WO2017006955A1 - 方向性電磁鋼板とその製造方法 - Google Patents
方向性電磁鋼板とその製造方法 Download PDFInfo
- Publication number
- WO2017006955A1 WO2017006955A1 PCT/JP2016/069976 JP2016069976W WO2017006955A1 WO 2017006955 A1 WO2017006955 A1 WO 2017006955A1 JP 2016069976 W JP2016069976 W JP 2016069976W WO 2017006955 A1 WO2017006955 A1 WO 2017006955A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- mass
- steel sheet
- annealing
- grain
- oriented electrical
- Prior art date
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 77
- 239000010959 steel Substances 0.000 title claims abstract description 77
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 34
- 238000000034 method Methods 0.000 title description 45
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims abstract description 131
- 238000000137 annealing Methods 0.000 claims abstract description 111
- 229910052839 forsterite Inorganic materials 0.000 claims abstract description 68
- HCWCAKKEBCNQJP-UHFFFAOYSA-N magnesium orthosilicate Chemical compound [Mg+2].[Mg+2].[O-][Si]([O-])([O-])[O-] HCWCAKKEBCNQJP-UHFFFAOYSA-N 0.000 claims abstract description 68
- 229910052742 iron Inorganic materials 0.000 claims abstract description 62
- 239000012298 atmosphere Substances 0.000 claims abstract description 53
- 239000011248 coating agent Substances 0.000 claims abstract description 48
- 238000000576 coating method Methods 0.000 claims abstract description 48
- 229910052757 nitrogen Inorganic materials 0.000 claims abstract description 31
- 238000005261 decarburization Methods 0.000 claims abstract description 25
- 150000001875 compounds Chemical class 0.000 claims abstract description 23
- 238000010438 heat treatment Methods 0.000 claims abstract description 15
- 238000005097 cold rolling Methods 0.000 claims abstract description 7
- 229910001224 Grain-oriented electrical steel Inorganic materials 0.000 claims description 43
- 238000001953 recrystallisation Methods 0.000 claims description 25
- 238000002791 soaking Methods 0.000 claims description 21
- 239000000203 mixture Substances 0.000 claims description 12
- 229910052717 sulfur Inorganic materials 0.000 claims description 12
- 229910010413 TiO 2 Inorganic materials 0.000 claims description 10
- 239000012535 impurity Substances 0.000 claims description 9
- 229910052748 manganese Inorganic materials 0.000 claims description 9
- 229910052710 silicon Inorganic materials 0.000 claims description 9
- 229910052718 tin Inorganic materials 0.000 claims description 7
- 229910052787 antimony Inorganic materials 0.000 claims description 6
- 229910052797 bismuth Inorganic materials 0.000 claims description 6
- 229910052804 chromium Inorganic materials 0.000 claims description 6
- 229910052802 copper Inorganic materials 0.000 claims description 6
- 229910052750 molybdenum Inorganic materials 0.000 claims description 5
- 229910052698 phosphorus Inorganic materials 0.000 claims description 4
- 229910052782 aluminium Inorganic materials 0.000 claims description 3
- 239000003112 inhibitor Substances 0.000 abstract description 15
- 238000005098 hot rolling Methods 0.000 abstract description 8
- 239000003795 chemical substances by application Substances 0.000 abstract description 2
- 229910000859 α-Fe Inorganic materials 0.000 abstract 1
- 239000000463 material Substances 0.000 description 22
- 230000000694 effects Effects 0.000 description 16
- 239000000047 product Substances 0.000 description 15
- 238000005452 bending Methods 0.000 description 12
- 230000006866 deterioration Effects 0.000 description 8
- 229910052719 titanium Inorganic materials 0.000 description 8
- 239000002244 precipitate Substances 0.000 description 7
- 238000004804 winding Methods 0.000 description 7
- 229910052739 hydrogen Inorganic materials 0.000 description 6
- 230000008569 process Effects 0.000 description 6
- 229910052711 selenium Inorganic materials 0.000 description 6
- 238000012937 correction Methods 0.000 description 5
- 230000001965 increasing effect Effects 0.000 description 5
- 238000005259 measurement Methods 0.000 description 5
- 230000015572 biosynthetic process Effects 0.000 description 4
- 238000009749 continuous casting Methods 0.000 description 4
- 238000001816 cooling Methods 0.000 description 4
- 239000011162 core material Substances 0.000 description 4
- 238000002474 experimental method Methods 0.000 description 4
- 230000005381 magnetic domain Effects 0.000 description 4
- 238000012545 processing Methods 0.000 description 4
- 238000003303 reheating Methods 0.000 description 4
- 238000011282 treatment Methods 0.000 description 4
- 229910001347 Stellite Inorganic materials 0.000 description 3
- 230000032683 aging Effects 0.000 description 3
- AHICWQREWHDHHF-UHFFFAOYSA-N chromium;cobalt;iron;manganese;methane;molybdenum;nickel;silicon;tungsten Chemical compound C.[Si].[Cr].[Mn].[Fe].[Co].[Ni].[Mo].[W] AHICWQREWHDHHF-UHFFFAOYSA-N 0.000 description 3
- 230000007423 decrease Effects 0.000 description 3
- 238000011161 development Methods 0.000 description 3
- 230000018109 developmental process Effects 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-M hydroxide Chemical compound [OH-] XLYOFNOQVPJJNP-UHFFFAOYSA-M 0.000 description 3
- 239000012299 nitrogen atmosphere Substances 0.000 description 3
- 230000035882 stress Effects 0.000 description 3
- 239000002344 surface layer Substances 0.000 description 3
- 229910000976 Electrical steel Inorganic materials 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 230000000996 additive effect Effects 0.000 description 2
- 229910052799 carbon Inorganic materials 0.000 description 2
- 238000005266 casting Methods 0.000 description 2
- 239000013078 crystal Substances 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 238000010894 electron beam technology Methods 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 230000005284 excitation Effects 0.000 description 2
- 239000012467 final product Substances 0.000 description 2
- 230000004907 flux Effects 0.000 description 2
- 230000005389 magnetism Effects 0.000 description 2
- 238000007254 oxidation reaction Methods 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 239000002994 raw material Substances 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 230000001680 brushing effect Effects 0.000 description 1
- 238000005229 chemical vapour deposition Methods 0.000 description 1
- 210000001787 dendrite Anatomy 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 230000005764 inhibitory process Effects 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 150000004767 nitrides Chemical class 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 238000005240 physical vapour deposition Methods 0.000 description 1
- 238000005554 pickling Methods 0.000 description 1
- 230000001376 precipitating effect Effects 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000007670 refining Methods 0.000 description 1
- 230000003252 repetitive effect Effects 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 238000009628 steelmaking Methods 0.000 description 1
- 238000005728 strengthening Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000009849 vacuum degassing Methods 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1277—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties involving a particular surface treatment
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/74—Methods of treatment in inert gas, controlled atmosphere, vacuum or pulverulent material
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D3/00—Diffusion processes for extraction of non-metals; Furnaces therefor
- C21D3/02—Extraction of non-metals
- C21D3/04—Decarburising
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/008—Heat treatment of ferrous alloys containing Si
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1216—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the working step(s) being of interest
- C21D8/1233—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1244—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the heat treatment(s) being of interest
- C21D8/1255—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the heat treatment(s) being of interest with diffusion of elements, e.g. decarburising, nitriding
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1244—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the heat treatment(s) being of interest
- C21D8/1272—Final recrystallisation annealing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1277—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties involving a particular surface treatment
- C21D8/1283—Application of a separating or insulating coating
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/004—Very low carbon steels, i.e. having a carbon content of less than 0,01%
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/008—Ferrous alloys, e.g. steel alloys containing tin
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/20—Ferrous alloys, e.g. steel alloys containing chromium with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/34—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/12—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials
- H01F1/14—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys
- H01F1/147—Alloys characterised by their composition
- H01F1/14766—Fe-Si based alloys
- H01F1/14775—Fe-Si based alloys in the form of sheets
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/12—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials
- H01F1/14—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys
- H01F1/16—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys in the form of sheets
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1216—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the working step(s) being of interest
- C21D8/1222—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1244—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the heat treatment(s) being of interest
- C21D8/1266—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the heat treatment(s) being of interest between cold rolling steps
Definitions
- the present invention relates to a grain-oriented electrical steel sheet suitable for use in a wound core of a transformer and a method for manufacturing the same.
- Oriented electrical steel sheet is a steel material used as a core material for transformers and generators.
- a steel plate is cut at an oblique angle and laminated as it is, but in many cases, a small transformer is used by winding a steel plate in a coil shape.
- strain relief annealing is performed to remove the processing strain and recover the magnetic characteristics.
