WO2017110685A1 - 管用ねじ継手及び管用ねじ継手の製造方法 - Google Patents
管用ねじ継手及び管用ねじ継手の製造方法 Download PDFInfo
- Publication number
- WO2017110685A1 WO2017110685A1 PCT/JP2016/087610 JP2016087610W WO2017110685A1 WO 2017110685 A1 WO2017110685 A1 WO 2017110685A1 JP 2016087610 W JP2016087610 W JP 2016087610W WO 2017110685 A1 WO2017110685 A1 WO 2017110685A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- threaded joint
- plating layer
- pipes
- box
- coating
- Prior art date
Links
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/05—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions
- C23C22/06—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6
- C23C22/07—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing phosphates
- C23C22/08—Orthophosphates
- C23C22/12—Orthophosphates containing zinc cations
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/05—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions
- C23C22/06—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6
- C23C22/07—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing phosphates
- C23C22/08—Orthophosphates
- C23C22/18—Orthophosphates containing manganese cations
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D3/00—Electroplating: Baths therefor
- C25D3/02—Electroplating: Baths therefor from solutions
- C25D3/56—Electroplating: Baths therefor from solutions of alloys
- C25D3/565—Electroplating: Baths therefor from solutions of alloys containing more than 50% by weight of zinc
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D5/00—Electroplating characterised by the process; Pretreatment or after-treatment of workpieces
- C25D5/48—After-treatment of electroplated surfaces
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D7/00—Electroplating characterised by the article coated
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D7/00—Electroplating characterised by the article coated
- C25D7/003—Threaded pieces, e.g. bolts or nuts
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D7/00—Electroplating characterised by the article coated
- C25D7/04—Tubes; Rings; Hollow bodies
-
- E—FIXED CONSTRUCTIONS
- E21—EARTH DRILLING; MINING
- E21B—EARTH DRILLING, e.g. DEEP DRILLING; OBTAINING OIL, GAS, WATER, SOLUBLE OR MELTABLE MATERIALS OR A SLURRY OF MINERALS FROM WELLS
- E21B17/00—Drilling rods or pipes; Flexible drill strings; Kellies; Drill collars; Sucker rods; Cables; Casings; Tubings
- E21B17/02—Couplings; joints
- E21B17/04—Couplings; joints between rod or the like and bit or between rod and rod or the like
- E21B17/042—Threaded
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L15/00—Screw-threaded joints; Forms of screw-threads for such joints
- F16L15/04—Screw-threaded joints; Forms of screw-threads for such joints with additional sealings
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
Definitions
- the present invention relates to a threaded joint for pipes and a method for producing a threaded joint for pipes, and more particularly relates to a threaded joint for oil well pipes and a method for producing a threaded joint for oil well pipes.
- Oil well pipes are used for mining oil fields and natural gas fields.
- the oil well pipe is formed by connecting a plurality of steel pipes according to the depth of the well.
- the steel pipes are connected by screwing pipe threaded joints formed at the ends of the steel pipes.
- the oil well pipe is pulled up for inspection or the like, unscrewed, inspected, screwed again, and used again.
- Threaded joints for pipes are provided with pins and boxes.
- the pin includes a male screw portion and an unthreaded metal contact portion formed on the outer peripheral surface of the tip portion of the steel pipe.
- the box includes an internal thread portion and an unthreaded metal contact portion formed on the inner peripheral surface of the distal end portion of the steel pipe.
- the threaded part of the pin and the box and the unthreaded metal contact part are repeatedly subjected to strong friction when the steel pipe is screwed and unscrewed. If these parts do not have sufficient durability against friction, goling (seizure that cannot be repaired) occurs when screwing and unscrewing are repeated. Therefore, the threaded joint for pipes is required to have sufficient durability against friction, that is, excellent seizure resistance.
- a compound grease containing a heavy metal called a dope has been used.
- compound grease By applying compound grease to the surface of the threaded joint for pipes, the seizure resistance of the threaded joint for pipes can be improved.
- heavy metals such as Pb, Zn and Cu contained in the compound grease may affect the environment. For this reason, development of the threaded joint for pipes which does not use compound grease is desired.
- Patent Document 1 International Publication No. 1996/10710
- Patent Document 2 JP-A-2008-215473
- Patent Document 3 JP-A-8-105582
- Patent Document 3 JP-A-8-105582
- Patent Document 2 International Publication No. 1996/10710
- Patent Document 3 JP-A-2008-215473
- the threaded joint for pipes described in Patent Document 1 has a Cr content of 10% or more, a nitriding treatment layer having a thickness of 1 to 20 ⁇ m and a thickness of 0.5 to 15 ⁇ m on the contact surface of the box or pin. It consists of a base treatment layer of an iron plating layer and a manganese phosphate chemical conversion coating layer having a thickness of 5 to 25 ⁇ m, or a manganese phosphate chemical conversion coating layer having a thickness of 5 to 25 ⁇ m, and a solid lubricating coating layer having a thickness of 10 to 45 ⁇ m. A three-layer coating layer is formed. Thereby, even if the number of times of repeated use of the steel pipe increases, the occurrence of seizure of the threaded joint can be prevented over a long period of time.
- a contact surface of a box or pin of a threaded joint for a pipe described in Patent Document 2 is provided with a phosphoric acid-based chemical conversion coating layer or a nitridation processing layer and a phosphoric acid-based chemical conversion coating layer, and molybdenum disulfide or tungsten disulfide.
- a resin coating layer in which the powder is dispersed and mixed in the resin is formed on the phosphoric acid-based chemical conversion coating layer.
- the film thickness of the resin film is equal to or greater than the film thickness of the phosphoric acid-based chemical conversion treatment film layer.
- Patent Document 3 The threaded joint for pipes described in Patent Document 3 is characterized in that at least one contact surface of the pin and the box has a first plating layer made of a Cu—Zn alloy.
- Patent Document 3 describes that the threaded joint has excellent leakage resistance and seizure resistance, and further improves crevice corrosion when a lubricating coating is formed on the plating layer. .
- the evaluation of seizure resistance is usually carried out in a state where the cores of the steel pipes to be screwed are matched.
- the cores of the steel pipes to be tightened or the steel pipe and the coupling
- misalignment When misalignment occurs, the threaded and unthreaded metal contacts of the pin and box are subjected to strong shear stress in addition to strong friction. This shear stress is significantly larger than that without misalignment. Therefore, if misalignment occurs, seizure is more likely to occur. Therefore, the threaded joint for pipes is required to have the ability to suppress seizure even when misalignment occurs, that is, misalignment resistance.
- the above-described screwless metal contact portion includes a metal seal portion and a shoulder portion.
- shouldering torque When screwing the threaded joint for pipes, the shoulder portions of the pin and the box come into contact with each other. The torque generated at this time is called shouldering torque.
- further tightening is performed until the fastening is completed. Thereby, the airtightness of the threaded joint for pipes is increased.
- yield torque The torque generated at this time is called yield torque.
- fastening torque The torque at the time of completion of fastening (referred to as fastening torque) is set so that a sufficient seal surface pressure can be obtained regardless of the amount of screw interference. If there is a sufficient difference between the shouldering torque and the yield torque, there is a margin in the fastening torque range. As a result, the fastening torque can be easily adjusted. Therefore, it is preferable that the shouldering torque does not become excessively high.
- a threaded joint for pipes is required to have appropriate torque characteristics (shouldering torque, yield torque) in addition to the above-described misalignment resistance.
- oil well pipes are manufactured, transported by ship, etc., and stored for a certain period until they are used.
- the transportation and storage of oil well pipes may take a long time.
- oil wells may be stored outdoors. When stored outdoors for a long period of time, rust is generated in the threaded joint for oil well pipes, and the airtightness and seizure resistance of the threaded joints for oil well pipes may be reduced. Therefore, in addition to the above-described misalignment resistance and appropriate torque characteristics (shouldering torque, yield torque), the oil well pipe threaded joint is required to have excellent corrosion resistance.
- a solid lubricant film is formed on the threaded portion and the unthreaded metal contact portion for the purpose of improving seizure resistance.
- the oil well pipe When an oil well pipe is stored outdoors as described above, the oil well pipe may be repeatedly exposed to high and low temperatures. When repeatedly exposed to high and low temperatures, the adhesion of the solid lubricating coating may decrease. If the adhesiveness of the solid lubricant film is reduced, the solid lubricant film is peeled off when screw tightening is performed. If the solid lubricant film is peeled off, the misalignment resistance of the threaded joint for pipes is lowered, and the shouldering torque is increased. Therefore, the threaded joint for pipes is required to have high adhesion of the solid lubricant film even when subjected to repeated temperature changes.
- An object of the present invention is to provide a threaded joint for pipes having excellent misalignment resistance and appropriate shouldering torque, and having excellent corrosion resistance and excellent adhesion of a solid lubricating film, and a method for producing the same. .
- the threaded joint for pipes of this embodiment includes a pin and a box. Pins and boxes have contact surfaces with threaded and unthreaded metal contacts.
- the threaded joint for tubes includes an alloy plating layer made of a Zn—Ni alloy, a phosphate coating, and a solid lubricating coating on at least one contact surface of the pin and the box. These are laminated in the order of the alloy plating layer, the phosphate coating, and the solid lubricating coating from the contact surface side.
- the method for manufacturing a threaded joint for pipes of the present embodiment is a method for manufacturing a threaded joint for pipes including a pin and a box. Pins and boxes have contact surfaces with threaded and unthreaded metal contacts.
- the manufacturing method of this embodiment includes an alloy plating layer forming step, a phosphate coating forming step, and a solid lubricating coating forming step.
- an alloy plating layer made of a Zn—Ni alloy is formed on at least one contact surface of the pin and the box.
- a chemical conversion treatment is performed to form a phosphate film.
- the solid lubricant film forming step the solid lubricant film is formed after the phosphate film is formed.
- the threaded joint for pipes of the present embodiment has excellent misalignment resistance and appropriate shouldering torque, and further has excellent corrosion resistance and excellent solid lubricant coating adhesion.
- FIG. 1 is a schematic diagram of screw tightening of a threaded joint for pipes when misalignment occurs.
- FIG. 2 is a diagram showing the relationship between the rotational speed and torque of the threaded joint for oil country tubular goods.
- FIG. 3 is a diagram showing the configuration of the threaded joint for pipes according to the present embodiment.
- FIG. 4 is a cross-sectional view of the threaded joint for pipes according to the present embodiment.
- FIG. 5 is a cross-sectional view of the contact surface of the threaded joint for pipes according to the present embodiment.
- FIG. 6 is a diagram in which the results of the shouldering torque measurement test of test numbers 8 and 9 are plotted.
- the present inventors have conducted various studies on the relationship between the threaded joint for pipes, misalignment resistance, shouldering torque, corrosion resistance, and solid lubricant coating adhesion. As a result, the following knowledge was obtained.
- misalignment refers to the situation shown in FIG. Referring to FIG. 1, a coupling 2 is attached to the tip of a steel pipe 1. A pin 3 is formed at the other end of the steel pipe 1. A coupling 5 is attached to the tip of another steel pipe 4. A box is formed on the inner peripheral surface of the coupling 5. The pin 3 of the steel pipe 1 is inserted into the coupling 5 and screwed. Thereby, the steel pipe 1 is connected with the steel pipe 4. When screwing, the central axis in the longitudinal direction of the steel pipe 1 and the central axis in the longitudinal direction of the steel pipe 4 may not be aligned and may cross over. This is called misalignment. If screw tightening is performed in a state where misalignment has occurred, seizure is more likely to occur than in the case of no misalignment.
- a plating layer having a high hardness and a high melting point on a threaded portion and a non-threaded metal contact portion (hereinafter referred to as a contact surface). If the hardness of the plating layer is high, the plating layer is less likely to be damaged when the screw joint for pipes is tightened and unscrewed. Furthermore, if the melting point of the plating layer is high, the plating layer is unlikely to melt even when the temperature is locally high during screw tightening and unscrewing of the pipe threaded joint.
- An alloy plating layer made of a Zn—Ni alloy is formed on the contact surface.
- the hardness and melting point of the Zn—Ni alloy are high. Therefore, the misalignment resistance of the pipe threaded joint can be improved.
- zinc (Zn) has lower hardness and melting point than copper (Cu) conventionally used for plating.
- Cu copper
- the plating layer has a sufficiently high hardness and a high melting point, and can improve misalignment resistance.
- Zinc (Zn) is a base metal compared to iron (Fe), nickel (Ni) and chromium (Cr). Therefore, if a plating layer containing zinc (Zn) is formed on the contact surface, the plating layer is preferentially corroded over the steel material (sacrificial corrosion protection). Thereby, the corrosion resistance of the threaded joint for pipes is increased.
- a solid lubricant film is usually formed on the contact surface of the threaded joint for pipes.
- the solid lubricating coating may be deteriorated in adhesion due to repeated exposure to high and low temperatures.
- the solid lubricant film with reduced adhesion peels when the threaded joint for pipes is screwed and unscrewed. In particular, when screw tightening is performed in a situation where misalignment occurs, the solid lubricant film is easily peeled off. If the solid lubricant film is peeled off, the lubricity of the threaded joint for pipes is lowered.
- the plating layer generally has a flat surface. Therefore, when a solid lubricant film is formed on the plating layer, the adhesion of the solid lubricant film is likely to decrease.
- a phosphate coating is formed on the Zn—Ni alloy plating layer, and a solid lubricating coating is formed thereon.
- the phosphate coating has irregularities on the surface. If a solid lubricating film is formed on the surface having irregularities, the adhesion is enhanced by a so-called anchor effect. If the adhesion of the solid lubricant film is high, peeling is suppressed even when repeatedly exposed to high and low temperatures.
- Cu plating such as Cu plating and Cu—Sn—Zn alloy is mainly composed of Cu.
- a phosphate film cannot be formed on these platings. Therefore, when Cu plating or Cu—Sn—Zn alloy plating is used, it is necessary to form a solid lubricating film directly on the plating layer. In this case, the adhesion of the solid lubricating coating is low.
- the adhesion of the solid lubricating coating is increased. If the adhesion of the solid lubricating coating is increased, peeling is suppressed. If peeling of the solid lubricant film is suppressed, high lubricity is maintained during screw tightening and screw unwinding. Therefore, the misalignment resistance of the threaded joint for pipes is increased.
- FIG. 2 is a diagram showing the relationship between the rotational speed and torque of the threaded joint for oil country tubular goods. Referring to FIG. 2, when the pin and the box are screwed together, the shoulder portions of the pin and the box come into contact with each other. The torque generated at this time is called shouldering torque. When screwing the threaded joint for pipes, after reaching the shouldering torque, further tightening is performed until the fastening is completed. Thereby, the airtightness of the threaded joint for pipes is increased.
- the torque at the time of completion of fastening (fastening torque) is set so that a sufficient seal surface pressure can be obtained regardless of the amount of screw interference. If there is a sufficient difference between the shouldering torque and the yield torque, there is a margin in the fastening torque range. As a result, the fastening torque can be easily adjusted. Therefore, it is preferable that the shouldering torque does not become excessively high. If the adhesion of the solid lubricant film is sufficiently high, the shouldering torque is kept low even after repeated screw tightening and unscrewing. That is, it is easy to adjust the fastening torque even after repeated use.
- the threaded joint for pipes of this embodiment completed based on the above knowledge includes a pin and a box. Pins and boxes have contact surfaces with threaded and unthreaded metal contacts.
- the threaded joint for tubes includes an alloy plating layer made of a Zn—Ni alloy, a phosphate coating, and a solid lubricating coating on at least one contact surface of the pin and the box. These are laminated in the order of the alloy plating layer, the phosphate coating, and the solid lubricating coating from the contact surface side.
- the threaded joint for pipes of this embodiment includes an alloy plating layer made of a Zn—Ni alloy. Therefore, it is excellent in misalignment resistance and corrosion resistance. Since the threaded joint for pipes of this embodiment further includes a phosphate coating under the solid lubricating film, the adhesiveness of the solid lubricating film to the threaded joint for tubes is high. Therefore, it has high misalignment resistance and has an appropriate shouldering torque.
- the phosphate coating is preferably a manganese phosphate coating. In this case, the adhesion of the solid lubricating coating is further increased.
- the thickness of the alloy plating layer is preferably 1 to 20 ⁇ m
- the thickness of the phosphate coating is preferably 5 to 20 ⁇ m
- the thickness of the solid lubricating coating is preferably 5 to 50 ⁇ m.
- the method for manufacturing a threaded joint for pipes of the present embodiment is a method for manufacturing a threaded joint for pipes including a pin and a box. Pins and boxes have contact surfaces with threaded and unthreaded metal contacts.
- the manufacturing method of this embodiment includes an alloy plating layer forming step, a phosphate coating forming step, and a solid lubricating coating forming step.
- an alloy plating layer made of a Zn—Ni alloy is formed on at least one contact surface of the pin and the box.
- a chemical conversion treatment is performed to form a phosphate film.
- the solid lubricant film forming step the solid lubricant film is formed after the phosphate film is formed.
- the threaded joint for pipes includes a pin and a box.
- FIG. 3 is a diagram showing the configuration of the threaded joint for pipes according to the present embodiment.
- the pipe threaded joint includes a steel pipe 11 and a coupling 12. At both ends of the steel pipe 11, pins 13 having external thread portions on the outer surface are formed. At both ends of the coupling 12, boxes 14 having internal thread portions on the inner surface are formed.
- the coupling 12 is attached to the end of the steel pipe 11 by screwing the pin 13 and the box 14 together.
- there is also an integral type oil well pipe threaded joint in which one end of the steel pipe 11 is a pin 13 and the other end is a box 14 without using the coupling 12.
- the threaded joint for pipes of this embodiment can be used for both threaded joints for pipes of the coupling type and integral type.
- FIG. 4 is a cross-sectional view of the threaded joint for pipes according to the present embodiment.
- pin 13 includes a male screw portion 15 and a non-threaded metal contact portion.
- the unthreaded metal contact portion is formed at the tip of the pin 13 and includes a metal seal portion 16 and a shoulder portion 17. A portion that comes into contact when the pin 13 and the box 14 are screwed together is referred to as a contact surface.
- the shoulder portions shoulder portions 17 and 18
- the metal seal portions metal seal portions 16 and 19
- the screw portions male screw portion 15 and The female threads 20
- the contact surface includes a shoulder portion, a metal seal portion, and a screw portion.
- FIG. 5 is a sectional view of the contact surface of the threaded joint for pipes according to the present embodiment.
- the threaded joint for pipe includes an alloy plating layer 21, a phosphate coating 22, and a solid lubricating coating 23 on at least one contact surface of the pin 13 and the box 14. These are laminated in order of the alloy plating layer 21, the phosphate coating 22, and the solid lubricating coating 23 from the contact surface side.
- Alloy plating layer 21 An alloy plating layer 21 made of a Zn—Ni alloy is formed on the contact surface of at least one of the pin and the box.
- the alloy plating layer 21 has a high hardness and melting point. Therefore, the misalignment resistance of the threaded joint for pipes is increased.
- Zn contained in the alloy plating layer 21 is a base metal. Therefore, the corrosion resistance of the pipe threaded joint is increased.
- the Zn—Ni alloy contains Zn and Ni, and the balance consists of impurities. Impurities are, for example, Fe, S, O, C and the like.
- the preferable Zn content of the Zn—Ni alloy is 85% by mass, more preferably 90% by mass.
- the preferred Ni content of the Zn—Ni alloy is 10 to 15% by mass.
- the alloy plating layer 21 has a large Zn content. Therefore, the effect of sacrificial corrosion protection is great.
- the Zn and Ni contents in the Zn-Ni alloy are measured by the following method.
- the measurement of Zn and Ni content is performed using, for example, a handheld X-ray fluorescence analyzer (Olympus DP2000 (trade name DELTA Premium)).
- Composition analysis is performed at any four locations (any 0 °, 90 °, 180 °, and 270 ° locations in the pipe circumferential direction) on the surface of the metal seal portion subjected to the Zn—Ni alloy plating.
- the measured content of Zn and Ni is determined by the measurement mode of the alloy.
- the thickness of the alloy plating layer 21 is preferably 1 to 20 ⁇ m. If the thickness of the alloy plating layer 21 is 1 ⁇ m or more, misalignment resistance and corrosion resistance of the threaded joint for pipes can be stably improved. If the thickness of the Zn—Ni alloy plating layer 21 is 20 ⁇ m or less, the adhesion of plating is stable. Therefore, the thickness of the alloy plating layer is preferably 1 to 20 ⁇ m.
- the thickness of the alloy plating layer 21 is measured by the following method.
- the contact surface on which the alloy plating layer 21 is formed is brought into contact with a probe of an overcurrent phase type film thickness measuring instrument conforming to ISO (International Organization for Standardization) 21968 (2005).
- ISO International Organization for Standardization
- the phase difference between the high-frequency magnetic field on the input side of the probe and the overcurrent on the alloy plating layer 21 excited thereby is measured. This phase difference is converted into the thickness of the alloy plating layer 21.
- any four locations any 0 °, 90 °, 180 °, 270 ° locations in the pipe circumferential direction
- a phosphate coating 22 is formed on the alloy plating layer 21.
- the phosphate coating 22 has irregularities on the surface. Since the solid lubricant film 23 enters the unevenness and is cured, the adhesion of the solid lubricant film 23 is enhanced. Since the adhesion of the solid lubricant film 23 is high, the durability of the solid lubricant film is improved. Therefore, even when the threaded joint for pipes is used repeatedly, peeling of the solid lubricant film 23 is suppressed. Furthermore, the phosphate coating 22 is porous.
- the phosphate coating 22 contains metal phosphate crystals, and the balance is impurities.
- the type of metal phosphate is not particularly limited. Metal phosphates are, for example, zinc phosphate, iron phosphate, manganese phosphate and calcium phosphate. These metal phosphate crystals form a film to form a phosphate film 22.
- the phosphate coating 22 is preferably a manganese phosphate coating or a zinc phosphate coating. Particularly preferred is a manganese phosphate coating from the viewpoint of porosity. When manganese phosphate is used for the phosphate coating 22, the adhesion of the solid lubricating coating 23 is enhanced as compared with the case where other metal phosphates are used.
- the thickness of the phosphate coating 22 is preferably 5 to 20 ⁇ m. If the thickness of the phosphate coating 22 is 5 ⁇ m or more, the adhesion of the solid lubricating coating 23 and an appropriate shouldering torque can be stably obtained. On the other hand, when the thickness of the phosphate coating 22 exceeds 20 ⁇ m, the above effect is saturated. Further, if the thickness of the phosphate coating 22 is 20 ⁇ m or less, it is possible to prevent the phosphate crystals from becoming coarse and to sufficiently cover the alloy plating layer 21 made of a Zn—Ni alloy. Therefore, the thickness of the phosphate coating 22 is preferably 5 to 20 ⁇ m. The thickness of the phosphate coating 22 is measured by the same method as that for the alloy plating layer 21 described above.
- Solid lubricating coating 23 A solid lubricating coating 23 is formed on the phosphate coating 22.
- the solid lubricating coating 23 increases the lubricity of the threaded joint for pipes.
- a well-known solid lubricant film 23 can be used.
- the solid lubricating coating 23 includes, for example, lubricating particles and a binder.
- the solid lubricating coating 23 may contain a solvent and other components as necessary.
- the lubricating particles reduce the friction coefficient of the surface of the solid lubricating coating 23.
- the lubricating particles are not particularly limited as long as they have lubricating properties.
- Examples of the lubricating particles include graphite, MoS 2 (molybdenum disulfide), WS 2 (tungsten disulfide), BN (boron nitride), PTFE (polytetrafluoroethylene), CF x (graphite fluoride), CaCO 3 (carbonic acid). Calcium) or a combination thereof.
- graphite, graphite fluoride, MoS 2 and PTFE are used.
- the preferred content of the lubricating particles is 5 to 40% by mass.
- the binder binds the lubricating particles into the solid lubricating coating 23.
- an organic resin an inorganic resin, or a mixture thereof can be used.
- a thermosetting resin or a thermoplastic resin can be used.
- the thermosetting resin include an epoxy resin, a polyimide resin, a polycarbodiimide resin, a polyether sulfone resin, a polyether ether ketone resin, a phenol resin, a furan resin, a urea resin, and an acrylic resin.
- Thermoplastic resins are, for example, polyamideimide resin, polyethylene resin, polypropylene resin, polystyrene resin, and ethylene vinyl acetate resin.
- polymetalloxane When an inorganic resin is used, polymetalloxane can be used.
- the polymetalloxane refers to a polymer compound in which a repeating metal-oxygen bond is a main chain skeleton.
- polytitanoxane (Ti—O) and polysiloxane (Si—O) are used.
- These inorganic resins are obtained by hydrolyzing and condensing metal alkoxide.
- the alkoxy group of the metal alkoxide is, for example, a lower alkoxy group such as a methoxy group, an ethoxy group, a propoxy group, an isopropoxy group, an isobutoxy group, a butoxy group and a tert-butoxy group.
- a solvent is used.
- the solvent is not particularly limited as long as it can disperse or dissolve the components contained in the solid lubricant film 23.
- an organic solvent or water can be used.
- Organic solvents are, for example, toluene and isopropyl alcohol.
- the solid lubricating coating 23 can contain other components as necessary.
- Other components are, for example, rust inhibitors, corrosion inhibitors, surfactants, waxes, friction modifiers, pigments and the like.
- the respective contents of the lubricating particles, the binder, the solvent and other components are appropriately set.
- the thickness of the solid lubricating coating 23 is preferably 5 to 50 ⁇ m. If the thickness of the solid lubricating film 23 is 5 ⁇ m or more, high lubricity can be stably obtained. On the other hand, when the thickness of the solid lubricant film 23 is 50 ⁇ m or less, the adhesion of the solid lubricant film 23 is stabilized. Furthermore, if the thickness of the solid lubricant film 23 is 50 ⁇ m or less, the thread tolerance (clearance) of the sliding surface becomes wide, and the surface pressure during sliding becomes low. Therefore, it can suppress that fastening torque becomes high too much. Therefore, the thickness of the solid lubricant film 23 is preferably 5 to 50 ⁇ m.
- the thickness of the solid lubricating coating layer 23 is measured by the following method.
- the solid lubricant film is applied on the flat plate under the same conditions as when the solid lubricant film layer 23 is applied to the threaded joint for pipes.
- the conditions such as the distance between the application object and the nozzle tip, the spray pressure, the viscosity of the composition, and the rotation speed of the application object are made to coincide.
- the temperature of a tank, piping, and a nozzle outlet is matched with the screw joint for pipes and a flat plate.
- the coating amount of the composition per unit time is calculated from the difference between the weight of the flat plate before applying the composition and the weight of the flat plate after applying the composition.
- the composition is solidified on a flat plate to form a solid lubricating coating layer 23.
- the film thickness of the solid lubricating coating layer 23 is measured using a film thickness meter. From the difference between the weight of the flat plate before applying the composition and the weight of the flat plate after forming the solid lubricating coating layer 23, the weight of the solid lubricating coating layer 23 is calculated. From the film thickness and weight of the solid lubricating coating layer 23, the density of the solid lubricating coating layer 23 is calculated.
- the application target area of the threaded joint for pipes is calculated from the screw shape and size (inner diameter, wall thickness, etc.).
- the application target area corresponds to the area when the uneven thread forming surface is developed into a flat surface. From the application time of the composition to the pipe threaded joint, the area to be coated, and the density of the solid lubricating coating layer 23, the average film thickness of the solid lubricating coating layer 23 for the pipe threaded joint is calculated.
- the composition of the base material of the threaded joint for pipes is not particularly limited.
- the base material include carbon steel, stainless steel, and alloy steel.
- alloy steels duplex stainless steels containing alloy elements such as Cr, Ni and Mo and high alloy steels such as Ni alloys have high corrosion resistance. Therefore, if these high alloy steels are used as a base material, excellent corrosion resistance can be obtained in a corrosive environment containing hydrogen sulfide, carbon dioxide and the like.
- the method for manufacturing a threaded joint for pipes according to the present embodiment includes an alloy plating layer forming step, a phosphate coating forming step, and a solid lubricating coating forming step. Each step is performed in the order of an alloy plating layer forming step, a phosphate coating forming step, and a solid lubricating coating forming step.
- the manufacturing method includes a pretreatment step before the alloy plating layer forming step, if necessary.
- an alloy plating layer 21 made of a Zn—Ni alloy is formed on at least one contact surface of the pin 13 and the box 14.
- the alloy plating layer 21 is formed by electroplating. Electroplating is performed by immersing at least one contact surface of the pin 13 and the box 14 in a plating bath containing zinc ions and nickel ions, and energizing. A commercially available plating bath can be used.
- the plating bath preferably contains zinc ions: 1 to 100 g / L and nickel ions: 1 to 50 g / L.
- the conditions for electroplating can be set as appropriate.
- the electroplating conditions are, for example, plating bath pH: 1 to 10, plating bath temperature: 10 to 60 ° C., current density: 1 to 100 A / dm 2 , and processing time: 0.1 to 30 minutes.
- a phosphate film forming step is performed.
- the phosphate film forming step can be performed by a well-known phosphate chemical conversion treatment.
- a bath in which the above-described metal phosphate is dissolved in water is prepared.
- the prepared bath is heated, and the pin 13 or the box 14 in which the alloy plating layer 21 is formed is immersed in the bath for a predetermined time.
- the phosphate coating 22 is formed on the alloy plating layer 21.
- the bath used in the phosphate film forming step preferably contains 50 to 200 g / L of metal phosphate.
- the conditions for the phosphate chemical conversion treatment can be set as appropriate.
- the conditions for the phosphating treatment are, for example, bath temperature: 45 to 90 ° C. and treatment time: 2 to 10 minutes.
- Solid lubricating film forming process After the phosphate film forming process, a solid lubricating film forming process is performed.
- a solid lubricant film composition (hereinafter also referred to as a composition) is prepared.
- the composition is formed by mixing the lubricating particles and binder described above.
- the composition may further contain the above-described solvent and other components.
- the obtained composition is applied on the phosphate coating 22.
- the method of application is not particularly limited.
- a composition using a solvent is sprayed onto the phosphate coating 22 using a spray gun.
- the composition is uniformly applied on the phosphate coating 22.
- the pin 13 or the box 14 to which the composition is applied is dried by heating. Heat drying can be carried out using a commercially available hot air dryer or the like. Thereby, the composition is cured, and a solid lubricating film 23 is formed on the phosphate film 22.
- the conditions for the heat drying can be appropriately set in consideration of the boiling point and melting point of each component contained in the composition.
- the hot melt method can be used.
- the composition is heated to a fluid state.
- the composition in a fluidized state is sprayed using, for example, a spray gun having a temperature holding function. Thereby, the composition is uniformly applied onto the phosphate coating 22.
- the heating temperature of the composition can be appropriately set in consideration of the melting point and softening temperature of the binder and other components described above.
- the pin 13 or the box 14 coated with the composition is cooled by air cooling or the like. Thereby, the composition is cured, and a solid lubricating film 23 is formed on the phosphate film 22.
- the above-described manufacturing process may include a pretreatment process before the alloy plating layer forming process, if necessary.
- the pretreatment process is, for example, pickling and alkali degreasing. In the pretreatment process, oil components and the like adhering to the contact surface are washed.
- the pretreatment process may further include a grinding process such as a mechanical grinding finish.
- the contact surface of the pin is called a pin surface
- the contact surface of the box is called a box surface.
- % in an Example means the mass%.
- VAM21 (registered trademark) manufactured by Nippon Steel & Sumitomo Metal Corporation was used.
- VAM21 registered trademark
- the steel type was carbon steel or high Cr steel.
- the composition of carbon steel is as follows: C: 0.21%, Si: 0.25%, Mn: 1.1%, P: 0.02%, S: 0.01%, Cu: 0.04%, Ni: 0.06%, Cr: 0.17%, Mo: 0.04%, balance: Fe and impurities.
- the composition of the high Cr steel is as follows: C: 0.18%, Si: 0.23%, Mn: 0.8%, P: 0.02%, S: 0.01%, Cu: 0.04%, Ni : 0.1%, Cr: 13%, Mo: 0.04%, balance: Fe and impurities.
- a mechanical grinding finish (surface roughness 3 ⁇ m) was performed on the pin surface and box surface of each test number. Then, the plating layer or film shown in Table 1 was formed, and the pin and box of each test number were prepared.
- each plating layer or film is as follows.
- Test number 1 In test number 1, the following treatment was performed using carbon steel.
- the box surface was subjected to Zn—Ni alloy plating by Daiwa Kasei Co., Ltd. by electroplating to form an alloy plating layer having a thickness of 8 ⁇ m.
- the electroplating conditions were plating bath pH: 6.5, plating bath temperature: 25 ° C., current density: 2 A / dm 2 , and processing time: 18 minutes.
- the composition of the alloy plating layer was Zn: 85% and Ni: 15%.
- the box surface on which the alloy plating layer was formed was immersed in a manganese phosphate chemical conversion treatment solution at 80 to 95 ° C.
- the solid lubricant film-forming composition was applied to the surface of the box on which the manganese phosphate film was formed.
- the composition for forming a solid lubricant film contained a polyamideimide resin, pure water, dimethyl sulfoxide (DMSO), and PTFE particles. After spraying the composition for forming a solid lubricating film onto the surface of the box, it was dried by heating to form a solid lubricating film. As drying by heating, preliminary drying (at 85 ° C. for 10 minutes) and drying (at 280 ° C. for 30 minutes) were performed. The average film thickness of the obtained solid lubricant film was 30 ⁇ m.
- the pin surface was immersed in a zinc phosphate chemical conversion bath at 75 to 85 ° C. for 10 minutes to form a 8 ⁇ m thick zinc phosphate coating (surface roughness 5 ⁇ m). Furthermore, the composition for ultraviolet curable resin film formation was apply
- the composition for forming an ultraviolet curable resin film contained an acrylic resin ultraviolet curable resin, aluminum phosphite and polyethylene wax in a ratio of 1: 0.05: 0.01. Aluminum phosphite is a rust inhibitor and polyethylene wax is a lubricant.
- the applied ultraviolet curable resin film forming composition was irradiated with ultraviolet rays to form an ultraviolet curable resin film having a thickness of 25 ⁇ m.
- the obtained ultraviolet curable resin film was colorless and transparent.
- the conditions of ultraviolet irradiation were as follows. UV lamp: Air-cooled mercury lamp UV lamp output: 4kW UV wavelength: 260nm
- Test number 2 In test number 2, the following treatment was performed using high Cr steel. An alloy plating layer, a manganese phosphate coating, and a solid lubricant coating were formed on the pin surface and the box surface in the same manner as the box surface of Test No. 1. The thickness of the obtained alloy plating layer and each coating was the same as the box surface of Test No. 1. The composition of the obtained alloy plating layer was the same as the box surface of Test No. 1.
- Test number 3 In test number 3, the following treatment was performed using carbon steel. A zinc phosphate coating and an ultraviolet curable resin coating were formed on the pin surface in the same manner as the pin surface of Test No. 1. The thickness of each formed film was the same as that of Test No. 1. A manganese phosphate coating and a solid lubricating coating were formed on the box surface in the same manner as in Test No. 1. The thickness of each coating obtained was the same as the box surface of test number 1. However, an alloy plating layer was not formed on the surface of the box of test number 3.
- Test number 4 In test number 4, the following treatment was performed using carbon steel. A zinc phosphate coating and an ultraviolet curable resin coating were formed on the pin surface in the same manner as the pin surface of Test No. 1. The thickness of each formed film was the same as that of Test No. 1. A Cu—Sn—Zn alloy plating layer was formed on the box surface. A plating bath manufactured by Nippon Chemical Industry Co., Ltd. was used as the plating bath. The Cu—Sn—Zn alloy plating layer was formed by electroplating. The electroplating conditions were plating bath pH: 14, plating bath temperature: 45 ° C., current density: 2 A / dm 2, and processing time: 40 minutes. The thickness of the Cu—Sn—Zn alloy plating layer was 8 ⁇ m.
- the composition of the Cu—Sn—Zn alloy plating layer was Cu: about 63%, Sn: about 30%, Zn: about 7%. Subsequently, a solid lubricating film was formed in the same manner as in Test No. 1. The thickness of the obtained solid lubricating coating was the same as that of Test No. 1. However, a phosphate coating could not be formed on the surface of the test No. 4 box, so no phosphate coating was formed.
- Test No. 5 In test number 5, the following treatment was performed using carbon steel. A zinc phosphate coating and an ultraviolet curable resin coating were formed on the pin surface in the same manner as the pin surface of Test No. 1. The thickness of each formed film was the same as that of Test No. 1. An alloy plating layer was formed on the box surface in the same manner as the box surface of Test No. 1, and then the same solid lubricant film as that of the box surface of Test No. 1 was formed without forming the manganese phosphate film. The thicknesses of the obtained alloy plating layer and solid lubricating coating were the same as the surface of the test No. 1 box. The composition of the obtained alloy plating layer was the same as the box surface of Test No. 1.
- test number 6 the following treatment was performed using high Cr steel. After forming an alloy plating layer on the pin surface in the same manner as the box surface of test number 1, a solid lubricant film was formed in the same manner as in the box surface of test number 1 without forming the manganese phosphate film. The thicknesses of the obtained alloy plating layer and solid lubricating coating were the same as the surface of the test No. 1 box. The composition of the obtained alloy plating layer was the same as the box surface of Test No. 1.
- nitride layer After forming a nitride layer on the box surface by nitriding treatment (low-temperature salt bath nitriding method) instead of the alloy plating layer on the box surface of test number 1, a manganese phosphate coating and solid are formed in the same manner as the box surface of test number 1 A lubricating coating was formed.
- the thickness of the obtained nitride layer was 2 ⁇ m, and the thickness of each coating was the same as the box surface of Test No. 1.
- Test No. 7 In test number 7, the following treatment was performed using carbon steel. A zinc phosphate coating and an ultraviolet curable resin coating were formed on the pin surface in the same manner as the pin surface of Test No. 1. The thickness of each formed film was the same as that of Test No. 1.
- the box surface was subjected to Fe plating by electroplating to form a 1.5 ⁇ m thick Fe plating layer.
- the composition of the Fe plating bath was 250 g / l FeSO 4 .7H 2 O, 42 g / l FeCl 2 .4H 2 O, 20 g / l NH 4 Cl.
- the electroplating conditions were current density: 10 A / dm 2 and processing time: 60 seconds.
- a manganese phosphate coating and a solid lubricating coating were formed on the Fe plating layer in the same manner as the box surface of Test No. 1.
- the composition of each coating obtained was the same as the box surface of test number 1.
- Salt spray test A salt spray test was performed on the surface of the test No. 1 to No. 7 boxes. The salt spray test was performed based on the method described in JIS Z2371 (2000). The size of the test piece was 70 mm ⁇ 150 mm, and the thickness was 1 mm. The time when red rust occurred on the surface of the test piece of each test number was measured by visual observation. The results are shown in Table 2.
- the threaded joints for pipes of Test No. 1 and Test No. 2 have an alloy plating layer, a phosphate coating, and a solid lubricating coating on at least one contact surface of the pin and the box. did. Therefore, even if screw tightening and screw unwinding with misalignment were repeated 10 times, seizure did not occur and excellent misalignment resistance was exhibited.
- the threaded joints for pipes of Test No. 1 and Test No. 2 had an alloy plating layer made of a Zn—Ni alloy. Therefore, in the salt spray test, rust did not occur even when the test was continued for 2000 hours, and excellent corrosion resistance was shown.
- the threaded joints for pipes of Test No. 1 and Test No. 2 had phosphate coatings. Therefore, even after the protector attachment / detachment test, the solid lubricant film did not peel off, indicating excellent adhesion of the solid lubricant film.
- the alloy plating layer was not formed on the surface of the box of test number 3. Therefore, when screw tightening and screw unwinding with misalignment were performed, seizure occurred at the second time, and the misalignment resistance was low. Furthermore, in the salt spray test, rust was generated after 100 hours and the corrosion resistance was low. After the protector attachment / detachment test, peeling of the solid lubricant film was confirmed, and the adhesion of the solid lubricant film was low.
- Cu—Sn—Zn alloy was used instead of the Zn—Ni alloy for the alloy plating layer formed on the surface of the test No. 4 box. Furthermore, in Test No. 4, a phosphate film could not be formed. For this reason, when screw tightening and screw unwinding with misalignment were performed, slight seizure occurred at the sixth time, and non-repairable seizure occurred at the seventh time. Therefore, the misalignment resistance was low. Furthermore, in the salt spray test, rust was generated after 750 hours, and the corrosion resistance was low. After the protector attachment / detachment test, the solid lubricant film peeled off at an area ratio exceeding 10%. Therefore, the adhesion of the solid lubricant film was low.
- test number 5 did not form a phosphate coating. For this reason, when screw tightening and screw unwinding with misalignment were performed, slight seizure occurred at the sixth time, and non-repairable seizure occurred at the seventh time. Therefore, the misalignment resistance was low. Furthermore, after the protector attachment / detachment test, the solid lubricant film peeled off at an area ratio exceeding 10%. Therefore, the adhesion of the solid lubricant film was low.
- a nitride layer was formed on the surface of the test No. 6 box instead of the Zn—Ni alloy plating layer. Therefore, when screw tightening and screw unwinding with misalignment were performed, seizure occurred at the fourth time, and the misalignment resistance was low. Further, in the salt spray test, rust was generated after 500 hours (pitching), and the corrosion resistance was low.
- VAM21 registered trademark
- the high Cr steel used was a steel type (SM13CrS-110) that is particularly susceptible to seizure among the high Cr steels.
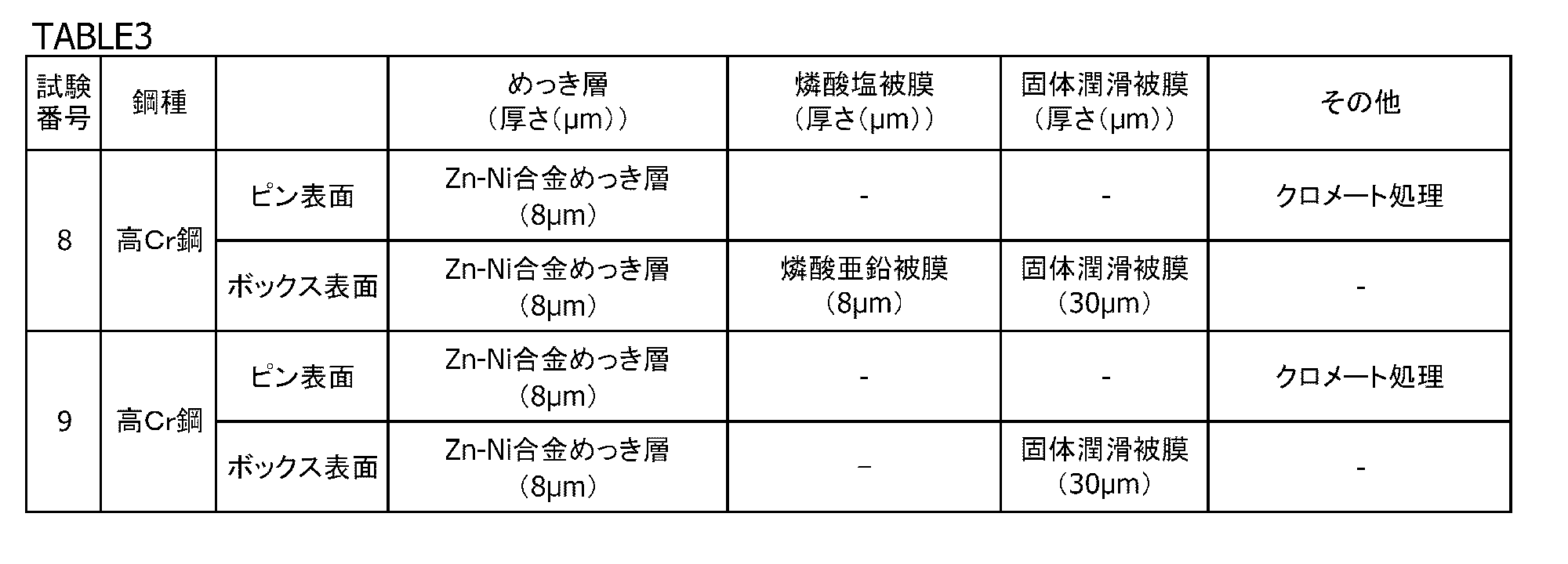
- the size of VAM21 (registered trademark) used was an outer diameter of 17.78 cm (7 inches) and a wall thickness of 1.151 cm (0.453 inches). Using this VAM21 (registered trademark), as shown in Table 3, the pins and boxes were subjected to the following treatment.
- An alloy plating layer was formed on the box surface of test number 8 in the same manner as test number 1.
- the thickness of the obtained alloy plating layer was the same as that of Test No. 1.
- it was immersed in a zinc phosphate chemical conversion bath at 75 to 85 ° C. for 10 minutes to form a zinc phosphate coating (surface roughness 8 ⁇ m) having a thickness of 8 ⁇ m.
- the composition for forming a solid lubricating coating was applied to the surface of the box on which the zinc phosphate coating was formed.
- the composition for forming a solid lubricating film comprises an epoxy resin (22% by mass), PTFE particles (9% by mass), a solvent (18% by mass in total), water (40% by mass), and other additives (including pigments) ( 11% by mass). After spraying the composition for forming a solid lubricating film, it was dried by heating to form a solid lubricating film. The average film thickness of the obtained solid lubricant film was 30 ⁇ m.
- An alloy plating layer and a solid lubricating film were formed on the surface of the box of test number 9 in the same manner as in test number 8.
- the thicknesses of the obtained alloy plating layer and solid lubricant film were the same as in Test No. 8. However, in the test number 9, a phosphate film was not formed.
- test number 8 and test number 9 screws were tightened, and the number of turns and torque were measured.
- the shouldering torque was obtained by plotting the measured number of turns and the torque. Screwing and unscrewing were repeated 7 times, and the shouldering torque was determined each time. From the obtained shouldering torque, the ratio (ShT%) of the shouldering torque to the target fastening torque was calculated. The target fastening torque was set to a constant value. The results are shown in Table 4. In test number 9, since seizure that could not be repaired occurred during the fifth screw tightening and screw unwinding, the subsequent test was not performed.
- FIG. 6 is a diagram in which the results of the shouldering torque measurement test of test numbers 8 and 9 are plotted. In test number 8, even when screw tightening and screw unscrewing were repeated, the ShT% was stably low.
- the phosphate coating was not formed on the box surface of the threaded joint for pipes of test number 9. Therefore, when screw tightening and screw unwinding were performed, the ShT% exceeded 100% and the shouldering torque was high. In test number 9, seizure that could not be repaired occurred during the fifth screw tightening and unscrewing. In Test No. 9, since the phosphate coating was not formed, the adhesion of the solid lubricating coating was low. Therefore, it can be presumed that the solid lubricating film peeled off during the test and the lubricity of the contact surface was lowered.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Electrochemistry (AREA)
- General Engineering & Computer Science (AREA)
- General Chemical & Material Sciences (AREA)
- Mining & Mineral Resources (AREA)
- Life Sciences & Earth Sciences (AREA)
- Geology (AREA)
- Environmental & Geological Engineering (AREA)
- Fluid Mechanics (AREA)
- Physics & Mathematics (AREA)
- General Life Sciences & Earth Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Non-Disconnectible Joints And Screw-Threaded Joints (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
- Electroplating Methods And Accessories (AREA)
- Protection Of Pipes Against Damage, Friction, And Corrosion (AREA)
- Chemically Coating (AREA)
Abstract
Description
管用ねじ継手は、ピン及びボックスを備える。図3は、本実施形態による管用ねじ継手の構成を示す図である。図3を参照して、管用ねじ継手は、鋼管11とカップリング12とを備える。鋼管11の両端には、外面に雄ねじ部を有するピン13が形成される。カップリング12の両端には、内面に雌ねじ部を有するボックス14が形成される。ピン13とボックス14とをねじ締めすることによって、鋼管11の端に、カップリング12が取り付けられる。一方で、カップリング12を使用せず、鋼管11の一方の端をピン13とし、他方の端をボックス14とした、インテグラル形式の油井管用ねじ継手もある。本実施形態の管用ねじ継手は、カップリング方式及びインテグラル形式の両方の管用ねじ継手に使用できる。
ピン及びボックスの少なくとも一方の接触表面上に、Zn-Ni合金からなる合金めっき層21が形成される。合金めっき層21の硬度及び融点は高い。したがって、管用ねじ継手の耐ミスアライメント性が高まる。合金めっき層21に含まれるZnは、卑な金属である。したがって、管用ねじ継手の耐食性が高まる。
合金めっき層21上に、燐酸塩被膜22が形成される。燐酸塩被膜22は、表面に凹凸を有する。この凹凸に固体潤滑被膜23が入り込んで硬化するため、固体潤滑被膜23の密着性が高まる。固体潤滑被膜23の密着性が高いため、固体潤滑被膜の耐久性が改善される。したがって、管用ねじ継手を繰り返し使用した場合でも、固体潤滑被膜23の剥離が抑制される。さらに、燐酸塩被膜22は多孔質である。そのため、管用ねじ継手を繰り返し使用して固体潤滑被膜が損耗した場合でも、燐酸塩被膜22の孔に固体潤滑被膜23の一部もしくは摩耗粉が残存する。そのため、繰り返し使用した場合でも、管用ねじ継手は高い潤滑性を維持する。
燐酸塩被膜22上に、固体潤滑被膜23が形成される。固体潤滑被膜23により、管用ねじ継手の潤滑性が高まる。固体潤滑被膜23は周知のものを使用できる。固体潤滑被膜23はたとえば、潤滑性粒子及び結合剤を含む。固体潤滑被膜23は、必要に応じて、溶媒及び他の成分を含有してもよい。
管用ねじ継手の母材の組成は、特に限定されない。母材はたとえば、炭素鋼、ステンレス鋼及び合金鋼等である。合金鋼の中でも、Cr、Ni及びMo等の合金元素を含んだ二相ステンレス鋼及びNi合金等の高合金鋼は耐食性が高い。そのため、これらの高合金鋼を母材に使用すれば、硫化水素や二酸化炭素等を含有する腐食環境において、優れた耐食性が得られる。
本実施形態による管用ねじ継手の製造方法は、合金めっき層形成工程と、燐酸塩被膜形成工程と、固体潤滑被膜形成工程とを備える。各工程は、合金めっき層形成工程、燐酸塩被膜形成工程、及び、固体潤滑被膜形成工程の順に実施される。製造方法は、必要に応じて、合金めっき層形成工程の前に前処理工程を含む。
合金めっき層形成工程では、ピン13及びボックス14の少なくとも一方の接触表面上に、Zn-Ni合金からなる合金めっき層21を形成する。合金めっき層21は、電気めっきにより形成される。電気めっきは、亜鉛イオン及びニッケルイオンを含有するめっき浴に、ピン13及びボックス14の少なくとも一方の接触表面を浸漬し、通電することによって行う。めっき浴は市販のものを使用できる。めっき浴には、好ましくは、亜鉛イオン:1~100g/L及びニッケルイオン:1~50g/Lが含有される。電気めっきの条件は適宜設定できる。電気めっきの条件はたとえば、めっき浴pH:1~10、めっき浴温度:10~60℃、電流密度:1~100A/dm2、及び、処理時間:0.1~30分である。
合金めっき層形成工程の後に、燐酸塩被膜形成工程を実施する。燐酸塩被膜形成工程は、周知の燐酸塩化成処理により実施できる。たとえば、上述の金属燐酸塩を水中に溶解させた浴を準備する。準備した浴を加熱し、そこに合金めっき層21を形成したピン13又はボックス14を一定時間浸漬する。これにより、合金めっき層21上に燐酸塩被膜22が形成される。燐酸塩被膜形成工程に用いられる浴には、好ましくは、50~200g/Lの金属燐酸塩が含有される。燐酸塩化成処理の条件は適宜設定できる。燐酸塩化成処理の条件はたとえば、浴温度:45~90℃及び処理時間:2~10分である。
燐酸塩被膜形成工程の後に、固体潤滑被膜形成工程を実施する。固体潤滑被膜形成工程では、はじめに、固体潤滑被膜用組成物(以下、組成物とも称する。)を準備する。組成物は、上述の潤滑性粒子及び結合剤を混合することで形成される。組成物はさらに、上述の溶媒及び他の成分を含有してもよい。
上述の製造工程は、必要に応じて、合金めっき層形成工程の前に前処理工程を備えてもよい。前処理工程はたとえば、酸洗及びアルカリ脱脂である。前処理工程では、接触表面上に付着した油分等を洗浄する。前処理工程はさらに、機械研削仕上げ等の研削加工を備えてもよい。

試験番号1では、炭素鋼を用いて以下の処理を実施した。ボックス表面に対し、電気めっきにより大和化成株式会社製Zn-Ni合金めっきを施して、厚さ8μmの合金めっき層を形成した。電気めっきの条件は、めっき浴pH:6.5、めっき浴温度:25℃、電流密度:2A/dm2、及び、処理時間:18分であった。合金めっき層の組成は、Zn:85%及びNi:15%であった。合金めっき層を形成したボックス表面を、80~95℃の燐酸マンガン化成処理液中に10分間浸漬して、厚さ12μmの燐酸マンガン被膜(表面粗さ10μm)を形成した。燐酸マンガン被膜を形成したボックス表面に、固体潤滑被膜形成用組成物を塗布した。固体潤滑被膜形成用組成物は、ポリアミドイミド樹脂、純水、ジメチルスルホキシド(DMSO)及びPTFE粒子を含有した。固体潤滑被膜形成用組成物をボックス表面にスプレー塗布した後、加熱乾燥を行い固体潤滑被膜を形成した。加熱乾燥として、予備乾燥(85℃で10分間)及び乾燥(280℃で30分間)とを実施した。得られた固体潤滑被膜の平均膜厚は30μmであった。
UVランプ:空冷水銀ランプ
UVランプ出力:4kW
紫外線波長:260nm
試験番号2では、高Cr鋼を用いて以下の処理を実施した。ピン表面及びボックス表面に対し、試験番号1のボックス表面と同様に、合金めっき層、燐酸マンガン被膜及び固体潤滑被膜を形成した。得られた合金めっき層及び各被膜の厚さは、試験番号1のボックス表面と同じであった。得られた合金めっき層の組成は、試験番号1のボックス表面と同じであった。
試験番号3では、炭素鋼を用いて以下の処理を実施した。ピン表面に対して、試験番号1のピン表面と同様に、燐酸亜鉛被膜及び紫外線硬化型樹脂被膜を形成した。形成した各被膜の厚さは、試験番号1と同様であった。ボックス表面に対して、試験番号1と同様に燐酸マンガン被膜及び固体潤滑被膜を形成した。得られた各被膜の厚さは、試験番号1のボックス表面と同じであった。ただし、試験番号3のボックス表面には、合金めっき層を形成しなかった。
試験番号4では、炭素鋼を用いて以下の処理を実施した。ピン表面に対して、試験番号1のピン表面と同様に、燐酸亜鉛被膜及び紫外線硬化型樹脂被膜を形成した。形成した各被膜の厚さは、試験番号1と同様であった。ボックス表面に対して、Cu-Sn-Zn合金めっき層を形成した。めっき浴は、日本化学産業株式会社製のめっき浴を用いた。Cu-Sn-Zn合金めっき層は電気めっきにより形成された。電気めっきの条件は、めっき浴pH:14、めっき浴温度:45℃、電流密度:2A/dm2及び、処理時間:40分であった。Cu-Sn-Zn合金めっき層の厚さは8μmであった。Cu-Sn-Zn合金めっき層の組成は、Cu:約63%、Sn:約30%、Zn:約7%であった。続いて、試験番号1と同様に固体潤滑被膜を形成した。得られた固体潤滑被膜の厚さは、試験番号1と同様であった。ただし、試験番号4のボックス表面には、燐酸塩被膜が形成できなかったため、燐酸塩被膜は形成しなかった。
試験番号5では、炭素鋼を用いて以下の処理を実施した。ピン表面に対して、試験番号1のピン表面と同様に、燐酸亜鉛被膜及び紫外線硬化型樹脂被膜を形成した。形成した各被膜の厚さは、試験番号1と同様であった。ボックス表面に対し、試験番号1のボックス表面と同様に合金めっき層を形成した後、燐酸マンガン被膜を形成せずに、試験番号1のボックス表面と同じ固体潤滑被膜を形成した。得られた合金めっき層及び固体潤滑被膜の厚さは、試験番号1のボックス表面と同じであった。得られた合金めっき層の組成は、試験番号1のボックス表面と同じであった。
試験番号6では高Cr鋼を用いて以下の処理を実施した。ピン表面に対して、試験番号1のボックス表面と同様に合金めっき層を形成した後、燐酸マンガン被膜を形成せずに、試験番号1のボックス表面と同様に固体潤滑被膜を形成した。得られた合金めっき層及び固体潤滑被膜の厚さは、試験番号1のボックス表面と同じであった。得られた合金めっき層の組成は、試験番号1のボックス表面と同じであった。ボックス表面に対して、試験番号1のボックス表面の合金めっき層の代わりに窒化処理(低温塩浴窒化法)により窒化層を形成した後、試験番号1のボックス表面と同様に燐酸マンガン被膜及び固体潤滑被膜を形成した。得られた窒化層の厚さは2μmであり、各被膜の厚さは試験番号1のボックス表面と同じであった。
試験番号7では、炭素鋼を用いて以下の処理を実施した。ピン表面に対して、試験番号1のピン表面と同様に、燐酸亜鉛被膜及び紫外線硬化型樹脂被膜を形成した。形成した各被膜の厚さは、試験番号1と同様であった。ボックス表面に対して、電気めっきによりFeめっきを施して、厚さ1.5μmのFeめっき層を形成した。Feめっき浴の組成は、250g/lFeSO4・7H2O、42g/lFeCl2・4H2O、20g/lNH4Clであった。電気めっきの条件は、電流密度:10A/dm2、及び、処理時間:60秒であった。Feめっき層の上に、試験番号1のボックス表面と同様に、燐酸マンガン被膜及び固体潤滑被膜を形成した。得られた各被膜の組成は、試験番号1のボックス表面と同じであった。
試験番号1~試験番号7のピン及びボックスを用いて、ミスアライメントを伴うねじ締め及びねじ戻しを繰り返し、耐ミスアライメント性を評価した。ミスアライメントの交叉角θは5°であった。ねじ締め及びねじ戻しは最大10回繰り返された。ねじ締め及びねじ戻しの締付け速度は10rpm、締付けトルクは42.8kN・mであった。ねじ締め及びねじ戻しを1回行うごとに、ピン表面及びボックス表面を目視により観察した。目視観察により、焼付きの発生状況を確認した。焼付きが軽微であり、回復可能な場合には、焼付き疵を補修して試験を続行した。回復不能な焼き付きを生ずることなく、ねじ締め及びねじ戻しができた回数を測定した。結果を表2に示す。
試験番号1~試験番号7のボックス表面に対して、塩水噴霧試験を実施した。塩水噴霧試験はJIS Z2371(2000)に記載された方法に基づいて実施した。試験片の大きさは70mm×150mmであり、厚さは1mmであった。目視観察により各試験番号の試験片表面に赤錆が発生した時間を計測した。結果を表2に示す。
試験番号1~試験番号7のボックスを用いて、固体潤滑被膜の密着性を評価した。具体的には、各試験番号のボックスにプロテクターを装着し、-40℃で24時間、続いて70℃で24時間保管した。さらに、室温(20℃)でプロテクターの脱着を3回繰り返した。その後、目視観察により、固体潤滑被膜の剥離の有無を確認した。さらに、固体潤滑被膜の剥離面積を画像処理によって求めた。具体的には、試験終了後のボックス表面を写真撮影し、画像を二値化処理した。剥離箇所に相当する部分の面積を合計して、剥離面積とした。結果を表2に示す。

表1及び表2を参照して、試験番号1及び試験番号2の管用ねじ継手は、ピン及びボックスの少なくとも一方の接触表面上に、合金めっき層、燐酸塩被膜、及び、固体潤滑被膜を有した。そのため、ミスアライメントを伴うねじ締め及びねじ戻しを10回繰り返しても、焼付きが発生せず、優れた耐ミスアライメント性を示した。試験番号1及び試験番号2の管用ねじ継手は、Zn-Ni合金からなる合金めっき層を有した。そのため、塩水噴霧試験において、2000時間試験を続けても錆が発生せず、優れた耐食性を示した。試験番号1及び試験番号2の管用ねじ継手は、燐酸塩被膜を有した。そのため、プロテクター着脱試験後においても、固体潤滑被膜が剥離せず、優れた固体潤滑被膜の密着性を示した。
燐酸塩被膜の有無に対するショルダリングトルクの変化を測定した。はじめに、高Cr鋼のVAM21(登録商標)のピン及びボックスを準備した。使用した高Cr鋼は、高Cr鋼の中でも特に焼き付きが生じやすい鋼種(SM13CrS-110)であった。使用したVAM21(登録商標)のサイズは、外径:17.78cm(7インチ)、肉厚1.151cm(0.453インチ)であった。このVAM21(登録商標)を用いて、表3に示すとおり、ピン及びボックスに対して以下の処理を施した。

14 ボックス
15 雄ねじ部
16、19 金属シール部
17、18 ショルダー部
20 雌ねじ部
21 合金めっき層
22 燐酸塩被膜
23 固体潤滑被膜
Claims (4)
- ピン及びボックスを備える管用ねじ継手であって、
前記ピン及び前記ボックスは、ねじ部及びねじ無し金属接触部を有する接触表面を備え、
前記ピン及び前記ボックスの少なくとも一方の前記接触表面上に、
Zn-Ni合金からなる合金めっき層と、
前記合金めっき層上に、燐酸塩被膜と、
前記燐酸塩被膜上に、固体潤滑被膜とを備える、管用ねじ継手。 - 請求項1に記載の管用ねじ継手であって、
前記燐酸塩被膜は、燐酸マンガン被膜である、管用ねじ継手。 - 請求項1又は請求項2に記載の管用ねじ継手であって、前記合金めっき層の厚さは1~20μm、前記燐酸塩被膜の厚さは5~20μm、前記固体潤滑被膜の厚さは5~50μmである、管用ねじ継手。
- ピン及びボックスを備える管用ねじ継手の製造方法であって、
前記ピン及び前記ボックスは、ねじ部及びねじ無し金属接触部を有する接触表面を備え、
前記ピン及び前記ボックスの少なくとも一方の前記接触表面上に、
Zn-Ni合金からなる合金めっき層を形成する工程と、
前記合金めっき層を形成した後に、化成処理を実施して燐酸塩被膜を形成する工程と、
前記燐酸塩被膜を形成した後に、固体潤滑被膜を形成する工程とを備える、管用ねじ継手の製造方法。
Priority Applications (12)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CA3009607A CA3009607C (en) | 2015-12-25 | 2016-12-16 | Threaded connection for pipe or tube and method of producing the threaded connection for pipe or tube |
| AU2016374775A AU2016374775B2 (en) | 2015-12-25 | 2016-12-16 | Threaded connection for pipe or tube and method of producing the threaded connection for pipe or tube |
| UAA201808022A UA119307C2 (uk) | 2015-12-25 | 2016-12-16 | Нарізне з'єднання для труби або трубопроводу і спосіб виготовлення нарізного з'єднання для труби або трубопроводу |
| MYPI2018701779A MY194734A (en) | 2015-12-25 | 2016-12-16 | Threaded connection for pipe or tube and method of producing the threaded connection for pipe or tube |
| MX2018007569A MX2018007569A (es) | 2015-12-25 | 2016-12-16 | Conexion roscada para tuberia o tubo y metodo para producir la conexion roscada para tuberia o tubo. |
| JP2017558092A JP6368868B2 (ja) | 2015-12-25 | 2016-12-16 | 管用ねじ継手及び管用ねじ継手の製造方法 |
| EP16878574.9A EP3396222B1 (en) | 2015-12-25 | 2016-12-16 | Threaded connection for pipe or tube and method of producing the threaded connection for pipe and tube. |
| BR112018008376-3A BR112018008376B1 (pt) | 2015-12-25 | 2016-12-16 | Conexão roscada para cano ou tubo e método de produção da conexão roscada para cano ou tubo |
| CN201680075466.5A CN108474502B (zh) | 2015-12-25 | 2016-12-16 | 管用螺纹接头和管用螺纹接头的制造方法 |
| US16/064,598 US10359133B2 (en) | 2015-12-25 | 2016-12-16 | Threaded connection for pipe or tube and method of producing the threaded connection for pipe or tube |
| EA201891461A EA034137B1 (ru) | 2015-12-25 | 2016-12-16 | Резьбовое соединение для трубы или трубопровода и способ изготовления резьбового соединения для трубы или трубопровода |
| PL16878574T PL3396222T3 (pl) | 2015-12-25 | 2016-12-16 | Połączenie gwintowe dla rur lub przewodów rurowych i sposób produkcji połączenia gwintowego dla rur lub przewodów rurowych |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015254026 | 2015-12-25 | ||
| JP2015-254026 | 2015-12-25 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017110685A1 true WO2017110685A1 (ja) | 2017-06-29 |
Family
ID=59090304
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/087610 WO2017110685A1 (ja) | 2015-12-25 | 2016-12-16 | 管用ねじ継手及び管用ねじ継手の製造方法 |
Country Status (14)
| Country | Link |
|---|---|
| US (1) | US10359133B2 (ja) |
| EP (1) | EP3396222B1 (ja) |
| JP (1) | JP6368868B2 (ja) |
| CN (1) | CN108474502B (ja) |
| AR (1) | AR106975A1 (ja) |
| AU (1) | AU2016374775B2 (ja) |
| BR (1) | BR112018008376B1 (ja) |
| CA (1) | CA3009607C (ja) |
| EA (1) | EA034137B1 (ja) |
| MX (1) | MX2018007569A (ja) |
| MY (1) | MY194734A (ja) |
| PL (1) | PL3396222T3 (ja) |
| UA (1) | UA119307C2 (ja) |
| WO (1) | WO2017110685A1 (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018074212A1 (ja) * | 2016-10-18 | 2018-04-26 | 新日鐵住金株式会社 | 管用ねじ継手及び管用ねじ継手の製造方法 |
| WO2019044961A1 (ja) * | 2017-09-04 | 2019-03-07 | 新日鐵住金株式会社 | 管用ねじ継手及び管用ねじ継手の製造方法 |
| JPWO2018216497A1 (ja) * | 2017-05-22 | 2020-03-12 | 日本製鉄株式会社 | 管用ねじ継手及び管用ねじ継手の製造方法 |
| JP2020133891A (ja) * | 2019-02-22 | 2020-08-31 | 三桜工業株式会社 | 管継手及び管継手付きチューブ並びに管継手の製造方法 |
| EP3798459A4 (en) * | 2018-05-23 | 2021-08-11 | Nissan Motor Co., Ltd. | SLIDING SPLINED SHAFT DEVICE |
| JP2022075788A (ja) * | 2019-06-20 | 2022-05-18 | 三桜工業株式会社 | 管継手及び管継手付きチューブ |
| WO2022230461A1 (ja) * | 2021-04-30 | 2022-11-03 | 臼井国際産業株式会社 | 被覆部材 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11268043B2 (en) | 2017-10-13 | 2022-03-08 | Nippon Steel Corporation | Composition, and threaded connection for pipes or tubes including lubricant coating layer formed from the composition |
| US11128479B2 (en) | 2018-05-02 | 2021-09-21 | Arizona Board Of Regents On Behalf Of Arizona State University | Method and apparatus for verification of social media information |
| CN112439678B (zh) * | 2019-09-03 | 2022-11-01 | 中国石油天然气集团有限公司 | 一种油套管内防腐涂敷工艺 |
| MX2022009896A (es) * | 2020-02-19 | 2022-08-25 | Nippon Steel Corp | Conexion roscada para tubos y metodo para producir una conexion roscada para tubos. |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1996010710A1 (fr) * | 1994-10-04 | 1996-04-11 | Nippon Steel Corporation | Union de tuyaux d'acier presentant une resistance elevee au grippage et traitement de surface destine a cet effet |
| JPH08105582A (ja) * | 1994-10-04 | 1996-04-23 | Nippon Steel Corp | 耐ゴーリング性に優れた高Cr合金鋼製鋼管継手の表面処理方法 |
| JP2002327874A (ja) * | 2001-05-01 | 2002-11-15 | Sumitomo Metal Ind Ltd | 鋼管用ねじ継手 |
| JP2004053013A (ja) * | 2002-05-31 | 2004-02-19 | Sumitomo Metal Ind Ltd | 鋼管用ねじ継手 |
| JP2008527249A (ja) * | 2005-01-13 | 2008-07-24 | 住友金属工業株式会社 | 鋼管用ねじ継手 |
| JP2008537062A (ja) * | 2005-03-29 | 2008-09-11 | 住友金属工業株式会社 | 鋼管用ねじ継手 |
| JP2008215473A (ja) * | 2007-03-02 | 2008-09-18 | Sumitomo Metal Ind Ltd | 鋼管用ねじ継手 |
| WO2009057754A1 (ja) * | 2007-11-02 | 2009-05-07 | Sumitomo Metal Industries, Ltd. | 潤滑被膜を備えた管ねじ継手 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1325749C (zh) * | 2001-04-11 | 2007-07-11 | 住友金属工业株式会社 | 用于钢管的螺纹接头 |
| JP3870732B2 (ja) * | 2001-07-25 | 2007-01-24 | 住友金属工業株式会社 | 耐焼付き性に優れた鋼管用ねじ継手 |
| JP4599874B2 (ja) * | 2004-04-06 | 2010-12-15 | 住友金属工業株式会社 | 油井管用ねじ継手、及びその製造方法 |
| US7842403B2 (en) * | 2006-02-23 | 2010-11-30 | Atotech Deutschland Gmbh | Antifriction coatings, methods of producing such coatings and articles including such coatings |
| JP5028923B2 (ja) * | 2006-09-14 | 2012-09-19 | 住友金属工業株式会社 | 鋼管用ねじ継手 |
| JP4941058B2 (ja) | 2007-04-02 | 2012-05-30 | 住友金属工業株式会社 | 鋼管用ねじ継手 |
| CN101939579A (zh) * | 2007-12-04 | 2011-01-05 | 住友金属工业株式会社 | 管螺纹接头 |
| BR112015016765A2 (pt) * | 2013-01-11 | 2017-07-11 | Tenaris Connections Ltd | conexão de tubos de perfuração, tubo de perfuração correspondente e método para montar tubos de perfuração |
| GB201322453D0 (en) * | 2013-12-18 | 2014-02-05 | Dow Corning | Antifriction coating |
-
2016
- 2016-12-13 AR ARP160103816A patent/AR106975A1/es active IP Right Grant
- 2016-12-16 EA EA201891461A patent/EA034137B1/ru not_active IP Right Cessation
- 2016-12-16 PL PL16878574T patent/PL3396222T3/pl unknown
- 2016-12-16 MX MX2018007569A patent/MX2018007569A/es unknown
- 2016-12-16 UA UAA201808022A patent/UA119307C2/uk unknown
- 2016-12-16 BR BR112018008376-3A patent/BR112018008376B1/pt active IP Right Grant
- 2016-12-16 JP JP2017558092A patent/JP6368868B2/ja active Active
- 2016-12-16 MY MYPI2018701779A patent/MY194734A/en unknown
- 2016-12-16 CA CA3009607A patent/CA3009607C/en active Active
- 2016-12-16 CN CN201680075466.5A patent/CN108474502B/zh active Active
- 2016-12-16 WO PCT/JP2016/087610 patent/WO2017110685A1/ja active Application Filing
- 2016-12-16 US US16/064,598 patent/US10359133B2/en active Active
- 2016-12-16 EP EP16878574.9A patent/EP3396222B1/en active Active
- 2016-12-16 AU AU2016374775A patent/AU2016374775B2/en active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1996010710A1 (fr) * | 1994-10-04 | 1996-04-11 | Nippon Steel Corporation | Union de tuyaux d'acier presentant une resistance elevee au grippage et traitement de surface destine a cet effet |
| JPH08105582A (ja) * | 1994-10-04 | 1996-04-23 | Nippon Steel Corp | 耐ゴーリング性に優れた高Cr合金鋼製鋼管継手の表面処理方法 |
| JP2002327874A (ja) * | 2001-05-01 | 2002-11-15 | Sumitomo Metal Ind Ltd | 鋼管用ねじ継手 |
| JP2004053013A (ja) * | 2002-05-31 | 2004-02-19 | Sumitomo Metal Ind Ltd | 鋼管用ねじ継手 |
| JP2008527249A (ja) * | 2005-01-13 | 2008-07-24 | 住友金属工業株式会社 | 鋼管用ねじ継手 |
| JP2008537062A (ja) * | 2005-03-29 | 2008-09-11 | 住友金属工業株式会社 | 鋼管用ねじ継手 |
| JP2008215473A (ja) * | 2007-03-02 | 2008-09-18 | Sumitomo Metal Ind Ltd | 鋼管用ねじ継手 |
| WO2009057754A1 (ja) * | 2007-11-02 | 2009-05-07 | Sumitomo Metal Industries, Ltd. | 潤滑被膜を備えた管ねじ継手 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3396222A4 * |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018074212A1 (ja) * | 2016-10-18 | 2018-04-26 | 新日鐵住金株式会社 | 管用ねじ継手及び管用ねじ継手の製造方法 |
| JPWO2018216497A1 (ja) * | 2017-05-22 | 2020-03-12 | 日本製鉄株式会社 | 管用ねじ継手及び管用ねじ継手の製造方法 |
| WO2019044961A1 (ja) * | 2017-09-04 | 2019-03-07 | 新日鐵住金株式会社 | 管用ねじ継手及び管用ねじ継手の製造方法 |
| JPWO2019044961A1 (ja) * | 2017-09-04 | 2020-10-08 | 日本製鉄株式会社 | 管用ねじ継手及び管用ねじ継手の製造方法 |
| EP3798459A4 (en) * | 2018-05-23 | 2021-08-11 | Nissan Motor Co., Ltd. | SLIDING SPLINED SHAFT DEVICE |
| US11927225B2 (en) | 2018-05-23 | 2024-03-12 | Nissan Motor Co., Ltd. | Sliding spline shaft device |
| JP2020133891A (ja) * | 2019-02-22 | 2020-08-31 | 三桜工業株式会社 | 管継手及び管継手付きチューブ並びに管継手の製造方法 |
| JP2022075788A (ja) * | 2019-06-20 | 2022-05-18 | 三桜工業株式会社 | 管継手及び管継手付きチューブ |
| JP7221486B2 (ja) | 2019-06-20 | 2023-02-14 | 三桜工業株式会社 | 管継手及び管継手付きチューブ |
| WO2022230461A1 (ja) * | 2021-04-30 | 2022-11-03 | 臼井国際産業株式会社 | 被覆部材 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN108474502B (zh) | 2020-03-17 |
| MY194734A (en) | 2022-12-15 |
| EP3396222A4 (en) | 2019-10-02 |
| UA119307C2 (uk) | 2019-05-27 |
| PL3396222T3 (pl) | 2020-11-02 |
| BR112018008376A2 (ja) | 2018-10-23 |
| CA3009607A1 (en) | 2017-06-29 |
| EA201891461A1 (ru) | 2018-12-28 |
| BR112018008376B1 (pt) | 2022-03-29 |
| AR106975A1 (es) | 2018-03-07 |
| US20190003620A1 (en) | 2019-01-03 |
| US10359133B2 (en) | 2019-07-23 |
| EA034137B1 (ru) | 2020-01-09 |
| CA3009607C (en) | 2019-07-16 |
| AU2016374775B2 (en) | 2019-05-16 |
| EP3396222B1 (en) | 2020-05-06 |
| JP6368868B2 (ja) | 2018-08-01 |
| JPWO2017110685A1 (ja) | 2018-08-09 |
| MX2018007569A (es) | 2018-09-21 |
| EP3396222A1 (en) | 2018-10-31 |
| AU2016374775A1 (en) | 2018-05-24 |
| CN108474502A (zh) | 2018-08-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6368868B2 (ja) | 管用ねじ継手及び管用ねじ継手の製造方法 | |
| JP6368440B2 (ja) | 管用ねじ継手及び管用ねじ継手の製造方法 | |
| AU2018271457B2 (en) | Threaded connection for pipes or tubes and method for producing the threaded connection for pipes or tubes | |
| WO2018216497A1 (ja) | 管用ねじ継手及び管用ねじ継手の製造方法 | |
| JP6964678B2 (ja) | 管用ねじ継手及び管用ねじ継手の製造方法 | |
| JP2018123831A (ja) | 管用ねじ継手及び管用ねじ継手の製造方法 | |
| WO2020021691A1 (ja) | 管用ねじ継手及び管用ねじ継手の製造方法 | |
| JP2018123349A (ja) | 管用ねじ継手及び管用ねじ継手の製造方法 | |
| OA18803A (en) | Threaded joint for pipe, and manufacturing method of threaded joint for pipe. | |
| OA20120A (en) | Threaded joint for pipes and method for producing threaded joint for pipes. | |
| EA040864B1 (ru) | Резьбовое соединение для труб и способ изготовления резьбового соединения для труб | |
| OA18804A (en) | Threaded Joint for pipe and manufacturing method of threaded Joint for pipe. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16878574 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2017558092 Country of ref document: JP Kind code of ref document: A |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112018008376 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: 2016374775 Country of ref document: AU Date of ref document: 20161216 Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2018/007569 Country of ref document: MX |
|
| ENP | Entry into the national phase |
Ref document number: 3009607 Country of ref document: CA |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 201891461 Country of ref document: EA |
|
| WWE | Wipo information: entry into national phase |
Ref document number: A201808022 Country of ref document: UA |
|
| ENP | Entry into the national phase |
Ref document number: 112018008376 Country of ref document: BR Kind code of ref document: A2 Effective date: 20180425 |