WO2018180986A1 - Al系めっき鋼板 - Google Patents
Al系めっき鋼板 Download PDFInfo
- Publication number
- WO2018180986A1 WO2018180986A1 PCT/JP2018/011701 JP2018011701W WO2018180986A1 WO 2018180986 A1 WO2018180986 A1 WO 2018180986A1 JP 2018011701 W JP2018011701 W JP 2018011701W WO 2018180986 A1 WO2018180986 A1 WO 2018180986A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- less
- steel sheet
- base material
- content
- zno
- Prior art date
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 84
- 239000010959 steel Substances 0.000 title claims abstract description 84
- 239000010410 layer Substances 0.000 claims abstract description 71
- 239000002245 particle Substances 0.000 claims abstract description 63
- 239000000463 material Substances 0.000 claims abstract description 60
- POILWHVDKZOXJZ-ARJAWSKDSA-M (z)-4-oxopent-2-en-2-olate Chemical compound C\C([O-])=C\C(C)=O POILWHVDKZOXJZ-ARJAWSKDSA-M 0.000 claims abstract description 30
- 239000011347 resin Substances 0.000 claims abstract description 29
- 229920005989 resin Polymers 0.000 claims abstract description 29
- 239000002345 surface coating layer Substances 0.000 claims abstract description 27
- 229910052751 metal Inorganic materials 0.000 claims abstract description 21
- 239000002184 metal Substances 0.000 claims abstract description 21
- 238000007747 plating Methods 0.000 claims description 53
- 238000007731 hot pressing Methods 0.000 claims description 45
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 143
- 239000011787 zinc oxide Substances 0.000 description 71
- 238000000034 method Methods 0.000 description 39
- 239000011701 zinc Substances 0.000 description 26
- 230000007797 corrosion Effects 0.000 description 25
- 238000005260 corrosion Methods 0.000 description 25
- 230000000694 effects Effects 0.000 description 24
- 238000010438 heat treatment Methods 0.000 description 22
- 239000011572 manganese Substances 0.000 description 16
- 230000008569 process Effects 0.000 description 13
- 238000012360 testing method Methods 0.000 description 13
- 239000010936 titanium Substances 0.000 description 13
- PXHVJJICTQNCMI-UHFFFAOYSA-N nickel Substances [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 12
- 239000011248 coating agent Substances 0.000 description 11
- 238000000576 coating method Methods 0.000 description 11
- 238000004519 manufacturing process Methods 0.000 description 11
- 239000011651 chromium Substances 0.000 description 10
- 239000010949 copper Substances 0.000 description 10
- 230000008034 disappearance Effects 0.000 description 10
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 8
- 229910052782 aluminium Inorganic materials 0.000 description 8
- 239000011230 binding agent Substances 0.000 description 8
- 238000011156 evaluation Methods 0.000 description 8
- 238000011088 calibration curve Methods 0.000 description 6
- 239000000126 substance Substances 0.000 description 6
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 5
- 229910045601 alloy Inorganic materials 0.000 description 5
- 239000000956 alloy Substances 0.000 description 5
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 5
- 125000002091 cationic group Chemical group 0.000 description 5
- 238000001816 cooling Methods 0.000 description 5
- 239000012535 impurity Substances 0.000 description 5
- 238000005259 measurement Methods 0.000 description 5
- 238000010422 painting Methods 0.000 description 5
- 229910052719 titanium Inorganic materials 0.000 description 5
- 229910052725 zinc Inorganic materials 0.000 description 5
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 4
- 238000006243 chemical reaction Methods 0.000 description 4
- 229910052802 copper Inorganic materials 0.000 description 4
- 230000007423 decrease Effects 0.000 description 4
- 230000006872 improvement Effects 0.000 description 4
- 229910052759 nickel Inorganic materials 0.000 description 4
- 239000010955 niobium Substances 0.000 description 4
- 239000011368 organic material Substances 0.000 description 4
- 229910052760 oxygen Inorganic materials 0.000 description 4
- 239000001301 oxygen Substances 0.000 description 4
- 238000003825 pressing Methods 0.000 description 4
- 238000007670 refining Methods 0.000 description 4
- 229920006395 saturated elastomer Polymers 0.000 description 4
- 238000005728 strengthening Methods 0.000 description 4
- 238000003466 welding Methods 0.000 description 4
- 229910018084 Al-Fe Inorganic materials 0.000 description 3
- 229910018192 Al—Fe Inorganic materials 0.000 description 3
- 230000009471 action Effects 0.000 description 3
- 239000007864 aqueous solution Substances 0.000 description 3
- 229910052796 boron Inorganic materials 0.000 description 3
- 229910052799 carbon Inorganic materials 0.000 description 3
- 229910052804 chromium Inorganic materials 0.000 description 3
- 239000000470 constituent Substances 0.000 description 3
- 238000001035 drying Methods 0.000 description 3
- 229910052748 manganese Inorganic materials 0.000 description 3
- 238000002156 mixing Methods 0.000 description 3
- 229910052750 molybdenum Inorganic materials 0.000 description 3
- 229910052758 niobium Inorganic materials 0.000 description 3
- 239000003960 organic solvent Substances 0.000 description 3
- 239000000843 powder Substances 0.000 description 3
- 230000002265 prevention Effects 0.000 description 3
- 238000010791 quenching Methods 0.000 description 3
- 230000000171 quenching effect Effects 0.000 description 3
- 239000000243 solution Substances 0.000 description 3
- 239000002904 solvent Substances 0.000 description 3
- 239000010935 stainless steel Substances 0.000 description 3
- 229910001220 stainless steel Inorganic materials 0.000 description 3
- 229910052717 sulfur Inorganic materials 0.000 description 3
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 3
- 229910052721 tungsten Inorganic materials 0.000 description 3
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 2
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N Iron oxide Chemical compound [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 description 2
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 description 2
- GRYLNZFGIOXLOG-UHFFFAOYSA-N Nitric acid Chemical compound O[N+]([O-])=O GRYLNZFGIOXLOG-UHFFFAOYSA-N 0.000 description 2
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 2
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 2
- 229910052787 antimony Inorganic materials 0.000 description 2
- 238000009835 boiling Methods 0.000 description 2
- 238000004140 cleaning Methods 0.000 description 2
- 239000011247 coating layer Substances 0.000 description 2
- 239000010960 cold rolled steel Substances 0.000 description 2
- 238000005336 cracking Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000007598 dipping method Methods 0.000 description 2
- 238000007710 freezing Methods 0.000 description 2
- 230000008014 freezing Effects 0.000 description 2
- 239000000446 fuel Substances 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 238000004811 liquid chromatography Methods 0.000 description 2
- 229910052757 nitrogen Inorganic materials 0.000 description 2
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 description 2
- 239000007800 oxidant agent Substances 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 229910052710 silicon Inorganic materials 0.000 description 2
- 239000011593 sulfur Substances 0.000 description 2
- 238000004381 surface treatment Methods 0.000 description 2
- 230000008961 swelling Effects 0.000 description 2
- 229910052720 vanadium Inorganic materials 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- 229910018125 Al-Si Inorganic materials 0.000 description 1
- 229910018520 Al—Si Inorganic materials 0.000 description 1
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 1
- XMSXQFUHVRWGNA-UHFFFAOYSA-N Decamethylcyclopentasiloxane Chemical compound C[Si]1(C)O[Si](C)(C)O[Si](C)(C)O[Si](C)(C)O[Si](C)(C)O1 XMSXQFUHVRWGNA-UHFFFAOYSA-N 0.000 description 1
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 1
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 1
- 239000006087 Silane Coupling Agent Substances 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- 238000003723 Smelting Methods 0.000 description 1
- 238000002441 X-ray diffraction Methods 0.000 description 1
- 238000000137 annealing Methods 0.000 description 1
- WATWJIUSRGPENY-UHFFFAOYSA-N antimony atom Chemical compound [Sb] WATWJIUSRGPENY-UHFFFAOYSA-N 0.000 description 1
- 229910001566 austenite Inorganic materials 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 239000003153 chemical reaction reagent Substances 0.000 description 1
- 150000004699 copper complex Chemical class 0.000 description 1
- 238000000354 decomposition reaction Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 239000002270 dispersing agent Substances 0.000 description 1
- 239000012153 distilled water Substances 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 239000003814 drug Substances 0.000 description 1
- 229940079593 drug Drugs 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 238000005485 electric heating Methods 0.000 description 1
- 238000004070 electrodeposition Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 239000002803 fossil fuel Substances 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 230000009477 glass transition Effects 0.000 description 1
- 238000005098 hot rolling Methods 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 230000002401 inhibitory effect Effects 0.000 description 1
- 229910010272 inorganic material Inorganic materials 0.000 description 1
- 239000011147 inorganic material Substances 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 239000011733 molybdenum Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- GUCVJGMIXFAOAE-UHFFFAOYSA-N niobium atom Chemical compound [Nb] GUCVJGMIXFAOAE-UHFFFAOYSA-N 0.000 description 1
- 150000004767 nitrides Chemical class 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 230000001590 oxidative effect Effects 0.000 description 1
- 239000003973 paint Substances 0.000 description 1
- 229910052698 phosphorus Inorganic materials 0.000 description 1
- 239000011574 phosphorus Substances 0.000 description 1
- 238000007586 pull-out test Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000012827 research and development Methods 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 238000005204 segregation Methods 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 239000006104 solid solution Substances 0.000 description 1
- 238000001228 spectrum Methods 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 230000000087 stabilizing effect Effects 0.000 description 1
- -1 steel plates Chemical compound 0.000 description 1
- 238000005482 strain hardening Methods 0.000 description 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 1
- 239000010937 tungsten Substances 0.000 description 1
- LEONUFNNVUYDNQ-UHFFFAOYSA-N vanadium atom Chemical compound [V] LEONUFNNVUYDNQ-UHFFFAOYSA-N 0.000 description 1
- 125000005287 vanadyl group Chemical group 0.000 description 1
- 230000008016 vaporization Effects 0.000 description 1
- 238000010792 warming Methods 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
- 238000004876 x-ray fluorescence Methods 0.000 description 1
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/14—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials to metal, e.g. car bodies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/20—Oxides; Hydroxides
- C08K3/22—Oxides; Hydroxides of metals
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/04—Oxygen-containing compounds
- C08K5/07—Aldehydes; Ketones
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/04—Oxygen-containing compounds
- C08K5/15—Heterocyclic compounds having oxygen in the ring
- C08K5/156—Heterocyclic compounds having oxygen in the ring having two oxygen atoms in the ring
- C08K5/1575—Six-membered rings
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D175/00—Coating compositions based on polyureas or polyurethanes; Coating compositions based on derivatives of such polymers
- C09D175/04—Polyurethanes
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D7/00—Features of coating compositions, not provided for in group C09D5/00; Processes for incorporating ingredients in coating compositions
- C09D7/40—Additives
- C09D7/66—Additives characterised by particle size
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/04—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the coating material
- C23C2/12—Aluminium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/30—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer
- C23C28/32—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one pure metallic layer
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/30—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer
- C23C28/32—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one pure metallic layer
- C23C28/321—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one pure metallic layer with at least one metal alloy layer
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/30—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer
- C23C28/34—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one inorganic non-metallic material layer, e.g. metal carbide, nitride, boride, silicide layer and their mixtures, enamels, phosphates and sulphates
- C23C28/345—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one inorganic non-metallic material layer, e.g. metal carbide, nitride, boride, silicide layer and their mixtures, enamels, phosphates and sulphates with at least one oxide layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D2202/00—Metallic substrate
- B05D2202/20—Metallic substrate based on light metals
- B05D2202/25—Metallic substrate based on light metals based on Al
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/20—Oxides; Hydroxides
- C08K3/22—Oxides; Hydroxides of metals
- C08K2003/2296—Oxides; Hydroxides of metals of zinc
Definitions
- the present invention relates to an Al-based plated steel sheet suitable for hot pressing, which can sufficiently exhibit the workability (lubricity) and corrosion resistance (corrosion resistance after coating) during hot pressing.