- the grain-oriented electrical steel sheet used for such a purpose is a crystal grain having a Goss orientation during finish annealing by finely dispersing and precipitating a so-called inhibitor before secondary recrystallization and by this inhibitor (pinning) effect.
- it is produced by a secondary recrystallization method.
- Patent Document 1 discloses a method of using AlN or MnS as an inhibitor
- Patent Document 2 discloses a method of using MnS or MnSe as an inhibitor, which is widely used industrially.
- the technique of secondary recrystallization using these inhibitors requires reheating the slab to a high temperature of 1400 ° C. or higher in order to dissolve the inhibitor-forming components prior to hot rolling. This is an extremely useful technique in that recrystallized grains can be stably grown.
- Patent Document 3 proposes a technique for developing secondary recrystallization having Goth orientation using a material that does not contain an inhibitor-forming component.
- This technology eliminates impurities such as inhibitor forming components as much as possible, prevents them from segregating and concentrating at the grain boundaries, and reveals the grain boundary character dependence of grain boundary energy in the primary recrystallized structure. Therefore, the above-mentioned effect is generally called a “texture inhibition effect”. Since this method does not require the inhibitor to be finely dispersed and precipitated before the secondary recrystallization, it eliminates the need for high-temperature reheating of the slab, and thus has great advantages in terms of energy costs and equipment maintenance.
- not containing an inhibitor-forming component means that the content is so small that it cannot function as an inhibitor even if the inhibitor is formed.
- the coating formed on the steel sheet surface is excellent in peeling resistance, that is, winding. It is required not to be peeled off even by processing or to have excellent insulating properties.
- a technique for improving these film characteristics a technique for adding a small amount of a Ti compound to an annealing separator has been developed.
- Patent Document 4 discloses a technique for improving film properties by adding 2 to 20 parts by mass of TiO 2 to MgO: 100 parts by mass.
- Patent Document 5 discloses that MgO: 100 parts by mass.
- a technique for improving film properties by adding 2 to 40 parts by mass of a Ti compound is disclosed.
- Japanese Patent Publication No. 40-15644 Japanese Patent Publication No.51-13469 JP 2000-129356 A Japanese Patent Publication No.49-29409 Japanese Patent Publication No.51-12451
- Patent Documents 4 and 5 described above for improving the film characteristics by adding a Ti compound such as Ti oxide or Ti hydroxide to MgO has been disclosed.
- a Ti compound such as Ti oxide or Ti hydroxide
- the present invention has been made in view of the above-mentioned problems in the prior art, and the purpose thereof is not only excellent in film characteristics, but also subjected to strain relief annealing using a material that does not contain an inhibitor-forming component.
- An object is to provide a grain-oriented electrical steel sheet having excellent iron loss characteristics and to propose an advantageous manufacturing method thereof.
- the inventors focused on the balance between the Ti and N amounts contained in the steel sheet having the forsterite coating and the Ti and N amounts contained in the ground iron from which the forsterite coating was removed, in order to solve the above problems.
- We studied earnestly As a result, when producing a grain-oriented electrical steel sheet using a material that does not contain an inhibitor-forming component, it is due to the Ti compound added for the purpose of improving the coating properties in the annealing separator (MgO).
- MgO annealing separator
- the component composition of the base iron from which the forsterite film is removed contains C: 0.0050 mass% or less, Si: 2.0 to 8.0 mass%, and Mn: 0.005 to 1.0 mass%.
- the balance of Ti (mass%) and N (mass%) contained in the iron which is composed of Fe and unavoidable impurities and from which the forsterite film has been removed is Ti (a) and N (a),
- Ti amount (mass%) and the N amount (mass%) contained in the steel plate having a stellite film are Ti (b) and N (b), respectively, N (b) ⁇ 0.0050 mass%, and N (b) / N (a) ⁇ 4 and Ti (b) / Ti (a) ⁇ 4.
- the grain-oriented electrical steel sheet according to the present invention is characterized in that the Ti (a) is 0.0025 mass% or less, and the N (a) is 0.0010 mass% or less.
- the grain-oriented electrical steel sheet according to the present invention includes Ni: 0.010-1.50 mass%, Cr: 0.01-0. 50 mass%, Cu: 0.01 to 0.50 mass%, Bi: 0.005 to 0.50 mass%, Sb: 0.010 to 0.200 mass%, Sn: 0.010 to 0.200 mass%, Mo: 0 It is characterized by containing one or more selected from 0.010 to 0.200 mass% and P: 0.010 to 0.200 mass%.
- grain-oriented electrical steel sheet according to the present invention is used for a wound core of a transformer.
- C 0.010 to 0.100 mass%, Si: 2.0 to 8.0 mass%, Mn: 0.005 to 1.0 mass%, Al: 0.010 mass% or less, N: 0 0.005 mass% or less, S: 0.0050 mass% or less and Se: 0.0050 mass% or less, with the remainder being hot-rolled and subjected to hot-rolled sheet annealing with a component composition consisting of Fe and inevitable impurities Or without performing hot-rolled sheet annealing, cold rolling is performed once or two or more times with intermediate annealing, decarburization annealing also serving as primary recrystallization annealing, mainly composed of MgO, and Ti compound.
- the decarburization annealing is performed at a soaking temperature of 800 to 900 ° C., and the atmosphere in the heating process to the above temperature Proposes a method for producing a grain-oriented electrical steel sheet characterized by a dry atmosphere having a dew point of 0 °C or less.
- the method for producing the grain-oriented electrical steel sheet according to the present invention is characterized in that a temperature range to be a dry atmosphere in the heating process of the decarburization annealing is set to a range of 350 ° C. or less and 750 ° C. or more to a soaking temperature.
- a Ti compound added in an amount of 0.5 to 10 parts by mass in terms of TiO 2 with respect to 100 parts by mass of MgO is used as the annealing separator. It is characterized by.
- the method for producing the grain-oriented electrical steel sheet according to the present invention includes N 2 : 10 to 50 vol% containing N 2 when the secondary temperature is raised from the secondary recrystallization temperature to the highest temperature in the finish annealing. It is characterized by an atmosphere.
- the method for producing the grain-oriented electrical steel sheet according to the present invention is characterized in that the highest temperature reached in the finish annealing is in the range of 1170 to 1250 ° C.
- the slab used in the method for producing the grain-oriented electrical steel sheet according to the present invention may further include Ni: 0.010 to 1.50 mass%, Cr: 0.01 to 0.50 mass%, Cu, in addition to the above component composition. : 0.01 to 0.50 mass%, Bi: 0.005 to 0.50 mass%, Sb: 0.010 to 0.200 mass%, Sn: 0.010 to 0.200 mass%, Mo: 0.010 to 0 200% by mass and P: 0.010 to 0.200% by mass, or one or more types selected from 0.010 to 0.200 mass%.
- the inhibitor is optimized by optimizing the balance between the Ti amount and N amount contained in the steel plate having the forsterite coating and the Ti amount and N amount contained in the ground iron from which the forsterite coating has been removed. Even when using materials that do not contain forming components, it is possible to stabilize the grain-oriented electrical steel sheet that not only excels in film properties and magnetic properties of the product plate, but also in iron loss properties after winding and stress relief annealing. Can be provided.
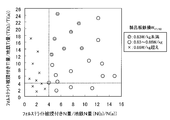
- the ratio of the amount of Ti and N contained in the steel sheet having the forsterite coating to the amount of Ti and N contained in the ground iron from which the forsterite coating has been removed is the difference in iron loss before and after strain relief annealing (deterioration amount). It is a graph which shows the influence which acts on.
- the atmosphere in the temperature raising process up to 850 ° C. is a dry atmosphere of 100 vol% N 2 from room temperature to 350 ° C. (dew point ⁇ 50 ° C.), and 50 vol% H 2 -50 vol% N from 350 ° C. to 750 ° C. No. 2 wet atmosphere (dew point 60 ° C.), and further from 750 ° C. to 850 ° C., 100 vol% N 2 dry atmosphere (dew point ⁇ 50 ° C.).
- an annealing separator containing MgO as a main component and adding TiO 2 in various amounts within a range of 0 to 20 parts by mass with respect to 100 parts by mass of MgO was applied with various basis weights applied, and dried.
- the secondary recrystallization is completed by maintaining in an N 2 atmosphere at 950 ° C. for 40 hours, and then the secondary temperature is increased at a rate of temperature increase of 20 ° C./h to a maximum temperature between 1140 and 1280 ° C. After holding for 10 hours in an H 2 atmosphere, finish annealing was performed for cooling.
- the atmosphere during the secondary temperature increase was a mixed atmosphere of N 2 and H 2 , and the concentration of N 2 was variously changed in the range of 0 to 75 vol%.
- the atmosphere during cooling was an Ar atmosphere.
