WO2016171201A1 - Plaquette de coupe et outil de coupe - Google Patents
Plaquette de coupe et outil de coupe Download PDFInfo
- Publication number
- WO2016171201A1 WO2016171201A1 PCT/JP2016/062596 JP2016062596W WO2016171201A1 WO 2016171201 A1 WO2016171201 A1 WO 2016171201A1 JP 2016062596 W JP2016062596 W JP 2016062596W WO 2016171201 A1 WO2016171201 A1 WO 2016171201A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- corner
- cutting insert
- cutting
- angle
- corner portion
- Prior art date
Links
Images

















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/18—Cutting tools of which the bits or tips or cutting inserts are of special material with cutting bits or tips or cutting inserts rigidly mounted, e.g. by brazing
- B23B27/20—Cutting tools of which the bits or tips or cutting inserts are of special material with cutting bits or tips or cutting inserts rigidly mounted, e.g. by brazing with diamond bits or cutting inserts
Definitions
- the present invention relates to a cutting insert in which a cutting edge member containing an ultra-high pressure sintered body is fixed in a region including a corner portion, and a cutting tool including the cutting insert.
- a cutting tool having a cutting edge portion formed of a so-called ultra-high pressure sintered body is known.
- a conventional cutting tool including an ultra-high pressure sintered body is disclosed in Patent Document 1.
- the cutting edge member is formed of an ultra-high pressure sintered body containing at least one of diamond and cubic boron nitride.
- a rake face is formed on one end face (upper face) of the cutting blade member.
- a clearance surface is formed on the peripheral side surface of the cutting blade member.
- a cutting edge having an arcuate corner cutting edge is formed at the intersection ridge line portion between the rake face and the flank face.
- the base member to which the cutting blade member made of ultra high pressure sintered body is attached is made of, for example, cemented carbide.
- an ultra-high pressure sintered body has lower toughness than a cemented carbide. Therefore, when cutting is performed using a cutting insert that uses an ultra-high-pressure sintered body as the cutting edge material, chips may be sandwiched between the cutting insert and the workpiece, resulting in the periphery of the cutting insert's cutting edge. Chipping and chipping may occur. Such chipping or chipping shortens the tool life.
- An object of the present invention is to suppress or prevent chipping and chipping around a cutting edge in a cutting tool using an ultra-high pressure sintered body as a cutting edge material.
- the cutting insert is provided with a cutting edge at a crossing ridge line portion with the flank, and the cutting insert includes a base portion and a tip nose portion connected to the base portion.
- a cutting blade member is provided at the tip nose portion.
- the cutting edge member includes at least one of cubic boron nitride and diamond.
- the cutting tool of the present invention is a cutting tool provided with the cutting insert of the present invention.
- chipping and chipping around the cutting edge can be suppressed or prevented in the cutting tool using the ultra-high pressure sintered body as the cutting edge material.
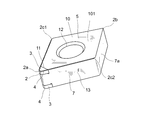
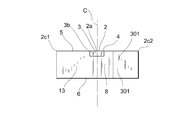
- FIG. 1 is a perspective view of a cutting insert according to the first embodiment.
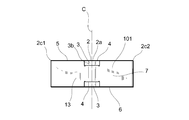
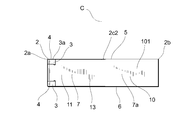
- FIG. 2 is a plan view of the cutting insert of FIG.
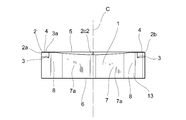
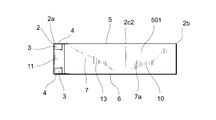
- FIG. 3 is a front view of the cutting insert of FIG.
- FIG. 4 is a right side view of the cutting insert of FIG.
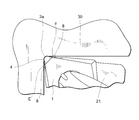
- FIG. 5 is a perspective view of a cutting tool equipped with the cutting insert of FIG. 6 is a partially enlarged plan view of the cutting insert of FIG.
- FIG. 7 is an explanatory diagram of a gap between the cutting tool and the workpiece of FIG.
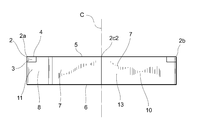
- FIG. 8 is a perspective view of a cutting insert according to the second embodiment.
- FIG. 9 is a plan view of the cutting insert of FIG.
- FIG. 10 is a front view of the cutting insert of FIG.
- FIG. 11 is a right side view of the cutting insert of FIG.
- FIG. 12 is a perspective view of a cutting insert according to the third embodiment.
- FIG. 13 is a plan view of the cutting insert of FIG.
- FIG. 14 is a front view of the cutting insert of FIG.
- FIG. 15 is a left side view of the cutting insert of FIG.
- FIG. 16 is a perspective view of a cutting tool equipped with the cutting insert of FIG.
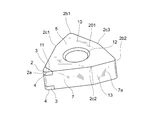
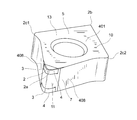
- FIG. 17 is a perspective view of a cutting insert according to the fourth embodiment.
- FIG. 18 is a plan view of the cutting insert of FIG.
- FIG. 19 is a front view of the cutting insert of FIG. 20 is a right side view of the cutting insert of FIG.
- FIG. 21 is a perspective view of a cutting tool equipped with the cutting insert of FIG.
- FIG. 22 is an explanatory diagram of a gap between the cutting tool of FIG.
- FIG. 23 is a perspective view of a cutting insert in the fifth embodiment.
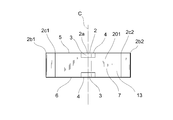
- FIG. 24 is a plan view of the cutting insert of FIG.
- FIG. 25 is a front view of the cutting insert of FIG.
- FIG. 26 is a right side view of the cutting insert of FIG.
- FIG. 27 is a perspective view of a cutting insert in the sixth embodiment.
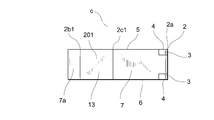
- FIG. 28 is a plan view of the cutting insert of FIG.
- FIG. 29 is a front view of the cutting insert of FIG.
- FIG. 30 is a right side view of the cutting insert of FIG.
- the cutting insert 1 includes two opposing end surfaces 5 and 6 and a peripheral side surface 7 connecting between these end surfaces.
- one end surface 5 shown in FIG. 1 may be referred to as an upper surface
- the other end surface 6 may be referred to as a lower surface.
- the expression which shows the direction and positional relationship in space such as an upper surface
- this is for convenience and intended to define the absolute direction and positional relationship in the space. It is not a thing.
- the cutting insert 1 in this embodiment is formed with an outer shape (contour shape) so as to have a substantially rhomboid plate shape as a basic shape. Therefore, the first end face 5 has a substantially rhombus shape and has four corner portions 2.
- the cutting insert 1 is made of a cemented carbide or the like made of a cutting edge member 3 containing an ultra-high pressure sintered body in a region including the first corner portion 2a among the four corner portions 2 of the first end face 5. Is fixed to the base chip 13.
- the ultra-high pressure sintered body of the cutting insert 1 in this embodiment is a sintered body containing cubic boron nitride.
- the cutting blade member 3 is also fixed to the region including the second corner portion 2b. In addition, the cutting blade member 3 is not arrange
- the base chip 13 has a base 10 including a hole 12 and two tip nose parts 11 connected to the base 10 respectively.
- a cutting blade member 3 is fixed to each tip nose portion 11.
- the first and second corner portions 2a and 2b are formed by fixing the cutting blade member 3 to each of the two tip nose portions 11.
- the 2nd corner part 2b is located in the diagonal of the 1st corner part 2a.
- the cutting blade member 3 is a substantially plate-like member, and has two opposing end surfaces and a peripheral side surface extending therebetween.
- the cutting blade member 3 is disposed on the base chip 13 so that one end surface 3a of the two end surfaces and the peripheral side surface 3b are exposed.
- This one end surface 3a of the cutting blade member 3 may be referred to as an upper surface.
