WO2017022527A1 - 装飾積層フィルム、及びこの装飾積層フィルムを有する袋状容器並びにシール材 - Google Patents
装飾積層フィルム、及びこの装飾積層フィルムを有する袋状容器並びにシール材 Download PDFInfo
- Publication number
- WO2017022527A1 WO2017022527A1 PCT/JP2016/071575 JP2016071575W WO2017022527A1 WO 2017022527 A1 WO2017022527 A1 WO 2017022527A1 JP 2016071575 W JP2016071575 W JP 2016071575W WO 2017022527 A1 WO2017022527 A1 WO 2017022527A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- film
- laminated film
- character
- decorative laminated
- pattern
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C3/00—Processes, not specifically provided for elsewhere, for producing ornamental structures
- B44C3/08—Stamping or bending
- B44C3/085—Stamping or bending stamping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/088—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising polyamides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/09—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/20—Layered products comprising a layer of metal comprising aluminium or copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/34—Layered products comprising a layer of synthetic resin comprising polyamides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/263—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer having non-uniform thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/30—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer formed with recesses or projections, e.g. hollows, grooves, protuberances, ribs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44F—SPECIAL DESIGNS OR PICTURES
- B44F1/00—Designs or pictures characterised by special or unusual light effects
- B44F1/02—Designs or pictures characterised by special or unusual light effects produced by reflected light, e.g. matt surfaces, lustrous surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D33/00—Details of, or accessories for, sacks or bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D33/00—Details of, or accessories for, sacks or bags
- B65D33/004—Information or decoration elements, e.g. level indicators, detachable tabs or coupons
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D65/00—Wrappers or flexible covers; Packaging materials of special type or form
- B65D65/38—Packaging materials of special type or form
- B65D65/40—Applications of laminates for particular packaging purposes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D77/00—Packages formed by enclosing articles or materials in preformed containers, e.g. boxes, cartons, sacks or bags
- B65D77/10—Container closures formed after filling
- B65D77/20—Container closures formed after filling by applying separate lids or covers, i.e. flexible membrane or foil-like covers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/02—2 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/03—3 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/20—Inorganic coating
- B32B2255/205—Metallic coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/31—Heat sealable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/402—Coloured
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/402—Coloured
- B32B2307/4023—Coloured on the layer surface, e.g. ink
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/406—Bright, glossy, shiny surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/416—Reflective
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/538—Roughness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/02—Open containers
- B32B2439/06—Bags, sacks, sachets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/40—Closed containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/40—Closed containers
- B32B2439/46—Bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/70—Food packaging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2581/00—Seals; Sealing equipment; Gaskets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/28—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer comprising a deformed thin sheet, i.e. the layer having its entire thickness deformed out of the plane, e.g. corrugated, crumpled
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/06—Embossing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/12—Deep-drawing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/14—Printing or colouring
- B32B38/145—Printing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/008—Standing pouches, i.e. "Standbeutel"
Definitions
- the present invention relates to a decorative laminated film in which characters and designs are formed by printing and convex portions, and more specifically, a decorative laminated film excellent in design properties in which the three-dimensional effect of characters and designs is emphasized, and
- the present invention relates to a bag-like container having a decorative laminated film and a sealing material.
- Characters such as product names are used for seals used as lids for pouches and cups and trays for filling semi-fluid or fluid contents such as foods, beverages and detergents.
- characters and designs are made to stand out by making printing three-dimensional.
- Patent Document 1 a convex portion formed in accordance with an embossed pattern is heated to a predetermined temperature, brought into contact with the surface of the soft wrapping material, and the soft wrapping material is partially shrunk to rise outside.
- a bag-like container having an embossed pattern has been proposed.
- an embossed pattern with a texture different from the pattern by printing is formed on the bag-shaped container, but the synergistic effect by the combination of the embossed pattern and printing has not been obtained, and the design I was still not satisfied with the sex.
- Patent Document 2 a laminated film formed by laminating a plurality of films having different coefficients of thermal expansion, heating and pressing a mold for character or mark, and expanding the shape of the mold, Alternatively, a laminated film in which a foil is transferred to a mold shape and bulged has been proposed. In this laminated film, a character mark itself can be bulged to form a three-dimensional character or mark.
- an object of the present invention is to provide a decorative laminated film excellent in design, in which a decoration is formed by a print design and convex portions without impairing the function as a packaging material.
