WO2019031111A1 - プリプレグ積層体、プリプレグ積層体を用いた繊維強化プラスチックの製造方法及び繊維強化プラスチック - Google Patents
プリプレグ積層体、プリプレグ積層体を用いた繊維強化プラスチックの製造方法及び繊維強化プラスチック Download PDFInfo
- Publication number
- WO2019031111A1 WO2019031111A1 PCT/JP2018/025198 JP2018025198W WO2019031111A1 WO 2019031111 A1 WO2019031111 A1 WO 2019031111A1 JP 2018025198 W JP2018025198 W JP 2018025198W WO 2019031111 A1 WO2019031111 A1 WO 2019031111A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- prepreg
- fiber
- reinforced plastic
- discontinuous
- thermosetting resin
- Prior art date
Links
- 229920002430 Fibre-reinforced plastic Polymers 0.000 title claims abstract description 134
- 239000011151 fibre-reinforced plastic Substances 0.000 title claims abstract description 134
- 238000000034 method Methods 0.000 title claims abstract description 22
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 18
- 239000002650 laminated plastic Substances 0.000 title 1
- 239000000835 fiber Substances 0.000 claims abstract description 222
- 229920005989 resin Polymers 0.000 claims abstract description 114
- 239000011347 resin Substances 0.000 claims abstract description 114
- 229920001187 thermosetting polymer Polymers 0.000 claims abstract description 80
- 239000002759 woven fabric Substances 0.000 claims abstract description 54
- 239000002344 surface layer Substances 0.000 claims abstract description 10
- 239000012299 nitrogen atmosphere Substances 0.000 claims abstract description 5
- 239000012783 reinforcing fiber Substances 0.000 claims description 161
- 239000010410 layer Substances 0.000 claims description 117
- 238000005520 cutting process Methods 0.000 claims description 38
- 238000000465 moulding Methods 0.000 claims description 31
- 239000006185 dispersion Substances 0.000 claims description 26
- 239000004744 fabric Substances 0.000 claims description 22
- 238000010438 heat treatment Methods 0.000 claims description 18
- 238000003475 lamination Methods 0.000 claims description 17
- 238000003825 pressing Methods 0.000 claims description 16
- 230000020169 heat generation Effects 0.000 claims description 7
- 238000000113 differential scanning calorimetry Methods 0.000 abstract description 2
- 230000001747 exhibiting effect Effects 0.000 abstract 1
- 238000011156 evaluation Methods 0.000 description 64
- 239000003822 epoxy resin Substances 0.000 description 29
- 229920000647 polyepoxide Polymers 0.000 description 29
- 238000001723 curing Methods 0.000 description 21
- 239000000463 material Substances 0.000 description 20
- 239000000203 mixture Substances 0.000 description 20
- 238000010030 laminating Methods 0.000 description 12
- 229920000049 Carbon (fiber) Polymers 0.000 description 10
- 239000004917 carbon fiber Substances 0.000 description 10
- 238000012937 correction Methods 0.000 description 10
- 239000000758 substrate Substances 0.000 description 10
- 239000004753 textile Substances 0.000 description 10
- 230000000052 comparative effect Effects 0.000 description 9
- 238000001595 flow curve Methods 0.000 description 8
- 238000005259 measurement Methods 0.000 description 8
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 8
- 208000037265 diseases, disorders, signs and symptoms Diseases 0.000 description 7
- 208000035475 disorder Diseases 0.000 description 7
- 239000000126 substance Substances 0.000 description 5
- CMLFRMDBDNHMRA-UHFFFAOYSA-N 2h-1,2-benzoxazine Chemical compound C1=CC=C2C=CNOC2=C1 CMLFRMDBDNHMRA-UHFFFAOYSA-N 0.000 description 4
- 229920000877 Melamine resin Polymers 0.000 description 4
- 229920001807 Urea-formaldehyde Polymers 0.000 description 4
- 238000004458 analytical method Methods 0.000 description 4
- 239000000945 filler Substances 0.000 description 4
- 239000005011 phenolic resin Substances 0.000 description 4
- 229920001721 polyimide Polymers 0.000 description 4
- 239000009719 polyimide resin Substances 0.000 description 4
- 229920006337 unsaturated polyester resin Polymers 0.000 description 4
- 229920001567 vinyl ester resin Polymers 0.000 description 4
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 3
- 229920000271 Kevlar® Polymers 0.000 description 3
- 229920006231 aramid fiber Polymers 0.000 description 3
- 229910052796 boron Inorganic materials 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 239000003365 glass fiber Substances 0.000 description 3
- 239000010439 graphite Substances 0.000 description 3
- 229910002804 graphite Inorganic materials 0.000 description 3
- 239000004761 kevlar Substances 0.000 description 3
- 230000002787 reinforcement Effects 0.000 description 3
- 230000037303 wrinkles Effects 0.000 description 3
- XMTQQYYKAHVGBJ-UHFFFAOYSA-N 3-(3,4-DICHLOROPHENYL)-1,1-DIMETHYLUREA Chemical compound CN(C)C(=O)NC1=CC=C(Cl)C(Cl)=C1 XMTQQYYKAHVGBJ-UHFFFAOYSA-N 0.000 description 2
- 239000004640 Melamine resin Substances 0.000 description 2
- 239000004695 Polyether sulfone Substances 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- 239000004760 aramid Substances 0.000 description 2
- 239000004841 bisphenol A epoxy resin Substances 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 238000007723 die pressing method Methods 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000000284 extract Substances 0.000 description 2
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 2
- 238000003384 imaging method Methods 0.000 description 2
- 239000011159 matrix material Substances 0.000 description 2
- 239000003607 modifier Substances 0.000 description 2
- 229920001568 phenolic resin Polymers 0.000 description 2
- 229920006393 polyether sulfone Polymers 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 229920005992 thermoplastic resin Polymers 0.000 description 2
- FBOUIAKEJMZPQG-AWNIVKPZSA-N (1E)-1-(2,4-dichlorophenyl)-4,4-dimethyl-2-(1,2,4-triazol-1-yl)pent-1-en-3-ol Chemical compound C1=NC=NN1/C(C(O)C(C)(C)C)=C/C1=CC=C(Cl)C=C1Cl FBOUIAKEJMZPQG-AWNIVKPZSA-N 0.000 description 1
- ZWOULFZCQXICLZ-UHFFFAOYSA-N 1,3-dimethyl-1-phenylurea Chemical compound CNC(=O)N(C)C1=CC=CC=C1 ZWOULFZCQXICLZ-UHFFFAOYSA-N 0.000 description 1
- CDAWCLOXVUBKRW-UHFFFAOYSA-N 2-aminophenol Chemical compound NC1=CC=CC=C1O CDAWCLOXVUBKRW-UHFFFAOYSA-N 0.000 description 1
- FVCSARBUZVPSQF-UHFFFAOYSA-N 5-(2,4-dioxooxolan-3-yl)-7-methyl-3a,4,5,7a-tetrahydro-2-benzofuran-1,3-dione Chemical compound C1C(C(OC2=O)=O)C2C(C)=CC1C1C(=O)COC1=O FVCSARBUZVPSQF-UHFFFAOYSA-N 0.000 description 1
- 229920003319 Araldite® Polymers 0.000 description 1
- 101100008049 Caenorhabditis elegans cut-5 gene Proteins 0.000 description 1
- 206010061619 Deformity Diseases 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 1
- 238000004132 cross linking Methods 0.000 description 1
- QGBSISYHAICWAH-UHFFFAOYSA-N dicyandiamide Chemical compound NC(N)=NC#N QGBSISYHAICWAH-UHFFFAOYSA-N 0.000 description 1
- ZZTCPWRAHWXWCH-UHFFFAOYSA-N diphenylmethanediamine Chemical compound C=1C=CC=CC=1C(N)(N)C1=CC=CC=C1 ZZTCPWRAHWXWCH-UHFFFAOYSA-N 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000013007 heat curing Methods 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- JDSHMPZPIAZGSV-UHFFFAOYSA-N melamine Chemical compound NC1=NC(N)=NC(N)=N1 JDSHMPZPIAZGSV-UHFFFAOYSA-N 0.000 description 1
- 239000004843 novolac epoxy resin Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 239000004848 polyfunctional curative Substances 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 239000011342 resin composition Substances 0.000 description 1
- 239000013589 supplement Substances 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images







Classifications
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M17/00—Producing multi-layer textile fabrics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/10—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a discontinuous layer, i.e. formed of separate pieces of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/20—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/003—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts characterised by the matrix material, e.g. material composition or physical properties
- B29C70/0035—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts characterised by the matrix material, e.g. material composition or physical properties comprising two or more matrix materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/08—Fibrous reinforcements only comprising combinations of different forms of fibrous reinforcements incorporated in matrix material, forming one or more layers, and with or without non-reinforced layers
- B29C70/081—Combinations of fibres of continuous or substantial length and short fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/10—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres
- B29C70/12—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of short length, e.g. in the form of a mat
- B29C70/14—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of short length, e.g. in the form of a mat oriented
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/10—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres
- B29C70/16—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length
- B29C70/20—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length oriented in a single direction, e.g. roofing or other parallel fibres
- B29C70/205—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length oriented in a single direction, e.g. roofing or other parallel fibres the structure being shaped to form a three-dimensional configuration
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/30—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core
- B29C70/34—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core and shaping or impregnating by compression, i.e. combined with compressing after the lay-up operation
- B29C70/345—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core and shaping or impregnating by compression, i.e. combined with compressing after the lay-up operation using matched moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/42—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles
- B29C70/46—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using matched moulds, e.g. for deforming sheet moulding compounds [SMC] or prepregs
- B29C70/462—Moulding structures having an axis of symmetry or at least one channel, e.g. tubular structures, frames
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D99/00—Subject matter not provided for in other groups of this subclass
- B29D99/001—Producing wall or panel-like structures, e.g. for hulls, fuselages, or buildings
- B29D99/0014—Producing wall or panel-like structures, e.g. for hulls, fuselages, or buildings provided with ridges or ribs, e.g. joined ribs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/12—Layered products comprising a layer of synthetic resin next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/024—Woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/028—Net structure, e.g. spaced apart filaments bonded at the crossing points
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/06—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer characterised by a fibrous or filamentary layer mechanically connected, e.g. by needling to another layer, e.g. of fibres, of paper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/08—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer the fibres or filaments of a layer being of different substances, e.g. conjugate fibres, mixture of different fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/10—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer characterised by a fibrous or filamentary layer reinforced with filaments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/12—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer characterised by the relative arrangement of fibres or filaments of different layers, e.g. the fibres or filaments being parallel or perpendicular to each other
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/05—Interconnection of layers the layers not being connected over the whole surface, e.g. discontinuous connection or patterned connection
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/24—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/24—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs
- C08J5/241—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs using inorganic fibres
- C08J5/243—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs using inorganic fibres using carbon fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2793/00—Shaping techniques involving a cutting or machining operation
- B29C2793/0036—Slitting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/05—5 or more layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/20—All layers being fibrous or filamentary
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/02—Composition of the impregnated, bonded or embedded layer
- B32B2260/021—Fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/04—Impregnation, embedding, or binder material
- B32B2260/046—Synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0261—Polyamide fibres
- B32B2262/0269—Aromatic polyamide fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/101—Glass fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/106—Carbon fibres, e.g. graphite fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/14—Mixture of at least two fibres made of different materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2305/00—Condition, form or state of the layers or laminate
- B32B2305/07—Parts immersed or impregnated in a matrix
- B32B2305/076—Prepregs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/514—Oriented
- B32B2307/518—Oriented bi-axially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
- B32B2605/08—Cars
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
- B32B2605/10—Trains
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
- B32B2605/12—Ships
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
- B32B2605/18—Aircraft
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2363/00—Characterised by the use of epoxy resins; Derivatives of epoxy resins
Definitions
- the present invention relates to a prepreg laminate, a method of producing a fiber reinforced plastic using the prepreg laminate, and a fiber reinforced plastic.
- Fiber-reinforced plastics consisting of reinforcing fibers and resin are also attracting attention in industrial applications because they have high specific strength, high specific elastic modulus, excellent mechanical properties, and high functional properties such as weather resistance and chemical resistance. Expanded to structural applications such as aircraft, spacecraft, automobiles, railways, ships, electric appliances, sports etc., the demand is increasing year by year. In recent years, attempts have been made to use fiber reinforced plastic as an outer plate member for transportation equipment such as aircraft and automobiles due to the cost reduction and surface quality improvement technology.
- Patent Document 1 When molding an outer plate member with fiber reinforced plastic, there is seen an example in which a woven fabric prepreg composed of a reinforced fiber having a woven structure and a resin is disposed on the surface of the fiber reinforced plastic (Patent Document 1).
- the geometric shape of the woven structure is preferred as the design, and plain weave, twill weave, etc. are used depending on preference.
- the object of the present invention is to provide a prepreg laminate having little disorder of woven structure at the time of molding even when combining a fabric prepreg and a discontinuous fiber prepreg, a fiber reinforced plastic having a good appearance quality and suitable as a skin member, and such fiber reinforcement It is in providing the manufacturing method of a plastic.
- a prepreg layered product of the present invention has the following composition. That is, A prepreg laminate comprising a fabric prepreg disposed on at least one surface layer and a discontinuous fiber prepreg disposed,
- the woven fabric prepreg includes a reinforcing fiber R 1 having a woven structure and a thermosetting resin A
- the discontinuous fiber prepreg includes a discontinuous reinforcing fiber R 2 oriented in one direction and a thermosetting resin B, and the prepreg lamination in which the thermosetting resin A and the thermosetting resin B satisfy the following heat generation amount conditions It is a body.
- thermosetting resin A and the thermosetting resin B are heated from 50 ° C. to 700 ° C./min to 130 ° C. in a nitrogen atmosphere by a differential scanning calorimeter, and a thermosetting reaction is Tb-Ta> 30 when held at 130 ° C. until complete here, Ta (s): time until the calorific value of the thermosetting resin A reaches 50% of the total calorific value of the thermosetting resin A Tb (s): the calorific value of the thermosetting resin B is a thermosetting resin B Further, the method for producing fiber reinforced plastic using the prepreg laminate of the present invention has the following constitution.
- a method of producing a fiber reinforced plastic using the prepreg laminate A placement step of placing the prepreg laminate, A preheating step of preheating the prepreg laminate; And a method of producing a fiber reinforced plastic including a forming step of heating and pressing the prepreg laminate to make the fiber reinforced plastic.
- the fiber reinforced plastic of the present invention has the following constitution. That is, A layer L 1 comprising reinforcing fibers and resin having a woven structure, And a plurality of layers L 2 containing reinforcing fibers and resin, The layer L 1 and the plurality of layers L 2 form a laminated structure, Said layer L 1 is present in at least one surface layer, The following fibers fluidity of the layer L 1 is a fiber-reinforced plastic is 1.0 to 5.0.
- the discontinuous fiber prepreg comprises a plurality of incisions inserted in a prepreg having reinforcing fibers oriented in one direction and a thermosetting resin B. It is preferable that it is a cutting prepreg with R 2 .
- substantially all the reinforcing fibers are cut by cutting, and the discontinuous reinforcement cut by the average length x of the cuts and the cutting average length y of the fiber R 2 preferably satisfy the y ⁇ 6x + 10.
- substantially all the reinforcing fibers are cut by cutting, and the discontinuous reinforcement cut by the average length x of the cuts and the cutting average length y of the fiber R 2 preferably satisfy the y ⁇ 6x + 10.
- the surface area of each laminated surface of the discontinuous fiber prepreg is 80% or more and less than 100% with respect to 100% of the surface area of the outer surface of the woven prepreg disposed in the at least one surface layer. Is preferred.
- the surface area of the surface is greater than 100% and less than 200% of the surface area of the surface of the discontinuous fiber prepreg disposed on the surface which is in contact with the mold for molding.
- Fiber reinforced plastic of the present invention it is preferred fiber length of the discontinuous reinforcing fibers contained in the layer L 2 is 1 ⁇ 100 mm.
- Fiber reinforced plastic of the present invention is preferably the following dispersion parameters measured for each of the layers L 2 in section obtained by cutting the laminated structure in the stacking direction is 10% or less.
- Dispersion parameter Standard deviation / average value of 100 major axes obtained by approximating the shape of the cross section of 100 randomly extracted reinforcing fibers / average value of the fiber reinforced plastic of the present invention in one layer L 2 in section obtained by cutting at any position in the case of 100 diameter (elliptical obtained by approximating a 100 reinforcing fibers cross-sectional shape that is randomly elliptically Is an average value of the major diameter D 1 , and in another layer L 2 in the cross section in the stacking direction, 100 cross sections of 100 randomly extracted reinforcing fibers are obtained by approximating to an ellipse It is preferable that D 1 be twice or more of D 2 when taking the average value D 2 of the major axis.
- Fiber reinforced plastic of the present invention has a plurality of layers L 2, the discontinuous reinforcing fibers contained in a layer L 2 mean value of the length, the discontinuous reinforcing fibers contained in a separate layer L 2 It is preferred that the length is shorter than the average value.
- the present invention it is possible to obtain a prepreg laminate with less disfigurement at the time of molding even when a woven fabric prepreg and a discontinuous fiber prepreg are combined. Moreover, while being able to obtain the fiber reinforced plastic suitable as an outer plate member, the method of manufacturing such fiber reinforced plastic can be provided.
- the curing time of the thermosetting resin A contained in the woven fabric prepreg is made sufficiently faster than the thermosetting resin B contained in the discontinuous fiber prepreg,
- the above-mentioned problems can be solved, and specifically, the relationship between the thermosetting resin A and the thermosetting resin B can be determined by using a differential scanning calorimeter on each of 50 ° C. to 700 ° C. in a nitrogen atmosphere.
- the heat generation amount of the thermosetting resin A is 50% of the total heat generation amount of the thermosetting resin A when analysis is performed to raise the temperature to 130 ° C. in min and then hold the heat curing reaction at 130 ° C. until completion.
- the time Ta (s) to reach and the time Tb (s) until the calorific value of the thermosetting resin B reaches 50% of the total calorific value of the thermosetting resin B has a relationship of Tb-Ta> 30 To meet (below, calorific value condition Say) is required.
- Tb-Ta ⁇ 30 To meet (below, calorific value condition Say) is required.
- Tb-Ta ⁇ 30 the difference between the curing speeds of the thermosetting resin A and the thermosetting resin B is substantially reduced, so that the effect of suppressing the mesh disturbance can not be expected.
- thermosetting resin A cures sufficiently faster than the thermosetting resin B, so the viscosity of the thermosetting resin B is reduced by heating, and the discontinuous reinforcing fibers included in the discontinuous fiber prepreg
- the viscosity of the thermosetting resin A is sufficiently high, the flow of the reinforcing fiber R 1 contained in the woven fabric prepreg is suppressed, and the disturbance of the weave structure is suppressed.
- Tb-Ta the thermosetting resin A and the thermosetting resin B so as to satisfy Tb-Ta> 150 in order to more effectively suppress the mesh disturbance.
- the practical maximum value of Tb-Ta is 1,000.
- the textile prepreg in the present invention is a prepreg comprising a reinforcing fiber R 1 having a woven structure and a thermosetting resin A.
- the reinforcing fiber R 1 may be, for example, glass fiber, Kevlar fiber, carbon fiber, graphite fiber, boron fiber, aramid fiber or the like. Among them, carbon fiber is particularly preferable among these reinforcing fibers because it is lightweight and has particularly excellent properties in specific strength and specific elastic modulus.
- the woven fabric may be made of one type of fiber or may be made of a plurality of types of fibers.
- the woven fabric can be appropriately selected from a plurality of fiber bundles. For example, a plurality of fiber bundles aligned in one direction so as to be parallel to one another, and a unidirectional fabric or a plurality of fiber bundles in which auxiliary fibers orthogonal to them cross each other to form a weave structure It is possible to use a biaxial fabric woven in a direction, or a multiaxial fabric in which fiber bundles aligned in parallel are laminated in multiple stages so that the fiber directions are different from each other, and they are joined by stitching or the like. .
- a biaxial fabric made of fiber bundles orthogonal to each other is preferable because it is excellent in followability to a three-dimensional shape.
- the form of the weave structure of the woven fabric prepreg is not particularly limited, but may take various weave forms such as plain weave, twill weave, satin weave, leno weave, imitation twill weave, diagonal pattern weave, and the like.
- the width of the fiber bundles constituting the woven fabric may be uniform for all the fiber bundles, or may have different widths depending on the fiber bundles.
- the number of fiber filaments constituting each fiber bundle is not particularly limited, but from the viewpoint of handling, 1,000 to 12,000 fibers are preferable, and 1,000 to 5,000 fibers are disordered. Is more preferable because it becomes less noticeable.
- thermosetting resin A is not particularly limited as long as it is a thermosetting resin satisfying the above-mentioned calorific value, and unsaturated polyester resin, vinyl ester resin, epoxy resin, benzoxazine resin, phenol resin, urea resin, melamine Resin and polyimide resin etc. are mentioned. It is also possible to use one obtained by modifying these resins with a modifier, or a blend of two or more. Further, these thermosetting resins may be resins which are self-cured by heat, or may contain a curing agent, a curing accelerator and the like. Moreover, a filler etc. may be mixed in order to improve heat resistance and mechanical characteristics.
- the discontinuous fiber prepreg in the present invention is composed of discontinuous reinforcing fibers oriented in one direction and a matrix resin.
- a prepreg containing reinforcing fibers oriented in one direction and a thermosetting resin B it may be a cut prepreg in which a plurality of cuts are inserted in the direction of cutting the reinforcing fibers, It may be a sheet-like substrate obtained by arranging small pieces of unidirectional prepreg so as to match the fiber directions and not overlapping each other. It is also possible to impregnate a resin into a fiber base in which recycled fibers are aligned in one direction by flowing water.
- Discontinuous reinforcing fibers R 2 material is not particularly limited, glass fibers, Kevlar fibers, carbon fibers, graphite fibers, boron fibers, may be aramid fibers or the like. Among them, carbon fiber is particularly preferable among these reinforcing fiber materials because it is lightweight and has particularly excellent properties in specific strength and specific elastic modulus.
- thermosetting resin B is not particularly limited as long as it is a thermosetting resin satisfying the heat generation amount described above, and is not unsaturated polyester resin, vinyl ester resin, epoxy resin, benzoxazine resin, phenol resin, urea resin, melamine Resin and polyimide resin etc. are mentioned. It is also possible to use one obtained by modifying these resins with a modifier, or a blend of two or more. Further, these thermosetting resins may be resins which are self-cured by heat, or may contain a curing agent, a curing accelerator and the like. A filler may be mixed for the purpose of improving heat resistance and mechanical properties.
