WO2019026740A1 - ロール用スクレーパ - Google Patents
ロール用スクレーパ Download PDFInfo
- Publication number
- WO2019026740A1 WO2019026740A1 PCT/JP2018/027996 JP2018027996W WO2019026740A1 WO 2019026740 A1 WO2019026740 A1 WO 2019026740A1 JP 2018027996 W JP2018027996 W JP 2018027996W WO 2019026740 A1 WO2019026740 A1 WO 2019026740A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- scraper
- roll
- present
- opening
- roller
- Prior art date
Links
- 238000007790 scraping Methods 0.000 claims abstract description 17
- 210000000078 claw Anatomy 0.000 claims abstract description 9
- 229910000831 Steel Inorganic materials 0.000 description 11
- 239000010959 steel Substances 0.000 description 11
- 238000006748 scratching Methods 0.000 description 10
- 230000002393 scratching effect Effects 0.000 description 10
- 238000005475 siliconizing Methods 0.000 description 10
- 238000010438 heat treatment Methods 0.000 description 5
- 239000000463 material Substances 0.000 description 5
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 4
- 238000009434 installation Methods 0.000 description 4
- 229910052710 silicon Inorganic materials 0.000 description 4
- 239000010703 silicon Substances 0.000 description 4
- 229910000976 Electrical steel Inorganic materials 0.000 description 3
- 238000005299 abrasion Methods 0.000 description 3
- 229910003902 SiCl 4 Inorganic materials 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 238000009792 diffusion process Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000012423 maintenance Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 238000005096 rolling process Methods 0.000 description 2
- 239000004071 soot Substances 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000011835 investigation Methods 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 238000002791 soaking Methods 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/54—Furnaces for treating strips or wire
- C21D9/56—Continuous furnaces for strip or wire
- C21D9/562—Details
- C21D9/563—Rolls; Drums; Roll arrangements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G45/00—Lubricating, cleaning, or clearing devices
- B65G45/10—Cleaning devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B1/00—Cleaning by methods involving the use of tools
- B08B1/10—Cleaning by methods involving the use of tools characterised by the type of cleaning tool
- B08B1/16—Rigid blades, e.g. scrapers; Flexible blades, e.g. wipers
- B08B1/165—Scrapers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B1/00—Cleaning by methods involving the use of tools
- B08B1/20—Cleaning of moving articles, e.g. of moving webs or of objects on a conveyor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G45/00—Lubricating, cleaning, or clearing devices
- B65G45/10—Cleaning devices
- B65G45/12—Cleaning devices comprising scrapers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G45/00—Lubricating, cleaning, or clearing devices
- B65G45/10—Cleaning devices
- B65G45/12—Cleaning devices comprising scrapers
- B65G45/14—Moving scrapers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G45/00—Lubricating, cleaning, or clearing devices
- B65G45/10—Cleaning devices
- B65G45/12—Cleaning devices comprising scrapers
- B65G45/16—Cleaning devices comprising scrapers with scraper biasing means
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/54—Furnaces for treating strips or wire
- C21D9/56—Continuous furnaces for strip or wire
Definitions
- the present invention relates to a scraper attached to a roll used under high temperature such as a hearth roll in a continuous heat treatment furnace and for scraping off deposits adhering to the surface.
- a high temperature continuous heat treatment furnace having a hearth roll in the furnace for passing a steel sheet, such as a continuous siliconizing furnace for producing a high silicon steel strip
- the steel strip lower surface and the hearth roll are in contact
- the oxide scale of the steel strip adheres to or deposits on the hearth roll surface, or the refractory in the furnace falls off, splashes, or furnace products adhere to or accumulate on the hearth roll surface, and these deposits
- the hot water causes the steel strip heated to a high temperature to be pressed.
- Patent Document 1 discloses a scraper in which a scraper body is provided with a scratching portion in contact with a roll surface, and scrapes deposits on the surface of the roll as the roll rotates.
- the means of changing the material of the scraper of patent document 1 and improving abrasion resistance is also considered.
- the material which can withstand the corrosive atmosphere and the high temperature condition by the SiCl 4 used for the siliconizing is limited, and it is difficult to change the material of the scraper in consideration of the cost.
- the present invention has been made in view of the above-described circumstances, and an object thereof is to provide a scraper for a roll capable of achieving long life.
- the scraper can be reduced in weight, and the load between the roll and the scraper can be made the minimum load necessary for removing deposits. It has been found that the life of the scraper can be extended.
