WO2016175151A1 - 銅合金スパッタリングターゲット - Google Patents
銅合金スパッタリングターゲット Download PDFInfo
- Publication number
- WO2016175151A1 WO2016175151A1 PCT/JP2016/062800 JP2016062800W WO2016175151A1 WO 2016175151 A1 WO2016175151 A1 WO 2016175151A1 JP 2016062800 W JP2016062800 W JP 2016062800W WO 2016175151 A1 WO2016175151 A1 WO 2016175151A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- mass
- copper alloy
- less
- sputtering
- sputtering target
- Prior art date
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C9/00—Alloys based on copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C9/00—Alloys based on copper
- C22C9/01—Alloys based on copper with aluminium as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C9/00—Alloys based on copper
- C22C9/05—Alloys based on copper with manganese as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C9/00—Alloys based on copper
- C22C9/06—Alloys based on copper with nickel or cobalt as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/34—Sputtering
Abstract
Ni、又はNi及びAlを合計で5mass%以上15mass%以下(但し、Niを0.5mass%以上含む)含有するとともに、Mnを0.1mass%以上5.0mass%以下、Feを0.5mass%以上7.0mass%以下、含有し、残部がCuと不可避不純物とからなる組成を有し、非金属介在物の最大粒子径が10μm以下とされていることを特徴とする。
Description
本願発明は、耐候性に優れ、フラットパネルディスプレイや、タッチパネル等の配線膜若しくは配線膜の保護膜として用いられる銅合金膜を成膜するための銅合金スパッタリングターゲットに関するものである。
本願は、2015年4月28日に、日本に出願された特願2015-091661号に基づき優先権を主張し、その内容をここに援用する。
本願は、2015年4月28日に、日本に出願された特願2015-091661号に基づき優先権を主張し、その内容をここに援用する。
従来、液晶や有機ELパネルなどのフラットパネルディスプレイや、タッチパネル等の配線膜としてAlが広く使用されている。最近では、配線膜の微細化(幅狭化)および薄膜化が図られており、従来よりも比抵抗の低い配線膜が求められている。
上述の配線膜の微細化および薄膜化にともない、Alよりも比抵抗の低い材料である銅または銅合金を用いた配線膜が提供されている。
上述の配線膜の微細化および薄膜化にともない、Alよりも比抵抗の低い材料である銅または銅合金を用いた配線膜が提供されている。
しかし、比抵抗の低い銅または銅合金からなるCu配線膜は、湿度を有する雰囲気中で変色しやすいといった問題があった。
そこで、例えば特許文献1には、Cu配線膜の上に、Ni-Cu-(Cr,Ti)合金からなる保護膜を形成した積層膜、及び、この保護膜を形成するためのスパッタリングターゲットが提案されている。この保護膜は、銅よりも耐候性が高いことから、大気中で保管しても表面の変色を抑制することが可能となる。また、この銅合金膜自体を、配線膜と使用することも考えられる。
そこで、例えば特許文献1には、Cu配線膜の上に、Ni-Cu-(Cr,Ti)合金からなる保護膜を形成した積層膜、及び、この保護膜を形成するためのスパッタリングターゲットが提案されている。この保護膜は、銅よりも耐候性が高いことから、大気中で保管しても表面の変色を抑制することが可能となる。また、この銅合金膜自体を、配線膜と使用することも考えられる。
ところで、特許文献1に記載されたスパッタリングターゲットを用いて銅合金膜を成膜する場合には、スパッタ条件によっては異常放電及びスプラッシュが発生し、良好に成膜が実施できないといった問題があった。特に、大型のスパッタリングターゲットを用いる場合には、大電力を投入することになるため、マイクロアーク放電が発生しやすくなり、スパッタリングターゲットが局所的に溶融してパーティクルが発生し、銅合金膜を良好に成膜できなくなるおそれがあった。また、成膜効率を向上させるために大電力を投入した場合も同様である。
また、スパッタリングターゲットは、例えば鋳造、熱間圧延の工程を経て製造されているが、熱間圧延時に割れが生じると、割れの部分で異常放電が発生するためにスパッタリングターゲットとして使用することができなくなる。
最近では、配線膜を形成するガラス基板の大型化が進んでおり、これに伴って、スパッタリングターゲット自体も大型化する傾向にある。ここで、大型のスパッタリングターゲットを製造する際に、熱間圧延材の一部に割れが生じると、所定サイズのスパッタリングターゲットを得ることができなくなってしまう。よって、大型のスパッタリングターゲットを効率良く生産するためには、優れた熱間加工性が必要となる。
最近では、配線膜を形成するガラス基板の大型化が進んでおり、これに伴って、スパッタリングターゲット自体も大型化する傾向にある。ここで、大型のスパッタリングターゲットを製造する際に、熱間圧延材の一部に割れが生じると、所定サイズのスパッタリングターゲットを得ることができなくなってしまう。よって、大型のスパッタリングターゲットを効率良く生産するためには、優れた熱間加工性が必要となる。
この発明は、前述した事情に鑑みてなされたものであって、耐候性に優れた銅合金膜を成膜でき、成膜時の異常放電の発生を抑制することができるとともに、熱間加工性に優れた銅合金スパッタリングターゲットを提供することを目的とする。
上記の課題を解決するために、本願発明の一態様の銅合金スパッタリングターゲット(以下、「本願発明の銅合金スパッタリングターゲットと称する」)は、Ni、又はNi及びAlを合計で5mass%以上15mass%以下(但し、Niを0.5mass%以上含む)含有するとともに、Mnを0.1mass%以上5.0mass%以下、Feを0.5mass%以上7.0mass%以下、含有し、残部がCuと不可避不純物とからなる組成を有し、非金属介在物の最大粒子径が10μm以下とされていることを特徴としている。
本願発明の銅合金スパッタリングターゲットにおいては、非金属介在物の最大粒子径が10μm以下に制限されているので、スパッタ成膜時において、この非金属介在物に電荷が溜まって異常放電が発生することを抑制でき、スパッタ成膜を安定して行うことが可能となる。
一般に、非金属介在物は、酸化物、窒化物、硫化物、炭化物、ケイ酸塩などであるが、本願発明の銅合金ターゲットにおいては、酸化物以外の非金属介在物はほとんど検出されないことから、実質的に酸化物である非金属介在物の最大粒子径を問題としている。また、酸化物(非金属介在物)としては、合金成分であるCu,Ni,Al,Mn,Feの酸化物や、不純物として含まれる酸化物を含む。
一般に、非金属介在物は、酸化物、窒化物、硫化物、炭化物、ケイ酸塩などであるが、本願発明の銅合金ターゲットにおいては、酸化物以外の非金属介在物はほとんど検出されないことから、実質的に酸化物である非金属介在物の最大粒子径を問題としている。また、酸化物(非金属介在物)としては、合金成分であるCu,Ni,Al,Mn,Feの酸化物や、不純物として含まれる酸化物を含む。
また、本願発明の銅合金スパッタリングターゲットは、Ni、又はNi及びAlを合計で5mass%以上15mass%以下(但し、Niを0.5mass%以上含む)含有するとともに、Mnを0.1mass%以上5.0mass%以下、Feを0.5mass%以上7.0mass%以下、含有し、残部がCuと不可避不純物とからなる組成を有していることから、成膜された銅合金膜の耐候性が向上することになり、銅合金膜の変色を抑制することができる。
