としては、例えば、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリビニルアルコール、エチレン-酢酸ビニル共重合体、エチレン-ビニルアルコール共重合体等のビニル系樹脂;ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート等のポリエステル系樹脂;ポリスチレン;アクリロニトリル-ブタジエン-スチレン共重合体;三酢酸セルロース;ポリカーボネート;アクリルウレタン系樹脂には該当しないポリウレタン;ポリメチルペンテン;ポリスルホン;ポリエーテルエーテルケトン;ポリエーテルスルホン;ポリフェニレンスルフィド;ポリエーテルイミド、ポリイミド等のポリイミド系樹脂;ポリアミド系樹脂;アクリル樹脂;フッ素系樹脂等が挙げられる。
ただし、基材層(Y)と粘着剤層(X)の界面密着性をより向上させる観点から、組成物(y)中のアクリルウレタン系樹脂及びオレフィン系樹脂以外の樹脂の含有割合は、少ない方が好ましい。
具体的なアクリルウレタン系樹脂及びオレフィン系樹脂以外の樹脂の含有割合としては、組成物(y)中に含まれるアクリルウレタン系樹脂及びオレフィン系樹脂からなる群から選ばれる非粘着性樹脂(y1)の全量100質量部に対して、好ましくは30質量部未満、より好ましくは20質量部未満、より好ましくは10質量部未満、更に好ましくは5質量部未満、より更に好ましくは1質量部未満である。
具体的なアクリルウレタン系樹脂及びオレフィン系樹脂以外の樹脂の含有割合としては、組成物(y)中に含まれるアクリルウレタン系樹脂及びオレフィン系樹脂からなる群から選ばれる非粘着性樹脂(y1)の全量100質量部に対して、好ましくは30質量部未満、より好ましくは20質量部未満、より好ましくは10質量部未満、更に好ましくは5質量部未満、より更に好ましくは1質量部未満である。
(架橋剤)
本発明の一態様において、組成物(y)がアクリルウレタン系樹脂を含む場合、アクリルウレタン系樹脂を架橋するため、更に、架橋剤を含有することがより好ましい。
当該架橋剤としては、例えば、架橋剤としてのイソシアネート系化合物が好ましい。
架橋剤としてのイソシアネート系化合物は、前記アクリルウレタン系樹脂の官能基と反応して、架橋構造を形成するものであれば、種々のイソシアネート系化合物を用いることができる。
当該イソシアネート系化合物としては、1分子当たりイソシアネート基を2個以上有するポリイソシアネート化合物が好ましい。
本発明の一態様において、組成物(y)がアクリルウレタン系樹脂を含む場合、アクリルウレタン系樹脂を架橋するため、更に、架橋剤を含有することがより好ましい。
当該架橋剤としては、例えば、架橋剤としてのイソシアネート系化合物が好ましい。
架橋剤としてのイソシアネート系化合物は、前記アクリルウレタン系樹脂の官能基と反応して、架橋構造を形成するものであれば、種々のイソシアネート系化合物を用いることができる。
当該イソシアネート系化合物としては、1分子当たりイソシアネート基を2個以上有するポリイソシアネート化合物が好ましい。
ポリイソシアネート化合物としては、例えば、ジイソシアネート化合物、トリイソシアネート化合物、テトライソシアネート化合物、ペンタイソシアネート化合物、ヘキサイソシアネート化合物等が挙げられる。より具体的には、トリレンジイソシアネート、ジフェニルメタンジイソシアネート、キシリレンジイソシアネート等の芳香族ポリイソシアネート化合物;ジシクロヘキシルメタン-4,4-ジイソシアネート、ビシクロヘプタントリイソシアネート、シクロペンチレンジイソシアネート、シクロヘキシレンジイソシアネート、メチルシクロヘキシレンジイソシアネート、水添キシリレンジイソシアネート等の脂環式イソシアネート化合物;ペンタメチレンジイソシアネート、ヘキサメチレンジイソシアネート、ヘプタメチレンジイソシアネート、トリメチルヘキサメチレンジイソシアネート、リジンジイソシアネート等の脂肪族イソシアネート化合物等が挙げられる。
また、これらのイソシアネート化合物のビウレット体、イソシアヌレート体や、これらのイソシアネート化合物とエチレングリコール、トリメチロールプロパン、ひまし油等の非芳香族性低分子活性水素含有化合物との反応物であるアダクト体等の変性体も用いることができる。
また、これらのイソシアネート化合物のビウレット体、イソシアヌレート体や、これらのイソシアネート化合物とエチレングリコール、トリメチロールプロパン、ひまし油等の非芳香族性低分子活性水素含有化合物との反応物であるアダクト体等の変性体も用いることができる。
これらのイソシアネート系化合物のうち、脂肪族イソシアネート化合物が好ましく、脂肪族ジイソシアネート化合物がより好ましく、ペンタメチレンジイソシアネート、ヘキサメチレンジイソシアネート、ヘプタメチレンジイソシアネートが更に好ましい。
組成物(y)中、イソシアネート系化合物は、1種単独で用いてもよく、2種以上を組み合わせて用いてもよい。
組成物(y)中、イソシアネート系化合物は、1種単独で用いてもよく、2種以上を組み合わせて用いてもよい。
組成物(y)中、前記アクリルウレタン系樹脂と、架橋剤としてのイソシアネート系化合物との含有割合は、固形分換算で前記アクリルウレタン系樹脂の合計100質量部に対し、架橋剤としてのイソシアネート系化合物が好ましくは1~30質量部、より好ましくは2~20質量部、更に好ましくは3~15質量部である。
(触媒)
本発明の一態様において、組成物(y)がアクリルウレタン系樹脂及び前記架橋剤を含む場合、組成物(y)は、更に、前記架橋剤と共に、触媒を含有することが更に好ましい。
当該触媒としては、金属系触媒が好ましく、ブチル基を有するスズ系化合物を除く金属系触媒がより好ましい。
当該金属系触媒としては、例えば、スズ系触媒、ビスマス系触媒、チタン系触媒、バナジウム系触媒、ジルコニウム系触媒、アルミニウム系触媒、ニッケル系触媒等が挙げられる。この中では、好ましくはスズ系触媒又はビスマス系触媒であり、より好ましくはブチル基を有するスズ系化合物を除くスズ系触媒又はビスマス系触媒である。
本発明の一態様において、組成物(y)がアクリルウレタン系樹脂及び前記架橋剤を含む場合、組成物(y)は、更に、前記架橋剤と共に、触媒を含有することが更に好ましい。
当該触媒としては、金属系触媒が好ましく、ブチル基を有するスズ系化合物を除く金属系触媒がより好ましい。
当該金属系触媒としては、例えば、スズ系触媒、ビスマス系触媒、チタン系触媒、バナジウム系触媒、ジルコニウム系触媒、アルミニウム系触媒、ニッケル系触媒等が挙げられる。この中では、好ましくはスズ系触媒又はビスマス系触媒であり、より好ましくはブチル基を有するスズ系化合物を除くスズ系触媒又はビスマス系触媒である。
スズ系触媒としては、スズの有機金属化合物であって、アルコキシド、カルボキシラート、キレート等の構造を有する化合物が挙げられ、好ましくは、それらの金属のアセチルアセトン錯体、アセチルアセトネート、オクチル酸化合物又はナフテン酸化合物等が挙げられる。
また、同様に、ビスマス系触媒、チタン系触媒、バナジウム系触媒、ジルコニウム系触媒、アルミニウム系触媒、又はニッケル系触媒は、それぞれ、ビスマス、チタン、バナジウム、ジルコニウム、アルミニウム、又はニッケルの有機金属化合物であって、アルコキシド、カルボキシラート、キレート等の構造を有する化合物が挙げられ、好ましくは、それらの金属のアセチルアセトン錯体、アセチルアセトネート、オクチル酸化合物又はナフテン酸化合物等が挙げられる。
また、同様に、ビスマス系触媒、チタン系触媒、バナジウム系触媒、ジルコニウム系触媒、アルミニウム系触媒、又はニッケル系触媒は、それぞれ、ビスマス、チタン、バナジウム、ジルコニウム、アルミニウム、又はニッケルの有機金属化合物であって、アルコキシド、カルボキシラート、キレート等の構造を有する化合物が挙げられ、好ましくは、それらの金属のアセチルアセトン錯体、アセチルアセトネート、オクチル酸化合物又はナフテン酸化合物等が挙げられる。
金属のアセチルアセトン錯体の具体例としては、アセチルアセトンスズ、アセチルアセトンチタン、アセチルアセトンバナジウム、アセチルアセトンジルコニウム、アセチルアセトンアルミニウム、アセチルアセトンニッケル等が挙げられる。
アセチルアセトネートの具体例としては、スズアセチルアセトネート、ビスマスアセチルアセトネート、チタンアセチルアセトネート、バナジウムアセチルアセトネート、ジルコニウムアセチルアセトネート、アルミニウムアセチルアセトネート、ニッケルアセチルアセトネート等が挙げられる。
オクチル酸化合物の具体例としては、2-エチルヘキシル酸ビスマス、2-エチルヘキシル酸ニッケル、2-エチルヘキシル酸ジルコニウム、2-エチルヘキシル酸スズ等が挙げられる。
ナフテン酸化合物の具体例としては、ナフテン酸ビスマス、ナフテン酸ニッケル、ナフテン酸ジルコニウム、ナフテン酸スズ等が挙げられる。
アセチルアセトネートの具体例としては、スズアセチルアセトネート、ビスマスアセチルアセトネート、チタンアセチルアセトネート、バナジウムアセチルアセトネート、ジルコニウムアセチルアセトネート、アルミニウムアセチルアセトネート、ニッケルアセチルアセトネート等が挙げられる。
オクチル酸化合物の具体例としては、2-エチルヘキシル酸ビスマス、2-エチルヘキシル酸ニッケル、2-エチルヘキシル酸ジルコニウム、2-エチルヘキシル酸スズ等が挙げられる。
ナフテン酸化合物の具体例としては、ナフテン酸ビスマス、ナフテン酸ニッケル、ナフテン酸ジルコニウム、ナフテン酸スズ等が挙げられる。
スズ系触媒としては、一般式RzSn(L)(4-z)(該一般式中、Rは炭素数1~25のアルキル基、好ましくは炭素数1~3若しくは5~25のアルキル基、又はアリール基であり、Lはアルキル基及びアリール基以外の有機基、又は無機基であり、zは1、2又は4である。)で表されるスズ化合物が好ましい。
前記一般式RzSn(L)(4-z)において、Rのアルキル基は、炭素数5~25のアルキル基がより好ましく、炭素数5~20のアルキル基が更に好ましく、Rのアリール基は、炭素数は特に限定されないが、炭素数6~20のアリール基が好ましい。1分子中にRが2以上の複数存在する場合は、それぞれのRは同一であってもよいし、異なっていてもよい。
また、Lは、炭素数2~20の脂肪族カルボン酸、芳香族カルボン酸、芳香族スルホン酸が好ましく、炭素数2~20の脂肪族カルボン酸がより好ましい。炭素数2~20の脂肪族カルボン酸としては、炭素数2~20の脂肪族モノカルボン酸、炭素数2~20の脂肪族ジカルボン酸等が挙げられる。1分子中にLが2以上の複数存在する場合は、それぞれのLは同一であってもよいし、異なっていてもよい。
また、Lは、炭素数2~20の脂肪族カルボン酸、芳香族カルボン酸、芳香族スルホン酸が好ましく、炭素数2~20の脂肪族カルボン酸がより好ましい。炭素数2~20の脂肪族カルボン酸としては、炭素数2~20の脂肪族モノカルボン酸、炭素数2~20の脂肪族ジカルボン酸等が挙げられる。1分子中にLが2以上の複数存在する場合は、それぞれのLは同一であってもよいし、異なっていてもよい。
組成物(y1)中、前記触媒は、1種単独で用いてもよく、2種以上を組み合わせて用いてもよい。
組成物(y1)中、前記アクリルウレタン系樹脂と触媒との含有割合は、前記アクリルウレタン系樹脂の合計100質量部に対し、触媒が固形分換算で好ましくは0.001~5質量部、より好ましくは0.01~3質量部、更に好ましくは0.1~2質量部である。
組成物(y1)中、前記アクリルウレタン系樹脂と触媒との含有割合は、前記アクリルウレタン系樹脂の合計100質量部に対し、触媒が固形分換算で好ましくは0.001~5質量部、より好ましくは0.01~3質量部、更に好ましくは0.1~2質量部である。
(基材用添加剤)
本発明の一態様において、組成物(y)は、本発明の効果を損なわない範囲で、一般的な粘着シートが有する基材に含まれる基材用添加剤を含有してもよい。
そのような基材用添加剤としては、例えば、紫外線吸収剤、光安定剤、酸化防止剤、帯電防止剤、スリップ剤、アンチブロッキング剤等が挙げられる。
なお、これらの基材用添加剤は、それぞれ単独で用いてもよく、2種以上を組み合わせて用いてもよい。
これらの基材用添加剤を含有する場合、それぞれの基材用添加剤の含有量は、前記非粘着性樹脂の100質量部に対して、好ましくは0.0001~20質量部、より好ましくは0.001~10質量部である。
本発明の一態様において、組成物(y)は、本発明の効果を損なわない範囲で、一般的な粘着シートが有する基材に含まれる基材用添加剤を含有してもよい。
そのような基材用添加剤としては、例えば、紫外線吸収剤、光安定剤、酸化防止剤、帯電防止剤、スリップ剤、アンチブロッキング剤等が挙げられる。
なお、これらの基材用添加剤は、それぞれ単独で用いてもよく、2種以上を組み合わせて用いてもよい。
これらの基材用添加剤を含有する場合、それぞれの基材用添加剤の含有量は、前記非粘着性樹脂の100質量部に対して、好ましくは0.0001~20質量部、より好ましくは0.001~10質量部である。
(希釈溶媒)
本発明の一態様において、組成物(y)は、前述の各種有効成分と共に、希釈溶媒として、水や有機溶媒を含有し、溶液の形態としてもよい。
有機溶媒としては、前述の組成物(x)を溶液の形態に調製する際に使用する有機溶媒と同じものが挙げられる。
なお、組成物(y)中に含まれる希釈溶媒は、単独で用いてもよく、2種以上を組み合わせて用いてもよい。
本発明の一態様において、組成物(y)は、前述の各種有効成分と共に、希釈溶媒として、水や有機溶媒を含有し、溶液の形態としてもよい。
有機溶媒としては、前述の組成物(x)を溶液の形態に調製する際に使用する有機溶媒と同じものが挙げられる。
なお、組成物(y)中に含まれる希釈溶媒は、単独で用いてもよく、2種以上を組み合わせて用いてもよい。
組成物(y)が希釈溶媒を含有して溶液の形態である場合、組成物(y)の有効成分濃度としては、それぞれ独立に、好ましくは0.1~60質量%、より好ましくは0.5~50質量%、更に好ましくは1.0~40質量%である。
(着色剤)
前記剥離検知ラベルは、更に、粘着剤層(X)及び基材層(Y)から選ばれる少なくとも一つの層が、着色剤を含むことが好ましく、基材層(Y)が着色剤を含むことが好ましい。
粘着剤層(X)及び基材層(Y)から選ばれる少なくとも一つの層が、着色剤を含有することで、剥離検知パターンの視認性が更に向上し、前記剥離検知ラベルの再剥離有無の検知がより容易となる。
また、前述したように、基材層(Y)と粘着剤層(X)の間に、パターンの視認性を向上させるために、金属蒸着膜層や他の着色層を設けてもよいが、粘着剤層(X)及び基材層(Y)から選ばれる少なくとも一つの層が、着色剤を含有する場合、これら他の層との界面での接着性を考慮する必要がなくなり、また、製造時の工程数も削減できるといった観点でも好ましい。同様に、粘着剤層(X)の粘着力への影響を少なくする観点からも、基材層(Y)が着色剤を含むことが好ましい。
前記剥離検知ラベルは、更に、粘着剤層(X)及び基材層(Y)から選ばれる少なくとも一つの層が、着色剤を含むことが好ましく、基材層(Y)が着色剤を含むことが好ましい。
粘着剤層(X)及び基材層(Y)から選ばれる少なくとも一つの層が、着色剤を含有することで、剥離検知パターンの視認性が更に向上し、前記剥離検知ラベルの再剥離有無の検知がより容易となる。
また、前述したように、基材層(Y)と粘着剤層(X)の間に、パターンの視認性を向上させるために、金属蒸着膜層や他の着色層を設けてもよいが、粘着剤層(X)及び基材層(Y)から選ばれる少なくとも一つの層が、着色剤を含有する場合、これら他の層との界面での接着性を考慮する必要がなくなり、また、製造時の工程数も削減できるといった観点でも好ましい。同様に、粘着剤層(X)の粘着力への影響を少なくする観点からも、基材層(Y)が着色剤を含むことが好ましい。
前記着色剤としては、顔料、染料のいずれであってもよく、顔料が好ましい。
顔料は、無機顔料及び有機顔料のいずれであってもよいが、有機顔料が好ましい。
無機顔料としては、例えば、カーボンブラック、金属酸化物が挙げられる。黒色インクにおいては、カーボンブラックが好ましい。
有機顔料としては、例えば、アゾ顔料、ジアゾ顔料、フタロシアニン顔料、キナクリドン顔料、イソインドリノン顔料、ジオキサジン顔料、ペリレン顔料、ペリノン顔料、チオインジゴ顔料、アントラキノン顔料、キノフタロン顔料が挙げられる。
染料としては、酸性染料、反応染料、直接染料、油溶性染料、分散染料、カチオン染料等が挙げられる。
色相は特に限定されず、イエロー、マゼンタ、シアン、ブルー、レッド、オレンジ、グリーン等の有彩色の顔料又は染料のいずれも用いることができる。
上記の着色剤は、単独で又は2種以上を任意の割合で混合して用いることができる。
顔料は、無機顔料及び有機顔料のいずれであってもよいが、有機顔料が好ましい。
無機顔料としては、例えば、カーボンブラック、金属酸化物が挙げられる。黒色インクにおいては、カーボンブラックが好ましい。
有機顔料としては、例えば、アゾ顔料、ジアゾ顔料、フタロシアニン顔料、キナクリドン顔料、イソインドリノン顔料、ジオキサジン顔料、ペリレン顔料、ペリノン顔料、チオインジゴ顔料、アントラキノン顔料、キノフタロン顔料が挙げられる。
染料としては、酸性染料、反応染料、直接染料、油溶性染料、分散染料、カチオン染料等が挙げられる。
色相は特に限定されず、イエロー、マゼンタ、シアン、ブルー、レッド、オレンジ、グリーン等の有彩色の顔料又は染料のいずれも用いることができる。
上記の着色剤は、単独で又は2種以上を任意の割合で混合して用いることができる。
粘着剤層(X)及び基材層(Y)から選ばれる少なくとも一つの層が、これらの着色剤を含有する場合、当該着色剤の含有量は、それぞれ独立に、固形分換算で各層が含有する樹脂100質量部に対して、好ましくは0.1~40質量部、より好ましくは1.0~35質量部、更に好ましくは5.0~30質量部である。
前記粘着性積層体としては、塗膜(x’)と、塗膜(y’)とをこの順で直接積層した後、塗膜(x’)及び塗膜(y’)を同時に乾燥することで、揮発成分を除去して、形成される粘着性積層体であることがより好ましく、そして、組成物(x)及び組成物(y)を同時に塗布して、塗膜(x’)と、塗膜(y’)とをこの順で直接積層した後、塗膜(x’)及び塗膜(y’)を同時に乾燥することで、揮発成分を除去して、形成される粘着性積層体であることがより更に好ましい。
粘着性積層体が、塗膜(x)と、塗膜(y’)とをこの順で直接積層した後、塗膜(x’)と塗膜(y’)とを「同時に」乾燥して形成されたものあると、粘着剤層(X)と基材層(Y)との界面密着性が、予め形成された基材層(Y)に後から粘着剤層(X)を形成する場合に比べて高いものとなるため、より効果的に糊残りを生じなくする観点から好ましい。これは、粘着剤層(X)の形成材料である組成物(x)からなる塗膜(x’)と、基材層(Y)の形成材料である組成物(y)からなる塗膜(y’)とを同時に乾燥する過程で、界面付近で塗膜の混層が生じつつ、互いの組成物に含まれる樹脂の分子鎖が絡み合うことで、粘着剤層(X)と基材層(Y)との界面密着性が向上するためと考えられる。
更に、組成物(x)と、組成物(y)とを同時に塗布して形成された粘着性積層体である場合、各組成物を逐次塗布して形成される場合と比べて、各塗膜表面に薄膜の乾燥皮膜が形成されにくくなるため、得られる各層間の密着性に優れるため、より効果的に糊残りを生じなくする観点から更に好ましい。
粘着性積層体が、塗膜(x)と、塗膜(y’)とをこの順で直接積層した後、塗膜(x’)と塗膜(y’)とを「同時に」乾燥して形成されたものあると、粘着剤層(X)と基材層(Y)との界面密着性が、予め形成された基材層(Y)に後から粘着剤層(X)を形成する場合に比べて高いものとなるため、より効果的に糊残りを生じなくする観点から好ましい。これは、粘着剤層(X)の形成材料である組成物(x)からなる塗膜(x’)と、基材層(Y)の形成材料である組成物(y)からなる塗膜(y’)とを同時に乾燥する過程で、界面付近で塗膜の混層が生じつつ、互いの組成物に含まれる樹脂の分子鎖が絡み合うことで、粘着剤層(X)と基材層(Y)との界面密着性が向上するためと考えられる。
更に、組成物(x)と、組成物(y)とを同時に塗布して形成された粘着性積層体である場合、各組成物を逐次塗布して形成される場合と比べて、各塗膜表面に薄膜の乾燥皮膜が形成されにくくなるため、得られる各層間の密着性に優れるため、より効果的に糊残りを生じなくする観点から更に好ましい。
同様に、前記粘着性積層体が積層体(P1)である場合、塗膜(x-1’)と、塗膜(y’)と、塗膜(x-2’)とをこの順で直接積層した後、塗膜(x-1’)、塗膜(y’)及び塗膜(x-2’)を同時に乾燥することで、揮発成分を除去して、形成される粘着性積層体(P1)であることがより好ましく、そして、組成物(x-1)と、組成物(y)と、組成物(x-2)とを同時に塗布して、塗膜(x-1’)と、塗膜(y’)と、塗膜(x-2’)とをこの順で直接積層した後、塗膜(x-1’)、塗膜(y’)及び塗膜(x-2’)を同時に乾燥することで、揮発成分を除去して、形成される粘着性積層体(P1)であることが更に好ましい。
組成物(x-1)と、組成物(y)と、組成物(x-2)とを同時に塗布することで、各組成物を逐次塗布する場合と比べて、各塗膜表面に薄膜の乾燥皮膜が形成されにくくなるため、得られる各層間の密着性に優れるため、より効果的に糊残りを生じなくする観点から好ましい。
組成物(x-1)と、組成物(y)と、組成物(x-2)とを同時に塗布することで、各組成物を逐次塗布する場合と比べて、各塗膜表面に薄膜の乾燥皮膜が形成されにくくなるため、得られる各層間の密着性に優れるため、より効果的に糊残りを生じなくする観点から好ましい。
前述した理由と同様の理由から、積層体(P1)が、塗膜(x-1’)と、塗膜(y’)と、塗膜(x-2’)とをこの順で直接積層した後、塗膜(x-1’)、塗膜(y’)及び塗膜(x-2’)を同時に乾燥して形成されたものである場合、粘着剤層(X1)と基材層(Y)との界面密着性だけでなく、粘着剤層(X2)と基材層(Y)との界面密着性も、予め形成された基材層(Y)に後から粘着剤層(X1)及び粘着剤層(X2)を形成する場合や、前述の方法で予め粘着剤層(X1)又は(X2)と基材層(Y)との積層体を作成した後、残りの粘着剤層(X1)又は(X2)のいずれかを基材層(Y)の露出面に形成する場合に比べて高いものとなるため、より効果的に糊残りを生じなくする観点から好ましい。
更に、組成物(x-1)と、組成物(y)と、組成物(x-2)とを同時に塗布して形成された粘着性積層体(P1)である場合、各組成物を逐次塗布して形成される場合と比べて、各塗膜表面に薄膜の乾燥皮膜が形成されにくくなるため、得られる各層間の密着性に優れるため、より効果的に糊残りを生じなくする観点から更に好ましい。
更に、組成物(x-1)と、組成物(y)と、組成物(x-2)とを同時に塗布して形成された粘着性積層体(P1)である場合、各組成物を逐次塗布して形成される場合と比べて、各塗膜表面に薄膜の乾燥皮膜が形成されにくくなるため、得られる各層間の密着性に優れるため、より効果的に糊残りを生じなくする観点から更に好ましい。
なお、本発明において、剥離検知ラベルが有する粘着性積層体について、各層を塗膜から形成する層とする場合、前述のとおり製造方法にて特定しているが、この場合には、そのような製造方法による特定をせざるを得ない事情が存在する。
つまり、例えば、積層体の基材層(Y)の表面に対して垂直方向に切断した厚さ方向の断面を電子顕微鏡等を用いて、基材層(Y)と粘着剤層(X)との界面を観察することで、主観的な視覚を伴う観点で、本発明の方法に基づき形成されたか否かを判断する方法として、例えば、表面粗さを測定する方法が考えられる。しかしながら、各層を塗膜を同時に乾燥して形成した場合、特に、各層を同時塗布してから同時乾燥した場合、前記界面の粗さは、微少であるため、正確に測定することができず、また、観察する領域による粗さの状態の相違が非常に大きい。そのため、表面粗さ等の特定の物性値による評価が極めて難しい。
このような事情から、本発明においては、剥離検知ラベルが有する粘着性積層体を、前述のとおり製造方法にて特定せざるを得ない場合がある。
前記粘着性積層体が、例えば、塗膜(x-1’)と、塗膜(y’)と、塗膜(x-2’)とをこの順で直接積層した後、塗膜(x-1’)、塗膜(y’)及び塗膜(x-2’)を同時に乾燥して形成された積層体(P1)である場合における、基材層(Y)と粘着剤層(X1)との関係性、並びに基材層(Y)と粘着剤層(X2)との関係性についても同様である。
つまり、例えば、積層体の基材層(Y)の表面に対して垂直方向に切断した厚さ方向の断面を電子顕微鏡等を用いて、基材層(Y)と粘着剤層(X)との界面を観察することで、主観的な視覚を伴う観点で、本発明の方法に基づき形成されたか否かを判断する方法として、例えば、表面粗さを測定する方法が考えられる。しかしながら、各層を塗膜を同時に乾燥して形成した場合、特に、各層を同時塗布してから同時乾燥した場合、前記界面の粗さは、微少であるため、正確に測定することができず、また、観察する領域による粗さの状態の相違が非常に大きい。そのため、表面粗さ等の特定の物性値による評価が極めて難しい。
このような事情から、本発明においては、剥離検知ラベルが有する粘着性積層体を、前述のとおり製造方法にて特定せざるを得ない場合がある。
前記粘着性積層体が、例えば、塗膜(x-1’)と、塗膜(y’)と、塗膜(x-2’)とをこの順で直接積層した後、塗膜(x-1’)、塗膜(y’)及び塗膜(x-2’)を同時に乾燥して形成された積層体(P1)である場合における、基材層(Y)と粘着剤層(X1)との関係性、並びに基材層(Y)と粘着剤層(X2)との関係性についても同様である。
前記粘着性積層体の厚さ(粘着性積層体の総厚)としては、好ましくは2~100μm、より好ましくは4~80μm、更に好ましくは5~50μm、より更に好ましくは10~40μm、より更に好ましくは15~35μm、より更に好ましくは15~30μmである。
粘着剤層(X)の厚さ(Xt)は、好ましくは0.5~50.0μm、より好ましくは1.0~30.0μm、更に好ましくは2.0~20.0μm、より更に好ましくは3.0~15.0μm、より更に好ましくは4.0~12.0μmである。
基材層(Y)の厚さ(Yt)は、好ましくは0.5~50.0μm、より好ましくは1.0~30.0μm、更に好ましくは2.0~20.0μm、より更に好ましくは2.5~15.0μm、より更に好ましくは3.0~12.0μmである。
本明細書において、粘着性積層体の合計厚さ(総厚)はJIS K6783-1994、Z1702-1994、Z1709-1995に準拠した定圧厚さ測定器を用いて測定された値であって、具体的には実施例に記載の方法に基づいて測定することができる。
また、粘着性積層体を構成する各層の厚さは、前述の粘着剤層積層体の総厚と同じ方法で測定してもよく、また、例えば、実施例に記載の方法により測定することができ、粘着性積層体を厚さ方向に切断した断面を走査型電子顕微鏡で観察して、各層の厚さの比をそれぞれ測定し、前述の方法で測定した粘着性積層体の総厚から算出してもよい。
また、粘着性積層体を構成する各層の厚さは、前述の粘着剤層積層体の総厚と同じ方法で測定してもよく、また、例えば、実施例に記載の方法により測定することができ、粘着性積層体を厚さ方向に切断した断面を走査型電子顕微鏡で観察して、各層の厚さの比をそれぞれ測定し、前述の方法で測定した粘着性積層体の総厚から算出してもよい。
前記剥離検知ラベルにおいて、基材層(Y)の厚さ(Yt)に対する粘着剤層(X)の厚さ(Xt)の比〔(Xt)/(Yt)〕は、好ましくは1/3~3/1、より好ましくは2/5~5/2、更に好ましくは1/2~2/1である。