- a roll scraper for removing deposits on the roll surface comprising: a scraper main body supported on a floor; and a scraping claw projecting along a width direction of the scraper main body; A scraper for a roll, wherein the scraping claw portion is supported on the roll so as to be in contact with the roll surface, and an opening is provided in the scraper body.
- the present invention it is possible to prolong the service life of the scraper that scrapes off deposits on the roll. Therefore, the maintenance cycle can be extended to improve the production efficiency.
- FIG. 1 is a schematic view showing an embodiment of a roll scraper of the present invention.
- FIG. 2 is a schematic view of the roll scraper of FIG. 1 as viewed in the direction of arrow I.
- FIG. FIGS. 3 (a) and 3 (b) are schematic views showing one embodiment of the shape of the hole provided in the scraper body.
- FIG. 4 is a schematic view showing an inclination angle of the scraper body.
- FIG. 5 is a schematic view showing a continuous siliconizing treatment line.
- FIG. 6 is a graph showing the relationship between the usage period of the scraper and the blade length.
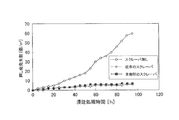
- FIG. 7 is a graph showing the relationship between the siliconizing treatment time and the number of occurrence of pressed soot.
- FIG. 1 is a schematic view showing an embodiment of a roll scraper of the present invention.
- A is a scraper according to the present invention
- B is a hearth roll
- S is a steel strip to be passed (the arrow indicates the direction of passing of the steel strip S).
- the scraper A includes a plate-like scraper main body 1 supported on the floor, and a scratching portion 2 protruding from an upper end position of one side of the scraper main body 1.
- the scratching portion 2 is provided in a protruding manner along the upper width direction of the scraper body 1.
- the material of the scratching portion 2 is preferably made of a material having a hardness lower than that of the surface of the roll in order to prevent the roll surface in contact with the surface from being wrinkled.
- FIG. 2 is a schematic view of the scraper for a roll of the present invention of FIG. 1 as viewed in the direction of arrow I (lateral).
- a groove 4 is provided in the floor 3, and the scraper A is supported against the hearth roll B in a state where the lower end of the scraper body 1 is inserted into the groove 4.
- the scraper A supported on the rotating hearth roll B is stably supported on the floor 3 and the displacement of the scraper A causes an uneven pressing of the scratching portion 2 against the roll surface. And falling off will be prevented.
- the scratching portion 2 is held against the hearth roll B so as to be in contact with the surface of the hearth roll B. Therefore, the scratching portion 2 in contact with the roll surface scrapes the deposit on the roll surface as the roll rotates, and as a result, the deposit on the roll surface is removed.
- Such a scraper A is diagonally supported on the hearth roll B such that the scratching portion 2 is in contact with the roll surface on the rear side in the roll rotational direction as shown in FIGS.
- the disposition of the scraper A on the rear side in the roll rotation direction is because the disposition of the scraper A is stable in relation to the rotation direction of the roll, and the scraped off matter is the scraping portion 2 It is because it does not deposit between hearth rolls B.
- the scraper body 1 is provided with the opening 5.
- the weight of the scraper body 1 can be reduced.
- the load between the scraper A and the hearth roll B can be easily adjusted by changing the size of the opening appropriately. Therefore, the load between the scraper A and the hearth roll B can be made the minimum load necessary for removing the deposit, and the life of the scraper A can be extended.
- FIGS. 3A and 3B show an example of the opening 5 provided in the scraper body 1.
- the shape of the opening 5 is not particularly limited, and a plurality of openings may be provided, or one opening may be provided.
- the ratio of the opening 5 in the scraper body is preferably 19 to 40%. If the ratio is less than 19%, since the load of the scraper A is large, a load more than necessary for scraping the attached matter is applied between the scraper A and the hearth roll B, and thus the life extension of the scraper A can not be expected. On the other hand, if the ratio exceeds 40%, the load on the scraper A is small, so the attached matter can not be sufficiently scraped off.
- the plate thickness is preferably 20 to 30 mm. If the plate thickness is less than 20 mm, there is a fear that the main body may be damaged due to insufficient strength. On the other hand, if the plate thickness exceeds 30 mm, there is a possibility that the scraped nail portion 2 may be shortened in life due to an increase in weight. In addition, it is difficult to install in a narrow area, which makes installation work difficult and increases the cost.
- the inclination angle ⁇ (the inclination angle ⁇ is an angle with respect to the vertical direction of the scraper body 1; see FIG. 4) of the scraper body 1 is preferably 15 to 40 degrees. If the inclination angle ⁇ is less than 15 degrees, the load on the hearth roll B is small, and the deposit can not be sufficiently scraped off. If the inclination angle ⁇ is more than 40 degrees, the load on the hearth roll B is large, and the life extension of the scraper A can not be expected. Further, in the present invention, when the installation site of the scraper A is narrow, the inclination angle of the scraper body 1 can be changed according to the structure of the installation site.