- thermosetting resin A and the thermosetting resin B it is preferable to use an epoxy resin.
- an epoxy resin By using an epoxy resin, it is possible to obtain a fiber reinforced plastic excellent in mechanical properties and heat resistance.
- Vf volume fraction of discontinuous reinforcing fiber in the discontinuous fiber prepreg
- discontinuous fiber prepreg is used as the incised prepreg.
- intermittent prepreg using the Thomson blade It may be manufactured by pressing, or may be manufactured by cutting reinforcing fibers using a laser.
- substantially all the reinforcing fibers are cut by incising in order to provide good shape conformity.
- the fact that substantially all reinforcing fibers are cut by cutting means that 95% or more of the continuous reinforcing fibers before cutting are cut by cutting. Whether substantially all of the reinforcing fibers in the incised prepreg are cut by incising is confirmed by extracting a 1 cm wide sample as a representative, and regarding 10 cm or more of the reinforcing fibers as continuous fibers.
- a small piece of 1 cm ⁇ 1 cm is cut out and hardened so as to have a cross section perpendicular to the fiber direction of the reinforcing fiber at an arbitrary position in the incised prepreg 1 layer, and a cross section perpendicular to the fiber direction of the reinforcing fiber Polishing to obtain an image of the cross section.
- the reinforcing fiber portion and the resin portion are binarized by image processing, and the number (N1) of reinforcing fibers included in the cross section is counted.
- a 20 cm ⁇ 1 cm portion is cut out at a high temperature so that the distance in the fiber direction of the reinforcing fiber is 20 cm and the cross section perpendicular to the fiber direction of the reinforcing fiber is made at any position in the incised prepreg 1 layer.
- Burn off the resin (burn-off method).
- the temperature for burning off the resin varies depending on the resin type, and for example, is 500 ° C. for an epoxy resin.
- the number (N2) of reinforcing fibers having a length of 10 cm or more is counted from the remaining reinforcing fibers. If N2 is 5% or less of N1, it is considered that 95% or more of the continuous fibers before cutting are cut by cutting.
- the fiber length of the reinforcing fiber contained in the cut prepreg becomes discontinuous and has high shape followability at the time of molding.
- the incised prepreg flows, and the fiber-reinforced plastic having a complicated shape can be manufactured following the mold.
- the preferred cut angle of the cut inserted into the cut prepreg is preferably such that the absolute value of the cut angle ⁇ when the fiber orientation direction is 0 ° is 0 ° ⁇ ⁇ ⁇ 45 °, 2 ° It is more preferable in order to obtain a good surface quality that ⁇ ⁇ ⁇ 25 °.
- the length X of each cut inserted into the cut prepreg is preferably 0.1 mm ⁇ X ⁇ 50 mm, and more preferably 0.5 mm ⁇ X ⁇ 10 mm.
- the length Y of the discontinuous reinforcing fibers R 2 included in the discontinuous-fiber prepreg in the present invention is preferably from 1 mm ⁇ Y ⁇ 100 mm, which is to express good mechanical properties it is 10 mm ⁇ Y ⁇ 50 mm is More preferable. Exhibit sufficient mechanical properties in the length Y of the discontinuous reinforcing fibers R 2 has to be the fiber-reinforced plastic in the preferred range, while, does not follow the shape of the time of molding is impaired.
- the prepreg laminate in the present invention is obtained by laminating the woven fabric prepreg and the discontinuous fiber prepreg.
- the prepreg laminate according to the present invention has a woven fabric prepreg in at least one of the surface layers, so that good mechanical properties and surface quality of the fiber reinforced plastic are realized.
- the lamination configuration of the prepreg laminate is not particularly limited, and may be arbitrarily laminated depending on the application.
- a typical lamination configuration of the prepreg laminate for example, a discontinuous fiber prepreg is used, and when the fiber direction of the reinforcing fiber is 0 °, [+ 45 ° / 0 ° / -45 ° / 90 °] S , etc.
- the fabric prepreg may be laminated on one surface of the laminate to form a prepreg laminate, or the discontinuous fiber prepreg may be laminated in a [0 ° / 90 °] 2S cross-ply lamination configuration Thereafter, a woven fabric prepreg may be laminated on at least one surface of the laminated body to form a prepreg laminated body. Moreover, as for a prepreg laminated body, the textile prepreg may be arrange
- thermosetting resin B contained in the discontinuous fiber prepreg when the curing speed of the thermosetting resin B contained in the discontinuous fiber prepreg is higher than the curing speed of the thermosetting resin A contained in the woven fabric prepreg, the mesh disturbance of the woven fabric during molding is suppressed. Because it is preferable.
- the heat flow observed by a differential scanning calorimeter is due to the reaction of the thermosetting resin, and in the isothermal measurement of DSC, the time until the appearance of the heat flow is the reaction rate of the thermosetting resin. It becomes a standard to judge. That is, the peak top (hereinafter, peak top) of the heat flow appearing in the isothermal measurement of DSC represents a state in which the crosslinking reaction of the thermosetting resin is most activated, and can be used as an index of the curing rate.
- peak top largely depends on the conditions of DSC measurement, it may be difficult to obtain reproducible numerical values. For this reason, in the present invention, an evaluation based on the total calorific value from which a numerical value having stable reproducibility is obtained is adopted as an index of the curing rate.
- FIG. 1 schematically shows an example of a heat flow curve 1 due to curing heat which is obtained when DSC measurement is performed on the resin sample under the above conditions.
- the portion surrounded by the arbitrary baseline 2 and the heat flow curve 1 represents the heat generated by the curing reaction, and the area 3 is the total heat generation amount.
- the reaction end time Th and the reaction start time Ts in FIG. 1 are defined as follows.
- the reaction end time Th is a time at which the calorific value takes a minimum value from the peak top to the end of measurement.
- Baseline 2 is a straight line drawn horizontally from the heat flow at Th. Further, the time of the point at which the baseline 2 and the heat flow curve 1 first cross after the start of measurement is taken as the reaction start time Ts.
- Calorimetric analysis is carried out for each of the thermosetting resin A and the thermosetting resin B to obtain the heat flow curve 1, the total calorific value is determined, and the total calorific value 4 from the reaction start time Ts is the total calorific value 100
- the time which first exceeds 50% of% is taken as the semi-curing time Ta and Tb.
- the half curing time of the thermosetting resin A is denoted as Ta
- the half curing time of the thermosetting resin B is denoted as Tb.
- the smaller values of Ta and Tb indicate that half of the curing reaction is completed in a shorter time, and indicates that the rate at which curing progresses is higher.
- the prepreg laminate of the present invention may be flat, but may not necessarily be flat. If flat, it is formed into a fiber reinforced plastic having a complicated shape by heating / pressurizing means such as press molding or autoclave molding, in which a prepreg laminated body in which discontinuous fiber prepregs are laminated on a textile prepreg is formed.
- the "heating and pressurization" according to the present invention is heating performed while applying pressure.
- it means the case where it laminates
- the case where the woven fabric prepreg and the discontinuous fiber prepreg are not completely in close contact with each other is also included in the embodiment of the prepreg laminate of the present invention.
- the prepreg laminate of the present invention is cut by cutting with substantially all reinforcing fibers of the cut prepreg by cutting and by cutting with the average length x of the cut.
- average length y of the discontinuous reinforcing fibers R 2 preferably includes a cutting prepreg becomes y ⁇ 6x + 10.
- FIG. 2 shows an example of a cut prepreg obtained by inserting the cut 5 in a unidirectional prepreg.
- the unidirectional prepreg contained in the prepreg laminate consists only of continuous reinforcing fibers, that is, it does not contain discontinuous reinforcing fibers, for example, there is no insertion of one incision for cutting the reinforcing fibers.
- the prepreg laminate is heated and pressed, it is very difficult to make the shape-following ability to a complicated shape by the continuous reinforcing fiber sticking in the uneven portion of the mold.
- discontinuous fiber prepreg in order to impart shape conformity to the prepreg laminate, discontinuous fiber prepreg is used, and it is preferable to use a cut prepreg in which a cut is inserted.
- the shape followability can be improved by changing the shape and arrangement pattern of the incisions.
- the cut length X hereinafter sometimes referred to as the cut length
- the fiber length the longer the length Y of the discontinuous reinforcing fiber R 2 to be cut by the cut
- the fiber length The shorter the length may be, the more the incised prepreg has a shape following property. Therefore, it is preferable that the prepreg laminate of the present invention includes an incised prepreg satisfying y ⁇ 6x + 10, in the case where the shape following property is more important than the mechanical characteristics.
- the average length x of the cuts in the present invention is the average value of the lengths X of all the cuts inserted in the cut prepreg
- the lengths of all the cuts are actually Since it is not realistic to measure the hardness, an average value determined from values measured using an image obtained by photographing the incised prepreg with an imaging device such as a digital microscope is taken as the average length of the incision.
- the pattern of incisions can be extracted by connecting the ends of the incisions on the image obtained by photographing the incision prepreg at an arbitrary position with line segments.
- the end of one cut Extract by connecting them with line segments.
- the length of the line segment is taken as the length of the cut, and the total length of 10 cuts is measured, and the average value is taken as the average length of the cut.
- the incision may be linear or curved, but if the incision is curved, the length of the line segment connecting the ends of the incision is taken as the length X of the incision.
- the average length y of the discontinuous reinforcing fibers R 2 cut by cutting in the present invention like the average length of the cut, using an image taken with an imaging device such as a digital microscope the average value obtained from values measured Te and the average length of the discontinuous reinforcing fibers R 2 cut by cutting.
- an imaging device such as a digital microscope the average value obtained from values measured Te and the average length of the discontinuous reinforcing fibers R 2 cut by cutting.
- two incisions adjacent in parallel in the fiber direction of the reinforcing fiber are selected, and the incision patterns are extracted by connecting the end portions of each incision with a line segment.
- the distance between the two adjacent incisions in the direction parallel to the fiber direction of the reinforcing fiber is taken as the length of the reinforcing fiber, and the length of the reinforcing fiber is measured for a total of 10 line minutes. Is the average length y of the reinforcing fibers cut by cutting.
- Another embodiment of the prepreg laminate of the present invention includes an incised prepreg in which the average length x of the incisions and the average length y of the discontinuous reinforcing fibers R 2 cut by the incisions satisfy y + 6x + 10 Can be mentioned.
- the discontinuous reinforcing fiber R 2 contained in the incised prepreg is obtained from a prepreg in which the reinforcing fibers are oriented in one direction, and the orientation angle is not random, uneven orientation and distribution unevenness of the reinforcing fibers do not occur, and high dynamic Fiber reinforced plastics with properties can be produced.
- the mechanical properties of the incised prepreg can be improved by the shape and arrangement pattern of the incised. For example, the shorter the cut length X, and the longer the length Y of the discontinuous reinforcing fiber R 2 cut by the cut, the knockdown from the mechanical characteristics of the original prepreg before the cut is performed And have high mechanical properties. Therefore, it is preferable that the prepreg laminate of the present invention includes an incised prepreg satisfying yy6x + 10, in the case where the mechanical properties are more important than the shape followability.
- the surface area of each of the laminate surfaces of each discontinuous fiber prepreg contained in the prepreg laminate is the surface area of the outer surface of the woven prepreg disposed in at least one surface layer.
- the percentage may be 80% or more and less than 100%.
- the outer surface of the woven fabric prepreg includes irregularities on the surface in the stacking direction but does not include the side surface of the woven fabric prepreg.
- the above-mentioned woven fabric prepreg having the larger surface area is selected on both surfaces, and the relationship with the discontinuous fiber prepreg may be as described above. .
- each of the fabric prepregs of the both surface layers may be in the above relationship with the discontinuous fiber prepreg.
- the discontinuous reinforcing fiber R 2 contained in the discontinuous fiber prepreg has a short fiber length and has a shape following property during heating and pressing
- the surface area of the discontinuous fiber prepreg is made 100% of the surface area of the woven prepreg.
- the discontinuous fiber prepreg can be stretched or flowed during heating and pressing to follow a mold having a complicated shape, and the substrate does not fill in the cavity of the mold It is possible to effectively prevent the occurrence of a part.
- discontinuous fiber prepregs can be made to conform to mold irregularities by heating and pressing, it is not necessary to carefully follow mold irregularities at the time of preforming, and prepreg laminates are better than woven prepregs. Also the surface area is reduced.
- the fabric prepreg and the discontinuous fiber prepreg contact only near the convex portion of the mold and do not contact near the concave portion I take the.
- the woven fabric prepreg and the discontinuous fiber prepreg constituting the prepreg laminate do not necessarily have to be in close contact with each other on the entire laminating surface, and even if the respective prepregs do not come in contact with each other according to the shape of the mold. good.
- the surface area of the discontinuous fiber prepreg is 80% or more and 95% or less with respect to 100% of the surface area of the textile prepreg on the one side or both sides.
- a fiber reinforced plastic including a disposing step of placing the prepreg laminate in a mold, a preheating step of preheating the prepreg laminate, and a forming step of heating and pressing the prepreg laminate to form a fiber reinforced plastic.
- FIG. 3 is the schematic diagram which showed an example of each process of the manufacturing method of fiber reinforced plastic.
- the placement step in the present invention is a step of placing the prepreg laminate 8 produced outside the mold in the lower mold 6 as shown in FIG. This refers to the process of laminating the continuous fiber prepreg 10 to form the prepreg laminate 8.
- the surface on which the fabric prepreg 9 of the prepreg laminate is placed may be placed in contact with the surface of the lower mold 6, or the discontinuous fiber prepreg 10 may be placed.
- the lower surface of the lower mold 6 may be in contact with the upper surface, but in the case of the former, it is preferable because the fabric prepreg can be preferentially heated.
- the upper mold 7 is placed on the prepreg laminate 8 while being careful not to apply a large pressure to the prepreg laminate 8. It may be arranged.
- the preheating step in the present invention is a step of heating the prepreg laminate placed in the mold before applying pressure (hereinafter, heating before applying pressure to the prepreg laminate is referred to as preheating).
- preheating heating before applying pressure to the prepreg laminate
- the curing of the thermosetting resin A contained in the woven fabric prepreg is advanced prior to the curing of the thermosetting resin B contained in the discontinuous fiber prepreg, and the molding step described later is carried out. It is possible to suppress the disorder of the woven prepreg.
- the prepreg laminated body 8 may be arranged in a mold in the arranging step and then preheated by raising the temperature of the upper and lower molds, or the lower mold 6 whose surface is preheated is pre-preg Preheating may be performed by arranging the laminate 8.
- the preheating step can be started immediately after the placement step, which is preferable in terms of improving the productivity.
- the temperature of the mold for carrying out the preheating step is not particularly limited, but if it is 100 ° C. or more, the effect due to the difference between the above Ta and Tb is remarkable, and it is preferable that it is 110 ° C. or more and 180 ° C. or less.
- Curing is preferred because molding time is shortened.
- the time spent preheating the prepreg laminate is preferably 5 seconds or more and 300 seconds or less.
- the preheating time is in the above-mentioned preferable range, the curing of the thermosetting resin A can be sufficiently advanced while being controlled.
- a more preferable preheating time is 10 seconds or more and 180 seconds or less.
- the forming step in the present invention is a step of heating and pressing the prepreg laminate preheated in the preheating step with upper and lower molds as shown in FIG. 3B to make a fiber reinforced plastic.
- the means for heating and pressing may be implemented by press molding using, for example, a press.
- one of the prepreg laminate surfaces is formed by the surface of the discontinuous fiber prepreg
- one outer surface of the prepreg laminate is the surface S 1
- the surface of the textile prepreg forms the surface S 1
- the other outer surface of the prepreg laminate is the surface S 2
- the surface area of the mold in contact with the surface S 2 it is also preferred that with respect to 100% the surface area of the surface S 2 is less than greater than 100% 200%.
- the surface area of the mold referred to here means that in the mold in contact with the surface S 2 of the prepreg laminate immediately before performing heating and pressing in the molding step, the base material is completely in the mold when the mold is closed. Refers to the area of the surface that can come into contact with the flowed substrate, assuming that the By setting the surface area of the mold to be greater than 100% and less than 200% with respect to 100% of the surface area of the surface S 2 of the prepreg laminate, the discontinuous fiber prepreg flows in the molding step and the inside of the mold cavity is sufficiently It is possible to produce fiber-reinforced plastics which have a complex shape. More preferably, it is 110% or more and 150% or less.
- the fiber reinforced plastic obtained by the manufacturing method according to the present invention has a surface appearance of a woven structure due to a woven prepreg, and includes reinforcing fibers with a short fiber length due to a discontinuous fiber prepreg. That is, include a layer L 1 and a plurality of layers L 2 in fiber-reinforced plastic, as both take a laminated structure, the layer L 1 is present on at least one surface of the fiber reinforced plastic, reinforced form woven structure When the layer L 2 contains discontinuous reinforcing fibers and resin, the fiber flow rate of the layer L 1 in the fiber reinforced plastic is 1.0 to 5.0 Fiber reinforced plastic.
- the layer L 1 refers to a layer fabric prepreg in the prepreg laminate is cured. It is preferable that in order to improve grant and surface quality of the geometry design layer L 1 having a reinforcing fiber weave structure on the surface of the fiber-reinforced plastic is provided.
- Form of woven structure of the reinforcing fibers in the layer L 1 is not particularly limited, for example, a fiber bundle of a plurality of which are aligned in one direction so as to be parallel to each other, interlacing auxiliary fibers perpendicular to their mutually
- a fiber bundle of a plurality of which are aligned in one direction so as to be parallel to each other interlacing auxiliary fibers perpendicular to their mutually
- a single-directional woven fabric or a biaxial woven fabric in which a plurality of fiber bundles are woven in two directions, and further, fiber bundles drawn in parallel in parallel are laminated in multiple stages so that the fiber directions are different from each other.
- multi-axial textiles etc. which joined them by stitching etc. can be used.
- a biaxial woven fabric composed of fiber bundles orthogonal to each other is preferable because it is excellent in the ability to conform to a three-dimensional shape, and various weave forms such as plain weave, twill weave, satin weave, leno weave, imitation twill weave, diagonal weave etc. It is also good. Further, the width of the fiber bundles constituting the woven fabric may be uniform for all the fiber bundles, or may have different widths depending on the fiber bundles.
- the layer L 2 represents a layer discontinuous fiber prepreg is cured in the prepreg laminate. Preferably the length of reinforcing fibers is 1 ⁇ 100 mm for the reinforcing fibers in the layer L 2 is to follow the complicated shape, and more preferably 10 ⁇ 50 mm.
- Reinforcing fibers in the layer L 1 and the layer L 2 is not particularly limited, glass fibers, Kevlar fibers, carbon fibers, graphite fibers, boron fibers, may be aramid fibers or the like. Among them, carbon fiber is particularly preferable among these reinforcing fibers because it is lightweight and has particularly excellent properties in specific strength and specific elastic modulus.
- the resin in the layer L 1 is not particularly limited as long as the thermosetting resin is cured, unsaturated polyester resins, vinyl ester resins, epoxy resins, benzoxazine resins, phenolic resins, urea resins, melamine Although resin, a polyimide resin, etc. are mentioned, it is not necessarily limited to these. Moreover, a filler etc. may be mixed in order to improve heat resistance and mechanical characteristics.
- Resin contained in the layer L 2 is not particularly limited as long as the thermosetting resin is cured as the unsaturated polyester resins, vinyl ester resins, epoxy resins, benzoxazine resins, phenolic resins, urea resins, melamine resins And polyimide resins, but not limited thereto. Moreover, a filler etc. may be mixed in order to improve heat resistance and mechanical characteristics.
- the fiber flow degree in the present invention is defined as the width of the fiber bundle of reinforcing fibers having a woven structure in layer L 1 as h, the maximum value of h contained in the fiber reinforced plastic as h max , the minimum value of h as h min And the value defined by h max / h min .
- the width h of the fiber bundle refers to the distance between the two outermost fibers of the fibers constituting the fiber bundle.
- Figure 4 is a an example of the appearance of the layer L 1 in the fiber-reinforced plastic schematically showing.
- plain weave is shown as an example, it is not limited to plain weave, but may be various weave forms.
- the warp yarn 11 and the weft yarn 12 form a woven structure.
- the width of the fiber bundle at the narrowest portion 13 of the fiber bundle is h min
- the width of the fiber bundle at the widest portion 14 of the fiber bundle is h max .
- Fiber bundles impinging on the end of the reinforcing fibers to form a layer L 1 e.g., fiber bundle 15
- the fiber bundle width is measured visually using a ruler, a caliper or the like. Acquiring an image of layer L 1 of the surface using a digital scope, a method of measuring by using the image processing software is allowed.
- the fiber flow rate of the fiber reinforced plastic exceeds 5.0, it indicates that the disorder of the fiber bundle constituting the woven structure is large, and the surface quality is inferior.
- the preferred upper limit of the fiber flow rate is 2.5.
- the dispersion parameters measured for each of the layers L 2 in a cross section obtained by cutting the laminated structure in the stacking direction and that of 10% or less.
- the dispersion parameter when the reinforcing fibers of the cross section of the layer L 2 seen in the direction of the cross-section transverse to the stacking direction of the fiber reinforced plastic was randomized 100 to extract, obtained by approximating the cross-sectional shape to an elliptical, The standard deviation / average value of the major axis of the 100 cross sections.
- the direction crossing the stacking direction There is no particular limitation on the direction crossing the stacking direction, and any angle may be taken as long as it crosses the cross section.
- a cross section crossing an arbitrary stacking direction is observed, and it is determined that the present requirement is satisfied if there is a cross section satisfying the above-mentioned dispersion parameter range even once.
- the cross-sectional shape of the reinforcing fibers when the reinforcing fibers are oriented in one direction is the same.
- the cross-sectional shape of the reinforcing fiber becomes an ellipse close to a perfect circle in the cross section near to the fiber direction, and in the cross section oblique to the fiber direction, the cross-sectional shape of the reinforcing fiber is an oval Become.
- the present invention there is a layer L 2 that is visible in the laminating direction in a cross section transverse to the stacking direction of the fiber reinforced plastic, and that the dispersion parameter within the layer is not more than 10%, the reinforcing fibers in the layer L 2 It indicates that it is oriented in one direction. If fibers contained in each layer L 2 of fiber-reinforced plastic are oriented in one direction, it is suppressed uneven distribution and orientation unevenness of fibers, preferably for fiber-reinforced plastic express good mechanical properties.
- the dispersion parameter is obtained by acquiring an image of the cross section of the fiber reinforced plastic obtained as described above using a digital scope or the like, selecting 100 reinforcing fiber cross sections at random from the image of the cross section, and selecting the selected reinforcing fiber
- the shape of the cross section of is considered to be an ellipse
- the major axis is measured, and measurement is performed by determining the standard deviation / average value of the major axis.