- flattening annealing at 830 ° C. ⁇ 30 s was performed to obtain a product plate (oriented electrical steel sheet).
- the iron loss W 17/50 (iron loss value when 1.7 T excitation was performed at a frequency of 50 Hz) was measured by the method described in JIS C2550.
- the Ti amount and N amount contained in the steel sheet were measured by the methods described in JIS G1223 and JIS G1228. Further, after the forsterite film is removed by immersing the forsterite-coated steel sheet in a 10 mass% HCl solution at 85 ° C. for 3 minutes, the Ti content and N content contained in the ground iron are described in JIS G1223 and JIS G1228. Measured by the method.
- the above measurement results are obtained by comparing the Ti amount (Ti (b)) contained in the steel plate having the forsterite film and the Ti amount (Ti (a)) contained in the ground iron from which the forsterite film has been removed (Ti ( b) / Ti (a)), and the N content (N (b)) contained in the steel sheet having the forsterite coating and the N content (N (a)) contained in the ground iron from which the forsterite coating has been removed.
- the ratio (N (b) / N (a)) is shown in FIG.
- the iron loss W 17/50 was measured by the method described in JIS C2550, and the iron loss difference (iron loss before and after bending ) was measured. The amount of deterioration) was determined.
- FIG. 2 shows the arrangement of the ratio (a)) (N (b) / N (a)).
- (Ti (b) / Ti (a)) is 4 or more and (N (b) / N (a)) is 4 or more, and the amount of N contained in the steel plate with forsterite coating (N (b)) is 0.0050 mass% or less, and it turns out that the iron loss deterioration after performing stress relief annealing is small.
- the amount of Ti in the steel plate with forsterite coating, the amount of N, and the amount of Ti in the ground iron from which the forsterite coating has been removed, the amount of N is in the above range, and the magnetic properties are good, and the magnetism after strain relief annealing
- the magnetic properties after flattening annealing are inferior, and the reason for further deterioration of the magnetic properties after bending and strain relief annealing is that fine precipitates containing Ti precipitate inside the iron I believe that.
- the Ti source of the Ti-containing precipitate is a Ti compound such as Ti oxide or Ti hydroxide added to the annealing separator (MgO) for the purpose of improving the film characteristics.
- MgO annealing separator
- This Ti compound helps to form a good film by reacting with MgO during finish annealing, but at that time, Ti is liberated and penetrates into the ground iron and is considered to form fine precipitates.
- the element contains a large amount of N, S, Se, etc. that form a compound with Ti. Since it moves to the coating film side and forms a Ti compound inside the coating film, Ti is prevented from entering the ground iron.
- the above effect cannot be expected, so it is believed that the adverse effect on magnetic properties will be greater than when using a material that contains an inhibitor-forming component. .
- the inventors examined a method for obtaining the same effect as the material containing the inhibitor-forming component by using the material not containing the inhibitor-forming component and the annealing separator added with the Ti compound.
- a component for fixing Ti separated and generated from the Ti compound added to the annealing separator may be contained in the coating during the formation of the forsterite coating, but only N can be added to the coating from the outside.
- the atmosphere at the time of the secondary temperature rise of the finish annealing (formation process from the secondary recrystallization temperature to the maximum temperature) in which the forsterite film is formed is N 2 containing gas, and N is contained in the forsterite film. I came up with the idea to invade.
- the balance between the Ti amount and N amount in the steel plate with the forsterite coating and the Ti amount and N amount in the ground iron from which the forsterite coating has been removed is balanced.
- the amount of N, S, and Se in the material that forms Ti and precipitates is small, so that the forsterite film formed by finish annealing is used.
- both the low temperature range of 350 ° C. or less and the high temperature range from 750 ° C. to the soaking temperature in the heating process up to the soaking temperature in the decarburization annealing are made dry atmosphere.
- the shape of the scale is a shape in which a lamellar shape and a dendrite shape coexist, and the ratio of the amount of Ti in the forsterite film and the amount of N entering the steel can be controlled within an appropriate range. Therefore, in the production method of the present invention, it is desirable that both the low temperature range of 350 ° C. or less and the high temperature range from 750 ° C. to the soaking temperature in the heating process of the decarburization annealing be a dry atmosphere.
- the dry atmosphere means an atmosphere having a dew point of 0 ° C. or less.
- C 0.005 mass% or less Since C is an element that causes magnetic aging and deteriorates the iron loss characteristics of the product plate, it is limited to 0.005 mass% or less. Preferably it is 0.003 mass% or less.
- Si 2.0 to 8.0 mass%
- Si is an element necessary for increasing the specific resistance of steel and reducing iron loss. If the effect is less than 2.0 mass%, it is not sufficient. On the other hand, if it exceeds 8.0 mass%, the workability deteriorates and it is difficult to roll and manufacture. Therefore, Si is set to a range of 2.0 to 8.0 mass%. Preferably, it is in the range of 2.5 to 4.5 mass%.
- Mn 0.005 to 1.0 mass%
- Mn is an element necessary for improving the hot workability of steel. If the effect is less than 0.005 mass%, it is not sufficient. On the other hand, if it exceeds 1.0 mass%, the magnetic flux density of the product plate is lowered. Therefore, Mn is set to a range of 0.005 to 1.0 mass%. Preferably, it is in the range of 0.02 to 0.30 mass%.
- Ni 0.010 to 1.50 mass%
- Cr 0.01 to 0 in addition to the above component composition for the purpose of improving magnetic properties.
- the amount of each additive is less than the lower limit of the above range, the magnetic property improvement effect is poor.
- the amount of each additive is larger than the upper limit of the above range, the saturation magnetic flux density decreases and the magnetic This is not preferable because the effect of improving the characteristics is negated.
- the balance other than the C, Si, Mn and the selectively added components is Fe and inevitable impurities.
- the grain-oriented electrical steel sheet of the present invention is manufactured using a material that does not contain an inhibitor forming component (Al, N, S, Se), Al other than N that is nitrided in the forsterite coating during finish annealing, S and Se are unavoidable impurity levels.
- the grain-oriented electrical steel sheet of the present invention includes Ti amount (Ti (b)) and N amount (N (b)) contained in the steel plate having a forsterite film, and The amount of Ti (Ti (a)) and the amount of N (N (a)) contained in the ground iron after removing the forsterite film are respectively N (b): 0.0050 mass% or less, (Ti (b) / Ti (a)) ⁇ 4, (N (b) / N (a)) ⁇ 4 It is necessary to be.
- N (b) exceeds 0.0050 mass%, N in the forsterite film penetrates into the ground iron when the product plate is subjected to strain relief annealing, thereby forming a nitride precipitate and causing a decrease in magnetism. Further, when (Ti (b) / Ti (a)) or (N (b) / N (a)) is lower than 4, Ti in the coating cannot be sufficiently fixed as described above. , The magnetic properties deteriorate. More preferably, N (b): 0.0030 mass% or less, (Ti (b) / Ti (a)) ⁇ 10, (N (b) / N (a)): 4-10 It is.
- the range of Ti (b) is not particularly limited, but is preferably in the range of 0.0080 to 0.0250 mass%.
- the amount of Ti and N contained in the ground iron after removing the forsterite film is preferably as small as possible in order to reduce TiN precipitates and improve iron loss characteristics.
- the present invention is a technique that requires the addition of the Ti compound to the annealing separator, it is not possible to completely prevent the intrusion of Ti into the ground iron. It is difficult to make it less than 0007 mass%.
- the present invention is a technology for producing a grain-oriented electrical steel sheet using a material that does not contain an inhibitor-forming component.
- S and Se contained in the material are not formed during finish annealing. It moves into the stellite film and is fixed. Since S and Se contained in the material not containing the inhibitor-forming component are 0.0050 mass% or less, as will be described later, the amount of S contained in the steel plate with forsterite coating (S (b)) and Se.
- the amount (Se (b)) is preferably 0.0050 mass% or less, respectively, except for the case where an S compound or Se compound is added to the annealing separator for the purpose of improving the film properties.
- the steel material (slab) used for the production of the grain-oriented electrical steel sheet according to the present invention is the one in which the inhibitor forming components other than the essential component Mn are reduced as much as possible from the purpose of the present invention.
- the inhibitor forming components other than the essential component Mn are reduced as much as possible from the purpose of the present invention.
- the steel material (slab) used in the present invention preferably has a C in the range of 0.010 to 0.100 mass%. If C is less than 0.010 mass%, the grain boundary strengthening effect of C is lost and cracks are generated in the slab, which hinders production and causes surface defects. On the other hand, when C exceeds 0.100 mass%, it becomes difficult to reduce to 0.005 mass% or less at which no magnetic aging occurs due to decarburization annealing during the manufacturing process. More preferably, it is in the range of 0.020 to 0.080 mass%.
