WO2016135843A1 - 鋳造装置及び鋳造方法 - Google Patents
鋳造装置及び鋳造方法 Download PDFInfo
- Publication number
- WO2016135843A1 WO2016135843A1 PCT/JP2015/055183 JP2015055183W WO2016135843A1 WO 2016135843 A1 WO2016135843 A1 WO 2016135843A1 JP 2015055183 W JP2015055183 W JP 2015055183W WO 2016135843 A1 WO2016135843 A1 WO 2016135843A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- cavity
- chamber
- mold
- molten metal
- suction device
- Prior art date
Links
- 238000005266 casting Methods 0.000 title claims abstract description 88
- 238000000034 method Methods 0.000 title claims description 41
- 229910052751 metal Inorganic materials 0.000 claims description 123
- 239000002184 metal Substances 0.000 claims description 123
- 230000006837 decompression Effects 0.000 description 35
- 238000004891 communication Methods 0.000 description 22
- 230000007547 defect Effects 0.000 description 14
- 230000008569 process Effects 0.000 description 11
- 238000004519 manufacturing process Methods 0.000 description 10
- 238000007711 solidification Methods 0.000 description 7
- 230000008023 solidification Effects 0.000 description 7
- 229910000838 Al alloy Inorganic materials 0.000 description 5
- 239000000853 adhesive Substances 0.000 description 5
- 230000001070 adhesive effect Effects 0.000 description 5
- 229910052782 aluminium Inorganic materials 0.000 description 4
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 230000009467 reduction Effects 0.000 description 4
- 230000004044 response Effects 0.000 description 4
- 238000002474 experimental method Methods 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- 238000004140 cleaning Methods 0.000 description 2
- 238000004512 die casting Methods 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 238000007789 sealing Methods 0.000 description 2
- 230000011218 segmentation Effects 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 229910001369 Brass Inorganic materials 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 239000010951 brass Substances 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000002485 combustion reaction Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 230000009545 invasion Effects 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D18/00—Pressure casting; Vacuum casting
- B22D18/04—Low pressure casting, i.e. making use of pressures up to a few bars to fill the mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C9/00—Moulds or cores; Moulding processes
- B22C9/06—Permanent moulds for shaped castings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C9/00—Moulds or cores; Moulding processes
- B22C9/06—Permanent moulds for shaped castings
- B22C9/062—Mechanisms for locking or opening moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D18/00—Pressure casting; Vacuum casting
- B22D18/06—Vacuum casting, i.e. making use of vacuum to fill the mould
Definitions
- the present invention relates to a casting apparatus and a casting method. More specifically, the present invention relates to a casting apparatus and a casting method using a structure or the like in which a predetermined divided mold and a divided casing are combined when a cavity is filled with a molten metal.
- the lower part of the stalk is immersed in a molten metal held in the lower part of a pressurizing sealed holding furnace, and opened and closed to the left and right above the stalk communicated above the stalk.
- Install possible molds so that they can move up and down, and define a sealed chamber that covers the molds.
- the suction open / close valve is opened through the communication pipe communicated with the sealed chamber, and the pressure in the sealed chamber is reduced to 100 Torr by a vacuum pump through the vacuum tank in a time of 1 second or less.
- the molten metal surface is pressurized to 0.4 to 1 kg / cm 2 in a time of 1 second or less, The pressure is maintained, and when the casting is solidified, the pressure reduction and the pressure holding are released.
- the air in the cavity is only sucked indirectly by the reduced pressure outside the cavity.
- the degree of decompression or the decompression speed cannot be stabilized within an appropriate range, and the filling property of the molten metal may be lowered.
- Patent Document 1 has a problem that the equipment cost increases because a sealed chamber is provided to cover the entire mold.
- the present invention has been made in view of such problems of the conventional technology. Further, the present invention can reduce the equipment cost and improve the filling property of the molten metal even in the production of a molded product having a complicated shape formed by using, for example, a divided mold and a core.
- An object is to provide an apparatus and a casting method.
- the inventors of the present invention made extensive studies to achieve the above object. As a result, when the molten metal is filled in the cavity, it is found that the above object can be achieved by using a structure in which a predetermined divided mold and a divided casing are combined, and the present invention is completed. It came to.
- the casting apparatus of the present invention includes a divided mold, a divided housing, a chamber suction device, and a cavity suction device.
- the divided mold is used for forming a cavity, and includes a lower mold, an intermediate mold that slides horizontally on the lower mold, and an upper mold.
- the divided casing is used for forming a chamber and includes a lower casing on which a lower mold is mounted and an upper casing on which an upper mold is mounted. Then, while the middle mold is closed on the lower mold and the divided housing is closed, the cavity and the chamber are formed.
- the chamber suction device decompresses at least the inside of the chamber through a chamber pipe connected to the chamber and drawn out of the chamber.
- the cavity suction device decompresses the cavity through a cavity pipe connected to the cavity and drawn out of the chamber.
- the casting method of the present invention is used for forming a cavity, and is used for forming a lower mold, a split mold including a middle mold that slides horizontally on the lower mold, and an upper mold, and a chamber.
- the lower casing having the upper mold and the divided casing including the upper casing having the upper mold mounted thereon are used to close the middle mold on the lower mold and to close the divided casing.
- the present invention is used to form a cavity, and is used to form a lower mold, a middle mold that slides horizontally on the lower mold, and a divided mold including the upper mold, and a chamber.
- the lower casing and the upper casing on which the upper mold is mounted are used, and the middle mold is closed on the lower mold and the split casing is closed.
- at least the inside of the chamber is depressurized through the chamber piping drawn out of the chamber and connected to the chamber by the chamber suction device, and the cavity suction device
- the cavity was decompressed via a cavity pipe connected to the tee and drawn out of the chamber.
- a casting apparatus and a casting method that can reduce the equipment cost and improve the filling property of the molten metal. Can be provided.
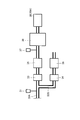
- FIG. 1 is an explanatory view schematically showing a casting apparatus according to the first embodiment of the present invention.
- FIG. 2 is an explanatory view schematically showing the chamber piping and the chamber suction device shown in FIG.
- FIG. 3 is an explanatory view schematically showing a casting apparatus according to the second embodiment of the present invention.
- FIG. 4 is an explanatory view schematically showing an example of a casting method using the casting apparatus according to the first or second embodiment of the present invention.
- FIG. 5 is a perspective view schematically showing a molded product obtained by another example of the casting method using the casting apparatus according to the first or second embodiment of the present invention.
- FIG. 1 is an explanatory view schematically showing a casting apparatus according to the first embodiment of the present invention.
- FIG. 2 is an explanatory view schematically showing the chamber piping and the chamber suction device shown in FIG.
- the casting apparatus 1 of the present embodiment includes a divided mold 10, a divided housing 20, a chamber suction device 30, a cavity suction device 40, a cylinder 50, and a holding furnace 60. , Stoke 70, pressurizing device 80, sensor 90, and control device 100.
- the casting apparatus 1 has a metal melt C such as aluminum or aluminum alloy in the cavity A in which the core B composed of the top core B1, the water jacket core B2 and the port core B3 is disposed, for example.
- a molded product such as a cylinder head (not shown) is filled to manufacture.
- the divided mold 10 is used for forming the cavity A, and includes a lower mold 11, a middle mold 13 that slides horizontally on the lower mold 11, and an upper mold 15.
- template 10 is comprised by the conventionally well-known metal mold
- the core B and the baseboard added to the core B are configured by conventionally known cores and baseboards that can be applied to the molten metal C such as aluminum or aluminum alloy.
- the divided casing 20 is used for forming the chamber D and includes a lower casing 21 to which the lower mold 11 is mounted and an upper casing 23 to which the upper mold 15 is mounted.
- a rubber seal member 25 is disposed at a contact portion between the lower housing 21 and the upper housing 23, and a sealing property between them is ensured.
- casing 20 if it has the pressure
- a divided housing made of the same material as the divided mold may be used, but a divided housing made of a different material may be used.
- a divided housing made of different materials may be used depending on the environment to which each divided housing is applied.
- the lower mold and the lower casing can be attached and detached, and the upper mold and the upper casing can also be attached and detached.
- the cavity A and the chamber D are formed by closing the middle mold 13 on the lower mold 11 and closing the divided casing 20.
- the chamber suction device 30 is connected to the chamber D and decompresses at least the inside of the chamber D via the chamber pipe 32 drawn out of the chamber D.
- the chamber pipe 32 is disposed in the upper housing 23 that is not easily affected even when the molten metal leaks into the chamber D.
- the chamber suction device 30 includes, for example, a pump 30A for sucking (depressurizing) the sealed space to a vacuum or the vicinity thereof.
- the main pipe 32A provided with the chamber suction device 30 is a pressure sensor 31 for detecting the pressure inside the chamber D and the suction flow rate of the main pipe 32A.
- the sub-pipe 32B branched from the main pipe 32A includes a throttle valve 34 that adjusts the suction flow rate through the sub-pipe 32B when opening to the atmosphere, and an open / close valve that controls suction through the sub-pipe 32B. 36 is arranged.
- the cavity suction device 40 is connected to the cavity A and decompresses the cavity A through the cavity pipe 42 drawn out of the chamber D.
- the cavity pipe and the cavity suction apparatus have the same configuration as the chamber pipe and the chamber suction apparatus described above.
- invasion of a molten metal is arrange
- the cylinder 50 is used to drive the middle mold 13 in the horizontal direction, and includes, for example, a cylinder rod 51, a cylinder 53, and a holding portion 55.
- the holding unit 55 also functions as a unit that holds the divided mold 20.
- the cylinder rod 51 penetrates the lower housing 21. This is because the lower housing 21 hardly moves as compared with the upper housing 23, and it is not necessary to move the cylinder together.
- a seal member is provided between the cylinder rod and the lower housing so as to ensure a sealing property between them and to prevent the cylinder rod from sliding.
- a similar cylinder used for sliding the upper mold in the vertical direction may be provided.
- the holding furnace 60 is disposed outside the chamber D and below the divided mold 10 in the state where the cavity A is formed.
- the holding furnace 20 holds the molten metal C.
- the stalk 70 is a flow path of the molten metal C filled in the cavity A, the metal having the upper end portion 70 a connected to the gate 10 a of the divided mold 10 and the lower end portion 70 b held by the holding furnace 60. It is immersed in the molten metal C.
- a conventionally known porous body is disposed at the gate.
- the pressurizing device 80 pressurizes the inside of the holding furnace 60 through a pipe 82 connected to the holding furnace 60. At this time, the pressurizing device 80 may supply the molten metal C held in the holding furnace 60 to the gate 10a.
- examples of the sensor 90 include a sensor having a mold closing sensor 91 for detecting mold closing, but the sensor 90 is not limited to this. That is, although not shown, in addition to this, a molten metal spout arrival sensor for detecting the arrival of the molten metal to the spout, a cavity metal melt filling sensor for detecting the filling of the molten metal in the cavity, and the cavity It is also possible to apply one having a cavity molten metal solidification sensor for detecting solidification of the molten metal.
- Examples of the mold closing sensor 91 include a mold closing sensor to which a conventionally known positioning sensor is applied.
- the temperature sensor arrange
- positioned in a holding furnace are applicable.
- Examples of the cavity metal melt filling sensor include, for example, a temperature sensor and a pressure sensor disposed in a cavity pipe in the vicinity of the cavity, and a molten metal height sensor disposed in a holding furnace.
- a pressure sensor or the like can be applied.
- the cavity metal melt solidification sensor for example, a temperature sensor disposed in a cavity pipe in the vicinity of the cavity can be applied.
- control device 100 controls the pressurizing device 80 according to an input from the mold closing sensor 91, and according to an input from at least one of the mold closing sensor 91 and the pressurizing device 80.
- control data for controlling pressurization and suction according to the position, pressure, temperature, elapsed time from mold closing, and the like acquired in advance by a preliminary experiment are stored in the control device. Store it.
- control device is not limited to the one described above. That is, although not shown in the figure, as a control device, for example, input from at least one of a mold closing sensor, a pressurizing device, a molten metal arrival sensor, a cavity metal melt filling sensor, and a cavity metal melt solidification sensor And controlling the pressurizing device in response to an input from at least one of a mold closing sensor, a pressurizing device, a molten metal spout arrival sensor, a cavity metal melt filling sensor, and a cavity metal melt solidification sensor.
- a control device for example, input from at least one of a mold closing sensor, a pressurizing device, a molten metal arrival sensor, a cavity metal melt filling sensor, and a cavity metal melt solidification sensor.
- An integral or separate control device for controlling the tee suction device can also be applied.
- control data for controlling pressurization and suction may be stored in the control device according to the pressure or temperature acquired in advance by a preliminary experiment.
- each control data mentioned above can be suitably set by the preliminary experiment using various sensors, such as the mold closing sensor mentioned above, a molten metal pouring arrival sensor, a cavity metal molten metal filling sensor, a cavity metal molten metal solidification sensor. .
- the cylinder 50 or the like is divided into a lower mold 11, a divided mold 10 including a middle mold 13 that slides horizontally on the lower mold 11, and an upper mold 15, and a lower mold.
- the cavity A and the chamber D are formed with the housing 20 closed.
- the chamber suction device 30 is connected to the chamber D, and the inside of the chamber D is decompressed via the chamber pipe 32 drawn out of the chamber D. To do.
- the cavity suction device 40 is connected to the cavity A, and the cavity A is drawn through the cavity pipe 42 drawn out of the chamber D. Depressurize the vacuum. At this time, the cavity suction device 40 itself may supply the molten metal C to the entire cavity A. Further, as described above, the cavity suction device 40 may supply the molten metal C supplied to at least the gate 10a by the pressurizing device 80 to the entire cavity A.
- the pressurizing apparatus 40 pressurizes the inside of the holding furnace 60 via the pipe 82 connected to the holding furnace 60, and the molten metal held in the holding furnace 60. You may make it supply C to the gate 10a.
- a predetermined divided mold, a divided housing, a chamber suction device, and a cavity suction device are provided, the middle mold is closed on the lower mold of the predetermined divided mold, and the predetermined divided housing is provided.
- the body closed With the body closed, a cavity and a chamber are formed, and the inside of the chamber is decompressed using a predetermined chamber suction device, and a cavity is formed using the predetermined cavity suction device.
- a divided mold including a lower mold, a middle mold that slides horizontally on the lower mold, and an upper mold, a lower casing to which the lower mold is mounted, and an upper casing to which the upper mold is mounted.
- a chamber volume by using a predetermined structure in which a cavity and a chamber are formed when the middle mold is closed on the lower mold and the divided casing is closed. Can be reduced. Thereby, the filling property of the molten metal can be improved, such as reducing defects due to air entrainment and increasing the casting speed.
- the degree of decompression and the depressurization speed depend on the clearance of the dividing surface of the dividing mold and the chamber volume outside the cavity. Can also be reduced. Therefore, the degree of decompression and the decompression speed can be stabilized within an appropriate range.
- a suitable example of the appropriate gap size on the side surface of the divided mold in the chamber is a size that allows the molded product to be taken out when the middle mold is slid in the horizontal direction. Can be mentioned. Further, the equipment cost can be reduced by reducing the chamber volume in this way.
- the size of the chamber suction device or the like can be made smaller than before, and the facility cost can be further reduced. Furthermore, it is possible to dispose the cylinder outside the chamber. In this case, for example, the workability of a mold internal cleaning process, a core set preparation work process, a core air blow process, etc. described later is improved. You can also.
- the cavity suction device using the cavity suction device, the cavity is directly depressurized through the cavity pipe connected to the cavity and drawn out of the chamber, so that the division in the degree of decompression and the decompression speed is achieved. It is possible to reduce the dependence on the separation surface of the mold, the cavity volume, and the chamber volume outside the cavity. Therefore, the degree of decompression and the decompression speed can be stabilized within an appropriate range. Thereby, the filling property of the molten metal can be improved, for example, the casting speed can be increased.
- the suction device for the chamber only the suction device for the cavity is used by decompressing the inside of the chamber through the piping for the chamber connected to the chamber and drawn out to the outside of the chamber. Inflow of air from the clearance of the split surface of the split mold, which can occur when the cavity is directly decompressed, is suppressed or prevented. Thereby, the filling property of a molten metal can be improved, such as being able to reduce the defect by air entrainment.
- the molten metal held in the holding furnace disposed at the lower part of the divided mold is inserted into the cavity formed by the divided mold, and the upper end portion of the divided mold is used.
- the holding furnace is pressurized by the inside of the holding furnace. It is preferable that a pressurizing device that supplies the held molten metal to at least the pouring gate is provided, and the suction device for the cavity supplies at least the molten metal supplied to the pouring gate to the entire cavity. Thereby, the filling property of the molten metal can be further improved.
- the pressurizing device to pressurize the inside of the holding furnace, supplying the molten metal to at least the gate, the molten metal held in the holding furnace can be divided using the divided mold and the core.
- suction resistance in the cavity having a complicated shape which is an impediment to improving the filling property.
- the inflow of air from the clearance of the split surface of the split mold which can occur when the cavity is directly decompressed using only the cavity suction device, is suppressed or prevented. This reduces energy loss used in manufacturing and reduces defects due to air entrainment, compared to supplying molten metal to the entire cavity using only the cavity suction device. This makes it possible to improve the filling property of the molten metal.
- the present invention is a low-pressure casting method in which the molten metal is filled into the cavity at low speed and low pressure, rather than being applied to the die casting method in which the molten metal is filled into the cavity at high speed and high pressure. It is effective to apply to. This is because the air flowing in the low-pressure casting method and the air that originally exists are easier to reduce the filling property of the molten metal than the air flowing in the die-casting method.
- the mold closing sensor for detecting mold closing and the pressurizing device are controlled in accordance with the signal from the mold closing sensor, and the mold closing sensor and the pressurizing device are controlled.
- the chamber suction device is controlled in response to a signal from at least one of the pressure devices, and the cavity suction device is controlled in response to a signal from at least one of the mold closing sensor and the pressure device. It is preferable to provide an integral or separate control device.
- the predetermined suction is performed by the chamber suction device, and the predetermined suction (decompression) is performed by the cavity suction device. It is possible to further reduce the energy loss used at the time, further stabilize the casting speed within an appropriate range, and reduce defects due to air entrainment. Thereby, the filling property of the molten metal can be further improved.
- FIG. 3 is an explanatory view schematically showing a casting apparatus according to the second embodiment of the present invention.
- symbol same as them is attached
- subjected and description is abbreviate
- the casting apparatus 1 ⁇ / b> A of the present embodiment uses a split mold 10 having a communication path 10 b that communicates the cavity A and the space Da of the chamber D that is outside the split mold 10. Is different.
- 10b shown by the dotted line in FIG. 3 is a communication path arranged at a position where it does not interfere with the chamber pipe 42.
- a top core B1 and a port core B3 are disposed with respect to the suction port 10c of the communication path 10b.
- 13A and 15A which are each shown with the continuous line and dotted line in a figure are the steel materials similar to the middle mold 13 and the upper mold 15 used in order to form the very thin communication path
- the molten metal is contained in the middle.
- the core gas generated by combustion or the like can be released through the communication path, and the rise in pressure in the cavity can be reduced.
- the core gas or the like can be discharged through the communication path, so that gas defects can be reduced.
- the filling property of the molten metal can be improved.
- examples of the communication path include an extremely narrow passage resistance and a large passage resistance as compared with the cavity pipe.
- the pressure is not reduced immediately after the pressure inside the chamber.
- this makes it impossible to directly discharge the core gas and the like from the cavity through the cavity pipe, and can discharge the core gas and the like through the communication path when the pressure of the cavity increases. .
- the core or the baseboard added to the core is disposed with respect to the suction port of the communication path.
- the core and the baseboard with respect to the suction port of the communication path, the core generated by burning the adhesive contained in the core when the molten metal contacts the core Gas can be efficiently released through the communication path and the chamber piping.
- the filling property of the molten metal can be further improved, for example, gas defects can be further reduced.
- the communication path is formed in at least one of the middle mold, the upper mold, and between the middle mold and the upper mold.
- the core gas generated by the burning of the adhesive contained in the core when the molten metal contacts the core is generated. It is possible to escape efficiently through the communication path and the chamber piping. In addition, it is possible to further stabilize the casting speed within an appropriate range and reduce defects due to air entrainment. Thereby, the filling property of the molten metal can be further improved, for example, gas defects can be further reduced.
- the casting method of this embodiment includes a step (1), a step (3), and a step (4).
- the step (1) is used for forming the cavity, and is used for forming the lower mold, the divided mold including the middle mold that slides horizontally on the lower mold, and the upper mold, and the chamber.
- the lower casing having the upper mold and the divided casing including the upper casing having the upper mold mounted thereon are used to close the middle mold on the lower mold and to close the divided casing.
- This is a step of forming a cavity and a chamber.
- Step (3) is a step in which, after step (1), at least the inside of the chamber is decompressed through a chamber pipe connected to the chamber by a chamber suction device and drawn out of the chamber. .
- the step (4) after the step (1), preferably after the step (3), the cavity pipe connected to the cavity by the cavity suction device and drawn out of the chamber is provided. The cavity is depressurized.
- the lower mold which is used for forming the cavity
- the middle mold which slides horizontally on the lower mold, and the upper mold, and the chamber, and the lower mold is mounted.
- the divided casing including the upper casing with the side casing and the upper mold the middle mold is closed on the lower mold, and the cavity and chamber are closed with the divided casing closed.
- the inside of the chamber is depressurized via the chamber piping connected to the chamber by the chamber suction device and drawn out of the chamber, and the cavity suction device
- the cavity suction device For example, by dividing the cavity through a cavity pipe connected and drawn out of the chamber, for example, a divided mold Also in the production of molded articles having a complicated shape so as to form with the core, as well as to reduce the facility cost, it is possible to improve the filling property of the molten metal.
- the molten metal held in the holding furnace disposed at the lower part of the divided mold is connected to the cavity formed by the divided mold, and the upper end portion is connected to the gate of the divided mold.
- the step (1) and after the step (3) and the step ( 4) includes a step (2) of supplying the molten metal held in the holding furnace to at least the gate by pressurizing the inside of the holding furnace by the pressurizing device, and in step (4), the molten metal is supplied to at least the gate. It is preferable to supply the molten metal to the entire cavity. Thereby, the filling property of the molten metal can be further improved.
- the pressurizing device to pressurize the inside of the holding furnace, supplying the molten metal to at least the gate, the molten metal held in the holding furnace can be divided using the divided mold and the core.
- suction resistance in the cavity having a complicated shape which is an impediment to improving the filling property.
- the inflow of air from the clearance of the split surface of the split mold which can occur when the cavity is directly decompressed using only the cavity suction device, is suppressed or prevented. This reduces energy loss used in manufacturing and reduces defects due to air entrainment, compared to supplying molten metal to the entire cavity using only the cavity suction device. This makes it possible to improve the filling property of the molten metal.
- the predetermined suction is performed by the chamber suction device and the predetermined suction (decompression) is performed by the cavity suction device. It is preferable to
- the predetermined pressurization by the pressurizing device means that pressurization of the inside of the holding furnace by the pressurizing device is started, and then the inside of the holding furnace by the pressurizing device is increased until the molten metal reaches the gate.
- the pressure is continued, and pressurization inside the holding furnace by the pressurizing device is continued or maintained until the molten metal is supplied to the entire cavity, and further, the molten metal is solidified until the molten metal in the entire cavity is solidified. It means that the pressurization inside the holding furnace is continued or held by the pressure device, and then the pressurization inside the holding furnace by the pressurization device is terminated.
- the predetermined suction (decompression) by the chamber suction device is connected to the chamber by the chamber suction device from the start of pressurization inside the holding furnace by the pressurization device until the molten metal reaches the gate.
- the decompression of the inside of the chamber through the chamber pipe is started, and then the decompression of the inside of the chamber through the chamber pipe by the chamber suction device is continued until the molten metal is supplied to the entire cavity or And hold or hold the pressure inside the chamber through the chamber pipe by the chamber suction device until the molten metal in the entire cavity is solidified, and then the inside of the holding furnace by the pressure device.
- the pressurization is completed, the internal pressure reduction of the chamber via the chamber piping by the chamber suction device must be terminated.
- the internal pressure of the chamber is lower than the internal pressure of the cavity described later at the final ultimate pressure.
- the predetermined suction (decompression) by the cavity suction device is the pressure reduction of the cavity via the cavity piping connected to the cavity by the cavity suction device when the molten metal reaches the gate. Then, until the molten metal is supplied to the entire cavity, the decompression of the cavity is continued through the cavity piping by the suction device for the cavity, and then the molten metal is supplied to the entire cavity. The end of the decompression of the cavity through the cavity piping by the cavity suction device after the end of the decompression of the inside of the chamber through the chamber piping by the chamber suction device. .
- the predetermined suction is performed by the chamber suction device, and the predetermined suction (decompression) is performed by the cavity suction device. It is possible to further reduce the energy loss used at the time, further stabilize the casting speed within an appropriate range, and reduce defects due to air entrainment. Thereby, the filling property of the molten metal can be further improved.
- the metal decompression is continued or held through the chamber piping by the chamber suction device until the molten metal is supplied to the entire cavity, or the entire cavity
- the above-described communication path by the chamber suction device and the cavity through the chamber piping are used.
- the pressurization of the inside of the holding furnace by the pressurizer is finished, the decompression of the cavity through the communication path and the chamber pipe is terminated by the chamber suction device. Is preferred.
- the core gas generated by burning the adhesive contained in the core when the molten metal contacts the core is connected to the communication path and the chamber piping. Can be escaped through.
- the filling property of the molten metal can be further improved, for example, gas defects can be reduced.
- FIG. 4 is an explanatory view schematically showing an example of a casting method using a casting apparatus according to an embodiment of the present invention.
- a conventionally known mold internal cleaning step step (A)
- core set preparation work step step ( B)
- a core air blow process process (C)
- a mold closing process process (D)
- a conventionally known cooling process process (F)
- mold opening process as a subsequent process of the casting process.
- L1 indicates the pressure inside the holding furnace, and for example, a value detected by a pressure sensor disposed in the pipe can be applied.
- the value of the pressurization force by a pressurization apparatus can also be applied.
- L2 indicates the pressure inside the chamber, and for example, a value detected by a pressure sensor provided in the chamber piping can be applied.
- the value of the decompression force by the chamber suction device can also be applied.
- L3 indicates the pressure of the cavity, and for example, a value detected by a pressure sensor disposed in the cavity pipe can be applied.
- the value of the decompression force by a cavity suction device can also be applied.
- T1 indicating when the mold is closed
- pressurization of the inside of the holding furnace by the pressurizer is started.
- pressurization of the inside of the holding furnace by the pressurizer is continued until T2 indicating when the molten metal reaches the gate.
- pressurization of the inside of the holding furnace by the pressurizing device is continued or held until T3 indicating when the molten metal is supplied to the entire cavity.
- the internal pressure of the holding furnace by the pressurizer is continued or held until T4, which indicates when the molten metal in the entire cavity is solidified, and then the internal pressurization of the hold furnace by the pressurizer is terminated.
- T5 indicates the time when the pressurization by the pressurization device (and the decompression by the chamber suction device described later) is released
- T6 indicates the time when the temperature of the molded product is lowered to a mold-releasing strength.
- the chamber suction chamber is used for the chamber between T1 indicating the start of pressurization inside the holding furnace by the pressurizing device and T2 indicating the time when the molten metal reaches the gate.
- Depressurization inside the chamber is started via the connected chamber piping.
- the vacuum inside the chamber is continued through the chamber piping by the chamber suction device until T3 indicating that the molten metal is supplied to the entire cavity, and further, the molten metal in the entire cavity is solidified.
- the pressure inside the chamber is continued through the chamber piping by the chamber suction device until T4 indicates.
- T5 indicating the end of pressurization of the inside of the holding furnace by the pressurizer
- the decompression of the interior of the chamber via the chamber pipe by the chamber suction device is terminated.
- FIG. 5 is a perspective view schematically showing a molded product obtained by another example of the casting method using the casting apparatus according to the first or second embodiment of the present invention.
- the molded product E is a cylinder head made of aluminum alloy, and has a shape corresponding to the shape of the cavity of the divided mold.
- Ea in a figure shows the burr
- the present invention is not limited to this, and for example, iron, copper, brass, and the like can be applied.
- the cylinder head is exemplified as a molded product having a complicated shape that is formed by using a divided mold and a core.
- the present invention is not limited to this, and the cylinder block is not limited thereto. Can also be applied.
- the cylinder is disposed outside the chamber, but the present invention is not limited to this, and the cylinder may be disposed inside the chamber.
- the pressurizing device that pressurizes the inside of the holding furnace is used when supplying the molten metal to the pouring gate is illustrated, but the present invention is not limited to this. Instead, the molten metal may be supplied to at least the gate using an electromagnetic pump.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
- Casting Support Devices, Ladles, And Melt Control Thereby (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Abstract
Description
まず、本発明の第1の実施形態に係る鋳造装置について図面を参照しながら詳細に説明する。図1は、本発明の第1の実施形態に係る鋳造装置を模式的に示す説明図である。また、図2は、図1に示すチャンバー用配管及びチャンバー用吸引装置を模式的に示す説明図である。
次に、本発明の第2の実施形態に係る鋳造装置について図面を参照しながら詳細に説明する。図3は、本発明の第2の実施形態に係る鋳造装置を模式的に示す説明図である。なお、上記の実施形態において説明したものと同等のものについては、それらと同一の符号を付して説明を省略する。
次に、本発明の第3の実施形態に係る鋳造方法、具体的には、本発明の第1又は第2の実施形態に係る鋳造装置を使用した鋳造方法について詳細に説明する。なお、本発明の鋳造方法は、必ずしも本発明の鋳造装置を使用する必要はないが、本発明の鋳造装置を使用することが好ましい。
10 分割鋳型
10a 湯口
10b 連通経路
10c 吸引口
11 下鋳型
13 中鋳型
13A,15A 鋼材
15 上鋳型
20 分割筐体
21 下側筐体
23 上側筐体
25 ゴム製シール部材
30 チャンバー用吸引装置
30A ポンプ
31,37 圧力センサー
32 チャンバー用配管
32A 主配管
32B 副配管
33,34 絞りバルブ
35,36 開閉バルブ
39 タンク
40 キャビティー用吸引装置
42 キャビティー用配管
50 シリンダー
51 シリンダーロッド
53 シリンダー
55 保持部
60 保持炉
70 ストーク
70a 上端部
70b 下端部
80 加圧装置
82 配管
90 センサー
91 型閉じセンサー
100 制御装置
A キャビティー
B 中子
B1 トップ中子
B2 ウォータージャケット中子
B3 ポート中子
C 金属溶湯
D チャンバー
Da 空間
E 成形品
Ea バリ
Claims (4)
- キャビティーの形成に用いられ、下鋳型と、該下鋳型上で水平方向にスライドする中鋳型と、上鋳型とを含む分割鋳型と、
チャンバーの形成に用いられ、上記下鋳型が装着された下側筐体と、上記上鋳型が装着された上側筐体とを含む分割筐体であって、該下鋳型上で上記中鋳型を閉じた状態とするとともに、該分割筐体を閉じた状態とすることで、上記キャビティーと上記チャンバーとを形成する分割筐体と、
上記チャンバーに接続され、かつ、該チャンバーの外部に引き出されたチャンバー用配管を介して少なくとも該チャンバーの内部を減圧するチャンバー用吸引装置と、
上記キャビティーに接続され、かつ、上記チャンバーの外部に引き出されたキャビティー用配管を介して該キャビティーを減圧するキャビティー用吸引装置と、を備えた、
ことを特徴とする鋳造装置。 - 分割鋳型で形成されたキャビティーに、該分割鋳型の下部に配設された保持炉に保持された金属溶湯を、上端部が該分割鋳型の湯口に接続され、かつ、下端部が該保持炉に保持された該金属溶湯に浸漬されたストークを介して充填して成形品を製造する鋳造装置であって、
上記保持炉の内部の加圧により該保持炉に保持された上記金属溶湯を少なくとも上記湯口まで供給する加圧装置を備え、
上記キャビティー用吸引装置が、少なくとも上記湯口まで供給された上記金属溶湯を上記キャビティー全体に供給する
ことを特徴とする請求項1に記載の鋳造装置。 - キャビティーの形成に用いられ、下鋳型、該下鋳型上で水平方向にスライドする中鋳型、及び上鋳型を含む分割鋳型と、チャンバーの形成に用いられ、該下鋳型が装着された下側筐体及び該上鋳型が装着された上側筐体を含む分割筐体とを用いて、該下鋳型上で該中鋳型を閉じた状態とするとともに、該分割筐体を閉じた状態として、該キャビティーと該チャンバーとを形成する工程(1)と、
上記工程(1)の後に、チャンバー用吸引装置により上記チャンバーに接続され、かつ、該チャンバーの外部に引き出されたチャンバー用配管を介して少なくとも該チャンバーの内部を減圧する工程(3)と、
上記工程(1)の後に、キャビティー用吸引装置により上記キャビティーに接続され、かつ、上記チャンバーの外部に引き出されたキャビティー用配管を介して該キャビティーを減圧する工程(4)と、を含む
ことを特徴とする鋳造方法。 - 分割鋳型で形成されたキャビティーに、該分割鋳型の下部に配設された保持炉に保持された金属溶湯を、上端部が該分割鋳型の湯口に接続され、かつ、下端部が該保持炉に保持された該金属溶湯に浸漬されたストークを介して充填して成形品を製造するに際して、
上記工程(1)の後で、かつ、上記工程(3)及び上記工程(4)の前に、加圧装置による上記保持炉の内部の加圧により該保持炉に保持された上記金属溶湯を少なくとも上記湯口まで供給する工程(2)を含み、
上記工程(4)において、少なくとも上記湯口まで供給された上記金属溶湯を上記キャビティー全体に供給する
ことを特徴とする請求項3に記載の鋳造方法。
Priority Applications (10)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US15/552,695 US10286449B2 (en) | 2015-02-24 | 2015-02-24 | Casting device and casting method |
| KR1020177025500A KR20170110152A (ko) | 2015-02-24 | 2015-02-24 | 주조 장치 및 주조 방법 |
| CN201580076358.5A CN107249784B (zh) | 2015-02-24 | 2015-02-24 | 铸造装置及铸造方法 |
| MX2017010453A MX370049B (es) | 2015-02-24 | 2015-02-24 | Dispositivo de colada y metodo de colada. |
| BR112017017891-5A BR112017017891B1 (pt) | 2015-02-24 | 2015-02-24 | Dispositivo de moldagem e método de moldagem |
| PCT/JP2015/055183 WO2016135843A1 (ja) | 2015-02-24 | 2015-02-24 | 鋳造装置及び鋳造方法 |
| KR1020187035775A KR101994062B1 (ko) | 2015-02-24 | 2015-02-24 | 주조 장치 및 주조 방법 |
| RU2017133001A RU2653747C1 (ru) | 2015-02-24 | 2015-02-24 | Литейное устройство и способ литья |
| EP15883141.2A EP3263247B1 (en) | 2015-02-24 | 2015-02-24 | Casting device and casting method |
| JP2017501591A JP6439999B2 (ja) | 2015-02-24 | 2015-02-24 | 鋳造装置及び鋳造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2015/055183 WO2016135843A1 (ja) | 2015-02-24 | 2015-02-24 | 鋳造装置及び鋳造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016135843A1 true WO2016135843A1 (ja) | 2016-09-01 |
Family
ID=56788058
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/055183 WO2016135843A1 (ja) | 2015-02-24 | 2015-02-24 | 鋳造装置及び鋳造方法 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US10286449B2 (ja) |
| EP (1) | EP3263247B1 (ja) |
| JP (1) | JP6439999B2 (ja) |
| KR (2) | KR101994062B1 (ja) |
| CN (1) | CN107249784B (ja) |
| BR (1) | BR112017017891B1 (ja) |
| MX (1) | MX370049B (ja) |
| RU (1) | RU2653747C1 (ja) |
| WO (1) | WO2016135843A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115044807A (zh) * | 2022-05-11 | 2022-09-13 | 玉环凯凌机械集团股份有限公司 | 一种飞机座舱盖悬挂装置及制备方法 |
| US11813670B2 (en) * | 2019-12-23 | 2023-11-14 | Honda Foundry Co., Ltd. | Casting method, and casting device |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107900311B (zh) * | 2017-11-10 | 2023-12-05 | 湖北三江航天万峰科技发展有限公司 | 薄壁舱体整体成形模具及其成形方法 |
| CN108723338A (zh) * | 2018-05-31 | 2018-11-02 | 铜陵和武机械制造有限责任公司 | 一种基于铸件构造分段式的低压铸模供压调控装置系统 |
| CN109622922A (zh) * | 2019-01-31 | 2019-04-16 | 重庆长安汽车股份有限公司 | 一种铸造装置 |
| CN112808974B (zh) * | 2021-03-24 | 2022-12-27 | 福建福州闽大机械制造有限公司 | 一种连接固定钣金的铸造工艺 |
| KR102617536B1 (ko) * | 2021-06-10 | 2023-12-27 | 주식회사 캐스트맨 | 용해로-보온로 일체형 가압 주조 장치 |
| KR102409575B1 (ko) * | 2021-12-20 | 2022-06-22 | (주)서영 | 주조 품질 향상을 위한 진공 모듈 장치 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000005865A (ja) * | 1998-06-22 | 2000-01-11 | Chuo Motor Wheel Co Ltd | 吸引鋳造方法及び吸引鋳造装置 |
| WO2004002658A1 (ja) * | 2002-06-26 | 2004-01-08 | Yamaha Hatsudoki Kabushiki Kaisha | アルミニウム合金の真空ダイカスト鋳造方法及び鋳造装置並びにアルミニウム合金製品 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58196161A (ja) | 1982-05-11 | 1983-11-15 | Toyota Motor Corp | 吸引鋳造方法及び装置 |
| US4791977A (en) | 1987-05-07 | 1988-12-20 | Metal Casting Technology, Inc. | Countergravity metal casting apparatus and process |
| US4875518A (en) | 1987-08-21 | 1989-10-24 | Honda Giken Kogyo Kabushiki Kaisha | Method of and apparatus for low-pressure casting of light metal alloy |
| JP3115384B2 (ja) | 1991-12-25 | 2000-12-04 | マツダ株式会社 | 低圧鋳造方法およびその装置 |
| JP2933255B2 (ja) | 1992-10-01 | 1999-08-09 | 新東工業株式会社 | 吸引差圧鋳造方法 |
| RU2172227C2 (ru) * | 1995-04-25 | 2001-08-20 | Даидо Токусуко Кабусики Кайся | Способ литья металла и устройство для его осуществления |
| JPH0957422A (ja) | 1995-08-24 | 1997-03-04 | Toyota Motor Corp | 減圧鋳造法 |
| JPH10166134A (ja) | 1996-12-09 | 1998-06-23 | Nabeya Kogyo Kk | 吸引鋳造装置 |
| JP3808167B2 (ja) * | 1997-05-01 | 2006-08-09 | Ykk株式会社 | 金型で加圧鋳造成形された非晶質合金成形品の製造方法及び装置 |
| JP3410331B2 (ja) | 1997-06-13 | 2003-05-26 | 新東工業株式会社 | 低融点金属中子の製造装置 |
| JP4352397B2 (ja) * | 2004-04-01 | 2009-10-28 | 新東工業株式会社 | 減圧鋳型造型の注湯方法 |
| JP6114533B2 (ja) * | 2012-10-30 | 2017-04-12 | 株式会社ユニフレックス | 撹拌機洗浄装置 |
| JP5527451B1 (ja) * | 2013-03-21 | 2014-06-18 | 宇部興産機械株式会社 | 鋳造装置 |
| CN103624237B (zh) | 2013-12-16 | 2015-08-05 | 河南理工大学 | 一种镁合金反重力铸造装置及其方法 |
| CN104028729A (zh) * | 2014-05-09 | 2014-09-10 | 西北工业大学 | 一种钛合金构件真空低压铸造成形装置 |
-
2015
- 2015-02-24 US US15/552,695 patent/US10286449B2/en active Active
- 2015-02-24 KR KR1020187035775A patent/KR101994062B1/ko active IP Right Grant
- 2015-02-24 EP EP15883141.2A patent/EP3263247B1/en active Active
- 2015-02-24 MX MX2017010453A patent/MX370049B/es active IP Right Grant
- 2015-02-24 JP JP2017501591A patent/JP6439999B2/ja active Active
- 2015-02-24 KR KR1020177025500A patent/KR20170110152A/ko active Application Filing
- 2015-02-24 BR BR112017017891-5A patent/BR112017017891B1/pt active IP Right Grant
- 2015-02-24 RU RU2017133001A patent/RU2653747C1/ru active
- 2015-02-24 WO PCT/JP2015/055183 patent/WO2016135843A1/ja active Application Filing
- 2015-02-24 CN CN201580076358.5A patent/CN107249784B/zh active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000005865A (ja) * | 1998-06-22 | 2000-01-11 | Chuo Motor Wheel Co Ltd | 吸引鋳造方法及び吸引鋳造装置 |
| WO2004002658A1 (ja) * | 2002-06-26 | 2004-01-08 | Yamaha Hatsudoki Kabushiki Kaisha | アルミニウム合金の真空ダイカスト鋳造方法及び鋳造装置並びにアルミニウム合金製品 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11813670B2 (en) * | 2019-12-23 | 2023-11-14 | Honda Foundry Co., Ltd. | Casting method, and casting device |
| CN115044807A (zh) * | 2022-05-11 | 2022-09-13 | 玉环凯凌机械集团股份有限公司 | 一种飞机座舱盖悬挂装置及制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| MX370049B (es) | 2019-11-29 |
| BR112017017891A2 (ja) | 2018-04-10 |
| BR112017017891B1 (pt) | 2021-06-01 |
| JP6439999B2 (ja) | 2018-12-26 |
| US10286449B2 (en) | 2019-05-14 |
| RU2653747C1 (ru) | 2018-05-14 |
| KR20170110152A (ko) | 2017-10-10 |
| MX2017010453A (es) | 2017-11-28 |
| KR20180135096A (ko) | 2018-12-19 |
| EP3263247A1 (en) | 2018-01-03 |
| EP3263247A4 (en) | 2018-05-16 |
| CN107249784A (zh) | 2017-10-13 |
| KR101994062B1 (ko) | 2019-06-27 |
| JPWO2016135843A1 (ja) | 2017-11-24 |
| EP3263247B1 (en) | 2019-06-05 |
| CN107249784B (zh) | 2019-06-21 |
| US20180029114A1 (en) | 2018-02-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6439999B2 (ja) | 鋳造装置及び鋳造方法 | |
| JP5527451B1 (ja) | 鋳造装置 | |
| JP5772683B2 (ja) | 鋳造方法及び鋳造装置 | |
| WO2015151701A1 (ja) | 鋳造方法及び鋳造装置 | |
| JP5550613B2 (ja) | Pfダイカスト装置用減圧・酸素充填装置 | |
| JP6489500B2 (ja) | 鋳造装置及び鋳造方法 | |
| KR100870596B1 (ko) | 다이캐스트 장치 및 주조 방법 | |
| JP6406509B2 (ja) | 鋳造装置及び鋳造方法 | |
| KR20190023453A (ko) | 고진공 다이캐스팅 고압 공정을 이용한 다이캐스팅 금형의 진공배기 시스템 | |
| JP6485696B2 (ja) | 加圧鋳造装置及び鋳造方法 | |
| JP6460326B2 (ja) | 鋳造装置及び鋳造方法 | |
| CN107107180B (zh) | 低压铸造方法及低压铸造装置 | |
| JP6183272B2 (ja) | 鋳造装置及び鋳造方法 | |
| JP6406510B2 (ja) | 鋳造方法及び鋳造装置 | |
| JP5706265B2 (ja) | 鋳造用金型装置 | |
| WO2018025677A1 (ja) | ダイカストマシン | |
| JP5814564B2 (ja) | 加圧鋳造方法とその装置 | |
| JP2008207236A (ja) | 減圧ダイカスト装置及び減圧ダイカスト方法 | |
| JP2010240732A (ja) | 鋳造装置および鋳造方法 | |
| JP2005313231A (ja) | 鋳造方法および鋳造装置 | |
| JP2003200251A (ja) | 低圧鋳造方法及び低圧鋳造装置 | |
| WO2016185610A1 (ja) | 鋳造装置の圧力制御方法 | |
| JP2005313189A (ja) | 減圧鋳型造型の注湯方法及び鋳物 | |
| JP2003251452A (ja) | 鋳造装置 | |
| JP2015205318A (ja) | 鋳造用湯口部材及びこれを用いた低圧鋳造装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15883141 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2017501591 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2017/010453 Country of ref document: MX |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112017017891 Country of ref document: BR |
|
| REEP | Request for entry into the european phase |
Ref document number: 2015883141 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 20177025500 Country of ref document: KR Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2017133001 Country of ref document: RU Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 112017017891 Country of ref document: BR Kind code of ref document: A2 Effective date: 20170821 |