- a material having excellent mechanical strength tends to have a low formability and a shape freezing property in a forming process such as a bending process, and the process itself becomes difficult when processing into a complicated shape.
- One of the means for solving this problem regarding formability is a so-called “hot pressing method (also called hot stamping method, hot pressing method, die quench method, press hardening)”.
- hot pressing method a material to be formed is once heated to a high temperature (austenite region), pressed and formed on a steel sheet softened by heating, and then cooled.
- the material is once heated to a high temperature and softened, so that the material can be easily pressed, and further, the mechanical strength of the material is increased by the quenching effect by cooling after molding. Can be increased. Therefore, by this hot pressing, a molded product having both good shape freezing property and high mechanical strength can be obtained.
- An example of suppressing such a decrease in productivity is a method of forming a film on a steel sheet.
- various materials such as organic materials and inorganic materials are used as the coating on the steel plate.
- zinc-based plated steel sheets that have a sacrificial anticorrosive action on steel sheets are widely used for automobile steel sheets and the like from the viewpoint of corrosion protection performance and steel sheet production technology (Patent Document 1).
- the heating temperature (700 ° C. or more and 1000 ° C. or less) in the hot press is higher than the decomposition temperature of the organic material, the boiling point of Zn (zinc), and the like. For this reason, when a steel plate is heated for hot pressing, the plating layer on the surface of the steel plate is oxidized or evaporated, so that the surface properties are remarkably deteriorated, and the slidability during hot pressing may be deteriorated. . In order to prevent this, it is necessary to take measures such as containing aluminum in a predetermined range in the galvanized layer and forming a film that melts at the press temperature on the galvanized layer (Patent Document 2).
- an Al (aluminum) metal film having a higher boiling point than that of an organic material film or a Zn metal film is formed. It is desirable to use a steel plate.
- an Al-based metal film By forming an Al-based metal film, it is possible to prevent the scale from adhering to the surface of the steel sheet, and the productivity is improved because steps such as a descaling step are not necessary.
- the Al-based metal film also has a rust prevention effect, the corrosion resistance after painting is also improved.
- Patent Document 3 A method has been proposed in which an Al-based plated steel sheet in which an Al-based metal film is formed on steel having a predetermined steel component is used for hot pressing (for example, see Patent Document 3).
- One of the problems with the aluminum-based plated material for hot pressing as disclosed in Patent Document 3 is improvement of workability during hot pressing.
- the Fe-Al-Si plating layer generated during heating is hard, so it bites into the mold, or because it has a high friction coefficient, it accumulates on the mold.
- Patent Document 4 a method of attaching a coating layer containing zinc oxide (ZnO) to the plating surface has been proposed (for example, see Patent Document 4).
- the method disclosed in Patent Document 4 is such that a coating layer containing a resin component, a silane coupling agent, or the like as a binder is attached to the steel sheet surface to suppress the removal of ZnO, and is 300 ° C. or higher during hot pressing,
- the organic solvent component of the binder is volatilized at 500 ° C. or lower to leave only ZnO.
- ZnO and the metal mold are brought into point contact by voids generated by burning and evaporation of an organic solvent, thereby improving lubricity.
- Patent Documents 4 to 8 by forming a surface film layer containing ZnO on an Al-based plating, the slidability during hot pressing is improved.
- the ZnO film on the overlapping portion in contact with the conveyor disappears. It has been found that there is a problem that the hot slidability of the part is lowered and sufficient workability (lubricity) cannot be obtained as a whole.
- the present invention has been made in view of the above circumstances, and suppresses the disappearance of ZnO at the contact portion with the conveyor during heating, and the workability (lubricity) and corrosion resistance (corrosion resistance after painting) during hot pressing. It is an object of the present invention to provide an Al-based plated steel sheet suitable for hot pressing that can sufficiently develop the above.
- the present inventors first examined the reason why the ZnO film in the overlapping portion in contact with the conveyor disappeared. Normally, during continuous heating in an atmospheric furnace, the organic resin component and Al present on the plating surface are combined with oxygen in the atmosphere and oxidized. However, in the overlapping portion where the plated steel plate and the conveyor are in contact with each other, the amount of oxygen supplied becomes poor, and Al is oxidized by reducing ZnO. That is, it was found that ZnO is reduced to metal Zn as a counter reaction of oxidation of Al present on the organic resin component and the plating surface, and further disappears by vaporizing metal Zn.
- the present inventors further added ZnO particles, an organic resin used as a binder, and an oxidizing agent for Al that suppresses the disappearance of ZnO on the surface of the Al-based plating layer formed on the surface of the steel sheet.
- Supply of oxygen to Al the disappearance of ZnO in the contact area with the conveyor is suppressed during heating, and the workability and corrosion resistance during hot pressing are fully expressed. The knowledge that it can be made was acquired.
- a base material An Al-based plating layer formed on at least one side of the base material; A surface coating layer formed on the Al-based plating layer, comprising ZnO particles, an organic resin, and acetylacetonate of 10% by mass to 30% by mass with respect to the total mass of the surface coating layer.
- a surface coating layer that is: An Al-based plated steel sheet for hot pressing, comprising: [2] The Al-based plated steel sheet according to the present invention, wherein the Al-based plated layer and the surface coating layer are formed on both surfaces of the base material, respectively.
- the constituent elements of the surface coating layer formed as the outermost layer and the amount of ZnO particles that are one of the elements are improved.
- workability lubricity
- corrosion resistance corrosion resistance after painting
- the cross-sectional conceptual diagram of the Al type plating steel plate of this invention which provided the Al type plating layer and the surface film layer in the single side
- the cross-sectional conceptual diagram of the Al type plating steel plate of this invention which provided the Al type plating layer and the surface film layer on both surfaces, respectively.
- an embodiment of an Al-based plated steel sheet (hereinafter sometimes simply referred to as “steel sheet”) according to the present invention suitable for hot pressing will be described in detail.
- the following embodiments do not limit the present invention.
- the constituent elements of the above embodiment include those that can be easily replaced by those skilled in the art or those that are substantially the same.
- various forms included in the above-described embodiments can be arbitrarily combined within a range obvious to those skilled in the art.
- FIG. 1 shows an example of an Al-based plated steel sheet according to the present invention.
- the Al-based plated steel sheet 100 of the present invention is configured by forming an Al-based plating layer 103 on the surface of a base material 101 and forming a surface film layer 107 on the surface of the Al-based plating layer 103.
- the surface film layer 107 is made of ZnO particles 109 containing acetylacetonate and bonded by an organic resin 111.
- the Al-based plating layer 103 and the surface coating layer 107 may be formed on both surfaces of the base material 101 (see FIG. 2). Each layer will be described in detail below.