- Another object of the present invention is to provide a bag-like container and a sealing material having a decoration in which characters and designs are three-dimensionally emphasized and excellent in design.
- the characters and / or designs are formed on the laminated film composed of at least the inner surface film and the outer surface film by the convex portions protruding on the printed and outer film side
- the characters and / or At least a part of the design has a metallic luster, and at least one of hue, brightness, saturation, or glossiness is different from the region excluding the character and / or design, and at least a part of the character and / or design
- a decorative laminated film is provided in which convex portions are formed along the same.
- the metallic luster of the character and / or design is derived from a vapor deposition layer formed on the outer surface film or a printed layer constituting the character and / or design, 2.
- the character and / or design and the area excluding this have a light / dark difference, and the convex part is formed in a relatively bright part, 3.
- Printing that emphasizes the shadow is applied to the part that becomes a shadow when light is irradiated from one direction to the formation part of the convex part, 4).
- the surface roughness of the convex portion is higher than the surface roughness around the convex portion, and there is a difference in gloss between them, 5).
- the convex part is formed along the outline of the character and / or pattern, 6).
- the surface roughness of the inner region of at least a part of the characters and / or symbols divided by the convex portions is higher than the surface roughness of the region excluding the characters and / or symbols, and there is a difference in glossiness between them. That there is, 7).
- the convex portion has a molding height in the range of 0.1 to 0.35 mm, a molding width of 5 mm or less, 8).
- the convex part is formed by projecting to the outer surface film side by compression molding a laminated film cold, warm, or hot, 9.
- the laminated film has an inner film made of polyethylene, an outer film made of stretched nylon or stretched polyethylene terephthalate, and has an aluminum vapor-deposited stretched polyethylene terephthalate film or an aluminum vapor-deposited stretched nylon between the inner film and the outer surface film, Is preferred.
- a bag-like container having the decorative laminated film is also provided.
- a sealing material comprising the decorative laminated film.
- the pattern formed by the combination of printing and convex portions has a metallic luster, so that the convex portions are conspicuously enhanced by the gloss, and hue, brightness, saturation, or
- the pattern is clearly distinguished from the background and increases the three-dimensional effect, and these effects are formed along at least a part of the characters and / or designs.
- the decorative effect is remarkably improved as compared with the conventional decoration composed of a combination of printing and convex portions.
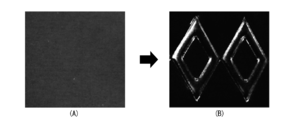
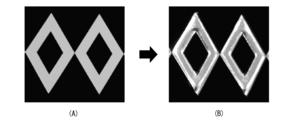
- FIG. 11 having a pattern formed in a color different from the part other than the pattern looks more three-dimensional than FIG. 10, and the decoration effect is clearly improved.
- the accompanying drawings (excluding FIG. 15) are described based on color diagrams (photographs) that are originals of black-and-white copy diagrams.
- the height and width of the convex portion are reduced.
- a packaging material such as a bag-like container or a sealing material
- the protruding portion can be formed in a cold, warm or hot manner. It is possible and excellent in moldability.
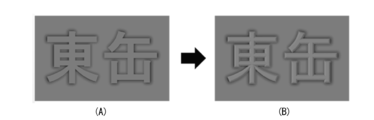
- the decorative laminated film of this invention it is the black-and-white copy figure of the color drawing which showed the state before convex part formation (A) and the state after convex part formation (B) about the aspect which printed the shadow around the character periphery.
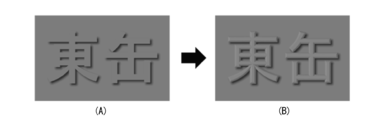
- a color showing a state before (A) and after forming a convex portion (B) with respect to an aspect in which a shadow is printed on the assumption that light is applied obliquely from the upper left of the character It is a black-and-white copy figure of drawing.
- the decorative laminated film of this invention is the black-and-white copy figure of the color drawing which showed the state before convex part formation (A) and the state after convex part formation (B) about the aspect which printed the whole circumference
- a color drawing showing a state before (A) and after (B) forming the convex portion It is a black-and-white copy figure.
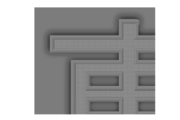
- it is a black-and-white copy figure of the color drawing which is the elements on larger scale explaining the other aspect.