- the major axis means the maximum value of the length of the straight line obtained by connecting any two points on the circumference of the obtained reinforcing fiber cross-section with a straight line.
- the fiber-reinforced plastic has a plurality of layers L 2, in one layer L 2 as seen in the cross section obtained by cutting at any position across the lamination direction, randomly cross-section of the reinforcing fibers and 100 extract, when these fibers the cross-sectional shape approximate to ellipse, the average value D 1 of the major axis 100 of the cross-section extracted in a separate layer L 2 in the same cross-section as described above in section
- D 1 is D it is more preferred embodiments the cross-section as a two-fold or more are present.
- D 1 is twice or more than D 2 means that in the plurality of layers L 2 constituting the fiber reinforced plastic, there exist sets in which the orientation directions of the reinforcing fibers contained in each layer L 2 are different.
- the orientation of reinforcing fibers in a plurality of directions in the fiber reinforced plastic is preferable because the mechanical properties of the fiber reinforced plastic are isotropic.
- the other one of the layers of It may be twice or more of the major axis average value of.
- the fiber-reinforced plastic has a plurality of layers L 2, the reinforcing fibers contained in a layer L 2 mean value of the length of reinforcing fibers contained in a separate layer L 2 It is preferred that the length is shorter than the average value.
- the mechanical properties of fiber reinforced plastic depend on the length of reinforcing fibers included in the fiber reinforced plastic. Basically, the longer the length of the reinforcing fiber contained in the fiber reinforced plastic, the better the mechanical properties. In addition, the shorter the length of the reinforcing fiber, the better the shape followability at the time of molding. That is, the length of the reinforcing fibers contained in the fiber reinforced plastic is selected according to the required mechanical properties and shape. By having a layer L 2 having a different fiber length from each other are fiber reinforced plastic, since the fiber-reinforced plastic having desired mechanical properties and shape is obtained, preferably.
- Fiber-reinforced plastic has a plurality of layers L 2, the length of the average value of the reinforcing fibers contained in one layer L 2 is shorter than the average length of reinforcing fibers contained in other layers L 2
- the method of measuring the fiber length of reinforcing fiber by burning off resin of fiber reinforced plastic is used. Specifically, the resin of the obtained fiber reinforced plastic is burned off (burnout temperature is 500 ° C.
- the average fiber length of the reinforcing fibers contained in the fiber reinforced plastic is the average value of ten reinforcing fibers arbitrarily extracted from the surface of the fiber mat. After measuring the average value of the length of reinforcing fibers, the fibers of the fiber mat are uniformly peeled off from the surface, and when the fiber length changes significantly, 10 reinforcing fibers are extracted from the surface of the fiber mat at that point And, again, the average value of the length of the reinforcing fiber is obtained.
- the average value of the lengths of the reinforcing fibers determined is compared with the average value of the reinforcing fibers initially determined, and if the lengths differ by 1 mm or more, the length of the reinforcing fibers included in one layer L 2 in the fiber reinforced plastic the average value of the it is determined shorter than the average length of reinforcing fibers contained in other layers L 2.
- Epoxy resin compositions C 1 to C 5 were produced using the following raw materials.
- the resin compositions of the epoxy resin compositions C 1 to C 5 are summarized in Table 1.
- the components of the epoxy resin composition used in the present invention are as follows. -Epoxy resin "jER (registered trademark)" 828 (bisphenol A epoxy resin, manufactured by Mitsubishi Chemical Corporation).
- JER registered trademark
- 1007 FS bisphenol A epoxy resin, manufactured by Mitsubishi Chemical Corporation.
- EPICLON registered trademark
- N 740 phenol novolac epoxy resin, manufactured by DIC Corporation.
- DCMU-99 (3- (3,4-dichlorophenyl) -1,1-dimethylurea, manufactured by Hodogaya Chemical Industry Co., Ltd.).
- Thermoplastic resin "Vinilek (registered trademark)" K polyvinyl formal, manufactured by JNC Co., Ltd.).
- the prepreg P 1 , the prepreg P 5 , the prepreg P 6 , and the prepreg P 7 are woven prepregs in which a reinforcing fiber has a woven structure.
- incised prepreg was used as the discontinuous fiber prepreg.
- the prepregs P 2 , P 3 and P 4 are prepregs in which reinforcing fibers are oriented in one direction. The cuts for cutting the reinforcing fibers were inserted into the prepregs P 2 , P 3 and P 4 to form cut prepregs.
- the heat flow curve 1 in the present invention uses a differential scanning calorimeter (DSC), and about 10 mg of epoxy resin composition C 1 to C 5 is enclosed in a sample pan made of aluminum and placed on the sample table in the cell, Place an empty aluminum sample pan as a reference on the reference base, and heat each sample to 130 ° C at 50 ° C to 700 ° C / min in a nitrogen atmosphere until the thermosetting reaction ends at 130 ° C. Acquired by conducting analysis.
- DSC differential scanning calorimeter
- the total calorific value of the epoxy resin compositions C 1 to C 5 is calculated from the obtained heat flow curve 1 by the trapezoidal equation of division quadrature, and the calorific value of each epoxy resin composition is 50% of the total calorific value I asked for the time to reach.
- T C1 to T C5 the time until the calorific value of the epoxy resin compositions C 1 to C 5 reaches 50% of the total calorific value.
- T C1 215.1 seconds
- T C2 374.4 seconds
- T C3 361.7 seconds
- T C4 171.0 seconds
- T C5 168.7 seconds.
- each prepreg was cut into an arbitrary size and laminated to form a prepreg laminate.
- lamination was performed so that the woven fabric prepreg was disposed only on one surface of the prepreg laminate.
- the prepreg laminate was disposed in a lower mold having a 100 mm ⁇ 100 mm square and a cavity having a depth of 10 mm such that the surface on which the fabric prepreg was disposed was in contact with the surface of the lower mold.
- the lower mold was previously heated to a constant temperature.
- the upper mold heated to the same temperature as the lower mold was placed on the prepreg laminate.
- the prepreg laminate was preheated while being held for a fixed time. After a predetermined time, heat and pressure were applied by a press to produce a flat fiber reinforced plastic. At this time, the filling condition of the fiber reinforced plastic obtained into the mold was observed, and the fiber fluidity of the surface of the fiber reinforced plastic was calculated, and evaluated in the following three levels of good, good and bad. Good: The base material is packed in the mold, the fiber flow rate is 1.0 or more and less than 2.5, and the base material is packed in the mold and the fiber flow rate is 2.5 or more: the base material is in the mold It did not fill.
- each prepreg was laminated to produce a prepreg laminate.
- lamination was performed so that the woven fabric prepreg was disposed only on one surface of the prepreg laminate.
- the prepreg laminate was placed in a lower mold having a 100 mm ⁇ 100 mm square and a cavity with a depth of 10 mm so that the surface on which the fabric prepreg was placed is in contact with the surface of the lower mold. .
- the lower mold had previously been heated to a constant temperature.
- the upper mold heated to the same temperature as the lower mold was placed on the prepreg laminate.
- the prepreg laminate was preheated while being held for a fixed time.
- the rib height Z and fiber flow rate of the fiber reinforced plastic obtained at this time were calculated, and the values were evaluated in the following three levels: good, good, and bad.
- the height of the rib said here says the maximum value of the height of the rib formed in fiber reinforced plastic.
- each prepreg was cut into an arbitrary size and laminated to produce a prepreg laminate. At this time, lamination was performed so that the woven fabric prepreg was disposed only on one surface of the prepreg laminate.
- the prepreg laminate was placed in a 170 mm ⁇ 170 mm lower mold having a concave and convex curved surface on the surface such that the surface having the woven fabric prepreg was in contact with the surface of the lower mold. At this time, the lower mold was previously heated to a constant temperature.
- the upper mold heated to the same temperature as the lower mold was placed on the prepreg laminate. Then, it hold
- Fiber flow rate is not more than 2.5: can not be molded
- ⁇ Method of measuring fiber flow rate> The surface of the obtained fiber reinforced plastic was visually observed, and h min and h max were measured using a ruler with a minimum scale of 1 mm to determine the fiber fluidity.
- ⁇ Method of observing cross section of fiber reinforced plastic> The obtained fiber reinforced plastic was cut in the thickness direction (lamination direction) to prepare a sample in which the layer structure was exposed. The cross section of the sample was then polished by a polisher. Samples were polished cross-section was observed with a digital scope was measured dispersion parameter of the layer L 2 as seen in the fiber-reinforced plastic section.
- Example 1 The prepreg P 6 was cut into a square of 97 mm ⁇ 97 mm, it was woven prepreg of the present invention. Then cut the prepreg P 3 in a square 85 mm ⁇ 85 mm, 1 mm average length of cut, the cut of 14 ° with respect to the angle (cutting angle) of cutting makes with the orientation direction of reinforcing fibers, The cuts were inserted so that the average length of the discontinuous reinforcing fibers cut by the cuts was 25 mm, and were used as cut prepregs in the present invention.
- the above-mentioned woven fabric prepreg is laminated on one surface of the laminated body to obtain a prepreg laminated body.
- the obtained prepreg laminate was placed in a lower mold for producing the fiber-reinforced plastic described in the formability evaluation E 1 which had been heated to 130 ° C. in advance.
- the upper die heated to the same temperature as the lower die was placed, and held for 150 seconds to preheat the prepreg laminate. Then the temperature of the upper and lower dies performing press molding by a press machine at a surface pressure of 5MPa while maintaining a 130 ° C. were conducted formability evaluation E 1 by producing a fiber-reinforced plastic.
- thermosetting resin A in the present invention corresponds to the epoxy resin composition C 4
- thermosetting resin B corresponds to the epoxy resin composition C 1
- Tb-Ta 44.1
- calorific value condition was satisfied.
- the relationship between the average length x of the cuts inserted in all the cut prepregs and the average length y of the discontinuous reinforcing fibers cut by the cuts satisfied y ⁇ 6x + 10.
- the ratio of the surface area of the incised prepreg to the surface area of 100% of the outermost surface in the laminating direction of the woven fabric prepreg was 77%.
- the surface area of the incised prepreg refers to the surface area of the incised prepreg in contact with the woven fabric prepreg. Furthermore, the side of the prepreg laminate on which the notched prepreg is disposed, that is, the surface area of the mold in contact with the surface S 2 as described above has a ratio of the surface S 2 to 100% surface area (area ratio AR 2 , hereinafter the same) %Met.
- the fiber-reinforced plastic obtained as a result of the evaluation had the base material filled to the end of the mold and the fiber fluidity was 3.5. Further, each layer L 2 has met the said dispersion parameter. Furthermore, the cross-section of the reinforcing fibers of one layer L 2 as seen in the same section in the stacking direction of the stacked body average D 1 of the major diameter, the reinforcing fibers of another layer L 2 major axis average value D 2 of the cross section the combination of the layer L 2, which is twice or more were present.
- Example 2 The prepreg P 6 and prepreg P 1, except that the prepregs P 3 was set to prepreg P 2, similarly to produce a prepreg laminate as in Example 1 were carried out formability evaluation E 1.
- the fiber-reinforced plastic obtained as a result of the evaluation had the base material filled to the end of the mold, and the fiber fluidity was 1.8. Further, each layer L 2 has met the said dispersion parameter. Furthermore, the cross-section of the reinforcing fibers of one layer L 2 as seen in the same section in the stacking direction of the stacked body average D 1 of the major diameter, the reinforcing fibers of another layer L 2 major axis average value D 2 of the cross section the combination of the layer L 2, which is twice or more were present.
- Example 3 A prepreg laminate in the same manner as in Example 2 except that the average length of the cuts inserted in the cut prepreg is 1 mm, and the fiber length of the discontinuous reinforcing fiber cut by the cut is 12.5 mm. And the formability evaluation E 1 was performed.
- Tb-Ta 159.3
- the calorific value condition is satisfied, and the average length x of the cuts inserted in all the cut prepregs and the average length of the discontinuous reinforcing fibers cut by the cuts
- the area ratio AR 1 is 77%, the area ratio AR 2 was 138%.
- the fiber-reinforced plastic obtained as a result of the evaluation had the base material filled to the end of the mold, and the fiber fluidity was 2.1. Further, each layer L 2 has met the said dispersion parameter. Further, the D 1 was present combination of layer L 2 to be more than 2 times the D 2. (Example 4) A prepreg laminate was produced in the same manner as in Example 2 except that the dimensions of the woven fabric prepreg were 90 mm ⁇ 90 mm, and the moldability evaluation E 1 was performed.
- the fiber-reinforced plastic obtained as a result of the evaluation had the base material filled to the end of the mold, and the fiber fluidity was 1.7. Further, each layer L 2 has met the said dispersion parameter. Further, the D 1 was present combination of layer L 2 to be more than 2 times the D 2. (Example 5)
- the dimensions of the woven prepreg were 50 mm ⁇ 50 mm square.
- the prepreg P 2 and prepreg P 4 except that the dimensions of the cut prepreg was 45 mm ⁇ 45 mm, similarly to produce a prepreg laminate as in Example 2 was conducted formability evaluation E 1.
- the fiber reinforced plastic obtained as a result of the evaluation had a fiber fluidity of 2.0, but the substrate did not fill up to the end of the mold, and the desired shape was not obtained. Further, each layer L 2 has met the said dispersion parameter. Further, the D 1 was present combination of layer L 2 to be more than 2 times the D 2. (Example 6)
- a prepreg laminate was produced in the same manner as in Example 2 except that the temperature of the mold was 140 ° C. and the preheating time was 120 seconds, and the formability evaluation E 1 was performed.
- the fiber-reinforced plastic obtained as a result of the evaluation had the base material filled to the end of the mold, and the fiber fluidity was 1.9. Further, each layer L 2 has met the said dispersion parameter. Further, the D 1 was present combination of layer L 2 to be more than 2 times the D 2. (Example 7)
- a prepreg laminate was produced in the same manner as in Example 2 except that the temperature of the mold was 120 ° C. and the preheating time was 180 seconds, and the formability evaluation E 1 was performed.
- the fiber-reinforced plastic obtained as a result of the evaluation had the base material filled to the end of the mold, and the fiber fluidity was 1.3. Further, each layer L 2 has met the said dispersion parameter. Further, the D 1 was present combination of layer L 2 to be more than 2 times the D 2. (Example 8) Except that the have a stackup of layers L 2 of the prepreg laminate and the [0 °] 4 similarly to produce a prepreg laminate as in Example 2 was conducted formability evaluation E 1.
- Example 9 A prepreg laminate was produced in the same manner as in Example 2 except that the laminate constitution of the prepreg laminate was pseudo isotropic lamination [45 ° / 0 ° / -45 ° / 90 °] 2S, and the formability evaluation E 1 was made Carried out.
- Example 10 The prepreg P 1 and prepreg P 6, except that the prepregs P 2 and prepreg P 3, to produce a prepreg laminate in the same manner as in Example 9 was conducted formability evaluation E 1.
- the area ratio AR 1 is 77%, the area ratio AR 2 was 138%.
- the fiber-reinforced plastic obtained as a result of the evaluation had the base material filled to the end of the mold, and the fiber fluidity was 3.3. Further, each layer L 2 has met the said dispersion parameter. Further, the D 1 was present combination of layer L 2 to be more than 2 times the D 2. (Example 11)
- the prepreg P 1 and prepreg P 7, except that the prepregs P 2 and prepreg P 3, similarly to produce a prepreg laminate as in Example 2 was conducted formability evaluation E 1.
- the area ratio AR 1 is 77%, the area ratio AR 2 was 138%.
- the fiber-reinforced plastic obtained as a result of the evaluation had the base material filled to the end of the mold, and the fiber fluidity was 3.6. Further, each layer L 2 has met the said dispersion parameter. Further, the D 1 was present combination of layer L 2 to be more than 2 times the D 2. (Example 12)
- the prepreg P 1 and prepreg P 5, except that the prepregs P 2 and prepreg P 4, similarly to produce a prepreg laminate as in Example 2 was conducted formability evaluation E 1.
- the area ratio AR 1 is 77%, the area ratio AR 2 was 138%.
- the fiber-reinforced plastic obtained as a result of the evaluation had the base material filled to the end of the mold, and the fiber fluidity was 2.0. Further, each layer L 2 has met the said dispersion parameter. Further, the D 1 was present combination of layer L 2 to be more than 2 times the D 2. (Example 13) The prepreg P 1 was cut into a square of 90 mm ⁇ 90 mm, and a woven fabric prepreg.
- the resulting prepreg laminate After placing the prepreg laminate, the upper die heated to the same temperature as the lower die was placed, and held for 150 seconds to preheat the prepreg laminate. Then the temperature of the upper and lower dies performing press molding by a press machine while the surface pressure 5MPa was maintained at 130 ° C., was performed formability evaluation E 2.
- the area ratio AR 1 is 89%, the area ratio AR 2 was 193%.
- the fiber reinforced plastic obtained as a result of the evaluation had a fiber fluidity of 1.8. Also, a rib of 7 mm in height stood up. Further, each layer L 2 has met the said dispersion parameter. Further, the D 1 was present combination of layer L 2 to be more than 2 times the D 2.
- Example 14 Discontinuous reinforcing fiber, when laminating incised prepreg [45 ° / 0 ° / -45 ° / 90 °] in 2S , 8 layers of incised prepreg from the surface on which the woven fabric prepreg is placed Example 9 except using the prepreg laminate obtained by laminating using the incised prepreg having a fiber length of 25 mm and laminating the remaining eight layers using the incised prepreg having a fiber length of 12.5 mm.
- the prepreg laminate was manufactured in the same manner as in the above, and the formability evaluation E 2 was performed.
- the fiber reinforced plastic had a rib of 13 mm. Moreover, the fiber fluidity was 1.7 and had a good surface quality. Further, each layer L 2 as seen in the fiber-reinforced plastic section has met the dispersion parameter. Further, the D 1 was present combination of layer L 2 to be more than 2 times the D 2. (Example 15) The prepreg P 1 was cut into a square of 180 mm ⁇ 180 mm, and a woven fabric prepreg.
- the area ratio AR 1 is 89%, the area ratio AR 2 was 173%.
- a woven prepreg is formed on a mold whose surface temperature is at room temperature while being made uneven, and then a cut prepreg laminate in which a lamination configuration of [0 ° / 90 °] 4S is laminated is placed on the woven prepreg. And a prepreg laminate. At this time, the woven prepreg and the incised prepreg laminate were partially in contact with each other, and were not completely in close contact with each other.
- the obtained prepreg laminate was placed in a lower mold heated to 130 ° C. in advance. After placing the prepreg laminate, the upper mold was attached and held for 150 seconds for preheating. Was carried pressurized, the formability evaluation E 3 by subsequent die pressing machine while a surface pressure of 5MPa was kept 130 ° C. The temperature of the.
- the area ratio AR 1 was 72%, and the area ratio AR 2 was 173%.
- the substrate was filled in the mold without wrinkles.
- the fiber flow was 1.7 and had a good surface quality.
- each layer L 2 as seen in the fiber-reinforced plastic section has met the dispersion parameter.
- the D 1 was present combination of layer L 2 to be more than 2 times the D 2.
- the prepreg P 2 and prepreg P 3, except that the preheating time was 30 seconds to produce a prepreg laminate in the same manner as in Example 2 was conducted formability evaluation E 1.
- the resin contained in the prepreg P 3 were the same as those of the resin contained in the prepreg P 1. Therefore, Ta of the thermosetting resin A contained in the fabric prepreg and Tb of the thermosetting resin B contained in the incised prepreg did not satisfy the calorific value condition.
- the fiber-reinforced plastic obtained as a result of the evaluation had a fiber fluidity of 1.8, but the base did not fill the mold.
- Comparative example 3 A prepreg laminate was produced in the same manner as in Example 2 except that the preheating step was not performed, and the formability evaluation E 1 was performed. That is, immediately after the prepreg laminate was placed in the lower mold, the process proceeded to the molding step to produce a fiber reinforced plastic.
- the fiber-reinforced plastic obtained as a result of the evaluation had a fiber fluidity of 4.3, and the texture of the woven fabric was remarkable and the surface quality was poor.
- the prepreg P 2 and prepreg P 3, except that the preheating time was 30 seconds to produce a prepreg laminate in the same manner as in Example 13 was conducted formability evaluation E 2.
- the fiber reinforced plastic obtained as a result of the evaluation had a fiber flow rate of 1.3, but the height of the rib was 3 mm, and the filling of the substrate into the rib portion was extremely poor.
- Comparative example 6 Except that no was performed preheating step to produce a prepreg laminate in the same manner as in Example 13 was conducted formability evaluation E 2. That is, immediately after the prepreg laminate was placed in the lower mold, the process proceeded to the molding step to produce a fiber reinforced plastic.
- the fiber-reinforced plastic obtained as a result of the evaluation had a fiber fluidity of 4.3, and the texture of the woven fabric was remarkable and the surface quality was poor.
- the prepreg P 2 and prepreg P 3, except that the preheating time was 30 seconds to produce a prepreg laminate in the same manner as in Example 15 were carried out formability evaluation E 3.
- the fiber-reinforced plastic obtained as a result of the evaluation had a fiber fluidity of 4.3, and the surface texture was poor due to the presence of fabric irregularities.
- a fiber-reinforced plastic suitable as an outer plate member can be obtained because a prepreg laminate with little distortion at the time of molding is obtained even if a woven fabric prepreg and a discontinuous fiber prepreg are combined.
- Such shell members can be deployed in structural applications such as aircraft, spacecraft, automobiles, railways, ships, electrical appliances, sports and the like.