- Part of one end face 3a and peripheral side face 3b exposed of the cutting blade member 3 forms part of the surface of the cutting insert 1. That is, the end surface (upper surface) 3 a of the cutting blade member 3 forms a part of the first end surface (upper surface) 5 of the cutting insert 1, and the peripheral side surface 3 b of the cutting blade member 3 is the peripheral side surface 7 of the cutting insert 1.
- One cutting edge 4 is formed with respect to one cutting edge member 3.
- the flank is formed on the peripheral side surface 7, and the rake face is formed on the first end surface 5. Therefore, the upper surface 3a of the cutting blade member 3 becomes a rake face, and the peripheral side surface 3b becomes a flank face.
- the cutting edge 4 is formed in the intersection ridgeline part of a rake face and a flank face.
- the cutting insert 1 in this embodiment is shown in FIG. 2 (planar surface of the cutting insert 1) as viewed from the direction facing the first end face 5 so that it can be used for both right-handed use and left-handed use. In view), the first corner portion 2a is symmetrical with respect to the bisector D of the first corner portion 2a.
- the bisector D of the first corner portion 2a means a virtual straight line that bisects the outer shape of the first corner portion 2a in plan view. In plan view of the cutting insert 1, the bisector D of the first corner portion 2a is also a bisector of the second corner portion 2b.
- the cutting insert 1 is provided with a hole 12 penetrating the center of each of the two end faces 5 and 6.
- the central axis of the hole 12 intersects the bisector D.
- the cutting insert 1 is detachably attached to the holder 21.
- the cutting tool 20 is a turning tool.
- the cutting insert 1 is mounted on a concave chip seat formed in the holder 21, and the fixing member (pressing member) 22 is fixed to the holder 21 by contacting the upper surface 5 of the cutting insert 1 and the inner surface of the hole 12.
- the fixing member (pressing member) 22 is fixed to the holder 21 by contacting the upper surface 5 of the cutting insert 1 and the inner surface of the hole 12.
- Various known prior art shapes can be applied to a tool body such as a holder.
- the cutting insert 1 in this embodiment has an outer shape so as to have a substantially rhomboid plate shape as a basic shape.
- a substantially rhombic virtual contour shape (basic shape) S of the first end surface (upper surface) 5 is defined in a plan view of FIG.
- a substantially rhombus virtual contour shape can be determined by looking at the cutting insert 1 from the direction facing the second end surface 6.
- the contour line of the virtual contour shape S of the cutting insert 1 is determined along the contour of the base 10 of the cutting insert.
- the virtual contour shape S is determined so that the cutting insert 1 does not protrude from the contour line, and has a number of corner portions that matches the number of corner portions 2 of the first end face 5.
- the apex angle on the acute angle side is about 80 °
- the apex angle on the obtuse angle side is about 100 °.
- corresponds to the apex angle of the acute angle side of the substantially rhombus virtual outline shape S.
- the second corner portion 2b also corresponds to the apex angle on the acute angle side of the substantially rhombic virtual contour shape S, and has the same corner interior angle as the first corner portion 2a. Further, the two corner portions 2c1 and 2c2 related to the base portion 10 correspond to the apex angle on the obtuse angle side of the substantially rhombic virtual contour shape S and have the same corner inner angle.
- the second end surface 6 of the cutting insert 1 is a flat surface facing the first end surface 5.
- the second end surface 6 is a seating surface when the cutting insert 1 is mounted on the cutting tool 10.
- the cutting edge member 3 is not disposed on the second end face 6 side.
- the second corner portion 2b is formed in a shape that is 180-degree rotationally symmetric with the first corner portion 2a with respect to an axis C that is defined so as to pass through the first end surface 5 and the second end surface 6. . In other words, it is formed in a shape that is 180 ° rotationally symmetric with the first corner portion 2a with respect to an axis C that passes through the center of the first end surface 5 and is orthogonal to the first end surface 5.
- the axis C coincides with the central axis of the hole 12.
- the direction of the cutting insert 1 is changed and the second corner portion 2 b is changed to the first corner portion 2 b. It can be used at least twice by replacing the corner portion 2a.
- the first corner portion 2a will be described, and the description of the second corner portion 2b will be omitted unless particularly necessary.
- the cutting edge angle ⁇ of the first corner portion 2a is about 70 °.
- the apex angle of the first corner portion 2a is an angle ⁇ formed by two linear cutting edge portions extending on both sides of the first corner portion 2a.
- the cutting blade member 3 With respect to the cutting blade member 3, the cutting blade 4 extends along the edge of the end surface 3a (intersecting ridge line portion between the end surface 3a and the peripheral side surface 3b) in the plan view of the cutting insert 1 of FIG.
- the cutting edge 4 has a corner (corner cutting edge) 4a defined on the cutting edge member 3, and cutting edge portions 4b and 4c extending on both sides of the corner 4a.
- the cutting edge portions 4b and 4c are linear in FIG.
- the cutting edge portions 4 b and 4 c extend to the edge portion of the end surface 3 a, and are linearly formed on the edge portion of the first end surface 5 in the corner tip portion 1 d in the region beyond the cutting blade member 3.
- the angle formed by these two cutting edge portions 4b and 4c is the corner inner angle of the first corner portion 2a, and is the aforementioned blade edge angle ⁇ .
- the cutting edge angle ⁇ is also referred to as a first corner inner angle.
- a substantially rhombic virtual contour shape (basic shape) S of the first end face (upper surface) 5 is defined in FIG.
- the virtual vertex angle (corner inner angle) of the acute corner corner portion corresponding to the second corner portion 2b is defined as an angle ⁇
- the virtual vertex angle corresponding to the first corner portion 2a is defined as the angle.
- ⁇ 2 is also referred to as a second corner internal angle ⁇
- the angle ⁇ 2 is also referred to as a third corner internal angle ⁇ 2.
- the angle ⁇ 2 in the first corner portion 2a of the virtual contour shape S is the same angle as the angle ⁇ in the second corner portion 2b.
- the second corner inner angle ⁇ and the third corner inner angle ⁇ 2 are both about 80 °. That is, the cutting edge angle ⁇ is smaller than the second and third corner inner angles ⁇ and ⁇ 2, and the difference between the second and third corner inner angles ⁇ and ⁇ 2 and the cutting edge angle ⁇ is about 10 °. Therefore, as apparent from FIGS. 2 and 6, the cutting insert 1 is formed to be narrower than the virtual contour shape S in each of the first and second corner portions 2a and 2b. .
- the base 10 of the base chip 13 has a contour shape that matches the virtual contour shape S in FIG.
- the base portion 10 has two corner portions 2c1 and 2c2 corresponding to two obtuse apex angles.
- the two side portions 9 extending from each of the two corner portions 2c1 and 2c2 toward the first corner portion 2a are linear, and are referred to as straight portions 9 herein.
- the angle formed by the two straight portions 9 toward the first corner portion 2a is the third corner inner angle ⁇ 2
- the angle formed by the two straight portions toward the second corner portion 2b is the first angle.
- the corner internal angle ⁇ is 2.
- the base 10 of the base chip 13 is formed to have a wider angle than the tip nose portion 11 including the cutting edge member 3 that forms the cutting edge 4.
- the base 10 defines a contact surface 7a of the peripheral side surface 7 that contacts the side wall surface of the chip seat. That is, in the plan view, each straight line portion 9 is arranged on the outermost side in the contour shape. The virtual straight line extending each straight line portion 9 is in contact with the contour shape without intersecting. Two contact surfaces 7a are provided so as to sandwich the corner portion with respect to the second corner portion 2b. Therefore, two contact surfaces 7a are provided so as to sandwich the corner portion with respect to the first corner portion 2a.
- the contact surface 7 a is connected to a concave portion (concave region) 8.
- the concave portion 8 extends from the first end surface 5 to the second end surface 6, and the width in the circumferential direction does not change between the first end surface 5 and the second end surface 6.