- it is a black-and-white copy figure of the color drawing which is the elements on larger scale explaining the other aspect.
- FIG. 1 It is a black-and-white copy figure of the color photograph which copied the convex part formation (A) and the convex part formation (B) about the decorative laminated film produced in the comparative example 1.
- FIG. It is a black-and-white copy figure of the color photograph which copied the convex part formation (A) and the convex part formation (B) about the decorative laminated film produced in Example 1.
- FIG. It is a black-and-white copy figure of the color photograph which copied the convex part formation (A) and the convex part formation (B) about the decorative laminated film produced in the comparative example 3.
- FIG. 1 It is a black-and-white copy figure of the color photograph which copied the convex part formation (A) and the convex part formation (B) about the decorative laminated film produced in Example 4.
- FIG. It is a black-and-white copy figure of the color photograph which copied the convex part formation (A) and the convex part formation (B) about the decorative laminated film produced in the comparative example 2.
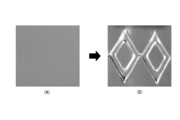
- FIG. It is a black-and-white copy figure of the color photograph which copied the convex part formation (A) and the convex part formation (B) about the decorative laminated film produced in Example 2.
- FIG. 1 It is a black-and-white copy figure of the color photograph which copied the convex part formation (A) and the convex part formation (B) about the decorative laminated film produced in Example 2.
- FIG. It is a black-and-white copy figure of the color photograph which copied the convex part formation (A) and the convex part formation (B) about the decorative laminated film produced in Example 3.
- FIG. It is a figure for demonstrating the shaping
- the metallic luster possessed by at least a part of the pattern is the same as that when the laminated film used has a metallic vapor deposition layer such as aluminum as described later, and the ground color of the laminated film has metallic luster. It can also be used. Moreover, metallic luster can also be provided by printing using the high brightness ink containing metal powders, such as a pearl pigment and aluminum. Further, at least one of hue, brightness, saturation, or glossiness given to the pattern is different from the part where the pattern is not formed, so that it is clearly distinguished from the part where the pattern is not formed, Combined with the presence of convex portions formed along the contour of the pattern, the three-dimensional effect of the pattern stands out. For example, as shown in FIG.
- a gold gloss is formed on a laminated film having a ground color of an aluminum vapor-deposited film by yellow printing, and a shadow is printed in black on the entire outline of a character (FIG. 1A). Then, this character portion is processed into a convex portion (FIG. 1B).
- the characters are clearly three-dimensional as compared with the embodiment (FIG. 4) in which the characters are formed only on the convex portions of the laminated film having the same golden luster.
- FIG. 2A assuming the case where light is applied to the three-dimensional character obliquely from the left direction on the laminated film having a golden luster as in the aspect shown in FIG.
- a shadow is printed partially in black (FIG. 2A), and this character is processed into a convex portion (FIG. 2B).
- the characters are more clearly three-dimensional than those in FIG. 1, which is an aspect of the present invention.
- the character portion is printed with a high-gloss gold gloss and the portion other than the character is printed in black (FIG. 3A), and the character is processed into a convex portion (FIG. 3B).
- the contrast between the gold color and the black color and the convex portion combine to make the character clear and three-dimensional.
- the letter (e) is printed by yellow printing on the laminated film having the ground color of the aluminum vapor-deposited film, and the letter is printed in white as a cross section from the upper end to the left side of the letter, and A shadow is printed in black on a part of the right side (FIG. 5A).
- FIG. 5B a portion printed in white and yellow is processed into a convex portion.
- the three-dimensional effect of the character is conspicuous due to the combination of the cross-section of the character, the shadow, and the convex portion.
- the entire pattern is three-dimensionalized with convex portions, but when the decorative laminated film of the present invention is used as a packaging material such as a bag-like container such as a pouch or a sealing material, its mechanical strength or Since the barrier property is required, the width of the main protrusion is 5 mm or less, particularly in the range of 1 to 3 mm, and the height of the protrusion is 0.35 mm or less, particularly in the range of 0.1 to 0.35 mm. It is preferable. Therefore, when a large pattern is formed, it is desirable that a part of the outline of the pattern is bordered by a convex portion.
- FIG. 6 is an enlarged view showing a part of the pattern portion of another embodiment of the decorative laminated film of the present invention.
- a golden gloss is obtained by printing yellow on a laminated film having a ground color of an aluminum deposited film.
