WO2016017484A1 - 濾過材、それを用いたフィルタエレメント、及び濾過材の製造方法 - Google Patents
濾過材、それを用いたフィルタエレメント、及び濾過材の製造方法 Download PDFInfo
- Publication number
- WO2016017484A1 WO2016017484A1 PCT/JP2015/070769 JP2015070769W WO2016017484A1 WO 2016017484 A1 WO2016017484 A1 WO 2016017484A1 JP 2015070769 W JP2015070769 W JP 2015070769W WO 2016017484 A1 WO2016017484 A1 WO 2016017484A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- fiber
- layer
- fibers
- sheet
- nonwoven fabric
- Prior art date
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/0027—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours with additional separating or treating functions
- B01D46/0032—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours with additional separating or treating functions using electrostatic forces to remove particles, e.g. electret filters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D39/00—Filtering material for liquid or gaseous fluids
- B01D39/14—Other self-supporting filtering material ; Other filtering material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D39/00—Filtering material for liquid or gaseous fluids
- B01D39/14—Other self-supporting filtering material ; Other filtering material
- B01D39/16—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres
- B01D39/1607—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres the material being fibrous
- B01D39/1615—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres the material being fibrous of natural origin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D39/00—Filtering material for liquid or gaseous fluids
- B01D39/14—Other self-supporting filtering material ; Other filtering material
- B01D39/16—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres
- B01D39/1607—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres the material being fibrous
- B01D39/1623—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres the material being fibrous of synthetic origin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D39/00—Filtering material for liquid or gaseous fluids
- B01D39/14—Other self-supporting filtering material ; Other filtering material
- B01D39/16—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres
- B01D39/1607—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres the material being fibrous
- B01D39/1623—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres the material being fibrous of synthetic origin
- B01D39/163—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres the material being fibrous of synthetic origin sintered or bonded
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D39/00—Filtering material for liquid or gaseous fluids
- B01D39/14—Other self-supporting filtering material ; Other filtering material
- B01D39/20—Other self-supporting filtering material ; Other filtering material of inorganic material, e.g. asbestos paper, metallic filtering material of non-woven wires
- B01D39/2003—Glass or glassy material
- B01D39/2017—Glass or glassy material the material being filamentary or fibrous
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D39/00—Filtering material for liquid or gaseous fluids
- B01D39/14—Other self-supporting filtering material ; Other filtering material
- B01D39/20—Other self-supporting filtering material ; Other filtering material of inorganic material, e.g. asbestos paper, metallic filtering material of non-woven wires
- B01D39/2003—Glass or glassy material
- B01D39/2017—Glass or glassy material the material being filamentary or fibrous
- B01D39/2024—Glass or glassy material the material being filamentary or fibrous otherwise bonded, e.g. by resins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/10—Particle separators, e.g. dust precipitators, using filter plates, sheets or pads having plane surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/52—Particle separators, e.g. dust precipitators, using filters embodying folded corrugated or wound sheet material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/52—Particle separators, e.g. dust precipitators, using filters embodying folded corrugated or wound sheet material
- B01D46/521—Particle separators, e.g. dust precipitators, using filters embodying folded corrugated or wound sheet material using folded, pleated material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B03—SEPARATION OF SOLID MATERIALS USING LIQUIDS OR USING PNEUMATIC TABLES OR JIGS; MAGNETIC OR ELECTROSTATIC SEPARATION OF SOLID MATERIALS FROM SOLID MATERIALS OR FLUIDS; SEPARATION BY HIGH-VOLTAGE ELECTRIC FIELDS
- B03C—MAGNETIC OR ELECTROSTATIC SEPARATION OF SOLID MATERIALS FROM SOLID MATERIALS OR FLUIDS; SEPARATION BY HIGH-VOLTAGE ELECTRIC FIELDS
- B03C3/00—Separating dispersed particles from gases or vapour, e.g. air, by electrostatic effect
- B03C3/28—Plant or installations without electricity supply, e.g. using electrets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B03—SEPARATION OF SOLID MATERIALS USING LIQUIDS OR USING PNEUMATIC TABLES OR JIGS; MAGNETIC OR ELECTROSTATIC SEPARATION OF SOLID MATERIALS FROM SOLID MATERIALS OR FLUIDS; SEPARATION BY HIGH-VOLTAGE ELECTRIC FIELDS
- B03C—MAGNETIC OR ELECTROSTATIC SEPARATION OF SOLID MATERIALS FROM SOLID MATERIALS OR FLUIDS; SEPARATION BY HIGH-VOLTAGE ELECTRIC FIELDS
- B03C3/00—Separating dispersed particles from gases or vapour, e.g. air, by electrostatic effect
- B03C3/28—Plant or installations without electricity supply, e.g. using electrets
- B03C3/30—Plant or installations without electricity supply, e.g. using electrets in which electrostatic charge is generated by passage of the gases, i.e. tribo-electricity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B03—SEPARATION OF SOLID MATERIALS USING LIQUIDS OR USING PNEUMATIC TABLES OR JIGS; MAGNETIC OR ELECTROSTATIC SEPARATION OF SOLID MATERIALS FROM SOLID MATERIALS OR FLUIDS; SEPARATION BY HIGH-VOLTAGE ELECTRIC FIELDS
- B03C—MAGNETIC OR ELECTROSTATIC SEPARATION OF SOLID MATERIALS FROM SOLID MATERIALS OR FLUIDS; SEPARATION BY HIGH-VOLTAGE ELECTRIC FIELDS
- B03C3/00—Separating dispersed particles from gases or vapour, e.g. air, by electrostatic effect
- B03C3/34—Constructional details or accessories or operation thereof
- B03C3/40—Electrode constructions
- B03C3/45—Collecting-electrodes
- B03C3/47—Collecting-electrodes flat, e.g. plates, discs, gratings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/02—Types of fibres, filaments or particles, self-supporting or supported materials
- B01D2239/0216—Bicomponent or multicomponent fibres
- B01D2239/0233—Island-in-sea
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/04—Additives and treatments of the filtering material
- B01D2239/0435—Electret
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/04—Additives and treatments of the filtering material
- B01D2239/0457—Specific fire retardant or heat resistant properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/06—Filter cloth, e.g. knitted, woven non-woven; self-supported material
- B01D2239/065—More than one layer present in the filtering material
- B01D2239/0659—The layers being joined by needling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/12—Special parameters characterising the filtering material
- B01D2239/1233—Fibre diameter
Definitions
- the present invention relates to a filter medium that can be used for an air filter, a mask, and the like, a filter element using the same, and a method for manufacturing the filter medium.
- the present invention relates to a three-layer filter medium that can be used for an air filter, a mask, and the like, a filter element using the same, and a method for manufacturing the three-layer filter medium.
- filter media have been used to collect dust in the air.
- a filter medium preferably has a low pressure loss and a high dust collection efficiency.
- a charged filter medium is used.
- a filter medium is known in which two or more kinds of fibers having different constituent resins are rubbed and charged by a difference in the charge train.
- a charged non-woven fabric composed of a plurality of clean fiber components, the fiber components being frictionally charged with each other, the plurality of fiber components were spun by a polyolefin fiber and an inorganic solvent.
- a charged non-woven fabric characterized by containing acrylic fiber "(Patent Document 1).
- Such a charged non-woven fabric has the above-mentioned physical properties, that is, a low pressure loss and a high dust collection efficiency.
- a filter medium a certain degree of rigidity may be required as in the case where the filter element is subjected to a folding process and the periphery thereof is fixed with an outer frame. The rigidity was insufficient and it was difficult to use as a filter medium.
- Patent Document 2 the applicant of the present application is “a charged air filter in which a prefilter and a main filter are laminated and at least one of these filters is charged.
- a chargeable air filter characterized in that it is a frictionally charged non-woven fabric comprising a base fiber and a clean acrylic fiber spun by an inorganic solvent, and the main filter is a melt-blown non-woven fabric.
- Patent Document 2 “In a charging filter in which a prefilter layer, a main filter layer, and a backup filter layer are laminated, the prefilter layer has a mass of 40 to 120 g / m per unit area in which fibers having an average fineness of 1 to 6 dtex are entangled.
- the main filter layer has an average fiber diameter of 10 ⁇ m Consists charged nonwoven fabric made of a fiber of the lower
- the backup filter layer is made of charged nonwoven fabric mass 100 ⁇ 300g / m 2 per unit area fibers having an average fineness of 1 ⁇ 6 dtex is entangled
- the unit of backup filter layer A charging filter characterized in that the mass per area is larger than the mass per unit area of the prefilter layer "(Patent Document 3).
- These charging filters disclose laminating a melt blown nonwoven fabric, another frictionally charged nonwoven fabric, etc. in addition to the frictionally charged nonwoven fabric as described above. Ultrasonic sealing, adhesive, fiber A method such as bonding is disclosed. However, when the layers are integrated by these methods, heat or moisture acts on the frictional charging filter as much as possible, so that there is a tendency for the charge amount to decrease and the collection efficiency to decrease. Further, in the process of transporting after manufacturing these charging filters, the frictional charging filter escapes through the transporting rollers even when coming into contact with the transporting rollers, and the collection efficiency tends to decrease.
- the present invention has been made under such circumstances, and an object thereof is to provide a filter medium that has rigidity and is difficult to reduce the collection efficiency, a filter element using the filter medium, and a method of manufacturing the filter medium. To do.
- it is an object to provide a three-layer filter material having rigidity, a trapping efficiency that is not easily lowered, and flame retardancy, a filter element using the same, and a method for producing the three-layer filter medium. .
- a filter element comprising the filter medium according to any one of [1] to [4] in a folded state, [6] (1) A step of laminating a bulky fiber sheet having a thickness of 0.5 mm or more and a fiber web in which two or more kinds of fibers having different constituent resins are mixed, and (2) the fiber web. A step of allowing the constituent fibers to enter the bulky fiber sheet and forming an integrated sheet having the bulky fiber sheet layer and the nonwoven fabric layer; (3) a step of cleaning the integrated sheet and forming a cleaning sheet from which the oil agent is removed; And (4) deforming the cleaning sheet in the thickness direction, charging the nonwoven fabric layer by friction, and forming a filter medium having a bulky fiber sheet layer and a frictionally charged nonwoven fabric layer.
- the bulky fiber sheet is a fiber web containing fused fibers, and after forming the integrated sheet and before charging the nonwoven fabric layer by friction, the fused fibers are fused to form a fused fiber nonwoven fabric.
- Forming a bulky fiber sheet layer comprising: [6] the method for producing a filtering material according to [6], [8] The method for producing a filtering material according to [6] or [7], wherein the fiber web constituting fiber is caused to enter the bulky fiber sheet by causing a needle to act from the fiber web side of the laminated sheet, [9] The method for producing a filtering material according to any one of [6] to [8], wherein the cleaning sheet is deformed in the thickness direction by passing through a gap narrower than the thickness of the cleaning sheet, [10] The filtration material according to [1], which is a three-layer filtration material comprising two bulky fiber sheet layers and one frictionally charged nonwoven fabric layer, [11] A three-layer filter medium having a frictionally charged nonwoven fabric layer in which two or more kinds of fibers having different constituent resins are mixed between bulky fiber sheet layers having a thickness of 0.5 mm or more, and the frictionally charged nonwoven fabric layer constituting fibers are bulky While entering into the fiber sheet layer
- the filter medium according to [1] of the present invention is a filter medium having rigidity because it has a bulky fiber sheet layer having a thickness of 0.5 mm or more in addition to the frictionally charged nonwoven fabric layer.
- the bulky fiber sheet layer is bulky and easily deformed when the filter medium is transported, the filter medium is processed, or the filter medium is used, and the friction-charged nonwoven fabric layer-constituting fibers have entered the bulky fiber sheet layer. Therefore, when the bulky fiber sheet layer is deformed, the fibers constituting the frictionally charged non-woven fabric layer are easily charged by friction, so that the amount of electrification is less likely to decrease and the filtering efficiency is less likely to decrease the collection efficiency.
- the filter material according to [2] of the present invention is easily deformed because the bulky fiber sheet layer is made of a fiber-fused nonwoven fabric, and the charged tribologically charged nonwoven fabric layers are easily charged by friction, so the charge amount is reduced. It is difficult to reduce the collection efficiency.
- the filter medium according to [3] of the present invention is excellent in rigidity because it includes thick fibers having a fineness of 15 dtex or more as fibers constituting the bulky fiber sheet layer.
- the filter medium according to [4] of the present invention includes a fused fiber as a friction-charged nonwoven fabric layer-constituting fiber, and the fused fiber is fused, and thus has excellent rigidity. Moreover, it is a filter medium in which fibers are less likely to fluff and fibers are less likely to fall off.
- the filter element according to [5] of the present invention is provided with the filter medium folded in a folded state, and the filter medium has rigidity, and the friction-charged nonwoven fabric layer-constituting fibers are easily charged by friction. It is a filter element whose amount is difficult to decrease and whose collection efficiency is difficult to decrease.
- the method for producing a filtering material according to [6] of the present invention is a method in which after forming an integrated sheet, the oil agent is removed to make it easy to be frictionally charged, then deformed in the thickness direction, and charged by friction. It can be manufactured without being affected by heat and moisture during integration, and it can be charged by being deformed in the thickness direction when transporting the cleaning sheet. It is difficult to produce a filter medium that is difficult to reduce the collection efficiency. Moreover, since the bulky fiber sheet is used, a rigid filter medium can be manufactured.
- the fusion fiber is fused before charging the non-woven fabric layer by friction and is not affected by heat at the time of fusion. It is possible to produce a filter medium that is less likely to decrease and less likely to reduce the collection efficiency.
- a needle is allowed to act from the fiber web side of the laminated sheet to cause the fiber web constituent fibers to enter the bulky fiber sheet, and the fiber web constituent fibers are frictionally charged. Since it can be surely oriented in the easy thickness direction, it is possible to produce a filter medium in which the charge amount is less likely to decrease and the collection efficiency is less likely to decrease.
- the cleaning sheet is reliably deformed in the thickness direction by passing through a gap narrower than the thickness of the cleaning sheet, so that the charge amount is unlikely to decrease.
- a filter medium in which the collection efficiency is unlikely to decrease.
- a simple machine configuration can be achieved, such as a pair of transport rollers.
- the three-layer filter material according to [10] or [11] of the present invention has two layers of bulky fiber sheet layers having a thickness of 0.5 mm or more in addition to the frictionally charged nonwoven fabric layer. It is a material.
- the three-layer filter medium according to [10] or [11] of the present invention has a bulky fiber sheet layer that is bulky and relatively deformed when the three-layer filter medium is conveyed, when the three-layer filter medium is processed, or when the three-layer filter medium is used.
- the friction-charged nonwoven fabric layer-constituting fibers since the friction-charged nonwoven fabric layer-constituting fibers have entered the bulky fiber sheet layer, the friction-charged nonwoven fabric layer-constituting fibers tend to be charged by friction when the bulky fiber sheet layer is deformed. Is a three-layer filter material that is less likely to decrease and whose collection efficiency is less likely to decrease.
- each of the bulky fiber sheet layers constituting both surface layers contains fibers having an oxygen limit index of 20 or more as constituent fibers, and the basis weight of the frictionally charged nonwoven fabric layer It is a three-layer filter medium that is excellent in flame retardancy by having a basis weight of 0.5 times or more.
- the filter element according to [12] of the present invention is provided with the three-layer filter material folded in a folded state.
- the three-layer filter material has rigidity, and the friction-charged nonwoven fabric layer-constituting fibers are charged by friction. It is a filter element that is less likely to reduce the charge amount and the collection efficiency because it is easy. In addition, the filter element is excellent in flame retardancy.
- the oil agent is removed to make it easy to be frictionally charged, and then deformed in the thickness direction and charged by friction. It can be manufactured without being affected by heat and moisture during integration, and can be charged by being deformed in the thickness direction when transporting the cleaning three-layer sheet.
- the charge amount is difficult to decrease and the collection efficiency is difficult to decrease.
- a rigid three-layer filter medium can be manufactured.
- the filter medium of the present invention consisting of two or more layers, the filter element using the filter medium, and the method for producing the filter medium, the three-layer filter medium of the present invention, which is one of the preferred embodiments of the present invention, The filter element using it and the manufacturing method of a three-layer filter material are demonstrated.
- the filter medium of the present invention has a bulky fiber sheet layer having a thickness of 0.5 mm or more, it has rigidity, and the bulky fiber sheet layer is deformed when the filter medium is transported, processed, or used. (Particularly, deformation in the thickness direction) makes it easy for the frictionally charged non-woven fabric layer-constituting fibers entering the bulky fiber sheet layer to be charged by friction, so the amount of charge is unlikely to decrease and the collection efficiency decreases. It is a difficult filter medium.
- the bulky fiber sheet layer has a thickness of 0.5 mm or more so as to be excellent in rigidity and deformability.
- the thicker the thickness is, the better the effect is. Is preferably 1.5 mm or more, more preferably 2 mm or more, and further preferably 2.5 mm or more.
- the thickness exceeds 100 mm the form stability tends to be poor, and since it is too thick and inferior in versatility, it is preferably 100 mm or less, more preferably 50 mm or less, and 30 mm or less. Is more preferably 20 mm or less, further preferably 10 mm or less, and further preferably 5 mm or less.
- the “thickness” in the present invention means a thickness at a load of 1.96 kPa measured using a compression elasticity tester.
- Such a bulky fiber sheet layer is not particularly limited as long as it has a certain degree of rigidity and deformability, and includes, for example, bonding means such as fiber fusion, needle punch, hydroentanglement, and binder bond.
- bonding means such as fiber fusion, needle punch, hydroentanglement, and binder bond.
- One or two or more non-woven fabrics can be used.
- the fiber-fused nonwoven fabric or the binder-bonded nonwoven fabric is preferable because it is excellent in rigidity and deformability, and the fiber-fused nonwoven fabric is particularly preferable because the entire fiber surface can be involved in filtration.
- the fibers constituting this bulky fiber sheet layer are not particularly limited, but for example, synthetic fibers such as polyester fibers, polyamide fibers, polyvinyl alcohol fibers, polyvinylidene chloride fibers, polyvinyl chloride fibers, acrylic fibers, polyolefin fibers, Examples thereof include recycled fibers such as rayon fibers, semi-synthetic fibers such as acetate fibers, inorganic fibers such as glass fibers, plant fibers such as cotton and hemp, and animal fibers such as wool.
- synthetic fibers such as polyester fibers, polyamide fibers, polyvinyl alcohol fibers, polyvinylidene chloride fibers, polyvinyl chloride fibers, acrylic fibers, polyolefin fibers
- recycled fibers such as rayon fibers, semi-synthetic fibers such as acetate fibers, inorganic fibers such as glass fibers, plant fibers such as cotton and hemp, and animal fibers such as wool.
- a synthetic fiber is preferable because it can easily maintain and improve the charge amount of the triboelectrically charged non-woven fabric layer by rubbing with the below-described triboelectric fabric of the triboelectrically charged non-woven fabric layer.
- polyester fibers are preferable because they are excellent in rigidity.
- the bulky fiber sheet layer is preferably made of a fiber-fused nonwoven fabric.
- the bulky fiber sheet layer includes a fused fiber having a fusible resin on the fiber surface.
- the fused fiber is preferably fused.
- Examples of such a fused fiber include a fused fiber having a polyester resin, a polyamide resin, a polyvinylidene chloride resin, a polyvinyl chloride resin, and a polyolefin resin on the fiber surface.
- the fused fiber is preferably a fused fiber having a polyester resin on the fiber surface.
- the fused fiber only needs to have the above-mentioned resin on the fiber surface, and may be composed of one type of resin. However, the fused fiber maintains the fiber form even when fused, and has high rigidity.
- a fusion fiber composed of two or more types of resins that do not participate in fusion.
- a core-sheath type fusion fiber in which a high melting point resin is coated with a low melting point resin, and a side-by-side fusion type in which a high melting point resin and a low melting point resin are bonded together Fiber.
- a core-sheath type fused fiber is suitable because it can be a bulky fiber sheet layer having excellent rigidity.
- the resin combination is polyethylene terephthalate / copolyester, polyethylene terephthalate / polybutylene terephthalate, polyethylene terephthalate / polytrile.
- the combination of methylene terephthalates is preferable, and the combination of the resin is particularly preferably a core component / sheath component.
- the fineness of the fibers constituting the bulky fiber sheet layer is not particularly limited, but preferably contains fibers having a fineness of 15 dtex or more so that the bulky fiber sheet layer is excellent in rigidity of the filter medium. It is more preferable to include fibers having a fineness of 18 dtex or more, and it is even more preferable to include fibers having a fineness of 20 dtex or more. On the other hand, if the fineness is too large, the mechanical collection efficiency tends to decrease, so that it is preferably 50 dtex or less. The more fibers having such a fineness of 15 dtex or more, the higher the rigidity of the filter medium can be.
- the bulky fiber sheet layer preferably contains 30 mass% or more, and contains 45 mass% or more. Is more preferable, and it is still more preferable that 65 mass% or more is contained. On the other hand, from the viewpoint of improving mechanical collection efficiency, it is preferable to include fibers of less than 15 dtex, more preferably to include fibers of 12 dtex or less, and further to include fibers of 10 dtex or less. preferable.
- fineness in the present invention means a value obtained by the A method defined in JIS L 1015: 2010, 8.5.1 (positive fineness).
- the fiber length of the fibers constituting the bulky fiber sheet layer is not particularly limited, but is preferably 30 mm or more and 40 mm or more so that the bulky fiber sheet layer is excellent in the rigidity of the filter medium. More preferably, it is 50 mm or more. On the other hand, if the fiber length is too long, it tends to be difficult to uniformly disperse the fibers, and as a result, the collection efficiency tends to deteriorate. Therefore, the length is preferably 150 mm or less.
- the “fiber length” in the present invention means a value obtained by JIS L 1015: 2010, 8.4.1 [corrected staple diagram method (method B)].
- the basis weight of the bulky fiber sheet layer is not particularly limited as long as the thickness is 0.5 mm or more, but is preferably 40 to 200 g / m 2 so as to have rigidity, and is preferably 70 to 150 g / m 2. 2 is more preferable, and 90 to 110 g / m 2 is even more preferable.
- the apparent density of the bulky fiber sheet layer is not particularly limited as long as the thickness is 0.5 mm or more, but is 0.02 to 0.1 g / cm 3 so as to be easily deformed. Preferably, it is 0.04 to 0.08 g / cm 3 , more preferably 0.05 to 0.07 g / cm 3 .
- the “apparent density” in the present invention is a calculated value obtained by dividing the basis weight by the thickness.
- the filter medium of the present invention has a frictionally charged nonwoven fabric layer in which two or more kinds of fibers having different constituent resins are mixed, and the frictionally charged nonwoven fabric layer constituting fiber is a bulky fiber sheet. Since it has entered the layer, it is a filter medium in which the charge amount is less likely to decrease and the collection efficiency is less likely to decrease. That is, the filter medium of the present invention is easily charged during transportation, processing, or use, because the bulky fiber sheet layer is easily deformed, and when it is deformed, the frictionally charged non-woven fabric layer constituent fibers are easily charged by friction. It is a filter medium whose amount is difficult to decrease and whose collection efficiency is difficult to decrease.
- the frictionally charged nonwoven fabric layer of the present invention is composed of a nonwoven fabric in which two or more kinds of fibers having different constituent resins are mixed and charged by friction. However, if the constituent fibers are different, the constituent fibers are frictionally charged. As is the case, it is preferable that fibers composed of resins separated from the charge train are mixed.
- a combination of polyolefin fiber and acrylic fiber for example, a combination of polyolefin fiber and acrylic fiber; a combination of fluorine fiber and polyamide fiber, wool, glass fiber, silk or rayon fiber; a combination of urethane fiber and polyamide fiber, wool, glass fiber, silk or rayon fiber; Combination of vinyl fiber and polyamide fiber, wool, glass fiber, silk or rayon fiber; Combination of polyolefin fiber and polyamide fiber, wool, glass fiber, silk or rayon fiber; Combination of acrylic fiber and polyamide fiber, wool, glass fiber, silk or Combination of rayon fiber; combination of vinylon fiber and polyamide fiber, wool, glass fiber, silk or rayon fiber; combination of polyester fiber and polyamide fiber, wool, glass fiber, silk or rayon fiber; combination of acetate fiber and polyamide fiber, wool, glass Fiber, silk or rayon fiber , And the like; combinations.
- a combination of polyolefin fiber and acrylic fiber is a preferable combination because of a large amount of charge.
- Constant resin is different means that the constituent resin constituting the fiber surface (excluding both ends) is different, and the resin constituting the inside of the fiber is the same as the constituent resin of other fibers. Even if the constituent resin constituting the fiber surface (excluding both ends) is different, it is regarded as a fiber having a different constituent resin.
- the triboelectrically charged non-woven fabric layer-constituting fiber is preferably a combination of polyolefin fiber and acrylic fiber.
- the polyolefin fiber-constituting resin include polypropylene resin, polyethylene resin, polystyrene resin, vinyl acetate copolymer resin, An ethylene-propylene copolymer, or a resin in which a part of these resins is substituted with a cyano group or a halogen can be used.
- the polyolefin fiber is a composite fiber composed of one or more of these constituent resins. be able to. For example, it may be a core-sheath type composite fiber, and the sheath component may be a polyolefin fiber composed of a polyolefin resin.
- a suitable polyolefin-based fiber it preferably contains a phosphorus-based additive and a sulfur-based additive. This is because the initial collection efficiency is improved by containing the phosphorus-based additive and the sulfur-based additive.
- other additives such as phenol-based and amine-based additives may be further included.
- the phosphorus-based additive is preferably contained in the polyolefin fiber in an amount of 0.01% by mass or more, more preferably 0.2% by mass or more, and further preferably 0.3% by mass or more. Preferably, it contains 0.6 mass% or more.
- Examples of the phosphorus additive include trisnonylphenyl phosphite, tris (2,4-di-t-butylphenyl) phosphite, distearyl pentaerythritol diphosphite, bis (2,4-di-t- Butylphenyl) pentaerythritol phosphite, bis (2,6, di-t-butyl-4-methylphenyl) pentaerythritol phosphite, 2,2-methylenebis (4,6-di-t-butylphenyl) octyl phosphite Tetrakis (2,4-di-t-butylphenyl) -4,4'-biphenylene-di-phosphonite, bis (2,4-bis (1,1-dimethylethyl) -6-methylphenyl) ethyl ester Phosphoric acid, tetrakis (2,4
- Sulfur additives include sulfur such as dilauryl-3,3′-thiodipropionate, dimyristyl-3,3′-thiodipropionate, distearyl-3,3′-thiodipropionate, pentaerythritol tetrakis
- a system antioxidant or the like can be preferably used.
- This sulfur-based additive is preferably contained in the polyolefin fiber in an amount of 0.01 mass% or more, and more preferably 0.1 mass% or more.
- the total amount of a phosphorus type additive and a sulfur type additive is 5 mass% or less of polyolefin fiber. Is preferably 2 mass% or less, and more preferably 1 mass% or less.
- any of a polyacrylonitrile type mainly containing acrylonitrile (85% or more) and a modacrylic type containing 35% or more and less than 85% acrylonitrile can be used.
- the fusion-charged nonwoven fabric layer-constituting fibers include fused fibers, and the fused fibers are fused, it can be a filter material with excellent rigidity, and the fibers are less likely to fluff and the fibers are less likely to fall off. For this reason, it is preferable that a fused fiber is included as the triboelectrically charged non-woven fabric layer-constituting fiber.
- Such a fused fiber can be a fused fiber similar to the fused fiber that can constitute the bulky fiber sheet layer.
- a polyester-based resin, a polyamide-based resin, a polyvinylidene chloride-based resin, a polyvinyl chloride-based resin, and a fused fiber having a polyolefin-based resin on the fiber surface can be cited.
- the fused fiber is preferably used.
- the fused fiber constituting the frictionally charged nonwoven fabric layer only needs to have the above-described resin on the fiber surface, and may be composed of one kind of resin.
- it is preferably a fusion fiber composed of two or more types of resins that do not participate in fusion.
- a core-sheath type fusion fiber in which a high melting point resin is coated with a low melting point resin
- a side-by-side fusion type in which a high melting point resin and a low melting point resin are bonded together Fiber.
- a core-sheath type fused fiber is preferable because it can be a frictionally charged nonwoven fabric layer having excellent rigidity.
- the resin combination is polyethylene terephthalate / copolyester, polyethylene terephthalate / polybutylene terephthalate, polyethylene terephthalate / polytrile.
- the combination of methylene terephthalates is preferable, and the combination of the resin is particularly preferably a core component / sheath component.
- the fusion fiber constituting the frictionally charged nonwoven fabric layer may be the same as or different from the fusion fiber constituting the bulky fiber sheet layer.
- the bulky fiber sheet layer and the frictionally charged non-woven fabric layer are firmly fused, and it is preferable because it can be a filtering material that does not easily delaminate.
- a polyolefin fiber and an acrylic fiber it is preferable to include a polyolefin fiber and an acrylic fiber, but when a fusion fiber is included, a fusion fiber is included in addition to the polyolefin fiber and the acrylic fiber.
- a fused fiber may be used instead of the acrylic fiber, and the fused fiber and the polyolefin fiber may be included.
- the fineness of the fibers constituting the frictionally charged nonwoven fabric layer is not particularly limited. However, if the surface area of the fibers is large, the fibers tend to rub against each other, the amount of charge increases, and the collection efficiency by charging can be improved. Therefore, it is preferably 10 dtex or less, more preferably 7 dtex or less, still more preferably 5 dtex or less, and even more preferably 3 dtex or less. On the other hand, since the pressure loss tends to increase when the fiber becomes too thin, it is preferably 0.1 dtex or more, more preferably 0.5 dtex or more, and further preferably 1 dtex or more. preferable.
- the fiber length of the fibers constituting the frictionally charged non-woven fabric layer is not particularly limited, but is preferably 20 mm or more so that the fiber enters the bulky fiber sheet layer and is easily frictionally charged when the bulky fiber sheet layer is deformed. , 35 mm or more, more preferably 50 mm or more.
- the length is preferably 150 mm or less.
- the frictionally charged nonwoven fabric layer of the present invention is a layer in which two or more kinds of fibers having different constituent resins are mixed, but the mixing ratio of the fibers having different constituent resins may be a ratio that efficiently frictionally charges, and a combination of fibers.
- the ratio of the number of positively charged fibers to the number of negatively charged fibers is 1: 0.5 to 2 so that the fibers can be easily charged by friction between the fibers.
- it is 1: 0.75 to 1.5, more preferably 1: 0.8 to 1.2.
- a suitable polyolefin fiber fineness: 2.2 dtex, fiber length: 51 mm, density: 0.9 g / cm 3
- acrylic fiber fineness: 2.2 dtex, fiber length: 51 mm, density: 1. 14 g / cm 3
- the polyolefin fiber and the acrylic fiber are preferably in a mass ratio of about 39:61 to 72:28, more preferably about 46:54 to 63:37. More preferably, it is about 51:49 to 62:38.