さらに、Niの含有量又はNiの含有量とAlの含有量の合計が15mass%以下と比較的少ないことから、熱間加工性、被削性に優れており、銅合金スパッタリングターゲットを歩留り良く製造することができる。さらに、Niの含有量が0.5mass%以上とされていることから、熱間圧延性を向上させることができ、熱間圧延時の割れの発生を抑制することができる。
なお、Alは、Niの一部を代替するために選択的に添加される元素であることから、Niの含有量に応じて適宜添加すればよい。すなわち、Niの含有量が5mass%以上の場合にはAlを必ずしも添加しなくてもよく、Alの含有量とNiの含有量の合計が5mass%以上15mass%以下の範囲内となるように、必要に応じてAlを添加すればよい。
なお、Alは、Niの一部を代替するために選択的に添加される元素であることから、Niの含有量に応じて適宜添加すればよい。すなわち、Niの含有量が5mass%以上の場合にはAlを必ずしも添加しなくてもよく、Alの含有量とNiの含有量の合計が5mass%以上15mass%以下の範囲内となるように、必要に応じてAlを添加すればよい。
ここで、本願発明の銅合金スパッタリングターゲットにおいては、スパッタ面における平均結晶粒径が50μm以下とされていることが好ましい。
スパッタレートは、結晶方位によって異なることから、スパッタが進行するとスパッタ面に、上述のスパッタレートの違いに起因して凹凸が生じる。スパッタ面のおける結晶粒の粒径が大きいと、この凹凸が大きくなり、凸部に電荷が集中して異常放電が発生しやすくなる。そこで、スパッタ面における平均結晶粒径が50μm以下に制限することで、異常放電の発生をさらに抑制することが可能となる。
スパッタレートは、結晶方位によって異なることから、スパッタが進行するとスパッタ面に、上述のスパッタレートの違いに起因して凹凸が生じる。スパッタ面のおける結晶粒の粒径が大きいと、この凹凸が大きくなり、凸部に電荷が集中して異常放電が発生しやすくなる。そこで、スパッタ面における平均結晶粒径が50μm以下に制限することで、異常放電の発生をさらに抑制することが可能となる。
また、本願発明の銅合金スパッタリングターゲットにおいては、スパッタ面のビッカース硬さが、60Hv以上120Hv以下の範囲内とされていることが好ましい。
この場合、スパッタ面のビッカース硬さが120Hv以下に制限されているので、結晶粒内の内部ひずみが小さく、スパッタ粒子の放出が均一となって、成膜された銅合金膜の膜厚の均一性を向上させることができる。また、内部ひずみを小さくすることでスパッタレートが均一になり、スパッタが進行した際にスパッタ面に凹凸が形成されることを抑制でき、異常放電の発生を抑制できる。
一方、スパッタ面のビッカース硬さが60Hv以上とされているので、結晶粒径を比較的小さくすることができ、スパッタが進行した際にスパッタ面に凹凸が形成されることを抑制でき、異常放電の発生を抑制できる。
この場合、スパッタ面のビッカース硬さが120Hv以下に制限されているので、結晶粒内の内部ひずみが小さく、スパッタ粒子の放出が均一となって、成膜された銅合金膜の膜厚の均一性を向上させることができる。また、内部ひずみを小さくすることでスパッタレートが均一になり、スパッタが進行した際にスパッタ面に凹凸が形成されることを抑制でき、異常放電の発生を抑制できる。
一方、スパッタ面のビッカース硬さが60Hv以上とされているので、結晶粒径を比較的小さくすることができ、スパッタが進行した際にスパッタ面に凹凸が形成されることを抑制でき、異常放電の発生を抑制できる。
以上のように、本願発明によれば、耐候性に優れた銅合金膜を成膜でき、成膜時の異常放電の発生を抑制することができるとともに、熱間加工性に優れた銅合金スパッタリングターゲットを提供することができる。
以下に、本願発明の一実施形態である銅合金スパッタリングターゲットについて詳細に説明する。
本実施形態である銅合金スパッタリングターゲットは、例えば、フラットパネルディスプレイや、タッチパネル等の配線膜、若しくは、銅または銅合金からなるCu配線膜の上に積層される保護膜を成膜する際に使用されるものである。
なお、本実施形態である銅合金スパッタリングターゲットは、平板状をなし、そのスパッタ面の面積が100000mm2以上とされた大型のスパッタリングターゲットとされている。
本実施形態である銅合金スパッタリングターゲットは、例えば、フラットパネルディスプレイや、タッチパネル等の配線膜、若しくは、銅または銅合金からなるCu配線膜の上に積層される保護膜を成膜する際に使用されるものである。
なお、本実施形態である銅合金スパッタリングターゲットは、平板状をなし、そのスパッタ面の面積が100000mm2以上とされた大型のスパッタリングターゲットとされている。
本実施形態である銅合金スパッタリングターゲットは、Ni、又はNi及びAlを合計で5mass%以上15mass%以下(但し、Niを0.5mass%以上含む)含有するとともに、Mnを0.1mass%以上5.0mass%以下、Feを0.5mass%以上7.0mass%以下、含有し、残部がCuと不可避不純物とからなる組成を有している。
そして、本実施形態である銅合金スパッタリングターゲットにおいては、不可避的に含有される非金属介在物の最大粒子径が10μm以下とされている。ここで、本実施形態においては、非金属介在物として、合金成分であるCu,Ni,Al,Mn,Feの酸化物や、不純物として含まれる酸化物を対象としている。
また、スパッタ面における平均結晶粒径が50μm以下とされ、スパッタ面のビッカース硬さが60Hv以上120Hv以下の範囲内とされている。
さらに、本実施形態においては、スパッタ面における表面粗さが、最大高さRz(JIS B0601-2001)で5μm以下とされている。
また、スパッタ面における平均結晶粒径が50μm以下とされ、スパッタ面のビッカース硬さが60Hv以上120Hv以下の範囲内とされている。
さらに、本実施形態においては、スパッタ面における表面粗さが、最大高さRz(JIS B0601-2001)で5μm以下とされている。
次に、本実施形態である銅合金スパッタリングターゲットの組成、非金属介在物のサイズ、平均結晶粒径、硬さ、スパッタ面の表面粗さを上述のように規定した理由について説明する。
(Niの含有量又はNiの含有量とAlの含有量の合計:5mass%以上15mass%以下)
Niは、Cuの耐候性を改善する作用効果を有する元素である。Niを含有することにより、成膜された銅合金膜の変色を抑制することが可能となる。
Alは、Niと同様にCuの耐候性を改善する作用効果を有する元素である。Niの一部の代替としてAlを添加しても、成膜された銅合金膜の変色を抑制することが可能となる。なお、Alは、Niに比べて安価な元素であることから、Niの代替として添加することでコストの削減を図ることができるため、必要に応じて添加することができる。
ここで、Niの含有量又はNiの含有量とAlの含有量の合計が5mass%未満の場合には、耐候性が十分に向上せず、成膜された銅合金膜の変色を十分に抑制できないおそれがある。一方、Niの含有量又はNiの含有量とAlの含有量の合計が15mass%を超える場合には、熱間加工性、被削性が低下し、この銅合金スパッタリングターゲットの製造が困難となるおそれがある。
このような理由から、Niの含有量又はNiの含有量とAlの含有量の合計を、0.5mass%以上15mass%以下の範囲内に設定している。
特に限定されないが、上記のNiの含有量又はNiの含有量とAlの含有量の合計の範囲は、6mass%以上14mass%以下が好ましく、8mass%以上12mass%以下がより好ましい。
Niは、Cuの耐候性を改善する作用効果を有する元素である。Niを含有することにより、成膜された銅合金膜の変色を抑制することが可能となる。
Alは、Niと同様にCuの耐候性を改善する作用効果を有する元素である。Niの一部の代替としてAlを添加しても、成膜された銅合金膜の変色を抑制することが可能となる。なお、Alは、Niに比べて安価な元素であることから、Niの代替として添加することでコストの削減を図ることができるため、必要に応じて添加することができる。