- Heat flow curve 2 Baseline 3: Total calorific value 4: 50% calorific value of total calorific value 5: Incision 6: Lower mold 7: Upper mold 8: Prepreg laminate 9: Textile prepreg 10: Discontinuous Fiber prepreg 11: warp 12: weft 13: minimum width of fiber bundle 14: maximum width of fiber bundle 15: layer L 1 fiber bundle Z at one end: height of rib
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Composite Materials (AREA)
- Materials Engineering (AREA)
- Textile Engineering (AREA)
- Organic Chemistry (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Manufacturing & Machinery (AREA)
- Health & Medical Sciences (AREA)
- Inorganic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Mathematical Physics (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Architecture (AREA)
- Reinforced Plastic Materials (AREA)
- Moulding By Coating Moulds (AREA)
- Laminated Bodies (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Abstract
少なくとも一方の表面層に織物プリプレグを有し、かつ不連続繊維プリプレグを有するプリプレグ積層体であって、 前記織物プリプレグは、織り構造を有する強化繊維R1と熱硬化性樹脂Aとを含み、 前記不連続繊維プリプレグは、一方向に配向された不連続強化繊維R2と熱硬化性樹脂Bとを含み、 前記熱硬化性樹脂Aと前記熱硬化性樹脂Bとが下記発熱量条件を満たすプリプレグ積層体。 発熱量条件:前記熱硬化性樹脂Aおよび前記熱硬化性樹脂Bのそれぞれを、示差走査熱量分析計により窒素雰囲気中で50℃から700℃/minで130℃まで昇温し、熱硬化反応が終了するまで130℃に保持したとき、Tb-Ta>30 ここで、 Ta(s):熱硬化性樹脂Aの発熱量が熱硬化性樹脂Aの総発熱量の50%に達するまでの時間 Tb(s):熱硬化性樹脂Bの発熱量が熱硬化性樹脂Bの総発熱量の50%に達するまでの時間 織物プリプレグと不連続繊維プリプレグを組み合わせても成形時の織り構造の目乱れが少ないプリプレグ積層体、外観品位がよく外板部材として適した繊維強化プラスチック及びかかる繊維強化プラスチックの製造方法を提供できる。
Description
本発明は、プリプレグ積層体、プリプレグ積層体を用いた繊維強化プラスチックの製造方法及び繊維強化プラスチックに関する。
強化繊維と樹脂とからなる繊維強化プラスチックは、比強度、比弾性率が高く、力学特性に優れること、耐候性、耐薬品性などの高機能特性を有することなどから産業用途においても注目され、航空機、宇宙機、自動車、鉄道、船舶、電化製品、スポーツ等の構造用途に展開され、その需要は年々高まりつつある。近年ではその低コスト化と表面品位向上技術により、航空機や自動車等の輸送機器用の外板部材に繊維強化プラスチックを用いる試みがなされている。
外板部材を繊維強化プラスチックで成形する際には、繊維強化プラスチックの表面に織り構造を有する強化繊維と樹脂とからなる織物プリプレグが配置される例が見られる(特許文献1)。織り構造の幾何形状がデザインとして好まれており、好みによって平織り、綾織などが使い分けられている。
また、織物プリプレグのみで十分な力学特性を発現しない場合には、一方向連続繊維プリプレグを積層することで足りない力学特性を補う例も見られる(特許文献2)。
さらに、一方向に配向した強化繊維とマトリックス樹脂からなるプリプレグに切込を挿入することにより、成形時に形状追従性を有しながらも成形後に高い力学特性を有する材料が提案されている(例えば特許文献3)。これらの材料では、プリプレグに含まれる強化繊維は切込により切断されているため、成形時の形状追従性に優れており、複雑形状を有する繊維強化プラスチックを製造することが可能である。
特開2002-284901号公報
特開2007-261141号公報
特開2008-207544号公報
しかしながら、特許文献1や特許文献2に開示された技術においては、使用される強化繊維が連続繊維であることから、凹凸などの複雑形状を有する部材の成形には不向きであった。
また、特許文献3に開示された、織物プリプレグを、形状追従性の高い切込プリプレグなどの不連続繊維プリプレグと組み合わせたものを用いて繊維強化プラスチックを製造する場合、切込プリプレグの流動の影響を受けて織物プリプレグの織り構造を構成する強化繊維束が繊維配向方向の垂直方向に移動したり、繊維束の幅が変化したりすることなどにより、本来の織り構造が乱れる大きな目乱れが生じる問題があった。
したがって、本発明の課題は、織物プリプレグと不連続繊維プリプレグを組み合わせても成形時の織り構造の目乱れが少ないプリプレグ積層体、外観品位がよく外板部材として適した繊維強化プラスチック及びかかる繊維強化プラスチックの製造方法を提供することにある。
上記課題を解決するために、本発明のプリプレグ積層体は、次の構成を有する。すなわち、
少なくとも一方の表面層に織物プリプレグを配置し、かつ不連続繊維プリプレグを配置してなるプリプレグ積層体であって、
前記織物プリプレグは、織り構造を有する強化繊維R1と熱硬化性樹脂Aとを含み、
前記不連続繊維プリプレグは、一方向に配向された不連続強化繊維R2と熱硬化性樹脂Bとを含み、熱硬化性樹脂Aと熱硬化性樹脂Bが下記発熱量条件を満たす、プリプレグ積層体、である。
少なくとも一方の表面層に織物プリプレグを配置し、かつ不連続繊維プリプレグを配置してなるプリプレグ積層体であって、
前記織物プリプレグは、織り構造を有する強化繊維R1と熱硬化性樹脂Aとを含み、
前記不連続繊維プリプレグは、一方向に配向された不連続強化繊維R2と熱硬化性樹脂Bとを含み、熱硬化性樹脂Aと熱硬化性樹脂Bが下記発熱量条件を満たす、プリプレグ積層体、である。
発熱量条件:前記熱硬化性樹脂Aおよび前記熱硬化性樹脂Bのそれぞれを、示差走査熱量分析計により窒素雰囲気中で50℃から700℃/minで130℃まで昇温し、熱硬化反応が終了するまで130℃に保持したとき、Tb-Ta>30
ここで、
Ta(s):熱硬化性樹脂Aの発熱量が熱硬化性樹脂Aの総発熱量の50%に達するまでの時間
Tb(s):熱硬化性樹脂Bの発熱量が熱硬化性樹脂Bの総発熱量の50%に達するまでの時間
また、本発明のプリプレグ積層体を用いた繊維強化プラスチックの製造方法は次の構成を有する。すなわち、
前記プリプレグ積層体を用いる繊維強化プラスチックの製造方法であって、
前記プリプレグ積層体を配置する配置工程、
前記プリプレグ積層体を予熱する予熱工程、
及び前記プリプレグ積層体を加熱・加圧して繊維強化プラスチックとする成形工程を含む繊維強化プラスチックの製造方法、である。
ここで、
Ta(s):熱硬化性樹脂Aの発熱量が熱硬化性樹脂Aの総発熱量の50%に達するまでの時間
Tb(s):熱硬化性樹脂Bの発熱量が熱硬化性樹脂Bの総発熱量の50%に達するまでの時間
また、本発明のプリプレグ積層体を用いた繊維強化プラスチックの製造方法は次の構成を有する。すなわち、
前記プリプレグ積層体を用いる繊維強化プラスチックの製造方法であって、
前記プリプレグ積層体を配置する配置工程、
前記プリプレグ積層体を予熱する予熱工程、
及び前記プリプレグ積層体を加熱・加圧して繊維強化プラスチックとする成形工程を含む繊維強化プラスチックの製造方法、である。
本発明の繊維強化プラスチックは次の構成を有する。すなわち、
織り構造を有する強化繊維及び樹脂を含む層L1と、
強化繊維及び樹脂を含む複数の層L2と、を有し、
前記層L1及び複数の層L2が積層構造を形成しており、
前記層L1は少なくとも一方の表面層に存在し、
前記層L1の下記繊維流動度が、1.0~5.0である繊維強化プラスチック。
織り構造を有する強化繊維及び樹脂を含む層L1と、
強化繊維及び樹脂を含む複数の層L2と、を有し、
前記層L1及び複数の層L2が積層構造を形成しており、
前記層L1は少なくとも一方の表面層に存在し、
前記層L1の下記繊維流動度が、1.0~5.0である繊維強化プラスチック。
繊維流動度:織り構造を有する強化繊維の繊維束の幅をhとして、hの最大値をhmax、hの最小値をhminとしたとき、hmax/hmin
本発明のプリプレグ積層体は、前記不連続繊維プリプレグが、一方向に配向した強化繊維と熱硬化性樹脂Bとを有するプリプレグに複数の切込を挿入することで前記強化繊維を不連続強化繊維R2とした切込プリプレグであることが好ましい。
本発明のプリプレグ積層体は、前記不連続繊維プリプレグが、一方向に配向した強化繊維と熱硬化性樹脂Bとを有するプリプレグに複数の切込を挿入することで前記強化繊維を不連続強化繊維R2とした切込プリプレグであることが好ましい。
本発明のプリプレグ積層体は、前記不連続繊維プリプレグにおいて、実質的に全ての強化繊維が切込によって切断されており、前記切込の平均長さxと前記切込によって切断された不連続強化繊維R2の平均長さyが、y<6x+10を満たすことが好ましい。
本発明のプリプレグ積層体は、前記不連続繊維プリプレグにおいて、実質的に全ての強化繊維が切込によって切断されており、前記切込の平均長さxと前記切込によって切断された不連続強化繊維R2の平均長さyが、y≧6x+10を満たすことが好ましい。
本発明のプリプレグ積層体は、前記不連続繊維プリプレグのそれぞれの積層面の表面積が、前記少なくとも一方の表面層に配置された織物プリプレグの外表面の表面積100%に対して80%以上100%未満であることが好ましい。
本発明のプリプレグ積層体を用いた繊維強化プラスチックの製造方法は、前記プリプレグ積層体の一方の表面が前記不連続繊維プリプレグにより形成される場合において、前記成形用の型の不連続繊維プリプレグに接する面の表面積が、前記表面に配置された不連続繊維プリプレグの当該成形用の型に接する面の表面積100%に対して、100%より大きく200%未満となることが好ましい。
本発明の繊維強化プラスチックは、層L2に含まれる不連続強化繊維の繊維長さが1~100mmであることが好ましい。
本発明の繊維強化プラスチックは、前記積層構造を積層方向に切断して得られる断面における各々の層L2について測定した下記分散パラメータが10%以下であることが好ましい。
分散パラメータ:無作為に抽出された100個の強化繊維の断面の形状を楕円に近似して得られる100個の長径の標準偏差/平均値
本発明の繊維強化プラスチックは、前記積層構造を積層方向の任意の位置で切断して得られる断面内の1つの層L2において、無作為に抽出された100個の強化繊維の断面形状を楕円に近似して得られる100個の径(楕円の場合は長径)の平均値をD1として、前記積層方向の断面内の別の層L2において、無作為に抽出された100個の強化繊維の断面形状を楕円に近似して得られる100個の長径の平均値D2とすると、D1がD2の2倍以上であることが好ましい。
本発明の繊維強化プラスチックは、前記積層構造を積層方向の任意の位置で切断して得られる断面内の1つの層L2において、無作為に抽出された100個の強化繊維の断面形状を楕円に近似して得られる100個の径(楕円の場合は長径)の平均値をD1として、前記積層方向の断面内の別の層L2において、無作為に抽出された100個の強化繊維の断面形状を楕円に近似して得られる100個の長径の平均値D2とすると、D1がD2の2倍以上であることが好ましい。
本発明の繊維強化プラスチックは、複数の層L2を有し、一つの層L2に含まれる不連続強化繊維の長さの平均値が、別の層L2に含まれる不連続強化繊維の長さの平均値よりも短いことが好ましい。
本発明によれば、織物プリプレグと不連続繊維プリプレグを組み合わせても成形時の目乱れが少ないプリプレグ積層体を得ることができる。また、外板部材として適した繊維強化プラスチックを得ることができるとともに、かかる繊維強化プラスチックを製造する方法を提供できる。
本発明では、織物プリプレグと不連続繊維プリプレグの積層体において、織物プリプレグに含まれる熱硬化性樹脂Aを不連続繊維プリプレグに含まれる熱硬化性樹脂Bよりも硬化時間が十分速くすることで、上記の課題を解決可能であり、具体的には、熱硬化性樹脂Aと熱硬化性樹脂Bとの関係は、それぞれに対して示差走査熱量分析計により窒素雰囲気中で50℃から700℃/minで130℃まで昇温し、その後130℃で熱硬化反応が終了するまで保持する分析を行ったとき、熱硬化性樹脂Aの発熱量が熱硬化性樹脂Aの総発熱量の50%に達するまでの時間Ta(s)と、熱硬化性樹脂Bの発熱量が熱硬化性樹脂Bの総発熱量の50%に達するまでの時間Tb(s)とがTb-Ta>30の関係を満たすこと(以下、発熱量条件という)が必要である。Tb-Ta≦30の場合、熱硬化性樹脂Aと熱硬化性樹脂Bの硬化速度の差が、実質的に小さくなるため、目乱れ抑制の効果が期待できない。
[規則91に基づく訂正 05.12.2018]
上記の関係を満たすとき、熱硬化性樹脂Aが熱硬化性樹脂Bよりも十分速く硬化することから、加熱によって熱硬化性樹脂Bの粘度が低下し不連続繊維プリプレグに含まれる不連続強化繊維R2が流動する頃には熱硬化性樹脂Aの粘度が十分高くなっており、織物プリプレグに含まれる強化繊維R1の流動が抑制され、織り構造の目乱れが抑制される。より効果的に目乱れを抑制するためにはTb-Ta>150となるように熱硬化性樹脂A及び熱硬化性樹脂Bを選択することが好ましい。一方、現実的なTb-Taの最大値は1,000である。
上記の関係を満たすとき、熱硬化性樹脂Aが熱硬化性樹脂Bよりも十分速く硬化することから、加熱によって熱硬化性樹脂Bの粘度が低下し不連続繊維プリプレグに含まれる不連続強化繊維R2が流動する頃には熱硬化性樹脂Aの粘度が十分高くなっており、織物プリプレグに含まれる強化繊維R1の流動が抑制され、織り構造の目乱れが抑制される。より効果的に目乱れを抑制するためにはTb-Ta>150となるように熱硬化性樹脂A及び熱硬化性樹脂Bを選択することが好ましい。一方、現実的なTb-Taの最大値は1,000である。
本発明における織物プリプレグは、織り構造を有する強化繊維R1と熱硬化性樹脂Aを含むプリプレグである。
強化繊維R1としては、例えば、ガラス繊維、ケブラー繊維、炭素繊維、グラファイト繊維、ボロン繊維、アラミド繊維等であってもよい。その中でも特に炭素繊維は、これらの強化繊維の中でも軽量であり、なおかつ比強度及び比弾性率において特に優れた性質を有していることから好ましい。
[規則91に基づく訂正 05.12.2018]
前記織物は一種類の繊維からなるものであっても良いし、複数の種類の繊維からなるものであっても良い。前記織物は、複数の繊維束から構成されるものを適宜選択することができる。例えば、互いに平行となるように一方向に引き揃えられた複数本の繊維束と、それらに直交する補助繊維が互いに交錯して織り構造をなす一方向織物、あるいは、複数本の繊維束を二方向に織成してなる二軸織物、さらにはそれぞれ平行に引き揃えられた繊維束を互いに繊維方向が異なるように多段に積層し、それらをステッチングなどで接合した多軸織物などを用いることができる。なかでも互いに直交する繊維束から成る二軸織物は立体形状への追従性に優れるため好ましい。前記織物プリプレグの織り構造の形態は特に限定されないが、平織り、綾織り、朱子織り、からみ織り、模紗織り、斜紋織り等の種々の織り形態を取ってもよい。また、織物を構成する繊維束の幅は全ての繊維束で均一でも良く、繊維束によって異なる幅を有していても良い。各々の繊維束を構成している繊維フィラメント数は特に限定されないが、取り扱い性の面からは1,000~12,000本が好ましく、1,000~5,000本であれば織物の目乱れが目立ちにくくなるためより好ましい。
前記織物は一種類の繊維からなるものであっても良いし、複数の種類の繊維からなるものであっても良い。前記織物は、複数の繊維束から構成されるものを適宜選択することができる。例えば、互いに平行となるように一方向に引き揃えられた複数本の繊維束と、それらに直交する補助繊維が互いに交錯して織り構造をなす一方向織物、あるいは、複数本の繊維束を二方向に織成してなる二軸織物、さらにはそれぞれ平行に引き揃えられた繊維束を互いに繊維方向が異なるように多段に積層し、それらをステッチングなどで接合した多軸織物などを用いることができる。なかでも互いに直交する繊維束から成る二軸織物は立体形状への追従性に優れるため好ましい。前記織物プリプレグの織り構造の形態は特に限定されないが、平織り、綾織り、朱子織り、からみ織り、模紗織り、斜紋織り等の種々の織り形態を取ってもよい。また、織物を構成する繊維束の幅は全ての繊維束で均一でも良く、繊維束によって異なる幅を有していても良い。各々の繊維束を構成している繊維フィラメント数は特に限定されないが、取り扱い性の面からは1,000~12,000本が好ましく、1,000~5,000本であれば織物の目乱れが目立ちにくくなるためより好ましい。
熱硬化性樹脂Aとしては、上記の発熱量条件を満たす熱硬化性樹脂であれば特に限定されず、不飽和ポリエステル樹脂、ビニルエステル樹脂、エポキシ樹脂、ベンゾオキサジン樹脂、フェノール樹脂、尿素樹脂、メラミン樹脂およびポリイミド樹脂等が挙げられる。これらの樹脂を変性剤により変性させたものや、2種以上のブレンドの樹脂を用いることもできる。また、これらの熱硬化性樹脂は熱により自己硬化する樹脂であってもよいし、硬化剤や硬化促進剤等を含むものであってもよい。また、耐熱性や力学特性を向上させる目的でフィラーなどが混合されているものであってもよい。
本発明における不連続繊維プリプレグとは、一方向に配向した不連続強化繊維とマトリクス樹脂とからなる。具体的には、一方向に配向した強化繊維と熱硬化性樹脂Bとを含むプリプレグに対して、強化繊維を切断する方向に複数の切込を挿入した切込プリプレグであってもよいし、一方向プリプレグを小さく裁断したものを繊維方向が一致する様に、かつそれぞれが重ならないように並べることで得られるシート状基材であってもよい。リサイクル繊維を流水によって一方向に引き揃えた繊維基材に樹脂を含浸させたものであってもよい。また、繊維基材を引っ張ることで断続的に繊維を破断させた繊維基材に樹脂を含浸させたものであってもよい。強化繊維を不連続強化繊維R2とすることで、プリプレグ積層体を曲面に追従させたり、不連続繊維プリプレグを流動させてリブを設けさせたりすることができ、複雑形状を有する繊維強化プラスチックを得ることができる。
不連続強化繊維R2の素材は特に限定されず、ガラス繊維、ケブラー繊維、炭素繊維、グラファイト繊維、ボロン繊維、アラミド繊維等であってもよい。その中でも特に炭素繊維は、これらの強化繊維素材の中でも軽量であり、なおかつ比強度及び比弾性率において特に優れた性質を有していることから好ましい。
熱硬化性樹脂Bとしては、上記の発熱量条件を満たす熱硬化性樹脂であれば特に限定されず、不飽和ポリエステル樹脂、ビニルエステル樹脂、エポキシ樹脂、ベンゾオキサジン樹脂、フェノール樹脂、尿素樹脂、メラミン樹脂およびポリイミド樹脂等が挙げられる。これらの樹脂を変性剤により変性させたものや、2種以上のブレンドの樹脂を用いることもできる。また、これらの熱硬化性樹脂は熱により自己硬化する樹脂であってもよいし、硬化剤や硬化促進剤等を含むものであってもよい。耐熱性や力学特性を向上させる目的でフィラーなどが混合されているものであってもよい。
前記熱硬化性樹脂Aおよび熱硬化性樹脂Bとしては、エポキシ樹脂を用いることが好ましい。エポキシ樹脂を用いることで、機械特性や耐熱性により優れた繊維強化プラスチックを得ることができる。
不連続繊維プリプレグにおける不連続強化繊維の体積含有率(Vf)に関しては特に限定はなく、適宜選択することができるが、十分な力学特性及び形状追従性を発現させるためにはVf=40~65%であることが好ましい。
以下の説明では、特に不連続繊維プリプレグを切込プリプレグとした場合について記載する。不連続繊維を切込プリプレグとすることで、精度のよい一方向方向性と高い繊維含有率を有する不連続繊維プリプレグを得ることができる。
一方向に配向した強化繊維に切込を挿入して切込プリプレグを製造する方法に関しては、刃を表面に配置した回転刃にプリプレグを押しつけて製造しても、トムソン刃を用いてプリプレグを間欠プレスすることで製造しても、レーザーを用いて強化繊維を切断することで製造しても良い。
本発明において、切込プリプレグは、良好な形状追従性を付与するために実質的に全ての強化繊維が切込によって切断されていることが好ましい。実質的に全ての強化繊維が切込によって切断されているとは、切断前の連続強化繊維本数のうち95%以上の本数が切込によって切断されていることを指す。切込プリプレグ内の実質的に全ての強化繊維が切込によって切断されているかどうかは、1cm幅のサンプルを代表として抽出し、10cm以上の長さの強化繊維を連続繊維とみなして確認する。すなわち、まず、切込プリプレグ1層における任意の箇所にて、強化繊維の繊維方向と垂直の断面を有するように1cm×1cmの小片を切り出して硬化させ、強化繊維の繊維方向に直角な断面を研磨し、該断面の画像を得る。そして、画像処理によって強化繊維部と樹脂部とを二値化し、断面に含まれる強化繊維数(N1)をカウントする。次に、切込プリプレグ1層における任意の箇所にて、強化繊維の繊維方向の距離が20cmとなり、強化繊維の繊維方向と垂直の断面を有するように、20cm×1cmの部分を切り出し、高温で樹脂を焼き飛ばす(焼き飛ばし法)。樹脂を焼き飛ばすための温度は、樹脂種によって異なるが、例えばエポキシ樹脂であれば500℃である。そして、残った強化繊維から、10cm以上の長さの強化繊維の数(N2)をカウントする。N2がN1の5%以下であれば、切断前の連続繊維のうち、95%以上の本数が切込によって切断されたとみなす。