- the ratio between the number of positively charged fibers and the number of negatively charged fibers is such that the fibers are easily charged by friction between the fibers. It is preferable that the fused fibers are mixed so that the ratio is the same. In general, in order to suppress the rigidity and fuzz of the frictionally charged nonwoven fabric layer, it is preferable that the fused fiber occupies 15 mass% or more of the frictionally charged nonwoven fabric layer, and the fused fiber occupies 20 mass% or more. More preferred. On the other hand, when the amount of fused fibers increases, the amount of fibers involved in frictional charging decreases, and there is a tendency that the fibers cannot be sufficiently charged. Therefore, the fused fibers are preferably 60 mass% or less of the frictionally charged nonwoven fabric layer, and 50 mass. % Or less is more preferable, and 40 mass% or less is still more preferable.
- the basis weight of the frictionally charged non-woven fabric layer of the present invention is not particularly limited, but since it is preferable that there is a certain amount of fiber so that the amount of charge is large, it is preferably 20 g / m 2 or more, and 30 g / m. It is more preferably 2 or more, and further preferably 40 g / m 2 or more.
- the pressure loss is preferably 200 g / m 2 or less, more preferably 180 g / m 2 or less, and more preferably 150 g / m 2 or less so that the pressure loss is not easily increased. Further preferred.
- the amount of fibers involved in frictional charging in the triboelectric nonwoven fabric layer is preferably 20 g / m 2 or more, more preferably 30 g / m 2 or more, and 35 g / m 2 so that the charge amount is large. More preferably, it is more preferably 40 g / m 2 or more, and further preferably 45 g / m 2 or more.
- the amount of fibers involved in triboelectric charging is preferably 200 g / m 2 or less, more preferably 180 g / m 2 or less, and more preferably 150 g / m 2 so that pressure loss is unlikely to increase. More preferably, it is m 2 or less.
- the thickness of the frictionally charged nonwoven fabric layer is not particularly limited, but not only the bulky fiber sheet layer but also the frictionally charged nonwoven fabric layer itself is deformed in the thickness direction so that the friction that has not entered the bulky fiber sheet layer.
- the charged non-woven fabric layer-constituting fibers are also rubbed and charged, so that the amount of charge tends to increase, preferably 0.5 mm or more, more preferably 1 mm or more, and further preferably 1.5 mm or more.
- it is 2 mm or more.
- the apparent density of the frictionally charged non-woven fabric layer is not particularly limited, but a certain amount of fibers are present, and 0.02 to 0.000 so as to have the flexibility to be charged by friction between the fibers. It is preferably 2 g / cm 3 , more preferably 0.05 to 0.1 g / cm 3 .
- the fibers constituting such a frictionally charged non-woven fabric layer have entered the bulky fiber sheet layer, and since the frictional charging occurs when the bulky fiber sheet layer is deformed (particularly when deformed in the thickness direction), the amount of charge is unlikely to decrease. It is a filter medium in which the collection efficiency does not easily decrease. That is, the bulky fiber sheet layer is deformed when the fibers constituting the frictionally charged nonwoven sheet layer do not enter the bulky fiber sheet layer, as in the case where the frictionally charged nonwoven fabric layer and the bulky fiber sheet layer are simply laminated. However, the fibers constituting the frictionally charged non-woven fabric layer are not easily charged by friction, whereas the fibers constituting the frictionally charged non-woven fabric layer have entered the bulky fiber sheet layer. Since the constituent fibers are oriented in the thickness direction of the filter medium, the fibers constituting the frictionally charged nonwoven fabric layer are easily charged by friction when the bulky fiber sheet layer is deformed.
- the frictionally charged nonwoven fabric layer and the bulky fiber sheet layer Is a preferred embodiment because it is difficult to peel off.
- the filter medium of the present invention has a bulky fiber sheet layer and a frictionally charged non-woven fabric layer as described above, but does not hinder frictional charging of the frictionally charged nonwoven fabric layer due to deformation of the bulky fiber sheet layer.
- the rigidity of the filter medium can be further increased by laminating a net, a spunbond nonwoven fabric, or the like, and the filtration performance can be enhanced by laminating a melt blown nonwoven fabric, a wet nonwoven fabric, an electrospun nonwoven fabric, or the like.
- the filter medium is further excellent in rigidity.
- the basis weight of the filter medium of the present invention is not particularly limited, but is preferably 60 to 310 g / m 2 , more preferably 100 to 230 g / m 2 , and 130 to 170 g / m 2 . More preferably.
- the thickness of the filter medium is not particularly limited, but is preferably 0.5 to 103 mm, and preferably 1.5 to 50 mm so that the filter medium is easily deformed in the thickness direction and the amount of charge is likely to increase. More preferably, it is 2 to 30 mm, further preferably 2.5 to 20 mm, further preferably 3 to 10 mm, and further preferably 3 to 5 mm.
- the filter medium of the present invention since the filter medium of the present invention is preferably folded so that the filtration area is wide and the increase in pressure loss can be suppressed, the filter medium includes a bulky fiber sheet layer and has a certain degree of rigidity. Is preferred. More specifically, the bending resistance measured by the Gurley method specified in 6.7.4 of JIS L 1913: 2010 is preferably 1 mN or more, more preferably 2.5 mN or more, and 4 mN or more. More preferably. The test piece is a rectangle with a size of 30 mm ⁇ 40 mm, and the measurement is performed by fixing the 30 mm side to the chuck so that the frictionally charged nonwoven fabric layer side is in contact with the pendulum B.
- the filter element of the present invention is provided with the filter material as described above folded. For this reason, the filter element is rigid and has a triboelectrically charged nonwoven fabric layer that is easily charged by friction, so that the amount of charge is hardly reduced and the collection efficiency is hardly lowered.
- the filter medium of the present invention is rigid, it is a filter element that can be manufactured by performing a good folding process.
- the filter element of the present invention can be exactly the same as the conventional filter element except that the above-mentioned filter medium is used.
- crease folding is not limited as long as creases can be formed by folding into a zigzag shape, for example, by a pleating machine such as a reciprocating type or a rotary type, or a method of pressing with a stamping die formed in a zigzag shape. Can do.
- the folded filter material can be fixed with the outer frame by, for example, inserting a hot melt resin such as polyvinyl acetate between the outer frame and the filter material.
- a hot melt resin such as polyvinyl acetate
- the outer frame which consists of aluminum, aluminum alloy, stainless steel, various resin, paper, or a nonwoven fabric (for example, filter material of this invention) can be used, for example.
- the filter medium of the present invention can be produced, for example, by the following method.
- a bulky fiber sheet having a thickness of 0.5 mm or more and a fiber web in which two or more kinds of fibers having different constituent resins are mixed (hereinafter, simply referred to as “mixed fiber web”) are laminated.
- a step of forming a laminated sheet (2) a step of allowing the mixed fiber web constituent fibers to enter the bulky fiber sheet and forming an integrated sheet having a bulky fiber sheet layer and a nonwoven fabric layer, and (3) the integrated sheet.
- deforming the cleaning sheet in the thickness direction charging the nonwoven fabric layer by friction, and having a bulky fiber sheet layer and a frictionally charged nonwoven fabric layer.
- Such a manufacturing method is a method in which, after forming an integrated sheet, the oil agent is removed to make it easily triboelectrically charged, and then deformed in the thickness direction and charged by friction. It can be manufactured without being affected by heat and moisture when the nonwoven fabric layer is integrated, and it can be charged by being deformed in the thickness direction during transportation, etc., reducing the amount of charge. Therefore, it is possible to produce a filter medium that is difficult to be collected and whose collection efficiency is difficult to decrease. Moreover, since the bulky fiber sheet is used, a rigid filter medium can be manufactured.
- a bulky fiber sheet having a thickness of 0.5 mm or more can be formed into a bulky fiber sheet by a dry method such as a card method or an air lay method using, for example, the fibers described above. Since the bulky fiber sheet layer constituting the filter medium of the present invention is preferably made of a fiber fusion nonwoven fabric, the bulky fiber sheet is referred to as a fiber web containing fusion fibers (hereinafter referred to as a “bulk fiber web”). Are preferred).
- a mixed fiber web in which two or more kinds of fibers having different constituent resins are mixed can be formed by using a dry method such as a card method or an air lay method using fibers as described above.
- the frictionally charged non-woven fabric layer constituting the filter medium of the present invention can be composed of the fibers as described above, but contains polyolefin fibers and acrylic fibers so as to be easily charged by friction. Therefore, it is preferable that the mixed fiber web contains polyolefin fibers and acrylic fibers.
- the frictionally charged non-woven fabric layer preferably contains fused fibers (hereinafter sometimes referred to as “fused fibers for the charged layer”) so as to be excellent in rigidity and fuzz prevention properties
- the polyolefin fiber it is preferable to include a fused fiber for the charging layer in place of the acrylic fiber or in addition to the polyolefin fiber and the acrylic fiber.
- the bulky fiber sheet and the mixed fiber web may be laminated one layer at a time to form a laminated sheet, but the mixed fiber web is laminated on both sides of the bulky fiber sheet, or the bulky fiber sheet is laminated on both sides of the mixed fiber web.
- 1 layer of bulky fiber sheet and 2 or more layers of mixed fiber web, 1 layer of mixed fiber web and 2 or more layers of bulky fiber sheet, or 2 or more layers of bulky fiber sheet and 2 or more layers of mixed fiber web It can be set as a laminated sheet.
- the method for causing the mixed fiber web constituting fiber to enter the bulky fiber sheet is not particularly limited.For example, a method of operating a needle from the mixed fiber web side of the laminated fiber sheet, a water flow from the mixed fiber web side of the laminated fiber sheet. Can be mentioned. Among these, the method of causing the needle to act is preferable because the mixed fiber web constituent fibers can be surely oriented in the thickness direction in which frictional charging easily occurs, and the bulkiness of the bulky fiber sheet is hardly impaired. .
- the mixed fiber web constituting fiber and the bulky fiber sheet constituting fiber can be intertwined, and the bulky fiber sheet layer and the frictionally charged non-woven fabric layer can produce a filter medium that is not easily delaminated.
- the bulky fiber sheet layer and the frictionally charged non-woven fabric layer can produce a filter medium that is not easily delaminated.
- the needle conditions that are suitable are not particularly limited.
- the needle density is 30 needles / cm 2 or more so that the mixed fiber web constituent fibers enter the bulky fiber sheet and are oriented in the thickness direction. It is preferable to work at 40 lines / cm 2 or more. On the other hand, if the needle density is too high, the rigidity tends to decrease. Therefore, it is preferable to act at 100 needles / cm 2 or less.
- an integrated sheet having a bulky fiber sheet layer and a non-woven fabric layer can be formed by applying a needle, a water flow, or the like from the mixed fiber web side of the laminated fiber sheet, and the mixed fiber web itself is also a needle or
- fibers are bound to each other, such as entangled by the action of water flow or the like, and therefore, the layer derived from the mixed fiber web in the integrated sheet after integration is expressed as a nonwoven fabric layer.
- a step of cleaning the integrated sheet and forming a cleaning sheet from which the oil agent has been removed is performed.
- friction charging can be efficiently performed by deformation in the thickness direction of the cleaning sheet described later.
- the mixed fiber web can be formed using the fiber to which the oil agent is adhered, so the mixed fiber web is formed using the fiber from which the oil agent has been removed.
- it contributes to production stability because of its excellent fiber opening properties, and it has the effect of simplifying the device configuration, such as eliminating the need for a static eliminator for the opening device. .
- the method of cleaning the integrated sheet is not particularly limited.
- the oil agent is removed by cleaning the integrated sheet with an alkaline aqueous solution, alcohol, water (including warm water or hot water), or a mixed solvent thereof.
- a cleaning sheet can be obtained.
- the filter medium of the present invention can be manufactured.
- the cleaning sheet has a bulky fiber sheet layer, and since this bulky fiber sheet layer is bulky, it is easy to deform in the thickness direction, so when the cleaning sheet is deformed in the thickness direction, the bulky fiber sheet layer Although the layer is deformed, two or more kinds of fibers having different constituent resins constituting the nonwoven fabric layer have entered the bulky fiber sheet layer, and when the bulky fiber sheet layer is deformed, the entered nonwoven fabric constituent fibers are Can be frictionally charged to produce a filter medium having a frictionally charged nonwoven fabric layer and a bulky fiber sheet layer.
- the method of deforming the cleaning sheet in the thickness direction is not particularly limited as long as the nonwoven fabric layer constituting fibers are triboelectrically charged. For example, a method of passing a gap narrower than the thickness of the cleaning sheet, transport of the cleaning sheet And a method of changing the direction abruptly.
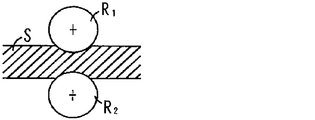
- the gap is smaller than the thickness of the cleaning sheet S or there is no gap.
- Gauge: 0 a method of passing between a pair of rollers R 1 and R 2 , as shown in a schematic cross-sectional view in FIG. 2, so that the gap is narrower than the thickness of the cleaning sheet S
- the gap formed by these rollers R 1 to R 2 and the like is not particularly limited as long as it is narrower than the thickness of the cleaning sheet, but is preferably 0.1 mm or less.
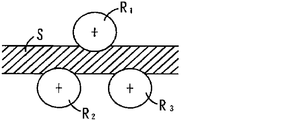
- the surfaces of the rollers R 1 to R 3 and the surfaces of the plates P 1 to P 2 are smooth surfaces without irregularities so that the entire bulky fiber sheet layer in the cleaning sheet can be deformed in the thickness direction. Is preferred.
- the needle enters the nonwoven fabric layer, and the nonwoven fabric layer configuration It is preferable because the frictionally charged nonwoven fabric layer having a large amount of charge can be easily formed by efficiently moving the fibers and rubbing the fibers.
- the friction charging device located on the downstream side in the transport direction is a device having a narrow gap because the amount of friction charging can be increased.
- rollers R 1 to R 3 and / or the plates P 1 to P 2 are made of an insulator having a volume resistivity of 10 12 or more, the rollers R 1 to R 3 and / or the plates P 1 to P 2 and the cleaning sheet, the rollers R 1 to R 3 and / or the plates P 1 to P 2 are preferably made of an insulator as described above.
- the cleaning sheet conveyance direction is changed by 90 ° along the roller R 1 .
- the method of deforming in the thickness direction although not shown, using a plate instead of the roller R 1 in FIG. 5, along the plate, by 90 ° changes the conveying direction of the cleaning sheet, the thickness of the cleaning sheet A method of deforming in the vertical direction can be given.
- the cleaning sheet conveyance direction is changed by 90 ° to be frictionally charged.
- the change is not necessarily 90 °, but the conveyance direction is changed to change the conveyance direction. It is preferable that the cleaning sheet is deformed to a thickness of 50% or less of the apparent thickness (thickness under no load) of the cleaning sheet before the direction is changed, and can be triboelectrically charged.
- the surface of the roller or the like acting as a fulcrum for changing the conveying direction in this way is a smooth surface without unevenness so that the bulky fiber sheet layer in the cleaning sheet can be deformed in the thickness direction.
- a roller that acts as a fulcrum using a roller having a large number of needles on the surface, in contact with the nonwoven fabric layer of the cleaning sheet, in addition to being able to deform the bulky fiber sheet layer in the thickness direction, It is preferable because the needle enters the nonwoven fabric layer, efficiently moves the fibers constituting the nonwoven fabric layer, and rubs the fibers to easily form a frictionally charged nonwoven fabric layer having a large charge amount.
- two or more sets can be used for friction. It is preferable to be charged.
- the two sets need not be devices that change the conveyance direction abruptly, and are used in combination with a device that passes a gap narrower than the thickness of the cleaning sheet as described above. You can also In addition, in the case of having two or more sets of devices that rapidly change the conveyance direction, if the amount of deformation in the thickness direction of the friction charging device located on the downstream side of the conveyance direction is increased, the amount of frictional charging can be increased. This is preferable because it is possible.
- a roller or the like that acts as a fulcrum that changes the transport direction is made of an insulator having a volume resistivity of 10 12 or more, it is charged by friction between the roller and the cleaning sheet, and therefore acts as a fulcrum. It is preferable that the roller or the like is made of the insulator as described above.
- the bulky fiber sheet layer is preferably a filtering material composed of a fiber-fused nonwoven fabric layer
- the fused fiber is used as the bulky fiber sheet.
- fusing fiber for bulkiness using a fiber web (bulk fiber web), forming an integrated sheet, and then charging the nonwoven fabric layer by friction and friction charging nonwoven fabric layer
- the fusion fiber for bulkiness is fused before forming the integrated sheet, the mixed fiber web constituent fiber and the bulky fiber sheet constituent fiber when the mixed fiber web constituent fiber enters the bulky fiber sheet This is because the entanglement of the non-woven fabric layer and the bulky fiber sheet layer tends to occur easily.
- the bulky fusion fiber is fused after the nonwoven fabric layer is charged by friction to form a frictionally charged nonwoven fabric layer, the amount of charge tends to decrease due to heat at the time of fusion.
- it is preferable to fuse the bulky fusion fiber at the stage of the integrated sheet before washing because when the integrated sheet is washed, it can withstand the load caused by washing and easily maintain the form.
- the method for fusing the bulky fusion fiber to form a fiber-fused nonwoven fabric layer is a fiber-fused nonwoven fabric layer having a thickness of 0.5 mm or more in which the bulky fusion fiber is fused. It is only necessary to form a (bulky fiber sheet layer), and the fusing condition is not particularly limited because the condition varies depending on the fusing fiber for bulky. This condition can be appropriately set experimentally in accordance with the bulky fusion fiber.
- the heating means can be implemented by, for example, a hot air dryer, an infrared lamp, a heating roll, etc., but if it is a heating means such as a hot air dryer or an infrared lamp that does not act by solid pressure, the fiber-fused nonwoven fabric layer This is preferable because it does not impair the bulkiness.
- the friction-charged non-woven fabric layer-constituting fiber includes a charging layer-fused fiber so as to be excellent in rigidity and hardly fuzz, and is preferably fused.
- the fused fibers for the charging layer are fused to form a nonwoven fabric layer.
- the fused fiber for the charging layer is fused before forming the integrated sheet, the fused fiber for the charged layer is fused when the integrated sheet of the charged layer fiber and the bulky layer fiber is formed. This is because the wear is destroyed and the effect tends to be halved.
- the non-woven fabric layer is charged by friction to form a triboelectrically charged non-woven fabric layer and the fused fiber for the charging layer is fused, the amount of charge tends to decrease due to heat at the time of fusing. .
- the method for fusing the fused fiber for the charging layer to form the nonwoven fabric layer is sufficient if the fused fiber for the charged layer is fused, and the fusion conditions differ depending on the fused fiber for the charged layer. There is no particular limitation. This condition can be appropriately set experimentally according to the fused fiber for the charging layer.
- the heating means can be carried out with, for example, a hot air dryer, an infrared lamp, a heating roll, etc., but if the heating means does not act on the solid pressure, such as a hot air dryer or an infrared lamp, the bulkiness of the nonwoven fabric layer As a result, a bulky frictionally charged nonwoven fabric layer can be formed, and charging due to deformation of the frictionally charged nonwoven fabric layer is easy to use, which is preferable.
- the integrated sheet is used. Since it is preferable to fuse the bulky fusion fiber and / or the charge layer fusion fiber after forming and before charging the nonwoven fabric layer by friction, the bulky fusion fiber and the charge layer fusion fiber are preferably fused. In the case where both are included, it is preferable to fuse them at the same time in the manufacturing process of the filter medium. Therefore, it is preferable that the bulky fusion fiber and the charging layer fusion fiber are the same because the temperature can be easily set. However, the bulky fusion fiber and the charging layer fusion fiber need not be the same.
- the three-layer filter material of the present invention has two layers of bulky fiber sheet layers having a thickness of 0.5 mm or more, it has rigidity, and when the three-layer filter material is transported, processed, or used, Since the bulky fiber sheet layer is deformed (particularly, deformed in the thickness direction), the frictionally charged non-woven fabric layers constituting the bulky fiber sheet layer are easily charged with each other by friction, so the charge amount is difficult to decrease, It is a three-layer filter material in which the collection efficiency does not easily decrease.
- the bulky fiber sheet layer has a thickness of 0.5 mm or more so as to be excellent in rigidity and deformability.
- it is 0.7 mm or more, more preferably 0.8 mm or more, and further preferably 1 mm or more.
- the thickness exceeds 100 mm, the form stability tends to be poor, and since it is too thick and inferior in versatility, it is preferably 100 mm or less, more preferably 50 mm or less, and 30 mm or less. Is more preferably 10 mm or less, and further preferably 5 mm or less.
- the three-layer filter medium comprising two bulky fiber sheet layers and one frictionally charged non-woven fabric layer, the “thickness” in the three-layer filter medium having a frictionally charged nonwoven fabric layer between the bulky fiber sheet layers, It means the thickness at the time of 0.098 kPa load.
- Such a bulky fiber sheet layer is not particularly limited as long as it has a certain degree of rigidity and deformability, and includes, for example, bonding means such as fiber fusion, needle punch, hydroentanglement, and binder bond.
- bonding means such as fiber fusion, needle punch, hydroentanglement, and binder bond.
- One or two or more non-woven fabrics can be used.
- the fiber-fused nonwoven fabric or the binder-bonded nonwoven fabric is preferable because it is excellent in rigidity and deformability, and the fiber-fused nonwoven fabric is particularly preferable because the entire fiber surface can be involved in filtration.
- the frictionally charged nonwoven fabric layer is sandwiched by two layers of bulky fiber sheet layers, so that Any bulky fiber sheet layer includes fibers having a limiting oxygen index of 20 or more as constituting fibers so that flame retardancy can be imparted.
- the limiting oxygen index is a value measured according to JIS K 7201.
- the fibers having a limiting oxygen index of 20 or more include, for example, polyester fibers, polyamide fibers, vinylon fibers, polyvinylidene chloride fibers, synthetic fibers such as polyvinyl chloride fibers, inorganic fibers such as glass fibers, wool, And animal fibers such as silk.
- a synthetic fiber is preferable because it can easily maintain and improve the charge amount of the triboelectrically charged non-woven fabric layer by rubbing with the below-described triboelectric fabric of the triboelectrically charged non-woven fabric layer.
- polyester fibers are preferable because they are excellent in rigidity.
- fibers having a limiting oxygen index of less than 20 that can form a bulky fiber sheet layer include synthetic fibers such as acrylic fibers and polyolefin fibers, regenerated fibers such as rayon fibers, semi-synthetic fibers such as acetate fibers, cotton and hemp And plant fibers.
- synthetic fibers such as acrylic fibers and polyolefin fibers, regenerated fibers such as rayon fibers, semi-synthetic fibers such as acetate fibers, cotton and hemp And plant fibers.
- the bulky fiber sheet layer is preferably made of a fiber-fused nonwoven fabric.
- a fused fiber having a fusible resin on the fiber surface is also preferably fused.
- Such a fused fiber is also preferably a fiber having a critical oxygen index of 20 or more.
- a fused fiber having a polyester resin, a polyamide resin, a polyvinylidene chloride resin, or a polyvinyl chloride resin on the fiber surface is preferred.
- the fused fiber is preferably a fused fiber having a polyester resin on the fiber surface.
- the fused fiber only needs to have the above-mentioned resin on the fiber surface, and may be composed of one type of resin. However, the fused fiber maintains the fiber form even when fused, and has high rigidity.
- a fusion fiber composed of two or more types of resins that do not participate in fusion.
- the fusion fiber is composed of two types of resins, a core-sheath fusion fiber in which a high melting point resin is coated with a low melting point resin, and a high melting point resin and a low melting point resin are bonded together.
- a side-by-side fused fiber can be mentioned.
- a core-sheath type fused fiber is suitable because it can be a bulky fiber sheet layer having excellent rigidity.
- the resin combination is polyethylene terephthalate / copolyester, polyethylene terephthalate / polybutylene terephthalate, polyethylene terephthalate / polytrile.
- the combination of methylene terephthalates is preferable, and the combination of the resin is particularly preferably a core component / sheath component.
- the bulky fiber sheet layer contains fibers having a fineness of 15 dtex or more so that the three-layer filter medium has excellent rigidity.
- it contains fibers with a fineness of 18 dtex or more, and more preferably contains fibers with a fineness of 20 dtex or more.
- the fineness is too large, the mechanical collection efficiency tends to decrease, so that it is preferably 50 dtex or less. As the number of fibers having such a fineness of 15 dtex or more increases, the rigidity of the three-layer filter medium can be increased.
- the bulky fiber sheet layer preferably includes 30 mass% or more, and 45 mass% or more is included. More preferably, it is more preferably contained in an amount of 65 mass% or more.
- the fiber length of the fibers constituting the bulky fiber sheet layer is not particularly limited, but is preferably 30 mm or more, and 40 mm or more so that the bulky fiber sheet layer is excellent in the rigidity of the three-layer filter medium. It is more preferable that it is 50 mm or more. On the other hand, if the fiber length is too long, it tends to be difficult to uniformly disperse the fibers, and as a result, the collection efficiency tends to deteriorate. Therefore, it is preferably 150 mm or less, and 110 mm or less. More preferably.
- Each of the bulky fiber sheet layers has a basis weight of 0.5 times or more that of the below-described frictionally charged non-woven fabric layer so that the basis weight of the bulky fiber sheet layer can impart flame retardancy to the three-layer filter medium. Since the basis weight of the bulky fiber sheet layer is high, that is, the greater the amount of fibers having a critical oxygen index of 20 or more, the flame retardancy is excellent. Therefore, the basis weight of any bulky fiber sheet layer is the basis weight of the frictionally charged nonwoven fabric layer It is preferably 0.6 times or more, more preferably 0.7 times or more, still more preferably 0.8 times or more, still more preferably 0.9 times or more, and 1 time or more. More preferably.
- the basis weight of the bulky fiber sheet layer is too high, it tends to be inferior in versatility, such as being too thick and difficult to fold, so that the basis weight of the frictionally charged nonwoven fabric layer is 4 times or less. Preferably, it is 3 times or less.
- the basis weight is a mass per 1 m 2 , and is a value obtained by the method defined in JIS L 1085: 1998 6.2 “Mass per unit area”.
- the apparent density of the bulky fiber sheet layer is not particularly limited as long as the thickness is 0.5 mm or more, but any bulky fiber sheet layer is 0.02 to 0.00 mm so as to be easily deformed. It is preferably 10 g / m 2 , more preferably 0.04 to 0.08 g / m 2 , and even more preferably 0.05 to 0.07 g / m 2 .
- the three-layer filter material of the present invention has two bulky fiber sheet layers
- these bulky fiber sheet layers may be exactly the same, and the resin composition, fineness, and fiber of the fiber having a critical oxygen index of 20 or more. It may be a bulky fiber sheet layer that is different from at least one point selected from: long; structure of bulky fiber sheet layer, fiber blending, basis weight, thickness, and apparent density.
- the three-layer filter material of the present invention has a frictionally charged nonwoven fabric layer in which two or more kinds of fibers having different constituent resins are mixed. Since it has entered the fiber sheet layer, it is a three-layer filter material in which the charge amount is unlikely to decrease and the collection efficiency is unlikely to decrease. That is, in the three-layer filter material of the present invention, the bulky fiber sheet layer is easily deformed at the time of conveyance, processing, or use, and when it is deformed, the frictionally charged nonwoven fabric layer constituent fibers that have entered are easily charged by friction. The three-layer filter medium is less likely to reduce the charge amount and lower the collection efficiency.
- the frictionally charged nonwoven fabric layer of the present invention is composed of a nonwoven fabric in which two or more kinds of fibers having different constituent resins are mixed and charged by friction. However, if the constituent fibers are different, the constituent fibers are frictionally charged. As is the case, it is preferable that fibers composed of resins separated from the charge train are mixed.
- a combination of polyolefin fiber and acrylic fiber for example, a combination of polyolefin fiber and acrylic fiber; a combination of fluorine fiber and polyamide fiber, wool, glass fiber, silk or rayon fiber; a combination of urethane fiber and polyamide fiber, wool, glass fiber, silk or rayon fiber; Combination of vinyl fiber and polyamide fiber, wool, glass fiber, silk or rayon fiber; Combination of polyolefin fiber and polyamide fiber, wool, glass fiber, silk or rayon fiber; Combination of acrylic fiber and polyamide fiber, wool, glass fiber, silk or Combination of rayon fiber; combination of vinylon fiber and polyamide fiber, wool, glass fiber, silk or rayon fiber; combination of polyester fiber and polyamide fiber, wool, glass fiber, silk or rayon fiber; combination of acetate fiber and polyamide fiber, wool, glass Fiber, silk or rayon fiber , And the like; combinations.
- a combination of polyolefin fiber and acrylic fiber is a preferable combination because of a large amount of charge.
- the triboelectrically charged non-woven fabric layer-constituting fiber is preferably a combination of polyolefin fiber and acrylic fiber.
- the polyolefin fiber-constituting resin include polypropylene resin, polyethylene resin, polystyrene resin, vinyl acetate copolymer resin, An ethylene-propylene copolymer, or a resin in which a part of these resins is substituted with a cyano group or a halogen can be used.
- the polyolefin fiber is a composite fiber composed of one or more of these constituent resins. be able to. For example, it may be a core-sheath type composite fiber, and the sheath component may be a polyolefin fiber composed of a polyolefin resin.
- a suitable polyolefin-based fiber it preferably contains a phosphorus-based additive and a sulfur-based additive. This is because the initial collection efficiency is improved by containing the phosphorus-based additive and the sulfur-based additive.
- other additives such as phenol-based and amine-based additives may be further included.
- the phosphorus-based additive is preferably contained in the polyolefin fiber in an amount of 0.01% by mass or more, more preferably 0.2% by mass or more, and further preferably 0.3% by mass or more. Preferably, it contains 0.6 mass% or more.
- Examples of the phosphorus additive include trisnonylphenyl phosphite, tris (2,4-di-t-butylphenyl) phosphite, distearyl pentaerythritol diphosphite, bis (2,4-di-t- Butylphenyl) pentaerythritol phosphite, bis (2,6, di-t-butyl-4-methylphenyl) pentaerythritol phosphite, 2,2-methylenebis (4,6-di-t-butylphenyl) octyl phosphite Tetrakis (2,4-di-t-butylphenyl) -4,4'-biphenylene-di-phosphonite, bis (2,4-bis (1,1-dimethylethyl) -6-methylphenyl) ethyl ester Phosphoric acid, tetrakis (2,4
- Sulfur additives include sulfur such as dilauryl-3,3′-thiodipropionate, dimyristyl-3,3′-thiodipropionate, distearyl-3,3′-thiodipropionate, pentaerythritol tetrakis
- a system antioxidant or the like can be preferably used.
- This sulfur-based additive is preferably contained in the polyolefin fiber in an amount of 0.01 mass% or more, and more preferably 0.1 mass% or more.
- the total amount of a phosphorus type additive and a sulfur type additive is 5 mass% or less of polyolefin fiber. Is preferably 2 mass% or less, and more preferably 1 mass% or less.
- any of a polyacrylonitrile type mainly containing acrylonitrile (85% or more) and a modacrylic type containing 35% or more and less than 85% acrylonitrile can be used.
- the fused fibers since it can be a three-layer filter material having excellent rigidity when the fused fibers include fused fibers as the frictionally charged nonwoven fabric constituting fibers, and the fused fibers are fused, the fused fibers as the frictionally charged nonwoven fabric layered fibers. Is preferably included.
- the fused fiber that can constitute the frictionally charged nonwoven fabric layer can be a fused fiber similar to the fused fiber that can constitute the bulky fiber sheet layer.
- a polyester-based resin, a polyamide-based resin, a polyvinylidene chloride-based resin, a polyvinyl chloride-based resin, and a fused fiber having a polyolefin-based resin on the fiber surface can be cited.
- the fused fiber is preferably used.
- the fused fiber constituting the frictionally charged nonwoven fabric layer only needs to have the above-described resin on the fiber surface, and may be composed of one kind of resin.
- it is preferably a fusion fiber composed of two or more types of resins that do not participate in fusion.
- a core-sheath type fusion fiber in which a high melting point resin is coated with a low melting point resin
- a side-by-side fusion type in which a high melting point resin and a low melting point resin are bonded together Fiber.
- a core-sheath type fused fiber is preferable because it can be a frictionally charged nonwoven fabric layer having excellent rigidity.
- the resin combination is polyethylene terephthalate / copolyester, polyethylene terephthalate / polybutylene terephthalate, polyethylene terephthalate / polytrile.
- the combination of methylene terephthalates is preferable, and the combination of the resin is particularly preferably a core component / sheath component.
- the fused fibers that constitute the frictionally charged nonwoven fabric layer are the same as the fused fibers that constitute either or both of the bulky fiber sheet layers. May be different or different, but if one or both fused fibers are the same, the bulky fiber sheet layer and the frictionally charged non-woven fabric layer are firmly fused, and delamination is difficult Therefore, it is preferable.
- the triboelectric non-woven fabric layer of the present invention preferably contains polyolefin fibers and acrylic fibers, but when it contains fused fibers, in addition to the polyolefin fibers and acrylic fibers.
- a fused fiber may be included, or a fused fiber may be used instead of an acrylic fiber, and a fused fiber and a polyolefin-based fiber may be included.
- the fineness of the fibers constituting the frictionally charged nonwoven fabric layer is not particularly limited. However, if the surface area of the fibers is large, the fibers tend to rub against each other, the amount of charge increases, and the collection efficiency by charging can be improved. Therefore, it is preferably 10 dtex or less, more preferably 7 dtex or less, still more preferably 5 dtex or less, and even more preferably 3 dtex or less. On the other hand, since the pressure loss tends to increase when the fiber becomes too thin, it is preferably 0.1 dtex or more, more preferably 0.5 dtex or more, and further preferably 1 dtex or more. preferable.
- the fiber length of the fibers constituting the frictionally charged non-woven fabric layer is not particularly limited, but is preferably 20 mm or more so that the fiber enters the bulky fiber sheet layer and is easily frictionally charged when the bulky fiber sheet layer is deformed. , 35 mm or more, more preferably 50 mm or more.
- the fiber length is preferably 150 mm or less, and 110 mm or less. More preferably.
- the frictionally charged nonwoven fabric layer of the present invention is a layer in which two or more kinds of fibers having different constituent resins are mixed, but the mixing ratio of the fibers having different constituent resins may be a ratio that efficiently frictionally charges, and a combination of fibers.
- the ratio of the number of positively charged fibers to the number of negatively charged fibers is 1: 0.5 to 2 so that the fibers can be easily charged by friction between the fibers.
- it is 1: 0.75 to 1.5, more preferably 1: 0.8 to 1.2.
- a suitable polyolefin fiber fineness: 2.2 dtex, fiber length: 51 mm, density: 0.9 g / cm 3
- acrylic fiber fineness: 2.2 dtex, fiber length: 51 mm, density: 1. 14 g / cm 3
- the polyolefin fiber and the acrylic fiber are preferably in a mass ratio of about 39:61 to 72:28, more preferably about 46:54 to 63:37. More preferably, it is about 51:49 to 62:38.
- the ratio between the number of positively charged fibers and the number of negatively charged fibers is such that the fibers are easily charged by friction between the fibers. It is preferable that the fused fibers are mixed so that the ratio is the same. In general, in order to increase the rigidity of the frictionally charged nonwoven fabric layer, it is preferable that the fused fibers occupy 15 mass% or more of the frictionally charged nonwoven fabric layer, and more preferably, the fused fibers occupy 20 mass% or more. . On the other hand, when the amount of fused fibers increases, the amount of fibers involved in frictional charging decreases, and there is a tendency that the fibers cannot be sufficiently charged. Therefore, the fused fibers are preferably 60 mass% or less of the frictionally charged nonwoven fabric layer, and 50 mass. % Or less is more preferable, and 40 mass% or less is still more preferable.
- the basis weight of the frictionally charged non-woven fabric layer of the present invention is not particularly limited, but since it is preferable that there is a certain amount of fiber so that the amount of charge is large, it is preferably 20 g / m 2 or more, and 30 g / m. It is more preferably 2 or more, and further preferably 40 g / m 2 or more. On the other hand, if the basis weight is too high, the pressure loss tends to increase. Therefore, it is preferably 200 g / m 2 or less, more preferably 180 g / m 2 or less, and 150 g / m 2 or less. Is more preferable.
- the amount of fibers involved in frictional charging in the triboelectric nonwoven fabric layer is preferably 20 g / m 2 or more, more preferably 30 g / m 2 or more, and 35 g / m 2 so that the charge amount is large. More preferably, it is more preferably 40 g / m 2 or more, and further preferably 45 g / m 2 or more.
- the amount of fibers involved in triboelectric charging is preferably 200 g / m 2 or less, more preferably 180 g / m 2 or less, and more preferably 150 g / m 2 so that pressure loss is unlikely to increase. More preferably, it is m 2 or less.
- the thickness of the frictionally charged nonwoven fabric layer is not particularly limited, but not only the bulky fiber sheet layer but also the frictionally charged nonwoven fabric layer itself is deformed in the thickness direction so that the friction that has not entered the bulky fiber sheet layer.
- the charged non-woven fabric layer-constituting fibers are also rubbed and charged, so that the amount of charge tends to increase, preferably 0.3 mm or more, more preferably 0.5 mm or more, and 0.7 mm or more. Is more preferable, and more preferably 1 mm or more. On the other hand, it is preferable that it is 3 mm or less so that it may be a three-layer filter medium excellent in form stability and versatility.
- the apparent density of the frictionally charged non-woven fabric layer is not particularly limited, but a certain amount of fibers are present, and 0.02 to 0.000 so as to have the flexibility to be charged by friction between the fibers. It is preferably 20 g / m 2 , and more preferably 0.05 to 0.10 g / m 2 .
- the fibers constituting such a frictionally charged non-woven fabric layer have entered the bulky fiber sheet layer, and since the frictional charging occurs when the bulky fiber sheet layer is deformed (particularly when deformed in the thickness direction), the amount of charge is unlikely to decrease. It is a three-layer filter material in which the collection efficiency does not easily decrease. That is, the bulky fiber sheet layer is deformed when the fibers constituting the frictionally charged nonwoven sheet layer do not enter the bulky fiber sheet layer, as in the case where the frictionally charged nonwoven fabric layer and the bulky fiber sheet layer are simply laminated. However, the fibers constituting the frictionally charged non-woven fabric layer are not easily charged by friction, whereas the fibers constituting the frictionally charged non-woven fabric layer have entered the bulky fiber sheet layer. Since the constituent fibers are oriented in the thickness direction of the three-layer filter material, the fibers constituting the frictionally charged nonwoven fabric layer are easily charged by friction when the bulky fiber sheet layer is deformed.
- the frictionally charged nonwoven fabric layer and the bulky fiber sheet layer Is a preferred embodiment because it is difficult to peel off.
- the fibers constituting the frictionally charged nonwoven fabric layer only need to enter one of the bulky fiber sheet layers, but may enter both of the bulky fiber sheet layers. Further, when the fibers constituting the frictionally charged nonwoven fabric layer enter the bulky fiber sheet layer and / or any one of the bulky fiber sheet constituent fibers enters the frictionally charged nonwoven fabric layer and the fibers are intertwined, Since peeling does not easily occur, this is a preferred embodiment.
- the basis weight of the three-layer filter material of the present invention is not particularly limited, but is preferably 40 to 400 g / m 2 , more preferably 60 to 360 g / m 2 , and 80 to 300 g / m 2 . More preferably, it is 90 to 250 g / m 2 , and more preferably 100 to 200 g / m 2 .
- the thickness of the three-layer filter medium is not particularly limited, it is preferably 1.1 to 203 mm, and preferably 1.5 to 50 mm so that it is easily deformed in the thickness direction and the amount of charge is likely to increase. More preferably, it is 2 to 30 mm, further preferably 2.5 to 20 mm, further preferably 3 to 10 mm, and further preferably 3 to 5 mm.
- the three-layer filter medium of the present invention preferably has a certain degree of rigidity because it has a wide filtration area and is preferably folded to form a filter element so that an increase in pressure loss can be suppressed.
- the bending resistance measured by the Gurley method specified in 6.7.4 of JIS L 1913: 2010 is preferably 1 mN or more, more preferably 2.5 mN or more, and 4 mN or more. More preferably.
- the test piece is a rectangle with a size of 30 mm ⁇ 40 mm, and the side of 30 mm is fixed to the chuck for measurement.
- the filter element of the present invention is provided with the three-layer filter material as described above folded. For this reason, the filter element is rigid and has a triboelectrically charged nonwoven fabric layer that is easily charged by friction, so that the amount of charge is hardly reduced and the collection efficiency is hardly lowered.
- the three-layer filter material of the present invention is rigid, it is a filter element that can be manufactured by performing a good folding process. Furthermore, since the above-mentioned three-layer filter material is also excellent in flame retardancy, it is a filter element excellent in flame retardancy.
- the filter element of the present invention can be exactly the same as the filter element described above except that the three-layer filter material as described above is used.
- the three-layer filter material of the present invention includes, for example, (1) a step of preparing a mixed fiber web in which two or more kinds of fibers having different constituent resins are mixed, and (2) a fiber having a critical oxygen index of 20 or more and having a thickness.
- a step of forming a sheet, (4) a step of forming an integrated three-layer sheet having the mixed fiber web constituting fibers enter the bulky fiber sheet and having a mixed nonwoven fabric layer between the bulky fiber sheet layers, and (5) the integration.
- a step of forming a three-layer filtration media having a frictional charging nonwoven layer makes it possible to manufacture.
- Such a manufacturing method is a method in which, after forming an integrated three-layer sheet, the oil agent is removed to make it easy to frictionally charge, and then deformed in the thickness direction and charged by friction.
- a step of preparing a mixed fiber web in which two or more types of fibers having different constituent resins are mixed is performed.
- a mixed fiber web can be formed, for example, by a dry method such as a card method or an air array method using the above-described fibers.
- the frictionally charged non-woven fabric layer constituting the three-layer filter material of the present invention can be composed of the fibers as described above, but contains polyolefin fibers and acrylic fibers so that it is easily charged by friction. Therefore, it is preferable that the mixed fiber web contains polyolefin fibers and acrylic fibers.
- fused fibers when the frictionally charged non-woven fabric layer contains fused fibers (hereinafter, sometimes referred to as “fused fibers for the charged layer”), the polyolefin fibers or acrylic fibers may be used instead of the polyolefin fibers or acrylic fibers. In addition to the fibers, it is preferable to include fused fibers for the charging layer.
- a step of preparing two bulky fiber sheets containing fibers having a critical oxygen index of 20 or more, a thickness of 0.5 mm or more, and a basis weight of 0.5 times or more the basis weight of the mixed fiber web carry out.
- a bulky fiber sheet can be formed, for example, by a dry method such as a card method or an air lay method using fibers having a limiting oxygen index of 20 or more as described above.
- the bulky fiber sheet layer constituting the three-layer filter material of the present invention is preferably made of a fiber fusion nonwoven fabric, the bulky fiber sheet is a fiber web containing fusion fibers (hereinafter referred to as “bulk fiber web”). It is preferable that it is expressed.
- Two bulky fiber sheets are formed, but these bulky fiber sheets may be exactly the same, and the resin composition, fineness, and fiber length of fibers having a critical oxygen index of 20 or more; It may be a bulky fiber sheet selected from among a forming method, fiber blending, basis weight, thickness, and apparent density;
- the method for causing the mixed fiber web constituent fibers to enter the bulky fiber sheet is not particularly limited, and examples thereof include a method of causing a needle or a water stream to act. Among these, the method of causing the needle to act is preferable because the mixed fiber web constituent fibers can be surely oriented in the thickness direction that is easily triboelectrically charged and the bulky fiber sheet is less likely to be damaged. is there.
- one bulky fiber sheet constituent fiber enters the mixed fiber web and entangles, and the mixed fiber web constituent fiber enters and entangles the other bulky fiber sheet. Also, there is a feature that it is easy to produce a three-layer filter material that is difficult to delaminate.
- the preferable needle conditions are not particularly limited, but the needle density is 30 needles / cm 2 or more so that the mixed fiber web constituent fibers enter one of the bulky fiber sheets and are oriented in the thickness direction. It is preferable to operate at 40 lines / cm 2 or more. On the other hand, if the needle density is too high, the rigidity tends to decrease. Therefore, it is preferable to act at 100 needles / cm 2 or less.
- the mixed fiber web itself is often entangled by the action of a needle, water flow, etc., the fibers are often bonded together, so the layer derived from the mixed fiber web in the integrated three-layer sheet after integration is mixed nonwoven fabric Expressed as a layer.
- a step of cleaning the integrated three-layer sheet and forming a cleaned three-layer sheet from which the oil agent has been removed is performed.
- the triboelectric sheet can be triboelectrically charged efficiently by deformation in the thickness direction of the cleaning three-layer sheet described later.
- the mixed fiber web can be formed using the fibers to which the oil agent is adhered. Compared to the case of forming, it has excellent fiber opening performance, contributes to production stability, and eliminates the need to install a static eliminator, etc. on the opening machine Play.
- the method for cleaning the integrated three-layer sheet is not particularly limited. For example, by cleaning the integrated three-layer sheet with an alkaline aqueous solution, alcohol, water (including hot water or hot water), or a mixed solution thereof.
- the oil agent can be removed to form a washed three-layer sheet.
- the cleaning three-layer sheet is deformed in the thickness direction, the mixed nonwoven fabric layer is charged by friction, and a three-layer filter material having a frictionally charged nonwoven fabric layer is formed between the bulky fiber sheet layers.
- the three-layer filter material of the present invention can be produced. That is, the washed three-layer sheet has a bulky fiber sheet layer into which mixed nonwoven fabric layer-constituting fibers have entered, and since this bulky fiber sheet layer is bulky, it is easily deformed in the thickness direction. Is deformed in the thickness direction, the bulky fiber sheet layer is deformed.
- the mixed nonwoven fabric constituent fibers that have entered are frictionally charged, and a three-layer filter medium having a frictionally charged nonwoven fabric layer between the bulky fiber sheet layers can be produced.
- any mixed nonwoven fabric constituting fiber that has entered the bulky fiber sheet is charged by friction.
- the method of deforming the washed three-layer sheet in the thickness direction is not particularly limited as long as the mixed nonwoven fabric layer-constituting fibers are triboelectrically charged.
- a method of passing a gap narrower than the thickness of the washed three-layer sheet And a method of rapidly changing the conveying direction of the washed three-layer sheet.
- a method of passing a gap narrower than the thickness of the cleaning three-layer sheet as shown in a schematic cross-sectional view in FIG. 1, so as to have a gap narrower than the thickness of the cleaning three-layer sheet S
- a method of passing between a pair of rollers R 1 and R 2 arranged so that there is no gap as shown in a schematic cross-sectional view in FIG.
- the method using only the roller as shown in FIGS. 1 and 4 is preferable because the cleaning three-layer sheet is hardly damaged.
- the gap formed by these rollers R 1 to R 2 and the like is not particularly limited as long as it is narrower than the thickness of the cleaning three-layer sheet, but is preferably 0.1 mm or less.
- the surfaces of the rollers R 1 to R 3 and the surfaces of the plates P 1 to P 2 are smooth surfaces having no irregularities so that the entire bulky fiber sheet layer in the cleaning three-layer sheet can be deformed in the thickness direction. Preferably there is.
- the bulky fiber sheet layer can be deformed in the thickness direction, and the needles enter the mixed nonwoven fabric layer to be mixed. It is preferable because the triboelectrically charged non-woven fabric layer having a large charge amount can be easily formed by efficiently moving the non-woven fabric layer-constituting fibers and rubbing the fibers.
- the friction charging device located on the downstream side in the transport direction is a device having a narrow gap because the amount of friction charging can be increased.
- rollers R 1 to R 3 and / or the plates P 1 to P 2 are made of an insulator having a volume resistivity of 10 12 or more, the rollers R 1 to R 3 and / or the plates P 1 to P 2 and the mixed non-woven fabric layer constituting fibers that have entered the bulky fiber sheet layer are also charged, so that the rollers R 1 to R 3 and / or the plates P 1 to P 2 are made of the insulator as described above. It is preferable.
- the conveying direction of the washed three-layer sheet as a method for abruptly changed, as shown in a schematic cross-sectional view in FIG. 5, along the roller R 1, the conveying direction of the washed three-layer sheet by 90 ° changes a method of deforming in the thickness direction of the washed three-layer sheet, not shown, using a plate instead of the roller R 1 in FIG. 5, along the plate, a conveying direction of the washed three-layer sheet 90 ° change
- seat can be mentioned.
- the frictional charging is performed by changing the conveyance direction of the cleaning three-layer sheet by 90 °.
- the frictional charging it is not necessary to change by 90 °, but by changing the conveyance direction.
- This is a change that can be triboelectrically charged by deforming the cleaning three-layer sheet to a thickness of 50% or less of the apparent thickness (thickness under no load) of the cleaning three-layer sheet before the change in the conveying direction. Is preferred.
- the surface of the roller or the like that acts as a fulcrum for changing the conveying direction is a smooth surface without unevenness so that the entire bulky fiber sheet layer in the cleaning three-layer sheet can be deformed in the thickness direction.
- a roller having a large number of needles on the surface is used as a roller that acts as a fulcrum, the bulky fiber sheet layer can be deformed in the thickness direction, and the needles enter the mixed nonwoven fabric layer and mix. It is preferable because the triboelectrically charged non-woven fabric layer having a large charge amount can be easily formed by efficiently moving the non-woven fabric layer-constituting fibers and rubbing the fibers.
- a roller or the like that acts as a fulcrum for changing the conveyance direction is formed of an insulator having a volume resistivity of 10 12 or more, the roller and the mixed nonwoven fabric layer constituting fibers that have entered the bulky fiber sheet layer Since charging is also caused by friction, the roller or the like acting as a fulcrum is preferably made of an insulator as described above.
- the bulky fiber sheet layer is preferably composed of a fiber-fused nonwoven fabric layer, it is fused as at least one bulky fiber sheet.
- the mixed nonwoven fabric layer is charged by friction.
- the mixed fiber web constituent fiber and the bulky fiber sheet when the mixed fiber web constituent fiber enters the bulky fiber sheet This is because the entanglement with the constituent fibers is weak and tends to be difficult to be charged when the washed three-layer sheet is deformed, and the mixed nonwoven fabric layer and the bulky fiber sheet layer tend to peel off.
- the mixed nonwoven fabric layer is charged by friction to form a frictionally charged nonwoven fabric layer and then the bulky fusion fiber is fused, the amount of charge tends to decrease due to heat at the time of fusion. .
- it is preferable to fuse the bulky fusion fiber at the stage of the integrated three-layer sheet before washing because when the integrated three-layer sheet is washed, it can withstand the load caused by washing and easily maintain the form. is there.
- a method for fusing the bulky fusion fibers to form a fiber-fused nonwoven fabric layer is a method in which the bulky fusion fibers are fused and a fiber-fused nonwoven fabric layer having a thickness of 0.5 mm or more ( The bulking fiber sheet layer) may be formed, and the fusing condition is not particularly limited because the fusing condition varies depending on the bulky fusing fiber. This condition can be appropriately set experimentally in accordance with the bulky fusion fiber.
- the heating means can be implemented by, for example, a hot air dryer, an infrared lamp, a heating roll, etc., but if it is a heating means such as a hot air dryer or an infrared lamp that does not act by solid pressure, the fiber-fused nonwoven fabric layer This is preferable because it does not impair the bulkiness.
- both bulky fiber sheets contain the fusion fiber for bulkiness
- the resin involved in the fusion of the fusion fiber for bulkiness constituting one bulky fiber sheet, and the bulkiness constituting the other bulky fiber sheet It is preferable that the melting point difference with the resin involved in the fusion of the fusion fiber for use is within 10 ° C. because both of the bulky fusion fibers can be fused at the same time. More preferably, the resins involved in the fusion are the same.
- the friction-charged nonwoven fabric layer-constituting fiber includes a charging-layer fusion fiber and is fused to provide excellent rigidity.
- the mixed fiber web is preferably a charging-layer fusion fiber. If the mixed three-layer sheet is formed using the mixed fiber web containing the fused fibers for the charging layer, and before the mixed nonwoven fabric layer is charged by friction to form the frictionally charged nonwoven fabric layer, In addition, it is preferable to form a mixed nonwoven fabric layer by fusing the fused fibers for the charging layer.
- the fused fiber for the charging layer is fused before forming the integrated three-layer sheet, the fused fiber for the charged layer is fused when the mixed fiber web constituting fiber is allowed to enter the bulky fiber sheet. This is because the effect of improving the rigidity by fusing the fused fiber for charging layer tends to be halved.
- the mixed nonwoven fabric layer is charged by friction to form a frictionally charged nonwoven fabric layer and the fused fibers for the charge layer are fused, the amount of charge tends to be reduced by the heat at the time of fusion.
- the fused fiber for the charging layer is fused at the stage of the integrated three-layer sheet before cleaning, it is preferable because it can withstand the load caused by cleaning and maintain the form when the integrated three-layer sheet is cleaned. It is.
- the method for fusing the fused fiber for the charging layer to form the mixed nonwoven fabric layer is sufficient if the fused fiber for the charged layer is fused, and the fusion condition varies depending on the fused fiber for the charged layer. Therefore, it is not particularly limited. This condition can be appropriately set experimentally according to the fused fiber for the charging layer.
- the heating means can be implemented by, for example, a hot air dryer, an infrared lamp, a heating roll, etc., but if the heating means is not heated by a solid, such as a hot air dryer or an infrared lamp, the bulk of the mixed nonwoven fabric layer is high. As a result, a bulky frictionally charged non-woven fabric layer can be formed, and charging due to deformation of the triboelectrically charged non-woven fabric layer is easy to use.
- the bulky fiber web includes the bulky fused fiber or the mixed fiber web includes the charging layer fused fiber, the integrated three-layer sheet. It is preferable to fuse the bulky fused fiber and / or the charged layer fused fiber before the mixed nonwoven fabric layer is charged by friction after the formation of the woven fabric.
- the melting point difference of the resin involved in the fusion of the two or more fusion fibers contained is within 10 ° C., and more preferably the same melting point so that the temperature can be easily set.
- Core-sheath type fusion fiber A Core-sheath fused fiber A having polyethylene terephthalate as a core component and copolymer polyester (melting point: 110 ° C.) as a sheath component (fineness: 22 dtex, fiber length: 64 mm, critical oxygen index: 20, Unitika ester T-4080) Prepared.
- Core-sheath fused fiber B Core-sheath type fused fiber B (polyfineness: 6.6 dtex, fiber length: 51 mm, critical oxygen index: 20, unitica ester T-) having polyethylene terephthalate as a core component and copolymer polyester (melting point: 110 ° C.) as a sheath component 4080) was prepared.
- Core-sheath fused fiber C Core-sheath fused fiber C having polyethylene terephthalate as a core component and copolymer polyester (melting point: 110 ° C.) as a sheath component (fineness: 17 dtex, fiber length: 51 mm, critical oxygen index: 20, manufactured by HUVIS, trade name) : LMF).
- Core-sheath type fusion fiber D Core-sheath fused fiber C having polyethylene terephthalate as a core component and copolymer polyester (melting point: 110 ° C.) as a sheath component (fineness: 6 dtex, fiber length: 51 mm, critical oxygen index: 20, manufactured by HUVIS, trade name) : LMF).
- acrylic fiber As an acrylic fiber, a polyacrylonitrile acrylic fiber [Bonnel (registered trademark) H815, fineness: 2.2 dtex, fiber length: 51 mm, critical oxygen index: 18, manufactured by Mitsubishi Rayon, Ltd.] obtained by wet spinning a spinning solution dissolved in an organic solvent. Density: 1.15 g / cm 3 ] was prepared.
- Example 1 (1) 65% by mass of core-sheath type fusion fiber A (fusing fiber for bulkiness) and 35% by mass of core-sheath type fusion fiber B (fusing fiber for bulkiness), which are opened by a card machine and bulky.
- a fiber web (weight per unit: 100 g / m 2 , thickness: 2.0 mm) was formed.
- the integrated sheet is heat-treated with a hot air dryer set at a temperature of 150 ° C., and only the sheath components of the core-sheath-type fusion fibers A and B constituting the bulky fiber web layer are fused, and fiber fusion is performed.
- a fusion-integrated sheet having a nonwoven fabric layer and a mixed nonwoven fabric layer was formed.
- the mixed nonwoven fabric layer is charged by friction by passing between smooth rubber rolls with a gauge of 0 and deforming in the thickness direction, whereby a fiber-fused nonwoven fabric layer (bulky fiber sheet layer) ) And a frictionally charged nonwoven fabric layer (weight per unit area: 150 g / m 2 , thickness: 3 mm, the frictionally charged nonwoven fabric layer constituting fibers enter the fiber fusion nonwoven fabric layer).
- the physical properties of this filter medium are as shown in Table 1.
- Example 2 (1) 65% by mass of core-sheath type fusion fiber C (fusing fiber for bulkiness) and 35% by mass of core-sheath type fusion fiber D (fusing fiber for bulkiness), which are opened with a card machine and bulky.
- a fiber-fused nonwoven fabric layer (bulky fiber sheet layer) and a frictionally charged nonwoven fabric layer were formed in the same manner as in Example 1 except that a fiber web (weight per unit area: 100 g / m 2 , thickness: 2.0 mm) was formed. (Weight per unit area: 150 g / m 2 , thickness: 3 mm, friction-charged non-woven fabric layer constituting fibers enter the fiber-fused non-woven fabric layer).
- the physical properties of this filter medium are as shown in Table 1.
- Example 3 A fiber fused nonwoven fabric layer (bulky fiber sheet layer) and a frictionally charged nonwoven fabric layer in the same manner as in Example 1 except that a bulky fiber web (thickness: 3 mm) having a basis weight of 150 g / m 2 was formed. (Weight per unit area: 200 g / m 2 , thickness: 4 mm, friction-charged non-woven fabric layer constituting fibers enter the fiber-fused non-woven fabric layer). The physical properties of this filter medium are as shown in Table 1.
- Example 4 A fiber fused nonwoven fabric layer (bulky fiber sheet layer) and a frictionally charged nonwoven fabric layer in the same manner as in Example 1 except that a bulky fiber web (thickness: 1 mm) having a basis weight of 50 g / m 2 was formed. (Weight per unit area: 100 g / m 2 , thickness: 2 mm, friction-charged non-woven fabric layer constituting fibers enter the fiber-fused non-woven fabric layer). The physical properties of this filter medium are as shown in Table 1.
- Example 5 (1) In the same manner as in Example 1, a bulky fiber web (basis weight: 100 g / m 2 , thickness: 2 mm) was formed.
- the integrated sheet is heat-treated with a hot air dryer set at a temperature of 150 ° C, the sheath component of the core-sheath type fusion fibers A and B constituting the bulky fiber web layer, and the core constituting the mixed nonwoven fabric layer Only the sheath component of the sheath-type fusion fiber B was fused to form a fusion-integrated sheet having a fiber-fused nonwoven fabric layer and a mixed nonwoven fabric layer.
- the mixed nonwoven fabric layer is charged by friction by passing between smooth rubber rolls with a gauge of 0 and deforming in the thickness direction, whereby a fiber-fused nonwoven fabric layer (bulky fiber sheet layer) ) And a frictionally charged nonwoven fabric layer (weight per unit area: 150 g / m 2 , thickness: 3 mm, the frictionally charged nonwoven fabric layer constituting fibers enter the fiber fusion nonwoven fabric layer).
- the physical properties of this filter medium are as shown in Table 1.
- Example 1 (Comparative Example 1) (1) In the same manner as in Example 1, after forming a mixed fiber web (weight per unit: 50 g / m 2 , thickness: 1 mm), a spunbond nonwoven fabric was laminated on one side of the mixed fiber web to form a laminated sheet. .
- Example 4 From comparison between Example 4 and Comparative Example 1, it was found that the collection efficiency was high when the bulky fiber sheet layer had a thickness of 0.5 mm or more. This was thought to be because the amount of charge of the frictionally charged nonwoven fabric layer increased due to the bulky fiber sheet layer being easily deformed. It was also found that when the bulky fiber sheet layer has a thickness of 0.5 mm or more, it has high rigidity and excellent workability.
- Example 5 Comparative Example 2
- the collection efficiency was high when the fibers constituting the frictionally charged nonwoven fabric layer entered the bulky fiber sheet layer. This is thought to be because the fibers constituting the frictionally charged non-woven fabric layer entered the bulky fiber sheet layer, and the entering fibers were likely to rub against each other, increasing the amount of charge in the triboelectrically charged non-woven fabric layer. It was.
- Example 5 As the fibers constituting the frictionally charged nonwoven fabric layer, the total amount of fibers involved in frictional charging (in the case of Examples 5 and 6, polypropylene fibers and acrylic fibers) is It was found that the collection efficiency was superior when the ratio was higher or the ratio of the fibers involved in frictional charging in the frictionally charged nonwoven fabric layer was higher. This was considered to be because it was easily triboelectrically charged.
- the mixed nonwoven fabric layer is charged by friction by passing between smooth rubber rolls with a gauge of 0 and deforming in the thickness direction, and a fiber-fused nonwoven fabric layer (bulky fiber)
- a three-layer filter material having a frictionally charged nonwoven fabric layer weight per unit: 150 g / m 2 , thickness: 3 mm, frictionally charged nonwoven fabric layer constituting fibers entered the bulky fiber sheet layer A
- the physical properties of this three-layer filter material were as shown in Table 2.
- Example 8 Fiber webs (weight per unit: 50 g / m 2 ) obtained by blending the core-sheath type fusion fiber C85 mass% and the core-sheath type fusion fiber D15 mass% and opening them with a card machine were used as the bulky fiber webs A and B. Except for this, in the same manner as in Example 7, a three-layer filter medium having a triboelectrically charged nonwoven fabric layer (fiber weight: 150 g / m 2 , thickness: 3 mm) between the fiber fusion nonwoven fabric layers (bulky fiber sheet layers A and B). The triboelectrically charged non-woven fabric layer-constituting fibers entered the bulky fiber sheet layer A). The physical properties of this three-layer filter material were as shown in Table 2.
- Example 9 A fiber web (weight per unit: 30 g / m 2 ) obtained by blending the core-sheath type fusion fiber A65 mass% and the core-sheath type fusion fiber B35 mass% and opening it with a card machine was used as the bulky fiber webs A and B. Except for this, in the same manner as in Example 7, a three-layer filter medium having a triboelectrically charged nonwoven fabric layer (fiber weight: 110 g / m 2 , thickness: 2) between the fiber-fused nonwoven fabric layers (bulky fiber sheet layers A and B). .4 mm, triboelectrically charged non-woven fabric layer constituting fibers formed a bulky fiber sheet layer A). The physical properties of this three-layer filter material were as shown in Table 2.
- the fusion-integrated two-layer sheet was washed with warm water at a temperature of 70 ° C. for 6 seconds and then naturally dried to form a washed two-layer sheet from which the oil agent was removed.
- the mixed nonwoven fabric layer is charged by friction by passing between smooth rubber rolls with a gauge of 0 and deforming in the thickness direction, whereby a fiber-fused nonwoven fabric layer (bulky fiber)
- a two-layer filter medium sheet weight: 150 g / m 2 , thickness: 3 mm, the friction-charged nonwoven fabric layer constituting fibers entered the bulky fiber sheet layer A) having a sheet layer A) and a friction-charged nonwoven fabric layer was formed.
- the physical properties of this two-layer filter material were as shown in Table 2.
- Example 4 A fiber web (weight per unit: 20 g / m 2 ) obtained by blending the core-sheath type fusion fiber A65 mass% and the core-sheath type fusion fiber B35 mass% and opening it with a card machine was used as the bulky fiber webs A and B. Except for this, in the same manner as in Example 7, a three-layer filter medium having a triboelectrically charged nonwoven fabric layer (fiber weight: 90 g / m 2 , thickness: 2) between the fiber fusion nonwoven fabric layers (bulky fiber sheet layers A and B). .2 mm, the triboelectrically charged non-woven fabric layer constituting fibers formed a bulky fiber sheet layer A). The physical properties of this three-layer filter material were as shown in Table 2.
- Example 5 In the same manner as in Example 7 except that the spunbonded nonwoven fabric (weight per unit area: 20 g / m 2 , thickness: 0.14 mm) was used instead of the bulky fiber webs A and B, between the spunbonded nonwoven fabrics, A three-layer filter material having a frictionally charged nonwoven fabric layer (weight per unit: 90 g / m 2 , thickness: 1.28 mm, the frictionally charged nonwoven fabric layer constituting fibers entered one spunbond nonwoven fabric layer) was formed. The physical properties of this three-layer filter material were as shown in Table 2.
- Example 6 Comparative Example 6 Except that the acrylic fiber and polypropylene fiber constituting the mixed fiber web were not allowed to enter any of the bulky fiber webs A and B without causing the needle to act on the three-layer sheet, exactly the same as in Example 7.
- a three-layer filter material weight per unit area: 150 g / m 2 , thickness: 3 mm
- the physical properties of this three-layer filter material were as shown in Table 2.
- Example 7 An acrylic fiber nonwoven fabric layer (bulky bulk) was obtained in the same manner as in Example 7 except that a fiber web (weight per unit: 50 g / m 2 ) obtained by opening 100% acrylic fiber with a card machine was used as the bulky fiber webs A and B.
- a three-layer filter medium having a frictionally charged nonwoven fabric layer (fiber weight: 150 g / m 2 , thickness: 3 mm, fibers constituting the frictionally charged nonwoven fabric layer entered the acrylic fiber nonwoven fabric layer) was formed between the fiber sheet layers A and B). .
- the physical properties of this three-layer filter material were as shown in Table 2.
- Example 9 and Comparative Example 4 if the basis weight of the bulky fiber sheet layer is 0.5 times or more the basis weight of the frictionally charged nonwoven fabric layer, the flame retardancy is excellent.
- Example 7 and Comparative Example 3 when the bulky fiber sheet layer is present on both sides of the frictionally charged nonwoven fabric layer, the flame retardancy is excellent.
- Example 9 and Comparative Example 5 when the thickness of the bulky fiber sheet layer is 0.5 mm or more, the collection efficiency is excellent.
- Example 7 and Comparative Example 6 the collection efficiency is high when the fibers constituting the frictionally charged nonwoven fabric layer enter the bulky fiber sheet layer.
- Example 7 and Comparative Example 7 when the fiber constituting the bulky fiber sheet layer contains a fiber having a critical oxygen index of 20 or more, the flame retardancy is excellent.
- the filter medium of the present invention Since the filter medium of the present invention has rigidity and is difficult to reduce the collection efficiency, it can be folded and used suitably as a filter medium for a filter element.
- a filter element provided with the filter medium of the present invention can be suitably used as, for example, an air filter, particularly a vehicle cabin air filter.
- the three-layer filter material of the present invention has rigidity and is difficult to lower the collection efficiency, and is excellent in flame retardancy, and therefore for a folded filter element that requires flame retardancy. It can be suitably used as a three-layer filter material.
- the filter element obtained by folding the three-layer filter material of the present invention can be suitably used, for example, as an air filter, particularly as an air filter for a vehicle interior.
Abstract
本発明の濾過材は、厚さ0.5mm以上の嵩高繊維シート層と、構成樹脂の異なる2種類以上の繊維が混在した摩擦帯電不織布層とを有し、前記摩擦帯電不織布層構成繊維が嵩高繊維シート層に進入している。本発明の三層濾過材は、厚さ0.5mm以上の嵩高繊維シート層間に、摩擦帯電不織布層を有し、摩擦帯電不織布層構成繊維が嵩高繊維シート層に進入しているとともに、いずれの嵩高繊維シート層も限界酸素指数が20以上の繊維を含み、かつ、摩擦帯電不織布層の0.5倍以上の目付を有する。本発明のフィルタエレメントは前記濾過材を襞折りした状態で備えている。
Description
本発明はエアフィルターやマスクなどに使用することのできる濾過材、それを用いたフィルタエレメント、及び濾過材の製造方法に関する。特には、本発明はエアフィルターやマスクなどに使用することのできる三層濾過材、それを用いたフィルタエレメント、及び三層濾過材の製造方法に関する。
従来から、空気中の塵埃を捕集するために、濾過材が用いられている。このような濾過材は、圧力損失が低く、しかも塵埃の捕集効率は高い方が好ましいが、このような要求を満足させるために、帯電した濾過材が使用されている。このような帯電した濾過材として、構成樹脂の異なる2種類以上の繊維を摩擦させ、帯電列の違いによって帯電させた濾過材が知られている。
例えば、本願出願人は、「清浄な複数の繊維成分からなり、該繊維成分同士が摩擦帯電されてなる帯電不織布において、前記複数の繊維成分が、ポリオレフィン系繊維と、無機系溶媒によって紡糸されたアクリル系繊維とを含むことを特徴とする帯電不織布。」(特許文献1)を提案した。このような帯電不織布は前記のような物性、つまり、圧力損失が低く、しかも塵埃の捕集効率の高いものであった。しかしながら、濾過材を使用する場合に、襞折り加工を実施し、その周囲を外枠で固定してフィルタエレメントとする場合のように、ある程度の剛性が必要な場合があるが、前記帯電不織布は剛性が不十分であり、濾過材として使用しにくいものであった。
なお、本願出願人は特許文献1以外に、「プレフィルターとメインフィルターとが積層され、かつ、これらフィルターのうちの少なくとも一方が帯電されてなる帯電型エアフィルターにおいて、前記プレフィルターは清浄なポリオレフィン系繊維と、無機系溶媒によって紡糸された清浄なアクリル系繊維とを含む摩擦帯電型不織布であり、かつ前記メインフィルターがメルトブロー不織布であることを特徴とする帯電型エアフィルター。」(特許文献2)、「プレフィルタ層とメインフィルタ層とバックアップフィルタ層とが積層された帯電フィルタにおいて、前記プレフィルタ層は平均繊度1~6dtexの繊維が絡合された単位面積当たりの質量40~120g/m2の帯電不織布からなり、前記メインフィルタ層は平均繊維径10μm以下の繊維からなる帯電不織布からなり、前記バックアップフィルタ層は平均繊度1~6dtexの繊維が絡合された単位面積当たりの質量100~300g/m2である帯電不織布からなり、バックアップフィルタ層の単位面積当たりの質量がプレフィルタ層の単位面積当たりの質量よりも大きいことを特徴とする帯電フィルタ。」(特許文献3)を提案した。
これらの帯電フィルタは、前述のような摩擦帯電不織布に加えて、メルトブロー不織布、別の摩擦帯電不織布等を積層することを開示し、これらの積層一体化方法として、超音波シール、接着剤、繊維接着などの方法を開示するものである。しかしながら、これらの方法により積層一体化した場合、熱又は水分が少なからず摩擦帯電フィルタに作用することになるため、帯電量が少なくなり、捕集効率が低下する傾向があった。また、これらの帯電フィルタを製造した後の搬送する過程で、搬送ローラと接触した際にも、搬送ローラを通じて摩擦帯電フィルタの帯電が逃げ、捕集効率が低下する傾向もあった。
また、前記特許文献1~3における帯電フィルタを、自動車などの車室内用フィルタとして使用する場合のように、難燃性を必要とする用途に使用しようとしたところ、難燃性が不十分で、適用することができないものであった。
本発明はこのような状況下においてなされたものであり、剛性を有するとともに、捕集効率が低下しにくい濾過材、それを用いたフィルタエレメント、及び濾過材の製造方法を提供することを目的とする。特には、剛性を有し、捕集効率が低下しにくいとともに、難燃性を有する三層濾過材、それを用いたフィルタエレメント、及び三層濾過材の製造方法を提供することを目的とする。
本発明は、
[1]厚さ0.5mm以上の嵩高繊維シート層と、構成樹脂の異なる2種類以上の繊維が混在した摩擦帯電不織布層とを有する濾過材であり、前記摩擦帯電不織布層構成繊維が嵩高繊維シート層に進入していることを特徴とする、濾過材、
[2]嵩高繊維シート層が繊維融着不織布からなることを特徴とする、[1]の濾過材、
[3]嵩高繊維シート層を構成する繊維として、繊度15dtex以上の繊維を含んでいることを特徴とする、[1]又は[2]の濾過材、
[4]摩擦帯電不織布層構成繊維として融着繊維を含み、融着繊維が融着していることを特徴とする、[1]~[3]のいずれかの濾過材、
[5][1]~[4]のいずれかの濾過材を襞折りした状態で備えていることを特徴とする、フィルタエレメント、
[6](1)厚さ0.5mm以上の嵩高繊維シートと、構成樹脂の異なる2種類以上の繊維が混在した繊維ウエブとを積層して積層シートを形成する工程、(2)前記繊維ウエブ構成繊維を嵩高繊維シートに進入させ、嵩高繊維シート層と不織布層とを有する一体化シートを形成する工程、(3)前記一体化シートを洗浄し、油剤を取り除いた洗浄シートを形成する工程、及び(4)前記洗浄シートを厚さ方向に変形させ、摩擦によって前記不織布層を帯電させ、嵩高繊維シート層と摩擦帯電不織布層とを有する濾過材を形成する工程、とを有することを特徴とする、濾過材の製造方法、
[7]嵩高繊維シートが融着繊維を含む繊維ウエブであり、一体化シートを形成した後で、摩擦により不織布層を帯電させる前に、前記融着繊維を融着させて、繊維融着不織布からなる嵩高繊維シート層を形成することを特徴とする、[6]の濾過材の製造方法、
[8]積層シートの繊維ウエブ側からニードルを作用させることにより、繊維ウエブ構成繊維を嵩高繊維シートに進入させることを特徴とする、[6]又は[7]の濾過材の製造方法、
[9]洗浄シートの厚さよりも狭い間隙を通過させることにより、洗浄シートを厚さ方向に変形させることを特徴とする、[6]~[8]のいずれかの濾過材の製造方法、
[10]嵩高繊維シート層2層と摩擦帯電不織布層1層とからなる三層濾過材である、[1]の濾過材、
[11]厚さ0.5mm以上の嵩高繊維シート層間に、構成樹脂の異なる2種類以上の繊維が混在した摩擦帯電不織布層を有する三層濾過材であり、前記摩擦帯電不織布層構成繊維が嵩高繊維シート層に進入しているとともに、いずれの嵩高繊維シート層も、構成繊維として限界酸素指数が20以上の繊維を含み、かつ、摩擦帯電不織布層の目付の0.5倍以上の目付を有することを特徴とする、[10]の三層濾過材、
[12][11]の三層濾過材を襞折りした状態で備えていることを特徴とする、フィルタエレメント、
[13](1)構成樹脂の異なる2種類以上の繊維が混在した混在繊維ウエブを準備する工程、
(2)限界酸素指数が20以上の繊維を含み、厚さ0.5mm以上、かつ前記混在繊維ウエブの目付の0.5倍以上の目付を有する嵩高繊維シートを2枚準備する工程、
(3)前記混在繊維ウエブを嵩高繊維シート間に挟み込んで、三層シートを形成する工程、
(4)前記混在繊維ウエブ構成繊維を嵩高繊維シートに進入させ、嵩高繊維シート層間に混在不織布層を有する、一体化三層シートを形成する工程、
(5)前記一体化三層シートを洗浄し、油剤を取り除いた洗浄三層シートを形成する工程、及び
(6)前記洗浄三層シートを厚さ方向に変形させ、摩擦によって前記混在不織布層を帯電させ、嵩高繊維シート層間に、摩擦帯電不織布層を有する三層濾過材を形成する工程、
とを有することを特徴とする、三層濾過材の製造方法、
に関する。
[1]厚さ0.5mm以上の嵩高繊維シート層と、構成樹脂の異なる2種類以上の繊維が混在した摩擦帯電不織布層とを有する濾過材であり、前記摩擦帯電不織布層構成繊維が嵩高繊維シート層に進入していることを特徴とする、濾過材、
[2]嵩高繊維シート層が繊維融着不織布からなることを特徴とする、[1]の濾過材、
[3]嵩高繊維シート層を構成する繊維として、繊度15dtex以上の繊維を含んでいることを特徴とする、[1]又は[2]の濾過材、
[4]摩擦帯電不織布層構成繊維として融着繊維を含み、融着繊維が融着していることを特徴とする、[1]~[3]のいずれかの濾過材、
[5][1]~[4]のいずれかの濾過材を襞折りした状態で備えていることを特徴とする、フィルタエレメント、
[6](1)厚さ0.5mm以上の嵩高繊維シートと、構成樹脂の異なる2種類以上の繊維が混在した繊維ウエブとを積層して積層シートを形成する工程、(2)前記繊維ウエブ構成繊維を嵩高繊維シートに進入させ、嵩高繊維シート層と不織布層とを有する一体化シートを形成する工程、(3)前記一体化シートを洗浄し、油剤を取り除いた洗浄シートを形成する工程、及び(4)前記洗浄シートを厚さ方向に変形させ、摩擦によって前記不織布層を帯電させ、嵩高繊維シート層と摩擦帯電不織布層とを有する濾過材を形成する工程、とを有することを特徴とする、濾過材の製造方法、
[7]嵩高繊維シートが融着繊維を含む繊維ウエブであり、一体化シートを形成した後で、摩擦により不織布層を帯電させる前に、前記融着繊維を融着させて、繊維融着不織布からなる嵩高繊維シート層を形成することを特徴とする、[6]の濾過材の製造方法、
[8]積層シートの繊維ウエブ側からニードルを作用させることにより、繊維ウエブ構成繊維を嵩高繊維シートに進入させることを特徴とする、[6]又は[7]の濾過材の製造方法、
[9]洗浄シートの厚さよりも狭い間隙を通過させることにより、洗浄シートを厚さ方向に変形させることを特徴とする、[6]~[8]のいずれかの濾過材の製造方法、
[10]嵩高繊維シート層2層と摩擦帯電不織布層1層とからなる三層濾過材である、[1]の濾過材、
[11]厚さ0.5mm以上の嵩高繊維シート層間に、構成樹脂の異なる2種類以上の繊維が混在した摩擦帯電不織布層を有する三層濾過材であり、前記摩擦帯電不織布層構成繊維が嵩高繊維シート層に進入しているとともに、いずれの嵩高繊維シート層も、構成繊維として限界酸素指数が20以上の繊維を含み、かつ、摩擦帯電不織布層の目付の0.5倍以上の目付を有することを特徴とする、[10]の三層濾過材、
[12][11]の三層濾過材を襞折りした状態で備えていることを特徴とする、フィルタエレメント、
[13](1)構成樹脂の異なる2種類以上の繊維が混在した混在繊維ウエブを準備する工程、
(2)限界酸素指数が20以上の繊維を含み、厚さ0.5mm以上、かつ前記混在繊維ウエブの目付の0.5倍以上の目付を有する嵩高繊維シートを2枚準備する工程、
(3)前記混在繊維ウエブを嵩高繊維シート間に挟み込んで、三層シートを形成する工程、
(4)前記混在繊維ウエブ構成繊維を嵩高繊維シートに進入させ、嵩高繊維シート層間に混在不織布層を有する、一体化三層シートを形成する工程、
(5)前記一体化三層シートを洗浄し、油剤を取り除いた洗浄三層シートを形成する工程、及び
(6)前記洗浄三層シートを厚さ方向に変形させ、摩擦によって前記混在不織布層を帯電させ、嵩高繊維シート層間に、摩擦帯電不織布層を有する三層濾過材を形成する工程、
とを有することを特徴とする、三層濾過材の製造方法、
に関する。
本発明の[1]にかかる濾過材は、摩擦帯電不織布層に加えて、厚さが0.5mm以上の嵩高繊維シート層を有するため、剛性を有する濾過材である。また、濾過材搬送時、濾過材加工時、或いは濾過材使用時に、嵩高繊維シート層が嵩高で比較的変形しやすく、また、摩擦帯電不織布層構成繊維が嵩高繊維シート層に進入していることから、嵩高繊維シート層変形時に、進入した摩擦帯電不織布層構成繊維同士が摩擦によって帯電しやすいため、帯電量が減少しにくく、捕集効率の低下しにくい濾過材である。
本発明の[2]にかかる濾過材は、嵩高繊維シート層が繊維融着不織布からなるため変形しやすく、進入した摩擦帯電不織布層構成繊維同士が摩擦によって帯電しやすいため、帯電量が減少しにくく、捕集効率が低下しにくい。
本発明の[3]にかかる濾過材は、嵩高繊維シート層を構成する繊維として繊度15dtex以上の太い繊維を含んでいるため、剛性に優れている。
本発明の[4]にかかる濾過材は、摩擦帯電不織布層構成繊維として融着繊維を含み、融着繊維が融着しているため、剛性に優れている。また、繊維が毛羽立ちにくく、繊維の脱落も生じにくい濾過材である。
本発明の[5]にかかるフィルタエレメントは、前記の濾過材を襞折りした状態で備えており、濾過材は剛性を有するとともに、摩擦帯電不織布層構成繊維同士が摩擦によって帯電しやすいため、帯電量が減少しにくく、捕集効率の低下しにくいフィルタエレメントである。
本発明の[6]にかかる濾過材の製造方法は、一体化シートを形成した後に、油剤を取り除き、摩擦帯電しやすい状態とした後に、厚さ方向に変形させ、摩擦によって帯電させる方法であり、一体化させる際の熱や水分の影響を受けることなく製造することができ、しかも、洗浄シート搬送時に厚さ方向に変形させることによって、帯電させることが可能であるため、帯電量が減少しにくく、捕集効率の低下しにくい濾過材を製造することができる。また、嵩高繊維シートを使用しているため、剛性のある濾過材を製造することができる。
本発明の[7]にかかる濾過材の製造方法は、摩擦により不織布層を帯電させる前に融着繊維を融着させており、融着させる際の熱の影響を受けないため、帯電量が減少しにくく、捕集効率の低下しにくい濾過材を製造することができる。
本発明の[8]にかかる濾過材の製造方法は、積層シートの繊維ウエブ側からニードルを作用させて、繊維ウエブ構成繊維を嵩高繊維シートに進入させており、繊維ウエブ構成繊維が摩擦帯電しやすい厚さ方向に、確実に配向させることができるため、帯電量が減少しにくく、捕集効率の低下しにくい濾過材を製造することができる。
本発明の[9]にかかる濾過材の製造方法は、洗浄シートの厚さよりも狭い間隙を通過させることにより、洗浄シートを厚さ方向に確実に変形させているため、帯電量が減少しにくく、捕集効率の低下しにくい濾過材を製造することができる。また、一対の搬送ローラを使用できるなど、簡素な機械構成とすることができるという特長もある。
本発明の[10]又は[11]にかかる三層濾過材は、摩擦帯電不織布層に加えて、厚さが0.5mm以上の嵩高繊維シート層を2層有するため、剛性を有する三層濾過材である。
本発明の[10]又は[11]にかかる三層濾過材は、三層濾過材搬送時、三層濾過材加工時、或いは三層濾過材使用時に、嵩高繊維シート層が嵩高で比較的変形しやすく、また、摩擦帯電不織布層構成繊維が嵩高繊維シート層に進入していることから、嵩高繊維シート層変形時に、進入した摩擦帯電不織布層構成繊維同士が摩擦によって帯電しやすいため、帯電量が減少しにくく、捕集効率の低下しにくい三層濾過材である。
また、[11]にかかる三層濾過材は両表面層を構成する嵩高繊維シート層がいずれも、構成繊維として酸素限界指数が20以上の繊維を含んでおり、しかも、摩擦帯電不織布層の目付の0.5倍以上の目付を有することによって、難燃性にも優れている三層濾過材である。
本発明の[12]にかかるフィルタエレメントは、前記の三層濾過材を襞折りした状態で備えており、三層濾過材は剛性を有するとともに、摩擦帯電不織布層構成繊維同士が摩擦によって帯電しやすいため、帯電量が減少しにくく、捕集効率の低下しにくいフィルタエレメントである。また、難燃性にも優れるフィルタエレメントである。
本発明の[13]にかかる三層濾過材の製造方法は、一体化三層シートを形成した後に、油剤を取り除き、摩擦帯電しやすい状態とした後に、厚さ方向に変形させ、摩擦によって帯電させる方法であり、一体化させる際の熱や水分の影響を受けることなく製造することができ、しかも、洗浄三層シート搬送時に厚さ方向に変形させることによって、帯電させることが可能であるため、帯電量が減少しにくく、捕集効率の低下しにくい三層濾過材を製造することができる。
また、2枚の嵩高繊維シートを使用しているため、剛性のある三層濾過材を製造することができる。
更に、限界酸素指数が20以上の繊維を含み、かつ混在繊維ウエブの目付の0.5倍以上の目付を有する嵩高繊維シートで、両表面層を形成するように積層しているため、難燃性に優れる三層濾過材を製造することができる。
以下、二層以上からなる本発明の濾過材、それを用いたフィルタエレメント、及び濾過材の製造方法について説明した後、本発明の好適態様の一つである、本発明の三層濾過材、それを用いたフィルタエレメント、及び三層濾過材の製造方法について説明する。
本発明の濾過材は、厚さが0.5mm以上の嵩高繊維シート層を有するため、剛性を有するものであるとともに、濾過材の搬送時、加工時、或いは使用時に、嵩高繊維シート層が変形(特に、厚さ方向に変形)することによって、嵩高繊維シート層に進入している摩擦帯電不織布層構成繊維同士が摩擦によって帯電しやすいため、帯電量が減少しにくく、捕集効率の低下しにくい濾過材である。
このように、剛性及び変形性に優れているように、嵩高繊維シート層は厚さが0.5mm以上であるが、厚さが厚い程、前記効果に優れているため、1mm以上であるのが好ましく、1.5mm以上であるのがより好ましく、2mm以上であるのが更に好ましく、2.5mm以上であるのが更に好ましい。一方で、厚さが100mmを超えると、形態安定性が悪くなりやすく、また、厚過ぎて汎用性に劣るため100mm以下であるのが好ましく、50mm以下であるのがより好ましく、30mm以下であるのが更に好ましく、20mm以下であるのが更に好ましく、10mm以下であるのが更に好ましく、5mm以下であるのが更に好ましい。本発明における「厚さ」は、圧縮弾性試験機を用いて測定した、1.96kPa荷重時の厚さを意味する。
このような嵩高繊維シート層は、ある程度の剛性と変形性に優れるものであれば良く、特に限定するものではないが、例えば、繊維融着、ニードルパンチ、水流絡合、バインダボンドなどの結合手段を1つ、又は2つ以上適用した不織布を挙げることができる。これらの中でも繊維融着不織布又はバインダボンド不織布は剛性と変形性に優れているため好適であり、特に繊維融着不織布は繊維表面全体を濾過に関与させることができるため、より好適である。
この嵩高繊維シート層を構成する繊維は特に限定するものではないが、例えば、ポリエステル繊維、ポリアミド繊維、ポリビニルアルコール繊維、ポリ塩化ビニリデン繊維、ポリ塩化ビニル繊維、アクリル繊維、ポリオレフィン繊維などの合成繊維、レーヨン繊維などの再生繊維、アセテート繊維などの半合成繊維、ガラス繊維などの無機繊維、綿や麻などの植物繊維、羊毛などの動物繊維、などを挙げることができる。これらの中でも、合成繊維であると、後述の摩擦帯電不織布層構成繊維と摩擦することによって、摩擦帯電不織布層の帯電量を維持、向上させやすいため好適である。これら合成繊維の中でも、ポリエステル繊維は剛性に優れているため好適である。
なお、前述の通り、嵩高繊維シート層は繊維融着不織布からなるのが好ましいが、このような繊維融着不織布とする場合には、融着可能な樹脂を繊維表面に有する融着繊維を含み、融着繊維が融着しているのが好ましい。このような融着繊維としては、例えば、ポリエステル系樹脂、ポリアミド系樹脂、ポリ塩化ビニリデン系樹脂、ポリ塩化ビニル系樹脂、ポリオレフィン系樹脂を繊維表面に有する融着繊維を挙げることができる。前述の通り、剛性に優れるポリエステル繊維が好ましいため、融着繊維はポリエステル系樹脂を繊維表面に有する融着繊維が好ましい。
この融着繊維は前述のような樹脂を繊維表面に有していれば良く、1種類の樹脂から構成されていても良いが、融着しても繊維形態を維持し、剛性の優れる繊維融着不織布、つまり嵩高繊維シート層であることができるように、融着に関与する繊維表面の樹脂に加えて、融着に関与しない樹脂の2種類以上の樹脂からなる融着繊維であるのが好ましい。例えば、2種類の樹脂から構成されている場合、高融点の樹脂を低融点の樹脂で被覆した芯鞘型融着繊維、高融点の樹脂と低融点の樹脂とを貼り合せたサイドバイサイド型融着繊維、を挙げることができる。特に、芯鞘型融着繊維であると、剛性の優れる嵩高繊維シート層であることができるため好適である。
前述の通り、融着繊維として、ポリエステル系樹脂を繊維表面に有する融着繊維が好適であるため、樹脂の組合せが、ポリエチレンテレフタレート/共重合ポリエステル、ポリエチレンテレフタレート/ポリブチレンテレフタレート、ポリエチレンテレフタレート/ポリトリメチレンテレフタレートの組合せからなるのが好ましく、特に、前記樹脂の組合せが芯成分/鞘成分であるのが好ましい。