- Base material 101 member for forming the Al-based plating layer 103 used for the Al-based plated steel sheet 100 of the present embodiment, excellent mechanical strength (tensile) is achieved even if hot pressing is performed after the plating layer is formed.
- a member having a property such as strength, yield point, elongation, drawing, hardness, impact value, fatigue strength, creep strength, and other mechanical deformation and fracture properties is used.
- a member whose hardenability is enhanced by adding C (carbon) or an alloy element is used.
- a known material can be used as the base material 101 for the Al-based plated steel sheet 100 of the present embodiment as long as it has excellent mechanical strength.
- a material having the following components can be used as the base material 101, but the components of the base material 101 are not limited to this.
- the base material 101 of the present embodiment is, for example, mass%, C: 0.01% or more, 0.5% or less, Si: 2.0% or less, Mn: 0.01% or more, 3.5% or less.
- each component added to the base material 101 will be described in detail. In the following description, all unit% of each component means mass%.
- Carbon (C: 0.01% or more, 0.5% or less) is inevitably contained in the steel, and is contained in order to ensure the intended mechanical strength of the base material 101. To reduce the C content excessively increases the smelting cost, so it is preferable to contain 0.01% or more. Furthermore, if the C content is 0.1% or more, it is not necessary to add a large amount of other alloy elements in order to improve the mechanical strength, so the effect of improving the strength by adding C is great. . On the other hand, if the C content is more than 0.5%, the base material 101 can be further cured, but melt cracking is likely to occur.
- C is preferably contained in an amount of 0.01% or more and 0.5% or less, and is added at a content of 0.1% or more and 0.4% or less from the viewpoint of strength improvement and prevention of melt cracking. More preferably.
- the C content is more preferably 0.15% or more and 0.35% or less.
- Si Silicon (Si: 2.0% or less) is an element inevitably included in the steel refining process, such as being added as a deoxidizer. However, excessive addition of Si deteriorates the ductility in the hot rolling process at the time of manufacturing the steel sheet and as a result impairs the surface properties. Further, Si is one of the strengthening elements that improve the mechanical strength of the base material 101, and may be added in order to ensure the target mechanical strength, as with C. When the content of Si is less than 0.01%, it is difficult to exert an effect of improving the strength and it is difficult to obtain a sufficient improvement in mechanical strength.
- Si is also an easily oxidizable element, if the Si content exceeds 0.6%, wettability may be reduced and non-plating may occur when performing hot-dip Al-based plating. . Therefore, Si is more preferably added with a content of 0.01% or more and 0.6% or less. The Si content is more preferably 0.05% or more and 0.5% or less.
- Manganese (Mn: 0.01% or more, 3.5% or less) is an element inevitably contained in the steel refining process, such as being added as a deoxidizer. However, excessive addition of Mn impairs quality uniformity due to segregation of Mn at the time of casting, and the steel sheet is excessively hardened, resulting in a decrease in ductility during hot and cold working, and therefore 3.5% or less. It is preferable that On the other hand, when the content of Mn is reduced to less than 0.01%, the process and cost increase. Therefore, the content of Mn is preferably 0.01% or more. Therefore, Mn is preferably 0.01% or more and 3.5% or less.
- Mn is one of the strengthening elements of the base material 101 and also one of the elements that enhances the hardenability. Furthermore, Mn is also effective in suppressing hot brittleness due to S (sulfur), which is one of inevitable impurities. Therefore, the effect of improving hardenability and suppressing hot brittleness can be obtained by setting the Mn content to 0.5% or more. On the other hand, if the Mn content is more than 3%, the residual ⁇ phase is excessively increased and the strength may be lowered. Therefore, it is more preferable that Mn is added at a content of 0.5% or more and 3% or less. The Mn content is more preferably 1% or more and 2% or less.
- Phosphorus (P) is an element that is inevitably contained, but is also a solid solution strengthening element, and is an element that improves the strength of the base material 101 relatively inexpensively.
- the lower limit of the content is preferably 0.001% from the economical refining limit.
- the P content is preferably 0.001% or more and 0.1% or less.
- the P content is more preferably 0.01% or more and 0.08% or less.
- S Sulfur
- MnS base material 101
- the content of S is preferably as low as possible, and the upper limit of the content is preferably 0.05%.
- the lower limit of the content is preferably 0.001%.
- the S content is more preferably 0.01% or more and 0.02% or less.
- Aluminum (Al: 0.001% or more, 0.1% or less) is a component contained in the base material 101 as a deoxidizer, but is also a plating-inhibiting element. For this reason, the upper limit of the Al content is preferably 0.1%. On the other hand, the lower limit of the Al content is not particularly specified, but is preferably 0.001% from the economical refining limit. The Al content is more preferably 0.01% or more and 0.08% or less.
- Titanium (Ti) is one of the strengthening elements of the base material 101 and is an element that improves the heat resistance of the Al-based plating layer 103 formed on the surface of the base material 101. If the Ti content is less than 0.005%, the strength improvement effect and heat resistance cannot be sufficiently obtained.
- Ti is added too much, for example, carbide or nitride may be formed, and the base material 101 may be softened.
- Ti is preferably added at a content of 0.005% or more and 0.1% or less.
- the Ti content is more preferably 0.03% or more and 0.08% or less.
- B Boron (B: 0.0003% or more and 0.01% or less) Boron (B) is an element that acts during quenching to improve the strength of the base material 101.
- B content is less than 0.0003%, such an effect of improving the strength cannot be obtained sufficiently.
- B is preferably added at a content of 0.0003% or more and 0.01% or less.
- the B content is more preferably 0.001% or more and 0.008% or less.
- Chromium (Cr) forms the Al-based plating layer 103 at the interface with the base material 101 when the Al-based plating layer 103 is alloyed to form an Al-Fe alloy layer.
- Cr is one of the elements that improves the wear resistance, and is also one of the elements that improves the hardenability. When the content of Cr is less than 0.01%, the above effect cannot be obtained sufficiently. On the other hand, if the Cr content is more than 1.0%, not only the above effect is saturated, but also the manufacturing cost of the steel sheet increases. Therefore, Cr is preferably added at a content of 0.01% or more and 1.0% or less. The Cr content is more preferably 0.5% or more and 1.0% or less.
- Nickel (Ni: 0.01% or more, 5.0% or less) has the effect of improving the hardenability during hot pressing. Ni also has the effect of increasing the corrosion resistance of the base material 101. However, if the Ni content is less than 0.01%, the above effects cannot be obtained sufficiently. On the other hand, if the Ni content is more than 5.0%, not only the above effects are saturated, but also the manufacturing cost of the steel sheet increases. Therefore, Ni is preferably added at a content of 0.01% or more and 5.0% or less.
- Molybdenum (Mo) has the effect of improving the hardenability during hot pressing. Mo also has the effect of increasing the corrosion resistance of the base material 101. However, if the Mo content is less than 0.005%, the above effects cannot be obtained sufficiently. On the other hand, if the content of Mo exceeds 2.0%, not only the above effects are saturated, but also the manufacturing cost of the steel sheet increases. Therefore, Mo is preferably added at a content of 0.005% to 2.0%.
- Copper (Cu: 0.005% or more, 1.0% or less) has the effect of improving the hardenability during hot pressing. Cu also has the effect of increasing the corrosion resistance of the base material 101. If the Cu content is less than 0.005%, the above effects cannot be obtained sufficiently. On the other hand, if the Cu content is more than 1.0%, not only the above effect is saturated, but also the manufacturing cost of the steel sheet increases. Therefore, Cu is preferably added at a content of 0.005% or more and 1.0% or less.
- the base material 101 of this embodiment may be selectively added with an element such as tungsten (W), vanadium (V), niobium (Nb), antimony (Sb), in addition to the plurality of elements described above. Good. As long as the addition amount about these elements is a well-known range, it can employ
- the balance of the base material 101 is only iron (Fe) and inevitable impurities.
- An inevitable impurity refers to a component contained in the raw material or a component mixed in the manufacturing process and not a component intentionally included in the base material 101.
- the base material 101 formed of such components can have a mechanical strength of about 1500 MPa or more by quenching by heating with a hot press or the like. Although it is a steel plate having excellent mechanical strength in this way, if it is processed by hot pressing, it can be formed easily because it can be pressed in a softened state by heating. In addition, the base material 101 cooled from a high temperature after pressing can achieve high mechanical strength, and as a result, even if the base material 101 is thinned for weight reduction, the mechanical strength can be maintained or improved.
- Al-based plating layer 103 is formed on at least one side of the base material 101.
- the Al-based plating layer 103 can be formed by, for example, a hot dipping method, but the forming method is not limited to this.
- the Al-based plating layer 103 only needs to contain Al as a main component.
- “main component” means containing 50 mass% or more of Al.
- the preferred main component amount is 70 mass% or more of Al
- the Al-based plating layer 103 preferably contains 70 mass% or more of Al.
- Components other than Al are not particularly limited, but may contain Si at any concentration.
- the Al-based plating layer 103 prevents corrosion of the base material 101.
- the Al-based plating layer 103 prevents scale (iron oxide) from being generated on the surface of the steel sheet during heating before hot pressing.
- the presence of the Al-based plating layer 103 on at least one surface of the base material 101 makes it possible to omit the scale removal process, the surface cleaning process, the surface treatment process, and the like, thereby improving the productivity of automobile parts and the like. Can be made.
- the Al-based plating layer 103 has a higher melting point than a film made of an organic material or a film made of another metal material (for example, a Zn-based material), it can be processed at a high temperature during hot pressing. Become.
- the Al-based plating layer 103 may be alloyed with Fe in the base material 101 at the time of hot dipping or hot pressing. Therefore, the Al-based plating layer 103 is not necessarily formed of a single layer having a constant component, but is a partially alloyed layer (alloy layer) or steel whose concentration gradient changes from the surface. - May contain an aluminum gradient alloy layer.
- the surface film layer 107 is formed on the Al-based plating layer 103.
- the surface coating layer 107 contains ZnO particles 109 having an average particle diameter of 0.10 ⁇ m or more and 5.00 ⁇ m or less and an organic resin 111, and the amount of the ZnO particles 109 attached is 0.5 g / m 2 in terms of metallic Zn. As described above, it is necessary to be 10.0 g / m 2 or less.
- the surface film layer 107 can be formed on at least one Al-based plating layer 103 on one side.
- the surface film layer 107 can be formed using, for example, a liquid obtained by mixing each of the above components in various solvents such as water and an organic solvent.
- ZnO particles 109 In order to obtain good workability and corrosion resistance by hot pressing, ZnO particles 109 having an average particle diameter of 0.10 ⁇ m or more and 5.00 ⁇ m or less are 0.5 g / m in terms of metallic Zn on the Al-based plating layer 103. 2 above, it is necessary that it is formed at a coverage of 10.0 g / m 2 or less.
- the ZnO particles 109 are in point contact with the mold and reduce the dynamic friction coefficient to improve workability. However, if the average particle diameter of the ZnO particles 109 is less than 0.10 ⁇ m, the number of contact points between the ZnO particles 109 and the mold during press working is too large, and the workability is not sufficiently improved.
- the weldability deteriorates.
- ZnO is insulative, but when the particle size is small, a sufficient energization point can be secured by crushing when welding pressure is applied.
- the average particle diameter of the ZnO particles 109 is increased and exceeds 5 ⁇ m, the ZnO particles 109 are not easily crushed when welding pressure is applied. As a result, a sufficient energization point cannot be secured, and the weldability deteriorates because dust tends to be generated.
- the method for measuring the average particle diameter of the ZnO particles 109 is not particularly limited. For example, with a scanning electron microscope (SEM, Scanning Electron Microscope) or the like, any 10 or more ZnO particles 109 are observed at 2000 times, the maximum particle diameter of each particle is measured, and an average value is calculated and obtained. Good. Or you may obtain
- SEM scanning electron microscope
- the amount of all ZnO particles 109 on the surface coating layer 107 is less than 0.5 g / m 2 in terms of metal Zn, sufficient workability cannot be obtained during hot pressing.
- the adhesion amount of the ZnO particles 109 increases, the workability and corrosion resistance of the steel sheet increase, but the film electrical resistance of the surface film layer 107 increases, so that the resistance weldability of the steel sheet (for example, spot weldability). Decreases. That is, if the adhesion amount of all the ZnO particles 109 on the surface coating layer 107 exceeds 10.0 g / m 2 in terms of metal Zn, it is difficult to sufficiently obtain the resistance weldability of the steel sheet.
- the adhesion amount of the ZnO particles 109 on the Al-based plating layer 103 can be measured by a calibration curve method using XRF (fluorescence X-ray, X-ray Fluorescence).
- the amount of adhesion here is the amount of adhesion before heating on a conveyor at the time of hot pressing.
- the organic resin 111 that is a constituent element of the surface coating layer 107 is not particularly limited as long as it functions as a binder that holds the ZnO particles 109 in the coating. This is because the organic resin 111 burns and disappears at the time of heating before hot pressing and does not affect the subsequent processing such as pressing or welding.
- the organic resin 111 is an aqueous chemical, it is preferable to use a weakly alkaline and stable cationic resin as in the case of ZnO.
- a cationic urethane resin or a cationic acrylic resin can be used.
- the concentration (g / kg) ratio of the organic resin in the drug is not particularly defined.
- Resins that can be used as the organic resin 111 of the present invention include cationic urethane resins (Daiichi Kogyo Seiyaku Co., Ltd., product name Superflex 650).
- the content of the organic resin 111 with respect to the entire surface coating layer 107 is preferably 10% or more and 60% or less in mass%.
- the content is less than 10%, the effect as a binder is not sufficiently exhibited, and the coating film before heating is easily peeled off.
- the said content of the organic resin 111 shall be 15% or more.
- the content of the organic resin 111 is more than 60%, generation of unpleasant odor during heating becomes significant.
- acetylacetonate contained as an oxidizing agent for oxidizing Al in the surface coating layer 107, particularly the surface coating layer 107, is extremely important.
- the organic resin 111 and Al on the plating surface are oxidized, and as a result, ZnO is reduced to metal Zn and thus metal Zn is vaporized.
- the surface coating layer 107 contains acetylacetonate that is more reducible (not easily oxidized) than ZnO, the above behavior of ZnO is suppressed, and as a result, disappearance of ZnO can be suppressed. That is, by adding acetylacetonate to the surface coating layer 107, disappearance of ZnO contributing to lubricity is suppressed, and workability and corrosion resistance during hot pressing can be stably obtained.
- the acetylacetonate may be added by itself or may be added in the form of an acetylacetonate complex (acetylacetonate metal salt).
- acetylacetonate complex examples include a copper complex, a manganese complex, a nickel complex, a zinc complex, a titanium complex, and a vanadyl complex.
- acetylacetonate zinc (zinc complex) is more preferable because it itself acts as a ZnO supply source for generating ZnO.
- acetylacetonate when the addition amount of acetylacetonate is less than 10% by mass in terms of acetylacetonate with respect to the entire surface film layer 107 including ZnO and acetylacetonate, the reduction and disappearance of ZnO are sufficiently suppressed. I can't. As a result, hot lubricity deteriorates. Furthermore, if the content of acetylacetonate is small, zinc oxide is reduced, and thus the corrosion resistance after coating is also lowered. On the other hand, if it exceeds 30% by mass, since acetylacetonate is soluble, paint adhesion is deteriorated, and corrosion resistance after coating is lowered.
- the amount converted to acetylacetonate is determined as follows. First, the surface coating layer 107 having a certain area is peeled off with fuming nitric acid, and the weight before and after peeling is measured to calculate the coating amount. The film after peeling is sufficiently stirred in a known amount aqueous solution at 30 ° C. to elute acetylacetonate in the film, and the concentration of acetylacetonate in the solution is measured by a calibration curve method of liquid chromatography to obtain an aqueous solution. From the amount, the acetylacetonate ratio is calculated from the amount of acetylacetonate in the film and the amount of film attached.
- a method for forming the surface coating layer 107 on the Al-based plating layer 103 is not particularly limited, but an aqueous solution in which the above-described main components, the ZnO particles 109, the organic resin 111, and acetylacetonate are dissolved,
- the solvent can be formed by applying the solvent on the Al-based plating layer 103 by a known method such as a roll coater or spraying and drying.
- the drying method after coating is not particularly limited, and various methods such as hot air, IH (induction heating), NIR (near infrared), and electric heating can be used.
- IH induction heating
- NIR near infrared
- electric heating it is preferable to appropriately set the temperature elevation temperature at the time of drying in consideration of the glass transition temperature (Tg) of the organic resin 111 as a binder.
- the outermost surface film layer 107 has excellent lubricity in hot press without disappearance of the ZnO film at the contact portion with the conveyor. Therefore, it is possible to realize excellent workability during hot pressing, excellent corrosion resistance after hot pressing, and the like. Further, according to the Al-plated steel sheet 100 of the present embodiment, adhesion to the mold can be suppressed due to the presence of the surface coating layer 107 having excellent lubricity. Even if the Al-based plating layer 103 is powdered by heating, the presence of the surface film layer 107 having excellent lubricity causes powder (Al—Fe powder, etc.) to be used in the subsequent press. Adhesion is suppressed. Therefore, when the Al-based plated steel sheet 100 of the present embodiment is hot-pressed, there is no need for a step of removing the Al—Fe powder adhered to the mold, and excellent productivity can be realized. .
- a cationic urethane resin (Daiichi Kogyo Seiyaku Co., Ltd., product name Superflex 650) and acetylacetonate were used as a dispersant for ZnO particles 109 (product name DIF-3ST4S, manufactured by Sakai Chemical Industry Co., Ltd.) and organic resin 111.
- the solution prepared by mixing was applied onto the Al-based plating layer 103 with a roll coater and dried at a reaching plate temperature of 80 ° C. to form a surface film layer 107.
- Sample No. 17 was dried at 80 ° C. after applying cyclopentasiloxane in which ZnO particles 109 were dispersed without using the organic resin 111.
- the said solution for forming the surface film layer 107 shown in Table 2 was prepared by using a commercially available reagent and mixing with distilled water.
- the “Zn adhesion amount” in Table 2 is a value (unit: “g / m 2 ”) obtained by converting the total adhesion amount of ZnO particles 109 per square meter to the mass of metal Zn. , And was measured by a calibration curve method using XRF. [Measurement condition]
- the addition amount of acetylacetonate, the particle diameter of the ZnO particle 109, and the ZnO adhesion amount were specified as follows. 1.
- the surface film layer 107 was peeled off with fuming nitric acid, and the peeled acetylacetonate concentration was measured by the calibration curve method of liquid chromatography.
- Particle size of ZnO particles 109 Using a scanning electron microscope (product name: JSM-7800F) manufactured by JEOL Ltd., the ZnO particles 109 were observed at a magnification of 2000 times, and the maximum particle size of 20 ZnO particles 109 was measured. The average value was calculated as the particle size of the ZnO particles 109.
- ZnO adhesion amount Using a Rigaku fluorescent X-ray analyzer (product name: ZSX Primus), the ZnO adhesion amount was measured under the following conditions.
- Hot lubricity (lubricity) The hot lubricity was evaluated by performing a hot mold pull-out test on the steel sheets of each test example. More specifically, a steel plate of each test example of 30 mm ⁇ 350 mm is inserted into the furnace, sandwiched between two SiC plates having a width of 60 mm ⁇ length of 200 mm ⁇ thickness of 30 mm, heated at 900 ° C. for 6 minutes, After taking out, the flat metal mold
- the post-painting corrosion resistance evaluation was performed by the method prescribed in JASO M609 established by the Automotive Engineering Association. That is, a crosscut was previously put into the coating film with a cutter, and the width of the film swelling from the crosscut after 180 cycles (60 days) of corrosion test (maximum value on one side) was measured. The smaller the value of the width of the film swelling, the better the corrosion resistance. In the evaluation shown in Table 3, 5 mm or less was accepted.
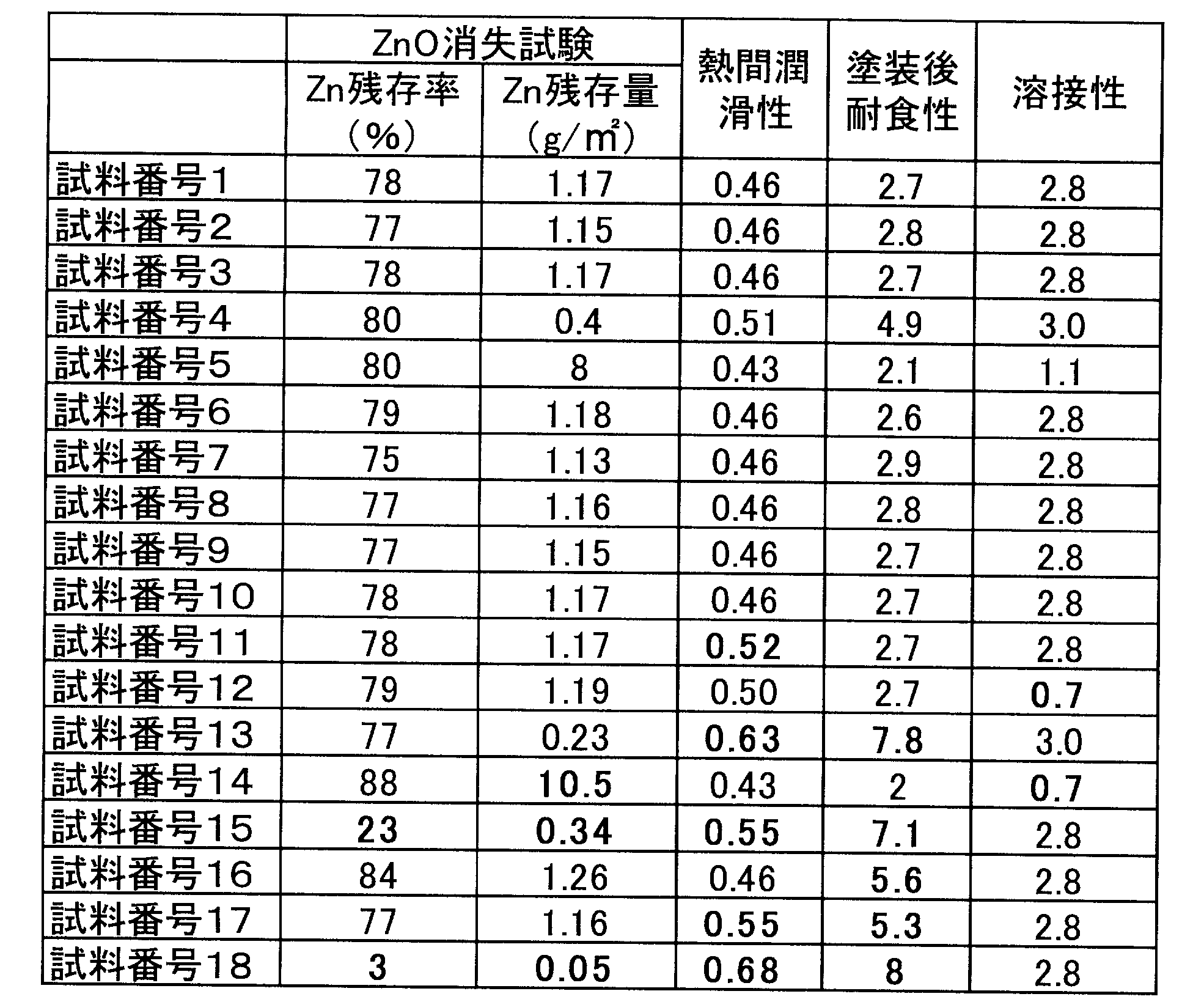
- the surface coating layer 107 contains the organic resin 111, the average particle diameter of the ZnO particles 109 is 0.10 ⁇ m or more and 5.00 ⁇ m or less, and the amount of the ZnO particles 109 attached is Including 0.5 g / m 2 or more and 10.0 g / m 2 or less in terms of metal Zn, acetylacetonate is added in an amount of 10% or more and 30% or less with respect to the surface film layer 107 in terms of acetylacetonate.
- test numbers 1 to 10 within the scope of the present application, good results were obtained for all of the above four evaluations (various characteristics and ZnO disappearance test). I know that.
- the organic resin 111 is not included, the content range of acetylacetonate, the average particle diameter of the ZnO particles 109, the adhesion amount of the ZnO particles 109 or the like is out of the predetermined range of the present application. (Test Nos. 11 to 18) Regarding the hot-pressed Al-based plated steel sheet outside the scope of the present application, all have good results for at least one of the above four evaluations (various characteristics and ZnO disappearance test). It turns out that is not obtained.
Abstract
Description
前記母材の少なくとも片面に形成されたAl系めっき層と、
前記Al系めっき層上に形成された表面皮膜層であって、ZnO粒子と、有機樹脂と、前記表面皮膜層全質量に対して10質量%以上、30質量%以下のアセチルアセトナートと、を含有するとともに、前記ZnO粒子の平均粒径が、0.10μm以上、5.00μm以下であり、前記ZnO粒子の付着量が金属Zn換算で0.5g/m2以上、10.0g/m2以下である、表面皮膜層と、
を備えることを特徴とする、熱間プレス用Al系めっき鋼板。
[2]前記母材の両面にそれぞれ、前記Al系めっき層及び前記表面皮膜層が形成されたことを特徴とする本発明のAl系めっき鋼板。
[母材101]
本実施形態のAl系めっき鋼板100、に用いる母材101(Al系めっき層103を形成するための部材)としては、めっき層形成後に熱間プレスを行っても、優れた機械的強度(引張強さ、降伏点、伸び、絞り、硬さ、衝撃値、疲れ強さ、クリープ強さ等の機械的な変形及び破壊に関する諸性質を意味する)を有するような部材を使用する。例えば、C(炭素)や合金元素の添加によって焼入れ性を高めた部材を用いる。これにより、後述するような、Al系めっき層103及び表面皮膜層107を形成して得たAl系めっき鋼板100に対して、熱間プレスを施して得られた自動車部品においては、優れた機械的強度が発現される。
炭素(C)は、鋼に不可避的に含まれ、また、母材101の目的とする機械的強度を確保するために含有させる。Cの含有量を過剰に低減させることは、製錬コストを増大させるため、0.01%以上含有させることが好ましい。さらに、Cの含有量が0.1%以上であると、機械的強度を向上するために多量に他の合金元素を添加する必要がなくなるため、Cを添加することによる強度向上の効果が大きい。一方、Cの含有量が0.5%超であると、母材101をさらに硬化させることができるものの、溶融割れが生じ易くなる。従って、Cは、0.01%以上、0.5%以下で含有させることが好ましく、強度向上と溶融割れ防止の観点からは、0.1%以上、0.4%以下の含有量で添加することがより好ましい。なお、Cの含有量は0.15%以上、0.35%以下とすることがさらに好ましい。
珪素(Si)は、脱酸剤として添加されるなど、鋼の精錬過程において不可避的に含まれる元素である。しかしながら、Siの過度な添加は鋼板製造時の熱延工程での延性低下やその結果として表面性状などを損ねるため、2.0%以下とすることが好ましい。
また、Siは、母材101の機械的強度を向上させる強化元素の一つであり、Cと同様に、目的とする機械的強度を確保するために添加してもよい。Siの含有量が0.01%未満であると、強度向上効果を発揮しにくく、十分な機械的強度の向上が得られにくい。一方、Siは、易酸化性元素でもあるため、Siの含有量が0.6%超であると、溶融Al系めっきを行う際に、濡れ性が低下し、不めっきが生じる可能性がある。従って、Siは、0.01%以上、0.6%以下の含有量で添加することがより好ましい。なお、Siの含有量は0.05%以上、0.5%以下とすることがさらに好ましい。
マンガン(Mn)は、脱酸剤として添加されるなど、鋼の精錬過程において不可避的に含まれる元素である。しかしながら、Mnの過度な添加は、鋳造時のMnの偏析による品質の均一性を損ない、鋼板が過剰に硬化し、熱間、冷間加工時の延性の低下を招くため、3.5%以下とすることが好ましい。一方、Mnの含有量を0.01%未満に低下させると、工程やコストが増加するため、Mnの含有量は0.01%以上が好ましい。よって、Mnは、0.01%以上、3.5%以下とすることが好ましい。
加えて、Mnは、母材101の強化元素の1つであり、焼入れ性を高める元素の1つでもある。さらに、Mnは、不可避的不純物の1つであるS(硫黄)による熱間脆性を低く抑えるのにも有効である。そのため、Mnの含有量を0.5%以上とすることにより、焼入れ性向上や、熱間脆性抑制の効果を得ることができる。一方、Mnの含有量が3%超であると、残留γ相が多くなり過ぎて強度が低下するおそれがある。従って、Mnは、0.5%以上、3%以下の含有量で添加されることがより好ましい。なお、Mnの含有量は1%以上、2%以下とすることがさらに好ましい。
りん(P)は、不可避的に含有される元素である一方で固溶強化元素でもあり、比較的安価に母材101の強度を向上させる元素である。しかしながら、経済的な精錬限界から含有量の下限を0.001%とすることが好ましい。一方、Pの含有量が0.1%超であると、母材101の靭性が低下するおそれがある。従って、Pの含有量は、0.001%以上、0.1%以下であることが好ましい。なお、Pの含有量は0.01%以上、0.08%以下とすることがさらに好ましい。
硫黄(S)は、不可避的に含有される元素であり、MnSとして母材101中の介在物となって破壊の起点となり、延性や靭性を阻害して加工性劣化の要因となる。このため、Sの含有量は低いほど好ましく、含有量の上限を0.05%とすることが好ましい。一方、Sの含有量を低下させるためには製造コストの上昇が見込まれるため、含有量の下限は0.001%とすることが好ましい。なお、Sの含有量は0.01%以上、0.02%以下とすることがさらに好ましい。
アルミニウム(Al)は、脱酸剤として母材101中に含有される成分であるが、めっき性阻害元素でもある。このため、Alの含有量の上限は0.1%とすることが好ましい。一方、Alの含有量の下限は特に規定するものではないが、経済的な精錬限界から、例えば、0.001%とすることが好ましい。なお、Alの含有量は0.01%以上、0.08%以下とすることがさらに好ましい。
窒素(N)は、不可避的に含有される元素であって、母材101の各種の特性を安定化させる観点からは、その含有量を固定することが好ましく、具体的には、Ti、Al等の元素の含有量に基づいて固定することが可能である。一方、Nの含有量が多過ぎると、Ti、Al等の含有量が多くなり、母材101の製造コストの増加が見込まれるため、Nの含有量の上限は0.01%とすることが好ましい。
(Ti:0.005%以上、0.1%以下)
チタン(Ti)は、母材101の強化元素の1つであり、母材101表面に形成されるAl系めっき層103の耐熱性を向上させる元素でもある。Tiの含有量が0.005%未満であると、強度向上効果や耐熱性を十分に得ることができない。一方、Tiは、添加し過ぎると、例えば、炭化物や窒化物を形成して、母材101を軟質化させるおそれがある。特に、Tiの含有量が0.1%超であると、目的とする機械的強度を得られない可能性が高い。従って、Tiは、0.005%以上、0.1%以下の含有量で添加されることが好ましい。なお、Tiの含有量は0.03%以上、0.08%以下とすることがさらに好ましい。
ホウ素(B)は、焼入れ時に作用して母材101の強度を向上させる効果を有する元素である。
Bの含有量が0.0003%未満であると、このような強度向上効果が十分に得られない。一方、Bの含有量が0.01%超であると、母材101中に介在物(例えば、BN、炭硼化物、など)が形成されて脆化し、疲労強度を低下させるおそれがある。従って、Bは、0.0003%以上、0.01%以下の含有量で添加されることが好ましい。なお、Bの含有量は0.001%以上、0.008%以下とすることがさらに好ましい。
クロム(Cr)は、Al系めっき層103を合金化してAl-Fe合金層を形成する際に、Al系めっき層103を母材101との界面に生成することで、Al系めっき層103が剥離する原因となるAlNの生成を抑制する効果がある。また、Crは、耐摩耗性を向上させる元素の一つであり、焼入れ性を高める元素の一つでもある。Crの含有量が0.01%未満であると、上記の効果を十分に得ることができない。一方、Crの含有量が1.0%超であると、上記の効果が飽和するだけでなく鋼板の製造コストも上昇する。従って、Crは、0.01%以上、1.0%以下の含有量で添加されることが好ましい。なお、Crの含有量は0.5%以上、1.0%以下とすることがさらに好ましい。
ニッケル(Ni)は、熱間プレス時の焼き入れ性を向上させる効果がある。また、Niには母材101の耐食性を高める効果もある。ただし、Niの含有量が0.01%未満であると、上記の効果を十分に得ることができない。一方、Niの含有量が5.0%超であると、上記の効果が飽和するだけでなく鋼板の製造コストも上昇する。従って、Niは、0.01%以上、5.0%以下の含有量で添加されることが好ましい。
モリブデン(Mo)は、熱間プレス時の焼き入れ性を向上させる効果がある。また、Moには母材101の耐食性を高める効果もある。ただし、Moの含有量が0.005%未満であると、上記の効果を十分に得ることができない。一方、Moの含有量が2.0%超であると、上記の効果が飽和するだけでなく鋼板の製造コストも上昇する。従って、Moは、0.005%以上2.0%以下の含有量で添加されることが好ましい。
銅(Cu)は、熱間プレス時の焼き入れ性を向上させる効果がある。また、Cuには母材101の耐食性を高める効果もある。Cuの含有量が0.005%未満であると、上記の効果を十分に得ることができない。一方、Cuの含有量が1.0%超であると、上記の効果が飽和するだけでなく鋼板の製造コストも上昇する。従って、Cuは、0.005%以上、1.0%以下の含有量で添加されることが好ましい。
なお、本実施形態の母材101は、上記の複数の元素に加えて、タングステン(W)、バナジウム(V)、ニオブ(Nb)、アンチモン(Sb)等の元素を選択的に添加してもよい。これらの元素についての添加量は、公知の範囲であれば、いずれの添加量についても採用することができる。
母材101の残部は、鉄(Fe)と不可避的不純物のみである。不可避的不純物とは、原材料に含まれる成分、或いは製造の過程で混入される成分であって、母材101に意図的に含有させた成分ではない成分をいう。
Al系めっき層103は、母材101の少なくとも片面に形成される。Al系めっき層103は、例えば、溶融めっき法により形成することができるが、当該形成方法はこれに限定されない。Al系めっき層103は、主成分としてAlを含有していればよい。ここでいう、「主成分」とは、Alを50質量%以上含むことをいう。好ましい主成分量は、Alが70質量%以上であり、Al系めっき層103はAlを70質量%以上含むものが好ましい。Al以外の成分は、特に限定しないが、任意の濃度でSiを含んでもよい。
表面皮膜層107は、Al系めっき層103上に形成される。表面皮膜層107は、平均粒径0.10μm以上、5.00μm以下のZnO粒子109と、有機樹脂111を含有するとともに、上記ZnO粒子109の付着量が金属Zn換算で0.5g/m2以上、10.0g/m2以下であることが必要である。なお、母材101の両面にAl系めっき層103が形成されている場合には、少なくとも片側の当該Al系めっき層103上に表面皮膜層107を形成することができる。
熱間プレスで良好な加工性及び耐食性を得るためには、Al系めっき層103上に、平均粒径0.10μm以上、5.00μm以下のZnO粒子109が金属Zn換算で0.5g/m2以上、10.0g/m2以下の付着量で形成されていることが必要である。ZnO粒子109は金型と点接触し、動摩擦係数を低下させて加工性を向上させる。しかしながら、ZnO粒子109の平均粒径が0.10μm未満では、プレス加工時にZnO粒子109と金型との接触点が多過ぎるため、加工性が十分に向上しない。
なお、ここでいう付着量とは、熱間プレス時に、コンベアに載せて加熱する前の付着量である。
本実施形態の鋼板において、表面皮膜層107の構成要素である有機樹脂111は、ZnO粒子109を当該皮膜中に保持するバインダとして機能するものであれば、特に限定されない。有機樹脂111は、熱間プレス前の加熱時に燃焼して消失し、その後の処理であるプレス加工や溶接等に影響しないためである。有機樹脂111を水系の薬剤とする場合には、ZnOと同様に弱アルカリ性で安定なカチオン樹脂を用いることが好ましく、例えば、カチオン系ウレタン樹脂やカチオン系アクリル樹脂を用いることができる。なお、本実施形態においては、薬剤中の有機樹脂の濃度(g/kg)比率については、特に規定しない。また、本発明の有機樹脂111として使用できる樹脂は、カチオン系ウレタン樹脂(第一工業製薬社製、製品名スーパーフレックス650)などである。
本実施形態の鋼板において、表面皮膜層107、中でも表面皮膜層107にAlを酸化する酸化剤として含まれるアセチルアセトナートは極めて重要である。連続加熱中のAl系めっき鋼板100とコンベアとの接触部においては、上記有機樹脂111やめっき表面のAlが酸化され、これに伴い、ZnOが金属Znへ還元され、ひいては金属Znが気化する。しかしながら、表面皮膜層107にZnOより還元性の高い(酸化され難い)アセチルアセトナートを含ませることで、ZnOの上記挙動が抑制され、その結果ZnOの消失を抑制することができる。即ち、表面皮膜層107へのアセチルアセトナートの添加により、潤滑性に寄与するZnOの消失が抑制され、熱間プレス時の加工性及び耐食性を安定的に得ることができる。
なお、母材101に付着しているAl系めっき層103の量を、ガスワイピング法で、片面160g/m2に調整した。
このようにして、各試験例のAl系めっき鋼板を得た。なお、表2に示す表面皮膜層107を形成するための上記溶液は、市販の試薬を使用し、蒸留水と混合することで調整し
た。なお、表2における「Zn付着量」とは、1平方メートル当たりのZnO粒子109の全付着量を金属Znの質量に換算して得られた値(単位は、「g/m2」)であり、XRFを用いた検量線法によって測定した。
[測定条件]
また、アセチルアセトナートの添加量、ZnO粒子109の粒径、ZnO付着量は以下のように特定した。
1.アセチルアセトナートの添加量
前述のように、表面皮膜層107を発煙硝酸にて剥離し、剥離したアセチルアセトナート濃度を液体クロマトグラフィーの検量線法によって測定した。
2.ZnO粒子109の粒径
日本電子社製走査型電子顕微鏡(製品名:JSM-7800F)を用い、ZnO粒子109を倍率2000倍で観察し、20個のZnO粒子109の最大粒径を測定し、平均値を算出してZnO粒子109の粒径とした。
3.ZnO付着量
Rigaku社製蛍光X線分析装置(製品名:ZSX Primus)を用い、以下の条件でZnO付着量を測定した。測定にあたっては、予め、金属Zn量換算で蛍光X線強度との関係を表す検量線を作成しておき、この検量線に基づき、付着量を決定した。
測定径:30mm
測定雰囲気:真空
スペクトル:Zn-Kα
上記条件により測定した蛍光X線分析のZn-Kαのピークカウント数を用いた。

各試験例の鋼板に対して、熱間で金型引き抜き試験を行うことで、熱間潤滑性を評価した。より詳細には、30mm×350mmの各試験例の鋼板を炉内に挿入して、2枚の幅60mm×長200mm×厚30mmのSiC製板で挟み込み、900℃で6分加熱し、炉から取り出した後、約700℃でSKD11製の平金型(幅50mm×長40mm)を鋼板の両側から押し付け、引き抜き加工をした。SiC製板によって鋼板の両面を挟むことにより、表面からの酸素の供給を十分に防止し、コンベアと接触した重ね合わせ部のZnO皮膜が消失する状況をより過酷な条件で模擬している。押し付け荷重と引き抜き荷重とを測定し、引き抜き荷重/(2×押し付け荷重)で得られる値を熱間摩擦係数とした。なお、動摩擦係数の値は小さいほど熱間潤滑性が優れていることを意味し、表3に示す評価では、0.52未満を合格とした。
120mm×200mmの各試験例の鋼板を炉内に挿入して、SiC製の炉内台座上に評価面を接触させる向きで設置し、900℃に加熱した50mm×50mm×70mmのSUS304ブロックを載せた状態で、900℃で在炉6分加熱し、炉から取り出した後、直ちにステンレス製金型に挟んで急冷した。このときの冷却速度は、約150℃/秒であった。次に、冷却後の各鋼板の中央部より70mm×150mmに剪断し、日本パーカライジング(株)社製化成処理液(PB-SX35)で化成処理後、日本ペイント(株)社製電着塗料(パワーニクス110)を膜厚が20μmとなるように塗装し、170℃で焼き付けた。なお、900℃に設定した大気炉内に熱電対を溶接した70mm×150mmの各鋼板を挿入し、900℃になるまでの温度を計測し、平均昇温速度を算出したところ、5℃/秒であった。
スポット溶接性は、次のように評価した。
作製した各試験例の鋼板を加熱炉内に入れ、900℃で在炉6分加熱し、取り出した後直ちにステンレス製の金型で挟んで急冷した。このときの冷却速度は、約150℃/秒であった。次に、冷却後の各鋼板を30×50mmに剪断し、スポット溶接適正電流範囲(上限電流-下限電流)を測定した。測定条件は、以下に示す通りである。下限電流は、ナゲット径3×(t)0.5となったときの電流値とし、上限電流は、散り発生電流とした。
電流:直流
電極:クロム銅製、DR(先端6mmφが40R)
加圧:400kgf(1kgfは、9.8Nである。)
通電時間:240マイクロ秒
上記の値は大きいほどスポット溶接性が優れていることを意味し、表3に示す評価では、1.0kA以上を合格とした。
各試験例の鋼板を30mmφに打ち抜き、70mm×70mmのSiC製炉内台座に重ね合わせて、900℃に加熱した50mm×50mm×70mmのSUS304ブロックを載せた状態で、900℃で在炉6分加熱し、取り出した後、直ちにステンレス製金型に挟んで急冷した。加熱前後でのZn付着量をXRFにより測定してZn換算のZn付着量を測定し、Zn換算のZnO残存率を算出した。
表3に示す評価では、Zn残存率で75%以上、Zn残存量で0.40g/m2以上を合格とした。
101…母材
103…Al系めっき層
107…表面皮膜層
109…ZnO粒子
111…有機樹脂
Claims (2)
- 母材と、
前記母材の少なくとも片面に形成されたAl系めっき層と、
前記Al系めっき層上に形成された表面皮膜層であって、ZnO粒子と、有機樹脂と、前記表面皮膜層全質量に対して10質量%以上、30質量%以下のアセチルアセトナートと、を含有するとともに、前記ZnO粒子の平均粒径が、0.10μm以上、5.00μm以下であり、前記ZnO粒子の付着量が金属Zn換算で0.5g/m2以上、10.0g/m2以下である、表面皮膜層と、
を備えることを特徴とする、熱間プレス用Al系めっき鋼板。 - 前記母材の両面にそれぞれ、前記Al系めっき層及び前記表面皮膜層が形成されたことを特徴とする請求項1に記載のAl系めっき鋼板。
Priority Applications (10)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP18774246.5A EP3608442A4 (en) | 2017-03-27 | 2018-03-23 | AL-BASED STEEL PLATE |
| CA3053102A CA3053102A1 (en) | 2017-03-27 | 2018-03-23 | Al-based plated steel sheet |
| JP2018533842A JP6424989B1 (ja) | 2017-03-27 | 2018-03-23 | Al系めっき鋼板 |
| US16/485,703 US20200002818A1 (en) | 2017-03-27 | 2018-03-23 | Al-based plated steel sheet |
| BR112019013298A BR112019013298A2 (pt) | 2017-03-27 | 2018-03-23 | chapa de aço revestida com alumínio |
| KR1020197023608A KR102269829B1 (ko) | 2017-03-27 | 2018-03-23 | Al계 도금 강판 |
| CN201880011583.4A CN110291226A (zh) | 2017-03-27 | 2018-03-23 | Al系镀覆钢板 |
| RU2019125494A RU2019125494A (ru) | 2017-03-27 | 2018-03-23 | Алюминированный стальной лист |
| MX2019009703A MX2019009703A (es) | 2017-03-27 | 2018-03-23 | Lamina de acero con revestimiento a base de aluminio. |
| ZA2019/05518A ZA201905518B (en) | 2017-03-27 | 2019-08-21 | Al-based plated steel sheet |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017061796 | 2017-03-27 | ||
| JP2017-061796 | 2017-03-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2018180986A1 true WO2018180986A1 (ja) | 2018-10-04 |
Family
ID=63675756
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2018/011701 WO2018180986A1 (ja) | 2017-03-27 | 2018-03-23 | Al系めっき鋼板 |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US20200002818A1 (ja) |
| EP (1) | EP3608442A4 (ja) |
| JP (1) | JP6424989B1 (ja) |
| KR (1) | KR102269829B1 (ja) |
| CN (1) | CN110291226A (ja) |
| BR (1) | BR112019013298A2 (ja) |
| CA (1) | CA3053102A1 (ja) |
| MX (1) | MX2019009703A (ja) |
| RU (1) | RU2019125494A (ja) |
| TW (1) | TWI664299B (ja) |
| WO (1) | WO2018180986A1 (ja) |
| ZA (1) | ZA201905518B (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021234790A1 (ja) * | 2020-05-18 | 2021-11-25 | 日本製鉄株式会社 | ホットスタンプ成形体及びその製造方法並びにAlめっき鋼板 |
| KR102661640B1 (ko) * | 2019-11-05 | 2024-04-29 | 에누오케 가부시키가이샤 | 수계 표면처리제 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20240091842A1 (en) * | 2019-11-29 | 2024-03-21 | Nippon Steel Corporation | Plated steel sheet for hot stamping and hot-stamped member |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000038640A (ja) | 1998-07-09 | 2000-02-08 | Sollac | 熱処理後の耐久性に優れた熱間圧延および冷間圧延被覆鋼板 |
| WO2009131233A1 (ja) | 2008-04-22 | 2009-10-29 | 新日本製鐵株式会社 | めっき鋼板及びめっき鋼板の熱間プレス方法 |
| JP2010242188A (ja) | 2009-04-08 | 2010-10-28 | Jfe Steel Corp | 亜鉛系めっき鋼板 |
| JP2011032498A (ja) | 2009-07-30 | 2011-02-17 | Jfe Steel Corp | 熱間プレス用表面処理鋼板およびそれを用いた熱間プレス部材の製造方法 |
| JP2012092365A (ja) | 2010-10-25 | 2012-05-17 | Nippon Steel Corp | 高強度自動車部品の製造方法および高強度部品 |
| WO2013157522A1 (ja) * | 2012-04-18 | 2013-10-24 | 新日鐵住金株式会社 | Al系めっき鋼板、Al系めっき鋼板の熱間プレス方法及び自動車部品 |
| JP2013221202A (ja) | 2012-04-18 | 2013-10-28 | Nippon Steel & Sumitomo Metal Corp | 熱間プレス用Al系めっき鋼板及びその熱間プレス方法 |
| JP2013227620A (ja) | 2012-04-25 | 2013-11-07 | Nippon Steel & Sumitomo Metal Corp | 熱間プレス用Al系めっき鋼板とその熱間プレス方法及び高強度自動車部品 |
| WO2014181653A1 (ja) | 2013-05-07 | 2014-11-13 | 新日鐵住金株式会社 | 塗装後耐食性に優れるAl系合金めっき鋼材 |
| WO2016195101A1 (ja) * | 2015-06-04 | 2016-12-08 | 新日鐵住金株式会社 | 熱間プレス用めっき鋼板の表面処理液 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4555498B2 (ja) * | 2000-04-11 | 2010-09-29 | 新日本製鐵株式会社 | スポット溶接性に優れた溶融亜鉛−アルミニウム合金めっき鋼板とその製造方法 |
| TW200502432A (en) | 2003-07-08 | 2005-01-16 | Nippon Paint Co Ltd | Inorganic-organic composite-treated zinc-plated steel sheet |
| BRPI0621828B1 (pt) * | 2006-06-15 | 2018-01-02 | Nippon Steel & Sumitomo Metal Corporation | Coated steel sheet |
| JP5499773B2 (ja) * | 2010-02-26 | 2014-05-21 | Jfeスチール株式会社 | 亜鉛系めっき鋼板用の表面処理液ならびに亜鉛系めっき鋼板およびその製造方法 |
| WO2011155635A1 (ja) * | 2010-06-08 | 2011-12-15 | 住友金属鉱山株式会社 | 金属酸化物膜の製造方法及び金属酸化物膜、それを用いた素子、金属酸化物膜付き基板並びにそれを用いたデバイス |
| JP5273316B2 (ja) * | 2011-03-29 | 2013-08-28 | 新日鐵住金株式会社 | 表面処理鋼板 |
| CA2864392C (en) * | 2012-02-14 | 2018-01-02 | Nippon Steel & Sumitomo Metal Corporation | Plated steel plate for hot pressing and hot pressing method of plated steel plate |
| JP6030344B2 (ja) * | 2012-05-28 | 2016-11-24 | Jfeスチール株式会社 | 塗装鋼板およびその製造方法、ならびに加工品および薄型テレビ用パネル |
| BR112016012467B1 (pt) * | 2013-12-12 | 2020-12-29 | Nippon Steel Corporation | chapa de aço chapeada de alumínio usada para prensagem a quente e método para fabricação da mesma |
-
2018
- 2018-03-23 CN CN201880011583.4A patent/CN110291226A/zh active Pending
- 2018-03-23 MX MX2019009703A patent/MX2019009703A/es unknown
- 2018-03-23 RU RU2019125494A patent/RU2019125494A/ru not_active Application Discontinuation
- 2018-03-23 EP EP18774246.5A patent/EP3608442A4/en not_active Withdrawn
- 2018-03-23 WO PCT/JP2018/011701 patent/WO2018180986A1/ja unknown
- 2018-03-23 CA CA3053102A patent/CA3053102A1/en not_active Abandoned
- 2018-03-23 JP JP2018533842A patent/JP6424989B1/ja active Active
- 2018-03-23 BR BR112019013298A patent/BR112019013298A2/pt not_active IP Right Cessation
- 2018-03-23 KR KR1020197023608A patent/KR102269829B1/ko active IP Right Grant
- 2018-03-23 US US16/485,703 patent/US20200002818A1/en not_active Abandoned
- 2018-03-26 TW TW107110267A patent/TWI664299B/zh not_active IP Right Cessation
-
2019
- 2019-08-21 ZA ZA2019/05518A patent/ZA201905518B/en unknown
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000038640A (ja) | 1998-07-09 | 2000-02-08 | Sollac | 熱処理後の耐久性に優れた熱間圧延および冷間圧延被覆鋼板 |
| WO2009131233A1 (ja) | 2008-04-22 | 2009-10-29 | 新日本製鐵株式会社 | めっき鋼板及びめっき鋼板の熱間プレス方法 |
| JP2010242188A (ja) | 2009-04-08 | 2010-10-28 | Jfe Steel Corp | 亜鉛系めっき鋼板 |
| JP2011032498A (ja) | 2009-07-30 | 2011-02-17 | Jfe Steel Corp | 熱間プレス用表面処理鋼板およびそれを用いた熱間プレス部材の製造方法 |
| JP2012092365A (ja) | 2010-10-25 | 2012-05-17 | Nippon Steel Corp | 高強度自動車部品の製造方法および高強度部品 |
| WO2013157522A1 (ja) * | 2012-04-18 | 2013-10-24 | 新日鐵住金株式会社 | Al系めっき鋼板、Al系めっき鋼板の熱間プレス方法及び自動車部品 |
| JP2013221202A (ja) | 2012-04-18 | 2013-10-28 | Nippon Steel & Sumitomo Metal Corp | 熱間プレス用Al系めっき鋼板及びその熱間プレス方法 |
| JP2013227620A (ja) | 2012-04-25 | 2013-11-07 | Nippon Steel & Sumitomo Metal Corp | 熱間プレス用Al系めっき鋼板とその熱間プレス方法及び高強度自動車部品 |
| WO2014181653A1 (ja) | 2013-05-07 | 2014-11-13 | 新日鐵住金株式会社 | 塗装後耐食性に優れるAl系合金めっき鋼材 |
| WO2016195101A1 (ja) * | 2015-06-04 | 2016-12-08 | 新日鐵住金株式会社 | 熱間プレス用めっき鋼板の表面処理液 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3608442A4 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102661640B1 (ko) * | 2019-11-05 | 2024-04-29 | 에누오케 가부시키가이샤 | 수계 표면처리제 |
| WO2021234790A1 (ja) * | 2020-05-18 | 2021-11-25 | 日本製鉄株式会社 | ホットスタンプ成形体及びその製造方法並びにAlめっき鋼板 |
| JPWO2021234790A1 (ja) * | 2020-05-18 | 2021-11-25 | ||
| JP7288228B2 (ja) | 2020-05-18 | 2023-06-07 | 日本製鉄株式会社 | ホットスタンプ成形体及びその製造方法並びにAlめっき鋼板 |
Also Published As
| Publication number | Publication date |
|---|---|
| BR112019013298A2 (pt) | 2019-12-10 |
| KR20190105063A (ko) | 2019-09-11 |
| CN110291226A (zh) | 2019-09-27 |
| US20200002818A1 (en) | 2020-01-02 |
| TWI664299B (zh) | 2019-07-01 |
| EP3608442A4 (en) | 2020-09-09 |
| JP6424989B1 (ja) | 2018-11-21 |
| TW201903165A (zh) | 2019-01-16 |
| RU2019125494A (ru) | 2021-04-28 |
| MX2019009703A (es) | 2019-10-02 |
| KR102269829B1 (ko) | 2021-06-29 |
| CA3053102A1 (en) | 2018-10-04 |
| RU2019125494A3 (ja) | 2021-04-28 |
| ZA201905518B (en) | 2020-05-27 |
| JPWO2018180986A1 (ja) | 2019-04-04 |
| EP3608442A1 (en) | 2020-02-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6048525B2 (ja) | 熱間プレス成形品 | |
| CA2908885C (en) | Plated steel sheet for hot pressing, hot pressing method for plated steel sheet, and automobile part | |
| JP6819771B2 (ja) | ホットスタンプ成形体 | |
| JP5692148B2 (ja) | 熱間プレス用Al系めっき鋼板及びその熱間プレス方法 | |
| JP6011732B2 (ja) | 熱間プレス用Alめっき鋼板及び熱間プレス用Alめっき鋼板の製造方法 | |
| JP6897757B2 (ja) | 表面処理鋼板 | |
| JP6125313B2 (ja) | めっき鋼板の熱間プレス方法 | |
| WO2018180986A1 (ja) | Al系めっき鋼板 | |
| JP6432717B1 (ja) | Al系めっき鋼板及びその製造方法 | |
| JP6708310B2 (ja) | めっき鋼板、めっき鋼板コイル、熱間プレス成形品の製造方法、及び自動車部品 | |
| TWI676508B (zh) | Al系鍍敷鋼板及其製造方法 | |
| JPWO2020213201A1 (ja) | 熱間プレス用鋼板および熱間プレス部材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2018533842 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 18774246 Country of ref document: EP Kind code of ref document: A1 |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112019013298 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: 3053102 Country of ref document: CA |
|
| ENP | Entry into the national phase |
Ref document number: 20197023608 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2018774246 Country of ref document: EP Effective date: 20191028 |
|
| ENP | Entry into the national phase |
Ref document number: 112019013298 Country of ref document: BR Kind code of ref document: A2 Effective date: 20190626 |