- the steel material (slab) used in the present invention is composed of components other than those described above, specifically, essential components (Si, Mn) excluding C and components (Ni, Cr, Cu) that can be selectively added. , Bi, Sb, Sn, Mo, P) preferably have the same composition as the product plate described above. If the said component is a normal manufacturing method, since it hardly changes in a manufacturing process, it is necessary to adjust to the predetermined component range in the steelmaking stage.
- the manufacturing method of the said steel raw material (slab) used for this invention can use the same manufacturing method as the conventional raw material for grain-oriented electrical steel sheets, and there is no restriction
- steel melted in a converter or electric furnace, etc. is secondarily refined with a vacuum degassing apparatus etc., and the steel is melted by a generally known refining process that adjusts to the above component composition, then the continuous casting method or ingot forming -A method of forming a slab using a block rolling method can be used.
- a thin cast piece having a thickness of 100 mm or less may be manufactured by a direct casting method.
- the slab is reheated to a predetermined temperature in a heating furnace and then subjected to hot rolling.
- the reheating temperature of the slab can be lower than the heating temperature (1400 ° C. or more) of the slab containing the inhibitor forming component because the slab does not contain the inhibitor forming component.
- the temperature may be 1300 ° C. or lower. Therefore, it is more advantageous in terms of energy cost and surface quality than when using a slab containing an inhibitor-forming component.
- the hot rolling following the reheating of the slab may be performed under generally known conditions and is not particularly limited.
- this hot rolling may be abbreviate
- the hot-rolled sheet having a predetermined thickness by hot rolling may be subjected to hot-rolled sheet annealing as necessary.
- the soaking temperature of this hot-rolled sheet annealing is preferably in the range of 800 to 1200 ° C. in order to obtain good magnetic properties. If it is less than 800 degreeC, the band structure
- the steel sheet after the hot rolling or hot-rolled sheet annealing is then cold-rolled to the final sheet thickness (product thickness) by performing cold rolling at least once with the intermediate annealing interposed therebetween.
- the soaking temperature of the intermediate annealing is preferably in the range of 900 to 1200 ° C.
- the temperature is lower than 900 ° C.
- the recrystallized grains become fine, the Goss nuclei in the primary recrystallized structure are reduced, and the magnetic properties are deteriorated.
- it exceeds 1200 ° C. the crystal grains become too coarse as in the case of hot-rolled sheet annealing, and it becomes difficult to obtain a primary recrystallized structure of sized grains.
- it is in the range of 950 to 1150 ° C.
- the final cold rolling in the cold rolling described above is performed by increasing the plate temperature to a temperature of 100 to 300 ° C. in order to improve the primary recrystallization texture and improve the magnetic properties. It is preferable to adopt. In order to improve the magnetic properties, it is also effective to perform one or more aging treatments in which the steel sheet temperature is heated to 100 to 300 ° C. during the cold rolling.
- the cold-rolled sheet having the final thickness is subjected to decarburization annealing that also serves as primary recrystallization annealing.
- the soaking temperature in the decarburization annealing is preferably in the range of 800 to 900 ° C. from the viewpoint of ensuring sufficient decarburization properties. More preferably, it is in the range of 820 to 870 ° C.
- the atmosphere for decarburization annealing is preferably a moist atmosphere with a dew point of 45 to 70 ° C. from the viewpoint of ensuring decarburization.
- the dew point is 0 ° C. or less in the atmosphere in the heating process up to the soaking temperature in the decarburization annealing. It is necessary to have a dry atmosphere. By making a dry atmosphere, the interface shape between the subscale formed on the steel sheet surface layer and the ground iron becomes a coexistence state of lamellar and dendritic, and the ratio of the Ti content in the forsterite coating and the N content entering the steel This is because it can be controlled within an appropriate range.
- the dew point is preferably ⁇ 20 ° C. or lower.
- a preferable temperature range for the dry atmosphere is a low temperature range of 350 ° C.
- the intermediate temperature range of more than 350 ° C. and less than 750 ° C. is preferably a moist atmosphere from the viewpoint of promoting the formation of lamellar subscales.
- the heating rate up to the decarburization temperature is preferably 50 ° C./s or more from the viewpoint of increasing Goss nuclei. More preferably, it is 100 ° C./s or more.
- the upper limit is preferably about 400 ° C./s. .
- the steel sheet after the decarburization annealing is applied with an annealing separator mainly composed of MgO on the steel sheet surface, dried, and then subjected to finish annealing to develop a secondary recrystallized structure, and to form a forsterite film.
- the above-mentioned annealing separator mainly composed of MgO must contain a Ti compound such as Ti oxide or Ti hydroxide in order to improve the film properties.
- the Ti compound include TiO, TiO 2 , Ti (OH) 4 , and TiO (OH) 2 .
- the amount of Ti compound added is preferably in the range of 0.5 to 10 parts by mass in terms of TiO 2 with respect to 100 parts by mass of MgO.
- the lower limit is more preferably 1 part by mass, and even more preferably 2 parts by mass, while the upper limit is more preferably 7 parts by mass, and even more preferably 5 parts by mass.
- the finish annealing may be performed at a temperature of 800 ° C. or higher in order to develop secondary recrystallization, and in order to complete the secondary recrystallization, the temperature is set at 800 ° C. or higher for 20 hours. It is preferable to hold the above.
- the secondary temperature is preferably raised to the highest temperature within the range of 1170 to 1250 ° C. More preferably, it is in the range of 1190-1230 ° C.
- the average rate of temperature rise when the secondary temperature is raised from the temperature at which the secondary recrystallization is completed to the maximum temperature is in the range of 5 to 50 ° C./h. If the temperature is less than 5 ° C./h, the orientation other than the Goss orientation causes secondary recrystallization, so that the magnetic properties are deteriorated. On the other hand, if it exceeds 50 ° C./h, the film formation time is shortened and a film defect may occur. More preferably, it is in the range of 10 to 30 ° C./h.
- the gas other than N 2 is preferably H 2 or Ar. More preferably, it is in the range of 15 to 35 vol%.
- the unreacted annealing separator adhering to the surface of the steel plate is removed by washing, brushing, pickling, etc., and then subjected to flattening annealing for shape correction to obtain a product plate.
- the soaking temperature in the flattening annealing is preferably 750 to 950 ° C., and the soaking time is preferably in the range of 5 to 60 s. When the soaking temperature is less than 750 ° C. or the soaking time is less than 5 s, the shape correction effect is not sufficiently obtained. On the other hand, when the soaking temperature exceeds 950 ° C.
- a more preferable soaking temperature is 800 to 900 ° C., and a soaking time is in the range of 10 to 45 s.
- the grain-oriented electrical steel sheet on which the forsterite film obtained as described above is formed has an insulating film formed on the surface of the steel sheet in the flattening annealing or the steps before and after the annealing.
- the insulating coating is preferably a tension imparting type.
- the tension-imparting type insulating film when forming a film through a binder, or after depositing an inorganic substance on the steel sheet surface layer by physical vapor deposition or chemical vapor deposition, The adhesion of the coating is further improved, and a remarkable iron loss reduction effect can be obtained.
- a magnetic domain refinement process in order to further reduce the iron loss, it is effective to perform a magnetic domain refinement process.
- a generally practiced method for example, a method of forming a groove on a steel sheet surface of a cold-rolled sheet or a final product sheet having a final thickness, or a steel sheet surface of a final product sheet
- a method of applying processing strain with a roller or the like, or introducing thermal strain or impact strain linearly by irradiating with a laser or an electron beam in order to further reduce the iron loss.
- a steel slab containing Al: 0.0040 mass%, N: 0.0022 mass%, S: 0.0022 mass%, the balance being composed of Fe and inevitable impurities is manufactured by a continuous casting method, and the temperature is 1200 ° C. Then, it was hot-rolled to obtain a hot-rolled sheet having a thickness of 2.5 mm. Thereafter, the hot-rolled sheet was subjected to hot-rolled sheet annealing at 1020 ° C. ⁇ 30 s, then cold-rolled to a plate thickness of 1.8 mm, further subjected to intermediate annealing at 1050 ° C. ⁇ 100 s, and further cold-rolled.
- a cold-rolled sheet having a final thickness of 0.23 mm was obtained.
- the cold-rolled sheet was subjected to decarburization annealing at 850 ° C. ⁇ 100 s in a humid atmosphere of 52 vol% H 2 -48 vol% N 2 and a dew point of 60 ° C.
- the atmosphere during heating from room temperature to 850 ° C. was a dry atmosphere of 100% N 2 (dew point ⁇ 45 ° C.).
- the atmosphere during the secondary temperature increase was a mixed atmosphere of N 2 and H 2 , and the concentration of N 2 was changed in various ways as shown in Table 1.