- the contours of the characters are formed by the convex portions having a molding height of 0.35 mm or less and a molding width of 5 mm or less.
- the entire character can be represented three-dimensionally by the synergistic effect of the shadow and the convex portion formed along the line. If this effect is utilized, even if it is a thick character etc. with a big pattern, the decorativeness with a three-dimensional effect can be provided.
- the mold is higher than the mold around which the inner part of the character partitioned by the convex part is processed and the convex part is processed.
- FIG. 7 is a mode in which the glossiness is further different from the mode shown in FIG.
- the characters and the portions other than the characters also have a golden gloss.
- the character of the character is a part other than the character due to the difference in gloss between the shadow formed on the outline of the character, the outline of the character formed with the convex part, and the inner area partitioned by the convex part.
- the three-dimensional effect of the characters is more conspicuous than in FIG.
- the height of the mold for processing the inner area of the character divided by the convex portion is adjusted to be higher than the periphery of the character and slightly lower than the mold for processing the convex portion, and the surface is made rough. Can be formed.
- the roughness of the rough surface of the mold surface as described above, it is in a state in which light is scattered and glaring, further emphasizing the three-dimensional effect of characters and designs, and more excellent in design Decoration can be given.
- the present invention relates to a decorative laminated film in which characters and / or designs are formed on a laminated film composed of at least an inner surface film and an outer surface film by projections protruding on the printed and outer film side.
- at least a part of the design has a metallic luster, at least a part of the character and / or design is different from the region excluding the character and / or the design, at least one of hue, brightness, saturation, or gloss
- the present invention is not limited to the specific mode described above. For example, in the specific examples shown in FIGS.
- all portions other than the pattern have a uniform metallic luster, but the portions other than the pattern may have a matte texture without gloss.
- the entire pattern does not have to have a metallic luster, and may partially have a metallic luster so that only a part of the character is shining.
- colors different in hue, brightness, and saturation were used except for FIG. 4, but for example, only brightness and saturation were used such as gradation and blurring. Even if they are different, the same effect can be obtained.
- the entire pattern is processed with uniform convex portions
- the contour (part) of the pattern is processed with uniform convex portions.
- convex portions having different molding widths and heights can be combined.
- the decorative laminated film of the present invention is produced by forming a convex portion after printing characters and / or designs on the laminated film.
- the film constituting the laminated film in advance and laminate it with another film.
- the printed layer can be formed inside the laminated film, and damage to the printed layer can be effectively prevented without providing a protective layer such as a topcoat layer on the printed layer.
- a printing method a conventionally known printing method can be adopted, and gravure printing, flexographic printing, offset printing, inkjet printing, screen printing, and the like can be adopted.
- the decorative laminated film of this invention can also form a character and / or a pattern on a laminated film using the base color silver (aluminum color) of metal vapor deposition layers, such as aluminum.
- laminated film As a laminated film used for the decorative laminated film of the present invention, from the viewpoint of forming a convex part described later, it is possible to use a laminated film using a film having a large elongation for the inner film and a film having a small elongation for the outer film. desirable.
- a film having a large elongation used as the inner film a film having heat sealability made of polyethylene, polypropylene or the like is preferably used.
- nylon, polyethylene terephthalate hereinafter referred to as “PET”) is used as the film having a small elongation used as the outer film.
- the laminated film contains a metal vapor deposited film such as an aluminum vapor deposited film, and the laminated film is a metal as a ground color. It is preferable to have gloss.
- polyethylene film / stretched nylon film polyethylene film / stretched nylon film / stretched PET film, polyethylene film / stretched PET film / stretched nylon film, polyethylene film / Aluminum vapor-deposited stretched nylon film / stretched PET film, polyethylene film / aluminum vapor-deposited stretched PET film / stretched nylon film, polypropylene / stretched nylon film, polypropylene film / stretched nylon film / stretched PET film, polypropylene film / stretched PET film / stretched nylon Film, Polypropylene film / Aluminum deposition stretched nylon film / Stretched PET film, Polypropylene film / Aluminum deposition stretched PET film It can be suitably used n / a stretched nylon film or the like.
- the thicknesses of the inner surface film and the outer surface film before forming the convex portion are not limited to this, but from the viewpoint of the molding property of the convex portion, the inner film is in the range of 50 to 200 ⁇ m and the outer surface film is 10 to 30 ⁇ m. It is particularly preferable that the inner film has a thickness of about 3 to 20 times that of the outer film. Furthermore, another layer may be formed between the inner surface film and the outer surface film as long as the effects of the present invention are not impaired, such as the above metal vapor deposition film, or the outer surface film, such as a top coat layer. . When another layer is provided on the laminated film, the total thickness of the laminated film is desirably in the range of 70 to 300 ⁇ m.
- the convex portion is three-dimensionally formed on the laminated film having the pattern described above.
- the molding method for forming the convex part as long as the convex part protruding to the outer film side can be formed, but in the present invention, as described above, the film having a large elongation as the inner film, the outer film
- FIG. 15 is a view for explaining an example of the forming process of the convex portions of the decorative laminated film of the present invention.
- the laminated film 10 composed of the inner film 10a and the outer film 10b is treated at room temperature, Or it heats to the softening point temperature vicinity of the inner surface film 10a, and this processed laminated film is processed part in the site
- compression molding is performed in the thickness direction at 13, when the compressed portion releases the pressure, it projects to the outer surface film 10 b side and the convex portion 14 is formed.
- the forming process of the convex part may be cold performed without heating the processed part, or it is performed by heating up to the vicinity of the softening temperature of the inner surface film, or a temperature range between the cold and the hot. (Warm).
- the inner film when the inner film is polyethylene, it may be at least the temperature for heating the processed part to a temperature of 35 to 80 ° C. or the heat for heating the processed part to a temperature of 80 to 100 ° C.
- the forming height of the convex portion is determined by the amount of compression processing of the processing portion. For example, when processing is performed between a pair of rolls shown in FIG. 15, it is determined by the clearance amount of the processing portion 13 with respect to the anvil roll 12. Is done.
- compression molding is performed between a pair of rolls having the processing portion 13 on the processing roll 11.
- the present invention is not limited to this, and the portion corresponding to the processing portion 13 of the anvil roll 12 is used.
- a male mold may be formed.
- the side that receives the processed portion inner film side
- the side that receives the processed portion inner film side
- the forming process of the convex portion of the decorative laminated film of the present invention can be performed on a long laminated film or can be performed on a single laminated decorative film.
- the production method thereof is not limited.
- the convex portion can be formed on the bag-like container with a single sheet, or a plurality of bag-like containers on which long laminated films are stacked are continuously connected in a long shape.
- the bag-shaped container can be cut and manufactured.
- a bag-like container it can employ
- the sealing material of the present invention can be formed by punching the decorative laminated film of the present invention into a desired opening shape such as a cup-shaped or tray-shaped container.
- Laminated film Inner film: polyethylene (120 ⁇ m), outer film: stretched nylon film (15 ⁇ m) printed on the inner surface, and polyethylene terephthalate film (12 ⁇ m) evaporated on the outer surface between the inner film and outer film. Laminated film. In addition, when printing the outer surface film, if it is printed with yellow transparent ink, a gold color is exhibited by aluminum vapor deposition.
- Convex part processing that heats the laminated film to 50 ° C and compresses the laminated film in the thickness direction in the cold direction on the rotating rolls above the pair of rotating rolls.
- a rhombic frame-shaped convex portion protruding to the printing and outer surface film side was formed.
- the maximum forming width of the formed convex portion was 5 mm and the maximum forming height was 0.2 mm.
- the set clearance between the convex portion processed portion tip and the lower rotating roll (anvil roll) was set to 60 ⁇ m.
- Example 1 On the inner surface side of the outer film, yellow printing was performed, and a rhombus frame-like shade pattern by black printing was applied to form a rhombus frame-shaped convex portion exhibiting a gold color (see FIG. 9).
- Example 2 On the inner surface side of the outer film, a yellow rhombus frame-shaped pattern and a black background were printed to form gold-shaped rhombus frame-shaped projections (see FIG. 13).
- Example 3 In Example 2, the black rhombus frame pattern is not printed, but the black background is printed, the aluminum deposition surface of the silver rhombus frame pattern is exposed, and the rhombus frame projections exhibiting a silver color are formed. (See FIG. 14).
- Example 4 In Example 2, a yellow rhombus frame-shaped pattern and a black rhombus frame-shaped shadow pattern are printed around it, a silver aluminum deposition surface is used as a background, and a rhombus frame-shaped convex portion having a gold color is formed. (See FIG. 11).