- the concave portion 8 is formed in a portion of the peripheral side surface 7 between the first corner portion 2a and one obtuse corner portion 2c1 located adjacent to the first corner portion 2a.
- the blade member 3 is provided close to the first corner portion 2a so as to include the peripheral side surface 3b.
- a recess 8 is also formed in a portion of the peripheral side surface 7 between the first corner portion 2a and the other obtuse corner portion 2c2 located adjacent to the first corner portion 2a.
- the concave portion 8 is also a concave side surface that connects the peripheral side surface corresponding to the first corner portion 2a and the contact surface 7a closest to the first corner portion 2a.
- the shape of the portion of the peripheral side surface 7 that does not contact the side wall surface of the chip seat (that is, the shape of the portion excluding the peripheral side surface of the tip nose portion 11 from the recess 8) of the peripheral side surface 7 excluding the tip nose portion 11 is You may be made into such a shape.
- the peripheral side surface 7 can be provided with a portion that does not contact the side wall surface of the chip seat as the concave portion 8, and the cutting edge 4 or the like can be formed in the concave portion 8.
- the cutting edge portions 4b and 4c are connected to both sides of the corner cutting edge 4a, so that two recesses 8 are provided with respect to the first corner portion 2a.
- the cutting insert 1 is also formed with a recess 8 around the second corner portion 2b so that the cutting edge 4 and the like are also formed in a portion that does not contact the side wall surface of the chip seat.
- a cutting edge 4 of 70 ° is provided. That is, the recessed part 8 is formed in the both sides of the 1st and 2nd corner parts 2a and 2b, and a total of four are formed.
- the cutting insert 1 is mounted on the tip seat of the tool body 21 so that the cutting edge 4 of the first corner portion 2a becomes a working cutting edge
- the second end surface that is, the lower surface 6 is placed so as to contact the bottom surface of the chip seat.
- the two contact surfaces 7a closer to the second corner portion 2b than the two obtuse corner portions 2c1 and 2c2 are brought into contact with the side wall surfaces of the corresponding chip seats.
- the side wall surface of the chip seat extends so as to intersect the bottom surface at a substantially right angle.
- the cutting insert 1 is fixed by the fixing member 22.
- the cutting tool 1 with the cutting insert 1 fixed to the tool body 21 is advanced with respect to the rotating workpiece 30 and used for cutting the workpiece 30.
- the cutting insert 1 in this embodiment has a virtual apex angle ⁇ of about 80 °, so that it has a substantially rhomboid plate shape with an apex angle of 80 ° on the acute angle side standardized by JIS B 4121 and ISO 3364. It can be attached to a holder using an insert.
- the second corner internal angle ⁇ is the smallest corner internal angle among the maximum corner internal angles of all the corners 2 determined along the contour shape of the base portion 10.
- the third corner inner angle ⁇ 2 is also the same angle as the second corner inner angle ⁇ , and is the smallest corner inner angle among the maximum corner inner angles of all the corners 2 determined along the contour shape of the base 10. It is.
- the corner portions 2c1 and 2c2 are obtuse angles, and each has an obtuse maximum corner inner angle. Therefore, when the cutting edge 4 of the first corner portion 2a is the working cutting edge, the maximum corner inner angles of the three corner portions 2b, 2c1 and 2c2 other than the first corner portion are all of the first corner portion 2a. It is larger than the first corner interior angle ⁇ . Therefore, it is possible to use the cutting insert 1 in which the tip nose portion 11 of the first corner 4a of the working cutting edge 4 is narrower than the normal cutting insert used in the tool holder 21.
- the holder 21 of the cutting tool 20 exemplified in this embodiment is an example of a holder that has been conventionally used.
- a lathe tool using a cutting insert having a cutting edge angle of 80 ° is often used because it can perform both outer diameter processing and end surface processing with high efficiency.
- the cutting insert 1 according to this embodiment is mounted on a widely used holder 21 so that both outer diameter processing and end surface processing can be performed in the same manner as in the case of a substantially diamond-shaped cutting insert having a cutting edge angle of 80 °. It can be cut efficiently.
- the cutting insert 1 can use the holder 21 used frequently by exchanging only the cutting insert.
- the machining program etc. which were used with the conventional cutting tool can also be utilized as it is.
- the positions of the first and second corner portions 2a and 2b with respect to the holder 21 are substantially the same as the positions of the corner portions of the substantially rhombic plate-like cutting insert having an acute angle apex angle of 80 °. .
- the 1st and 2nd corner parts 2a and 2b when mounting
- the cutting insert does not need to match the position of the first corner portion 2a with the position of the corner portion of the substantially rhomboid cutting insert having an acute angle apex angle of 80 °. That is, in the case where the holder is not limited to a conventionally used holder, the position of the first corner portion 2a in the cutting insert alone may be any position. In that case, it is preferable to use a holder that matches the shape of the cutting insert.
- the edge angle (first corner inner angle) ⁇ of the first corner portion 2a determined in the tip nose portion 11 is larger than the maximum corner inner angle ⁇ of the second corner 2b which is the smallest other than the first corner portion 2a. Is also small. Therefore, the periphery of the first corner portion 2 a of the cutting edge member 3 of the tip nose portion 11 is formed at a corner inner angle that is narrower than the size of a normal cutting insert attached to the holder 21. . Therefore, according to the cutting insert 1, the clearance gap between the workpiece 30 and the cutting blade 4 periphery can be enlarged. Therefore, it is possible to prevent chips from being caught around the cutting edge, suppress chipping and chipping, and extend the tool life of the cutting insert.
- the edge angle (first corner inner angle) ⁇ of the first corner portion 2a is about 70 °.
- the virtual vertex angle (second corner inner angle) ⁇ of the second corner portion 2b is about 80 °. That is, as shown in FIG. 6, the edge angle ⁇ is only an angle ⁇ (( ⁇ ) / 2) on one side with respect to the side (imaginary line) of the rhomboid virtual contour shape S whose acute angle side is the virtual apex angle ⁇ . It has been made smaller.
- this angle is referred to as a fourth angle ⁇ .
- the virtual apex angle ⁇ is set to about 80 °
- the fourth angle ⁇ is set to about 5 °
- the cutting tool 10 having the recess 8 formed in the peripheral side surface 7 of the cutting insert 1 and having cubic boron nitride as the cutting edge member 3 generally has a small cutting depth, so that E shown in FIG.
- the gap between the workpiece 30 and the cutting insert 1 is increased by the recessed area, that is, the recessed portion 8 in the portion and the F portion.
- the gap between the cutting blade member of the ultra-high pressure sintered body and the workpiece 30 it is preferable to increase the gap between the cutting blade member of the ultra-high pressure sintered body and the workpiece 30.
- the gap in the vicinity of the boundary between the cemented carbide portion and the cutting blade member 3 with respect to the side (virtual line) of the rhombic virtual contour shape S is preferably in the range of 0.03 mm or more and 0.60 mm or less.
- the portion of the cutting edge 4 involved in the cutting process hardly changes the contour shape as compared with the cutting edge of the conventional diamond-shaped cutting insert having a cutting edge angle of 80 °.
- the fourth angle ⁇ is 1 ° or more and 9 ° or less in order to satisfy the conflicting requirements of increasing the gap between the portions not involved in cutting and not changing the contour shape of the cutting edge 4 involved in cutting.
- the range of is preferable. That is, when the concave portions 8 are provided on both sides of the first corner portion 2a as in this embodiment, the difference between the virtual vertex angle ⁇ and the blade edge angle ⁇ is preferably in the range of 2 ° or more and 18 ° or less.
- the cutting edge angle ⁇ is preferably in the range of 62 ° or more and 78 ° or less.
- the concave portion 8 does not necessarily have to be provided on both sides of the first and second corner portions 2a and 2b. Moreover, even when the recessed part 8 is provided in both sides, it is not limited to a mirror-symmetric shape. Therefore, including the case where the concave portion 8 is provided only on one side, the difference between the virtual vertex angle ⁇ and the blade edge angle ⁇ is preferably in the range of 1 ° or more and 18 ° or less.
- the fourth angle ⁇ is less than 1 °, the gap hardly increases with respect to the sides of the rhombic virtual contour shape S having an apex angle of 80 °, and therefore, the effect of suppressing or preventing chipping or the like is obtained. I can't get it.
- the fourth angle ⁇ exceeds 9 °, there may be a problem that the roughness of the finished surface of the workpiece 30 is lowered. In this case, in order to maintain the roughness of the finished surface, it is necessary to lower the feed and the like among the cutting conditions.
- the virtual apex angle ⁇ of about 80 ° is preferably in the range of 79 ° or more and 81 ° or less.
- the fourth angle ⁇ is more preferably in the range of 3 ° or more and 7 ° or less. That is, the difference between the virtual vertex angle ⁇ and the blade edge angle ⁇ is more preferably in the range of 3 ° or more and 14 ° or less.
- the cutting edge 4 is honed. That is, the cutting edge 4 has honing.
- the honing is provided from the corner cutting edge 4a of the first corner portion 2a along the cutting edge portions 4b and 4c having a cutting edge angle ⁇ . Therefore, the corner cutting edge 4a and the cutting edge portions 4b and 4c have a constant honing width and shape.
- the cutting insert 1 in this embodiment has a honing extending parallel to the cutting edge portions 4 b and 4 c, and is separated from the first corner portion 2 a along the extending direction of the cutting edge 4. As it does, it has the width expansion part where the width of honing becomes wide. When the width of honing is increased, the occurrence of chipping and defects can be further suppressed.
- the cutting insert 1 is not limited to that the honing is applied along the portion of the cutting edge 4 having a cutting edge angle ⁇ .
- the honing shape in which the honing width increases as the distance from the first corner portion 2a along the cutting edge 4 increases even when the honing shape is generally applied to a roughly diamond-shaped cutting insert having a cutting edge angle of 80 °. Or the effect which prevents a defect
- the flank of the cutting insert 1 is placed on the holder 21 so as to give an appropriate flank angle, and the width of the honing becomes wide and the dimension in the height direction of the honing becomes large. 4 is lowered in a side view and retracted in a plan view, and a gap between the workpiece 30 and the cutting edge 4 is increased.
- the cutting insert 1 in this embodiment is provided with a cutting edge 4 portion having a cutting edge angle ⁇ , so that the width of the honing of the portion acting as the cutting edge 4 is kept constant and the cutting resistance is kept low, while the width is increased.
- Various known conventional techniques can be applied to the shape and size of the honing of the cutting edge 4 involved in cutting.
- the cutting insert 1 may be formed so as to be inclined so that the cutting edge 4 approaches the second end face 6 as it is separated from the first corner portion 2a.
- the cutting edge 4 is inclined in this way in the side view, the cutting edge 4 is lowered in the side view due to the clearance angle and retracted in the plan view, and the gap between the workpiece 30 and the cutting edge 4 increases.
- the inclination of the cutting edge 4 may be inclined by giving a positive rake angle to the rake face.
- FIGS. 1 and 2nd Embodiment a cutting insert 101 according to a second embodiment of the present invention will be described with reference to FIGS.
- the same components as those of the cutting insert 1 in the first embodiment are denoted by the same reference numerals, and the description thereof is omitted.
- the main difference with the cutting insert 1 of 1st Embodiment of the cutting insert 101 which concerns on 2nd Embodiment is demonstrated.
- the cutting insert 101 in this embodiment includes, on the first end surface 5, a first corner portion 2a having an apex angle of about 70 °, and a second corner portion 2b having an apex angle of about 80 ° as the maximum corner internal angle. It is formed in the substantially square plate shape provided with. The first corner portion 2a and the second corner portion 2b are arranged diagonally. In addition, the corner internal angle in planar view of each of the remaining corner parts 2c1 and 2c2 is an obtuse angle.
- the peripheral side surface 7 corresponding to two sides (see FIG. 9) sandwiching the second corner portion 2b is configured to be mounted on the same holder 21 as the cutting insert 1 in the first embodiment.
- the contact surface 7a of the peripheral side surface 7 corresponding to the two sides sandwiching the second corner portion 2b is a substantially rhomboid plate shape whose apex angle on the acute angle side standardized by JIS B 4121 or ISO 3364 is 80 °. It is formed so that it can be attached to a holder using a cutting insert.
- a cutting edge member 3 containing an ultra-high pressure sintered body is fixed to a region including the first corner portion 2a, and a cutting edge 4 is formed. Therefore, the cutting edge angle ⁇ is about 70 °, and the apex angle (second corner inner angle) ⁇ of the second corner portion 2b is about 80 °.
- the cutting edge member 3 is fixed to the first corner portion 2a, and the cutting edge member 3 is arranged in the remaining three corner portions 2b, 2c1, 2c2. It has not been.
- the cutting insert 101 is an axis parallel to the first end face 5 and passing through the center of the first and second end faces 5 and 6, and an axis parallel to the bisector D of the first corner portion 2a ( It is formed in a shape that is 180 ° rotationally symmetric with respect to the central axis C of the hole 12. In other words, the cutting insert 101 is formed in the same shape on the front and back of the cutting insert 101 in plan view. That is, the cutting edge member 3 is also fixed to the second end face 6 to form the cutting edge 4.
- the cutting edge 4 is honed.
- the width of the honing is constant along the cutting edge 4. However, it is not limited to this.
- the base chip 13 has a base 10 including a hole 12 and a tip nose portion 11 connected to the base 10.
- a and a length dimension B from the center to the second corner portion 2b are determined. Since the cutting insert 101 in this embodiment has the hole 12 at substantially the center, the length dimensions A and B coincide with the dimension from the central axis C of the hole 12. It is preferable that the length dimensions A and B of the cutting insert 101 are substantially equal.
- the cutting insert of this embodiment is applied to the corner portion of the basic shape of a substantially rhomboid plate having an acute angle of 80 ° when mounted on the cutting tool 10.
- the position of the first corner portion 2a 101 is substantially the same position. If it is in such a position, when the cutting insert 101 is mounted on the holder 21 that is often used, the first corner portion 2a and the peripheral cutting edge 4 are greatly protruded to the outside of the holder 21. It is possible to prevent the fixation from becoming unstable and the cutting blade 4 from protruding from the holder 21 due to being too small. That is, the positions of the first corner portion 2a and the cutting edge 4 are arranged at substantially the same position as the corner portion and the cutting edge position of a generally used 80 ° rhombus-shaped cutting insert. For this reason, the holder 21 used frequently can be utilized by exchanging only the cutting insert.
- the length dimension A and the length dimension B are not required to be exactly the same dimension. It is required only to substantially match the position of the corner part and the cutting edge of a generally used 80 ° rhombus-shaped cutting insert with the length dimension A, and within the intended range, the length dimension A Is allowed to be slightly different from the length dimension B. This difference can be adjusted by aligning the origin when mounted on the machine tool.
- the difference between the length dimension A and the length dimension B is preferably in the range of 1 mm or less.
- the difference between the length dimension A and the length dimension B is more preferably 0.2 mm or less.
- the second corner portion 2b is not provided with a roundness (corner radius), but is not limited thereto.
- the corner radius of the second corner portion 2b may be provided with an arbitrary roundness such as 0.8 mm.
- the length dimension B is preferably based on the length dimension when the corner radius is 0.8 mm.
- a cutting insert 201 according to the third embodiment of the present invention will be described with reference to FIGS.
- the same components as those of the cutting inserts 1 and 101 in the first and second embodiments are denoted by the same reference numerals, and the description thereof is omitted.
- the main differences between the cutting insert 201 in the third embodiment and the cutting inserts 1 and 101 in the first and second embodiments will be described.
- the cutting insert 201 in this embodiment includes a first corner portion 2a having an apex angle of about 70 ° on the first end face 5, two corner portions 2b1 and 2b2 having an apex angle of about 80 °, and the three corners. It is formed in a substantially hexagonal plate shape including three obtuse corner portions 2c1, 2c2, and 2c3 arranged between the portions. As shown in FIG. 13, in plan view, the cutting insert 201 in this embodiment has a shape symmetrical with respect to the bisector D of the first corner portion 2a.
- the second corner portion 2b1 is assumed to be the corner portion 2 arranged at the upper left in FIG.
- the third corner portion 2c1 is the corner portion 2 existing between the first corner portion 2a and the second corner portion 2b1.
- a cutting edge member 3 containing an ultra-high pressure sintered body is fixed to an area including the first corner portion 2a, and a cutting edge 4 is formed. Therefore, the cutting edge angle (first corner inner angle) ⁇ is about 70 °, the apex angle (second corner inner angle) ⁇ of the second corner portion 2b is about 80 °, and the third corner portion 2c1 The apex angle is about 165 °. That is, the apex angle of the third corner portion 2c1 is larger than the cutting edge angle ⁇ and the apex angle ⁇ of the second corner portion.
- the apex angle of the corner portion 2c3 is about 160 °.
- the corner portion 2b2 has an apex angle of about 80 °, which is the same as that of the second corner portion 2b1, and the corner portion 2c2 has an apex angle of about 165 °, which is the same as that of the third corner portion 2c1.
- the cutting edge member 3 is fixed to the first corner portion 2a, and the remaining five corner portions 2b1, 2b2, 2c1, 2c2, and 2c3 are cut.
- the blade member 3 is not disposed.
- the cutting insert 201 is an axis parallel to the first end surface 5 and passing through the center of the first and second end surfaces 5 and 6, and an axis parallel to the bisector D of the first corner portion 2a ( It is formed in a shape that is 180 ° rotationally symmetric with respect to the central axis C of the hole 12.
- the cutting insert 101 is formed in the same shape on the front and back of the cutting insert 101 in plan view. That is, the cutting edge member 3 is also fixed to the second end face 6 to form the cutting edge 4.
- honing is omitted and not drawn. Honing may have any shape and width, and various conventional techniques are applied.
- the base chip 13 has a base 10 including a hole 12 and a tip nose portion 11 connected to the base 10.
- the cutting insert 201 is provided with a hole 12 that passes through substantially the center of each of the two end faces 5 and 6.
- a cutting insert 201 is detachably attached to a holder 221.
- This cutting tool 220 is a turning tool.
- the cutting insert 201 is placed on a concave chip seat formed in the holder 221, and the fixing member is fixed to the holder 221 by contacting the upper surface 5 of the cutting insert 201 and the inner surface of the hole 12.
- the same fixing member as the fixing member 22 of the cutting tool 20 in the first embodiment can be used as the fixing member.
- the peripheral side surface 7 including the second corner portion 2b of the cutting insert 201 is formed so that it can be attached to a holder using a substantially hexagonal plate-shaped cutting insert standardized by JIS B 4121 or ISO 3364. Yes. That is, the apex angle ⁇ of the second corner portion 2b is formed at about 80 °, the apex angle of the corner portion 2c3 is formed at about 160 °, and with respect to the bisector D of the first corner portion 2a. Since it has a line-symmetric shape, it can be mounted on a holder using a substantially hexagonal plate-shaped cutting insert with a cutting edge angle of 80 °, which is standardized by JIS B 4121 and ISO3364.
- the holder 221 of the cutting tool 220 illustrated in this embodiment is an example of a widely used holder.
- a lathe tool using a cutting insert having a cutting edge angle of 80 ° is often used because it can perform both outer diameter processing and end surface processing with high efficiency.
- the cutting insert 201 of the present embodiment is mounted on a widely used holder 221 to perform both outer diameter processing and end surface processing in the same manner as a substantially hexagonal plate-shaped cutting insert having a cutting edge angle of 80 °. Cutting can be performed with high efficiency.
- the cutting insert 201 of this embodiment can use the holder 221 that is often used by replacing only the cutting insert. Moreover, the machining program etc. which were used with the conventional cutting tool can also be utilized as it is.
- the length dimension B from the center of the 1st end surface 5 in the dimension on the bisector of the 2nd corner part 2b to the 2nd corner part 2b is defined. Since the cutting insert 201 in this embodiment has the hole 12 at substantially the center, the length dimensions A and B coincide with the dimension from the central axis C of the hole 12.
- the cutting insert 201 preferably has substantially equal length dimensions A and B.
- the corner of the cutting insert in the conventional basic shape of a substantially hexagonal plate shape is the first of the cutting insert 201 of the present embodiment.
- the position of one corner portion 2a can be aligned at substantially the same position.
- the positions of the first corner portion 2a and the cutting edge 4 are arranged at substantially the same position as the corner portion and the cutting edge position of a hexagonal plate-shaped cutting insert having a cutting edge angle of 80 ° which is widely used.
- the length dimension A and the length dimension B are not required to be exactly the same dimension. In the hexagonal basic shape, it is only required to substantially match the position of the corner and cutting edge of the cutting insert with the length dimension A. Within the intended range, the length dimension A is slightly different from the length dimension B. Different dimensions are allowed. This difference can be adjusted by aligning the origin when mounted on the machine tool.
- the cutting insert 201 of this embodiment is provided with a roundness (corner radius) of about 0.8 mm in the second corner portion 2b. However, it is not limited to this. The roundness of the second corner portion 2b may be an arbitrary corner radius.
- the length dimension B is preferably based on the length dimension when the corner radius is 0.8 mm.
- a cutting insert 301 according to a fourth embodiment of the present invention will be described with reference to FIGS.
- the same components as those of the cutting inserts 1, 101, 201 in the first to third embodiments are denoted by the same reference numerals, and the description thereof is omitted.
- the main differences of the cutting insert 301 in the fourth embodiment of the present invention from the cutting inserts 1, 101, 201 in the first to third embodiments will be described.
- the cutting insert 301 in this embodiment includes, on the first end surface 5, first and second corner portions 2 a and 2 b having an acute angle side virtual apex angle of about 55 °, and an obtuse angle side. It is formed in a substantially rhomboid plate shape including two corner portions 2c1 and 2c2.
- the cutting blade member 3 containing an ultra-high pressure sintered body is fixed to the base chip 13 in a region including the first corner portion 2 a among the four corner portions 2 of the first end surface 5.
- a cutting edge 4 is formed.
- the cutting blade member 3 is also fixed to the region including the second corner portion 2b, and the cutting blade 4 is formed.
- the cutting insert 301 is self-contained so as to be compatible with right-hand use, and has a shape that is asymmetric with respect to the bisector of the first corner portion 2a in plan view. That is, based on FIG. 18, a recess 8 is formed only on the right side of the periphery of the first corner portion 2 a that is the lower corner portion 2.
- the base chip 13 has a base portion 10 including a hole 12 and two tip nose portions 11 connected to the base portion 10.
- the cutting insert 301 includes a hole 12 penetrating the center of each of the two end faces 5 and 6.
- a cutting insert 301 is detachably attached to a holder 321.
- This cutting tool 320 is a turning tool.
- the cutting insert 301 is placed on a concave chip seat formed in the holder 321, and the fixing member is fixed to the holder 321 by contacting the upper surface 5 of the cutting insert 301 and the inner surface of the hole 12.
- the same fixing member as the fixing member 22 of the cutting tool 20 in the first embodiment can be used as the fixing member.
- the second end surface 6 of the cutting insert 301 is a flat surface facing the first end surface 5.
- each cutting blade member 3 is fixed to the first and second corner portions 2a and 2b on the first end face 5 side.
- the cutting blade member 3 is fixed to the two corner portions 2a and 2b on the substantially rhombus acute angle side, and is not disposed on the remaining two corner portions 2c1 and 2c2 on the obtuse angle side. Further, the cutting edge member 3 is not disposed on the second end face 6 side.
- the second corner portion 2 b is formed in a shape that is 180 ° rotationally symmetric with the first corner portion 2 a with respect to an axis C that passes through the center of the first end surface 5 and is orthogonal to the first end surface 5.
- the second corner portion 2 b is formed in a shape that is 180 ° rotationally symmetric with the first corner portion 2 a with respect to the central axis C of the hole 12.
- a cutting edge angle ⁇ when the angle formed by the two linear cutting edge portions 4b and 4c extending on both sides of the corner cutting edge 4a of the first corner portion 2a in the plan view is defined as a cutting edge angle ⁇ ,
- the edge angle ⁇ of the corner portion 2a is about 50 °.
- an angle (maximum corner internal angle) formed by two sides extending on both sides of the second corner portion 2b in the substantially rhombic virtual contour shape S is defined as a virtual vertex angle (second corner internal angle) ⁇ .
- the virtual apex angle ⁇ is about 55 °. That is, the difference between the virtual vertex angle ⁇ and the blade edge angle ⁇ is about 5 °.
- the fourth angle ⁇ is also about 5 °.
- the first corner portion 2a and the second corner portion 2b are arranged diagonally.
- the virtual apex angle ⁇ is also an angle formed by the two linear portions 9 arranged on both sides of the second corner portion 2b in plan view. These linear portions 9 correspond to the contact surface 7a of the peripheral side surface 7 that contacts the side wall surface of the chip seat. That is, the virtual apex angle ⁇ corresponds to an angle substantially formed by the two contact surfaces 7a with the side wall surface of the chip seat.
- Each straight line portion 9 is arranged on the outermost side in the contour shape. That is, the virtual straight line extending each straight line portion 9 is in contact with the contour shape without intersecting.
- abut the side wall surface of a chip seat among the surrounding side surfaces 7 may be made into any shape.
- the peripheral side surface 7 can be provided with a portion that does not contact the side wall surface of the chip seat as the concave portion 8, and the cutting edge 4 or the like can be formed in the concave portion 8.
- a recess 8 is formed around the second corner portion 2b so that the cutting edge 4 and the like are also formed in a portion that does not contact the side wall surface of the chip seat, and the cutting edge is formed.
- a cutting edge 4 having an angle ⁇ of about 50 ° is provided. That is, one recess 8 is formed around each of the first and second corner portions 2a and 2b.
- the concave portion 8 is formed only on one side of each of the first and second corner portions 2a and 2b, and a total of two concave portions 8 are formed.
- the cutting insert 301 of this embodiment has a virtual apex angle ⁇ of about 55 °, so that it has a substantially rhomboid plate shape with an apex angle on the acute angle side standardized by JIS B 4121 or ISO 3364 of 55 °. It can be attached to a holder using an insert.
- the holder 321 of the cutting tool 320 exemplified in this embodiment is an example of a holder that has been conventionally used.
- a lathe tool using a cutting insert having a cutting edge angle of 55 ° is often used because it is suitable for profile processing and the like.
- the cutting insert 301 in this embodiment can be cut in the same manner as the cutting tool having a substantially rhomboid plate shape with a cutting edge angle of 55 ° by being mounted on a widely used holder 321.
- the cutting insert 301 can use the holder 321 used frequently by exchanging only the cutting insert.
- the machining program etc. which were used with the conventional cutting tool can also be utilized as it is.
- the positions of the first and second corner portions 2a and 2b with respect to the holder 321 are substantially the same as the positions of the corner portions of the cutting insert in the basic rhombus plate-shaped basic shape S having an acute angle apex angle of 55 °. It is preferable.
- the first and second corner portions 2a and 2b are mounted when the cutting insert 301 is mounted on a commonly used general holder 321. It is prevented that 2a, 2b and the peripheral cutting edge 4 are protruded largely to the outside of the holder 321, so that the fixing becomes unstable, and the cutting edge 4 does not protrude from the holder 321 because it is too small.
- the cutting edge angle (first corner inner angle) ⁇ of the first corner portion 2a is about 50 °.
- the virtual vertex angle (second corner inner angle) ⁇ of the second corner portion 2b is about 55 °. That is, the edge angle ⁇ is made smaller by about 5 ° with respect to the side of the rhomboid virtual contour shape S whose acute angle side is the virtual apex angle ⁇ . For this reason, as shown in the explanatory diagram of FIG. 22, when cutting a workpiece 30 having a flange shape or the like, the portion around the cutting edge 4 that is not involved in the cutting as the cutting edge 4 is on the acute angle side.
- the edge angle is arranged away from the workpiece 30. That is, the cutting tool 320 having one concave portion 8 formed on the peripheral side surface 7 of the cutting insert 301 and using cubic boron nitride as the cutting blade member 3 generally has a small cutting depth, and therefore, FIG. In the G section shown, the gap between the workpiece 30 and the cutting insert 301 is enlarged by the recess 8. Since a gap (G portion) between the workpiece 30 and a portion not involved in cutting around the cutting edge 4 is increased, chips and the like are prevented from being caught.
- the cutting edge 4 on the side where the concave portion 8 is not formed does not need the concave portion 8 because the gap with the workpiece 30 is originally large.
- the concave portions 8 may be formed on both sides of the first corner portion 2a. The size and arrangement position of the recess 8 can be changed in a timely manner according to the cutting edge angle of the holder to be applied, the shape of the workpiece 30, the cutting conditions, and the like.
- the difference between the cutting edge angle ⁇ and the virtual apex angle ⁇ of the cutting insert 301 in this embodiment is preferably in the range of 1 ° or more and 9 ° or less.
- the difference between the cutting edge angle ⁇ and the virtual apex angle ⁇ is more preferably in the range of 3 ° or more and 7 ° or less.
- honing is omitted and not drawn. Honing may have any shape and width, and various conventional techniques can be applied.
- a cutting insert 401 according to the fifth embodiment of the present invention will be described with reference to FIGS.
- the same components as those of the cutting inserts 1, 101, 201, 301 in the first to fourth embodiments are denoted by the same reference numerals, and the description thereof is omitted.
- the main differences between the cutting insert 401 in the fifth embodiment and the cutting inserts 1, 101, 201, 301 in the first to fourth embodiments will be described.
- the cutting insert 401 in this embodiment is an example in which the cutting insert 101 in the second embodiment is deformed so that a recess 408 is formed.
- the recess 408 of the cutting insert 401 of this embodiment is different from the recess 8 of the cutting insert 1 in the first embodiment in the position and shape to be formed.
- the recessed portion 408 in this embodiment is formed at a position that is separated from the first corner portion 2 a and is also separated from the cutting blade member 3.
- Two concave portions 408 are formed symmetrically with respect to the bisector D of the first corner portion 2a.
- the cutting insert 401 includes a portion having a fifth angle ⁇ due to the formation of the recess 408.
- the fifth angle ⁇ is about 55 °.
- the edge angle ⁇ of the first corner portion 2a is about 70 °. That is, the recess 408 is formed so that the fourth angle ⁇ is smaller than the blade edge angle ⁇ .
- the concave portion 408 does not directly increase the gap between the cutting blade member 3 (the periphery of the cutting blade 4) and the workpiece 30.
- the concave portion 408 further improves the chip discharging performance by increasing the gap between the base tip 13 of the cutting insert 401 and the workpiece 30, and indirectly causes chipping and chipping around the cutting edge 4. Suppress.
- the base chip 13 has a base 10 including a hole 12 and a tip nose portion 11 connected to the base 10.
- the cutting insert 401 is formed on the first end surface 5 in a substantially rectangular plate shape having a first corner portion 2a having an apex angle of about 70 ° and a second corner portion 2b having an apex angle of about 80 °. Yes.
- the first corner portion 2a and the second corner portion 2b are arranged diagonally.
- the contact surface 7a of the peripheral side surface 7 corresponding to the two sides sandwiching the second corner portion 2b is configured to be mounted on the same holder 21 as the cutting insert 1 in the first embodiment.
- the contact surface 7a of the peripheral side surface 7 corresponding to the two sides sandwiching the second corner portion 2b is a substantially rhomboid plate shape whose apex angle on the acute angle side standardized by JIS B 4121 or ISO 3364 is 80 °. It is formed so that it can be attached to a holder using a cutting insert.
- a cutting edge member 3 containing an ultra-high pressure sintered body is fixed to a region including the first corner portion 2a, and a cutting edge 4 is formed. Therefore, the cutting edge angle (first corner inner angle) ⁇ is about 70 °, and the apex angle (second corner inner angle) ⁇ of the second corner portion 2b is about 80 °.
- the cutting edge member 3 On the first end face 5 side of the cutting insert 401 in this embodiment, the cutting edge member 3 is fixed to the first corner portion 2a, and the cutting edge member 3 is disposed at the remaining three corner portions 2b, 2c1, 2c2. It has not been.
- the cutting insert 401 is an axis parallel to the first end surface 5 and passing through the center of the first and second end surfaces 5 and 6, and an axis parallel to the bisector D of the first corner portion 2a ( It is formed in a shape that is 180 ° rotationally symmetric with respect to the central axis C of the hole 12. That is, the cutting edge member 3 is also fixed to the second end face 6 to form the cutting edge 4.
- the cutting edge 4 is honed.
- the width of the honing is constant along the cutting edge 4.
- the present invention is not limited to this, and various known conventional techniques can be applied to honing.
- the same components as those of the cutting inserts 1, 101, 201, 301, 401 in the first to fifth embodiments are denoted by the same reference numerals, and the description thereof will be given. Omitted.
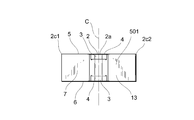
- the main differences between the cutting insert 501 in the sixth embodiment and the cutting inserts 1, 101, 201, 301, 401 in the first to fifth embodiments will be described.
- the cutting insert 501 in this embodiment is an example in which the cutting insert 101 in the second embodiment is deformed so as to have a portion where the fifth angle ⁇ is formed. Is also similar. As shown in the plan view of FIG. 28, in a plan view, the cutting insert 501 has a portion having a fifth angle ⁇ , and the fifth angle ⁇ is about 55 °. The edge angle ⁇ of the first corner portion 2a is about 70 °. That is, the clearance between the cutting insert 501 and the workpiece 30 is increased by making the fifth angle ⁇ smaller than the cutting edge angle ⁇ . The portion having the fifth angle ⁇ does not directly increase the gap between the cutting edge member 3 (the periphery of the cutting edge 4) and the workpiece 30.
- the base chip 13 has a base 10 including a hole 12 and a tip nose portion 11 connected to the base 10.
- the cutting insert 501 is formed on the first end surface 5 in a substantially rectangular plate shape having a first corner portion 2a having an apex angle of about 70 ° and a second corner portion 2b having an apex angle of about 80 °. Yes.
- the first corner portion 2a and the second corner portion 2b are arranged diagonally.
- the contact surface 7a of the peripheral side surface 7 corresponding to the two sides sandwiching the second corner portion 2b is configured to be mounted on the same holder 21 as the cutting insert 1 in the first embodiment.
- the contact surface 7a of the peripheral side surface 7 corresponding to the two sides sandwiching the second corner portion 2b is a substantially rhomboid plate shape whose apex angle on the acute angle side standardized by JIS B 4121 or ISO 3364 is 80 °. It is formed so that it can be attached to a holder using a cutting insert.
- the cutting edge member 3 containing the ultra-high pressure sintered body is fixed to the region including the first corner portion 2a, and the cutting edge 4 is formed. Therefore, the cutting edge angle (first corner inner angle) ⁇ is about 70 °, and the apex angle (second corner inner angle) ⁇ of the second corner portion 2b is about 80 °.
- the cutting insert 401 is an axis parallel to the first end surface 5 and passing through the center of the first and second end surfaces 5 and 6, and an axis parallel to the bisector D of the first corner portion 2a ( It is formed in a shape that is 180 ° rotationally symmetric with respect to the central axis C of the hole 12. That is, the cutting edge member 3 is also fixed to the second end face 6 to form the cutting edge 4.
- the cutting edge 4 is honed.
- the width of the honing is constant along the cutting edge 4.
- the present invention is not limited to this, and various known conventional techniques can be applied to honing.
- the cutting insert of the present invention may have any form as long as it is a cutting insert to which a cutting blade member of an ultra-high pressure sintered body is fixed.
- a known fixing method such as brazing can be applied.
- the cutting insert has a substantially polygonal plate shape.
- wear with the cutting insert standardized by JISB4121 and ISO3364 is preferable.
- the cutting edge member 3 is fixed only on the first end face 5 side, and the cutting edge 4 is formed.
- the cutting blade member 3 may be fixed and the cutting blade 4 may be formed.
- the cutting insert 1 in the first embodiment has a substantially rhomboid plate shape, the cutting insert 1 may have a substantially hexagonal plate shape with a virtual apex angle ⁇ of 80 °. In that case, the three cutting blade members 3 and the cutting blade 4 can be arranged on the first end face 5.
- the cutting edges 4 can be formed in six corner portions 2 (tip nose portions 11) in total.
- the virtual apex angle ⁇ can be set to 60 °, and a cutting insert having a basic shape of a substantially equilateral triangular plate shape can be obtained.
- the basic shape is a substantially equilateral triangular plate shape
- the cutting edge angle ⁇ is preferably in the range of 42 ° or more and 58 ° or less
- the virtual apex angle ⁇ is preferably in the range of 59 ° or more and 61 ° or less.
- the cutting insert 1 can also have a basic shape of a substantially rhomboid plate with a virtual apex angle ⁇ of 55 ° or 35 °.
- the cutting inserts 101 and 201 in the second and third embodiments can also have a basic shape such as a substantially rhomboid plate shape or a substantially equilateral triangular plate shape having different apex angles ⁇ of the second corner portion.
- the cutting edge member 3 and the cutting edge 4 may be formed only on the first end face 5, and the second end face 6 may be a flat face.
- the cutting insert may be asymmetrical with respect to the bisector of the first corner portion 2a.
- the gap is increased only on one side from the basic shapes of a substantially rhomboid plate shape, a substantially hexagonal plate shape, and a substantially triangular plate shape.
- the recess 8 may be formed only on one side.
- you may further have the part of 5th angle (epsilon) smaller than the blade edge angle (alpha) like the cutting inserts 401 and 501 in 5th and 6th embodiment.
- a recess may be further formed in the base tip spaced from the cutting blade member 3.
- the material of the cutting edge member of the cutting insert of the present invention preferably contains at least one of cubic boron nitride and diamond. That is, the cutting edge and the tool material around the cutting edge are coated with a coating film by PVD or CVD on the surface of the sintered body containing cubic boron nitride or the sintered body containing cubic boron nitride. It is preferable to select from among those having sintered materials containing diamond or diamond.
- the cutting insert of the present invention is mounted on a cutting tool, and further, the cutting tool is mounted on a machine tool, so that it can be used for cutting a steel material or the like. It is applied to lathe tools and rotary cutting tools, and there are almost no restrictions on the applicable cutting tools. Although only the cutting insert attached to the tool for lathe has been described in the embodiment, the present invention is not limited to this. It can also be applied to cutting inserts used for rotary cutting tools.
- the cutting insert and the cutting tool of the present invention are not limited to the embodiment described above, and various changes and additions can be made without departing from the gist of the present invention.
- a chip breaker may be formed around the cutting edge.
- a finishing blade portion such as a wiper blade may be provided on the cutting blade portion.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Milling Processes (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
Abstract
L'invention concerne une plaquette de coupe et un outil de coupe permettant de réduire le risque d'écaillage et de rupture. La plaquette de coupe selon l'invention est une plaquette de coupe (1) qui présente deux surfaces d'extrémité se faisant face et une surface latérale circonférentielle (7) et qui est dotée de bords de coupe (4) dans des sections de ligne d'arête d'intersection entre une première surface d'extrémité sensiblement polygonale (5) extérieure aux deux surfaces d'extrémité et à la surface latérale circonférentielle. La plaquette de coupe comprend une section de base (10) et des sections de nez en pointe (11) qui sont continues avec la section de base. Des éléments de bord de coupe (3) sont disposés dans les sections de nez en pointe. Les éléments de bord de coupe contiennent du nitrure de bore cubique et/ou des diamants. Lorsque la plaquette de coupe est observée depuis une direction faisant face à la première surface d'extrémité, une première partie de coin (2a) des sections de nez en pointe comprend un premier angle interne de coin α, une seconde partie de coin (2b) où l'angle interne de coin maximal défini par le contour de la section de base est le plus petit comprend un second angle interne de coin β, et le premier angle interne de coin α est inférieur au second angle interne de coin β.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016560941A JP6384683B2 (ja) | 2015-04-22 | 2016-04-21 | 切削インサートおよび切削工具 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015087226 | 2015-04-22 | ||
| JP2015-087226 | 2015-04-22 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016171201A1 true WO2016171201A1 (fr) | 2016-10-27 |
Family
ID=57143259
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/062596 WO2016171201A1 (fr) | 2015-04-22 | 2016-04-21 | Plaquette de coupe et outil de coupe |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP6384683B2 (fr) |
| WO (1) | WO2016171201A1 (fr) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107309817A (zh) * | 2017-08-07 | 2017-11-03 | 南通山口精工机电有限公司 | 一种微型轴承磨削工装 |
| WO2020031871A1 (fr) * | 2018-08-06 | 2020-02-13 | 住友電工ハードメタル株式会社 | Outil de tournage |
| JPWO2019167866A1 (ja) * | 2018-03-01 | 2021-02-04 | 京セラ株式会社 | 切削インサート、切削工具及び切削加工物の製造方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2414232A1 (de) * | 1973-03-30 | 1974-10-10 | Stellram Sa | Schneidplaettchen fuer die endbearbeitung |
| JPS56132008U (fr) * | 1980-03-10 | 1981-10-06 | ||
| JPS63140302U (fr) * | 1987-03-06 | 1988-09-14 | ||
| JP2005040942A (ja) * | 2003-07-21 | 2005-02-17 | Kennametal Inc | 切削インサート、ツールホルダ及びツールホルダアセンブリ |
| JP2007075932A (ja) * | 2005-09-13 | 2007-03-29 | Tungaloy Corp | スローアウェイチップ |
| JP2007290059A (ja) * | 2006-04-24 | 2007-11-08 | Tungaloy Corp | 超高圧焼結体切削工具 |
| CN202291454U (zh) * | 2011-11-14 | 2012-07-04 | 郑州市钻石精密制造有限公司 | 凹槽定位式焊接聚晶金刚石车铣刀片 |
| JP2013022701A (ja) * | 2011-07-22 | 2013-02-04 | Kyocera Corp | 切削チップおよび切削工具 |
-
2016
- 2016-04-21 WO PCT/JP2016/062596 patent/WO2016171201A1/fr active Application Filing
- 2016-04-21 JP JP2016560941A patent/JP6384683B2/ja active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2414232A1 (de) * | 1973-03-30 | 1974-10-10 | Stellram Sa | Schneidplaettchen fuer die endbearbeitung |
| JPS56132008U (fr) * | 1980-03-10 | 1981-10-06 | ||
| JPS63140302U (fr) * | 1987-03-06 | 1988-09-14 | ||
| JP2005040942A (ja) * | 2003-07-21 | 2005-02-17 | Kennametal Inc | 切削インサート、ツールホルダ及びツールホルダアセンブリ |
| JP2007075932A (ja) * | 2005-09-13 | 2007-03-29 | Tungaloy Corp | スローアウェイチップ |
| JP2007290059A (ja) * | 2006-04-24 | 2007-11-08 | Tungaloy Corp | 超高圧焼結体切削工具 |
| JP2013022701A (ja) * | 2011-07-22 | 2013-02-04 | Kyocera Corp | 切削チップおよび切削工具 |
| CN202291454U (zh) * | 2011-11-14 | 2012-07-04 | 郑州市钻石精密制造有限公司 | 凹槽定位式焊接聚晶金刚石车铣刀片 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107309817A (zh) * | 2017-08-07 | 2017-11-03 | 南通山口精工机电有限公司 | 一种微型轴承磨削工装 |
| JPWO2019167866A1 (ja) * | 2018-03-01 | 2021-02-04 | 京セラ株式会社 | 切削インサート、切削工具及び切削加工物の製造方法 |
| JP6999794B2 (ja) | 2018-03-01 | 2022-01-19 | 京セラ株式会社 | 切削インサート、切削工具及び切削加工物の製造方法 |
| WO2020031871A1 (fr) * | 2018-08-06 | 2020-02-13 | 住友電工ハードメタル株式会社 | Outil de tournage |
| JPWO2020031871A1 (ja) * | 2018-08-06 | 2021-08-26 | 住友電工ハードメタル株式会社 | 旋削工具 |
| US11938547B2 (en) | 2018-08-06 | 2024-03-26 | Sumitomo Electric Hardmetal Corp. | Turning tool |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2016171201A1 (ja) | 2017-06-01 |
| JP6384683B2 (ja) | 2018-09-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6119916B2 (ja) | 切削インサートおよび切削工具 | |
| US7905687B2 (en) | Cutting insert, tool holder, and related method | |
| JP5773085B2 (ja) | 切削インサート及び刃先交換式回転切削工具 | |
| JP5751401B1 (ja) | 刃先交換式回転切削工具 | |
| JP5825420B2 (ja) | 切削インサートおよび刃先交換式切削工具 | |
| US10717136B2 (en) | Cutting insert | |
| WO2016060195A1 (fr) | Plaquette de coupe et outil de coupe rotatif de type lame interchangeable | |
| JP6241695B2 (ja) | 切削インサート | |
| JP6338204B1 (ja) | 切削インサート及び切削工具 | |
| JPWO2008136426A1 (ja) | 切削インサートおよび切削工具並びにそれを用いた切削方法 | |
| JP6052455B1 (ja) | 切削インサートおよび切削工具 | |
| JP6361948B2 (ja) | 切削インサートおよび切削工具 | |
| JP6384683B2 (ja) | 切削インサートおよび切削工具 | |
| JP5079690B2 (ja) | カッティングインサート | |
| JP2008200831A (ja) | 切削インサート | |
| CN112170914A (zh) | 具有交替的凹形及凸形切割边缘的双侧多边形切割嵌件 | |
| JP6066005B1 (ja) | 切削インサートおよび切削工具 | |
| CN112313025B (zh) | 切向切削刀片和铣削刀具 | |
| JP5988010B2 (ja) | 切削インサート、工具ボデーおよび切削工具 | |
| WO2016093275A1 (fr) | Plaquette de coupe, corps d'outil, et outil de coupe | |
| JP6432556B2 (ja) | 切削インサートおよび切削工具 | |
| WO2015030183A1 (fr) | Pièce rapportée de coupe et outil de coupe à bord de coupe remplaçable | |
| WO2019026698A1 (fr) | Plaquette de coupe, outil de coupe et procédé de fabrication de pièce coupée | |
| WO2017090770A1 (fr) | Plaquette de coupe, outil de coupe et procédé de fabrication d'article usiné | |
| JP2009184086A (ja) | スローアウェイチップ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2016560941 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16783222 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 16783222 Country of ref document: EP Kind code of ref document: A1 |