WO2016148091A1 - 化粧板及びその製造方法 - Google Patents
化粧板及びその製造方法 Download PDFInfo
- Publication number
- WO2016148091A1 WO2016148091A1 PCT/JP2016/057871 JP2016057871W WO2016148091A1 WO 2016148091 A1 WO2016148091 A1 WO 2016148091A1 JP 2016057871 W JP2016057871 W JP 2016057871W WO 2016148091 A1 WO2016148091 A1 WO 2016148091A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- layer
- release layer
- decorative board
- resin
- thermosetting resin
- Prior art date
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27D—WORKING VENEER OR PLYWOOD
- B27D5/00—Other working of veneer or plywood specially adapted to veneer or plywood
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/18—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer of foamed material
Definitions
- the present invention relates to a decorative board and a manufacturing method thereof.
- a decorative board in which a porous base material such as titanium paper is impregnated with melamine resin and laminated with phenol core paper or the like is laminated on the surface of a table, counter, wall, floor or the like.
- a decorative board impregnated with such a melamine resin exhibits physical properties such as strength, hardness and heat resistance.
- the decorative board as described above is required to have a high-quality design, and a glossy matte design is imparted to the surface.
- a decorative board that has been hot-pressed using an embossed board with a glossy matte embossed shape on the surface is proposed as a decorative board with a glossy matte design.
- a decorative board with a glossy matte design For example, refer to Patent Document 1).
- thermosetting resin is impregnated with a thermosetting resin by providing a permeation prevention layer and a liquid repellent pattern layer on the surface of the base paper.
- a manufacturing method for preventing a phenomenon in which a liquid-repellent pattern is covered with a film of a thermosetting resin has been proposed (for example, see Patent Document 2).
- the main object of the present invention is to provide a decorative board that can express a clear gloss matte design and is easy to manufacture.
- Another object of the present invention is to provide a decorative board that is excellent in wear resistance, can express a clear gloss matte design, and is easy to manufacture.
- Another object of the present invention is to provide a method capable of easily and inexpensively manufacturing a decorative board having a design feeling by applying a texture to the surface.
- the present inventors have a release layer in a partial area of the surface and a thermosetting resin layer in the remaining area of the surface that does not have the release layer. It has been found that the above object can be achieved by adopting the configuration of The present invention has been completed based on such findings.
- this invention relates to the manufacturing method of the following decorative board, a decorative board, etc. 1.
- a decorative board having a release layer in a partial region of the surface and a thermosetting resin layer in a remaining region of the surface not having the release layer. 2.
- Item 2. The decorative board according to Item 1, wherein the thermosetting resin layer contains a melamine resin. 3.
- Item 3. The decorative board according to Item 1 or 2, wherein the release layer contains a curable resin. 4).
- Item 4 The decorative board according to Item 3, wherein the curable resin is an ionizing radiation curable resin. 5.
- Item 5 The decorative board according to Item 4, wherein the ionizing radiation curable resin has a weight average molecular weight of 500 or more. 6).
- the decorative board has a release layer in a partial region of the surface, and has a wear-resistant layer and a thermosetting resin layer in the remaining region of the surface that does not have the release layer, and the above-mentioned wear-resistant layer on the wear-resistant layer Item 9.
- the wear-resistant layer contains an inorganic filler having a Mohs hardness of 4 or more.
- the release layer is provided in a part of the surface of the porous substrate, and the release layer is not provided. The remaining region of the surface of the porous substrate is provided with the wear-resistant layer and the thermosetting.
- the decorative board according to Item 9 or 10 wherein a decorative resin layer is provided, and the thermosetting resin layer is present on the wear-resistant layer.
- 12 Item 12.
- 13 Item 13.
- Item 16 The method for producing a decorative board according to Item 14 or 15, wherein the porous substrate contains titanium paper. 17.
- Item 18 The method for producing a decorative board according to Item 17, wherein the curable resin is an ionizing radiation curable resin. 19. After the release layer is coated with the thermosetting resin in the second step, the molding sheet is thermoset in a state where the molding sheet is laminated on the thermosetting resin, and the molding sheet is formed in the third step. Item 19. The method for producing a decorative board according to any one of Items 14 to 18, wherein the thermally cured resin film in the region covering the release layer is removed by peeling. 20. Item 20. The method for producing a decorative board according to Item 19, wherein the peeling weight when peeling the shaped sheet is 0.1 to 10 N / inch. 21. Item 21.
- Item 9. A decorative sheet used for producing a decorative board according to any one of Items 1 to 8, wherein the decorative sheet has a release layer in a partial region on the porous substrate. 23. Item having a release layer in a part of the region on the porous substrate, and having an abrasion-resistant coating on the release layer and on the porous substrate in the region where the release layer is not formed
- the decorative board of the present invention has a release layer in a partial area of the surface and a thermosetting resin layer in the remaining area of the surface that does not have a release layer. Therefore, the decorative board is separated from the thermosetting resin layer.
- a design feeling different from the mold layer it is possible to express a glossy matte design feeling with a clear decorative board surface.
- the decorative board of the present invention having the above-described configuration is provided with a release layer in a part of the surface, impregnated with a thermosetting resin, heated, and peeled off the thermosetting resin film covering the release layer. Since it can manufacture by doing, it can manufacture easily.
- the decorative board of the present invention having a wear-resistant layer has a release layer formed in a partial region of the surface, and in the remaining region of the surface where the release layer is not formed, the wear-resistant layer and Since the thermosetting resin layer is formed and the thermosetting resin layer is laminated on the abrasion resistant layer, the thermosetting resin layer visually recognized on the decorative board surface has a different design feeling from the release layer. By showing, it is possible to express a glossy matte design feeling with a clear decorative plate surface. Since this decorative board is provided with an abrasion-resistant layer, it is excellent in abrasion resistance, and disappearance of the gloss matte design due to the surface of the decorative board being shaved is suppressed.
- the decorative board of the present invention having the above-described configuration is provided with a release layer in a partial region of the surface, and the wear-resistant ink is applied from the surface on which the release layer is formed to form the wear-resistant layer. Since it can be manufactured by impregnating a thermosetting resin and heating and peeling off the wear-resistant layer and the thermosetting resin film covering the release layer, it can be easily manufactured.
- a mirror-finished surface plate that has conventionally been required only for the type of design is no longer necessary, and thus a decorative plate that has been given a texture by applying a texture to the surface can be easily and inexpensively provided. Can be manufactured.
- FIG. 5 is a schematic cross-sectional view illustrating a method for measuring peel weight in Examples 51 to 60.
- the surface is a so-called “front surface”, and when the decorative board of the present invention is used by being laminated on a phenol resin-impregnated paper or a wooden substrate, It is the surface on the opposite side to the surface that comes into contact, and is the surface that is visible after lamination.
- the direction of the surface may be referred to as “front” or “upper”, and the opposite side may be referred to as “back” or “lower”.
- the 1st aspect of the decorative board of this invention has a release layer in the one part area
- FIG. 1 is a cross-sectional view schematically showing an example of a layer structure of a decorative board (first aspect) of the present invention.
- the decorative board (first embodiment) of the present invention is impregnated with a thermosetting resin, and a release layer 2 and a thermosetting resin layer 3 are formed on a thermoset porous substrate 1.
- the decorative board of the present invention shown in FIG. 1 has a surface in which the release layer 2 is formed in a partial region of the surface and the release layer 2 is not formed.
- the thermosetting resin layer 3 is formed in the remaining region.
- the decorative board of the present invention illustrated in FIG. 1 has the above-described configuration, so that the thermosetting resin layer 3 exhibits a glossy design feeling and the release layer 2 exhibits a mat design feeling, or heat
- the decorative surface of the decorative board can have a clear gloss matte design feeling.
- the decorative board of the present invention of FIG. 1 having the above configuration is provided with a release layer 2 in a partial region of the surface of the porous substrate 1, and the porous substrate 1 is impregnated with a thermosetting resin. Since it can manufacture by peeling off the thermosetting resin film which has heated and coat
- the gloss matte design expressed by the decorative board of the present invention becomes clearer.
- the height difference between the thermosetting resin layer and the release layer is preferably 1 to 50 ⁇ m, more preferably 2 to 30 ⁇ m. When the height difference is within the above range, the gloss matte design expressed by the decorative board of the present invention becomes clearer.
- the layer configuration of the decorative board (first aspect) of the present invention will be described.
- the release layer is formed in a part of the surface as described above, and the remaining part of the surface where the release layer is not formed is heated.
- the specific configuration is not limited.
- the release layer is formed in a partial region of the surface of the porous substrate, and the release layer is not formed. In the remaining area of the surface, a configuration in which a thermosetting resin layer is formed may be mentioned.
- the release layer is formed in a partial region of the surface of the decorative board of the present invention.
- the release layer is separated from the thermosetting resin resin film once formed on the surface of the release layer when the thermosetting resin layer is formed in the manufacturing process of the decorative board of the present invention described later. If it has a moldability, it will not specifically limit.
- the release layer can be formed, for example, by applying release ink to the surface of a porous substrate or the like and curing it.
- the resin constituting the release ink a curable resin such as a thermosetting resin or an ionizing radiation curable resin (for example, an electron beam curable resin); a thermoplastic resin can be used, but a curable resin should be used. Is preferred.
- the release ink preferably contains an ionizing radiation curable resin, and the resin constituting the release ink is an ionizing radiation curable resin. More preferably.
- thermosetting resins include unsaturated polyester resins, polyurethane resins (including two-component curable polyurethanes), epoxy resins, amino alkyd resins, phenol resins, urea resins, diallyl phthalate resins, melamine resins, guanamine resins, and melamines.
- unsaturated polyester resins polyurethane resins (including two-component curable polyurethanes)
- epoxy resins include epoxy resins, amino alkyd resins, phenol resins, urea resins, diallyl phthalate resins, melamine resins, guanamine resins, and melamines.
- -Urea cocondensation resin silicon resin, polysiloxane resin and the like.
- a curing agent such as a crosslinking agent and a polymerization initiator and a polymerization accelerator can be added to the resin.
- curing agents isocyanates, organic sulfonates, etc. can be added to unsaturated polyester resins, polyurethane resins, etc., organic amines, etc. can be added to epoxy resins, peroxides such as methyl ethyl ketone peroxide, azoisobutyl nitrile, etc.
- a radical initiator can be added to the unsaturated polyester resin.
- a method for forming a release layer using a release ink containing a thermosetting resin is, for example, by applying a solution of a thermosetting resin on a porous substrate by a coating method such as a roll coating method or a gravure coating method. And a method of drying and curing.
- the ionizing radiation curable resin is not limited as long as it is a resin that undergoes a crosslinking polymerization reaction upon irradiation with ionizing radiation and changes to a three-dimensional polymer structure.
- one or more of prepolymers, oligomers, and monomers having a polymerizable unsaturated bond or epoxy group that can be cross-linked by irradiation with ionizing radiation in the molecule can be used.
- the ionizing radiation curable resin include acrylate resins such as urethane acrylate, polyester acrylate, and epoxy acrylate; silicon resins such as siloxane; polyester resins; and epoxy resins.
- the weight average molecular weight of the ionizing radiation curable resin is preferably 500 or more, and more preferably 1000 or more.
- the release layer is formed when the release layer is formed by applying and releasing the release ink on the surface of the porous substrate as described above. The penetration of the mold ink into the porous substrate or the like is suppressed, and the release layer can be formed more reliably.
- the weight average molecular weight of the ionizing radiation curable resin is preferably 80000 or less, and more preferably 50000 or less.
- the release layer is formed when the release layer is formed by applying and releasing the release ink on the surface of the porous substrate as described above. The increase in the viscosity of the mold ink can be suppressed, and it is difficult to apply the release ink.
- the weight average molecular weight is a value measured using polystyrene as a standard substance by gel permeation chromatography (GPC).
- the ionizing radiation curable resin is preferably at least one selected from polyfunctional monomers and oligomers having a weight average molecular weight of 500 or more.
- polyfunctional monomers or oligomers include acrylate resins such as dipentaerythritol hexaacrylate, dipentaerythritol pentaacrylate, urethane acrylate, polyester acrylate, and epoxy acrylate.
- Ionizing radiation includes visible light, ultraviolet light (near ultraviolet light, vacuum ultraviolet light, etc.), X-rays, electron beams, ion beams, etc. Among them, ultraviolet light and / or electron beams are desirable.
- an ultra-high pressure mercury lamp As the ultraviolet light source, an ultra-high pressure mercury lamp, a high pressure mercury lamp, a low pressure mercury lamp, a carbon arc lamp, a black light fluorescent lamp, or a metal halide lamp can be used.
- the wavelength of ultraviolet light is about 190 to 380 nm.
- the electron beam source for example, various electron beam accelerators such as a cockcroft-wald type, a bandegraft type, a resonant transformer type, an insulating core transformer type, a linear type, a dynamitron type, and a high frequency type can be used.
- the energy of the electron beam is preferably about 100 to 1000 keV, more preferably about 100 to 300 keV.
- the irradiation amount of the electron beam is preferably about 2 to 15 Mrad.
- the ionizing radiation curable resin is sufficiently cured when irradiated with an electron beam, but it is preferable to add a photopolymerization initiator (sensitizer) when cured by irradiation with ultraviolet rays.
- a photopolymerization initiator sensitizer
- Photopolymerization initiators in the case of resin systems having radically polymerizable unsaturated groups include, for example, acetophenones, benzophenones, thioxanthones, benzoin, benzoin methyl ether, Michler benzoylbenzoate, Michler ketone, diphenyl sulfide, dibenzyl disulfide , Diethyl oxide, triphenylbiimidazole, isopropyl-N, N-dimethylaminobenzoate and the like can be used.
- a resin system having a cationic polymerizable functional group for example, at least one kind such as an aromatic diazonium salt, an aromatic sulfonium salt, a metallocene compound, a benzoin sulfonic acid ester, and a freeloxysulfoxonium diallyl iodosyl salt.
- an aromatic diazonium salt an aromatic sulfonium salt, a metallocene compound, a benzoin sulfonic acid ester, and a freeloxysulfoxonium diallyl iodosyl salt.
- the addition amount of the photopolymerization initiator is not particularly limited, but is generally about 0.1 to 10 parts by mass with respect to 100 parts by mass of the ionizing radiation curable resin.
- the ionizing radiation curable resin preferably contains a polyfunctional polymerizable monomer in order to increase heat resistance and crosslinking density.
- the release ink preferably contains silicone oil for the purpose of imparting releasability.
- silicone oil include reactive silicone oil and non-reactive silicone oil.
- Reactive silicone oil refers to a modified silicone oil having an organic group introduced into the side chain or terminal and having reactivity depending on the nature of the introduced organic group.
- the reactive silicone oil specifically, in the modified silicone oil side chain type, modified silicone oil both end type, modified silicone oil one end type, modified silicone oil side chain both end type, etc., the organic group to be introduced is amino-modified. , Epoxy modification, mercapto modification, carboxyl modification, carbinol modification, phenol modification, methacryl modification, heterogeneous functional group modification, and the like.
- These reactive silicone oils can be used alone or in admixture of two or more.
- the non-reactive silicone oil is not particularly limited as long as it is a silicone oil having no reactive functional group such as amino group, epoxy group, mercapto group, carboxy group, hydroxy group, (meth) acryloyl group, and allyl group.
- Non-reactive silicone oils include, for example, silicone oils composed of polysiloxanes, polyether-modified silicone oils, aralkyl-modified silicone oils, fluoroalkyl-modified silicone oils, long-chain alkyl-modified silicone oils, higher fatty acid ester-modified silicone oils, and higher grades. Examples include fatty acid amide-modified silicone oil and phenyl-modified silicone oil. These non-reactive silicone oils can be used alone or in admixture of two or more.
- the above reactive silicone oil or non-reactive silicone oil is oriented on the surface of the curable resin when the release ink is cured, and exhibits releasability.
- the amount of the reactive silicone oil or non-reactive silicone oil used is about 0.1 to 50 parts by mass, preferably about 0.5 to 20 parts by mass, per 100 parts by mass of the resin constituting the release ink.
- the amount is more preferably about 3 to 20 parts by mass, and still more preferably about 3 to 10 parts by mass.
- the release ink preferably further contains an extender pigment.
- an extender pigment By containing the extender, thixotropy can be imparted to the ink, and the shape of the ink is maintained when the release layer is printed using a plate.
- the extender is not particularly limited, and examples thereof include silica, talc, clay, barium sulfate, barium carbonate, calcium sulfate, calcium carbonate, and magnesium carbonate.
- silica which is a material having a high degree of freedom in material design and excellent in design properties, whiteness, and coating stability as an ink, is preferable, and fine powder silica is particularly preferable.
- the content of these extender pigments in the ink is about 0.1 to 20 parts by weight, preferably about 0.5 to 15 parts by weight, more preferably 2 parts per 100 parts by weight of the resin constituting the release ink. About 15 to 15 parts by mass, more preferably about 5 to 15 parts by mass.
- the release ink may be colorless or colored.
- coloring the thing similar to the coloring agent used with the pattern pattern layer mentioned later can be used.
- the release ink may contain a solvent for the purpose of adjusting the viscosity.
- Solvents include water; hydrocarbon compounds such as toluene and xylene; alcohol compounds such as methanol, ethanol and methyl glycol; ketone compounds such as acetone and methyl ethyl ketone; ester compounds such as methyl formate and ethyl acetate; N-methylpyrrolidone, N , N-dimethylformamide and the like; ether compounds such as terahydrofuran and dioxane; halogenated hydrocarbon compounds such as methylene chloride and chloroform; dimethyl sulfoxide and the like. These solvent can be used individually by 1 type or in mixture of 2 or more types. The amount of the solvent in the release ink can be appropriately set according to the viscosity of the ink.
- additives can be blended depending on the desired physical properties to be obtained.
- additives for example, ultraviolet absorbers, infrared absorbers, light stabilizers, polymerization inhibitors, crosslinking agents, antistatic agents, antioxidants, leveling agents, coupling agents, plasticizers, antifoaming agents, fillers, Examples include a thermal radical generator and an aluminum chelating agent.
- the release layer may be formed in a desired pattern on the surface of the decorative board of the present invention.
- the pattern for forming the release layer include a wood grain plate conduit, a stone plate surface unevenness, a cloth surface texture, a satin texture, a grain texture, a hairline, and a multiline groove.
- the thickness of the release layer is not particularly limited, and the layer thickness at the time of coating is about 1 to 100 ⁇ m, and the layer thickness after drying is about 0.1 to 20 ⁇ m.
- thermosetting resin layer A thermosetting resin layer is formed in the remaining area
- the thermosetting resin layer may cover a part of the release layer. If a portion of 50% or more of the area of the release layer is exposed and visually recognized from the surface of the decorative board, a glossy matte design feeling can be exhibited.
- thermosetting resin used for forming the thermosetting resin layer conventionally known thermosetting resins can be widely used.
- thermosetting resins include unsaturated polyester resins, polyurethane resins (including two-component curable polyurethane), epoxy resins, amino alkyd resins, phenol resins, urea resins, diallyl phthalate resins, melamine resins, guanamine resins, melamines.
- examples include urea cocondensation resins, silicon resins, polysiloxane resins, and the like.
- a curing agent such as a crosslinking agent and a polymerization initiator, a polymerization accelerator, and the like can be added to the thermosetting resin.
- curing agents isocyanates, organic sulfonates, etc. can be added to unsaturated polyester resins or polyurethane resins, organic amines, etc. can be added to epoxy resins, peroxides such as methyl ethyl ketone peroxide, azoisobutyl nitrile, etc.
- a radical initiator can be added to the unsaturated polyester resin.
- thermosetting resin layer for example, when the decorative board of the present invention has a porous substrate, a method of impregnating the above-mentioned thermosetting resin into the porous substrate can be mentioned.
- the above thermosetting resin is supplied from 1) the release layer side of the porous substrate, that is, from the upper side of FIG. 1, and 2) supplied from the back side of the porous substrate, that is, from the lower side of FIG. Or 3) by supplying from both sides of 1) and 2) above.
- This method is not particularly limited.
- thermosetting resin for example, a method of immersing from a surface on which a release layer of a porous substrate is formed in a bath containing a thermosetting resin or the opposite surface; a coater such as a kiss coater or a comma coater
- a coater such as a kiss coater or a comma coater
- thermosetting resin is impregnated in the porous substrate, but is not impregnated in the release layer and covers the release layer.
- said thermosetting resin should just coat
- the coating ratio of the thermosetting resin in the entire area of the release layer is preferably about 50 to 100%.
- the thermosetting resin layer can be formed by heating the porous substrate impregnated with the thermosetting resin to cure the thermosetting resin.
- the heating temperature and the heating time are appropriately adjusted depending on the type of thermosetting resin used. For example, in the case of an isocyanate curable unsaturated polyester resin and a urethane curable polyurethane resin, it is about 1 to 5 days at about 40 to 60 ° C., and in the case of a polysiloxane resin, about 1 to 30 minutes at about 80 to 150 ° C. In the case of a melamine resin, it is about 90 to 160 ° C. for about 30 seconds to 30 minutes. When curing the thermosetting resin, pressure may be applied if necessary.
- the resin impregnation rate in the porous substrate can be appropriately adjusted according to the intended performance of the decorative board, the thickness of the porous substrate, and the like.
- the resin impregnation rate is preferably about 30 to 200%, more preferably about 50 to 150%.
- the resin impregnation rate is calculated by the following formula.
- Resin impregnation rate (% by mass) [(weight of porous substrate after impregnation ⁇ weight of porous substrate before impregnation) / weight of porous substrate before impregnation] ⁇ 100
- the thickness of the thermosetting resin layer is not particularly limited, and the total thickness of the porous base material and the thermosetting resin at the time of coating is preferably about 50 to 500 ⁇ m, and the porous base material after drying and thermosetting
- the total thickness with the conductive resin is preferably about 50 to 300 ⁇ m.
- the porous substrate is not particularly limited as long as it can be impregnated with a thermosetting resin for forming a thermosetting resin layer.
- An example of such a porous substrate is a permeable fibrous substrate.
- a sheet-like material such as paper, synthetic paper, and non-woven fabric can be used.
- Paper used as the porous substrate is thin paper, kraft paper, titanium paper, linter paper, paperboard, gypsum board paper, so-called vinyl wallpaper original fabric, high-quality paper, coated paper with sol or dry lamination of polyvinyl chloride resin on paper Examples include paper, parchment paper, and Japanese paper.
- the paper-like sheet is a sheet of inorganic fiber such as glass fiber, asbestos, potassium titanate fiber, alumina fiber, silica fiber, or carbon fiber; made of synthetic resin fiber such as polyester, vinylon, polyethylene, or polypropylene
- inorganic fiber such as glass fiber, asbestos, potassium titanate fiber, alumina fiber, silica fiber, or carbon fiber
- synthetic resin fiber such as polyester, vinylon, polyethylene, or polypropylene
- Nonwoven fabrics or woven fabrics can be used.
- titanium paper, thin paper, kraft paper, coated paper, art paper, sulfate paper, glassine paper, parchment paper, paraffin paper, and Japanese paper are preferred in terms of impregnation with thermosetting resin. Titanium paper is more preferred.
- the porous substrate may be colored.
- it can be colored by blending a coloring material (pigment or dye) at the production stage of the porous substrate, for example, at the papermaking stage if the porous substrate is paper.
- a coloring material pigment or dye
- the colorant for example, inorganic pigments such as titanium dioxide, carbon black and iron oxide, organic pigments such as phthalocyanine blue, and various dyes can be used. These can be selected from one or more known or commercially available ones. Further, the blending amount of the colorant may be set as appropriate according to the desired hue.
- the coloring of the porous substrate may be performed in the second step if the decorative plate is the first aspect, or in the third step if the decorative plate is the second aspect, in the method for manufacturing the decorative board, which will be described later. It can also be carried out by adding the above-mentioned colorant to the resin and impregnating it with a porous substrate.
- additives such as a filler, a matting agent, a foaming agent, a flame retardant, a lubricant, an antistatic agent, an antioxidant, an ultraviolet absorber, and a light stabilizer are added to the porous substrate as necessary. It may be included.
- the basis weight of the porous substrate is not particularly limited, and is preferably about 40 to 150 g / m 2 .
- the thickness of the porous substrate can be appropriately set depending on the use of the final product, the method of use, etc., but generally it is preferably 50 to 170 ⁇ m.
- the porous substrate may be subjected to corona discharge treatment on the surface (front surface) in order to enhance the adhesion of the ink for forming the pattern layer or the like. What is necessary is just to implement the method and conditions of a corona discharge process according to a well-known method.
- a pattern layer may be further formed between the porous substrate and the thermosetting resin layer and / or the release layer.
- the type of pattern in the pattern layer is not limited.
- a wood grain pattern, a leather pattern, a stone pattern, a grain pattern, a tiled pattern, a brickwork pattern, a cloth pattern, a geometric figure, a character, a symbol, an abstract pattern, and the like can be given.
- the method for forming the pattern layer is not particularly limited.
- an ink obtained by dissolving (or dispersing) a known colorant (dye or pigment) in a solvent (or dispersion medium) together with a binder resin is used. What is necessary is just to form on the base-material sheet
- an aqueous composition can be used from the viewpoint of reducing the VOC of the sheet.
- a solid print layer can be provided on the surface of the porous substrate before that.
- Examples of the colorant used in the ink include inorganic pigments such as carbon black, titanium white, zinc white, petal, bitumen, and cadmium red; azo pigments, lake pigments, anthraquinone pigments, quinacridone pigments, phthalocyanine pigments, and isoindolinones.