なお、嵩高繊維シート層を構成する繊維の繊度は特に限定するものではないが、嵩高繊維シート層によって濾過材の剛性に優れているように、繊度15dtex以上の繊維を含んでいるのが好ましく、繊度18dtex以上の繊維を含んでいるのがより好ましく、繊度20dtex以上の繊維を含んでいるのが更に好ましい。一方で、繊度が大き過ぎると、メカニカルな捕集効率が減少する傾向があるため、50dtex以下であるのが好ましい。このような繊度15dtex以上の繊維が多ければ多い程、濾過材の剛性を高めることができるため、嵩高繊維シート層中、30mass%以上含まれているのが好ましく、45mass%以上含まれているのがより好ましく、65mass%以上含まれているのが更に好ましい。一方で、メカニカルな捕集効率を向上させる観点から、15dtex未満の繊維も含んでいるのが好ましく、12dtex以下の繊維も含んでいるのがより好ましく、10dtex以下の繊維を含んでいるのが更に好ましい。
なお、本発明における「繊度」はJIS L 1015:2010、8.5.1(正量繊度)に規定されているA法により得られる値を意味する。
また、嵩高繊維シート層を構成する繊維の繊維長は特に限定するものではないが、嵩高繊維シート層によって濾過材の剛性に優れているように、30mm以上であるのが好ましく、40mm以上であるのがより好ましく、50mm以上であるのが更に好ましい。一方で、繊維長が長すぎると、繊維が均一に分散することが困難になる傾向があり、結果として、捕集効率が悪くなる傾向があるため、150mm以下であるのが好ましい。本発明における「繊維長」は、JIS L 1015:2010、8.4.1[補正ステープルダイヤグラム法(B法)]により得られる値を意味する。
嵩高繊維シート層の目付は、厚さが0.5mm以上である限り、特に限定するものではないが、剛性があるように、40~200g/m2であるのが好ましく、70~150g/m2であるのがより好ましく、90~110g/m2であるのが更に好ましい。
また、嵩高繊維シート層の見掛密度は、厚さ0.5mm以上である限り、特に限定するものではないが、変形しやすいように、0.02~0.1g/cm3であるのが好ましく、0.04~0.08g/cm3であるのがより好ましく、0.05~0.07g/cm3であるのが更に好ましい。なお、本発明における「見掛密度」は、目付を厚さで除した計算値である。
本発明の濾過材は前述のような嵩高繊維シート層に加えて、構成樹脂の異なる2種類以上の繊維が混在した摩擦帯電不織布層を有しており、摩擦帯電不織布層構成繊維が嵩高繊維シート層に進入しているため、帯電量が減少しにくく、捕集効率の低下しにくい濾過材である。つまり、本発明の濾過材は、搬送時、加工時、或いは使用時に嵩高繊維シート層が変形しやすく、変形した際に、進入した摩擦帯電不織布層構成繊維同士が摩擦によって帯電しやすいため、帯電量が減少しにくく、捕集効率の低下しにくい濾過材である。
本発明の摩擦帯電不織布層は構成樹脂の異なる2種類以上の繊維が混在し、摩擦によって帯電した不織布からなるが、この構成繊維は構成樹脂が異なれば、摩擦帯電するが、十分な帯電量であるように、帯電列の離れた樹脂から構成された繊維が混在しているのが好ましい。例えば、ポリオレフィン系繊維とアクリル系繊維の組合せ;フッ素系繊維とポリアミド繊維、羊毛、ガラス繊維、絹又はレーヨン繊維の組合せ;ウレタン繊維とポリアミド繊維、羊毛、ガラス繊維、絹又はレーヨン繊維の組合せ;塩化ビニル繊維とポリアミド繊維、羊毛、ガラス繊維、絹又はレーヨン繊維の組合せ;ポリオレフィン系繊維とポリアミド繊維、羊毛、ガラス繊維、絹又はレーヨン繊維の組合せ;アクリル繊維とポリアミド繊維、羊毛、ガラス繊維、絹又はレーヨン繊維の組合せ;ビニロン繊維とポリアミド繊維、羊毛、ガラス繊維、絹又はレーヨン繊維の組合せ;ポリエステル繊維とポリアミド繊維、羊毛、ガラス繊維、絹又はレーヨン繊維の組合せ;アセテート繊維とポリアミド繊維、羊毛、ガラス繊維、絹又はレーヨン繊維の組合せ;などを挙げることができる。これらの中でも、ポリオレフィン系繊維とアクリル系繊維の組合せは帯電量が多いため好適な組合せである。
なお、「構成樹脂が異なる」とは、繊維表面(両端部を除く)を構成する構成樹脂が異なることを意味し、仮に、繊維内部を構成する樹脂が他の繊維の構成樹脂と同じであったとしても、繊維表面(両端部を除く)を構成する構成樹脂が異なっていれば、構成樹脂の異なる繊維であるとみなす。
前述の通り、摩擦帯電不織布層構成繊維はポリオレフィン系繊維とアクリル系繊維の組合せが好ましいが、ポリオレフィン系繊維構成樹脂としては、例えば、ポリプロピレン樹脂、ポリエチレン樹脂、ポリスチレン樹脂、酢酸ビニル共重合体樹脂、エチレン-プロピレン共重合体、又は、これら樹脂の一部をシアノ基やハロゲンで置換した樹脂などを挙げることができ、ポリオレフィン系繊維はこれら構成樹脂1種類、又は2種類以上からなる複合繊維であることができる。例えば、芯鞘型複合繊維であり、鞘成分がポリオレフィン系樹脂からなるポリオレフィン系繊維であっても良い。
また、好適であるポリオレフィン系繊維の場合、リン系添加剤とイオウ系添加剤を含有しているのが好ましい。リン系添加剤とイオウ系添加剤を含有していることによって、初期捕集効率が向上するためである。なお、リン系添加剤とイオウ系添加剤に加えて、更に、フェノール系、アミン系などの他の添加剤が含まれていても良い。
このリン系添加剤はポリオレフィン系繊維中、0.01mass%以上含有しているのが好ましく、0.2mass%以上含有しているのがより好ましく、0.3mass%以上含有しているのが更に好ましく、0.6mass%以上含有しているのが更に好ましい。
このリン系添加剤としては、例えば、トリスノニルフェニルホスファイト、トリス(2,4-ジ-t-ブチルフェニル)ホスファイト、ジステアリルペンタエリスリトールジホスファイト、ビス(2,4-ジ-t-ブチルフェニル)ペンタエリスリトールホスファイト、ビス(2,6,ジ-t-ブチル-4-メチルフェニル)ペンタエリスリトールホスファイト、2,2-メチレンビス(4,6-ジ-t-ブチルフェニル)オクチルホスファイト、テトラキス(2,4-ジ-t-ブチルフェニル)-4,4’-ビフェニレン-ジ-ホスホナイト、ビス(2,4-ビス(1,1-ジメチルエチル)-6-メチルフェニル)エチルエステル亜リン酸、テトラキス(2,4-ジ-t-ブチルフェニル)(1,1-ビフェニル)-4,4’-ジイルビスホスフォナイト、ビス(ビス(2,4-ジ-t-ブチル-5-メチルフェノキシ)ホスフィノ)などのリン系酸化防止剤を挙げることができる。
イオウ系添加剤としては、ジラウリル-3,3’-チオジプロピオネート、ジミリスチル-3,3’-チオジプロピオネート、ジステアリル-3,3’-チオジプロピオネート、ペンタエリスリトールテトラキスなどのイオウ系酸化防止剤などが好適に使用できる。このイオウ系添加剤はポリオレフィン系繊維中、0.01mass%以上含まれているのが好ましく、0.1mass%以上含まれているのがより好ましい。
なお、リン系添加剤とイオウ系添加剤の合計量が多くなると、紡糸性が悪くなる傾向があるため、リン系添加剤とイオウ系添加剤の合計量がポリオレフィン系繊維の5mass%以下であるのが好ましく、2mass%以下であるのがより好ましく、1mass%以下であるのが更に好ましい。
一方、アクリル繊維としては、アクリロニトリルを主成分(85%以上)とするポリアクリロニトリル系と、アクリロニトリルを35%以上85%未満含むモダクリル系のいずれであっても使用することができる。また、ポリアクリロニトリル系繊維は有機系溶媒を用いて紡糸したものと、無機系溶媒を用いて紡糸したものの2種類があるが、いずれのポリアクリロニトリル系繊維であっても良い。
なお、摩擦帯電不織布層構成繊維として融着繊維を含み、融着繊維が融着していると、剛性の優れる濾過材であることができ、また、繊維が毛羽立ちにくく、繊維の脱落も生じにくいため、摩擦帯電不織布層構成繊維として融着繊維を含んでいるのが好ましい。
このような融着繊維は嵩高繊維シート層を構成できる融着繊維と同様の融着繊維であることができる。つまり、例えば、ポリエステル系樹脂、ポリアミド系樹脂、ポリ塩化ビニリデン系樹脂、ポリ塩化ビニル系樹脂、ポリオレフィン系樹脂を繊維表面に有する融着繊維を挙げることができ、剛性の優れるポリエステル系樹脂を繊維表面に有する融着繊維が好ましい。
また、摩擦帯電不織布層を構成する融着繊維は前述のような樹脂を繊維表面に有していれば良く、1種類の樹脂から構成されていても良いが、剛性の優れる摩擦帯電不織布層であるように、融着に関与する繊維表面の樹脂に加えて、融着に関与しない樹脂の2種類以上の樹脂からなる融着繊維であるのが好ましい。例えば、2種類の樹脂から構成されている場合、高融点の樹脂を低融点の樹脂で被覆した芯鞘型融着繊維、高融点の樹脂と低融点の樹脂とを貼り合せたサイドバイサイド型融着繊維、を挙げることができる。特に、芯鞘型融着繊維であると、剛性の優れる摩擦帯電不織布層であることができるため好適である。
前述の通り、融着繊維として、ポリエステル系樹脂を繊維表面に有する融着繊維が好適であるため、樹脂の組合せが、ポリエチレンテレフタレート/共重合ポリエステル、ポリエチレンテレフタレート/ポリブチレンテレフタレート、ポリエチレンテレフタレート/ポリトリメチレンテレフタレートの組合せからなるのが好ましく、特に、前記樹脂の組合せが芯成分/鞘成分であるのが好ましい。
なお、嵩高繊維シート層が融着繊維を含んでいる場合、摩擦帯電不織布層を構成する融着繊維は嵩高繊維シート層を構成する融着繊維と同じであっても良いし、異なっていても良いが、同じであると、嵩高繊維シート層と摩擦帯電不織布層とが強固に融着しており、層間剥離しにくい濾過材であることができるため好適である。
また、本発明においては、前述の通り、ポリオレフィン系繊維とアクリル繊維とを含んでいるのが好ましいが、融着繊維を含んでいる場合、ポリオレフィン系繊維とアクリル繊維に加えて融着繊維を含んでいても良いし、アクリル繊維に替えて融着繊維を使用し、融着繊維とポリオレフィン系繊維とを含んでいても良い。
なお、摩擦帯電不織布層を構成する繊維の繊度は特に限定するものではないが、繊維の表面積が広いと、繊維同士が擦れやすく、帯電量が多くなって、帯電による捕集効率の向上が望めるため、10dtex以下であるのが好ましく、7dtex以下であるのがより好ましく、5dtex以下であるのが更に好ましく、3dtex以下であるのが更に好ましい。一方で、繊維が細くなり過ぎると、圧力損失が上昇しやすくなる傾向があるため、0.1dtex以上であるのが好ましく、0.5dtex以上であるのがより好ましく、1dtex以上であるのが更に好ましい。
また、摩擦帯電不織布層を構成する繊維の繊維長は特に限定するものではないが、嵩高繊維シート層に進入し、嵩高繊維シート層変形時に摩擦帯電しやすいように、20mm以上であるのが好ましく、35mm以上であるのがより好ましく、50mm以上であるのが更に好ましい。一方で、繊維長が長すぎると、繊維が均一に分散することが困難になる傾向があり、結果として、捕集効率が悪くなる傾向があるため、150mm以下であるのが好ましい。
本発明の摩擦帯電不織布層は、構成樹脂の異なる2種類以上の繊維が混在した層であるが、構成樹脂の異なる繊維の混合比率は効率的に摩擦帯電する比率であれば良く、繊維の組合せによって異なるため、特に限定するものではないが、繊維同士の摩擦によって帯電しやすいように、正に帯電する繊維本数と、負に帯電する繊維本数との比率が、1:0.5~2であるのが好ましく、1:0.75~1.5であるのがより好ましく、1:0.8~1.2であるのが更に好ましい。例えば、好適であるポリオレフィン系繊維(繊度:2.2dtex、繊維長:51mm、密度:0.9g/cm3)と、アクリル系繊維(繊度:2.2dtex、繊維長:51mm、密度:1.14g/cm3)とが混在する場合、ポリオレフィン系繊維とアクリル系繊維は質量比で、およそ39:61~72:28であるのが好ましく、およそ46:54~63:37であるのがより好ましく、およそ51:49~62:38であるのが更に好ましい。
なお、摩擦帯電不織布層が融着繊維を含んでいる場合であっても、繊維同士の摩擦によって帯電しやすいように、正に帯電する繊維本数と、負に帯電する繊維本数との比率が前記比率であるように、融着繊維が混在しているのが好ましい。一般的に、摩擦帯電不織布層の剛性と毛羽立ちを抑えるには、摩擦帯電不織布層の15mass%以上を融着繊維が占めているのが好ましく、20mass%以上を融着繊維が占めているのがより好ましい。一方で、融着繊維量が多くなると、摩擦帯電に関与する繊維量が少なくなり、充分に帯電できない傾向があるため、融着繊維は摩擦帯電不織布層の60mass%以下であるのが好ましく、50mass%以下であるのがより好ましく、40mass%以下であるのが更に好ましい。
本発明の摩擦帯電不織布層の目付は特に限定するものではないが、帯電量が多いように、ある程度の繊維量があるのが好ましいため、20g/m2以上であるのが好ましく、30g/m2以上であるのがより好ましく、40g/m2以上であるのが更に好ましい。一方で、目付が高過ぎると、圧力損失が上昇しにくいように、200g/m2以下であるのが好ましく、180g/m2以下であるのがより好ましく、150g/m2以下であるのが更に好ましい。特に、帯電量が多いように、摩擦帯電不織布層における、摩擦帯電に関与する繊維量は20g/m2以上であるのが好ましく、30g/m2以上であるのがより好ましく、35g/m2以上であるのが更に好ましく、40g/m2以上であるのが更に好ましく、45g/m2以上であるのが更に好ましい。一方、摩擦帯電不織布層における、摩擦帯電に関与する繊維量は圧力損失が上昇しにくいように、200g/m2以下であるのが好ましく、180g/m2以下であるのがより好ましく、150g/m2以下であるのが更に好ましい。
また、摩擦帯電不織布層の厚さも特に限定するものではないが、嵩高繊維シート層だけではなく、摩擦帯電不織布層自体も厚さ方向に変形することによって、嵩高繊維シート層に進入していない摩擦帯電不織布層構成繊維同士も摩擦して帯電し、帯電量が多くなりやすいように、0.5mm以上であるのが好ましく、1mm以上であるのがより好ましく、1.5mm以上であるのが更に好ましく、2mm以上であるのが更に好ましい。一方で、形態安定性に優れ、汎用性に優れる濾過材であるように、3mm以下であるのが好ましい。
更に、摩擦帯電不織布層の見掛密度は特に限定するものではないが、ある程度の繊維が存在しており、また、繊維同士の摩擦によって帯電する融通性を有するように、0.02~0.2g/cm3であるのが好ましく、0.05~0.1g/cm3であるのがより好ましい。
このような摩擦帯電不織布層を構成する繊維は嵩高繊維シート層に進入しており、嵩高繊維シート層変形時(特に厚さ方向変形時)に、摩擦帯電するため、帯電量が減少しにくく、捕集効率の低下しにくい濾過材である。つまり、摩擦帯電不織布層と嵩高繊維シート層とを単に積層した場合のように、摩擦帯電不織布層を構成する繊維が嵩高繊維シート層に進入していない場合には、嵩高繊維シート層が変形したとしても、摩擦帯電不織布層を構成する繊維同士が摩擦により帯電しにくいのに対して、摩擦帯電不織布層を構成する繊維が嵩高繊維シート層に進入しているということは、摩擦帯電不織布層を構成する繊維が濾過材の厚さ方向に配向しているため、嵩高繊維シート層変形時に、摩擦帯電不織布層を構成する繊維同士が摩擦により帯電しやすい。
なお、摩擦帯電不織布層を構成する繊維が嵩高繊維シート層に進入し、摩擦帯電不織布層構成繊維が嵩高繊維シート層構成繊維と絡合していると、摩擦帯電不織布層と嵩高繊維シート層とが剥離しにくいため好適な態様である。
本発明の濾過材は、前述のような嵩高繊維シート層と摩擦帯電不織布層とを有するものであるが、嵩高繊維シート層の変形による摩擦帯電不織布層の摩擦帯電を阻害しない、嵩高繊維シート層の外側、及び/又は摩擦帯電不織布層の外側に、別の層を有することができる。例えば、ネット、スパンボンド不織布などを積層することによって、濾過材の剛性を更に高めることができ、メルトブロー不織布、湿式不織布、静電紡糸不織布などを積層することによって、濾過性能を高めることができる。更に、摩擦帯電不織布層の外側に別の嵩高繊維シート層を有する、摩擦帯電不織布層を嵩高繊維シート層で挟み込んだ構造であると、更に剛性の優れた濾過材である。
また、本発明の濾過材の目付は特に限定するものではないが、60~310g/m2であるのが好ましく、100~230g/m2であるのがより好ましく、130~170g/m2であるのが更に好ましい。
更に、濾過材の厚さも特に限定するものではないが、厚さ方向に変形しやすく、帯電量が多くなりやすいように、0.5~103mmであるのが好ましく、1.5~50mmであるのがより好ましく、2~30mmであるのが更に好ましく、2.5~20mmであるのが更に好ましく、3~10mmであるのが更に好ましく、3~5mmであるのが更に好ましい。
また、本発明の濾過材は、濾過面積が広く、圧力損失の上昇を抑制できるように、襞折りした状態であるのが好ましいため、嵩高繊維シート層を含み、ある程度の剛性を有しているのが好ましい。より具体的には、JIS L 1913:2010の6.7.4に規定するガーレ法によって測定した剛軟度が1mN以上であるのが好ましく、2.5mN以上であるのがより好ましく、4mN以上であるのが更に好ましい。なお、試験片は、30mm×40mmの大きさの長方形とし、摩擦帯電不織布層側が振り子Bと当接するように、30mmの辺をチャックに固定して測定する。
本発明のフィルタエレメントは前述のような濾過材を襞折りした状態で備えたものである。そのため、剛性を有するとともに、摩擦帯電不織布層構成繊維同士が摩擦によって帯電しやすいため、帯電量が減少しにくく、捕集効率の低下しにくいフィルタエレメントである。なお、本発明の濾過材は剛性のあるものであるため、良好に襞折り加工を実施して製造できるフィルタエレメントである。
本発明のフィルタエレメントは上述のような濾過材を使用していること以外は、従来のフィルタエレメントと全く同様であることができる。
例えば、襞折り加工は、ジグザグ形状に折って、襞を形成できる限り限定されず、例えば、レシプロ式やロータリー式などのプリーツ加工機、ジグザグ形状に成形された押型でプレスする方法により実施することができる。
また、襞折りした濾過材の外枠による固定は、例えば、ポリ酢酸ビニルなどのホットメルト樹脂を外枠と濾過材との間に介在させることにより行うことができる。なお、外枠としては、例えば、アルミニウム、アルミニウム合金、ステンレス、各種樹脂、紙、或いは不織布(例えば、本発明の濾過材)からなる外枠を使用することができる。
本発明の濾過材は、例えば、次の方法により製造することができる。(1)厚さ0.5mm以上の嵩高繊維シートと、構成樹脂の異なる2種類以上の繊維が混在した繊維ウエブ(以下、単に「混在繊維ウエブ」と表記することがある)とを積層して積層シートを形成する工程、(2)前記混在繊維ウエブ構成繊維を嵩高繊維シートに進入させ、嵩高繊維シート層と不織布層とを有する一体化シートを形成する工程、(3)前記一体化シートを洗浄し、油剤を取り除いた洗浄シートを形成する工程、及び(4)前記洗浄シートを厚さ方向に変形させ、摩擦によって前記不織布層を帯電させ、嵩高繊維シート層と摩擦帯電不織布層とを有する濾過材を形成する工程、により製造することができる。このような製造方法は、一体化シートを形成した後に、油剤を取り除き、摩擦帯電しやすい状態とした後に、厚さ方向に変形させ、摩擦によって帯電させる方法であり、嵩高繊維シート層と摩擦帯電不織布層とを一体化させる際の熱や水分の影響を受けることなく製造することができ、しかも、搬送時等に厚さ方向に変形させることによって、帯電させることができるため、帯電量が減少しにくく、捕集効率の低下しにくい濾過材を製造することができる。また、嵩高繊維シートを使用しているため、剛性のある濾過材を製造することができる。
より具体的には、まず、(1)厚さ0.5mm以上の嵩高繊維シートと、構成樹脂の異なる2種類以上の繊維が混在した混在繊維ウエブとを積層して積層シートを形成する工程を実施する。厚さ0.5mm以上の嵩高繊維シートは、例えば、前述のような繊維を使用して、カード法、エアレイ法などの乾式法により嵩高繊維シートを形成することができる。なお、本発明の濾過材を構成する嵩高繊維シート層は、繊維融着不織布からなるのが好ましいため、嵩高繊維シートは融着繊維を含む繊維ウエブ(以下、「嵩高用繊維ウエブ」と表記することがある)であるのが好ましい。
一方で、構成樹脂の異なる2種類以上の繊維が混在した混在繊維ウエブは、例えば、前述のような繊維を使用して、カード法、エアレイ法などの乾式法により形成することができる。なお、本発明の濾過材を構成する摩擦帯電不織布層は、前述のような繊維から構成することができるが、摩擦によって帯電しやすいように、ポリオレフィン系繊維とアクリル繊維とを含んでいるのが好ましいため、混在繊維ウエブ中に、ポリオレフィン系繊維とアクリル繊維とを含んでいるのが好ましい。また、摩擦帯電不織布層は剛性や毛羽立ち防止性に優れているように、融着繊維(以下、「帯電層用融着繊維」ということがある)を含んでいるのが好ましいため、ポリオレフィン系繊維又はアクリル繊維に替えて、又はポリオレフィン系繊維とアクリル繊維に加えて、帯電層用融着繊維を含んでいるのが好ましい。
なお、嵩高繊維シートと混在繊維ウエブとを、1層ずつ積層して積層シートとしても良いが、嵩高繊維シートの両面に混在繊維ウエブを積層したり、混在繊維ウエブの両面に嵩高繊維シートを積層するなど、嵩高繊維シート1層と混在繊維ウエブ2層以上、混在繊維ウエブ1層と嵩高繊維シート2層以上、又は、嵩高繊維シート2層以上と混在繊維ウエブ2層以上とを積層して、積層シートとすることができる。
次いで、(2)前記積層シートの混在繊維ウエブ構成繊維を嵩高繊維シートに進入させ、嵩高繊維シート層と不織布層とを有する一体化シートを形成する工程を実施する。この混在繊維ウエブ構成繊維を嵩高繊維シートに進入させる方法は特に限定するものではないが、例えば、積層繊維シートの混在繊維ウエブ側からニードルを作用させる方法、積層繊維シートの混在繊維ウエブ側から水流を作用させる方法、を挙げることができる。これらの中でも、ニードルを作用させる方法であると、混在繊維ウエブ構成繊維が摩擦帯電しやすい厚さ方向に、確実に配向させることができるとともに、嵩高繊維シートの嵩高さを損ないにくいため好適である。また、ニードルを作用させることによって、混在繊維ウエブ構成繊維と嵩高繊維シート構成繊維とが絡合し、嵩高繊維シート層と摩擦帯電不織布層とが層間剥離しにくい濾過材を製造することができる、という特長もある。
この好適であるニードル条件は特に限定するものではないが、混在繊維ウエブ構成繊維が嵩高繊維シートに進入し、厚さ方向に配向するように、針密度30本/cm2以上で作用させるのが好ましく、40本/cm2以上で作用させるのがより好ましい。一方で、針密度が高すぎると、剛性が低下する傾向があるため、100本/cm2以下で作用させるのが好ましい。
このように、積層繊維シートの混在繊維ウエブ側からニードル、水流等を作用させることによって、嵩高繊維シート層と不織布層とを有する一体化シートを形成することができ、混在繊維ウエブ自体もニードルや水流等の作用によって絡合するなど、繊維同士が結合している場合が多いため、一体化後の一体化シートにおける、混在繊維ウエブに由来する層を不織布層と表現している。
続いて、(3)前記一体化シートを洗浄し、油剤を取り除いた洗浄シートを形成する工程を実施する。この工程を実施することにより、後述の洗浄シートの厚さ方向への変形によって、効率良く、摩擦帯電させることができる。このように、一体化シートを形成した後に油剤を取り除いているため、油剤の付着した繊維を使用して混在繊維ウエブを形成できることから、油剤を取り除いた繊維を使用して混在繊維ウエブを形成する場合と比較して、繊維の開繊性に優れているため生産安定性に寄与するとともに、開繊機に対して除電器等の設置の必要がなくなるなど、装置構成を簡潔にできるという効果を奏する。
この一体化シートの洗浄方法は特に限定するものではなく、例えば、アルカリ性水溶液、アルコール、水(温水又は熱水を含む)、又はこれらの混合溶媒で一体化シートを洗浄することによって、油剤を取り除いて、洗浄シートとすることができる。なお、これら溶媒を用いて、2回以上洗浄しても良い。その場合には、同じ溶媒であっても良いし、異なる溶媒であっても良い。
そして、(4)前記洗浄シートを厚さ方向に変形させ、摩擦によって前記不織布層を帯電させることにより、嵩高繊維シート層と摩擦帯電不織布層とを有する濾過材を形成する工程を実施して、本発明の濾過材を製造することができる。つまり、洗浄シートは嵩高繊維シート層を有しており、この嵩高繊維シート層は嵩高であるが故に、厚さ方向に変形しやすいため、洗浄シートを厚さ方向に変形させると、嵩高繊維シート層が変形するが、この嵩高繊維シート層には、不織布層を構成する構成樹脂の異なる2種類以上の繊維が進入しており、嵩高繊維シート層が変形する際に、進入した不織布構成繊維同士が摩擦帯電して、摩擦帯電不織布層と嵩高繊維シート層とを有する濾過材を製造することができる。
この洗浄シートを厚さ方向に変形させる方法は、不織布層構成繊維が摩擦帯電する限り、特に限定するものではないが、例えば、洗浄シートの厚さよりも狭い間隙を通過させる方法、洗浄シートの搬送方向を急激に変化させる方法、などを挙げることができる。
より具体的には、洗浄シートの厚さよりも狭い間隙を通過させる方法として、図1に模式的断面図を示すように、洗浄シートSの厚さよりも狭い間隙を有するように、若しくは間隙がない(ゲージ:0)ように配置された、一対のローラR1、R2間を通過させる方法、図2に模式的断面図を示すように、洗浄シートSの厚さよりも狭い間隙を有するように、若しくは間隙がないように配置された、一対のプレートP1、P2間を通過させる方法、図3に模式的断面図を示すように、洗浄シートSの厚さよりも狭い間隙を有するように、若しくは間隙がないように配置された、プレートP1とローラR2との間を通過させる方法、図4に模式的断面図を示すように、洗浄シートSの厚さよりも狭い間隙を有するように、若しくは間隙がないように配置された、ローラR1、R2間、及びローラR2、R3間を通過させる方法、などを挙げることができる。これらの中でも図1、4に示すようなローラのみを使用する方法であると、洗浄シートを損傷しにくいため好適である。
なお、これらローラR1~R2等によって形成される間隙は、洗浄シートの厚さよりも狭ければ良く、特に限定するものではないが、0.1mm以下であるのが好ましい。
また、ローラR1~R3の表面、プレートP1~P2の表面は、洗浄シートにおける嵩高繊維シート層全体を厚さ方向に変形させることができるように、凹凸のない平滑面であるのが好ましい。また、不織布層側のローラとして、表面に多数の針を有するローラを用いると、嵩高繊維シート層を厚さ方向へ変形させることができることに加えて、針が不織布層に進入し、不織布層構成繊維を効率的に動かし、繊維同士を擦らせることによって、帯電量の多い摩擦帯電不織布層を形成しやすいため好適である。
更に、このような洗浄シートを厚さ方向に変形させることのできる装置は一組である必要はなく、更に帯電量を多くするために、二組以上を利用して、摩擦帯電させるのが好ましい。なお、二組以上の摩擦帯電装置を有する場合、同じ装置である必要はない。また、二組以上の摩擦帯電装置を有する場合、搬送方向の下流側に位置する摩擦帯電装置ほど、狭い間隙を有する装置とすると、より摩擦帯電量を多くすることができるため好適である。
更に、ローラR1~R3及び/又はプレートP1~P2を体積固有抵抗値が1012以上であるような絶縁体から構成すると、ローラR1~R3及び/又はプレートP1~P2と洗浄シートとの摩擦によっても帯電するため、ローラR1~R3及び/又はプレートP1~P2は前記のような絶縁体から構成されているのが好ましい。
他方、洗浄シートの搬送方向を急激に変化させる方法として、図5に模式的断面図を示すように、ローラR1に沿って、洗浄シートの搬送方向を90°変化させることによって、洗浄シートの厚さ方向に変形させる方法、図示していないが、図5のローラR1に替えてプレートを使用し、プレートに沿って、洗浄シートの搬送方向を90°変化させることによって、洗浄シートの厚さ方向に変形させる方法を挙げることができる。
図5においては、洗浄シートの搬送方向を90°変化させることによって、摩擦帯電させているが、摩擦帯電する限り、90°の変化である必要はないが、搬送方向を変化させることによって、搬送方向変化前の洗浄シートの見掛け上の厚さ(無荷重下における厚さ)の50%以下の厚さに洗浄シートを変形させて、摩擦帯電させることのできる変化であるのが好ましい。
このように搬送方向を変化させる支点として作用するローラ等の表面は、洗浄シートにおける嵩高繊維シート層全体を厚さ方向に変形させることができるように、凹凸のない平滑面であるのが好ましい。また、支点として作用するローラ等として、表面に多数の針を有するローラを用い、洗浄シートの不織布層と当接させると、嵩高繊維シート層を厚さ方向へ変形させることができることに加えて、針が不織布層に進入し、不織布層構成繊維を効率的に動かし、繊維同士を擦らせることによって、帯電量の多い摩擦帯電不織布層を形成しやすいため好適である。
また、搬送方向を急激に変化させて洗浄シートを厚さ方向に変形させることのできる装置は一組である必要はなく、更に帯電量を多くするために、二組以上を利用して、摩擦帯電させるのが好ましい。なお、二組以上の摩擦帯電装置を有する場合、二組とも搬送方向を急激に変化させる装置である必要はなく、前述のような、洗浄シートの厚さよりも狭い間隙を通過させる装置と併用することもできる。また、二組以上の搬送方向を急激に変化させる装置を有する場合、搬送方向の下流側に位置する摩擦帯電装置ほど、厚さ方向における変形量を大きくすると、より摩擦帯電量を多くすることができるため好適である。
更に、搬送方向を変化させる支点として作用するローラ等を、体積固有抵抗値が1012以上であるような絶縁体から構成すると、ローラ等と洗浄シートとの摩擦によっても帯電するため、支点として作用するローラ等は前記のような絶縁体から構成されているのが好ましい。
以上は、本発明の濾過材の基本的な製造方法であるが、前述の通り、嵩高繊維シート層が繊維融着不織布層からなる濾過材であるのが好ましいため、嵩高繊維シートとして融着繊維(以下、「嵩高用融着繊維」ということがある)を含む繊維ウエブ(嵩高用繊維ウエブ)を使用し、一体化シートを形成した後、かつ摩擦により不織布層を帯電させて摩擦帯電不織布層とする前に、前記嵩高用融着繊維を融着させて、繊維融着不織布層(嵩高繊維シート層)を形成するのが好ましい。つまり、一体化シートを形成する前に嵩高用融着繊維を融着させてしまうと、混在繊維ウエブ構成繊維を嵩高繊維シートに進入させた際の、混在繊維ウエブ構成繊維と嵩高繊維シート構成繊維との絡みが弱く、洗浄シートを変形させた際に帯電しにくくなる傾向があるとともに、不織布層と嵩高繊維シート層との剥離が生じやすくなる傾向があるためである。一方で、摩擦により不織布層を帯電させて摩擦帯電不織布層とした後に嵩高用融着繊維を融着させてしまうと、融着させる際の熱によって帯電量が少なくなる傾向があるためである。特に、洗浄する前の一体化シートの段階で嵩高用融着繊維を融着させると、一体化シートを洗浄した場合に、洗浄による負荷に耐え、形態を維持しやすいため好適である。
なお、嵩高用融着繊維を融着させて繊維融着不織布層(嵩高繊維シート層)とする方法は、嵩高用融着繊維が融着し、厚さ0.5mm以上の繊維融着不織布層(嵩高繊維シート層)を形成できれば良く、融着条件は嵩高用融着繊維によって、その条件は異なるため、特に限定するものではない。この条件は嵩高用融着繊維に応じて、実験的に適宜設定できる。なお、加熱手段は、例えば、熱風ドライヤー、赤外線ランプ、加熱ロールなどで実施することができるが、熱風ドライヤー、赤外線ランプなどの、固体による圧力が作用しない加熱手段であると、繊維融着不織布層の嵩高性を損なわないため好適である。
なお、前述の通り、剛性に優れ、また、毛羽立ちにくいように、摩擦帯電不織布層構成繊維として帯電層用融着繊維を含み、融着しているのが好ましいため、帯電層用融着繊維を含む混在繊維ウエブを使用して一体化シートを形成した後、かつ摩擦により不織布層を帯電させて摩擦帯電不織布層とする前に、前記帯電層用融着繊維を融着させて、不織布層を形成するのが好ましい。つまり、一体化シートを形成する前に帯電層用融着繊維を融着させてしまうと、帯電層繊維と嵩高層繊維との一体化シートを形成する際に、帯電層用融着繊維の融着が破壊されてしまい、前記効果が半減してしまう傾向があるためである。一方で、摩擦により不織布層を帯電させて摩擦帯電不織布層とした後に帯電層用融着繊維を融着させてしまうと、融着させる際の熱によって帯電量が少なくなる傾向があるためである。特に、洗浄する前の一体化シートの段階で帯電層用融着繊維を融着させると、一体化シートを洗浄した場合に、洗浄による負荷に耐え、形態を維持しやすいため好適である。