プリプレグに切込を挿入して切込プリプレグとすることで、切込プリプレグに含まれる強化繊維の繊維長が不連続となり、成形時に高い形状追従性を有する。その結果、加熱・加圧時に切込プリプレグが流動し、型に追従して複雑形状を有する繊維強化プラスチックを製造することができる。
切込プリプレグに挿入される切込の好ましい切込角は、繊維の配向方向を0°とした際の切込角θの絶対値が0°≦θ<45°であることが好ましく、2°≦θ<25°であることが良好な表面品位を得るためにはより好ましい。また、切込プリプレグに挿入される各切込の長さXは0.1mm≦X<50mmであることが好ましく、0.5mm≦X<10mmであることがより好ましい。切込の長さXが上記好ましい範囲であると、繊維強化プラスチックとした際に切込の開口が目立たず表面品位の低下を防止できる。
本発明において不連続繊維プリプレグに含まれる不連続強化繊維R2の長さYは1mm≦Y<100mmであることが好ましく、10mm≦Y<50mmであることが良好な力学特性を発現させる上ではより好ましい。不連続強化繊維R2の長さYが上記好ましい範囲であると繊維強化プラスチックとした際に十分な力学特性を発現、する一方、成形時の形状追従性が損なわれることはない。
本発明におけるプリプレグ積層体は、前記織物プリプレグ及び前記不連続繊維プリプレグを積層することで得られる。本発明に係るプリプレグ積層体は、少なくとも一方の表面層に織物プリプレグを有することで、繊維強化プラスチックの良好な力学特性及び表面品位が実現される。それ以外は、プリプレグ積層体の積層構成は、特に限定されず、用途に応じて任意に積層されて良い。プリプレグ積層体の代表的な積層構成としては、例えば、不連続繊維プリプレグを、強化繊維の繊維方向を0°とした場合に[+45°/0°/-45°/90°]Sの擬似等方積層で積層したのち、積層体の一方の表面に織物プリプレグを積層することでプリプレグ積層体としても良いし、不連続繊維プリプレグを[0°/90°]2Sのクロスプライ積層構成で積層したのち、積層体の少なくとも一方の表面に織物プリプレグを積層することでプリプレグ積層体としてもよい。また、プリプレグ積層体は両方の表面に織物プリプレグが配置されていても良い。さらに、プリプレグ積層体は必要に応じて一方向連続繊維プリプレグや樹脂シートなど、他のシート状基材を含んでも良い。
本発明において、織物プリプレグに含まれる熱硬化性樹脂Aの硬化速度よりも不連続繊維プリプレグに含まれる熱硬化性樹脂Bの硬化速度が速い方が、成形時の織物の目乱れが抑制されるため好ましい。
示差走査熱量分析計(DSC)で観測されるヒートフローは、熱硬化性樹脂の反応によるものであり、DSCの等温測定において、ヒートフローが現れるまでの時間は、熱硬化性樹脂の反応速度を判断する基準となる。すなわち、DSCの等温測定にて現れるヒートフローのピークトップ(以下、ピークトップ)は、熱硬化性樹脂の架橋反応が最も活発化する状態を表しており、硬化速度の指標として用いることができる。しかしながら、ピークトップはDSC測定の条件に大きく依存するため、再現性を有する数値を取得することが困難である場合があった。このため、本発明では、硬化速度の指標として、安定して再現性を有する数値が得られる総発熱量に基づいた評価を採用した。
本発明における評価方法を以下に、詳細に記載する。
図1は樹脂サンプルに対して上記の条件でDSC測定を実施した際に得られる硬化発熱によるヒートフロー曲線1の一例を模式的に示したものである。任意のベースライン2とヒートフロー曲線1で囲まれた部分が硬化反応による発熱を表し、この面積3が総発熱量となる。図1における反応終了時刻Th及び反応開始時刻Tsは、以下のとおり定義される。反応終了時刻Thはピークトップから計測終了までの間で発熱量が最小値をとった時刻とする。ベースライン2はThにおけるヒートフローから水平に引いた直線とする。また、ベースライン2とヒートフロー曲線1が計測開始後最初に交わる点の時刻を反応開始時刻Tsとする。熱硬化性樹脂A及び熱硬化性樹脂Bのそれぞれについて熱量分析を実施してヒートフロー曲線1を取得し、総発熱量を求め、反応開始時刻Tsからの累計の発熱量4が総発熱量100%のうちの50%をはじめて超えた時間を半硬化時間TaおよびTbとする。ここでは、熱硬化性樹脂Aの半硬化時間をTa,熱硬化性樹脂Bの半硬化時間をTbと示す。Ta及びTbは値が小さいほど、より短時間で硬化反応の半分が完了したことを示しており、硬化が進行する速度が高いことを示す。
本発明のプリプレグ積層体は平板状であってもよいが、必ずしも平板状でなくともよい。平板状であれば、織物プリプレグに不連続繊維プリプレグを積層したプリプレグ積層体をプレス成形やオートクレーブ成形等の加熱・加圧手段によって複雑形状を有する繊維強化プラスチックへと成形する。ここで、本発明に係る「加熱・加圧」とは、圧力を加えながら行う加熱である。平板状でない場合は、織物プリプレグと不連続繊維プリプレグを、順に型に賦形しながら積層して、プリプレグ積層体とする場合を意味する。その際、織物プリプレグと不連続繊維プリプレグが完全に密着していない場合も本発明のプリプレグ積層体の態様に含まれるものとする。
本発明のプリプレグ積層体の態様として、前記プリプレグ積層体が、前記切込プリプレグの実質的に全ての強化繊維が切込によって切断されており、切込の平均長さxと切込によって切断された不連続強化繊維R2の平均長さyが、y<6x+10となる切込プリプレグを含むことが好ましい。
図2に、一方向プリプレグに切込5を挿入して得られる切込プリプレグの一例を示す。本発明において、プリプレグ積層体に含まれる一方向プリプレグが連続した強化繊維のみからなる場合、すなわち、不連続強化繊維を含まず、例としては強化繊維を切断する切込が一つも挿入されていなかった場合、プリプレグ積層体を加熱・加圧した際に型の凹凸部で連続強化繊維が突っ張り、複雑形状に形状追従性させることは非常に難しい。このため、本発明では、プリプレグ積層体に形状追従性を付与するために、不連続繊維プリプレグを用いるのであり、切込が挿入された切込プリプレグを用いることが好ましい。切込の形状や配置パターンを変えることで形状追従性を向上させることができる。例えば、図2において切込の長さX(以下、切込長さという場合がある)が長いほど、また、切込によって切断される不連続強化繊維R2の長さY(以下、繊維長さと言う場合がある)が短いほど、切込プリプレグは高い形状追従性を有する。したがって、本発明のプリプレグ積層体は、力学特性よりも形状追従性を重視する場合、y<6x+10を満たす切込プリプレグが含まれることが好ましい。
なお、本発明における切込の平均長さxとは、切込プリプレグに挿入された全ての切込の長さXの平均値とすることが理想であるが、実際に全ての切込の長さを測定することは現実的ではないため、切込プリプレグをデジタルマイクロスコープ等の撮影装置を用いて撮影した画像を用いて測定した値から求めた平均値を切込の平均長さとする。切込のパターンは、切込プリプレグを任意の位置で撮影して得られた画像上の切込の端部同士を線分で結ぶことで抽出することができる。例えば、切込がどの様な角度で挿入されているのか、複数の切込は平行に挿入されているのか、等間隔に挿入されているのか、等のパターンを、一つの切込における端部同士を線分で結ぶことで抽出する。線分の長さを切込の長さとし、合計10個の切込の長さを測定し、その平均値を切込の平均長さとする。切込は直線状でも曲線状でもよいが、切込が曲線状の場合には、その切込の端部同士を結んだ線分の長さを切込の長さXとする。
同様に、本発明における切込によって切断された不連続強化繊維R2の平均長さyは、切込の平均長さと同じように、デジタルマイクロスコープ等の撮影装置を用いて撮影した画像を用いて測定した値から求めた平均値を切込によって切断された不連続強化繊維R2の平均長さとする。画像上において、強化繊維の繊維方向上にて平行に隣接する2つの切込を選定し、それぞれの切込における端部同士を線分で結ぶことで切込パターンを抽出する。そして、当該2つの隣接した切込の間の、強化繊維の繊維方向に平行な方向の距離を強化繊維の長さとし、合計10個の線分間について強化繊維の長さを測定し、その平均値を切込によって切断された強化繊維の平均長さyとする。
本発明のプリプレグ積層体の別の態様として、切込の平均長さxと切込によって切断された不連続強化繊維R2の平均長さyが、y≧6x+10となる切込プリプレグを含むものが挙げられる。
切込プリプレグに含まれる不連続強化繊維R2は配向角がランダムでなく、強化繊維が一方向に配向したプリプレグから得られるため、強化繊維の配向ムラや分布ムラが生じることはなく、高い力学特性を有する繊維強化プラスチックを製造することができる。切込プリプレグの力学特性は切込の形状や配置パターンによって向上させることができる。例えば、切込の長さXが短いほど、また、切込によって切断された不連続強化繊維R2の長さYが長いほど、切込を行う前の元のプリプレグの力学特性からのノックダウンが低く、高い力学特性を発現する。したがって、本発明のプリプレグ積層体は、形状追従性よりも力学特性を重視する場合には、y≧6x+10を満たす切込プリプレグが含まれることが好ましい。
本発明の別のプリプレグ積層体の好ましい態様としては、プリプレグ積層体に含まれる各不連続繊維プリプレグのそれぞれの積層面の表面積が、少なくとも一方の表面層に配置された織物プリプレグ外表面の表面積100%に対して80%以上100%未満であってもよい。織物プリプレグの外表面に、積層方向の面における凹凸は含むが、織物プリプレグの側面は含めない。プリプレグ積層体の両積層面に織物プリプレグが配置される場合には、両面のうちで上記の表面積の大きい方の織物プリプレグを選んで、不連続繊維プリプレグとの関係が上記の通りであればよい。もっとも、上記両表面層のそれぞれの織物プリプレグが、不連続繊維プリプレグと上記関係となっていてもよい。前記不連続繊維プリプレグに含まれる不連続強化繊維R2は繊維長が短く、加熱・加圧時の形状追従性を有しているため、不連続繊維プリプレグの表面積を織物プリプレグの表面積100%に対して80%以上100%未満とすることで、加熱・加圧時に不連続繊維プリプレグを伸張または流動させて複雑形状を有する型に追従させることができ、型のキャビティ内に基材が充填しない箇所が生じることを有効に防止できる。
具体的には、繊維強化プラスチックを得るためのプリフォームとして織物プリプレグと不連続繊維プリプレグを型に賦形しながらプリプレグ積層体を得る場合、織物プリプレグは伸張しにくいため、型の凹凸に丁寧に沿わせるが、不連続繊維プリプレグは加熱加圧することで型の凹凸に沿わせることができるので、プリフォームの時点では型の凹凸に丁寧に沿わす必要がなく、プリプレグ積層体としては織物プリプレグよりも表面積が小さくなる。織物プリプレグを型の凹凸に沿わせた上で不連続繊維プリプレグをその上に配置する場合、織物プリプレグと不連続繊維プリプレグとは金型の凸部付近でのみ接触し、凹部付近では接触しない形態を取る。このように、プリプレグ積層体を構成する織物プリプレグ及び不連続繊維プリプレグは必ずしも積層面全体で密着している必要はなく、金型の形状に応じてそれぞれのプリプレグが接触しない箇所を含んでいても良い。より好ましくは、不連続繊維プリプレグの表面積が上記の一面または両面における織物プリプレグの表面積100%に対して80%以上95%以下となることである。
また本発明では、前記プリプレグ積層体を成形用の型に配置する配置工程、プリプレグ積層体を予熱する予熱工程、プリプレグ積層体を加熱・加圧して繊維強化プラスチックとする成形工程を含む繊維強化プラスチックの製造方法を提供する。
上記型の形態は特に限定されないが、一般的には下型6と上型7からなるものが用いられる。図3は、繊維強化プラスチックの製造方法の各工程の一例を示した模式図である。本発明における配置工程とは、型外で製造された前記プリプレグ積層体8を図3(a)に示す様に下型6に配置する工程、あるいは、下型6の上で織物プリプレグ9及び不連続繊維プリプレグ10を積層して前記プリプレグ積層体8とする工程をいう。配置工程では、図3(a)のようにプリプレグ積層体の織物プリプレグ9が配置された表面と下型6表面とが接する様に配置しても良いし、あるいは不連続繊維プリプレグ10が配置された表面と下型6表面が接する様に配置しても良いが、前者の場合は織物プリプレグを優先的に熱することができるため好ましい。プリプレグ積層体全体を均質に加熱したい場合、下型6にプリプレグ積層体8を配置後、プリプレグ積層体8に大きな圧力が負荷されない様に注意しつつ、プリプレグ積層体8の上に上型7を配置しても良い。
本発明における予熱工程とは、型に配置されたプリプレグ積層体を、圧力を与える前に加熱する工程である(以下、プリプレグ積層体に圧力を与える前に加熱することを予熱という)。本発明においては、予熱工程により、織物プリプレグに含まれる熱硬化性樹脂Aの硬化を不連続繊維プリプレグに含まれる熱硬化性樹脂Bの硬化よりも先に進行させ、後述する成形工程実施時の織物プリプレグの目乱れを抑制することができる。プリプレグ積層体を予熱する方法としては、配置工程でプリプレグ積層体8を型に配置した後に上下型の温度を上昇させることで予熱しても良いし、あらかじめ表面が予熱された下型6にプリプレグ積層体8を配置することで予熱しても良い。特に後者の場合は、配置工程の後直ちに予熱工程を開始することができるため、生産性を向上させる点で好ましい。予熱工程を実施する型の温度は特に限定されないが、100℃以上であれば上記TaとTbとの差による効果が顕著に表れることから好ましく、110℃以上180℃以下であればより速く樹脂の硬化が進み成形時間が短縮されるため好ましい。プリプレグ積層体の予熱に費やす時間については5秒以上300秒以下であることが好ましい。予熱時間が上記好ましい範囲である場合、熱硬化性樹脂Aの硬化を制御しつつ十分に進行させることができる。より好ましい予熱時間は10秒以上180秒以下である。
本発明における成形工程とは、図3(b)に示すように予熱工程にて予熱されたプリプレグ積層体を上下型で加熱・加圧し、繊維強化プラスチックとする工程である。予熱工程の後にプリプレグ積層体を加熱・加圧することで織物プリプレグの変形を抑制しつつ、形状追従性の高い不連続繊維プリプレグが流動し、型のキャビティ内に充填する。このとき、不連続繊維プリプレグが流動することによって織物プリプレグの側面及び周囲を充填することがあっても、本発明においては織物プリプレグを構成する繊維束の動きが抑制され、目乱れが防止される。加熱・加圧する手段は、例えばプレス機を用いたプレス成形により実施されるものであっても良い。
本発明の繊維強化プラスチックの製造方法の別の様態として、プリプレグ積層体表面の一方が不連続繊維プリプレグの表面により形成される場合、例えば、プリプレグ積層体の一方の外表面を表面S1とすると、織物プリプレグの表面が表面S1を形成しており、前記プリプレグ積層体のもう一方の外表面を表面S2とすると、不連続繊維プリプレグの表面で表面S2が形成されている場合において、前記表面S2に接する型の表面積が、表面S2の表面積100%に対して100%より大きく200%未満となることも好ましい。ここでいう型の表面積とは、前記成形工程にて加熱・加圧を実施する直前にプリプレグ積層体の表面S2と接している型において、型を閉じた際に型内に基材が完全に充填したと仮定した場合に、流動した基材と接触しうる表面の面積を指す。プリプレグ積層体の表面S2の表面積100%に対して前記型の表面積を100%より大きく200%未満とすることで、前記成形工程で不連続繊維プリプレグが流動して型のキャビティ内を十分に充填し、複雑形状を有する繊維強化プラスチックを製造することができる。より好ましくは、110%以上150%以下である。
本発明に係る製造方法によって得られる繊維強化プラスチックは、織物プリプレグに起因する織り構造の表面外観を有し、不連続繊維プリプレグに起因した繊維長の短い強化繊維を含む。すなわち、繊維強化プラスチックに層L1と複数の層L2とが含まれ、両者が積層構造をとるとして、前記層L1は繊維強化プラスチックの少なくとも一方の表面に存在し、強化形態が織り構造を有する強化繊維及び樹脂を含み、前記層L2は、不連続強化繊維及び樹脂を含むものとしたとき、繊維強化プラスチック内の前記層L1の繊維流動度が、1.0~5.0である繊維強化プラスチックである。
上記において、層L1は前記プリプレグ積層体における織物プリプレグが硬化した層を指す。幾何形状デザインの付与や表面品位の向上のためには繊維強化プラスチックの表面に強化繊維が織り構造を有する層L1が設けられていることが好ましい。層L1に含まれる強化繊維の織り構造の形態は特に限定されず、例えば、互いに平行となるように一方向に引き揃えられた複数本の繊維束と、それらに直交する補助繊維が互いに交錯して織り構造をなす一方向織物、あるいは、複数本の繊維束を二方向に織成してなる二軸織物、さらにはそれぞれ平行に引き揃えられた繊維束を互いに繊維方向が異なるように多段に積層し、それらをステッチングなどで接合した多軸織物などを用いることができる。なかでも互いに直交する繊維束から成る二軸織物は立体形状への追従性に優れるため好ましく、平織り、綾織り、朱子織、からみ織り、模紗織り、斜紋織り等の種々の織り形態を取ってもよい。また、織物を構成する繊維束の幅は全ての繊維束で均一でも良く、繊維束によって異なる幅を有していても良い。また、層L2は前記プリプレグ積層体における不連続繊維プリプレグが硬化した層を示す。層L2に含まれる強化繊維は複雑形状に追従するために強化繊維の長さが1~100mmであることが好ましく、10~50mmがより好ましい。
層L1及び層L2に含まれる強化繊維は特に限定されず、ガラス繊維、ケブラー繊維、炭素繊維、グラファイト繊維、ボロン繊維、アラミド繊維等であってもよい。その中でも特に炭素繊維は、これらの強化繊維の中でも軽量であり、なおかつ比強度及び比弾性率において特に優れた性質を有していることから好ましい。また、層L1に含まれる樹脂は、熱硬化性樹脂が硬化したものであれば特に限定されず、不飽和ポリエステル樹脂、ビニルエステル樹脂、エポキシ樹脂、ベンゾオキサジン樹脂、フェノール樹脂、尿素樹脂、メラミン樹脂およびポリイミド樹脂等が挙げられるが、これらに限定されるわけではない。また、耐熱性や力学特性を向上させる目的でフィラーなどが混合されているものであってもよい。
層L2に含まれる樹脂はとしては熱硬化性樹脂が硬化したものであれば特に限定されず、不飽和ポリエステル樹脂、ビニルエステル樹脂、エポキシ樹脂、ベンゾオキサジン樹脂、フェノール樹脂、尿素樹脂、メラミン樹脂およびポリイミド樹脂等が挙げられるが、これらに限定されるわけではない。また、耐熱性や力学特性を向上させる目的でフィラーなどが混合されているものであってもよい。
本発明における繊維流動度とは、層L1中の織り構造を有する強化繊維の繊維束の幅をhとして、繊維強化プラスチックに含まれるhの最大値をhmax、hの最小値をhminとしたとき、hmax/hminで定義される値のことをいう。なお、ここでいう繊維束の幅hとは、該繊維束を構成する繊維のうち、最も外側に位置する二本の繊維間の距離を指す。
図4は、繊維強化プラスチックにおける層L1の外観の例を模式的に示したものである。平織を例として示したが、平織に限定されず、種々の織り形態であってもよい。縦糸11及び横糸12によって織り構造が形成されている。繊維束の幅が最も狭い箇所13での繊維束の幅がhmin、繊維束の幅が最も広い箇所14における繊維束の幅がhmaxとなる。層L1を形成する強化繊維の端部に当たる繊維束(例えば繊維束15)は、繊維束の一部が欠けている可能性があるため、繊維流動度の評価の対象からは除外する。
繊維束幅は、目視で定規やノギスなどを用いて計測する。デジタルスコープを用いて層L1の表面の画像を取得し、画像処理ソフトを利用して計測する方法も許容される。
繊維強化プラスチックの繊維流動度が5.0を超える場合は、織り構造を構成する繊維束の目乱れが大きいことを示しており、表面品位に劣る。繊維流動度の好ましい上限は、2.5である。
本発明の繊維強化プラスチックの好ましい態様として、前記積層構造を積層方向に切断した断面における各々の層L2について測定した分散パラメータが、10%以下となることが挙げられる。
ここで、分散パラメータとは、繊維強化プラスチックの積層方向を横切る方向の断面にみられる層L2中の強化繊維の断面を無作為に100個抽出し、断面形状を楕円に近似した際に、当該100個の断面の長径の標準偏差/平均値のことを言う。上記積層方向を横切る方向については特に限定はなく、断面を横切る方向であれば任意の角度をとってよい。また、任意の上記積層方向を横切る断面を観察し、一度でも上記の分散パラメータ範囲を満たす断面が存在すれば、本要件を満たすものと判断する。繊維強化プラスチックの層L2において、強化繊維が一方向に配向している場合は強化繊維の断面形状は同一になる。例えば、繊維方向に対して直角に近い断面では強化繊維の断面形状は真円に近い楕円となり、繊維方向に対して斜めな断面では強化繊維の断面形状は長径と短径の差が大きい楕円となる。本発明では、繊維強化プラスチックの積層方向を横切る断面において積層方向に視認できる層L2が存在し、かつ該層内において分散パラメータが10%以下であることは、層L2内において強化繊維が一方向に配向していることを示す。繊維強化プラスチックの各層L2に含まれる繊維が一方向に配向している場合、繊維の分布ムラや配向ムラが抑制され、繊維強化プラスチックが良好な力学特性を発現するため好ましい。
分散パラメータは、上記の通り得られた繊維強化プラスチックの断面の画像を、デジタルスコープなどを用いて取得し、該断面の画像から無作為に100個の強化繊維断面を選択し、選択した強化繊維の断面の形状を楕円と見なしてその長径を計測し、長径の標準偏差/平均値を求めることにより計測する。なお、強化繊維の断面の形状を楕円と見なした時の長径とは、取得された強化繊維断面の円周上の任意の2点を直線で結んだときの直線の長さの最大値とする。
本発明では、繊維強化プラスチックが複数の層L2を有し、積層方向を横切る任意の位置で切断して得られる断面内に見られる1つの層L2において、強化繊維の断面を無作為に100個抽出し、これらの繊維断面形状を楕円に近似した際に、抽出された100個の断面の長径の平均値D1を求め、前述の断面と同一の断面内の別の層L2において、強化繊維の断面を無作為に100個抽出し、これらの繊維断面形状を楕円に近似した際に、抽出された100個の断面の長径の平均値D2を求めた場合、D1がD2の2倍以上となる断面が存在することがより好ましい態様である。上記積層方向を横切る方向については特に限定はなく、断面を横切る方向であれば任意の角度をとってよい。