なお、前記厚さ(Xt)及び厚さの比〔(Xt)/(Yt)〕は、積層体(P1)のように粘着剤層(X1)及び粘着剤層(X2)の複数の粘着剤層(X)を有する場合でも、粘着剤層(X)の厚さ(Xt)は、粘着剤層(X1)の厚さ(X1t)、粘着剤層(X2)の厚さ(X2t)のそれぞれと同義である。すなわち、厚さ(X1t)、厚さ(X2t)、厚さの比〔(X1t)/(Yt)〕、厚さの比〔(X2t)/(Yt)〕のそれぞれの好適範囲は、前記厚さ(Xt)及び厚さの比〔(Xt)/(Yt)〕のそれぞれと同じである。
また、前記剥離検知ラベルが、前述した粘着剤層(Xn)(nは3以上の整数)、中間層(M)を有する場合、これらの層の厚さは、それぞれ独立に、本発明の効果が発現する限り、特に限定されない。
なお、前記厚さ(Xt)及び厚さの比〔(Xt)/(Yt)〕は、積層体(P1)のように粘着剤層(X1)及び粘着剤層(X2)の複数の粘着剤層(X)を有する場合でも、粘着剤層(X)の厚さ(Xt)は、粘着剤層(X1)の厚さ(X1t)、粘着剤層(X2)の厚さ(X2t)のそれぞれと同義である。すなわち、厚さ(X1t)、厚さ(X2t)、厚さの比〔(X1t)/(Yt)〕、厚さの比〔(X2t)/(Yt)〕のそれぞれの好適範囲は、前記厚さ(Xt)及び厚さの比〔(Xt)/(Yt)〕のそれぞれと同じである。
また、前記剥離検知ラベルが、前述した粘着剤層(Xn)(nは3以上の整数)、中間層(M)を有する場合、これらの層の厚さは、それぞれ独立に、本発明の効果が発現する限り、特に限定されない。
なお、前記粘着性積層体が、前述のとおり、前記粘着性積層体を形成する際に、塗膜(x’)及び塗膜(y’)を同時に乾燥することで、揮発成分を除去し、粘着剤層(X)及び基材層(Y)を有する粘着性積層体を形成したものである場合、塗膜の乾燥過程で粘着剤層(X)と基材層(Y)との塗膜間で混層が生じ、粘着剤層(X)と基材層(Y)との界面が、消失する程に不明瞭となる場合がある。
各塗膜間及び形成された層の間に混層が生じている場合、例えば、前述したように、粘着性積層体を厚さ方向に切断した断面を走査型電子顕微鏡で観察して、各層の厚さの比をそれぞれ測定する場合であって、粘着剤層(X)と基材層(Y)との間に混層が生じている場合であれば、当該混層の厚さ方向の中間点を通りかつ粘着剤層(X)の基材層(Y)とは反対側の表面と平行な面に界面が存在するものと仮定して、各層の厚さ比を測定してもよい。前記粘着性積層体が粘着性積層体(P1)である場合も同様である。
各塗膜間及び形成された層の間に混層が生じている場合、例えば、前述したように、粘着性積層体を厚さ方向に切断した断面を走査型電子顕微鏡で観察して、各層の厚さの比をそれぞれ測定する場合であって、粘着剤層(X)と基材層(Y)との間に混層が生じている場合であれば、当該混層の厚さ方向の中間点を通りかつ粘着剤層(X)の基材層(Y)とは反対側の表面と平行な面に界面が存在するものと仮定して、各層の厚さ比を測定してもよい。前記粘着性積層体が粘着性積層体(P1)である場合も同様である。
<剥離材>
前述のとおり、本発明の一態様である剥離検知ラベルとしては、取扱性の観点から、例えば、図1に示すような態様であれば粘着剤層(X)3の貼付面3a上に、更に剥離材を有する構成であってもよい。また、例えば、図2に示すような態様であれば、粘着性積層体(P1)12の貼付面12a上に、更に剥離材を有する構成であってもよい。また、図1又は図2の態様のいずれの場合でも、更に、支持体1の粘着剤層(X)とは反対側の表面に、更に剥離材を設けた、2枚の剥離材で挟持された態様であってもよい。2枚の剥離材を用いる場合、各剥離材は、互いに同一でも異なっていてもよい。
剥離材としては、両面剥離処理をされた剥離シートや、片面剥離処理された剥離シート等が用いられ、剥離材用の基材上に剥離剤を塗布したもの等が挙げられる。
前述のとおり、本発明の一態様である剥離検知ラベルとしては、取扱性の観点から、例えば、図1に示すような態様であれば粘着剤層(X)3の貼付面3a上に、更に剥離材を有する構成であってもよい。また、例えば、図2に示すような態様であれば、粘着性積層体(P1)12の貼付面12a上に、更に剥離材を有する構成であってもよい。また、図1又は図2の態様のいずれの場合でも、更に、支持体1の粘着剤層(X)とは反対側の表面に、更に剥離材を設けた、2枚の剥離材で挟持された態様であってもよい。2枚の剥離材を用いる場合、各剥離材は、互いに同一でも異なっていてもよい。
剥離材としては、両面剥離処理をされた剥離シートや、片面剥離処理された剥離シート等が用いられ、剥離材用の基材上に剥離剤を塗布したもの等が挙げられる。
剥離材用の基材としては、例えば、上質紙、グラシン紙、クラフト紙等の紙類;ポリエチレンテレフタレート樹脂、ポリブチレンテレフタレート樹脂、ポリエチレンナフタレート樹脂等のポリエステル樹脂フィルム、ポリプロピレン樹脂、ポリエチレン樹脂等のオレフィン樹脂フィルム等のプラスチックフィルム;等が挙げられる。
剥離剤としては、例えば、シリコーン系樹脂、オレフィン系樹脂、イソプレン系樹脂、ブタジエン系樹脂等のゴム系エラストマー、長鎖アルキル系樹脂、アルキド系樹脂、フッ素系樹脂等が挙げられる。
なお、粘着剤層(X)の前記表面上、例えば、図1に示すような態様であれば粘着剤層(X)3の貼付面3a上、又は、図2に示すような態様であれば、粘着性積層体(P1)12の貼付面12a上に剥離材を用いる場合、前記剥離検知ラベルから当該剥離材を剥離する際に、パターン層が発現しない剥離力を有する剥離材、例えば、前記支持体と前記パターン層との間で界面剥離が生じることがないように剥離力を調整されたものであることが好ましい。
なお、当該剥離材を剥離時に前記界面剥離を効果的に防止する方法として、前述したように支持体表面を梨地処理する方法も挙げられる。当該剥離材の剥離力を調整するという手段と前記梨地処理の方法とは、それぞれを単独で用いてもよく、併用してもよいが、併用することがより好ましい。
なお、当該剥離材を剥離時に前記界面剥離を効果的に防止する方法として、前述したように支持体表面を梨地処理する方法も挙げられる。当該剥離材の剥離力を調整するという手段と前記梨地処理の方法とは、それぞれを単独で用いてもよく、併用してもよいが、併用することがより好ましい。
剥離材の厚さは、特に限定されないが、好ましくは10~200μm、より好ましくは25~170μm、更に好ましくは30~125μm、更に好ましくは50~100μmである。
[剥離検知ラベルの製造方法]
前記剥離検知ラベルの製造方法としては、例えば、前記支持体の一方の面上に、前述した方法でパターン層を設けたパターン層付き支持体を得たのち、更に、当該パターン層を設けた側の支持体上に、前記粘着性積層体を形成することによって製造することができる。
前記粘着性積層体を形成方法としては、次に、示す各方法が挙げられる。なお、以下の説明では、図1及び図2に記載の前記剥離検知ラベルの構成の一例を製造する場合を例にとって説明する。
前記剥離検知ラベルの製造方法としては、例えば、前記支持体の一方の面上に、前述した方法でパターン層を設けたパターン層付き支持体を得たのち、更に、当該パターン層を設けた側の支持体上に、前記粘着性積層体を形成することによって製造することができる。
前記粘着性積層体を形成方法としては、次に、示す各方法が挙げられる。なお、以下の説明では、図1及び図2に記載の前記剥離検知ラベルの構成の一例を製造する場合を例にとって説明する。
図1に示す剥離検知ラベル101を製造する場合、前述のとおり、予めパターン層2が形成された支持体1(以下、「パターン層付き支持体」ともいう。)を準備する。
そして、パターン層付き支持体のパターン層2が形成された面に対して、当該パターン層2を被覆するように、基材層(Y)4を形成する。例えば、基材層(Y)4を形成する原料を加熱溶融して、前記パターン層付き支持体のパターン層2が形成された面上に押出ラミネートしてもよく、基材層(Y)4を形成する非粘着性樹脂を含む組成物からなる塗膜を前記パターン層付き支持体のパターン層2が形成された面上に後から塗布して乾燥して形成してもよい。
そして、パターン層付き支持体のパターン層2が形成された面に対して、当該パターン層2を被覆するように、基材層(Y)4を形成する。例えば、基材層(Y)4を形成する原料を加熱溶融して、前記パターン層付き支持体のパターン層2が形成された面上に押出ラミネートしてもよく、基材層(Y)4を形成する非粘着性樹脂を含む組成物からなる塗膜を前記パターン層付き支持体のパターン層2が形成された面上に後から塗布して乾燥して形成してもよい。
続けて、形成された基材層(Y)4のパターン層付き支持体とは反対側の面上に、粘着剤層(X)3を形成する。なお、粘着剤層(X)3を形成する場合、例えば、粘着剤層(X)3を形成する原料を加熱溶融して基材層(Y)4上に押出ラミネートしてもよく、粘着性樹脂を含む組成物(x)からなる塗膜(x’)を基材層(Y)4上に後から塗布して乾燥して形成してもよい。また、例えば、粘着剤層(X)3は、予め押出成形又は塗膜(x’)を乾燥させて作成したものを、基材層(Y)4上に直接貼付してもよい。
前述のとおり、粘着剤層(X)3と基材層(Y)4との積層体を形成する場合、前記パターン層付き支持体のパターン層2が形成された面上に、塗膜(y’)と、塗膜(x’)とをこの順で直接積層した後、塗膜(y’)及び塗膜(x’)を同時に乾燥することで、揮発成分を除去して、粘着性積層体を形成することが好ましい。そして、前記パターン層付き支持体のパターン層2が形成された面上に、組成物(y)及び組成物(x)を同時に塗布して、塗膜(y’)と、塗膜(x’)とをこの順で直接積層した後、塗膜(y’)及び塗膜(x’)を同時に乾燥することで、揮発成分を除去して、形成することがより好ましい。
前述のとおり、粘着剤層(X)3と基材層(Y)4との積層体を形成する場合、前記パターン層付き支持体のパターン層2が形成された面上に、塗膜(y’)と、塗膜(x’)とをこの順で直接積層した後、塗膜(y’)及び塗膜(x’)を同時に乾燥することで、揮発成分を除去して、粘着性積層体を形成することが好ましい。そして、前記パターン層付き支持体のパターン層2が形成された面上に、組成物(y)及び組成物(x)を同時に塗布して、塗膜(y’)と、塗膜(x’)とをこの順で直接積層した後、塗膜(y’)及び塗膜(x’)を同時に乾燥することで、揮発成分を除去して、形成することがより好ましい。
また、図2に示す剥離検知ラベル102の場合も、同様に、前述のとおり、予めパターン層2が形成された支持体1を準備する。
そして、パターン層付き支持体のパターン層2が形成された面に対して、当該パターン層2を被覆するように、粘着剤層(X1)31を形成する。なお、粘着剤層(X1)31は、粘着性樹脂を含む組成物(x1)から形成される層であり、例えば、当該組成物を加熱溶融して、前記パターン層付き支持体のパターン層2が形成された面上に押出ラミネートしてもよく、粘着性樹脂を含む組成物(x1)からなる塗膜(x1’)を前記パターン層付き支持体のパターン層2が形成された面上に後から塗布して乾燥して形成してもよい。
そして、パターン層付き支持体のパターン層2が形成された面に対して、当該パターン層2を被覆するように、粘着剤層(X1)31を形成する。なお、粘着剤層(X1)31は、粘着性樹脂を含む組成物(x1)から形成される層であり、例えば、当該組成物を加熱溶融して、前記パターン層付き支持体のパターン層2が形成された面上に押出ラミネートしてもよく、粘着性樹脂を含む組成物(x1)からなる塗膜(x1’)を前記パターン層付き支持体のパターン層2が形成された面上に後から塗布して乾燥して形成してもよい。
続けて、形成された粘着剤層(X1)31のパターン層付き支持体とは反対側の面上に、基材層(Y)4を形成する。なお、基材層(Y)4を形成する場合、例えば、基材層(Y)4を形成する原料を加熱溶融して粘着剤層(X1)31上に押出ラミネートしてもよく、組成物(y)からなる塗膜(y’)を粘着剤層(X1)31上に後から塗布して乾燥して形成してもよい。また、例えば、基材層(Y)4として、予め押出成形又は塗膜(y’)を乾燥させて作成したものを、粘着剤層(X1)31上に直接貼付してもよい。
なお、前述のとおり、粘着剤層(X1)31と基材層(Y)4との積層体を形成する場合、前記パターン層付き支持体のパターン層2が形成された面上に、塗膜(x-1’)と、塗膜(y’)とをこの順で直接積層した後、塗膜(x-1’)及び塗膜(y’)を同時に乾燥することで、揮発成分を除去して、積層体を形成することが好ましい。そして、前記パターン層付き支持体のパターン層2が形成された面上に、組成物(x-1)及び組成物(y)を同時に塗布して、塗膜(x-1’)と、塗膜(y’)とをこの順で直接積層した後、塗膜(x-1’)及び塗膜(y’)を同時に乾燥することで、揮発成分を除去して、積層体を形成することがより好ましい。
なお、前述のとおり、粘着剤層(X1)31と基材層(Y)4との積層体を形成する場合、前記パターン層付き支持体のパターン層2が形成された面上に、塗膜(x-1’)と、塗膜(y’)とをこの順で直接積層した後、塗膜(x-1’)及び塗膜(y’)を同時に乾燥することで、揮発成分を除去して、積層体を形成することが好ましい。そして、前記パターン層付き支持体のパターン層2が形成された面上に、組成物(x-1)及び組成物(y)を同時に塗布して、塗膜(x-1’)と、塗膜(y’)とをこの順で直接積層した後、塗膜(x-1’)及び塗膜(y’)を同時に乾燥することで、揮発成分を除去して、積層体を形成することがより好ましい。
続けて、形成された基材層(Y)4の粘着剤層(X1)31とは反対側の面上に、粘着剤層(X2)32を形成する。なお、粘着剤層(X2)32を形成する場合、例えば、粘着性樹脂を含む組成物(x2)を加熱溶融して基材層(Y)4上に押出ラミネートしてもよく、組成物(x2)からなる塗膜(x2’)を基材層(Y)4上に後から塗布して乾燥して形成してもよい。また、例えば、粘着剤層(X2)として、予め押出成形又は塗膜(x2’)を乾燥させて作成したものを、基材層(Y)4上に直接貼付してもよい。
また、形成された粘着剤層(X1)31のパターン層付き支持体とは反対側の面上に、基材層(Y)4を形成するその他の方法として、予め押出成形又は塗膜(y’)を乾燥させて作成した基材層(Y)4のいずれか一方の面上に前述の方法で粘着剤層(X2)32を形成した積層体を予め準備し、当該積層体の基材層(Y)4の露出面を粘着剤層(X1)31上に直接貼付してもよい。
また、形成された粘着剤層(X1)31のパターン層付き支持体とは反対側の面上に、基材層(Y)4を形成するその他の方法として、予め別に用意した剥離材上に前述の方法で粘着剤層(X2)32を形成し、当該粘着剤層(X2)32の剥離材とは反対側の面上に、前述の方法と同様の方法で基材層(Y)4を形成した積層体を予め準備し、当該積層体の基材層(Y)4の露出面を粘着剤層(X1)31の露出面上に直接貼付してもよい。
前述のとおり、粘着剤層(X2)32と基材層(Y)4との積層体を形成する場合、塗膜(x-2’)と、塗膜(y’)とをこの順で直接積層した後、塗膜(x-2’)及び塗膜(y’)を同時に乾燥することで、揮発成分を除去して、積層体を形成することが好ましい。そして、組成物(x-2)及び組成物(y)を同時に塗布して、塗膜(x-2’)と、塗膜(y’)とをこの順で直接積層した後、塗膜(x-2’)及び塗膜(y’)を同時に乾燥することで、揮発成分を除去して、形成することがより好ましい。
前述のとおり、粘着剤層(X2)32と基材層(Y)4との積層体を形成する場合、塗膜(x-2’)と、塗膜(y’)とをこの順で直接積層した後、塗膜(x-2’)及び塗膜(y’)を同時に乾燥することで、揮発成分を除去して、積層体を形成することが好ましい。そして、組成物(x-2)及び組成物(y)を同時に塗布して、塗膜(x-2’)と、塗膜(y’)とをこの順で直接積層した後、塗膜(x-2’)及び塗膜(y’)を同時に乾燥することで、揮発成分を除去して、形成することがより好ましい。
なお、前述のとおり、粘着剤層(X1)31と、基材層(Y)4と、粘着剤層(X2)32とから形成される積層体(P1)を形成する場合、前記パターン層付き支持体のパターン層2が形成された面上に、塗膜(x-1’)と、塗膜(y’)と、塗膜(x-2’)とをこの順で直接積層した後、塗膜(x-1’)、塗膜(y’)及び塗膜(x-2’)を同時に乾燥することで、揮発成分を除去して、積層体を形成することが更に好ましい。そして、前記パターン層付き支持体のパターン層2が形成された面上に、組成物(x-1)と組成物(y)と組成物(x-2)とを同時に塗布して、塗膜(x-1’)と、塗膜(y’)と、塗膜(x-2’)とをこの順で直接積層した後、塗膜(x-1’)、塗膜(y’)及び塗膜(x-2’)を同時に乾燥することで、揮発成分を除去して、積層体(P1)を形成することがより更に好ましい。
なお、前記粘着性積層体(P1)を形成する際、前記パターン層を完全に被覆するように粘着剤層(X1)を形成することが好ましい。
前述した各塗膜を逐次形成する際には、各組成物の塗布に用いるコーターとしては、例えば、スピンコーター、スプレーコーター、バーコーター、ナイフコーター、ロールコーター、ナイフロールコーター、ブレードコーター、グラビアコーター、カーテンコーター、ダイコーター等が挙げられる。
また、各組成物を同時に塗布する際に用いるコーターとしては、多層コーターが挙げられ、具体的には、多層カーテンコーター、多層ダイコーター等が挙げられる。これらの中でも、操作性の観点から、多層ダイコーターが好ましい。
なお、各塗膜を形成し易くし、生産性を向上させる観点から、各組成物が、それぞれ独立に、更に希釈溶媒を含有することが好ましい。
希釈溶媒としては、剥離検知ラベルの欄で説明した前述の希釈溶媒が使用できる。
また、各組成物に希釈溶媒を配合して得られる溶液の有効成分濃度は、剥離検知ラベルの欄で前述したとおりである。
希釈溶媒としては、剥離検知ラベルの欄で説明した前述の希釈溶媒が使用できる。
また、各組成物に希釈溶媒を配合して得られる溶液の有効成分濃度は、剥離検知ラベルの欄で前述したとおりである。
なお、前述した製造工程中、複数の塗膜を逐次塗工した後、それらを同時に乾燥処理する場合、同時乾燥処理前に、1層以上の塗膜を形成した後に、当該塗膜の硬化反応が進行しない程度のプレ乾燥処理を施してもよい。
例えば、塗膜(x-1’)及び塗膜(y’)の各塗膜の形成ごとに、その都度プレ乾燥処理を行ってもよく、塗膜(x-1’)及び塗膜(y’)の2層の塗膜を形成後に、当該2層を同時にプレ乾燥処理してもよい。プレ乾燥を行う場合、粘着剤層(X1)と基材層(Y)との界面密着性をより良好とする観点からは、塗膜(x-1’)及び塗膜(y’)の2層の塗膜を形成後に、当該2層を同時にプレ乾燥処理する方が好ましい。
プレ乾燥処理を行う際の乾燥温度としては、通常は、形成した塗膜の硬化が進行しない程度の温度範囲で適宜設定されるが、好ましくは同時乾燥処理を行う際の乾燥温度未満である。具体的な乾燥温度として、例えば、好ましくは10~45℃、より好ましくは10~34℃、更に好ましくは15~30℃である。
例えば、塗膜(x-1’)及び塗膜(y’)の各塗膜の形成ごとに、その都度プレ乾燥処理を行ってもよく、塗膜(x-1’)及び塗膜(y’)の2層の塗膜を形成後に、当該2層を同時にプレ乾燥処理してもよい。プレ乾燥を行う場合、粘着剤層(X1)と基材層(Y)との界面密着性をより良好とする観点からは、塗膜(x-1’)及び塗膜(y’)の2層の塗膜を形成後に、当該2層を同時にプレ乾燥処理する方が好ましい。
プレ乾燥処理を行う際の乾燥温度としては、通常は、形成した塗膜の硬化が進行しない程度の温度範囲で適宜設定されるが、好ましくは同時乾燥処理を行う際の乾燥温度未満である。具体的な乾燥温度として、例えば、好ましくは10~45℃、より好ましくは10~34℃、更に好ましくは15~30℃である。
また、前記複数の塗膜を同時乾燥する際の乾燥温度としては、例えば、好ましくは60~150℃、より好ましくは70~145℃、更に好ましくは80~140℃、より更に好ましくは90~135℃である。
[剥離検知ラベルの使用]
前記剥離検知ラベルを使用する場合、前述のとおり、被着体に糊残りを生じないため、剥離が必要な時に剥離検知ラベルを剥離した際、被着体に糊残りが生じることが望ましくない用途であって、かつ、剥離検知が必要とされる用途に好適に用いることができる。
例えば、自動車部品、電気・電子部品、精密機械部品等の表示内容の改ざん防止用;物品の託送又は梱包における不当な物品の梱包や開封防止用;医薬品、化粧品、食料品等の内容物のバージン性を保証するための封印用ラベル;各種乗用車、航空機、電車、船舶等の乗り物が備える各種開閉口の不当な開閉の防止用(例えば、運搬物搬入口や燃料タンク等への不当な異物混入防止用);パスポート等の各種証明書や製品証明等の識別若しくは証明用ラベルの剥離有無又は改ざん有無の防止用;各種乗用車、航空機、電車、船舶等の乗り物への不当な侵入の防止や各種建造物への不当な侵入の防止といったセキュリティー対策用;等の用途が想定される。
これらの用途における対象物(被着体)に対して、前記剥離検知ラベルを貼付して使用することができ、当該被着体から剥離する際に、前述のとおり、前記支持体と前記パターン層との間で界面剥離が生じることにより、視覚的に前記剥離検知ラベルの被着体からの剥離有無が検知可能となる。
前記剥離検知ラベルを使用する場合、前述のとおり、被着体に糊残りを生じないため、剥離が必要な時に剥離検知ラベルを剥離した際、被着体に糊残りが生じることが望ましくない用途であって、かつ、剥離検知が必要とされる用途に好適に用いることができる。
例えば、自動車部品、電気・電子部品、精密機械部品等の表示内容の改ざん防止用;物品の託送又は梱包における不当な物品の梱包や開封防止用;医薬品、化粧品、食料品等の内容物のバージン性を保証するための封印用ラベル;各種乗用車、航空機、電車、船舶等の乗り物が備える各種開閉口の不当な開閉の防止用(例えば、運搬物搬入口や燃料タンク等への不当な異物混入防止用);パスポート等の各種証明書や製品証明等の識別若しくは証明用ラベルの剥離有無又は改ざん有無の防止用;各種乗用車、航空機、電車、船舶等の乗り物への不当な侵入の防止や各種建造物への不当な侵入の防止といったセキュリティー対策用;等の用途が想定される。
これらの用途における対象物(被着体)に対して、前記剥離検知ラベルを貼付して使用することができ、当該被着体から剥離する際に、前述のとおり、前記支持体と前記パターン層との間で界面剥離が生じることにより、視覚的に前記剥離検知ラベルの被着体からの剥離有無が検知可能となる。
本発明について、以下の実施例により具体的に説明するが、本発明は以下の実施例に限定されるものではない。なお、以下の製造例及び実施例における物性値は、以下の方法により測定した値である。
<質量平均分子量(Mw)>
ゲル浸透クロマトグラフ装置(東ソー株式会社製、製品名「HLC-8020」)を用いて、下記の条件下で測定し、標準ポリスチレン換算にて測定した値を用いた。
(測定条件)
・カラム:「TSK guard column HXL-L」「TSK gel G2500HXL」「TSK gel G2000HXL」「TSK gel G1000HXL」(いずれも東ソー株式会社製)を順次連結したもの
・カラム温度:40℃
・展開溶媒:テトラヒドロフラン
・流速:1.0mL/分
ゲル浸透クロマトグラフ装置(東ソー株式会社製、製品名「HLC-8020」)を用いて、下記の条件下で測定し、標準ポリスチレン換算にて測定した値を用いた。
(測定条件)
・カラム:「TSK guard column HXL-L」「TSK gel G2500HXL」「TSK gel G2000HXL」「TSK gel G1000HXL」(いずれも東ソー株式会社製)を順次連結したもの
・カラム温度:40℃
・展開溶媒:テトラヒドロフラン
・流速:1.0mL/分
<ガラス転移点の測定>
JIS K 7121に準拠し、示差走査熱量計(ティー・エイ・インスツルメント・ジャパン株式会社製、製品名「DSC Q2000」)を用いて、昇温速度20℃/分にて測定した。
JIS K 7121に準拠し、示差走査熱量計(ティー・エイ・インスツルメント・ジャパン株式会社製、製品名「DSC Q2000」)を用いて、昇温速度20℃/分にて測定した。
<支持体、パターン層、粘着性積層体、及び剥離検知ラベルの厚さ>
株式会社テクロック製の定圧厚さ測定器(型番:「PG-02J」、標準規格:JIS K6783-1994、Z1702-1994、Z1709-1995に準拠)を用いて測定した。
なお、パターン層の厚さは、測定対象の剥離検知ラベルを作成する途中、支持体上にパターン層を形成したパターン層付き支持体の状態で、支持体とパターン層とを積層した箇所の総厚を測定した上で、予め測定した支持体の厚みを差し引いた値を「パターン層の厚さ」とした。
粘着性積層体の厚さは、測定対象の剥離検知ラベルの総厚を測定した上で、予め測定した支持体(ただし、パターン層を積層していない箇所)の厚みを差し引いた値を「粘着性積層体の厚さ」とした。
剥離検知ラベルの総厚は、粘着剤層(X2)上の剥離材を除去した値として測定した。
株式会社テクロック製の定圧厚さ測定器(型番:「PG-02J」、標準規格:JIS K6783-1994、Z1702-1994、Z1709-1995に準拠)を用いて測定した。
なお、パターン層の厚さは、測定対象の剥離検知ラベルを作成する途中、支持体上にパターン層を形成したパターン層付き支持体の状態で、支持体とパターン層とを積層した箇所の総厚を測定した上で、予め測定した支持体の厚みを差し引いた値を「パターン層の厚さ」とした。
粘着性積層体の厚さは、測定対象の剥離検知ラベルの総厚を測定した上で、予め測定した支持体(ただし、パターン層を積層していない箇所)の厚みを差し引いた値を「粘着性積層体の厚さ」とした。
剥離検知ラベルの総厚は、粘着剤層(X2)上の剥離材を除去した値として測定した。
<粘着性積層体中の各層の厚さ>
実施例及び比較例で作製した剥離検知ラベルの粘着剤層(X2)の貼付面に、ポリエチレンテレフタレート(PET)フィルム(三菱ケミカル株式会社製、商品名「ダイアホイル(登録商標) T-100」、厚さ50μm)を貼合して測定サンプルとした。
該測定サンプルの粘着剤層(X2)の表面に対して垂直方向に切断した厚さ方向における断面を、走査型電子顕微鏡(株式会社日立製作所製、製品名「S-4700」)を用いて観察し、粘着剤層(X1)、基材層(Y)及び粘着剤層(X2)の厚さの合計に対する、粘着剤層(X1)、基材層(Y)及び粘着剤層(X2)のそれぞれの厚さの比(厚さ比)を測定した。
そして、各層の厚さ比に基づき、前述の方法により測定した「粘着性積層体の厚さ」の実測値から、各層の厚さを算出した。表1には各層の厚さ比率を示す。
実施例及び比較例で作製した剥離検知ラベルの粘着剤層(X2)の貼付面に、ポリエチレンテレフタレート(PET)フィルム(三菱ケミカル株式会社製、商品名「ダイアホイル(登録商標) T-100」、厚さ50μm)を貼合して測定サンプルとした。
該測定サンプルの粘着剤層(X2)の表面に対して垂直方向に切断した厚さ方向における断面を、走査型電子顕微鏡(株式会社日立製作所製、製品名「S-4700」)を用いて観察し、粘着剤層(X1)、基材層(Y)及び粘着剤層(X2)の厚さの合計に対する、粘着剤層(X1)、基材層(Y)及び粘着剤層(X2)のそれぞれの厚さの比(厚さ比)を測定した。
そして、各層の厚さ比に基づき、前述の方法により測定した「粘着性積層体の厚さ」の実測値から、各層の厚さを算出した。表1には各層の厚さ比率を示す。
<基材層(Y)、粘着剤層(X1)及び粘着剤層(X2)の弾性率>
基材層(Y)、粘着剤層(X1)及び粘着剤層(X2)の弾性率は、次の方法を用いて測定した。
測定対象となる層を形成する組成物と同一の組成物から形成した直径8mm×厚さ3mmの試験サンプルを作成した。粘弾性測定装置(Anton Paar社製、装置名「MCR300」)を用いて、試験開始温度:-20℃、試験終了温度:150℃、昇温速度:3℃/分、周波数:1Hzの条件で、ねじりせん断法によって、23℃における、試験サンプルの貯蔵せん断弾性率G’を測定した。
なお、貯蔵せん断弾性率G’の値から貯蔵弾性率E’の値の算出は、近似式「E’=3G’」から算出した。
また、数値が100MPaを超えるような、上記の粘弾性測定装置では測定できない測定サンプルに関しては、動的粘弾性自動測定機(株式会社オリエンテック製、製品名「レオバイブロン(登録商標)DDV-01FD」)を用いて、別途、測定対象となる層を形成する組成物と同一の組成物から形成し、MD方向30mm×TD方向5mm×厚さ200μmの大きさに裁断した試験サンプルに対して、試験開始温度:-50℃、試験終了温度:200℃、昇温速度:3℃/分、振幅:5μm、周波数:1Hzの条件で、引張法によって、23℃における、試験サンプルの貯蔵弾性率E’を測定した。
なお、実施例6では、後述する基材層用フィルム(1)をMD方向30mm×TD方向5mmの大きさに裁断したものを、そのまま試験サンプルとして用いた。また、比較例1では、実質的に基材層(Y)が存在しない。また、比較例2では、基材層(Y)に変えて、粘着剤層(X)を粘着性積層体の中間層として用いている。これらの比較例1及び2については、基材層(Y)に代えて粘着剤層(X)単層の弾性率を測定した。
また、MD方向のMDとは、Machine Directionの略記であり、MD方向は剥離検知ラベル成型時の長尺方向を意味する。また、TD方向のTDとは、Transverse Directionの略記で、TD方向は剥離検知ラベル成型時の幅方向を意味する。ここで、実施例1~5で用いる基材層(Y)における「MD方向」は、塗膜を形成する際に組成物を塗布した方向を指す。
基材層(Y)、粘着剤層(X1)及び粘着剤層(X2)の弾性率は、次の方法を用いて測定した。
測定対象となる層を形成する組成物と同一の組成物から形成した直径8mm×厚さ3mmの試験サンプルを作成した。粘弾性測定装置(Anton Paar社製、装置名「MCR300」)を用いて、試験開始温度:-20℃、試験終了温度:150℃、昇温速度:3℃/分、周波数:1Hzの条件で、ねじりせん断法によって、23℃における、試験サンプルの貯蔵せん断弾性率G’を測定した。
なお、貯蔵せん断弾性率G’の値から貯蔵弾性率E’の値の算出は、近似式「E’=3G’」から算出した。
また、数値が100MPaを超えるような、上記の粘弾性測定装置では測定できない測定サンプルに関しては、動的粘弾性自動測定機(株式会社オリエンテック製、製品名「レオバイブロン(登録商標)DDV-01FD」)を用いて、別途、測定対象となる層を形成する組成物と同一の組成物から形成し、MD方向30mm×TD方向5mm×厚さ200μmの大きさに裁断した試験サンプルに対して、試験開始温度:-50℃、試験終了温度:200℃、昇温速度:3℃/分、振幅:5μm、周波数:1Hzの条件で、引張法によって、23℃における、試験サンプルの貯蔵弾性率E’を測定した。
なお、実施例6では、後述する基材層用フィルム(1)をMD方向30mm×TD方向5mmの大きさに裁断したものを、そのまま試験サンプルとして用いた。また、比較例1では、実質的に基材層(Y)が存在しない。また、比較例2では、基材層(Y)に変えて、粘着剤層(X)を粘着性積層体の中間層として用いている。これらの比較例1及び2については、基材層(Y)に代えて粘着剤層(X)単層の弾性率を測定した。
また、MD方向のMDとは、Machine Directionの略記であり、MD方向は剥離検知ラベル成型時の長尺方向を意味する。また、TD方向のTDとは、Transverse Directionの略記で、TD方向は剥離検知ラベル成型時の幅方向を意味する。ここで、実施例1~5で用いる基材層(Y)における「MD方向」は、塗膜を形成する際に組成物を塗布した方向を指す。
<粘着剤層(X1)及び粘着剤層(X2)の粘着力>
粘着剤層(X1)及び粘着剤層(X2)の粘着力は、下記方法を用いて測定した。
・手順(1):測定対象となる粘着剤層を形成する組成物と同一の組成物から形成した厚さ25μmの粘着剤層を、厚さ25μmのポリエチレンテレフタレート(PET)フィルム上に設け、縦300mm×横25mmの大きさに切断した試験片を作製した。
・手順(2):23℃、50%RH(相対湿度)の環境下で、当該試験片の粘着剤層の表出している側の表面を、ステンレス板(SUS304 360番研磨)に貼付し、同環境下で24時間静置した。
・手順(3):手順(2)の後、23℃、50%RH(相対湿度)の環境下で、JIS Z0237:2000に基づき、180°引き剥がし法により、引張速度(剥離速度)300mm/分にて、粘着剤層の粘着力を測定した。測定結果を、対象となる粘着剤層の粘着力とした。
粘着剤層(X1)及び粘着剤層(X2)の粘着力は、下記方法を用いて測定した。
・手順(1):測定対象となる粘着剤層を形成する組成物と同一の組成物から形成した厚さ25μmの粘着剤層を、厚さ25μmのポリエチレンテレフタレート(PET)フィルム上に設け、縦300mm×横25mmの大きさに切断した試験片を作製した。
・手順(2):23℃、50%RH(相対湿度)の環境下で、当該試験片の粘着剤層の表出している側の表面を、ステンレス板(SUS304 360番研磨)に貼付し、同環境下で24時間静置した。
・手順(3):手順(2)の後、23℃、50%RH(相対湿度)の環境下で、JIS Z0237:2000に基づき、180°引き剥がし法により、引張速度(剥離速度)300mm/分にて、粘着剤層の粘着力を測定した。測定結果を、対象となる粘着剤層の粘着力とした。
製造例1
(組成物(x-1)の調製)
粘着性樹脂である、アクリル系共重合体(1)(n-ブチルアクリレート(BA)/メチルメタクリレート(MMA)/酢酸ビニル(VAc)/2-ヒドロキシエチルアクリレート(2HEA)=80.0/10.0/9.0/1.0(質量比)からなる原料モノマーに由来の構成単位を有するアクリル系共重合体、質量平均分子量(Mw):100万、希釈溶媒:酢酸エチル、固形分濃度:45質量%)100質量部(固形分比)に、粘着付与剤として、水素化ロジン系樹脂(荒川化学工業株式会社製、製品名「KE-359」、軟化点:94~104℃)25質量部(固形分比)、及び、架橋剤として、イソシアネート系架橋剤(三井化学株式会社製、製品名「タケネート D-110N」)1.62質量部(固形分比)を配合して混合し、更に、トルエンで希釈して、均一に撹拌し、固形分濃度(有効成分濃度)40質量%の組成物(x-1)を調製した。
(組成物(x-1)の調製)
粘着性樹脂である、アクリル系共重合体(1)(n-ブチルアクリレート(BA)/メチルメタクリレート(MMA)/酢酸ビニル(VAc)/2-ヒドロキシエチルアクリレート(2HEA)=80.0/10.0/9.0/1.0(質量比)からなる原料モノマーに由来の構成単位を有するアクリル系共重合体、質量平均分子量(Mw):100万、希釈溶媒:酢酸エチル、固形分濃度:45質量%)100質量部(固形分比)に、粘着付与剤として、水素化ロジン系樹脂(荒川化学工業株式会社製、製品名「KE-359」、軟化点:94~104℃)25質量部(固形分比)、及び、架橋剤として、イソシアネート系架橋剤(三井化学株式会社製、製品名「タケネート D-110N」)1.62質量部(固形分比)を配合して混合し、更に、トルエンで希釈して、均一に撹拌し、固形分濃度(有効成分濃度)40質量%の組成物(x-1)を調製した。
製造例2
(組成物(x-2)の調製)
粘着性樹脂である、アクリル系共重合体(2)(n-ブチルアクリレート(BA)/2-エチルヘキシルアクリレート(2EHA)/アクリル酸(AAc)/2-ヒドロキシエチルアクリレート(2HEA)=47.0/47.0/5.5/0.5(質量比)からなる原料モノマーに由来の構成単位を有するアクリル系共重合体、質量平均分子量(Mw):55万、希釈溶媒:酢酸エチル、固形分濃度:40質量%)100質量部(固形分比)に、架橋剤として、イソシアネート系架橋剤(東ソー株式会社製、製品名「コロネートL」)2質量部(固形分比)を配合して混合し、更に、トルエンで希釈して、均一に撹拌し、固形分濃度(有効成分濃度)30質量%の組成物(x-2)を調製した。
(組成物(x-2)の調製)
粘着性樹脂である、アクリル系共重合体(2)(n-ブチルアクリレート(BA)/2-エチルヘキシルアクリレート(2EHA)/アクリル酸(AAc)/2-ヒドロキシエチルアクリレート(2HEA)=47.0/47.0/5.5/0.5(質量比)からなる原料モノマーに由来の構成単位を有するアクリル系共重合体、質量平均分子量(Mw):55万、希釈溶媒:酢酸エチル、固形分濃度:40質量%)100質量部(固形分比)に、架橋剤として、イソシアネート系架橋剤(東ソー株式会社製、製品名「コロネートL」)2質量部(固形分比)を配合して混合し、更に、トルエンで希釈して、均一に撹拌し、固形分濃度(有効成分濃度)30質量%の組成物(x-2)を調製した。
製造例3
(組成物(y-a)の調製)
(1)直鎖ウレタンプレポリマー(UY)の合成
窒素雰囲気下の反応容器内に、質量平均分子量(Mw)1,000のポリカーボネートジオール100質量部(固形分比)に対して、イソホロンジイソシアネートを、ポリカーボネートジオールの水酸基とイソホロンジイソシアネートのイソシアネート基との当量比が1/1となるように配合し、更にトルエン160質量部を加え、窒素雰囲気下にて、混合物を撹拌しながら、イソシアネート基濃度が理論量に到達するまで、80℃で6時間以上反応させた。
次いで、2-ヒドロキシエチルメタクリレート(2-HEMA)1.44質量部(固形分比)をトルエン30質量部に希釈した溶液を添加して、両末端のイソシアネート基が消滅するまで、更に80℃で6時間反応させ、質量平均分子量(Mw)2.9万の直鎖ウレタンプレポリマー(UY)を得た。
(2)アクリルウレタン系樹脂(II)の合成
窒素雰囲気下の反応容器内に、前記(1)で得た直鎖ウレタンプレポリマー(UY)100質量部(固形分比)、メチルメタクリレート(MMA)117質量部(固形分比)、2-ヒドロキシエチルメタクリレート(2-HEMA)5.1質量部(固形分比)、1-チオグリセロール1.1質量部(固形分比)、及びトルエン50質量部を加え、撹拌しながら、105℃まで昇温した。
そして、前記反応容器内に、更にラジカル開始剤(株式会社日本ファインケム製、製品名「ABN-E」)2.2質量部(固形分比)をトルエン210質量部で希釈した溶液を、105℃に維持したまま4時間かけて滴下した。
前記溶液の滴下終了後、105℃で6時間反応させ、質量平均分子量(Mw)10.5万のアクリルウレタン系樹脂(II)の溶液を得た。
(3)組成物(y-a)の調製
非粘着性樹脂(y1)である、前記(2)で得たアクリルウレタン系樹脂(II)の溶液100質量部(固形分比)に、架橋剤としてヘキサメチレンジイソシアネート系架橋剤(東ソー株式会社製、製品名「コロネートHL」)6.3質量部(固形分比)、及び、触媒として、ジオクチルスズビス(2-エチルヘキサノエート)1.4質量部(固形分比)を配合して混合した。更に、該混合物をトルエンにて希釈し、均一に撹拌して、固形分濃度(有効成分濃度)30質量%の組成物(y-a)を調製した。
(組成物(y-a)の調製)
(1)直鎖ウレタンプレポリマー(UY)の合成
窒素雰囲気下の反応容器内に、質量平均分子量(Mw)1,000のポリカーボネートジオール100質量部(固形分比)に対して、イソホロンジイソシアネートを、ポリカーボネートジオールの水酸基とイソホロンジイソシアネートのイソシアネート基との当量比が1/1となるように配合し、更にトルエン160質量部を加え、窒素雰囲気下にて、混合物を撹拌しながら、イソシアネート基濃度が理論量に到達するまで、80℃で6時間以上反応させた。
次いで、2-ヒドロキシエチルメタクリレート(2-HEMA)1.44質量部(固形分比)をトルエン30質量部に希釈した溶液を添加して、両末端のイソシアネート基が消滅するまで、更に80℃で6時間反応させ、質量平均分子量(Mw)2.9万の直鎖ウレタンプレポリマー(UY)を得た。
(2)アクリルウレタン系樹脂(II)の合成
窒素雰囲気下の反応容器内に、前記(1)で得た直鎖ウレタンプレポリマー(UY)100質量部(固形分比)、メチルメタクリレート(MMA)117質量部(固形分比)、2-ヒドロキシエチルメタクリレート(2-HEMA)5.1質量部(固形分比)、1-チオグリセロール1.1質量部(固形分比)、及びトルエン50質量部を加え、撹拌しながら、105℃まで昇温した。
そして、前記反応容器内に、更にラジカル開始剤(株式会社日本ファインケム製、製品名「ABN-E」)2.2質量部(固形分比)をトルエン210質量部で希釈した溶液を、105℃に維持したまま4時間かけて滴下した。
前記溶液の滴下終了後、105℃で6時間反応させ、質量平均分子量(Mw)10.5万のアクリルウレタン系樹脂(II)の溶液を得た。
(3)組成物(y-a)の調製
非粘着性樹脂(y1)である、前記(2)で得たアクリルウレタン系樹脂(II)の溶液100質量部(固形分比)に、架橋剤としてヘキサメチレンジイソシアネート系架橋剤(東ソー株式会社製、製品名「コロネートHL」)6.3質量部(固形分比)、及び、触媒として、ジオクチルスズビス(2-エチルヘキサノエート)1.4質量部(固形分比)を配合して混合した。更に、該混合物をトルエンにて希釈し、均一に撹拌して、固形分濃度(有効成分濃度)30質量%の組成物(y-a)を調製した。
製造例4
(組成物(y-b)の調製)
非粘着性樹脂(y1)である、酸変性オレフィン系樹脂の溶液(三井化学株式会社製、製品名「ユニストール H-200」、質量平均分子量(Mw):14.5万、ガラス転移点:-53℃、希釈溶媒:メチルシクロヘキサンとメチルエチルケトンの混合溶媒、固形分濃度(有効成分濃度):20質量%)を組成物(y-b)として用いた。
(組成物(y-b)の調製)
非粘着性樹脂(y1)である、酸変性オレフィン系樹脂の溶液(三井化学株式会社製、製品名「ユニストール H-200」、質量平均分子量(Mw):14.5万、ガラス転移点:-53℃、希釈溶媒:メチルシクロヘキサンとメチルエチルケトンの混合溶媒、固形分濃度(有効成分濃度):20質量%)を組成物(y-b)として用いた。