- the atmosphere during cooling was an Ar atmosphere.
- the steel sheet after the finish annealing was subjected to planarization annealing at 830 ° C. ⁇ 30 s for the purpose of shape correction to obtain a grain-oriented electrical steel sheet (product sheet) having a forsterite film.
- a sample was taken from the grain- oriented electrical steel sheet having the forsterite film thus obtained, and the iron loss W 17/50 (iron loss when 1.7 T excitation was performed at a frequency of 50 Hz) was described in JIS C2550. Measured by the method. Furthermore, the sample after the iron loss measurement was wound around a rod having a diameter of 50 mm ⁇ according to the “repeated bending test” described in JIS C2550, subjected to 180 ° bending, and then returned to the original position after the first bending, Similarly, after 180 ° bending was applied in the opposite direction, the second bending to return to the original position was performed, and the steel plate was strained, and then subjected to 800 ° C.
- the iron loss W 17/50 was measured by the method described in 1), and the iron loss difference (deterioration amount of iron loss) before and after bending was determined. Further, the Ti amount and the N amount contained in the steel plate having the forsterite film were measured by the methods described in JIS G1223 and JIS G1228, respectively, and then the sample was placed in a 10% HCl solution at 85 ° C. After removing the forsterite film on the surface by dipping for a minute, the amounts of Ti, N, C, Si and Mn contained in the ground iron were changed to JIS G1223, JIS G1228, JIS G1211, JIS G1212 and JIS G1213, respectively. It measured by the method of description.
- Steel materials having various component compositions shown in Table 2 were manufactured by a continuous casting method, reheated to a temperature of 1150 ° C., and then hot-rolled to obtain a hot-rolled sheet having a thickness of 2.2 mm. After hot-rolled sheet annealing at 1100 ° C. ⁇ 30 s, it was cold-rolled to obtain a cold-rolled sheet having a final thickness of 0.23 mm. Next, the cold-rolled sheet was subjected to decarburization annealing at 820 ° C. ⁇ 100 s in a humid atmosphere with a dew point of 53 ° C. at 60 vol% H 2 -40 vol% N 2 . At this time, the atmosphere in the temperature raising process up to 850 ° C.
- the secondary temperature was raised to a maximum reached temperature of 1200 ° C. at 10 ° C./h, and the above temperature was maintained for 5 hours in an H 2 atmosphere.
- the finish annealing which cools was given.
- the atmosphere during the secondary temperature increase was a mixed atmosphere of 30% N 2 + 70% H 2 .
- the atmosphere during cooling was an Ar atmosphere.
- the steel sheet after finish annealing is subjected to flattening annealing at 830 ° C. ⁇ 30 s for the purpose of shape correction, and then subjected to electron beam irradiation and subjected to magnetic domain subdivision treatment, and a grain oriented electrical steel sheet having a forsterite coating (Product plate).
- Example 1 A sample was taken from the grain- oriented electrical steel sheet having the forsterite coating obtained in this manner, and the iron loss W 17/50 after the magnetic domain refinement treatment and the iron loss W 17/50 after the strain relief annealing were obtained as in Example 1. The measurement was performed in the same manner. Further, the Ti amount and N amount contained in the steel sheet having the forsterite coating, and the Ti amount, N amount, C amount, Si amount and Mn amount contained in the ground iron were measured in the same manner as in Example 1. did. Furthermore, the amount of S and the amount of Se contained in the steel sheet having a forsterite film were measured by the methods described in JIS G1215 and JIS G1233. The measurement results are shown in Table 3.
- the amount of Ti (Ti (b)) and N contained in a steel plate having a forsterite film manufactured under conditions suitable for the present invention using a material having a component composition compatible with the present invention is the magnetic properties of the product plate. It can be seen that the characteristics are excellent and the iron loss deterioration due to strain relief annealing is small.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Electromagnetism (AREA)
- Manufacturing & Machinery (AREA)
- Dispersion Chemistry (AREA)
- Power Engineering (AREA)
- Manufacturing Of Steel Electrode Plates (AREA)
- Soft Magnetic Materials (AREA)
Abstract
Description
<実験1>
C:0.032mass%、Si:3.22mass%、Mn:0.12mass%、sol.Al:0.0065mass%、N:0.0036mass%およびS:0.0014mass%を含有し、残部がFeおよび不可避的不純物からなる成分組成の鋼スラブを連続鋳造法で製造した後、該スラブを1200℃の温度に再加熱し、熱間圧延して板厚2.2mmの熱延板とし、1000℃×30sの熱延板焼鈍を施した後、冷間圧延して板厚0.23mmの冷延板に仕上げた。
次いで、50vol%H2-50vol%N2、露点60℃の湿潤雰囲気下で、850℃×100sの脱炭焼鈍を施した。この際、850℃までの昇温過程における雰囲気は、室温から350℃までは100vol%N2の乾燥雰囲気(露点-50℃)、350℃から750℃までは、50vol%H2-50vol%N2の湿潤雰囲気(露点60℃)、さらに、750℃から850℃までは100vol%N2の乾燥雰囲気(露点-50℃)とした。
その後、MgOを主体とし、MgO:100質量部に対してTiO2を0~20質量部の範囲で種々に変化して添加した焼鈍分離剤を、目付量を種々に変化させて塗布し、乾燥した後、950℃で40時間、N2雰囲気に保持して二次再結晶を完了させ、その後、1140~1280℃間の最高到達温度まで昇温速度20℃/hで二次昇温し、H2雰囲気下で10h保持した後、冷却する仕上焼鈍を施した。この際、上記二次昇温時の雰囲気は、N2とH2の混合雰囲気とし、N2の濃度を0~75vol%の範囲で種々に変化させた。また、冷却時の雰囲気はAr雰囲気とした。次いで、形状矯正の目的で、830℃×30sの平坦化焼鈍を施し、製品板(方向性電磁鋼板)とした。
次いで、上記<実験1>で得た平坦化焼鈍後のフォルステライト被膜付き鋼板に、鉄心の巻き加工を模擬し、JIS C2550に記載の「繰り返し曲げ試験」に準じて、直径50mmφの棒に巻き付けて180°曲げを付与した後、原位置に戻す1回目の曲げ後、同様にして反対方向に180°曲げを付与した後、原位置に戻す2回目の曲げを行い、鋼板に歪を付与した後、巻き加工後の歪取焼鈍を模擬した800℃×3hの焼鈍を施した後、JIS C2550に記載の方法で鉄損W17/50を測定し、曲げ加工前後における鉄損差(鉄損の劣化量)を求めた。