- the ratio of the openings is reduced. If the inclination angle is large, the load is large, the ratio of the openings is large.
- the ratio of can be suitably controlled. Therefore, the design of the optimal scraper according to an installation location is possible.
- the load on the hearth roll B to 23 to 30 N and the surface pressure to 2 to 3 kPa from the viewpoint of the scraping effect of the deposit and the reduction of the wear amount of the scratching portion 2.
- the scraper by providing the opening portion in the scraper body, the scraper can be reduced in weight and the scraper can be extended in life.
- the load between the scraper and the hearth roll can be easily adjusted by changing the size of the opening appropriately.
- the scraper of the present invention one having the structure shown in FIG. 3 (a) (proportion of the opening: 21%) and one having the structure shown in FIG. 3 (b) (proportion of the opening: 36%) are used. It was. Further, in the scraper of the present invention, the inclination angle ⁇ was 17 degrees in FIG. 3 (a) and 25 degrees in FIG. 3 (b). The load on the hearth roll B is 28 N, and the surface pressure is 2.8 kPa.
- FIG. 6 is a graph showing the relationship between the usage period of the scraper A and the blade length.
- the scraper of the present invention although the blade length is about 25 mm and the amount of abrasion of the scraping portion 2 is small even after 3 months of use period, the use period of 3 months has elapsed for the conventional scraper. At this point, the blade length was 0 mm. Therefore, it can be said that the scraper of the present invention has a smaller amount of wear of the scratching portion 2 and a longer life as compared with the conventional scraper.
- the scraper of the present invention is installed in the hearth roll in the furnace of the treatment zone after the silicon treatment zone 7, the scraper of the patent document 1 (conventional scraper) is installed, and the scraper is not installed.
- the situation of occurrence of steel plate push rod was examined.
- the scraper of the present invention the one having the structure shown in FIG. 3A (the ratio of the opening portion: 21%, the inclination angle ⁇ : 17 degrees) was used (load on hearth roll B: 28 N, surface pressure : 2.8 kPa.).
- the area of the 10 m area (10 m ⁇ plate width) of each of the front end, middle and tail end in the rolling direction of the steel plate coil is visually inspected to count the number of the pressing area.
- the number of round punches was calculated, and the calculated values of the tip, middle, and tail end were averaged and evaluated.
- FIG. 7 is a graph showing the relationship between the siliconizing treatment time (h) and the number of occurrence of pressed soot (number / m 2 ). It can be said that the scraper of the present invention in which the scraper main body 1 is reduced in weight has a scraping effect of the deposit on the hearth roll equivalent to that of the conventional scraper. Therefore, weight reduction can be said to be a very effective means in prolonging the life of the scraper.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Heat Treatments In General, Especially Conveying And Cooling (AREA)
- Tunnel Furnaces (AREA)
- Heat Treatment Of Strip Materials And Filament Materials (AREA)
Abstract
Description
[1]ロール表面の付着物を除去するロール用スクレーパであって、床部上に支持されるスクレーパ本体と、該スクレーパ本体の幅方向に沿って突設された掻爪部とを備え、前記掻爪部がロール表面に接するようにしてロールに立て掛けられるとともに、前記スクレーパ本体に開孔部が設けられるロール用スクレーパ。
[2]前記開孔部は、前記スクレーパ本体における開孔部の割合が19~40%となるように設けられる[1]に記載のロール用スクレーパ。
[3]前記スクレーパ本体の鉛直方向の角度θが15~40度である[1]または[2]に記載のロール用スクレーパ。
2 掻爪部
3 床部
4 溝部
5 開孔部
6 加熱帯
7 浸珪処理帯
8 拡散均熱帯
9 冷却帯
A スクレーパ
B ハースロール
S 鋼帯(鋼板)
Claims (3)
- ロール表面の付着物を除去するロール用スクレーパであって、床部上に支持されるスクレーパ本体と、該スクレーパ本体の幅方向に沿って突設された掻爪部とを備え、前記掻爪部がロール表面に接するようにしてロールに立て掛けられるとともに、前記スクレーパ本体に開孔部が設けられるロール用スクレーパ。
- 前記開孔部は、前記スクレーパ本体における開孔部の割合が19~40%となるように設けられる請求項1に記載のロール用スクレーパ。
- 前記スクレーパ本体の鉛直方向に対する角度θが15~40度である請求項1または2に記載のロール用スクレーパ。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018557951A JPWO2019026740A1 (ja) | 2017-08-04 | 2018-07-25 | ロール用スクレーパ |
| US16/634,999 US11572604B2 (en) | 2017-08-04 | 2018-07-25 | Roller scraper |
| EP18842246.3A EP3611118A4 (en) | 2017-08-04 | 2018-07-25 | ROLL SCRAPER |
| KR1020207003163A KR20200026276A (ko) | 2017-08-04 | 2018-07-25 | 롤용 스크레이퍼 |
| CN201880050314.9A CN110997528A (zh) | 2017-08-04 | 2018-07-25 | 辊用刮板 |
| RU2020103557A RU2733930C1 (ru) | 2017-08-04 | 2018-07-25 | Роликовый скребок |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017151273 | 2017-08-04 | ||
| JP2017-151273 | 2017-08-04 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019026740A1 true WO2019026740A1 (ja) | 2019-02-07 |
Family
ID=65232698
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2018/027996 WO2019026740A1 (ja) | 2017-08-04 | 2018-07-25 | ロール用スクレーパ |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US11572604B2 (ja) |
| EP (1) | EP3611118A4 (ja) |
| JP (1) | JPWO2019026740A1 (ja) |
| KR (1) | KR20200026276A (ja) |
| CN (1) | CN110997528A (ja) |
| RU (1) | RU2733930C1 (ja) |
| WO (1) | WO2019026740A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111762271B (zh) * | 2020-07-09 | 2021-09-14 | 上海炜望国际货运代理有限公司 | 一种爬壁式船舶焊缝检测机器人 |
| CN114192036A (zh) * | 2021-12-20 | 2022-03-18 | 江苏大力神科技股份有限公司 | 一种氧化镁搅拌装置 |
| US20240024923A1 (en) * | 2022-07-25 | 2024-01-25 | Lavigne Product Enterprises LLC | Spray gun cleaning device |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08188821A (ja) | 1994-12-29 | 1996-07-23 | Nkk Corp | 高温下で使用されるロール用のスクレーパ |
| JPH11286320A (ja) * | 1998-03-31 | 1999-10-19 | Tdk Corp | 粉末回収装置 |
| JP2011083860A (ja) * | 2009-10-16 | 2011-04-28 | Nalbie:Kk | スクレーパ |
| US20160376108A1 (en) * | 2015-06-29 | 2016-12-29 | Laitram, L.L.C. | Self-biasing scraper for a conveyor belt |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US423069A (en) * | 1890-03-11 | miller | ||
| US4696388A (en) * | 1985-12-03 | 1987-09-29 | Richwood Industries, Inc. | Conveyor belt scraper blade assembly with contoured surface |
| US5647476A (en) * | 1994-07-01 | 1997-07-15 | Martin Engineering Company | Conveyor belt scraper blade |
| JP3443460B2 (ja) * | 1994-09-07 | 2003-09-02 | 株式会社東芝 | 画像形成装置 |
| DE19508090C2 (de) | 1995-03-08 | 1997-12-18 | Hans Dipl Ing Jostes | Abstreifvorrichtung zum Reinigen von Förderbändern mit einer Tragachse und mehreren darauf angeordneten Abstreiferelementen |
| JPH10329929A (ja) | 1997-05-29 | 1998-12-15 | Noda Tec:Kk | コンベアベルトのクリーナ |
| JPH1135135A (ja) | 1997-07-18 | 1999-02-09 | Nippon Tsusho Kk | ベルトクリーナ装置及び該装置用スクレーパ並びにスクレーパの製造方法 |
| ITVI20010122A1 (it) * | 2001-05-28 | 2002-11-28 | Ferro Bortolo Giulio Dal | Raschiatore pulitore per nastri trasportatori |
| CA2414875C (en) * | 2001-12-21 | 2010-11-16 | Richwood Industries, Inc. | Conveyor belt cleaner blade |
| AUPS093002A0 (en) * | 2002-03-06 | 2002-03-28 | O'grady, Trevor | Conveyor belt scraper blade assembly |