製造例5
(組成物(y-c)の調製)
非粘着性樹脂(y1)である、前記製造例3で得たアクリルウレタン系樹脂(II)の溶液100質量部(固形分比)に、架橋剤としてヘキサメチレンジイソシアネート系架橋剤(東ソー株式会社製、製品名「コロネートHL」)6.3質量部(固形分比)、触媒としてジオクチルスズビス(2-エチルヘキサノエート)1.4質量部(固形分比)、及び着色剤として銅フタロシアニンブルー(日弘ビックス株式会社製)27.9質量部(固形分比)を配合して混合し混合物を得た。更に、該混合物をトルエンにて希釈し、均一に撹拌して、固形分濃度(有効成分濃度)30質量%の組成物(y-c)を調製した。
(組成物(y-c)の調製)
非粘着性樹脂(y1)である、前記製造例3で得たアクリルウレタン系樹脂(II)の溶液100質量部(固形分比)に、架橋剤としてヘキサメチレンジイソシアネート系架橋剤(東ソー株式会社製、製品名「コロネートHL」)6.3質量部(固形分比)、触媒としてジオクチルスズビス(2-エチルヘキサノエート)1.4質量部(固形分比)、及び着色剤として銅フタロシアニンブルー(日弘ビックス株式会社製)27.9質量部(固形分比)を配合して混合し混合物を得た。更に、該混合物をトルエンにて希釈し、均一に撹拌して、固形分濃度(有効成分濃度)30質量%の組成物(y-c)を調製した。
以下の実施例及び比較例で使用した、パターン層付き支持体及び剥離剤の詳細を以下に示す。
・パターン層付き支持体(1):片面梨地処理済みポリエチレンテレフタレートフィルム(東レ株式会社製、製品名「ルミラー(登録商標)」の片方の表面を、サンドマット処理で梨地にしたもの、厚さ:38μm。)の梨地処理がされた側の表面上に、アクリル系樹脂(主モノマーがメチルメタクリレートであるアクリル系重合体)を含む樹脂溶液で「開封済み」の文字パターンをグラビア印刷し、乾燥して厚さ5μmのパターン層を形成したもの。
・パターン層付き支持体(2):片面梨地処理済みポリエチレンテレフタレートフィルム(東レ株式会社製、製品名「ルミラー(登録商標)」の片方の表面を、サンドマット処理で梨地にしたもの、厚さ:38μm。)の梨地処理がされた側の表面の全面に、アクリル系樹脂(主モノマーがメチルメタクリレートであるアクリル系重合体)を含む樹脂溶液を塗布、乾燥して支持体の表面の全部に厚さ5μmのパターン層を形成したもの。
・基材層用フィルム(1):2軸延伸ポリエステルフィルム(三菱ケミカル株式会社製、製品名「ダイアホイル(登録商標)」、ポリエチレンテレフタレートフィルム、厚さ:6μm。)。
・剥離材:リンテック株式会社製、製品名「SP-8LKアオ」、厚さ:88μm、グラシン紙をポリオレフィン被覆し、シリコーン剥離処理を施したもの。
・パターン層付き支持体(1):片面梨地処理済みポリエチレンテレフタレートフィルム(東レ株式会社製、製品名「ルミラー(登録商標)」の片方の表面を、サンドマット処理で梨地にしたもの、厚さ:38μm。)の梨地処理がされた側の表面上に、アクリル系樹脂(主モノマーがメチルメタクリレートであるアクリル系重合体)を含む樹脂溶液で「開封済み」の文字パターンをグラビア印刷し、乾燥して厚さ5μmのパターン層を形成したもの。
・パターン層付き支持体(2):片面梨地処理済みポリエチレンテレフタレートフィルム(東レ株式会社製、製品名「ルミラー(登録商標)」の片方の表面を、サンドマット処理で梨地にしたもの、厚さ:38μm。)の梨地処理がされた側の表面の全面に、アクリル系樹脂(主モノマーがメチルメタクリレートであるアクリル系重合体)を含む樹脂溶液を塗布、乾燥して支持体の表面の全部に厚さ5μmのパターン層を形成したもの。
・基材層用フィルム(1):2軸延伸ポリエステルフィルム(三菱ケミカル株式会社製、製品名「ダイアホイル(登録商標)」、ポリエチレンテレフタレートフィルム、厚さ:6μm。)。
・剥離材:リンテック株式会社製、製品名「SP-8LKアオ」、厚さ:88μm、グラシン紙をポリオレフィン被覆し、シリコーン剥離処理を施したもの。
実施例1
(1)塗膜の形成
前記パターン層付き支持体(1)のパターン層形成面上に、製造例1で調製した組成物(x-1)からなる塗膜(x-1’)を形成し、塗膜(x-1’)上に製造例3で調製した組成物(y-a)からなる塗膜(y-a’)、及び、塗膜(y-a’)上に製造例2で調製した組成物(x-2)からなる塗膜(x-2’)を多層ダイコーター(幅:250mm)を用いて同時塗布し、同時形成した。
なお、塗膜(x-1’)、塗膜(y-a’)及び塗膜(x-2’)を形成するための各組成物の塗布速度及び塗布量は、表1に記載の粘着性積層体(P1)の厚さ(総厚)及び各層(第1の粘着剤層(X1)、基材層(Y)、第2の粘着剤層(X2))の厚さ(厚さ比率)となるように調整した。
(2)乾燥処理
形成した塗膜(x-1’)、塗膜(y-a’)及び塗膜(x-2’)を、乾燥温度125℃で60秒間、同時に乾燥させ、支持体側から順に、支持体、パターン層、第1の粘着剤層(X1)、基材層(Y)及び第2の粘着剤層(X2)を直接積層した粘着性積層体(P1)を形成した。
そして、表出している粘着剤層(X2)の表面上に、予め用意した前記剥離材を積層させ、剥離検知ラベル1を得た。
(1)塗膜の形成
前記パターン層付き支持体(1)のパターン層形成面上に、製造例1で調製した組成物(x-1)からなる塗膜(x-1’)を形成し、塗膜(x-1’)上に製造例3で調製した組成物(y-a)からなる塗膜(y-a’)、及び、塗膜(y-a’)上に製造例2で調製した組成物(x-2)からなる塗膜(x-2’)を多層ダイコーター(幅:250mm)を用いて同時塗布し、同時形成した。
なお、塗膜(x-1’)、塗膜(y-a’)及び塗膜(x-2’)を形成するための各組成物の塗布速度及び塗布量は、表1に記載の粘着性積層体(P1)の厚さ(総厚)及び各層(第1の粘着剤層(X1)、基材層(Y)、第2の粘着剤層(X2))の厚さ(厚さ比率)となるように調整した。
(2)乾燥処理
形成した塗膜(x-1’)、塗膜(y-a’)及び塗膜(x-2’)を、乾燥温度125℃で60秒間、同時に乾燥させ、支持体側から順に、支持体、パターン層、第1の粘着剤層(X1)、基材層(Y)及び第2の粘着剤層(X2)を直接積層した粘着性積層体(P1)を形成した。
そして、表出している粘着剤層(X2)の表面上に、予め用意した前記剥離材を積層させ、剥離検知ラベル1を得た。
実施例2及び3
塗膜(x-1’)、塗膜(y-a’)及び塗膜(x-2’)を形成するための各組成物の塗布量を、それぞれ、表1に記載の粘着性積層体(P1)の厚さ(総厚)及び各層(第1の粘着剤層(X1)、基材層(Y)、第2の粘着剤層(X2))の厚さ(厚さ比率)となるように調整したこと以外は、実施例1と同様の方法を用いて、剥離検知ラベル2及び3を得た。
塗膜(x-1’)、塗膜(y-a’)及び塗膜(x-2’)を形成するための各組成物の塗布量を、それぞれ、表1に記載の粘着性積層体(P1)の厚さ(総厚)及び各層(第1の粘着剤層(X1)、基材層(Y)、第2の粘着剤層(X2))の厚さ(厚さ比率)となるように調整したこと以外は、実施例1と同様の方法を用いて、剥離検知ラベル2及び3を得た。
実施例4
組成物(y-a)に代えて、製造例4で調製した組成物(y-b)を用いたこと以外は、実施例1と同様の方法を用いて、剥離検知ラベル4を得た。
組成物(y-a)に代えて、製造例4で調製した組成物(y-b)を用いたこと以外は、実施例1と同様の方法を用いて、剥離検知ラベル4を得た。
実施例5
組成物(y-a)に代えて、製造例5で調製した組成物(y-c)を用いたこと以外は、実施例1と同様の方法を用いて、剥離検知ラベル5を得た。
組成物(y-a)に代えて、製造例5で調製した組成物(y-c)を用いたこと以外は、実施例1と同様の方法を用いて、剥離検知ラベル5を得た。
実施例6
前記パターン層付き支持体(1)のパターン層形成面上に、製造例1で調製した組成物(x-1)からなる塗膜(x-1’)をアプリケーターを用いて塗布し、乾燥温度110℃で120秒間、乾燥させて粘着剤層(X1)を形成した。更に、粘着剤層(X1)の露出面に、前記基材層用フィルム(1)を基材層(Y)として貼り合わせて積層した。
また、予め用意した前記剥離材上に、製造例2で調製した組成物(x-2)からなる塗膜(x-2’)をアプリケーターを用いて塗布し、乾燥温度110℃で120秒間、乾燥させて粘着剤層(X2)を形成した。
そして、前記基材層用フィルム(1)の露出面上に、当該剥離材付き粘着剤層(X2)の露出面を貼合して、剥離検知ラベル6を得た。
前記パターン層付き支持体(1)のパターン層形成面上に、製造例1で調製した組成物(x-1)からなる塗膜(x-1’)をアプリケーターを用いて塗布し、乾燥温度110℃で120秒間、乾燥させて粘着剤層(X1)を形成した。更に、粘着剤層(X1)の露出面に、前記基材層用フィルム(1)を基材層(Y)として貼り合わせて積層した。
また、予め用意した前記剥離材上に、製造例2で調製した組成物(x-2)からなる塗膜(x-2’)をアプリケーターを用いて塗布し、乾燥温度110℃で120秒間、乾燥させて粘着剤層(X2)を形成した。
そして、前記基材層用フィルム(1)の露出面上に、当該剥離材付き粘着剤層(X2)の露出面を貼合して、剥離検知ラベル6を得た。
比較例1
(1)塗膜の形成
前記パターン層付き支持体(1)の梨地処理がされた側の表面上に、アプリケーターを用いて、製造例2で調製した組成物(x-2)からなる塗膜(x-2’)を表1に記載の厚さ(総厚)となるように形成した。
(2)乾燥処理
形成した塗膜(x-2’)を、乾燥温度110℃で120秒間、乾燥させ、支持体側から順に、支持体、パターン層、組成物(x-2)から形成された粘着剤層(X)を直接積層した積層体を形成した。
そして、表出している粘着剤層(X)の表面上に、予め用意した前記剥離材を積層させ、粘着性積層体を有しない剥離検知ラベル7を得た。
(1)塗膜の形成
前記パターン層付き支持体(1)の梨地処理がされた側の表面上に、アプリケーターを用いて、製造例2で調製した組成物(x-2)からなる塗膜(x-2’)を表1に記載の厚さ(総厚)となるように形成した。
(2)乾燥処理
形成した塗膜(x-2’)を、乾燥温度110℃で120秒間、乾燥させ、支持体側から順に、支持体、パターン層、組成物(x-2)から形成された粘着剤層(X)を直接積層した積層体を形成した。
そして、表出している粘着剤層(X)の表面上に、予め用意した前記剥離材を積層させ、粘着性積層体を有しない剥離検知ラベル7を得た。
比較例2
組成物(y-a)に代えて、製造例2で調製した組成物(x-2)を用いたこと以外は、実施例1と同様の方法を用いて、基材層(Y)を有しない剥離検知ラベル8を得た。
組成物(y-a)に代えて、製造例2で調製した組成物(x-2)を用いたこと以外は、実施例1と同様の方法を用いて、基材層(Y)を有しない剥離検知ラベル8を得た。
比較例3
スチレン-イソプレン-スチレンブロック共重合体(日本ゼオン株式会社製、製品名「クインタック(登録商標)3433N」)をトルエンにて希釈し、均一に撹拌して、固形分濃度(有効成分濃度)30質量%の組成物(y-d)を調製した。組成物(y-a)に代えて、当該組成物(y-d)を用いたこと以外は、実施例1と同様の方法を用いて、剥離検知ラベル9を得た。
スチレン-イソプレン-スチレンブロック共重合体(日本ゼオン株式会社製、製品名「クインタック(登録商標)3433N」)をトルエンにて希釈し、均一に撹拌して、固形分濃度(有効成分濃度)30質量%の組成物(y-d)を調製した。組成物(y-a)に代えて、当該組成物(y-d)を用いたこと以外は、実施例1と同様の方法を用いて、剥離検知ラベル9を得た。
比較例4
パターン層付き支持体(1)に代えて、パターン層付き支持体(2)を用いたこと以外は、実施例1と同様の方法を用いて、剥離検知ラベル10を得た。
パターン層付き支持体(1)に代えて、パターン層付き支持体(2)を用いたこと以外は、実施例1と同様の方法を用いて、剥離検知ラベル10を得た。
実施例及び比較例で作製した剥離検知ラベルが有する粘着性積層体の厚さ(総厚)、並びに、当該粘着性積層体を構成する粘着剤層(X1)、基材層(Y)、及び粘着剤層(X2)の厚さを、前述の方法に準拠して測定した。当該測定結果を表1に示す。表1には総厚と各層の厚さ比率とを示す。

実施例及び比較例で作製した剥離検知ラベルについて、以下に示す方法を用いて、各種物性及び性状を測定、評価した。得られた結果を表2に示す。
<パターン発現性及び糊残りの評価>
実施例及び比較例で作製した剥離検知ラベルを、長さ(MD方向)40mm×幅(TD方向)25mmの大きさに切断し、更に、第2の粘着剤層(X2)上の剥離材を除去したものを、試験サンプルとした。
前記試験サンプルの表出した粘着剤層(X2)の表面を、23℃、50%RH(相対湿度)の環境下で、被着体であるアクリル塗装板(株式会社パルテック製、「SPCC-SD アクリル塗装片面/白」、サイズ:長さ150mm×幅70mm×厚さ0.4mm)に2kgゴムロールを用いて当該ゴムロールを1往復させて圧着させ、同じ環境下で24時間静置した。
24時間静置後、剥離角度135°にて手で引き剥がしを行い、以下の基準により、剥離後の剥離検知ラベルのパターン発現性と被着体上の糊残りの有無を目視で評価した。パターン発現性は、以下の基準により評価した。
(パターン発現性の評価基準)
・A:パターン層が形成された面の総面積100%中、80%以上の面積でパターンが発現した。
・B:パターン層が形成された面の総面積100%中、50%以上80%未満の面積でパターンが発現した。
・C:パターン層が形成された面の総面積100%中、30%以上50%未満の面積でパターンが発現した。
・D:パターン層が形成された面の総面積100%中、30%未満の面積でパターンが発現した。
・F:パターンが発現しなかった。
(糊残りの評価基準)
・A:被着体上への糊残り(転着)が生じなかった。
・F:被着体上への糊残り(転着)が生じた。