なお、帯電層用融着繊維を融着させて不織布層とする方法は、帯電層用融着繊維が融着すれば良く、融着条件は帯電層用融着繊維によって、その条件は異なるため、特に限定するものではない。この条件は帯電層用融着繊維に応じて、実験的に適宜設定できる。なお、加熱手段は、例えば、熱風ドライヤー、赤外線ランプ、加熱ロールなどで実施することができるが、熱風ドライヤー、赤外線ランプなどの、固体による圧力が作用しない加熱手段であると、不織布層の嵩高性を損なわず、結果的に、嵩高な摩擦帯電不織布層を形成することができ、摩擦帯電不織布層の変形による帯電も利用しやすいため、好適である。
以上のように、嵩高用繊維ウエブが嵩高用融着繊維を含んでいる場合と、混在繊維ウエブが帯電層用融着繊維を含んでいる場合のいずれの場合であっても、一体化シートを形成した後で、摩擦により不織布層を帯電させる前に、嵩高用融着繊維及び/又は帯電層用融着繊維を融着させるのが好ましいため、嵩高用融着繊維と帯電層用融着繊維の両方を含んでいる場合には、同時に融着させるのが、濾過材の製造工程上、好適である。そのため、嵩高用融着繊維と帯電層用融着繊維とが同じであると、温度設定が容易であるため好適である。しかしながら、嵩高用融着繊維と帯電層用融着繊維とが同じである必要はない。
本発明の三層濾過材は、厚さが0.5mm以上の嵩高繊維シート層を二層有するため、剛性を有するものであるとともに、三層濾過材の搬送時、加工時、或いは使用時に、嵩高繊維シート層が変形(特に、厚さ方向に変形)することによって、嵩高繊維シート層に進入している摩擦帯電不織布層構成繊維同士が摩擦によって帯電しやすいため、帯電量が減少しにくく、捕集効率の低下しにくい三層濾過材である。
このように、剛性及び変形性に優れているように、いずれの嵩高繊維シート層も厚さが0.5mm以上であるが、厚さが厚い程、前記効果に優れているため、0.6mm以上であるのが好ましく、0.7mm以上であるのがより好ましく、0.8mm以上であるのが更に好ましく、1mm以上であるのが更に好ましい。一方で、厚さが100mmを超えると、形態安定性が悪くなりやすく、また、厚過ぎて汎用性に劣るため100mm以下であるのが好ましく、50mm以下であるのがより好ましく、30mm以下であるのが更に好ましく、10mm以下であるのがより好ましく、5mm以下であるのが更に好ましい。本発明において、嵩高繊維シート層2層と摩擦帯電不織布層1層とからなる三層濾過材であって、嵩高繊維シート層間に摩擦帯電不織布層を有する三層濾過材における「厚さ」は、0.098kPa荷重時における厚さを意味する。
このような嵩高繊維シート層は、ある程度の剛性と変形性に優れるものであれば良く、特に限定するものではないが、例えば、繊維融着、ニードルパンチ、水流絡合、バインダボンドなどの結合手段を1つ、又は2つ以上適用した不織布を挙げることができる。これらの中でも繊維融着不織布又はバインダボンド不織布は剛性と変形性に優れているため好適であり、特に繊維融着不織布は繊維表面全体を濾過に関与させることができるため、より好適である。
本発明においては、後述の摩擦帯電不織布層が可燃性の繊維を主体として構成されていたとしても、二層の嵩高繊維シート層で摩擦帯電不織布層を挟み込んでいることによって、三層濾過材に難燃性を付与できるように、いずれの嵩高繊維シート層も、構成する繊維として、限界酸素指数が20以上の繊維を含んでいる。この限界酸素指数が20以上の繊維量が多ければ多い程、難燃性に優れているため、限界酸素指数が20以上の繊維は、いずれの嵩高繊維シート層においても、70mass%以上を占めているのが好ましく、80mass%以上を占めているのがより好ましく、90mass%以上を占めているのが更に好ましく、100mass%を占めているのが最も好ましい。なお、この限界酸素指数は、JIS K 7201により測定した値をいう。
より具体的には、限界酸素指数が20以上の繊維として、例えば、ポリエステル繊維、ポリアミド繊維、ビニロン繊維、ポリ塩化ビニリデン繊維、ポリ塩化ビニル繊維などの合成繊維、ガラス繊維などの無機繊維、羊毛、絹などの動物繊維、などを挙げることができる。これらの中でも、合成繊維であると、後述の摩擦帯電不織布層構成繊維と摩擦することによって、摩擦帯電不織布層の帯電量を維持、向上させやすいため好適である。これら合成繊維の中でも、ポリエステル繊維は剛性に優れているため好適である。
なお、嵩高繊維シート層を構成できる、限界酸素指数が20未満の繊維として、例えば、アクリル繊維、ポリオレフィン繊維などの合成繊維、レーヨン繊維などの再生繊維、アセテート繊維などの半合成繊維、綿や麻などの植物繊維、などを挙げることができる。
前述の通り、嵩高繊維シート層は繊維融着不織布からなるのが好ましいが、このような繊維融着不織布とする場合には、融着可能な樹脂を繊維表面に有する融着繊維を含み、融着繊維が融着しているのが好ましい。このような融着繊維も限界酸素指数が20以上の繊維であるのが好ましく、例えば、ポリエステル系樹脂、ポリアミド系樹脂、ポリ塩化ビニリデン系樹脂、ポリ塩化ビニル系樹脂を繊維表面に有する融着繊維であるのが好ましい。前述の通り、剛性に優れるポリエステル繊維が好ましいため、融着繊維はポリエステル系樹脂を繊維表面に有する融着繊維が好ましい。
この融着繊維は前述のような樹脂を繊維表面に有していれば良く、1種類の樹脂から構成されていても良いが、融着しても繊維形態を維持し、剛性の優れる繊維融着不織布、つまり嵩高繊維シート層であることができるように、融着に関与する繊維表面の樹脂に加えて、融着に関与しない樹脂の2種類以上の樹脂からなる融着繊維であるのが好ましい。例えば、融着繊維が2種類の樹脂から構成されている場合、高融点の樹脂を低融点の樹脂で被覆した芯鞘型融着繊維、高融点の樹脂と低融点の樹脂とを貼り合せたサイドバイサイド型融着繊維、を挙げることができる。特に、芯鞘型融着繊維であると、剛性の優れる嵩高繊維シート層であることができるため好適である。
前述の通り、融着繊維として、ポリエステル系樹脂を繊維表面に有する融着繊維が好適であるため、樹脂の組合せが、ポリエチレンテレフタレート/共重合ポリエステル、ポリエチレンテレフタレート/ポリブチレンテレフタレート、ポリエチレンテレフタレート/ポリトリメチレンテレフタレートの組合せからなるのが好ましく、特に、前記樹脂の組合せが芯成分/鞘成分であるのが好ましい。
なお、嵩高繊維シート層を構成する繊維の繊度は特に限定するものではないが、嵩高繊維シート層によって三層濾過材の剛性に優れているように、繊度15dtex以上の繊維を含んでいるのが好ましく、繊度18dtex以上の繊維を含んでいるのがより好ましく、繊度20dtex以上の繊維を含んでいるのが更に好ましい。一方で、繊度が大き過ぎると、メカニカルな捕集効率が減少する傾向があるため、50dtex以下であるのが好ましい。このような繊度15dtex以上の繊維が多ければ多い程、三層濾過材の剛性を高めることができるため、嵩高繊維シート層中、30mass%以上含まれているのが好ましく、45mass%以上含まれているのがより好ましく、65mass%以上含まれているのが更に好ましい。一方で、メカニカルな捕集効率を向上させる観点から、15dtex未満の繊維も含んでいるのが好ましく、12dtex以下の繊維も含んでいるのがより好ましく、10dtex以下の繊維を含んでいるのが更に好ましく、8dtex以下の繊維を含んでいるのが更に好ましい。
また、嵩高繊維シート層を構成する繊維の繊維長は特に限定するものではないが、嵩高繊維シート層によって三層濾過材の剛性に優れているように、30mm以上であるのが好ましく、40mm以上であるのがより好ましく、50mm以上であるのが更に好ましい。一方で、繊維長が長すぎると、繊維が均一に分散することが困難になる傾向があり、結果として、捕集効率が悪くなる傾向があるため、150mm以下であるのが好ましく、110mm以下であるのがより好ましい。
嵩高繊維シート層の目付は三層濾過材に難燃性を付与することができるように、いずれの嵩高繊維シート層も後述の摩擦帯電不織布層の目付の0.5倍以上の目付を有する。嵩高繊維シート層の目付が高い、つまり、限界酸素指数が20以上の繊維量が多い方が難燃性に優れているため、いずれの嵩高繊維シート層も、目付は摩擦帯電不織布層の目付の0.6倍以上であるのが好ましく、0.7倍以上であるのがより好ましく、0.8倍以上であるのが更に好ましく、0.9倍以上であるのが更に好ましく、1倍以上であるのが更に好ましい。一方で、嵩高繊維シート層の目付が高すぎると、厚さが厚くなり過ぎて襞折りしにくいなど、汎用性に劣る傾向があるため、摩擦帯電不織布層の目付の4倍以下であるのが好ましく、3倍以下であるのがより好ましい。なお、目付は1m2あたりの質量であり、JIS L 1085:1998 6.2「単位面積当たりの質量」に規定する方法により得られる値をいう。
また、嵩高繊維シート層の見掛密度は、厚さが0.5mm以上である限り、特に限定するものではないが、変形しやすいように、いずれの嵩高繊維シート層も0.02~0.10g/m2であるのが好ましく、0.04~0.08g/m2であるのがより好ましく、0.05~0.07g/m2であるのが更に好ましい。
なお、本発明の三層濾過材は嵩高繊維シート層を二層有するが、これら嵩高繊維シート層は全く同じであっても良いし、限界酸素指数が20以上の繊維の樹脂組成、繊度、繊維長;嵩高繊維シート層の構造、繊維配合、目付、厚さ、見掛密度;の中から選ばれる、少なくとも一点で異なる嵩高繊維シート層であっても良い。
本発明の三層濾過材は前述のような嵩高繊維シート層に加えて、構成樹脂の異なる2種類以上の繊維が混在した摩擦帯電不織布層を有しており、摩擦帯電不織布層構成繊維が嵩高繊維シート層に進入しているため、帯電量が減少しにくく、捕集効率の低下しにくい三層濾過材である。つまり、本発明の三層濾過材は、搬送時、加工時、或いは使用時に嵩高繊維シート層が変形しやすく、変形した際に、進入した摩擦帯電不織布層構成繊維同士が摩擦によって帯電しやすいため、帯電量が減少しにくく、捕集効率の低下しにくい三層濾過材である。
本発明の摩擦帯電不織布層は構成樹脂の異なる2種類以上の繊維が混在し、摩擦によって帯電した不織布からなるが、この構成繊維は構成樹脂が異なれば、摩擦帯電するが、十分な帯電量であるように、帯電列の離れた樹脂から構成された繊維が混在しているのが好ましい。例えば、ポリオレフィン系繊維とアクリル系繊維の組合せ;フッ素系繊維とポリアミド繊維、羊毛、ガラス繊維、絹又はレーヨン繊維の組合せ;ウレタン繊維とポリアミド繊維、羊毛、ガラス繊維、絹又はレーヨン繊維の組合せ;塩化ビニル繊維とポリアミド繊維、羊毛、ガラス繊維、絹又はレーヨン繊維の組合せ;ポリオレフィン系繊維とポリアミド繊維、羊毛、ガラス繊維、絹又はレーヨン繊維の組合せ;アクリル繊維とポリアミド繊維、羊毛、ガラス繊維、絹又はレーヨン繊維の組合せ;ビニロン繊維とポリアミド繊維、羊毛、ガラス繊維、絹又はレーヨン繊維の組合せ;ポリエステル繊維とポリアミド繊維、羊毛、ガラス繊維、絹又はレーヨン繊維の組合せ;アセテート繊維とポリアミド繊維、羊毛、ガラス繊維、絹又はレーヨン繊維の組合せ;などを挙げることができる。これらの中でも、ポリオレフィン系繊維とアクリル系繊維の組合せは帯電量が多いため好適な組合せである。
前述の通り、摩擦帯電不織布層構成繊維はポリオレフィン系繊維とアクリル系繊維の組合せが好ましいが、ポリオレフィン系繊維構成樹脂としては、例えば、ポリプロピレン樹脂、ポリエチレン樹脂、ポリスチレン樹脂、酢酸ビニル共重合体樹脂、エチレン-プロピレン共重合体、又は、これら樹脂の一部をシアノ基やハロゲンで置換した樹脂などを挙げることができ、ポリオレフィン系繊維はこれら構成樹脂1種類、又は2種類以上からなる複合繊維であることができる。例えば、芯鞘型複合繊維であり、鞘成分がポリオレフィン系樹脂からなるポリオレフィン系繊維であっても良い。
また、好適であるポリオレフィン系繊維の場合、リン系添加剤とイオウ系添加剤を含有しているのが好ましい。リン系添加剤とイオウ系添加剤を含有していることによって、初期捕集効率が向上するためである。なお、リン系添加剤とイオウ系添加剤に加えて、更に、フェノール系、アミン系などの他の添加剤が含まれていても良い。
このリン系添加剤はポリオレフィン系繊維中、0.01mass%以上含有しているのが好ましく、0.2mass%以上含有しているのがより好ましく、0.3mass%以上含有しているのが更に好ましく、0.6mass%以上含有しているのが更に好ましい。
このリン系添加剤としては、例えば、トリスノニルフェニルホスファイト、トリス(2,4-ジ-t-ブチルフェニル)ホスファイト、ジステアリルペンタエリスリトールジホスファイト、ビス(2,4-ジ-t-ブチルフェニル)ペンタエリスリトールホスファイト、ビス(2,6,ジ-t-ブチル-4-メチルフェニル)ペンタエリスリトールホスファイト、2,2-メチレンビス(4,6-ジ-t-ブチルフェニル)オクチルホスファイト、テトラキス(2,4-ジ-t-ブチルフェニル)-4,4’-ビフェニレン-ジ-ホスホナイト、ビス(2,4-ビス(1,1-ジメチルエチル)-6-メチルフェニル)エチルエステル亜リン酸、テトラキス(2,4-ジ-t-ブチルフェニル)(1,1-ビフェニル)-4,4’-ジイルビスホスフォナイト、ビス(ビス(2,4-ジ-t-ブチル-5-メチルフェノキシ)ホスフィノ)などのリン系酸化防止剤を挙げることができる。
イオウ系添加剤としては、ジラウリル-3,3’-チオジプロピオネート、ジミリスチル-3,3’-チオジプロピオネート、ジステアリル-3,3’-チオジプロピオネート、ペンタエリスリトールテトラキスなどのイオウ系酸化防止剤などが好適に使用できる。このイオウ系添加剤はポリオレフィン系繊維中、0.01mass%以上含まれているのが好ましく、0.1mass%以上含まれているのがより好ましい。
なお、リン系添加剤とイオウ系添加剤の合計量が多くなると、紡糸性が悪くなる傾向があるため、リン系添加剤とイオウ系添加剤の合計量がポリオレフィン系繊維の5mass%以下であるのが好ましく、2mass%以下であるのがより好ましく、1mass%以下であるのが更に好ましい。
一方、アクリル繊維としては、アクリロニトリルを主成分(85%以上)とするポリアクリロニトリル系と、アクリロニトリルを35%以上85%未満含むモダクリル系のいずれであっても使用することができる。また、ポリアクリロニトリル系繊維は有機系溶媒を用いて紡糸したものと、無機系溶媒を用いて紡糸したものの2種類があるが、いずれのポリアクリロニトリル系繊維であっても良い。
なお、摩擦帯電不織布層構成繊維として融着繊維を含み、融着繊維が融着していると、剛性の優れる三層濾過材であることができるため、摩擦帯電不織布層構成繊維として融着繊維を含んでいるのが好ましい。
この摩擦帯電不織布層を構成できる融着繊維は、嵩高繊維シート層を構成できる融着繊維と同様の融着繊維であることができる。つまり、例えば、ポリエステル系樹脂、ポリアミド系樹脂、ポリ塩化ビニリデン系樹脂、ポリ塩化ビニル系樹脂、ポリオレフィン系樹脂を繊維表面に有する融着繊維を挙げることができ、剛性の優れるポリエステル系樹脂を繊維表面に有する融着繊維が好ましい。
また、摩擦帯電不織布層を構成する融着繊維は前述のような樹脂を繊維表面に有していれば良く、1種類の樹脂から構成されていても良いが、剛性の優れる摩擦帯電不織布層であるように、融着に関与する繊維表面の樹脂に加えて、融着に関与しない樹脂の2種類以上の樹脂からなる融着繊維であるのが好ましい。例えば、2種類の樹脂から構成されている場合、高融点の樹脂を低融点の樹脂で被覆した芯鞘型融着繊維、高融点の樹脂と低融点の樹脂とを貼り合せたサイドバイサイド型融着繊維、を挙げることができる。特に、芯鞘型融着繊維であると、剛性の優れる摩擦帯電不織布層であることができるため好適である。
前述の通り、融着繊維として、ポリエステル系樹脂を繊維表面に有する融着繊維が好適であるため、樹脂の組合せが、ポリエチレンテレフタレート/共重合ポリエステル、ポリエチレンテレフタレート/ポリブチレンテレフタレート、ポリエチレンテレフタレート/ポリトリメチレンテレフタレートの組合せからなるのが好ましく、特に、前記樹脂の組合せが芯成分/鞘成分であるのが好ましい。
なお、いずれか又は両方の嵩高繊維シート層が融着繊維を含んでいる場合、摩擦帯電不織布層を構成する融着繊維はいずれか又は両方の嵩高繊維シート層を構成する融着繊維と同じであっても良いし、異なっていても良いが、いずれか又は両方の融着繊維と同じであると、嵩高繊維シート層と摩擦帯電不織布層とが強固に融着しており、層間剥離しにくいため好適である。
また、本発明の摩擦帯電不織布層においては、前述の通り、ポリオレフィン系繊維とアクリル繊維とを含んでいるのが好ましいが、融着繊維を含んでいる場合、ポリオレフィン系繊維とアクリル繊維に加えて融着繊維を含んでいても良いし、アクリル繊維に替えて融着繊維を使用し、融着繊維とポリオレフィン系繊維とを含んでいても良い。
なお、摩擦帯電不織布層を構成する繊維の繊度は特に限定するものではないが、繊維の表面積が広いと、繊維同士が擦れやすく、帯電量が多くなって、帯電による捕集効率の向上が望めるため、10dtex以下であるのが好ましく、7dtex以下であるのがより好ましく、5dtex以下であるのが更に好ましく、3dtex以下であるのが更に好ましい。一方で、繊維が細くなり過ぎると、圧力損失が上昇しやすくなる傾向があるため、0.1dtex以上であるのが好ましく、0.5dtex以上であるのがより好ましく、1dtex以上であるのが更に好ましい。
また、摩擦帯電不織布層を構成する繊維の繊維長は特に限定するものではないが、嵩高繊維シート層に進入し、嵩高繊維シート層変形時に摩擦帯電しやすいように、20mm以上であるのが好ましく、35mm以上であるのがより好ましく、50mm以上であるのが更に好ましい。一方で、繊維長が長すぎると、繊維が均一に分散することが困難になる傾向があり、結果として、捕集効率が悪くなる傾向があるため、150mm以下であるのが好ましく、110mm以下であるのがより好ましい。
本発明の摩擦帯電不織布層は、構成樹脂の異なる2種類以上の繊維が混在した層であるが、構成樹脂の異なる繊維の混合比率は効率的に摩擦帯電する比率であれば良く、繊維の組合せによって異なるため、特に限定するものではないが、繊維同士の摩擦によって帯電しやすいように、正に帯電する繊維本数と、負に帯電する繊維本数との比率が、1:0.5~2であるのが好ましく、1:0.75~1.5であるのがより好ましく、1:0.8~1.2であるのが更に好ましい。例えば、好適であるポリオレフィン系繊維(繊度:2.2dtex、繊維長:51mm、密度:0.9g/cm3)と、アクリル系繊維(繊度:2.2dtex、繊維長:51mm、密度:1.14g/cm3)とが混在する場合、ポリオレフィン系繊維とアクリル系繊維は質量比で、およそ39:61~72:28であるのが好ましく、およそ46:54~63:37であるのがより好ましく、およそ51:49~62:38であるのが更に好ましい。
なお、摩擦帯電不織布層が融着繊維を含んでいる場合であっても、繊維同士の摩擦によって帯電しやすいように、正に帯電する繊維本数と、負に帯電する繊維本数との比率が前記比率であるように、融着繊維が混在しているのが好ましい。一般的に、摩擦帯電不織布層の剛性を高めるには、摩擦帯電不織布層の15mass%以上を融着繊維が占めているのが好ましく、20mass%以上を融着繊維が占めているのがより好ましい。一方で、融着繊維量が多くなると、摩擦帯電に関与する繊維量が少なくなり、充分に帯電できない傾向があるため、融着繊維は摩擦帯電不織布層の60mass%以下であるのが好ましく、50mass%以下であるのがより好ましく、40mass%以下であるのが更に好ましい。
本発明の摩擦帯電不織布層の目付は特に限定するものではないが、帯電量が多いように、ある程度の繊維量があるのが好ましいため、20g/m2以上であるのが好ましく、30g/m2以上であるのがより好ましく、40g/m2以上であるのが更に好ましい。一方で、目付が高過ぎると、圧力損失が高くなる傾向があるため、200g/m2以下であるのが好ましく、180g/m2以下であるのがより好ましく、150g/m2以下であるのが更に好ましい。特に、帯電量が多いように、摩擦帯電不織布層における、摩擦帯電に関与する繊維量は20g/m2以上であるのが好ましく、30g/m2以上であるのがより好ましく、35g/m2以上であるのが更に好ましく、40g/m2以上であるのが更に好ましく、45g/m2以上であるのが更に好ましい。一方、摩擦帯電不織布層における、摩擦帯電に関与する繊維量は圧力損失が上昇しにくいように、200g/m2以下であるのが好ましく、180g/m2以下であるのがより好ましく、150g/m2以下であるのが更に好ましい。
また、摩擦帯電不織布層の厚さも特に限定するものではないが、嵩高繊維シート層だけではなく、摩擦帯電不織布層自体も厚さ方向に変形することによって、嵩高繊維シート層に進入していない摩擦帯電不織布層構成繊維同士も摩擦して帯電し、帯電量が多くなりやすいように、0.3mm以上であるのが好ましく、0.5mm以上であるのがより好ましく、0.7mm以上であるのが更に好ましく、1mm以上であるのが更に好ましい。一方で、形態安定性に優れ、汎用性に優れる三層濾過材であるように、3mm以下であるのが好ましい。
更に、摩擦帯電不織布層の見掛密度は特に限定するものではないが、ある程度の繊維が存在しており、また、繊維同士の摩擦によって帯電する融通性を有するように、0.02~0.20g/m2であるのが好ましく、0.05~0.10g/m2であるのがより好ましい。
このような摩擦帯電不織布層を構成する繊維は嵩高繊維シート層に進入しており、嵩高繊維シート層変形時(特に厚さ方向変形時)に、摩擦帯電するため、帯電量が減少しにくく、捕集効率の低下しにくい三層濾過材である。つまり、摩擦帯電不織布層と嵩高繊維シート層とを単に積層した場合のように、摩擦帯電不織布層を構成する繊維が嵩高繊維シート層に進入していない場合には、嵩高繊維シート層が変形したとしても、摩擦帯電不織布層を構成する繊維同士が摩擦により帯電しにくいのに対して、摩擦帯電不織布層を構成する繊維が嵩高繊維シート層に進入しているということは、摩擦帯電不織布層を構成する繊維が三層濾過材の厚さ方向に配向しているため、嵩高繊維シート層変形時に、摩擦帯電不織布層を構成する繊維同士が摩擦により帯電しやすい。
なお、摩擦帯電不織布層を構成する繊維が嵩高繊維シート層に進入し、摩擦帯電不織布層構成繊維が嵩高繊維シート層構成繊維と絡合していると、摩擦帯電不織布層と嵩高繊維シート層とが剥離しにくいため好適な態様である。
また、摩擦帯電不織布層を構成する繊維はいずれか一方の嵩高繊維シート層に進入していれば良いが、両方の嵩高繊維シート層に進入していても良い。更に、摩擦帯電不織布層を構成する繊維が嵩高繊維シート層に進入、及び/又はいずれか一方の嵩高繊維シート構成繊維が摩擦帯電不織布層に進入し、繊維同士が絡合していると、層間剥離が生じにくいため、好適な態様である。
本発明の三層濾過材の目付は特に限定するものではないが、40~400g/m2であるのが好ましく、60~360g/m2であるのがより好ましく、80~300g/m2であるのが更に好ましく、90~250g/m2であるのが更に好ましく、100~200g/m2であるのが更に好ましい。
更に、三層濾過材の厚さも特に限定するものではないが、厚さ方向に変形しやすく、帯電量が多くなりやすいように、1.1~203mmであるのが好ましく、1.5~50mmであるのがより好ましく、2~30mmであるのが更に好ましく、2.5~20mmであるのが更に好ましく、3~10mmであるのが更に好ましく、3~5mmであるのが更に好ましい。
また、本発明の三層濾過材は、濾過面積が広く、圧力損失の上昇を抑制できるように、襞折りしてフィルタエレメントを形成するのが好ましいため、ある程度の剛性を有しているのが好ましい。より具体的には、JIS L 1913:2010の6.7.4に規定するガーレ法によって測定した剛軟度が1mN以上であるのが好ましく、2.5mN以上であるのがより好ましく、4mN以上であるのが更に好ましい。なお、試験片は30mm×40mmの大きさの長方形とし、30mmの辺をチャックに固定して測定する。
本発明のフィルタエレメントは前述のような三層濾過材を襞折りした状態で備えたものである。そのため、剛性を有するとともに、摩擦帯電不織布層構成繊維同士が摩擦によって帯電しやすいため、帯電量が減少しにくく、捕集効率の低下しにくいフィルタエレメントである。なお、本発明の三層濾過材は剛性のあるものであるため、良好に襞折り加工を実施して製造できるフィルタエレメントである。更には、前述の三層濾過材は難燃性にも優れているため、難燃性に優れるフィルタエレメントである。
本発明のフィルタエレメントは上述のような三層濾過材を使用していること以外は、前述のフィルタエレメントと全く同様であることができる。
本発明の三層濾過材は、例えば、(1)構成樹脂の異なる2種類以上の繊維が混在した混在繊維ウエブを準備する工程、(2)限界酸素指数が20以上の繊維を含み、厚さ0.5mm以上、かつ前記混在繊維ウエブの目付の0.5倍以上の目付を有する嵩高繊維シートを2枚準備する工程、(3)前記混在繊維ウエブを嵩高繊維シート間に挟み込んで、三層シートを形成する工程、(4)前記混在繊維ウエブ構成繊維を嵩高繊維シートに進入させ、嵩高繊維シート層間に混在不織布層を有する、一体化三層シートを形成する工程、(5)前記一体化三層シートを洗浄し、油剤を取り除いた洗浄三層シートを形成する工程、及び(6)前記洗浄三層シートを厚さ方向に変形させ、摩擦によって前記混在不織布層を帯電させ、嵩高繊維シート層間に、摩擦帯電不織布層を有する三層濾過材を形成する工程、により製造することができる。このような製造方法は、一体化三層シートを形成した後に、油剤を取り除き、摩擦帯電しやすい状態とした後に、厚さ方向に変形させ、摩擦によって帯電させる方法であり、嵩高繊維シートと摩擦帯電不織布とを一体化させる際の熱や水分の影響を受けることなく製造することができ、しかも、搬送時等に厚さ方向に変形させることによって、帯電させることができるため、帯電量が減少しにくく、捕集効率の低下しにくい三層濾過材を製造することができる。また、2枚の嵩高繊維シートを使用しているため、剛性のある三層濾過材を製造することができる。更には、限界酸素指数が20以上の繊維を含む2枚の嵩高繊維シートで、混在繊維ウエブを挟み込んでいるため、難燃性に優れる三層濾過材を製造することができる。
より具体的には、まず、(1)構成樹脂の異なる2種類以上の繊維が混在した混在繊維ウエブを準備する工程を実施する。このような混在繊維ウエブは、例えば、前述のような繊維を使用して、カード法、エアレイ法などの乾式法により形成することができる。なお、本発明の三層濾過材を構成する摩擦帯電不織布層は、前述のような繊維から構成することができるが、摩擦によって帯電しやすいように、ポリオレフィン系繊維とアクリル繊維とを含んでいるのが好ましいため、混在繊維ウエブ中に、ポリオレフィン系繊維とアクリル繊維とを含んでいるのが好ましい。また、摩擦帯電不織布層が融着繊維(以下、「帯電層用融着繊維」ということがある)を含んでいる場合には、ポリオレフィン系繊維又はアクリル繊維に替えて、又はポリオレフィン系繊維とアクリル繊維に加えて、帯電層用融着繊維を含んでいるのが好ましい。
また、(2)限界酸素指数が20以上の繊維を含み、厚さ0.5mm以上、かつ前記混在繊維ウエブの目付の0.5倍以上の目付を有する嵩高繊維シートを2枚準備する工程を実施する。このような嵩高繊維シートは、例えば、前述のような限界酸素指数が20以上の繊維を使用して、カード法、エアレイ法などの乾式法により形成することができる。なお、本発明の三層濾過材を構成する嵩高繊維シート層は、繊維融着不織布からなるのが好ましいため、嵩高繊維シートは融着繊維を含む繊維ウエブ(以下、「嵩高用繊維ウエブ」と表記することがある)であるのが好ましい。
なお、嵩高用繊維シートは2枚形成するが、これら嵩高用繊維シートは全く同じであっても良いし、限界酸素指数が20以上の繊維の樹脂組成、繊度、繊維長;嵩高用繊維シートの形成方法、繊維配合、目付、厚さ、見掛密度;の中から選ばれる、少なくとも一点で異なる嵩高用繊維シートであっても良い。
次いで、(3)混在繊維ウエブを嵩高繊維シート間に挟み込んで、三層シートを形成する工程を実施する。このように、混在繊維ウエブを嵩高繊維シート間に挟み込むことによって、剛性に優れるとともに、難燃性に優れる三層濾過材を製造することができる。
次いで、(4)混在繊維ウエブ構成繊維を嵩高繊維シートに進入させ、嵩高繊維シート層間に混在不織布層を有する、一体化三層シートを形成する工程を実施する。この混在繊維ウエブ構成繊維を嵩高繊維シートに進入させる方法は特に限定するものではないが、例えば、ニードル又は水流を作用させる方法を挙げることができる。これらの中でも、ニードルを作用させる方法であると、混在繊維ウエブ構成繊維を、摩擦帯電しやすい厚さ方向に、確実に配向させることができるとともに、嵩高繊維シートの嵩高さを損ないにくいため好適である。
なお、ニードル又は水流を作用させることによって、一方の嵩高繊維シート構成繊維が混在繊維ウエブに進入し、絡合するとともに、混在繊維ウエブ構成繊維が他方の嵩高繊維シートに進入し、絡合するため、層間剥離しにくい三層濾過材を製造しやすい、という特長もある。
また、一方の嵩高繊維シート側からニードル又は水流を作用させるだけではなく、他方の嵩高繊維シート側からニードル又は水流を作用させると、混在繊維ウエブ構成繊維が両方の嵩高繊維シートに進入し、絡合するため、両方の嵩高繊維シート層の変形によって摩擦帯電しやすく、また、層間剥離がより生じにくい。
この好適であるニードル条件は特に限定するものではないが、混在繊維ウエブ構成繊維がいずれかの嵩高繊維シートに進入し、厚さ方向に配向するように、針密度30本/cm2以上で作用させるのが好ましく、40本/cm2以上で作用させるのがより好ましい。一方で、針密度が高すぎると、剛性が低下する傾向があるため、100本/cm2以下で作用させるのが好ましい。
なお、混在繊維ウエブ自体もニードルや水流等の作用によって絡合するなど、繊維同士が結合する場合が多いため、一体化後の一体化三層シートにおける、混在繊維ウエブに由来する層を混在不織布層と表現している。
続いて、(5)一体化三層シートを洗浄し、油剤を取り除いた洗浄三層シートを形成する工程を実施する。この工程を実施することにより、後述の洗浄三層シートの厚さ方向への変形によって、効率良く、摩擦帯電させることができる。このように、一体化三層シートを形成した後に油剤を取り除いているため、油剤の付着した繊維を使用して混在繊維ウエブを形成できることから、油剤を取り除いた繊維を使用して混在繊維ウエブを形成する場合と比較して、繊維の開繊性に優れているため生産安定性に寄与するとともに、開繊機に対して除電器等の設置の必要がなくなるなど、装置構成を簡潔にできるという効果を奏する。
この一体化三層シートの洗浄方法は特に限定するものではなく、例えば、アルカリ性水溶液、アルコール、水(温水又は熱水を含む)、又はこれらの混合溶液で一体化三層シートを洗浄することによって、油剤を取り除いて、洗浄三層シートとすることができる。なお、これら溶液を用いて、2回以上洗浄しても良い。その場合には、同じ溶液であっても良いし、異なる溶液であっても良い。
そして、(6)洗浄三層シートを厚さ方向に変形させ、摩擦によって混在不織布層を帯電させ、嵩高繊維シート層間に、摩擦帯電不織布層を有する三層濾過材を形成する工程を実施して、本発明の三層濾過材を製造することができる。つまり、洗浄三層シートは混在不織布層構成繊維が進入した嵩高繊維シート層を有しており、この嵩高繊維シート層は嵩高であるが故に、厚さ方向に変形しやすいため、洗浄三層シートを厚さ方向に変形させると、嵩高繊維シート層が変形するが、この嵩高繊維シート層には、混在不織布層を構成する構成樹脂の異なる2種類以上の繊維が進入しており、嵩高繊維シート層が変形する際に、進入した混在不織布構成繊維同士が摩擦帯電して、嵩高繊維シート層間に、摩擦帯電不織布層を有する三層濾過材を製造することができる。なお、両方の嵩高繊維シートに混在不織布層構成繊維が進入している場合には、嵩高繊維シートに進入した、いずれの混在不織布構成繊維も、摩擦によって帯電する。
この洗浄三層シートを厚さ方向に変形させる方法は、混在不織布層構成繊維が摩擦帯電する限り、特に限定するものではないが、例えば、洗浄三層シートの厚さよりも狭い間隙を通過させる方法、洗浄三層シートの搬送方向を急激に変化させる方法、などを挙げることができる。
より具体的には、洗浄三層シートの厚さよりも狭い間隙を通過させる方法として、図1に模式的断面図を示すように、洗浄三層シートSの厚さよりも狭い間隙を有するように、若しくは間隙がない(ゲージ:0)ように配置された、一対のローラR1、R2間を通過させる方法、図2に模式的断面図を示すように、洗浄三層シートSの厚さよりも狭い間隙を有するように、若しくは間隙がないように配置された、一対のプレートP1、P2間を通過させる方法、図3に模式的断面図を示すように、洗浄三層シートSの厚さよりも狭い間隙を有するように、若しくは間隙がないように配置された、プレートP1とローラR2との間を通過させる方法、図4に模式的断面図を示すように、洗浄三層シートSの厚さよりも狭い間隙を有するように、若しくは間隙がないように配置された、ローラR1、R2間、及びローラR2、R3間を通過させる方法、などを挙げることができる。これらの中でも図1、4に示すようなローラのみを使用する方法であると、洗浄三層シートを損傷しにくいため好適である。
なお、これらローラR1~R2等によって形成される間隙は、洗浄三層シートの厚さよりも狭ければ良く、特に限定するものではないが、0.1mm以下であるのが好ましい。
また、ローラR1~R3の表面、プレートP1~P2の表面は、洗浄三層シートにおける嵩高繊維シート層全体を厚さ方向に変形させることができるように、凹凸のない平滑面であるのが好ましい。
なお、ローラR1~R3として、表面に多数の針を有するローラを用いると、嵩高繊維シート層を厚さ方向へ変形させることができることに加えて、針が混在不織布層に進入し、混在不織布層構成繊維を効率的に動かし、繊維同士を擦らせることによって、帯電量の多い摩擦帯電不織布層を形成しやすいため好適である。
更に、このような洗浄三層シートを厚さ方向に変形させることのできる装置は一組である必要はなく、更に帯電量を多くするために、二組以上を利用して、摩擦帯電させるのが好ましい。なお、二組以上の摩擦帯電装置を有する場合、同じ装置である必要はない。また、二組以上の摩擦帯電装置を有する場合、搬送方向の下流側に位置する摩擦帯電装置ほど、狭い間隙を有する装置とすると、より摩擦帯電量を多くすることができるため好適である。
更に、ローラR1~R3及び/又はプレートP1~P2を体積固有抵抗値が1012以上であるような絶縁体から構成すると、ローラR1~R3及び/又はプレートP1~P2と、嵩高繊維シート層に進入した混在不織布層構成繊維との摩擦によっても帯電するため、ローラR1~R3及び/又はプレートP1~P2は前記のような絶縁体から構成されているのが好ましい。
他方、洗浄三層シートの搬送方向を急激に変化させる方法として、図5に模式的断面図を示すように、ローラR1に沿って、洗浄三層シートの搬送方向を90°変化させることによって、洗浄三層シートの厚さ方向に変形させる方法、図示していないが、図5のローラR1に替えてプレートを使用し、プレートに沿って、洗浄三層シートの搬送方向を90°変化させることによって、洗浄三層シートの厚さ方向に変形させる方法を挙げることができる。
図5においては、洗浄三層シートの搬送方向を90°変化させることによって、摩擦帯電させているが、摩擦帯電する限り、90°の変化である必要はないが、搬送方向を変化させることによって、搬送方向変化前の洗浄三層シートの見掛け上の厚さ(無荷重下における厚さ)の50%以下の厚さに洗浄三層シートを変形させて、摩擦帯電させることのできる変化であるのが好ましい。
このように搬送方向を変化させる支点として作用するローラ等の表面は、洗浄三層シートにおける嵩高繊維シート層全体を厚さ方向に変形させることができるように、凹凸のない平滑面であるのが好ましい。また、支点として作用するローラ等として、表面に多数の針を有するローラを用いると、嵩高繊維シート層を厚さ方向へ変形させることができることに加えて、針が混在不織布層に進入し、混在不織布層構成繊維を効率的に動かし、繊維同士を擦らせることによって、帯電量の多い摩擦帯電不織布層を形成しやすいため好適である。
また、搬送方向を急激に変化させて洗浄三層シートを厚さ方向に変形させることのできる装置は一組である必要はなく、更に帯電量を多くするために、二組以上を利用して、摩擦帯電させるのが好ましい。なお、二組以上の摩擦帯電装置を有する場合、二組とも搬送方向を急激に変化させる装置である必要はなく、前述のような、洗浄三層シートの厚さよりも狭い間隙を通過させる装置と併用することもできる。また、二組以上の搬送方向を急激に変化させる装置を有する場合、搬送方向の下流側に位置する摩擦帯電装置ほど、厚さ方向における変形量を大きくすると、より摩擦帯電量を多くすることができるため好適である。
更に、搬送方向を変化させる支点として作用するローラ等を、体積固有抵抗値が1012以上であるような絶縁体から構成すると、ローラ等と嵩高繊維シート層に進入した混在不織布層構成繊維との摩擦によっても帯電するため、支点として作用するローラ等は前記のような絶縁体から構成されているのが好ましい。
以上は、本発明の三層濾過材の基本的な製造方法であるが、前述の通り、嵩高繊維シート層は繊維融着不織布層からなるのが好ましいため、少なくとも一方の嵩高繊維シートとして融着繊維(以下、「嵩高用融着繊維」ということがある)を含む繊維ウエブ(嵩高用繊維ウエブ)を使用して一体化三層シートを形成した後、かつ摩擦により混在不織布層を帯電させて摩擦帯電不織布層とする前に、嵩高用融着繊維を融着させて、繊維融着不織布層からなる嵩高繊維シート層を形成するのが好ましい。つまり、一体化三層シートを形成する前に嵩高用融着繊維を融着させてしまうと、混在繊維ウエブ構成繊維を嵩高繊維シートに進入させた際の、混在繊維ウエブ構成繊維と嵩高繊維シート構成繊維との絡みが弱く、洗浄三層シートを変形させた際に帯電しにくくなる傾向があるとともに、混在不織布層と嵩高繊維シート層との剥離が生じやすくなる傾向があるためである。一方で、摩擦により混在不織布層を帯電させて摩擦帯電不織布層とした後に嵩高用融着繊維を融着させてしまうと、融着させる際の熱によって帯電量が少なくなる傾向があるためである。特に、洗浄する前の一体化三層シートの段階で嵩高用融着繊維を融着させると、一体化三層シートを洗浄した場合に、洗浄による負荷に耐え、形態を維持しやすいため好適である。
この嵩高用融着繊維を融着させて繊維融着不織布層(嵩高繊維シート層)とする方法は、嵩高用融着繊維が融着し、厚さ0.5mm以上の繊維融着不織布層(嵩高繊維シート層)を形成できれば良く、融着条件は嵩高用融着繊維によって、その条件は異なるため、特に限定するものではない。この条件は嵩高用融着繊維に応じて、実験的に適宜設定できる。なお、加熱手段は、例えば、熱風ドライヤー、赤外線ランプ、加熱ロールなどで実施することができるが、熱風ドライヤー、赤外線ランプなどの、固体による圧力が作用しない加熱手段であると、繊維融着不織布層の嵩高性を損なわないため好適である。
なお、両方の嵩高繊維シートが嵩高用融着繊維を含んでいる場合、一方の嵩高繊維シートを構成する嵩高用融着繊維の融着に関与する樹脂と、他方の嵩高繊維シートを構成する嵩高用融着繊維の融着に関与する樹脂との融点差が10℃以内にあると、同時に両方の嵩高用融着繊維を融着させることができるため好適であり、融点差が0℃、又は融着に関与する樹脂が同じであるのが更に好ましい。
更に、前述の通り、剛性に優れているように、摩擦帯電不織布層構成繊維として帯電層用融着繊維を含み、融着しているのが好ましいが、混在繊維ウエブが帯電層用融着繊維を含んでいる場合には、帯電層用融着繊維を含む混在繊維ウエブを使用して一体化三層シートを形成した後、かつ摩擦により混在不織布層を帯電させて摩擦帯電不織布層とする前に、帯電層用融着繊維を融着させて、混在不織布層を形成するのが好ましい。つまり、一体化三層シートを形成する前に帯電層用融着繊維を融着させてしまうと、混在繊維ウエブ構成繊維を嵩高繊維シートに進入させる際に、帯電層用融着繊維の融着が破壊されてしまい、帯電層用融着繊維を融着させたことによる剛性向上効果が半減してしまう傾向があるためである。一方で、摩擦により混在不織布層を帯電させて摩擦帯電不織布層とした後に帯電層用融着繊維を融着させると、融着させる際の熱によって帯電量が少なくなる傾向があるためである。特に、洗浄する前の一体化三層シートの段階で帯電層用融着繊維を融着させると、一体化三層シートを洗浄した場合に、洗浄による負荷に耐え、形態を維持しやすいため好適である。
なお、帯電層用融着繊維を融着させて混在不織布層とする方法は、帯電層用融着繊維が融着すれば良く、融着条件は帯電層用融着繊維によって、その条件は異なるため、特に限定するものではない。この条件は帯電層用融着繊維に応じて、実験的に適宜設定できる。なお、加熱手段は、例えば、熱風ドライヤー、赤外線ランプ、加熱ロールなどで実施することができるが、熱風ドライヤー、赤外線ランプなどの、固体による圧力が作用しない加熱手段であると、混在不織布層の嵩高性を損なわず、結果的に、嵩高な摩擦帯電不織布層を形成することができ、摩擦帯電不織布層の変形による帯電も利用しやすいため、好適である。
以上のように、嵩高用繊維ウエブが嵩高用融着繊維を含んでいる場合、混在繊維ウエブが帯電層用融着繊維を含んでいる場合のいずれの場合であっても、一体化三層シートを形成した後で、摩擦により混在不織布層を帯電させる前に、嵩高用融着繊維及び/又は帯電層用融着繊維を融着させるのが好ましいため、一方の嵩高用繊維ウエブを構成する嵩高用融着繊維、他方の嵩高用繊維ウエブを構成する嵩高用融着繊維、帯電層用融着繊維の中から選ばれる2以上の融着繊維を含んでいる場合には、同時に融着させるのが、製造工程上、好適である。そのため、温度設定が容易であるように、含まれている2以上の融着繊維の融着に関与する樹脂の融点差が10℃以内であるのが好ましく、同じ融点を有するのがより好ましい。
以下に、本発明の実施例を記載するが、本発明は次の実施例に限定されるものではない。
(芯鞘型融着繊維A)
ポリエチレンテレフタレートを芯成分とし、共重合ポリエステル(融点:110℃)を鞘成分とする芯鞘型融着繊維A(繊度:22dtex、繊維長:64mm、限界酸素指数:20、ユニチカエステルT-4080)を用意した。
ポリエチレンテレフタレートを芯成分とし、共重合ポリエステル(融点:110℃)を鞘成分とする芯鞘型融着繊維A(繊度:22dtex、繊維長:64mm、限界酸素指数:20、ユニチカエステルT-4080)を用意した。
(芯鞘型融着繊維B)
ポリエチレンテレフタレートを芯成分とし、共重合ポリエステル(融点:110℃)を鞘成分とする芯鞘型融着繊維B(繊度:6.6dtex、繊維長:51mm、限界酸素指数:20、ユニチカエステルT-4080)を用意した。
ポリエチレンテレフタレートを芯成分とし、共重合ポリエステル(融点:110℃)を鞘成分とする芯鞘型融着繊維B(繊度:6.6dtex、繊維長:51mm、限界酸素指数:20、ユニチカエステルT-4080)を用意した。
(芯鞘型融着繊維C)
ポリエチレンテレフタレートを芯成分とし、共重合ポリエステル(融点:110℃)を鞘成分とする芯鞘型融着繊維C(繊度:17dtex、繊維長:51mm、限界酸素指数:20、HUVIS社製、商品名:LMF)を用意した。
ポリエチレンテレフタレートを芯成分とし、共重合ポリエステル(融点:110℃)を鞘成分とする芯鞘型融着繊維C(繊度:17dtex、繊維長:51mm、限界酸素指数:20、HUVIS社製、商品名:LMF)を用意した。
(芯鞘型融着繊維D)
ポリエチレンテレフタレートを芯成分とし、共重合ポリエステル(融点:110℃)を鞘成分とする芯鞘型融着繊維C(繊度:6dtex、繊維長:51mm、限界酸素指数:20、HUVIS社製、商品名:LMF)を用意した。
ポリエチレンテレフタレートを芯成分とし、共重合ポリエステル(融点:110℃)を鞘成分とする芯鞘型融着繊維C(繊度:6dtex、繊維長:51mm、限界酸素指数:20、HUVIS社製、商品名:LMF)を用意した。
(アクリル繊維)
アクリル繊維として、有機溶媒に溶解させた紡糸液を湿式紡糸したポリアクリロニトリル系アクリル繊維[ボンネル(登録商標)H815、繊度:2.2dtex、繊維長:51mm、限界酸素指数:18、三菱レイヨン製、密度:1.15g/cm3]を用意した。
アクリル繊維として、有機溶媒に溶解させた紡糸液を湿式紡糸したポリアクリロニトリル系アクリル繊維[ボンネル(登録商標)H815、繊度:2.2dtex、繊維長:51mm、限界酸素指数:18、三菱レイヨン製、密度:1.15g/cm3]を用意した。
(ポリプロピレン繊維)
ポリプロピレン繊維として、ウベニットウPP-NM(繊度:2.2dtex、繊維長:51mm、限界酸素指数:18、宇部日東化成株式会社製、密度:0.89g/cm3)を用意した。
ポリプロピレン繊維として、ウベニットウPP-NM(繊度:2.2dtex、繊維長:51mm、限界酸素指数:18、宇部日東化成株式会社製、密度:0.89g/cm3)を用意した。
(スパンボンド不織布)
スパンボンド不織布として、ポリエステルスパンボンド不織布であるマリックス(登録商標、ユニチカ製、目付:20g/m2、厚さ:0.14mm)を用意した。
スパンボンド不織布として、ポリエステルスパンボンド不織布であるマリックス(登録商標、ユニチカ製、目付:20g/m2、厚さ:0.14mm)を用意した。
(実施例1)
(1)芯鞘型融着繊維A(嵩高用融着繊維)65mass%と芯鞘型融着繊維B(嵩高用融着繊維)35mass%とを混綿し、カード機により開繊して、嵩高用繊維ウエブ(目付:100g/m2、厚さ:2.0mm)を形成した。
(1)芯鞘型融着繊維A(嵩高用融着繊維)65mass%と芯鞘型融着繊維B(嵩高用融着繊維)35mass%とを混綿し、カード機により開繊して、嵩高用繊維ウエブ(目付:100g/m2、厚さ:2.0mm)を形成した。
また、アクリル繊維60mass%とポリプロピレン繊維40mass%とを混綿し(アクリル繊維本数:ポリプロピレン繊維本数=1.16:1)、カード機により開繊して、混在繊維ウエブ(目付:50g/m2、厚さ:1mm)を形成した後、前記嵩高用繊維ウエブを混在繊維ウエブの片面に積層し、積層シートを形成した。
(2)前記積層シートの混在繊維ウエブ側から針密度40本/cm2でニードルを作用させることにより、混在繊維ウエブを構成するアクリル繊維とポリプロピレン繊維の一部を嵩高用繊維ウエブへ進入させるとともに絡合し、嵩高用繊維ウエブ層と混在不織布層とを有する一体化シートを形成した。
(2’)前記一体化シートを温度150℃に設定した熱風ドライヤで熱処理し、嵩高用繊維ウエブ層を構成する芯鞘型融着繊維A及びBの鞘成分のみを融着させ、繊維融着不織布層と混在不織布層とを有する融着一体化シートを形成した。
(3)前記融着一体化シートを温度70℃の温水で6秒洗浄した後、自然乾燥して、油剤を取り除いた洗浄シートを形成した。
(4)前記洗浄シートを搬送しながら、ゲージ0の平滑なゴムロール間を通過させ、厚さ方向に変形させることにより、摩擦によって混在不織布層を帯電させ、繊維融着不織布層(嵩高繊維シート層)と摩擦帯電不織布層とを有する濾過材(目付:150g/m2、厚さ:3mm、摩擦帯電不織布層構成繊維は繊維融着不織布層に進入)を形成した。この濾過材の物性は表1に示す通りであった。
(実施例2)
(1)芯鞘型融着繊維C(嵩高用融着繊維)65mass%と芯鞘型融着繊維D(嵩高用融着繊維)35mass%とを混綿し、カード機により開繊して、嵩高用繊維ウエブ(目付:100g/m2、厚さ:2.0mm)を形成したこと以外は、実施例1と同様にして、繊維融着不織布層(嵩高繊維シート層)と摩擦帯電不織布層とを有する濾過材(目付:150g/m2、厚さ:3mm、摩擦帯電不織布層構成繊維は繊維融着不織布層に進入)を形成した。この濾過材の物性は表1に示す通りであった。
(1)芯鞘型融着繊維C(嵩高用融着繊維)65mass%と芯鞘型融着繊維D(嵩高用融着繊維)35mass%とを混綿し、カード機により開繊して、嵩高用繊維ウエブ(目付:100g/m2、厚さ:2.0mm)を形成したこと以外は、実施例1と同様にして、繊維融着不織布層(嵩高繊維シート層)と摩擦帯電不織布層とを有する濾過材(目付:150g/m2、厚さ:3mm、摩擦帯電不織布層構成繊維は繊維融着不織布層に進入)を形成した。この濾過材の物性は表1に示す通りであった。
(実施例3)
(1)目付150g/m2の嵩高用繊維ウエブ(厚さ:3mm)を形成したこと以外は、実施例1と同様にして、繊維融着不織布層(嵩高繊維シート層)と摩擦帯電不織布層とを有する濾過材(目付:200g/m2、厚さ:4mm、摩擦帯電不織布層構成繊維は繊維融着不織布層に進入)を形成した。この濾過材の物性は表1に示す通りであった。
(1)目付150g/m2の嵩高用繊維ウエブ(厚さ:3mm)を形成したこと以外は、実施例1と同様にして、繊維融着不織布層(嵩高繊維シート層)と摩擦帯電不織布層とを有する濾過材(目付:200g/m2、厚さ:4mm、摩擦帯電不織布層構成繊維は繊維融着不織布層に進入)を形成した。この濾過材の物性は表1に示す通りであった。
(実施例4)
(1)目付50g/m2の嵩高用繊維ウエブ(厚さ:1mm)を形成したこと以外は、実施例1と同様にして、繊維融着不織布層(嵩高繊維シート層)と摩擦帯電不織布層とを有する濾過材(目付:100g/m2、厚さ:2mm、摩擦帯電不織布層構成繊維は繊維融着不織布層に進入)を形成した。この濾過材の物性は表1に示す通りであった。
(1)目付50g/m2の嵩高用繊維ウエブ(厚さ:1mm)を形成したこと以外は、実施例1と同様にして、繊維融着不織布層(嵩高繊維シート層)と摩擦帯電不織布層とを有する濾過材(目付:100g/m2、厚さ:2mm、摩擦帯電不織布層構成繊維は繊維融着不織布層に進入)を形成した。この濾過材の物性は表1に示す通りであった。
(実施例5)
(1)実施例1と同様にして、嵩高用繊維ウエブ(目付:100g/m2、厚さ:2mm)を形成した。
(1)実施例1と同様にして、嵩高用繊維ウエブ(目付:100g/m2、厚さ:2mm)を形成した。
また、アクリル繊維45mass%、ポリプロピレン繊維30mass%、及び芯鞘型融着繊維B(帯電層用融着繊維)25mass%とを混綿し(アクリル繊維本数:ポリプロピレン繊維本数=1.16:1)、カード機により開繊して、混在繊維ウエブ(目付:50g/m2、厚さ:1mm)を形成した後、前記嵩高用繊維ウエブを混在繊維ウエブの片面に積層し、積層シートを形成した。
(2)前記積層シートの混在繊維ウエブ側から針密度40本/cm2でニードルを作用させることにより、混在繊維ウエブを構成するアクリル繊維、ポリプロピレン繊維、及び芯鞘型融着繊維Bの一部を嵩高用繊維ウエブへ進入させるとともに絡合し、嵩高用繊維ウエブ層と混在不織布層とを有する一体化シートを形成した。
(2’)前記一体化シートを温度150℃に設定した熱風ドライヤで熱処理し、嵩高用繊維ウエブ層を構成する芯鞘型融着繊維A及びBの鞘成分、及び混在不織布層を構成する芯鞘型融着繊維Bの鞘成分のみを融着させ、繊維融着不織布層と混在不織布層とを有する融着一体化シートを形成した。
(3)前記融着一体化シートを温度70℃の温水で3秒間洗浄し、油剤を取り除いた洗浄シートを形成した。
(4)前記洗浄シートを搬送しながら、ゲージ0の平滑なゴムロール間を通過させ、厚さ方向に変形させることにより、摩擦によって混在不織布層を帯電させ、繊維融着不織布層(嵩高繊維シート層)と摩擦帯電不織布層とを有する濾過材(目付:150g/m2、厚さ:3mm、摩擦帯電不織布層構成繊維は繊維融着不織布層に進入)を形成した。この濾過材の物性は表1に示す通りであった。
(実施例6)
アクリル繊維30mass%、ポリプロピレン繊維20mass%、及び芯鞘型融着繊維B(帯電層用融着繊維)50mass%とを混綿した(アクリル繊維本数:ポリプロピレン繊維本数=1.16:1)、混在繊維ウエブを使用したこと以外は、実施例5と同様にして、繊維融着不織布層(嵩高繊維シート層)と摩擦帯電不織布層とを有する濾過材(目付:150g/m2、厚さ:3mm、摩擦帯電不織布層構成繊維は繊維融着不織布層に進入)を形成した。この濾過材の物性は表1に示す通りであった。
アクリル繊維30mass%、ポリプロピレン繊維20mass%、及び芯鞘型融着繊維B(帯電層用融着繊維)50mass%とを混綿した(アクリル繊維本数:ポリプロピレン繊維本数=1.16:1)、混在繊維ウエブを使用したこと以外は、実施例5と同様にして、繊維融着不織布層(嵩高繊維シート層)と摩擦帯電不織布層とを有する濾過材(目付:150g/m2、厚さ:3mm、摩擦帯電不織布層構成繊維は繊維融着不織布層に進入)を形成した。この濾過材の物性は表1に示す通りであった。
(比較例1)
(1)実施例1と同様にして、混在繊維ウエブ(目付:50g/m2、厚さ:1mm)を形成した後、混在繊維ウエブの片面にスパンボンド不織布を積層し、積層シートを形成した。
(1)実施例1と同様にして、混在繊維ウエブ(目付:50g/m2、厚さ:1mm)を形成した後、混在繊維ウエブの片面にスパンボンド不織布を積層し、積層シートを形成した。
(2)前記積層シートの混在繊維ウエブ側から針密度40本/cm2でニードルを作用させることにより、混在繊維ウエブを構成するアクリル繊維及びポリプロピレン繊維の一部をスパンボンド不織布へ進入させるとともに絡合し、スパンボンド不織布層と混在不織布層とを有する一体化シートを形成した。
(3)前記一体化シートを温度70℃の温水で3秒間洗浄し、油剤を取り除いた洗浄シートを形成した。
(4)前記洗浄シートを搬送しながら、ゲージ0の平滑なゴムロール間を通過させ、厚さ方向に変形させることにより、摩擦によって混在不織布層を帯電させ、スパンボンド不織布層と摩擦帯電不織布層とを有する濾過材(目付:70g/m2、厚さ:1mm、摩擦帯電不織布層構成繊維はスパンボンド不織布層に進入)を形成した。この濾過材の物性は表1に示す通りであった。
(比較例2)
(2)積層シートの混在繊維ウエブ側からニードルを作用させることなく、単に積層した状態のまま、温度150℃に設定した熱風ドライヤで熱処理し、嵩高用繊維ウエブ層を構成する芯鞘型融着繊維A及びB(嵩高用融着繊維)の鞘成分、及び混在不織布層を構成する芯鞘型融着繊維B(帯電層用融着繊維)の鞘成分のみを融着させ、繊維融着不織布層と混在不織布層とを有し、これら層間も融着により接合した、融着一体化シートを形成したこと以外は、実施例5と同様にして、繊維融着不織布層(嵩高繊維シート層)と摩擦帯電不織布層とを有する濾過材(目付:150g/m2、厚さ:3mm、摩擦帯電不織布層構成繊維は繊維融着不織布層に進入していない)を形成した。この濾過材の物性は表1に示す通りであった。
(2)積層シートの混在繊維ウエブ側からニードルを作用させることなく、単に積層した状態のまま、温度150℃に設定した熱風ドライヤで熱処理し、嵩高用繊維ウエブ層を構成する芯鞘型融着繊維A及びB(嵩高用融着繊維)の鞘成分、及び混在不織布層を構成する芯鞘型融着繊維B(帯電層用融着繊維)の鞘成分のみを融着させ、繊維融着不織布層と混在不織布層とを有し、これら層間も融着により接合した、融着一体化シートを形成したこと以外は、実施例5と同様にして、繊維融着不織布層(嵩高繊維シート層)と摩擦帯電不織布層とを有する濾過材(目付:150g/m2、厚さ:3mm、摩擦帯電不織布層構成繊維は繊維融着不織布層に進入していない)を形成した。この濾過材の物性は表1に示す通りであった。
(濾過材の評価)
(1)捕集効率の測定;
平板状の濾過材を有効間口面積0.04m2のホルダーにセットした後、粒径0.3~0.5μmの大気塵(大気塵数:U)を濾過材の上流側に供給し、面風速10cm/sec.で空気を通過させた場合における、下流側における大気塵数(D)をパーティクルカウンタ(RION社製:形式KC-01C)で測定し、次式より算出した値を捕集効率とした。この結果は表1に示す通りであった。
捕集効率(%)=[1-(D/U)]×100
(1)捕集効率の測定;
平板状の濾過材を有効間口面積0.04m2のホルダーにセットした後、粒径0.3~0.5μmの大気塵(大気塵数:U)を濾過材の上流側に供給し、面風速10cm/sec.で空気を通過させた場合における、下流側における大気塵数(D)をパーティクルカウンタ(RION社製:形式KC-01C)で測定し、次式より算出した値を捕集効率とした。この結果は表1に示す通りであった。
捕集効率(%)=[1-(D/U)]×100
(2)剛性の測定;
JIS L 1913:2010の6.7.4に規定するガーレ法によって、剛性を測定した。なお、試験片は30mm×40mmの大きさの長方形とし、摩擦帯電不織布層側が振り子Bと当接するように、30mmの辺をチャックに固定して測定した。この結果は表1に示す通りであった。
JIS L 1913:2010の6.7.4に規定するガーレ法によって、剛性を測定した。なお、試験片は30mm×40mmの大きさの長方形とし、摩擦帯電不織布層側が振り子Bと当接するように、30mmの辺をチャックに固定して測定した。この結果は表1に示す通りであった。
(3)毛羽立ちの評価;
JIS L 0849:2013の9.2[摩擦試験機II形(学振形)法]の乾燥試験に則り、試験片の中央部100mm間を、毎分30回の往復速度で、10回摩擦した。その後、目視により、次の基準にしたがって、毛羽立ちの程度を評価した。この結果は表1に示す通りであった。
JIS L 0849:2013の9.2[摩擦試験機II形(学振形)法]の乾燥試験に則り、試験片の中央部100mm間を、毎分30回の往復速度で、10回摩擦した。その後、目視により、次の基準にしたがって、毛羽立ちの程度を評価した。この結果は表1に示す通りであった。
(評価基準)
○:毛羽立った繊維がほとんど発生しておらず、毛羽立った繊維の絡んだ毛玉は発生していない
△:引張ると脱離する毛羽立った繊維が発生しており、毛羽立った繊維の絡んだ毛玉が少し発生している
×:引張ると容易に脱離する毛羽立った繊維が発生しており、毛羽立った繊維の絡んだ毛玉が多く発生している
○:毛羽立った繊維がほとんど発生しておらず、毛羽立った繊維の絡んだ毛玉は発生していない
△:引張ると脱離する毛羽立った繊維が発生しており、毛羽立った繊維の絡んだ毛玉が少し発生している
×:引張ると容易に脱離する毛羽立った繊維が発生しており、毛羽立った繊維の絡んだ毛玉が多く発生している

実施例4と比較例1との比較から、嵩高繊維シート層の厚さが0.5mm以上であると、捕集効率が高いことがわかった。これは、嵩高繊維シート層が変形しやすいことによって、摩擦帯電不織布層の帯電量が多くなったためであると考えられた。また、嵩高繊維シート層の厚さが0.5mm以上であることによって、剛性も高く、加工性に優れることもわかった。
また、実施例5と比較例2との比較から、摩擦帯電不織布層を構成する繊維が嵩高繊維シート層に進入していると、捕集効率が高いことがわかった。これは、摩擦帯電不織布層を構成する繊維が嵩高繊維シート層に進入していることによって、進入している繊維同士が擦れ合いやすく、摩擦帯電不織布層の帯電量が多くなったためであると考えられた。
また、実施例5と実施例6との比較から、摩擦帯電不織布層を構成する繊維として、摩擦帯電に関与する繊維(実施例5、6の場合には、ポリプロピレン繊維とアクリル繊維)の総量が多い方が、もしくは摩擦帯電不織布層における、摩擦帯電に関与する繊維の比率が高い方が、捕集効率が優れていることがわかった。これは、摩擦帯電しやすいためであると考えられた。
(実施例7)
(1)アクリル繊維60mass%とポリプロピレン繊維40mass%とを混綿し(アクリル繊維本数:ポリプロピレン繊維本数=1.16:1)、カード機により開繊して、混在繊維ウエブ(目付:50g/m2)を形成した。
(1)アクリル繊維60mass%とポリプロピレン繊維40mass%とを混綿し(アクリル繊維本数:ポリプロピレン繊維本数=1.16:1)、カード機により開繊して、混在繊維ウエブ(目付:50g/m2)を形成した。
(2)芯鞘型融着繊維A(嵩高用融着繊維)65mass%と芯鞘型融着繊維B(嵩高用融着繊維)35mass%とを混綿し、カード機により開繊して、嵩高用繊維ウエブA(目付:50g/m2)及び嵩高用繊維ウエブB(目付:50g/m2)を形成した。
(3)前記混在繊維ウエブを、嵩高用繊維ウエブA、B間に挟み込んで、三層シートを形成した。
(4)前記三層シートの嵩高用繊維ウエブB側から、針密度40本/cm2でニードルを作用させることにより、混在繊維ウエブを構成するアクリル繊維とポリプロピレン繊維の一部を嵩高用繊維ウエブAへ進入させるとともに絡合し、嵩高用繊維ウエブ層A、B間に混在不織布層を有する一体化三層シートを形成した。なお、嵩高用繊維ウエブBの構成繊維の一部が混在不織布層へ進入して絡合していた。
(4’)前記一体化三層シートを温度150℃に設定した熱風ドライヤで、上部から熱風を通過させることにより、両表面の嵩高用繊維ウエブ層A、Bを構成する芯鞘型融着繊維A及びBの鞘成分のみを融着させ、続いて、熱ロール間(ゲージ:3mm)を通して、繊維融着不織布層(嵩高繊維シート層A、B)間に混在不織布層を有する融着一体化三層シート(厚さ:3mm)を形成した。
(5)前記融着一体化三層シートを温度70℃の温水で6秒洗浄した後、自然乾燥して、油剤を取り除いた洗浄三層シートを形成した。
(6)前記洗浄三層シートを搬送しながら、ゲージ0の平滑なゴムロール間を通過させ、厚さ方向に変形させることにより、摩擦によって混在不織布層を帯電させ、繊維融着不織布層(嵩高繊維シート層A、B)間に、摩擦帯電不織布層を有する三層濾過材(目付:150g/m2、厚さ:3mm、摩擦帯電不織布層構成繊維は嵩高繊維シート層Aに進入)を形成した。この三層濾過材の物性は表2に示す通りであった。
(実施例8)
芯鞘型融着繊維C85mass%と芯鞘型融着繊維D15mass%とを混綿し、カード機により開繊した繊維ウエブ(目付:50g/m2)を、嵩高用繊維ウエブA、Bとして使用したこと以外は実施例7と同様にして、繊維融着不織布層(嵩高繊維シート層A、B)間に、摩擦帯電不織布層を有する三層濾過材(目付:150g/m2、厚さ:3mm、摩擦帯電不織布層構成繊維は嵩高繊維シート層Aに進入)を形成した。この三層濾過材の物性は表2に示す通りであった。
芯鞘型融着繊維C85mass%と芯鞘型融着繊維D15mass%とを混綿し、カード機により開繊した繊維ウエブ(目付:50g/m2)を、嵩高用繊維ウエブA、Bとして使用したこと以外は実施例7と同様にして、繊維融着不織布層(嵩高繊維シート層A、B)間に、摩擦帯電不織布層を有する三層濾過材(目付:150g/m2、厚さ:3mm、摩擦帯電不織布層構成繊維は嵩高繊維シート層Aに進入)を形成した。この三層濾過材の物性は表2に示す通りであった。
(実施例9)
芯鞘型融着繊維A65mass%と芯鞘型融着繊維B35mass%とを混綿し、カード機により開繊した繊維ウエブ(目付:30g/m2)を、嵩高用繊維ウエブA、Bとして使用したこと以外は実施例7と同様にして、繊維融着不織布層(嵩高繊維シート層A、B)間に、摩擦帯電不織布層を有する三層濾過材(目付:110g/m2、厚さ:2.4mm、摩擦帯電不織布層構成繊維は嵩高繊維シート層Aに進入)を形成した。この三層濾過材の物性は表2に示す通りであった。
芯鞘型融着繊維A65mass%と芯鞘型融着繊維B35mass%とを混綿し、カード機により開繊した繊維ウエブ(目付:30g/m2)を、嵩高用繊維ウエブA、Bとして使用したこと以外は実施例7と同様にして、繊維融着不織布層(嵩高繊維シート層A、B)間に、摩擦帯電不織布層を有する三層濾過材(目付:110g/m2、厚さ:2.4mm、摩擦帯電不織布層構成繊維は嵩高繊維シート層Aに進入)を形成した。この三層濾過材の物性は表2に示す通りであった。
(比較例3)
