WO2019021637A1 - Procédé de production de stratifié collé sur un métal - Google Patents
Procédé de production de stratifié collé sur un métal Download PDFInfo
- Publication number
- WO2019021637A1 WO2019021637A1 PCT/JP2018/021411 JP2018021411W WO2019021637A1 WO 2019021637 A1 WO2019021637 A1 WO 2019021637A1 JP 2018021411 W JP2018021411 W JP 2018021411W WO 2019021637 A1 WO2019021637 A1 WO 2019021637A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- bonded
- bonding
- metal
- bonding composition
- silver
- Prior art date
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F7/00—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression
- B22F7/06—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite workpieces or articles from parts, e.g. to form tipped tools
- B22F7/08—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite workpieces or articles from parts, e.g. to form tipped tools with one or more parts not made from powder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F9/00—Making metallic powder or suspensions thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B82—NANOTECHNOLOGY
- B82Y—SPECIFIC USES OR APPLICATIONS OF NANOSTRUCTURES; MEASUREMENT OR ANALYSIS OF NANOSTRUCTURES; MANUFACTURE OR TREATMENT OF NANOSTRUCTURES
- B82Y40/00—Manufacture or treatment of nanostructures
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B5/00—Non-insulated conductors or conductive bodies characterised by their form
- H01B5/02—Single bars, rods, wires, or strips
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/04—Manufacture or treatment of semiconductor devices or of parts thereof the devices having at least one potential-jump barrier or surface barrier, e.g. PN junction, depletion layer or carrier concentration layer
- H01L21/50—Assembly of semiconductor devices using processes or apparatus not provided for in a single one of the subgroups H01L21/06 - H01L21/326, e.g. sealing of a cap to a base of a container
- H01L21/52—Mounting semiconductor bodies in containers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/26—Layer connectors, e.g. plate connectors, solder or adhesive layers; Manufacturing methods related thereto
- H01L2224/31—Structure, shape, material or disposition of the layer connectors after the connecting process
- H01L2224/32—Structure, shape, material or disposition of the layer connectors after the connecting process of an individual layer connector
- H01L2224/321—Disposition
- H01L2224/32151—Disposition the layer connector connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive
- H01L2224/32221—Disposition the layer connector connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive the body and the item being stacked
- H01L2224/32225—Disposition the layer connector connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive the body and the item being stacked the item being non-metallic, e.g. insulating substrate with or without metallisation
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/47—Structure, shape, material or disposition of the wire connectors after the connecting process
- H01L2224/48—Structure, shape, material or disposition of the wire connectors after the connecting process of an individual wire connector
- H01L2224/4805—Shape
- H01L2224/4809—Loop shape
- H01L2224/48091—Arched
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/73—Means for bonding being of different types provided for in two or more of groups H01L2224/10, H01L2224/18, H01L2224/26, H01L2224/34, H01L2224/42, H01L2224/50, H01L2224/63, H01L2224/71
- H01L2224/732—Location after the connecting process
- H01L2224/73251—Location after the connecting process on different surfaces
- H01L2224/73265—Layer and wire connectors
Definitions
- the present invention relates to a method of manufacturing a metal bonded laminate.
- a bonding material such as a solder, a conductive adhesive, a silver paste, an anisotropic conductive film or the like is used for mechanical, electrical and / or thermal bonding of metal parts.
- These bonding materials may be used not only for metal parts but also for bonding ceramic parts, resin parts and the like.
- applications of the bonding material include applications in which a light emitting element such as an LED is bonded to a substrate, applications in which a semiconductor chip is bonded to a substrate, and applications in which those substrates are further bonded to a heat dissipation member.
- Patent Document 1 relates to a bonding material and a bonding method using the same, which is a bonding material comprising silver paste in which silver fine particles and a solvent are mixed, wherein the solvent is a diol and has one or more methyl groups as an additive.
- a mixture of triols is disclosed.
- the present inventor has researched and developed a bonding composition containing silver particles in order to use a silver particle sintered layer as a bonding material. And, it has been found that by blending an organic component such as a dispersion medium in the composition for bonding, it is possible to secure good coating properties (printability) and pot life (use time) of the composition for bonding. There is room for improvement in that voids and peeling are likely to occur at the time of firing to sinter the particles, and a desired bonding strength can not be obtained.
- This invention is made in view of the said present condition, and it aims at providing the manufacturing method of the metal-joining layered product which can obtain high junction intensity, securing the good handling nature of the composition for junctions. .
- the present inventor variously studied a method for producing a metal-bonded laminate capable of obtaining high bonding strength while securing good handleability of the bonding composition, and focused on the organic component contained in the bonding composition. . Then, as a result of intensive investigations, the inventor of the present invention maintains the content of the organic component at 4% by mass or more before pressing the second bonded body on the bonding composition applied to the first bonded body. Thus, the porosity (void fraction) in the silver particle sintered layer is suppressed, while securing the coatability (printability) and pot life (pot life) of the bonding composition by performing the heat drying treatment, The inventors have found that high bonding strength can be obtained and completed the present invention.
- the method for producing a metal-bonded laminate according to the present invention is a method for producing a metal-bonded laminate in which a first bonded body and a second bonded body are bonded by a silver particle sintered layer, A step (1) of applying a bonding composition containing silver particles and an organic component to the material to be bonded, a step (2) of heating and drying the applied bonding composition, and the heat-dried bonding Including the step (3) of pressing the second body to be bonded to the second composition and the step (4) of heating and sintering the bonding composition to form the silver particle sintered layer
- the content of the organic component in the bonding composition heat-dried in the step (2) is 4% by mass or more.
- the porosity of the silver particle sintered layer is preferably 20% by volume or less.
- the second object to be bonded is preferably pressed with a load of 1 MPa or less.
- the first object to be joined and the second object to be joined are joined under no pressure.
- the manufacturing method of the metal-joining laminated body from which high joint strength is obtained can be provided, ensuring the favorable handleability of the composition for joining.
- the method of manufacturing a metal-bonded laminate according to the present embodiment is a method of manufacturing a metal-bonded laminate in which a first bonded body and a second bonded body are bonded by a silver particle sintered layer, A step (1) of applying a bonding composition containing silver particles and an organic component to one object to be bonded, a step (2) of heating and drying the applied bonding composition, and the above-described heat-dried step Including the step (3) of pressing the second body to be bonded to the bonding composition, and the step (4) of heating and sintering the bonding composition to form the silver particle sintered layer.
- the content of the organic component in the bonding composition heat-dried in the step (2) is 4% by mass or more.
- the metal bonded laminate manufactured in the present embodiment is obtained by bonding a first bonded body and a second bonded body by a silver particle sintered layer.
- the types of the first and second objects to be joined are not particularly limited, but it is preferably a member having heat resistance not to be damaged by the temperature at the time of heat sintering of the bonding composition, and rigid Or flexible. Further, from the viewpoint of obtaining high bonding strength, it is preferable that the bonding surface of the first body and the second body be formed of a metal such as Cu, Ag, Au or the like.
- the shape and thickness of a 1st to-be-joined body and a 2nd to-be-joined body are not specifically limited, It can select suitably.
- first to-be-bonded body and / or the second to-be-bonded body may be subjected to surface treatment in order to enhance the adhesion with the silver particle sintered layer.
- surface treatment include dry treatments such as corona treatment, plasma treatment, UV treatment and electron beam treatment, and a method of providing a primer layer and a conductive paste-receptive layer on an object to be bonded.
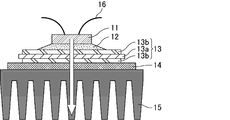
- FIG. 1 is a schematic cross-sectional view showing the configuration of a power device which is an example of a metal bonding laminate.
- the power semiconductor chip 11 has a main body made of Si, SiC, GaN or the like, and the lower surface thereof is plated with Au.
- the bonding material 12 is a silver particle sintered layer obtained by firing a bonding composition containing silver particles and an organic component.
- the copper-clad insulating substrate 13 has a Cu layer 13b plated with Ag on both sides of a base 13a made of silicon nitride or the like. In some cases, the Cu layer 13b is not plated with Ag.
- a heat dissipating material 14 and a heat sink 15 are attached in order to release the heat generated in the power semiconductor chip 11. Arrows in FIG. 1 indicate heat release paths. Further, a wire bond 16 is attached to the upper portion of the power semiconductor chip 11 in order to supply power to the power semiconductor chip 11.
- the bonding material 12 composed of the silver particle sintered layer can strongly bond the power semiconductor chip 11 to the copper-clad insulating substrate 13 mechanically, electrically and thermally.
- the silver particles are nanometer-sized particles, they can be sintered at low temperatures due to the melting point depression specific to the nanoparticles, and high conductivity and thermal conductivity close to those of metal foils can be realized.
- bonding is performed by melting and solidifying the solder.
- the bonding temperature of the bonding material 12 is the melting point of the solder, and the heat resistant temperature (usable temperature) of the bonding material 12 is lower than the melting temperature (the bonding temperature) of the solder.
- long-term reliability means that the mechanical properties and the like of the joined body are maintained for a long time, and for example, it is difficult to reduce the mechanical properties and the like of the joined body even by applying a large number of heat cycles. means.
- the silver particle sintered layer is formed through the steps (1) to (4) using the bonding composition as a raw material.
- the bonding composition used in the step (1) will be described.
- composition for bonding is not particularly limited as long as it contains silver particles and an organic component, but is preferably in a paste form so as to be easily applied.
- metals whose ionization sequence is nobler than hydrogen that is, particles of gold, copper, platinum, palladium, etc. may be used in combination to make migration difficult to occur.
- the average particle diameter of the silver particles is preferably 1 to 20 ⁇ m.
- silver particles having an average particle diameter of 1 to 20 ⁇ m volume shrinkage due to sintering can be reduced, and a homogeneous and dense bonding material 12 can be obtained.
- small particles having an average particle size of less than 1 ⁇ m are used, sintering proceeds at a low temperature, but when sintering between particles proceeds, the volume shrinkage increases with the increase of the average particle diameter, and the volume shrinkage of the workpiece May not be able to follow In such a case, defects such as voids occur in the bonding material 12 and the bonding strength and reliability of the bonding material 12 are reduced.
- particles having an average particle diameter of greater than 20 ⁇ m are used, sintering at a low temperature hardly progresses, and large gaps formed between particles may remain even after sintering.
- the average particle size of the silver particles can be measured by Dynamic Light Scattering, small-angle X-ray scattering, or wide-angle X-ray diffraction.
- the "average particle diameter" refers to the dispersion median diameter.
- As another method of measuring the average particle diameter there is a method of calculating an arithmetic average value of the particle diameter of about 50 to 100 particles from a photograph taken using a scanning electron microscope or a transmission electron microscope. It can be mentioned.
- the above-mentioned composition for junction may contain metal fine particles smaller in diameter than silver particles.
- the metal fine particles may be separated from the silver particles and dispersed in the bonding composition, or may be attached to at least a part of the surface of the silver particles.
- Such metals include, for example, gold, silver, copper, nickel, bismuth, tin, iron and platinum group elements (ruthenium, rhodium, palladium, osmium, iridium and platinum). Among them, gold, silver, copper and platinum are preferable, and silver is more preferable. These metals may be used alone or in combination of two or more.
- the average particle diameter of the metal fine particles is not particularly limited as long as the effects of the present invention are not impaired. However, it is preferable that the metal fine particles have a nanometer size causing melting point depression, and is 1 to 100 nm. Is more preferred. If the average particle diameter of the metal fine particles is 1 nm or more, a bonding composition capable of forming a favorable bonding material 12 can be obtained, and the production of the metal fine particles is practical without increasing the cost. Moreover, if it is 100 nm or less, the dispersibility of the metal fine particles hardly changes with time, which is preferable.
- the organic component is not particularly limited, and is used for the purpose of adjusting the dispersibility of silver particles, the viscosity of the bonding composition, the adhesiveness, the drying property, the surface tension and the coating property (printability) other than the dispersion medium. Additives are used.
- dispersion medium examples include organic solvents such as hydrocarbons, alcohols, and carbitols.
- the dispersion medium is preferably volatile during the step of applying the bonding composition, and is preferably less volatile at room temperature.
- hydrocarbon an aliphatic hydrocarbon, cyclic hydrocarbon, an alicyclic hydrocarbon etc. are mentioned, You may use each independently and may use 2 or more types together.
- aliphatic hydrocarbon examples include saturated or unsaturated aliphatic carbonized hydrocarbons such as tetradecane, octadecane, heptamethylnonane, tetramethylpentadecane, hexane, heptane, octane, nonane, decane, tridecane, methylpentane, normal paraffin, isoparaffin, etc. Hydrogen is mentioned.
- cyclic hydrocarbon toluene, xylene etc. are mentioned, for example.
- Examples of the above-mentioned alicyclic hydrocarbon include limonene, dipentene, terpinene, terpinene (also referred to as terpinene), nesol, sinene, orange flavor, terpinolene, terpinolene (also referred to as terpinolene), ferandrene, mentadiene, tereben, dihydro
- Examples thereof include simen, musulene, isoterpinene, isoterpinene (also referred to as isoterpinene), clitormen, kautuzin, kajepten, eulimen, pinene, turpent, mentane, pinan, terpene, cyclohexane and the like.
- the alcohol is a compound containing one or more OH groups in the molecular structure, and includes aliphatic alcohols, cyclic alcohols and alicyclic alcohols, which may be used alone or in combination of two or more. Good.
- a part of the OH group may be derived to an acetoxy group or the like within the range not impairing the effects of the present invention.
- Examples of the above aliphatic alcohols include heptanol, octanol (1-octanol, 2-octanol, 3-octanol etc.), decanol (1-decanol etc.), lauryl alcohol, tetradecyl alcohol, cetyl alcohol, 2-ethyl-1 -Saturated or unsaturated C6-30 aliphatic alcohols such as hexanol, octadecyl alcohol, hexadecenol, oleyl alcohol etc. may be mentioned.
- Examples of the cyclic alcohol include cresol and eugenol.
- alicyclic alcohol for example, cycloalkanol such as cyclohexanol, terpineol (including ⁇ , ⁇ , ⁇ isomers or any mixture thereof), and terpene alcohol such as dihydroterpineol (monoterpene alcohol etc.) And dihydroterpineol, myrtenol, sobrerole, menthol, carveol, perillyl alcohol, pinocarbeole, sobrerol, verbenol and the like.
- cycloalkanol such as cyclohexanol, terpineol (including ⁇ , ⁇ , ⁇ isomers or any mixture thereof)
- terpene alcohol such as dihydroterpineol (monoterpene alcohol etc.)
- dihydroterpineol myrtenol, sobrerole, menthol, carveol, perillyl alcohol, pinocarbeole, sobrerol, verbenol and
- carbitols examples include butyl carbitol, butyl carbitol acetate, hexyl carbitol and the like.
- the initial content in the case of including the dispersion medium in the composition for bonding may be adjusted according to desired characteristics such as viscosity, and the initial content of the dispersion medium in the composition for bonding is 1 to 30% by mass Is preferred.
- the initial content of the dispersion medium is 1 to 30% by mass, the effect of adjusting the viscosity can be obtained within the range in which the composition for bonding can be easily used.
- a more preferable initial content of the dispersion medium is 1 to 20% by mass, and a further preferable initial content is 4 to 15% by mass.
- an amine, carboxylic acid, a polymer dispersing agent, unsaturated hydrocarbon etc. are mentioned, for example.
- Amines and carboxylic acids contribute to the stability of silver particles in a storage state, because the functional group adsorbs to the surface of silver particles with appropriate strength and prevents the silver particles from contacting each other. It is believed that the additive adsorbed on the surface of the silver particles moves and / or volatilizes from the surface of the particles during heating, thereby promoting fusion between the silver particles and bonding with the substrate.
- the polymer dispersant can maintain dispersion stability without losing the low-temperature sinterability of silver particles by attaching an appropriate amount to at least a part of silver particles.
- An organic component adheres to at least a part of the surface of the silver particle (that is, at least a part of the surface of the silver particle is covered with an organic protective layer composed of the organic component), and an organic component (organic compound)
- the protective layer preferably contains an amine.
- an organic protective layer be provided on at least a part of the surface of the metal particles.
- the amine can be suitably used as an organic protective layer because the functional group is adsorbed on the surface of silver particles with an appropriate strength.
- the above-mentioned amine is not particularly limited, and examples thereof include alkylamines (linear alkylamines, which may have a side chain) such as oleylamine, butylamine, pentylamine, hexylamine and hexylamine, and N- (3- (Methoxypropyl) propane-1,3-diamines, alkoxyamines such as 2-methoxyethylamine, 3-methoxypropylamine, 3-ethoxypropylamine etc., cycloalkylamines such as cyclopentylamine, cyclohexylamine etc., allylamines such as aniline etc.
- alkylamines linear alkylamines, which may have a side chain
- alkylamines linear alkylamines, which may have a side chain
- alkoxyamines such as 2-methoxyethylamine, 3-methoxypropylamine, 3-ethoxypropylamine etc.
- Primary amines such as dipropylamine, dibutylamine, piperidine and hexamethyleneimine, tripropylamine, dimethylpropanediamine, cyclohexyldimethylamine, tertiary amines such as pyridine and quinoline, octylamine, etc.
- Can be carbon atoms include units of the order of 2 to 20, preferably carbon atoms used 4-7 amine.
- the amine having 4 to 7 carbon atoms heptylamine, butylamine, pentylamine and hexylamine can be exemplified. Since the amine having 4 to 7 carbon atoms moves and / or volatilizes at relatively low temperature, the low temperature sinterability of silver particles can be fully utilized.
- the amine may be linear, branched, or have a side chain.
- organic components when these organic components are chemically or physically bonded to silver particles, it is also considered to be converted into anions or cations, and in this embodiment, ions derived from these organic components are considered. And complexes are also included in the above organic components.
- the amine may be, for example, a compound containing a functional group other than an amine, such as a hydroxyl group, a carboxyl group, an alkoxy group, a carbonyl group, an ester group or a mercapto group.
- a functional group other than an amine such as a hydroxyl group, a carboxyl group, an alkoxy group, a carbonyl group, an ester group or a mercapto group.
- the above amines may be used alone or in combination of two or more.
- the boiling point at normal temperature is preferably 300 ° C. or less, more preferably 250 ° C. or less.
- the compound which has an at least 1 carboxyl group can be used widely, for example, a formic acid, an oxalic acid, an acetic acid, a hexanoic acid, an acrylic acid, an octylic acid, levulinic acid, an oleic acid etc. are mentioned.
- a part of carboxyl groups of the carboxylic acid may form a salt with the metal ion.
- 2 or more types of metal ions may be contained.
- the carboxylic acid may be, for example, a compound containing a functional group other than a carboxyl group, such as an amino group, a hydroxyl group, an alkoxy group, a carbonyl group, an ester group or a mercapto group.
- the number of carboxyl groups is preferably equal to or greater than the number of functional groups other than carboxyl groups.
- the carboxylic acids may be used alone or in combination of two or more.
- the boiling point at normal temperature is preferably 300 ° C. or less, more preferably 250 ° C. or less.
- the amine and the carboxylic acid form an amide group.
- An amide group may be contained in the organic component because the amide group is also appropriately adsorbed on the surface of silver particles.
- composition ratio (mass) in the case of using an amine and a carboxylic acid in combination can be optionally selected in the range of 1/99 to 99/1, but is preferably 20/80 to 98/2. Preferably, it is 30/70 to 97/3.
- a commercially available polymer dispersant can be used as the above-mentioned polymer dispersant.
- Commercially available polymer dispersants include, for example, Solsperse (SOLSPERSE) 11200, Solsparse 13940, Solsparse 16000, Solsparse 17000, Solsparse 18000, Solsparse 20000, Solsparse 24000, Solsparse 26000, Solsparse 27000, Solsparse 28000 (Japan Lubrizol, Inc.
- DISPERVIK (DISPERBYK) 142, DISPERVIK 160, DISPERVIK 161, DISPERVIK 162, DISPERVIK 163, DISPERVIK 166, DISPERVIK 170, DISPERVIK 180, DISPERVIK 182, DISPERVIK 184, DISPERVIK 190, Disperbic 2155 (above, Big Chemie Ja EFKA-46, EFKA-47, EFKA-48, EFKA-49 (all available from EFKA Chemical Corporation); polymer 100, polymer 120, polymer 150, polymer 400, polymer 401, polymer 401, polymer 402, polymer 403, Polymer 450, Polymer 451, Polymer 452, Polymer 453 (above, made by EFKA Chemical Co., Ltd.); Addisper PB711, Addisper PA 111, Addisper PB 811, Addisper PW911 (above, made by Ajinomoto Co., Ltd.); Floren DOPA
- Solsparse 11200 From the viewpoint of low-temperature sinterability and dispersion stability, it is preferable to use Solsparse 11200, Solsparse 13940, Solsparse 16000, Solsparse 17000, Solsparse 18000, Solsparse 28000, Dispervic 142 or Dispervic 2155.
- the content of the polymer dispersant is preferably 0.1 to 15% by mass.
- the content of the polymer dispersant is 0.1% by mass or more, the dispersion stability of the obtained composition for bonding is improved, but when the content is too large, the bonding property is lowered.
- the more preferable content of the polymer dispersant is 0.03 to 3% by mass, and the more preferable content is 0.05 to 2% by mass.
- the silver particles can be obtained, for example, by mixing a metal ion source and a dispersing agent and reducing the mixture.
- the amount of the organic component can be controlled by adjusting the amounts of the dispersant and the reducing agent to be added.
- Examples of the unsaturated hydrocarbon include ethylene, acetylene, benzene, acetone, 1-hexene, 1-octene, 4-vinylcyclohexene, cyclohexanone, terpene alcohols, allyl alcohol, oleyl alcohol, 2-palmitoleic acid, and petroselinic acid. And oleic acid, elaidic acid, thianicic acid, ricinoleic acid, linoleic acid, linoleic acid, linolenic acid, arachidonic acid, acrylic acid, methacrylic acid, gallic acid, salicylic acid and the like.
- unsaturated hydrocarbons having a hydroxyl group are preferably used.
- the hydroxyl group is easily coordinated to the surface of the silver particle, and aggregation of the silver particle can be suppressed.
- the unsaturated hydrocarbon having a hydroxyl group include terpene alcohols, allyl alcohol, oleyl alcohol, thianic acid, ricinoleic acid, gallic acid, salicylic acid and the like.
- they are unsaturated fatty acids having a hydroxyl group, and examples thereof include thianic acid, ricinoleic acid, gallic acid, salicylic acid and the like.
- Activators, thickeners, surface tension modifiers and the like may be included.
- the resin component examples include polyester resins, polyurethane resins such as blocked isocyanate, polyacrylate resins, polyacrylamide resins, polyether resins, melamine resins, terpene resins, etc. These may be used alone or in combination of two or more.
- organic solvent except for those mentioned above as the dispersion medium, for example, methyl alcohol, ethyl alcohol, n-propyl alcohol, 2-propyl alcohol, 1,3-propanediol, 1,2-propanediol, 1,4-butanediol, 1,2,6-hexanetriol, 1-ethoxy-2-propanol, 2-butoxyethanol, ethylene glycol, diethylene glycol, triethylene glycol, weight average molecular weight in the range of 200 to 1,000 Polyethylene glycol, propylene glycol, dipropylene glycol, tripropylene glycol, polypropylene glycol having a weight average molecular weight in the range of 300 to 1,000, N, N-dimethylformamide, dimethyl sulfoxide, - methyl-2-pyrrolidone, N, N- dimethylacetamide, glycerin, acetone and the like may be used each of which alone or in combination of two or more.
- the thickener examples include clay minerals such as clay, bentonite and hectorite, polyester emulsion resins, acrylic emulsion resins, polyurethane emulsion resins, emulsions such as blocked isocyanate, methyl cellulose, carboxymethyl cellulose and hydroxyethyl cellulose, There may be mentioned cellulose derivatives such as hydroxypropyl cellulose and hydroxypropyl methylcellulose, polysaccharides such as xanthan gum and guar gum, etc. These may be used alone or in combination of two or more.
- the surfactant is not particularly limited, and any of anionic surfactants, cationic surfactants, and nonionic surfactants can be used, and examples thereof include alkyl benzene sulfonates, quaternary ammonium salts and the like. Be Fluorine-based surfactants are preferred because the effect can be obtained with a small amount of addition.
- the initial content of the organic component in the bonding composition used in the method for producing a metal-bonded laminate according to this embodiment is preferably 5 to 50% by mass. If the initial content is 5% by mass or more, the storage stability of the bonding composition tends to be improved, and if the initial content is 50% by mass or less, the conductivity of the bonding composition tends to be good. A more preferable initial content of the organic component is 5 to 30% by mass, and a further preferable initial content is 5 to 15% by mass.
- the initial content of the organic component it is simple to adjust by heating. Moreover, you may carry out by adjusting the quantity of the organic component added at the time of producing silver particle, and may change the washing
- the heating can be performed in an oven, an evaporator, or the like, and may be performed under reduced pressure. When carried out under normal pressure, it can be carried out in the atmosphere or in an inert atmosphere. Furthermore, the above-mentioned amine, carboxylic acid and the like can be added later to finely adjust the initial content of the organic component.
- the organic component contained in the bonding composition and the amount thereof can be confirmed, for example, by measurement using TG-DTA / GC-MS manufactured by Rigaku Corporation.
- the conditions for this measurement may be adjusted as appropriate, but for example, TG-DTA / GC-MS measurement is performed when a 10 mg sample is kept in the air up to room temperature to 550 ° C. (heating rate 10 ° C./min). It is good.
- the composition for joining is apply
- the term "application” is a concept that includes the case of applying the bonding composition in a planar manner and the case of applying (drawing) in a linear manner.
- the shape of the coating film made of the bonding composition in the state of being applied and before firing by heating can be made into a desired shape. Therefore, the bonding material (silver particle sintered layer) 12 of the present embodiment after sintering by heating may be either planar or linear, and may be continuous on the first body to be bonded. It may be discontinuous.
- Examples of the method for applying the bonding composition include screen printing (metal mask printing), dispenser method, pin transfer method, dipping, spray method, bar coating method, spin coating method, ink jet method, brush application method, It may be appropriately selected from a casting method, a flexo method, a gravure method, an offset method, a transfer method, a hydrophilic / hydrophobic pattern method, a syringe method and the like.
- the viscosity of the bonding composition is, for example, preferably in the range of 0.01 to 5000 Pa ⁇ S, more preferably in the range of 0.1 to 1000 Pa ⁇ S, and still more preferably in the range of 1 to 100 Pa ⁇ S.
- a wide method can be applied as a method of apply
- the viscosity can be adjusted by adjusting the particle size of silver particles, adjusting the content of the organic component, adjusting the compounding ratio of each component, adding a thickener, and the like.
- the viscosity of the bonding composition can be measured, for example, by a cone and plate viscometer (for example, a rheometer MCR301 manufactured by Anton Paar Co., Ltd.).
- Step (2) the applied bonding composition (coating film) is dried by heating.
- the bonding composition applied to the first object to be joined has a large amount of organic component to secure the coatability (printability) and the pot life (pot life).
- the bonding composition is dried by heating in step (2) to reduce the content of the organic component in the bonding composition in advance. At this time, if the content of the organic component in the composition for bonding is too small, the second bonded body does not sufficiently adhere to the composition for bonding, so that voids and peeling occur.
- the heating and drying (preliminary drying) in the step (2) is performed such that the content of the organic component in the heat-dried bonding composition is 4% by mass or more. Further, from the viewpoint of suppressing the generation of voids in the silver particle sintered layer to be generated, the content of the organic component in the heat-dried bonding composition is preferably 6% by mass or less.
- the heating temperature (preliminary drying temperature) in the step (2) is preferably 25 ° C. or more and 100 ° C. or less. If it is less than 25 ° C., the dispersion medium in the bonding composition can not be volatilized efficiently. When the temperature exceeds 100 ° C., the dispersion medium can be sufficiently volatilized, but a part of the dispersant attached to the silver particles may also volatilize, and sintering may start, in which case the second object When the bonded body is pressed, it can not be brought into close contact, and bonding without pressure becomes difficult.
- a more preferable lower limit of the predrying temperature is 50 ° C., and a further preferable lower limit is 60 ° C.
- the organic component in the composition for joining after predrying becomes a thing which does not substantially contain the organic component which has a boiling point below the maximum temperature of predrying.
- the heating time in the said process (2) is not specifically limited, It is preferable to carry out until content of the organic component in the composition for joining does not change.
- the method of heating and drying in the step (2) is not particularly limited, and, for example, a conventionally known oven can be used.
- Step (3) the second workpiece is pressed against the heat-dried bonding composition.
- the second object to be bonded is preferably pressed with a load of 1 MPa or less. When the pressing load exceeds 1 MPa, there is a concern that the second semiconductor object such as the power semiconductor chip 11 may be damaged (surface damage or cracking).
- the pressing load is preferably 0.05 MPa or more. If the pressing load is less than 0.05 MPa, the adhesion is insufficient and there is a risk of peeling.
- the method of pressing the second bonded body in the step (3) is not particularly limited, and various conventionally known methods can be applied. However, the heat-dried bonding composition (dried film) is used. The method of uniformly pressurizing is preferable.
- the dispersion medium when pre-drying is performed after step (3), the dispersion medium can not be volatilized efficiently, so it takes only a longer time than when pre-drying is performed before step (3).
- the dispersion medium In the state of being sandwiched between the first object and the second object, the dispersion medium is only volatilized from the side of the coating, so only the end of the coating starts to bond, and the inside of the coating is The organic component is likely to remain on the surface, resulting in void formation.
- Step (4) the bonding composition is heated and sintered to form a silver particle sintered layer.
- the dispersion medium is mainly volatilized among the organic components, and the dispersing agent and the like attached to the silver particles remain in the bonding composition, but the heating in the step (4) Most or all of the organic components in the bonding composition volatilize.
- the bonding composition contains a binder component
- the binder component is also sintered from the viewpoint of improving the strength of the bonding material and the bonding strength between members to be bonded.
- the main purpose of the binder component may be to control firing conditions to remove all the binder component.
- the silver particle sintered layer preferably has a small residual amount of the organic component from the viewpoint of obtaining high bonding strength and high reliability, and preferably contains substantially no organic component, but the effect of the present invention is not impaired. A portion of the organic component may remain in the range.
- the content of the organic component in the silver particle sintered layer is preferably less than 1% by mass.
- the silver particles are not only bonded together in the bonding composition by heating in the step (4), but also in the vicinity of the interface between the first and second materials to be bonded and the silver particle sintered layer.
- the metal diffuses between adjacent layers. As a result, a strong bond is formed between the first bonding body and the silver particle sintered layer, and between the second bonding body and the silver particle sintered layer.
- the said process (4) may join while pressurizing a 1st to-be-joined body and a 2nd to-be-joined body, a 1st to-be-joined body and a 2nd to-be-joined body It may be joined under no pressure. Bonding under no pressure is excellent in productivity because pressing and heating are not performed simultaneously.
- the method of this embodiment is suitable when joining a 1st to-be-joined body and a 2nd to-be-joined body under pressure-free in a process (4).
- the heating temperature in the step (4) is not particularly limited as long as it can form a silver particle sintered layer, but is preferably 200 to 300 ° C.
- the heating temperature is 200 to 300 ° C.
- organic components and the like can be removed by evaporation or decomposition while preventing damage to the first and second objects to be bonded, and high bonding strength can be obtained.
- temperature may be raised or lowered stepwise, and it is preferable to raise temperature from room temperature.
- the heating time in the step (4) is not particularly limited, and may be adjusted according to the heating temperature so that the bonding strength can be sufficiently obtained.
- the method of heating in step (4) is not particularly limited, and, for example, a conventionally known oven can be used.
- the silver particle sintered layer is preferably a dense sintered body from the viewpoint of obtaining a mechanically, electrically and thermally strong bonding state, and specifically, the porosity of the silver particle sintered layer Is preferably 20% by volume or less. According to the method for producing a metal-bonded laminate of this embodiment, a silver particle sintered layer having a porosity of 5 to 20% by volume can be easily formed even when bonding is performed under no pressure.
- the thickness of the silver particle sintered layer is, for example, 10 to 200 ⁇ m, preferably 20 to 100 ⁇ m.
- the content of the organic component in the bonding composition is adjusted by the predrying in the step (2).
- the adhesion of the bonding composition before firing to the bonded body can be improved, and a silver particle sintered layer (bonding material) having a low porosity and high bonding strength can be obtained.
- the thickness of the silver particle sintered layer can be easily controlled by the thickness of the coating film.
- Example 1 While sufficiently stirring 2.0 g of 3-methoxypropylamine with a magnetic stirrer, 3.0 g of silver oxalate was added to thicken the solution. The obtained viscous substance was placed in a constant temperature bath and allowed to react, and then 10 g of levulinic acid was added and further reacted to obtain a suspension. Next, in order to replace the dispersion medium of the suspension, methanol was added and stirred, and then silver particles coated on the surface with levulinic acid were precipitated and separated by centrifugation, and the supernatant was discarded. This operation was repeated once more.
- the obtained bonding composition A was applied on a silver-plated copper plate (20 mm square) to a 11 mm square using a metal mask, and was put in an oven set at 70 ° C. as preliminary drying and dried for 3 minutes.
- a gold-plated Si chip (bottom area 10 mm ⁇ 10 mm) was stacked on the dried bonding composition A, and pressed at 0.2 MPa.
- the obtained laminate is placed in a reflow furnace (made by Shin-Apex), raised to a maximum temperature of 250 ° C. at a temperature rising rate of 3.8 ° C./min from room temperature in the air, and held for 60 minutes for firing
- the treatment was performed to form a silver particle sintered layer.
- no pressure was applied and no pressure was applied.
- Metal bonding lamination in which a silver-plated copper plate (first bonded body) and a gold-plated Si chip (second bonded body) are bonded by a silver particle sintered layer by the formation of a silver particle sintered layer The body is complete.
- Example 2 A metal-bonded laminate was produced in the same manner as in Example 1 except that the firing treatment was carried out under a nitrogen atmosphere and that a pure copper plate ultrasonically washed with dilute sulfuric acid was used instead of the silver-plated copper plate.
- Example 3 Performed except that 0.2 g of hexyl carbitol was added instead of 0.05 g of tridecanol and 0.06 g of butyl carbitol acetate to obtain a bonding composition B, and the predrying time was changed to 15 minutes.
- a metal-bonded laminate was produced in the same manner as in Example 1.
- Example 4 A metal-bonded laminate was produced in the same manner as in Example 3 except that the firing treatment was carried out in a nitrogen atmosphere, and that a pure copper plate ultrasonically washed with dilute sulfuric acid was used instead of the silver-plated copper plate.
- Example 5 A metal-bonded laminate was produced in the same manner as in Example 3 except that the maximum temperature in the firing treatment was set to 280 ° C.
- Example 6 A metal-bonded laminate was produced in the same manner as in Example 3 except that the temperature and time in the preliminary drying were set to 100 ° C. for 5 minutes.
- Example 7 A metal-bonded laminate was prepared in the same manner as in Example 3 except that 1.5 g of 3-ethoxypropylamine and 0.4 g of diglycolamine were added instead of 3-methoxypropylamine to obtain a bonding composition C. Made.
- Example 8 A metal-bonded laminate was produced in the same manner as in Example 7 except that the firing treatment was carried out in a nitrogen atmosphere, and that a pure copper plate ultrasonically washed with dilute sulfuric acid was used instead of the silver-plated copper plate.
- Comparative Example 2 A metal-bonded laminate was produced in the same manner as in Example 1 except that predrying was not performed.
- Comparative Example 3 A metal-bonded laminate was produced in the same manner as in Example 3 except that predrying was not performed.
- Comparative Example 4 A metal-bonded laminate was produced in the same manner as in Example 3 except that the temperature and time in the preliminary drying were set to 100 ° C. for 10 minutes.
- Void Ratio The cross section was exposed by polishing the metallurgical laminate, and the cross section was observed with a scanning electron microscope. From the obtained electron micrograph, the porosity was calculated by dividing the area of the voids in the silver particle sintered layer by the entire area of the silver particle sintered layer. The void ratio of 20% or less was ⁇ , 21 to 30% was ⁇ , and 31% or more was x. Moreover, regardless of the value of the porosity, the thing in which the big space
- Comparative Example 1 the content of the organic component in the composition for bonding D is small, and the content of the organic component in the composition for bonding after the preliminary drying is 3.2 mass%. Even if the pressed Si chip was pressed, it did not adhere sufficiently. For this reason, the porosity of the silver particle sintered layer was low, and high bonding strength was not obtained. Moreover, in Comparative Examples 2 and 3, since preliminary drying was not performed, many voids (voids) were generated in the silver particle sintered layer, and the bonding strength was low. Further, in Comparative Example 4, since the predrying temperature is high and the content of the organic component in the bonding composition after predrying is 3.5% by mass, the Si chip subjected to the gold plating is sufficiently pressed. It did not stick. For this reason, the porosity of the silver particle sintered layer was low, and high bonding strength was not obtained.
Abstract
La présente invention concerne un procédé de production d'un stratifié collé sur un métal, qui permet d'obtenir une force de collage élevée, tout en garantissant de bonnes propriétés de manipulation d'une composition de collage. La présente invention est un procédé de production d'un stratifié collé sur un métal dans lequel un premier corps à coller et un second corps à coller sont collés l'un à l'autre au moyen d'une couche frittée de particules d'argent ; et ce procédé comprend une étape (1) dans laquelle une composition de collage, qui contient des particules d'argent et un constituant organique, est appliquée sur le premier corps à coller, une étape (2) dans laquelle la composition de collage appliquée est chauffée et séchée, une étape (3) dans laquelle le second corps à coller est pressé contre la composition de collage chauffée et séchée, et une étape (4) dans laquelle la composition de collage est frittée par chauffage, ce qui forme la couche frittée de particules d'argent. Par rapport à ce procédé de production d'un stratifié collé sur un métal, la teneur du constituant organique dans la composition de collage qui est chauffée et séchée à l'étape (2) est de 4 % en masse ou plus.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018530164A JP6467114B1 (ja) | 2017-07-27 | 2018-06-04 | 金属接合積層体の製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017145811 | 2017-07-27 | ||
| JP2017-145811 | 2017-07-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019021637A1 true WO2019021637A1 (fr) | 2019-01-31 |
Family
ID=65040451
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2018/021411 WO2019021637A1 (fr) | 2017-07-27 | 2018-06-04 | Procédé de production de stratifié collé sur un métal |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP6467114B1 (fr) |
| TW (1) | TW201911989A (fr) |
| WO (1) | WO2019021637A1 (fr) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020190015A (ja) * | 2019-05-22 | 2020-11-26 | 協立化学産業株式会社 | 接合体の製造方法 |
| WO2022102660A1 (fr) * | 2020-11-12 | 2022-05-19 | パナソニックIpマネジメント株式会社 | Procédé de fabrication d'un complexe et procédé de fabrication d'un dispositif semi-conducteur |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7257738B2 (ja) * | 2017-10-10 | 2023-04-14 | Dic株式会社 | オフセット印刷用金属微粒子インク |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008212976A (ja) * | 2007-03-05 | 2008-09-18 | Toda Kogyo Corp | 接合部材および接合方法 |
| WO2011007402A1 (fr) * | 2009-07-14 | 2011-01-20 | Dowaエレクトロニクス株式会社 | Matériau de liaison et procédé de liaison utilisant chacun des nanoparticules métalliques |
| JP2012084514A (ja) * | 2010-09-03 | 2012-04-26 | Heraeus Materials Technology Gmbh & Co Kg | 焼結される銀ペーストにおける溶媒としての、脂肪族炭化水素およびパラフィンの使用 |
| WO2015056589A1 (fr) * | 2013-10-17 | 2015-04-23 | Dowaエレクトロニクス株式会社 | Feuille en argent d'assemblage, son procédé de production et procédé d'assemblage de pièce électronique |
-
2018
- 2018-06-04 JP JP2018530164A patent/JP6467114B1/ja not_active Expired - Fee Related
- 2018-06-04 WO PCT/JP2018/021411 patent/WO2019021637A1/fr active Application Filing
- 2018-06-19 TW TW107121000A patent/TW201911989A/zh unknown
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008212976A (ja) * | 2007-03-05 | 2008-09-18 | Toda Kogyo Corp | 接合部材および接合方法 |
| WO2011007402A1 (fr) * | 2009-07-14 | 2011-01-20 | Dowaエレクトロニクス株式会社 | Matériau de liaison et procédé de liaison utilisant chacun des nanoparticules métalliques |
| JP2012084514A (ja) * | 2010-09-03 | 2012-04-26 | Heraeus Materials Technology Gmbh & Co Kg | 焼結される銀ペーストにおける溶媒としての、脂肪族炭化水素およびパラフィンの使用 |
| WO2015056589A1 (fr) * | 2013-10-17 | 2015-04-23 | Dowaエレクトロニクス株式会社 | Feuille en argent d'assemblage, son procédé de production et procédé d'assemblage de pièce électronique |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020190015A (ja) * | 2019-05-22 | 2020-11-26 | 協立化学産業株式会社 | 接合体の製造方法 |
| JP7029182B2 (ja) | 2019-05-22 | 2022-03-03 | 協立化学産業株式会社 | 接合体の製造方法 |
| WO2022102660A1 (fr) * | 2020-11-12 | 2022-05-19 | パナソニックIpマネジメント株式会社 | Procédé de fabrication d'un complexe et procédé de fabrication d'un dispositif semi-conducteur |
| EP4246559A4 (fr) * | 2020-11-12 | 2024-05-08 | Panasonic Ip Man Co Ltd | Procédé de fabrication d'un complexe et procédé de fabrication d'un dispositif semi-conducteur |
Also Published As
| Publication number | Publication date |
|---|---|
| TW201911989A (zh) | 2019-03-16 |
| JP6467114B1 (ja) | 2019-02-06 |
| JPWO2019021637A1 (ja) | 2019-11-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6766160B2 (ja) | 金属接合用組成物 | |
| TWI651149B (zh) | 金屬接合用組成物 | |
| JP2007527102A (ja) | 相互接続用のナノスケールの金属ペーストおよび使用方法 | |
| JP6736782B2 (ja) | 接合用組成物 | |
| JP6262139B2 (ja) | 接合用組成物 | |
| JP6467114B1 (ja) | 金属接合積層体の製造方法 | |
| TW201542731A (zh) | 接合用組成物及使用該組成物之金屬接合體 | |
| JP2017074598A (ja) | 銅粒子を用いた低温接合方法 | |
| JP2017155166A (ja) | 接合用組成物 | |
| TWI744372B (zh) | 接合用組成物及其製造方法、接合體以及被覆銀奈米粒子 | |
| TWI737643B (zh) | 接合用組成物及電子零件接合體 | |
| JP2007136503A (ja) | 接合用クラッドはんだ | |
| WO2017006531A1 (fr) | Composition d'assemblage et procédé d'assemblage | |
| JP6380791B2 (ja) | マイクロサイズ銀粒子を用いた接合方法 | |
| JP6347385B2 (ja) | 銅材の接合方法 | |
| JPWO2016067599A1 (ja) | 接合用組成物 | |
| JP2007080635A (ja) | 導電部形成用粒子 | |
| JP6669420B2 (ja) | 接合用組成物 | |
| JP6267835B1 (ja) | 接合用組成物及びその製造方法 | |
| JP6085724B2 (ja) | 接合用組成物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2018530164 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 18838214 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 18838214 Country of ref document: EP Kind code of ref document: A1 |