D1がD2の2倍以上となるとは、繊維強化プラスチックを構成する複数の層L2において、各層L2に含まれる強化繊維の配向方向が異なる組が存在することを示す。繊維強化プラスチックにおいて複数の方向に強化繊維が配向していることで、繊維強化プラスチックが有する力学的特性が等方的なものとなるため好ましい。なお、3以上の層L2が存在するとき、そのうち1つの層の繊維断面の長径平均値が別のいくつかの層の長径平均値の2倍以上でなくとも、それ以外のいずれかの層の長径平均値の2倍以上であればよい。
本発明のより好ましい態様として、繊維強化プラスチックが複数の層L2を有し、一つの層L2に含まれる強化繊維の長さの平均値が、別の層L2に含まれる強化繊維の長さの平均値よりも短いことが好ましい。
繊維強化プラスチックが有する機械的特性は、繊維強化プラスチックに含まれる強化繊維の長さに依存する。基本的に、繊維強化プラスチックに含まれる強化繊維の長さが長いほど力学的特性に優れる。また、強化繊維の長さが短いほど成形時の形状追従性に優れている。すなわち、繊維強化プラスチックに含まれる強化繊維の長さは要求される力学特性や形状によって選択される。繊維強化プラスチックが互いに異なる繊維長を有する層L2を有することで、所望の力学特性や形状を有する繊維強化プラスチックが得られるため、好ましい。なお、3以上の層L2が存在するとき、そのうち1つの層の強化繊維の長さの平均値が別のいくつかの層の強化繊維の長さの平均値と同じ長さであっても、それ以外のいずれかの層の強化繊維の長さの平均値と異なるものであればよい。繊維強化プラスチックが複数の層L2を有し、一つの層L2に含まれる強化繊維の長さの平均値が、他の層L2に含まれる強化繊維の長さの平均値よりも短いことを確かめるには、繊維強化プラスチックの樹脂を焼き飛ばすことで強化繊維の繊維長を計測する方法を用いる。具体的には、得られた繊維強化プラスチックの樹脂を焼き飛ばし(焼き飛ばし温度はエポキシ樹脂の場合は500℃)、強化繊維からなる繊維マットを得る。繊維強化プラスチックに含まれる強化繊維の繊維長の平均は、該繊維マット表面から任意に抽出した10本の強化繊維の平均値とする。強化繊維の長さの平均値の計測後、前記繊維マットの繊維を表面から均等に剥がしていき、繊維長が大きく変化した時点で、その時点での繊維マットの表面から強化繊維を10本抽出し、再度強化繊維の長さの平均値を求める。求めた強化繊維の長さの平均値を最初に求めた強化繊維の平均値と比較し、長さが1mm以上異なった場合、繊維強化プラスチックにおいて、一つの層L2に含まれる強化繊維の長さの平均値が、他の層L2に含まれる強化繊維の長さの平均値よりも短いと判断する。
以下、実施例により本発明をさらに具体的に説明するが、本発明は実施例に記載の発明に限定される訳ではない。
実施例で使用したプリプレグの作製方法を以下に示す。
<エポキシ樹脂組成物>
以下に示す原料を用いてエポキシ樹脂組成物C1~C5を作製した。エポキシ樹脂組成物C1~C5の樹脂組成について表1にまとめた。
<エポキシ樹脂組成物>
以下に示す原料を用いてエポキシ樹脂組成物C1~C5を作製した。エポキシ樹脂組成物C1~C5の樹脂組成について表1にまとめた。
本発明で用いるエポキシ樹脂組成物の構成要素は以下の通りである。
・エポキシ樹脂
“jER(登録商標)”828(ビスフェノールA型エポキシ樹脂、三菱ケミカル(株)製)。
・エポキシ樹脂
“jER(登録商標)”828(ビスフェノールA型エポキシ樹脂、三菱ケミカル(株)製)。
“jER(登録商標)”1007FS(ビスフェノールA型エポキシ樹脂、三菱ケミカル(株)製)。
“EPICLON(登録商標)”N740(フェノールノボラック型エポキシ樹脂、DIC(株)製)。
“スミエポキシ(登録商標)”ELM434(ジアミノジフェニルメタン型エポキシ樹脂、住友化学工業(株)製)。
“アラルダイト(登録商標)”MY0600(アミノフェノール型エポキシ樹脂、ハンツマン・アドバンスト・マテリアルズ社製)。
・硬化剤
DICY7(ジシアンジアミド、三菱ケミカル(株)製)。
・硬化促進剤
“Omicure(登録商標)”24(4,4’-メチレンビス(フェニルジメチルウレア、ピィ・ティ・アイ・ジャパン(株)製)。
・硬化剤
DICY7(ジシアンジアミド、三菱ケミカル(株)製)。
・硬化促進剤
“Omicure(登録商標)”24(4,4’-メチレンビス(フェニルジメチルウレア、ピィ・ティ・アイ・ジャパン(株)製)。
DCMU-99(3-(3,4-ジクロロフェニル)-1,1-ジメチルウレア、保土ヶ谷化学工業(株)製)。
・熱可塑性樹脂
“ビニレック(登録商標)”K(ポリビニルホルマール、JNC(株)製)。
・熱可塑性樹脂
“ビニレック(登録商標)”K(ポリビニルホルマール、JNC(株)製)。
“スミカエクセル(登録商標)”PES5003P(ポリエーテルスルホン、住友化学(株)製)。
<エポキシ樹脂組成物の調製方法>
エポキシ樹脂組成物の主剤として、ビーカー内に上記エポキシ樹脂及び上記熱可塑性樹脂を投入し、150℃の温度まで昇温させ30分加熱混練を行い、60℃の温度まで降温させた後、硬化剤および硬化促進剤を投入し、10分間混練して、エポキシ樹脂組成物を得た。
<炭素繊維>
“トレカ(登録商標)”T300(東レ(株)製)、“トレカ(登録商標)”T700S(東レ(株)製)、“トレカ(登録商標)”T1100G(東レ(株)製)
<プリプレグの作製方法>
前記エポキシ樹脂組成物の調製方法に準じて得られたエポキシ樹脂組成物を、リバースロールコーターを用いて離型紙上に塗布し、樹脂フィルムを2枚作製した。次に、シート状に整列させた前記炭素繊維に記載の“トレカ(登録商標)”に得られた樹脂フィルム2枚を炭素繊維の両面から重ね、温度110℃、圧力2MPaの条件で加圧加熱してエポキシ樹脂組成物を含浸させ、プリプレグP1~P7を得た。なお、前記プリプレグの作製方法に従って作製したプリプレグに使用した、エポキシ樹脂組成物と炭素繊維の組合せを表2にまとめた。
<エポキシ樹脂組成物の調製方法>
エポキシ樹脂組成物の主剤として、ビーカー内に上記エポキシ樹脂及び上記熱可塑性樹脂を投入し、150℃の温度まで昇温させ30分加熱混練を行い、60℃の温度まで降温させた後、硬化剤および硬化促進剤を投入し、10分間混練して、エポキシ樹脂組成物を得た。
<炭素繊維>
“トレカ(登録商標)”T300(東レ(株)製)、“トレカ(登録商標)”T700S(東レ(株)製)、“トレカ(登録商標)”T1100G(東レ(株)製)
<プリプレグの作製方法>
前記エポキシ樹脂組成物の調製方法に準じて得られたエポキシ樹脂組成物を、リバースロールコーターを用いて離型紙上に塗布し、樹脂フィルムを2枚作製した。次に、シート状に整列させた前記炭素繊維に記載の“トレカ(登録商標)”に得られた樹脂フィルム2枚を炭素繊維の両面から重ね、温度110℃、圧力2MPaの条件で加圧加熱してエポキシ樹脂組成物を含浸させ、プリプレグP1~P7を得た。なお、前記プリプレグの作製方法に従って作製したプリプレグに使用した、エポキシ樹脂組成物と炭素繊維の組合せを表2にまとめた。
[規則91に基づく訂正 05.12.2018]
プリプレグP1、プリプレグP5、プリプレグP6、プリプレグP7は強化繊維が織り構造を有する織物プリプレグである。本実施例では、不連続繊維プリプレグとして切込プリプレグを使用した。プリプレグP2、P3およびP4は強化繊維が一方向に配向したプリプレグである。プリプレグP2、P3およびP4へは強化繊維を切断する切込を挿入し、切込プリプレグとした。上記プリプレグを用いて、以下に記載の成形性評価E1、成形性評価E2、成形性評価E3をそれぞれ実施した。得られた結果は表3、表4、表5にまとめた。
<Ta及びTbの測定>
本発明におけるヒートフロー曲線1は、示差走査熱量計(DSC)を用い、アルミニウム製のサンプルパンにエポキシ樹脂組成物C1~C5を約10mg分封入してセル内のサンプル台に配置し、リファレンスとしての空のアルミニウム製サンプルパンをリファレンス台に配置し、それぞれのサンプルを窒素雰囲気中で50℃から700℃/minで130℃まで昇温し、その後130℃で熱硬化反応が終了するまで保持する分析を行うことで取得した。得られたヒートフロー曲線1から、区分求積の台形公式によりエポキシ樹脂組成物C1~C5の総発熱量をそれぞれ計算し、それぞれのエポキシ樹脂組成物で発熱量が総発熱量の50%に達するまでの時間を求めた。以下では、エポキシ樹脂組成物C1~C5の発熱量が総発熱量の50%に達するまでの時間をそれぞれTC1~TC5と表す。分析の結果、TC1=215.1秒、TC2=374.4秒、TC3=361.7秒、TC4=171.0秒、TC5=168.7秒であった。
<成形性評価E1>
成形性評価E1では、図5に示す平板繊維強化プラスチックを製造した。まず、各プリプレグを任意の寸法に裁断し、積層してプリプレグ積層体とした。このとき、プリプレグ積層体の一方の表面のみに織物プリプレグが配置されるように積層した。その後、盤面の形状が100mm×100mmの正方形で、深さ10mmのキャビティを有する下金型に、プリプレグ積層体を織物プリプレグが配置された表面が下金型の表面と接する様に配置した。このとき、下金型はあらかじめ一定の温度まで昇温していた。その後、プリプレグ積層体の上に下金型と同じ温度にまで昇温した上金型を配置した。その後、一定時間保持しプリプレグ積層体を予熱した。一定時間経過後、プレス機で加熱・加圧し、平板繊維強化プラスチックを製造した。この時得られた繊維強化プラスチックの金型への充填状況を観察するとともに繊維強化プラスチック表面の繊維流動度を計算し、以下に示す良、可、不可の3段階で評価した。
良:基材が型内に充填し、繊維流動度が1.0以上2.5未満
可:基材が型内に充填し、繊維流動度が2.5以上
不可:基材が型内に充填しなかった。
<成形性評価E2>
成形性評価E2では、図6に示すリブを有する繊維強化プラスチックを製造した。まず、各プリプレグを積層してプリプレグ積層体を製造した。このとき、プリプレグ積層体の一方の表面のみに織物プリプレグが配置されるように積層した。配置工程では、盤面の形状が100mm×100mmの正方形で、深さ10mmのキャビティを有する下金型に、プリプレグ積層体を織物プリプレグが配置された表面が下金型の表面に接する様に配置した。下金型はあらかじめ一定の温度まで昇温していた。その後、プリプレグ積層体の上に下金型と同じ温度まで昇温した上金型を配置した。その後、一定時間保持しプリプレグ積層体を予熱した。一定時間経過後、プレス機でプレス成形を実施し、リブを有する繊維強化プラスチックを得た。このとき得られた繊維強化プラスチックのリブの高さZと繊維流動度を計算し、その値を以下に示す良、可、不可の3段階で評価した。なお、ここで言うリブの高さとは繊維強化プラスチックに形成されたリブの高さの最大値のことをいう。
良:立ったリブの高さが5mm以上であり、繊維流動度が1.0以上2.5未満
可:立ったリブの高さが5mm以上であり、繊維流動度が2.5以上
不可:立ったリブの高さが5mm未満
<成形性評価E3>
成形性評価E3では、図7に示すとおりの表面に凹凸の曲面を有する繊維強化プラスチックを製造した。まず、各プリプレグを任意のサイズに裁断し、積層してプリプレグ積層体を製造した。このとき、プリプレグ積層体の一方の表面のみに織物プリプレグが配置されるように積層した。配置工程では盤面に凹凸の曲面を有する170mm×170mmの下金型に、プリプレグ積層体を、織物プリプレグを有する表面が下金型の表面に接する様に配置した。このとき、下金型をあらかじめ一定の温度まで昇温していた。その後、プリプレグ積層体の上に下金型と同じ温度まで昇温した上金型を配置した。その後、一定時間保持し、プリプレグ積層体を予熱した。一定時間経過後、プレス機でプレス成形を実施し、表面に凹凸を有する繊維強化プラスチックを得た。このとき得られた繊維強化プラスチックの繊維流動度を計算し、その値を以下に示す良、可、不可の3段階で評価した。
良:繊維流動度が1.0以上2.5未満
可:繊維流動度が2.5以上
不可:成形できなかった
<繊維流動度の測定方法>
得られた繊維強化プラスチックの表面を目視により観察し、最小スケールが1mmの定規を用いてhmin及びhmaxを計測し、繊維流動度を求めた。
<繊維強化プラスチックの断面の観察方法>
得られた繊維強化プラスチックを厚さ方向(積層方向)に切断し、層構造を露出させたサンプルを作成した。その後サンプルの断面を研磨機によって研磨した。断面を研磨したサンプルをデジタルスコープにて観察し、繊維強化プラスチック断面に見られる層L2の分散パラメータを計測した。
(実施例1)
プリプレグP6を97mm×97mmの正方形に裁断し、本発明における織物プリプレグとした。次にプリプレグP3を85mm×85mmの正方形に裁断し、切込の平均長さが1mm、切込が強化繊維の配向方向となす角度(切込角度)に対して14°の切込によって、切込によって切断された不連続強化繊維の平均長さが25mmとなるように切込を挿入し、本発明における切込プリプレグとした。切込プリプレグを積層構成が[0°/90°]4Sとなるように積層したのち、積層体の一方の表面に前記織物プリプレグを積層してプリプレグ積層体とした。次に、得られたプリプレグ積層体をあらかじめ130℃に熱せられた成形性評価E1に記載の繊維強化プラスチックを製造するための下金型に配置した。プリプレグ積層体を配置後、下金型と同じ温度まで昇温した上金型を配置し、150秒間保持してプリプレグ積層体を予熱した。その後上下金型の温度を130℃に保ったまま面圧5MPaでプレス機によってプレス成形を実施し、繊維強化プラスチックを製造して成形性評価E1を実施した。
プリプレグP1、プリプレグP5、プリプレグP6、プリプレグP7は強化繊維が織り構造を有する織物プリプレグである。本実施例では、不連続繊維プリプレグとして切込プリプレグを使用した。プリプレグP2、P3およびP4は強化繊維が一方向に配向したプリプレグである。プリプレグP2、P3およびP4へは強化繊維を切断する切込を挿入し、切込プリプレグとした。上記プリプレグを用いて、以下に記載の成形性評価E1、成形性評価E2、成形性評価E3をそれぞれ実施した。得られた結果は表3、表4、表5にまとめた。
<Ta及びTbの測定>
本発明におけるヒートフロー曲線1は、示差走査熱量計(DSC)を用い、アルミニウム製のサンプルパンにエポキシ樹脂組成物C1~C5を約10mg分封入してセル内のサンプル台に配置し、リファレンスとしての空のアルミニウム製サンプルパンをリファレンス台に配置し、それぞれのサンプルを窒素雰囲気中で50℃から700℃/minで130℃まで昇温し、その後130℃で熱硬化反応が終了するまで保持する分析を行うことで取得した。得られたヒートフロー曲線1から、区分求積の台形公式によりエポキシ樹脂組成物C1~C5の総発熱量をそれぞれ計算し、それぞれのエポキシ樹脂組成物で発熱量が総発熱量の50%に達するまでの時間を求めた。以下では、エポキシ樹脂組成物C1~C5の発熱量が総発熱量の50%に達するまでの時間をそれぞれTC1~TC5と表す。分析の結果、TC1=215.1秒、TC2=374.4秒、TC3=361.7秒、TC4=171.0秒、TC5=168.7秒であった。
<成形性評価E1>
成形性評価E1では、図5に示す平板繊維強化プラスチックを製造した。まず、各プリプレグを任意の寸法に裁断し、積層してプリプレグ積層体とした。このとき、プリプレグ積層体の一方の表面のみに織物プリプレグが配置されるように積層した。その後、盤面の形状が100mm×100mmの正方形で、深さ10mmのキャビティを有する下金型に、プリプレグ積層体を織物プリプレグが配置された表面が下金型の表面と接する様に配置した。このとき、下金型はあらかじめ一定の温度まで昇温していた。その後、プリプレグ積層体の上に下金型と同じ温度にまで昇温した上金型を配置した。その後、一定時間保持しプリプレグ積層体を予熱した。一定時間経過後、プレス機で加熱・加圧し、平板繊維強化プラスチックを製造した。この時得られた繊維強化プラスチックの金型への充填状況を観察するとともに繊維強化プラスチック表面の繊維流動度を計算し、以下に示す良、可、不可の3段階で評価した。
良:基材が型内に充填し、繊維流動度が1.0以上2.5未満
可:基材が型内に充填し、繊維流動度が2.5以上
不可:基材が型内に充填しなかった。
<成形性評価E2>
成形性評価E2では、図6に示すリブを有する繊維強化プラスチックを製造した。まず、各プリプレグを積層してプリプレグ積層体を製造した。このとき、プリプレグ積層体の一方の表面のみに織物プリプレグが配置されるように積層した。配置工程では、盤面の形状が100mm×100mmの正方形で、深さ10mmのキャビティを有する下金型に、プリプレグ積層体を織物プリプレグが配置された表面が下金型の表面に接する様に配置した。下金型はあらかじめ一定の温度まで昇温していた。その後、プリプレグ積層体の上に下金型と同じ温度まで昇温した上金型を配置した。その後、一定時間保持しプリプレグ積層体を予熱した。一定時間経過後、プレス機でプレス成形を実施し、リブを有する繊維強化プラスチックを得た。このとき得られた繊維強化プラスチックのリブの高さZと繊維流動度を計算し、その値を以下に示す良、可、不可の3段階で評価した。なお、ここで言うリブの高さとは繊維強化プラスチックに形成されたリブの高さの最大値のことをいう。
良:立ったリブの高さが5mm以上であり、繊維流動度が1.0以上2.5未満
可:立ったリブの高さが5mm以上であり、繊維流動度が2.5以上
不可:立ったリブの高さが5mm未満
<成形性評価E3>
成形性評価E3では、図7に示すとおりの表面に凹凸の曲面を有する繊維強化プラスチックを製造した。まず、各プリプレグを任意のサイズに裁断し、積層してプリプレグ積層体を製造した。このとき、プリプレグ積層体の一方の表面のみに織物プリプレグが配置されるように積層した。配置工程では盤面に凹凸の曲面を有する170mm×170mmの下金型に、プリプレグ積層体を、織物プリプレグを有する表面が下金型の表面に接する様に配置した。このとき、下金型をあらかじめ一定の温度まで昇温していた。その後、プリプレグ積層体の上に下金型と同じ温度まで昇温した上金型を配置した。その後、一定時間保持し、プリプレグ積層体を予熱した。一定時間経過後、プレス機でプレス成形を実施し、表面に凹凸を有する繊維強化プラスチックを得た。このとき得られた繊維強化プラスチックの繊維流動度を計算し、その値を以下に示す良、可、不可の3段階で評価した。
良:繊維流動度が1.0以上2.5未満
可:繊維流動度が2.5以上
不可:成形できなかった
<繊維流動度の測定方法>
得られた繊維強化プラスチックの表面を目視により観察し、最小スケールが1mmの定規を用いてhmin及びhmaxを計測し、繊維流動度を求めた。
<繊維強化プラスチックの断面の観察方法>
得られた繊維強化プラスチックを厚さ方向(積層方向)に切断し、層構造を露出させたサンプルを作成した。その後サンプルの断面を研磨機によって研磨した。断面を研磨したサンプルをデジタルスコープにて観察し、繊維強化プラスチック断面に見られる層L2の分散パラメータを計測した。
(実施例1)
プリプレグP6を97mm×97mmの正方形に裁断し、本発明における織物プリプレグとした。次にプリプレグP3を85mm×85mmの正方形に裁断し、切込の平均長さが1mm、切込が強化繊維の配向方向となす角度(切込角度)に対して14°の切込によって、切込によって切断された不連続強化繊維の平均長さが25mmとなるように切込を挿入し、本発明における切込プリプレグとした。切込プリプレグを積層構成が[0°/90°]4Sとなるように積層したのち、積層体の一方の表面に前記織物プリプレグを積層してプリプレグ積層体とした。次に、得られたプリプレグ積層体をあらかじめ130℃に熱せられた成形性評価E1に記載の繊維強化プラスチックを製造するための下金型に配置した。プリプレグ積層体を配置後、下金型と同じ温度まで昇温した上金型を配置し、150秒間保持してプリプレグ積層体を予熱した。その後上下金型の温度を130℃に保ったまま面圧5MPaでプレス機によってプレス成形を実施し、繊維強化プラスチックを製造して成形性評価E1を実施した。
この場合、本発明における前記熱硬化性樹脂Aは前記エポキシ樹脂組成物C4に該当し、前記熱硬化性樹脂Bは前記エポキシ樹脂組成物C1に該当するため、Tb-Ta=44.1で、発熱量条件を満たしていた。また、全ての切込プリプレグに挿入された切込の平均長さxと切込によって切断された不連続強化繊維の平均長さyの関係はy≧6x+10を満たしていた。また、切込プリプレグの表面積の織物プリプレグの積層方向の最表面の表面積100%に対する比(面積比AR1、以下同様)は77%であった。なお、ここでの切込プリプレグの表面積とは、織物プリプレグと接する切込プリプレグの表面積を指す。さらに、プリプレグ積層体の切込プリプレグが配置された側、すなわち上記したところの表面S2に接する型の表面積は、表面S2の表面積100%に対する比(面積比AR2、以下同様)が138%であった。
評価の結果得られた繊維強化プラスチックは、基材が金型の端まで充填しており、繊維流動度は3.5であった。また、各層L2は、前記分散パラメータを満たしていた。さらに、積層体の積層方向における同一断面に見られる一つの層L2の強化繊維の断面の長径の平均値D1が、別の層L2の強化繊維の断面の長径の平均値D2の2倍以上となる層L2の組合せが存在していた。
(実施例2)
プリプレグP6をプリプレグP1とし、プリプレグP3をプリプレグP2としたこと以外は、実施例1と同様にプリプレグ積層体を製造し、成形性評価E1を実施した。
(実施例2)
プリプレグP6をプリプレグP1とし、プリプレグP3をプリプレグP2としたこと以外は、実施例1と同様にプリプレグ積層体を製造し、成形性評価E1を実施した。
このとき、Tb-Ta=159.3で、発熱量条件を満たしており、全ての切込プリプレグに挿入された切込の平均長さxと切込によって切断された不連続強化繊維の平均長さyの関係はy≧6x+10を満たしていた。また、面積比AR1は77%であり面積比AR2は138%であった。
評価の結果得られた繊維強化プラスチックは、基材が金型の端まで充填しており、繊維流動度は1.8であった。また、各層L2は、前記分散パラメータを満たしていた。さらに、積層体の積層方向における同一断面に見られる一つの層L2の強化繊維の断面の長径の平均値D1が、別の層L2の強化繊維の断面の長径の平均値D2の2倍以上となる層L2の組合せが存在していた。
(実施例3)
切込プリプレグに挿入された切込の平均長さが1mmで、切込によって切断された不連続強化繊維の繊維長さを12.5mmとしたこと以外は、実施例2と同様にプリプレグ積層体を製造し、成形性評価E1を実施した。
(実施例3)
切込プリプレグに挿入された切込の平均長さが1mmで、切込によって切断された不連続強化繊維の繊維長さを12.5mmとしたこと以外は、実施例2と同様にプリプレグ積層体を製造し、成形性評価E1を実施した。
このとき、Tb-Ta=159.3で、発熱量条件を満たしており、全ての切込プリプレグに挿入された切込の平均長さxと切込によって切断された不連続強化繊維の平均長さyの関係はy<6x+10を満たしていた。また、面積比AR1は77%であり、面積比AR2は138%であった。
評価の結果得られた繊維強化プラスチックは、基材が金型の端まで充填しており、繊維流動度は2.1であった。また、各層L2は、前記分散パラメータを満たしていた。さらに、上記D1が上記D2の2倍以上となる層L2の組合せが存在していた。
(実施例4)
織物プリプレグの寸法を90mm×90mmの正方形としたこと以外は、実施例2と同様にプリプレグ積層体を製造し、成形性評価E1を実施した。
(実施例4)
織物プリプレグの寸法を90mm×90mmの正方形としたこと以外は、実施例2と同様にプリプレグ積層体を製造し、成形性評価E1を実施した。
このとき、Tb-Ta=159.3で、発熱量条件を満たしており、全ての切込プリプレグに挿入された切込の平均長さxと切込によって切断された不連続強化繊維の平均長さyの関係はy≧6x+10を満たしていた。また、面積比AR1は89%であり、面積比AR2は138%であった。
評価の結果得られた繊維強化プラスチックは、基材が金型の端まで充填しており、繊維流動度は1.7であった。また、各層L2は、前記分散パラメータを満たしていた。さらに、上記D1が上記D2の2倍以上となる層L2の組合せが存在していた。
(実施例5)
織物プリプレグの寸法を50mm×50mmの正方形とした。またプリプレグP2をプリプレグP4とし、切込プリプレグの寸法を45mm×45mmとしたこと以外は、実施例2と同様にプリプレグ積層体を製造し、成形性評価E1を実施した。
(実施例5)
織物プリプレグの寸法を50mm×50mmの正方形とした。またプリプレグP2をプリプレグP4とし、切込プリプレグの寸法を45mm×45mmとしたこと以外は、実施例2と同様にプリプレグ積層体を製造し、成形性評価E1を実施した。
このとき、Tb-Ta=146.6で、発熱量条件を満たしており、全ての切込プリプレグに挿入された切込の平均長さxと切込によって切断された不連続強化繊維の平均長さyの関係はy≧6x+10を満たしていた。また、面積比AR1は81%であり、面積比AR2は493%であった。
評価の結果得られた繊維強化プラスチックは、繊維流動度は2.0であったが、基材が金型の端まで充填せず、所望の形状が得られなかった。また、各層L2は、前記分散パラメータを満たしていた。さらに、上記D1が上記D2の2倍以上となる層L2の組合せが存在していた。
(実施例6)
予熱工程において、金型の温度を140℃とし、予熱の時間を120秒としたこと以外は実施例2と同様にプリプレグ積層体を製造し、成形性評価E1を実施した。
(実施例6)
予熱工程において、金型の温度を140℃とし、予熱の時間を120秒としたこと以外は実施例2と同様にプリプレグ積層体を製造し、成形性評価E1を実施した。
評価の結果得られた繊維強化プラスチックは、基材が金型の端まで充填しており、繊維流動度は1.9であった。また、各層L2は、前記分散パラメータを満たしていた。さらに、上記D1が上記D2の2倍以上となる層L2の組合せが存在していた。
(実施例7)
予熱工程において、金型の温度を120℃とし、予熱時間を180秒としたこと以外は実施例2と同様にプリプレグ積層体を製造し、成形性評価E1を実施した。
(実施例7)
予熱工程において、金型の温度を120℃とし、予熱時間を180秒としたこと以外は実施例2と同様にプリプレグ積層体を製造し、成形性評価E1を実施した。
評価の結果得られた繊維強化プラスチックは、基材が金型の端まで充填しており、繊維流動度は1.3であった。また、各層L2は、前記分散パラメータを満たしていた。さらに、上記D1が上記D2の2倍以上となる層L2の組合せが存在していた。
(実施例8)
プリプレグ積層体の層L2の積層構成を[0°]4としたしたこと以外は、実施例2と同様にプリプレグ積層体を製造し、成形性評価E1を実施した。
(実施例8)
プリプレグ積層体の層L2の積層構成を[0°]4としたしたこと以外は、実施例2と同様にプリプレグ積層体を製造し、成形性評価E1を実施した。
評価の結果得られた繊維強化プラスチックは、基材が金型に充填しており、繊維流動度は1.5であった。また、各層L2は、前記分散パラメータを満たしていた。
(実施例9)
プリプレグ積層体の積層構成を擬似等方積層[45°/0°/-45°/90°]2Sとしたこと以外は実施例2と同様にプリプレグ積層体を製造し、成形性評価E1を実施した。
(実施例9)
プリプレグ積層体の積層構成を擬似等方積層[45°/0°/-45°/90°]2Sとしたこと以外は実施例2と同様にプリプレグ積層体を製造し、成形性評価E1を実施した。
評価の結果得られた繊維強化プラスチックは、基材が金型に充填しており、繊維流動度は1.3であった。また、各層L2は、前記分散パラメータを満たしていた。さらに、上記D1が上記D2の2倍以上となる層L2の組合せが存在していた。
(実施例10)
プリプレグP1をプリプレグP6とし、プリプレグP2をプリプレグP3としたこと以外は、実施例9と同様にプリプレグ積層体を製造し、成形性評価E1を実施した。
(実施例10)
プリプレグP1をプリプレグP6とし、プリプレグP2をプリプレグP3としたこと以外は、実施例9と同様にプリプレグ積層体を製造し、成形性評価E1を実施した。
このとき、Tb-Ta=44.1で発熱量条件を満たしており、全ての切込プリプレグに挿入された切込の平均長さxと切込によって切断された不連続強化繊維の平均長さyの関係はy<6x+10を満たしていた。また、面積比AR1は77%であり、面積比AR2は138%であった。
評価の結果得られた繊維強化プラスチックは、基材が金型の端まで充填しており、繊維流動度は3.3であった。また、各層L2は、前記分散パラメータを満たしていた。さらに、上記D1が上記D2の2倍以上となる層L2の組合せが存在していた。
(実施例11)
プリプレグP1をプリプレグP7とし、プリプレグP2をプリプレグP3としたこと以外は、実施例2と同様にプリプレグ積層体を製造し、成形性評価E1を実施した。
(実施例11)
プリプレグP1をプリプレグP7とし、プリプレグP2をプリプレグP3としたこと以外は、実施例2と同様にプリプレグ積層体を製造し、成形性評価E1を実施した。
このとき、Tb-Ta=46.4で発熱量条件を満たしており、全ての切込プリプレグに挿入された切込の平均長さxと切込によって切断された不連続強化繊維の平均長さyの関係はy≧6x+10を満たしていた。また、面積比AR1は77%であり、面積比AR2は138%であった。
評価の結果得られた繊維強化プラスチックは、基材が金型の端まで充填しており、繊維流動度は3.6であった。また、各層L2は、前記分散パラメータを満たしていた。さらに、上記D1が上記D2の2倍以上となる層L2の組合せが存在していた。
(実施例12)
プリプレグP1をプリプレグP5とし、プリプレグP2をプリプレグP4としたこと以外は、実施例2と同様にプリプレグ積層体を製造し、成形性評価E1を実施した。
(実施例12)
プリプレグP1をプリプレグP5とし、プリプレグP2をプリプレグP4としたこと以外は、実施例2と同様にプリプレグ積層体を製造し、成形性評価E1を実施した。
このとき、Tb-Ta=146.6で発熱量条件を満たしており、全ての切込プリプレグに挿入された切込の平均長さxと切込によって切断された不連続強化繊維の平均長さyの関係はy≧6x+10を満たしていた。また、面積比AR1は77%であり、面積比AR2は138%であった。
[規則91に基づく訂正 05.12.2018]
評価の結果得られた繊維強化プラスチックは、基材が金型の端まで充填しており、繊維流動度は2.0であった。また、各層L2は、前記分散パラメータを満たしていた。さらに、上記D1が上記D2の2倍以上となる層L2の組合せが存在していた。
(実施例13)
プリプレグP1を90mm×90mmの正方形に裁断し、織物プリプレグとした。次にプリプレグP2を85mm×85mmの正方形に裁断し、切込の平均長さが1mm、切込角度が強化繊維の配向方向に対して14°の切込によって、切断された不連続強化繊維の平均長さが25mmとなるように切込を挿入し、切込プリプレグとした。切込プリプレグを積層構成が[0°/90°]4Sとなるように積層したのち、積層体の一方の表面に織物プリプレグを積層してプリプレグ積層体とした。次に、得られたプリプレグ積層体をあらかじめ130℃に熱せられた成形性評価E2に記載の繊維強化プラスチックを製造するための下金型に配置した。プリプレグ積層体を配置後、下金型と同じ温度まで昇温した上金型を配置し、150秒間保持してプリプレグ積層体を予熱した。その後上下金型の温度を130℃に保ったまま面圧5MPaでプレス機によってプレス成形を実施し、成形性評価E2を実施した。
評価の結果得られた繊維強化プラスチックは、基材が金型の端まで充填しており、繊維流動度は2.0であった。また、各層L2は、前記分散パラメータを満たしていた。さらに、上記D1が上記D2の2倍以上となる層L2の組合せが存在していた。
(実施例13)
プリプレグP1を90mm×90mmの正方形に裁断し、織物プリプレグとした。次にプリプレグP2を85mm×85mmの正方形に裁断し、切込の平均長さが1mm、切込角度が強化繊維の配向方向に対して14°の切込によって、切断された不連続強化繊維の平均長さが25mmとなるように切込を挿入し、切込プリプレグとした。切込プリプレグを積層構成が[0°/90°]4Sとなるように積層したのち、積層体の一方の表面に織物プリプレグを積層してプリプレグ積層体とした。次に、得られたプリプレグ積層体をあらかじめ130℃に熱せられた成形性評価E2に記載の繊維強化プラスチックを製造するための下金型に配置した。プリプレグ積層体を配置後、下金型と同じ温度まで昇温した上金型を配置し、150秒間保持してプリプレグ積層体を予熱した。その後上下金型の温度を130℃に保ったまま面圧5MPaでプレス機によってプレス成形を実施し、成形性評価E2を実施した。
このとき、Tb-Ta=159.3で発熱量条件を満たしており、全ての切込プリプレグに挿入された切込の平均長さxと切込によって切断された不連続強化繊維の平均長さyの関係はy≧6x+10を満たしていた。また、面積比AR1は89%であり、面積比AR2は193%であった。
[規則91に基づく訂正 05.12.2018]
評価の結果得られた繊維強化プラスチックは、繊維流動度が1.8であった。また、高さ7mmのリブが立った。また、各層L2は、前記分散パラメータを満たしていた。さらに、上記D1が上記D2の2倍以上となる層L2の組合せが存在していた。
(実施例14)
切込プリプレグを[45°/0°/-45°/90°]2Sの積層構成で積層する際に、織物プリプレグが配置される方の表面から8層の切込プリプレグを、不連続強化繊維の繊維長が25mmの切込プリプレグを用いて積層し、残りの8層を繊維長が12.5mmの切込プリプレグを用いて積層して得られるプリプレグ積層体を用いたこと以外は実施例9と同様にプリプレグ積層体を製造し、成形性評価E2を実施した。
評価の結果得られた繊維強化プラスチックは、繊維流動度が1.8であった。また、高さ7mmのリブが立った。また、各層L2は、前記分散パラメータを満たしていた。さらに、上記D1が上記D2の2倍以上となる層L2の組合せが存在していた。
(実施例14)
切込プリプレグを[45°/0°/-45°/90°]2Sの積層構成で積層する際に、織物プリプレグが配置される方の表面から8層の切込プリプレグを、不連続強化繊維の繊維長が25mmの切込プリプレグを用いて積層し、残りの8層を繊維長が12.5mmの切込プリプレグを用いて積層して得られるプリプレグ積層体を用いたこと以外は実施例9と同様にプリプレグ積層体を製造し、成形性評価E2を実施した。
[規則91に基づく訂正 05.12.2018]
評価の結果、繊維強化プラスチックは13mmのリブを有していた。また、繊維流動度は1.7であり、良好な表面品位を有していた。また、繊維強化プラスチック断面に見られる各層L2は、前記分散パラメータを満たしていた。さらに、上記D1が上記D2の2倍以上となる層L2の組合せが存在していた。
(実施例15)
プリプレグP1を180mm×180mmの正方形に裁断し、織物プリプレグとした。次にプリプレグP2を170mm×170mmの正方形に裁断し、切込長さが1mm、切込角度が強化繊維の配向方向に対して14°の切込によって繊維長さが25mmとなるように切込を挿入し、前記切込プリプレグとした。切込プリプレグを積層構成が[0°/90°]4Sとなるように積層したのち、積層体の一方の表面に織物プリプレグを積層してプリプレグ積層体とした。得られたプリプレグ積層体をあらかじめ130℃に熱せられた下金型に配置した。プリプレグ積層体を配置後、上金型を取り付け、150秒間保持し予熱した。その後金型の温度を130℃に保ったまま面圧5MPaでプレス機によって加圧し、成形性評価E3を実施した。
評価の結果、繊維強化プラスチックは13mmのリブを有していた。また、繊維流動度は1.7であり、良好な表面品位を有していた。また、繊維強化プラスチック断面に見られる各層L2は、前記分散パラメータを満たしていた。さらに、上記D1が上記D2の2倍以上となる層L2の組合せが存在していた。
(実施例15)
プリプレグP1を180mm×180mmの正方形に裁断し、織物プリプレグとした。次にプリプレグP2を170mm×170mmの正方形に裁断し、切込長さが1mm、切込角度が強化繊維の配向方向に対して14°の切込によって繊維長さが25mmとなるように切込を挿入し、前記切込プリプレグとした。切込プリプレグを積層構成が[0°/90°]4Sとなるように積層したのち、積層体の一方の表面に織物プリプレグを積層してプリプレグ積層体とした。得られたプリプレグ積層体をあらかじめ130℃に熱せられた下金型に配置した。プリプレグ積層体を配置後、上金型を取り付け、150秒間保持し予熱した。その後金型の温度を130℃に保ったまま面圧5MPaでプレス機によって加圧し、成形性評価E3を実施した。
このとき、Tb-Ta=159.3で発熱量条件を満たしており、全ての切込プリプレグに挿入された切込の平均長さxと切込によって切断された不連続強化繊維の平均長さyの関係はy≧6x+10を満たしていた。また、面積比AR1は89%であり、面積比AR2は173%であった。
[規則91に基づく訂正 05.12.2018]
評価の結果得られた繊維強化プラスチックは、基材は金型内にシワなく充填していた。繊維流動度は1.5で、良好な表面品位を有していた。また、繊維強化プラスチック断面に見られる各層L2は、前記分散パラメータを満たしていた。さらに、上記D1が上記D2の2倍以上となる層L2の組合せが存在していた。
(実施例16)
プリプレグP1を200mm×200mmの正方形に裁断し、織物プリプレグとした。次にプリプレグP2を170mm×170mmの正方形に裁断し、切込長さが1mm、切込角度が強化繊維の配向方向に対して14°の切込によって繊維長さが25mmとなるように切込を挿入し、切込プリプレグとした。まず、表面の温度が室温である金型上に織物プリプレグを凹凸に沿わせながら賦形し、その後[0°/90°]4Sの積層構成で積層した切込プリプレグ積層体を織物プリプレグの上に配置し、プリプレグ積層体とした。このとき、織物プリプレグと切込プリプレグ積層体は一部接触しており、完全には密着していなかった。得られたプリプレグ積層体をあらかじめ130℃に熱せられた下金型に配置した。プリプレグ積層体を配置後、上金型を取り付け、150秒間保持し予熱した。その後金型の温度を130℃に保ったまま面圧5MPaでプレス機によって加圧し、成形性評価E3を実施した。
評価の結果得られた繊維強化プラスチックは、基材は金型内にシワなく充填していた。繊維流動度は1.5で、良好な表面品位を有していた。また、繊維強化プラスチック断面に見られる各層L2は、前記分散パラメータを満たしていた。さらに、上記D1が上記D2の2倍以上となる層L2の組合せが存在していた。
(実施例16)
プリプレグP1を200mm×200mmの正方形に裁断し、織物プリプレグとした。次にプリプレグP2を170mm×170mmの正方形に裁断し、切込長さが1mm、切込角度が強化繊維の配向方向に対して14°の切込によって繊維長さが25mmとなるように切込を挿入し、切込プリプレグとした。まず、表面の温度が室温である金型上に織物プリプレグを凹凸に沿わせながら賦形し、その後[0°/90°]4Sの積層構成で積層した切込プリプレグ積層体を織物プリプレグの上に配置し、プリプレグ積層体とした。このとき、織物プリプレグと切込プリプレグ積層体は一部接触しており、完全には密着していなかった。得られたプリプレグ積層体をあらかじめ130℃に熱せられた下金型に配置した。プリプレグ積層体を配置後、上金型を取り付け、150秒間保持し予熱した。その後金型の温度を130℃に保ったまま面圧5MPaでプレス機によって加圧し、成形性評価E3を実施した。
このとき、Tb-Ta=159.3で発熱量条件を満たしており、全ての切込プリプレグに挿入された切込の平均長さxと切込によって切断された不連続強化繊維の平均長さyの関係はy≧6x+10を満たしていた。また、面積比AR1は72%であり、面積比AR2は173%であった。
評価の結果得られた繊維強化プラスチックは、基材は金型内にシワなく充填していた。繊維流動度は1.7で、良好な表面品位を有していた。また、繊維強化プラスチック断面に見られる各層L2は、前記分散パラメータを満たしていた。さらに、上記D1が上記D2の2倍以上となる層L2の組合せが存在していた。
(比較例1)
プリプレグP2をプリプレグP3とし、予熱の時間を30秒としたこと以外は実施例2と同様にプリプレグ積層体を製造し、成形性評価E1を実施した。なお、プリプレグP3に含まれている樹脂はプリプレグP1に含まれている樹脂と同じものであった。したがって、織物プリプレグに含まれる熱硬化性樹脂AのTaと、切込プリプレグに含まれる熱硬化性樹脂BのTbは、発熱量条件を満たさなかった。
(比較例1)
プリプレグP2をプリプレグP3とし、予熱の時間を30秒としたこと以外は実施例2と同様にプリプレグ積層体を製造し、成形性評価E1を実施した。なお、プリプレグP3に含まれている樹脂はプリプレグP1に含まれている樹脂と同じものであった。したがって、織物プリプレグに含まれる熱硬化性樹脂AのTaと、切込プリプレグに含まれる熱硬化性樹脂BのTbは、発熱量条件を満たさなかった。
評価の結果、得られた繊維強化プラスチックの繊維流動度は3.8であり、織物プリプレグの目乱れが目立って表面品位が悪かった。
(比較例2)
プリプレグP2に切込を挿入せず、切込プリプレグとしなかったこと以外は実施例2と同様にプリプレグ積層体を製造し、成形性評価E1を実施した。
(比較例2)
プリプレグP2に切込を挿入せず、切込プリプレグとしなかったこと以外は実施例2と同様にプリプレグ積層体を製造し、成形性評価E1を実施した。
評価の結果得られた繊維強化プラスチックは、繊維流動度は1.8であったが、基材が金型に充填しきらなかった。
(比較例3)
予熱工程を実施しなかったこと以外は実施例2と同様にプリプレグ積層体を製造し、成形性評価E1を実施した。つまり、下金型にプリプレグ積層体を配置後直ちに成形工程に移行して繊維強化プラスチックを製造した。
(比較例3)
予熱工程を実施しなかったこと以外は実施例2と同様にプリプレグ積層体を製造し、成形性評価E1を実施した。つまり、下金型にプリプレグ積層体を配置後直ちに成形工程に移行して繊維強化プラスチックを製造した。
評価の結果得られた繊維強化プラスチックは、繊維流動度が4.3であり、織物の目乱れが目立って表面品位が悪かった。
(比較例4)
プリプレグP2をプリプレグP3とし、予熱の時間を30秒としたこと以外は実施例13と同様にプリプレグ積層体を製造し、成形性評価E2を実施した。
(比較例4)
プリプレグP2をプリプレグP3とし、予熱の時間を30秒としたこと以外は実施例13と同様にプリプレグ積層体を製造し、成形性評価E2を実施した。
評価の結果、得られた繊維強化プラスチックの繊維流動度は2.7であり、織物プリプレグの目乱れが目立って表面品位は悪かった。また、高さ7mmのリブが立った。
(比較例5)
プリプレグP2に切込を挿入せず、切込プリプレグとしなかったこと以外は実施例13と同様にプリプレグ積層体を製造し、成形性評価E2を実施した。
(比較例5)
プリプレグP2に切込を挿入せず、切込プリプレグとしなかったこと以外は実施例13と同様にプリプレグ積層体を製造し、成形性評価E2を実施した。
評価の結果得られた繊維強化プラスチックは、繊維流動度は1.3であったが、リブの高さは3mmであり、リブ部への基材の充填が極端に悪かった。
(比較例6)
予熱工程を実施しなかったこと以外は実施例13と同様にプリプレグ積層体を製造し、成形性評価E2を実施した。つまり、下金型にプリプレグ積層体を配置後直ちに成形工程に移行して繊維強化プラスチックを製造した。
(比較例6)
予熱工程を実施しなかったこと以外は実施例13と同様にプリプレグ積層体を製造し、成形性評価E2を実施した。つまり、下金型にプリプレグ積層体を配置後直ちに成形工程に移行して繊維強化プラスチックを製造した。
評価の結果得られた繊維強化プラスチックは、繊維流動度が4.3であり、織物の目乱れが目立って表面品位が悪かった。
(比較例7)
プリプレグP2をプリプレグP3とし、予熱の時間を30秒としたこと以外は実施例15と同様にプリプレグ積層体を製造し、成形性評価E3を実施した。
(比較例7)
プリプレグP2をプリプレグP3とし、予熱の時間を30秒としたこと以外は実施例15と同様にプリプレグ積層体を製造し、成形性評価E3を実施した。
評価の結果、得られた繊維強化プラスチックの繊維流動度は2.7であり、織物プリプレグの目乱れが目立って表面品位は悪かった。
(比較例8)
プリプレグP2に切込を挿入せず、切込プリプレグとしなかったこと以外は実施例15と同様にプリプレグ積層体を製造し、成形性評価E3を実施した。
(比較例8)
プリプレグP2に切込を挿入せず、切込プリプレグとしなかったこと以外は実施例15と同様にプリプレグ積層体を製造し、成形性評価E3を実施した。
評価の結果得られた繊維強化プラスチックは、成形工程時に基材のシワを噛み込んでしまい、成形することができなかった。
(比較例9)
予熱工程を実施しなかったこと以外は実施例15と同様にプリプレグ積層体を製造し、成形性評価E3を実施した。つまり、下金型にプリプレグ積層体を配置後直ちに成形工程に移行して繊維強化プラスチックを製造した。
(比較例9)
予熱工程を実施しなかったこと以外は実施例15と同様にプリプレグ積層体を製造し、成形性評価E3を実施した。つまり、下金型にプリプレグ積層体を配置後直ちに成形工程に移行して繊維強化プラスチックを製造した。
評価の結果得られた繊維強化プラスチックは、繊維流動度は4.3であり、織物の目乱れが目立って表面品位が悪かった。


[規則91に基づく訂正 05.12.2018]
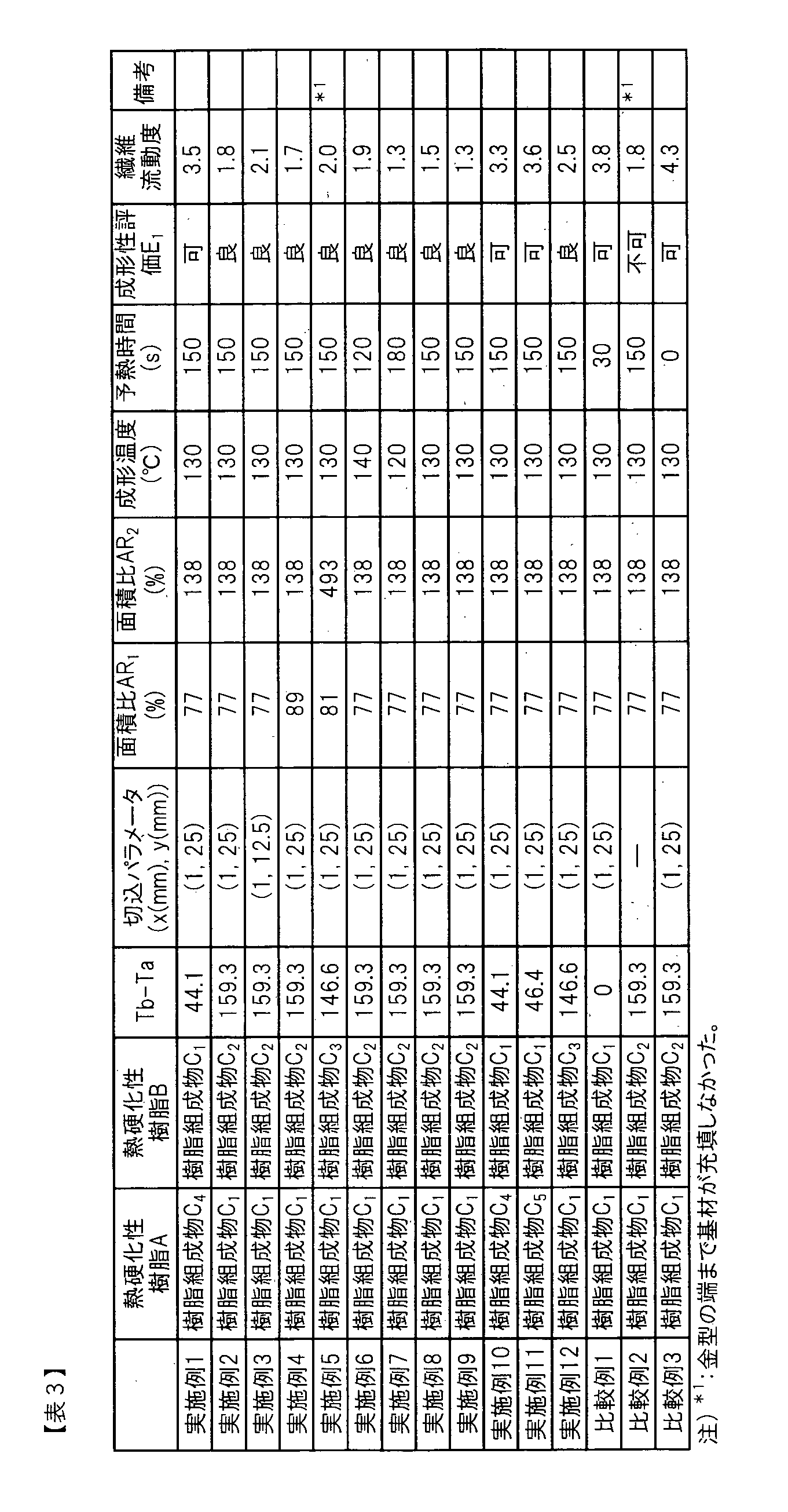
[規則91に基づく訂正 05.12.2018]

[規則91に基づく訂正 05.12.2018]
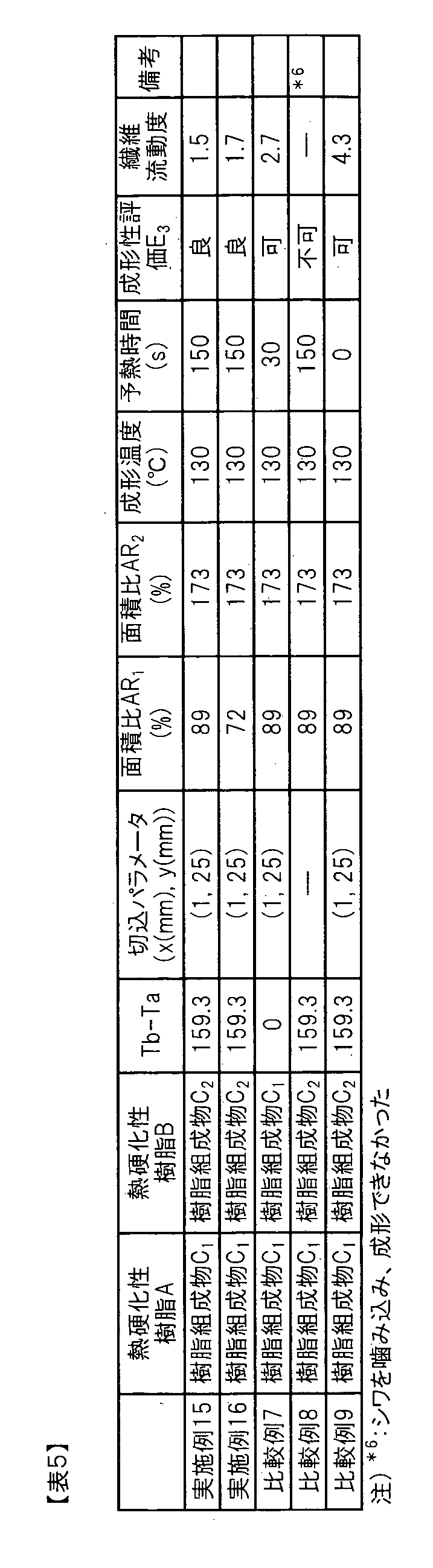
本発明によれば、織物プリプレグと不連続繊維プリプレグを組み合わせても成形時の目乱れが少ないプリプレグ積層体を得るので、外板部材として適した繊維強化プラスチックを得ることができる。かかる外板部材は航空機、宇宙機、自動車、鉄道、船舶、電化製品、スポーツ等の構造用途に展開することができる。
1:ヒートフロー曲線
2:ベースライン
3:総発熱量
4:総発熱量の50%の発熱量
5:切込
6:下型
7:上型
8:プリプレグ積層体
9:織物プリプレグ
10:不連続繊維プリプレグ
11:縦糸
12:横糸
13:繊維束の最小幅
14:繊維束の最大幅
15:層L1端部の繊維束
Z:リブの高さ
2:ベースライン
3:総発熱量
4:総発熱量の50%の発熱量
5:切込
6:下型
7:上型
8:プリプレグ積層体
9:織物プリプレグ
10:不連続繊維プリプレグ
11:縦糸
12:横糸
13:繊維束の最小幅
14:繊維束の最大幅
15:層L1端部の繊維束
Z:リブの高さ
Claims (12)
- 少なくとも一方の表面層に織物プリプレグを配置し、かつ不連続繊維プリプレグを配置してなるプリプレグ積層体であって、
前記織物プリプレグは、織り構造を有する強化繊維R1と熱硬化性樹脂Aとを含み、
前記不連続繊維プリプレグは、一方向に配向された不連続強化繊維R2と熱硬化性樹脂Bとを含み、
前記熱硬化性樹脂Aと前記熱硬化性樹脂Bとが下記発熱量条件を満たすプリプレグ積層体。
発熱量条件:前記熱硬化性樹脂Aおよび前記熱硬化性樹脂Bのそれぞれを、示差走査熱量分析計により窒素雰囲気中で50℃から700℃/minで130℃まで昇温し、熱硬化反応が終了するまで130℃に保持したとき、Tb-Ta>30
ここで、
Ta(s):熱硬化性樹脂Aの発熱量が熱硬化性樹脂Aの総発熱量の50%に達するまでの時間
Tb(s):熱硬化性樹脂Bの発熱量が熱硬化性樹脂Bの総発熱量の50%に達するまでの時間 - 前記不連続繊維プリプレグが、一方向に配向した強化繊維と熱硬化性樹脂Bとを有するプリプレグに複数の切込を挿入することで前記強化繊維を不連続強化繊維R2とした切込プリプレグである請求項1に記載のプリプレグ積層体。
- 前記不連続繊維プリプレグにおいて、実質的に全ての強化繊維が切込によって切断されており、
前記切込の平均長さxと前記切込によって切断された不連続強化繊維R2の平均長さyが、y<6x+10を満たす請求項2に記載のプリプレグ積層体。 - 前記不連続繊維プリプレグにおいて、実質的に全ての強化繊維が切込によって切断されており、
前記切込の平均長さxと前記切込によって切断された不連続強化繊維R2の平均長さyが、y≧6x+10を満たす請求項2に記載のプリプレグ積層体。 - 前記不連続繊維プリプレグのそれぞれの積層面の表面積が、前記少なくとも一方の表面層に配置された織物プリプレグ外表面の表面積100%に対して80%以上100%未満である請求項1~4のいずれかに記載のプリプレグ積層体。
- 請求項1~5のいずれかに記載のプリプレグ積層体を用いる繊維強化プラスチックの製造方法であって、
前記プリプレグ積層体を成形用の型に配置する配置工程、
前記プリプレグ積層体を予熱する予熱工程、
及び前記プリプレグ積層体を加圧・加熱して繊維強化プラスチックとする成形工程を含む繊維強化プラスチックの製造方法。 - 前記プリプレグ積層体の一方の表面が前記不連続繊維プリプレグにより形成される場合において、
前記成形用の型の不連続繊維プリプレグに接する面の表面積が、前記表面に配置された不連続繊維プリプレグの当該成形用の型に接する面の表面積100%に対して、100%より大きく200%未満となる請求項6に記載の繊維強化プラスチックの製造方法。 - 織り構造を有する強化繊維及び樹脂を含む層L1と、
強化繊維及び樹脂を含む複数の層L2と、を有し、
前記層L1及び複数の層L2が積層構造を形成しており、
前記層L1は少なくとも一方の表面層に存在し、
前記層L1の下記繊維流動度が、1.0~5.0である繊維強化プラスチック。
繊維流動度:織り構造を有する強化繊維の繊維束の幅をhとして、hの最大値をhmax、hの最小値をhminとしたとき、hmax/hmin - 層L2に含まれる不連続強化繊維の繊維長さが1~100mmである請求項8に記載の繊維強化プラスチック。
- 前記積層構造を積層方向に切断して得られる断面における各々の層L2について測定した下記分散パラメータが10%以下である請求項8または9に記載の繊維強化プラスチック。
分散パラメータ:無作為に抽出された100個の強化繊維の断面の形状を楕円に近似して得られる100個の長径の標準偏差/平均値 - 前記積層構造を積層方向の任意の位置で切断して得られる断面内の1つの層L2において、無作為に抽出された100個の強化繊維の断面形状を楕円に近似して得られる100個の径(楕円の場合は長径)の平均値をD1として、
前記積層方向の断面内の別の層L2において、無作為に抽出された100個の強化繊維の断面形状を楕円に近似して得られる100個の長径の平均値D2とすると、
D1がD2の2倍以上である請求項8~10のいずれかに記載の繊維強化プラスチック。 - 複数の層L2を有し、
一つの層L2に含まれる不連続強化繊維の長さの平均値が、別の層L2に含まれる不連続強化繊維の長さの平均値よりも短い請求項8~11のいずれかに記載の繊維強化プラスチック。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP18843346.0A EP3666818A4 (en) | 2017-08-10 | 2018-07-03 | PREPREG LAMINATE, PROCESS FOR THE PRODUCTION OF FIBER REINFORCED PLASTIC USING PREPREG LAMINATE AND FIBER REINFORCED PLASTIC |
| CN201880051325.9A CN110997769B (zh) | 2017-08-10 | 2018-07-03 | 预浸料坯层叠体、使用了预浸料坯层叠体的纤维增强塑料的制造方法及纤维增强塑料 |
| KR1020197038509A KR20200034965A (ko) | 2017-08-10 | 2018-07-03 | 프리프레그 적층체, 프리프레그 적층체를 사용한 섬유 강화 플라스틱의 제조 방법 및 섬유 강화 플라스틱 |
| JP2018540166A JP6988812B2 (ja) | 2017-08-10 | 2018-07-03 | プリプレグ積層体及びプリプレグ積層体を用いた繊維強化プラスチックの製造方法 |
| US16/635,672 US11926129B2 (en) | 2017-08-10 | 2018-07-03 | Prepreg laminate, method for manufacturing fiber-reinforced plastic using prepreg laminate, and fiber-reinforced plastic |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017-154960 | 2017-08-10 | ||
| JP2017154960 | 2017-08-10 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019031111A1 true WO2019031111A1 (ja) | 2019-02-14 |
Family
ID=65272315
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2018/025198 WO2019031111A1 (ja) | 2017-08-10 | 2018-07-03 | プリプレグ積層体、プリプレグ積層体を用いた繊維強化プラスチックの製造方法及び繊維強化プラスチック |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US11926129B2 (ja) |
| EP (1) | EP3666818A4 (ja) |
| JP (1) | JP6988812B2 (ja) |
| KR (1) | KR20200034965A (ja) |
| CN (1) | CN110997769B (ja) |
| TW (1) | TWI793144B (ja) |
| WO (1) | WO2019031111A1 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2020194013A1 (ja) * | 2019-03-26 | 2020-10-01 | ||
| JP2021155513A (ja) * | 2020-03-26 | 2021-10-07 | 東レ株式会社 | プリプレグ積層体、繊維強化複合材料および繊維強化複合材料の製造方法 |
| WO2022163404A1 (ja) * | 2021-01-28 | 2022-08-04 | 東レ株式会社 | 繊維強化プラスチックおよびその製造方法 |
| US11981090B2 (en) | 2019-07-19 | 2024-05-14 | The Boeing Company | Method of forming a reinforced panel component |
| WO2024171896A1 (ja) * | 2023-02-13 | 2024-08-22 | 三井化学株式会社 | 繊維強化樹脂の成形体およびその製造方法 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021033992A1 (ko) * | 2019-08-20 | 2021-02-25 | 주식회사 엘지하우시스 | 하이브리드형 섬유강화 복합재료 및 그 제조장치 |
| CN112157927A (zh) * | 2020-09-08 | 2021-01-01 | 江苏澳盛复合材料科技有限公司 | Lds工艺中热固性材料的成型工艺及其产品 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002284901A (ja) | 2001-03-23 | 2002-10-03 | Toray Ind Inc | 輸送機器用frp製外板部材 |
| JP2005238520A (ja) * | 2004-02-24 | 2005-09-08 | Matsushita Electric Works Ltd | プリプレグ及び多層プリント配線板 |
| JP2007261141A (ja) | 2006-03-29 | 2007-10-11 | Toray Ind Inc | プリプレグ積層体及び繊維強化プラスチック |
| JP2008207544A (ja) | 2007-02-02 | 2008-09-11 | Toray Ind Inc | 切込プリプレグ基材、積層基材、繊維強化プラスチック、および切込プリプレグ基材の製造方法 |
| JP2016078452A (ja) * | 2014-10-17 | 2016-05-16 | 東レ株式会社 | 繊維強化複合材料の製造方法、樹脂基材およびプリフォーム |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101416727B1 (ko) * | 2006-09-28 | 2014-07-08 | 도레이 카부시키가이샤 | 복합 프리프레그 기재의 제조 방법, 적층 기재 및 섬유강화플라스틱 |
| EP2127840B1 (en) * | 2007-02-02 | 2019-04-10 | Toray Industries, Inc. | Prepreg base material,laminated base material, process for producing prepreg base material, and process for producing fiberreinforced plastic |
| PT3196238T (pt) * | 2014-09-19 | 2019-08-06 | Toray Industries | Pré-impregnado dentado e folha de pré-impregnado dentado |
| CN113442466B (zh) * | 2015-10-27 | 2023-07-28 | 东丽株式会社 | 切口预浸料坯 |
-
2018
- 2018-07-03 US US16/635,672 patent/US11926129B2/en active Active
- 2018-07-03 WO PCT/JP2018/025198 patent/WO2019031111A1/ja unknown
- 2018-07-03 CN CN201880051325.9A patent/CN110997769B/zh active Active
- 2018-07-03 EP EP18843346.0A patent/EP3666818A4/en active Pending
- 2018-07-03 JP JP2018540166A patent/JP6988812B2/ja active Active
- 2018-07-03 KR KR1020197038509A patent/KR20200034965A/ko not_active Application Discontinuation
- 2018-07-25 TW TW107125625A patent/TWI793144B/zh active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002284901A (ja) | 2001-03-23 | 2002-10-03 | Toray Ind Inc | 輸送機器用frp製外板部材 |
| JP2005238520A (ja) * | 2004-02-24 | 2005-09-08 | Matsushita Electric Works Ltd | プリプレグ及び多層プリント配線板 |
| JP2007261141A (ja) | 2006-03-29 | 2007-10-11 | Toray Ind Inc | プリプレグ積層体及び繊維強化プラスチック |
| JP2008207544A (ja) | 2007-02-02 | 2008-09-11 | Toray Ind Inc | 切込プリプレグ基材、積層基材、繊維強化プラスチック、および切込プリプレグ基材の製造方法 |
| JP2016078452A (ja) * | 2014-10-17 | 2016-05-16 | 東レ株式会社 | 繊維強化複合材料の製造方法、樹脂基材およびプリフォーム |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3666818A4 |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2020194013A1 (ja) * | 2019-03-26 | 2020-10-01 | ||
| CN113631344A (zh) * | 2019-03-26 | 2021-11-09 | 日产自动车株式会社 | 成形用基材 |
| EP3950250A4 (en) * | 2019-03-26 | 2022-03-23 | NISSAN MOTOR Co., Ltd. | BASIC MATERIAL FOR TRAINING USE |
| CN113631344B (zh) * | 2019-03-26 | 2023-05-30 | 日产自动车株式会社 | 成形用基材 |
| US11731316B2 (en) | 2019-03-26 | 2023-08-22 | Nissan Motor Co., Ltd. | Base material for molding |
| JP7347496B2 (ja) | 2019-03-26 | 2023-09-20 | 日産自動車株式会社 | 成形用基材 |
| US11981090B2 (en) | 2019-07-19 | 2024-05-14 | The Boeing Company | Method of forming a reinforced panel component |
| JP2021155513A (ja) * | 2020-03-26 | 2021-10-07 | 東レ株式会社 | プリプレグ積層体、繊維強化複合材料および繊維強化複合材料の製造方法 |
| JP7363630B2 (ja) | 2020-03-26 | 2023-10-18 | 東レ株式会社 | プリプレグ積層体、繊維強化複合材料および繊維強化複合材料の製造方法 |
| WO2022163404A1 (ja) * | 2021-01-28 | 2022-08-04 | 東レ株式会社 | 繊維強化プラスチックおよびその製造方法 |
| WO2024171896A1 (ja) * | 2023-02-13 | 2024-08-22 | 三井化学株式会社 | 繊維強化樹脂の成形体およびその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW201920398A (zh) | 2019-06-01 |
| EP3666818A1 (en) | 2020-06-17 |
| JPWO2019031111A1 (ja) | 2020-07-30 |
| TWI793144B (zh) | 2023-02-21 |
| EP3666818A4 (en) | 2021-05-05 |
| CN110997769B (zh) | 2022-04-26 |
| KR20200034965A (ko) | 2020-04-01 |
| US20210122136A1 (en) | 2021-04-29 |
| CN110997769A (zh) | 2020-04-10 |
| US11926129B2 (en) | 2024-03-12 |
| JP6988812B2 (ja) | 2022-01-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2019031111A1 (ja) | プリプレグ積層体、プリプレグ積層体を用いた繊維強化プラスチックの製造方法及び繊維強化プラスチック | |
| US8101262B2 (en) | Fiber-reinforced plastic and process for production thereof | |
| JP5167953B2 (ja) | 積層基材、繊維強化プラスチック、およびそれらの製造方法 | |
| US11421089B2 (en) | Prepreg sheet, method for manufacturing same, unit layer with a covering material, method for manufacturing fiber-reinforced composite, and fiber-reinforced composite | |
| US11787150B2 (en) | Prepreg sheet and manufacturing method therefor, fiber-reinforced composite material molded article and manufacturing method therefor, and method for manufacturing preform | |
| CN107708955B (zh) | 纤维增强复合材料的制造方法 | |
| WO2011040602A1 (ja) | 繊維強化複合材料の製造方法並びに該繊維強化複合材料を用いた耐熱型材および耐熱構造材 | |
| CN111886119A (zh) | 纤维增强树脂的制造方法 | |
| JP7259229B2 (ja) | チョップド繊維束マット | |
| US20220040935A1 (en) | Method for manufacturing molded article of fiber-reinforced composite material, reinforcing fiber substrate and molded article of fiber-reinforced composite material | |
| KR20190107681A (ko) | 섬유 강화 수지 시트 | |
| JP5441437B2 (ja) | 部分含浸プリプレグ及びその製造方法並びにそれを用いた繊維強化複合材料の製造方法 | |
| JP7039823B2 (ja) | 炭素繊維強化プラスチック積層体およびその製造方法 | |
| JP2009012359A (ja) | 発泡体コアを有するfrp成形品の成形方法 | |
| JP2017148973A (ja) | 繊維強化複合材料成形品の製造方法 | |
| JP2004338270A (ja) | 繊維強化樹脂複合材料の製造方法および繊維強化樹脂複合材料 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2018540166 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 18843346 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2018843346 Country of ref document: EP Effective date: 20200310 |