まず、平坦化焼鈍後の磁気特性が劣り、さらに、曲げ加工し、歪取焼鈍を施した後の磁気特性がさらに劣化する原因は、Tiを含む微細な析出物が地鉄内部に析出するためであると考えている。上記Ti含有析出物のTi源は、被膜特性を改善する目的で焼鈍分離剤(MgO)中に添加したTi酸化物やTi水酸化物等のTi化合物である。このTi化合物は、仕上焼鈍時にMgOと反応して良好な被膜を形成するのを助けるが、その際、Tiが遊離して地鉄中に侵入し、微細な析出物を形成すると考えられる。
そこで、発明者らは、インヒビタ形成成分を含まない素材と、Ti化合物を添加した焼鈍分離剤とを用いて、インヒビタ形成成分を含む素材と同様の効果を得る方策について検討した。その結果、焼鈍分離剤に添加されたTi化合物から分離生成したTiを固定する成分を、フォルステライト被膜形成時に被膜中に含有させればよいが、外部から被膜中に添加できる成分としてはNしかないことから、フォルステライト被膜が形成される仕上焼鈍の二次昇温時(二次再結晶温度から最高到達温度までの昇温過程)の雰囲気をN2含有ガスとし、フォルステライト被膜中にNを侵入させればよいことに想到した。
まず、フォルステライト被膜除去後の地鉄中に含まれる成分組成について説明する。
C:0.005mass%以下
Cは、磁気時効を起こして製品板の鉄損特性を劣化する元素であるため、0.005mass%以下に制限する。好ましくは0.003mass%以下である。
Siは、鋼の比抵抗を高め、鉄損を低減するのに必要な元素である。上記効果は、2.0mass%未満では十分ではなく、一方、8.0mass%を超えると、加工性が低下し、圧延して製造することが困難となる。よって、Siは2.0~8.0mass%の範囲とする。好ましくは2.5~4.5mass%の範囲である。
Mnは、鋼の熱間加工性を改善するために必要な元素である。上記効果は、0.005mass%未満では十分ではなく、一方、1.0mass%を超えると、製品板の磁束密度が低下するようになる。よって、Mnは0.005~1.0mass%の範囲とする。好ましくは0.02~0.30mass%の範囲である。
まず、本発明の方向性電磁鋼板は、先述した実験結果から明らかなように、フォルステライト被膜を有する鋼板中に含まれるTi量(Ti(b))およびN量(N(b))、ならびに、フォルステライト被膜を除去した後の地鉄中に含まれるTi量(Ti(a))およびN量(N(a))は、それぞれ、
N(b):0.0050mass%以下、
(Ti(b)/Ti(a))≧4、
(N(b)/N(a))≧4
であることが必要である。
上記N(b)が0.0050mass%を超えると、製品板を歪取焼鈍した際、フォルステライト被膜中のNが地鉄中に侵入し、窒化析出物を形成して磁性の低下を招く。また、上記(Ti(b)/Ti(a))や(N(b)/N(a))が4より低い場合は、先述したように、被膜中のTiを充分に固定できていないため、磁気特性が劣化する。より好ましくは、
N(b):0.0030mass%以下、
(Ti(b)/Ti(a))≧10、
(N(b)/N(a)):4~10
である。なお、Ti(b)の範囲は特に限定しないが、0.0080~0.0250mass%の範囲であることが望ましい。
Ti(a):0.0025mass%以下、
N(a):0.0010mass%以下であることが好ましい。
ただし、本発明は、焼鈍分離剤へのTi化合物の添加を必須とする技術であることから、地鉄中へのTiの侵入を完全に抑止することはできないため、Ti(a)を0.0007mass%未満とするのは難しい。
まず、本発明の方向性電磁鋼板の製造に用いる鋼素材(スラブ)は、前述した本発明の趣旨から、必須の成分であるMn以外のインヒビタ形成成分を極力低減したものであること、具体的には、Al:0.0100mass%以下、N:0.0050mass%以下、S:0.0050mass%以下およびSe:0.0050mass%以下のものであることが好ましい。より好ましくは、Al:0.0080mass%以下、N:0.0040mass%以下、S:0.0030mass%以下およびSe:0.0020mass%以下である。
ここで、上記のMgOを主体とする焼鈍分離剤は、被膜特性を改善するため、Ti酸化物やTi水酸化物等のTi化合物を含有することが必須である。上記Ti化合物としては、TiO、TiO2、Ti(OH)4、TiO(OH)2などを挙げることができる。
上記Ti化合物の添加量は、MgO:100質量部に対し、TiO2換算で0.5~10質量部の範囲とするのが好ましい。0.5質量部未満では、TiO2の被膜特性改善効果が十分ではなく、一方、10質量部を超えると、鋼中に侵入するTiが増加し、磁気特性が低下するおそれがある。なお、下限値は、より好ましくは1質量部、さらに好ましくは2質量部であり、一方、上限値は、より好ましくは7質量部、さらに好ましくは5質量部である。
次いで、上記冷延板に、52vol%H2-48vol%N2、露点60℃の湿潤雰囲気下で850℃×100sの脱炭焼鈍を施した。この際、室温から850℃までの加熱時における雰囲気は、100%N2の乾燥雰囲気(露点-45℃)とした。
その後、上記脱炭焼鈍を施した鋼板表面に、MgO:100質量部に対して、表1に記載した質量部のTiO2を添加した焼鈍分離剤を、同じく表1に記載した目付量で塗布した後、875℃で50時間、N2雰囲気に保持して二次再結晶させた後、10℃/hで最高到達温度1200℃まで二次昇温し、上記温度に、H2雰囲気下で5時間保持した後、冷却する仕上焼鈍を施した。なお、上記二次昇温時の雰囲気は、N2とH2の混合雰囲気とし、N2の濃度を、同じく表1に示したように種々に変化させた。なお、冷却時の雰囲気はAr雰囲気とした。次いで、上記仕上焼鈍後の鋼板に、形状矯正の目的で、830℃×30sの平坦化焼鈍を施して、フォルステライト被膜を有する方向性電磁鋼板(製品板)とした。

さらに、上記鉄損測定後のサンプルを、JIS C2550に記載の「繰り返し曲げ試験」に準じて、直径50mmφの棒に巻き付けて180°曲げを付与した後、原位置に戻す1回目の曲げ後、同様にして反対方向に180°曲げを付与した後、原位置に戻す2回目の曲げを行い、鋼板に歪を付与した後、800℃×3hの歪取焼鈍を施した後、再度、JIS C2550に記載の方法で鉄損W17/50を測定し、曲げ加工前後における鉄損差(鉄損の劣化量)を求めた。
また、上記フォルステライト被膜を有する鋼板中に含まれるTi量とN量を、それぞれJIS G1223およびJIS G1228に記載の方法で測定し、その後、上記サンプルを、85℃の10%HCl溶液中に3分間浸漬して表面のフォルステライト被膜除去した後、地鉄中に含まれるTi量、N量、C量、Si量およびMn量を、それぞれJIS G1223、JIS G1228、JIS G1211、JIS G1212およびJIS G1213に記載の方法で測定した。
次いで、上記冷延板に、60vol%H2-40vol%N2で露点53℃の湿潤雰囲気下で820℃×100sの脱炭焼鈍を施した。この際、850℃までの昇温過程における雰囲気は、室温から350℃までは100vol%N2の乾燥雰囲気(露点-30℃)、350℃から750℃までは50vol%H2-50vol%N2の湿潤雰囲気(露点60℃)、さらに、750℃から850℃までは100vol%N2の乾燥雰囲気(露点-45℃)とした。
その後、上記脱炭焼鈍を施した鋼板表面に、MgO:100質量部に対して、2質量部のTiO2を添加した焼鈍分離剤を、同じく10g/m2の目付量で塗布した後、875℃で50時間、N2雰囲気に保持して二次再結晶させた後、10℃/hで最高到達温度1200℃まで二次昇温し、上記温度に、H2雰囲気下で5時間保持した後、冷却する仕上焼鈍を施した。なお、上記二次昇温時の雰囲気は、30%N2+70%H2の混合雰囲気とした。また、冷却時の雰囲気はAr雰囲気とした。次いで、上記仕上焼鈍後の鋼板に、形状矯正の目的で、830℃×30sの平坦化焼鈍を施した後、電子ビームを照射して磁区細分化処理し、フォルステライト被膜を有する方向性電磁鋼板(製品板)とした。
また、フォルステライト被膜を有する鋼板中に含まれるTi量とN量、ならびに、地鉄中に含まれるTi量、N量、C量、Si量およびMn量を、実施例1と同様にして測定した。さらに、フォルステライト被膜を有する鋼板中に含まれるS量およびSe量を、JIS G1215およびJIS G1233に記載の方法で測定した。
上記測定結果を表3に示した。この表から、本発明に適合する成分組成を有する素材を用いて、本発明に適合する条件で製造し、かつ、フォルステライト被膜を有する鋼板中に含まれるTi量(Ti(b))およびN量(N(b))ならびにフォルステライト被膜を除去した地鉄中に含まれるTi量(Ti(a))およびN量(N(a))が本発明に適合する鋼板は、製品板の磁気特性に優れ、かつ、歪取焼鈍による鉄損劣化が小さいことがわかる。


Claims (10)
- フォルステライト被膜を除去した地鉄の成分組成が、C:0.0050mass%以下、Si:2.0~8.0mass%およびMn:0.005~1.0mass%を含有し、残部がFeおよび不可避的不純物からなり、
フォルステライト被膜を除去した地鉄中に含まれるTi量(mass%)およびN量(mass%)をそれぞれTi(a)およびN(a)、フォルステライト被膜を有する鋼板中に含まれるTi量(mass%)およびN量(mass%)をそれぞれTi(b)およびN(b)としたとき、
N(b)≦0.0050mass%で、かつ、
N(b)/N(a)≧4およびTi(b)/Ti(a)≧4
であることを特徴とする方向性電磁鋼板。 - 上記Ti(a):0.0025mass%以下、N(a):0.0010mass%以下であることを特徴とする請求項1に記載の方向性電磁鋼板。
- フォルステライト被膜を除去した地鉄中に、上記成分組成に加えてさらに、Ni:0.010~1.50mass%、Cr:0.01~0.50mass%、Cu:0.01~0.50mass%、Bi:0.005~0.50mass%、Sb:0.010~0.200mass%、Sn:0.010~0.200mass%、Mo:0.010~0.200mass%およびP:0.010~0.200mass%のうちから選ばれる1種または2種以上を含有することを特徴とする請求項1または2に記載の方向性電磁鋼板。
- 変圧器の巻鉄心用であることを特徴とする請求項1~3のいずれか1項に記載の方向性電磁鋼板。
- C:0.010~0.100mass%、Si:2.0~8.0mass%、Mn:0.005~1.0mass%、Al:0.010mass%以下、N:0.005mass%以下、S:0.0050mass%以下およびSe:0.0050mass%以下を含有し、残部がFeおよび不可避的不純物からなる成分組成を有するスラブを熱間圧延し、熱延板焼鈍を施した後、あるいは、熱延板焼鈍を施さずに、1回または中間焼鈍を挟む2回以上の冷間圧延し、一次再結晶焼鈍を兼ねた脱炭焼鈍し、MgOを主体とし、Ti化合物を含有する焼鈍分離剤を塗布し、仕上焼鈍する方向性電磁鋼板の製造方法において、
上記脱炭焼鈍を800~900℃の均熱温度で行うとともに、上記温度への加熱過程における雰囲気を、露点0℃以下の乾燥雰囲気とすることを特徴とする方向性電磁鋼板の製造方法。 - 上記脱炭焼鈍の加熱過程における乾燥雰囲気とする温度域を、350℃以下および750℃以上均熱温度までの区間とすることを特徴とする請求項5に記載の方向性電磁鋼板の製造方法。
- 上記焼鈍分離剤として、MgO:100質量部に対して、Ti化合物をTiO2換算で0.5~10質量部添加したものを用いることを特徴とする請求項5または6に記載の方向性電磁鋼板の製造方法。
- 上記仕上焼鈍における二次再結晶温度から最高到達温度に二次昇温するときの雰囲気を、N2:10~50vol%のN2含有雰囲気とすることを特徴とする請求項5~7のいずれか1項に記載の方向性電磁鋼板の製造方法。
- 上記仕上焼鈍における最高到達温度を、1170~1250℃の範囲とすることを特徴とする請求項5~8のいずれか1項に記載の方向性電磁鋼板の製造方法。
- 上記スラブは、上記成分組成に加えてさらに、Ni:0.010~1.50mass%、Cr:0.01~0.50mass%、Cu:0.01~0.50mass%、Bi:0.005~0.50mass%、Sb:0.010~0.200mass%、Sn:0.010~0.200mass%、Mo:0.010~0.200mass%およびP:0.010~0.200mass%のうちから選ばれる1種または2種以上を含有することを特徴とする請求項5~9のいずれか1項に記載の方向性電磁鋼板の製造方法。
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP16821424.5A EP3321388B1 (en) | 2015-07-08 | 2016-07-06 | Grain-oriented electrical steel sheet and method for producing the same |
| MX2018000001A MX2018000001A (es) | 2015-07-08 | 2016-07-06 | Lamina de acero electrica de grano orientado y metodo para producir la misma. |
| CA2991294A CA2991294C (en) | 2015-07-08 | 2016-07-06 | Grain-oriented electrical steel sheet and method for producing the same |
| KR1020187000550A KR102071321B1 (ko) | 2015-07-08 | 2016-07-06 | 방향성 전자 강판과 그의 제조 방법 |
| RU2018104726A RU2682357C1 (ru) | 2015-07-08 | 2016-07-06 | Текстурированная электротехническая листовая сталь и способ ее производства |
| CN201680039916.5A CN107849656B (zh) | 2015-07-08 | 2016-07-06 | 取向性电磁钢板的制造方法 |
| US15/742,144 US11186888B2 (en) | 2015-07-08 | 2016-07-06 | Grain-oriented electrical steel sheet and method for producing the same |
| BR112018000234-8A BR112018000234B1 (pt) | 2015-07-08 | 2016-07-06 | Chapa de aço elétrico de grão orientado e método para produzir uma chapa de aço elétrico de grão orientado por laminação a quente |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015136742A JP6354957B2 (ja) | 2015-07-08 | 2015-07-08 | 方向性電磁鋼板とその製造方法 |
| JP2015-136742 | 2015-07-08 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017006955A1 true WO2017006955A1 (ja) | 2017-01-12 |
Family
ID=57685547
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/069976 WO2017006955A1 (ja) | 2015-07-08 | 2016-07-06 | 方向性電磁鋼板とその製造方法 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US11186888B2 (ja) |
| EP (1) | EP3321388B1 (ja) |
| JP (1) | JP6354957B2 (ja) |
| KR (1) | KR102071321B1 (ja) |
| CN (2) | CN107849656B (ja) |
| BR (1) | BR112018000234B1 (ja) |
| CA (1) | CA2991294C (ja) |
| MX (1) | MX2018000001A (ja) |
| RU (1) | RU2682357C1 (ja) |
| WO (1) | WO2017006955A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023074476A1 (ja) * | 2021-10-29 | 2023-05-04 | Jfeスチール株式会社 | 方向性電磁鋼板の製造方法 |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6795092B2 (ja) * | 2017-12-28 | 2020-12-02 | Jfeスチール株式会社 | 方向性電磁鋼板 |
| EP3854892B1 (en) * | 2018-09-27 | 2024-06-05 | JFE Steel Corporation | Grain-oriented electrical steel sheet and method for producing same |
| KR102142511B1 (ko) * | 2018-11-30 | 2020-08-07 | 주식회사 포스코 | 방향성 전기강판 및 그의 제조방법 |
| JP6939766B2 (ja) * | 2018-12-27 | 2021-09-22 | Jfeスチール株式会社 | 方向性電磁鋼板用焼鈍分離剤および方向性電磁鋼板の製造方法 |
| JP6939767B2 (ja) | 2018-12-27 | 2021-09-22 | Jfeスチール株式会社 | 方向性電磁鋼板用焼鈍分離剤および方向性電磁鋼板の製造方法 |
| EP3904557A4 (en) | 2018-12-28 | 2022-09-14 | Nippon Steel Corporation | CORNORATED ELECTROSTEEL SHEET AND METHOD OF PRODUCTION THEREOF |
| US12060630B2 (en) | 2019-01-16 | 2024-08-13 | Nippon Steel Corporation | Grain-oriented electrical steel sheet |
| CN113302336B (zh) * | 2019-01-16 | 2023-09-12 | 日本制铁株式会社 | 方向性电磁钢板的制造方法 |
| EP3913089B1 (en) * | 2019-01-16 | 2024-04-24 | Nippon Steel Corporation | Grain-oriented electrical steel sheet and method for manufacturing the same |
| CN109722603A (zh) * | 2019-03-18 | 2019-05-07 | 新疆八一钢铁股份有限公司 | 一种低屈服强度高电流密度的电极壳用冷轧钢板 |
| CN114364821B (zh) * | 2019-09-06 | 2023-10-20 | 杰富意钢铁株式会社 | 方向性电磁钢板及其制造方法 |
| JP7444275B2 (ja) * | 2021-07-05 | 2024-03-06 | Jfeスチール株式会社 | 無方向性電磁鋼板とその製造方法 |
| CN115679204A (zh) * | 2022-09-18 | 2023-02-03 | 湖南华菱涟源钢铁有限公司 | 含铜取向硅钢生产工艺 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05195072A (ja) * | 1991-10-01 | 1993-08-03 | Kawasaki Steel Corp | 歪取り焼鈍による鉄損劣化がなく被膜特性に優れる方向性けい素鋼板の製造方法 |
| JPH06179977A (ja) * | 1992-12-15 | 1994-06-28 | Kawasaki Steel Corp | 曲げ特性及び鉄損特性の優れた方向性けい素鋼板 |
| JP2000119824A (ja) * | 1998-10-09 | 2000-04-25 | Kawasaki Steel Corp | 鉄損の低い方向性電磁鋼板 |
| JP2003193131A (ja) * | 2001-12-26 | 2003-07-09 | Jfe Steel Kk | 磁気特性の優れた方向性電磁鋼板の製造方法 |
| JP2007169755A (ja) * | 2005-12-26 | 2007-07-05 | Jfe Steel Kk | 方向性電磁鋼板コイルおよびその製造方法 |
| JP2008261033A (ja) * | 2007-04-13 | 2008-10-30 | Nippon Steel Corp | 方向性珪素鋼板の製造方法およびその連続脱炭・窒化焼鈍設備 |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5112451B1 (ja) | 1967-12-12 | 1976-04-20 | ||
| JPS4929409B1 (ja) | 1970-11-17 | 1974-08-03 | ||
| JPS531448B2 (ja) | 1972-07-18 | 1978-01-19 | ||
| JPS5113469B2 (ja) | 1972-10-13 | 1976-04-28 | ||
| AT329358B (de) | 1974-06-04 | 1976-05-10 | Voest Ag | Schwingmuhle zum zerkleinern von mahlgut |
| JPS5112451A (ja) | 1974-07-19 | 1976-01-31 | Matsushita Electric Ind Co Ltd | Chukaikansosochi |
| US5318639A (en) | 1991-10-01 | 1994-06-07 | Kawasaki Steel Corporation | Method of manufacturing grain oriented silicon steel sheets |
| RU2038389C1 (ru) * | 1991-10-25 | 1995-06-27 | Армко Инк. | Способ производства кремнистой текстурованной стали |
| DE19628136C1 (de) * | 1996-07-12 | 1997-04-24 | Thyssen Stahl Ag | Verfahren zur Herstellung von kornorientiertem Elektroblech |
| IT1290173B1 (it) * | 1996-12-24 | 1998-10-19 | Acciai Speciali Terni Spa | Procedimento per la produzione di lamierino di acciaio al silicio a grano orientato |
| JP3707268B2 (ja) | 1998-10-28 | 2005-10-19 | Jfeスチール株式会社 | 方向性電磁鋼板の製造方法 |
| US6309473B1 (en) | 1998-10-09 | 2001-10-30 | Kawasaki Steel Corporation | Method of making grain-oriented magnetic steel sheet having low iron loss |
| DE60231581D1 (de) * | 2001-01-19 | 2009-04-30 | Jfe Steel Corp | Korngerichtetes elektomagnetisches stahlblech mit hervorragenden magnetischen eigenschaften ohne untergrundfilm mit forsterit als primärkomponente und herstellungsverfahren dafür. |