- Example 1 (Comparative Example 1) In Example 1, the rhombus frame-shaped convex part which shows a gold color was formed, without printing the rhombus frame-shaped shadow pattern by black printing (refer FIG. 8).
- Example 2 In Example 2, the diamond-shaped frame-shaped convex portion was formed without printing the yellow diamond-shaped frame pattern (see FIG. 12).
- Example 4 (Comparative Example 3) In Example 4, the diamond-shaped frame-shaped convex portions were formed without printing the yellow diamond-shaped frame pattern and the shade pattern (see FIG. 10).
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Laminated Bodies (AREA)
- Wrappers (AREA)
- Bag Frames (AREA)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP16832806.0A EP3332956B1 (en) | 2015-08-06 | 2016-07-22 | Decorative laminate film, bag-like container having decorative laminate film, and seal material |
| CN201680045806.XA CN107848241B (zh) | 2015-08-06 | 2016-07-22 | 装饰层压膜、具有装饰层压膜的袋状容器以及密封材料 |
| US15/745,475 US11827049B2 (en) | 2015-08-06 | 2016-07-22 | Laminate film, and pouch-type container and sealing material having ornamental laminate film |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015-155936 | 2015-08-06 | ||
| JP2015155936A JP6144732B2 (ja) | 2015-08-06 | 2015-08-06 | 装飾積層フィルム、及びこの装飾積層フィルムを有する袋状容器並びにシール材 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017022527A1 true WO2017022527A1 (ja) | 2017-02-09 |
Family
ID=57942914
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/071575 Ceased WO2017022527A1 (ja) | 2015-08-06 | 2016-07-22 | 装飾積層フィルム、及びこの装飾積層フィルムを有する袋状容器並びにシール材 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US11827049B2 (https=) |
| EP (1) | EP3332956B1 (https=) |
| JP (1) | JP6144732B2 (https=) |
| CN (1) | CN107848241B (https=) |
| WO (1) | WO2017022527A1 (https=) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018092548A1 (ja) * | 2016-11-17 | 2018-05-24 | 東洋製罐株式会社 | 積層フィルムの立体成形方法 |
| WO2018139625A1 (ja) * | 2017-01-30 | 2018-08-02 | 東洋製罐株式会社 | 装飾積層フィルム、及びこの装飾積層フィルムを有する袋状容器並びにシール材 |
| JP2018122446A (ja) * | 2017-01-30 | 2018-08-09 | 東洋製罐株式会社 | 装飾積層フィルム、及びこの装飾積層フィルムを有する袋状容器並びにシール材 |
| JP2018126879A (ja) * | 2017-02-06 | 2018-08-16 | 東洋製罐株式会社 | 装飾積層フィルム、及びこの装飾積層フィルムを有する袋状容器並びにシール材 |
| CN110049645A (zh) * | 2019-04-10 | 2019-07-23 | Oppo广东移动通信有限公司 | 电子设备壳体及其制作方法和电子设备 |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6699201B2 (ja) * | 2016-01-27 | 2020-05-27 | 東洋製罐株式会社 | 装飾積層フィルム及びその製造方法 |
| JP7172124B2 (ja) * | 2018-05-11 | 2022-11-16 | 東洋製罐株式会社 | 積層フィルムの立体成形方法 |
| MX2021000297A (es) * | 2018-07-09 | 2021-06-23 | Selig Sealing Products Inc | Sello de pestañas con una pestaña de gran tamaño. |
| JP7305929B2 (ja) * | 2018-07-10 | 2023-07-11 | 東洋製罐株式会社 | 積層フィルムの立体加工方法及びその装置 |
| IT201900004141A1 (it) * | 2019-03-21 | 2020-09-21 | Guala Pack Spa | Imballo flessibile a pareti sottili (pouch) |
| JP2021095185A (ja) * | 2019-12-18 | 2021-06-24 | 王子ホールディングス株式会社 | 包装袋 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01234241A (ja) * | 1988-03-14 | 1989-09-19 | Toppan Printing Co Ltd | 転写シートおよび該転写シートを用いた熱硬化性樹脂化粧板の製造方法 |
| JP2000033660A (ja) * | 1998-06-29 | 2000-02-02 | Minnesota Mining & Mfg Co <3M> | 装飾シート |
| JP2009090507A (ja) * | 2007-10-05 | 2009-04-30 | Nissha Printing Co Ltd | 加飾シートとその製造方法、加飾成形品 |
| JP2009172998A (ja) * | 2007-12-27 | 2009-08-06 | Yoshino Kogyosho Co Ltd | 加飾合成樹脂成形品 |
| JP2009286076A (ja) * | 2008-05-30 | 2009-12-10 | Yoshino Kogyosho Co Ltd | 加飾合成樹脂成形品 |
| JP2011154175A (ja) * | 2010-01-27 | 2011-08-11 | Toppan Printing Co Ltd | 情報表示パネル |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2071031A (en) * | 1936-03-02 | 1937-02-16 | Heinn Co | Embossed printed sheet and method of making the same |
| JPS521111A (en) * | 1975-06-20 | 1977-01-06 | Tokiwa Leather Industrial Co | Production of wall paper |
| US5055343A (en) * | 1989-05-23 | 1991-10-08 | American Decal & Manufacturing Company | Patterned metallized film and method for making same |
| US5961706A (en) * | 1997-10-14 | 1999-10-05 | Technigraph Corporation | Method for applying a metallic appearance to a plastic substrate and an ink composition for use therein |
| US5950533A (en) * | 1997-11-10 | 1999-09-14 | Gencorp Inc. | Method and apparatus for treating embossed webs to provide a shadow effect and embossed web with a shadow effect |
| GB0114691D0 (en) * | 2001-06-15 | 2001-08-08 | Rasmussen O B | Laminates of films and methods and apparatus for their manufacture |
| US20030072919A1 (en) * | 2001-09-13 | 2003-04-17 | Frank Watts | Surface covering having differential gloss in-register and method of making |
| JP4370768B2 (ja) | 2002-10-22 | 2009-11-25 | 東洋製罐株式会社 | エンボス模様付き袋状容器の成形方法,エンボス模様付き袋状容器の成形装置及びエンボス模様付き袋状容器 |
| US7270861B2 (en) * | 2002-12-20 | 2007-09-18 | The Procter & Gamble Company | Laminated structurally elastic-like film web substrate |
| DE10323374A1 (de) * | 2003-05-21 | 2004-12-09 | Basf Drucksysteme Gmbh | Metallic-Druckfarbe und deren Verwendung zur Veredelung von Drucken |
| BRPI0415579A (pt) * | 2003-10-17 | 2007-01-02 | Du Pont | estrutura em multicamadas, embalagem e processo |
| CN101610916B (zh) * | 2007-09-28 | 2013-05-01 | Dic株式会社 | 装饰成形品及其制造方法 |
| CN201194453Y (zh) * | 2008-05-07 | 2009-02-11 | 比亚迪股份有限公司 | 一种带装饰层的壳体 |
| JP5150433B2 (ja) * | 2008-09-24 | 2013-02-20 | 藤森工業株式会社 | 積層フィルムの加工方法 |
| CN201530533U (zh) * | 2009-10-20 | 2010-07-21 | 武汉市天虹纸塑彩印有限公司 | 具有凹凸防伪功能的复合包装膜 |
| DE202010001261U1 (de) * | 2010-01-22 | 2010-05-06 | Mondi Ag | Kunststofffolienbeutel mit Relief |
| JP6051696B2 (ja) * | 2012-09-04 | 2016-12-27 | 東洋製罐株式会社 | 積層フィルムの立体成形方法 |
| US10913234B2 (en) * | 2014-08-29 | 2021-02-09 | Clopay Plastic Products Company, Inc. | Embossed matte and glossy plastic film and methods of making same |
-
2015
- 2015-08-06 JP JP2015155936A patent/JP6144732B2/ja active Active
-
2016
- 2016-07-22 US US15/745,475 patent/US11827049B2/en active Active