実施例及び比較例で作製した剥離検知ラベルを、長さ(MD方向)40mm×幅(TD方向)25mmの大きさに切断し、更に、第2の粘着剤層(X2)上の剥離材を除去したものを、試験サンプルとした。
前記試験サンプルの表出した粘着剤層(X2)の表面を、23℃、50%RH(相対湿度)の環境下で、被着体であるアクリル塗装板(株式会社パルテック製、「SPCC-SD アクリル塗装片面/白」、サイズ:長さ150mm×幅70mm×厚さ0.4mm)に2kgゴムロールを用いて当該ゴムロールを1往復させて圧着させ、同じ環境下で24時間静置した。
24時間静置後、剥離角度135°にて手で引き剥がしを行い、以下の基準により、剥離後の剥離検知ラベルのパターン発現性と被着体上の糊残りの有無を目視で評価した。パターン発現性は、以下の基準により評価した。
(パターン発現性の評価基準)
・A:パターン層が形成された面の総面積100%中、80%以上の面積でパターンが発現した。
・B:パターン層が形成された面の総面積100%中、50%以上80%未満の面積でパターンが発現した。
・C:パターン層が形成された面の総面積100%中、30%以上50%未満の面積でパターンが発現した。
・D:パターン層が形成された面の総面積100%中、30%未満の面積でパターンが発現した。
・F:パターンが発現しなかった。
(糊残りの評価基準)
・A:被着体上への糊残り(転着)が生じなかった。
・F:被着体上への糊残り(転着)が生じた。
<剥離検知ラベルの粘着力>
実施例及び比較例で作製した剥離検知ラベルを、長さ(MD方向)200mm×幅(TD方向)25mmの大きさに切断した。
そして、第2の粘着剤層(X2)上の剥離材を除去し、表出した粘着剤層(X2)の表面に、23℃、50%RH(相対湿度)の環境下で、アクリル塗装板(株式会社パルテック製、「SPCC-SD アクリル塗装片面/白」)を貼付し、同じ環境下で24時間静置した。
24時間静置後、JIS Z0237:2000に基づき、180°引き剥がし法により、引張速度300mm/分にて、剥離検知ラベルの粘着力を測定した。
実施例及び比較例で作製した剥離検知ラベルを、長さ(MD方向)200mm×幅(TD方向)25mmの大きさに切断した。
そして、第2の粘着剤層(X2)上の剥離材を除去し、表出した粘着剤層(X2)の表面に、23℃、50%RH(相対湿度)の環境下で、アクリル塗装板(株式会社パルテック製、「SPCC-SD アクリル塗装片面/白」)を貼付し、同じ環境下で24時間静置した。
24時間静置後、JIS Z0237:2000に基づき、180°引き剥がし法により、引張速度300mm/分にて、剥離検知ラベルの粘着力を測定した。

表2に示すように、実施例1~6で得られた剥離検知ラベル1~6は、パターン発現性を有し、かつ、被着体への糊残りも生じないことが確認された。特に、実施例1~5で得られた剥離検知ラベル1~5は、パターン発現性が優れることも確認された。更に、発現した「開封済み」の文字パターンの質感がマット状であることも確認された。これは、パターン層が形成された側の支持体の表面が、梨地処理されてなる表面であることに由来しているものと考えられる。この点から、前記パターンが、支持体とパターン層との間で界面剥離が生じることで発現していること、すなわち、要件(1)を満たすものであることが確認された。
一方で、比較例1の剥離検知ラベルは、前記粘着性積層体を有しない態様であり、被着体への糊残りが生じた。また、比較例2の剥離検知ラベルは、前記粘着性積層体中、基材層(Y)を有しない態様であり、被着体への糊残りが生じた。比較例1及び2の剥離検知ラベルの場合、被着体と貼合される粘着剤層の強度が劣る又は剥離検知ラベルを再剥離する時の当該粘着剤層の変形に追従できずに破断して糊残りが生じるものと考えられる。
また、比較例3の剥離検知ラベルは、粘着性積層体中の基材層の弾性率が10MPa未満と低いため、剥離検知ラベルの再剥離時に生じる引張応力によって粘着剤積層体が破断してしまい、糊残りを生じてしまう結果となった。
また、比較例4の剥離検知ラベルは、支持体の全面にパターン層が形成されているため、支持体とパターン層との間で界面剥離が生じて、被着体側に糊残りが生じてしまう結果となった。そのため、文字発現性及び粘着力の評価は行わなかった。なお、比較例4の結果からも、前記実施例で発現するパターンが、支持体の表面の一部に形成されたパターン層と支持体との間で生じる界面剥離により発現していることが確認された。
一方で、比較例1の剥離検知ラベルは、前記粘着性積層体を有しない態様であり、被着体への糊残りが生じた。また、比較例2の剥離検知ラベルは、前記粘着性積層体中、基材層(Y)を有しない態様であり、被着体への糊残りが生じた。比較例1及び2の剥離検知ラベルの場合、被着体と貼合される粘着剤層の強度が劣る又は剥離検知ラベルを再剥離する時の当該粘着剤層の変形に追従できずに破断して糊残りが生じるものと考えられる。
また、比較例3の剥離検知ラベルは、粘着性積層体中の基材層の弾性率が10MPa未満と低いため、剥離検知ラベルの再剥離時に生じる引張応力によって粘着剤積層体が破断してしまい、糊残りを生じてしまう結果となった。
また、比較例4の剥離検知ラベルは、支持体の全面にパターン層が形成されているため、支持体とパターン層との間で界面剥離が生じて、被着体側に糊残りが生じてしまう結果となった。そのため、文字発現性及び粘着力の評価は行わなかった。なお、比較例4の結果からも、前記実施例で発現するパターンが、支持体の表面の一部に形成されたパターン層と支持体との間で生じる界面剥離により発現していることが確認された。
本発明の剥離検知ラベルは、各種容器等の開封有無の検知、パスポート等の各種証明書や製品証明等の識別若しくは証明用ラベルの剥離有無又は改ざん有無の検知等に使用され、かつ、被着体への糊残りが生じないことが要求される箇所で用いられる剥離検知ラベルとして有用である。
101、102 剥離検知ラベル
1 支持体
2 パターン層
3 粘着剤層(X)
4 基材層(Y)
11 粘着性積層体
12 粘着性積層体(P1)
1a 支持体の表面
2a パターン層の表面
3a 粘着剤層(X)の貼付面
4a 基材層(Y)の表面
12a 粘着性積層体(P1)の貼付面
31 粘着剤層(X1)
32 粘着剤層(X2)
40 被着体
50 剥離検知ラベルを被着体から剥離する際に生じた空隙
1 支持体
2 パターン層
3 粘着剤層(X)
4 基材層(Y)
11 粘着性積層体
12 粘着性積層体(P1)
1a 支持体の表面
2a パターン層の表面
3a 粘着剤層(X)の貼付面
4a 基材層(Y)の表面
12a 粘着性積層体(P1)の貼付面
31 粘着剤層(X1)
32 粘着剤層(X2)
40 被着体
50 剥離検知ラベルを被着体から剥離する際に生じた空隙
Claims (11)
- 支持体と、前記支持体の表面の一部に形成されたパターン層と、少なくとも粘着剤層(X)及び基材層(Y)を有する粘着性積層体とをこの順で積層した、下記要件(1)を満たす積層体であって、基材層(Y)の弾性率が、10MPa以上800MPa以下である、剥離検知ラベル。
要件(1):前記剥離検知ラベルを被着体に貼付後、当該被着体から剥離する際に、前記支持体と前記パターン層との間で界面剥離が生じることにより、視覚的に前記剥離検知ラベルの被着体からの剥離有無が検知可能となる。 - 基材層(Y)の厚さ(Yt)に対する粘着剤層(X)の厚さ(Xt)の比〔(Xt)/(Yt)〕が、1/3~3/1である、請求項1に記載の剥離検知ラベル。
- 前記粘着性積層体が、基材層(Y)の一方の表面側に粘着剤層(X)を有する積層体であって、基材層(Y)が、前記支持体の表面及び前記パターン層と接する、請求項1又は2に記載の剥離検知ラベル。
- 前記粘着性積層体が、第1の粘着剤層(X1)と基材層(Y)と第2の粘着剤層(X2)とをこの順で積層した積層体(P1)であって、粘着剤層(X1)が前記支持体の表面及び前記パターン層と接する、請求項1又は2に記載の剥離検知ラベル。
- 基材層(Y)の弾性率が600MPa以下である、請求項1~4のいずれか1項に記載の剥離検知ラベル。
- 前記パターン層が形成された側の前記支持体の表面が、梨地処理されてなる表面である、請求項1~5のいずれか1項に記載の剥離検知ラベル。
- 前記梨地処理が、サンドブラスト処理である、請求項6に記載の剥離検知ラベル。
- 前記パターン層と、粘着剤層(X)とが、互いに同種の樹脂を含有する、請求項1~7のいずれか1項に記載の剥離検知ラベル。
- 前記パターン層が、アクリル系樹脂、ウレタン系樹脂、アクリルウレタン系樹脂、及びポリエステル系樹脂からなる群より選ばれる1種以上を含む組成物から形成された層であり、
粘着剤層(X)が、アクリル系樹脂、ウレタン系樹脂、アクリルウレタン系樹脂、及びポリエステル系樹脂からなる群より選ばれる1種以上を含む粘着性樹脂を含む組成物(x)から形成された層である、請求項1~8のいずれか1項に記載の剥離検知ラベル。 - 基材層(Y)が、アクリルウレタン系樹脂及びオレフィン系樹脂からなる群より選ばれる1種以上の非粘着性樹脂(y1)を含む組成物(y)から形成された層である、請求項1~9のいずれか1項に記載の剥離検知ラベル。
- 粘着剤層(X)及び基材層(Y)から選ばれる少なくとも一つの層が着色剤を含む層である、請求項1~10のいずれか1項に記載の剥離検知ラベル。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202211412379.8A CN115717039A (zh) | 2017-08-21 | 2018-08-09 | 剥离检测标签 |
| CN202211413355.4A CN115746724A (zh) | 2017-08-21 | 2018-08-09 | 剥离检测标签 |
| US16/639,344 US20200410902A1 (en) | 2017-08-21 | 2018-08-09 | Peel detection label |
| EP18848895.1A EP3675091A4 (en) | 2017-08-21 | 2018-08-09 | TAKE-OFF DETECTION LABEL |
| JP2019505539A JPWO2019039306A1 (ja) | 2017-08-21 | 2018-08-09 | 剥離検知ラベル |
| CN201880053257.XA CN110998699A (zh) | 2017-08-21 | 2018-08-09 | 剥离检测标签 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017158845 | 2017-08-21 | ||
| JP2017-158845 | 2017-08-21 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019039306A1 true WO2019039306A1 (ja) | 2019-02-28 |
Family
ID=65440084
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2018/029969 WO2019039306A1 (ja) | 2017-08-21 | 2018-08-09 | 剥離検知ラベル |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20200410902A1 (ja) |
| EP (1) | EP3675091A4 (ja) |
| JP (4) | JPWO2019039306A1 (ja) |
| CN (3) | CN115717039A (ja) |
| WO (1) | WO2019039306A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020013212A1 (ja) * | 2018-07-11 | 2020-01-16 | リンテック株式会社 | 剥離検知ラベル |
| WO2020013211A1 (ja) * | 2018-07-11 | 2020-01-16 | リンテック株式会社 | 剥離検知ラベル |
| WO2020203344A1 (ja) * | 2019-03-29 | 2020-10-08 | リンテック株式会社 | 剥離検知ラベル |
| JP2020163810A (ja) * | 2019-03-29 | 2020-10-08 | リンテック株式会社 | 意匠発現シート |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115424950B (zh) * | 2022-08-04 | 2023-10-20 | 淮安澳洋顺昌光电技术有限公司 | 检验金属薄膜应力的方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003345255A (ja) * | 2002-05-28 | 2003-12-03 | Sealex Corp | 改ざん防止ラベル及び改ざん防止ラベルの製造方法 |
| JP2004170776A (ja) * | 2002-11-21 | 2004-06-17 | Lintec Corp | 改ざん防止用部材 |
| JP2004285243A (ja) * | 2003-03-24 | 2004-10-14 | Dainippon Ink & Chem Inc | 剥がし検知機能付き粘着シート |
| US20050175823A1 (en) * | 2003-10-10 | 2005-08-11 | Nick Yu | Adhesive security tape |
| JP2007155885A (ja) * | 2005-12-01 | 2007-06-21 | Dainippon Ink & Chem Inc | 剥がし検知機能付き粘着シート |
| JP2010281948A (ja) | 2009-06-03 | 2010-12-16 | Nichiei Kako Kk | 改ざん防止シート及び改ざん防止ラベル |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2732653B2 (ja) * | 1989-03-17 | 1998-03-30 | 富士特殊紙業株式会社 | インモールド成形用ラベル |
| US6372341B1 (en) * | 1998-04-27 | 2002-04-16 | 3M Innovative Properties Company | Tampa-indicating article for reusable substrates |
| EP0976580A1 (en) * | 1998-07-28 | 2000-02-02 | Heineken Technical Services B.V. | Pressure sensitive transfer label and method of applying such a label |
| US6537634B2 (en) * | 1999-12-29 | 2003-03-25 | Tesa Ag | Adhesive security tape for detecting unauthorized broaching of a package |
| DE10022002A1 (de) * | 1999-12-29 | 2001-07-12 | Beiersdorf Ag | Sicherheitsklebeband zum Nachweis des unbefugten Öffnens einer Verpackung |
| EP1225554A1 (en) * | 2001-01-19 | 2002-07-24 | 3M Innovative Properties Company | Tamper indicating retroreflective article |
| CN100431834C (zh) * | 2002-03-01 | 2008-11-12 | 希爱化成(Ci化成)株式会社 | 装饰片材及其生产方法 |
| JP2004177927A (ja) * | 2002-09-30 | 2004-06-24 | Dainippon Ink & Chem Inc | 剥がし検知表示機能付き粘着シート |
| JP2004331696A (ja) * | 2003-04-30 | 2004-11-25 | Dainippon Ink & Chem Inc | 剥離表示機能付き粘着シート |
| US7166930B2 (en) * | 2003-07-21 | 2007-01-23 | Eaton Power Quality Corporation | Uninterruptible power supply apparatus and methods using a display with variable backlighting |
| CN100564002C (zh) * | 2004-11-18 | 2009-12-02 | 优泊公司 | 带标签的模内成型体及模内成型用标签 |
| JP5509516B2 (ja) * | 2006-03-31 | 2014-06-04 | 大日本印刷株式会社 | 床材用化粧材 |
| DE102007007413A1 (de) * | 2007-02-12 | 2008-08-14 | Tesa Ag | Sicherheitsetikett |
| US7681732B2 (en) * | 2008-01-11 | 2010-03-23 | Cryovac, Inc. | Laminated lidstock |
| TWM339522U (en) * | 2008-03-13 | 2008-09-01 | Seal King Ind Co Ltd | Anti-fake tape |
| CN201266454Y (zh) * | 2008-09-25 | 2009-07-01 | 王佳实业股份有限公司 | 防伪胶带 |
| JP2011242489A (ja) * | 2010-05-17 | 2011-12-01 | Fuji Seal International Inc | 封緘シール |
| JP3185671U (ja) * | 2013-05-24 | 2013-08-29 | 王子ホールディングス株式会社 | 開封認識用積層フィルム |
| JP2015121738A (ja) * | 2013-12-25 | 2015-07-02 | 王子ホールディングス株式会社 | 偽造判定用封緘ラベル |
| JP6409242B2 (ja) * | 2014-07-25 | 2018-10-24 | リンテック株式会社 | 改ざん防止ラベル及び改ざん防止ラベルの再利用有無の判定方法 |
| EP3006532A1 (en) * | 2014-10-06 | 2016-04-13 | Lintec Corporation | Pressure sensitive adhesive tape |
| JP6587811B2 (ja) * | 2015-02-24 | 2019-10-09 | 日東電工株式会社 | 熱剥離型粘着シート |
| EP3333834A4 (en) * | 2015-08-04 | 2019-03-20 | Yupo Corporation | EASY TO REMOVE LAYER LABEL, METHOD FOR MANUFACTURING SAME, METHOD FOR USING THE SAME, ADHEREE PART WITH EASY-TO-REMOVE LAYER LABEL, AND METHOD FOR ESTIMATING AN OPENING |
-
2018
- 2018-08-09 WO PCT/JP2018/029969 patent/WO2019039306A1/ja unknown
- 2018-08-09 CN CN202211412379.8A patent/CN115717039A/zh active Pending
- 2018-08-09 EP EP18848895.1A patent/EP3675091A4/en active Pending
- 2018-08-09 US US16/639,344 patent/US20200410902A1/en active Pending
- 2018-08-09 CN CN201880053257.XA patent/CN110998699A/zh active Pending
- 2018-08-09 CN CN202211413355.4A patent/CN115746724A/zh active Pending
- 2018-08-09 JP JP2019505539A patent/JPWO2019039306A1/ja active Pending
-
2021
- 2021-05-10 JP JP2021079864A patent/JP7183336B2/ja active Active
- 2021-05-10 JP JP2021079860A patent/JP7102579B2/ja active Active
-
2022
- 2022-11-22 JP JP2022186318A patent/JP7389209B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003345255A (ja) * | 2002-05-28 | 2003-12-03 | Sealex Corp | 改ざん防止ラベル及び改ざん防止ラベルの製造方法 |
| JP2004170776A (ja) * | 2002-11-21 | 2004-06-17 | Lintec Corp | 改ざん防止用部材 |
| JP2004285243A (ja) * | 2003-03-24 | 2004-10-14 | Dainippon Ink & Chem Inc | 剥がし検知機能付き粘着シート |
| US20050175823A1 (en) * | 2003-10-10 | 2005-08-11 | Nick Yu | Adhesive security tape |
| JP2007155885A (ja) * | 2005-12-01 | 2007-06-21 | Dainippon Ink & Chem Inc | 剥がし検知機能付き粘着シート |
| JP2010281948A (ja) | 2009-06-03 | 2010-12-16 | Nichiei Kako Kk | 改ざん防止シート及び改ざん防止ラベル |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020013212A1 (ja) * | 2018-07-11 | 2020-01-16 | リンテック株式会社 | 剥離検知ラベル |
| WO2020013211A1 (ja) * | 2018-07-11 | 2020-01-16 | リンテック株式会社 | 剥離検知ラベル |
| JPWO2020013211A1 (ja) * | 2018-07-11 | 2021-02-15 | リンテック株式会社 | 剥離検知ラベル |
| EP3822955A4 (en) * | 2018-07-11 | 2022-06-08 | Lintec Corporation | PEEL DETECTION LABEL |
| EP3822956A4 (en) * | 2018-07-11 | 2022-06-15 | Lintec Corporation | PEEL-OFF DETECTION LABEL |
| US11479695B2 (en) | 2018-07-11 | 2022-10-25 | Linetec Corporation | Peel-off detection label |
| WO2020203344A1 (ja) * | 2019-03-29 | 2020-10-08 | リンテック株式会社 | 剥離検知ラベル |
| JP2020163810A (ja) * | 2019-03-29 | 2020-10-08 | リンテック株式会社 | 意匠発現シート |
| CN113631381A (zh) * | 2019-03-29 | 2021-11-09 | 琳得科株式会社 | 剥离检测标签 |
| EP3950330A4 (en) * | 2019-03-29 | 2022-12-14 | Lintec Corporation | PEEL DETECTION TAG |
| JP7469851B2 (ja) | 2019-03-29 | 2024-04-17 | リンテック株式会社 | 意匠発現シート |
Also Published As
| Publication number | Publication date |
|---|---|
| CN115746724A (zh) | 2023-03-07 |
| EP3675091A1 (en) | 2020-07-01 |
| US20200410902A1 (en) | 2020-12-31 |
| TW202323477A (zh) | 2023-06-16 |
| JP7183336B2 (ja) | 2022-12-05 |
| JP2021121870A (ja) | 2021-08-26 |
| EP3675091A4 (en) | 2021-05-05 |
| JP7389209B2 (ja) | 2023-11-29 |
| CN115717039A (zh) | 2023-02-28 |
| CN110998699A (zh) | 2020-04-10 |
| JP2021107946A (ja) | 2021-07-29 |
| JPWO2019039306A1 (ja) | 2020-07-30 |
| JP7102579B2 (ja) | 2022-07-19 |
| JP2023024454A (ja) | 2023-02-16 |
| TW201925392A (zh) | 2019-07-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7102579B2 (ja) | 剥離検知ラベル | |
| TWI488744B (zh) | 積層薄膜 | |
| CN104254441B (zh) | 用于光学膜的底漆组合物 | |
| WO2020203344A1 (ja) | 剥離検知ラベル | |
| JP6811900B2 (ja) | 剥離検知ラベル | |
| JP6857285B2 (ja) | 剥離検知ラベル | |
| JP2013028160A (ja) | 積層フィルム | |
| WO2018181108A1 (ja) | 印刷印字用粘着シート、及び印刷印字用粘着シートの製造方法 | |
| TWI834511B (zh) | 剝離檢測標籤 | |
| TWI833704B (zh) | 剝離檢測標籤 | |
| JP7469851B2 (ja) | 意匠発現シート | |
| JP2019095709A (ja) | 剥離検知ラベル | |
| WO2018101335A1 (ja) | 両面粘着シート、及び両面粘着シートの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2019505539 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 18848895 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2018848895 Country of ref document: EP Effective date: 20200323 |