| EP1279747B1 (en) | 2001-07-24 | 2013-11-27 | JFE Steel Corporation | A method of manufacturing grain-oriented electrical steel sheets |
| US6676771B2 (en) | 2001-08-02 | 2004-01-13 | Jfe Steel Corporation | Method of manufacturing grain-oriented electrical steel sheet |
| RU2363739C1 (ru) * | 2005-06-10 | 2009-08-10 | Ниппон Стил Корпорейшн | Текстурированная электротехническая листовая сталь с исключительно высокими магнитными свойствами и способ ее производства |
| BRPI0719586B1 (pt) | 2006-11-22 | 2017-04-25 | Nippon Steel Corp | folha de aço elétrica de grão orientado excelente na adesão de revestimento e método de produção da mesma |
| JP5853352B2 (ja) | 2010-08-06 | 2016-02-09 | Jfeスチール株式会社 | 方向性電磁鋼板およびその製造方法 |
| KR101453235B1 (ko) * | 2011-01-12 | 2014-10-22 | 신닛테츠스미킨 카부시키카이샤 | 방향성 전자기 강판 및 그 제조 방법 |
| JP5360272B2 (ja) * | 2011-08-18 | 2013-12-04 | Jfeスチール株式会社 | 方向性電磁鋼板の製造方法 |
| EP2770075B1 (en) * | 2011-10-20 | 2018-02-28 | JFE Steel Corporation | Grain-oriented electrical steel sheet and method of producing the same |
| JP5672273B2 (ja) | 2012-07-26 | 2015-02-18 | Jfeスチール株式会社 | 方向性電磁鋼板の製造方法 |
| JP5716870B2 (ja) * | 2012-07-26 | 2015-05-13 | Jfeスチール株式会社 | 方向性電磁鋼板の製造方法 |
| JP5854233B2 (ja) * | 2013-02-14 | 2016-02-09 | Jfeスチール株式会社 | 方向性電磁鋼板の製造方法 |
-
2015
- 2015-07-08 JP JP2015136742A patent/JP6354957B2/ja active Active
-
2016
- 2016-07-06 BR BR112018000234-8A patent/BR112018000234B1/pt active IP Right Grant
- 2016-07-06 KR KR1020187000550A patent/KR102071321B1/ko active IP Right Grant
- 2016-07-06 RU RU2018104726A patent/RU2682357C1/ru active
- 2016-07-06 CN CN201680039916.5A patent/CN107849656B/zh active Active
- 2016-07-06 US US15/742,144 patent/US11186888B2/en active Active
- 2016-07-06 MX MX2018000001A patent/MX2018000001A/es unknown
- 2016-07-06 WO PCT/JP2016/069976 patent/WO2017006955A1/ja active Application Filing
- 2016-07-06 CA CA2991294A patent/CA2991294C/en active Active
- 2016-07-06 EP EP16821424.5A patent/EP3321388B1/en active Active
- 2016-07-06 CN CN202010165331.6A patent/CN111411294A/zh active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05195072A (ja) * | 1991-10-01 | 1993-08-03 | Kawasaki Steel Corp | 歪取り焼鈍による鉄損劣化がなく被膜特性に優れる方向性けい素鋼板の製造方法 |
| JPH06179977A (ja) * | 1992-12-15 | 1994-06-28 | Kawasaki Steel Corp | 曲げ特性及び鉄損特性の優れた方向性けい素鋼板 |
| JP2000119824A (ja) * | 1998-10-09 | 2000-04-25 | Kawasaki Steel Corp | 鉄損の低い方向性電磁鋼板 |
| JP2003193131A (ja) * | 2001-12-26 | 2003-07-09 | Jfe Steel Kk | 磁気特性の優れた方向性電磁鋼板の製造方法 |
| JP2007169755A (ja) * | 2005-12-26 | 2007-07-05 | Jfe Steel Kk | 方向性電磁鋼板コイルおよびその製造方法 |
| JP2008261033A (ja) * | 2007-04-13 | 2008-10-30 | Nippon Steel Corp | 方向性珪素鋼板の製造方法およびその連続脱炭・窒化焼鈍設備 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023074476A1 (ja) * | 2021-10-29 | 2023-05-04 | Jfeスチール株式会社 | 方向性電磁鋼板の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| BR112018000234A2 (ja) | 2018-09-04 |
| US11186888B2 (en) | 2021-11-30 |
| MX2018000001A (es) | 2018-03-16 |
| EP3321388A4 (en) | 2018-05-16 |
| KR20180016522A (ko) | 2018-02-14 |
| JP6354957B2 (ja) | 2018-07-11 |
| BR112018000234B1 (pt) | 2022-02-15 |
| KR102071321B1 (ko) | 2020-01-30 |
| CN107849656B (zh) | 2020-07-14 |
| CA2991294C (en) | 2020-10-20 |
| JP2017020059A (ja) | 2017-01-26 |
| US20180202018A1 (en) | 2018-07-19 |
| CN111411294A (zh) | 2020-07-14 |
| CA2991294A1 (en) | 2017-01-12 |
| EP3321388A1 (en) | 2018-05-16 |
| RU2682357C1 (ru) | 2019-03-19 |
| EP3321388B1 (en) | 2020-02-05 |
| CN107849656A (zh) | 2018-03-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6354957B2 (ja) | 方向性電磁鋼板とその製造方法 | |
| RU2595190C1 (ru) | Способ изготовления листа электротехнической текстурированной стали | |
| US10192662B2 (en) | Method for producing grain-oriented electrical steel sheet | |
| KR101620763B1 (ko) | 방향성 전기 강판 및 그 제조 방법 | |
| KR101498404B1 (ko) | 방향성 전기 강판의 제조 방법 | |
| JP6057108B2 (ja) | 方向性電磁鋼板の製造方法 | |
| JP4258349B2 (ja) | 方向性電磁鋼板の製造方法 | |
| WO2017094797A1 (ja) | 方向性電磁鋼板の製造方法 | |
| JP6436316B2 (ja) | 方向性電磁鋼板の製造方法 | |
| WO2018021332A1 (ja) | 方向性電磁鋼板用熱延鋼板およびその製造方法、並びに方向性電磁鋼板の製造方法 | |
| WO2016067636A1 (ja) | 方向性電磁鋼板の製造方法 | |
| WO2017155057A1 (ja) | 方向性電磁鋼板の製造方法 | |
| JPWO2015174362A1 (ja) | 方向性電磁鋼板の製造方法 | |
| WO2014092102A1 (ja) | 方向性電磁鋼板 | |
| JPWO2020218329A1 (ja) | 方向性電磁鋼板の製造方法 | |
| JP6418226B2 (ja) | 方向性電磁鋼板の製造方法 | |
| JP2012188733A (ja) | 方向性電磁鋼板の製造方法 | |
| JP4501655B2 (ja) | 方向性電磁鋼板の製造方法 | |
| JP2012162773A (ja) | 方向性電磁鋼板の製造方法 | |
| JP2007262436A (ja) | 方向性電磁鋼板の製造方法 | |
| JP6544344B2 (ja) | 方向性電磁鋼板の製造方法 | |
| WO2022210504A1 (ja) | 方向性電磁鋼板の製造方法 | |
| KR20220057582A (ko) | 방향성 전자 강판과 그의 제조 방법 | |
| CN117203355A (zh) | 取向性电磁钢板的制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16821424 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2991294 Country of ref document: CA |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15742144 Country of ref document: US |
|
| ENP | Entry into the national phase |
Ref document number: 20187000550 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2018/000001 Country of ref document: MX |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2018104726 Country of ref document: RU |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112018000234 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: 112018000234 Country of ref document: BR Kind code of ref document: A2 Effective date: 20180104 |