- 2016-07-22 WO PCT/JP2016/071575 patent/WO2017022527A1/ja not_active Ceased
- 2016-07-22 CN CN201680045806.XA patent/CN107848241B/zh active Active
- 2016-07-22 EP EP16832806.0A patent/EP3332956B1/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01234241A (ja) * | 1988-03-14 | 1989-09-19 | Toppan Printing Co Ltd | 転写シートおよび該転写シートを用いた熱硬化性樹脂化粧板の製造方法 |
| JP2000033660A (ja) * | 1998-06-29 | 2000-02-02 | Minnesota Mining & Mfg Co <3M> | 装飾シート |
| JP2009090507A (ja) * | 2007-10-05 | 2009-04-30 | Nissha Printing Co Ltd | 加飾シートとその製造方法、加飾成形品 |
| JP2009172998A (ja) * | 2007-12-27 | 2009-08-06 | Yoshino Kogyosho Co Ltd | 加飾合成樹脂成形品 |
| JP2009286076A (ja) * | 2008-05-30 | 2009-12-10 | Yoshino Kogyosho Co Ltd | 加飾合成樹脂成形品 |
| JP2011154175A (ja) * | 2010-01-27 | 2011-08-11 | Toppan Printing Co Ltd | 情報表示パネル |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018092548A1 (ja) * | 2016-11-17 | 2018-05-24 | 東洋製罐株式会社 | 積層フィルムの立体成形方法 |
| JP2018079634A (ja) * | 2016-11-17 | 2018-05-24 | 東洋製罐株式会社 | 積層フィルムの立体成形方法 |
| WO2018139625A1 (ja) * | 2017-01-30 | 2018-08-02 | 東洋製罐株式会社 | 装飾積層フィルム、及びこの装飾積層フィルムを有する袋状容器並びにシール材 |
| JP2018122446A (ja) * | 2017-01-30 | 2018-08-09 | 東洋製罐株式会社 | 装飾積層フィルム、及びこの装飾積層フィルムを有する袋状容器並びにシール材 |
| JP2018126879A (ja) * | 2017-02-06 | 2018-08-16 | 東洋製罐株式会社 | 装飾積層フィルム、及びこの装飾積層フィルムを有する袋状容器並びにシール材 |
| CN110049645A (zh) * | 2019-04-10 | 2019-07-23 | Oppo广东移动通信有限公司 | 电子设备壳体及其制作方法和电子设备 |
| CN110049645B (zh) * | 2019-04-10 | 2021-03-02 | Oppo广东移动通信有限公司 | 电子设备壳体及其制作方法和电子设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3332956A4 (en) | 2019-01-23 |
| JP6144732B2 (ja) | 2017-06-07 |
| CN107848241A (zh) | 2018-03-27 |
| CN107848241B (zh) | 2019-11-26 |
| JP2017030330A (ja) | 2017-02-09 |
| EP3332956A1 (en) | 2018-06-13 |
| US11827049B2 (en) | 2023-11-28 |
| US20190176510A1 (en) | 2019-06-13 |
| EP3332956B1 (en) | 2021-04-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6144732B2 (ja) | 装飾積層フィルム、及びこの装飾積層フィルムを有する袋状容器並びにシール材 | |
| JP6699201B2 (ja) | 装飾積層フィルム及びその製造方法 | |
| JP2017030330A5 (https=) | ||
| JP6486878B2 (ja) | 食品容器及びその製造方法 | |
| CN110214078B (zh) | 装饰层叠膜、具有装饰层叠膜的袋状容器以及具有装饰层叠膜的密封材料 | |
| TW201729995A (zh) | 包裝體 | |
| JP6434997B2 (ja) | 装飾積層フィルム、及びこの装飾積層フィルムを有する袋状容器並びにシール材 | |
| JP6434999B2 (ja) | 装飾積層フィルム、及びこの装飾積層フィルムを有する袋状容器並びにシール材 | |
| JP2013189259A (ja) | 米袋 | |
| CN112384361B (zh) | 膜的立体加工方法 | |
| CN205819874U (zh) | 一种具有凹凸感的软包薄膜袋 | |
| JP2017095105A (ja) | 紙製容器および紙製容器の胴部ピースの製造方法 | |
| KR100326657B1 (ko) | 데코레이션 시트 및 그 제조방법 | |
| CN206494288U (zh) | 一种新型仿牛皮纸包装袋 | |
| TW201600676A (zh) | 可透視多層堆疊色彩變幻膜之複合包裝材結構 | |
| JP3186111U (ja) | 米袋 | |
| JP2018122446A5 (https=) | ||
| JP2018126879A5 (https=) | ||
| TWM562777U (zh) | 具金屬質感與燙金圖案之容器 | |
| JPH0577867A (ja) | 金 封 | |
| JP2011140343A (ja) | 穀物袋及びその穀物袋の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16832806 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2016832806 Country of ref document: EP |