- examples thereof include organic pigments such as pigments and dioxazine pigments; metal powder pigments such as aluminum powder and bronze powder; pearlescent pigments such as titanium oxide-coated mica and bismuth oxide chloride; fluorescent pigments;
- These colorants can be used alone or in admixture of two or more. These colorants may be used together with fillers such as silica, extender pigments such as organic beads, neutralizing agents, surfactants and the like.
- binder resin in addition to polyester-based urethane resin treated with hydrophilicity, polyester, polyacrylate, polyvinyl acetate, polybutadiene, polyvinyl chloride, chlorinated polypropylene, polyethylene, polystyrene, polystyrene-acrylate copolymer, rosin derivative
- an alcohol adduct of styrene-maleic anhydride copolymer, cellulose resin, casein resin and the like can be used in combination. More specifically, for example, polyacrylamide resins, poly (meth) acrylic resins, polyethylene oxide resins, poly N-vinyl pyrrolidone resins, water-soluble polyester resins, water-soluble polyamide resins, water-soluble amino acids.
- water-based resins water-soluble phenolic resins, other water-soluble synthetic resins; water-soluble natural polymers such as polynucleotides, polypeptides, polysaccharides, and the like.
- water-soluble natural polymers such as polynucleotides, polypeptides, polysaccharides, and the like.
- natural rubber, synthetic rubber, polyvinyl acetate resin, (meth) acrylic resin, polyvinyl chloride resin, polyurethane-polyacrylic resin, etc. modified or a mixture of natural rubber, etc. Resin can be used.
- the said binder resin can be used individually or in combination of 2 or more types.
- solvent examples include petroleum organic solvents such as hexane, heptane, octane, toluene, xylene, ethylbenzene, cyclohexane, and methylcyclohexane; ethyl acetate, butyl acetate, 2-methoxyethyl acetate, acetic acid-2 -Ester-based organic solvents such as ethoxyethyl; alcohol-based organic solvents such as methyl alcohol, ethyl alcohol, normal propyl alcohol, isopropyl alcohol, isobutyl alcohol, ethylene glycol, propylene glycol; ketones such as acetone, methyl ethyl ketone, methyl isobutyl ketone, cyclohexanone Organic solvents; ether organic solvents such as diethyl ether, dioxane, tetrahydrofuran; dichloromethane, carbon
- Examples of the printing method used for forming the pattern layer include a gravure printing method, an offset printing method, a screen printing method, a flexographic printing method, an electrostatic printing method, and an inkjet printing method.
- a gravure printing method for example, roll coating method, knife coating method, air knife coating method, die coating method, lip coating method, comma coating method, kiss coating method, flow coating method, dip coating
- Various coating methods such as a coating method may be mentioned.
- the hand-drawn method, the ink-sink method, the photographic method, the transfer method, the laser beam drawing method, the electron beam drawing method, the metal partial evaporation method, the etching method, etc. may be used or combined with other forming methods. Good.
- the thickness of the pattern layer is not particularly limited and can be appropriately set according to the product characteristics, but the layer thickness at the time of coating is preferably about 1 to 200 ⁇ m, and the layer thickness after drying is preferably about 0.1 to 20 ⁇ m. *
- An adhesive layer may be formed on the porous substrate or the pattern layer in order to improve the adhesion between the porous substrate or the pattern layer and the release layer and the thermosetting resin layer.
- the adhesive layer is preferably a transparent adhesive layer, and the transparent adhesive layer includes any of colorless and transparent, colored and transparent, and translucent.
- the adhesive is not particularly limited, and known adhesives in the decorative board field can be used.
- the adhesive known in the decorative board field include thermoplastic resins such as polyamide resin, acrylic resin and vinyl acetate resin, and thermosetting resins such as urethane resin. These adhesives can be used individually by 1 type or in combination of 2 or more types. Further, a two-component curable polyurethane resin or polyester resin using isocyanate as a curing agent can also be applied.
- the thickness of the adhesive layer is not particularly limited, but the thickness after drying is about 0.1 to 30 ⁇ m, preferably about 1 to 20 ⁇ m.
- the decorative board of the present invention may be laminated with a phenol resin-impregnated paper as necessary.
- the phenol resin-impregnated paper is preferably laminated on the surface of the porous substrate opposite to the side on which the thermosetting resin layer and the release layer are formed.
- Phenol resin impregnated paper is generally impregnated with kraft paper having a basis weight of about 150 to 250 g / m 2 as core paper so that the impregnation rate is about 45 to 60% and dried at about 100 to 140 ° C. It is a paper manufactured by this. A commercially available product can be used for the phenol resin-impregnated paper.
- the back surface of the porous substrate may be subjected to corona discharge treatment, or a back surface primer layer may be formed by applying a known primer layer. .
- the back surface of the porous substrate (the surface opposite to the surface on which the pattern layer or the release layer and the thermosetting resin layer are laminated) or the back surface of the phenol resin-impregnated paper (the surface on which the porous substrate is laminated)
- a reverse primer layer may be provided on the opposite surface) as required. Providing the back primer layer is effective, for example, when laminating the decorative board of the present invention and the adherend.
- the back primer layer can be formed by applying a known primer to a porous substrate or phenol resin impregnated paper.
- the primer agent include a urethane resin-based primer agent made of an acrylic-modified urethane resin (acrylic urethane resin), a urethane-cellulose resin (for example, a resin obtained by adding hexamethylene diisocyanate to a mixture of urethane and nitrified cotton) ), A resinous primer agent made of a block copolymer of acrylic and urethane, and the like. You may mix
- the additive examples include fillers such as calcium carbonate and clay, flame retardants such as magnesium hydroxide, antioxidants, lubricants, foaming agents, ultraviolet absorbers, and light stabilizers.
- the blending amount of the additive can be appropriately set according to the product characteristics.
- the application amount of the primer agent is not particularly limited, but is usually 0.1 to 100 g / m 2 , preferably about 0.1 to 50 g / m 2 .
- the thickness of the back primer layer is not particularly limited, but is usually about 0.01 to 10 ⁇ m, preferably about 0.1 to 1 ⁇ m.
- the decorative board of the present invention can express a clear gloss matte design and is a highly decorative decorative board.
- the decorative board can be used for various purposes after being subjected to a predetermined molding process.
- the decorative plate can be laminated on a wooden base material and used for interiors of buildings such as walls, ceilings, floors, furniture, cabinets for light electrical or OA equipment, and the like.
- wood base materials include veneer, wood veneer, wood plywood, particle board, and medium density fiberboard (MDF) made from various materials such as cedar, firewood, firewood, pine, lawan, teak, and melapie.
- the decorative board (2nd aspect) of this invention has a release layer in the one part area
- the decorative board can have a wear-resistant layer and a thermosetting resin layer, and the thermosetting resin layer is disposed on the wear-resistant layer. That is, in the decorative board of the present invention, a release layer is formed on a part of the surface, and the wear-resistant layer and the thermosetting resin are formed on the remaining part of the surface where the release layer is not formed. A layer is formed, and the thermosetting resin layer is laminated on the wear-resistant layer.
- FIG. 2 is a cross-sectional view schematically showing an example of the layer structure (second aspect) of the decorative board of the present invention.
- the decorative board (second aspect) of the present invention is impregnated with a thermosetting resin, and a release layer 2 is formed in a partial region of the surface of the porous substrate 1 that has been thermoset.
- the wear-resistant layer 4 and the thermosetting resin layer 3 are formed in the remaining area of the surface where the release layer 2 is not formed, and the thermosetting resin layer 3 is laminated on the wear-resistant layer 4. ing.
- the decorative board of the present invention illustrated in FIG. 2 has the above-described configuration, so that the thermosetting resin layer 3 exhibits a glossy design feeling and the release layer 2 exhibits a matte design feeling, or heat
- the decorative surface of the decorative board can have a clear gloss matte design feeling.
- the decorative board of the present invention of FIG. 2 having the above-described configuration is provided with the wear-resistant layer 4 and thus has excellent wear resistance, and suppresses the disappearance of the gloss matte design due to the surface of the decorative board being shaved. Is done.
- the decorative board of the present invention of FIG. 2 having the above configuration is provided with a release layer 2 in a partial region of the surface of the porous substrate 1, and the porous substrate 1 is impregnated with a thermosetting resin. Since it can manufacture by peeling off the thermosetting resin film which has heated and coat
- the area ratio (Sa) of the area (Sa) of the area where the wear-resistant layer and the thermosetting resin layer are formed on the surface of the decorative board of the present invention and the area (Sb) of the area where the release layer is formed ) :( Sb) is preferably 3: 7 to 9: 1, more preferably 5: 5 to 8: 2.
- the gloss matte design expressed by the decorative board of the present invention becomes clearer.
- the height difference between the laminate in which the wear-resistant layer and the thermosetting resin layer are laminated and the release layer is preferably 1 to 50 ⁇ m, and more preferably 2 to 30 ⁇ m.
- the gloss matte design expressed by the decorative board of the present invention becomes clearer.
- the release layer is formed in a part of the surface as described above, and the remaining region of the surface where the release layer is not formed is resistant to the surface.
- the specific configuration is not limited.
- the decorative board of the present invention includes a porous substrate, a release layer is formed in a part of the surface of the porous substrate, and the release layer is not formed.
- an abrasion-resistant layer and a thermosetting resin layer are formed, and a configuration in which the thermosetting resin layer is laminated on the abrasion-resistant layer is exemplified.
- the decorative board (second aspect) of the present invention includes a porous substrate in the same manner as the decorative board (first aspect) of the present invention described above, in addition to the release layer, the abrasion-resistant layer, and the thermosetting resin layer.
- a material, a pattern layer, an adhesive layer, a phenol resin-impregnated paper, and a back primer layer may be further provided.
- the thing similar to the 1st aspect of the decorative board of this invention mentioned above can be used.
- the wear-resistant layer is formed in the remaining area where the release layer is not formed on the surface of the decorative board of the present invention. In the remaining area where the release layer is not formed, a thermosetting resin layer described later is laminated on the wear-resistant layer.
- the wear-resistant layer is formed on the porous substrate.
- the wear-resistant layer and the thermosetting resin layer may cover a part of the release layer. If a portion of 50% or more of the area of the release layer is exposed and visually recognized from the surface of the decorative board, a glossy matte design feeling can be exhibited.
- the wear-resistant layer can be formed, for example, by applying an abrasion-resistant ink to the surface of a porous substrate or the like.
- a curable resin such as a thermosetting resin or an ionizing radiation curable resin (for example, an electron beam curable resin); a thermoplastic resin
- a resin that forms a thermosetting resin layer which will be described later, and is easily impregnated with a thermosetting resin such as a melamine resin.
- thermosetting resin or thermoplastic resin constituting the abrasion-resistant ink examples include unsaturated polyester resins, polyurethane resins (including two-component curable polyurethane), epoxy resins, aminoalkyd resins, phenol resins, urea resins, Examples include diallyl phthalate resin, melamine resin, guanamine resin, melamine-urea co-condensation resin, silicon resin, polysiloxane resin, and the like. Among them, polyurethane resin (two-component curable polyurethane is also known as an easy-to-wear layer). Including).
- a curing agent such as a crosslinking agent and a polymerization initiator and a polymerization accelerator can be added to the resin.
- curing agents isocyanates, organic sulfonates, etc. can be added to unsaturated polyester resins, polyurethane resins, etc., organic amines, etc. can be added to epoxy resins, peroxides such as methyl ethyl ketone peroxide, azoisobutyl nitrile, etc.
- a radical initiator can be added to the unsaturated polyester resin.
- a method of forming a wear-resistant layer using an abrasion-resistant ink containing a thermosetting resin or a thermoplastic resin is, for example, a roll coating method or a comma coating method using an abrasion-resistant ink containing a thermosetting resin or a thermoplastic resin.
- a coating method such as a curtain coating method, a squeeze coating method, a blade coating method, or a gravure coating method, followed by drying and curing.
- the ionizing radiation curable resin is not limited as long as it is a resin that undergoes a crosslinking polymerization reaction upon irradiation with ionizing radiation and changes to a three-dimensional polymer structure.
- one or more of prepolymers, oligomers, and monomers having a polymerizable unsaturated bond or epoxy group that can be cross-linked by irradiation with ionizing radiation in the molecule can be used.
- examples thereof include acrylate resins such as urethane acrylate, polyester acrylate, and epoxy acrylate; silicon resins such as siloxane; polyester resins; epoxy resins and the like.
- Ionizing radiation includes visible light, ultraviolet light (near ultraviolet light, vacuum ultraviolet light, etc.), X-rays, electron beams, ion beams, etc. Among them, ultraviolet light and / or electron beams are desirable.
- an ultra-high pressure mercury lamp As the ultraviolet light source, an ultra-high pressure mercury lamp, a high pressure mercury lamp, a low pressure mercury lamp, a carbon arc lamp, a black light fluorescent lamp, or a metal halide lamp can be used.
- the wavelength of ultraviolet light is about 190 to 380 nm.
- the electron beam source for example, various electron beam accelerators such as a cockcroft-wald type, a bandegraft type, a resonant transformer type, an insulating core transformer type, a linear type, a dynamitron type, and a high frequency type can be used.
- the energy of the electron beam is preferably about 100 to 1000 keV, more preferably about 100 to 300 keV.
- the irradiation amount of the electron beam is preferably about 2 to 15 Mrad.
- the ionizing radiation curable resin is sufficiently cured when irradiated with an electron beam, but it is preferable to add a photopolymerization initiator (sensitizer) when cured by irradiation with ultraviolet rays.
- a photopolymerization initiator sensitizer
- Photopolymerization initiators in the case of resin systems having radically polymerizable unsaturated groups include, for example, acetophenones, benzophenones, thioxanthones, benzoin, benzoin methyl ether, Michler benzoylbenzoate, Michler ketone, diphenyl sulfide, dibenzyl disulfide , Diethyl oxide, triphenylbiimidazole, isopropyl-N, N-dimethylaminobenzoate and the like can be used.
- a resin system having a cationic polymerizable functional group for example, at least one kind such as an aromatic diazonium salt, an aromatic sulfonium salt, a metallocene compound, a benzoin sulfonic acid ester, and a freeloxysulfoxonium diallyl iodosyl salt.
- an aromatic diazonium salt an aromatic sulfonium salt, a metallocene compound, a benzoin sulfonic acid ester, and a freeloxysulfoxonium diallyl iodosyl salt.
- the addition amount of the photopolymerization initiator is not particularly limited, but is generally about 0.1 to 10 parts by mass with respect to 100 parts by mass of the ionizing radiation curable resin.
- the ionizing radiation curable resin preferably contains a polyfunctional polymerizable monomer in order to increase heat resistance and crosslinking density.
- the wear-resistant ink contains a filler for the purpose of imparting wear resistance.
- the filler is not particularly limited, and a conventionally known inorganic filler or organic filler can be used.
- Examples of the inorganic filler include calcium carbonate, magnesium carbonate, silica, kaolin, clay, calcium oxide, magnesium oxide, titanium oxide, zinc oxide, barium sulfate, calcium hydroxide, aluminum hydroxide, alumina, magnesium hydroxide, talc, Examples include mica, hydrotalcite, aluminum silicate, magnesium silicate, calcium silicate, calcined talc, wollastonite, potassium titanate, magnesium sulfate, calcium sulfate, magnesium phosphate and the like.
- Organic fillers include polyolefin resins such as polyethylene and polypropylene; fluorine resins; styrene resins; epoxy resins; melamine resins; urea resins; acrylic resins; phenol resins; Polyester resin etc. are mentioned, The copolymer of the said resin can also be used.
- an inorganic filler in terms of more excellent wear resistance, and among these, alumina, silica, and zirconia are more preferable.
- the said filler may be used independently and 2 or more types may be used together.
- the shape of the filler is not particularly limited, and may be any of a polyhedral spherical shape, a spherical shape, and a polygonal shape.
- the average particle size of the filler is preferably 3 to 50 ⁇ m, more preferably 5 to 30 ⁇ m.
- the wear resistance of the wear resistant layer is superior, and the smoothness of the surface of the thermosetting resin layer laminated on the wear resistant layer is not impaired.
- the surface of the conductive resin layer can easily express a glossy design.
- the average particle diameter of the filler is a value measured by a laser diffraction scattering method.
- the preferable lower limit of the Mohs hardness of the filler is 4, and the preferable upper limit is 9. Further, a more preferable lower limit is 7.
- the decorative board of the present invention can exhibit more excellent wear resistance.
- the Mohs hardness of the filler is a value measured by a Mohs hardness meter.
- the Mohs hardness is a tenth mineral ranging from soft minerals to harder minerals in a box, showing the rank of hardness as 1 degree, 2 degrees, ... 10 degrees from the softest one. is there.
- Standard minerals are as follows (numbers indicate hardness). 1: Kaseki 2: Gypsum 3: Boulder stone 4: Firefly stone 5: Linkai stone 6: Seiko stone 7: Sekiei 8: Topaz 9: Corundum 10: The surface of the mineral sample for which the hardness of the diamond is to be scratched with these minerals When trying to scratch, compare the hardness by the resistance (whether it is scratched or not).
- the hardness of the sample when the calcite is scratched, the hardness of the sample is greater than 3 degrees. If the fluorite is scratched and the fluorite is not scratched, the hardness of the sample is less than 4 degrees. At this time, the hardness of the sample is 3 to 4 or 3.5. When the scratches are somewhat scratched, the hardness of the sample shows the same level of hardness as the standard mineral used.
- the filler content in the abrasion-resistant ink is preferably 5 to 50 mass%, more preferably 10 to 30 mass%, based on 100 mass% of the abrasion-resistant ink.
- the abrasion-resistant ink may be colorless or colored.
- coloring the thing similar to the coloring agent used with the pattern pattern layer mentioned later can be used.
- the abrasion-resistant ink may contain a solvent for the purpose of adjusting the viscosity.
- Solvents include water; hydrocarbon compounds such as toluene and xylene; alcohol compounds such as methanol, ethanol and methyl glycol; ketone compounds such as acetone and methyl ethyl ketone; ester compounds such as methyl formate and ethyl acetate; N-methylpyrrolidone, N , N-dimethylformamide and the like; ether compounds such as terahydrofuran and dioxane; halogenated hydrocarbon compounds such as methylene chloride and chloroform; dimethyl sulfoxide and the like.
- solvent can be used individually by 1 type or in mixture of 2 or more types.
- the amount of the solvent in the abrasion-resistant ink can be appropriately set according to the viscosity of the ink.
- additives can be blended into the abrasion-resistant ink according to the desired physical properties to be obtained.
- additives for example, ultraviolet absorbers, infrared absorbers, light stabilizers, polymerization inhibitors, crosslinking agents, antistatic agents, antioxidants, leveling agents, coupling agents, plasticizers, antifoaming agents, fillers, Examples include a thermal radical generator and an aluminum chelating agent.
- the method for forming the wear-resistant layer is not particularly limited.
- the wear-resistant ink is used to form the release layer of the porous substrate.
- coating from the side which has been mentioned is mentioned.
- This method is not particularly limited, for example, a method of immersing the porous substrate in the abrasion-resistant ink from the surface on which the release layer of the porous substrate is formed; the abrasion-resistant ink is made porous by a coater such as a kiss coater or a comma coater A method of applying to the surface of the release layer of the porous substrate; a method of spraying the abrasion-resistant ink onto the surface of the release layer of the porous substrate using a spray device, a shower device, etc. It is done.
- a wear-resistant layer can be formed by heating a porous substrate coated with an abrasion-resistant ink to dry and cure the resin component.
- the heating temperature and the heating time are appropriately adjusted according to the type of resin used. For example, in the case of an isocyanate curable unsaturated polyester resin and a urethane curable polyurethane resin, the temperature is about 40 to 60 ° C. for about 1 to 5 days. When curing the resin component, pressure may be applied if necessary.
- the thickness of the abrasion-resistant layer is not particularly limited, and the layer thickness when the abrasion-resistant ink is applied is about 10 to 100 ⁇ m, and the layer thickness after drying is about 2 to 20 ⁇ m.
- the decorative board (second aspect) of the present invention is a decorative board having high wear resistance, capable of expressing a clear gloss matte design feeling, and having high design properties.
- the decorative board can be used for various purposes after being subjected to a predetermined molding process.
- the decorative plate can be laminated on a wooden base material and used for interiors of buildings such as walls, ceilings, floors, furniture, cabinets for light electrical or OA equipment, and the like.
- the same thing as said 1st aspect is mentioned as a woody base material.
- the manufacturing method of the decorative board (1st aspect) of this invention It does not specifically limit as a manufacturing method of the decorative board of this invention.
- the decorative board of the present invention when it is the first aspect, it can be produced by a production method having the following first to third steps. (1) a first step of providing a release layer on a part of the porous substrate; (2) a second step in which the porous substrate is impregnated with a thermosetting resin and the release layer is coated with the thermosetting resin, and then the thermosetting resin is thermoset by heating; and (3) A third step of peeling the thermoset resin film in the region covering the release layer.
- the first step is a step of providing a release layer on a part of the porous substrate.
- the above-mentioned thing can be used for the porous base material used in the said 1st process.
- the above-mentioned method can be used as a method of providing the release layer on a part of the porous substrate.
- the release layer may be set so that the adhesion between the release layer and the cured resin film formed in the second step is weaker than the adhesion between the porous substrate and the release layer. preferable. Thereby, only the cured resin film formed on the release layer can be peeled from the release layer while the release layer and the porous substrate are in close contact with each other in the third step.
- FIG. 3 An example of the state after the first step is shown in FIG.
- the release layer 2 is provided not in the entire surface of the porous substrate 1 ′ but in a partial region.
- the release layer 2 is provided in a partial region of the surface of the porous substrate 1 ′ in the first step, only the resin film 3 ′ covering the upper part of the release layer 2 is peeled off in the third step.
- a release layer is formed in a partial region of the surface of the decorative board.
- the remaining region of the surface where the release layer is not formed is left without the resin film 3 ′ being peeled off to form the thermosetting resin layer 3. Therefore, irregularities can be formed on the decorative plate surface.
- the second step is a step of impregnating the porous base material with a thermosetting resin and coating the release layer with the thermosetting resin, followed by heating to thermoset the thermosetting resin.
- the above-mentioned thing can be used for the thermosetting resin used in the second step.
- the above-mentioned method can be used as a method of impregnating a porous base material with a thermosetting resin and a method of heating a porous base material impregnated with a thermosetting resin.
- a phenol resin-impregnated core paper After impregnating the thermosetting resin and before heating, if necessary, a phenol resin-impregnated core paper can be laminated on the back surface of the porous substrate.
- Phenol resin impregnated core paper is generally impregnated with kraft paper having a basis weight of about 150 to 250 g / m 2 as core paper so that the impregnation rate is about 45 to 60% and dried at about 100 to 140 ° C. It is a paper manufactured by making it. A commercial item can be used for a phenol resin impregnation core paper.
- the back surface of the porous substrate may be subjected to a corona discharge treatment or a back surface primer layer may be formed by applying a known primer layer. Good.
- thermosetting is performed in a state where a gloss-adjusted shaping sheet is laminated on a thermosetting resin, and an embossing template (a mirror-finished plate with a texture) is installed on the thermosetting resin to perform thermosetting.
- an embossing template a mirror-finished plate with a texture
- thermosetting resin film in the region covering the release layer in the third step, the part of which the gloss is adjusted by the fine unevenness by shaping on the decorative plate surface, and the release layer It is possible to easily obtain a melamine decorative board having a three-dimensional and deep design including a deep mat design portion obtained by peeling off the heat-cured resin in the region above the substrate.
- thermosetting resin is thermoset
- the third step is a step of peeling off the thermosetting resin film covering the release layer.
- the method for peeling the thermosetting resin film covering the release layer is not particularly limited.
- the surface of the decorative plate is peeled off by removing the heat-cured resin film in the region covering the release layer using the above method.
- a melamine with a three-dimensional and deep design with a gloss-adjusted part by fine irregularities by molding and a deep mat design part obtained by peeling the thermosetting resin in the area above the release layer A decorative board is easily obtained.
- thermoset resin in the region above the release layer is peeled off using an adhesive tape, a masking tape, a shaping sheet, or the like
- a resin with an adjusted peel weight from the resin film For example, in the case of a thermosetting film of melamine, it is preferable to adjust the peel weight of the shaping sheet or the like to 0.1 to 10 N / inch.
- the peel weight is less than 0.1 N / inch, it is difficult to peel off the melamine thermoset film, and when the peel weight is 10 N / inch, the release sheet or the like is cut or the thermoset film is in a region other than on the release layer. May be peeled off.
- a shaping sheet or the like whose peel weight is adjusted to 0.1 to 10 N / inch, the thermosetting resin film in the region covering the release layer can be easily removed.
- Molded sheets with a peel weight adjusted to 0.1 to 10 N / inch can be laminated and thermoformed on the thermosetting resin before thermosetting the resin film in the second step. is there.
- removing the shaping sheet after thermosetting corresponds to the peeling step (third step).
- a decorative board having a sufficient design property can be obtained simply by removing the shaping sheet after thermosetting (without performing the process of attaching and peeling the above-mentioned masking tape or the like).
- the shaping sheet in which the peeling weight of the resin film in the third step is adjusted to 0.1 to 10 N / inch various sheet-like sheets can be used regardless of single layer or multiple layers.
- a mode in which a curable resin layer is laminated on a base sheet and the surface used on the curable resin layer side in contact with the thermosetting resin film is preferably exemplified.
- the base sheet constituting the shaping sheet is not particularly limited as long as it is a sheet, and examples thereof include paper, non-woven fabric, and a thermoplastic resin sheet.
- thermoplastic resin sheet is preferable as the base sheet, and a polyester resin sheet such as polyethylene terephthalate is particularly preferable from the viewpoint of heat resistance when the resin film is thermoset in the second step.
- the thickness of the base sheet is not particularly limited, and is usually about 10 to 200 ⁇ m.
- a curable resin layer which comprises a shaping sheet it is preferable that it is a cured layer of the composition containing ionizing radiation curable resin. By using an ionizing radiation curable resin as the curable resin layer of the shaping sheet, it becomes easy to adjust the peel weight of the melamine from the thermosetting film to 0.1 to 10 N / inch.
- the ionizing radiation curable resin used for the shaping sheet the same materials as those mentioned in the section of the release layer in the first step can be used.
- the composition containing ionizing radiation curable resin may contain components, such as extender, suitably for the purpose of adjusting peel weight.
- the thickness of the curable resin layer is usually about 1 to 30 ⁇ m.
- the decorative plate of the present invention shown in FIG. 1 can be obtained by the third step.
- the release layer 2 By releasing the thermosetting resin film covering the release layer, the release layer 2 is exposed as shown in FIG. In the place where the release layer 2 does not exist, the thermoset resin film is not peeled off even in the third step. Thereby, the mold release layer 2 is formed in a partial area of the surface, and the thermosetting resin layer 3 is formed in the remaining area of the surface where the mold release layer 2 is not formed.
- a decorative board can be obtained.
- the decorative board of the present invention produced by the above-described method includes a release layer formed in a partial region of the surface, and a thermosetting resin formed in the remaining region of the surface where the release layer is not formed.
- the layer can express a clear gloss matte design feeling.
- the thermosetting resin layer 3 and the release layer 2 (part where the thermosetting resin film has been peeled off) exist, and there is a difference in height between the two.
- a design feeling is obtained.
- the thermosetting resin layer 3 gives a glossy design feeling
- the release layer 2 gives a matte design feeling
- a clear gloss matte design feeling can be expressed.
- the gloss matte design feel becomes clearer.
- thermosetting resin film existing on the release layer it is not necessary to remove all of the thermosetting resin film existing on the release layer, and a part of the thermosetting resin film existing on the release layer remains. May be. If 50% or more of the area of the release layer is peeled off, a glossy matte design feeling can be obtained.
- a release layer is provided on a part of the porous substrate, 1) from the release layer side of the porous substrate, 2) from the back surface side of the porous substrate, or 3) the above
- thermosetting resin from both sides of 1) and 2), impregnating the porous base material with the thermosetting resin and coating the release layer with the thermosetting resin, and then heating.
- a decorative board having a sufficient surface texture can be easily obtained. Can be manufactured. According to this method, since the surface-treated mirror plate that is necessary only for the type of design in the conventional method is not required, the cost can be reduced.
- a laminate obtained by the first step and having a release layer in a partial region on the porous substrate having a configuration as shown in FIG. 3, for example, is the first aspect of the present invention. It is useful as a decorative sheet used in manufacturing a decorative board.
- the decorative sheet preferably further has a pattern layer between the porous substrate and the release layer.
- the said decorative sheet may further have layers, such as the adhesive bond layer mentioned above and a mold release primer layer.
- the decorative board of the present invention When the decorative board of the present invention is the second aspect, it can be manufactured by a manufacturing method having the following first to fourth steps. (1) a first step of providing a release layer on a part of the porous substrate; (2) a second step of forming an abrasion-resistant film by applying an abrasion-resistant ink from the release layer side of the porous substrate; (3) The third step of thermosetting the thermosetting resin by heating after the porous substrate and the wear-resistant coating are impregnated with the thermosetting resin, and (4) mold release A fourth step of peeling off the abrasion-resistant film and the thermosetting resin film in the region covering the layer.
- a 1st process is a process of providing a mold release layer in the one part area
- the above-mentioned thing can be used for the porous base material used in the said 1st process.
- the above-mentioned method can be used as a method of providing a release layer in a partial region of the surface of the porous substrate.
- FIG. 3 An example of the state after the first step is shown in FIG.
- the release layer 2 is provided not in the entire surface of the porous substrate 1 ′ but in a partial region.
- the release layer 2 By providing the release layer 2 in a partial region of the surface of the porous substrate 1 ′ in the first step, the wear-resistant film and the resin film covering the upper part of the release layer 2 in the fourth step When the layer is peeled, the release layer 2 is exposed. As a result, a decorative board having a release layer in a part of the surface of the decorative board and having a wear-resistant layer and a thermosetting resin layer in an area where the residual release layer of the surface is not formed is obtained. be able to.
- an abrasion-resistant coating covering the upper part of the release layer 2 and Unevenness can be formed on the surface of the decorative board by peeling the resin film to expose the release layer 2.
- the second step is a step of forming an abrasion-resistant film by applying an abrasion-resistant ink from the release layer side of the porous substrate.
- the above-mentioned thing can be used for the abrasion resistant ink used in the second step.
- the above-mentioned method can be used as a method of apply
- the abrasion-resistant ink applied on the release layer and on the porous substrate in the region where the release layer is not formed becomes an abrasion-resistant film.
- FIG. 5 An example of the state after the second step is shown in FIG. In FIG. 5, an abrasion-resistant coating 4 'is formed on the release layer 2 and on the porous substrate 1' in a region where the release layer is not formed.
- the third step is a step of thermosetting the thermosetting resin by impregnating the porous substrate and the wear-resistant film with the thermosetting resin and then heating.
- the above-mentioned thing can be used for the thermosetting resin used in the third step.
- the above-mentioned method can be used as a method of impregnating a porous base material and an abrasion-resistant film with a thermosetting resin and heating. By impregnating a thermosetting resin into an abrasion-resistant film and curing by heating, the obtained abrasion-resistant layer can exhibit excellent abrasion resistance.
- FIG. 6 An example of the state after the third step is shown in FIG.
- the release layer 2 is formed in a partial region of the surface of the porous substrate 1 on which the impregnated thermosetting resin is thermoset.
- a wear-resistant coating 4 ′ is formed on the release layer 2 and on the porous substrate 1 on which the impregnated thermosetting resin on which the release layer 2 is not formed is thermoset, and the wear resistance.
- a thermally cured resin film 3 ′ is formed on the coating 4 ′.
- the fourth step is a step of peeling off the wear-resistant coating film and the thermosetting resin film covering the release layer.
- the method for peeling off the abrasion-resistant film and the thermoset resin film covering the release layer is not particularly limited.
- the same peeling method as the 3rd process of the manufacturing method of a decorative board (1st aspect) can be used.
- the decorative plate of the present invention shown in FIG. 2 can be obtained by the fourth step.
- the release layer 2 is exposed by peeling off the wear-resistant film and the thermosetting resin film covering the release layer.
- the abrasion-resistant film and the thermosetting resin film in the part where the release layer 2 does not exist are not peeled off even in the fourth step, and remain on the porous substrate as the abrasion-resistant layer 4 and the thermosetting resin layer 3 respectively.
- the thermosetting resin layer 3 is formed on the wear resistant layer 4.
- the release layer 2 is formed in a partial region of the surface, and the wear-resistant layer 4 and the thermosetting resin layer 3 are formed in the remaining region of the surface where the release layer 2 is not formed.
- the decorative board of the present invention in which the thermosetting resin layer 3 is laminated on the wear-resistant layer 4 can be obtained.
- the decorative board (second aspect) of the present invention produced by the above-described method is present in a release layer formed in a partial region of the surface and in a remaining region of the surface where the release layer is not formed.
- a vivid gloss matte design feeling can be expressed by the thermosetting resin layer visually recognized on the surface of the decorative board.
- the thermosetting resin layer 3 gives a glossy design feeling
- the release layer 2 gives a matte design feeling, thereby expressing a clear glossy matte design feeling. can do.
- the gloss matte design feel becomes clearer.
- the fourth step it is not necessary that all of the abrasion-resistant film and the thermosetting resin film existing on the release layer are peeled off, even if a part of the wear layer remains on the release layer. Good. If 50% or more of the area of the release layer is peeled off, a glossy matte design feeling can be obtained.
- the decorative board (second aspect) of the present invention produced by the above-described method has an abrasion resistant layer, it is excellent in abrasion resistance.
- a release layer is provided on a part of the porous base material, impregnated with a thermosetting resin and heated, and then the abrasion-resistant film and the thermoset resin film on the release layer are peeled off.
- the decorative board (second aspect) of the present invention can be manufactured by the above-described method, the surface-treated mirror surface plate, which is necessary only for the type of design in the conventional method, is not necessary, and is easily manufactured. And cost can be reduced.
- a pattern layer is provided on a porous substrate, it is possible to print the release layer in synchronization with the pattern of the pattern layer by creating the pattern layer and the release layer by printing. Become. As a result, it becomes possible to synchronize the background pattern and the gloss matte design, which was difficult with the conventional method, and it is possible to manufacture a decorative board with higher design.
- the decorative sheet has a release layer in a partial region on the porous substrate, which is obtained by the first step and the second step, and has a configuration as shown in FIG. 5, for example.
- the laminate having an abrasion-resistant coating on the porous substrate in the region where the release layer is not formed is useful as a decorative sheet used in manufacturing the decorative board of the second aspect of the present invention. is there. It is preferable that the decorative sheet further has a pattern layer between the porous substrate and the abrasion-resistant film and / or the release layer.
- the said decorative sheet may further have layers, such as the adhesive bond layer mentioned above and a mold release primer layer.
- Example 1 (1) Preparation of release ink 60 parts by mass of ionizing radiation curable monomer (Aronix M400 manufactured by Toagosei Co., Ltd.), 0.6 parts by mass of reactive silicone (X-22-164B manufactured by Shin-Etsu Chemical Co., Ltd.) A release ink was prepared by stirring 40 parts by mass of methyl ethyl ketone (Maruzen Petrochemical Co., Ltd.) using a process homogenizer PH91 (manufactured by SMT Co., Ltd.) at a rotational speed of 2000 rpm for 1 hour.
- ionizing radiation curable monomer Aronix M400 manufactured by Toagosei Co., Ltd.
- reactive silicone X-22-164B manufactured by Shin-Etsu Chemical Co., Ltd.
- a release ink was prepared by stirring 40 parts by mass of methyl ethyl ketone (Maruzen Petrochemical Co., Ltd.) using a process homogenizer PH91 (manufactured
- thermosetting resin composed of 50 parts by mass of melamine formaldehyde resin, 45 parts by mass of water, and 5 parts by mass of isopropyl alcohol is used at a rate of 100 g / m 2 (when dried) using an impregnation apparatus for impregnation.
- the impregnated decorative sheet was obtained by impregnation as described above and drying.
- This impregnated decorative sheet is laminated on four sheets of phenol resin-impregnated core paper (Ota Sangyo Co., Ltd., Ota Core) having a basis weight of 245 g / m 2 in which a kraft paper is impregnated with a resin solution comprising a phenol resin.
- thermosetting resin layer containing a melamine resin Is sandwiched between two mirror plates and heat-molded using a hot press machine at a pressure of 100 kg / cm 2 and a molding temperature of 150 ° C. for 10 minutes to form a thermosetting resin layer containing a melamine resin.
- a molded article of a high-pressure melamine decorative board was obtained.
- a thermoset resin film was formed on the release layer.
- a masking tape (manufactured by Sumilon Co., Ltd .: E-207) is applied to the surface of the high-pressure melamine decorative board, and then the attached masking tape is peeled off to form a thermosetting resin film formed on the release layer.
- the thickness of the thermosetting resin layer of the obtained decorative board was 30 ⁇ m, and the height difference between the release layer and the thermosetting resin layer, that is, the surface height difference of the decorative board was 5 ⁇ m.
- Examples 2 to 21 A decorative board was produced in the same manner as in Example 1 except that the composition of the release ink was changed as shown in Table 1.
- Comparative Example 1 A decorative board was produced in the same manner as in Example 1 except that the wood grain pattern was not printed.
- Examples 22-37 Example 1 except that the resin shown in Table 3 was used as the resin constituting the release ink, and the composition of the release ink was changed as shown in Tables 6 and 7 using silica shown in Table 4 and silicone shown in Table 5. In the same manner, a decorative board was produced.
- the surface height difference of the decorative board was measured using a three-dimensional surface roughness measuring instrument SE-30K manufactured by Kosaka Laboratory Ltd. according to the method defined in JIS B 0601: 2013. Specifically, the area where the release layer is not formed on the decorative board surface (area where the thermosetting resin layer is formed) and the area where the release layer is formed (the thermosetting resin film is peeled off) The height difference from the part) was measured. The maximum height roughness (Rz) of the surface was used as a parameter for the surface height difference. The average values at 10 locations are shown in Table 1.
- Example 38 (1) Preparation of release ink Ionizing radiation curable monomer (Toagosei Co., Ltd., Aronix M400) 60 parts by mass, reactive silicone (Shin-Etsu Chemical Co., Ltd., X-22-164B) 0.6 parts by mass, silica 4.8 parts by mass (manufactured by Fuji Silysia Chemical Co., Ltd., Silicia 320) and 40 parts by mass of methyl ethyl ketone (Maruzen Petrochemical Co., Ltd.) are used for 1 hour at a rotational speed of 2000 rpm using a process homogenizer PH91 (manufactured by SMT Co., Ltd.). A release ink was prepared by stirring.
- reactive silicone Shin-Etsu Chemical Co., Ltd., X-22-164B
- silica 4.8 parts by mass manufactured by Fuji Silysia Chemical Co., Ltd., Silicia 320
- 40 parts by mass of methyl ethyl ketone
- abrasion-resistant ink 30% by mass of a urethane resin composition (Daiichi Kogyo Seiyaku Co., Ltd., Superflex 126) having a urethane resin solid content of 30% by mass, and an average particle size of 20.
- a process homogenizer PH91 (manufactured by SMT Co., Ltd.) was added by adding 15% by mass of 3 ⁇ m polyhedral spherical alumina (Sumitomo Chemical Industries, Sumiko Random AA18) to a mixed solvent of 35% by mass of water and 20% by mass of ethanol. was used and stirred at a rotational speed of 2000 rpm for 20 minutes to prepare an abrasion-resistant ink.
- the Mohs hardness of alumina was 9.
- the abrasion-resistant ink prepared in the above (2) was applied and dried at 100 ° C. for 3 minutes to form an abrasion-resistant layer to obtain a decorative sheet.
- the coating amount at the time of drying the abrasion-resistant layer at this time was 12 g / m 2 .
- an abrasion-resistant film was formed on the release layer.
- thermosetting resin composed of 50 parts by mass of melamine formaldehyde resin, 45 parts by mass of water, and 5 parts by mass of isopropyl alcohol was added to the melamine resin at 100 g / m 2 (using an impregnation apparatus for impregnation from above the wear-resistant layer.
- the impregnated decorative sheet was obtained by impregnation so as to have a ratio of when dried) and drying.
- This impregnated decorative sheet is laminated on four sheets of phenol resin-impregnated core paper (Ota Sangyo Co., Ltd., Ota Core) having a basis weight of 245 g / m 2 in which a kraft paper is impregnated with a resin solution comprising a phenol resin.
- phenol resin-impregnated core paper (Ota Sangyo Co., Ltd., Ota Core) having a basis weight of 245 g / m 2 in which a kraft paper is impregnated with a resin solution comprising a phenol resin.
- a masking tape (manufactured by Sumilon Co., Ltd .: E-207) is applied to the surface of the high-pressure melamine decorative board, and then the applied masking tape is peeled off to form an abrasion-resistant film formed on the release layer. The heat-cured resin film was peeled off to produce a decorative board.
- Examples 39-48 A decorative board was produced in the same manner as in Example 38 except that the composition of the abrasion-resistant ink and the coating amount during drying were changed as shown in Table 8, and the filler shown in Table 9 was used as the filler.
- Comparative Example 2 A decorative board was produced in the same manner as in Example 38 except that the wear-resistant layer was not formed.
- An overlay layer was formed by laminating a melamine resin-impregnated overlay paper on an impregnated decorative sheet prepared without forming a wear-resistant layer.
- the method for preparing the melamine resin-impregnated overlay layer is as follows. That is, with respect to 100 parts by mass of ⁇ -cellulose pulp fiber as a raw material for overlay base paper, polyamide polyamine epichlorohydrin resin, carboxymethylcellulose, sulfate band, sodium aluminate are used as internal chemicals, and the basis weight is 42 g / m.
- Two overlay base papers were obtained.
- a melamine resin-impregnated overlay paper was prepared by impregnating the overlay base paper with a resin solution comprising a melamine resin. The resin impregnation rate was 142% by mass. Other than that was carried out similarly to Example 38, and manufactured the decorative board.
- Example 49 and 50 As in Example 38 except that the resin shown in Table 10 was used as the resin constituting the release ink, and the composition of the release ink was changed as shown in Table 13 using silica shown in Table 11 and silicone shown in Table 12. Thus, a decorative board was produced. In Table 13, the composition of the release ink of Example 38 is also described for reference.
- Abrasion resistance JIS K 6902; 2007 Thermosetting resin high pressure decorative board test method
- the abrasion resistance on the surface of the decorative board was measured based on the measurement method based on the method A.
- JIS K 6902 The number of rotations when the gloss mat pattern coating was clearly frayed to a wear area of 0.6 mm 2 or more by the measuring method based on the A method of 2007 was the initial wear value (IP), and the gloss mat in the wear area
- IP initial wear value
- FP end point wear value
- FP end point wear value
- Example 51 Production of release ink Ionizing radiation curable monomer (Toagosei Co., Ltd., Aronix (registered trademark) M400) 60 parts by mass, reactive silicone (Shin-Etsu Chemical Co., Ltd., X-22-164B) 0.6 Using a process homogenizer PH91 (manufactured by SMT Co., Ltd.), the number of rotations is 4,000 parts by mass, silica (Fuji Silysia Chemical Co., Ltd., Silicia 320) 4.8 parts by mass, and methyl ethyl ketone (Maruzen Petrochemical Co., Ltd.) 40 parts by mass. A release ink was obtained by stirring at 2000 rpm for 1 hour.
- thermosetting resin composed of 50 parts by mass of melamine formaldehyde resin, 45 parts by mass of water, and 5 parts by mass of isopropyl alcohol is used at a rate of 100 g / m 2 (when dried) using an impregnation apparatus for impregnation.
- the impregnated decorative sheet was obtained by impregnation as described above and drying.
- This impregnated decorative sheet is laminated on four phenol resin impregnated core papers (DL-25, manufactured by Ota Sangyo Co., Ltd.), the laminate is sandwiched between two mirror plates, and pressure is 100 kg / cm using a hot press machine. 2 and heat molding at a molding temperature of 150 ° C. for 10 minutes to obtain a molded article of a high-pressure melamine decorative board.
- a masking tape manufactured by Sumilon Co., Ltd .: E-207 was attached to the surface of the high-pressure melamine decorative board, and then the attached masking tape was peeled off.
- Example 52 Manufacture of a shaping sheet A 50 ⁇ m thick PET film (Cosmo Shine (registered trademark) A4100 (50 ⁇ m) manufactured by Toyobo Co., Ltd.), an ionizing radiation curable monomer (Aronix (registered trademark) manufactured by Toagosei Co., Ltd.) ) M350) 100 parts by weight, reactive silicone (manufactured by Shin-Etsu Chemical Co., Ltd., X-22-164B) 2 parts by weight, silica (Fuji Silysia Chemical Co., Ltd., Silicia 450) 8 parts by weight, and ethyl acetate 50 parts by weight
- the mold forming sheet coating ink was coated at 5 g / m 2 (during drying), irradiated with 5 Mrad electron beam at an acceleration voltage of 165 kV, and cured to obtain a mold sheet.
- a masking tape manufactured by Sumilon Co., Ltd .: E-207 was applied to the surface of the high-pressure melamine decorative board, and the applied masking tape was peeled off to obtain a decorative board.
- Comparative Example 4 A melamine decorative board of Comparative Example 4 was obtained in the same manner as in Example 51 except that the peeling step of Example 51 was not performed.
- Comparative Example 5 A melamine decorative board of Comparative Example 5 was obtained in the same manner as in Example 51 except that the release ink of Example 51 was not printed.
- the design feeling and the surface height difference were evaluated as follows for the decorative plates of Examples 51 and 52 and Comparative Examples 4 and 5. The peel weight was also measured.
- the design feeling was judged visually by the following evaluation criteria. ⁇ : Sufficient surface texture and three-dimensional and deep gloss matte feeling, very good ⁇ : Sufficient surface texture, good x: Low surface texture, unusable Surface height difference is Kosaka Research Co., Ltd. Using a 3D surface roughness measuring instrument SE-30K manufactured by Tokosho, measurement was performed according to the method defined in JIS B 0601: 2013. Specifically, the difference in height between the part without the release layer on the decorative board surface (the part covered with the thermosetting resin film) and the part with the release layer (the part where the thermosetting resin film peeled off) was measured. The maximum height roughness (Rz) of the surface was used as a parameter for the surface height difference. The average values at 10 locations are shown in Table 14.
- the peel weight is a value measured using a Tensilon universal material testing machine RTC-1250A manufactured by Orientec Co., Ltd., and the specific measuring method is as follows. After applying the masking tape (Sumilon Co., Ltd .: E-207) cut to 1 inch width on the surface of the decorative board, part of the masking tape is peeled off and the masking tape is peeled off as shown in FIG. One end (lower part) was fixed to a testing machine. The weight when the masking tape peeled 180 ° was peeled off at a speed of 100 mm / min in the upper direction (arrow direction) was measured.
- the reference numerals in FIG. 7 are the same as those in FIGS.
- a decorative board having a sufficient surface texture can be easily produced.
- the surface of the decorative melamine board is coated with a fine uneven design portion coated with the thermosetting resin film.
- a decorative board having a deep gloss mat design in which no deep concave portions are mixed is obtained.
- Example 53 Manufacture of shaped sheet A shaped sheet having the composition described in Example 3 in Table 2 below on the easily adhesive surface of a 50 ⁇ m thick PET film (Cosmo Shine (registered trademark) A4100 (50 ⁇ m) manufactured by Toyobo Co., Ltd.) A forming sheet was obtained by coating 5 g / m 2 (during drying) of the coating ink, applying 5 Mrad electron beam at an acceleration voltage of 165 kV, and curing.
- a 50 ⁇ m thick PET film Cosmo Shine (registered trademark) A4100 (50 ⁇ m) manufactured by Toyobo Co., Ltd.
- a forming sheet was obtained by coating 5 g / m 2 (during drying) of the coating ink, applying 5 Mrad electron beam at an acceleration voltage of 165 kV, and curing.
- Examples 54-60 A melamine decorative board was obtained in the same manner as in Example 53, except that the composition of the coating ink for the shaping sheet of Example 53 was changed to the compositions of Examples 54 to 60 in Table 15 below.
- Comparative Example 6 A melamine decorative board was obtained in the same manner as in Example 53, except that the composition of the coating ink for the shaping sheet of Example 53 was changed to the composition of Comparative Example 6 in Table 15 below.
- the peeling weight was determined by removing the specular plate by heat molding, then cutting a part of the shaping sheet into a 1-inch width, and peeling off a part. 52, and the same method as in Comparative Examples 4 and 5.
- the design property was determined visually by the following evaluation criteria. ⁇ : There is a feeling of gloss mat, good ⁇ : The gloss mat feeling is not clear, but it can be used ⁇ : The gloss mat feeling is small and cannot be used
- UV1700B UV curable urethane acrylate resin
- KARAYAD PET-30 Radiation curable resin Solvain (registered trademark) A: Vinyl chloride vinyl acetate copolymer resin Nipsil E220A: Silica X-22-164A: Reactive silicone MEK : Methyl ethyl ketone
- the molding sheet having a peel weight adjusted to a range of 0.1 to 10 N / inch is laminated on the thermosetting resin and thermoformed before thermosetting the resin film. According to this, it is possible to obtain a decorative board having a sufficient designability (gross matte feeling) simply by removing the specular plate and the shaping sheet after thermosetting.
- Porous substrate 1 ' Impregnated and thermoset with thermosetting resin.
- Porous substrate 2. Release layer Thermosetting resin layer 3 ′. Heat-cured resin film 3 ". Heat-cured resin film peeled off by masking tape or shaping sheet 4.
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Wood Science & Technology (AREA)
- Forests & Forestry (AREA)
- Laminated Bodies (AREA)
Abstract
本発明は、鮮明なグロスマット調の意匠感を表現することができ、製造が容易な化粧板を提供することを目的とする。本発明は、表面の一部の領域に離型層が形成されており、前記離型層が形成されていない表面の残部の領域には、熱硬化性樹脂層が形成されている、ことを特徴とする化粧板に関する。
Description
本発明は、化粧板及びその製造方法に関する。
従来、テーブル、カウンター、壁、床等の表面には、チタン紙等の多孔質基材にメラミン樹脂を含浸させ、必要に応じてフェノールコア紙等に積層した化粧板が積層されている。このようなメラミン樹脂を含浸させた化粧板は、強度、硬さ、耐熱性等の物性を示す。
上述のような化粧板には、高級感を示す意匠が求められており、グロスマット調の意匠感を表面に付与することが行われている。
表面にグロスマット調の意匠感が付与された化粧板として、表面にグロスマット調のエンボス形状が形成されたエンボス板(テクスチャーを付けた鏡面板)を用いて熱圧プレスされた化粧板が提案されている(例えば、特許文献1参照)。
しかしながら、特許文献1に記載されている化粧板の表面にグロスマット調の意匠感を付与する場合、意匠の種類だけ表面処理した鏡面板が必要であり、コストがかかり製造が困難であるという問題がある。また、この化粧板は、エンボス形状を下地の絵柄と同調させることが困難であり、より意匠性を高めることが困難であるという問題がある。
また、絵柄模様と同調した凹状部等が形成された化粧板の製造方法として、原紙の表面に浸透防止層と撥液性模様層を設けることで熱硬化性樹脂を含浸して熱圧成形する際に、撥液性模様が熱硬化性樹脂の皮膜に被覆される現象を防止する製造方法が提案されている(例えば、特許文献2参照)。
しかしながら、特許文献2に記載されている製造方法では、完全に熱硬化性樹脂の被覆を防止することは困難であり、このような製造方法により製造された化粧板は、鮮明なグロスマット調の意匠感を表現することが困難であるという問題がある。
従って、鮮明なグロスマット調の意匠感を表現することができ、製造が容易な化粧板の開発が望まれている。
また、特許文献1及び2に記載では、化粧板の耐摩耗性について十分に検討されていない。これらの化粧板では、表面には熱硬化性樹脂が被覆されているだけで耐摩耗性が劣るため、化粧板の表面が削られるとグロスマット調の意匠が消失し易いという問題がある。耐摩耗性を付与する目的で浸透防止層と撥液性模様層の上にオーバーレイ層を設けることも考えられるが、この場合、グロスマット調の意匠感が発現しないという問題がある。
従って、耐摩耗性に優れ、鮮明なグロスマット調の意匠感を表現することができ、製造が容易な化粧板の開発も望まれている。
本発明は、鮮明なグロスマット調の意匠感を表現することができ、製造が容易な化粧板を提供することを主な目的とする。本発明はまた、耐摩耗性に優れ、鮮明なグロスマット調の意匠感を表現することができ、製造が容易な化粧板を提供することを目的とする。さらに本発明は、表面にテクスチャーを施すことにより意匠感を与えた化粧板を簡単且つ安価に製造することができる方法を提供することも目的とする。
本発明者らは、鋭意研究を重ねた結果、表面の一部の領域に離型層を有し、前記離型層を有しない表面の残部の領域に、熱硬化性樹脂層を有する化粧板の構成とすることで、上記目的を達成できることを見出した。本発明は、このような知見に基づき完成されたものである。
即ち、本発明は、下記の化粧板、化粧板の製造方法等に関する。
1.表面の一部の領域に離型層を有し、前記離型層を有しない表面の残部の領域に、熱硬化性樹脂層を有する、ことを特徴とする化粧板。
2.前記熱硬化性樹脂層は、メラミン樹脂を含有する、項1に記載の化粧板。
3.前記離型層は、硬化性樹脂を含有する、項1又は2に記載の化粧板。
4.前記硬化性樹脂は、電離放射線硬化型樹脂である、項3に記載の化粧板。
5.前記電離放射線硬化型樹脂は、重量平均分子量が500以上である、項4に記載の化粧板。
6.多孔質基材の表面の一部の領域に前記離型層を有し、前記離型層を有しない、前記多孔質基材の表面の残部の領域に、前記熱硬化性樹脂層を有する、項1~5のいずれかに記載の化粧板。
7.前記多孔質基材と、前記熱硬化性樹脂層及び/又は前記離型層との間に、更に、絵柄模様層を有する、項6に記載の化粧板。
8.前記多孔質基材の、前記熱硬化性樹脂層及び前記離型層を有する側とは反対側の面に、フェノール樹脂含浸紙を有する、項6又は7に記載の化粧板。
9.表面の一部の領域に離型層を有し、前記離型層を有しない表面の残部の領域に、耐摩耗層及び熱硬化性樹脂層を有しており、前記耐摩耗層上に前記熱硬化性樹脂層を配置してなる、項1~8のいずれかに記載の化粧板。
10.前記耐摩耗層は、モース硬度が4以上の無機フィラーを含有する、項9に記載の化粧板。
11.多孔質基材の表面の一部の領域に前記離型層を有し、前記離型層を有しない、前記多孔質基材の表面の残部の領域には、前記耐摩耗層及び前記熱硬化性樹脂層を有しており、前記耐摩耗層上に前記熱硬化性樹脂層が存在する、項9又は10に記載の化粧板。
12.前記多孔質基材と、前記耐摩耗層及び/又は前記離型層との間に、更に、絵柄模様層を有する、項11に記載の化粧板。
13.前記多孔質基材の、前記耐摩耗層及び前記離型層を有する側とは反対側の面に、フェノール樹脂含浸紙を有する、項11又は12に記載の化粧板。
14.多孔質基材上の一部に離型層を設ける第1工程、
前記多孔質基材に熱硬化性樹脂を含浸させるとともに前記熱硬化性樹脂により前記離型層を被覆した後、加熱することにより前記熱硬化性樹脂を熱硬化させる第2工程、及び
前記離型層の上を被覆している領域の熱硬化した樹脂膜を剥離する第3工程
を含む、化粧板の製造方法。
15.前記熱硬化性樹脂がメラミン樹脂を含む、項14に記載の化粧板の製造方法。
16.前記多孔質基材がチタン紙を含む、項14又は15に記載の化粧板の製造方法。
17.前記離型層が硬化性樹脂を含む、項14~16のいずれかに記載の化粧板の製造方法。
18.前記硬化性樹脂が、電離放射線硬化性樹脂である、項17に記載の化粧板の製造方法。
19.前記第2工程において前記熱硬化性樹脂により前記離型層を被覆した後、前記熱硬化性樹脂の上に賦型シートを積層した状態で熱硬化させ、前記第3工程において前記賦型シートを剥離することによって前記離型層の上を被覆している領域の熱硬化した樹脂膜を剥離する、項14~18のいずれかに記載の化粧板の製造方法。
20.前記賦型シートを剥離する際の剥離重さが0.1~10N/インチである、項19に記載の化粧板の製造方法。
21.基材シート上に硬化性樹脂層を積層してなる、項20に記載の化粧板の製造方法に用いられる賦型シート。
22.多孔質基材上の一部の領域に離型層を有する、項1~8のいずれかに記載の化粧板の製造に用いられる化粧シート。
23.多孔質基材上の一部の領域に離型層を有し、離型層の上、及び離型層が形成されていない領域の多孔質基材の上に耐摩耗性被膜を有する、項9~13のいずれかに記載の化粧板の製造に用いられる化粧シート。
1.表面の一部の領域に離型層を有し、前記離型層を有しない表面の残部の領域に、熱硬化性樹脂層を有する、ことを特徴とする化粧板。
2.前記熱硬化性樹脂層は、メラミン樹脂を含有する、項1に記載の化粧板。
3.前記離型層は、硬化性樹脂を含有する、項1又は2に記載の化粧板。
4.前記硬化性樹脂は、電離放射線硬化型樹脂である、項3に記載の化粧板。
5.前記電離放射線硬化型樹脂は、重量平均分子量が500以上である、項4に記載の化粧板。
6.多孔質基材の表面の一部の領域に前記離型層を有し、前記離型層を有しない、前記多孔質基材の表面の残部の領域に、前記熱硬化性樹脂層を有する、項1~5のいずれかに記載の化粧板。
7.前記多孔質基材と、前記熱硬化性樹脂層及び/又は前記離型層との間に、更に、絵柄模様層を有する、項6に記載の化粧板。
8.前記多孔質基材の、前記熱硬化性樹脂層及び前記離型層を有する側とは反対側の面に、フェノール樹脂含浸紙を有する、項6又は7に記載の化粧板。
9.表面の一部の領域に離型層を有し、前記離型層を有しない表面の残部の領域に、耐摩耗層及び熱硬化性樹脂層を有しており、前記耐摩耗層上に前記熱硬化性樹脂層を配置してなる、項1~8のいずれかに記載の化粧板。
10.前記耐摩耗層は、モース硬度が4以上の無機フィラーを含有する、項9に記載の化粧板。
11.多孔質基材の表面の一部の領域に前記離型層を有し、前記離型層を有しない、前記多孔質基材の表面の残部の領域には、前記耐摩耗層及び前記熱硬化性樹脂層を有しており、前記耐摩耗層上に前記熱硬化性樹脂層が存在する、項9又は10に記載の化粧板。
12.前記多孔質基材と、前記耐摩耗層及び/又は前記離型層との間に、更に、絵柄模様層を有する、項11に記載の化粧板。
13.前記多孔質基材の、前記耐摩耗層及び前記離型層を有する側とは反対側の面に、フェノール樹脂含浸紙を有する、項11又は12に記載の化粧板。
14.多孔質基材上の一部に離型層を設ける第1工程、
前記多孔質基材に熱硬化性樹脂を含浸させるとともに前記熱硬化性樹脂により前記離型層を被覆した後、加熱することにより前記熱硬化性樹脂を熱硬化させる第2工程、及び
前記離型層の上を被覆している領域の熱硬化した樹脂膜を剥離する第3工程
を含む、化粧板の製造方法。
15.前記熱硬化性樹脂がメラミン樹脂を含む、項14に記載の化粧板の製造方法。
16.前記多孔質基材がチタン紙を含む、項14又は15に記載の化粧板の製造方法。
17.前記離型層が硬化性樹脂を含む、項14~16のいずれかに記載の化粧板の製造方法。
18.前記硬化性樹脂が、電離放射線硬化性樹脂である、項17に記載の化粧板の製造方法。
19.前記第2工程において前記熱硬化性樹脂により前記離型層を被覆した後、前記熱硬化性樹脂の上に賦型シートを積層した状態で熱硬化させ、前記第3工程において前記賦型シートを剥離することによって前記離型層の上を被覆している領域の熱硬化した樹脂膜を剥離する、項14~18のいずれかに記載の化粧板の製造方法。
20.前記賦型シートを剥離する際の剥離重さが0.1~10N/インチである、項19に記載の化粧板の製造方法。
21.基材シート上に硬化性樹脂層を積層してなる、項20に記載の化粧板の製造方法に用いられる賦型シート。
22.多孔質基材上の一部の領域に離型層を有する、項1~8のいずれかに記載の化粧板の製造に用いられる化粧シート。
23.多孔質基材上の一部の領域に離型層を有し、離型層の上、及び離型層が形成されていない領域の多孔質基材の上に耐摩耗性被膜を有する、項9~13のいずれかに記載の化粧板の製造に用いられる化粧シート。
本発明の化粧板は、表面の一部の領域に離型層を有し、離型層を有しない表面の残部の領域に、熱硬化性樹脂層を有するので、熱硬化性樹脂層と離型層とが異なる意匠感を示すことにより、化粧板表面が鮮明なグロスマット調の意匠感を表現することができる。
上記構成を備える本発明の化粧板は、表面の一部の領域に離型層を設け、熱硬化性樹脂を含浸させて加熱し、離型層を被覆している熱硬化した樹脂膜を剥離することにより製造することができるので、容易に製造することができる。
また、耐摩耗層を有する本発明の化粧板は、表面の一部の領域に離型層が形成されており、離型層が形成されていない表面の残部の領域には、耐摩耗層及び熱硬化性樹脂層が形成されており、耐摩耗層上に熱硬化性樹脂層が積層されているので、化粧板表面において視認される熱硬化性樹脂層と離型層とが異なる意匠感を示すことにより、化粧板表面が鮮明なグロスマット調の意匠感を表現することができる。該化粧板は、耐摩耗層を備えるので、耐摩耗性に優れており、化粧板の表面が削られることによるグロスマット調の意匠の消失が抑制されている。
上記構成を備える本発明の化粧板は、表面の一部の領域に離型層を設け、離型層が形成されている表面から耐摩耗性インキを塗布して耐摩耗層を形成し、更に、熱硬化性樹脂を含浸させて加熱し、離型層を被覆している耐摩耗層及び熱硬化した樹脂膜を剥離することにより製造することができるので、容易に製造することができる。
さらに、本発明の製造方法によれば、従来、意匠の種類だけ必要であった表面処理した鏡面板が不要となるため、表面にテクスチャーを施して意匠感を与えた化粧板を簡単且つ安価に製造することができる。
以下、本発明の化粧板について説明する。なお、本発明において、表面とは、いわゆる「おもて面」であり、本発明の化粧板がフェノール樹脂含浸紙又は木質基材等に積層されて用いられる際に、フェノール樹脂含浸紙等と接触する面とは反対側の面であり、積層後に視認される面である。また、本明細書では、上記表面の方向を「おもて」又は「上」と称し、その反対側を「裏」又は「下」と称する場合がある。
1.本発明の化粧板の第1の態様
本発明の化粧板の第1の態様は、表面の一部の領域に離型層を有し、上記離型層を有しない表面の残部の領域に、熱硬化性樹脂層を有する化粧板である。即ち、本発明の化粧板は、表面の一部の領域に離型層が形成されており、上記離型層が形成されていない表面の残部の領域には、熱硬化性樹脂層が形成されている。
本発明の化粧板の第1の態様は、表面の一部の領域に離型層を有し、上記離型層を有しない表面の残部の領域に、熱硬化性樹脂層を有する化粧板である。即ち、本発明の化粧板は、表面の一部の領域に離型層が形成されており、上記離型層が形成されていない表面の残部の領域には、熱硬化性樹脂層が形成されている。
図1は、本発明の化粧板(第1の態様)の層構成の一例を模式的に示す断面図である。図1において、本発明の化粧板(第1の態様)は、熱硬化性樹脂が含浸され、熱硬化した多孔質基材1上に、離型層2及び熱硬化性樹脂層3が形成されている。このような層構成であることにより、図1に示す本発明の化粧板は、その表面の一部の領域に離型層2が形成されており、上記離型層2が形成されていない表面の残部の領域には、熱硬化性樹脂層3が形成されている。
図1に例示される本発明の化粧板は、上記構成であることにより、熱硬化性樹脂層3がグロスの意匠感を示し、離型層2がマットの意匠感を示すか、又は、熱硬化性樹脂層3がマットの意匠感を示し、離型層2がグロスの意匠感を示すことにより、化粧板表面が鮮明なグロスマット調の意匠感を表現することができる。また、上記構成を備える図1の本発明の化粧板は、多孔質基材1の表面の一部の領域に離型層2を設け、多孔質基材1に熱硬化性樹脂を含浸させて加熱し、離型層2を被覆している熱硬化した樹脂膜を剥離することにより製造することができるので、容易に製造することができる。
本発明の化粧板の表面における熱硬化性樹脂層が形成されている領域の面積(Sa)と、離型層が形成されている領域の面積(Sb)との面積比(Sa):(Sb)は、3:7~9:1が好ましく、5:5~8:2がより好ましい。面積比(Sa):(Sb)が上述の範囲内であると、本発明の化粧板が表現するグロスマット調の意匠が、より鮮明となる。
熱硬化性樹脂層と離型層との高低差は、1~50μmが好ましく、2~30μmがより好ましい。上記高低差が上述の範囲内であると、本発明の化粧板が表現するグロスマット調の意匠が、より鮮明となる。
以下、本発明の化粧板(第1の態様)の層構成について説明する。本発明の化粧板(第1の態様)は、上述のように表面の一部の領域に離型層が形成されており、離型層が形成されていない表面の残部の領域には、熱硬化性樹脂層が形成されていれば、その具体的構成(層構成)については限定されない。例えば、本発明の化粧板が多孔質基材を備える場合、多孔質基材の表面の一部の領域に離型層が形成されており、離型層が形成されていない、多孔質基材の表面の残部の領域には、熱硬化性樹脂層が形成されている構成が挙げられる。
以下、かかる層構成の化粧板を代表例として、各層について具体的に説明する。
(離型層)
離型層は、本発明の化粧板の表面の一部の領域に形成される。上記離型層は、後述する本発明の化粧板の製造工程において、熱硬化性樹脂層を形成する際に、離型層の表面に一旦形成される熱硬化性樹脂の樹脂膜に対して離型性を有していれば特に限定されない。離型層は、例えば、多孔質基材等の表面に離型インキを塗布して硬化させることにより形成することができる。
離型層は、本発明の化粧板の表面の一部の領域に形成される。上記離型層は、後述する本発明の化粧板の製造工程において、熱硬化性樹脂層を形成する際に、離型層の表面に一旦形成される熱硬化性樹脂の樹脂膜に対して離型性を有していれば特に限定されない。離型層は、例えば、多孔質基材等の表面に離型インキを塗布して硬化させることにより形成することができる。
離型インキを構成する樹脂は、熱硬化性樹脂、電離放射線硬化型樹脂(例えば、電子線硬化型樹脂)等の硬化性樹脂;熱可塑性樹脂を用いることができるが、硬化性樹脂を用いることが好ましい。特に、高い表面硬度による耐傷性、凸形状保持性、生産性等の観点から、離型インキは電離放射線硬化型樹脂を含むことが好ましく、離型インキを構成する樹脂が電離放射線硬化型樹脂であることがより好ましい。
熱硬化性樹脂としては、例えば、不飽和ポリエステル樹脂、ポリウレタン樹脂(2液硬化型ポリウレタンも含む)、エポキシ樹脂、アミノアルキッド樹脂、フェノール樹脂、尿素樹脂、ジアリルフタレート樹脂、メラミン樹脂、グアナミン樹脂、メラミン-尿素共縮合樹脂、珪素樹脂、ポリシロキサン樹脂等が挙げられる。
上記樹脂には、架橋剤、重合開始剤等の硬化剤、重合促進剤を添加することができる。例えば、硬化剤としてはイソシアネート、有機スルホン酸塩等が不飽和ポリエステル樹脂やポリウレタン樹脂等に添加でき、有機アミン等がエポキシ樹脂に添加でき、メチルエチルケトンパーオキサイド等の過酸化物、アゾイソブチルニトリル等のラジカル開始剤が不飽和ポリエステル樹脂に添加することができる。
熱硬化性樹脂を含む離型インキを用いて離型層を形成する方法は、例えば、熱硬化性樹脂の溶液をロールコート法、グラビアコート法等の塗布法で多孔質基材上に塗布し、乾燥及び硬化させる方法が挙げられる。
電離放射線硬化型樹脂は、電離放射線の照射により架橋重合反応を生じ、3次元の高分子構造に変化する樹脂であれば限定されない。例えば、電離放射線の照射により架橋可能な重合性不飽和結合又はエポキシ基を分子中に有するプレポリマー、オリゴマー及びモノマーの1種以上を使用することができる。中でも、多官能モノマー及びオリゴマーの1種以上を使用することが好ましい。上記電離放射線硬化型樹脂としては、例えば、ウレタンアクリレート、ポリエステルアクリレート、エポキシアクリレート等のアクリレート樹脂;シロキサン等のケイ素樹脂;ポリエステル樹脂;エポキシ樹脂などが挙げられる。
電離放射線硬化型樹脂の重量平均分子量は、500以上が好ましく、1000以上がより好ましい。電離放射線硬化型樹脂の重量平均分子量を上記範囲とすることで、上述のように多孔質基材等の表面に離型インキを塗布して硬化させることにより離型層を形成する際に、離型インキの多孔質基材等への浸み込みが抑制され、より確実に離型層を形成することができる。
電離放射線硬化型樹脂の重量平均分子量は、80000以下が好ましく、50000以下がより好ましい。電離放射線硬化型樹脂の重量平均分子量を上記範囲とすることで、上述のように多孔質基材等の表面に離型インキを塗布して硬化させることにより離型層を形成する際に、離型インキの粘度の上昇を抑制でき、離型インキの塗布が困難となり難い。
なお、本明細書において、重量平均分子量は、ゲル浸透クロマトグラフィー(GPC)法により、ポリスチレンを標準物質に用いて測定される値である。
電離放射線硬化型樹脂としては、重量平均分子量が500以上である多官能モノマー及びオリゴマーから選択される少なくとも1種が好ましい。このような多官能モノマー又はオリゴマーとしては、例えば、ジペンタエリスリトールヘキサアクリレート、ジペンタエリスリトールペンタアクリレート、ウレタンアクリレート、ポリエステルアクリレート、エポキシアクリレート等のアクリレート樹脂が挙げられる。
電離放射線としては、可視光線、紫外線(近紫外線、真空紫外線等)、X線、電子線、イオン線等があるが、この中でも、紫外線及び/又は電子線が望ましい。
紫外線源としては、超高圧水銀灯、高圧水銀灯、低圧水銀灯、カーボンアーク灯、ブラックライト蛍光灯、メタルハライドランプ灯の光源が使用できる。紫外線の波長としては、190~380nm程度である。
電子線源としては、例えば、コッククロフトワルト型、バンデグラフト型、共振変圧器型、絶縁コア変圧器型、直線型、ダイナミトロン型、高周波型等の各種電子線加速器が使用できる。電子線のエネルギーとしては、100~1000keV程度が好ましく、100~300keV程度がより好ましい。電子線の照射量は、2~15Mrad程度が好ましい。
電離放射線硬化型樹脂は電子線を照射すれば十分に硬化するが、紫外線を照射して硬化させる場合には、光重合開始剤(増感剤)を添加することが好ましい。
ラジカル重合性不飽和基を有する樹脂系の場合の光重合開始剤は、例えば、アセトフェノン類、ベンゾフェノン類、チオキサントン類、ベンゾイン、ベンゾインメチルエーテル、ミヒラーベンゾイルベンゾエート、ミヒラーケトン、ジフェニルサルファイド、ジベンジルジサルファイド、ジエチルオキサイト、トリフェニルビイミダゾール、イソプロピル-N,N-ジメチルアミノベンゾエート等の少なくとも1種を使用することができる。また、カチオン重合性官能基を有する樹脂系の場合は、例えば、芳香族ジアゾニウム塩、芳香族スルホニウム塩、メタロセン化合物、ベンゾインスルホン酸エステル、フリールオキシスルホキソニウムジアリルヨードシル塩等の少なくとも1種を使用することができる。
光重合開始剤の添加量は特に限定されないが、一般に電離放射線硬化型樹脂100質量部に対して0.1~10質量部程度である。
電離放射線硬化型樹脂としては、耐熱性及び架橋密度を上げるため、多官能の重合性モノマーを含有することが好ましい。
離型インキには、さらに離型性を付与する目的で、シリコーンオイルを含有させることが好ましい。シリコーンオイルとして、反応性シリコーンオイル、非反応性シリコーンオイル等を挙げることができる。
反応性シリコーンオイルとは、側鎖又は末端に有機基を導入した変性シリコーンオイルのうち、導入する有機基の性質によって反応性を有するものをいう。反応性シリコーンオイルとして、具体的には、変性シリコーンオイル側鎖型、変性シリコーンオイル両末端型、変性シリコーンオイル片末端型、変性シリコーンオイル側鎖両末端型等において、導入する有機基がアミノ変性、エポキシ変性、メルカプト変性、カルボキシル変性、カルビノール変性、フェノール変性、メタクリル変性、異種官能基変性等であるものが挙げられる。これらの反応性シリコーンオイルは、単独で又は2種以上を混合して使用することができる。
非反応性シリコーンオイルは、アミノ基、エポキシ基、メルカプト基、カルボキシ基、ヒドロキシ基、(メタ)アクリロイル基、アリル基等の反応性官能基を有しないシリコーンオイルであれば特に制限はない。非反応性シリコーンオイルとして、例えば、ポリシロキサンからなるシリコーンオイルのほか、ポリエーテル変性シリコーンオイル、アラルキル変性シリコーンオイル、フロロアルキル変性シリコーンオイル、長鎖アルキル変性シリコーンオイル、高級脂肪酸エステル変性シリコーンオイル、高級脂肪酸アミド変性シリコーンオイル、フェニル変性シリコーンオイル等が挙げられる。これらの非反応性シリコーンオイルは、単独で又は2種以上を混合して使用することができる。
上記反応性シリコーンオイル又は非反応性シリコーンオイルは、離型インキの硬化時に硬化性樹脂の表面に配向し、離型性を発現する。
上記反応性シリコーンオイル又は非反応性シリコーンオイルの使用量は、離型インキを構成する樹脂100質量部あたり0.1~50質量部程度であり、好ましくは0.5~20質量部程度であり、より好ましくは3~20質量部程度であり、更に好ましくは3~10質量部程度である。反応性シリコーンオイル又は非反応性シリコーンオイルの使用量を上記範囲とすることにより、離型層と硬化された樹脂膜との離型性が十分となる。
離型インキは、さらに体質顔料を含有することが好ましい。体質顔料を含有することによって、インキにチキソ性を付与することができ、版を用いて離型層を印刷する際に、インキの形状が維持される。体質顔料としては特に限定されず、例えば、シリカ、タルク、クレー、硫酸バリウム、炭酸バリウム、硫酸カルシウム、炭酸カルシウム、炭酸マグネシウム等が挙げられる。これらのうち、材料設計の自由度が高く、意匠性、白さ、及びインキとしての塗工安定性に優れた材料であるシリカが好ましく、特に微粉末のシリカが好ましい。
これらの体質顔料のインキにおける含有量は、離型インキを構成する樹脂100質量部あたり0.1~20質量部程度であり、好ましくは0.5~15質量部程度であり、より好ましくは2~15質量部程度であり、更に好ましくは、5~15質量部程度である。体質顔料の使用量を上記範囲とすることにより、インキに十分なチキソ性を付与することができるとともに、隆起形状及び微細凹凸面の発現を付与する効果が得られる。
離型インキは、無色であってもよいし、着色されていてもよい。着色する場合には、後述する絵柄模様層で使用する着色剤と同様のものを使用することができる。
離型インキは、粘度を調整する目的で溶媒を含有してもよい。溶媒としては、水;トルエン、キシレン等の炭化水素化合物;メタノール、エタノール、メチルグリコール等のアルコール化合物;アセトン、メチルエチルケトン等のケトン化合物;ギ酸メチル、酢酸エチル等のエステル化合物;N-メチルピロリドン、N,N-ジメチルホルムアミド等の含窒素化合物;テロラヒドロフラン、ジオキサン等のエーテル化合物;塩化メチレン、クロロホルム等のハロゲン化炭化水素化合物;ジメチルスルホキシド等が挙げられる。これらの溶媒は、1種単独で又は2種以上を混合して使用することができる。離型インキ中の溶媒の量は、インキの粘度に応じて適宜設定することができる。
離型インキには、得られる所望物性に応じて、従来より公知の添加剤を配合することができる。添加剤として、例えば、紫外線吸収剤、赤外線吸収剤、光安定剤、重合禁止剤、架橋剤、帯電防止剤、酸化防止剤、レベリング剤、カップリング剤、可塑剤、消泡剤、充填剤、熱ラジカル発生剤、アルミキレート剤等が挙げられる。
離型層は、本発明の化粧板の表面に所望のパターンで形成するとよい。離型層を形成するパターンとしては、例えば、木目板導管、石板表面凹凸、布表面テクスチャア、梨地、砂目、ヘアライン、万線条溝、等が挙げられる。
離型層の厚みは特に限定されず、塗工時の層厚は1~100μm程度、乾燥後の層厚は0.1~20μm程度である。
(熱硬化性樹脂層)
熱硬化性樹脂層は、本発明の化粧板の表面の上記離型層が形成されていない残部の領域に形成される。なお、上記熱硬化性樹脂層は、離型層の一部を被覆していてもよい。離型層の面積の50%以上の部分が露出して、化粧板の表面から視認されていれば、グロスマット調の意匠感を示すことができる。
熱硬化性樹脂層は、本発明の化粧板の表面の上記離型層が形成されていない残部の領域に形成される。なお、上記熱硬化性樹脂層は、離型層の一部を被覆していてもよい。離型層の面積の50%以上の部分が露出して、化粧板の表面から視認されていれば、グロスマット調の意匠感を示すことができる。
熱硬化性樹脂層を形成するのに用いられる熱硬化性樹脂としては、従来より公知の熱硬化型の樹脂を広く使用することができる。熱硬化性樹脂として、例えば、不飽和ポリエステル樹脂、ポリウレタン樹脂(2液硬化型ポリウレタンも含む)、エポキシ樹脂、アミノアルキッド樹脂、フェノール樹脂、尿素樹脂、ジアリルフタレート樹脂、メラミン樹脂、グアナミン樹脂、メラミン-尿素共縮合樹脂、珪素樹脂、ポリシロキサン樹脂等が挙げられる。本発明においては、耐熱性及び耐汚染性があり、硬度が高いメラミン樹脂を使用することが好ましい。
上記熱硬化性樹脂には、架橋剤、重合開始剤等の硬化剤、重合促進剤等を添加することができる。例えば、硬化剤としてはイソシアネート、有機スルホン酸塩等が不飽和ポリエステル樹脂又はポリウレタン樹脂等に添加でき、有機アミン等がエポキシ樹脂に添加でき、メチルエチルケトンパーオキサイド等の過酸化物、アゾイソブチルニトリル等のラジカル開始剤が不飽和ポリエステル樹脂に添加できる。
上記熱硬化性樹脂層を形成する方法としては、例えば、本発明の化粧板が多孔質基材を有する場合、多孔質基材に上記の熱硬化性樹脂を含浸させる方法が挙げられる。含浸は、上記の熱硬化性樹脂を、1)多孔質基材の離型層側、すなわち図1の上側から供給する、2)多孔質基材の裏面側、すなわち図1の下側から供給する、又は3)上記の1)及び2)の両側から供給する、ことにより行うことができる。この方法は特に限定されず、例えば、熱硬化性樹脂を入れた浴槽に多孔質基材の離型層が形成されている面又はその反対の面から浸漬させる方法;キスコーター、コンマコーター等のコーターにより熱硬化性樹脂を多孔性基材の離型層が形成されている面、その反対の面、又はこれらの両面に塗布する方法;スプレー装置、シャワー装置等により熱硬化性樹脂を多孔性基材の離型層が形成されている面、その反対の面、又はこれらの両面に吹き付ける方法、等が挙げられる。
熱硬化性樹脂は多孔質基材中に含浸するが、離型層の中には含浸されずに離型層を被覆する。なお、上記熱硬化性樹脂は離型層の少なくとも一部を被覆していればよく、例えば、離型層が占める全面積の30%以上が熱硬化性樹脂により被覆されていればよい。離型層の全面積における熱硬化性樹脂の被覆割合は、50~100%程度であることが好ましい。
熱硬化性樹脂を含浸させた多孔質基材を加熱して、熱硬化性樹脂を硬化させることにより、熱硬化性樹脂層を形成することができる。加熱温度及び加熱時間は、使用する熱硬化性樹脂の種類等により適宜調整する。例えば、イソシアネート硬化型不飽和ポリエステル樹脂、及びウレタン硬化型ポリウレタン樹脂の場合は40~60℃程度で1~5日間程度であり、ポリシロキサン樹脂の場合は80~150℃程度で1~30分間程度であり、メラミン樹脂の場合は90~160℃程度で30秒間~30分間程度である。熱硬化性樹脂を硬化させる際、必要であれば、圧力を加えてもよい。
多孔質基材における樹脂含浸率は、化粧板の目的とする性能、多孔質基材の厚み等に応じて適宜調整することができる。樹脂含浸率として、30~200%程度が好ましく、50~150%程度がより好ましい。なお、樹脂含浸率は下記式により算出される。
樹脂含浸率(質量%)=[(含浸後の多孔質基材重量-含浸前の多孔質基材重量)/含浸前の多孔質基材重量]×100
熱硬化性樹脂層の厚みは特に限定されず、塗工時の多孔質基材と熱硬化性樹脂との厚みの合計は、50~500μm程度が好ましく、乾燥後の多孔質基材と熱硬化性樹脂との厚みの合計は、50~300μm程度が好ましい。
樹脂含浸率(質量%)=[(含浸後の多孔質基材重量-含浸前の多孔質基材重量)/含浸前の多孔質基材重量]×100
熱硬化性樹脂層の厚みは特に限定されず、塗工時の多孔質基材と熱硬化性樹脂との厚みの合計は、50~500μm程度が好ましく、乾燥後の多孔質基材と熱硬化性樹脂との厚みの合計は、50~300μm程度が好ましい。
(多孔質基材)
多孔質基材としては、熱硬化性樹脂層を形成するための熱硬化性樹脂が含浸できるものであれば、特に制限されない。このような多孔質基材として、浸透性のある繊維質基材が挙げられる。浸透性のある繊維質基材としては、紙、合成紙、不織布等のシート状のものを用いることができる。多孔質基材として用いられる紙としては、薄葉紙、クラフト紙、チタン紙、リンター紙、板紙、石膏ボード紙、紙にポリ塩化ビニル樹脂をゾル又はドライラミネートしたいわゆるビニル壁紙原反、上質紙、コート紙、パーチメント紙、和紙等が挙げられる。紙類似シートとしては、ガラス繊維、石綿、チタン酸カリウム繊維、アルミナ繊維、シリカ繊維、炭素繊維等の無機等繊維質のシート状のもの;ポリエステル、ビニロン、ポリエチレン、ポリプロピレン等の合成樹脂繊維からなる不織布又は織布等を使用することができる。これらの多孔質基材のうち、熱硬化性樹脂の含浸性の点で、チタン紙、薄葉紙、クラフト紙、コート紙、アート紙、硫酸紙、グラシン紙、パーチメント紙、パラフィン紙、和紙が好ましく、チタン紙がより好ましい。
多孔質基材としては、熱硬化性樹脂層を形成するための熱硬化性樹脂が含浸できるものであれば、特に制限されない。このような多孔質基材として、浸透性のある繊維質基材が挙げられる。浸透性のある繊維質基材としては、紙、合成紙、不織布等のシート状のものを用いることができる。多孔質基材として用いられる紙としては、薄葉紙、クラフト紙、チタン紙、リンター紙、板紙、石膏ボード紙、紙にポリ塩化ビニル樹脂をゾル又はドライラミネートしたいわゆるビニル壁紙原反、上質紙、コート紙、パーチメント紙、和紙等が挙げられる。紙類似シートとしては、ガラス繊維、石綿、チタン酸カリウム繊維、アルミナ繊維、シリカ繊維、炭素繊維等の無機等繊維質のシート状のもの;ポリエステル、ビニロン、ポリエチレン、ポリプロピレン等の合成樹脂繊維からなる不織布又は織布等を使用することができる。これらの多孔質基材のうち、熱硬化性樹脂の含浸性の点で、チタン紙、薄葉紙、クラフト紙、コート紙、アート紙、硫酸紙、グラシン紙、パーチメント紙、パラフィン紙、和紙が好ましく、チタン紙がより好ましい。
多孔質基材は、着色されていてもよい。この場合は、多孔質基材の製造段階、例えば多孔質基材が紙であればその抄造段階で、着色材(顔料又は染料)を配合することにより着色することができる。着色材としては、例えば、二酸化チタン、カーボンブラック、酸化鉄等の無機顔料、フタロシアニンブルー等の有機顔料のほか、各種の染料も使用することができる。これらは、公知又は市販のものから1種又は2種以上を選ぶことができる。また、着色材の配合量も、所望の色合い等に応じて適宜設定すればよい。或いは、多孔質基材の着色は、後述する化粧板の製造方法において、化粧板が第1の態様であれば第2工程で、又は第2の態様であれば第3工程で、熱硬化性樹脂に上記の着色材を添加し、それを多孔質基材に含浸させることにより行うこともできる。
多孔質基材には、必要に応じて、充填剤、艶消し剤、発泡剤、難燃剤、滑剤、帯電防止剤、酸化防止剤、紫外線吸収剤、光安定化剤等の各種の添加剤が含まれていてもよい。
多孔質基材の坪量は特に限定されず、40~150g/m2程度が好ましい。多孔質基材の厚みは、最終製品の用途、使用方法等により適宜設定できるが、一般には50~170μmが好ましい。
多孔質基材は、必要に応じて、絵柄模様層等を形成するインキの密着性を高めるために表面(おもて面)にコロナ放電処理を施してもよい。コロナ放電処理の方法・条件は、公知の方法に従って実施すればよい。
(絵柄模様層)
本発明の化粧板には、必要に応じて、多孔質基材と、熱硬化性樹脂層及び/又は離型層との間に、更に、絵柄模様層が形成されていてもよい。
本発明の化粧板には、必要に応じて、多孔質基材と、熱硬化性樹脂層及び/又は離型層との間に、更に、絵柄模様層が形成されていてもよい。
多孔質基材上に絵柄模様層を形成する場合、絵柄模様層における絵柄の種類等は限定的ではない。例えば、木目模様、レザー模様、石目模様、砂目模様、タイル貼模様、煉瓦積模様、布目模様、幾何学図形、文字、記号、抽象模様等が挙げられる。
絵柄模様層の形成方法は特に限定されず、例えば、公知の着色剤(染料又は顔料)を結着材樹脂とともに溶剤(又は分散媒)中に溶解(又は分散)して得られるインキを用いた印刷法により、基材シート表面に形成すればよい。インキとしては、シートのVOCを低減する観点からは水性組成物を用いることもできる。絵柄模様層を印刷等により設ける場合には、その前に、多孔質基材表面にベタ印刷層を設けることもできる。
インキに使用する着色剤としては、例えば、カーボンブラック、チタン白、亜鉛華、弁柄、紺青、カドミウムレッド等の無機顔料;アゾ顔料、レーキ顔料、アントラキノン顔料、キナクリドン顔料、フタロシアニン顔料、イソインドリノン顔料、ジオキサジン顔料等の有機顔料;アルミニウム粉、ブロンズ粉等の金属粉顔料;酸化チタン被覆雲母、酸化塩化ビスマス等の真珠光沢顔料;蛍光顔料;夜光顔料等が挙げられる。これらの着色剤は、単独又は2種以上を混合して使用することができる。これらの着色剤は、シリカ等のフィラー、有機ビーズ等の体質顔料、中和剤、界面活性剤等とともに用いてもよい。
結着材樹脂としては、親水性処理されたポリエステル系ウレタン樹脂のほか、ポリエステル、ポリアクリレート、ポリビニルアセテート、ポリブタジエン、ポリ塩化ビニル、塩素化ポリプロピレン、ポリエチレン、ポリスチレン、ポリスチレン-アクリレート共重合体、ロジン誘導体、スチレン-無水マレイン酸共重合体のアルコール付加物、セルロース系樹脂、カゼイン樹脂なども併用できる。より具体的には、例えば、ポリアクリルアミド系樹脂、ポリ(メタ)アクリル酸系樹脂、ポリエチレンオキシド系樹脂、ポリN-ビニルピロリドン系樹脂、水溶性ポリエステル系樹脂、水溶性ポリアミド系樹脂、水溶性アミノ系樹脂、水溶性フェノール系樹脂、その他の水溶性合成樹脂;ポリヌクレオチド、ポリペプチド、多糖類等の水溶性天然高分子;等も使用することができる。また、例えば、天然ゴム、合成ゴム、ポリ酢酸ビニル系樹脂、(メタ)アクリル系樹脂、ポリ塩化ビニル系樹脂、ポリウレタン-ポリアクリル系樹脂等が変性したものないし前記天然ゴム等の混合物、その他の樹脂を使用できる。上記結着材樹脂は、単独又は2種以上を組み合わせて用いることができる。
溶剤(又は分散媒)としては、例えば、ヘキサン、ヘプタン、オクタン、トルエン、キシレン、エチルベンゼン、シクロヘキサン、メチルシクロヘキサン等の石油系有機溶剤;酢酸エチル、酢酸ブチル、酢酸-2-メトキシエチル、酢酸-2-エトキシエチル等のエステル系有機溶剤;メチルアルコール、エチルアルコール、ノルマルプロピルアルコール、イソプロピルアルコール、イソブチルアルコール、エチレングリコール、プロピレングリコール等のアルコール系有機溶剤;アセトン、メチルエチルケトン、メチルイソブチルケトン、シクロヘキサノン等のケトン系有機溶剤;ジエチルエーテル、ジオキサン、テトラヒドロフラン等のエーテル系有機溶剤;ジクロロメタン、四塩化炭素、トリクロロエチレン、テトラクロロエチレン等の塩素系有機溶剤;水等の無機溶剤等が挙げられる。これらの溶剤(又は分散媒)は、単独で又は2種以上を混合して使用することができる。
絵柄模様層の形成に用いる印刷法としては、例えば、グラビア印刷法、オフセット印刷法、スクリーン印刷法、フレキソ印刷法、静電印刷法、インクジェット印刷法等が挙げられる。また、全面ベタ状の絵柄模様層を形成する場合には、例えば、ロールコート法、ナイフコート法、エアーナイフコート法、ダイコート法、リップコート法、コンマコート法、キスコート法、フローコート法、ディップコート法等の各種コーティング法が挙げられる。その他、手描き法、墨流し法、写真法、転写法、レーザービーム描画法、電子ビーム描画法、金属等の部分蒸着法、エッチング法等を用いたり、他の形成方法と組み合わせて用いたりしてもよい。
絵柄模様層の厚みは特に限定されず、製品特性に応じて適宜設定できるが、塗工時の層厚は1~200μm程度が好ましく、乾燥後の層厚は0.1~20μm程度が好ましい。
(接着剤層)
多孔質基材又は絵柄模様層と、離型層及び熱硬化性樹脂層との密着性を高めるため、多孔質基材又は絵柄模様層の上に接着剤層を形成してもよい。接着剤層は、透明性接着剤層であることが好ましく、当該透明性接着剤層としては、無色透明、着色透明、半透明等のいずれも含む。
多孔質基材又は絵柄模様層と、離型層及び熱硬化性樹脂層との密着性を高めるため、多孔質基材又は絵柄模様層の上に接着剤層を形成してもよい。接着剤層は、透明性接着剤層であることが好ましく、当該透明性接着剤層としては、無色透明、着色透明、半透明等のいずれも含む。
接着剤としては特に限定されず、化粧板の分野で公知の接着剤が使用できる。化粧板の分野で公知の接着剤としては、例えば、ポリアミド樹脂、アクリル樹脂、酢酸ビニル樹脂等の熱可塑性樹脂、ウレタン系樹脂等の熱硬化性樹脂等が挙げられる。これら接着剤は1種単独で又は2種以上を組み合わせて用いることができる。また、イソシアネートを硬化剤とする二液硬化型ポリウレタン樹脂又はポリエステル樹脂も適用し得る。
接着剤層の厚みは特に限定されないが、乾燥後の厚みが0.1~30μm程度、好ましくは1~20μm程度である。
(フェノール樹脂含浸紙)
本発明の化粧板には、必要に応じて、フェノール樹脂含浸紙が積層されていてもよい。上記フェノール樹脂含浸紙は、多孔質基材の、熱硬化性樹脂層及び離型層が形成されている側とは反対側の面に積層するとよい。
本発明の化粧板には、必要に応じて、フェノール樹脂含浸紙が積層されていてもよい。上記フェノール樹脂含浸紙は、多孔質基材の、熱硬化性樹脂層及び離型層が形成されている側とは反対側の面に積層するとよい。
フェノール樹脂含浸紙とは、一般に、コア紙として坪量150~250g/m2程度のクラフト紙にフェノール樹脂を含浸率45~60%程度となるように含浸し、100~140℃程度で乾燥させることにより製造された紙である。フェノール樹脂含浸紙には、市販品を使用することができる。フェノール樹脂含浸紙を積層する際には、必要に応じて、多孔質基材の裏面にコロナ放電処理を施したり、公知のプライマー層を塗布することにより裏面プライマー層を形成したりしてもよい。
(裏面プライマー層)
多孔質基材の裏面(絵柄模様層、又は、離型層及び熱硬化性樹脂層が積層される面と反対側の面)又はフェノール樹脂含浸紙の裏面(多孔質基材が積層される面と反対側の面)には、必要に応じて、裏面プライマー層を設けてもよい。裏面プライマー層を設けると、例えば、本発明の化粧板と被着材とを積層する際に効果的である。
多孔質基材の裏面(絵柄模様層、又は、離型層及び熱硬化性樹脂層が積層される面と反対側の面)又はフェノール樹脂含浸紙の裏面(多孔質基材が積層される面と反対側の面)には、必要に応じて、裏面プライマー層を設けてもよい。裏面プライマー層を設けると、例えば、本発明の化粧板と被着材とを積層する際に効果的である。
裏面プライマー層は、公知のプライマー剤を多孔質基材又はフェノール樹脂含浸紙に塗布することにより形成できる。プライマー剤としては、例えば、アクリル変性ウレタン樹脂(アクリルウレタン系樹脂)等からなるウレタン樹脂系プライマー剤、ウレタン-セルロース系樹脂(例えば、ウレタンと硝化綿の混合物にヘキサメチレンジイソシアネートを添加してなる樹脂)からなるプライマー剤、アクリルとウレタンのブロック共重合体からなる樹脂系プライマー剤等が挙げられる。プライマー剤には、必要に応じて、添加剤を配合してもよい。添加剤としては、例えば、炭酸カルシウム、クレー等の充填剤、水酸化マグネシウム等の難燃剤、酸化防止剤、滑剤、発泡剤、紫外線吸収剤、光安定剤などが挙げられる。添加剤の配合量は、製品特性に応じて適宜設定できる。
プライマー剤の塗布量は特に限定されないが、通常0.1~100g/m2、好ましくは0.1~50g/m2程度である。
裏面プライマー層の厚みは特に限定されないが、通常0.01~10μm、好ましくは0.1~1μm程度である。
本発明の化粧板は、鮮明なグロスマット調の意匠感を表現することができ、意匠性の高い化粧板である。この化粧板は、所定の成形加工等を施し、各種用途に用いることができる。例えば、上記化粧板を木質基材上に積層し、壁、天井、床等の建築物の内装、家具又は弱電又はOA機器のキャビネット等に利用することができる。木質基材として、具体的には、杉、檜、欅、松、ラワン、チーク、メラピー等の各種素材から作られた突板、木材単板、木材合板、パーティクルボード、中密度繊維板(MDF)、チップボード、又はチップボードが積層された複合基材等が挙げられる。上記木質基材としては、木材合板、パーティクルボード、中密度繊維板(MDF)を用いることが好ましい。
2.本発明の化粧板の第2の態様
本発明の化粧板(第2の態様)は、表面の一部の領域に離型層を有し、上記離型層を有しない表面の残部の領域に、耐摩耗層及び熱硬化性樹脂層を有しており、上記耐摩耗層上に上記熱硬化性樹脂層を配置してなる化粧板であることができる。即ち、本発明の化粧板は、表面の一部の領域に離型層が形成されており、上記離型層が形成されていない表面の残部の領域には、耐摩耗層及び熱硬化性樹脂層が形成されており、上記耐摩耗層上に上記熱硬化性樹脂層が積層されている。
本発明の化粧板(第2の態様)は、表面の一部の領域に離型層を有し、上記離型層を有しない表面の残部の領域に、耐摩耗層及び熱硬化性樹脂層を有しており、上記耐摩耗層上に上記熱硬化性樹脂層を配置してなる化粧板であることができる。即ち、本発明の化粧板は、表面の一部の領域に離型層が形成されており、上記離型層が形成されていない表面の残部の領域には、耐摩耗層及び熱硬化性樹脂層が形成されており、上記耐摩耗層上に上記熱硬化性樹脂層が積層されている。
図2は、本発明の化粧板の層構成(第2の態様)の一例を模式的に示す断面図である。図2において、本発明の化粧板(第2の態様)は、熱硬化性樹脂が含浸され、熱硬化した多孔質基材1の表面の一部の領域に離型層2が形成されており、表面の残部の離型層2が形成されていない領域には、耐摩耗層4及び熱硬化性樹脂層3が形成されており、耐摩耗層4上に熱硬化性樹脂層3が積層されている。
図2に例示される本発明の化粧板は、上記構成であることにより、熱硬化性樹脂層3がグロスの意匠感を示し、離型層2がマットの意匠感を示すか、又は、熱硬化性樹脂層3がマットの意匠感を示し、離型層2がグロスの意匠感を示すことにより、化粧板表面が鮮明なグロスマット調の意匠感を表現することができる。
また、上記構成を備える図2の本発明の化粧板は、耐摩耗層4を備えるので、耐摩耗性に優れており、化粧板の表面が削られることによるグロスマット調の意匠の消失が抑制される。
更に、上記構成を備える図2の本発明の化粧板は、多孔質基材1の表面の一部の領域に離型層2を設け、多孔質基材1に熱硬化性樹脂を含浸させて加熱し、離型層2を被覆している熱硬化した樹脂膜を剥離することにより製造することができるので、容易に製造することができる。
本発明の化粧板の表面における耐摩耗層及び熱硬化性樹脂層が形成されている領域の面積(Sa)と、離型層が形成されている領域の面積(Sb)との面積比(Sa):(Sb)は、3:7~9:1が好ましく、5:5~8:2がより好ましい。面積比(Sa):(Sb)が上述の範囲内であると、本発明の化粧板が表現するグロスマット調の意匠が、より鮮明となる。
耐摩耗層及び熱硬化性樹脂層が積層された積層体と、離型層との高低差は、1~50μmが好ましく、2~30μmがより好ましい。上記高低差が上述の範囲内であると、本発明の化粧板が表現するグロスマット調の意匠が、より鮮明となる。
以下、本発明の化粧板(第2の態様)の層構成について説明する。本発明の化粧板(第2の態様)は、上述のように表面の一部の領域に離型層が形成されており、離型層が形成されていない表面の残部の領域には、耐摩耗層及び熱硬化性樹脂層が形成されており、耐摩耗層上に熱硬化性樹脂層が積層されていれば、その具体的構成(層構成)については限定されない。例えば、本発明の化粧板が多孔質基材を備える場合、多孔質基材の表面の一部の領域に離型層が形成されており、前記離型層が形成されていない、多孔質基材の表面の残部の領域には、耐摩耗層及び熱硬化性樹脂層が形成されており、耐摩耗層上に熱硬化性樹脂層が積層されている構成が挙げられる。
本発明の化粧板(第2の態様)は、離型層、耐摩耗層、及び熱硬化性樹脂層に加え、上述した本発明の化粧板(第1の態様)と同様に、多孔質基材、絵柄模様層、接着剤層、フェノール樹脂含浸紙、及び裏面プライマー層等をさらに備えていてもよい。なお、耐摩耗層以外の層については、上述した本発明の化粧板の第1の態様と同様のものを用いることができる。
(耐摩耗層)
耐摩耗層は、本発明の化粧板の表面の上記離型層が形成されていない残部の領域に形成される。上記離型層が形成されていない残部の領域には、耐摩耗層上に後述する熱硬化性樹脂層が積層される。本発明の化粧板が多孔質基材を備える構成である場合には、耐摩耗層は、多孔質基材上に形成される。なお、上記耐摩耗層及び熱硬化性樹脂層は、離型層の一部を被覆していてもよい。離型層の面積の50%以上の部分が露出して、化粧板の表面から視認されていれば、グロスマット調の意匠感を示すことができる。
耐摩耗層は、本発明の化粧板の表面の上記離型層が形成されていない残部の領域に形成される。上記離型層が形成されていない残部の領域には、耐摩耗層上に後述する熱硬化性樹脂層が積層される。本発明の化粧板が多孔質基材を備える構成である場合には、耐摩耗層は、多孔質基材上に形成される。なお、上記耐摩耗層及び熱硬化性樹脂層は、離型層の一部を被覆していてもよい。離型層の面積の50%以上の部分が露出して、化粧板の表面から視認されていれば、グロスマット調の意匠感を示すことができる。
耐摩耗層は、例えば、多孔質基材等の表面に耐摩耗性インキを塗布して形成することができる。
耐摩耗性インキを構成する樹脂は、熱硬化性樹脂、電離放射線硬化型樹脂(例えば、電子線硬化型樹脂)等の硬化性樹脂;熱可塑性樹脂を用いることができる。耐摩耗性インキは、後述する熱硬化性樹脂層を形成する、メラミン樹脂等の熱硬化性樹脂が含浸し易い樹脂を用いることが好ましい。当該メラミン樹脂等の熱硬化性樹脂が含浸し易い樹脂を用いることにより、耐摩耗層に熱硬化性樹脂が含浸し、耐摩耗層が、より優れた耐摩耗性を発揮することができる。
耐摩耗性インキを構成する熱硬化性樹脂又は熱可塑性樹脂としては、例えば、不飽和ポリエステル樹脂、ポリウレタン樹脂(2液硬化型ポリウレタンも含む)、エポキシ樹脂、アミノアルキッド樹脂、フェノール樹脂、尿素樹脂、ジアリルフタレート樹脂、メラミン樹脂、グアナミン樹脂、メラミン-尿素共縮合樹脂、珪素樹脂、ポリシロキサン樹脂等が挙げられ、中でも、耐摩耗層の形成が容易な点で、ポリウレタン樹脂(2液硬化型ポリウレタンも含む)が好ましい。
上記樹脂には、架橋剤、重合開始剤等の硬化剤、重合促進剤を添加することができる。例えば、硬化剤としてはイソシアネート、有機スルホン酸塩等が不飽和ポリエステル樹脂やポリウレタン樹脂等に添加でき、有機アミン等がエポキシ樹脂に添加でき、メチルエチルケトンパーオキサイド等の過酸化物、アゾイソブチルニトリル等のラジカル開始剤が不飽和ポリエステル樹脂に添加することができる。
熱硬化性樹脂又は熱可塑性樹脂を含む耐摩耗性インキを用いて耐摩耗層を形成する方法は、例えば、熱硬化性樹脂又は熱可塑性樹脂を含む耐摩耗性インキをロールコート法、コンマコート法、カーテンコート法、スクイズコート法、ブレードコート法、グラビアコート法等の塗布法で多孔質基材上に塗布し、乾燥及び硬化させる方法が挙げられる。
電離放射線硬化型樹脂は、電離放射線の照射により架橋重合反応を生じ、3次元の高分子構造に変化する樹脂であれば限定されない。例えば、電離放射線の照射により架橋可能な重合性不飽和結合又はエポキシ基を分子中に有するプレポリマー、オリゴマー及びモノマーの1種以上を使用することができる。例えば、ウレタンアクリレート、ポリエステルアクリレート、エポキシアクリレート等のアクリレート樹脂;シロキサン等のケイ素樹脂;ポリエステル樹脂;エポキシ樹脂などが挙げられる。
電離放射線としては、可視光線、紫外線(近紫外線、真空紫外線等)、X線、電子線、イオン線等があるが、この中でも、紫外線及び/又は電子線が望ましい。
紫外線源としては、超高圧水銀灯、高圧水銀灯、低圧水銀灯、カーボンアーク灯、ブラックライト蛍光灯、メタルハライドランプ灯の光源が使用できる。紫外線の波長としては、190~380nm程度である。
電子線源としては、例えば、コッククロフトワルト型、バンデグラフト型、共振変圧器型、絶縁コア変圧器型、直線型、ダイナミトロン型、高周波型等の各種電子線加速器が使用できる。電子線のエネルギーとしては、100~1000keV程度が好ましく、100~300keV程度がより好ましい。電子線の照射量は、2~15Mrad程度が好ましい。
電離放射線硬化型樹脂は電子線を照射すれば十分に硬化するが、紫外線を照射して硬化させる場合には、光重合開始剤(増感剤)を添加することが好ましい。
ラジカル重合性不飽和基を有する樹脂系の場合の光重合開始剤は、例えば、アセトフェノン類、ベンゾフェノン類、チオキサントン類、ベンゾイン、ベンゾインメチルエーテル、ミヒラーベンゾイルベンゾエート、ミヒラーケトン、ジフェニルサルファイド、ジベンジルジサルファイド、ジエチルオキサイト、トリフェニルビイミダゾール、イソプロピル-N,N-ジメチルアミノベンゾエート等の少なくとも1種を使用することができる。また、カチオン重合性官能基を有する樹脂系の場合は、例えば、芳香族ジアゾニウム塩、芳香族スルホニウム塩、メタロセン化合物、ベンゾインスルホン酸エステル、フリールオキシスルホキソニウムジアリルヨードシル塩等の少なくとも1種を使用することができる。
光重合開始剤の添加量は特に限定されないが、一般に電離放射線硬化型樹脂100質量部に対して0.1~10質量部程度である。
電離放射線硬化型樹脂としては、耐熱性及び架橋密度を上げるため、多官能の重合性モノマーを含有することが好ましい。
耐摩耗性インキには、耐摩耗性を付与する目的で、フィラーを含有させることが好ましい。
フィラーとしては特に限定されず、従来公知の無機フィラー又は有機フィラーを用いることができる。
無機フィラーとしては、例えば、炭酸カルシウム、炭酸マグネシウム、シリカ、カオリン、クレー、酸化カルシウム、酸化マグネシウム、酸化チタン、酸化亜鉛、硫酸バリウム、水酸化カルシウム、水酸化アルミニウム、アルミナ、水酸化マグネシウム、タルク、マイカ、ハイドロタルサイト、珪酸アルミニウム、珪酸マグネシウム、ケイ酸カルシウム、焼成タルク、ウォラストナイト、チタン酸カリウム、硫酸マグネシウム、硫酸カルシウム、燐酸マグネシウム等が挙げられる。
有機フィラーとしては、ポリエチレン、ポリプロピレン等のポリオレフィン系樹脂;フッ素系樹脂;スチレン系樹脂;エポキシ系樹脂;メラミン系樹脂;尿素系樹脂;アクリル系樹脂;フェノール系樹脂;ポリイミド系樹脂;ポリアミド系樹脂;ポリエステル系樹脂等が挙げられ、また、上記樹脂の共重合体を用いることもできる。
上記フィラーとしては、より耐摩耗性に優れる点で、無機フィラーを用いることが好ましく、中でも、アルミナ、シリカ、ジルコニアを用いることがより好ましい。
なお、上記フィラーは単独で用いられてもよく、2種以上が併用されてもよい。
上記フィラーの形状としては特に限定されず、多面体球状、球状、多角形状のいずれの形状であってもよい。
上記フィラーの平均粒子径は、3~50μmが好ましく、5~30μmがより好ましい。フィラーの平均粒子径を上記範囲とすることで、耐摩耗層の耐摩耗性がより優れ、耐摩耗層の上に積層される熱硬化性樹脂層の表面の平滑性を損ねないので、熱硬化性樹脂層の表面がグロスの意匠感を表現し易くなる。
なお、本明細書において、フィラーの平均粒子径は、レーザー回折散乱法により測定される値である。
上記フィラーのモース硬度の好ましい下限は4であり、好ましい上限は9である。また、よりこのましい下限は7である。フィラーとして、モース硬度が上記範囲のものを用いることにより、本発明の化粧板が、より優れた耐摩耗性を示すことができる。
なお、本明細書において、フィラーのモース硬度は、モース硬度計により測定される値である。具体的には、モース硬度は、軟らかい鉱物より硬い鉱物に至る10種の鉱物を箱に収め、軟らかいものから1度、2度、・・・・・10度として硬度の順位を示したものである。標準鉱物は次の通りである(数字は硬度を示す)。1:カッ石 2:セッコウ 3:ホウカイ石 4:ホタル石5:リンカイ石 6:セイチョウ石 7:セキエイ 8:トパズ9:コランダム 10:ダイヤモンド
硬さを求める鉱物試料の面を、これらの鉱物で引っ掻いて傷を付けようとするとき、それに抵抗する力(傷が付くか付かないか)により硬さを比較する。例えば、ホウカイ石に傷が付くときは、試料の硬さは3度より大きい。もし、ホタル石で傷が付き、逆にホタル石に傷が付かないときは、この試料の硬さは4度より小さい。このとき、試料の硬さは3乃至4または3.5と示す。互いに多少傷が付くときは、試料の硬さは用いた標準鉱物と同じ順位の硬さを示す。
硬さを求める鉱物試料の面を、これらの鉱物で引っ掻いて傷を付けようとするとき、それに抵抗する力(傷が付くか付かないか)により硬さを比較する。例えば、ホウカイ石に傷が付くときは、試料の硬さは3度より大きい。もし、ホタル石で傷が付き、逆にホタル石に傷が付かないときは、この試料の硬さは4度より小さい。このとき、試料の硬さは3乃至4または3.5と示す。互いに多少傷が付くときは、試料の硬さは用いた標準鉱物と同じ順位の硬さを示す。
耐摩耗性インキ中のフィラーの含有量は、耐摩耗性インキを100質量%として、5~50質量%が好ましく、10~30質量%がより好ましい。耐摩耗性インキ中のフィラーの含有量を上記範囲に調整することで、耐摩耗層の耐摩耗性がより優れ、耐摩耗層の上に積層される熱硬化性樹脂層の表面の平滑性を損ねないので、熱硬化性樹脂層の表面がグロスの意匠感を表現し易くなる。
耐摩耗性インキは、無色であってもよいし、着色されていてもよい。着色する場合には、後述する絵柄模様層で使用する着色剤と同様のものを使用することができる。
耐摩耗性インキは、粘度を調整する目的で溶媒を含有してもよい。溶媒としては、水;トルエン、キシレン等の炭化水素化合物;メタノール、エタノール、メチルグリコール等のアルコール化合物;アセトン、メチルエチルケトン等のケトン化合物;ギ酸メチル、酢酸エチル等のエステル化合物;N-メチルピロリドン、N,N-ジメチルホルムアミド等の含窒素化合物;テロラヒドロフラン、ジオキサン等のエーテル化合物;塩化メチレン、クロロホルム等のハロゲン化炭化水素化合物;ジメチルスルホキシド等が挙げられる。これらの溶媒は、1種単独で又は2種以上を混合して使用することができる。耐摩耗性インキ中の溶媒の量は、インキの粘度に応じて適宜設定することができる。
耐摩耗性インキには、得られる所望物性に応じて、従来より公知の添加剤を配合することができる。添加剤として、例えば、紫外線吸収剤、赤外線吸収剤、光安定剤、重合禁止剤、架橋剤、帯電防止剤、酸化防止剤、レベリング剤、カップリング剤、可塑剤、消泡剤、充填剤、熱ラジカル発生剤、アルミキレート剤等が挙げられる。
上記耐摩耗層を形成する方法としては特に限定されず、例えば、本発明の化粧板が多孔質基材を有する場合、上記の耐摩耗性インキを、多孔質基材の離型層が形成されている側から、塗布する方法が挙げられる。この方法は特に限定されず、例えば、耐摩耗性インキの中に多孔質基材の離型層が形成されている面から浸漬させる方法;キスコーター、コンマコーター等のコーターにより耐摩耗性インキを多孔性基材の離型層が形成されている面に塗布する方法;スプレー装置、シャワー装置等により耐摩耗性インキを多孔性基材の離型層が形成されている面に吹き付ける方法等が挙げられる。
耐摩耗性インキを塗布した多孔質基材を加熱して、樹脂成分を乾燥及び硬化させることにより、耐摩耗層を形成することができる。加熱温度及び加熱時間は、使用する樹脂の種類等により適宜調整する。例えば、イソシアネート硬化型不飽和ポリエステル樹脂、及びウレタン硬化型ポリウレタン樹脂の場合は40~60℃程度で1~5日間程度である。樹脂成分を硬化させる際、必要であれば、圧力を加えてもよい。
耐摩耗層の厚みは特に限定されず、耐摩耗性インキの塗工時の層厚は10~100μm程度、乾燥後の層厚は2~20μm程度である。
本発明の化粧板(第2の態様)は、耐摩耗性に優れ、鮮明なグロスマット調の意匠感を表現することができ、意匠性の高い化粧板である。この化粧板は、所定の成形加工等を施し、各種用途に用いることができる。例えば、上記化粧板を木質基材上に積層し、壁、天井、床等の建築物の内装、家具又は弱電又はOA機器のキャビネット等に利用することができる。木質基材として、上記の第1の態様と同様のものが挙げられる。
3.化粧板の製造方法
3.1.本発明の化粧板(第1の態様)の製造方法
本発明の化粧板の製造方法としては特に限定されない。例えば、本発明の化粧板が第1の態様である場合、下記第1工程~第3工程を有する製造方法により製造することができる。
(1)多孔質基材上の一部に離型層を設ける第1工程、
(2)前記多孔質基材に熱硬化性樹脂を含浸させるとともに上記熱硬化性樹脂により前記離型層を被覆した後、加熱することにより前記熱硬化性樹脂を熱硬化させる第2工程、及び
(3)前記離型層の上を被覆している領域の熱硬化した樹脂膜を剥離する第3工程。
3.1.本発明の化粧板(第1の態様)の製造方法
本発明の化粧板の製造方法としては特に限定されない。例えば、本発明の化粧板が第1の態様である場合、下記第1工程~第3工程を有する製造方法により製造することができる。
(1)多孔質基材上の一部に離型層を設ける第1工程、
(2)前記多孔質基材に熱硬化性樹脂を含浸させるとともに上記熱硬化性樹脂により前記離型層を被覆した後、加熱することにより前記熱硬化性樹脂を熱硬化させる第2工程、及び
(3)前記離型層の上を被覆している領域の熱硬化した樹脂膜を剥離する第3工程。
(第1工程)
第1工程は、多孔質基材上の一部に離型層を設ける工程である。上記第1工程において用いられる多孔質基材は、上述のものを用いることができる。また、多孔質基材上の一部に離型層を設ける方法としては、上述の方法を用いることができる。なお、離型層は、離型層と第2工程で形成される硬化した樹脂膜との密着性が、多孔質基材と離型層との密着性よりも弱くなるように設定することが好ましい。これにより、第3工程で離型層と多孔質基材とが密着したまま離型層上に形成された硬化した樹脂膜のみを離型層から剥離することができる。
第1工程は、多孔質基材上の一部に離型層を設ける工程である。上記第1工程において用いられる多孔質基材は、上述のものを用いることができる。また、多孔質基材上の一部に離型層を設ける方法としては、上述の方法を用いることができる。なお、離型層は、離型層と第2工程で形成される硬化した樹脂膜との密着性が、多孔質基材と離型層との密着性よりも弱くなるように設定することが好ましい。これにより、第3工程で離型層と多孔質基材とが密着したまま離型層上に形成された硬化した樹脂膜のみを離型層から剥離することができる。
上記第1工程終了後の状態の一例を図3に示す。図3において、離型層2は、多孔質基材1’の表面の全体ではなく一部の領域に設けられている。第1工程において離型層2を多孔質基材1’の表面の一部の領域に設けることにより、第3工程において、離型層2の上部を被覆している樹脂膜3’だけを剥離することができ、これにより化粧板の表面の一部の領域に離型層が形成される。また、離型層が形成されていない表面の残部の領域は樹脂膜3’が剥離されずに残って熱硬化性樹脂層3を形成する。よって、化粧板表面に凹凸を形成することができる。
(第2工程)
第2工程は、上記多孔質基材に熱硬化性樹脂を含浸させるとともに上記熱硬化性樹脂により上記離型層を被覆した後、加熱することにより上記熱硬化性樹脂を熱硬化させる工程である。上記第2工程おいて用いられる熱硬化性樹脂は、上述のものを用いることができる。また、多孔質基材に熱硬化性樹脂を含浸させる方法、及び熱硬化性樹脂を含浸させた多孔質基材を加熱する方法としては、上述の方法を用いることができる。
第2工程は、上記多孔質基材に熱硬化性樹脂を含浸させるとともに上記熱硬化性樹脂により上記離型層を被覆した後、加熱することにより上記熱硬化性樹脂を熱硬化させる工程である。上記第2工程おいて用いられる熱硬化性樹脂は、上述のものを用いることができる。また、多孔質基材に熱硬化性樹脂を含浸させる方法、及び熱硬化性樹脂を含浸させた多孔質基材を加熱する方法としては、上述の方法を用いることができる。
熱硬化性樹脂を含浸させた後、加熱する前に、必要であれば、多孔質基材の裏面に、フェノール樹脂含浸コア紙を積層することができる。フェノール樹脂含浸コア紙とは、一般に、コア紙として坪量150~250g/m2程度のクラフト紙にフェノール樹脂を含浸率45~60%程度となるように含浸し、100~140℃程度で乾燥させることにより製造された紙である。フェノール樹脂含浸コア紙には、市販品を使用することができる。フェノール樹脂含浸コア紙を積層する際には、必要に応じて、多孔質基材の裏面にコロナ放電処理を施したり、公知のプライマー層を塗布することにより裏面プライマー層を形成したりしてもよい。
また、熱硬化性樹脂を含浸させた後、加熱する前に、必要であれば、熱硬化性樹脂膜の表面の光沢を調整することができる。例えば、熱硬化性樹脂の上に光沢調整した賦型シートを積層した状態で熱硬化する、熱硬化性樹脂の上にエンボス型板(テクスチャーを付けた鏡面板)を設置して熱硬化する等により、熱硬化性樹脂膜の表面の光沢を調整することができる。その後、第3工程で離型層の上を被覆している領域の熱硬化した樹脂膜を剥離することにより、化粧板表面に賦型による細かな凹凸によって光沢を調整した部分と、離型層の上の領域の熱硬化した樹脂を剥離することで得られる深いマット意匠部とを備えた立体的で深みのある意匠のメラミン化粧板を簡単に得ることができる。
上記第2工程終了後の状態の一例を図4に示す。図4において、含浸した熱硬化性樹脂が熱硬化した多孔質基材1及び剥離層2の上に、熱硬化性樹脂が熱硬化した樹脂膜3’が形成されている。
(第3工程)
第3工程は、離型層の上を被覆している熱硬化した樹脂膜を剥離する工程である。
第3工程は、離型層の上を被覆している熱硬化した樹脂膜を剥離する工程である。
離型層の上を被覆している熱硬化した樹脂膜を剥離する方法は特に限定されない。例えば、化粧板表面に、マスキングフィルム等の保護フィルム、セロハンテープ、ガムテープ等の粘着テープ、賦型シート等を貼り付け、その後に該フィルムを剥がすと同時に剥離させる方法;化粧板表面をバフ研磨、鑢、綿布、たわし、メラミンスポンジ、スチールウール、高圧洗浄機、粘着テープ、粘着ゴムローラー、粘着ゴムシート等で剥離する方法;予め溶剤に溶解させた塩化ゴム系樹脂、ウレタン樹脂、ポリエステル樹脂等の樹脂液を塗工し乾燥した後剥離する方法;ホットメルト接着剤を塗工した後に低温下で剥離する方法;樹脂板又は金属板を貼り付けた後剥離する方法等が挙げられる。
第2工程で樹脂膜の表面の光沢を調整した場合には、上記の方法を用いて離型層の上を被覆している領域の熱硬化した樹脂膜を剥離することにより、化粧板表面に賦型による細かな凹凸によって光沢を調整した部分と、離型層の上の領域の熱硬化した樹脂を剥離することで得られる深いマット意匠部とを備えた立体的で深みのある意匠のメラミン化粧板が簡単に得られる。
また、粘着テープ、マスキングテープ、賦型シート等を用いて離型層の上の領域の熱硬化した樹脂を剥離する場合、樹脂皮膜との剥離重さを調整したものを使用することが好ましい。例えば、メラミンの熱硬化皮膜の場合には、賦型シート等の剥離重さを0.1~10N/インチに調整することが好ましい。剥離重さが0.1N/インチ未満ではメラミンの熱硬化皮膜を剥離することが難しく、剥離重さが10N/インチでは剥離シート等が切れたり、離型層の上以外の領域の熱硬化皮膜も剥離される恐れがある。剥離重さが0.1~10N/インチに調整された賦型シート等を用いることで、離型層の上を被覆している領域の熱硬化した樹脂膜を簡単に除去することができる。
剥離重さを0.1~10N/インチに調整した賦型シート等は、第2工程で樹脂膜を熱硬化する前に、熱硬化性樹脂の上に積層して加熱成形することも可能である。この場合、熱硬化後に賦型シートを外すことが剥離工程(第3工程)に該当する。熱硬化後に賦型シートを外すだけで(その後に上記のマスキング等テープ等を貼り付けて剥離する処理を行わなくても)十分な意匠性を有する化粧板を得ることができる。
第3工程における樹脂膜の剥離重さを0.1~10N/インチに調整した賦型シートとしては、単層、複層を問わず種々のシート状のものを使用することができる。そのような賦型シートとして、基材シート上に硬化性樹脂層を積層した構成とし、硬化性樹脂層側の面が熱硬化性樹脂膜と接するように用いられる態様が好ましく挙げられる。賦型シートを構成する基材シートとしては、シート状のものであれば特に限定されず、紙、不織布、熱可塑性樹脂シート等が例示される。基材シートとしては、これらの中でも熱可塑性樹脂シートが好ましく、第2工程で樹脂膜を熱硬化する際の耐熱性の観点からはポリエチレンテレフタレート等のポリエステル樹脂シートが特に好ましい。基材シートの厚みとしては、特に限定されず、通常10~200μm程度である。また、賦型シートを構成する硬化性樹脂層としては、電離放射線硬化性樹脂を含む組成物の硬化層であることが好ましい。賦型シートの硬化性樹脂層として電離放射線硬化性樹脂を用いることで、メラミンの熱硬化皮膜との剥離重さを0.1~10N/インチに調整することが容易となる。賦型シートに用いられる電離放射線硬化性樹脂としては、第1工程の離型層の項で挙げたものと同様のものを使用することができる。また、電離放射線硬化性樹脂を含む組成物は、剥離重さを調整する等の目的で、適宜、体質顔料等の成分を含んでいてもよい。硬化性樹脂層の厚みとしては、通常1~30μm程度である。
第3工程により、図1に示す本発明の化粧板を得ることができる。離型層の上を被覆している熱硬化した樹脂膜を剥離することで、図1に示すように、離型層2が露出する。離型層2が存在しない箇所では、熱硬化した樹脂膜は、第3工程によっても剥離されない。これにより、表面の一部の領域に離型層2が形成されており、離型層2が形成されていない表面の残部の領域には、熱硬化性樹脂層3が形成されている本発明の化粧板を得ることができる。
上述の方法により製造される本発明の化粧板は、表面の一部の領域に形成された離型層、及び離型層が形成されていない表面の残部の領域に形成された熱硬化性樹脂層により、鮮明なグロスマット調の意匠感を表現することができる。例えば、図1に示す化粧板では、熱硬化性樹脂層3と、離型層2(熱硬化した樹脂膜が剥離された部分)とが存在し、両者の間に高低差が生じることで、意匠感が得られる。具体的には、熱硬化性樹脂層3がグロス調の意匠感を与え、離型層2がマット調の意匠感を与えることにより、鮮明なグロスマット調の意匠感を表現することができる。また、熱硬化性樹脂層3と、離型層2との高低差を大きくすることにより、グロスマット調の意匠感がより鮮明となる。
なお、上記第3工程において、離型層の上に存在する熱硬化した樹脂膜のすべてが剥離される必要はなく、離型層の上に存在する熱硬化した樹脂膜の一部が残っていてもよい。離型層の面積の50%以上の部分が剥離されていれば、グロスマット調の意匠感を得ることができる。
このように、多孔質基材上の一部に離型層を設け、1)前記多孔質基材の離型層側から、2)前記多孔質基材の裏面側から、又は3)上記の1)及び2)の両側から熱硬化性樹脂を供給し、前記熱硬化性樹脂を前記多孔質基材に含浸させるとともに前記熱硬化性樹脂により前記離型層を被覆した後、加熱することにより前記熱硬化性樹脂を熱硬化させ、前記離型層の上の領域の熱硬化した樹脂を剥離することで、十分な表面テクスチャー(鮮明なグロスマット調の意匠感)を有する化粧板を簡単に製造することができる。この方法によれば、従来の方法において意匠の種類だけ必要であった表面処理した鏡面板が不要となるため、コストを低くすることができる。さらに、多孔性基材の上に絵柄模様層を設ける場合、絵柄模様層及び離型層を印刷により作成することで、絵柄模様層の模様に同調させて離型層を印刷することが可能となる。これにより、従来の方法で困難であった下地の絵柄とテクスチャー(グロスマット調の意匠)とを同調させることが可能となり、より意匠性の高い化粧板を製造することができる。
また、上記第1工程によって得られ、例えば図3で示されるような構成を有する、多孔質基材上の一部の領域に離型層を有する積層体は、本発明の第1の態様の化粧板を製造する際に用いられる化粧シートとして有用である。上記化粧シートは、多孔質基材と離型層の間に更に絵柄模様層を有していることが好ましい。また、上記化粧シートは、上述した接着剤層、離型プライマー層等の層を更に有していてもよい。
3.2.本発明の化粧板(第2の態様)の製造方法
本発明の化粧板が第2の態様である場合、下記第1工程~第4工程を有する製造方法により製造することができる。
(1)多孔質基材上の一部に離型層を設ける第1工程、
(2)上記多孔質基材の離型層側から耐摩耗性インキを塗布して耐摩耗性被膜を形成する第2工程、
(3)上記多孔質基材、並びに、上記耐摩耗性被膜に熱硬化性樹脂を含浸させた後、加熱することにより上記熱硬化性樹脂を熱硬化させる第3工程、及び
(4)離型層の上を被覆している領域の、耐摩耗性被膜及び熱硬化した樹脂膜を剥離する第4工程。
本発明の化粧板が第2の態様である場合、下記第1工程~第4工程を有する製造方法により製造することができる。
(1)多孔質基材上の一部に離型層を設ける第1工程、
(2)上記多孔質基材の離型層側から耐摩耗性インキを塗布して耐摩耗性被膜を形成する第2工程、
(3)上記多孔質基材、並びに、上記耐摩耗性被膜に熱硬化性樹脂を含浸させた後、加熱することにより上記熱硬化性樹脂を熱硬化させる第3工程、及び
(4)離型層の上を被覆している領域の、耐摩耗性被膜及び熱硬化した樹脂膜を剥離する第4工程。
(第1工程)
第1工程は、多孔質基材の表面の一部の領域に離型層を設ける工程であり、第1の態様の化粧板の製造方法の第1工程と同じである。上記第1工程において用いられる多孔質基材は、上述のものを用いることができる。また、多孔質基材の表面の一部の領域に離型層を設ける方法としては、上述の方法を用いることができる。
第1工程は、多孔質基材の表面の一部の領域に離型層を設ける工程であり、第1の態様の化粧板の製造方法の第1工程と同じである。上記第1工程において用いられる多孔質基材は、上述のものを用いることができる。また、多孔質基材の表面の一部の領域に離型層を設ける方法としては、上述の方法を用いることができる。
上記第1工程終了後の状態の一例を図3に示す。図3において、離型層2は、多孔質基材1’の表面の全体ではなく一部の領域に設けられている。
第1工程において離型層2を多孔質基材1’の表面の一部の領域に設けることにより、第4工程において、離型層2の上部を被覆している耐摩耗性被膜及び樹脂膜を剥離すると離型層2が露出する。これにより、化粧板の表面の一部の領域に離型層を有し、表面の残部の離型層が形成されていない領域に、耐摩耗層及び熱硬化性樹脂層を有する化粧板を得ることができる。
また、第1工程において離型層2を多孔質基材1’の表面の一部の領域に設けることにより、第4工程において、離型層2の上部を被覆している耐摩耗性被膜及び樹脂膜を剥離して離型層2を露出させることで化粧板表面に凹凸を形成することができる。
(第2工程)
第2工程は、多孔質基材の離型層側から耐摩耗性インキを塗布して耐摩耗性被膜を形成する工程である。第2工程において用いられる耐摩耗性インキは、上述のものを用いることができる。また、耐摩耗性インキを塗布する方法としては、上述の方法を用いることができる。
第2工程は、多孔質基材の離型層側から耐摩耗性インキを塗布して耐摩耗性被膜を形成する工程である。第2工程において用いられる耐摩耗性インキは、上述のものを用いることができる。また、耐摩耗性インキを塗布する方法としては、上述の方法を用いることができる。
なお、第2工程において、離型層の上、及び離型層が形成されていない領域の多孔質基材の上に塗布された耐摩耗性インキは耐摩耗性被膜となる。
上記第2工程終了後の状態の一例を図5に示す。図5において、離型層2の上、及び離型層が形成されていない領域の多孔質基材1’の上に耐摩耗性被膜4’が形成されている。
(第3工程)
第3工程は、上記多孔質基材、並びに、上記耐摩耗性被膜に熱硬化性樹脂を含浸させた後、加熱することにより上記熱硬化性樹脂を熱硬化させる工程である。上記第3工程において用いられる熱硬化性樹脂は、上述のものを用いることができる。また、多孔質基材、並びに、耐摩耗性被膜に熱硬化性樹脂を含浸させ、加熱する方法としては、上述の方法を用いることができる。耐摩耗性被膜に熱硬化性樹脂を含浸させ、加熱により硬化させることにより、得られる耐摩耗層が優れた耐摩耗性を発揮することができる。
第3工程は、上記多孔質基材、並びに、上記耐摩耗性被膜に熱硬化性樹脂を含浸させた後、加熱することにより上記熱硬化性樹脂を熱硬化させる工程である。上記第3工程において用いられる熱硬化性樹脂は、上述のものを用いることができる。また、多孔質基材、並びに、耐摩耗性被膜に熱硬化性樹脂を含浸させ、加熱する方法としては、上述の方法を用いることができる。耐摩耗性被膜に熱硬化性樹脂を含浸させ、加熱により硬化させることにより、得られる耐摩耗層が優れた耐摩耗性を発揮することができる。
上記第3工程終了後の状態の一例を図6に示す。図6において、含浸した熱硬化性樹脂が熱硬化した多孔質基材1の表面の一部の領域に離型層2が形成されている。当該離型層2の上、及び離型層2が形成されていない含浸した熱硬化性樹脂が熱硬化した多孔質基材1の上に耐摩耗性被膜4’が形成され、当該耐摩耗性被膜4’の上に熱硬化した樹脂膜3’が形成されている。
(第4工程)
第4工程は、離型層の上を被覆している、耐摩耗性被膜及び熱硬化した樹脂膜を剥離する工程である。
第4工程は、離型層の上を被覆している、耐摩耗性被膜及び熱硬化した樹脂膜を剥離する工程である。
離型層の上を被覆している、耐摩耗性被膜及び熱硬化した樹脂膜を剥離する方法は特に限定されない。例えば、化粧板(第1の態様)の製造方法の第3工程と同じ剥離方法を用いることができる。
第4工程により、図2に示す本発明の化粧板を得ることができる。離型層の上を被覆している、耐摩耗性被膜及び熱硬化した樹脂膜を剥離することで、図2に示すように、離型層2が露出する。離型層2が存在しない箇所の、耐摩耗性被膜及び熱硬化した樹脂膜は第4工程によっても剥離されず、それぞれ耐摩耗層4及び熱硬化性樹脂層3として多孔質基材上に留まり、耐摩耗層4上に熱硬化性樹脂層3が形成された構成となる。これにより、表面の一部の領域に離型層2が形成されており、離型層2が形成されていない表面の残部の領域には、耐摩耗層4及び熱硬化性樹脂層3が形成されており、耐摩耗層4上に熱硬化性樹脂層3が積層されている本発明の化粧板を得ることができる。
上述の方法により製造される本発明の化粧板(第2の態様)は、表面の一部の領域に形成された離型層、及び離型層が形成されていない表面の残部の領域に存在し、化粧板の表面において視認される熱硬化性樹脂層により、鮮明なグロスマット調の意匠感を表現することができる。例えば、図2に示す化粧板では、熱硬化性樹脂層3がグロス調の意匠感を与え、離型層2がマット調の意匠感を与えることにより、鮮明なグロスマット調の意匠感を表現することができる。また、耐摩耗層4及び熱硬化性樹脂層3が積層された積層体と、離型層2との高低差を大きくすることにより、グロスマット調の意匠感がより鮮明となる。
なお、上記第4工程において、離型層の上に存在する、耐摩耗性被膜及び熱硬化した樹脂膜のすべてが剥離される必要はなく、離型層の上に一部が残っていてもよい。離型層の面積の50%以上の部分が剥離されていれば、グロスマット調の意匠感を得ることができる。
また、上述の方法により製造される本発明の化粧板(第2の態様)は、耐摩耗層を有するので、耐摩耗性に優れている。
このように、多孔質基材上の一部に離型層を設け、熱硬化性樹脂を含浸させて加熱した後に離型層の上の、耐摩耗性被膜及び熱硬化した樹脂膜を剥離することで、化粧板表面が鮮明なグロスマット調の意匠感を表現することができる。本発明の化粧板(第2の態様)は、上記方法により製造することができるので、従来の方法において意匠の種類だけ必要であった表面処理した鏡面板が不要となるため、容易に製造することができ、コストを低くすることができる。さらに、多孔性基材の上に絵柄模様層を設ける場合、絵柄模様層及び離型層を印刷により作成することで、絵柄模様層の模様に同調させて離型層を印刷することが可能となる。これにより、従来の方法で困難であった下地の絵柄とグロスマット調の意匠とを同調させることが可能となり、より意匠性の高い化粧板を製造することができる。
また、上記第1工程及び第2工程によって得られ、例えば図5で示されるような構成を有する、多孔質基材上の一部の領域に離型層を有し、離型層の上、及び離型層が形成されていない領域の多孔質基材の上に耐摩耗性被膜を有する積層体は、本発明の第2の態様の化粧板を製造する際に用いられる化粧シートとして有用である。上記化粧シートは、多孔質基材と耐摩耗性被膜及び/又は離型層の間に更に絵柄模様層を有していることが好ましい。また、上記化粧シートは、上述した接着剤層、離型プライマー層等の層を更に有していてもよい。
以下に実施例及び比較例を示して本発明をより詳しく説明する。但し、本発明は実施例に限定されない。
実施例1
(1)離型インキの調製
電離放射線硬化性モノマー(東亞合成株式会社製、アロニックスM400)60質量部、反応性シリコーン(信越化学株式会社製、X-22-164B)0.6質量部、及びメチルエチルケトン(丸善石油化学株式会社)40質量部を、プロセスホモジナイザーPH91(株式会社エスエムテー製)を用いて、回転数2000rpmで1時間撹拌して離型インキを調製した。
(1)離型インキの調製
電離放射線硬化性モノマー(東亞合成株式会社製、アロニックスM400)60質量部、反応性シリコーン(信越化学株式会社製、X-22-164B)0.6質量部、及びメチルエチルケトン(丸善石油化学株式会社)40質量部を、プロセスホモジナイザーPH91(株式会社エスエムテー製)を用いて、回転数2000rpmで1時間撹拌して離型インキを調製した。
(2)化粧板の製造
原紙として坪量100g/m2の白チタン紙(KJ特殊紙株式会社製、KW-1002P)を使用し、絵柄印刷インキ(DICグラフィックス株式会社製、オーデSPTI)を用いて絵柄を印刷した後、上記(1)で製造した離型インキを用いて木目柄を印刷し、165kVの加速電圧にて5Mradの電子線照射を行い、離型層を形成して化粧シートを得た。離型層は、木目柄であるため、厚みが厚い箇所と薄い箇所とが存在しており、離型層の厚みは0.2~3μmであった。
原紙として坪量100g/m2の白チタン紙(KJ特殊紙株式会社製、KW-1002P)を使用し、絵柄印刷インキ(DICグラフィックス株式会社製、オーデSPTI)を用いて絵柄を印刷した後、上記(1)で製造した離型インキを用いて木目柄を印刷し、165kVの加速電圧にて5Mradの電子線照射を行い、離型層を形成して化粧シートを得た。離型層は、木目柄であるため、厚みが厚い箇所と薄い箇所とが存在しており、離型層の厚みは0.2~3μmであった。
次いでメラミンホルムアルデヒド樹脂50質量部、水45質量部、及びイソプロピルアルコール5質量部からなる熱硬化性樹脂を、含浸用の含浸装置を用いてメラミン樹脂が100g/m2(乾燥時)の割合となるように含浸し、乾燥することにより含浸化粧シートを得た。この含浸化粧シートを、クラフト紙にフェノール樹脂からなる樹脂液を含浸した、坪量245g/m2のフェノール樹脂含浸コア紙(太田産業株式会社、太田コア)4枚の上に積層し、積層体を2枚の鏡面板で挟み、熱プレス機を用いて圧力100kg/cm2で、成型温度150℃で10分間の条件にて加熱成型し、メラミン樹脂を含有する熱硬化性樹脂層を形成して、高圧メラミン化粧板の成型物を得た。この際、離型層上には、熱硬化した樹脂膜が形成された。
次いで剥離工程として、高圧メラミン化粧板の表面にマスキングテープ(株式会社スミロン製:E-207)を貼付け、その後、貼付けたマスキングテープを剥がして、離型層上に形成された熱硬化した樹脂膜を剥離して、化粧板を製造した。得られた化粧板の熱硬化性樹脂層の厚みは30μmであり、離型層と熱硬化性樹脂層との高低差、すなわち、化粧板の表面高低差は5μmであった。
実施例2~21
離型インキの組成を表1のように変更した以外は実施例1と同様にして、化粧板を製造した。
離型インキの組成を表1のように変更した以外は実施例1と同様にして、化粧板を製造した。
比較例1
木目柄を印刷しなかった以外は実施例1と同様にして、化粧板を製造した。
木目柄を印刷しなかった以外は実施例1と同様にして、化粧板を製造した。
実施例22~37
離型インキを構成する樹脂として表3に示す樹脂を用い、表4に示すシリカ、表5に示すシリコーンを用いて離型インキの組成を表6及び7のように変更した以外は実施例1と同様にして、化粧板を製造した。
離型インキを構成する樹脂として表3に示す樹脂を用い、表4に示すシリカ、表5に示すシリコーンを用いて離型インキの組成を表6及び7のように変更した以外は実施例1と同様にして、化粧板を製造した。
実施例1~37、及び比較例1の化粧板について、以下の測定方法により意匠感及び表面高低差を評価した。
意匠感
化粧板の表面を目視により観察し、下記の評価基準に基づいて評価した。
◎:グロスマット感が十分に鮮明であり、良好
○:グロスマット感が鮮明であり、良好
△:グロスマット感が鮮明でないが、使用可能
×:グロスマット感が鮮明でなく、使用不可
化粧板の表面を目視により観察し、下記の評価基準に基づいて評価した。
◎:グロスマット感が十分に鮮明であり、良好
○:グロスマット感が鮮明であり、良好
△:グロスマット感が鮮明でないが、使用可能
×:グロスマット感が鮮明でなく、使用不可
表面高低差
化粧板の表面高低差を、株式会社小坂研究所製 三次元表面粗さ測定器SE-30Kを使用して、JIS B 0601:2013に規定された方法に従って測定した。具体的には、化粧板表面の離型層が形成されていない領域(熱硬化性樹脂層が形成されている領域)と離型層が形成されている領域(熱硬化した樹脂膜が剥離した部分)との高低差を測定した。表面の最大高さ粗さ(Rz)を表面高低差のパラメ-タ-として用いた。10箇所の平均値を表1に記載した。
化粧板の表面高低差を、株式会社小坂研究所製 三次元表面粗さ測定器SE-30Kを使用して、JIS B 0601:2013に規定された方法に従って測定した。具体的には、化粧板表面の離型層が形成されていない領域(熱硬化性樹脂層が形成されている領域)と離型層が形成されている領域(熱硬化した樹脂膜が剥離した部分)との高低差を測定した。表面の最大高さ粗さ(Rz)を表面高低差のパラメ-タ-として用いた。10箇所の平均値を表1に記載した。
結果を表1、2、6及び7に示す。

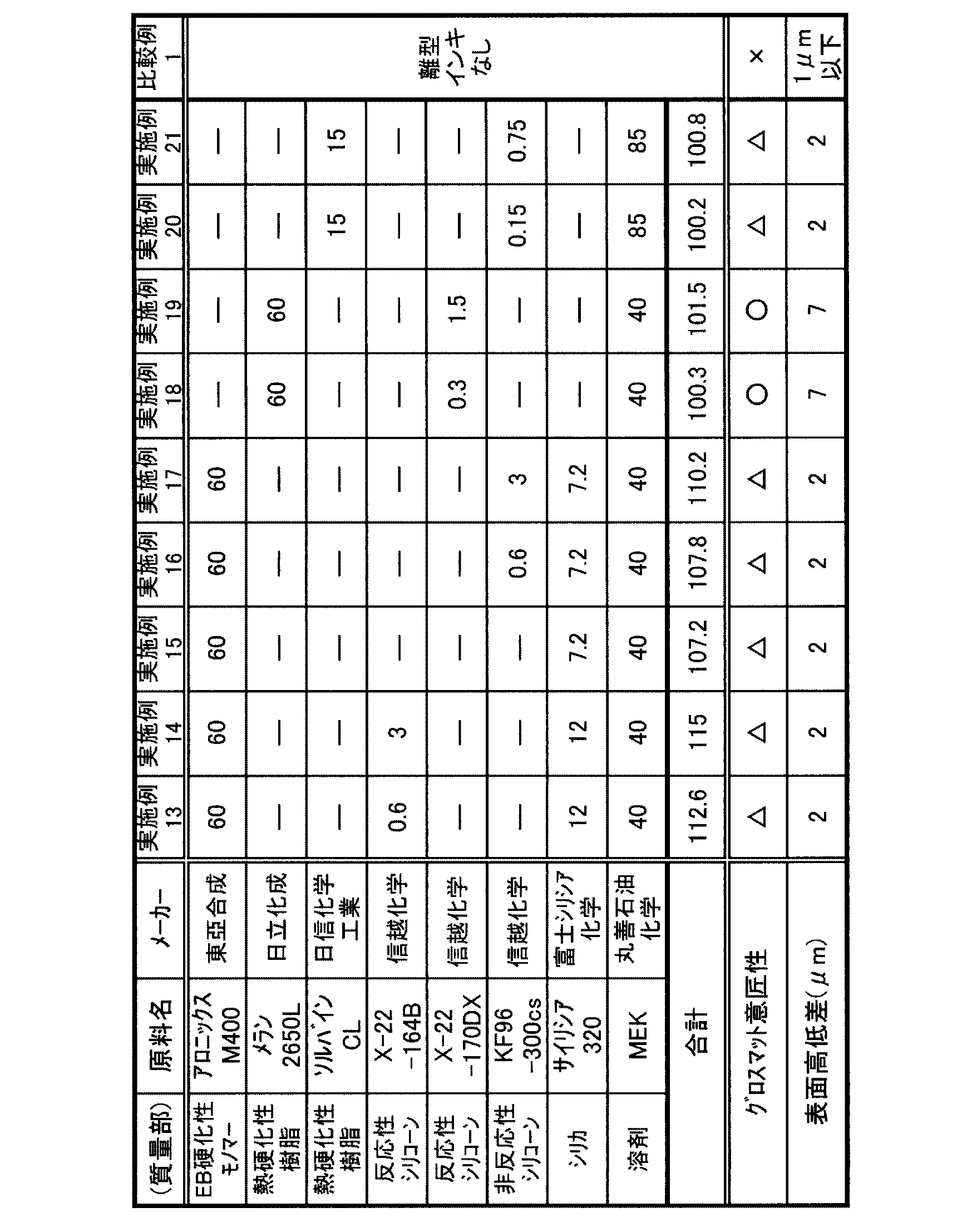





実施例38
(1)離型インキの調製
電離放射線硬化性モノマー(東亞合成株式会社製、アロニックスM400)60質量部、反応性シリコーン(信越化学株式会社製、X-22-164B)0.6質量部、シリカ(富士シリシア化学株式会社製、サイリシア320)4.8質量部、及びメチルエチルケトン(丸善石油化学株式会社)40質量部を、プロセスホモジナイザーPH91(株式会社エスエムテー製)を用いて、回転数2000rpmで1時間撹拌して離型インキを調製した。
(1)離型インキの調製
電離放射線硬化性モノマー(東亞合成株式会社製、アロニックスM400)60質量部、反応性シリコーン(信越化学株式会社製、X-22-164B)0.6質量部、シリカ(富士シリシア化学株式会社製、サイリシア320)4.8質量部、及びメチルエチルケトン(丸善石油化学株式会社)40質量部を、プロセスホモジナイザーPH91(株式会社エスエムテー製)を用いて、回転数2000rpmで1時間撹拌して離型インキを調製した。
(2)耐摩耗性インキの調製
ウレタン樹脂固形分が30質量%であるウレタン樹脂組成物(第一工業製薬株式会社製、スーパーフレックス126)30質量%、及び、無機フィラーとして平均粒子径20.3μmの多面球状体のアルミナ(住友化学工業社製、スミコランダムAA18)15質量%を、水35質量%とエタノール20質量%との混合溶媒に添加して、プロセスホモジナイザーPH91(株式会社エスエムテー製)を用いて、回転数2000rpmで20分間撹拌し、耐摩耗性インキを調製した。アルミナのモース硬度は9であった。
ウレタン樹脂固形分が30質量%であるウレタン樹脂組成物(第一工業製薬株式会社製、スーパーフレックス126)30質量%、及び、無機フィラーとして平均粒子径20.3μmの多面球状体のアルミナ(住友化学工業社製、スミコランダムAA18)15質量%を、水35質量%とエタノール20質量%との混合溶媒に添加して、プロセスホモジナイザーPH91(株式会社エスエムテー製)を用いて、回転数2000rpmで20分間撹拌し、耐摩耗性インキを調製した。アルミナのモース硬度は9であった。
(3)化粧板の製造
原紙として坪量100g/m2の白チタン紙(KJ特殊紙株式会社製、KW-1002P)を使用し、絵柄印刷インキ(DICグラフィックス株式会社製、オーデSPTI)を用いて絵柄を印刷した後、上記(1)で製造した離型インキを用いて木目柄を印刷し、165kVの加速電圧にて5Mradの電子線照射を行い、離型層を形成した。離型層は、木目柄であるため、厚みが厚い箇所と薄い箇所とが存在しており、離型層の厚みは0.2~3μmであった。
原紙として坪量100g/m2の白チタン紙(KJ特殊紙株式会社製、KW-1002P)を使用し、絵柄印刷インキ(DICグラフィックス株式会社製、オーデSPTI)を用いて絵柄を印刷した後、上記(1)で製造した離型インキを用いて木目柄を印刷し、165kVの加速電圧にて5Mradの電子線照射を行い、離型層を形成した。離型層は、木目柄であるため、厚みが厚い箇所と薄い箇所とが存在しており、離型層の厚みは0.2~3μmであった。
次いで、上記(2)で調製した耐摩耗性インキを塗布し、100℃で3分間乾燥して耐摩耗層を形成して化粧シートを得た。このときの耐摩耗層の乾燥時の塗布量は12g/m2であった。この際、離型層上には、耐摩耗性被膜が形成された。
次いで、メラミンホルムアルデヒド樹脂50質量部、水45質量部、及びイソプロピルアルコール5質量部からなる熱硬化性樹脂を、耐摩耗層の上から含浸用の含浸装置を用いてメラミン樹脂が100g/m2(乾燥時)の割合となるように含浸し、乾燥することにより含浸化粧シートを得た。この含浸化粧シートを、クラフト紙にフェノール樹脂からなる樹脂液を含浸した、坪量245g/m2のフェノール樹脂含浸コア紙(太田産業株式会社、太田コア)4枚の上に積層し、積層体を2枚の鏡面板で挟み、熱プレス機を用いて圧力100kg/cm2で、成型温度150℃で10分間の条件にて加熱成型し、高圧メラミン化粧板の成型物を得た。
次いで剥離工程として、高圧メラミン化粧板の表面にマスキングテープ(株式会社スミロン製:E-207)を貼付け、その後、貼付けたマスキングテープを剥がして、離型層上に形成された、耐摩耗性被膜及び熱硬化した樹脂膜を剥離して、化粧板を製造した。
実施例39~48
耐摩耗性インキの組成、及び乾燥時の塗布量を表8のように変更し、フィラーとして表9に示すフィラーを用いた以外は実施例38と同様にして、化粧板を製造した。
耐摩耗性インキの組成、及び乾燥時の塗布量を表8のように変更し、フィラーとして表9に示すフィラーを用いた以外は実施例38と同様にして、化粧板を製造した。
比較例2
耐摩耗層を形成しなかった以外は実施例38と同様にして、化粧板を製造した。
耐摩耗層を形成しなかった以外は実施例38と同様にして、化粧板を製造した。
比較例3
耐摩耗層を形成せずに調製した含浸化粧シートの上に、メラミン樹脂含浸オーバーレイ紙を積層してオーバーレイ層を形成した。メラミン樹脂含浸オーバーレイ層の調製方法は、以下の通りである。すなわち、オーバーレイ原紙の原料となるα-セルロースパルプ繊維100質量部に対し、内添薬品として、ポリアミドポリアミンエピクロロヒドリン樹脂、カルボキシメチルセルロース、硫酸バンド、アルミン酸ソーダを用い、坪量が42g/m2のオーバーレイ原紙を得た。このオーバーレイ原紙にメラミン樹脂からなる樹脂液を含浸してメラミン樹脂含浸オーバーレイ紙を調製した。樹脂含浸率は142質量%であった。それ以外は実施例38と同様にして、化粧板を製造した。
耐摩耗層を形成せずに調製した含浸化粧シートの上に、メラミン樹脂含浸オーバーレイ紙を積層してオーバーレイ層を形成した。メラミン樹脂含浸オーバーレイ層の調製方法は、以下の通りである。すなわち、オーバーレイ原紙の原料となるα-セルロースパルプ繊維100質量部に対し、内添薬品として、ポリアミドポリアミンエピクロロヒドリン樹脂、カルボキシメチルセルロース、硫酸バンド、アルミン酸ソーダを用い、坪量が42g/m2のオーバーレイ原紙を得た。このオーバーレイ原紙にメラミン樹脂からなる樹脂液を含浸してメラミン樹脂含浸オーバーレイ紙を調製した。樹脂含浸率は142質量%であった。それ以外は実施例38と同様にして、化粧板を製造した。
実施例49及び50
離型インキを構成する樹脂として表10に示す樹脂を用い、表11に示すシリカ、表12に示すシリコーンを用いて離型インキの組成を表13のように変更した以外は実施例38と同様にして、化粧板を製造した。なお、表13では、参考のために実施例38の離型インキの組成も記載している。
離型インキを構成する樹脂として表10に示す樹脂を用い、表11に示すシリカ、表12に示すシリコーンを用いて離型インキの組成を表13のように変更した以外は実施例38と同様にして、化粧板を製造した。なお、表13では、参考のために実施例38の離型インキの組成も記載している。
実施例38~50、比較例2及び3の化粧板について、以下の測定方法により意匠感及び耐摩耗性を評価した。
意匠感
化粧板の表面を目視により観察し、下記の評価基準に基づいて評価した。
○:グロスマット感が鮮明であり、良好
△:グロスマット感が鮮明でないが、使用可能
×:グロスマット感が鮮明でなく、使用不可
化粧板の表面を目視により観察し、下記の評価基準に基づいて評価した。
○:グロスマット感が鮮明であり、良好
△:グロスマット感が鮮明でないが、使用可能
×:グロスマット感が鮮明でなく、使用不可
耐摩耗性
JIS K 6902;2007(熱硬化性樹脂高圧化粧板試験方法)A法に準拠した測定方法に基づいて、化粧板の表面における耐摩耗性を測定した、具体的には、JIS K 6902;2007のA法に準拠した測定方法により、グロスマットパターンのコーティングが明らかに擦り切れ0.6mm2以上の擦り切れ面積となったときの回転数を初期摩耗値(IP)とし、摩耗区域においてグロスマットパターンの約95%が擦り切れる時点での回転数を終点摩耗値(FP) として、式(IP+FP)/2により算出される値(回)により、下記の評価基準に基づいて評価した。
◎:500回以上であり、非常に良好
○:300回以上500回未満であり、良好
△:200回以上300回未満であり、使用可能
×:200回未満であり、高い耐摩耗性が必要な用途に使用不可
JIS K 6902;2007(熱硬化性樹脂高圧化粧板試験方法)A法に準拠した測定方法に基づいて、化粧板の表面における耐摩耗性を測定した、具体的には、JIS K 6902;2007のA法に準拠した測定方法により、グロスマットパターンのコーティングが明らかに擦り切れ0.6mm2以上の擦り切れ面積となったときの回転数を初期摩耗値(IP)とし、摩耗区域においてグロスマットパターンの約95%が擦り切れる時点での回転数を終点摩耗値(FP) として、式(IP+FP)/2により算出される値(回)により、下記の評価基準に基づいて評価した。
◎:500回以上であり、非常に良好
○:300回以上500回未満であり、良好
△:200回以上300回未満であり、使用可能
×:200回未満であり、高い耐摩耗性が必要な用途に使用不可
結果を表8及び9に示す。






実施例51
(1)離型インキの製造
電離放射線硬化性モノマー(東亞合成株式会社製、アロニックス(登録商標)M400)60質量部、反応性シリコーン(信越化学株式会社製、X-22-164B)0.6質量部、シリカ(富士シリシア化学株式会社製、サイリシア320)4.8質量部、及びメチルエチルケトン(丸善石油化学株式会社)40質量部を、プロセスホモジナイザーPH91(株式会社エスエムテー製)を用いて、回転数2000rpmで1時間撹拌して離型インキを得た。
(1)離型インキの製造
電離放射線硬化性モノマー(東亞合成株式会社製、アロニックス(登録商標)M400)60質量部、反応性シリコーン(信越化学株式会社製、X-22-164B)0.6質量部、シリカ(富士シリシア化学株式会社製、サイリシア320)4.8質量部、及びメチルエチルケトン(丸善石油化学株式会社)40質量部を、プロセスホモジナイザーPH91(株式会社エスエムテー製)を用いて、回転数2000rpmで1時間撹拌して離型インキを得た。
(2)化粧板の製造
原紙として坪量100g/m2の白チタン紙(KJ特殊紙株式会社製、KW-1002P)を使用し、絵柄印刷インキ(DICグラフィックス株式会社製、オーデSPTI)を用いて絵柄を印刷した後、上記(1)で製造した離型インキを用いて木目柄を印刷し、165kVの加速電圧にて5Mradの電子線照射を行って離型層を形成して化粧シートを得た。
原紙として坪量100g/m2の白チタン紙(KJ特殊紙株式会社製、KW-1002P)を使用し、絵柄印刷インキ(DICグラフィックス株式会社製、オーデSPTI)を用いて絵柄を印刷した後、上記(1)で製造した離型インキを用いて木目柄を印刷し、165kVの加速電圧にて5Mradの電子線照射を行って離型層を形成して化粧シートを得た。
次いでメラミンホルムアルデヒド樹脂50質量部、水45質量部、及びイソプロピルアルコール5質量部からなる熱硬化性樹脂を、含浸用の含浸装置を用いてメラミン樹脂が100g/m2(乾燥時)の割合となるように含浸し、乾燥することにより含浸化粧シートを得た。この含浸化粧シートをフェノール樹脂含浸コア紙(太田産業株式会社製、DL-25)4枚の上に積層し、積層体を2枚の鏡面板で挟み、熱プレス機を用いて圧力100kg/cm2で、成型温度150℃で10分間の条件にて加熱成型し、高圧メラミン化粧板の成型物を得た。
次いで剥離工程として、高圧メラミン化粧板の表面にマスキングテープ(株式会社スミロン製:E-207)を貼付け、その後、貼付けたマスキングテープを剥がした。
実施例52
(1)賦型シートの製造
50μm厚のPETフィルム(東洋紡株式会社製コスモシャイン(登録商標)A4100(50μm)の易接着面に、電離放射線硬化性モノマー(東亞合成株式会社製、アロニックス(登録商標)M350)100質量部、反応性シリコーン(信越化学株式会社製、X-22-164B)2質量部、シリカ(富士シリシア化学株式会社製、サイリシア450)8質量部、及び酢酸エチル50質量部を含む賦型シート用塗工インキを、5g/m2(乾燥時)塗工し、165kVの加速電圧にて5Mradの電子線照射を行い、硬化することで賦型シートを得た。
(1)賦型シートの製造
50μm厚のPETフィルム(東洋紡株式会社製コスモシャイン(登録商標)A4100(50μm)の易接着面に、電離放射線硬化性モノマー(東亞合成株式会社製、アロニックス(登録商標)M350)100質量部、反応性シリコーン(信越化学株式会社製、X-22-164B)2質量部、シリカ(富士シリシア化学株式会社製、サイリシア450)8質量部、及び酢酸エチル50質量部を含む賦型シート用塗工インキを、5g/m2(乾燥時)塗工し、165kVの加速電圧にて5Mradの電子線照射を行い、硬化することで賦型シートを得た。
(2)化粧板の製造
実施例1と同様にして製造した含浸化粧シートをフェノール樹脂含浸コア紙(太田産業株式会社製、DL-25)4枚の上に積層し、更に含浸化粧シートの上に上記(1)で製造した賦型シートを、賦型シートの印刷面が含浸化粧シートの印刷面と接するように載せた積層体を2枚の鏡面板で挟み、熱プレス機を用いて圧力100kg/cm2で、成型温度150℃で10分間の条件にて加熱成型し、鏡面板及び賦型シートを外すことで高圧メラミン化粧板の成型物を得た。
実施例1と同様にして製造した含浸化粧シートをフェノール樹脂含浸コア紙(太田産業株式会社製、DL-25)4枚の上に積層し、更に含浸化粧シートの上に上記(1)で製造した賦型シートを、賦型シートの印刷面が含浸化粧シートの印刷面と接するように載せた積層体を2枚の鏡面板で挟み、熱プレス機を用いて圧力100kg/cm2で、成型温度150℃で10分間の条件にて加熱成型し、鏡面板及び賦型シートを外すことで高圧メラミン化粧板の成型物を得た。
次いで、高圧メラミン化粧板の表面にマスキングテープ(株式会社スミロン製:E-207)を貼付け、貼付けたマスキングテープを剥がすことで、化粧板が得られた。
比較例4
実施例51の剥離工程を行わない以外は実施例51と同様にして、比較例4のメラミン化粧板を得た。
実施例51の剥離工程を行わない以外は実施例51と同様にして、比較例4のメラミン化粧板を得た。
比較例5
実施例51の離型インキの印刷を行わない以外は実施例51と同様にして、比較例5のメラミン化粧板を得た。
実施例51の離型インキの印刷を行わない以外は実施例51と同様にして、比較例5のメラミン化粧板を得た。
実施例51及び52、並びに比較例4及び5の化粧板について、以下のように意匠感及び表面高低差を評価した。また、剥離重さも測定した。
意匠感は、目視により以下の評価基準で判定を行った。
◎:十分な表面テクスチャー及び立体的で深みのあるグロスマット感があり、非常に良好○:十分な表面テクスチャーがあり、良好
×:表面テクスチャーが少なく、使用不可
表面高低差は、株式会社小坂研究所製 三次元表面粗さ測定器SE-30Kを使用し、JIS B 0601:2013に規定された方法に従って測定した。具体的には、化粧板表面の離型層の無い部分(熱硬化した樹脂膜が被覆している部分)と離型層の有る部分(熱硬化した樹脂膜が剥離した部分)との高低差を測定した。表面の最大高さ粗さ(Rz)を表面高低差のパラメ-タ-として用いた。10箇所の平均値を表14に記載した。
◎:十分な表面テクスチャー及び立体的で深みのあるグロスマット感があり、非常に良好○:十分な表面テクスチャーがあり、良好
×:表面テクスチャーが少なく、使用不可
表面高低差は、株式会社小坂研究所製 三次元表面粗さ測定器SE-30Kを使用し、JIS B 0601:2013に規定された方法に従って測定した。具体的には、化粧板表面の離型層の無い部分(熱硬化した樹脂膜が被覆している部分)と離型層の有る部分(熱硬化した樹脂膜が剥離した部分)との高低差を測定した。表面の最大高さ粗さ(Rz)を表面高低差のパラメ-タ-として用いた。10箇所の平均値を表14に記載した。
剥離重さは、株式会社オリエンテック製テンシロン万能材料試験機RTC-1250Aを使用して測定される値であり、具体的な測定方法は次の通りである。化粧板の表面に1インチの巾にカットしたマスキングテープ(株式会社スミロン製:E-207)を貼り付けた後、マスキングテープの一部を剥がし、図7のようにマスキングテープを剥がした化粧板の一端(下部)を試験機に固定した。180°剥がしたマスキングテープを上部の方向(矢印方向)に100mm/分のスピードで剥離したときの重さを測定した。なお、図7中の符号は、図1、3及び4と同様である。

実施例51の方法によれば、十分な表面テクスチャーを有する化粧板を簡単に製造することができる。さらに樹脂皮膜の表面の光沢を調整することを含む実施例52の方法によれば、メラミン化粧板の表面が、熱硬化性樹脂の皮膜に被覆されている細かな凹凸意匠の部分と被覆されていない深い凹部分とが混在している深みのあるグロスマット意匠を持った化粧板が得られる。
実施例53
(1)賦型シートの製造
50μm厚のPETフィルム(東洋紡株式会社製コスモシャイン(登録商標)A4100(50μm)の易接着面に、下記表2の実施例3に記載の組成を有する賦型シート用塗工インキを5g/m2(乾燥時)塗工し、165kVの加速電圧にて5Mradの電子線照射を行い、硬化することで賦型シートを得た。
(1)賦型シートの製造
50μm厚のPETフィルム(東洋紡株式会社製コスモシャイン(登録商標)A4100(50μm)の易接着面に、下記表2の実施例3に記載の組成を有する賦型シート用塗工インキを5g/m2(乾燥時)塗工し、165kVの加速電圧にて5Mradの電子線照射を行い、硬化することで賦型シートを得た。
(2)化粧板の製造
実施例1と同様にして製造した含浸化粧シートをフェノール樹脂含浸コア紙(太田産業株式会社製、DL-25)4枚の上に積層し、更に含浸化粧シートの上に、上記(1)で製造した賦型シートを載せた積層体を2枚の鏡面板で挟み、熱プレス機を用いて圧力100kg/cm2で、成型温度150℃で10分間の条件にて加熱成型し、鏡面板及び賦型シートを外すことで高圧メラミン化粧板を得た。
実施例1と同様にして製造した含浸化粧シートをフェノール樹脂含浸コア紙(太田産業株式会社製、DL-25)4枚の上に積層し、更に含浸化粧シートの上に、上記(1)で製造した賦型シートを載せた積層体を2枚の鏡面板で挟み、熱プレス機を用いて圧力100kg/cm2で、成型温度150℃で10分間の条件にて加熱成型し、鏡面板及び賦型シートを外すことで高圧メラミン化粧板を得た。
実施例54~60
実施例53の賦型シート用塗工インキの組成を、下記表15の実施例54~60の組成に変えた以外は、実施例53と同様にして、メラミン化粧板を得た。
実施例53の賦型シート用塗工インキの組成を、下記表15の実施例54~60の組成に変えた以外は、実施例53と同様にして、メラミン化粧板を得た。
比較例6
実施例53の賦型シート用塗工インキの組成を、下記表15の比較例6の組成に変えた以外は、実施例53と同様にして、メラミン化粧板を得た。
実施例53の賦型シート用塗工インキの組成を、下記表15の比較例6の組成に変えた以外は、実施例53と同様にして、メラミン化粧板を得た。
実施例53~60、及び比較例6の化粧板について、以下のように剥離重さ及び表面高低差を評価した。
剥離重さは、上記(2)化粧板の製造の工程において、加熱成型して鏡面板を外した後、賦型シートに1インチの巾に切り込みを入れて一部を剥がし、実施例51及び52、並びに比較例4及び5と同じ方法で測定した。
意匠性は、目視により以下の評価基準で判定を行った。
○:グロスマット感があり、良好
△:グロスマット感が鮮明でないが使用可能
×:グロスマット感が少なく、使用不可
○:グロスマット感があり、良好
△:グロスマット感が鮮明でないが使用可能
×:グロスマット感が少なく、使用不可

紫光(登録商標)UV1700B:紫外線硬化型ウレタンアクリレート樹脂
KARAYAD PET-30:放射線硬化性樹脂
ソルバイン(登録商標)A:塩化ビニル酢酸ビニル共重合樹脂
Nipsil E220A:シリカ
X-22-164A:反応性シリコーン
MEK:メチルエチルケトン
KARAYAD PET-30:放射線硬化性樹脂
ソルバイン(登録商標)A:塩化ビニル酢酸ビニル共重合樹脂
Nipsil E220A:シリカ
X-22-164A:反応性シリコーン
MEK:メチルエチルケトン
樹脂膜を熱硬化する前に、剥離重さを0.1~10N/インチの範囲に調整した賦型シートを熱硬化性樹脂の上に積層して加熱成形する実施例3~10の方法によれば、熱硬化後に鏡面板及び賦型シートを外すだけで十分な意匠性(グロスマット感)を有する化粧板を得ることができる。
1.熱硬化性樹脂が含浸及び熱硬化した多孔質基材
1’.多孔質基材
2.離型層
3.熱硬化性樹脂層
3’.熱硬化した樹脂膜
3”.マスキングテープ又は賦型シートで剥離された熱硬化した樹脂膜
4.耐摩耗層
4’.耐摩耗性被膜
5.マスキングテープ又は賦型シート
1’.多孔質基材
2.離型層
3.熱硬化性樹脂層
3’.熱硬化した樹脂膜
3”.マスキングテープ又は賦型シートで剥離された熱硬化した樹脂膜
4.耐摩耗層
4’.耐摩耗性被膜
5.マスキングテープ又は賦型シート
Claims (23)
- 表面の一部の領域に離型層を有し、前記離型層を有しない表面の残部の領域に、熱硬化性樹脂層を有する、ことを特徴とする化粧板。
- 前記熱硬化性樹脂層は、メラミン樹脂を含有する、請求項1に記載の化粧板。
- 前記離型層は、硬化性樹脂を含有する、請求項1又は2に記載の化粧板。
- 前記硬化性樹脂は、電離放射線硬化型樹脂である、請求項3に記載の化粧板。
- 前記電離放射線硬化型樹脂は、重量平均分子量が500以上である、請求項4に記載の化粧板。
- 多孔質基材の表面の一部の領域に前記離型層を有し、前記離型層を有しない、前記多孔質基材の表面の残部の領域に、前記熱硬化性樹脂層を有する、請求項1~5のいずれかに記載の化粧板。
- 前記多孔質基材と、前記熱硬化性樹脂層及び/又は前記離型層との間に、更に、絵柄模様層を有する、請求項6に記載の化粧板。
- 前記多孔質基材の、前記熱硬化性樹脂層及び前記離型層を有する側とは反対側の面に、フェノール樹脂含浸紙を有する、請求項6又は7に記載の化粧板。
- 表面の一部の領域に離型層を有し、前記離型層を有しない表面の残部の領域に、耐摩耗層及び熱硬化性樹脂層を有しており、前記耐摩耗層上に前記熱硬化性樹脂層を配置してなる、請求項1~8のいずれかに記載の化粧板。
- 前記耐摩耗層は、モース硬度が4以上の無機フィラーを含有する、請求項9に記載の化粧板。
- 多孔質基材の表面の一部の領域に前記離型層を有し、前記離型層を有しない、前記多孔質基材の表面の残部の領域には、前記耐摩耗層及び前記熱硬化性樹脂層を有しており、前記耐摩耗層上に前記熱硬化性樹脂層が存在する、請求項9又は10に記載の化粧板。
- 前記多孔質基材と、前記耐摩耗層及び/又は前記離型層との間に、更に、絵柄模様層を有する、請求項11に記載の化粧板。
- 前記多孔質基材の、前記耐摩耗層及び前記離型層を有する側とは反対側の面に、フェノール樹脂含浸紙を有する、請求項11又は12に記載の化粧板。
- 多孔質基材上の一部に離型層を設ける第1工程、
前記多孔質基材に熱硬化性樹脂を含浸させるとともに前記熱硬化性樹脂により前記離型層を被覆した後、加熱することにより前記熱硬化性樹脂を熱硬化させる第2工程、及び
前記離型層の上を被覆している領域の熱硬化した樹脂膜を剥離する第3工程
を含む、化粧板の製造方法。 - 前記熱硬化性樹脂がメラミン樹脂を含む、請求項14に記載の化粧板の製造方法。
- 前記多孔質基材がチタン紙を含む、請求項14又は15に記載の化粧板の製造方法。
- 前記離型層が硬化性樹脂を含む、請求項14~16のいずれかに記載の化粧板の製造方法。
- 前記硬化性樹脂が、電離放射線硬化性樹脂である、請求項17に記載の化粧板の製造方法。
- 前記第2工程において前記熱硬化性樹脂により前記離型層を被覆した後、前記熱硬化性樹脂の上に賦型シートを積層した状態で熱硬化させ、前記第3工程において前記賦型シートを剥離することによって前記離型層の上を被覆している領域の熱硬化した樹脂膜を剥離する、請求項14~18のいずれかに記載の化粧板の製造方法。
- 前記賦型シートを剥離する際の剥離重さが0.1~10N/インチである、請求項19に記載の化粧板の製造方法。
- 基材シート上に硬化性樹脂層を積層してなる、請求項20に記載の化粧板の製造方法に用いられる賦型シート。
- 多孔質基材上の一部の領域に離型層を有する、請求項1~8のいずれかに記載の化粧板の製造に用いられる化粧シート。
- 多孔質基材上の一部の領域に離型層を有し、離型層の上、及び離型層が形成されていない領域の多孔質基材の上に耐摩耗性被膜を有する、請求項9~13のいずれかに記載の化粧板の製造に用いられる化粧シート。
Applications Claiming Priority (12)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015-050815 | 2015-03-13 | ||
| JP2015050815 | 2015-03-13 | ||
| JP2015064112 | 2015-03-26 | ||
| JP2015-063991 | 2015-03-26 | ||
| JP2015063991 | 2015-03-26 | ||
| JP2015-064112 | 2015-03-26 | ||
| JP2015-179173 | 2015-09-11 | ||
| JP2015179173 | 2015-09-11 | ||
| JP2015-181151 | 2015-09-14 | ||
| JP2015-181148 | 2015-09-14 | ||
| JP2015181148A JP6716877B2 (ja) | 2015-03-26 | 2015-09-14 | 化粧板 |
| JP2015181151A JP6575253B2 (ja) | 2015-03-26 | 2015-09-14 | 化粧板 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016148091A1 true WO2016148091A1 (ja) | 2016-09-22 |
Family
ID=56919812
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/057871 WO2016148091A1 (ja) | 2015-03-13 | 2016-03-11 | 化粧板及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2016148091A1 (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018171789A (ja) * | 2017-03-31 | 2018-11-08 | 大日本印刷株式会社 | 化粧板及びその製造方法 |
| JP2018171844A (ja) * | 2017-03-31 | 2018-11-08 | 大日本印刷株式会社 | 化粧板及びその製造方法 |
| CN111719809A (zh) * | 2020-06-29 | 2020-09-29 | 安徽可尔海思塑业有限公司 | 一种具有散热结构的实木地板及其生产工艺 |
| WO2021065043A1 (ja) * | 2019-09-30 | 2021-04-08 | 大日本印刷株式会社 | 化粧材 |
| WO2021065042A1 (ja) * | 2019-09-30 | 2021-04-08 | 大日本印刷株式会社 | 化粧材 |
| WO2024063083A1 (ja) * | 2022-09-20 | 2024-03-28 | 大日本印刷株式会社 | 化粧シートおよび樹脂含浸化粧板 |
| WO2024204587A1 (ja) * | 2023-03-31 | 2024-10-03 | 大日本印刷株式会社 | 化粧シート、樹脂含浸化粧板および樹脂含浸化粧板の製造方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002166501A (ja) * | 2000-12-04 | 2002-06-11 | Toppan Printing Co Ltd | 熱硬化性樹脂化粧板及びその製造方法 |
| JP2007098638A (ja) * | 2005-09-30 | 2007-04-19 | Dainippon Printing Co Ltd | 賦型シート |
| WO2008111645A1 (ja) * | 2007-03-14 | 2008-09-18 | Dai Nippon Printing Co., Ltd. | 賦型シート、樹脂化粧板及びその製造方法 |
| JP2013119177A (ja) * | 2011-12-06 | 2013-06-17 | Dainippon Printing Co Ltd | 賦型シート、樹脂被覆賦型シート及び光学シートの製造方法 |
| JP2014198440A (ja) * | 2013-03-29 | 2014-10-23 | 大日本印刷株式会社 | 化粧シートの製造方法 |
-
2016
- 2016-03-11 WO PCT/JP2016/057871 patent/WO2016148091A1/ja active Application Filing
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002166501A (ja) * | 2000-12-04 | 2002-06-11 | Toppan Printing Co Ltd | 熱硬化性樹脂化粧板及びその製造方法 |
| JP2007098638A (ja) * | 2005-09-30 | 2007-04-19 | Dainippon Printing Co Ltd | 賦型シート |
| WO2008111645A1 (ja) * | 2007-03-14 | 2008-09-18 | Dai Nippon Printing Co., Ltd. | 賦型シート、樹脂化粧板及びその製造方法 |
| JP2013119177A (ja) * | 2011-12-06 | 2013-06-17 | Dainippon Printing Co Ltd | 賦型シート、樹脂被覆賦型シート及び光学シートの製造方法 |
| JP2014198440A (ja) * | 2013-03-29 | 2014-10-23 | 大日本印刷株式会社 | 化粧シートの製造方法 |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018171789A (ja) * | 2017-03-31 | 2018-11-08 | 大日本印刷株式会社 | 化粧板及びその製造方法 |
| JP2018171844A (ja) * | 2017-03-31 | 2018-11-08 | 大日本印刷株式会社 | 化粧板及びその製造方法 |
| WO2021065043A1 (ja) * | 2019-09-30 | 2021-04-08 | 大日本印刷株式会社 | 化粧材 |
| WO2021065042A1 (ja) * | 2019-09-30 | 2021-04-08 | 大日本印刷株式会社 | 化粧材 |
| CN111719809A (zh) * | 2020-06-29 | 2020-09-29 | 安徽可尔海思塑业有限公司 | 一种具有散热结构的实木地板及其生产工艺 |
| CN111719809B (zh) * | 2020-06-29 | 2021-12-07 | 安徽可尔海思新材料科技有限公司 | 一种具有散热结构的实木地板及其生产工艺 |
| WO2024063083A1 (ja) * | 2022-09-20 | 2024-03-28 | 大日本印刷株式会社 | 化粧シートおよび樹脂含浸化粧板 |
| WO2024204587A1 (ja) * | 2023-03-31 | 2024-10-03 | 大日本印刷株式会社 | 化粧シート、樹脂含浸化粧板および樹脂含浸化粧板の製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2016148091A1 (ja) | 化粧板及びその製造方法 | |
| JP3756406B2 (ja) | 化粧材 | |
| US7931954B2 (en) | Decorating material | |
| JP4255943B2 (ja) | 化粧材 | |
| JP7180743B2 (ja) | 化粧シート、化粧板及び加飾樹脂成形品 | |
| JP2008221693A (ja) | 賦型シート、樹脂化粧板及びその製造方法 | |
| JP6774647B2 (ja) | 化粧板及びその製造方法 | |
| WO2003101734A1 (fr) | Materiau decoratif et feuille decorative | |
| JP6915489B2 (ja) | 化粧シート並びに該化粧シートを備える化粧板及びその製造方法 | |
| JP6575253B2 (ja) | 化粧板 | |
| JP4831065B2 (ja) | 賦型シート | |
| JP2014184675A (ja) | 化粧シート及びこれを用いた化粧板 | |
| JP6627249B2 (ja) | 化粧シート及び化粧板 | |
| JP6870418B2 (ja) | 樹脂製物品及び離型シート | |
| JP2020049677A (ja) | 化粧シート及び化粧板 | |
| JP4680043B2 (ja) | 化粧材 | |
| US20060269727A1 (en) | Decorative material | |
| JP6786821B2 (ja) | 化粧板の製造方法 | |
| JP6679834B2 (ja) | 化粧シート及び化粧板 | |
| JP6913299B2 (ja) | 化粧板及びその製造方法 | |
| JP2020163830A (ja) | 透明性樹脂フィルム、化粧材、及び、化粧材の製造方法 | |
| JP6902223B2 (ja) | 化粧板及びその製造方法 | |
| JP6716877B2 (ja) | 化粧板 | |
| JP7512899B2 (ja) | 化粧材 | |
| JP2019136877A (ja) | 剥離シート及び該剥離シートを使用した化粧板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16764921 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 16764921 Country of ref document: EP Kind code of ref document: A1 |