WO2016072177A1 - 書籍の製造装置及び方法 - Google Patents
書籍の製造装置及び方法 Download PDFInfo
- Publication number
- WO2016072177A1 WO2016072177A1 PCT/JP2015/077669 JP2015077669W WO2016072177A1 WO 2016072177 A1 WO2016072177 A1 WO 2016072177A1 JP 2015077669 W JP2015077669 W JP 2015077669W WO 2016072177 A1 WO2016072177 A1 WO 2016072177A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- book
- feeder
- cover
- bookbinding
- printing
- Prior art date
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J11/00—Devices or arrangements of selective printing mechanisms, e.g. ink-jet printers or thermal printers, for supporting or handling copy material in sheet or web form
- B41J11/36—Blanking or long feeds; Feeding to a particular line, e.g. by rotation of platen or feed roller
- B41J11/42—Controlling printing material conveyance for accurate alignment of the printing material with the printhead; Print registering
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J29/00—Details of, or accessories for, typewriters or selective printing mechanisms not otherwise provided for
- B41J29/38—Drives, motors, controls or automatic cut-off devices for the entire printing mechanism
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42C—BOOKBINDING
- B42C1/00—Collating or gathering sheets combined with processes for permanently attaching together sheets or signatures or for interposing inserts
- B42C1/12—Machines for both collating or gathering and permanently attaching together the sheets or signatures
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42C—BOOKBINDING
- B42C19/00—Multi-step processes for making books
- B42C19/02—Multi-step processes for making books starting with single sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H37/00—Article or web delivery apparatus incorporating devices for performing specified auxiliary operations
- B65H37/06—Article or web delivery apparatus incorporating devices for performing specified auxiliary operations for folding
Abstract
設備の大型化や作業者の負担を抑えながら種々の書籍を生産でき、オーダチェンジの際にも連続的に生産することができるようにする。 印刷部1は、ウェブに書籍の本文の画像と共に書籍を特定する主マーク55を印刷するウェブ式デジタル印刷機12と、ウェブを重ね折りして横断裁することで折丁を形成する折機13と、折丁を積み重ねて形成した折丁束を排出する印刷部搬送装置15と、を有し、製本部2は、排出された折丁束を受け取る製本部搬送装置20と、一冊分の用紙束の背面を結合して綴じる綴じ機22と、折丁束から主マークを読み取る主読取装置50と、複数のフィーダ容器の中から読み取られた主マークの情報から特定のフィーダ容器を選択してセットされた追加頁を丁合機等の製本加工部に供給するフィーダユニット27と、を有する。
Description
本発明は、印刷部と製本部とを有する書籍の製造装置及び印刷工程と製本工程とを有する書籍の製造方法に関するものである。
書籍類を製造するには、印刷部に備えた印刷機によって用紙に各頁の印刷を行なう印刷工程と、印刷工程で印刷された用紙を製本部に備えた製本装置によって順に積み重ねて束にして綴じる製本工程とが必要である。
印刷工程において、例えば印刷用紙にウェブ(連続紙)を用いるウェブ式オフセット印刷機により印刷を行なう場合には、用紙の表裏に同時に複数頁分の本文(中本)の印刷を行なって、印刷機の下流に装備した折機によって、4頁,8頁,12頁,16頁又は32頁(多くの場合、8頁~16頁)単位の折丁の形で排出される。また、通常は、別の印刷機で口絵や表紙やカバーや帯等も印刷し、用意される。
製本工程で用いる製本装置には、例えば図6に示すように、丁合機210,無線綴じ機220,表紙挿し機230,乾燥機240,三方断裁機250,カバー帯掛け機260を順に装備したものがある。また、丁合機210や表紙挿し機230やカバー帯掛け機260には、各用紙を供給するフィーダ211,231,261がそれぞれ装備されている。各フィーダ211,231,261には、各印刷工程においてウェブ式オフセット印刷機200等で得られた折丁や口絵や表紙やカバーや帯等が予めセットされる。
丁合機210には、用紙の搬送方向に沿って複数のフィーダ211a~211nが並設されており、各フィーダ211a~211n(各フィーダ211a~211nを区別しない場合は符号211で示す)には頁順(昇順または降順)に折丁や口絵がそれぞれセットされている。丁合機210では、各フィーダ211a~211nから折丁や口絵を頁順に受け取り、これらを積み重ねながら一冊分の用紙束を作って、無線綴じ機220に送給する。
無線綴じ機220では、一冊分の用紙束の背面に糊を付けて用紙束を綴じて表紙挿し機230に送給する。
表紙挿し機230では、フィーダ231にセットされた厚紙の表紙を受け取り、用紙束の背面の糊が乾く前に表紙をその背面側に接着して表紙込みの冊子を完成させ、この冊子を乾燥機240に送給する。
乾燥機240では、冊子の背面の糊を乾燥させ三方断裁機250に送給する。
三方断裁機250では、冊子の背面以外を三方断裁してカバー帯掛け機260に送給する。
表紙挿し機230では、フィーダ231にセットされた厚紙の表紙を受け取り、用紙束の背面の糊が乾く前に表紙をその背面側に接着して表紙込みの冊子を完成させ、この冊子を乾燥機240に送給する。
乾燥機240では、冊子の背面の糊を乾燥させ三方断裁機250に送給する。
三方断裁機250では、冊子の背面以外を三方断裁してカバー帯掛け機260に送給する。
カバー帯掛け機260には、用紙の搬送方向に沿って複数のフィーダ261a~261c(各フィーダ261a~261cを区別しない場合は符号261で示す)が並設されており、各フィーダ261a~261cにはカバーや帯やスリップ(ISBNを書いた短冊)がそれぞれセットされている。カバー帯掛け機260では、各フィーダ261a~261cにセットされたカバーや帯やスリップ(ISBNを書いた短冊)を順に受け取り、カバーや帯を冊子の外側に掛けて、スリップを冊子に挿入する。
また、図示しないが、その後、何冊かの単位で結束して書籍の製造を完了する。
また、図示しないが、その後、何冊かの単位で結束して書籍の製造を完了する。
ところで、特許文献1,2には、枚葉紙を用いて印刷を行ない、比較的頁数も少なく部数も少ない冊子を製造する技術が開示されている。これらの技術は、印刷工程にはデジタル印刷機を用い、印刷工程での印刷時に用紙にバーコードも同時に印刷し、このバーコードを製本工程における丁合の際に利用するようにしている。
特許文献1の技術では、デジタル印刷機の出力(印刷物)を複数のトレイにセットし、CPUの製本情報に基づいてトレイからシートを丁合する。この丁合時にシート上のバーコードで正しいシートであるかをチェックするようにしている。
特許文献2の技術では、1冊の冊子を分散(例えばカラー/モノクロ)して印刷した後に、分散印刷された各シート束を集約して丁合機により丁合する。この丁合時に各シート束に付与されたバーコードを丁合機に読ませることで、人手を要さずに丁合を行なうようにしている。
上述のように、背景技術の欄で図6を用いて説明した書籍の製造方法、即ち、印刷工程でオフセット印刷機(ウェブ式に限らない)を用いて印刷を行ない、その後製本工程を行なう書籍の製造方法の場合、オフセット印刷機では、オーダ毎に刷版を製作し、これを版胴に取り付ける作業が必要であるため、中本を印刷するためのオーダチェンジのコストや時間を要する。また、丁合機,表紙,カバー,帯などのセット変更もその都度必要になる。このため、少部数の生産はコスト面などから困難である。
その点、特許文献1,2に開示されているように、印刷工程においてデジタル印刷機を用いて印刷を行なうものは、刷版は不要であるため、オーダチェンジに関するコストや時間も不要になり、少部数の生産に適している。特に、書籍印刷の場合、返本率(我が国の場合、現状で平均約40%)に応じた損失を考慮すると、重版の部数・生産タイミングの設定が商業的に難しく、自ずと生産に納期もかかるが、デジタル印刷機は書籍生産のオンデマンド化を実現しうるので、かかる課題の解決に有効である。
また、背景技術で説明した書籍の製造方法の場合、製本工程では、各フィーダ211,231,261に、各印刷工程で得られた折丁や口絵や表紙やカバーや帯等を予めセットするが、このセットはオペレータの手動で行なうため、セットミスによって乱丁,落丁が発生する可能性がある。この点、特許文献2に開示されているように、デジタル印刷機による印刷の際に、各シート束の適宜の箇所にバーコードを印刷してこれを丁合機に読ませることで、人手を要さずに丁合を行なうことができ、乱丁,落丁の発生を防止しうる。
一方、ある書籍類の製造から別の書籍類の製造への切り替え、即ち、オーダチェンジを、連続的に行なうことができれば、生産効率を大きく向上させることができ、商業的に書籍類を製造する場合にメリットが大きい。しかし、特許文献1,2では、こうしたオーダチェンジを如何に実施するかまでは言及されていない。
例えば、特許文献2の技術では、印刷工程で分散印刷された各シート束はスタッカに装着されるコンテナに収納され、作業者はこのコンテナを後処理装置(製本工程)に設置する。製本工程では、これらのコンテナ内の各シート束を、バーコードを読んで特定しながら取り出して丁合機にて丁合を行なう。したがって、印刷工程と製本工程との間に、作業者によるコンテナの搬送という工程が必須になり、オーダチェンジを連続的に行なう場合、作業者の負担が大きくなる。
また、書籍類の中には、頁数が多いものもあり、この場合、製本工程で丁合を行なう全ての折丁やシート(特許文献1)やシート束(特許文献2)を全てトレイ(特許文献1)やコンテナ(特許文献2)等のフィーダに用意する方式では、フィーダを多数用意することが必要になり、設備の大型化を招いてしまう。
また、オフセット印刷機の場合、枚葉紙に印刷する枚葉式オフセット印刷機に比べてウェブ式オフセット印刷機の方が印刷速度を速くでき、また、ウェブ式オフセット印刷機に折機を組み込むことで多頁を同時的に生産することができるため、生産効率を高め易くなる。デジタル印刷機の場合にも、ウェブ式デジタル印刷機の方が、特許文献1,2のような枚葉式デジタル印刷機に比べて印刷速度を高め易く生産効率を向上する上で有利と考えられる。しかし、こうして印刷速度を高めても、書籍の生産効率を高めるためには、製本工程(製本部)で印刷工程(印刷部)に追従して処理できることが必要である。
本発明は、このような課題を解決すべく創案されたもので、印刷部にウェブ式デジタル印刷機を装備しながら、製本部において印刷部に追従して処理することができるようにすると共に、設備の大型化や作業者の負担を抑えながら種々の書籍を生産でき、オーダチェンジの際にも連続的に生産することができるようにした、書籍の製造装置及び製造方法を提供することを目的とするものである。
(1)本発明の書籍の製造装置は、書籍の本文を印刷して折丁束として排出する印刷部と、前記印刷部から排出された前記折丁束を綴じて製本する製本部とを有する書籍の製造装置であって、前記印刷部は、ウェブの印刷面に連続して異なる画像を印刷可能であって、前記印刷面に前記書籍の本文の画像と共に該書籍を特定する主マークを印刷するウェブ式デジタル印刷機と、前記ウェブ式デジタル印刷機により印刷された前記ウェブを重ね折りして横断裁することで折丁を形成する折機と、前記折機により形成された前記折丁を積み重ねて折丁束を形成し該折丁束を搬送して排出する印刷部搬送装置と、を有し、前記製本部は、複数の製本加工部を有し、前記製本加工部には、前記印刷部搬送装置から排出された前記折丁束を受け取って搬送する製本部搬送装置と、前記製本部搬送装置により搬送される前記折丁束を用いて形成された一冊分の用紙束の背面を結合して綴じて冊子を完成させる綴じ機と、前記製本部搬送装置により搬送される前記冊子の背面以外を三方断裁する三方断裁機と、紙部品を用いて前記折丁束,前記一冊分の用紙束及び前記冊子の何れかに製本のための加工を行なう紙部品追加製本加工部と、が含まれると共に、前記製本部搬送装置により搬送される前記折丁束から前記主マークを読み取る主読取装置と、前記紙部品追加製本加工部で用いられ、前記主マークで特定される製造対象書籍を含む製本予定の複数の書籍のそれぞれの前記紙部品を個別にセット可能な複数のフィーダ容器を備え、前記複数のフィーダ容器の中から特定のフィーダ容器を選択してセットされた前記紙部品を前記紙部品追加製本加工部に供給する紙部品フィーダを有するフィーダユニットと、前記主読取装置により読み取られた前記主マークの情報から前記製造対象書籍を特定し、前記製造対象書籍に対応した前記紙部品がセットされたフィーダ容器を選択するように前記フィーダユニットを制御する制御装置と、を有する。
(2)前記紙部品追加製本加工部には、前記綴じ機の上流に配置され、前記製本部搬送装置により搬送される前記折丁束に前記紙部品としての追加頁を積み重ねて前記一冊分の用紙束に丁合する丁合機が含まれ、前記フィーダユニットには、前記製本予定の複数の書籍の各追加頁を個別にセット可能な複数のフィーダ容器を備え、前記複数のフィーダ容器の中から特定のフィーダ容器を選択してセットされた前記追加頁を前記丁合機に供給する追加頁フィーダを有する第1フィーダユニットが含まれ、前記制御装置は、前記主読取装置により読み取られた前記主マークの情報から前記製造対象書籍を特定し、該特定した製造対象書籍に対応した前記追加頁がセットされたフィーダ容器を選択するように前記第1フィーダユニットを制御することが好ましい。
(3)前記追加頁は、前記製造対象書籍の本文の一部及び前記製造対象書籍の口絵の何れか又は両方であって、前記第1フィーダユニットは、前記製本部搬送装置による前記折丁束の搬送方向に沿ってそれぞれ順に前記追加頁を積み重ねることが可能な複数の前記追加頁フィーダを備え、前記複数の追加頁フィーダのそれぞれに前記フィーダ容器が複数ずつ装備されていることが好ましい。
(3)前記追加頁は、前記製造対象書籍の本文の一部及び前記製造対象書籍の口絵の何れか又は両方であって、前記第1フィーダユニットは、前記製本部搬送装置による前記折丁束の搬送方向に沿ってそれぞれ順に前記追加頁を積み重ねることが可能な複数の前記追加頁フィーダを備え、前記複数の追加頁フィーダのそれぞれに前記フィーダ容器が複数ずつ装備されていることが好ましい。
(4)前記追加頁には、該追加頁が用いられる前記製造対象書籍を特定する第1マークが印刷され、前記第1フィーダユニットには、前記第1マークを読み取る第1読取装置が装備され、前記制御装置は、前記第1読取装置により読み取られた前記第1マークの情報から前記特定した製造対象書籍に対応した前記追加頁がセットされたフィーダ容器を特定することが好ましい。
(5)前記綴じ機は、前記一冊分の用紙束の背面に糊付けして綴じる綴じ機であって、前記製本加工部には、前記綴じ機の直下流に配置され、前記製本部搬送装置により搬送される前記一冊分の用紙束の背面の糊が乾く前に、前記紙部品としての前記製造対象書籍の表紙を前記背面側に接着して表紙込みの冊子を完成させる前記紙部品追加製本加工部としての表紙挿し機と、前記表紙挿し機で完成され前記製本部搬送装置により搬送される前記冊子の糊を乾燥させる乾燥機と、が含まれ、前記フィーダユニットには、前記表紙挿し機に付設され、前記製造対象書籍を含む製本予定の複数の書籍の各表紙を個別にセット可能な複数のフィーダ容器を備え、前記複数のフィーダ容器の中から特定のフィーダ容器を選択して前記表紙を前記表紙挿し機に供給する表紙フィーダを有する第2フィーダユニットが含まれ、前記制御装置は、前記特定した製造対象書籍に対応した前記表紙がセットされたフィーダ容器を選択するように前記第2フィーダユニットを制御することが好ましい。
(6)前記表紙には、該表紙が用いられる書籍を特定する第2マークが印刷され、前記第2フィーダユニットには、前記第2マークを読み取る第2読取装置が装備され、前記制御装置は、前記第2読取装置により読み取られた前記第2マークの情報から前記特定した製造対象書籍に対応した前記表紙がセットされたフィーダ容器を特定することが好ましい。
(7)前記紙部品追加製本加工部には、前記三方断裁機で三方断裁され前記製本部搬送装置により搬送される前記冊子の外側に前記紙部品としてのカバー類を装着するカバー帯掛け機が含まれ、前記フィーダユニットには、前記カバー帯掛け機に付設され、前記製造対象書籍を含む製本予定の複数の書籍毎に各カバー類を個別にセット可能な複数のフィーダ容器を備え、前記複数のフィーダ容器の中から特定のフィーダ容器を選択して前記カバー類を前記カバー帯掛け機に供給するカバー類フィーダを有する第3フィーダユニットが含まれ、前記制御装置は、前記特定した製造対象書籍に対応した前記カバー類がセットされたフィーダ容器を選択するように前記第3フィーダユニットを制御することが好ましい。
(8)前記カバー類には、該カバー類が用いられる書籍を特定する第3マークが印刷され、前記第3フィーダユニットには、前記第3マークを読み取る第3読取装置が装備され、前記制御装置は、前記第3読取装置により読み取られた前記第3マークの情報から前記特定した製造対象書籍に対応した前記カバー類がセットされたフィーダ容器を特定することが好ましい。
(9)前記カバー類は、カバー,帯,スリップを含み、前記第3フィーダユニットは、前記製本部搬送装置による前記冊子の搬送方向に沿ってそれぞれ前記カバー,前記帯,前記スリップを順に装着することが可能な複数の前記カバー類フィーダを備え、前記複数のカバー類フィーダのそれぞれに前記フィーダ容器が複数ずつ装備されていることが好ましい。
(10)前記マークは、前記印刷面の余白部又は非印刷面に印刷され、バーコード,二次元コード〔例えば、QRコード(登録商標)〕を含む絵柄構造で特定されるマーク及び前記余白部への印刷位置で特定されるマークの何れか、或いは、前記印刷面又は前記非印刷面の任意の個所に印刷され、ステルスインクで印刷されるマーク及び見えないドットコード〔例えば、グリッドオンプット(登録商標)〕の何れか、或いは、印刷絵柄の一部または全部、であることが好ましい。
(11)前記フィーダ容器のそれぞれのストック状況を監視する監視装置を有し、前記制御装置は、前記監視装置の監視情報から、前記特定した製造対象書籍に対応した前記追加頁,前記表紙又は前記カバー類のストックが欠如する場合には、書籍の製造にかかるジョブを強制的に切り替えることが好ましい。
(12)本発明の書籍の製造方法は、書籍の本文を印刷し折丁束として排出する印刷工程と、前記印刷工程で排出された前記折丁束を綴じて製本する製本工程とを有する書籍の製造方法であって、前記印刷工程は、ウェブの印刷面に連続して異なる画像を印刷可能なウェブ式デジタル印刷機によって、前記印刷面に前記書籍の本文の画像と共に該書籍を特定する主マークを印刷する印刷本工程と、前記印刷本工程で印刷された前記ウェブを折機によって重ね折りして横断裁することで折丁を形成する折丁形成工程と、前記折丁形成工程により形成された前記折丁を積み重ねて折丁束を形成し該折丁束を印刷部搬送装置によって搬送して排出する折丁束排出工程と、を有し、前記製本工程は、前記折丁束排出工程で排出された前記折丁束を製本部搬送装置により受け取る折丁束受取工程と、前記丁合工程で丁合された前記前記折丁束を用いて形成された一冊分の用紙束を前記製本部搬送装置により搬送しながらその背面を綴じ機によって結合して綴じて冊子を完成させる綴じ工程と、前記冊子の背面以外を三方断裁機により三方断裁する三方断裁工程と、前記綴じ工程又は前記三方断裁工程の前後で、紙部品を用いて前記折丁束,前記一冊分の用紙束及び前記冊子の何れかに製本のための加工を紙部品追加製本加工部にて行なう製本加工工程と、を有し、前記製本加工工程では、前記製本部搬送装置により搬送される前記折丁束から前記主マークを前記主読取工程装置によって読み取って、制御装置により、読み取った前記主マークから製造対象書籍を特定し、フィーダユニットの紙部品フィーダに装備され前記製造対象書籍を含む製本予定の複数の書籍の各紙部品を個別にセット可能な複数のフィーダ容器の中から、前記特定した製造対象書籍に対応した前記紙部品がセットされたフィーダ容器を選択し、前記紙部品フィーダによって、選択した前記フィーダ容器の紙部品を前記紙部品追加製本加工部に供給する。
(13)前記製本加工工程には、前記折丁束受取工程で受け取った前記折丁束を前記製本部搬送装置により搬送しながら丁合機によって前記紙部品としての追加頁を積み重ねて一冊分の用紙束に丁合する丁合工程が含まれ、前記フィーダユニットには、前記製本予定の複数の書籍の各追加頁を個別にセット可能な複数のフィーダ容器を備え、前記複数のフィーダ容器の中から特定のフィーダ容器を選択してセットされた前記追加頁を前記丁合機に供給する追加頁フィーダを有する第1フィーダユニットが含まれ、前記丁合工程では、製本部搬送装置により搬送される前記折丁束から前記主マークを主読取工程装置によって読み取って、前記制御装置により、読み取った前記主マークから前記製造対象書籍を特定し、前記製造対象書籍を含む製本予定の複数の書籍の各追加頁を個別にセット可能な複数のフィーダ容器の中から、前記特定した製造対象書籍に対応した前記追加頁がセットされたフィーダ容器を選択し、前記第1フィーダユニットの追加頁フィーダによって、選択した前記追加頁を前記丁合機に供給することが好ましい。
(14)前記追加頁は、前記製造対象書籍の本文の一部及び前記製造対象書籍の口絵の何れか又は両方であって、前記第1フィーダユニットは、前記製本部搬送装置による前記折丁束の搬送方向に沿ってそれぞれ順に前記追加頁を積み重ねることが可能な複数の前記追加頁フィーダを備え、前記複数の追加頁フィーダのそれぞれに前記フィーダ容器が複数ずつ装備され、前記丁合工程では、前記複数の追加頁フィーダの一部または全てを選択して作動させることが好ましい。
(14)前記追加頁は、前記製造対象書籍の本文の一部及び前記製造対象書籍の口絵の何れか又は両方であって、前記第1フィーダユニットは、前記製本部搬送装置による前記折丁束の搬送方向に沿ってそれぞれ順に前記追加頁を積み重ねることが可能な複数の前記追加頁フィーダを備え、前記複数の追加頁フィーダのそれぞれに前記フィーダ容器が複数ずつ装備され、前記丁合工程では、前記複数の追加頁フィーダの一部または全てを選択して作動させることが好ましい。
(15)前記追加頁には、該追加頁が用いられる前記製造対象書籍を特定する第1マークが印刷され、前記丁合工程では、第1読取装置により前記第1マークを読み取り、前記制御装置により、前記第1読取装置により読み取られた前記第1マークの情報から前記特定した製造対象書籍に対応した前記追加頁がセットされたフィーダ容器を特定することが好ましい。
(16)前記綴じ機は、前記一冊分の用紙束の背面に糊付けして綴じる綴じ機であって、前記製本加工工程には、前記綴じ機の直下流に配置された表紙挿し機により、前記製本部搬送装置により搬送される前記一冊分の用紙束の背面の糊が乾く前に前記紙部品としての前記製造対象書籍の表紙を前記背面側に接着して表紙込みの冊子を完成させる表紙挿し工程と、前記表紙挿し機で完成され前記製本部搬送装置により搬送される前記冊子の糊を乾燥機により乾燥させる乾燥工程が含まれ、前記フィーダユニットには、前記表紙挿し機に付設され、前記製造対象書籍を含む製本予定の複数の書籍の各表紙を個別にセット可能な複数のフィーダ容器を備え、前記複数のフィーダ容器の中から特定のフィーダ容器を選択して前記表紙を前記表紙挿し機に供給する表紙フィーダを有する第2フィーダユニットが含まれ、前記表紙挿し工程では、前記製本予定の複数の書籍の各表紙を個別にセット可能な複数のフィーダ容器の中から、前記特定した製造対象書籍に対応した前記表紙がセットされたフィーダ容器を選択し、第2フィーダユニットの表紙フィーダによって、選択した前記表紙を前記表紙挿し機に供給することが好ましい。
(17)前記表紙には、該表紙が用いられる前記製造対象書籍を特定する第2マークが印刷され、前記表紙挿し工程では、第2読取装置により前記第2マークを読み取り、前記制御装置により、前記第2読取装置により読み取られた前記第2マークの情報から前記特定した製造対象書籍に対応した前記表紙をセットされたフィーダ容器を特定することが好ましい。
(18)前記製本加工工程には、前記三方断裁工程で三方断裁された前記冊子の外側にカバー帯掛け機により前記紙部品としてのカバー類を装着するカバー帯掛け工程が含まれ、前記フィーダユニットには、前記カバー帯掛け機に付設され、前記製造対象書籍を含む製本予定の複数の書籍毎に各カバー類を個別にセット可能な複数のフィーダ容器を備え、前記複数のフィーダ容器の中から特定のフィーダ容器を選択して前記カバー類を前記カバー帯掛け機に供給するカバー類フィーダを有する第3フィーダユニットが含まれ、前記カバー帯掛け工程では、前記製本予定の複数の書籍の各カバー類を個別にセット可能なフィーダ容器の中から、前記特定した製造対象書籍に対応した前記カバー類がセットされたフィーダ容器を選択し、第3フィーダユニットのカバー類フィーダによって、選択した前記カバー類を前記カバー帯掛け機に供給することが好ましい。
(19)前記カバー類には、該カバー類が用いられる書籍を特定する第3マークが印刷され、前記カバー帯掛け工程では、第3読取装置により前記第3マークを読み取り、前記制御装置により、前記第3読取装置により読み取られた前記第3マークの情報から前記特定した製造対象書籍に対応した前記カバー類をセットされたフィーダ容器を特定することが好ましい。
(20)前記カバー類は、カバー,帯,スリップを含み、前記第3フィーダユニットは、前記製本部搬送装置による前記冊子の搬送方向に沿ってそれぞれ前記カバー,前記帯,前記スリップを順に装着することが可能な複数の前記カバー類フィーダを備え、前記複数のカバー類フィーダのそれぞれに前記フィーダ容器が複数ずつ装備され、前記カバー帯掛け工程では、前記複数のカバー類フィーダの一部又は前部を選択して作動させることが好ましい。
(21)前記マークは、前記印刷面の余白部又は非印刷面に印刷され、バーコード,二次元コード〔例えば、QRコード(登録商標)〕を含む絵柄構造で特定されるマーク及び前記余白部への印刷位置で特定されるマークの何れか、或いは、前記印刷面の任意の個所に印刷され、ステルスインクで印刷されるマーク及び見えないドットコードの何れか、或いは、印刷絵柄の一部または全部、であることが好ましい。
(22)前記フィーダ容器のそれぞれのストック状況を監視装置によって監視し、前記制御装置によって、前記監視装置の監視情報から、前記特定した製造対象書籍に対応した前記追加頁,前記表紙又は前記カバー類のストックが欠如する場合には、書籍の製造にかかるジョブを強制的に切り替えることが好ましい。
本発明によれば、印刷部(印刷工程)では、ウェブ式デジタル印刷機で書籍の本文を印刷するので、デジタル印刷機の特性から、オーダチェンジに速やかに対応でき、少部数の生産でも単価を抑えて対応できる。また、オーダチェンジに際して印刷機を停止する必要が無いので、ウェブ式印刷機で発生する刷り出し損紙や刷り終わり損紙も最小限に抑えることができる。さらに、ウェブ式なので高速印刷で且つ多頁を同時的に印刷できるので、印刷にかかる生産効率を高め易くなる。
また、印刷後、折機によって折丁を形成し、印刷部搬送装置によって折丁を積み重ねて折丁束を形成して、これを排出するので、書籍の本文の多くを部分的に丁合した形で製本部(製本工程)へ供給する。また、製本部(製本工程)では、この折丁束を用いて一冊分の用紙束を形成しこの用紙束の背面を結合して綴じて冊子を完成させるので、予め折丁束が形成される分だけ製本部(製本工程)での加工にかかる処理負担が軽減される。
したがって、頁数が多い書籍を製造する場合にも、印刷部(印刷工程)で形成する折丁束の頁数を増やして対応することもでき、例えば丁合機にフィーダを多数装備する必要はなく、設備の大型化を防止することができる。また、例えば丁合機のフィーダに折丁やシートをセットする負担が減る分だけ作業者の負担を抑えることができる。
また、印刷部(印刷工程)で、ウェブの印刷面に書籍の本文の画像と共に該書籍を特定する主マークを印刷し、製本部(製本工程)では、主マークを読み取って、この情報から製造対象書籍を特定し、特定した書籍に対応した紙部品がセットされたフィーダ容器からの紙部品を、紙部品フィーダにより製本加工部に供給するので、作業者に負担を加えずに、乱丁,落丁の発生を防止することができる。
以下、図面を参照して本発明の実施形態を説明する。
なお、以下に示す各実施形態はあくまでも例示に過ぎず、以下の実施形態で明示しない種々の変形や技術の適用を排除する意図はない。以下の実施形態の各構成は、それらの趣旨を逸脱しない範囲で種々変形して実施することができるとともに、必要に応じて取捨選択することができ、あるいは適宜組み合わせることが可能である。
なお、以下に示す各実施形態はあくまでも例示に過ぎず、以下の実施形態で明示しない種々の変形や技術の適用を排除する意図はない。以下の実施形態の各構成は、それらの趣旨を逸脱しない範囲で種々変形して実施することができるとともに、必要に応じて取捨選択することができ、あるいは適宜組み合わせることが可能である。
〔装置の概略構成〕
図1は本実施形態に係る書籍の製造装置を示す概略構成図である。図1に示すように、本装置は、印刷部1と製本部2とを有しており、これらが連続するライン上に接続されている。印刷部1では、書籍の本文(中本)を印刷して折丁束として排出し、製本部2では、印刷部1から排出された折丁束を綴じて書籍に製本する。製本部2では、このとき、折丁束に対して追加頁や表紙やカバー類等の紙部品を適宜追加して製本する。
図1は本実施形態に係る書籍の製造装置を示す概略構成図である。図1に示すように、本装置は、印刷部1と製本部2とを有しており、これらが連続するライン上に接続されている。印刷部1では、書籍の本文(中本)を印刷して折丁束として排出し、製本部2では、印刷部1から排出された折丁束を綴じて書籍に製本する。製本部2では、このとき、折丁束に対して追加頁や表紙やカバー類等の紙部品を適宜追加して製本する。
〔印刷部の構成〕
図2は本印刷部1を示す概略構成図である。図2に示すように、本印刷部1は、給紙装置11と、印刷機12と、折機13と、振分装置14と、搬送装置(印刷部搬送装置)15とを有して構成されている。なお、図示しないが、表面印刷ユニット121および裏面印刷ユニット122の下流側に乾燥装置を設けてもよい。
図2は本印刷部1を示す概略構成図である。図2に示すように、本印刷部1は、給紙装置11と、印刷機12と、折機13と、振分装置14と、搬送装置(印刷部搬送装置)15とを有して構成されている。なお、図示しないが、表面印刷ユニット121および裏面印刷ユニット122の下流側に乾燥装置を設けてもよい。
給紙装置11は、ウェブWがロール状に巻かれた巻取紙を保持し、このウェブWを所定速度で繰り出すことができる。印刷機12は、表面印刷ユニット121と裏面印刷ユニット122と反転装置123とを有している。表面印刷ユニット121は、ガイドローラ124により支持されたウェブWの表面に多色印刷を行う印刷ユニットである。裏面印刷ユニット122は、ガイドローラ125により支持されたウェブWの裏面に多色印刷を行う印刷ユニットである。この各印刷ユニット121,122は、バリアブル印刷機としてのインクジェット式印刷機により構成されている。
なお、バリアブル印刷機として、インクジェット式印刷機を適用したが、編集システムなどで作成したデータをそのまま受け取って印刷可能なデジタル印刷機であればよく、インクジェット方式に限らず、電子写真方式などでもよく、描画方式を問うものではない。
表面印刷ユニット121及び裏面印刷ユニット122は、搬送されるウェブWの上方からインクジェットヘッドにより印刷を行うものであることから、表面印刷ユニット121と裏面印刷ユニット122との間に、ウェブWの表裏を反転させる反転装置123が配置されている。なお、表面印刷ユニット121と裏面印刷ユニット122とを上下の異なる位置に配置することで、反転装置123をなくしてもよい。
折機13は、印刷機12により表面及び裏面に印刷が施され、駆動ローラ126,ガイドローラ127により搬送されたたウェブWを複数に縦断裁して重ね合わせた後、縦折してから横断裁して折丁F1,F2(各折丁F1,F2を区別しない場合は符号Fで示す)を形成するものである。この折機13は、スリッタ131と、ターンバー132と、三角板133と、断裁装置134とを有している。
スリッタ131は、ウェブWを縦方向(ウェブWの長手方向、ウェブWの搬送方向)に沿って断裁するものであり、本実施例では、ウェブWを幅方向における3箇所で縦方向に沿って断裁することで、同じ幅のウェブWを4枚形成する。ターンバー132は、スリッタ131により縦断裁された4枚のウェブWを上下に積み重ねて搬送経路を設定する。三角板133は、ターンバー132により積み重ねられた4枚のウェブWを縦折りする。
断裁装置134は、三角板133により縦折りされてリードインローラ135により搬送された4枚のウェブWを所定長さに横断裁して折丁Fを形成する。この断裁装置134は、鋸胴136と受胴137がウェブWを挟んで左右に対向して配設されている。
この断裁装置134について、詳細は図示しないが、鋸胴136は、その周面に鋸刃が鋸台に支持されている。一方、受胴137は、その周面にゴム等の弾性体により構成される鋸刃受が受台に支持され設けられている。鋸台及び受台は径方向に可動であり、鋸台及び受台を径方向に移動させ、これに合わせて鋸胴136及び受胴137の回転中心をシフトさせれば、鋸刃及び鋸刃受の1回転の周長が変化し、ウェブWを横断裁して、所定長さの折丁Fを形成することができる。
また、ウェブWの切断タイミングを変更して折丁Fの長さを変更可能とする構成は、上述したものに限定されるものではない。例えば、鋸刃及び鋸刃受がウェブWを横断裁してから再びウェブWを横断裁するまでの周速度をウェブWの走行速度に対して増減させれば、鋸刃及び鋸刃受の1回転に要する時間が変化し、ウェブWを横断裁するタイミングが変化するので、所定長さの折丁Fを形成することができる。
なお、鋸刃と鋸刃受は鋸胴136と受胴137の外周部に1組だけ設けてもよいが、この数に限定されるものではなく、鋸胴136と受胴137の径により2組以上設けてもよい。
振分装置14は、詳細は図示しないが、断裁装置134によりウェブWが横断裁されて形成された折丁Fを、複数(ここでは2つ)の経路に振り分ける。振分装置14の下流側の搬送装置15は、複数(ここでは2つ)の搬送ラインL1,L2を有している。搬送装置15は、振分装置14により振り分けられた折丁F1,F2を所定部数だけ積み重ねて折丁束G1,G2(各折丁束G1,G2を区別しない場合は符号Gで示す)として搬送することで、所定部数ずつ排出する。
搬送ラインL1,L2は、一対の搬送ベルト151,161、羽根車152,162、上下のコンベア153,154を有している。なお、振分装置14により振り分けられた折丁F1,F2の所定部数は、搬送ラインL1,L2において同部数の場合もあれば、異なる部数の場合もある。
搬送ベルト151,161は、折丁F1,F2を挟持して搬送する。羽根車152,162は、所定回転で回転することで、搬送ベルト151,161から受け取った折丁F1,F2を上段コンベア153と下段コンベア154に積み上げる。上下のコンベア153,154は、羽根車152,162から受け取った折丁F1,F2を揃えて積み上げ、所定部数の折丁F1,F2が積み上げられた折丁束G1,G2を次工程へ排出する。
なお、搬送装置15は、上下のコンベア153,154の終端部に重ねシリンダ(積み重ね装置)160を設けることができる。この重ねシリンダ160は、上段コンベア153に積み上げられた折丁束G1を下段コンベア154に積み上げられた折丁束G2上に重ね、下段コンベア154が折丁束G(G1+G2)として排出する。
このように構成された本実施例の印刷装置10は、図2に示すように、給紙装置11を駆動制御する給紙制御部101と、印刷機12を駆動制御する印刷機制御部102と、折機13を駆動制御する折機制御部103と、振分装置14を駆動制御する振分制御部104と、搬送装置15における搬送ベルト151,161及び羽根車152,162を駆動制御する第1搬送制御部105と、搬送装置15における上段コンベア153と下段コンベア154を駆動制御する第2搬送制御部106と、各制御部101~106を制御する制御装置30の印刷制御部31と、オペレータが各種の情報を入力操作する入力部40と、が設けられている。
したがって、オペレータが入力部40を用いて印刷情報を入力すると、印刷制御部31は、各制御部101~106を介して給紙装置11、印刷機12、折機13、振分装置14、搬送装置15を駆動制御する。
なお、装置の運転中に次オーダ、次次オーダなど、製造予定の複数の書籍の情報(印刷情報や製本情報)を、入力部40を用いて予め入力しておくことができ、オペレータがこうして事前入力をしておくことで、製造対象の書籍を変更するオーダチェンジに際しては、装置を止めることなく生産を実施することも可能になっている。さらに、オーダ情報や印刷スケジュールは、図示しない上位のネットワークサーバから受け取っても良いし、入力部40にバーコードリーダを設けてオーダ帳票より読み取っても良い。
また、本印刷部1では、折機13において、印刷されたウェブWを重ね折りして横断裁することで折丁を形成し、搬送装置15において、折機13により形成された折丁を積み重ねて折丁束を形成しこの折丁束を搬送して排出するようになっている。
ここで、印刷工程の折丁形成工程においてウェブWから折丁束までの加工の過程を説明する。図3AはウェブWに対する面付けを表す概略図であり、図示するように、まず、折丁束G1にかかる印刷物B1に対応して、ウェブWの幅方向に並んだ例えば8個の絵柄を例えば9列印刷し、続いて、これと同様に、折丁束G2にかかる印刷物B2に対応して、ウェブWの幅方向に並んだ例えば8個の絵柄を例えば7列印刷する。印刷機12は、印刷物B1に対応する印刷と印刷物B2に対応する印刷を所定部数だけ交互に連続して行う。
なお、本装置の場合、印刷物B1,B2は書籍の本文(中本)であり、印刷機12は、ウェブWの印刷面に、印刷物B1,B2に対応する本文の画像だけでなく、製造している書籍を特定することができる書籍に固有のマーク(主マーク)55(図1参照)も印刷する。
この主マーク55には、例えばバーコード,二次元コード〔例えば、マトリクス型二次元コードであるQRコード(登録商標)〕を含む絵柄構造で特定されるマークを採用することができ、こうしたマークの場合、印刷面の余白部に印刷することが好ましい。また、この主マーク55には、余白部への印刷位置で特定されるマークを用いても良く、ステルスインクで印刷されるマーク及び見えないドットコード〔グリッドオンプット(登録商標)〕の何れかを印刷面又は非印刷面の任意の個所に印刷してもよい。あるいは、印刷絵柄の一部または全部を主マーク55とすることも可能である。この場合、本文の画像だけを印刷すればよい。
折機13は、スリッタ131により3つの断裁線C1でウェブWを縦方向に沿って断裁することで、同じ幅のウェブWを4枚形成する。そして、ターンバー132は、図3B(縦断裁されて重ねられたウェブを表す概略図)に示すように、スリッタ131により縦断裁された4枚のウェブWを上下に積み重ねて搬送する。
三角板133は、図3C(縦折されたウェブを表す概略図)に示すように、ターンバー132により積み重ねられた4枚のウェブWを1つの縦折線Dに沿って縦折りする。断裁装置134は、図3D(横断裁された折丁を表す概略図)に示すように、三角板133により縦折りされた4枚のウェブWを断裁線C2で所定長さに横断裁することで、折丁F1,F2を形成する。
振分装置14は、折機13から順に送られてくる折丁F1または折丁F2が所定部数に到達したら、搬送ラインL1と搬送ラインL2との間で切り替える。搬送装置15は、振分装置14により振り分けられた折丁F1,F2を各搬送ラインL1,L2で所定部数だけ積み重ねることで、図3E(形成された折丁束を示す斜視図)に示すように、折丁束G1,G2を形成し、各搬送ラインL1,L2から異なる折丁束G1,G2をそれぞれ排出する。
(製本部の構成)
図1に示すように、本製本部2は、印刷部1の搬送装置15から排出された折丁束Gを受け取ってこれを搬送する搬送装置(製本部搬送装置)20の搬送方向に沿って、丁合機21,無線綴じ機22,表紙挿し機23,乾燥機24,三方断裁機25,カバー帯掛け機26といった複数の製本加工部をこの順に装備している。特に、丁合機21,表紙挿し機23,カバー帯掛け機26は、紙部品である追加頁や表紙やカバー類を用いて製本のための加工を行なう紙部品追加製本加工部である。
図1に示すように、本製本部2は、印刷部1の搬送装置15から排出された折丁束Gを受け取ってこれを搬送する搬送装置(製本部搬送装置)20の搬送方向に沿って、丁合機21,無線綴じ機22,表紙挿し機23,乾燥機24,三方断裁機25,カバー帯掛け機26といった複数の製本加工部をこの順に装備している。特に、丁合機21,表紙挿し機23,カバー帯掛け機26は、紙部品である追加頁や表紙やカバー類を用いて製本のための加工を行なう紙部品追加製本加工部である。
なお、搬送装置20には、詳細は図示しないが、搬送ベルト等が搬送経路に応じて適宜複数に分断されて装備され搬送ラインを構成する。この搬送装置20は、印刷部1の搬送装置15と連続するように接続され、印刷工程(印刷部1の印刷や折丁束Gの作成)から製本工程(製本部2による書籍の製本)までをオンラインで実施できるようになっている。
また、丁合機21,表紙挿し機23,カバー帯掛け機26には、各用紙を供給するフィーダユニット27,28,29がそれぞれ装備されている。各フィーダユニット27,28,29には、上記の印刷部1の印刷機12とは別の印刷機60等で印刷された折丁や口絵や表紙やカバーや帯等の紙部品が予めセットされ、追加頁フィーダ270や表紙フィーダ280やカバー類フィーダ290といった各紙部品フィーダにより紙部品を供給する。
さらに説明すると、丁合機21に付設された第1フィーダユニット27には、用紙の搬送方向に沿って複数の追加頁フィーダ270a~270n(各追加頁フィーダ270a~270nを区別しない場合には符号270で示す)が並設されている。各フィーダ270a~270nには頁順(昇順または降順)に本文(中本)の一部を構成する折丁や口絵といった追加頁がそれぞれセットされている。丁合機21では、各フィーダ270a~270nから折丁や口絵を頁順に受け取り、搬送装置20により搬送される折丁束Gにこれらの追加頁を積み重ねながら一冊分の用紙束を作って、無線綴じ機22に送給する。
丁合機21の第1フィーダユニット27にセットされる追加頁のうちの本文(中本)の一部とは、折丁束Gでは足りない本文頁部分である。上流側の印刷部1で作成される折丁束Gは、折機13による処理の関係から特定の頁数(例えば16の倍数)のものになってしまうので、作成する書籍の本文頁数がこの折丁束Gの頁数と合わない場合もある。そこで、折丁束Gでは足りない本文頁部分をこの追加頁として用意し、折丁束Gに加えて丁合するようになっている。
無線綴じ機22では、搬送装置20により搬送される一冊分の用紙束の背面に糊を付けて用紙束を綴じて表紙挿し機23に送給する。
表紙挿し機23では、付設された第2フィーダユニット28の表紙フィーダ280にセットされた厚紙の表紙を受け取り、用紙束の背面の糊が乾く前に表紙を搬送装置20により搬送される一冊分の用紙束の背面側に接着して表紙込みの冊子を完成させ、この冊子を乾燥機24に送給する。
表紙挿し機23では、付設された第2フィーダユニット28の表紙フィーダ280にセットされた厚紙の表紙を受け取り、用紙束の背面の糊が乾く前に表紙を搬送装置20により搬送される一冊分の用紙束の背面側に接着して表紙込みの冊子を完成させ、この冊子を乾燥機24に送給する。
乾燥機24では、搬送装置20により搬送される冊子の背面の糊を乾燥させ三方断裁機25に送給する。
三方断裁機25では、搬送装置20により搬送される冊子の背面以外を三方断裁してカバー帯掛け機26に送給する。
三方断裁機25では、搬送装置20により搬送される冊子の背面以外を三方断裁してカバー帯掛け機26に送給する。
カバー帯掛け機26に付設された第3フィーダユニット29には、用紙の搬送方向に沿って複数のカバー類フィーダ290a~290c(各カバー類フィーダ290a~290cを区別しない場合には符号290で示す)が並設されている。各フィーダ290a~290cにはカバーや帯やスリップ(ISBNを書いた短冊)といったカバー類がそれぞれセットされている。カバー帯掛け機26では、各フィーダ290a~290cにセットされたカバーや帯やスリップ(ISBNを書いた短冊)を順に受け取り、搬送装置20により搬送される冊子にカバーや帯を冊子の外側に掛けて、さらにスリップを冊子に挿入する。
また、図示しないが、その後、何冊かの単位で結束して書籍の製造を完了する。
また、図示しないが、その後、何冊かの単位で結束して書籍の製造を完了する。
ところで、丁合機21,無線綴じ機22,表紙挿し機23,乾燥機24,三方断裁機25,カバー帯掛け機26の各部は、作成する書籍に対応した状態に装置状態を設定することが必要である。また、丁合機21,表紙挿し機23,カバー帯掛け機26でそれぞれ処理される追加頁(本文(中本),口絵等)や表紙やカバー類(カバーや帯やスリップ)は、製造する書籍に対応したものでなくてはならない。また、書籍によっては、追加頁の折丁数が異なったり、カバー類の一部(例えば帯など)が不要であったりするものもある。
そこで、製本部2では、印刷部1で印刷したマークを読み取る読取装置(主読取装置)50を製本部2の入口部(印刷部の出口部でもよい)に装備している。読取装置50は、搬送装置20により搬送される折丁束Gから主マーク55を読み取って、読み取った信号を制御装置30の製本制御部32に送信する。製本制御部32では、読取装置50の読取信号から、製造対象の書籍を特定し、この特定した書籍に対応して、丁合機21,無線綴じ機22,表紙挿し機23,乾燥機24,三方断裁機25,カバー帯掛け機26の各部の装置状態を設定する。
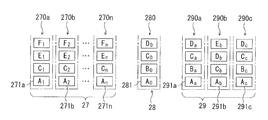
また、図4に示すように、第1フィーダユニット27の各追加頁フィーダ270a~270n,第2フィーダユニット28の表紙フィーダ280,第3フィーダユニット29のカバー類フィーダ290a~290cにはそれぞれ、複数(ここではそれぞれ4つ)のフィーダカセット(フィーダ容器)271a~271n,281,291a~291cが用意され、製造する書籍に応じた追加頁,表紙,カバー類といった用紙がセットされたフィーダカセット271a~271n,281,291a~291cを選択して使用するようになっている。
このフィーダカセット271a~271n,281,291a~291cの選択は、製本制御部32により行われるようになっている。つまり、製本制御部32は、それぞれ(ここでは、図4の4つずつの場合を例示する)のフィーダカセット271a~271n,281,291a~291cにどのような書籍に対応した用紙がセットされているかを予め把握しており、製造対象の書籍を特定したら、この特定した書籍に対応した用紙がセットされているフィーダカセット271a~271n,281,291a~291cを特定し、各フィーダユニット27~29に選択信号を出力する。これにより、各フィーダユニット27~29では適切に用紙を供給することが可能になる。
図4に示す例では、現在製造中の書籍Aに関する追加頁A1~Anが最下段のフィーダカセット271a~271nにそれぞれセットされ、書籍Aに関する表紙A0が最下段のフィーダカセット281にセットされ、書籍Aに関するカバーAa,帯Ab,スリップAcが最下段のフィーダカセット291a~291cにそれぞれセットされ使用されている。
次に製造する書籍Bに関しては、追加頁や帯はなく、書籍Bに関する表紙B0が下から2番目のフィーダカセット281にセットされ、書籍Bに関するカバーBa,スリップBcが下から2番目のフィーダカセット291a,291cにそれぞれセットされている。書籍Bを製造する際にはこれらが選択されて使用される。
また、さらに次に製造する書籍Cに関しては、追加頁C1~Cnが下から2番目のフィーダカセット271a~271nにそれぞれセットされ、書籍Cに関する表紙C0が下から3番目のフィーダカセット281にセットされ、書籍Cに関するカバーCa,スリップCcが下から3番目のフィーダカセット291a,291cにそれぞれセットされ、書籍Cに関する帯Cbが下から2番目のフィーダカセット291bにセットされている。書籍Cを製造する際にはこれらが選択されて使用される。
なお、本実施形態では、製本制御部32がそれぞれのフィーダカセット271a~271n,281,291a~291cにどのような書籍に対応した用紙がセットされているかを予め把握するために、追加頁(本文(中本),口絵等)や表紙やカバー類(カバーや帯やスリップ)といった各用紙にも、図1に示すように、固有のマーク(第1~第3マーク)56も印刷する。
この第1~第3マーク56にも、例えばバーコード,二次元コード〔例えば、マトリクス型二次元コードであるQRコード(登録商標)〕を含む絵柄構造で特定されるマークを採用することができ、こうしたマークの場合、印刷面の余白部又は裏面に印刷することが好ましい。また、このマーク56には、余白部への印刷位置で特定されるマークを用いても良く、ステルスインクで印刷されるマーク及び見えないドットコードの何れかを印刷面又は非印刷面の任意の個所に印刷してもよい。あるいは、印刷絵柄の一部または全部をマーク56とすることも可能である。この場合、本文の画像だけを印刷すればよい。
そして、各追加頁フィーダ270a~270n,表紙フィーダ280,カバー類フィーダ290a~290cの側にも、各フィーダカセット271a~271n,281,291a~291c内の用紙に印刷されたマーク56を読み取る読取装置(第1読取装置51a~51n,第2読取装置52,第3読取装置53a~53c)が装備されている。読取装置51a~51n,52,53a~53cは、読み取った信号を製本制御部32に送信する。製本制御部32では、これらの読取信号から、各フィーダカセット271a~271n,281,291a~291c内の紙部品が何れの製造対象書籍に対応したものかを特定し、各フィーダカセット271a~271n,281,291a~291cと紐付して記憶する。
なお、もしもカバーやスリップなどに第1~第3マーク56を印刷することも、印刷絵柄をマーク56として使用することも困難である場合は、第1~第3マーク56のみを印刷した識別用用紙を追加頁や表紙やカバー類などの紙部品と共に準備し、フィーダカセットへ用紙をセットする際に読取装置51a~51n,52,53a~53cが識別用の用紙から第1~第3マーク56を読み取るようにしても良い。
〔書籍の製造(製造方法)〕
本実施形態にかかる書籍の製造装置は、上述のように構成されるので例えば図5に示す手順(作成の流れ、本実施形態にかかる書籍の製造方法)により書籍を製造することができる。
本実施形態にかかる書籍の製造装置は、上述のように構成されるので例えば図5に示す手順(作成の流れ、本実施形態にかかる書籍の製造方法)により書籍を製造することができる。
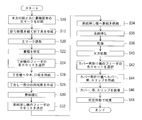
図5に示すように、まず、印刷工程で、ウェブWの印刷面にウェブ式デジタル印刷機12によって、書籍の本文の画像と共に書籍を特定する書籍固有の主マーク55を印刷する(ステップS10、印刷本工程)。そして、ウェブWを折機13によって重ね折りして横断裁することで折丁を形成し(折丁形成工程)、形成された折丁を積み重ねて折丁束Gを形成して搬送装置15によって搬出する(折丁束搬出工程)(以上、ステップS12)。
次に、印刷工程で形成された折丁束Gを受け取って(折丁束受取工程)製本工程に進み、主マーク55を主読取工程装置50で読み取る(ステップS20)、この情報から制御装置30の製本制御部32が製造中の書籍を特定する(ステップS22)。
製本制御部32は、丁合機21のフィーダユニット27の各フィーダ270a~270nに、特定した書籍に対応した追加頁をセットされたフィーダカセット271a~271nをそれぞれ選択させて(ステップS24)、丁合機21に中本の一部や口絵といった追加頁を供給する(ステップS26)。丁合機21では、供給された追加頁を折丁束Gに積み重ねていって一冊分の用紙束を作成する(丁合工程、ステップS28)。
次に、丁合工程で丁合され搬送装置20により搬送される一冊分の用紙束の背面を無線綴じ機22によって糊付けして綴じる(綴じ工程、ステップS30)。そして、製本制御部32は、表紙挿し機23のフィーダユニット28のフィーダ280に、特定した書籍に対応した追加頁をセットされたフィーダカセット281をそれぞれ選択させて(ステップS32)、表紙挿し機23に表紙を供給する(ステップS34)。表紙挿し機23では、搬送装置20により搬送される一冊分の用紙束の背面の糊が乾く前に表紙を背面側に接着して表紙込みの冊子を完成させる(表紙挿し工程、ステップS36)。
次に、表紙挿し工程で完成され搬送装置20により搬送される冊子の糊を乾燥機24により乾燥させる(乾燥工程、ステップS38)。次いで、乾燥工程で乾燥された冊子の背面以外を三方断裁機25により三方断裁する(三方断裁工程、ステップS40)。
次に、製本制御部32は、カバー帯掛け機26のフィーダユニット29のフィーダ290a~290cに、特定した書籍に対応したカバー類(カバー,帯,スリップ)をセットされたフィーダカセット291a~291cをそれぞれ選択させて(ステップS42)、カバー帯掛け機26にカバー類(カバー,帯,スリップ)を供給する(ステップS44)。カバー帯掛け機26では、各フィーダ290a~290cにセットされたカバーや帯やスリップ(ISBNを書いた短冊)を順に受け取り、搬送装置20により搬送される冊子にカバーや帯を冊子の外側に掛けて、さらにスリップを冊子に挿入する(カバー掛け工程、ステップS46)。
その後、何冊かの単位で結束して書籍の製造を完了する(結束工程、ステップS48)。
その後、何冊かの単位で結束して書籍の製造を完了する(結束工程、ステップS48)。
このようにして、本実施形態にかかる書籍の製造装置又は製造方法によれば、印刷部1(印刷工程)では、ウェブ式デジタル印刷機12で書籍の本文を印刷するので、デジタル印刷機12の特性から、オーダチェンジに速やかに対応でき、少部数の生産でも単価を抑えて対応できる。また、オーダチェンジに際して印刷機を停止する必要が無いので、ウェブ式印刷機で発生する刷り出し損紙や刷り終わり損紙も最小限に抑えることができる。さらに、ウェブ式なので高速印刷で且つ多頁を並列に同時的に印刷できるので、印刷にかかる生産効率を高め易くなる。
また、印刷後、折機13によって折丁を形成し、搬送装置15によって折丁を積み重ねて折丁束Gを形成して、これを排出するので、書籍の本文の多くを折丁束Gとして部分的に丁合した形で製本部(製本工程)へ供給し、製本部(製本工程)では、この折丁束Gに追加頁を積み重ねていって丁合を完了するので、予め折丁束が形成される分だけ製本部(製本工程)での丁合にかかる処理負担が軽減される。
したがって、頁数が多い書籍を製造する場合にも、印刷部1(印刷工程)で形成する折丁束Gの頁数を増やして対応することもでき、丁合機21にフィーダを多数装備する必要はなく、設備の大型化を防止することができる。また、丁合機21のフィーダに折丁やシートをセットする負担が減る分だけ作業者の負担を抑えることができる。
また、印刷部1(印刷工程)で、ウェブWの印刷面に書籍の本文の画像と共にこの書籍を特定する主マーク55を印刷し、製本部2(製本工程)では、丁合機21に送られる折丁束Gから主マーク55を読み取って、この情報から作成中の書籍を特定し、特定した書籍に対応した追加頁がセットされたフィーダカセット271からの追加頁を、追加頁フィーダ270により丁合機21に供給するので、作業者に負担を加えずに、乱丁,落丁の発生を防止することができる。
同様に、表紙挿し機23やカバー掛け機26においても、特定した書籍に対応した表紙やカバー類がセットされたフィーダカセット281,291からの表紙やカバー類を、表紙フィーダ280やカバー類フィーダ290により表紙挿し機23やカバー掛け機26に供給するので、作業者に負担を加えずに、誤装着の発生を防止することができる。
また、読取装置(第1~第3読取装置)51a~51n,52,53a~53cによって、各追加頁フィーダ270a~270n,表紙フィーダ280,カバー類フィーダ290a~290cの側にも、各フィーダカセット271a~271n,281,291a~291c内の用紙に印刷されたマーク56を読み取った情報に基づいて、製本制御部32が、各フィーダカセット271a~271n,281,291a~291c内の用紙が何れのオーダ書籍に対応したものかを特定するので、この点からも作業者に負担を加えずに、誤装着の発生を防止することができる。
〔その他〕
以上、本発明の実施形態を説明したが、本発明は上述の実施の形態に限定されるものではなく、本発明の趣旨を逸脱しない範囲で種々変形して実施することができる。
以上、本発明の実施形態を説明したが、本発明は上述の実施の形態に限定されるものではなく、本発明の趣旨を逸脱しない範囲で種々変形して実施することができる。
例えば、フィーダカセットのそれぞれのストック状況を監視する監視装置を設け、制御装置は、この監視装置の監視情報から、特定した書籍に対応した追加頁,表紙又はカバー類のストックが欠如する場合には、書籍の製造にかかるジョブを、ストックが揃っている別のジョブに強制的に切り替えるようにしてもよい。これにより、損紙の減少や生産効率の低下を回避できる。この場合、別のジョブは印刷スケジュール上の順位で決定しても良いし、紙種やサイズなどが同じジョブを優先しても良い。あるいは、ジョブを強制的に切り替える代わりに印刷機を停止させても良い。
また、装置としては、印刷部は、ウェブ式デジタル印刷機と折機と折丁束を形成する搬送装置とを有し、製本部は、搬送装置と綴じ機と三方断裁機と主読取装置と書籍を特定して紙部品追加製本加工部に供給する紙部品を選択する制御装置とを有することが必須であるが、その他の構成は適宜省略しうる。
この場合、紙部品追加製本加工部は、紙部品を用いて加工する何らかの追加製本加工部を少なくとも1つ有していれば本発明の効果を得ることができる。上記実施形態では、紙部品追加製本加工部として、丁合機21,表紙挿し機23,カバー帯掛け機26を装備しているが、これらの何れか或いは他の紙部品追加製本加工部を装備しても良い。
例えば表紙を装着しない状態で綴じた半完成品の書籍を製造するために本発明を用いることもでき、この場合、紙部品追加製本加工部のうち、少なくとも表紙挿し機23は不要となり、表紙の装着は後工程として別のラインで行なうようにすればよい。
また、追加頁が不要であれば丁合機21は本発明に不要となり、カバーや帯等が不要であればカバー帯掛け機26は本発明に不要となる。
また、追加頁が不要であれば丁合機21は本発明に不要となり、カバーや帯等が不要であればカバー帯掛け機26は本発明に不要となる。
折機でのウェブの折り方についても、スリッタで4つに分けたものを重ねてから1つの三角板で折るだけでなく、複数の三角板で複数回数の折りを行うなど、多様な折り手段が利用可能である。
方法としては、印刷工程は、印刷本工程と折丁形成工程と折丁束搬出工程とを有し、製本工程は、折丁束受取工程と綴じ工程と三方断裁工程と書籍を特定して紙部品を選択しこれを紙部品追加製本加工部に供給する工程を有することが必要であるが、その他の構成は適宜省略しうる。
また、上記実施形態では、綴じ機として無線綴じ機を例示したが、本発明はこれに限らず他の綴じ機にも適用できる。例えば「アジロ綴じ」などは、丁合いから断裁まで、或いは、丁合いから断裁更にカバー装着までを、インライン化できるため、本発明を適用するのに好ましい。
1 印刷部
11 給紙装置
12 印刷機
13 折機
14 振分装置
15 搬送装置(印刷部搬送装置)
2 製本部
20 搬送装置(製本部搬送装置)
21 丁合機(紙部品追加製本加工部)
22 無線綴じ機(製本加工部)
23 表紙挿し機(紙部品追加製本加工部)
24 乾燥機(製本加工部)
25 三方断裁機(製本加工部)
26 カバー帯掛け機(紙部品追加製本加工部)
27 第1フィーダユニット
270,270a~270n 追加頁フィーダ
28 第2フィーダユニット
280 表紙フィーダ
29 第3フィーダユニット
290,290a~290c カバー類フィーダ
271~291 フィーダカセット(フィーダ容器)
30 制御装置
50 主読取装置
51a~51n 第1読取装置
52 第2読取装置
53a~53c 第3読取装置
55 主マーク
56 第1~第3マーク
F,F1,F2 折丁
G,G1,G2 折丁束
L1,L2 搬送ライン
11 給紙装置
12 印刷機
13 折機
14 振分装置
15 搬送装置(印刷部搬送装置)
2 製本部
20 搬送装置(製本部搬送装置)
21 丁合機(紙部品追加製本加工部)
22 無線綴じ機(製本加工部)
23 表紙挿し機(紙部品追加製本加工部)
24 乾燥機(製本加工部)
25 三方断裁機(製本加工部)
26 カバー帯掛け機(紙部品追加製本加工部)
27 第1フィーダユニット
270,270a~270n 追加頁フィーダ
28 第2フィーダユニット
280 表紙フィーダ
29 第3フィーダユニット
290,290a~290c カバー類フィーダ
271~291 フィーダカセット(フィーダ容器)
30 制御装置
50 主読取装置
51a~51n 第1読取装置
52 第2読取装置
53a~53c 第3読取装置
55 主マーク
56 第1~第3マーク
F,F1,F2 折丁
G,G1,G2 折丁束
L1,L2 搬送ライン
Claims (22)
- 書籍の本文を印刷して折丁束として排出する印刷部と、前記印刷部から排出された前記折丁束を綴じて製本する製本部とを有する書籍の製造装置であって、
前記印刷部は、
ウェブの印刷面に連続して異なる画像を印刷可能であって、前記印刷面に前記書籍の本文の画像と共に該書籍を特定する主マークを印刷するウェブ式デジタル印刷機と、
前記ウェブ式デジタル印刷機により印刷された前記ウェブを重ね折りして横断裁することで折丁を形成する折機と、
前記折機により形成された前記折丁を積み重ねて折丁束を形成し該折丁束を搬送して排出する印刷部搬送装置と、を有し、
前記製本部は、複数の製本加工部を有し、
前記製本加工部には、
前記印刷部搬送装置から排出された前記折丁束を受け取って搬送する製本部搬送装置と、
前記製本部搬送装置により搬送される前記折丁束を用いて形成された一冊分の用紙束の背面を結合して綴じて冊子を完成させる綴じ機と、
前記製本部搬送装置により搬送される前記冊子の背面以外を三方断裁する三方断裁機と、
紙部品を用いて前記折丁束,前記一冊分の用紙束及び前記冊子の何れかに製本のための加工を行なう紙部品追加製本加工部と、が含まれると共に、
前記製本部搬送装置により搬送される前記折丁束から前記主マークを読み取る主読取装置と、
前記紙部品追加製本加工部で用いられ、前記主マークで特定される製造対象書籍を含む製本予定の複数の書籍のそれぞれの前記紙部品を個別にセット可能な複数のフィーダ容器を備え、前記複数のフィーダ容器の中から特定のフィーダ容器を選択してセットされた前記紙部品を前記紙部品追加製本加工部に供給する紙部品フィーダを有するフィーダユニットと、
前記主読取装置により読み取られた前記主マークの情報から前記製造対象書籍を特定し、前記製造対象書籍に対応した前記紙部品がセットされたフィーダ容器を選択するように前記フィーダユニットを制御する制御装置と、を有する
書籍の製造装置。 - 前記紙部品追加製本加工部には、前記綴じ機の上流に配置され、前記製本部搬送装置により搬送される前記折丁束に前記紙部品としての追加頁を積み重ねて前記一冊分の用紙束に丁合する丁合機が含まれ、
前記フィーダユニットには、前記製本予定の複数の書籍の各追加頁を個別にセット可能な複数のフィーダ容器を備え、前記複数のフィーダ容器の中から特定のフィーダ容器を選択してセットされた前記追加頁を前記丁合機に供給する追加頁フィーダを有する第1フィーダユニットが含まれ、
前記制御装置は、前記主読取装置により読み取られた前記主マークの情報から前記製造対象書籍を特定し、該特定した製造対象書籍に対応した前記追加頁がセットされたフィーダ容器を選択するように前記第1フィーダユニットを制御する
請求項1記載の書籍の製造装置。 - 前記追加頁は、前記製造対象書籍の本文の一部及び前記製造対象書籍の口絵の何れか又は両方であって、
前記第1フィーダユニットは、前記製本部搬送装置による前記折丁束の搬送方向に沿ってそれぞれ順に前記追加頁を積み重ねることが可能な複数の前記追加頁フィーダを備え、前記複数の追加頁フィーダのそれぞれに前記フィーダ容器が複数ずつ装備されている
請求項2記載の書籍の製造装置。 - 前記追加頁には、該追加頁が用いられる前記製造対象書籍を特定する第1マークが印刷され、
前記第1フィーダユニットには、前記第1マークを読み取る第1読取装置が装備され、
前記制御装置は、前記第1読取装置により読み取られた前記第1マークの情報から前記特定した製造対象書籍に対応した前記追加頁がセットされたフィーダ容器を特定する
請求項2又は3記載の書籍の製造装置。 - 前記綴じ機は、前記一冊分の用紙束の背面に糊付けして綴じる綴じ機であって、
前記製本加工部には、
前記綴じ機の直下流に配置され、前記製本部搬送装置により搬送される前記一冊分の用紙束の背面の糊が乾く前に、前記紙部品としての前記製造対象書籍の表紙を前記背面側に接着して表紙込みの冊子を完成させる前記紙部品追加製本加工部としての表紙挿し機と、
前記表紙挿し機で完成され前記製本部搬送装置により搬送される前記冊子の糊を乾燥させる乾燥機と、が含まれ、
前記フィーダユニットには、前記表紙挿し機に付設され、前記製造対象書籍を含む製本予定の複数の書籍の各表紙を個別にセット可能な複数のフィーダ容器を備え、前記複数のフィーダ容器の中から特定のフィーダ容器を選択して前記表紙を前記表紙挿し機に供給する表紙フィーダを有する第2フィーダユニットが含まれ、
前記制御装置は、前記特定した製造対象書籍に対応した前記表紙がセットされたフィーダ容器を選択するように前記第2フィーダユニットを制御する
請求項1~4の何れか1項に記載の書籍の製造装置。 - 前記表紙には、該表紙が用いられる書籍を特定する第2マークが印刷され、
前記第2フィーダユニットには、前記第2マークを読み取る第2読取装置が装備され、
前記制御装置は、前記第2読取装置により読み取られた前記第2マークの情報から前記特定した製造対象書籍に対応した前記表紙がセットされたフィーダ容器を特定する
請求項5記載の書籍の製造装置。 - 前記紙部品追加製本加工部には、前記三方断裁機で三方断裁され前記製本部搬送装置により搬送される前記冊子の外側に前記紙部品としてのカバー類を装着するカバー帯掛け機が含まれ、
前記フィーダユニットには、前記カバー帯掛け機に付設され、前記製造対象書籍を含む製本予定の複数の書籍毎に各カバー類を個別にセット可能な複数のフィーダ容器を備え、前記複数のフィーダ容器の中から特定のフィーダ容器を選択して前記カバー類を前記カバー帯掛け機に供給するカバー類フィーダを有する第3フィーダユニットが含まれ、
前記制御装置は、前記特定した製造対象書籍に対応した前記カバー類がセットされたフィーダ容器を選択するように前記第3フィーダユニットを制御する
請求項1~6の何れか1項に記載の書籍の製造装置。 - 前記カバー類には、該カバー類が用いられる書籍を特定する第3マークが印刷され、
前記第3フィーダユニットには、前記第3マークを読み取る第3読取装置が装備され、
前記制御装置は、前記第3読取装置により読み取られた前記第3マークの情報から前記特定した製造対象書籍に対応した前記カバー類がセットされたフィーダ容器を特定する
請求項7記載の書籍の製造装置。 - 前記カバー類は、カバー,帯,スリップを含み、
前記第3フィーダユニットは、前記製本部搬送装置による前記冊子の搬送方向に沿ってそれぞれ前記カバー,前記帯,前記スリップを順に装着することが可能な複数の前記カバー類フィーダを備え、前記複数のカバー類フィーダのそれぞれに前記フィーダ容器が複数ずつ装備されている
請求項8記載の書籍の製造装置。 - 前記マークは、
前記印刷面の余白部又は非印刷面に印刷され、バーコード,二次元コードを含む絵柄構造で特定されるマーク及び前記余白部への印刷位置で特定されるマークの何れか、或いは、
前記印刷面又は前記非印刷面の任意の個所に印刷され、ステルスインクで印刷されるマーク及び見えないドットコードの何れか、或いは、
印刷絵柄の一部または全部、である
請求項1~9の何れか1項に記載の書籍の製造装置。 - 前記フィーダ容器のそれぞれのストック状況を監視する監視装置を有し、
前記制御装置は、前記監視装置の監視情報から、前記特定した製造対象書籍に対応した前記追加頁,前記表紙又は前記カバー類のストックが欠如する場合には、書籍の製造にかかるジョブを強制的に切り替える
請求項1~10の何れか1項に記載の書籍の製造装置。 - 書籍の本文を印刷し折丁束として排出する印刷工程と、前記印刷工程で排出された前記折丁束を綴じて製本する製本工程とを有する書籍の製造方法であって、
前記印刷工程は、
ウェブの印刷面に連続して異なる画像を印刷可能なウェブ式デジタル印刷機によって、前記印刷面に前記書籍の本文の画像と共に該書籍を特定する主マークを印刷する印刷本工程と、
前記印刷本工程で印刷された前記ウェブを折機によって重ね折りして横断裁することで折丁を形成する折丁形成工程と、
前記折丁形成工程により形成された前記折丁を積み重ねて折丁束を形成し該折丁束を印刷部搬送装置によって搬送して排出する折丁束排出工程と、を有し、
前記製本工程は、
前記折丁束排出工程で排出された前記折丁束を製本部搬送装置により受け取る折丁束受取工程と、
前記丁合工程で丁合された前記前記折丁束を用いて形成された一冊分の用紙束を前記製本部搬送装置により搬送しながらその背面を綴じ機によって結合して綴じて冊子を完成させる綴じ工程と、
前記冊子の背面以外を三方断裁機により三方断裁する三方断裁工程と、
前記綴じ工程又は前記三方断裁工程の前後で、紙部品を用いて前記折丁束,前記一冊分の用紙束及び前記冊子の何れかに製本のための加工を紙部品追加製本加工部にて行なう製本加工工程と、を有し、
前記製本加工工程では、前記製本部搬送装置により搬送される前記折丁束から前記主マークを前記主読取工程装置によって読み取って、制御装置により、読み取った前記主マークから製造対象書籍を特定し、フィーダユニットの紙部品フィーダに装備され前記製造対象書籍を含む製本予定の複数の書籍の各紙部品を個別にセット可能な複数のフィーダ容器の中から、前記特定した製造対象書籍に対応した前記紙部品がセットされたフィーダ容器を選択し、前記紙部品フィーダによって、選択した前記フィーダ容器の紙部品を前記紙部品追加製本加工部に供給する
書籍の製造方法。 - 前記製本加工工程には、前記折丁束受取工程で受け取った前記折丁束を前記製本部搬送装置により搬送しながら丁合機によって前記紙部品としての追加頁を積み重ねて一冊分の用紙束に丁合する丁合工程が含まれ、
前記フィーダユニットには、前記製本予定の複数の書籍の各追加頁を個別にセット可能な複数のフィーダ容器を備え、前記複数のフィーダ容器の中から特定のフィーダ容器を選択してセットされた前記追加頁を前記丁合機に供給する追加頁フィーダを有する第1フィーダユニットが含まれ、
前記丁合工程では、製本部搬送装置により搬送される前記折丁束から前記主マークを主読取工程装置によって読み取って、前記制御装置により、読み取った前記主マークから前記製造対象書籍を特定し、前記製造対象書籍を含む製本予定の複数の書籍の各追加頁を個別にセット可能な複数のフィーダ容器の中から、前記特定した製造対象書籍に対応した前記追加頁がセットされたフィーダ容器を選択し、前記第1フィーダユニットの追加頁フィーダによって、選択した前記追加頁を前記丁合機に供給する
請求項12記載の書籍の製造方法。 - 前記追加頁は、前記製造対象書籍の本文の一部及び前記製造対象書籍の口絵の何れか又は両方であって、
前記第1フィーダユニットは、前記製本部搬送装置による前記折丁束の搬送方向に沿ってそれぞれ順に前記追加頁を積み重ねることが可能な複数の前記追加頁フィーダを備え、前記複数の追加頁フィーダのそれぞれに前記フィーダ容器が複数ずつ装備され、
前記丁合工程では、前記複数の追加頁フィーダの一部または全てを選択して作動させる
請求項13記載の書籍の製造方法。 - 前記追加頁には、該追加頁が用いられる前記製造対象書籍を特定する第1マークが印刷され、
前記丁合工程では、第1読取装置により前記第1マークを読み取り、前記制御装置により、前記第1読取装置により読み取られた前記第1マークの情報から前記特定した製造対象書籍に対応した前記追加頁がセットされたフィーダ容器を特定する
請求項13又は14記載の書籍の製造方法。 - 前記綴じ機は、前記一冊分の用紙束の背面に糊付けして綴じる綴じ機であって、
前記製本加工工程には、
前記綴じ機の直下流に配置された表紙挿し機により、前記製本部搬送装置により搬送される前記一冊分の用紙束の背面の糊が乾く前に前記紙部品としての前記製造対象書籍の表紙を前記背面側に接着して表紙込みの冊子を完成させる表紙挿し工程と、
前記表紙挿し機で完成され前記製本部搬送装置により搬送される前記冊子の糊を乾燥機により乾燥させる乾燥工程と、が含まれ、
前記フィーダユニットには、前記表紙挿し機に付設され、前記製造対象書籍を含む製本予定の複数の書籍の各表紙を個別にセット可能な複数のフィーダ容器を備え、前記複数のフィーダ容器の中から特定のフィーダ容器を選択して前記表紙を前記表紙挿し機に供給する表紙フィーダを有する第2フィーダユニットが含まれ、
前記表紙挿し工程では、前記製本予定の複数の書籍の各表紙を個別にセット可能な複数のフィーダ容器の中から、前記特定した製造対象書籍に対応した前記表紙がセットされたフィーダ容器を選択し、第2フィーダユニットの表紙フィーダによって、選択した前記表紙を前記表紙挿し機に供給する
請求項12~15の何れか1項に記載の書籍の製造方法。 - 前記表紙には、該表紙が用いられる前記製造対象書籍を特定する第2マークが印刷され、
前記表紙挿し工程では、第2読取装置により前記第2マークを読み取り、前記制御装置により、前記第2読取装置により読み取られた前記第2マークの情報から前記特定した製造対象書籍に対応した前記表紙をセットされたフィーダ容器を特定する
請求項16記載の書籍の製造方法。 - 前記製本加工工程には、
前記三方断裁工程で三方断裁された前記冊子の外側にカバー帯掛け機により前記紙部品としてのカバー類を装着するカバー帯掛け工程が含まれ、
前記フィーダユニットには、前記カバー帯掛け機に付設され、前記製造対象書籍を含む製本予定の複数の書籍毎に各カバー類を個別にセット可能な複数のフィーダ容器を備え、前記複数のフィーダ容器の中から特定のフィーダ容器を選択して前記カバー類を前記カバー帯掛け機に供給するカバー類フィーダを有する第3フィーダユニットが含まれ、
前記カバー帯掛け工程では、前記製本予定の複数の書籍の各カバー類を個別にセット可能なフィーダ容器の中から、前記特定した製造対象書籍に対応した前記カバー類がセットされたフィーダ容器を選択し、第3フィーダユニットのカバー類フィーダによって、選択した前記カバー類を前記カバー帯掛け機に供給する
請求項12~17の何れか1項に記載の書籍の製造方法。 - 前記カバー類には、該カバー類が用いられる書籍を特定する第3マークが印刷され、
前記カバー帯掛け工程では、第3読取装置により前記第3マークを読み取り、前記制御装置により、前記第3読取装置により読み取られた前記第3マークの情報から前記特定した製造対象書籍に対応した前記カバー類をセットされたフィーダ容器を特定する
請求項18記載の書籍の製造方法。 - 前記カバー類は、カバー,帯,スリップを含み、
前記第3フィーダユニットは、前記製本部搬送装置による前記冊子の搬送方向に沿ってそれぞれ前記カバー,前記帯,前記スリップを順に装着することが可能な複数の前記カバー類フィーダを備え、前記複数のカバー類フィーダのそれぞれに前記フィーダ容器が複数ずつ装備され、
前記カバー帯掛け工程では、前記複数のカバー類フィーダの一部又は前部を選択して作動させる
請求項19記載の書籍の製造方法。 - 前記マークは、
前記印刷面の余白部又は非印刷面に印刷され、バーコード,二次元コードを含む絵柄構造で特定されるマーク及び前記余白部への印刷位置で特定されるマークの何れか、或いは、
前記印刷面の任意の個所に印刷され、ステルスインクで印刷されるマーク及び見えないドットコードの何れか、或いは、
印刷絵柄の一部または全部、である
請求項12~20の何れか1項に記載の書籍の製造方法。 - 前記フィーダ容器のそれぞれのストック状況を監視装置によって監視し、
前記制御装置によって、前記監視装置の監視情報から、前記特定した製造対象書籍に対応した前記追加頁,前記表紙又は前記カバー類のストックが欠如する場合には、書籍の製造にかかるジョブを強制的に切り替える
請求項12~21の何れか1項に記載の書籍の製造方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014225399A JP2016087938A (ja) | 2014-11-05 | 2014-11-05 | 書籍の製造装置及び方法 |
| JP2014-225399 | 2014-11-05 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016072177A1 true WO2016072177A1 (ja) | 2016-05-12 |
Family
ID=55908906
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/077669 WO2016072177A1 (ja) | 2014-11-05 | 2015-09-30 | 書籍の製造装置及び方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2016087938A (ja) |
| WO (1) | WO2016072177A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109292490A (zh) * | 2018-10-31 | 2019-02-01 | 东莞市长和兴印刷机械有限公司 | 一种笔记本加工设备 |
| CN110641182A (zh) * | 2019-11-05 | 2020-01-03 | 义乌联动机械股份有限公司 | 一种平缝全自动联动生产线 |
| JP7368375B2 (ja) | 2018-04-12 | 2023-10-24 | イグス ゲゼルシャフト ミット ベシュレンクター ハフトゥング | エネルギー案内チェーン用の射出成形部品へのマーキング |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6944769B2 (ja) * | 2015-09-09 | 2021-10-06 | ミュラー・マルティニ・ホルディング・アクチエンゲゼルシヤフト | 無線綴じされる印刷製品を製造するための機械及び方法 |
| US10730714B2 (en) * | 2016-09-01 | 2020-08-04 | Mueller Martini Holding Ag | Method and apparatus for producing personalized printed products |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006327013A (ja) * | 2005-05-26 | 2006-12-07 | Dainippon Printing Co Ltd | 表紙貼込装置および方法 |
| JP2013060011A (ja) * | 2011-09-10 | 2013-04-04 | Kolbus Gmbh & Co Kg | 綴じられていない中本を丁合いする方法および装置 |
| JP2014144630A (ja) * | 2013-01-30 | 2014-08-14 | Mitsubishi Heavy Industries Printing & Packaging Machinery Ltd | 印刷装置及び製本装置並びに印刷製本システム |
-
2014
- 2014-11-05 JP JP2014225399A patent/JP2016087938A/ja active Pending
-
2015
- 2015-09-30 WO PCT/JP2015/077669 patent/WO2016072177A1/ja active Application Filing
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006327013A (ja) * | 2005-05-26 | 2006-12-07 | Dainippon Printing Co Ltd | 表紙貼込装置および方法 |
| JP2013060011A (ja) * | 2011-09-10 | 2013-04-04 | Kolbus Gmbh & Co Kg | 綴じられていない中本を丁合いする方法および装置 |
| JP2014144630A (ja) * | 2013-01-30 | 2014-08-14 | Mitsubishi Heavy Industries Printing & Packaging Machinery Ltd | 印刷装置及び製本装置並びに印刷製本システム |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7368375B2 (ja) | 2018-04-12 | 2023-10-24 | イグス ゲゼルシャフト ミット ベシュレンクター ハフトゥング | エネルギー案内チェーン用の射出成形部品へのマーキング |
| CN109292490A (zh) * | 2018-10-31 | 2019-02-01 | 东莞市长和兴印刷机械有限公司 | 一种笔记本加工设备 |
| CN109292490B (zh) * | 2018-10-31 | 2024-04-09 | 东莞市长和兴印刷机械有限公司 | 一种笔记本加工设备 |
| CN110641182A (zh) * | 2019-11-05 | 2020-01-03 | 义乌联动机械股份有限公司 | 一种平缝全自动联动生产线 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2016087938A (ja) | 2016-05-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2016072177A1 (ja) | 書籍の製造装置及び方法 | |
| JP4951719B2 (ja) | 冊子状印刷物製造装置及び、製造方法 | |
| JP3984889B2 (ja) | 少なくとも部分的にサイクル制御された本、定期刊行物、雑誌等の印刷製品の製造方法 | |
| JP5502532B2 (ja) | 中綴じ機、および中綴じ機を動作させる方法 | |
| JP2013060011A (ja) | 綴じられていない中本を丁合いする方法および装置 | |
| JP2016087938A5 (ja) | ||
| JP5027698B2 (ja) | 印刷機及び印刷方法 | |
| US8505897B2 (en) | Z-fold signature finishing system and printer | |
| US8919767B2 (en) | Bundle of printed products and method for producing same | |
| US20140001694A1 (en) | In-line shell processing | |
| JP5703487B2 (ja) | 印刷装置及び製本装置並びに印刷製本システム | |
| US10730714B2 (en) | Method and apparatus for producing personalized printed products | |
| US8505898B2 (en) | Method for making a Z-fold signature | |
| JP2006327012A (ja) | 可変枚数製本機 | |
| US9238567B2 (en) | Stitching sections of a tabloid newspaper | |
| US20120306141A1 (en) | Z-fold signature media | |
| JP4970182B2 (ja) | 製本装置及びこれを備えた画像形成システム | |
| JP4340169B2 (ja) | 用紙仕分け装置 | |
| JP2005319804A (ja) | 丁合された印刷紙から形成された印刷製品を綴付ける装置 | |
| JP5939805B2 (ja) | 製本用折丁束作製装置 | |
| JP2012139867A (ja) | 画像形成システム | |
| EP2714418A2 (en) | Method for making a z-fold signature | |
| JP2017030335A (ja) | 封書作成装置 | |
| JP5714147B1 (ja) | 印刷装置 | |
| JP2012066450A (ja) | 製本システム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15857672 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 15857672 Country of ref document: EP Kind code of ref document: A1 |