ここで、Niの含有量又はNiの含有量とAlの含有量の合計が5mass%未満の場合には、耐候性が十分に向上せず、成膜された銅合金膜の変色を十分に抑制できないおそれがある。一方、Niの含有量又はNiの含有量とAlの含有量の合計が15mass%を超える場合には、熱間加工性、被削性が低下し、この銅合金スパッタリングターゲットの製造が困難となるおそれがある。
このような理由から、Niの含有量又はNiの含有量とAlの含有量の合計を、0.5mass%以上15mass%以下の範囲内に設定している。
特に限定されないが、上記のNiの含有量又はNiの含有量とAlの含有量の合計の範囲は、6mass%以上14mass%以下が好ましく、8mass%以上12mass%以下がより好ましい。
(Ni:0.5mass%以上)
Niを適量添加することにより、熱間加工性が向上することになる。
ここで、Niの含有量が0.5mass%未満の場合には、熱間加工性が十分に向上せず、熱間圧延時に割れが生じ、特に、スパッタ面の面積が100000mm2以上とされた大型の銅合金スパッタリングターゲットの製造が困難となるおそれがある。
このような理由から、Niの含有量を、0.5mass%以上に設定している。
特に限定されないが、上記Niの含有量は、1mass%以上14mass%以下が好ましく、8mass%以上12mass%以下がより好ましい。
Niを適量添加することにより、熱間加工性が向上することになる。
ここで、Niの含有量が0.5mass%未満の場合には、熱間加工性が十分に向上せず、熱間圧延時に割れが生じ、特に、スパッタ面の面積が100000mm2以上とされた大型の銅合金スパッタリングターゲットの製造が困難となるおそれがある。
このような理由から、Niの含有量を、0.5mass%以上に設定している。
特に限定されないが、上記Niの含有量は、1mass%以上14mass%以下が好ましく、8mass%以上12mass%以下がより好ましい。
(Mn:0.1mass%以上5.0mass%以下)
Mnは、溶湯の流動性を改善することによって熱間加工性を向上させる作用効果を有する元素である。
ここで、Mnの含有量が0.1mass%未満の場合には、溶湯の流動性が十分に向上せず、熱間圧延時に割れが発生し、大型のスパッタリングターゲットを歩留良く製造できないおそれがある。一方、Mnの含有量が5.0mass%を超えた場合には、Mn酸化物等の粗大な非金属酸化物が発生しやすくなり、マイクロアーク放電回数が増加してしまうおそれがある。
このような理由から、Mnの含有量を、0.1mass%以上5.0mass%以下の範囲内に設定している。
特に限定されないが、上記Mnの含有量は、0.3mass%以上3.0mass%以下が好ましく、0.5mass%以上2.0mass%以下がより好ましい。
Mnは、溶湯の流動性を改善することによって熱間加工性を向上させる作用効果を有する元素である。
ここで、Mnの含有量が0.1mass%未満の場合には、溶湯の流動性が十分に向上せず、熱間圧延時に割れが発生し、大型のスパッタリングターゲットを歩留良く製造できないおそれがある。一方、Mnの含有量が5.0mass%を超えた場合には、Mn酸化物等の粗大な非金属酸化物が発生しやすくなり、マイクロアーク放電回数が増加してしまうおそれがある。
このような理由から、Mnの含有量を、0.1mass%以上5.0mass%以下の範囲内に設定している。
特に限定されないが、上記Mnの含有量は、0.3mass%以上3.0mass%以下が好ましく、0.5mass%以上2.0mass%以下がより好ましい。
(Fe:0.5mass%以上7.0mass%以下)
Feは、金属組織を微細化することによって熱間加工性を向上させる作用効果を有する元素である。
ここで、Feの含有量が0.5mass%未満の場合には、金属組織微細化による熱間加工性の向上が不十分となり、熱間圧延時に割れが発生し、特に、スパッタ面の面積が100000mm2以上とされた大型のスパッタリングターゲットを歩留良く製造できないおそれがある。一方、Feの含有量が7.0mass%を超えた場合には、熱間加工性、耐候性が劣化するおそれがある。
このような理由から、Feの含有量を、0.5mass%以上7.0mass%以下の範囲内に設定している。
特に限定されないが、上記Feの含有量は、0.7mass%以上5.0mass%以下が好ましく、1.0mass%以上4.0mass%以下がより好ましい。
Feは、金属組織を微細化することによって熱間加工性を向上させる作用効果を有する元素である。
ここで、Feの含有量が0.5mass%未満の場合には、金属組織微細化による熱間加工性の向上が不十分となり、熱間圧延時に割れが発生し、特に、スパッタ面の面積が100000mm2以上とされた大型のスパッタリングターゲットを歩留良く製造できないおそれがある。一方、Feの含有量が7.0mass%を超えた場合には、熱間加工性、耐候性が劣化するおそれがある。
このような理由から、Feの含有量を、0.5mass%以上7.0mass%以下の範囲内に設定している。
特に限定されないが、上記Feの含有量は、0.7mass%以上5.0mass%以下が好ましく、1.0mass%以上4.0mass%以下がより好ましい。
(非金属介在物の最大粒子径:10μm以下)
銅合金スパッタリングターゲット中に不可避的に含有される非金属介在物は、銅合金を構成する元素の酸化物や溶解炉の耐火物の一部が、鋳造時に鋳塊中に巻き込まれて残存したものと推測される。これらの酸化物(非金属介在物)は、二次電子を放出しやすいことから、非金属介在物の最大粒子径が10μmを超えると、二次電子の放出量が増加して、マイクロアーク放電の発生回数が増大してしまうおそれがあった。
このような理由から、本実施形態においては、銅合金スパッタリングターゲット中に不可避的に含有される非金属介在物の最大粒子径を10μm以下に制限している。
なお、マイクロアーク放電を確実に抑制し、安定してスパッタ成膜するためには、非金属介在物の最大粒子径を5μm以下とすることが好ましく、2μm以下とすることがさらに好ましい。
特に限定されないが、上記非金属介在物の最大粒子径の下限値は0.8μm以上である。
銅合金スパッタリングターゲット中に不可避的に含有される非金属介在物は、銅合金を構成する元素の酸化物や溶解炉の耐火物の一部が、鋳造時に鋳塊中に巻き込まれて残存したものと推測される。これらの酸化物(非金属介在物)は、二次電子を放出しやすいことから、非金属介在物の最大粒子径が10μmを超えると、二次電子の放出量が増加して、マイクロアーク放電の発生回数が増大してしまうおそれがあった。
このような理由から、本実施形態においては、銅合金スパッタリングターゲット中に不可避的に含有される非金属介在物の最大粒子径を10μm以下に制限している。
なお、マイクロアーク放電を確実に抑制し、安定してスパッタ成膜するためには、非金属介在物の最大粒子径を5μm以下とすることが好ましく、2μm以下とすることがさらに好ましい。
特に限定されないが、上記非金属介在物の最大粒子径の下限値は0.8μm以上である。
(スパッタ面における平均結晶粒径:50μm以下)
スパッタレートは、結晶方位によって異なることから、スパッタが進行するとスパッタ面に、上述のスパッタレートの違いに起因して結晶粒に応じた凹凸が生じることになる。
ここで、平均結晶粒径が50μmを超えると、スパッタ面に生じる凹凸が大きくなり、凸部に電荷が集中して異常放電が発生しやすくなる。
このような理由から、本実施形態の銅合金スパッタリングターゲットにおいては、スパッタ面における平均結晶粒径を50μm以下に規定している。
なお、スパッタが進行した際のスパッタ面の凹凸を抑えて異常放電を確実に抑制するためには、スパッタ面における平均結晶粒径を40μm以下とすることが好ましく、30μm以下とすることがさらに好ましい。
特に限定されないが、上記のスパッタ面における平均結晶粒径の下限値は18μm以上である。
スパッタレートは、結晶方位によって異なることから、スパッタが進行するとスパッタ面に、上述のスパッタレートの違いに起因して結晶粒に応じた凹凸が生じることになる。
ここで、平均結晶粒径が50μmを超えると、スパッタ面に生じる凹凸が大きくなり、凸部に電荷が集中して異常放電が発生しやすくなる。
このような理由から、本実施形態の銅合金スパッタリングターゲットにおいては、スパッタ面における平均結晶粒径を50μm以下に規定している。
なお、スパッタが進行した際のスパッタ面の凹凸を抑えて異常放電を確実に抑制するためには、スパッタ面における平均結晶粒径を40μm以下とすることが好ましく、30μm以下とすることがさらに好ましい。
特に限定されないが、上記のスパッタ面における平均結晶粒径の下限値は18μm以上である。
(スパッタ面のビッカース硬さ:60Hv以上120Hv以下)
本実施形態である銅合金スパッタリングターゲットにおいて、スパッタ面のビッカース硬さが120Hvを超える場合には、結晶粒内の内部ひずみが大きくなってスパッタ粒子の放出に偏りが生じ、成膜された銅合金膜の膜厚が不均一になるおそれがある。また、内部ひずみによってスパッタレートが不均一になり、スパッタ面に凹凸が生じ、マイクロアーク放電回数が増大してしまうおそれがある。一方、スパッタ面のビッカース硬さが60Hv未満の場合には、結晶粒径が粗大化することから、スパッタが進行した際にスパッタ面の凹凸が生じ、異常放電が発生しやすくなる。
このような理由から、本実施形態の銅合金スパッタリングターゲットにおいては、スパッタ面のビッカース硬さを60Hv以上120Hv以下の範囲内に規定している。
なお、結晶粒径が粗大化を抑えて異常放電を確実に抑制するためには、スパッタ面におけるビッカース硬さの下限を70Hv以上とすることが好ましく、75Hv以上とすることがさらに好ましい。また、スパッタレートを均一化して膜厚のばらつきやマイクロアーク放電を確実に抑制するためには、スパッタ面におけるビッカース硬さの上限を100Hv以下とすることが好ましく、90Hv以下とすることがさらに好ましい。
本実施形態である銅合金スパッタリングターゲットにおいて、スパッタ面のビッカース硬さが120Hvを超える場合には、結晶粒内の内部ひずみが大きくなってスパッタ粒子の放出に偏りが生じ、成膜された銅合金膜の膜厚が不均一になるおそれがある。また、内部ひずみによってスパッタレートが不均一になり、スパッタ面に凹凸が生じ、マイクロアーク放電回数が増大してしまうおそれがある。一方、スパッタ面のビッカース硬さが60Hv未満の場合には、結晶粒径が粗大化することから、スパッタが進行した際にスパッタ面の凹凸が生じ、異常放電が発生しやすくなる。
このような理由から、本実施形態の銅合金スパッタリングターゲットにおいては、スパッタ面のビッカース硬さを60Hv以上120Hv以下の範囲内に規定している。
なお、結晶粒径が粗大化を抑えて異常放電を確実に抑制するためには、スパッタ面におけるビッカース硬さの下限を70Hv以上とすることが好ましく、75Hv以上とすることがさらに好ましい。また、スパッタレートを均一化して膜厚のばらつきやマイクロアーク放電を確実に抑制するためには、スパッタ面におけるビッカース硬さの上限を100Hv以下とすることが好ましく、90Hv以下とすることがさらに好ましい。
(スパッタ面の表面粗さ(最大高さRz):5μm以下)
本実施形態である銅合金スパッタリングターゲットにおいて、スパッタ面の表面粗さが最大高さRzで5μmを超えると、この銅合金スパッタリングターゲットの使用開始直後において、スパッタ面から突出した凸部の先端に電荷が集中して異常放電が発生しやすくなるおそれがある。
このような理由から、本実施形態の銅合金スパッタリングターゲットにおいては、スパッタ面の表面粗さを、最大高さRzで5μm以下に規定している。
なお、使用開始直後の異常放電の発生を確実に抑制するためには、スパッタ面の表面粗さを、最大高さRzで2μm以下とすることが好ましく、1μm以下とすることがさらに好ましい。
特に限定されないが、上記のスパッタ面の表面粗さの下限値は0.8μm以上である。
本実施形態である銅合金スパッタリングターゲットにおいて、スパッタ面の表面粗さが最大高さRzで5μmを超えると、この銅合金スパッタリングターゲットの使用開始直後において、スパッタ面から突出した凸部の先端に電荷が集中して異常放電が発生しやすくなるおそれがある。
このような理由から、本実施形態の銅合金スパッタリングターゲットにおいては、スパッタ面の表面粗さを、最大高さRzで5μm以下に規定している。
なお、使用開始直後の異常放電の発生を確実に抑制するためには、スパッタ面の表面粗さを、最大高さRzで2μm以下とすることが好ましく、1μm以下とすることがさらに好ましい。
特に限定されないが、上記のスパッタ面の表面粗さの下限値は0.8μm以上である。
次に、本実施形態である銅合金スパッタリングターゲットを製造する方法の一例について説明する。
本実施形態である銅合金スパッタリングターゲットは、溶解鋳造工程、熱間圧延工程、(レベラー加工工程/冷間圧延工程、熱処理工程)、機械加工工程、といった工程を経て製造される。以下に、各工程について説明する。
本実施形態である銅合金スパッタリングターゲットは、溶解鋳造工程、熱間圧延工程、(レベラー加工工程/冷間圧延工程、熱処理工程)、機械加工工程、といった工程を経て製造される。以下に、各工程について説明する。
(溶解鋳造工程)
まず、上述のターゲット組成となるように、溶解原料を秤量する。溶解原料としては、純度99.99mass%以上の無酸素銅、純度99.9mas%以上のNi、純度99.99mass%以上のAl、純度99.95mass%以上のFe、純度99.9mas%以上のMnを用いることが好ましい。
なお、合金元素を十分に混合して溶湯の組成を均一化するためには、誘導溶解炉を用いることが好ましい。
まず、上述のターゲット組成となるように、溶解原料を秤量する。溶解原料としては、純度99.99mass%以上の無酸素銅、純度99.9mas%以上のNi、純度99.99mass%以上のAl、純度99.95mass%以上のFe、純度99.9mas%以上のMnを用いることが好ましい。
なお、合金元素を十分に混合して溶湯の組成を均一化するためには、誘導溶解炉を用いることが好ましい。
ここで、Al,Ni,Fe,Mnといった合金元素は、Cuよりも酸化しやすいことから、溶解時において、これらの合金元素の酸化を防止することにより、粗大な非金属介在物の発生が抑制されることになる。
溶解時の酸化を防止するためには、真空雰囲気あるいは不活性ガス雰囲気で溶解することが好ましい。また、生産性を考慮して大気雰囲気で溶解する場合には、黒鉛坩堝の使用や、カーボン粒子及びカーボン粉末によって湯面を被覆することによって、溶湯を還元性雰囲気に保つことが好ましい。
溶解時の酸化を防止するためには、真空雰囲気あるいは不活性ガス雰囲気で溶解することが好ましい。また、生産性を考慮して大気雰囲気で溶解する場合には、黒鉛坩堝の使用や、カーボン粒子及びカーボン粉末によって湯面を被覆することによって、溶湯を還元性雰囲気に保つことが好ましい。
なお、上述の合金元素の酸化を確実に防止することは工業上困難であるとともに、溶解炉の耐火材や上述のカーボン粉末等も鋳塊中に巻き込まれて非金属介在物となる可能性がある。これらの非金属介在物の巻き込みを防止するためには、縦型の連続鋳造機を用いて、タンディッシュ及びディストリビュータによって、非金属介在物を浮上分離させることが好ましい。
(熱間圧延工程)
縦型の連続鋳造機によって製造された鋳塊は、所定の長さに切断された後、熱間圧延が施される。
熱間圧延の最終段階には、1パス当たりの圧下率を20%以上40%以下、熱間圧延終了温度が550℃以上650℃以下、とされた仕上げ熱間圧延を1回以上行うことが好ましい。
熱間圧延後は、200℃以下の温度になるまで、200℃/min以上の冷却速度で急冷することが好ましい。これにより、平均結晶粒径が50μm以下、ビッカース硬さが60Hv以上120Hv以下とされた銅合金圧延板を得ることができる。
縦型の連続鋳造機によって製造された鋳塊は、所定の長さに切断された後、熱間圧延が施される。
熱間圧延の最終段階には、1パス当たりの圧下率を20%以上40%以下、熱間圧延終了温度が550℃以上650℃以下、とされた仕上げ熱間圧延を1回以上行うことが好ましい。
熱間圧延後は、200℃以下の温度になるまで、200℃/min以上の冷却速度で急冷することが好ましい。これにより、平均結晶粒径が50μm以下、ビッカース硬さが60Hv以上120Hv以下とされた銅合金圧延板を得ることができる。
(レベラー加工工程/冷間圧延工程及び熱処理工程)
上述の仕上げ熱間圧延及び冷却後に、圧延板の平面度を向上させるためにレベラー加工又は冷間圧延加工を実施してもよい。
なお、レベラー加工又は冷間圧延加工を行った場合には、平均結晶粒径及びビッカース硬さを調整するために、350℃以上550℃以下の温度で1~2時間保持する条件で熱処理を行い、大気中で放冷することが好ましい。
上述の仕上げ熱間圧延及び冷却後に、圧延板の平面度を向上させるためにレベラー加工又は冷間圧延加工を実施してもよい。
なお、レベラー加工又は冷間圧延加工を行った場合には、平均結晶粒径及びビッカース硬さを調整するために、350℃以上550℃以下の温度で1~2時間保持する条件で熱処理を行い、大気中で放冷することが好ましい。
(機械加工工程)
上述のようにして得られた銅合金圧延板において、スパッタ面となる表面に研削及び研磨を行い、スパッタ面の表面粗さを最大高さRzで5μm以下となるように調整することが好ましい。
上述のようにして得られた銅合金圧延板において、スパッタ面となる表面に研削及び研磨を行い、スパッタ面の表面粗さを最大高さRzで5μm以下となるように調整することが好ましい。
以上のような工程により、本実施形態である銅合金スパッタリングターゲットが製造される。
この銅合金スパッタリングターゲットは、銅製のバッキングプレートに半田付けされて、スパッタ装置に取り付けられ、対向配置された基板上に銅合金膜をスパッタ成膜する。
ここで、スパッタ成膜された銅合金膜においては、上述した銅合金スパッタリングターゲットと同等の組成を有することになる。
この銅合金スパッタリングターゲットは、銅製のバッキングプレートに半田付けされて、スパッタ装置に取り付けられ、対向配置された基板上に銅合金膜をスパッタ成膜する。
ここで、スパッタ成膜された銅合金膜においては、上述した銅合金スパッタリングターゲットと同等の組成を有することになる。
以上のような構成とされた本実施形態である銅合金スパッタリングターゲットによれば、非金属介在物の最大粒子径が10μm以下に制限されているので、スパッタ成膜時において、この非金属介在物に電荷が溜まって異常放電が発生することを抑制でき、スパッタ成膜を安定して行うことが可能となる。
また、本実施形態である銅合金スパッタリングターゲットにおいては、Ni、又はNi及びAlを合計で5mass%以上15mass%以下(但し、Niを0.5mass%以上含む)含有するとともに、Mnを0.1mass%以上5.0mass%以下、Feを0.5mass%以上7.0mass%以下、含有し、残部がCuと不可避不純物とからなる組成を有していることから、耐候性に優れており、成膜された銅合金膜の変色を抑制することができる。
また、Niの含有量又はNiの含有量とAlの含有量の合計が15mass%以下と比較的少ないことから、熱間加工性、被削性に優れており、銅合金スパッタリングターゲットを歩留り良く製造することができる。さらに、Niの含有量が0.5mass%以上とされていることから、熱間圧延性を向上させることができ、熱間圧延時の割れの発生を抑制することができる。
さらに、Niの一部の代替としてAlを添加した場合には、Niの含有量を低減することができ、銅合金スパッタリングターゲットの製造コストを削減することが可能となる。
さらに、Niの一部の代替としてAlを添加した場合には、Niの含有量を低減することができ、銅合金スパッタリングターゲットの製造コストを削減することが可能となる。
さらに、本実施形態である銅合金スパッタリングターゲットにおいては、Mnを0.1mass%以上5.0mass%以下の範囲内で含有しているので、鋳造時の湯流れ性の向上により熱間加工性を向上させることができる。
また、Feを0.5mass%以上7.0mass%以下の範囲内で含有しているので、金属組織が十分に微細化されることになり、熱間加工性を向上させることができる。
このように、熱間加工性が十分に向上されているので、熱間圧延時の割れの発生を抑制でき、例えばスパッタ面の面積が100000mm2以上とされた大型のスパッタリングターゲットを歩留良く製造することができる。
また、Feを0.5mass%以上7.0mass%以下の範囲内で含有しているので、金属組織が十分に微細化されることになり、熱間加工性を向上させることができる。
このように、熱間加工性が十分に向上されているので、熱間圧延時の割れの発生を抑制でき、例えばスパッタ面の面積が100000mm2以上とされた大型のスパッタリングターゲットを歩留良く製造することができる。
また、本実施形態である銅合金スパッタリングターゲットにおいては、スパッタ面における平均結晶粒径が50μm以下とされているので、スパッタが進行してスパッタ面に結晶粒に応じた凹凸が形成された場合であっても、凹凸が大きくならず、異常放電の発生をさらに抑制することができる。
さらに、本実施形態である銅合金スパッタリングターゲットにおいては、スパッタ面のビッカース硬さが60Hv以上とされているので、結晶粒径を比較的小さくすることができ、スパッタが進行してスパッタ面に結晶粒に応じた凹凸が形成された場合であっても、異常放電の発生を抑制できる。
また、スパッタ面のビッカース硬さが120Hv以下とされているので、結晶粒内の内部ひずみが小さく、スパッタ粒子の放出が均一となって、成膜された銅合金膜の膜厚の均一性を向上させることができる。また、内部ひずみによってスパッタレートが不均一になることを抑制でき、スパッタが進行してスパッタ面に大きな凹凸が形成されることを抑制でき、異常放電の発生を抑制できる。
また、スパッタ面のビッカース硬さが120Hv以下とされているので、結晶粒内の内部ひずみが小さく、スパッタ粒子の放出が均一となって、成膜された銅合金膜の膜厚の均一性を向上させることができる。また、内部ひずみによってスパッタレートが不均一になることを抑制でき、スパッタが進行してスパッタ面に大きな凹凸が形成されることを抑制でき、異常放電の発生を抑制できる。
さらに、本実施形態である銅合金スパッタリングターゲットにおいては、スパッタ面の表面粗さが最大高さRzで5μm以下とされているので、使用開始直後においてスパッタ面から突出した凸部の先端に電荷が集中して異常放電が発生することを抑制でき、安定してスパッタ成膜を行うことができる。
以上、本願発明の実施形態について説明したが、本願発明はこれに限定されることはなく、その発明の技術的思想を逸脱しない範囲で適宜変更可能である。
例えば、本実施形態では、平板状をなし、そのスパッタ面の面積が100000mm2以上とされた大型のスパッタリングターゲットとして説明したが、銅合金スパッタリングターゲットの形状に特に限定はなく、円板状あるいは矩形平板状をなしていてもよいし、円筒形状をなしていてもよい。また、スパッタ面の面積についても上述の範囲に限定されることはない。
例えば、本実施形態では、平板状をなし、そのスパッタ面の面積が100000mm2以上とされた大型のスパッタリングターゲットとして説明したが、銅合金スパッタリングターゲットの形状に特に限定はなく、円板状あるいは矩形平板状をなしていてもよいし、円筒形状をなしていてもよい。また、スパッタ面の面積についても上述の範囲に限定されることはない。
以下に、本願発明に係る銅合金スパッタリングターゲットの作用効果について評価した評価試験の結果について説明する。
溶解原料として純度99.99mass%以上の無酸素銅、純度99.9mass%以上の低カーボンニッケル、純度99.9mass%以上の電解マンガン、純度99.95mass%以上の電解鉄、純度99.9mass%以上の純アルミニウムを準備し、高周波誘導加熱炉を用いて大気雰囲気で溶解し、表1に示すターゲット組成となるように成分調整した。なお、溶解時におけるカーボン粒子及びカーボン粉末による溶湯被覆の有無を表2に示す。
成分調整後の溶湯を、ディストリビュータによって縦型の連続鋳造機に注湯し、620mm×220mmの矩形断面を有する鋳塊を製造した。この鋳塊のトップ部及びボトム部を切断除去し、620mm×220mm×長さ900mmの鋳塊を得た。
成分調整後の溶湯を、ディストリビュータによって縦型の連続鋳造機に注湯し、620mm×220mmの矩形断面を有する鋳塊を製造した。この鋳塊のトップ部及びボトム部を切断除去し、620mm×220mm×長さ900mmの鋳塊を得た。
次に、この鋳塊に対して熱間圧延を実施し、1100mm×5500mm×厚さ20mmの圧延板を得た。なお、仕上げ熱間圧延の条件を表2に示す。
また、熱間圧延直後の圧延板を水シャワーにより冷却した。この時の冷却速度を表2に示す。なお、本発明例11では、熱間圧延後に水冷を行わずに放冷した。
また、本発明例4,10では、さらに表2に示す総圧下率の冷間圧延を行った後、500℃で1時間の熱処理を施した。
また、熱間圧延直後の圧延板を水シャワーにより冷却した。この時の冷却速度を表2に示す。なお、本発明例11では、熱間圧延後に水冷を行わずに放冷した。
また、本発明例4,10では、さらに表2に示す総圧下率の冷間圧延を行った後、500℃で1時間の熱処理を施した。
次に、得られた圧延板から、マシニングセンターを用いて、126mm×178mm×厚さ6mmのターゲット材を切り出し、フライス加工によりスパッタ面を仕上げた。
得られた銅合金スパッタリングターゲットを、銅製のバッキングプレートにはんだ付けした後、さらにスパッタ面に研磨加工を行った。研磨加工は使用する砥粒を粗目(♯150)から順に細目(♯800)まで変えて研磨することにより表面粗さを低減した後、研磨で付着した粉じんを洗浄して除去した。
得られた銅合金スパッタリングターゲットを、銅製のバッキングプレートにはんだ付けした後、さらにスパッタ面に研磨加工を行った。研磨加工は使用する砥粒を粗目(♯150)から順に細目(♯800)まで変えて研磨することにより表面粗さを低減した後、研磨で付着した粉じんを洗浄して除去した。
このようにして得られた評価用ターゲットについて、非金属介在物の最大粒子径、平均結晶粒径、ビッカース硬さ、スパッタ面の表面粗さ(最大高さRz)、異常放電回数(マイクロアーク放電回数)、膜の耐候性、および膜厚の均一性を、以下のようにして評価した。また、純銅からなる銅膜の上に銅合金膜を積層した積層膜の耐候性、成膜された銅合金膜の組成も評価した。
(非金属介在物)
評価用ターゲットのスパッタ面の縦横それぞれを3等分した9箇所の領域内から各1個の組織観察用のサンプルを切り出し、それぞれスパッタ面を研磨し、EPMA(電子線マイクロアナライザー)を用いて組織観察を行った。各サンプルについて倍率100倍で10箇所の視野を観察し、視野内に非金属介在物が観察された場合は、最大の非金属介在物を特定し、その最長方向の長さを測定した。非金属介在物であることを特定するため、適宜、EPMAにより定性分析を行い、酸素と合金元素からなる非金属介在物であることを確認した。9個のサンプルのうち非金属介在物が最大のものを特定し、非金属介在物の最大粒子径とした。評価結果を表3に記載する。
評価用ターゲットのスパッタ面の縦横それぞれを3等分した9箇所の領域内から各1個の組織観察用のサンプルを切り出し、それぞれスパッタ面を研磨し、EPMA(電子線マイクロアナライザー)を用いて組織観察を行った。各サンプルについて倍率100倍で10箇所の視野を観察し、視野内に非金属介在物が観察された場合は、最大の非金属介在物を特定し、その最長方向の長さを測定した。非金属介在物であることを特定するため、適宜、EPMAにより定性分析を行い、酸素と合金元素からなる非金属介在物であることを確認した。9個のサンプルのうち非金属介在物が最大のものを特定し、非金属介在物の最大粒子径とした。評価結果を表3に記載する。
(平均結晶粒径)
非金属介在物を観察した9個のサンプルのうちターゲットの角部にあたる領域から切り出した4個のサンプルを結晶粒径の測定に用いた。
各サンプルの研磨面を希硝酸により結晶粒界が見える程度に腐食させ、光学顕微鏡を用いてJIS H0501-1986に規定された切断法に基づいて平均結晶粒径を測定し、4サンプルの平均結晶粒径の平均値を求めた。評価結果を表3に示す。
非金属介在物を観察した9個のサンプルのうちターゲットの角部にあたる領域から切り出した4個のサンプルを結晶粒径の測定に用いた。
各サンプルの研磨面を希硝酸により結晶粒界が見える程度に腐食させ、光学顕微鏡を用いてJIS H0501-1986に規定された切断法に基づいて平均結晶粒径を測定し、4サンプルの平均結晶粒径の平均値を求めた。評価結果を表3に示す。
(ビッカース硬さ)
平均結晶粒径を測定した4個のサンプルについて、JIS Z2244-2009に基づいてビッカース硬さを測定し、4サンプルの平均値を求めた。なお、試験力は0.98Nとした。測定結果を表3に示す。
平均結晶粒径を測定した4個のサンプルについて、JIS Z2244-2009に基づいてビッカース硬さを測定し、4サンプルの平均値を求めた。なお、試験力は0.98Nとした。測定結果を表3に示す。
(表面粗さ)
JIS B0601-2001に基づき、触針式表面粗さ計(株式会社 東京精密製 サーフコム130A)を用いて評価用ターゲットのスパッタ面の表面粗さ(最大高さRz)を測定した。測定条件は、評価長さ4mm、カットオフ値0.8mm、λS2.5μm、測定速度0.3mm/seccとした。ターゲットの126mm方向を2等分し、178mm方向を3等分する位置の3箇所で最大高さRzを測定し、その平均値を求めた。評価結果を表3に示す。
JIS B0601-2001に基づき、触針式表面粗さ計(株式会社 東京精密製 サーフコム130A)を用いて評価用ターゲットのスパッタ面の表面粗さ(最大高さRz)を測定した。測定条件は、評価長さ4mm、カットオフ値0.8mm、λS2.5μm、測定速度0.3mm/seccとした。ターゲットの126mm方向を2等分し、178mm方向を3等分する位置の3箇所で最大高さRzを測定し、その平均値を求めた。評価結果を表3に示す。
(マイクロアーク放電回数)
評価用ターゲットをスパッタ装置に取り付け、使用開始から1時間で発生したマイクロアーク放電の回数(使用初期)および、使用開始5時間後から1時間で発生したマイクロアーク放電の回数(消耗後)を調べた。マイクロアーク放電回数は、スパッタ電源に付属のアークカウント機能により、放電電圧の低下を検出することにより計数した。なお、スパッタ条件は、到達真空度:5×10-5Pa、ガス圧:アルゴン0.3Pa、スパッタ電力:直流2000W、として行った。使用初期とターゲット消耗後のマイクロアーク放電回数の結果を表3に示す。
評価用ターゲットをスパッタ装置に取り付け、使用開始から1時間で発生したマイクロアーク放電の回数(使用初期)および、使用開始5時間後から1時間で発生したマイクロアーク放電の回数(消耗後)を調べた。マイクロアーク放電回数は、スパッタ電源に付属のアークカウント機能により、放電電圧の低下を検出することにより計数した。なお、スパッタ条件は、到達真空度:5×10-5Pa、ガス圧:アルゴン0.3Pa、スパッタ電力:直流2000W、として行った。使用初期とターゲット消耗後のマイクロアーク放電回数の結果を表3に示す。
(膜の耐候性)
50mm×50mm×0.7mmの無アルカリガラス基板を、ターゲットと基板間距離が60mmとなるように対向配置し、到達真空度:5×10-5Pa、ガス圧:アルゴン0.3Pa、スパッタ電力:直流700Wの条件でスパッタを実施し、基板上に膜厚150nmの銅合金膜を形成した。
成膜された銅合金膜に対して、温度60℃、相対湿度90%の恒温恒湿条件下で250時間保持する恒温恒湿試験を実施した後、銅合金膜表面を目視観察し、変色が認められたものを「NG」、変色が確認できなかったものを「OK」として評価した。その評価結果を表3に示す。
50mm×50mm×0.7mmの無アルカリガラス基板を、ターゲットと基板間距離が60mmとなるように対向配置し、到達真空度:5×10-5Pa、ガス圧:アルゴン0.3Pa、スパッタ電力:直流700Wの条件でスパッタを実施し、基板上に膜厚150nmの銅合金膜を形成した。
成膜された銅合金膜に対して、温度60℃、相対湿度90%の恒温恒湿条件下で250時間保持する恒温恒湿試験を実施した後、銅合金膜表面を目視観察し、変色が認められたものを「NG」、変色が確認できなかったものを「OK」として評価した。その評価結果を表3に示す。
(膜厚の均一性)
上記と同様のスパッタ条件でガラス基板上に目標厚さ500nmで銅合金膜を形成した。成膜された銅合金膜について、50mm×50mmの面内で3×3の配列で均等に配置された9箇所の位置で、その膜厚を測定した。膜厚の測定は、予めガラス基板の9箇所に耐熱テープを貼り付けておき、成膜後にテープをはがすことにより、成膜された銅合金膜によって段差を形成し、この段差を段差計によって測定し、銅合金膜の膜厚とした。また、膜厚の均一性は(最大膜厚-最小膜厚)/膜厚の平均値×100として評価した。評価結果を表3に示す。
上記と同様のスパッタ条件でガラス基板上に目標厚さ500nmで銅合金膜を形成した。成膜された銅合金膜について、50mm×50mmの面内で3×3の配列で均等に配置された9箇所の位置で、その膜厚を測定した。膜厚の測定は、予めガラス基板の9箇所に耐熱テープを貼り付けておき、成膜後にテープをはがすことにより、成膜された銅合金膜によって段差を形成し、この段差を段差計によって測定し、銅合金膜の膜厚とした。また、膜厚の均一性は(最大膜厚-最小膜厚)/膜厚の平均値×100として評価した。評価結果を表3に示す。
(積層膜の評価)
純銅ターゲットを準備し、50mm×50mm×0.7mmの無アルカリガラス基板を、ターゲットと基板間距離が60mmとなるように対向配置し、到達真空度:5×10-5Pa、ガス圧:アルゴン0.3Pa、スパッタ電力:直流700Wの条件でスパッタを実施して、基板上に膜厚150nmの純銅膜を成膜した。
次に、評価用ターゲットを用いて、上記と同様のスパッタ条件(膜の耐候性評価時の成膜条件)で純銅膜の上に厚さ30nmの銅合金膜を成膜し、積層膜を得た。
成膜された積層膜に対して、温度60℃、相対湿度90%の恒温恒湿条件下で250時間保持する恒温恒湿試験を実施し、積層膜を目視観察した結果、基板上に成膜された膜厚150nmの銅合金膜と同様の傾向を示すことを確認した。
純銅ターゲットを準備し、50mm×50mm×0.7mmの無アルカリガラス基板を、ターゲットと基板間距離が60mmとなるように対向配置し、到達真空度:5×10-5Pa、ガス圧:アルゴン0.3Pa、スパッタ電力:直流700Wの条件でスパッタを実施して、基板上に膜厚150nmの純銅膜を成膜した。
次に、評価用ターゲットを用いて、上記と同様のスパッタ条件(膜の耐候性評価時の成膜条件)で純銅膜の上に厚さ30nmの銅合金膜を成膜し、積層膜を得た。
成膜された積層膜に対して、温度60℃、相対湿度90%の恒温恒湿条件下で250時間保持する恒温恒湿試験を実施し、積層膜を目視観察した結果、基板上に成膜された膜厚150nmの銅合金膜と同様の傾向を示すことを確認した。
(銅合金膜の組成)
上記と同様のスパッタ条件(膜の耐候性評価時の成膜条件)でガラス基板上に膜厚1μmの銅合金膜を形成した。
この銅合金膜を測定試料とし、ICP-AES法により成分分析した。その結果、銅合金スパッタリングターゲットの成分と銅合金膜の組成がほぼ等しいことを確認した。
上記と同様のスパッタ条件(膜の耐候性評価時の成膜条件)でガラス基板上に膜厚1μmの銅合金膜を形成した。
この銅合金膜を測定試料とし、ICP-AES法により成分分析した。その結果、銅合金スパッタリングターゲットの成分と銅合金膜の組成がほぼ等しいことを確認した。

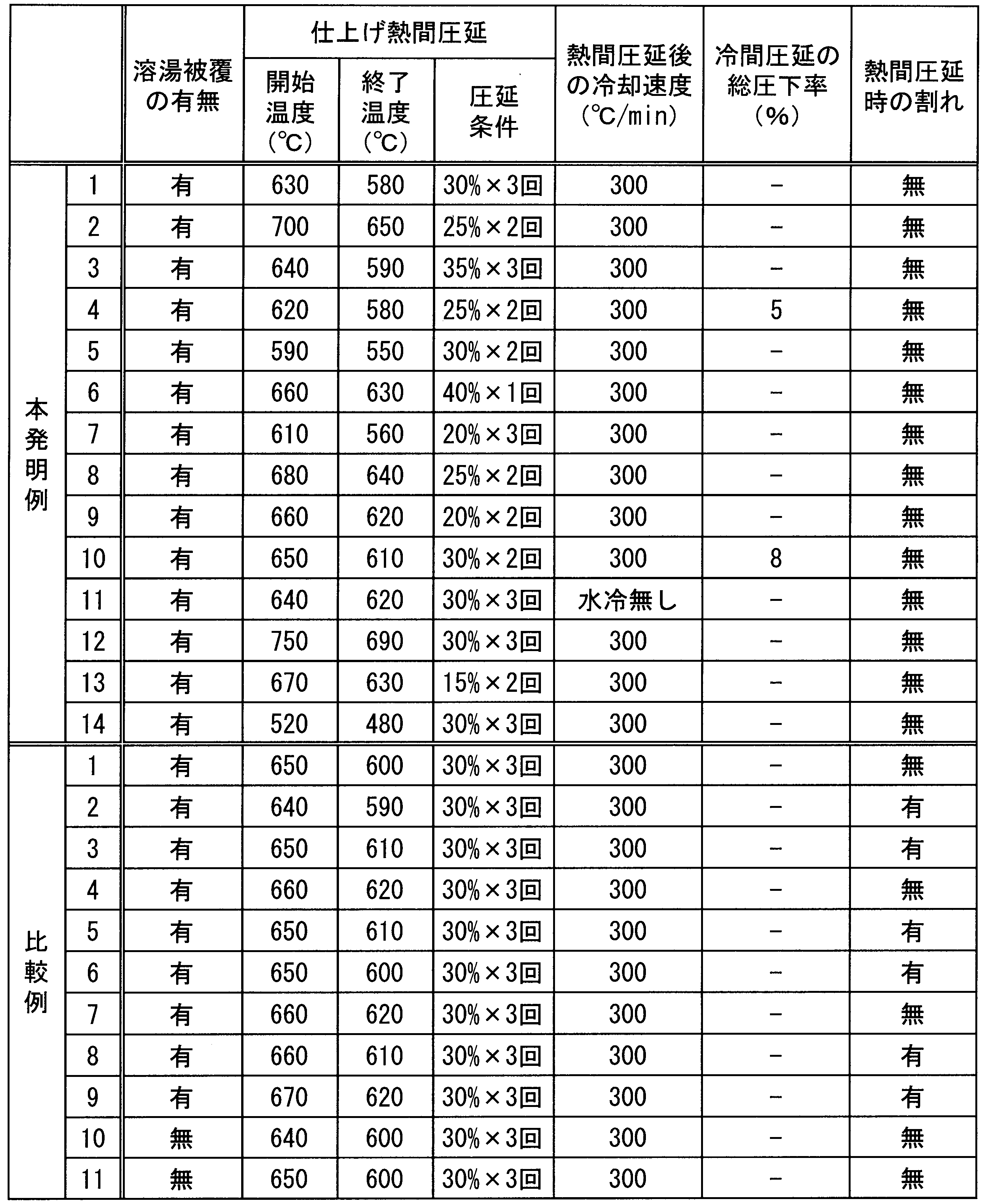

Niの含有量が15mass%を超える比較例2、Mnの含有量が0.1mass%未満である比較例3、Feの含有量が0.5mass%未満である比較例5、Feの含有量が7.0mass%を超える比較例6、Niの含有量とAlの含有量の合計が15mass%を超える比較例8、Niを含有しない比較例9においては、熱間圧延時に割れが確認された。このため、これらについては、その他の評価を行わなかった。
Niの含有量とAlの含有量の合計が5mass%未満とされた比較例1、7においては、恒温恒湿試験後に銅合金膜に変色が認められており、耐候性が不十分であった。
Mnの含有量が5.0mass%を超える比較例4においては、非金属介在物の最大粒子径が10μmを超えており、マイクロアーク放電回数が多くなった。Mn酸化物が多く発生したためと推測される。
また、溶解時に溶湯被覆を実施しなかった比較例10,11においては、非金属介在物の最大粒子径が10μmを超えており、マイクロアーク放電回数が多くなった。
Mnの含有量が5.0mass%を超える比較例4においては、非金属介在物の最大粒子径が10μmを超えており、マイクロアーク放電回数が多くなった。Mn酸化物が多く発生したためと推測される。
また、溶解時に溶湯被覆を実施しなかった比較例10,11においては、非金属介在物の最大粒子径が10μmを超えており、マイクロアーク放電回数が多くなった。
これに対して、成分組成が本願発明の範囲内とされ、非金属介在物の最大粒子径が10μm以下とされた本発明例においては、耐候性に優れた銅合金膜を成膜することができ、マイクロアーク放電回数も抑えられており、安定してスパッタ成膜することができた。
なお、平均結晶粒径が50μmを超える本発明例11,12,13においては、消耗後のマイクロアーク放電回数が増加していた。このため、平均結晶粒径は50μm以下とすることが好ましい。
また、ビッカース硬さが120Hvを超える本発明例14においては、マイクロアーク放電回数が増加し、膜厚にばらつきが生じた。また、上述の本発明例11,12においては、ビッカース硬さが60Hv未満であった。このため、ビッカース硬さは60Hz以上120Hv以下とすることが好ましい。
なお、平均結晶粒径が50μmを超える本発明例11,12,13においては、消耗後のマイクロアーク放電回数が増加していた。このため、平均結晶粒径は50μm以下とすることが好ましい。
また、ビッカース硬さが120Hvを超える本発明例14においては、マイクロアーク放電回数が増加し、膜厚にばらつきが生じた。また、上述の本発明例11,12においては、ビッカース硬さが60Hv未満であった。このため、ビッカース硬さは60Hz以上120Hv以下とすることが好ましい。
以上のことから、本発明例によれば、耐候性に優れた銅合金膜を成膜でき、成膜時の異常放電の発生を抑制することができるとともに、熱間加工性に優れた銅合金スパッタリングターゲットを提供できることが確認された。
本願発明の銅合金スパッタリングターゲットを使用することにより、高品質な銅合金膜を、高い精度及び効率で成膜することができるようになる。結果として、フラットパネルディスプレイやタッチパネル等の製造において、製造工程がより効率化され、また生産品も高品質化される。
Claims (3)
- Ni、又はNi及びAlを合計で5mass%以上15mass%以下(但し、Niを0.5mass%以上含む)含有するとともに、Mnを0.1mass%以上5.0mass%以下、Feを0.5mass%以上7.0mass%以下、含有し、残部がCuと不可避不純物とからなる組成を有し、
非金属介在物の最大粒子径が10μm以下とされていることを特徴とする銅合金スパッタリングターゲット。 - スパッタ面における平均結晶粒径が50μm以下とされていることを特徴とする請求項1に記載の銅合金スパッタリングターゲット。
- スパッタ面のビッカース硬さが、60Hv以上120Hv以下の範囲内とされていることを特徴とする請求項1又は請求項2に記載の銅合金スパッタリングターゲット。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015-091661 | 2015-04-28 | ||
| JP2015091661A JP6435981B2 (ja) | 2015-04-28 | 2015-04-28 | 銅合金スパッタリングターゲット |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016175151A1 true WO2016175151A1 (ja) | 2016-11-03 |
Family
ID=57198333
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/062800 WO2016175151A1 (ja) | 2015-04-28 | 2016-04-22 | 銅合金スパッタリングターゲット |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP6435981B2 (ja) |
| TW (1) | TW201710515A (ja) |
| WO (1) | WO2016175151A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111936660A (zh) * | 2018-04-17 | 2020-11-13 | 三菱综合材料株式会社 | Cu-Ni合金溅射靶 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018163861A1 (ja) * | 2017-03-06 | 2018-09-13 | 三菱マテリアル株式会社 | Cu-Ni合金スパッタリングターゲット及びその製造方法 |
| JP2018145518A (ja) * | 2017-03-06 | 2018-09-20 | 三菱マテリアル株式会社 | Cu−Ni合金スパッタリングターゲット |
| CN107779660A (zh) * | 2017-11-09 | 2018-03-09 | 河南科技大学 | 一种高强高耐蚀铜合金及其制备方法 |
| JP2021181603A (ja) * | 2020-05-20 | 2021-11-25 | 三菱マテリアル株式会社 | スパッタリングターゲット及びスパッタリングターゲット用板材 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000239836A (ja) * | 1999-02-23 | 2000-09-05 | Japan Energy Corp | 高純度銅または銅合金スパッタリングターゲットおよびその製造方法 |
| JP2007051351A (ja) * | 2005-08-19 | 2007-03-01 | Mitsubishi Materials Corp | パーティクル発生の少ないMn含有銅合金スパッタリングターゲット |
| WO2008041535A1 (en) * | 2006-10-03 | 2008-04-10 | Nippon Mining & Metals Co., Ltd. | Cu-Mn ALLOY SPUTTERING TARGET AND SEMICONDUCTOR WIRING |
| WO2010038642A1 (ja) * | 2008-09-30 | 2010-04-08 | 日鉱金属株式会社 | 高純度銅又は高純度銅合金スパッタリングターゲット、同スパッタリングターゲットの製造方法及び高純度銅又は高純度銅合金スパッタ膜 |
| JP2014043643A (ja) * | 2012-08-03 | 2014-03-13 | Kobelco Kaken:Kk | Cu合金薄膜形成用スパッタリングターゲットおよびその製造方法 |
| JP2014145116A (ja) * | 2013-01-29 | 2014-08-14 | Sh Copper Products Corp | Cu−Mn合金スパッタリングターゲット材、Cu−Mn合金スパッタリングターゲット材の製造方法、および半導体素子 |
| JP2014156621A (ja) * | 2013-02-14 | 2014-08-28 | Mitsubishi Materials Corp | 保護膜形成用スパッタリングターゲットおよび積層配線膜 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5757318B2 (ja) * | 2013-11-06 | 2015-07-29 | 三菱マテリアル株式会社 | 保護膜形成用スパッタリングターゲットおよび積層配線膜 |
-
2015
- 2015-04-28 JP JP2015091661A patent/JP6435981B2/ja not_active Expired - Fee Related
-
2016
- 2016-04-22 WO PCT/JP2016/062800 patent/WO2016175151A1/ja active Application Filing
- 2016-04-25 TW TW105112838A patent/TW201710515A/zh unknown
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000239836A (ja) * | 1999-02-23 | 2000-09-05 | Japan Energy Corp | 高純度銅または銅合金スパッタリングターゲットおよびその製造方法 |
| JP2007051351A (ja) * | 2005-08-19 | 2007-03-01 | Mitsubishi Materials Corp | パーティクル発生の少ないMn含有銅合金スパッタリングターゲット |
| WO2008041535A1 (en) * | 2006-10-03 | 2008-04-10 | Nippon Mining & Metals Co., Ltd. | Cu-Mn ALLOY SPUTTERING TARGET AND SEMICONDUCTOR WIRING |
| WO2010038642A1 (ja) * | 2008-09-30 | 2010-04-08 | 日鉱金属株式会社 | 高純度銅又は高純度銅合金スパッタリングターゲット、同スパッタリングターゲットの製造方法及び高純度銅又は高純度銅合金スパッタ膜 |
| JP2014043643A (ja) * | 2012-08-03 | 2014-03-13 | Kobelco Kaken:Kk | Cu合金薄膜形成用スパッタリングターゲットおよびその製造方法 |
| JP2014145116A (ja) * | 2013-01-29 | 2014-08-14 | Sh Copper Products Corp | Cu−Mn合金スパッタリングターゲット材、Cu−Mn合金スパッタリングターゲット材の製造方法、および半導体素子 |
| JP2014156621A (ja) * | 2013-02-14 | 2014-08-28 | Mitsubishi Materials Corp | 保護膜形成用スパッタリングターゲットおよび積層配線膜 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111936660A (zh) * | 2018-04-17 | 2020-11-13 | 三菱综合材料株式会社 | Cu-Ni合金溅射靶 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2016204730A (ja) | 2016-12-08 |
| TW201710515A (zh) | 2017-03-16 |
| JP6435981B2 (ja) | 2018-12-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6435981B2 (ja) | 銅合金スパッタリングターゲット | |
| JP5612147B2 (ja) | 導電性膜形成用銀合金スパッタリングターゲットおよびその製造方法 | |
| TWI444492B (zh) | Aluminum alloy sputtering target | |
| TWI444491B (zh) | Pure aluminum or aluminum alloy sputtering target | |
| JP5723171B2 (ja) | Al基合金スパッタリングターゲット | |
| WO2013105284A1 (ja) | 導電性膜形成用銀合金スパッタリングターゲットおよびその製造方法 | |
| WO2017033694A1 (ja) | 高純度銅スパッタリングターゲット材 | |
| KR102217049B1 (ko) | 메탈 마스크용 소재 및 그 제조 방법 | |
| KR101854009B1 (ko) | 도전성 막 형성용 은 합금 스퍼터링 타겟 및 그 제조 방법 | |
| WO2018066410A1 (ja) | 円筒型スパッタリングターゲット用熱間押出素材、及び、円筒型スパッタリングターゲットの製造方法 | |
| WO2018037840A1 (ja) | スパッタリングターゲット用銅素材およびスパッタリングターゲット | |
| JP6043413B1 (ja) | アルミニウムスパッタリングターゲット | |
| JP6661951B2 (ja) | 高純度銅スパッタリングターゲット材 | |
| WO2018163861A1 (ja) | Cu-Ni合金スパッタリングターゲット及びその製造方法 | |
| JP2017071834A (ja) | 高純度銅スパッタリングターゲット材 | |
| JP6651737B2 (ja) | 高純度銅スパッタリングターゲット材 | |
| JP4569863B2 (ja) | Ag合金スパッタリングターゲット材およびAg合金膜 | |
| JP2018145518A (ja) | Cu−Ni合金スパッタリングターゲット | |
| JP6662087B2 (ja) | 高純度銅スパッタリングターゲット材 | |
| CN110709532B (zh) | 溅射靶材、溅射靶、溅射靶用铝板及其制造方法 | |
| JP2016156097A (ja) | スパッタリングターゲット | |
| JP2013185238A (ja) | スパッタリングターゲット | |
| KR102197979B1 (ko) | 구리 합금 스퍼터링 타깃 | |
| JP2003293037A (ja) | 打抜き加工性に優れるFe−Ni系合金の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16786428 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 16786428 Country of ref document: EP Kind code of ref document: A1 |