(1)アクリル繊維60mass%とポリプロピレン繊維40mass%とを混綿し(アクリル繊維本数:ポリプロピレン繊維本数=1.16:1)、カード機により開繊して、混在繊維ウエブ(目付:50g/m2)を形成した。
(1)アクリル繊維60mass%とポリプロピレン繊維40mass%とを混綿し(アクリル繊維本数:ポリプロピレン繊維本数=1.16:1)、カード機により開繊して、混在繊維ウエブ(目付:50g/m2)を形成した。
(2)芯鞘型融着繊維A(嵩高用融着繊維)65mass%と芯鞘型融着繊維B(嵩高用融着繊維)35mass%とを混綿し、カード機により開繊して、嵩高用繊維ウエブA(目付:100g/m2)を形成した。
(3)前記混在繊維ウエブと嵩高用繊維ウエブAとを積層して、二層シートを形成した。
(4)前記二層シートの混在繊維ウエブ側から嵩高用繊維ウエブA側に向かって、針密度40本/cm2でニードルを作用させることにより、混在繊維ウエブを構成するアクリル繊維とポリプロピレン繊維の一部を嵩高用繊維ウエブAへ進入させるとともに絡合し、嵩高用繊維ウエブ層Aと混在不織布層とを有する一体化二層シートを形成した。
(4’)前記一体化二層シートを温度150℃に設定した熱風ドライヤで、上部から熱風を通過させることにより、嵩高用繊維ウエブ層Aを構成する芯鞘型融着繊維A及びBの鞘成分のみを融着させ、続いて、熱ロール間(ゲージ:3mm)を通して、繊維融着不織布層(嵩高繊維シート層A)と混在不織布層とを有する融着一体化二層シート(厚さ:3mm)を形成した。
(5)前記融着一体化二層シートを温度70℃の温水で6秒洗浄した後、自然乾燥して、油剤を取り除いた洗浄二層シートを形成した。
(6)前記洗浄二層シートを搬送しながら、ゲージ0の平滑なゴムロール間を通過させ、厚さ方向に変形させることにより、摩擦によって混在不織布層を帯電させ、繊維融着不織布層(嵩高繊維シート層A)と摩擦帯電不織布層とを有する二層濾過材(目付:150g/m2、厚さ:3mm、摩擦帯電不織布層構成繊維は嵩高繊維シート層Aに進入)を形成した。この二層濾過材の物性は表2に示す通りであった。
(比較例4)
芯鞘型融着繊維A65mass%と芯鞘型融着繊維B35mass%とを混綿し、カード機により開繊した繊維ウエブ(目付:20g/m2)を、嵩高用繊維ウエブA、Bとして使用したこと以外は実施例7と同様にして、繊維融着不織布層(嵩高繊維シート層A、B)間に、摩擦帯電不織布層を有する三層濾過材(目付:90g/m2、厚さ:2.2mm、摩擦帯電不織布層構成繊維は嵩高繊維シート層Aに進入)を形成した。この三層濾過材の物性は表2に示す通りであった。
芯鞘型融着繊維A65mass%と芯鞘型融着繊維B35mass%とを混綿し、カード機により開繊した繊維ウエブ(目付:20g/m2)を、嵩高用繊維ウエブA、Bとして使用したこと以外は実施例7と同様にして、繊維融着不織布層(嵩高繊維シート層A、B)間に、摩擦帯電不織布層を有する三層濾過材(目付:90g/m2、厚さ:2.2mm、摩擦帯電不織布層構成繊維は嵩高繊維シート層Aに進入)を形成した。この三層濾過材の物性は表2に示す通りであった。
(比較例5)
前記スパンボンド不織布(目付:20g/m2、厚さ:0.14mm)を、嵩高用繊維ウエブA、Bに替えて使用したこと以外は実施例7と同様にして、スパンボンド不織布間に、摩擦帯電不織布層を有する三層濾過材(目付:90g/m2、厚さ:1.28mm、摩擦帯電不織布層構成繊維は一方のスパンボンド不織布層に進入)を形成した。この三層濾過材の物性は表2に示す通りであった。
前記スパンボンド不織布(目付:20g/m2、厚さ:0.14mm)を、嵩高用繊維ウエブA、Bに替えて使用したこと以外は実施例7と同様にして、スパンボンド不織布間に、摩擦帯電不織布層を有する三層濾過材(目付:90g/m2、厚さ:1.28mm、摩擦帯電不織布層構成繊維は一方のスパンボンド不織布層に進入)を形成した。この三層濾過材の物性は表2に示す通りであった。
(比較例6)
三層シートにニードルを作用させず、混在繊維ウエブを構成するアクリル繊維、ポリプロピレン繊維を、嵩高用繊維ウエブA、Bのいずれにも進入させなかったこと以外は、実施例7と全く同様にして、繊維融着不織布層(嵩高繊維シート層A、B)間に、摩擦帯電不織布層を有する三層濾過材(目付:150g/m2、厚さ:3mm)を形成した。この三層濾過材の物性は表2に示す通りであった。
三層シートにニードルを作用させず、混在繊維ウエブを構成するアクリル繊維、ポリプロピレン繊維を、嵩高用繊維ウエブA、Bのいずれにも進入させなかったこと以外は、実施例7と全く同様にして、繊維融着不織布層(嵩高繊維シート層A、B)間に、摩擦帯電不織布層を有する三層濾過材(目付:150g/m2、厚さ:3mm)を形成した。この三層濾過材の物性は表2に示す通りであった。
(比較例7)
アクリル繊維100%をカード機により開繊した繊維ウエブ(目付:50g/m2)を、嵩高用繊維ウエブA、Bとして使用したこと以外は実施例7と同様にして、アクリル繊維不織布層(嵩高繊維シート層A、B)の間に摩擦帯電不織布層を有する三層濾過材(目付:150g/m2、厚さ:3mm、摩擦帯電不織布層構成繊維はアクリル繊維不織布層に進入)を形成した。この三層濾過材の物性は表2に示す通りであった。
アクリル繊維100%をカード機により開繊した繊維ウエブ(目付:50g/m2)を、嵩高用繊維ウエブA、Bとして使用したこと以外は実施例7と同様にして、アクリル繊維不織布層(嵩高繊維シート層A、B)の間に摩擦帯電不織布層を有する三層濾過材(目付:150g/m2、厚さ:3mm、摩擦帯電不織布層構成繊維はアクリル繊維不織布層に進入)を形成した。この三層濾過材の物性は表2に示す通りであった。
(三層濾過材の評価)
(1)捕集効率の測定;
平板状の三層濾過材を有効間口面積0.04m2のホルダーに、嵩高繊維シート層A側が上流側となるようにセットした後、粒径0.3~0.5μmの大気塵(大気塵数:U)を三層濾過材の上流側に供給し、面風速10cm/sec.で空気を通過させた場合における、下流側における大気塵数(D)をパーティクルカウンタ(RION社製:形式KC-01C)で測定し、次式より算出した値を捕集効率とした。この結果は表2に示す通りであった。
捕集効率(%)=[1-(D/U)]×100
(1)捕集効率の測定;
平板状の三層濾過材を有効間口面積0.04m2のホルダーに、嵩高繊維シート層A側が上流側となるようにセットした後、粒径0.3~0.5μmの大気塵(大気塵数:U)を三層濾過材の上流側に供給し、面風速10cm/sec.で空気を通過させた場合における、下流側における大気塵数(D)をパーティクルカウンタ(RION社製:形式KC-01C)で測定し、次式より算出した値を捕集効率とした。この結果は表2に示す通りであった。
捕集効率(%)=[1-(D/U)]×100
(2)剛性の測定;
JIS L 1913:2010の6.7.4に規定するガーレ法によって、各三層濾過材又は二層濾過材の剛性を測定した。なお、試験片は30mm×40mmの大きさの長方形とし、嵩高不織布層Aが振り子Bと当接するように、30mmの辺をチャックに固定して測定した。この結果は表2に示す通りであった。
JIS L 1913:2010の6.7.4に規定するガーレ法によって、各三層濾過材又は二層濾過材の剛性を測定した。なお、試験片は30mm×40mmの大きさの長方形とし、嵩高不織布層Aが振り子Bと当接するように、30mmの辺をチャックに固定して測定した。この結果は表2に示す通りであった。
(3)難燃性の評価;
JACA N0.11A-2003「空気清浄装置用ろ材の燃焼性試験難燃性試験」に規定する方法によって、難燃性を評価した。つまり、着炎しない又は着炎しても燃焼距離が35mm以下の場合を「○」、着炎し、燃焼距離が35mmを超える場合を「×」と評価した。なお、試験片は150mm×50mmの長方形とし、嵩高繊維シート層A側に火が当たるように設置して測定した。この結果は表2に示す通りであった。
JACA N0.11A-2003「空気清浄装置用ろ材の燃焼性試験難燃性試験」に規定する方法によって、難燃性を評価した。つまり、着炎しない又は着炎しても燃焼距離が35mm以下の場合を「○」、着炎し、燃焼距離が35mmを超える場合を「×」と評価した。なお、試験片は150mm×50mmの長方形とし、嵩高繊維シート層A側に火が当たるように設置して測定した。この結果は表2に示す通りであった。

この表2の結果から、次のことがわかった。
(1)実施例9と比較例4との比較から、嵩高繊維シート層の目付が摩擦帯電不織布層の目付の0.5倍以上であれば、難燃性に優れている。
(2)実施例7と比較例3との比較から、摩擦帯電不織布層の両側に、嵩高繊維シート層が存在していると、難燃性に優れている。
(3)実施例9と比較例5との比較から、嵩高繊維シート層の厚さが0.5mm以上であると捕集効率が優れる。
(4)実施例7と比較例6との比較から、摩擦帯電不織布層を構成する繊維が嵩高繊維シート層に進入していると、捕集効率が高い。
(5)実施例7と比較例7との比較から、嵩高繊維シート層を構成する繊維として、限界酸素指数が20以上の繊維を含んでいると、難燃性に優れる。
(1)実施例9と比較例4との比較から、嵩高繊維シート層の目付が摩擦帯電不織布層の目付の0.5倍以上であれば、難燃性に優れている。
(2)実施例7と比較例3との比較から、摩擦帯電不織布層の両側に、嵩高繊維シート層が存在していると、難燃性に優れている。
(3)実施例9と比較例5との比較から、嵩高繊維シート層の厚さが0.5mm以上であると捕集効率が優れる。
(4)実施例7と比較例6との比較から、摩擦帯電不織布層を構成する繊維が嵩高繊維シート層に進入していると、捕集効率が高い。
(5)実施例7と比較例7との比較から、嵩高繊維シート層を構成する繊維として、限界酸素指数が20以上の繊維を含んでいると、難燃性に優れる。
本発明の濾過材は剛性を有するとともに、捕集効率が低下しにくいものであるため、襞折りしてフィルタエレメント用の濾過材として好適に使用することができる。本発明の濾過材を備えるフィルタエレメントは、例えば、エアフィルタ、特に、車室内用エアフィルタとして好適に使用できる。
本発明の三層濾過材は剛性を有するとともに、捕集効率が低下しにくいものであり、しかも難燃性に優れるものであるため、難燃性を必要とする襞折りしたフィルタエレメントのための三層濾過材として好適に使用することができる。本発明の三層濾過材を襞折りしたフィルタエレメントは、例えば、エアフィルタ、特に、車室内用エアフィルタとして好適に使用できる。
以上、本発明を特定の態様に沿って説明したが、当業者に自明の変形や改良は本発明の範囲に含まれる。
以上、本発明を特定の態様に沿って説明したが、当業者に自明の変形や改良は本発明の範囲に含まれる。
R1~R3 ローラ
P1~P2 プレート
S 洗浄シート
P1~P2 プレート
S 洗浄シート
Claims (13)
- 厚さ0.5mm以上の嵩高繊維シート層と、構成樹脂の異なる2種類以上の繊維が混在した摩擦帯電不織布層とを有する濾過材であり、前記摩擦帯電不織布層構成繊維が嵩高繊維シート層に進入していることを特徴とする、濾過材。
- 嵩高繊維シート層が繊維融着不織布からなることを特徴とする、請求項1記載の濾過材。
- 嵩高繊維シート層を構成する繊維として、繊度15dtex以上の繊維を含んでいることを特徴とする、請求項1又は2記載の濾過材。
- 摩擦帯電不織布層構成繊維として融着繊維を含み、融着繊維が融着していることを特徴とする、請求項1~3のいずれか一項に記載の濾過材。
- 請求項1~4のいずれか一項に記載の濾過材を襞折りした状態で備えていることを特徴とする、フィルタエレメント。
- (1)厚さ0.5mm以上の嵩高繊維シートと、構成樹脂の異なる2種類以上の繊維が混在した繊維ウエブとを積層して積層シートを形成する工程、
(2)前記繊維ウエブ構成繊維を嵩高繊維シートに進入させ、嵩高繊維シート層と不織布層とを有する一体化シートを形成する工程、
(3)前記一体化シートを洗浄し、油剤を取り除いた洗浄シートを形成する工程、及び
(4)前記洗浄シートを厚さ方向に変形させ、摩擦によって前記不織布層を帯電させ、嵩高繊維シート層と摩擦帯電不織布層とを有する濾過材を形成する工程、
とを有することを特徴とする、濾過材の製造方法。 - 嵩高繊維シートが融着繊維を含む繊維ウエブであり、一体化シートを形成した後で、摩擦により不織布層を帯電させる前に、前記融着繊維を融着させて、繊維融着不織布からなる嵩高繊維シート層を形成することを特徴とする、請求項6記載の濾過材の製造方法。
- 積層シートの繊維ウエブ側からニードルを作用させることにより、繊維ウエブ構成繊維を嵩高繊維シートに進入させることを特徴とする、請求項6又は7記載の濾過材の製造方法。
- 洗浄シートの厚さよりも狭い間隙を通過させることにより、洗浄シートを厚さ方向に変形させることを特徴とする、請求項6~8のいずれか一項に記載の濾過材の製造方法。
- 嵩高繊維シート層2層と摩擦帯電不織布層1層とからなる三層濾過材である、請求項1記載の濾過材。
- 厚さ0.5mm以上の嵩高繊維シート層間に、構成樹脂の異なる2種類以上の繊維が混在した摩擦帯電不織布層を有する三層濾過材であり、前記摩擦帯電不織布層構成繊維が嵩高繊維シート層に進入しているとともに、いずれの嵩高繊維シート層も、構成繊維として限界酸素指数が20以上の繊維を含み、かつ、摩擦帯電不織布層の目付の0.5倍以上の目付を有することを特徴とする、請求項10記載の三層濾過材。
- 請求項11に記載の三層濾過材を襞折りした状態で備えていることを特徴とする、フィルタエレメント。
- (1)構成樹脂の異なる2種類以上の繊維が混在した混在繊維ウエブを準備する工程、
(2)限界酸素指数が20以上の繊維を含み、厚さ0.5mm以上、かつ前記混在繊維ウエブの目付の0.5倍以上の目付を有する嵩高繊維シートを2枚準備する工程、
(3)前記混在繊維ウエブを嵩高繊維シート間に挟み込んで、三層シートを形成する工程、
(4)前記混在繊維ウエブ構成繊維を嵩高繊維シートに進入させ、嵩高繊維シート層間に混在不織布層を有する、一体化三層シートを形成する工程、
(5)前記一体化三層シートを洗浄し、油剤を取り除いた洗浄三層シートを形成する工程、及び
(6)前記洗浄三層シートを厚さ方向に変形させ、摩擦によって前記混在不織布層を帯電させ、嵩高繊維シート層間に、摩擦帯電不織布層を有する三層濾過材を形成する工程、
とを有することを特徴とする、三層濾過材の製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP15827423.3A EP3175902B1 (en) | 2014-07-30 | 2015-07-22 | Filtration material, filter element using same, and manufacturing method of filtration material |
| CN201580040463.3A CN106536017B (zh) | 2014-07-30 | 2015-07-22 | 过滤材料、使用该过滤材料的滤芯、及过滤材料的制备方法 |
| US15/329,294 US10525392B2 (en) | 2014-07-30 | 2015-07-22 | Filtration material, filter element using same, and manufacturing method of filtration material |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014154668A JP6368184B2 (ja) | 2014-07-30 | 2014-07-30 | 濾過材、それを用いたフィルタエレメント、及び濾過材の製造方法 |
| JP2014-154668 | 2014-07-30 | ||
| JP2014-174449 | 2014-08-28 | ||
| JP2014174449A JP6347699B2 (ja) | 2014-08-28 | 2014-08-28 | 三層濾過材、それを用いたフィルタエレメント、及び三層濾過材の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016017484A1 true WO2016017484A1 (ja) | 2016-02-04 |
Family
ID=55217385
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/070769 WO2016017484A1 (ja) | 2014-07-30 | 2015-07-22 | 濾過材、それを用いたフィルタエレメント、及び濾過材の製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US10525392B2 (ja) |
| EP (1) | EP3175902B1 (ja) |
| CN (1) | CN106536017B (ja) |
| WO (1) | WO2016017484A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108001008A (zh) * | 2016-10-28 | 2018-05-08 | 艾欧史密斯(中国)热水器有限公司 | 一种hepa的生产工艺 |
| WO2018156561A1 (en) | 2017-02-21 | 2018-08-30 | Hollingsworth & Vose Company | Electret-containing filter media |
| CN110585839A (zh) * | 2019-09-19 | 2019-12-20 | 商丘寅越网络科技有限公司 | 一种旋转式易清洁空气滤芯 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108579208A (zh) * | 2018-04-09 | 2018-09-28 | 厦门高科防静电装备有限公司 | 静电滤棉的制备方法及由该制备方法制得的静电滤棉 |
| CN114950727B (zh) * | 2022-05-31 | 2023-12-22 | 北京北方华创微电子装备有限公司 | 滤尘装置、排气系统、半导体工艺设备及其排气方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009195898A (ja) * | 2008-01-21 | 2009-09-03 | Chisso Corp | フィルター |
| JP2010513747A (ja) * | 2006-12-22 | 2010-04-30 | イー・アイ・デュポン・ドウ・ヌムール・アンド・カンパニー | 耐摩耗性耐火布帛 |
| JP2011235219A (ja) * | 2010-05-07 | 2011-11-24 | Japan Vilene Co Ltd | 帯電フィルタ及びマスク |
| JP2014004555A (ja) * | 2012-06-26 | 2014-01-16 | Japan Vilene Co Ltd | プリーツ型エアフィルタ用濾材及びプリーツ型エアフィルタユニット |
| WO2014196564A1 (ja) * | 2013-06-07 | 2014-12-11 | 東洋紡株式会社 | 脱臭フィルター用濾材 |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3307332A (en) * | 1964-12-11 | 1967-03-07 | Du Pont | Electrostatic gas filter |
| JPS5624013A (en) * | 1979-05-04 | 1981-03-07 | Nitta Kk | Structure of air filter element |
| JPS62263361A (ja) * | 1986-05-09 | 1987-11-16 | 東レ株式会社 | 不織布の製造方法 |
| US5898981A (en) | 1996-04-30 | 1999-05-04 | Minnesota Mining & Manufacturing Company | Synthetic filter media and method for manufacturing same |
| US5817415A (en) * | 1996-09-12 | 1998-10-06 | E. I. Du Pont De Nemours And Company | Meltblown ionomer microfibers and non-woven webs made therefrom for gas filters |
| US5874373A (en) * | 1997-03-14 | 1999-02-23 | American Felt & Filter Company | Enhanced electret needled filtration media and composites |
| WO1999052619A1 (en) * | 1998-04-08 | 1999-10-21 | All-Felt Filtration, Llc | Enhanced electret needled filtration media composites |
| JP3708366B2 (ja) | 1998-09-29 | 2005-10-19 | 日本バイリーン株式会社 | 帯電不織布 |
| JP3763686B2 (ja) | 1998-12-24 | 2006-04-05 | 日本バイリーン株式会社 | 帯電型エアフィルター |
| DE10059050C2 (de) * | 2000-11-28 | 2003-02-27 | Freudenberg Carl Kg | Verfahren zur Herstellung eines triboelektrisch geladenen Vliesstoffs |
| JP4406175B2 (ja) | 2001-04-20 | 2010-01-27 | 日本バイリーン株式会社 | 帯電フィルタ及びそれを用いたマスク |
| CN1490068A (zh) | 2002-10-16 | 2004-04-21 | 富雅乐企业股份有限公司 | 摩擦带电的空气过滤材料 |
| WO2004087293A1 (ja) | 2003-03-31 | 2004-10-14 | Toray Industries Inc. | フィルター材 |
| CN100506347C (zh) * | 2003-03-31 | 2009-07-01 | 东丽株式会社 | 过滤材料 |
| KR101113429B1 (ko) | 2003-11-11 | 2012-02-29 | 토요 보세키 가부시기가이샤 | 마찰 대전 여과재 |
| CN1816377A (zh) | 2003-11-11 | 2006-08-09 | 东洋纺织株式会社 | 摩擦带电过滤材料 |
| DE102004035967A1 (de) * | 2004-07-23 | 2006-03-16 | Carl Freudenberg Kg | Filteranordnung |
| CN101374993A (zh) * | 2006-01-16 | 2009-02-25 | 可乐丽股份有限公司 | 人造皮革用基材及其制备方法 |
| US20080120954A1 (en) * | 2006-05-16 | 2008-05-29 | Duello Leonard E | Tackified And Non-Tackified Nonwovens Of Controlled Stiffness And Retained Foldability |
| WO2007132067A1 (en) * | 2006-05-16 | 2007-11-22 | Ahlstrom Corporation | Nonwovens of controlled stiffness and retained foldability |
| JP4944540B2 (ja) * | 2006-08-17 | 2012-06-06 | 日本バイリーン株式会社 | フィルタエレメント、その製造方法、並びに使用方法 |
| US20090266759A1 (en) * | 2008-04-24 | 2009-10-29 | Clarcor Inc. | Integrated nanofiber filter media |
| DE102012025023A1 (de) * | 2012-12-20 | 2014-06-26 | Johns Manville Europe Gmbh | Filtermedium |
| KR102116776B1 (ko) * | 2013-04-11 | 2020-05-29 | 도레이 카부시키가이샤 | 혼섬 부직포 및 그 제조 방법 |
-
2015
- 2015-07-22 US US15/329,294 patent/US10525392B2/en active Active
- 2015-07-22 CN CN201580040463.3A patent/CN106536017B/zh active Active
- 2015-07-22 WO PCT/JP2015/070769 patent/WO2016017484A1/ja active Application Filing
- 2015-07-22 EP EP15827423.3A patent/EP3175902B1/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010513747A (ja) * | 2006-12-22 | 2010-04-30 | イー・アイ・デュポン・ドウ・ヌムール・アンド・カンパニー | 耐摩耗性耐火布帛 |
| JP2009195898A (ja) * | 2008-01-21 | 2009-09-03 | Chisso Corp | フィルター |
| JP2011235219A (ja) * | 2010-05-07 | 2011-11-24 | Japan Vilene Co Ltd | 帯電フィルタ及びマスク |
| JP2014004555A (ja) * | 2012-06-26 | 2014-01-16 | Japan Vilene Co Ltd | プリーツ型エアフィルタ用濾材及びプリーツ型エアフィルタユニット |
| WO2014196564A1 (ja) * | 2013-06-07 | 2014-12-11 | 東洋紡株式会社 | 脱臭フィルター用濾材 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3175902A4 * |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108001008A (zh) * | 2016-10-28 | 2018-05-08 | 艾欧史密斯(中国)热水器有限公司 | 一种hepa的生产工艺 |
| WO2018156561A1 (en) | 2017-02-21 | 2018-08-30 | Hollingsworth & Vose Company | Electret-containing filter media |
| EP3585499A4 (en) * | 2017-02-21 | 2020-12-23 | Hollingsworth & Vose Company | ELECTRIC FILTER MEDIA |
| CN110585839A (zh) * | 2019-09-19 | 2019-12-20 | 商丘寅越网络科技有限公司 | 一种旋转式易清洁空气滤芯 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN106536017B (zh) | 2020-03-13 |
| EP3175902A1 (en) | 2017-06-07 |
| EP3175902B1 (en) | 2021-11-10 |
| EP3175902A4 (en) | 2018-03-14 |
| US20170216750A1 (en) | 2017-08-03 |
| US10525392B2 (en) | 2020-01-07 |
| CN106536017A (zh) | 2017-03-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2240856C2 (ru) | Фильтр из композиционного материала и способ его изготовлениия | |
| WO2016017484A1 (ja) | 濾過材、それを用いたフィルタエレメント、及び濾過材の製造方法 | |
| CA2439300C (en) | Composite filter and method of making the same | |
| WO2015115418A1 (ja) | フィルター用多層ろ材およびその製造方法およびエアーフィルター | |
| US9186608B2 (en) | Process for forming a high efficiency nanofiber filter | |
| AU2002240938A1 (en) | Composite filter and method of making the same | |
| KR20220034116A (ko) | 섬유 구조체 및 그 제조 방법 | |
| JP2007231500A (ja) | フィルター用不織布およびその製造方法 | |
| JP4882984B2 (ja) | エレクトレット濾材およびフィルタユニット | |
| JP2013052324A (ja) | 複合濾材および複合濾材の製造方法 | |
| JP6368184B2 (ja) | 濾過材、それを用いたフィルタエレメント、及び濾過材の製造方法 | |
| JP5417783B2 (ja) | 繊維構造体の製造方法 | |
| JP6347699B2 (ja) | 三層濾過材、それを用いたフィルタエレメント、及び三層濾過材の製造方法 | |
| US20200391147A1 (en) | Filter medium | |
| JP2016112493A (ja) | 空気清浄用フィルタ | |
| JP2012170914A (ja) | エレクトレットろ材 | |
| JP2022054779A (ja) | マスクの使用方法 | |
| JP6129655B2 (ja) | エアフィルタ濾材の製造方法 | |
| JP7035345B2 (ja) | フィルター | |
| JP6691874B2 (ja) | 濾過材、それを用いたフィルタエレメント、及び濾過材の製造方法 | |
| WO2018174002A1 (ja) | エレクトレット濾材およびフィルター | |
| JP2018061924A (ja) | エアフィルター用不織布濾材 | |
| JPH11179121A (ja) | フィルター用基材およびそれからなるフィルター装置 | |
| JP6900649B2 (ja) | 濾材、並びにフィルターおよびフィルターユニット | |
| Dugan et al. | Synthetic Split Microfiber Technology for Filtration |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15827423 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15329294 Country of ref document: US |
|
| REEP | Request for entry into the european phase |
Ref document number: 2015827423 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2015827423 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |