WO2016163467A1 - 熱処理用鋼板 - Google Patents
熱処理用鋼板 Download PDFInfo
- Publication number
- WO2016163467A1 WO2016163467A1 PCT/JP2016/061424 JP2016061424W WO2016163467A1 WO 2016163467 A1 WO2016163467 A1 WO 2016163467A1 JP 2016061424 W JP2016061424 W JP 2016061424W WO 2016163467 A1 WO2016163467 A1 WO 2016163467A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- steel
- steel sheet
- less
- heat treatment
- scale
- Prior art date
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 220
- 239000010959 steel Substances 0.000 title claims abstract description 220
- 238000010438 heat treatment Methods 0.000 title claims abstract description 81
- 239000000203 mixture Substances 0.000 claims abstract description 12
- 239000000126 substance Substances 0.000 claims abstract description 12
- 239000012535 impurity Substances 0.000 claims abstract description 6
- 230000003749 cleanliness Effects 0.000 claims description 28
- 238000005204 segregation Methods 0.000 claims description 22
- 150000001247 metal acetylides Chemical class 0.000 abstract description 16
- 239000000463 material Substances 0.000 description 44
- 230000000694 effects Effects 0.000 description 33
- 238000000034 method Methods 0.000 description 33
- 238000010791 quenching Methods 0.000 description 24
- 230000000171 quenching effect Effects 0.000 description 24
- 238000012360 testing method Methods 0.000 description 23
- 238000001816 cooling Methods 0.000 description 21
- 238000005098 hot rolling Methods 0.000 description 19
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N Iron oxide Chemical compound [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 description 16
- 239000010960 cold rolled steel Substances 0.000 description 15
- 238000004519 manufacturing process Methods 0.000 description 15
- 238000005096 rolling process Methods 0.000 description 15
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 14
- 230000008569 process Effects 0.000 description 14
- 238000012545 processing Methods 0.000 description 14
- 238000000137 annealing Methods 0.000 description 13
- 230000001965 increasing effect Effects 0.000 description 13
- 229910052761 rare earth metal Inorganic materials 0.000 description 13
- 238000005097 cold rolling Methods 0.000 description 12
- 230000007423 decrease Effects 0.000 description 10
- 229920006395 saturated elastomer Polymers 0.000 description 10
- 238000002791 soaking Methods 0.000 description 10
- 229910001566 austenite Inorganic materials 0.000 description 9
- 239000000523 sample Substances 0.000 description 8
- 238000005266 casting Methods 0.000 description 7
- 238000005520 cutting process Methods 0.000 description 7
- 238000005554 pickling Methods 0.000 description 7
- 230000009467 reduction Effects 0.000 description 7
- 238000005452 bending Methods 0.000 description 6
- 238000011156 evaluation Methods 0.000 description 6
- 239000010410 layer Substances 0.000 description 6
- 238000000465 moulding Methods 0.000 description 6
- 239000000047 product Substances 0.000 description 6
- 238000004458 analytical method Methods 0.000 description 5
- 238000005422 blasting Methods 0.000 description 5
- 230000008859 change Effects 0.000 description 5
- 238000009749 continuous casting Methods 0.000 description 5
- 229910052742 iron Inorganic materials 0.000 description 5
- 238000003825 pressing Methods 0.000 description 5
- 229910000859 α-Fe Inorganic materials 0.000 description 5
- 230000006866 deterioration Effects 0.000 description 4
- 239000002244 precipitate Substances 0.000 description 4
- 238000009864 tensile test Methods 0.000 description 4
- 230000009466 transformation Effects 0.000 description 4
- 229910004283 SiO 4 Inorganic materials 0.000 description 3
- 229910000797 Ultra-high-strength steel Inorganic materials 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 238000009863 impact test Methods 0.000 description 3
- 229910000734 martensite Inorganic materials 0.000 description 3
- 230000003647 oxidation Effects 0.000 description 3
- 238000007254 oxidation reaction Methods 0.000 description 3
- 238000001953 recrystallisation Methods 0.000 description 3
- 238000007711 solidification Methods 0.000 description 3
- 230000008023 solidification Effects 0.000 description 3
- 229910000604 Ferrochrome Inorganic materials 0.000 description 2
- 230000004888 barrier function Effects 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 238000004364 calculation method Methods 0.000 description 2
- 239000005539 carbonized material Substances 0.000 description 2
- 239000012141 concentrate Substances 0.000 description 2
- 238000009792 diffusion process Methods 0.000 description 2
- 238000007599 discharging Methods 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 238000001556 precipitation Methods 0.000 description 2
- 238000007670 refining Methods 0.000 description 2
- 239000002436 steel type Substances 0.000 description 2
- 238000003756 stirring Methods 0.000 description 2
- 230000001629 suppression Effects 0.000 description 2
- 230000003746 surface roughness Effects 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 229910052684 Cerium Inorganic materials 0.000 description 1
- 229910052779 Neodymium Inorganic materials 0.000 description 1
- 229910052777 Praseodymium Inorganic materials 0.000 description 1
- 239000002390 adhesive tape Substances 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 230000033228 biological regulation Effects 0.000 description 1
- 229910052791 calcium Inorganic materials 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 229910001567 cementite Inorganic materials 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 229910052595 hematite Inorganic materials 0.000 description 1
- 239000011019 hematite Substances 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000007373 indentation Methods 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- -1 iron ions Chemical class 0.000 description 1
- LIKBJVNGSGBSGK-UHFFFAOYSA-N iron(3+);oxygen(2-) Chemical compound [O-2].[O-2].[O-2].[Fe+3].[Fe+3] LIKBJVNGSGBSGK-UHFFFAOYSA-N 0.000 description 1
- SZVJSHCCFOBDDC-UHFFFAOYSA-N iron(II,III) oxide Inorganic materials O=[Fe]O[Fe]O[Fe]=O SZVJSHCCFOBDDC-UHFFFAOYSA-N 0.000 description 1
- KSOKAHYVTMZFBJ-UHFFFAOYSA-N iron;methane Chemical compound C.[Fe].[Fe].[Fe] KSOKAHYVTMZFBJ-UHFFFAOYSA-N 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 229910052747 lanthanoid Inorganic materials 0.000 description 1
- 150000002602 lanthanoids Chemical class 0.000 description 1
- 229910052746 lanthanum Inorganic materials 0.000 description 1
- 229910052748 manganese Inorganic materials 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 229910052758 niobium Inorganic materials 0.000 description 1
- 150000004767 nitrides Chemical class 0.000 description 1
- 229910001562 pearlite Inorganic materials 0.000 description 1
- OXNIZHLAWKMVMX-UHFFFAOYSA-N picric acid Chemical compound OC1=C([N+]([O-])=O)C=C([N+]([O-])=O)C=C1[N+]([O-])=O OXNIZHLAWKMVMX-UHFFFAOYSA-N 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000011946 reduction process Methods 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 229910052706 scandium Inorganic materials 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000006104 solid solution Substances 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 238000005728 strengthening Methods 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
- 238000005496 tempering Methods 0.000 description 1
- 229910052720 vanadium Inorganic materials 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
- 229910052727 yttrium Inorganic materials 0.000 description 1
Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/04—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/02—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling heavy work, e.g. ingots, slabs, blooms, or billets, in which the cross-sectional form is unimportant ; Rolling combined with forging or pressing
- B21B1/026—Rolling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/22—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/20—Ferrous alloys, e.g. steel alloys containing chromium with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/24—Ferrous alloys, e.g. steel alloys containing chromium with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/26—Ferrous alloys, e.g. steel alloys containing chromium with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/32—Ferrous alloys, e.g. steel alloys containing chromium with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/34—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/02—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling heavy work, e.g. ingots, slabs, blooms, or billets, in which the cross-sectional form is unimportant ; Rolling combined with forging or pressing
- B21B2001/028—Slabs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/22—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length
- B21B2001/221—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length by cold-rolling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/001—Continuous casting of metals, i.e. casting in indefinite lengths of specific alloys
Definitions
- the present invention relates to a steel plate for heat treatment.
- a hot stamping technique has been adopted as a technique for press-forming a material that is difficult to form, such as a high-strength steel sheet.
- the hot stamping technique is a hot forming technique in which a material used for forming is heated and then formed.
- the steel material is soft and has good formability at the time of forming. Thereby, even a high-strength steel material can be accurately formed into a complicated shape.
- quenching is performed at the same time as molding with a press die, the steel material after molding has sufficient strength.
- it is possible to impart a tensile strength of 1400 MPa or more to a steel material after forming by hot stamping technology.
- Patent Document 2 discloses a hot-formed member having both stable strength and toughness, and a hot-forming method for producing the hot-formed member.
- Patent Document 3 discloses a hot-rolled steel sheet and a cold-rolled steel sheet that have good formability such as press, bending, and roll forming, and are excellent in formability and quenchability that can impart high tensile strength after quenching. It is disclosed.
- Patent Document 4 discloses a technique aimed at obtaining an ultra-high strength steel sheet having both strength and formability.
- Patent Document 5 discloses a steel type and a method for manufacturing the same, which can create various strength levels of the same steel type in a high strength steel material having both high yield ratio and high strength. It is disclosed.
- Patent Document 6 discloses a method of manufacturing a steel pipe for the purpose of obtaining a thin-walled high-strength welded steel pipe excellent in formability and torsional fatigue resistance after cross-section forming.
- Patent Document 7 it is possible to obtain a pressed product having excellent strength and dimensional accuracy in a short time by promoting cooling of a mold and a molded product in a hot press forming apparatus that heats and forms a metal plate material.
- a hot press molding apparatus and a hot press molding method are disclosed.
- JP 2002-102980 A JP 2004-353026 A JP 2002-180186 A JP 2009-203549 A JP 2007-291464 A JP 2010-242164 A JP 2005-169394 A
- the hot forming technique such as the above hot stamp is an excellent forming method capable of increasing the strength of the member while ensuring the formability, but it is necessary to heat to a high temperature of 800 to 1000 ° C.
- the problem that the steel plate surface oxidizes arises. If the scale made of iron oxide generated at this time falls off during pressing and adheres to the mold, productivity decreases. In addition, there is a problem that when the scale remains in the product after pressing, the appearance becomes poor.
- automobile steel plates are also required to have collision safety.
- the crash safety of an automobile is evaluated by the crushing strength and the absorbed energy in the crash test of the entire vehicle body or a steel plate member.
- the crushing strength greatly depends on the material strength, the demand for ultra-high strength steel sheets is dramatically increasing.
- fracture toughness generally decreases with increasing strength, it breaks early at the time of crash of automobile parts, or breaks at sites where deformation concentrates, and the crushing strength commensurate with the material strength is not exhibited.
- the absorbed energy decreases. Therefore, in order to improve the collision safety, it is important to improve not only the material strength but also the material toughness which is an important index of the fracture toughness of the automobile member.
- the present invention has been made to solve the above-described problems, and an object of the present invention is to provide a steel sheet for heat treatment that is excellent in scale characteristics during hot forming and toughness after heat treatment.
- a steel plate after heat treatment (including hot forming) is also referred to as “heat treated steel”.
- the present invention has been made in order to solve the above-mentioned problems, and provides the following heat-treating steel sheet.
- the chemical composition of the steel sheet is mass%, C: 0.05 to 0.50%, Si: 0.50 to 5.0%, Mn: 1.5 to 4.0%, P: 0.05% or less, S: 0.05% or less, N: 0.01% or less, Ti: 0.01 to 0.10%, B: 0.0005 to 0.010%, Cr: 0 to 1.0%, Ni: 0 to 2.0%, Cu: 0 to 1.0%, Mo: 0 to 1.0%, V: 0 to 1.0%, Ca: 0 to 0.01%, Al: 0 to 1.0%, Nb: 0 to 1.0%, REM: 0 to 0.1%, Balance: Fe and impurities,
- the maximum height roughness Rz on the surface of the steel sheet is 3.0 to 10.0 ⁇ m
- the number density of carbide having an equivalent circle diameter of 0.1 ⁇ m or more present in the steel sheet is 8.0 ⁇ 10 3 pieces / mm 2 or less.
- Steel plate for heat treatment is 8.0 ⁇ 10 3 pieces / mm 2 or less. Steel plate
- the chemical composition is mass%, Cr: 0.01 to 1.0%, Ni: 0.1 to 2.0%, Cu: 0.1 to 1.0%, Mo: 0.1 to 1.0%, V: 0.1 to 1.0%, Ca: 0.001 to 0.01%, Al: 0.01 to 1.0% Nb: 0.01 to 1.0%, and REM: 0.001 to 0.1%, Containing one or more selected from The steel plate for heat treatment as described in (1) above.
- the Mn segregation degree ⁇ represented by the following formula (i) is 1.6 or less.
- ⁇ [maximum Mn concentration (mass%) at the thickness center portion] / [average Mn concentration (mass%) at 1 ⁇ 4 depth position of the thickness from the surface] (i)
- the cleanliness value of steel specified in JIS G 0555 (2003) is 0.10% or less.
- the present invention it is possible to obtain a heat-treating steel plate having excellent scale characteristics during hot forming. And it becomes possible to obtain the heat-treated steel material which has the tensile strength of 1.4 GPa or more and is excellent in toughness by performing heat processing or a hot forming process with respect to the steel plate for heat processing of this invention.
- the amount of Si in steel is larger than that of conventional steel plates for heat treatment, and the maximum height roughness Rz of the steel plates before heat treatment is set to 3.0 to 10.0 ⁇ m. Demonstrate scale characteristics.
- C 0.05 to 0.50% C is an element that enhances the hardenability of the steel and improves the strength of the steel after quenching.
- the C content is less than 0.05%, it is difficult to ensure sufficient strength in the steel material after quenching. Therefore, the C content is 0.05% or more.
- the C content exceeds 0.50%, the strength of the steel material after quenching becomes too high, and the deterioration of toughness becomes remarkable. Therefore, the C content is 0.50% or less.
- the C content is preferably 0.08% or more, and preferably 0.45% or less.
- Si is 0.50% or more.
- the Si content in the steel exceeds 5.0%, the heating temperature required for the austenite transformation during the heat treatment becomes extremely high. As a result, the cost required for the heat treatment may increase, or the quenching may be insufficient due to insufficient heating. Therefore, the Si content is 5.0% or less.
- the Si content is preferably 0.75% or more, and preferably 4.0% or less.
- Si is generated as a firelight in a portion having a large roughness on the surface of the steel sheet or other portion when heated during press working, it has an effect of adjusting the iron scale to a wustite composition. In the above preferred range, the effect becomes large.
- Mn 1.5 to 4.0%
- Mn is an extremely effective element for enhancing the hardenability of the steel sheet and stably securing the strength after quenching. Furthermore, it is an element that lowers Ac 3 points and promotes lowering of the quenching temperature. However, if the Mn content is less than 1.5%, the effect is not sufficient. On the other hand, if the Mn content exceeds 4.0%, the above effect is saturated and further the toughness deterioration of the quenched portion is caused. Therefore, the Mn content is set to 1.5 to 4.0%.
- the Mn content is preferably 2.0% or more. Further, the Mn content is preferably 3.8% or less, and more preferably 3.5% or less.
- P 0.05% or less
- P is an element that deteriorates the toughness of the steel material after quenching.
- the P content is 0.05% or less.
- the P content is preferably 0.005% or less.
- S 0.05% or less
- S is an element that deteriorates the toughness of the steel material after quenching.
- the S content is 0.05% or less.
- the S content is preferably 0.003% or less.
- N 0.01% or less
- N is an element that deteriorates the toughness of the steel material after quenching.
- the N content exceeds 0.01%, coarse nitrides are formed in the steel, and the local deformability and toughness deteriorate significantly. Therefore, the N content is 0.01% or less.
- the lower limit of the N content is not particularly limited, but it is economically not preferable that the N content is less than 0.0002%. Therefore, the N content is preferably 0.0002% or more. More preferably, it is made 0008% or more.
- Ti 0.01 to 0.10% Ti suppresses recrystallization when a steel sheet is heated to a temperature of Ac 3 point or higher and heat-treats, and forms fine carbides to suppress grain growth, thereby reducing austenite grains. It is an element having For this reason, the effect of greatly improving the toughness of the steel material is obtained by containing Ti. Further, Ti preferentially bonds with N in the steel to suppress the consumption of B due to the precipitation of BN, and promote the effect of improving the hardenability by B described later. If the Ti content is less than 0.01%, the above effects cannot be obtained sufficiently. Therefore, the Ti content is set to 0.01% or more.
- the Ti content is 0.10% or less.
- the Ti content is preferably 0.015% or more, and preferably 0.08% or less.
- B 0.0005 to 0.010%
- B is a very important element in the present invention because it has the effect of dramatically increasing the hardenability of steel even in a small amount. Further, B segregates at the grain boundary, thereby strengthening the grain boundary and increasing toughness. Furthermore, B suppresses the grain growth of austenite when the steel sheet is heated. If the B content is less than 0.0005%, the above effects may not be sufficiently obtained. Therefore, the B content is 0.0005% or more. On the other hand, when the B content exceeds 0.010%, a large amount of coarse compounds are precipitated and the toughness of the steel material is deteriorated. Therefore, the B content is 0.010% or less. The B content is preferably 0.0010% or more, and preferably 0.008% or less.
- the steel sheet for heat treatment of the present invention further contains one or more elements selected from Cr, Ni, Cu, Mo, V, Ca, Al, Nb and REM in the following amounts in addition to the above elements. You may let them.
- Cr 0 to 1.0% Cr is an element that enhances the hardenability of the steel and makes it possible to stably secure the strength of the steel material after quenching, so Cr may be contained. Further, similarly to Si, FeCr 2 O 4 is generated on the surface of the steel plate during heat treatment to suppress scale generation and to reduce FeO in the scale. Since this FeCr 2 O 4 serves as a barrier layer and the supply of Fe into the scale is interrupted, the scale thickness can be reduced. Furthermore, if the scale thickness is thin, it is difficult to peel off during hot forming, and there is also an advantage that it is easy to peel off during scale removal processing after forming. However, if the Cr content exceeds 1.0%, the above effect is saturated, and the cost is unnecessarily increased. Therefore, the Cr content when contained is 1.0%. The Cr content is preferably 0.80% or less. In order to acquire said effect, it is preferable that Cr content is 0.01% or more, and it is more preferable that it is 0.05% or more.
- Ni 0 to 2.0%
- Ni is an element that enhances the hardenability of the steel and makes it possible to stably secure the strength of the steel material after quenching, so Ni may be contained.
- the Ni content in the case of inclusion is 2.0% or less.
- Cu 0 to 1.0%
- Cu is an element that enhances the hardenability of the steel and makes it possible to stably secure the strength of the steel material after quenching, so Cu may be contained.
- the Cu content exceeds 1.0%, the above effect is saturated and the economic efficiency is lowered. Therefore, the Cu content when contained is 1.0% or less. In order to acquire said effect, it is preferable to contain 0.1% or more of Cu.
- Mo 0 to 1.0%
- Mo is an element that enhances the hardenability of the steel and makes it possible to stably secure the strength of the steel material after quenching, so it may be contained. However, if the Mo content exceeds 1.0%, the above effects are saturated and the economic efficiency is lowered. Therefore, the Mo content when contained is 1.0% or less. In order to acquire said effect, it is preferable to contain 0.1% or more of Mo.
- V 0 to 1.0%
- V is an element that enhances the hardenability of the steel and makes it possible to stably secure the strength of the steel material after quenching, and thus may be contained.
- the V content exceeds 1.0%, the above effect is saturated and the economy is lowered. Therefore, the V content when contained is 1.0% or less. In order to acquire said effect, it is preferable to contain V 0.1% or more.
- Ca 0 to 0.01% Ca is an element that has the effect of refining inclusions in steel and improving the toughness and ductility after quenching, so Ca may be contained. However, when the Ca content exceeds 0.01%, the effect is saturated, and the cost is unnecessarily increased. Therefore, when it contains Ca, the content shall be 0.01% or less.
- the Ca content is preferably 0.004% or less. When it is desired to obtain the above effect, the Ca content is preferably 0.001% or more, and more preferably 0.002% or more.
- Al 0 to 1.0%
- Al is an element that enhances the hardenability of the steel and makes it possible to stably secure the strength of the steel material after quenching, so Al may be contained. However, if the Al content exceeds 1.0%, the above effect is saturated and the economic efficiency is lowered. Therefore, the Al content when contained is 1.0% or less. In order to acquire said effect, it is preferable to contain 0.01% or more of Al.
- Nb 0 to 1.0%
- Nb is an element that enhances the hardenability of the steel and makes it possible to stably secure the strength of the steel material after quenching, and thus may be contained.
- the Nb content in the case of inclusion is 1.0% or less.
- REM 0 to 0.1% Since REM is an element having the effect of refining inclusions in steel and improving toughness and ductility after quenching as in Ca, it may be included. However, when the REM content exceeds 0.1%, the effect is saturated and the cost is unnecessarily increased. Therefore, the REM content when contained is 0.1% or less.
- the REM content is preferably 0.04% or less. When it is desired to obtain the above effect, the REM content is preferably 0.001% or more, and more preferably 0.002% or more.
- REM refers to a total of 17 elements of Sc, Y and lanthanoid, and the content of REM means the total content of these elements.
- REM is added to the molten steel using, for example, an Fe—Si—REM alloy, which includes, for example, Ce, La, Nd, Pr.
- the balance is Fe and impurities.
- impurities are components that are mixed due to various factors of raw materials such as ores and scraps and manufacturing processes when industrially manufacturing steel sheets, and are permitted within a range that does not adversely affect the present invention. Means something.
- Wustite is superior to hematite and magnetite in plastic deformability at high temperatures, and it is considered that the scale also exhibits the characteristic of being easily plastically deformed when the steel sheet undergoes plastic deformation during hot forming.
- the reason for the increase in the ratio of wustite is unclear, but if there are irregularities, the area of the scale iron interface becomes larger, which promotes the outward diffusion of iron ions during oxidation, and the ratio of iron It is thought that the high wustite increases.
- carbide accumulates at the former ⁇ grain boundary and embrittles the grain boundary.
- the number density of carbides having an equivalent circle diameter of 0.1 ⁇ m or more exceeds 8.0 ⁇ 10 3 pieces / mm 2 , a large amount of carbides remain at the grain boundaries even after heat treatment, and the toughness after heat treatment may deteriorate. There is. For this reason, the number density of the carbide
- carbonized_material points out a granular thing, Specifically, what has an aspect ratio of 3 or less is object.
- the heat treatment steel plate according to the present invention preferably has a Mn segregation degree ⁇ of 1.6 or less.
- Mn is concentrated due to central segregation. Therefore, MnS concentrates in the center as inclusions, and it becomes easy to form hard martensite. Therefore, a difference in hardness from the surroundings may occur, and the toughness may deteriorate.
- the value of ⁇ of the heat-treated steel material is preferably set to 1.6 or less. In order to further improve toughness, the value of ⁇ is more preferably set to 1.2 or less.
- the value of ⁇ of the heat-treated steel material should be 1.6 or less by setting the value of ⁇ of the heat-treated steel sheet within the above range. In other words, the toughness of the heat-treated steel can be improved.
- the maximum Mn concentration at the center of the plate thickness is determined by the following method. Using an electronic probe microanalyzer (EPMA), line analysis is performed in the direction perpendicular to the plate thickness direction at the center of the plate thickness of the steel plate, and three measured values are selected in descending order from the analysis result and the average value is calculated. . In addition, the average Mn concentration at the 1/4 depth position of the plate thickness from the surface is determined by the following method. Similarly, using EPMA, analysis is performed at 10 positions at the 1/4 depth position of the steel sheet, and the average value is calculated.
- EPMA electronic probe microanalyzer
- the segregation of Mn in the steel sheet is controlled mainly by the steel sheet composition, particularly the impurity content, and the conditions for continuous casting, and does not substantially change before and after hot rolling and hot forming. Therefore, if the segregation status of the steel sheet for heat treatment satisfies the provisions of the present invention, the segregation status of the steel material heat-treated therefrom also satisfies the provisions of the present invention.
- the cleanliness value is more preferably 0.06% or less.
- the value of the cleanliness of steel is obtained by calculating the area percentage occupied by the above-mentioned A-type, B-type and C-type inclusions.
- the cleanliness value of the heat-treated steel is also 0.10% by setting the cleanliness value of the steel plate for heat treatment within the above range. It is possible to:
- the cleanliness value of the heat-treated steel sheet or heat-treated steel material is determined by the following method.
- test materials are cut out from five locations.
- the cleanliness is investigated by a point calculation method for each position of the plate thickness 1 / 8t, 1 / 4t, 1 / 2t, 3 / 4t, 7 / 8t of each test material.
- the numerical value having the largest cleanliness value (lowest cleanliness) at each plate thickness is taken as the cleanliness value of the specimen.
- a slab is produced by casting.
- a center segregation reduction process that reduces the center segregation of Mn.
- Examples of the center segregation reduction treatment include a method of discharging molten steel enriched in Mn in an unsolidified layer before the slab is completely solidified.
- molten steel enriched with Mn before complete solidification can be discharged.
- the electromagnetic stirring treatment can be performed by applying a flow to the unsolidified molten steel at 250 to 1000 gauss, and the unsolidified layer reduction treatment is performed by reducing the final solidified layer with a gradient of about 1 mm / m. It can be carried out.
- ⁇ ⁇ Soaking (soaking) treatment may be performed on the slab obtained by the above method as necessary.
- a preferable soaking temperature is 1200 to 1300 ° C.
- a soaking time is 20 to 50 hours.
- the heating temperature of the molten steel is set to 5 ° C. higher than the liquidus temperature of the steel, and per unit time. It is desirable to suppress the amount of molten steel cast to 6 t / min or less.
- the molten steel flow in the mold is fast, so that inclusions are easily trapped in the solidified shell and inclusions in the slab increase.
- the molten steel heating temperature is less than 5 ° C higher than the liquidus temperature, the viscosity of the molten steel increases, and inclusions hardly float in the continuous casting machine, resulting in an increase in inclusions in the slab. Cleanliness is likely to deteriorate.
- the molten steel heating temperature from the liquidus temperature of the molten steel is 5 ° C. or more and the molten steel casting amount per unit time is 6 t / min or less, inclusions are hardly brought into the slab. As a result, the amount of inclusions at the stage of producing the slab can be effectively reduced, and the steel sheet cleanliness of 0.10% or less can be easily achieved.
- the molten steel heating temperature is desirably 8 ° C. or more higher than the liquidus temperature, and the molten steel casting amount per unit time is desirably 5 t / min or less.
- the cleanliness can be easily made 0.06% or less. This is desirable.
- the hot rolling start temperature is in a temperature range of 1000 to 1300 ° C. and the hot rolling completion temperature is 950 ° C. or higher from the viewpoint of more uniformly generating carbides.
- the coiling temperature after hot rolling is preferably higher from the viewpoint of workability, but if it is too high, the yield decreases due to scale formation, and therefore it is preferably 500 to 650 ° C. Further, when the coiling temperature is lowered, the carbides are easily finely dispersed and the number of carbides is reduced.
- the form of carbide can be controlled by adjusting the subsequent annealing conditions in addition to the conditions in hot rolling. That is, it is desirable that the annealing temperature is set to a high temperature and the carbide is once dissolved in the annealing stage and then transformed at a low temperature. Since carbide is hard, its form does not change in cold rolling, and the existence form after hot rolling is maintained even after cold rolling.
- Descaling treatment is performed on the hot-rolled steel sheet obtained by hot rolling by pickling or the like.
- the amount of cutting in the pickling process When the amount of cutting is reduced, the maximum height roughness is increased. On the other hand, when the amount of cutting is increased, the maximum height roughness is reduced.
- the amount of cutting by pickling is preferably 1.0 to 15.0 ⁇ m, and more preferably 2.0 to 10.0 ⁇ m.
- a hot rolled steel plate or a hot rolled annealed steel plate, or a cold rolled steel plate or a cold rolled annealed steel plate can be used. What is necessary is just to select a process process suitably according to the plate
- the hot-rolled steel sheet that has been descaled is annealed as necessary to obtain a hot-rolled annealed steel sheet.
- the hot-rolled steel sheet or the hot-rolled annealed steel sheet is cold-rolled as necessary to make a cold-rolled steel sheet, and the cold-rolled steel sheet is annealed as necessary to make a cold-rolled annealed steel sheet.
- the steel plate to be used for cold rolling is hard, it is preferable to increase the workability of the steel plate to be used for cold rolling by annealing before cold rolling.
- Cold rolling may be performed using a normal method. From the viewpoint of ensuring good flatness, the rolling reduction in cold rolling is preferably 30% or more. On the other hand, in order to avoid an excessive load, the rolling reduction in cold rolling is preferably 80% or less. Note that the maximum height roughness on the surface of the steel sheet does not change greatly by cold rolling.
- the hot-rolled steel sheet or the cold-rolled steel sheet is annealed.
- annealing for example, a hot-rolled steel sheet or a cold-rolled steel sheet is held in a temperature range of 550 to 950 ° C.
- the temperature maintained by annealing is preferably 550 ° C. or higher.
- the temperature maintained by annealing exceeds 950 ° C.
- the structure may become coarse.
- the coarsening of the structure may reduce the toughness after quenching.
- the temperature maintained by annealing is preferably 950 ° C. or less.
- an average cooling rate 3 to 20 ° C./s.
- generation of coarse pearlite and coarse cementite is suppressed, and the properties after quenching can be improved.
- the average cooling rate 20 ° C./s or less, it becomes easy to suppress the occurrence of unevenness in strength and stabilize the material of the annealed hot-rolled steel sheet or the annealed cold-rolled steel sheet.
- Heating step The steel sheet is heated to a temperature range of Ac 3 points to Ac 3 points + 200 ° C. at an average temperature increase rate of 5 ° C./s or more.
- the structure of the steel sheet is made into an austenite single phase. If the heating rate is too slow or the heating temperature is too high in the heating step, the ⁇ grains become coarse and the strength of the steel after cooling may be deteriorated. On the other hand, deterioration of the strength of the heat-treated steel material can be prevented by performing a heating process that satisfies the above conditions.
- Cooling step The steel plate that has undergone the heating step is cooled at a temperature higher than the upper critical cooling rate from the temperature range to the Ms point so that diffusion transformation does not occur (that is, ferrite does not precipitate), and then from the Ms point to 100 ° C. Cool at an average cooling rate of °C / s or less. About the cooling rate from the temperature below 100 degreeC to room temperature, the cooling rate about an air cooling is preferable.
- Said heat processing can be implemented by arbitrary methods, for example, you may implement by induction hardening.
- the time for holding the steel sheet in the temperature range of Ac 3 point to Ac 3 point + 200 ° C. should be 10 s or more from the viewpoint of improving the hardenability of the steel by advancing the austenite transformation and dissolving the carbide. preferable.
- the holding time is preferably 600 s or less from the viewpoint of productivity.
- an annealed hot rolled steel plate or an annealed cold rolled steel plate obtained by annealing a hot rolled steel plate or a cold rolled steel plate may be used.
- hot forming such as the above hot stamp may be performed after heating to a temperature range of Ac 3 point to Ac 3 point + 200 ° C. and before cooling to the Ms point.
- hot forming include bending, draw forming, stretch forming, hole expansion forming, and flange forming.
- the present invention may be applied to a forming method other than press forming, for example, roll forming, as long as a means for cooling the steel sheet is provided at the same time as forming or immediately after forming.
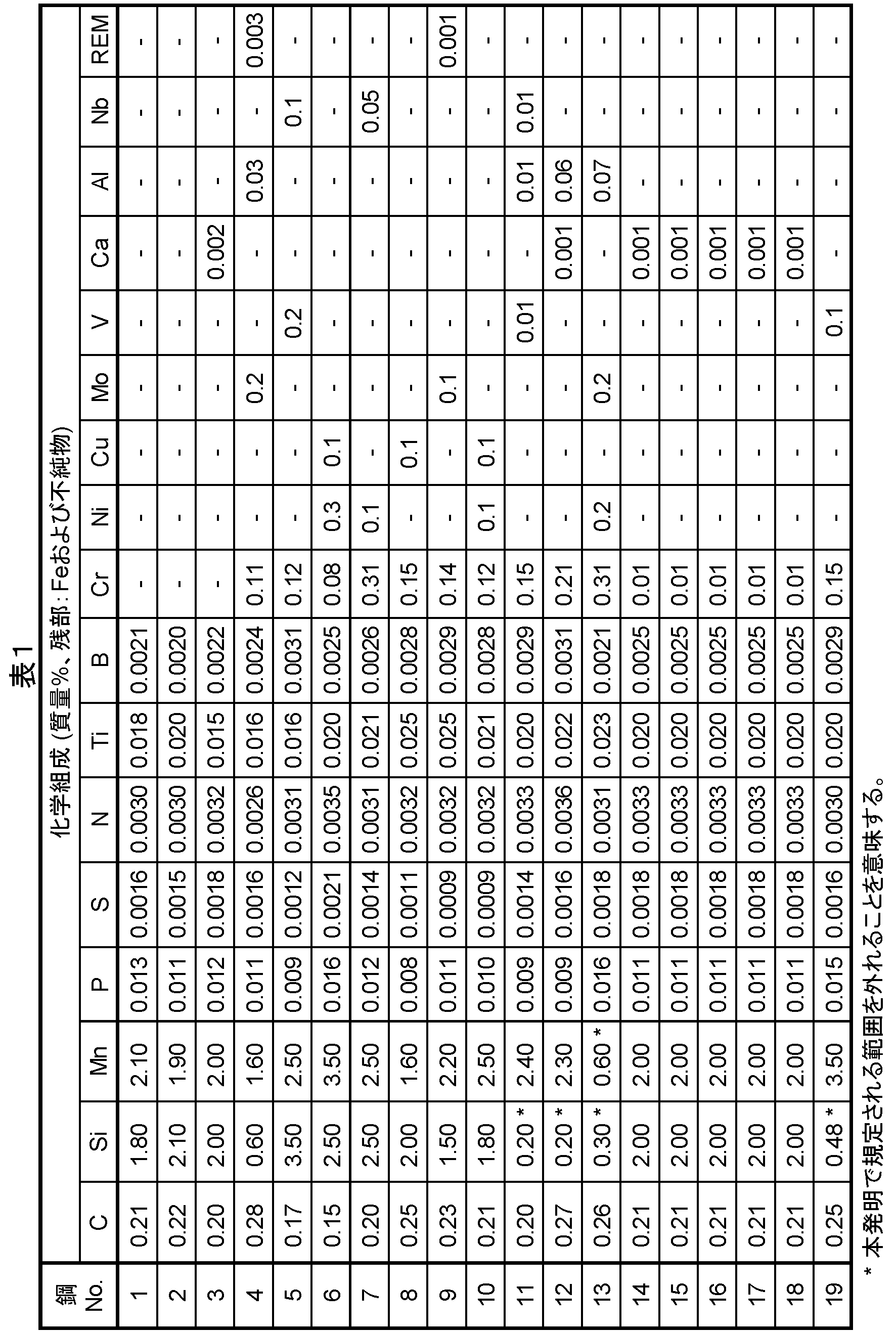
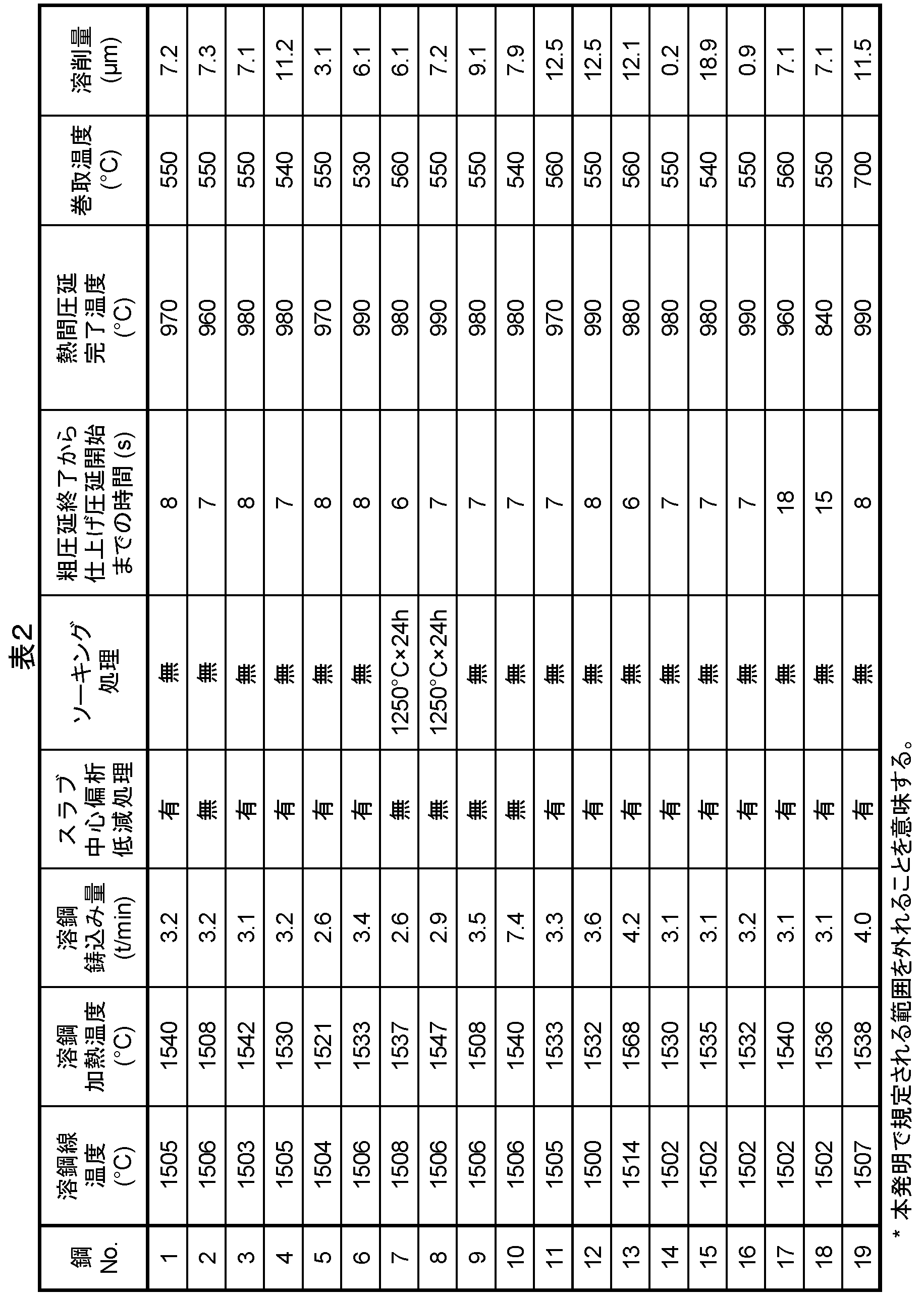
- the cooling rate of the slab was controlled by changing the amount of water in the secondary cooling spray zone. Further, the center segregation reduction treatment was performed by performing a light reduction at a gradient of 1 mm / m using a roll in the final solidification portion and discharging the concentrated molten steel in the final solidification portion. Some slabs were then soaked at 1250 ° C. for 24 hours.
- the obtained slab was hot rolled by a hot rolling tester to obtain a hot rolled steel sheet having a thickness of 3.0 mm.
- descaling was performed after rough rolling, and finally finish rolling was performed. Thereafter, the hot-rolled steel sheet was pickled in a laboratory. Further, cold rolling was performed with a cold rolling tester to obtain a cold-rolled steel sheet having a thickness of 1.4 mm to obtain heat-treated steel sheets (steel Nos. 1 to 19).
- Presence / absence of center segregation reduction treatment and soaking treatment in the manufacturing process of the steel sheet for heat treatment the time from the completion of rough rolling in the hot rolling process to the start of finish rolling, the hot rolling completion temperature, and the winding of the hot rolled steel sheet
- Table 2 shows the temperature and the amount of cutting by pickling.
- the obtained heat-treated steel sheet was measured for maximum height roughness, arithmetic average roughness, carbide number density, Mn segregation, and cleanliness.
- the maximum height roughness Rz and the arithmetic average roughness Ra are determined, the maximum height roughness Rz and the arithmetic average roughness Ra in the 2 mm section are determined in the rolling direction and the rolling vertical direction using a surface roughness meter. 10 points were measured, and the average value was adopted.
- the surface of the steel sheet for heat treatment is corroded with a picral solution, magnified 2000 times with a scanning electron microscope, and observed in multiple fields of view. It was. At this time, the number per 1 mm 2 was calculated by counting the number of visual fields in which carbide having an equivalent circle diameter of 0.1 ⁇ m or more was present.
- the Mn segregation degree was measured according to the following procedure.
- EPMA is used to analyze the line in the direction perpendicular to the thickness direction at the center of the thickness of the steel sheet for heat treatment, select the three measured values in order from the analysis result, calculate the average value, The maximum Mn concentration at the center was determined.
- analysis is performed at 10 locations using EPMA, the average value is calculated, and the 1 ⁇ 4 depth position of the plate thickness from the surface is calculated.
- the average Mn concentration was determined.
- Mn segregation degree (alpha) was calculated
- the cleanliness was measured by a point calculation method at each position of the plate thickness 1 / 8t, 1 / 4t, 1 / 2t, 3 / 4t, and 7 / 8t. And the numerical value with the largest cleanliness value (lowest cleanliness) at each plate thickness was taken as the cleanliness value of the steel sheet.
- Table 3 shows the measurement results of the maximum height roughness Rz, arithmetic average roughness Ra, carbide number density, Mn segregation degree ⁇ , and cleanliness of the steel sheet for heat treatment.
- the tensile test was carried out with an Instron tensile tester in accordance with ASTM standard E8. After grinding the heat-treated sample to 1.2 mm thickness, ASTM standard E8 half-size plate test piece (parallel part length: 32 mm, parallel part plate width: 6.25 mm) so that the test direction is parallel to the rolling direction. ) was collected. A strain gauge (KFG-5, gauge length: 5 mm) was attached to each test piece, and a room temperature tensile test was performed at a strain rate of 3 mm / min. In addition, in the energization heating apparatus cooling device used in the present embodiment, the soaking part obtained from the sample having a length of about 200 mm is limited, so the ASTM standard E8 half-size plate-like test piece is adopted.
- the soaked part was ground to a thickness of 1.2 mm, and a V-notched test piece was prepared by laminating three of them, and the Charpy impact test was performed on the test piece at ⁇ 80 ° C.
- the impact value was determined.
- a case having an impact value of 40 J / cm 2 or more was evaluated as being excellent in toughness.
- the scale property evaluation test is divided into evaluation of scale adhesion, which is an indicator of whether or not peeling off during pressing, and evaluation of scale peelability, which is an indicator of whether it can be easily removed by shot blasting. went.
- scale adhesion is an indicator of whether or not peeling off during pressing
- scale peelability is an indicator of whether it can be easily removed by shot blasting.
- ⁇ No peeling ⁇ : 1 to 5 peeling pieces falling ⁇ : 6 to 20 peeling pieces falling ⁇ ⁇ : 21 or more peeling pieces falling
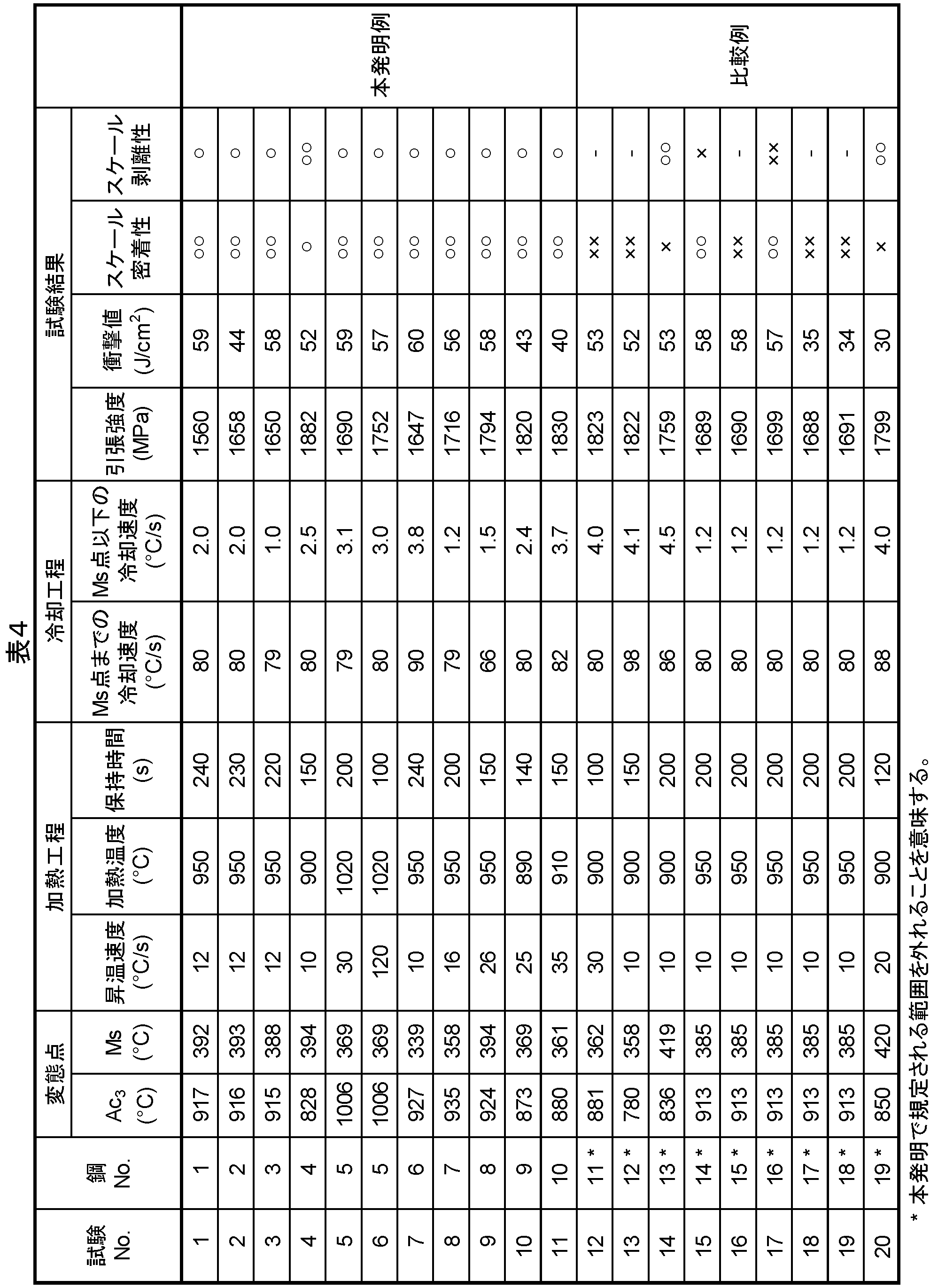
- Table 4 shows the results of the tensile test, Charpy impact test, and scale characteristic evaluation test. Table 4 also shows the Ac 3 point and Ms point of each steel plate.
- test Nos. 1 to 10 Nos. 1 to 11 were excellent in scale characteristics and had an impact value of 40 J / cm 2 or more and excellent toughness.
- test No. 1 having a value of Mn segregation degree ⁇ of 1.6 or less and a cleanliness of 0.10% or less.
- Nos. 1 and 3 to 9 had impact values of 50 J / cm 2 or more, and were particularly excellent in toughness.
- steel No. which does not satisfy the chemical composition of the present invention Test Nos. 11 to 13 From 12 to 14, the maximum height roughness Rz was less than 3.0 ⁇ m, and the scale adhesion was poor.
- steel no. Test No. 15 using No. 15 In No. 16 since the amount of cutting in the pickling process after hot rolling was excessive, the value of the maximum height roughness Rz was less than 3.0 ⁇ m, so the scale adhesion was poor. It was.
- the present invention it is possible to obtain a heat-treating steel plate having excellent scale characteristics during hot forming. And it becomes possible to obtain the heat-treated steel material which has the tensile strength of 1.4 GPa or more and is excellent in toughness by performing heat processing or a hot forming process with respect to the steel plate for heat processing of this invention.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Sheet Steel (AREA)
- Heat Treatment Of Articles (AREA)
Abstract
Description
C:0.05~0.50%、
Si:0.50~5.0%、
Mn:1.5~4.0%、
P:0.05%以下、
S:0.05%以下、
N:0.01%以下、
Ti:0.01~0.10%、
B:0.0005~0.010%、
Cr:0~1.0%、
Ni:0~2.0%、
Cu:0~1.0%、
Mo:0~1.0%、
V:0~1.0%、
Ca:0~0.01%、
Al:0~1.0%、
Nb:0~1.0%、
REM:0~0.1%、
残部:Feおよび不純物であり、
前記鋼板の表面における最大高さ粗さRzが3.0~10.0μmであり、
前記鋼板中に存在する円相当直径が0.1μm以上の炭化物の数密度が8.0×103個/mm2以下である、
熱処理用鋼板。
Cr:0.01~1.0%、
Ni:0.1~2.0%、
Cu:0.1~1.0%、
Mo:0.1~1.0%、
V:0.1~1.0%、
Ca:0.001~0.01%、
Al:0.01~1.0%
Nb:0.01~1.0%、および
REM:0.001~0.1%、
から選択される1種以上を含有する、
上記(1)に記載の熱処理用鋼板。
上記(1)または(2)に記載の熱処理用鋼板。
α=[板厚中心部での最大Mn濃度(質量%)]/[表面から板厚の1/4深さ位置での平均Mn濃度(質量%)] ・・・(i)
上記(1)から(3)までのいずれかに記載の熱処理用鋼板。
各元素の限定理由は下記のとおりである。なお、以下の説明において含有量についての「%」は、「質量%」を意味する。
Cは、鋼の焼入れ性を高め、かつ焼入れ後の鋼材の強度を向上させる元素である。しかし、C含有量が0.05%未満では、焼入れ後の鋼材において十分な強度を確保することが困難となる。したがって、C含有量は0.05%以上とする。一方、C含有量が0.50%を超えると、焼入れ後の鋼材の強度が高くなり過ぎて、靱性の劣化が著しくなる。したがって、C含有量は0.50%以下とする。C含有量は0.08%以上であるのが好ましく、0.45%以下であるのが好ましい。
Siは、熱処理時に鋼板表面にFe2SiO4を生成させ、スケール生成を抑制するとともに、スケール中のFeOを減少させる役割を果たす。このFe2SiO4がバリア層となり、スケール中へのFeの供給が遮断されるため、スケール厚さを薄くすることが可能となる。さらにスケール厚さが薄いと熱間成形時には剥離しづらく、成形後のスケール除去処理時に剥離しやすいというメリットもある。これら効果を得るためには、Siを0.50%以上含有させる必要がある。なお、Siが0.50%以上であると、炭化物は少なくなる傾向にある。後述するが、熱処理前の鋼板中に析出する炭化物が多いと、それらが熱処理時に溶け残り、十分な焼入れ性を確保できず、低強度なフェライトが析出し、強度不足となるおそれがあるため、この意味でもSiは0.50%以上とする。
Mnは、鋼板の焼入れ性を高め、かつ焼入れ後の強度を安定して確保するために、非常に効果のある元素である。さらにAc3点を下げ、焼入れ処理温度の低温化を促進する元素である。しかし、Mn含有量が1.5%未満ではその効果は十分ではない。一方、Mn含有量が4.0%を超えると上記の効果は飽和し、さらに焼入れ部の靱性劣化を招く。そのため、Mn含有量は1.5~4.0%とする。Mn含有量は2.0%以上であるのが好ましい。また、Mn含有量は3.8%以下であるのが好ましく、3.5%以下であるのがより好ましい。
Pは、焼入れ後の鋼材の靱性を劣化させる元素である。特に、P含有量が0.05%を超えると、靱性の劣化が著しくなる。したがって、P含有量は0.05%以下とする。P含有量は、0.005%以下であることが好ましい。
Sは、焼入れ後の鋼材の靱性を劣化させる元素である。特に、S含有量が0.05%を超えると、靱性の劣化が著しくなる。したがって、S含有量は0.05%以下とする。S含有量は、0.003%以下であることが好ましい。
Nは、焼入れ後の鋼材の靱性を劣化させる元素である。特に、N含有量が0.01%を超えると、鋼中に粗大な窒化物が形成され、局部変形能や靱性が著しく劣化する。したがって、N含有量は0.01%以下とする。N含有量の下限は特に限定する必要はないが、N含有量を0.0002%未満とすることは経済的に好ましくないので、N含有量は0.0002%以上とすることが好ましく、0.0008%以上とすることがより好ましい。
Tiは、鋼板をAc3点以上の温度に加熱して熱処理を施す際に再結晶を抑制するとともに、微細な炭化物を形成して粒成長を抑制することで、オーステナイト粒を細粒にする作用を有する元素である。このため、Tiを含有させることによって、鋼材の靱性が大きく向上する効果が得られる。また、Tiは、鋼中のNと優先的に結合することによってBNの析出によるBの消費を抑制し、後述するBによる焼入れ性向上の効果を促進する。Ti含有量が0.01%未満では、上記の効果を十分に得られない。したがって、Ti含有量は0.01%以上とする。一方、Ti含有量が0.10%を超えると、TiCの析出量が増加してCが消費されるため、焼入れ後の鋼材の強度が低下する。したがって、Ti含有量は0.10%以下とする。Ti含有量は0.015%以上であるのが好ましく、0.08%以下であるのが好ましい。
Bは、微量でも鋼の焼入れ性を劇的に高める作用を有するので、本発明において非常に重要な元素である。また、Bは粒界に偏析することで、粒界を強化して靱性を高める。さらに、Bは、鋼板の加熱時にオーステナイトの粒成長を抑制する。B含有量が0.0005%未満では、上記の効果を十分に得られない場合がある。したがって、B含有量は0.0005%以上とする。一方、B含有量が0.010%を超えると、粗大な化合物が多く析出し、鋼材の靱性が劣化する。したがってB含有量は0.010%以下とする。B含有量は0.0010%以上であるのが好ましく、0.008%以下であるのが好ましい。
Crは、鋼の焼入れ性を高め、かつ焼入れ後の鋼材の強度を安定して確保することを可能にする元素であるため、含有させてもよい。またSiと同様に、熱処理時に鋼板表面にFeCr2O4を生成させ、スケール生成を抑制するとともに、スケール中のFeOを減少させる役割を果たす。このFeCr2O4がバリア層となり、スケール中へのFeの供給が遮断されるため、スケール厚さを薄くすることが可能となる。さらにスケール厚さが薄いと熱間成形時には剥離しづらく、成形後のスケール除去処理時に剥離しやすいというメリットもある。しかし、Cr含有量が1.0%を超えると上記の効果は飽和し、いたずらにコストの増加を招く。したがって、含有させる場合のCr含有量は1.0%とする。Cr含有量は0.80%以下であるのが好ましい。上記の効果を得るためには、Cr含有量は0.01%以上であるのが好ましく、0.05%以上であるのがより好ましい。
Niは、鋼の焼入れ性を高め、かつ焼入れ後の鋼材の強度を安定して確保することを可能にする元素であるため、含有させてもよい。しかし、Ni含有量が2.0%を超えると、上記の効果が飽和して経済性が低下する。したがって、含有させる場合のNi含有量は2.0%以下とする。上記の効果を得るためには、Niを0.1%以上含有させることが好ましい。
Cuは、鋼の焼入れ性を高め、かつ焼入れ後の鋼材の強度を安定して確保することを可能にする元素であるため、含有させてもよい。しかし、Cu含有量が1.0%を超えると、上記の効果が飽和して経済性が低下する。したがって、含有させる場合のCu含有量は1.0%以下とする。上記の効果を得るためには、Cuを0.1%以上含有させることが好ましい。
Moは、鋼の焼入れ性を高め、かつ焼入れ後の鋼材の強度を安定して確保することを可能にする元素であるため、含有させてもよい。しかし、Mo含有量が1.0%を超えると、上記の効果が飽和して経済性が低下する。したがって、含有させる場合のMo含有量は1.0%以下とする。上記の効果を得るためには、Moを0.1%以上含有させることが好ましい。
Vは、鋼の焼入れ性を高め、かつ焼入れ後の鋼材の強度を安定して確保することを可能にする元素であるため、含有させてもよい。しかし、V含有量が1.0%を超えると、上記の効果が飽和して経済性が低下する。したがって、含有させる場合のV含有量は1.0%以下とする。上記の効果を得るためには、Vを0.1%以上含有させることが好ましい。
Caは、鋼中の介在物を微細化し、焼入れ後の靱性および延性を向上させる効果を有する元素であるため、含有させてもよい。しかし、Ca含有量が0.01%を超えるとその効果は飽和して、いたずらにコストの増加を招く。したがって、Caを含有する場合にはその含有量は0.01%以下とする。Ca含有量は0.004%以下であるのが好ましい。上記の効果を得たい場合は、Ca含有量を0.001%以上とすることが好ましく、0.002%以上とすることがより好ましい。
Alは、鋼の焼入れ性を高め、かつ焼入れ後の鋼材の強度を安定して確保することを可能にする元素であるため、含有させてもよい。しかし、Al含有量が1.0%を超えると、上記の効果が飽和して経済性が低下する。したがって、含有させる場合のAl含有量は1.0%以下とする。上記の効果を得るためには、Alを0.01%以上含有させることが好ましい。
Nbは、鋼の焼入れ性を高め、かつ焼入れ後の鋼材の強度を安定して確保することを可能にする元素であるため、含有させてもよい。しかし、Nb含有量が1.0%を超えると、上記の効果が飽和して経済性が低下する。したがって、含有させる場合のNb含有量は1.0%以下とする。上記の効果を得るためには、Nbを0.01%以上含有させることが好ましい。
REMは、Caと同様に鋼中の介在物を微細化し、焼入れ後の靱性および延性を向上させる効果を有する元素であるため、含有させてもよい。しかし、REM含有量が0.1%を超えるとその効果は飽和して、いたずらにコストの増加を招く。したがって、含有させる場合のREM含有量は0.1%以下とする。REM含有量は0.04%以下であるのが好ましい。上記の効果を得たい場合は、REM含有量を0.001%以上とすることが好ましく、0.002%以上とすることがより好ましい。
最大高さ粗さRz:3.0~10.0μm
本発明に係る熱処理用鋼板は、鋼板表面において、JIS B 0601(2013)で規定される最大高さ粗さRzが3.0~10.0μmである。鋼板表面の最大高さ粗さRzを3.0μm以上にすることによって、アンカー効果により熱間成形時のスケール密着性が向上する。一方、最大高さ粗さRzが10.0μmを超えると、プレス成型後におけるショットブラスト等のスケール除去処理の段階において、スケールが部分的に残存してしまうことがあり、押し込み疵の原因となる。
熱処理前の鋼板中に粗大な炭化物が多く存在すると、それらが熱処理時に溶け残り、十分な焼入れ性を確保できず、低強度なフェライトが析出する。したがって、熱処理前の鋼板中の炭化物が少ないほど、焼入れ性が向上し、高強度を確保することができる。
Mn偏析度α:1.6以下
α=[板厚中心部での最大Mn濃度(質量%)]/[表面から板厚の1/4深さ位置での平均Mn濃度(質量%)] ・・・(i)
本発明に係る熱処理用鋼板は、Mn偏析度αが1.6以下であるのが好ましい。鋼板の板厚断面中心部では、中心偏析が起きることでMnが濃化する。そのため、MnSが介在物として中心に集中し、硬質なマルテンサイトができやすくなるため、周囲との硬さに差が生じ、靱性が悪化するおそれがある。特に上記(i)式で表されるMnの偏析度αの値が1.6を超えると、靱性が悪化するおそれがある。したがって、靱性を改善するためには、熱処理鋼材のαの値を1.6以下とすることが好ましい。靱性の一層の改善のためには、αの値を1.2以下とすることがより好ましい。
清浄度:0.10%以下
熱処理鋼材中にJIS G 0555(2003)に記載のA系、B系およびC系介在物が多く存在すると、上記介在物が靱性劣化の原因となる。介在物が増加すると亀裂伝播が容易に起こるため、靱性が劣化するおそれがある。特に、1.4GPa以上の引張強度を有するような熱処理鋼材の場合、介在物の存在割合を低く抑えることが好ましい。JIS G 0555(2003)で規定される鋼の清浄度の値が0.10%を超えると、介在物の量が多いため、実用上十分な靱性を確保することが困難となる。そのため、熱処理用鋼板の清浄度の値は0.10%以下とすることが好ましい。靱性をより一層改善するには清浄度の値を0.06%以下とすることがより好ましい。なお、鋼の清浄度の値は、上記のA系、B系およびC系介在物の占める面積百分率を算出したものである。
本発明に係る熱処理用鋼板の製造条件について特に制限はないが、以下に示す製造方法を用いることにより、製造することができる。以下の製造方法では、例えば、熱間圧延、酸洗、冷間圧延および焼鈍処理を行う。
本発明に係る熱処理用鋼板に対して熱処理を施すことによって、高い強度を有するとともに靱性に優れる熱処理鋼材を得ることが可能となる。熱処理条件については特に制限は設けないが、例えば、下記の加熱工程および冷却工程を順に含む熱処理を施すことができる。
5℃/s以上の平均昇温速度で、Ac3点~Ac3点+200℃の温度域まで鋼板を加熱する。この加熱工程によって、鋼板の組織をオーステナイト単相にする。加熱工程において昇温速度が遅過ぎるまたは加熱温度が高過ぎると、γ粒が粗大化し、冷却後の鋼材の強度が劣化するおそれがある。これに対して、上記の条件を満たした加熱工程を実施することによって、熱処理鋼材の強度の劣化を防止できる。
上記加熱工程を経た鋼板を、拡散変態が起きない(つまりフェライトが析出しない)ように、上記温度域からMs点まで上部臨界冷却速度以上で冷却し、その後、Ms点から100℃まで5℃/s以下の平均冷却速度で冷却する。100℃未満の温度から室温までの冷却速度については、空冷程度の冷却速度が好ましい。上記の条件を満たした冷却工程を実施することによって、冷却過程におけるフェライトの生成を防止でき、かつMs点以下の温度域において、自動焼戻しにより炭素が未変態オーステナイトに拡散、濃化し、塑性変形に対して安定的な残留オーステナイトが生成される。これにより、靱性および延性に優れた熱処理鋼材を得ることが可能となる。

○○:剥離なし
○:1~5個の剥離片落下
×:6~20個の剥離片落下
××:21個以上の剥離片落下
○○:全て剥離
○:1~5個の剥離片残存
×:6~20個の剥離片残存
××:21個以上の剥離片残存
Claims (4)
- 鋼板の化学組成が、質量%で、
C:0.05~0.50%、
Si:0.50~5.0%、
Mn:1.5~4.0%、
P:0.05%以下、
S:0.05%以下、
N:0.01%以下、
Ti:0.01~0.10%、
B:0.0005~0.010%、
Cr:0~1.0%、
Ni:0~2.0%、
Cu:0~1.0%、
Mo:0~1.0%、
V:0~1.0%、
Ca:0~0.01%、
Al:0~1.0%、
Nb:0~1.0%、
REM:0~0.1%、
残部:Feおよび不純物であり、
前記鋼板の表面における最大高さ粗さRzが3.0~10.0μmであり、
前記鋼板中に存在する円相当直径が0.1μm以上の炭化物の数密度が8.0×103個/mm2以下である、
熱処理用鋼板。 - 前記化学組成が、質量%で、
Cr:0.01~1.0%、
Ni:0.1~2.0%、
Cu:0.1~1.0%、
Mo:0.1~1.0%、
V:0.1~1.0%、
Ca:0.001~0.01%、
Al:0.01~1.0%
Nb:0.01~1.0%、および
REM:0.001~0.1%、
から選択される1種以上を含有する、
請求項1に記載の熱処理用鋼板。 - 下記(i)式で表されるMn偏析度αが1.6以下である、
請求項1または請求項2に記載の熱処理用鋼板。
α=[板厚中心部での最大Mn濃度(質量%)]/[表面から板厚の1/4深さ位置での平均Mn濃度(質量%)] ・・・(i) - JIS G 0555(2003)で規定される鋼の清浄度の値が0.10%以下である、
請求項1から請求項3までのいずれかに記載の熱処理用鋼板。
Priority Applications (11)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201680020962.0A CN107406953B (zh) | 2015-04-08 | 2016-04-07 | 热处理用钢板 |
| RU2017138052A RU2690383C2 (ru) | 2015-04-08 | 2016-04-07 | Стальной лист для термической обработки |
| MX2017012874A MX2017012874A (es) | 2015-04-08 | 2016-04-07 | Lamina de acero para tratamiento termico. |
| EP16776633.6A EP3282029B1 (en) | 2015-04-08 | 2016-04-07 | Steel sheet for heat treatment |
| ES16776633T ES2782077T3 (es) | 2015-04-08 | 2016-04-07 | Lámina de acero para tratamiento térmico |
| BR112017020004-0A BR112017020004A2 (ja) | 2015-04-08 | 2016-04-07 | The steel plate for heat treatment |
| PL16776633T PL3282029T3 (pl) | 2015-04-08 | 2016-04-07 | Blacha stalowa do obróbki cieplnej |
| JP2017511056A JP6380658B2 (ja) | 2015-04-08 | 2016-04-07 | 熱処理用鋼板 |
| US15/563,986 US10822680B2 (en) | 2015-04-08 | 2016-04-07 | Steel sheet for heat treatment |
| KR1020177032134A KR102021687B1 (ko) | 2015-04-08 | 2016-04-07 | 열처리용 열연 강판 |
| CA2982068A CA2982068C (en) | 2015-04-08 | 2016-04-07 | Steel sheet for heat treatment |
Applications Claiming Priority (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015-079386 | 2015-04-08 | ||
| JP2015-079389 | 2015-04-08 | ||
| JP2015079386 | 2015-04-08 | ||
| JP2015079389 | 2015-04-08 | ||
| JP2015141646 | 2015-07-15 | ||
| JP2015141643 | 2015-07-15 | ||
| JP2015-141643 | 2015-07-15 | ||
| JP2015-141646 | 2015-07-15 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016163467A1 true WO2016163467A1 (ja) | 2016-10-13 |
Family
ID=57072466
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/061424 WO2016163467A1 (ja) | 2015-04-08 | 2016-04-07 | 熱処理用鋼板 |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US10822680B2 (ja) |
| EP (1) | EP3282029B1 (ja) |
| JP (1) | JP6380658B2 (ja) |
| KR (1) | KR102021687B1 (ja) |
| CN (1) | CN107406953B (ja) |
| BR (1) | BR112017020004A2 (ja) |
| CA (1) | CA2982068C (ja) |
| ES (1) | ES2782077T3 (ja) |
| MX (1) | MX2017012874A (ja) |
| PL (1) | PL3282029T3 (ja) |
| RU (1) | RU2690383C2 (ja) |
| TW (1) | TWI612152B (ja) |
| WO (1) | WO2016163467A1 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021033407A1 (ja) * | 2019-08-20 | 2021-02-25 | Jfeスチール株式会社 | 高強度冷延鋼板およびその製造方法 |
| JP7063430B1 (ja) * | 2021-01-22 | 2022-05-09 | Jfeスチール株式会社 | 熱間プレス部材、塗装部材、熱間プレス用鋼板、および熱間プレス部材の製造方法ならびに塗装部材の製造方法 |
| WO2022158062A1 (ja) * | 2021-01-22 | 2022-07-28 | Jfeスチール株式会社 | 熱間プレス部材、塗装部材、熱間プレス用鋼板、および熱間プレス部材の製造方法ならびに塗装部材の製造方法 |
| JP7436822B2 (ja) | 2020-03-26 | 2024-02-22 | 日本製鉄株式会社 | ホットスタンプ部品用鋼板およびその製造方法 |
| JP7436823B2 (ja) | 2020-03-26 | 2024-02-22 | 日本製鉄株式会社 | ホットスタンプ部品用鋼板およびその製造方法 |
| JP7477750B2 (ja) | 2020-03-26 | 2024-05-02 | 日本製鉄株式会社 | ホットスタンプ部品およびその製造方法 |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3124637B9 (en) * | 2014-03-26 | 2019-12-04 | Nippon Steel Corporation | High-strength hot-formed steel sheet member |
| JP6380659B2 (ja) * | 2015-04-08 | 2018-08-29 | 新日鐵住金株式会社 | 熱処理鋼板部材およびその製造方法 |
| KR102507710B1 (ko) * | 2018-08-31 | 2023-03-08 | 제이에프이 스틸 가부시키가이샤 | 고강도 강판 및 그의 제조 방법 |
| KR102710345B1 (ko) * | 2019-11-13 | 2024-09-26 | 닛폰세이테츠 가부시키가이샤 | 강재 |
| KR20230132673A (ko) | 2022-03-09 | 2023-09-18 | 진광헌 | 폐쇄된 두 공간의 압력 차이를 이용한 유체 이송 장치. |
| CN116121652A (zh) * | 2023-02-20 | 2023-05-16 | 长沙超金刚机械制造有限公司 | 一种低碳高强合金材料及其制备方法 |
| CN116590625B (zh) * | 2023-04-23 | 2024-01-09 | 鞍钢股份有限公司 | 一种高性能细晶压力容器钢板及其制造方法 |
| CN116574978B (zh) * | 2023-04-23 | 2024-01-09 | 鞍钢股份有限公司 | 一种多阶段热处理细晶压力容器钢板及其制造方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011111674A (ja) * | 2009-11-30 | 2011-06-09 | Nippon Steel Corp | 疲労耐久性に優れた引張最大強度900MPa以上の高強度冷延鋼板及びその製造方法、並びに、高強度亜鉛めっき鋼板及びその製造方法 |
| JP2012031466A (ja) * | 2010-07-30 | 2012-02-16 | Jfe Steel Corp | 高強度鋼板およびその製造方法 |
| JP2013184218A (ja) * | 2012-03-09 | 2013-09-19 | Kobe Steel Ltd | プレス成形品の製造方法およびプレス成形品 |
Family Cites Families (47)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0765141B2 (ja) * | 1985-09-18 | 1995-07-12 | 日立金属株式会社 | 熱間加工用工具鋼 |
| JP3389562B2 (ja) | 2000-07-28 | 2003-03-24 | アイシン高丘株式会社 | 車輌用衝突補強材の製造方法 |
| JP4437869B2 (ja) | 2000-12-08 | 2010-03-24 | 新日本製鐵株式会社 | 成形性および焼入れ性に優れた熱延鋼板および冷延鋼板 |
| FR2836930B1 (fr) * | 2002-03-11 | 2005-02-25 | Usinor | Acier lamine a chaud a tres haute resistance et de faible densite |
| JP4325277B2 (ja) | 2003-05-28 | 2009-09-02 | 住友金属工業株式会社 | 熱間成形法と熱間成形部材 |
| TWI290586B (en) | 2003-09-24 | 2007-12-01 | Nippon Steel Corp | Hot rolled steel sheet and method of producing the same |
| JP3863874B2 (ja) | 2003-10-02 | 2006-12-27 | 新日本製鐵株式会社 | 金属板材の熱間プレス成形装置及び熱間プレス成形方法 |
| JP4441417B2 (ja) * | 2005-02-14 | 2010-03-31 | 新日本製鐵株式会社 | 成形加工性と溶接性に優れる高張力冷延鋼板及びその製造方法 |
| WO2007020916A1 (ja) | 2005-08-12 | 2007-02-22 | Kabushiki Kaisha Kobe Seiko Sho | スケール剥離性に優れた鋼材の製造方法及びスケール剥離性に優れた鋼線材 |
| JP4369415B2 (ja) | 2005-11-18 | 2009-11-18 | 株式会社神戸製鋼所 | 酸洗い性に優れたばね用鋼線材 |
| JP4781836B2 (ja) | 2006-02-08 | 2011-09-28 | 新日本製鐵株式会社 | 耐水素脆性に優れた超高強度鋼板とその製造方法及び超高強度溶融亜鉛めっき鋼板の製造方法並びに超高強度合金化溶融亜鉛めっき鋼板の製造方法 |
| JP4983082B2 (ja) | 2006-04-26 | 2012-07-25 | 住友金属工業株式会社 | 高強度鋼材及びその製造方法 |
| CN101484601B (zh) | 2006-05-10 | 2012-07-25 | 住友金属工业株式会社 | 热挤压成形钢板构件及其制造方法 |
| JP4466619B2 (ja) * | 2006-07-05 | 2010-05-26 | Jfeスチール株式会社 | 自動車構造部材用高張力溶接鋼管およびその製造方法 |
| JP4653038B2 (ja) | 2006-08-21 | 2011-03-16 | 株式会社神戸製鋼所 | 高張力厚鋼板およびその製造方法 |
| KR101504370B1 (ko) | 2007-02-23 | 2015-03-19 | 타타 스틸 이즈무이덴 베.뷔. | 초고강도를 갖는 최종 제품을 열가공 정형하는 방법 및 이에 의해 제조된 제품 |
| JP4782056B2 (ja) | 2007-03-27 | 2011-09-28 | 新日本製鐵株式会社 | 熱間プレス時のスケール密着性に優れた高強度鋼板およびその製造方法 |
| JP5181517B2 (ja) * | 2007-04-13 | 2013-04-10 | Jfeスチール株式会社 | 熱間プレス加工用鋼板 |
| JP5365216B2 (ja) | 2008-01-31 | 2013-12-11 | Jfeスチール株式会社 | 高強度鋼板とその製造方法 |
| PL2371978T3 (pl) | 2008-11-19 | 2018-09-28 | Nippon Steel & Sumitomo Metal Corporation | Blacha stalowa cienka i blacha stalowa cienka poddana obróbce powierzchni |
| JP5195413B2 (ja) * | 2008-12-26 | 2013-05-08 | 新日鐵住金株式会社 | 曲げ加工性及び靭性の異方性に優れた高強度熱延鋼板及びその製造方法 |
| JP4998756B2 (ja) | 2009-02-25 | 2012-08-15 | Jfeスチール株式会社 | 加工性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法 |
| JP5423072B2 (ja) | 2009-03-16 | 2014-02-19 | Jfeスチール株式会社 | 曲げ加工性および耐遅れ破壊特性に優れる高強度冷延鋼板およびその製造方法 |
| JP5463715B2 (ja) | 2009-04-06 | 2014-04-09 | Jfeスチール株式会社 | 自動車構造部材用高強度溶接鋼管の製造方法 |
| KR101449222B1 (ko) * | 2010-02-26 | 2014-10-08 | 신닛테츠스미킨 카부시키카이샤 | 열처리 강재와 그 제조 방법 및 그 소재 강재 |
| JP5521818B2 (ja) | 2010-06-21 | 2014-06-18 | 新日鐵住金株式会社 | 鋼材およびその製造方法 |
| JP5029749B2 (ja) * | 2010-09-17 | 2012-09-19 | Jfeスチール株式会社 | 曲げ加工性に優れた高強度熱延鋼板およびその製造方法 |
| JP4980471B1 (ja) | 2011-01-07 | 2012-07-18 | 株式会社神戸製鋼所 | 鋼線材及びその製造方法 |
| CN103429774B (zh) | 2011-03-09 | 2016-11-02 | 新日铁住金株式会社 | 热压用钢板及其制造方法和高强度部件的制造方法 |
| RU2450079C1 (ru) | 2011-03-11 | 2012-05-10 | Закрытое акционерное общество "Научно-Производственная Компания Технология машиностроения и Объемно-поверхностная закалка" (ЗАО "НПК Техмаш и ОПЗ") | Конструкционная сталь для объемно-поверхностной закалки |
| US9752217B2 (en) | 2011-04-13 | 2017-09-05 | Nippon Steel & Sumitomo Metal Corporation | Hot-rolled steel sheet and method of producing the same |
| EP2524970A1 (de) | 2011-05-18 | 2012-11-21 | ThyssenKrupp Steel Europe AG | Hochfestes Stahlflachprodukt und Verfahren zu dessen Herstellung |
| RU2463359C1 (ru) | 2011-05-18 | 2012-10-10 | Общество с ограниченной ответственностью "Северсталь-Проект" (ООО "Северсталь-Проект") | Способ производства толстолистового низколегированного штрипса |
| EP2719788B1 (en) | 2011-06-10 | 2016-11-02 | Kabushiki Kaisha Kobe Seiko Sho | Hot press molded article, method for producing same, and thin steel sheet for hot press molding |
| EP2995691B1 (en) | 2011-07-21 | 2017-09-13 | Kabushiki Kaisha Kobe Seiko Sho (Kobe Steel, Ltd.) | Method for producing hot-pressed steel member |
| JP5699860B2 (ja) | 2011-08-24 | 2015-04-15 | 新日鐵住金株式会社 | 溶融亜鉛めっき鋼板およびその製造方法 |
| JP2013181183A (ja) | 2012-02-29 | 2013-09-12 | Jfe Steel Corp | 降伏強度の面内異方性の小さい高強度冷延鋼板およびその製造方法 |
| JP5348268B2 (ja) | 2012-03-07 | 2013-11-20 | Jfeスチール株式会社 | 成形性に優れる高強度冷延鋼板およびその製造方法 |
| JP6001884B2 (ja) | 2012-03-09 | 2016-10-05 | 株式会社神戸製鋼所 | プレス成形品の製造方法およびプレス成形品 |
| TWI481730B (zh) * | 2012-08-28 | 2015-04-21 | Nippon Steel & Sumitomo Metal Corp | 鋼板 |
| CN104781440B (zh) | 2012-11-05 | 2018-04-17 | 新日铁住金株式会社 | 抗硫化物应力裂纹性优异的低合金油井管用钢及低合金油井管用钢的制造方法 |
| CN103194668B (zh) | 2013-04-02 | 2015-09-16 | 北京科技大学 | 一种低屈强比超高强冷轧钢板及其制备方法 |
| MX2015016224A (es) | 2013-06-07 | 2016-03-01 | Nippon Steel & Sumitomo Metal Corp | Material de acero tratado con calor y metodo para la fabricacion del mismo. |
| MX2017012194A (es) * | 2015-03-25 | 2017-12-15 | Jfe Steel Corp | Lamina de acero laminada en frio y metodo de fabricacion para la misma. |
| US20180044754A1 (en) * | 2015-03-31 | 2018-02-15 | Nippon Steel & Sumitomo Metal Corporation | Steel sheet for hot stamping and method for producing steel sheet for hot stamping, and hot stamp formed body |
| EP3282031B1 (en) * | 2015-04-08 | 2020-02-19 | Nippon Steel Corporation | Heat-treated steel sheet member, and production method therefor |
| JP6380659B2 (ja) * | 2015-04-08 | 2018-08-29 | 新日鐵住金株式会社 | 熱処理鋼板部材およびその製造方法 |
-
2016
- 2016-04-07 BR BR112017020004-0A patent/BR112017020004A2/ja not_active Application Discontinuation
- 2016-04-07 MX MX2017012874A patent/MX2017012874A/es unknown
- 2016-04-07 ES ES16776633T patent/ES2782077T3/es active Active
- 2016-04-07 JP JP2017511056A patent/JP6380658B2/ja active Active
- 2016-04-07 KR KR1020177032134A patent/KR102021687B1/ko active IP Right Grant
- 2016-04-07 WO PCT/JP2016/061424 patent/WO2016163467A1/ja active Application Filing
- 2016-04-07 CN CN201680020962.0A patent/CN107406953B/zh active Active
- 2016-04-07 EP EP16776633.6A patent/EP3282029B1/en active Active
- 2016-04-07 PL PL16776633T patent/PL3282029T3/pl unknown
- 2016-04-07 RU RU2017138052A patent/RU2690383C2/ru not_active IP Right Cessation
- 2016-04-07 US US15/563,986 patent/US10822680B2/en active Active
- 2016-04-07 CA CA2982068A patent/CA2982068C/en not_active Expired - Fee Related
- 2016-04-08 TW TW105111103A patent/TWI612152B/zh not_active IP Right Cessation
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011111674A (ja) * | 2009-11-30 | 2011-06-09 | Nippon Steel Corp | 疲労耐久性に優れた引張最大強度900MPa以上の高強度冷延鋼板及びその製造方法、並びに、高強度亜鉛めっき鋼板及びその製造方法 |
| JP2012031466A (ja) * | 2010-07-30 | 2012-02-16 | Jfe Steel Corp | 高強度鋼板およびその製造方法 |
| JP2013184218A (ja) * | 2012-03-09 | 2013-09-19 | Kobe Steel Ltd | プレス成形品の製造方法およびプレス成形品 |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021033407A1 (ja) * | 2019-08-20 | 2021-02-25 | Jfeスチール株式会社 | 高強度冷延鋼板およびその製造方法 |
| JP6879441B1 (ja) * | 2019-08-20 | 2021-06-02 | Jfeスチール株式会社 | 高強度冷延鋼板およびその製造方法 |
| CN114269961A (zh) * | 2019-08-20 | 2022-04-01 | 杰富意钢铁株式会社 | 高强度冷轧钢板及其制造方法 |
| US11926881B2 (en) | 2019-08-20 | 2024-03-12 | Jfe Steel Corporation | High-strength cold-rolled steel sheet and method for manufacturing the same |
| JP7436822B2 (ja) | 2020-03-26 | 2024-02-22 | 日本製鉄株式会社 | ホットスタンプ部品用鋼板およびその製造方法 |
| JP7436823B2 (ja) | 2020-03-26 | 2024-02-22 | 日本製鉄株式会社 | ホットスタンプ部品用鋼板およびその製造方法 |
| JP7477750B2 (ja) | 2020-03-26 | 2024-05-02 | 日本製鉄株式会社 | ホットスタンプ部品およびその製造方法 |
| JP7063430B1 (ja) * | 2021-01-22 | 2022-05-09 | Jfeスチール株式会社 | 熱間プレス部材、塗装部材、熱間プレス用鋼板、および熱間プレス部材の製造方法ならびに塗装部材の製造方法 |
| WO2022158062A1 (ja) * | 2021-01-22 | 2022-07-28 | Jfeスチール株式会社 | 熱間プレス部材、塗装部材、熱間プレス用鋼板、および熱間プレス部材の製造方法ならびに塗装部材の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN107406953B (zh) | 2019-10-25 |
| BR112017020004A2 (ja) | 2018-06-19 |
| KR102021687B1 (ko) | 2019-09-16 |
| CN107406953A (zh) | 2017-11-28 |
| ES2782077T3 (es) | 2020-09-10 |
| EP3282029A1 (en) | 2018-02-14 |
| EP3282029A4 (en) | 2018-08-29 |
| US20180135155A1 (en) | 2018-05-17 |
| CA2982068A1 (en) | 2016-10-13 |
| JP6380658B2 (ja) | 2018-08-29 |
| RU2017138052A (ru) | 2019-05-08 |
| RU2017138052A3 (ja) | 2019-05-08 |
| EP3282029B1 (en) | 2020-02-12 |
| MX2017012874A (es) | 2018-01-15 |
| TW201708565A (zh) | 2017-03-01 |
| RU2690383C2 (ru) | 2019-06-03 |
| TWI612152B (zh) | 2018-01-21 |
| US10822680B2 (en) | 2020-11-03 |
| JPWO2016163467A1 (ja) | 2018-01-11 |
| PL3282029T3 (pl) | 2020-06-29 |
| KR20170134680A (ko) | 2017-12-06 |
| CA2982068C (en) | 2020-01-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6380660B2 (ja) | 熱処理鋼板部材およびその製造方法 | |
| JP6380658B2 (ja) | 熱処理用鋼板 | |
| JP6380659B2 (ja) | 熱処理鋼板部材およびその製造方法 | |
| JP6638870B1 (ja) | 鋼部材およびその製造方法 | |
| JP6237884B2 (ja) | 高強度熱間成形鋼板部材 | |
| JP6315087B2 (ja) | 熱間成形鋼板部材 | |
| TWI481730B (zh) | 鋼板 | |
| TWI551697B (zh) | Heat treatment steel and its manufacturing method | |
| JP2011195959A (ja) | 熱間三次元曲げ加工用鋼材と熱間三次元曲げ鋼材及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16776633 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2017511056 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15563986 Country of ref document: US |
|
| ENP | Entry into the national phase |
Ref document number: 2982068 Country of ref document: CA |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2017/012874 Country of ref document: MX |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20177032134 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2017138052 Country of ref document: RU |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112017020004 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: 112017020004 Country of ref document: BR Kind code of ref document: A2 Effective date: 20170919 |