WO2016035191A1 - Rotating electric machine and method for manufacturing rotor core - Google Patents
Rotating electric machine and method for manufacturing rotor core Download PDFInfo
- Publication number
- WO2016035191A1 WO2016035191A1 PCT/JP2014/073360 JP2014073360W WO2016035191A1 WO 2016035191 A1 WO2016035191 A1 WO 2016035191A1 JP 2014073360 W JP2014073360 W JP 2014073360W WO 2016035191 A1 WO2016035191 A1 WO 2016035191A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- rotor core
- electrical machine
- rotating electrical
- teeth
- core
- Prior art date
Links
- 238000000034 method Methods 0.000 title claims description 21
- 238000004519 manufacturing process Methods 0.000 title claims description 17
- 229910000831 Steel Inorganic materials 0.000 claims abstract description 76
- 239000010959 steel Substances 0.000 claims abstract description 76
- 238000004804 winding Methods 0.000 claims abstract description 10
- 238000010030 laminating Methods 0.000 claims abstract description 7
- 229910000576 Laminated steel Inorganic materials 0.000 claims abstract 2
- 239000000853 adhesive Substances 0.000 claims description 26
- 230000002093 peripheral effect Effects 0.000 claims description 26
- 230000001070 adhesive effect Effects 0.000 claims description 25
- 238000010791 quenching Methods 0.000 claims description 13
- 230000000171 quenching effect Effects 0.000 claims description 12
- 238000010438 heat treatment Methods 0.000 claims description 11
- 230000004907 flux Effects 0.000 description 21
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 19
- 230000004048 modification Effects 0.000 description 9
- 238000012986 modification Methods 0.000 description 9
- 230000008569 process Effects 0.000 description 9
- 238000000137 annealing Methods 0.000 description 6
- 230000000694 effects Effects 0.000 description 6
- 238000009413 insulation Methods 0.000 description 6
- 229910052742 iron Inorganic materials 0.000 description 6
- 230000000052 comparative effect Effects 0.000 description 4
- 229910000851 Alloy steel Inorganic materials 0.000 description 3
- 229910000975 Carbon steel Inorganic materials 0.000 description 3
- 239000010962 carbon steel Substances 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 3
- 238000000576 coating method Methods 0.000 description 3
- 230000008859 change Effects 0.000 description 2
- 230000001771 impaired effect Effects 0.000 description 2
- WABPQHHGFIMREM-UHFFFAOYSA-N lead(0) Chemical compound [Pb] WABPQHHGFIMREM-UHFFFAOYSA-N 0.000 description 2
- 229920006395 saturated elastomer Polymers 0.000 description 2
- 229910000976 Electrical steel Inorganic materials 0.000 description 1
- 229910000760 Hardened steel Inorganic materials 0.000 description 1
- 230000004323 axial length Effects 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000005457 optimization Methods 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011359 shock absorbing material Substances 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 238000005482 strain hardening Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images










Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/22—Rotating parts of the magnetic circuit
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/22—Rotating parts of the magnetic circuit
- H02K1/27—Rotor cores with permanent magnets
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/02—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies
Definitions
- the disclosed embodiment relates to a method of manufacturing a rotating electrical machine and a rotor core.
- Patent Document 1 describes a rotating electrical machine including a rotor core in which steel plates made of carbon steel or alloy steel having hardenability are stacked and the periphery of a magnet mounting hole is quenched. As a result, the rotor core is made strong and high speed rotation is realized. Also, in this rotating electrical machine, the rotor core is intentionally saturated by concentrating the magnetic flux generated from the magnet on the rotor surface, and the change in magnetic flux density near the rotating rotor core surface is reduced. The iron loss is kept low and high efficiency is achieved.
- the present invention has been made in view of such problems, and an object of the present invention is to provide a rotating electrical machine and a method of manufacturing a rotor core capable of increasing efficiency.
- a rotor core including a stator core and a plurality of stacked steel plates, the axial dimension of which is shorter than the stator core, and the rotor core And a permanent magnet having an axial dimension shorter than that of the rotor core is applied.
- a method for manufacturing a rotor core of a rotating electrical machine in which a heat-treated steel sheet is stamped and formed into a desired shape, and a plurality of the formed steel sheets are laminated.
- a method for manufacturing a rotor core which includes bonding an oxide film formed on the surface of the steel sheet by the heat treatment with an adhesive.
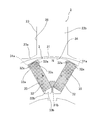
- the rotating electrical machine 1 has a stator 2 and a rotor 3.
- the stator 2 is provided on the inner periphery of the cylindrical frame 4.
- the rotor 3 is provided on the outer periphery of the shaft 10 and is disposed so as to face the stator 2 in the radial direction.
- a load side bracket 5 is provided on the load side (right side in FIG. 1) of the frame 4, and an antiload side bracket 6 is provided on the antiload side (left side in FIG. 1) of the frame 4.
- the shaft 10 is rotatably supported by a load side bearing 7 provided on the load side bracket 5 and an antiload side bearing 8 provided on the antiload side bracket 6.
- An encoder 9 that detects the rotational position of the shaft 10 is provided at the end of the shaft 10 on the side opposite to the load. Note that the encoder 9 may not be provided.
- a bush 12 into which a lead wire 11 connected to an external power source (not shown) is inserted is attached to the outer periphery of the non-load side bracket 6.
- the lead wire 11 is connected to a connection portion (not shown) in which a plurality of stator windings 25 of the stator 2 are connected on the opposite load side of the stator 2.
- the “load side” refers to the direction in which a load is attached to the rotating electrical machine 1, that is, the direction in which the shaft 10 protrudes (right side in FIG. 1) in this example.
- the direction opposite to the load side that is, the direction in which the encoder 9 is arranged with respect to the rotating electrical machine 1 in this example (left side in FIG. 1) is indicated.
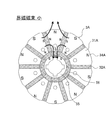
- the stator 2 includes a stator core 21 and a plurality (12 in the illustrated example) of the stator windings 25.
- the stator core 21 has a cylindrical outer stator core portion 22 provided along the inner peripheral surface of the frame 4 and an inner stator core portion 23 provided inside the outer stator core portion 22.
- the inner stator core portion 23 includes a plurality (12 in the illustrated example) of teeth 23b arranged radially, and a connecting portion 23a that connects end portions on the inner peripheral side of the plurality of teeth 23b in a cylindrical shape.
- the outer stator core portion 22 and the inner stator core portion 23 are fixed by bolts 24 penetrating the outer peripheral end portions of the teeth 23 b of the inner stator core portion 23 and the outer stator core portion 22.
- Each stator winding 25 is wound around the teeth 23b of the inner stator core portion 23, and is formed between a plurality of teeth 23b adjacent to the circumferential direction and the outer stator core portion 22 (in the illustrated example). 12) in the slot 26.
- the rotor 3 includes a cylindrical rotor core 31 disposed with a magnetic gap inside the stator 2, and a plurality of rotor cores 31 provided inside the rotor core 31. And 20 permanent magnets 32 (in the illustrated example).
- the axial dimension Lr of the rotor core 31 is shorter by a predetermined length than the axial dimension Ls of the stator core 21, and the axial dimension Lm of the permanent magnet 32 is equal to the rotor core 31.
- the predetermined length is set shorter than the axial dimension Lr.
- IPM Internal Permanent Magnet
- the rotor core 31 has a hole 36 provided with a plurality of convex portions 36a on the inner peripheral surface.
- the shaft 10 has a plurality of recesses 10a on the outer peripheral surface of the rotor mounting portion.
- the rotor core 31 is fixed to the outer peripheral surface of the shaft 10 by being fitted to the shaft 10 by shrink fitting or the like while fitting the convex portion 36a and the concave portion 10a. Further, between the load side bearing 7 and the end surface of the rotor core 31, and between the anti-load side bearing 8 and the end surface of the rotor core 31, the load side plate 15 and the anti load side plate 16 are respectively connected to the shaft 10. It is fixed to.
- the rotor core 31 is restricted from moving in the axial direction by the load side plate 15 and the anti-load side plate 16.
- the rotor core 31 includes a plurality of magnet mounting holes 33 into which the plurality of permanent magnets 32 are inserted.
- each magnet mounting hole 33 is provided so as to penetrate the rotor core 31 along the axial direction.
- each magnet mounting hole 33 has a substantially rectangular shape when viewed from the axial direction, but the two corners 33a on the outer peripheral side thereof have an arc shape (in other words, a curved surface shape when viewed from the axial direction). ).
- the permanent magnet 32 is formed in a substantially rectangular parallelepiped shape, and the shape seen from the axial direction is a substantially rectangular shape, but the two outer peripheral corners 32a corresponding to the corners 33a of the magnet mounting hole 33 are seen from the axial direction.
- the permanent magnet 32 is inserted into the magnet mounting hole 33 and fixed with an adhesive or the like.
- the curved end surface on the outer peripheral side of the permanent magnet 32 mounted in the magnet mounting hole 33 and the planar side surfaces on both sides in the circumferential direction are curved end surfaces on the outer peripheral side of the magnet mounting hole 33 and the planar end surfaces on both sides in the circumferential direction. Touch the side.
- a gap 33 b is formed between the planar end surface 32 b on the inner peripheral side of the permanent magnet 32 and the end surface on the inner peripheral side of the magnet mounting hole 33.
- the plurality of permanent magnets 32 embedded in the plurality of magnet mounting holes 33 includes two N poles or S poles having the same polarity, as viewed from the axial direction.
- the permanent magnets 32 are arranged in the rotor core 31 in such a manner that the permanent magnets 32 form a V-shaped pair projecting radially inward, and the opposite magnetic poles of the same polarity are alternately varied in the circumferential direction.
- a plurality (ten in this example) of magnetic pole portions 34 of N poles and S poles having different polarities are formed in the circumferential direction of the rotor core 31.
- the angle between the two permanent magnets 32 arranged in a V shape so that the magnetic flux generated from the permanent magnet 32 in each magnetic pole portion 34 is concentrated on the surface of the rotor 3. Is designed to be sufficiently narrow.
- the rotor core 31 between the two permanent magnets 32 is intentionally saturated with magnetic flux, and the change in magnetic flux density in the portion near the surface of the rotating rotor core 31 is reduced. Designed to keep iron loss low.
- the rotor core 31 is formed by laminating a plurality of steel plates 37 punched and formed in a desired shape in the axial direction. Adjacent steel plates 37 are bonded together by an adhesive 38 (see FIG. 5A described later).
- a steel plate having hardenability such as carbon steel and alloy steel is used.
- the entire steel plate 37 is quenched, and the plurality of steel plates 37 are stacked to form the rotor core 31 that is heat-treated on the entire surface including the inside.
- the steel plates that have not been heat-treated may be laminated and then quenched by, for example, high-frequency heating.
- the part to be partially heat-treated includes, for example, a surface portion of the rotor core 31 and a region that is easily broken by stress due to the centrifugal force of the permanent magnet 32. As shown in FIG.
- the region that is easily broken is, for example, a peripheral region 31 a around the outer periphery of the magnet mounting hole 33, a region 31 b between adjacent magnet mounting holes 33 arranged in a V shape, and the like.
- the heat treatment applied to the rotor core 31 is not limited to quenching, and may be annealing (annealing) performed for removing strain due to work hardening, for example.
- the steel plate 37 is not limited to the steel plate which has hardenability, You may use a normal electromagnetic steel plate.
- FIG. 5A shows a rotor core 41 of a comparative example.
- a general electromagnetic steel sheet 47 is laminated.
- the magnetic steel sheet 47 is rolled and annealed in the final step, processed to a prescribed thickness, and then subjected to an insulating film treatment.
- the insulating film 47a thus formed is formed with a thickness sufficient to block the eddy current flowing between the electromagnetic steel sheets 47 (thicker than the oxide film 37a).
- a gap 49 is generated between the adjacent electromagnetic steel sheets 47 according to the flatness of the surface of the steel sheet 47, but insulation is ensured by the insulating coating 47a, so that the gap 49 is not filled with an adhesive or the like.
- the surface of the electromagnetic steel sheet 47 is not oxidized, so that it is heated in a vacuum and slowly cooled. For this reason, since processing time becomes long and the apparatus for evacuating a heating installation etc. are needed, cost may increase.
- FIG. 5B shows the rotor core 31 of this embodiment.
- the steel plate 37 has an oxide film 37a formed by quenching on its surface. Since this oxide film 37a is very thin, the insulating property may be low. Therefore, there is a possibility that the insulating property of the oxide film 37a may be impaired at a portion where the steel plate 37 and the steel plate 37 are in contact with each other due to vibration or the like during operation of the rotating electrical machine 1. Therefore, in the present embodiment, the adhesive 38 is filled in the gap 39 generated between the adjacent steel plates 37 due to unevenness (fine irregularities) on the surface of the steel plate 37.
- the adhesive 38 is made of, for example, a resin and has an insulating property.
- This adhesive 38 bonds the oxide films 37a of the adjacent steel plates 37 together.
- the adhesive agent 38 becomes a shock absorbing material, it can suppress the vibration of the steel plates 37, and can maintain the insulation property which is not inferior to the insulating film 40 of the comparative example for a long time.
- the steel plate 37 does not have a final annealing step and is a quenching step, so it does not need to be slowly cooled and may be rapidly cooled.
- the oxide film 37a is intentionally generated, it is not necessary to make the heating equipment vacuum. Furthermore, there is no insulation coating treatment. For this reason, the processing time can be greatly shortened and the cost can be reduced.
- the adhesive 38 is dropped on the steel plate 37, and the steel plate 37 is rotated at a high speed and bonded by centrifugal force.
- the first method stamp coating
- the second method in which the adhesive 38 is sprayed and applied to the steel plate 37 from a spray nozzle, and the impregnating adhesive as the adhesive 38
- the lower half of the rotor core 31 is immersed in a bath of impregnating adhesive 38 at a shallow depth, and the adhesive 38 is sucked up by capillarity.
- a third method for infiltrating the water is used to infiltrating the water.
- the load side plate 15 is pressed into the shaft 10 and integrated.
- the rotor core 31 is assembled to the shaft 10 integrated with the load side plate 15.
- the permanent magnet 32 is attached to the magnet attachment hole 33 of the rotor core 31 and bonded and integrated.
- the anti-load side plate 16 is press-fitted into the shaft 10 and integrated.
- the permanent magnet 32 is magnetized. Thereby, the rotor 3 is completed.
- the rotating electrical machine 1 includes the stator core 21, the rotor core 31, and the permanent magnet 32.
- the axial dimension Lr of the rotor core 31 is set shorter than the axial dimension Ls of the stator core 21, and the axial dimension Lm of the permanent magnet 32 is set shorter than the axial dimension Lr of the rotor core 31. Yes. Thereby, the following effects are obtained.
- FIG. 7 is a diagram illustrating an example of a general magnetic hysteresis curve.
- stator core 21> rotor core 31> permanent magnet 32 by making the size relationship of the axial direction as follows: stator core 21> rotor core 31> permanent magnet 32, the magnetic path resistance in the portion where there is no tooth 23b can be reduced, and the fluctuation of the magnetic path resistance can be reduced. Can be small. As a result, ⁇ B and ⁇ H in the hysteresis curve of FIG. 7 can be reduced, and the iron loss generated in the rotor core 31 can be reduced. Thereby, since the iron loss (hysteresis loss) which generate
- At least a part of the rotor core 31 is subjected to heat treatment (quenching in the above example).
- quench hardening since the intensity
- the rotor core 31 is configured by laminating steel plates 37 having hardenability and heat-treated.
- each steel plate 37 which comprises the rotor iron core 31 becomes high intensity
- the stator core 21 includes a plurality of teeth 23b around which the stator winding 25 is wound, and a connecting portion 23a that connects the inner peripheral end of the teeth 23b in a cylindrical shape.
- the connecting portion 23a can further reduce the magnetic path resistance in the portion where the tooth 23b is not present (the slot 26 portion), and can further reduce the fluctuation of the magnetic path resistance.
- the iron loss (hysteresis loss) generated in the rotor core 31 can be reduced, the rotating electrical machine 1 can be further improved in efficiency.
- the steel plate 37 has an oxide film 37 a formed by heat treatment on the surface, and the oxide films 37 a of the steel plates 37 adjacent to the rotor core 31 are bonded to each other by an adhesive 38. .
- the oxide film 37a formed on the surface of the steel plate 37 in the quenching process is very thin and may have low insulation. Therefore, there is a possibility that the insulating property of the oxide film 37a may be impaired at a portion where the steel plate 37 and the steel plate 37 are in contact with each other due to vibration or the like during operation of the rotating electrical machine 1. Therefore, by filling the adhesive 38 between the oxide films 37a of the adjacent steel plates 37, vibrations between the steel plates 37 can be suppressed, and deterioration of the rust and the like of the oxide films 37a can be prevented. Thereby, it is possible to maintain the insulating property which is not inferior to the conventional insulating film for a long time. Further, it is not necessary to provide an insulating film on the steel plate 37 as described above. Therefore, since the insulating film treatment is unnecessary, the processing time can be greatly shortened and the cost can be reduced.
- the rotor core 31 is provided with a magnet mounting hole 33 in which the outer corner 33 a has an arc shape, and the permanent magnet 32 corresponds to the corner 33 a of the magnet mounting hole 33.
- the corner 32a is formed in an arc shape.
- the manufacturing method of the rotor core 31 of the rotary electric machine 1 includes a step of stamping and forming the quenched steel plate 37 into a desired shape, a step of laminating the plurality of formed steel plates 37, and quenching. A step of bonding the oxide films 37a formed on the surface of the steel plate 37 by the treatment with an adhesive 38.
- a general electrical steel sheet used for a rotor core is rolled and annealed in the final process, processed to a specified thickness, and then treated with an insulating film.
- the steel plate surface is not oxidized and heated in a vacuum and cooled slowly.
- the steel plate 37 in the present embodiment does not have a final annealing process and is a quenching process, so it does not need to be slowly cooled and may be rapidly cooled. Moreover, since the oxide film 37a is intentionally generated, it is not necessary to evacuate the heating equipment. Furthermore, there is no insulation film treatment. For this reason, the processing time can be greatly shortened and the cost can be reduced. Therefore, an inexpensive rotor core 31 having high centrifugal force breaking strength can be realized.
- the gap 39 between the stacked steel plates 37 is impregnated with the adhesive 38 (the above-described third method). Since air bubbles between the formed steel plates 37 can be removed, the insulation between the steel plates 37 can be enhanced.
- the stator iron core 21 has the end portions on the inner peripheral side of the plurality of teeth 23b around which the stator winding 25 is wound connected to the cylindrical shape by the connecting portion 23a. It is good also as what is called an open teeth structure by which the slot opened toward the inner peripheral side is provided between teeth, without connecting the edge part of an inner peripheral side.
- An example of this modification is shown in FIG. In FIG. 8, illustration of the frame, the shaft, and the like is omitted.
- the rotating electrical machine 1A of the present modification includes a stator 2A and a variable field structure rotor 3A.
- the stator 2A includes a stator core 21A having a plurality (12 in this example) of teeth 23A and a plurality (12 in this example) of stator windings 25A wound around the plurality of teeth 23A.
- Each of the plurality of teeth 23A is fixed to the cylindrical stator core portion 22A by a bolt 24A.
- the plurality of teeth 23A have a plurality (12 in this example) of slots 26A that are open on the inner peripheral side between the teeth 23A, and the stator winding 25A wound around the teeth 23A is accommodated in the slot 26A.
- the axial dimension Lr of the rotor core 31A is shorter than the axial dimension Ls of the stator core 21A by a predetermined length, and the axial dimension Lm of the permanent magnet 32A is The axial length Lr of the rotor core 31A is set shorter than the predetermined length.
- the teeth 23A of the stator core 21A have a circumferential width Wt of 70% or more of the slot pitch Wp (Wt ⁇ 0.7Wp) at the end on the inner peripheral side, or between the teeth at the end on the inner peripheral side. It is set to at least twice the distance Ws (Wt ⁇ 2 Ws). With such a dimensional relationship, the circumferential width of the teeth 23A can be increased, and the inter-tooth distance Ws can be reduced.
- the rotor 3A includes a cylindrical rotor core 31A disposed with a magnetic gap inside the stator 2A, a cylindrical member 55 disposed inside the rotor core 31A, and the interior of the rotor core 31A.
- the rotor core 31A is subjected to quenching at least in part. That is, similar to the rotor core 31 in the above embodiment, the hardened steel plate 37A is laminated after being quenched.
- the plurality of first permanent magnets 32A are arranged in such a manner that N poles or S poles having the same polarity are opposed to each other in the circumferential direction, and the opposite magnetic poles having the same polarity are alternately changed in the circumferential direction. Has been placed. As a result, a plurality (ten in this example) of magnetic pole portions 34A of N poles and S poles having different polarities are formed in the circumferential direction of the rotor core 31A.
- the cylindrical member 55 is fixed to the shaft 10 (not shown).
- the rotor core 31A is provided so as to be rotatable relative to the cylindrical member 55 by a rotation mechanism (not shown).
- the rotor 3A rotates the rotor core 31A relative to the cylindrical member 55, and changes the position of the first permanent magnet 32A of the rotor core 31A with respect to the second permanent magnet 56 of the cylindrical member 55. It is possible to vary the field magnetic flux generated.
- FIG. 9 shows a state in which the field magnetic flux is small.
- the rotor core 31A and the cylindrical member 55 are at an angular position where the magnetic pole portion 34A and the second permanent magnet 56 having different polarities face each other in the radial direction.
- the magnetic flux of the magnetic pole portion 34A leaks to the second permanent magnet 56 side, so the field magnetic flux becomes small.
- FIG. 10 shows a state in which the field magnetic flux is medium.
- the rotor core 31A and the cylindrical member 55 are at an angular position where the magnetic pole portion 34A and the intermediate position between the two second permanent magnets 56 and 56 face each other in the radial direction.
- the field magnetic flux is medium.
- FIG. 11 shows a state where the load torque is large.
- the rotor core 31A and the cylindrical member 55 are at angular positions where the polarities of the magnetic pole portion 34A and the second permanent magnet 56 coincide.
- the magnetic flux of the magnetic pole portion 34A leaking to the second permanent magnet 56 side is almost eliminated, and the magnetic flux of the magnetic pole portion 34A is strengthened by the second permanent magnet 56, so that the field magnetic flux becomes maximum.
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Iron Core Of Rotating Electric Machines (AREA)
- Permanent Field Magnets Of Synchronous Machinery (AREA)
Abstract
[Problem] To increase the efficiency of a rotating electric machine.
[Solution] A rotating electric machine 1 has: a stator core 21; a rotor core 31 provided with a plurality of laminated steel sheets 37 and having an axial direction dimension Lr shorter than that of the stator core 21; and a permanent magnet 32 buried in the rotor core 31 and having an axial direction dimension Lm shorter than that of the rotor core 31. The rotor core 31 is structured by laminating the steel sheets 37 having a hardenability and been heat-treated. The stator core 21 has a plurality of teeth 23b around which stator windings 25 are wound and a connection part 23a for connecting the ends of the teeth 23b on the inner circumferential side in a cylindrical shape.
Description
開示の実施形態は、回転電機及び回転子鉄心の製造方法に関する。
The disclosed embodiment relates to a method of manufacturing a rotating electrical machine and a rotor core.
特許文献1には、焼入れ性を有する炭素鋼または合金鋼からなる鋼板を積層し、マグネット装着孔の周りが焼入れ処理されたロータコアを備えた回転電機が記載されている。これにより、ロータコアを高強度にして高速回転化を実現している。また、この回転電機では、マグネットより発する磁束をロータ表面に磁束集中させることにより、ロータコアを意図的に磁束飽和させ、回転中のロータコア表面近くの部分での磁束密度変化を低減することで、ロータコアの鉄損を低く止め、高効率化を実現している。
Patent Document 1 describes a rotating electrical machine including a rotor core in which steel plates made of carbon steel or alloy steel having hardenability are stacked and the periphery of a magnet mounting hole is quenched. As a result, the rotor core is made strong and high speed rotation is realized. Also, in this rotating electrical machine, the rotor core is intentionally saturated by concentrating the magnetic flux generated from the magnet on the rotor surface, and the change in magnetic flux density near the rotating rotor core surface is reduced. The iron loss is kept low and high efficiency is achieved.
上記従来技術において、さらなる高効率化を図る場合には、装置構成のさらなる最適化が要望される。
In the above prior art, further optimization of the device configuration is required in order to further increase the efficiency.
本発明はこのような問題点に鑑みてなされたものであり、高効率化が可能な回転電機及び回転子鉄心の製造方法を提供することを目的とする。
The present invention has been made in view of such problems, and an object of the present invention is to provide a rotating electrical machine and a method of manufacturing a rotor core capable of increasing efficiency.
上記課題を解決するため、本発明の一の観点によれば、固定子鉄心と、積層された複数の鋼板を備え、軸方向寸法が前記固定子鉄心より短い回転子鉄心と、前記回転子鉄心に埋め込まれ、軸方向寸法が前記回転子鉄心より短い永久磁石と、を有する回転電機が適用される。
In order to solve the above-described problems, according to one aspect of the present invention, a rotor core including a stator core and a plurality of stacked steel plates, the axial dimension of which is shorter than the stator core, and the rotor core And a permanent magnet having an axial dimension shorter than that of the rotor core is applied.
また、本発明の別の観点によれば、回転電機の回転子鉄心の製造方法であって、熱処理された鋼板を所望の形状に打ち抜き成形することと、成形された複数の前記鋼板を積層することと、前記熱処理により前記鋼板の表面に形成された酸化皮膜同士を接着剤で接着することと、を有する回転子鉄心の製造方法が適用される。
According to another aspect of the present invention, there is provided a method for manufacturing a rotor core of a rotating electrical machine, in which a heat-treated steel sheet is stamped and formed into a desired shape, and a plurality of the formed steel sheets are laminated. And a method for manufacturing a rotor core, which includes bonding an oxide film formed on the surface of the steel sheet by the heat treatment with an adhesive.
本発明によれば、高効率化が可能な回転電機及び回転子鉄心の製造方法を提供することができる。
According to the present invention, it is possible to provide a rotating electrical machine and a method of manufacturing a rotor core that can be highly efficient.
以下、一実施の形態について図面を参照しつつ説明する。なお、以下において、回転電機等の構成の説明の便宜上、上下左右等の方向を適宜使用する場合があるが、回転電機等の各構成の位置関係を限定するものではない。
Hereinafter, an embodiment will be described with reference to the drawings. In the following, for convenience of description of the configuration of the rotating electrical machine and the like, directions such as up, down, left, and right may be used as appropriate, but the positional relationship of each configuration of the rotating electrical machine and the like is not limited.
<1.回転電機の全体構成>
図1及び図2を用いて本実施形態に係る回転電機1の全体構成の一例について説明する。回転電機1は、モータ又は発電機として使用される。 <1. Overall configuration of rotating electrical machine>
An example of the overall configuration of the rotatingelectrical machine 1 according to the present embodiment will be described with reference to FIGS. 1 and 2. The rotating electrical machine 1 is used as a motor or a generator.
図1及び図2を用いて本実施形態に係る回転電機1の全体構成の一例について説明する。回転電機1は、モータ又は発電機として使用される。 <1. Overall configuration of rotating electrical machine>
An example of the overall configuration of the rotating
図1及び図2に示すように、回転電機1は、固定子2と、回転子3を有する。固定子2は、筒状のフレーム4の内周に設けられる。回転子3は、シャフト10の外周に設けられ、固定子2と径方向に対向するように配置される。フレーム4の負荷側(図1中右側)には負荷側ブラケット5が設けられ、フレーム4の反負荷側(図1中左側)には反負荷側ブラケット6が設けられる。シャフト10は、負荷側ブラケット5に設けられた負荷側軸受7と、反負荷側ブラケット6に設けられた反負荷側軸受8とにより、回転自在に支持されている。
As shown in FIGS. 1 and 2, the rotating electrical machine 1 has a stator 2 and a rotor 3. The stator 2 is provided on the inner periphery of the cylindrical frame 4. The rotor 3 is provided on the outer periphery of the shaft 10 and is disposed so as to face the stator 2 in the radial direction. A load side bracket 5 is provided on the load side (right side in FIG. 1) of the frame 4, and an antiload side bracket 6 is provided on the antiload side (left side in FIG. 1) of the frame 4. The shaft 10 is rotatably supported by a load side bearing 7 provided on the load side bracket 5 and an antiload side bearing 8 provided on the antiload side bracket 6.
シャフト10の反負荷側端部には、シャフト10の回転位置を検出するエンコーダ9が設けられている。なお、エンコーダ9を設けなくてもよい。反負荷側ブラケット6の外周には、図示しない外部電源と接続されるリード線11が挿通されたブッシュ12が取り付けられている。リード線11は、固定子2の反負荷側において、固定子2の複数の固定子巻線25を結線処理した図示しない結線部と接続されている。
An encoder 9 that detects the rotational position of the shaft 10 is provided at the end of the shaft 10 on the side opposite to the load. Note that the encoder 9 may not be provided. A bush 12 into which a lead wire 11 connected to an external power source (not shown) is inserted is attached to the outer periphery of the non-load side bracket 6. The lead wire 11 is connected to a connection portion (not shown) in which a plurality of stator windings 25 of the stator 2 are connected on the opposite load side of the stator 2.
なお、本明細書において「負荷側」とは回転電機1に対して負荷が取り付けられる方向、すなわちこの例ではシャフト10が突出する方向(図1中右側)を指し、「反負荷側」とは負荷側の反対方向、すなわちこの例では回転電機1に対してエンコーダ9が配置される方向(図1中左側)を指す。
In this specification, the “load side” refers to the direction in which a load is attached to the rotating electrical machine 1, that is, the direction in which the shaft 10 protrudes (right side in FIG. 1) in this example. The direction opposite to the load side, that is, the direction in which the encoder 9 is arranged with respect to the rotating electrical machine 1 in this example (left side in FIG. 1) is indicated.
<2.固定子の詳細構成>
次に、図2を用いて固定子の詳細構成の一例について説明する。図2に示すように、固定子2は、固定子鉄心21と、複数(図示の例では12)の上記固定子巻線25とを備えている。固定子鉄心21は、フレーム4の内周面に沿って設けられた筒状の外側固定子鉄心部22と、外側固定子鉄心部22の内側に設けられた内側固定子鉄心部23とを有する。内側固定子鉄心部23は、放射状に配置された複数(図示の例では12)のティース23bと、複数のティース23bの内周側の端部を円筒形状に連結する連結部23aとを備える。外側固定子鉄心部22と内側固定子鉄心部23とは、内側固定子鉄心部23の各ティース23bの外周側端部と外側固定子鉄心部22とを貫通したボルト24によって固定されている。各固定子巻線25は、内側固定子鉄心部23のティース23bにそれぞれ巻回され、周方向に隣り合うティース23bと外側固定子鉄心部22との間に形成された複数(図示の例では12)のスロット26に収容される。 <2. Detailed configuration of stator>
Next, an example of a detailed configuration of the stator will be described with reference to FIG. As shown in FIG. 2, thestator 2 includes a stator core 21 and a plurality (12 in the illustrated example) of the stator windings 25. The stator core 21 has a cylindrical outer stator core portion 22 provided along the inner peripheral surface of the frame 4 and an inner stator core portion 23 provided inside the outer stator core portion 22. . The inner stator core portion 23 includes a plurality (12 in the illustrated example) of teeth 23b arranged radially, and a connecting portion 23a that connects end portions on the inner peripheral side of the plurality of teeth 23b in a cylindrical shape. The outer stator core portion 22 and the inner stator core portion 23 are fixed by bolts 24 penetrating the outer peripheral end portions of the teeth 23 b of the inner stator core portion 23 and the outer stator core portion 22. Each stator winding 25 is wound around the teeth 23b of the inner stator core portion 23, and is formed between a plurality of teeth 23b adjacent to the circumferential direction and the outer stator core portion 22 (in the illustrated example). 12) in the slot 26.
次に、図2を用いて固定子の詳細構成の一例について説明する。図2に示すように、固定子2は、固定子鉄心21と、複数(図示の例では12)の上記固定子巻線25とを備えている。固定子鉄心21は、フレーム4の内周面に沿って設けられた筒状の外側固定子鉄心部22と、外側固定子鉄心部22の内側に設けられた内側固定子鉄心部23とを有する。内側固定子鉄心部23は、放射状に配置された複数(図示の例では12)のティース23bと、複数のティース23bの内周側の端部を円筒形状に連結する連結部23aとを備える。外側固定子鉄心部22と内側固定子鉄心部23とは、内側固定子鉄心部23の各ティース23bの外周側端部と外側固定子鉄心部22とを貫通したボルト24によって固定されている。各固定子巻線25は、内側固定子鉄心部23のティース23bにそれぞれ巻回され、周方向に隣り合うティース23bと外側固定子鉄心部22との間に形成された複数(図示の例では12)のスロット26に収容される。 <2. Detailed configuration of stator>
Next, an example of a detailed configuration of the stator will be described with reference to FIG. As shown in FIG. 2, the
<3.回転子の詳細構成>
次に、図1~図4を用いて回転子の詳細構成の一例について説明する。図1及び図2に示すように、回転子3は、固定子2の内側に磁気的空隙を空けて配置された円筒状の回転子鉄心31と、回転子鉄心31の内部に設けられた複数(図示の例では20)の永久磁石32とを備える。図1に示すように、回転子鉄心31の軸方向寸法Lrは、固定子鉄心21の軸方向寸法Lsよりも所定の長さ短く、永久磁石32の軸方向寸法Lmは、回転子鉄心31の軸方向寸法Lrよりも所定の長さ短く設定されている。なお、この例では、複数の永久磁石32が回転子鉄心31に埋め込まれた、いわゆるIPM(Internal Permanent Magnet)型の構成としたが、これに限定されるものではなく、SPM(Surface Permanent Magnet)型の構成としてもよい。 <3. Detailed configuration of rotor>
Next, an example of the detailed configuration of the rotor will be described with reference to FIGS. As shown in FIG. 1 and FIG. 2, therotor 3 includes a cylindrical rotor core 31 disposed with a magnetic gap inside the stator 2, and a plurality of rotor cores 31 provided inside the rotor core 31. And 20 permanent magnets 32 (in the illustrated example). As shown in FIG. 1, the axial dimension Lr of the rotor core 31 is shorter by a predetermined length than the axial dimension Ls of the stator core 21, and the axial dimension Lm of the permanent magnet 32 is equal to the rotor core 31. The predetermined length is set shorter than the axial dimension Lr. In this example, a so-called IPM (Internal Permanent Magnet) type configuration in which a plurality of permanent magnets 32 are embedded in the rotor core 31 is used. It is good also as a structure of a type | mold.
次に、図1~図4を用いて回転子の詳細構成の一例について説明する。図1及び図2に示すように、回転子3は、固定子2の内側に磁気的空隙を空けて配置された円筒状の回転子鉄心31と、回転子鉄心31の内部に設けられた複数(図示の例では20)の永久磁石32とを備える。図1に示すように、回転子鉄心31の軸方向寸法Lrは、固定子鉄心21の軸方向寸法Lsよりも所定の長さ短く、永久磁石32の軸方向寸法Lmは、回転子鉄心31の軸方向寸法Lrよりも所定の長さ短く設定されている。なお、この例では、複数の永久磁石32が回転子鉄心31に埋め込まれた、いわゆるIPM(Internal Permanent Magnet)型の構成としたが、これに限定されるものではなく、SPM(Surface Permanent Magnet)型の構成としてもよい。 <3. Detailed configuration of rotor>
Next, an example of the detailed configuration of the rotor will be described with reference to FIGS. As shown in FIG. 1 and FIG. 2, the
図2及び図4に示すように、回転子鉄心31は、内周面に複数の凸部36aが設けられた穴部36を有する。一方、シャフト10は、回転子取り付け部分の外周面に複数の凹部10aを有する。回転子鉄心31は、凸部36aと凹部10aを嵌合させつつシャフト10に焼き嵌め等で取り付けられることによって、シャフト10の外周面に固定されている。また、負荷側軸受7と回転子鉄心31の端面との間、及び、反負荷側軸受8と回転子鉄心31の端面との間では、負荷側側板15及び反負荷側側板16がそれぞれシャフト10に固定されている。これら負荷側側板15及び反負荷側側板16によって、回転子鉄心31は軸方向の移動を規制されている。
2 and 4, the rotor core 31 has a hole 36 provided with a plurality of convex portions 36a on the inner peripheral surface. On the other hand, the shaft 10 has a plurality of recesses 10a on the outer peripheral surface of the rotor mounting portion. The rotor core 31 is fixed to the outer peripheral surface of the shaft 10 by being fitted to the shaft 10 by shrink fitting or the like while fitting the convex portion 36a and the concave portion 10a. Further, between the load side bearing 7 and the end surface of the rotor core 31, and between the anti-load side bearing 8 and the end surface of the rotor core 31, the load side plate 15 and the anti load side plate 16 are respectively connected to the shaft 10. It is fixed to. The rotor core 31 is restricted from moving in the axial direction by the load side plate 15 and the anti-load side plate 16.
回転子鉄心31は、上記複数の永久磁石32が挿入される複数の磁石装着孔33を備えている。図4に示すように、各磁石装着孔33は、回転子鉄心31を軸方向に沿って貫通するように設けられている。また、図3に示すように、各磁石装着孔33は軸方向から見て略長方形状であるが、その外周側の2つの隅部33aは、軸方向から見て円弧状(言い換えると曲面状)に形成されている。永久磁石32は略直方体形状に形成され、軸方向から見た形状は略長方形状であるが、磁石装着孔33の隅部33aに対応する2つの外周側の角部32aが軸方向から見て円弧状に形成されている。永久磁石32は、磁石装着孔33に挿入され、接着剤等により固定される。磁石装着孔33に装着された永久磁石32の外周側の曲面状の端面及び周方向両側の平面状の側面は、磁石装着孔33の外周側の曲面状の端面及び周方向両側の平面状の側面に接触する。永久磁石32の内周側の平面状の端面32bと磁石装着孔33の内周側の端面との間には空隙33bが形成される。
The rotor core 31 includes a plurality of magnet mounting holes 33 into which the plurality of permanent magnets 32 are inserted. As shown in FIG. 4, each magnet mounting hole 33 is provided so as to penetrate the rotor core 31 along the axial direction. Further, as shown in FIG. 3, each magnet mounting hole 33 has a substantially rectangular shape when viewed from the axial direction, but the two corners 33a on the outer peripheral side thereof have an arc shape (in other words, a curved surface shape when viewed from the axial direction). ). The permanent magnet 32 is formed in a substantially rectangular parallelepiped shape, and the shape seen from the axial direction is a substantially rectangular shape, but the two outer peripheral corners 32a corresponding to the corners 33a of the magnet mounting hole 33 are seen from the axial direction. It is formed in an arc shape. The permanent magnet 32 is inserted into the magnet mounting hole 33 and fixed with an adhesive or the like. The curved end surface on the outer peripheral side of the permanent magnet 32 mounted in the magnet mounting hole 33 and the planar side surfaces on both sides in the circumferential direction are curved end surfaces on the outer peripheral side of the magnet mounting hole 33 and the planar end surfaces on both sides in the circumferential direction. Touch the side. A gap 33 b is formed between the planar end surface 32 b on the inner peripheral side of the permanent magnet 32 and the end surface on the inner peripheral side of the magnet mounting hole 33.
複数の磁石装着孔33に埋設された複数の永久磁石32は、図2及び図3に示すように、軸方向から見て、N極又はS極の同極の磁極同士を対向させた2つの永久磁石32が径方向内側に凸のV字状の対をなす態様で、対向する同極の磁極を周方向に交互に異ならせて回転子鉄心31に配置されている。これにより、回転子鉄心31の周方向に交互に極性の異なるN極とS極の複数(この例で10個)の磁極部34が形成されている。
As shown in FIGS. 2 and 3, the plurality of permanent magnets 32 embedded in the plurality of magnet mounting holes 33 includes two N poles or S poles having the same polarity, as viewed from the axial direction. The permanent magnets 32 are arranged in the rotor core 31 in such a manner that the permanent magnets 32 form a V-shaped pair projecting radially inward, and the opposite magnetic poles of the same polarity are alternately varied in the circumferential direction. As a result, a plurality (ten in this example) of magnetic pole portions 34 of N poles and S poles having different polarities are formed in the circumferential direction of the rotor core 31.
なお、本実施形態の回転子3では、各磁極部34において永久磁石32より発生する磁束が回転子3の表面に集中するように、V字状に配置された2つの永久磁石32の挟角が充分狭くなるように設計される。これにより、2つの永久磁石32の間の回転子鉄心31を意図的に磁束飽和させ、回転中の回転子鉄心31の表面近くの部分での磁束密度変化を低減することで、回転子鉄心31の鉄損を低く止め得る設計としている。
In the rotor 3 of the present embodiment, the angle between the two permanent magnets 32 arranged in a V shape so that the magnetic flux generated from the permanent magnet 32 in each magnetic pole portion 34 is concentrated on the surface of the rotor 3. Is designed to be sufficiently narrow. As a result, the rotor core 31 between the two permanent magnets 32 is intentionally saturated with magnetic flux, and the change in magnetic flux density in the portion near the surface of the rotating rotor core 31 is reduced. Designed to keep iron loss low.
図4に示すように、回転子鉄心31は、所望の形状に打ち抜き成形された複数の鋼板37を軸方向に積層して構成される。隣接する鋼板37同士は接着剤38(後述の図5A参照)により接着される。鋼板37としては、炭素鋼、合金鋼等の焼入れ性を有する鋼板が使用される。本実施形態では、各鋼板37の全体に焼入れが施されており、当該複数の鋼板37が積層されることにより、内部を含む全体に熱処理が施された回転子鉄心31が形成される。
As shown in FIG. 4, the rotor core 31 is formed by laminating a plurality of steel plates 37 punched and formed in a desired shape in the axial direction. Adjacent steel plates 37 are bonded together by an adhesive 38 (see FIG. 5A described later). As the steel plate 37, a steel plate having hardenability such as carbon steel and alloy steel is used. In the present embodiment, the entire steel plate 37 is quenched, and the plurality of steel plates 37 are stacked to form the rotor core 31 that is heat-treated on the entire surface including the inside.
なお、上述のように焼入れを施した鋼板37を積層するのではなく、熱処理を施していない鋼板を積層した後に例えば高周波加熱等により焼入れを行ってもよい。また、回転子鉄心31の全体ではなく一部に熱処理が施された構成としてもよい。この場合に部分的に熱処理する個所は、例えば回転子鉄心31の表面部分や、永久磁石32の遠心力による応力で破断されやすい領域等が挙げられる。この破断されやすい領域は、図3に示すように、例えば磁石装着孔33の外周部の周囲領域31aや、V字状に配置された隣り合う磁石装着孔33の間の領域31b等である。また、回転子鉄心31に施す熱処理は、焼入れに限定されるものではなく、例えば加工硬化によるひずみの除去等のために行われる焼きなまし(焼鈍)等でもよい。また、鋼板37は焼入れ性を有する鋼板に限定されるものではなく、通常の電磁鋼板を用いてもよい。
In addition, instead of laminating the steel plates 37 that have been quenched as described above, the steel plates that have not been heat-treated may be laminated and then quenched by, for example, high-frequency heating. Moreover, it is good also as a structure by which the heat processing was given to one part instead of the whole rotor core 31. FIG. In this case, the part to be partially heat-treated includes, for example, a surface portion of the rotor core 31 and a region that is easily broken by stress due to the centrifugal force of the permanent magnet 32. As shown in FIG. 3, the region that is easily broken is, for example, a peripheral region 31 a around the outer periphery of the magnet mounting hole 33, a region 31 b between adjacent magnet mounting holes 33 arranged in a V shape, and the like. Further, the heat treatment applied to the rotor core 31 is not limited to quenching, and may be annealing (annealing) performed for removing strain due to work hardening, for example. Moreover, the steel plate 37 is not limited to the steel plate which has hardenability, You may use a normal electromagnetic steel plate.
<4.鋼板と鋼板の境界部の構成>
次に、図5A及び図5Bを用いて鋼板と鋼板の境界部の構成の一例について説明する。図5Aに比較例の回転子鉄心41を示す。この比較例の回転子鉄心41では、一般的な電磁鋼板47が積層される。一般に電磁鋼板47は、最終工程で圧延と焼鈍が行われ、規定の厚みに加工された後、絶縁皮膜処理される。これにより形成される絶縁皮膜47aは、電磁鋼板47間に流れる渦電流を遮断するのに十分な厚さ(酸化皮膜37aより厚い)で形成される。隣接する電磁鋼板47同士の間には鋼板47の表面の平面度に応じて空隙49が生じるが、絶縁被膜47aにより絶縁が確保されるので、空隙49に接着剤等は充填されていない。電磁鋼板47を軟化させる焼鈍工程では、電磁鋼板47の表面を酸化させないため真空中で加熱しゆっくりと冷却される。このため、加工時間が長くなると共に、加熱設備を真空とするための装置等が必要となるので、コストが増大する可能性がある。 <4. Configuration of the boundary between steel plates>
Next, an example of the configuration of the boundary between the steel plate and the steel plate will be described with reference to FIGS. 5A and 5B. FIG. 5A shows arotor core 41 of a comparative example. In the rotor core 41 of this comparative example, a general electromagnetic steel sheet 47 is laminated. In general, the magnetic steel sheet 47 is rolled and annealed in the final step, processed to a prescribed thickness, and then subjected to an insulating film treatment. The insulating film 47a thus formed is formed with a thickness sufficient to block the eddy current flowing between the electromagnetic steel sheets 47 (thicker than the oxide film 37a). A gap 49 is generated between the adjacent electromagnetic steel sheets 47 according to the flatness of the surface of the steel sheet 47, but insulation is ensured by the insulating coating 47a, so that the gap 49 is not filled with an adhesive or the like. In the annealing process for softening the electromagnetic steel sheet 47, the surface of the electromagnetic steel sheet 47 is not oxidized, so that it is heated in a vacuum and slowly cooled. For this reason, since processing time becomes long and the apparatus for evacuating a heating installation etc. are needed, cost may increase.
次に、図5A及び図5Bを用いて鋼板と鋼板の境界部の構成の一例について説明する。図5Aに比較例の回転子鉄心41を示す。この比較例の回転子鉄心41では、一般的な電磁鋼板47が積層される。一般に電磁鋼板47は、最終工程で圧延と焼鈍が行われ、規定の厚みに加工された後、絶縁皮膜処理される。これにより形成される絶縁皮膜47aは、電磁鋼板47間に流れる渦電流を遮断するのに十分な厚さ(酸化皮膜37aより厚い)で形成される。隣接する電磁鋼板47同士の間には鋼板47の表面の平面度に応じて空隙49が生じるが、絶縁被膜47aにより絶縁が確保されるので、空隙49に接着剤等は充填されていない。電磁鋼板47を軟化させる焼鈍工程では、電磁鋼板47の表面を酸化させないため真空中で加熱しゆっくりと冷却される。このため、加工時間が長くなると共に、加熱設備を真空とするための装置等が必要となるので、コストが増大する可能性がある。 <4. Configuration of the boundary between steel plates>
Next, an example of the configuration of the boundary between the steel plate and the steel plate will be described with reference to FIGS. 5A and 5B. FIG. 5A shows a
図5Bに本実施形態の回転子鉄心31を示す。図5Bに示すように、鋼板37は焼入れにより形成された酸化皮膜37aを表面に備えている。この酸化皮膜37aは非常に薄いため絶縁性が低い可能性がある。そのため、回転電機1の運転中の振動等により鋼板37と鋼板37が接触する部分等において酸化皮膜37aの絶縁性を損なう可能性がある。そこで、本実施形態では、鋼板37の表面の不陸(微細な凹凸)により隣接する鋼板37同士の間に生じる空隙39に接着剤38が充填される。接着剤38は、例えば樹脂製であり絶縁性を有する接着剤である。この接着剤38は、隣接する鋼板37の酸化皮膜37a同士を接着する。これにより、接着剤38が緩衝材となって鋼板37同士の振動を抑制できるとともに、上記比較例の絶縁皮膜40に劣ることのない絶縁性を長期間維持可能である。また、鋼板37は、最終の焼鈍工程が無く、焼入れ工程となるので、ゆっくりと冷却する必要が無く急冷でよい。また、酸化皮膜37aを故意に発生させるので、加熱設備を真空とする必要もない。さらに絶縁被膜処理もない。このため、大幅に加工時間を短縮できると共に、コストを節減できる。
FIG. 5B shows the rotor core 31 of this embodiment. As shown in FIG. 5B, the steel plate 37 has an oxide film 37a formed by quenching on its surface. Since this oxide film 37a is very thin, the insulating property may be low. Therefore, there is a possibility that the insulating property of the oxide film 37a may be impaired at a portion where the steel plate 37 and the steel plate 37 are in contact with each other due to vibration or the like during operation of the rotating electrical machine 1. Therefore, in the present embodiment, the adhesive 38 is filled in the gap 39 generated between the adjacent steel plates 37 due to unevenness (fine irregularities) on the surface of the steel plate 37. The adhesive 38 is made of, for example, a resin and has an insulating property. This adhesive 38 bonds the oxide films 37a of the adjacent steel plates 37 together. Thereby, while the adhesive agent 38 becomes a shock absorbing material, it can suppress the vibration of the steel plates 37, and can maintain the insulation property which is not inferior to the insulating film 40 of the comparative example for a long time. In addition, the steel plate 37 does not have a final annealing step and is a quenching step, so it does not need to be slowly cooled and may be rapidly cooled. Moreover, since the oxide film 37a is intentionally generated, it is not necessary to make the heating equipment vacuum. Furthermore, there is no insulation coating treatment. For this reason, the processing time can be greatly shortened and the cost can be reduced.
なお、回転子鉄心31の隣接する鋼板37の酸化皮膜37a同士を接着剤38で接着させる方法としては、例えば、鋼板37に接着剤38を滴下し、鋼板37を高速回転して遠心力により接着剤38を液膜として広げて鋼板37に塗布する第1の方法(スピンコート)、鋼板37にスプレーノズルから接着剤38を噴霧して塗布する第2の方法、接着剤38として含浸性の接着剤を使用し、含浸性の接着剤38の浴中に回転子鉄心31の下半部を浅い深度で浸漬し、接着剤38を毛細管現象で吸い上げて、時間をかけて空隙39に接着剤38を浸透させる第3の方法などが挙げられる。
In addition, as a method of bonding the oxide films 37a of the steel plates 37 adjacent to the rotor core 31 with the adhesive 38, for example, the adhesive 38 is dropped on the steel plate 37, and the steel plate 37 is rotated at a high speed and bonded by centrifugal force. The first method (spread coating) in which the agent 38 is spread as a liquid film and applied to the steel plate 37, the second method in which the adhesive 38 is sprayed and applied to the steel plate 37 from a spray nozzle, and the impregnating adhesive as the adhesive 38 The lower half of the rotor core 31 is immersed in a bath of impregnating adhesive 38 at a shallow depth, and the adhesive 38 is sucked up by capillarity. And a third method for infiltrating the water.
<5.回転子の製造方法>
次に、回転子3の製造方法の一例を図6により説明する。図6に示すように、回転子鉄心31の製造工程では、まず鋼板37を焼入れ処理する。次に、焼入れ処理された鋼板37をプレス機等で所望の形状(磁石装着孔33や穴部36を含む形状)に打ち抜き成形する。なお、上記焼入れ工程と打ち抜き成形工程の順番を反対としてもよい。次に、成形された複数の鋼板37を積層し、焼入れにより鋼板37の表面に形成された酸化皮膜37a同士を接着剤38で接着して一体化することで、回転子鉄心31を完成する。一方で、回転子3の製造工程では、まず、シャフト10に負荷側側板15を圧入して一体化する。次に、負荷側側板15を一体化したシャフト10に回転子鉄心31を組み付ける。次に、回転子鉄心31の磁石装着孔33に永久磁石32を装着して接着し、一体化する。次に、シャフト10に反負荷側側板16を圧入し一体化する。次に、永久磁石32を着磁する。これにより、回転子3が完成する。 <5. Manufacturing method of rotor>
Next, an example of a method for manufacturing therotor 3 will be described with reference to FIG. As shown in FIG. 6, in the manufacturing process of the rotor core 31, first, the steel plate 37 is quenched. Next, the quenched steel plate 37 is stamped and formed into a desired shape (a shape including the magnet mounting hole 33 and the hole 36) with a press machine or the like. The order of the quenching process and the punching process may be reversed. Next, the rotor core 31 is completed by laminating a plurality of formed steel plates 37 and bonding and integrating the oxide films 37a formed on the surface of the steel plate 37 by quenching with an adhesive 38. On the other hand, in the manufacturing process of the rotor 3, first, the load side plate 15 is pressed into the shaft 10 and integrated. Next, the rotor core 31 is assembled to the shaft 10 integrated with the load side plate 15. Next, the permanent magnet 32 is attached to the magnet attachment hole 33 of the rotor core 31 and bonded and integrated. Next, the anti-load side plate 16 is press-fitted into the shaft 10 and integrated. Next, the permanent magnet 32 is magnetized. Thereby, the rotor 3 is completed.
次に、回転子3の製造方法の一例を図6により説明する。図6に示すように、回転子鉄心31の製造工程では、まず鋼板37を焼入れ処理する。次に、焼入れ処理された鋼板37をプレス機等で所望の形状(磁石装着孔33や穴部36を含む形状)に打ち抜き成形する。なお、上記焼入れ工程と打ち抜き成形工程の順番を反対としてもよい。次に、成形された複数の鋼板37を積層し、焼入れにより鋼板37の表面に形成された酸化皮膜37a同士を接着剤38で接着して一体化することで、回転子鉄心31を完成する。一方で、回転子3の製造工程では、まず、シャフト10に負荷側側板15を圧入して一体化する。次に、負荷側側板15を一体化したシャフト10に回転子鉄心31を組み付ける。次に、回転子鉄心31の磁石装着孔33に永久磁石32を装着して接着し、一体化する。次に、シャフト10に反負荷側側板16を圧入し一体化する。次に、永久磁石32を着磁する。これにより、回転子3が完成する。 <5. Manufacturing method of rotor>
Next, an example of a method for manufacturing the
<6.実施形態の効果>
以上説明したように、本実施形態の回転電機1は、固定子鉄心21と、回転子鉄心31と、永久磁石32とを備える。そして、回転子鉄心31の軸方向寸法Lrが固定子鉄心21の軸方向寸法Lsより短く、永久磁石32の軸方向寸法Lmが回転子鉄心31の軸方向寸法Lrより短い寸法関係に設定されている。これにより、次のような効果を得る。 <6. Effects of the embodiment>
As described above, the rotatingelectrical machine 1 according to the present embodiment includes the stator core 21, the rotor core 31, and the permanent magnet 32. The axial dimension Lr of the rotor core 31 is set shorter than the axial dimension Ls of the stator core 21, and the axial dimension Lm of the permanent magnet 32 is set shorter than the axial dimension Lr of the rotor core 31. Yes. Thereby, the following effects are obtained.
以上説明したように、本実施形態の回転電機1は、固定子鉄心21と、回転子鉄心31と、永久磁石32とを備える。そして、回転子鉄心31の軸方向寸法Lrが固定子鉄心21の軸方向寸法Lsより短く、永久磁石32の軸方向寸法Lmが回転子鉄心31の軸方向寸法Lrより短い寸法関係に設定されている。これにより、次のような効果を得る。 <6. Effects of the embodiment>
As described above, the rotating
すなわち、回転子3の回転に対し、回転子鉄心31から固定子鉄心21を経て回転子鉄心31に戻る磁路抵抗は、ティース23bがある部分で小さく、ティース23bがない部分(スロット26の部分)で大きくなる。この変動により、回転子鉄心31には、渦電流損とヒステリシス損が発生する。このとき、本実施形態では、回転子鉄心31の鋼板37として一般的な電磁鋼板に比べ、ヒステリシス特性の悪い炭素鋼や合金鋼等の鋼板を使用しているので、図7のWの面積に応じたヒステリシス損の増大が問題となる。なお、図7は一般的な磁気ヒステリシス曲線の一例を表す図である。
That is, with respect to the rotation of the rotor 3, the magnetic path resistance returning from the rotor core 31 to the rotor core 31 through the stator core 21 is small in the portion where the teeth 23b are present, and the portion where the teeth 23b are not present (the portion of the slot 26). ) To increase. Due to this fluctuation, eddy current loss and hysteresis loss occur in the rotor core 31. At this time, in the present embodiment, a steel plate such as carbon steel or alloy steel having poor hysteresis characteristics is used as the steel plate 37 of the rotor core 31 as compared with a general electromagnetic steel plate. A corresponding increase in hysteresis loss becomes a problem. FIG. 7 is a diagram illustrating an example of a general magnetic hysteresis curve.
このとき、軸方向寸法の大小関係を、固定子鉄心21>回転子鉄心31>永久磁石32とすることで、ティース23bがない部分での上記磁路抵抗を低減でき、磁路抵抗の変動を小さくすることができる。その結果、図7のヒステリシス曲線におけるΔB、ΔHを低減し、回転子鉄心31で発生する鉄損を低減できる。これにより、回転子鉄心31で発生する鉄損(ヒステリシス損)を低減できるので、回転電機1を高効率化できる。
At this time, by making the size relationship of the axial direction as follows: stator core 21> rotor core 31> permanent magnet 32, the magnetic path resistance in the portion where there is no tooth 23b can be reduced, and the fluctuation of the magnetic path resistance can be reduced. Can be small. As a result, ΔB and ΔH in the hysteresis curve of FIG. 7 can be reduced, and the iron loss generated in the rotor core 31 can be reduced. Thereby, since the iron loss (hysteresis loss) which generate | occur | produces in the rotor core 31 can be reduced, the rotary electric machine 1 can be made highly efficient.
また、本実施形態では特に、回転子鉄心31の少なくとも一部に熱処理(上記の例では焼入れ)が施されている。これにより、焼入れ硬化により回転子鉄心31の強度を向上できるので、高速回転が可能となる。したがって、回転電機の高出力化が可能となる。
In this embodiment, in particular, at least a part of the rotor core 31 is subjected to heat treatment (quenching in the above example). Thereby, since the intensity | strength of the rotor core 31 can be improved by quench hardening, high speed rotation is attained. Therefore, the output of the rotating electrical machine can be increased.
また、本実施形態では特に、回転子鉄心31は、焼入れ性を有し熱処理が施された鋼板37が積層されて構成される。これにより、回転子鉄心31を構成する各鋼板37が焼入れ硬化により高強度となるので、回転子鉄心31の強度を大幅に向上できる。
In this embodiment, in particular, the rotor core 31 is configured by laminating steel plates 37 having hardenability and heat-treated. Thereby, since each steel plate 37 which comprises the rotor iron core 31 becomes high intensity | strength by quenching hardening, the intensity | strength of the rotor iron core 31 can be improved significantly.
また、本実施形態では特に、固定子鉄心21は、固定子巻線25が巻回される複数のティース23bと、ティース23bの内周側の端部を円筒形状に連結する連結部23aとを有する。これにより、次の効果を奏する。すなわち、連結部23aにより、ティース23bがない部分(スロット26部分)での上記磁路抵抗をさらに低減でき、磁路抵抗の変動をより小さくすることができる。その結果、回転子鉄心31で発生する鉄損(ヒステリシス損)を低減できるので、回転電機1をさらに高効率化できる。
In the present embodiment, in particular, the stator core 21 includes a plurality of teeth 23b around which the stator winding 25 is wound, and a connecting portion 23a that connects the inner peripheral end of the teeth 23b in a cylindrical shape. Have. Thereby, there exists the following effect. That is, the connecting portion 23a can further reduce the magnetic path resistance in the portion where the tooth 23b is not present (the slot 26 portion), and can further reduce the fluctuation of the magnetic path resistance. As a result, since the iron loss (hysteresis loss) generated in the rotor core 31 can be reduced, the rotating electrical machine 1 can be further improved in efficiency.
また、本実施形態では特に、鋼板37は、熱処理により形成された酸化皮膜37aを表面に備えており、回転子鉄心31の隣接する鋼板37の酸化皮膜37a同士は接着剤38により接着されている。これにより、次のような効果を得る。
In the present embodiment, in particular, the steel plate 37 has an oxide film 37 a formed by heat treatment on the surface, and the oxide films 37 a of the steel plates 37 adjacent to the rotor core 31 are bonded to each other by an adhesive 38. . Thereby, the following effects are obtained.
すなわち、上述のように焼入れ工程で鋼板37の表面に形成される酸化皮膜37aは、非常に薄いため絶縁性が低い可能性がある。そのため、回転電機1の運転中の振動等により鋼板37と鋼板37が接触する部分において酸化皮膜37aの絶縁性を損なう可能性がある。そこで、隣接する鋼板37の酸化皮膜37a同士の間に接着剤38を充填することにより、鋼板37同士の振動を抑制でき、酸化皮膜37aのサビ等の劣化も防止できる。これにより、従来の絶縁皮膜に劣ることのない絶縁性を長期間維持することが可能である。また、以上により鋼板37に絶縁皮膜を設ける必要がない。したがって、絶縁皮膜処理が不要となるため、大幅な加工時間の短縮とコスト節減を図ることができる。
That is, as described above, the oxide film 37a formed on the surface of the steel plate 37 in the quenching process is very thin and may have low insulation. Therefore, there is a possibility that the insulating property of the oxide film 37a may be impaired at a portion where the steel plate 37 and the steel plate 37 are in contact with each other due to vibration or the like during operation of the rotating electrical machine 1. Therefore, by filling the adhesive 38 between the oxide films 37a of the adjacent steel plates 37, vibrations between the steel plates 37 can be suppressed, and deterioration of the rust and the like of the oxide films 37a can be prevented. Thereby, it is possible to maintain the insulating property which is not inferior to the conventional insulating film for a long time. Further, it is not necessary to provide an insulating film on the steel plate 37 as described above. Therefore, since the insulating film treatment is unnecessary, the processing time can be greatly shortened and the cost can be reduced.
また、本実施形態では特に、回転子鉄心31には、外周側の隅部33aが円弧状である磁石装着孔33が形成され、永久磁石32は、磁石装着孔33の隅部33aに対応する角部32aが円弧状に形成される。これにより、磁石装着孔33の外周側の隅部33aでの応力集中を低減できるので、回転子鉄心31の遠心力に対する強度を向上できる。したがって、さらなる高速回転化が可能となる。
In the present embodiment, in particular, the rotor core 31 is provided with a magnet mounting hole 33 in which the outer corner 33 a has an arc shape, and the permanent magnet 32 corresponds to the corner 33 a of the magnet mounting hole 33. The corner 32a is formed in an arc shape. Thereby, since the stress concentration at the corner 33a on the outer peripheral side of the magnet mounting hole 33 can be reduced, the strength of the rotor core 31 against the centrifugal force can be improved. Therefore, further high speed rotation is possible.
また、本実施形態の回転電機1の回転子鉄心31の製造方法は、焼入れ処理された鋼板37を所望の形状に打ち抜き成形する工程と、成形された複数の鋼板37を積層する工程と、焼入れ処理により鋼板37の表面に形成された酸化皮膜37a同士を接着剤38で接着する工程とを有する。これにより、次のような効果を得る。
Moreover, the manufacturing method of the rotor core 31 of the rotary electric machine 1 according to the present embodiment includes a step of stamping and forming the quenched steel plate 37 into a desired shape, a step of laminating the plurality of formed steel plates 37, and quenching. A step of bonding the oxide films 37a formed on the surface of the steel plate 37 by the treatment with an adhesive 38. Thereby, the following effects are obtained.
すなわち、回転子鉄心に用いられる一般的な電磁鋼板は、最終工程で圧延と焼鈍が行われ、規定の厚みに加工された後、絶縁皮膜処理される。鋼板を軟化させる焼鈍工程では、鋼板表面を酸化させないため真空中で加熱しゆっくりと冷却される。
That is, a general electrical steel sheet used for a rotor core is rolled and annealed in the final process, processed to a specified thickness, and then treated with an insulating film. In the annealing process for softening the steel plate, the steel plate surface is not oxidized and heated in a vacuum and cooled slowly.
これに対し、本実施形態における鋼板37は、最終の焼鈍工程がなく、焼入れ工程となるので、ゆっくりと冷却する必要がなく急冷でよい。また、酸化皮膜37aを故意に発生させるため、加熱設備を真空にする必要もない。さらに絶縁皮膜処理もない。このため、大幅に加工時間を短縮できると共に、コストを節減できる。したがって、遠心力破壊強度が高く安価な回転子鉄心31を実現できる。
On the other hand, the steel plate 37 in the present embodiment does not have a final annealing process and is a quenching process, so it does not need to be slowly cooled and may be rapidly cooled. Moreover, since the oxide film 37a is intentionally generated, it is not necessary to evacuate the heating equipment. Furthermore, there is no insulation film treatment. For this reason, the processing time can be greatly shortened and the cost can be reduced. Therefore, an inexpensive rotor core 31 having high centrifugal force breaking strength can be realized.
また、本実施形態において、酸化皮膜37a同士を接着剤38で接着する工程において、積層された鋼板37間の空隙39に接着剤38を含浸させる(前述の第3の方法)場合には、積層された鋼板37間の気泡を抜くことができるので、鋼板37間の絶縁性を高めることができる。
In the present embodiment, in the step of bonding the oxide films 37a with the adhesive 38, the gap 39 between the stacked steel plates 37 is impregnated with the adhesive 38 (the above-described third method). Since air bubbles between the formed steel plates 37 can be removed, the insulation between the steel plates 37 can be enhanced.
<7.変形例>
なお、開示の実施形態は、上記に限られるものではなく、その趣旨及び技術的思想を逸脱しない範囲内で種々の変形が可能である。以下、そのような変形例を説明する。 <7. Modification>
The disclosed embodiments are not limited to the above, and various modifications can be made without departing from the spirit and technical idea thereof. Hereinafter, such modifications will be described.
なお、開示の実施形態は、上記に限られるものではなく、その趣旨及び技術的思想を逸脱しない範囲内で種々の変形が可能である。以下、そのような変形例を説明する。 <7. Modification>
The disclosed embodiments are not limited to the above, and various modifications can be made without departing from the spirit and technical idea thereof. Hereinafter, such modifications will be described.
上記実施形態では、固定子鉄心21は、固定子巻線25が巻回される複数のティース23bの内周側の端部が連結部23aによって円筒形状に連結されていたが、複数のティースの内周側の端部が連結されずに、ティース相互間に内周側に向けて開口したスロットが設けられるいわゆるオープンティース構造としてもよい。本変形例の一例を図8に示す。なお、図8では、フレームやシャフト等の図示を省略している。
In the above embodiment, the stator iron core 21 has the end portions on the inner peripheral side of the plurality of teeth 23b around which the stator winding 25 is wound connected to the cylindrical shape by the connecting portion 23a. It is good also as what is called an open teeth structure by which the slot opened toward the inner peripheral side is provided between teeth, without connecting the edge part of an inner peripheral side. An example of this modification is shown in FIG. In FIG. 8, illustration of the frame, the shaft, and the like is omitted.
(7-1.回転電機の全体構成)
図8に示すように、本変形例の回転電機1Aは、固定子2Aと可変界磁構造の回転子3Aとを備えている。固定子2Aは、複数(この例では12)のティース23Aを有する固定子鉄心21Aと、複数のティース23Aに巻回された複数(この例では12)の固定子巻線25Aとを備えている。複数のティース23Aの各々は、ボルト24Aによって円筒状の固定子鉄心部22Aに固定されている。複数のティース23Aは、ティース23Aの相互間に内周側に開口した複数(この例では12)のスロット26Aを有し、ティース23Aに巻回された固定子巻線25Aはスロット26Aに収容される。また、上記実施形態の回転電機1と同様に、回転子鉄心31Aの軸方向寸法Lrは、固定子鉄心21Aの軸方向寸法Lsよりも所定の長さ短く、永久磁石32Aの軸方向寸法Lmは、回転子鉄心31Aの軸方向寸法Lrよりも所定の長さ短く設定されている。 (7-1. Overall structure of rotating electrical machine)
As shown in FIG. 8, the rotatingelectrical machine 1A of the present modification includes a stator 2A and a variable field structure rotor 3A. The stator 2A includes a stator core 21A having a plurality (12 in this example) of teeth 23A and a plurality (12 in this example) of stator windings 25A wound around the plurality of teeth 23A. . Each of the plurality of teeth 23A is fixed to the cylindrical stator core portion 22A by a bolt 24A. The plurality of teeth 23A have a plurality (12 in this example) of slots 26A that are open on the inner peripheral side between the teeth 23A, and the stator winding 25A wound around the teeth 23A is accommodated in the slot 26A. The Similarly to the rotating electrical machine 1 of the above embodiment, the axial dimension Lr of the rotor core 31A is shorter than the axial dimension Ls of the stator core 21A by a predetermined length, and the axial dimension Lm of the permanent magnet 32A is The axial length Lr of the rotor core 31A is set shorter than the predetermined length.
図8に示すように、本変形例の回転電機1Aは、固定子2Aと可変界磁構造の回転子3Aとを備えている。固定子2Aは、複数(この例では12)のティース23Aを有する固定子鉄心21Aと、複数のティース23Aに巻回された複数(この例では12)の固定子巻線25Aとを備えている。複数のティース23Aの各々は、ボルト24Aによって円筒状の固定子鉄心部22Aに固定されている。複数のティース23Aは、ティース23Aの相互間に内周側に開口した複数(この例では12)のスロット26Aを有し、ティース23Aに巻回された固定子巻線25Aはスロット26Aに収容される。また、上記実施形態の回転電機1と同様に、回転子鉄心31Aの軸方向寸法Lrは、固定子鉄心21Aの軸方向寸法Lsよりも所定の長さ短く、永久磁石32Aの軸方向寸法Lmは、回転子鉄心31Aの軸方向寸法Lrよりも所定の長さ短く設定されている。 (7-1. Overall structure of rotating electrical machine)
As shown in FIG. 8, the rotating
(7-2.固定子の寸法関係)
固定子鉄心21Aのティース23Aは、内周側の端部の円周方向の幅Wtが、スロットピッチWpの7割以上(Wt≧0.7Wp)、又は、内周側の端部におけるティース間距離Wsの2倍以上(Wt≧2Ws)に設定される。このような寸法関係にすれば、ティース23Aの円周方向の幅を大きくし、ティース間距離Wsを小さくできる。その結果、ティース23Aがある部分とない部分での回転子鉄心31Aから固定子鉄心21Aを経て回転子鉄心31Aに戻る磁路抵抗の変動をより小さくして、回転子3の回転子鉄心31Aで発生する鉄損(ヒステリシス損)を低減することができ、回転電機1Aの高効率化をさらに高めることができる。 (7-2. Dimensions of stator)
Theteeth 23A of the stator core 21A have a circumferential width Wt of 70% or more of the slot pitch Wp (Wt ≧ 0.7Wp) at the end on the inner peripheral side, or between the teeth at the end on the inner peripheral side. It is set to at least twice the distance Ws (Wt ≧ 2 Ws). With such a dimensional relationship, the circumferential width of the teeth 23A can be increased, and the inter-tooth distance Ws can be reduced. As a result, the fluctuation of the magnetic path resistance returning from the rotor core 31A to the rotor core 31A through the stator core 21A in the portion with and without the teeth 23A is further reduced, and the rotor core 31A of the rotor 3 The generated iron loss (hysteresis loss) can be reduced, and the efficiency of the rotating electrical machine 1A can be further increased.
固定子鉄心21Aのティース23Aは、内周側の端部の円周方向の幅Wtが、スロットピッチWpの7割以上(Wt≧0.7Wp)、又は、内周側の端部におけるティース間距離Wsの2倍以上(Wt≧2Ws)に設定される。このような寸法関係にすれば、ティース23Aの円周方向の幅を大きくし、ティース間距離Wsを小さくできる。その結果、ティース23Aがある部分とない部分での回転子鉄心31Aから固定子鉄心21Aを経て回転子鉄心31Aに戻る磁路抵抗の変動をより小さくして、回転子3の回転子鉄心31Aで発生する鉄損(ヒステリシス損)を低減することができ、回転電機1Aの高効率化をさらに高めることができる。 (7-2. Dimensions of stator)
The
(7-3.回転子の構成)
回転子3Aは、固定子2Aの内側に磁気的空隙を空けて配置された円筒状の回転子鉄心31Aと、回転子鉄心31Aの内側に配置された円筒部材55と、回転子鉄心31Aの内部に放射状に設けられた複数(この例では10)の第1永久磁石32Aと、円筒部材55の外周面に周方向に沿って設けられた複数(この例では10)の第2永久磁石56とを備える。回転子鉄心31Aは、少なくとも一部に焼入れ処理が施されている。つまり、上記実施形態における回転子鉄心31と同様、焼入れ性を有する鋼板37Aを焼入れ処理後、積層して構成されている。 (7-3. Configuration of rotor)
Therotor 3A includes a cylindrical rotor core 31A disposed with a magnetic gap inside the stator 2A, a cylindrical member 55 disposed inside the rotor core 31A, and the interior of the rotor core 31A. A plurality of (10 in this example) first permanent magnets 32A provided radially, and a plurality (10 in this example) second permanent magnets 56 provided along the circumferential direction on the outer peripheral surface of the cylindrical member 55; Is provided. The rotor core 31A is subjected to quenching at least in part. That is, similar to the rotor core 31 in the above embodiment, the hardened steel plate 37A is laminated after being quenched.
回転子3Aは、固定子2Aの内側に磁気的空隙を空けて配置された円筒状の回転子鉄心31Aと、回転子鉄心31Aの内側に配置された円筒部材55と、回転子鉄心31Aの内部に放射状に設けられた複数(この例では10)の第1永久磁石32Aと、円筒部材55の外周面に周方向に沿って設けられた複数(この例では10)の第2永久磁石56とを備える。回転子鉄心31Aは、少なくとも一部に焼入れ処理が施されている。つまり、上記実施形態における回転子鉄心31と同様、焼入れ性を有する鋼板37Aを焼入れ処理後、積層して構成されている。 (7-3. Configuration of rotor)
The
複数の第1永久磁石32Aは、N極又はS極の同極の磁極同士を周方向に対向させた態様で、対向する同極の磁極を周方向に交互に異ならせて回転子鉄心31Aに配置されている。これにより、回転子鉄心31Aの周方向に交互に極性の異なるN極とS極の複数(この例で10個)の磁極部34Aが形成されている。
The plurality of first permanent magnets 32A are arranged in such a manner that N poles or S poles having the same polarity are opposed to each other in the circumferential direction, and the opposite magnetic poles having the same polarity are alternately changed in the circumferential direction. Has been placed. As a result, a plurality (ten in this example) of magnetic pole portions 34A of N poles and S poles having different polarities are formed in the circumferential direction of the rotor core 31A.
円筒部材55は図示しないシャフト10に固定される。回転子鉄心31Aは、図示しない回動機構により円筒部材55に対し相対回転可能に設けられている。回転子3Aは、回転子鉄心31Aを円筒部材55に対し相対回転し、円筒部材55の第2永久磁石56に対する回転子鉄心31Aの第1永久磁石32Aの位置を変更することで、回転子3Aが発生する界磁磁束を可変することができる。
The cylindrical member 55 is fixed to the shaft 10 (not shown). The rotor core 31A is provided so as to be rotatable relative to the cylindrical member 55 by a rotation mechanism (not shown). The rotor 3A rotates the rotor core 31A relative to the cylindrical member 55, and changes the position of the first permanent magnet 32A of the rotor core 31A with respect to the second permanent magnet 56 of the cylindrical member 55. It is possible to vary the field magnetic flux generated.
(7-4.回転子による界磁磁束の可変動作)
次に、図9~図11を参照しつつ、回転子3Aによる界磁磁束の可変動作の一例について説明する。 (7-4. Variable operation of field magnetic flux by rotor)
Next, an example of the variable operation of the field magnetic flux by therotor 3A will be described with reference to FIGS.
次に、図9~図11を参照しつつ、回転子3Aによる界磁磁束の可変動作の一例について説明する。 (7-4. Variable operation of field magnetic flux by rotor)
Next, an example of the variable operation of the field magnetic flux by the
図9は、界磁磁束が小さい状態を示している。この状態では、回転子鉄心31Aと円筒部材55とは、互いに極性が異なる磁極部34Aと第2永久磁石56とが径方向に正対する角度位置となる。この状態では、磁極部34Aの磁束は第2永久磁石56側に漏れるので、界磁磁束は小さくなる。
FIG. 9 shows a state in which the field magnetic flux is small. In this state, the rotor core 31A and the cylindrical member 55 are at an angular position where the magnetic pole portion 34A and the second permanent magnet 56 having different polarities face each other in the radial direction. In this state, the magnetic flux of the magnetic pole portion 34A leaks to the second permanent magnet 56 side, so the field magnetic flux becomes small.
図10は、界磁磁束が中程度である状態を示している。この状態では、回転子鉄心31Aと円筒部材55とは、磁極部34Aと2つの第2永久磁石56,56の中間位置とが径方向に正対する角度位置となる。この状態では、第2永久磁石56側に漏れる磁極部34Aの磁束が少なくなるので、界磁磁束は中程度となる。
FIG. 10 shows a state in which the field magnetic flux is medium. In this state, the rotor core 31A and the cylindrical member 55 are at an angular position where the magnetic pole portion 34A and the intermediate position between the two second permanent magnets 56 and 56 face each other in the radial direction. In this state, since the magnetic flux of the magnetic pole portion 34A leaking to the second permanent magnet 56 side is reduced, the field magnetic flux is medium.
図11は、負荷トルクが大きい状態を示している。この状態では、回転子鉄心31Aと円筒部材55とは、磁極部34Aと第2永久磁石56との極性が一致する角度位置となっている。この状態では、第2永久磁石56側に漏れる磁極部34Aの磁束がほとんどなくなり、磁極部34Aの磁束は第2永久磁石56により強められるので、界磁磁束は最大となる。
FIG. 11 shows a state where the load torque is large. In this state, the rotor core 31A and the cylindrical member 55 are at angular positions where the polarities of the magnetic pole portion 34A and the second permanent magnet 56 coincide. In this state, the magnetic flux of the magnetic pole portion 34A leaking to the second permanent magnet 56 side is almost eliminated, and the magnetic flux of the magnetic pole portion 34A is strengthened by the second permanent magnet 56, so that the field magnetic flux becomes maximum.
以上説明した本変形例によれば、上記実施形態と同様の効果を得る。また、例えば負荷トルクの大小等に応じて界磁磁束を変化させることができるので、回転電機1Aの効率をさらに高めることができる。
According to this modification described above, the same effect as the above embodiment is obtained. Further, for example, since the field magnetic flux can be changed according to the magnitude of the load torque, the efficiency of the rotating electrical machine 1A can be further increased.
なお、以上の説明において、「垂直」「平行」「平面」等の記載がある場合には、当該記載は厳密な意味ではない。すなわち、それら「垂直」「平行」「平面」とは、設計上、製造上の公差、誤差が許容され、「実質的に垂直」「実質的に平行」「実質的に平面」という意味である。
In addition, in the above description, when there are descriptions such as “vertical”, “parallel”, and “plane”, the description is not strict. That is, the terms “vertical”, “parallel”, and “plane” are acceptable in design and manufacturing tolerances and errors, and mean “substantially vertical”, “substantially parallel”, and “substantially plane”. .
また、以上の説明において、外観上の寸法や大きさが「同一」「等しい」「異なる」等の記載がある場合は、当該記載は厳密な意味ではない。すなわち、それら「同一」「等しい」「異なる」とは、設計上、製造上の公差、誤差が許容され、「実質的に同一」「実質的に等しい」「実質的に異なる」という意味である。
In addition, in the above description, when there is a description such as “same”, “equal”, “different”, etc., in terms of external dimensions and size, the description is not strict. That is, the terms “identical”, “equal”, and “different” mean that “tolerance and error in manufacturing are allowed in design and that they are“ substantially identical ”,“ substantially equal ”, and“ substantially different ”. .
また、以上既に述べた以外にも、上記実施形態や変形例による手法を適宜組み合わせて利用しても良い。
In addition to those already described above, the methods according to the above-described embodiments and modifications may be used in appropriate combination.
その他、一々例示はしないが、上記実施形態や変形例は、その趣旨を逸脱しない範囲内において、種々の変更が加えられて実施されるものである。
In addition, although not illustrated one by one, the above-described embodiments and modified examples are implemented with various modifications within a range not departing from the gist thereof.
1,1A 回転電機
21 固定子鉄心
21A 固定子鉄心
23a 連結部
23b ティース
23A ティース
25 固定子巻線
26 スロット
26A スロット
31 回転子鉄心
32 永久磁石
32a 角部
33 磁石装着孔
33a 隅部
37 鋼板
37a 酸化皮膜
38 接着剤
Ws ティース間距離
Wt ティースの幅
Wp スロットピッチ DESCRIPTION OF SYMBOLS 1,1A Rotating electric machine 21 Stator iron core 21A Stator iron core 23a Connection part 23b Teeth 23A Teeth 25 Stator winding 26 Slot 26A Slot 31 Rotor iron core 32 Permanent magnet 32a Corner part 33 Magnet mounting hole 33a Corner part 37 Steel plate 37a Oxidation Film 38 Adhesive Ws Distance between teeth Wt Teeth width Wp Slot pitch
21 固定子鉄心
21A 固定子鉄心
23a 連結部
23b ティース
23A ティース
25 固定子巻線
26 スロット
26A スロット
31 回転子鉄心
32 永久磁石
32a 角部
33 磁石装着孔
33a 隅部
37 鋼板
37a 酸化皮膜
38 接着剤
Ws ティース間距離
Wt ティースの幅
Wp スロットピッチ DESCRIPTION OF
Claims (10)
- 固定子鉄心と、
積層された複数の鋼板を備え、軸方向寸法が前記固定子鉄心より短い回転子鉄心と、
前記回転子鉄心に埋め込まれ、軸方向寸法が前記回転子鉄心より短い永久磁石と、
を有することを特徴とする回転電機。 A stator core,
A plurality of laminated steel plates, and a rotor core whose axial dimension is shorter than the stator core; and
A permanent magnet embedded in the rotor core and having an axial dimension shorter than that of the rotor core;
A rotating electric machine comprising: - 前記回転子鉄心は、
少なくとも一部に熱処理が施されている
ことを特徴とする請求項1に記載の回転電機。 The rotor core is
The rotating electrical machine according to claim 1, wherein at least a part is heat-treated. - 前記熱処理は、
焼入れである
ことを特徴とする請求項2に記載の回転電機。 The heat treatment
The rotating electrical machine according to claim 2, wherein the rotating electrical machine is quenching. - 前記回転子鉄心は、
焼入れ性を有し熱処理が施された前記鋼板が積層されて構成される
ことを特徴とする請求項2又は3に記載の回転電機。 The rotor core is
The rotating electrical machine according to claim 2 or 3, wherein the steel sheet having hardenability and heat-treated is laminated. - 前記固定子鉄心は、
固定子巻線が巻回される複数のティースと、
前記ティースの内周側の端部を円筒形状に連結する連結部と、を有する
ことを特徴とする請求項1乃至4のいずれか1項に記載の回転電機。 The stator core is
A plurality of teeth around which the stator winding is wound;
5. The rotating electrical machine according to claim 1, further comprising: a connecting portion that connects the inner peripheral end of the teeth in a cylindrical shape. - 前記固定子鉄心は、
相互間に内周側に向けて開口したスロットが形成される複数のティースを有し、
前記ティースは、
内周側の端部の円周方向の幅が、スロットピッチの7割以上、又は、内周側の端部におけるティース間距離の2倍以上である
ことを特徴とする請求項1乃至4のいずれか1項に記載の回転電機。 The stator core is
Having a plurality of teeth formed with slots that are open toward the inner circumference between each other;
The teeth are
The width in the circumferential direction of the end portion on the inner peripheral side is 70% or more of the slot pitch, or more than twice the distance between the teeth on the end portion on the inner peripheral side. The rotating electrical machine according to any one of claims. - 前記鋼板は、
熱処理により形成された酸化皮膜を表面に備えており、
前記回転子鉄心は、
隣接する前記鋼板の前記酸化皮膜同士が接着剤で接着されている
ことを特徴とする請求項1乃至6のいずれか1項に記載の回転電機。 The steel plate
It has an oxide film formed on the surface by heat treatment,
The rotor core is
The rotating electrical machine according to any one of claims 1 to 6, wherein the oxide films of the adjacent steel plates are bonded together with an adhesive. - 前記回転子鉄心には、
外周側の隅部が円弧状である磁石装着孔が形成され、
前記永久磁石は、
前記磁石装着孔の前記隅部に対応する角部が円弧状に形成される
ことを特徴とする請求項1乃至7のいずれか1項に記載の回転電機。 In the rotor core,
A magnet mounting hole having a circular arc at the outer peripheral corner is formed,
The permanent magnet is
The rotating electrical machine according to any one of claims 1 to 7, wherein a corner portion corresponding to the corner portion of the magnet mounting hole is formed in an arc shape. - 回転電機の回転子鉄心の製造方法であって、
熱処理された鋼板を所望の形状に打ち抜き成形することと、
成形された複数の前記鋼板を積層することと、
前記熱処理により前記鋼板の表面に形成された酸化皮膜同士を接着剤で接着することと
を有することを特徴とする回転子鉄心の製造方法。 A method of manufacturing a rotor core of a rotating electric machine,
Stamping the heat-treated steel sheet into a desired shape;
Laminating a plurality of the formed steel plates;
A method for manufacturing a rotor core, comprising bonding oxide films formed on the surface of the steel sheet by the heat treatment with an adhesive. - 前記酸化皮膜同士を接着剤で接着する際には、
積層された前記鋼板間の空隙に接着剤を含浸させる
ことを特徴とする請求項9記載の回転子鉄心の製造方法。 When bonding the oxide films with an adhesive,
The method for manufacturing a rotor core according to claim 9, wherein an adhesive is impregnated in a gap between the stacked steel plates.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2014/073360 WO2016035191A1 (en) | 2014-09-04 | 2014-09-04 | Rotating electric machine and method for manufacturing rotor core |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2014/073360 WO2016035191A1 (en) | 2014-09-04 | 2014-09-04 | Rotating electric machine and method for manufacturing rotor core |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016035191A1 true WO2016035191A1 (en) | 2016-03-10 |
Family
ID=55439290
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/073360 WO2016035191A1 (en) | 2014-09-04 | 2014-09-04 | Rotating electric machine and method for manufacturing rotor core |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2016035191A1 (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018008417A1 (en) * | 2016-07-06 | 2018-01-11 | パナソニック株式会社 | Magnetic plate laminate, manufacturing method therefor, and motor using this laminate |
| JP2020150691A (en) * | 2019-03-14 | 2020-09-17 | 三菱電機株式会社 | Rotor and rotary electric machine |
| US20230275478A1 (en) * | 2020-08-11 | 2023-08-31 | Scania Cv Ab | Rotor and Electrical Machine |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11234931A (en) * | 1998-02-19 | 1999-08-27 | Hitachi Ltd | Permanent magnet-incorporated rotary electric machine |
| JP2004260976A (en) * | 2003-02-27 | 2004-09-16 | Fujitsu General Ltd | Induction motor |
| JP2008036671A (en) * | 2006-08-04 | 2008-02-21 | Nippon Steel Corp | Laminated steel sheet of electromagnetic steel having high resistance between steel sheets on shear plane of steel sheet and caulking method thereof |
| JP2009153230A (en) * | 2007-12-18 | 2009-07-09 | Yaskawa Electric Corp | Method of manufacturing rotor core, rotor core manufactured by the manufacturing method, rotor core, embedded magnet type dynamo-electric machine having the rotor, vehicle, lift and working machine each using the dynamo-electric machine |
| JP2010011640A (en) * | 2008-06-27 | 2010-01-14 | Hitachi Ltd | Permanent magnet type rotary electric machine |
| JP2011182488A (en) * | 2010-02-26 | 2011-09-15 | Toyota Boshoku Corp | Motor core, and method of assembling the same |
| JP2014093914A (en) * | 2012-11-06 | 2014-05-19 | Mitsuba Corp | Brushless motor |
-
2014
- 2014-09-04 WO PCT/JP2014/073360 patent/WO2016035191A1/en active Application Filing
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11234931A (en) * | 1998-02-19 | 1999-08-27 | Hitachi Ltd | Permanent magnet-incorporated rotary electric machine |
| JP2004260976A (en) * | 2003-02-27 | 2004-09-16 | Fujitsu General Ltd | Induction motor |
| JP2008036671A (en) * | 2006-08-04 | 2008-02-21 | Nippon Steel Corp | Laminated steel sheet of electromagnetic steel having high resistance between steel sheets on shear plane of steel sheet and caulking method thereof |
| JP2009153230A (en) * | 2007-12-18 | 2009-07-09 | Yaskawa Electric Corp | Method of manufacturing rotor core, rotor core manufactured by the manufacturing method, rotor core, embedded magnet type dynamo-electric machine having the rotor, vehicle, lift and working machine each using the dynamo-electric machine |
| JP2010011640A (en) * | 2008-06-27 | 2010-01-14 | Hitachi Ltd | Permanent magnet type rotary electric machine |
| JP2011182488A (en) * | 2010-02-26 | 2011-09-15 | Toyota Boshoku Corp | Motor core, and method of assembling the same |
| JP2014093914A (en) * | 2012-11-06 | 2014-05-19 | Mitsuba Corp | Brushless motor |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018008417A1 (en) * | 2016-07-06 | 2018-01-11 | パナソニック株式会社 | Magnetic plate laminate, manufacturing method therefor, and motor using this laminate |
| JPWO2018008417A1 (en) * | 2016-07-06 | 2018-12-20 | パナソニック株式会社 | LAMINATE OF MAGNETIC PLATE, MANUFACTURING METHOD THEREOF, AND MOTOR USING THE LAMINATE |
| US10797541B2 (en) | 2016-07-06 | 2020-10-06 | Panasonic Corporation | Magnetic plate laminate, manufacturing method therefor, and motor using this laminate |
| JP2020150691A (en) * | 2019-03-14 | 2020-09-17 | 三菱電機株式会社 | Rotor and rotary electric machine |
| US20230275478A1 (en) * | 2020-08-11 | 2023-08-31 | Scania Cv Ab | Rotor and Electrical Machine |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2011122111A1 (en) | Dynamo electric machine | |
| JP5255996B2 (en) | Armature core, motor using the armature core, and manufacturing method thereof | |
| JP5594492B2 (en) | Rotating electric machine | |
| JP2008193778A (en) | Stator and enclosed compressor and rotating machine | |
| JP5256724B2 (en) | A rotor core manufacturing method, a rotor core manufactured by the manufacturing method, a rotor thereof, an embedded magnet type rotating electric machine having the rotor, and a vehicle, an elevator, and a processing machine using the rotating electric machine. | |
| JP5920637B2 (en) | Rotating electrical machine rotor | |
| WO2017061305A1 (en) | Rotor and rotating electric machine | |
| JP2010226785A (en) | Manufacturing method for plate-like member, plate-like member, rotor using plate-like member, and embedded magnet rotary electric machine having the rotor | |
| JP2016072995A (en) | Embedded magnet type rotor and electric motor including the same | |
| JP2020120444A (en) | Rotor of rotary electric machine and rotary electric machine | |
| JP2011019398A (en) | Stator, hermetically sealed compressor and rotating machine | |
| JP6471831B2 (en) | Permanent magnet type rotating electrical machine and manufacturing method thereof | |
| CN105191069A (en) | Rotating electrical machine with embedded permanent magnet | |
| WO2016035191A1 (en) | Rotating electric machine and method for manufacturing rotor core | |
| JP2017112705A (en) | Permanent magnet type rotating electrical machine and manufacturing method thereof | |
| JP6137854B2 (en) | Permanent magnet motor | |
| JP4080273B2 (en) | Permanent magnet embedded motor | |
| JP3658507B2 (en) | Permanent magnet rotating electric machine and electric vehicle using the same | |
| JP5634338B2 (en) | Magnet motor and drum type washing machine equipped with magnet motor | |
| JP3807214B2 (en) | Permanent magnet rotating electric machine and electric vehicle using the same | |
| JP2005051929A (en) | Motor | |
| JP2011041446A (en) | Method of manufacturing rotor core, rotor core manufactured by the manufacturing method, and embedded magnet type rotary electric machine having the rotor core | |
| JP6357870B2 (en) | Permanent magnet motor | |
| JP2010207021A (en) | End plate for rotor and rotary electric machine using the same | |
| JP5245348B2 (en) | Rotor structure of rotary motor |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14901381 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| NENP | Non-entry into the national phase |
Ref country code: JP |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 14901381 Country of ref document: EP Kind code of ref document: A1 |