| WO2009135162A1 (en) * | 2008-05-02 | 2009-11-05 | Flexible Steel Lacing Company | Belt scraper assembly and scraper blade thereof |
| US8573384B2 (en) * | 2011-03-22 | 2013-11-05 | Martin Engineering Company | Bulk material conveyor belt scraper having a dust skirt and method of using the same |
| US8875870B2 (en) * | 2011-03-31 | 2014-11-04 | Benetech, Inc. | Conveyor belt cleaner scraper blade and assembly |
| CN102234714A (zh) | 2011-05-23 | 2011-11-09 | 马鞍山钢铁股份有限公司 | 一种应用于薄板状金属材料热处理工艺中退火炉的炉辊组合装置 |
| KR102389000B1 (ko) * | 2021-01-04 | 2022-04-20 | 이종안 | 벨트 컨베이어용 벨트 스크래퍼 |
-
2018
- 2018-07-25 WO PCT/JP2018/027996 patent/WO2019026740A1/ja unknown
- 2018-07-25 EP EP18842246.3A patent/EP3611118A4/en active Pending
- 2018-07-25 KR KR1020207003163A patent/KR20200026276A/ko not_active IP Right Cessation
- 2018-07-25 RU RU2020103557A patent/RU2733930C1/ru active
- 2018-07-25 US US16/634,999 patent/US11572604B2/en active Active
- 2018-07-25 JP JP2018557951A patent/JPWO2019026740A1/ja active Pending
- 2018-07-25 CN CN201880050314.9A patent/CN110997528A/zh active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08188821A (ja) | 1994-12-29 | 1996-07-23 | Nkk Corp | 高温下で使用されるロール用のスクレーパ |
| JPH11286320A (ja) * | 1998-03-31 | 1999-10-19 | Tdk Corp | 粉末回収装置 |
| JP2011083860A (ja) * | 2009-10-16 | 2011-04-28 | Nalbie:Kk | スクレーパ |
| US20160376108A1 (en) * | 2015-06-29 | 2016-12-29 | Laitram, L.L.C. | Self-biasing scraper for a conveyor belt |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3611118A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| RU2733930C1 (ru) | 2020-10-08 |
| EP3611118A1 (en) | 2020-02-19 |
| CN110997528A (zh) | 2020-04-10 |
| US11572604B2 (en) | 2023-02-07 |
| EP3611118A4 (en) | 2020-05-27 |
| KR20200026276A (ko) | 2020-03-10 |
| JPWO2019026740A1 (ja) | 2019-08-08 |
| US20200157652A1 (en) | 2020-05-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2019026740A1 (ja) | ロール用スクレーパ | |
| JP5406543B2 (ja) | ローラスクリーンによる生ペレットの篩い分け方法 | |
| CN202658185U (zh) | 硅钢生产用碳套炉底辊 | |
| JP4073920B2 (ja) | 耐磨耗性・耐腐食性ベルトコンベヤローラ | |
| CN1460125A (zh) | 感应加热装置的氧化皮清除方法及感应加热装置 | |
| JP3196548B2 (ja) | 高温下で使用されるロール用のスクレーパ | |
| KR102289157B1 (ko) | 강판 이송 장치 | |
| Ren et al. | An analysis of inclusion defects on strip steel surface induced by polyurethane roller | |
| JP4285372B2 (ja) | スプラッシュを除去する連続鋳造鋳片の切断方法 | |
| JP7411144B2 (ja) | 鼻部が上昇している格子ブロック | |
| Zhang et al. | Examination of factors and mechanisms contributing to surface wear on copper cooling staves within large blast furnaces | |
| TW201900294A (zh) | 板再加熱爐之滑塊扣及減少不銹鋼板之鑿孔之方法 | |
| CN109576635A (zh) | 一种耐火砖模具的耐磨涂层的喷涂方法 | |
| JP2002285308A (ja) | 浴中ロール表面付着物除去装置 | |
| JP4280035B2 (ja) | 連続焼鈍炉における鋼板の移送方法およびハースロール | |
| JP2017002371A (ja) | 表面処理された熱処理炉用金属製パイプ | |
| CN110280605B (zh) | 一种减小轧辊氧化膜剥落率的方法 | |
| JP2008100271A (ja) | 熱間圧延巻取り設備用のロール及びその調整方法 | |
| JP4715105B2 (ja) | 熱処理用ハースロール | |
| JP6135044B2 (ja) | ロール表面異物除去装置及びロール表面異物除去方法 | |
| JP5359539B2 (ja) | 丸鋼材取込装置 | |
| JP4357858B2 (ja) | ディスクロールの製造方法 | |
| JP2004269281A (ja) | ディスクロール及びその製造方法、並びにディスクロール用基材 | |
| JP2001018006A (ja) | 圧延対象物の側部および端部の潤滑の改善方法 | |
| JP2007152423A (ja) | レッヘン型冷却床 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2018557951 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 18842246 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2018842246 Country of ref document: EP Effective date: 20191112 |
|
| ENP | Entry into the national phase |
Ref document number: 20207003163 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |