WO2016002950A1 - スパンボンド不織布及びその製造方法 - Google Patents
スパンボンド不織布及びその製造方法 Download PDFInfo
- Publication number
- WO2016002950A1 WO2016002950A1 PCT/JP2015/069347 JP2015069347W WO2016002950A1 WO 2016002950 A1 WO2016002950 A1 WO 2016002950A1 JP 2015069347 W JP2015069347 W JP 2015069347W WO 2016002950 A1 WO2016002950 A1 WO 2016002950A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- nonwoven fabric
- resin composition
- olefin
- temperature
- fiber
- Prior art date
Links
Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F6/00—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof
- D01F6/44—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from mixtures of polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds as major constituent with other polymers or low-molecular-weight compounds
- D01F6/46—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from mixtures of polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds as major constituent with other polymers or low-molecular-weight compounds of polyolefins
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/10—Homopolymers or copolymers of propene
- C08L23/12—Polypropene
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F1/00—General methods for the manufacture of artificial filaments or the like
- D01F1/02—Addition of substances to the spinning solution or to the melt
- D01F1/10—Other agents for modifying properties
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4282—Addition polymers
- D04H1/4291—Olefin series
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/542—Adhesive fibres
- D04H1/544—Olefin series
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/005—Synthetic yarns or filaments
- D04H3/007—Addition polymers
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/14—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between thermoplastic yarns or filaments produced by welding
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2203/00—Applications
- C08L2203/12—Applications used for fibers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2205/00—Polymer mixtures characterised by other features
- C08L2205/02—Polymer mixtures characterised by other features containing two or more polymers of the same C08L -group
- C08L2205/025—Polymer mixtures characterised by other features containing two or more polymers of the same C08L -group containing two or more polymers of the same hierarchy C08L, and differing only in parameters such as density, comonomer content, molecular weight, structure
Definitions
- the present invention relates to a spunbond nonwoven fabric, a multilayer nonwoven fabric including the nonwoven fabric, a method for producing the same, a fiber product using the nonwoven fabric, a nonwoven fabric composed of a composite fiber, a multilayer nonwoven fabric comprising a nonwoven fabric composed of the composite fiber, and the composite
- the present invention relates to a textile product using a nonwoven fabric made of fibers.
- polyolefin fibers and non-woven fabrics have been used in various applications such as disposable diapers, sanitary products, sanitary products, clothing materials, bandages and packaging materials.
- the fibers and non-woven fabrics are often used for applications that come into direct contact with the body, and recently, the required performance regarding a good wearing feeling and touch feeling on the body has been further increased.
- non-woven fabrics there has been a demand for technological development related to improvement of texture for a good wearing feeling and thinning for product weight reduction.
- optimization of the structure and composition of the fibers constituting the nonwoven fabric, improvement in spinnability, improvement in flexibility of the nonwoven fabric and increase in strength are required.
- Patent Document 1 discloses a spunbonded nonwoven fabric using a resin composition containing a low crystalline polypropylene and a high crystalline polypropylene, and is a polypropylene-based material having a very small fiber diameter and good feel without thread breakage. It is described that a spunbond nonwoven fabric or a polypropylene-based spunbond nonwoven fabric having high flexibility can be provided.
- the viscosity of the resin composition in the molten state for example, by setting the resin temperature at the time of molding high or by increasing the melt flow rate (MFR) of the resin composition to be used.
- MFR melt flow rate
- the resin composition used to set the resin temperature during molding low It is desirable to increase the viscosity of the product in the molten state. Therefore, it has been difficult to achieve both stable extrudability and spinnability of the molten resin and uniform formation of the nonwoven fabric.
- the present invention has been made in view of the above circumstances, and in forming a spunbond nonwoven fabric excellent in uniformity of formation, and forming a spunbond nonwoven fabric, the formation of the spunbond nonwoven fabric while maintaining stable melt extrudability and spinnability.
- the object of the present invention is to provide a production method that uniformly controls the fiber and a fiber product using the spunbonded nonwoven fabric.
- the present inventors have melt-extruded and molded a specific olefin-based resin composition containing an olefin-based polymer that satisfies a specific condition, so that the extrudability and spinnability of the molten resin can be improved.
- the first invention of the present invention was completed.
- the present inventors have found that uniform formation of the spunbonded nonwoven fabric can be achieved by melt-extrusion and molding the olefin resin composition at a specific resin temperature, The second invention of the present invention has been found.
- the present inventors have also realized that the non-woven fabric made of the composite fiber composed of two kinds of olefin resin compositions satisfying the specific conditions has stable spinnability and uniform formation.
- the present inventors have found that the uniform formation of the multilayer nonwoven fabric including the nonwoven fabric composed of the composite fibers is further improved, and completed the third invention of the present invention.
- the present invention has been completed based on such findings.
- a spunbonded nonwoven fabric comprising an olefin resin composition (I) containing an olefin polymer (i) that satisfies the following conditions (a) and (b).
- MFR Melt flow rate measured under conditions of a temperature of 230 ° C. and a load of 21.18 N is 1,000 g / 10 min or more
- DSC differential scanning calorimeter
- a spunbonded nonwoven fabric obtained by melt-extruding and molding an olefin resin composition (I) containing an olefin polymer (i) that satisfies the following conditions (a) and (b) at a resin temperature of 220 ° C. or lower. .
- the melting endotherm ⁇ HD is less than 80 J / g measured from the melting endotherm curve obtained by raising the temperature at 10 ° C./min for 5 minutes [3]
- the olefin resin composition (I) The spunbonded nonwoven fabric according to [1] or [2], wherein satisfies the following condition (1).
- (1) Melt flow rate (MFR) measured under conditions of a temperature of 230 ° C. and a load of 21.18 N is 40 g / 10 min or more [4]
- the olefin-based resin composition (I) further satisfies the following condition (2).
- a spunbonded nonwoven fabric comprising a step of melt-extruding an olefinic resin composition (I) containing an olefinic polymer (i) satisfying the following conditions (a) and (b) at a resin temperature of 220 ° C. or lower. Production method.
- the olefin resin composition (I) The method for producing a spunbonded nonwoven fabric according to [9] above, wherein the following condition (1) is satisfied.
- Melt flow rate (MFR) measured at a temperature of 230 ° C. and a load of 21.18 N is 40 g / 10 min or more.
- a nonwoven fabric comprising a composite fiber composed of the following first component and second component.
- First component Olefin resin composition (I) containing an olefin polymer (i) satisfying the following conditions (a) and (b)
- MFR Melt flow rate
- DSC differential scanning calorimeter
- Second component the following conditions (e) and (f
- the olefin resin composition (II) containing the olefin polymer (ii) satisfying (E) Melt flow rate (MFR) measured under conditions of a temperature of 230 ° C. and a load of 21.18 N is 1 g / 10 min or more and 100 g / 10 min or less (f)
- DSC differential scanning calorimeter
- the content of the olefin polymer (i) in the olefin resin composition (I) is 1 to 50 with respect to 100% by mass of the total amount of the olefin resin composition (I).
- the nonwoven fabric which consists of a composite fiber as described in said [11] which is the mass%.
- a nonwoven fabric comprising the composite fiber according to [11] or [12], wherein the composite fiber is at least one selected from a core-sheath fiber, a side-by-side fiber, and an eccentric core-sheath fiber.
- spunbond nonwoven fabric in the formation of spunbond nonwoven fabric, a production method capable of uniformly controlling the formation of the spunbond nonwoven fabric while maintaining stable melt extrudability and spinnability, and a spunbond nonwoven fabric having excellent formation uniformity And a multilayer nonwoven fabric comprising the spunbond nonwoven fabric.
- the spunbond nonwoven fabric since the spunbond nonwoven fabric has excellent formation uniformity and a good texture, for example, it provides textile products such as disposable diapers, sanitary products, and hygiene products using the spunbond nonwoven fabric and multilayer nonwoven fabric. be able to.
- the spunbonded nonwoven fabric according to the first aspect of the present invention comprises an olefin resin composition (I) containing an olefin polymer (i) that satisfies the following conditions (a) and (b).
- MFR Melt flow rate
- a differential scanning calorimeter (DSC) is used. The melting endotherm ⁇ H-D measured from a melting endotherm curve obtained by holding at ⁇ 10 ° C. for 5 minutes under a nitrogen atmosphere and then raising the temperature at 10 ° C./min is less than 80 J / g.
- the spunbonded nonwoven fabric according to the second invention of the present invention melts an olefin resin composition (I) containing an olefin polymer (i) that satisfies the following conditions (a) and (b) at a resin temperature of 220 ° C. or lower. It is obtained by extrusion and molding.
- MFR Melt flow rate measured under conditions of a temperature of 230 ° C. and a load of 21.18 N is 1,000 g / 10 min or more
- the olefin-based resin composition (I) When the resin temperature is lower than 220 ° C., crystallization at the spinning line is accelerated, so that the rigidity of the fibers is increased and it becomes easy to obtain a spunbonded nonwoven fabric with high uniformity of formation.
- the resin temperature of the olefin resin composition (I) at the time of melt extrusion is preferably 215 ° C. or less, more preferably 210 ° C. or less.
- the lower limit of the resin temperature is not particularly limited, but is usually not lower than the melting point of the olefin-based resin composition (I), preferably 180 ° C. or higher, more preferably 190 ° C. or higher.
- “resin temperature” refers to the temperature of the resin discharge port of the extruder.
- the conditions (a) and (b) are from the spunbond nonwoven fabric according to the first invention, the spunbond nonwoven fabric according to the second invention of the present invention, and the composite fiber according to the third invention of the present invention described later. The same applies to the non-woven fabric, and the same applies to the preferred conditions unless otherwise specified.
- the spunbond nonwoven fabric which concerns on 1st invention and the spunbond nonwoven fabric which concerns on 2nd invention of this invention
- the non-woven fabric made of the conjugate fiber according to the third invention of the present invention to be described later is a component used in the same manner, and the preferred embodiment thereof is the same unless otherwise specified.
- the term “present invention” refers to all of the first invention, the second invention, and the third invention described later.
- ⁇ Olefin polymer (i)> The olefin polymer (i) used in the present invention satisfies the following conditions (a) and (b).
- the following conditions (a) and (b) can be adjusted by the selection of the catalyst and the reaction conditions when producing the olefin polymer (i).
- olefin polymer (i) in the present specification it represents an olefin polymer satisfying the following conditions (a) and (b) used in the present invention.
- the melt flow rate (MFR) measured on condition of temperature 230 degreeC and load 21.18N is 1,000 g / 10min or more.
- MFR measured under the conditions of a temperature of 230 ° C. and a load of 21.18 N of the olefin polymer (i) is less than 1,000 g / 10 min.
- the spinnability of the olefin resin composition (I) during melt extrusion is difficult to continuously obtain a spunbonded nonwoven fabric with high uniformity of formation.
- the resin temperature of the olefin resin composition (I) at the time of melt extrusion is 220 ° C. or less, the die pressure at the time of melt extrusion becomes unstable and stable spinning cannot be performed.
- the MFR of the olefin polymer (i) is preferably 1,500 g / 10 min or more, more preferably 1,800 g / 10 min or more, and further preferably 2,000 g / 10 min or more.
- the melt flow rate (MFR) is a value measured by the measurement method described in Examples described later.
- (B) Melting endotherm measured from a melting endotherm curve obtained by holding a differential scanning calorimeter (DSC) at ⁇ 10 ° C. for 5 minutes in a nitrogen atmosphere and then raising the temperature at 10 ° C./min.
- ⁇ HD is less than 80 J / g.
- the melting endotherm ⁇ HD of the olefin polymer (i) is 80 J / g or more, fiber breakage cannot be suppressed when the olefin resin composition (I) is melt-extruded, resulting in poor spinnability. Since it becomes stable, it becomes difficult to obtain a spunbonded nonwoven fabric with high uniformity of formation.
- the melting endotherm ⁇ HD is preferably 70 J / g or less, more preferably 60 J / g or less.
- the olefin polymer (i) is preferably a propylene polymer, and more preferably a propylene polymer (ip) that satisfies the following conditions (c) and (d).
- a propylene polymer (ip) when simply referred to as a propylene polymer (ip), a propylene resin satisfying the above conditions (a) and (b) and the following (c) and (d) used in the present invention. Represents this. Although it does not specifically limit as propylene-type resin which does not satisfy
- (C) Mesopentad fraction [mmmm] is 20 to 60 mol%. If the mesopentad fraction [mmmm] is 20 mol% or more, the melt extrudability of the olefin resin composition (I) and the spinnability during spinning using the resin composition (I) are stabilized, and the formation is improved. It becomes uniform. Further, when the mesopentad fraction [mmmm] is 60 mol% or less, the flexibility of the nonwoven fabric when processed into a nonwoven fabric is obtained, and the formation is made uniform.
- the mesopentad fraction [mmmm] is preferably 30 mol% or more and 60 mol% or less, more preferably 40 mol% or more and 60 mol% or less, and further preferably 40 mol% or more and 55 mol% or less.
- [rrrr] / (1- [mmmm]) is an index indicating the uniformity of the regular distribution of the propylene polymer.
- [rrrr] / (1- [mmmm]) is 0.1 or less, the regularity distribution becomes narrow, and the high molecular weight as in the conventional polypropylene produced using the existing catalyst system. It does not cause stickiness that occurs when a mixture of stereoregular polypropylene and atactic polypropylene is obtained.
- [rrrr] / (1- [mmmm]) is preferably 0.05 or less, more preferably 0.04 or less.
- the stereoregularity of (c) and (d) above is determined by NMR.
- the mesopentad fraction [mmmm] and the racemic pentad fraction [rrrr] are based on the method proposed in “Macromolecules, 6, 925 (1973)” by A. Zambelli et al. , Meso fraction in a pentad unit in a polypropylene molecular chain and a racemic fraction measured by a signal of a methyl group in a 13 C-NMR spectrum. As the mesopentad fraction [mmmm] increases, the stereoregularity increases. In this specification, the 13 C-NMR spectrum was measured by the method described in the examples.
- the propylene polymer (ip) may be a propylene homopolymer or a copolymer, but in the case of a copolymer, the copolymerization ratio of propylene units is 50 mol% or more, It is preferably 60 mol% or more, and more preferably 70 mol% or more.
- the copolymerizable monomer include ethylene, ⁇ -olefins having 2 or 4 to 20 carbon atoms such as 1-butene, 1-pentene, 1-hexene, 1-octene and 1-decene, methyl acrylate, and the like.
- Acrylic acid ester, vinyl acetate, and the like are mentioned, and a propylene homopolymer is preferable from the viewpoint of moldability. These may be used individually by 1 type, and may be used in combination of 2 or more type.
- the propylene polymer (ip) can be produced using, for example, a metallocene catalyst as described in WO2003 / 087172.
- a metallocene catalyst as described in WO2003 / 087172.
- those using a transition metal compound in which a ligand forms a cross-linked structure via a cross-linking group are preferred.
- Metallocene catalysts obtained by combining promoters are preferred.
- M represents a metal element of Groups 3 to 10 of the periodic table or a lanthanoid series
- E 1 and E 2 represent a substituted cyclopentadienyl group, an indenyl group, a substituted indenyl group, a heterocyclopentadienyl group
- they may be the same or different from each other
- X represents a ⁇ -bonded ligand, and when there are a plurality of X, the plurality of X may be the same or different, and other X, E 1 , E 2 or Y may be cross-linked.
- Y represents a Lewis base, and when there are a plurality of Y, the plurality of Y may be the same or different, may be cross-linked with other Y, E 1 , E 2 or X, and A 1 and A 2 are A divalent bridging group that binds two ligands, a hydrocarbon group having 1 to 20 carbon atoms, a halogen-containing hydrocarbon group having 1 to 20 carbon atoms, a silicon-containing group, a germanium-containing group, a tin-containing group , -O -, - CO -, - S -, - SO 2 -, - Se -, - NR 1 -, - PR 1 -, - P (O) R 1 -, - BR 1 - or -AlR 1 - R 1 represents a hydrogen atom, a halogen atom, a hydrocarbon group having 1 to 20 carbon atoms or a halogen-containing hydrocarbon group having 1 to 20 carbon
- q is an integer of 1 to 5 and represents [(valence of M) -2], and r represents an integer of 0 to 3.
- the transition metal compound of component (A) is preferably a (1,2 ′) (2,1 ′) double-bridged transition metal compound with a ligand, such as (1,2′-dimethylsilylene). (2,1′-dimethylsilylene) -bis (3-trimethylsilylmethylindenyl) zirconium dichloride.
- component (B-1) component of the component (B) include triethylammonium tetraphenylborate, tri-n-butylammonium tetraphenylborate, trimethylammonium tetraphenylborate, tetraethyltetraphenylborate.
- aluminoxane examples include known chain aluminoxanes and cyclic aluminoxanes. These aluminoxanes may be used alone or in combination of two or more. Further, one or more components (B-1) and one or more components (B-2) may be used in combination.
- a propylene polymer may be produced by using an organoaluminum compound as the component (C) in addition to the components (A) and (B).
- organoaluminum compound of component (C) trimethylaluminum, triethylaluminum, triisopropylaluminum, triisobutylaluminum, dimethylaluminum chloride, diethylaluminum chloride, methylaluminum dichloride, ethylaluminum dichloride, dimethylaluminum fluoride, diisobutyl Aluminum hydride, diethylaluminum hydride, ethylaluminum sesquichloride, etc. are mentioned.
- organoaluminum compounds may be used alone or in combination of two or more.
- at least one of the catalyst components can be supported on a suitable carrier and used.
- the polymerization method is not particularly limited, and any method such as a slurry polymerization method, a gas phase polymerization method, a bulk polymerization method, a solution polymerization method, and a suspension polymerization method may be used, but a bulk polymerization method and a solution polymerization method are particularly preferable. preferable.
- the polymerization temperature is usually from ⁇ 100 to 250 ° C.
- the ratio of the catalyst to the reaction raw material is preferably from 1 to 10 8 , particularly preferably from 100 to 10 5 in terms of raw material monomer / component (A) (mol ratio).
- the polymerization time is usually from 5 minutes to 10 hours, and the reaction pressure is usually from atmospheric pressure to 20 MPa (gauge).
- melt flow rate is a value measured by a measurement method defined in JIS K7210 using an extrusion type plastometer defined in JIS K6760.
- a differential scanning calorimeter is used and held at ⁇ 10 ° C. for 5 minutes in a nitrogen atmosphere.
- Tm-D melting point defined as the peak top of the peak observed on the highest temperature side of the melting endothermic curve obtained by raising the temperature at 10 ° C./min exceeds 120 ° C.
- High crystallinity polypropylene such as that manufactured by KK can be used.
- the other polypropylene may be a propylene homopolymer or a copolymer, but in the case of a copolymer, the copolymerization ratio of propylene units is 50 mol% or more, preferably 60 mol%.
- the copolymerizable monomer include ethylene, ⁇ -olefins having 2 or 4 to 20 carbon atoms such as 1-butene, 1-pentene, 1-hexene, 1-octene and 1-decene, methyl acrylate, and the like.
- Acrylic acid ester, vinyl acetate, and the like are mentioned, and a propylene homopolymer is preferable from the viewpoint of moldability. These may be used individually by 1 type, and may be used in combination of 2 or more type.
- the melting endotherm curve obtained by using a differential scanning calorimeter (DSC) by holding at ⁇ 10 ° C. for 5 minutes in a nitrogen atmosphere and then raising the temperature at 10 ° C./minute is the most.
- the melting point (Tm-D) defined as the peak top of the peak observed on the high temperature side is preferably more than 120 ° C. and not more than 170 ° C., more preferably 125 to 167 ° C.
- the olefin resin composition (I) used in the present invention contains an olefin polymer (i) that satisfies the conditions (a) and (b).
- the olefin resin composition (I) in the present specification when simply referred to as the olefin resin composition (I) in the present specification, the olefin resin containing the olefin polymer (i) satisfying the conditions (a) and (b) used in the present invention. Represents a composition.
- the content of the olefin polymer (i) in the olefin resin composition (I) is preferably 1 to 50% by mass with respect to 100% by mass of the total amount of the olefin resin composition (I), More preferably, it is 3 to 40% by mass, and further preferably 5 to 30% by mass.
- the olefin resin composition (I) preferably satisfies the following condition (1), and more preferably satisfies the following condition (2).
- the melt flow rate (MFR) measured under the conditions of a temperature of 230 ° C. and a load of 21.18 N is 40 g / 10 min or more.
- the olefin resin composition (I) used in the present invention preferably has an MFR measured at a temperature of 230 ° C. and a load of 21.18 N of 40 g / 10 min or more. If the MFR of the olefin-based resin composition (I) is 40 g / 10 min or more, the die pressure is stable and the spinnability is stable even if extrusion is performed at a resin temperature of 220 ° C. or less during melt extrusion. It becomes possible to obtain a spunbonded nonwoven fabric with higher uniformity of formation. From such a viewpoint, the MFR of the olefin resin composition (I) is more preferably 45 g / 10 min or more, and still more preferably 48 g / 10 min or more.
- ⁇ HD Melting endotherm measured from a melting endotherm curve obtained by holding a differential scanning calorimeter (DSC) at ⁇ 10 ° C. for 5 minutes in a nitrogen atmosphere and then raising the temperature at 10 ° C./min. ⁇ HD is less than 90 J / g. If the melting endotherm ⁇ HD of the olefin resin composition (I) is less than 90 J / g, the die pressure during melt extrusion is stabilized and the spinnability is also stabilized. A high spunbond nonwoven fabric can be obtained. From this point of view, the melting endotherm ⁇ HD is preferably 86 J / g or less, more preferably 81 J / g or less.
- the melting endotherm ⁇ H ⁇ D includes the peak of the melting endotherm curve obtained by DSC measurement with the line connecting the point on the low temperature side where there is no change in calorie and the point on the high temperature side where there is no change in calorie as the baseline. It is calculated by obtaining the area surrounded by the line portion and the baseline.
- the olefin resin composition (I) is preferably a propylene resin composition (IP).
- the propylene resin composition (IP) means that the proportion of the propylene polymer (ip) and other polypropylene in the olefin resin composition (I) is 50% by mass or more.
- the proportion of the propylene polymer (ip) and the other polypropylene in the olefin resin composition (I) is preferably 70% by mass or more, more preferably 80% by mass or more, and further preferably 90% by mass or more. More preferably, it is 95 mass% or more.
- a propylene-based resin composition a propylene-based polymer containing an olefin polymer (i) that satisfies the conditions (a) and (b) used in the present invention. It represents a resin composition.
- the olefin-based resin composition (I) contains other additives such as other thermoplastic resins and release agents as long as the effects of the first invention and the second invention of the present invention are not impaired. Also good.
- other thermoplastic resins include olefin polymers other than the olefin polymer (i), specifically, polypropylene, propylene-ethylene copolymer, propylene-ethylene-diene copolymer, polyethylene, Examples include ethylene / ⁇ -olefin copolymers, ethylene-vinyl acetate copolymers, hydrogenated styrene elastomers, and the like.
- polyester, polyamide, polylactic acid, etc. are also mentioned. These may be used individually by 1 type, and may be used in combination of 2 or more type.
- the above-mentioned release agent refers to an additive for improving the peelability so that the formed nonwoven fabric does not adhere to a roll or a conveyor of a molding machine.
- the mold release agent contained in the resin composition is referred to as an internal mold release agent, and the internal mold release agent refers to an additive that is added to the resin raw material to improve the peelability of the nonwoven fabric.
- an external mold release agent means the additive for apply
- organic carboxylic acid or its metal salt aromatic sulfonate or its metal salt, organic phosphate compound or its metal salt, dibenzylidene sorbitol or its derivative, rosin acid partial metal salt, inorganic fine particles, Imido acid, amic acid, quinacridones, quinones or a mixture thereof may be mentioned.
- the metal in the metal salt of the organic carboxylic acid include Li, Ca, Ba, Zn, Mg, Al, and Pb.
- the carboxylic acid include octylic acid, palmitic acid, lauric acid, stearic acid, and behen.
- Acid montanic acid, 12-hydroxystearic acid, oleic acid, isostearic acid, ricinoleic acid and other fatty acids, benzoic acid, pt-butylbenzoic acid and other aromatic acids.
- Specific examples include aluminum benzoate Salts, aluminum salt of pt-butylbenzoate, sodium adipate, sodium thiophenecarboxylate, sodium pyrrolecarboxylate and the like.
- dibenzylidene sorbitol or derivatives thereof include dibenzylidene sorbitol, 1,3: 2,4-bis (o-3,4-dimethylbenzylidene) sorbitol, 1,3: 2,4-bis (o- 2,4-dimethylbenzylidene) sorbitol, 1,3: 2,4-bis (o-4-ethylbenzylidene) sorbitol, 1,3: 2,4-bis (o-4-chlorobenzylidene) sorbitol and 1,3 : 2,4-dibenzylidenesorbitol and the like.
- Examples of these commercially available products include Gelall MD and Gelall MD-R manufactured by Shin Nippon Rika Co., Ltd.
- Examples of the rosin acid partial metal salt include Pine Crystal KM 1600, Pine Crystal KM 1500, and Pine Crystal KM 1300 manufactured by Arakawa Chemical Industries, Ltd.
- silica diatomaceous earth, titanium oxide, magnesium oxide, Pumice powder, pumice balloon, aluminum hydroxide, magnesium hydroxide, basic magnesium carbonate, dolomite, calcium sulfate, potassium titanate, barium sulfate, calcium sulfite, molybdenum sulfide and the like
- Synthetic silica may be used as the silica, and commercially available products such as silicia manufactured by Fuji Silysia Chemical Co., Ltd.
- amide compound examples include erucic acid amide, oleic acid amide, stearic acid amide, behenic acid amide, ethylene bis stearic acid amide, ethylene bis oleic acid amide, stearyl erucamide and oleyl palmitoamide, adipic acid dianilide, and suberic acid dianilide.
- organic phosphate compound examples include trimethyl phosphate, triethyl phosphate, tributyl phosphate, 2-ethylhexyl phosphate, butoxyethyl phosphate, triphenyl phosphate, tricresyl phosphate, trixylenyl phosphate, cresyl diphenyl phosphate, 2-ethylhexyl diphenyl phosphate Cresyl di 2,6-xylenyl phosphate, resorcinol diphenol phosphate, various aromatic condensed phosphates, 2-chloroethyl phosphate, chloropropyl phosphate, dichloropropyl phosphate, tribromoneopentyl phosphate, halogen-containing condensed phosphate, Bis-2-ethylhexyl phosphate, diisodecyl phosphate, 2-methacryloyloxy Ethyl acid phosphate, diphenyl
- These internal mold release agents can be used individually by 1 type or in combination of 2 or more types.
- erucic acid amide dibenzylidene sorbitol, 1,3: 2,4-bis (o-3,4-dimethylbenzylidene) sorbitol, 1,3: 2,4 -Bis (o-2,4-dimethylbenzylidene) sorbitol, 1,3: 2,4-bis (o-4-ethylbenzylidene) sorbitol, 1,3: 2,4-bis (o-4-chlorobenzylidene) Those selected from sorbitol and 1,3: 2,4-dibenzylidene sorbitol are preferred.
- the content of the internal release agent is preferably 10 to 10,000 ppm by mass, based on the resin mixture excluding the additive, and 100 to 5,000 ppm by mass. More preferred.
- the content of the internal release agent is 10 mass ppm or more, the function as the release agent is expressed, and when it is 10,000 mass ppm or less, the balance between the function as the release agent and the economy is good. Become.
- additives other than the mold release agent conventionally known additives can be blended.
- foaming agents for example, foaming agents, crystal nucleating agents, anti-glare stabilizers, ultraviolet absorbers, light stabilizers, heat stabilizers, antistatic agents.
- Agent flame retardant, synthetic oil, wax, electrical property improver, anti-slip agent, anti-blocking agent, viscosity modifier, anti-coloring agent, anti-fogging agent, lubricant, pigment, dye, plasticizer, softener, anti-aging
- additives such as an agent, a hydrochloric acid absorbent, a chlorine scavenger, an antioxidant, and an anti-tack agent.
- the spunbonded nonwoven fabric according to the first and second inventions of the present invention is a spunbonded nonwoven fabric having a formation uniformity of preferably 3.0 or less.
- the uniformity of formation is a value calculated by the method described in Examples described later.
- the uniformity of formation is 3.0 or less, it is excellent in design and becomes a spunbonded nonwoven fabric having an excellent texture, and can be suitably used for hygiene material applications including disposable diapers.
- the multilayer nonwoven fabric according to the first invention and the second invention of the present invention is a multilayer nonwoven fabric obtained by laminating a nonwoven fabric into two or more layers, and at least one layer of the multilayer nonwoven fabric is the spunbond nonwoven fabric of the present invention described above. It may be a multilayer nonwoven fabric.
- a multilayer nonwoven fabric including one or more layers of the spunbond nonwoven fabric of the present invention is excellent in uniform heat workability (effect) in an embossing process or the like.
- the nonwoven fabric used for the layers other than the layer which is the spunbond nonwoven fabric according to the first invention and the second invention of the present invention is not particularly limited, but known methods such as a spunbond method, a melt blow method, a spunlace method, a card method, etc. Nonwoven fabrics obtained by the production method can be used.
- the manufacturing method of the spunbond nonwoven fabric that can be used in the first invention of the present invention is not particularly limited, the olefin resin composition containing the olefin polymer (i) that satisfies the following conditions (a) and (b):
- a method for producing a spunbonded nonwoven fabric comprising a step of melt-extruding (I).
- MFR measured under conditions of a temperature of 230 ° C. and a load of 21.18 N is 1,000 g / 10 min or more.
- a differential scanning calorimeter (DSC) is used and held at ⁇ 10 ° C. for 5 minutes in a nitrogen atmosphere.
- an olefin polymer (i) satisfying the above conditions (a) and (b) having a melting endotherm ⁇ HD as measured from a melting endotherm curve obtained by raising the temperature at 10 ° C./min is less than 80 J / g.
- the preferable range of conditions (a) and (b) is also the same.
- the manufacturing method of the spun bond nonwoven fabric which can be used in 2nd invention of this invention is the olefin resin composition (I) containing the olefin polymer (i) which satisfy
- a method for producing a spunbonded nonwoven fabric comprising a step of melt extrusion at a resin temperature of 220 ° C. or lower.
- A) MFR measured under conditions of a temperature of 230 ° C. and a load of 21.18 N is 1,000 g / 10 min or more.
- a differential scanning calorimeter (DSC) is used and held at ⁇ 10 ° C. for 5 minutes in a nitrogen atmosphere.
- an olefin polymer (i) satisfying the above conditions (a) and (b) having a melting endotherm ⁇ HD as measured from a melting endotherm curve obtained by raising the temperature at 10 ° C./min is less than 80 J / g.
- the preferable range of conditions (a) and (b) is also the same.
- the method for producing a spunbonded nonwoven fabric used in the second invention of the present invention includes a step of melt-extruding the olefin resin composition (I) satisfying the above conditions at a resin temperature of 220 ° C. or lower.
- a resin temperature of 220 ° C. or lower When an olefin resin composition that does not satisfy the above conditions is used and melt extrusion is performed at a resin temperature of 220 ° C. or lower, the die pressure becomes unstable and the spinnability decreases. Since the olefin resin composition does not contain the olefin polymer (i) satisfying the above conditions (a) and (b), thread breakage occurs when the resin temperature is discharged at 220 ° C. or lower. It becomes difficult to obtain a spunbond nonwoven fabric with high uniformity.
- the resin temperature of the olefin-based resin composition at the time of melt extrusion is preferably 215 ° C. or lower, more preferably 210 ° C. or lower.
- the lower limit of the resin temperature is not particularly limited, but is usually not lower than the melting point of the olefin-based resin composition (I), preferably 180 ° C. or higher, more preferably 190 ° C. or higher.
- the method for producing a spunbonded nonwoven fabric used in the second invention of the present invention is preferably a method for producing a spunbonded nonwoven fabric using the olefin resin composition (I) that satisfies the following condition (1).
- the MFR measured under the conditions of a temperature of 230 ° C. and a load of 21.18 N is 40 g / 10 min or more.
- the olefin polymer (i) satisfying the above conditions (a) and (b) is included.
- the olefin-based resin composition (I) that satisfies the requirements is the same as the olefin-based resin composition (I) that satisfies the requirements used in the spunbonded nonwoven fabric of the present invention described above, and preferred examples thereof are also the same.
- the preferable range of condition (1) is also the same.
- the olefin resin composition (I) that satisfies the above condition (1) contains the olefin polymer (i) that satisfies the above conditions (a) and (b), so that it melts even when the resin temperature is discharged at 220 ° C. or lower. Extrudability is stable, and yarn breakage is suppressed and spinnability is stabilized. Furthermore, by discharging at a resin temperature of 220 ° C. or lower, crystallization at the spinning line is accelerated, so that a spunbonded nonwoven fabric having high fiber rigidity and high uniformity of formation can be obtained.
- spunbond method a melt-kneaded crystalline resin composition is spun, stretched and opened to form continuous long fibers, and the continuous long fibers are subsequently deposited on the moving collection surface in a continuous process.
- the spunbonded nonwoven fabric is produced by entanglement.
- a nonwoven fabric can be continuously produced, and the fibers constituting the spunbonded nonwoven fabric are continuous long fibers that have been drawn, so that the strength is high.
- a conventionally known method can be adopted as the spunbond method.
- fibers can be produced by extruding molten polymer from a large nozzle having several thousand holes or a small nozzle group having, for example, about 40 holes.
- the discharge rate of the fibers per single hole is preferably 0.1 to 1 g / min, and more preferably 0.3 to 0.7 g / min.
- the molten fiber is cooled by a cross-flow chilled air system, then pulled away from the nozzle and drawn by high velocity air.
- the first method is a method in which a filament is stretched using a suction slot (slot stretching), and performed at the nozzle width or the machine width.
- the filament is drawn through a nozzle or a suction gun. Filaments formed in this manner are collected on a screen (wire) or a pore-forming belt to form a web.
- the web then passes through a compression roll, followed by a heated calender roll (eg, a pair of calender rolls consisting of an embossing roll and a flat roll (also referred to as an S-roll)) and a raised portion on one roll.
- a heated calender roll eg, a pair of calender rolls consisting of an embossing roll and a flat roll (also referred to as an S-roll)
- a raised portion on one roll e.g, a pair of calender rolls consisting of an embossing roll and a flat roll (also referred to as an S-roll)
- a raised portion on one roll e.g., a method of forming a non-woven fabric by bonding at a portion including 10 to 40% area of the web.
- the bonding type heat bonding such as embossing, hot air, and calendar, adhesive bonding, mechanical entanglement such as needle punching and water punching can be adopted.
- the spunbonded nonwoven fabric according to the first invention or the second invention of the present invention may be a multilayer nonwoven fabric formed by laminating two or more layers. In that case, it is preferable that at least one layer of the nonwoven fabric constituting the outer layer of the multilayer nonwoven fabric is the spunbonded nonwoven fabric according to the first invention or the second invention.
- limiting in particular in the manufacturing method of the said multilayer nonwoven fabric It can manufacture by a well-known method. For example, first, the spunbonded nonwoven fabric according to the first invention or the second invention of the present invention is manufactured, and another nonwoven fabric is formed thereon by the spunbond method or the melt-blow method.
- the spunbond nonwoven fabric or other nonwoven fabric according to the first invention or the second invention of the present invention is overlaid and fused by heating and pressing.
- the other nonwoven fabric is not particularly limited, but a nonwoven fabric obtained by a known production method such as a spunbond method, a melt blow method, a spun lace method, or a card method can be used. preferable.
- laminating means such as thermal bonding and adhesive bonding as a laminating means for forming a multilayer nonwoven fabric, but a simple and inexpensive thermal bonding laminating means, in particular, a hot embossing roll method can also be adopted.
- the hot embossing roll method can be laminated using a known laminating apparatus using an embossing roll and a flat roll, in the same manner as the method using the heating calender roll described above.
- As the embossing roll various shapes of embossing patterns can be adopted, and there are a lattice shape in which each welded portion is continuous, an independent lattice shape, an arbitrary distribution, and the like.
- the fiber product using the spunbonded nonwoven fabric according to the first invention or the second invention of the present invention and the fiber product using the multilayer nonwoven fabric are not particularly limited.
- the following fibers Product can be mentioned. That is, disposable diaper members, elastic members for diaper covers, elastic members for sanitary products, elastic members for hygiene products, elastic tapes, adhesive plaster, elastic members for clothing, insulation materials for clothing, heat insulation materials for clothing, Protective clothing, hat, mask, gloves, supporter, elastic bandage, poultice base fabric, anti-slip base fabric, vibration absorber, finger sack, clean room air filter, electret processed electret filter, separator, insulation , Coffee bags, food packaging materials, automotive ceiling skin materials, soundproof materials, cushion materials, speaker dustproof materials, air cleaner materials, insulator skins, backing materials, adhesive nonwoven fabric sheets, door trims and other automotive parts, copying machine cleaning Various cleaning materials such as wood, carpet surface and backing materials, agricultural distribution, wood drain Shoes for members, bag for members such as sports shoes skin, industrial sealing material
- the nonwoven fabric composed of the conjugate fiber according to the third aspect of the present invention is a nonwoven fabric composed of the conjugate fiber composed of the following first component and second component.
- the first component is an olefin resin composition (I) containing an olefin polymer (i) that satisfies the following conditions (a) and (b).
- the melting endotherm ⁇ H-D measured from the melting endotherm curve obtained by raising the temperature at 10 ° C./min after holding for 5 minutes is less than 80 J / g.
- the second component contains the following conditions (e) and ( It is an olefin resin composition (II) containing the olefin polymer (ii) satisfying f).
- the “composite fiber” refers to a “core-sheath fiber” in which the cross section of the fiber is composed of a “core” of the inner layer portion and a “sheath” of the outer layer portion, and heat having different heat shrinkage rates. It is used to mean “crimped fibers” combined with a plastic resin. Further, “crimped fiber” is used to mean “side-by-side fiber” and “eccentric core-sheath fiber”. The “side-by-side fiber” refers to a fiber obtained by melt-extrusion of at least two types of resins, bonding at least two types of resins, and spinning.
- the cross-sectional shape of the side-by-side fiber is not limited to a substantially circular shape (including a “perfect circle”), and may be elliptical or dharma when considering bulkiness. Therefore, a perfect circle is preferable.
- substantially circular means that the ratio of the lengths of two axes intersecting each other by 90 ° at the center of the fiber cross section is about 1.2: 1 or less, , which means that the ratio of the lengths of the two axes intersecting each other by 90 ° at the center of the fiber cross section is about 1: 1.
- “Ellipse” means that the ratio of the lengths of the two axes intersecting each other at 90 ° at the center of the fiber cross section is greater than about 1.2: 1.
- a plurality of axes passing through the center of the cross section has a short axis and a long axis, and means a cross-sectional shape having at least two maximum values when the length of the long axis is plotted against the length of the short axis. Further, the ratio of at least two kinds of resins in the cross section of the side-by-side type fiber is mainly determined by the extrusion ratio of the resin at the time of melt extrusion.
- “Eccentric core-sheath fiber” refers to a fiber in which the center of gravity of the inner layer portion is different from the center of gravity of the entire fiber in the cross-sectional shape of the eccentric core-sheath fiber, and the center of gravity of the inner layer is different from the center of gravity of the entire fiber. It is produced using a composite type nozzle arranged in this way, for example, an eccentric core-sheath type composite nozzle.
- the ratio of at least two kinds of resins in the cross section of the eccentric core-sheath fiber is mainly determined by the extrusion ratio of the resin at the time of melt extrusion.
- the first component is an olefin resin composition (I) containing an olefin polymer (i) that satisfies the above conditions (a) and (b).
- the conditions (a) and (b) are the same as those described in the description of the spunbond according to the first invention and the spunbond nonwoven fabric according to the second invention of the present invention. The same applies to.
- the spunbond according to the first invention and the spunbond according to the second invention of the present invention described above This is the same as that described in the description of the nonwoven fabric, and the preferred embodiments thereof are the same unless otherwise specified.
- the content of the olefin polymer (i) in the olefin resin composition (I) is preferably 1 to 50% by mass with respect to 100% by mass of the total amount of the olefin resin composition (I), More preferably, it is 3 to 45% by mass, and still more preferably 5 to 40% by mass.
- the content of the olefin polymer (i) in the olefin resin composition (I) is 50% by mass or less, the crystallization speed on the spinning line is not extremely slow, and the spinnability is stabilized.
- the fiber when the content of the olefin polymer (i) in the olefin resin composition (I) is 1% by mass or more, the fiber can be made into a thin fiber, and the nonwoven fabric is reduced as the elastic modulus of the fiber decreases. This improves the flexibility of the nonwoven fabric when it is processed.
- the second component is an olefin resin composition (II) containing an olefin polymer (ii) that satisfies the following conditions (e) and (f).
- MFR Melt flow rate measured under conditions of a temperature of 230 ° C. and a load of 21.18 N is 1 g / 10 min or more and 100 g / 10 min or less
- DSC differential scanning calorimeter
- the olefin polymer (ii) that can be used in the third invention of the present invention has an MFR measured at a temperature of 230 ° C. and a load of 21.18 N of 1 g / 10 min or more and less than 100 g / 10 min, preferably It is 10 g / 10 min or more and 90 g / 10 min or less, more preferably 15 g / 10 min or more and 80 g / 10 min or less, and further preferably 20 g / 10 min or more and 70 g / 10 min or less.
- the melt flow rate (MFR) is a value measured by a measurement method defined in JIS K7210 using an extrusion type plastometer defined in JIS K6760.
- a differential scanning calorimeter (DSC) is used and kept at ⁇ 10 ° C. for 5 minutes under a nitrogen atmosphere.
- DSC differential scanning calorimeter
- Tm-D melting point defined as the peak top of the peak observed on the highest temperature side of the melting endothermic curve obtained by raising the temperature at 0 ° C./min exceeds 120 ° C.
- PP3155 trade name, manufactured by ExxonMobil Chemical
- Y2005GP trade name, manufactured by Prime Polymer Co., Ltd.
- Prime Polypro TM S119 (trade name, manufactured by Prime Polymer Co., Ltd.)
- NOVATEC-SA03 (trade name, manufactured by Nippon Polypro Co., Ltd.)
- other highly crystalline polypropylene can be used.
- the olefin polymer (ii) may be a propylene homopolymer or a copolymer, but in the case of a copolymer, the copolymerization ratio of propylene units is 50 mol% or more, Preferably it is 60 mol% or more, More preferably, it is 70 mol% or more, More preferably, it is 90 mol% or more, More preferably, it is 95 mol% or more.
- the copolymerizable monomer include ethylene, ⁇ -olefins having 2 or 4 to 20 carbon atoms such as 1-butene, 1-pentene, 1-hexene, 1-octene and 1-decene, methyl acrylate, and the like. Acrylic acid ester, vinyl acetate, and the like are mentioned, and a propylene homopolymer is preferable from the viewpoint of moldability. These may be used individually by 1 type, and may be used in combination of 2 or more type.
- the olefin polymer (ii) As the olefin polymer (ii), a melting obtained by using a differential scanning calorimeter (DSC) by holding at ⁇ 10 ° C. for 5 minutes in a nitrogen atmosphere and then raising the temperature at 10 ° C./min.
- the melting point (Tm-D) defined as the peak top of the peak observed on the highest temperature side of the endothermic curve is preferably more than 120 ° C. and 170 ° C. or less, more preferably 125 to 167 ° C.
- the second component is the olefin resin composition (II) containing the olefin polymer (ii) described above
- the olefin polymer (i) described above may be included.
- the content of the olefin polymer (i) is less than the content of the olefin polymer (i) in the olefin resin composition (I). is there.
- the olefin polymer (ii) is preferably a propylene polymer (iip).
- a propylene polymer (iip) when simply referred to as a propylene polymer (iip) in the present specification, it represents a propylene resin that satisfies the above conditions (e) and (f). Although it does not specifically limit as propylene-type resin which does not satisfy
- the olefin resin composition (II) is preferably a propylene resin composition (IIP).
- the propylene resin composition (IIP) is an olefin resin composition in which the proportion of the propylene polymer (iip) in the olefin resin composition (II) is 50% by mass or more. Represents a thing.
- the proportion of the propylene polymer (iip) in the olefin resin composition (II) is preferably 85% by mass or more, more preferably 90% by mass or more, and further preferably 95% by mass or more.
- a propylene-based resin composition (IIP) an olefin polymer (ii) that satisfies the above conditions (e) and (f) used in the third invention of the present invention.
- the propylene-type resin composition containing is represented.
- the other polypropylene in the first component and the propylene polymer (iip) in the second component may be the same resin as each other, depending on the crimping degree and elongation rate of the crimped fiber, or Alternatively, different resins may be selected as appropriate.
- the olefin-based resin composition (II) may contain other additives such as other thermoplastic resins and release agents as long as the effects of the third invention of the present invention are not impaired.
- the other thermoplastic resins include olefin polymers other than the olefin polymer (i) and the olefin polymer (ii), specifically, polypropylene, propylene-ethylene copolymer, propylene-ethylene. -Diene copolymer, polyethylene, ethylene / ⁇ -olefin copolymer, ethylene-vinyl acetate copolymer, hydrogenated styrene elastomer, and the like.
- polyester, polyamide, polylactic acid, etc. are also mentioned.
- the mold release agent and various additives other than a mold release agent may contain examples thereof include the same as the additives and various additives.
- the first component and the second component preferably have the following relationship.
- the melt flow rate (MFR) of the olefin resin composition (I) constituting the first component and the olefin resin constituting the second component It is preferable that the melt flow rate (MFR) of the composition (II) is different.
- the melt flow rate (MFR) of the olefin resin composition (I) constituting the first component and the olefin resin composition (II) constituting the second component is an extrusion type plast determined by JIS K6760.
- the first component olefin resin composition (I) and the second component olefin resin composition (II) are selected.
- the MFR of the olefin resin composition (I) used in the third invention of the present invention is 2,000 g / 10 min or less, preferably 10 to 1,500 g / 10 min, more preferably 15 to 1. 1,000 g / 10 min, more preferably 18 to 900 g / 10 min.
- the MFR of the olefin resin composition (I) is preferably 30 to 200 g / 10 min, more preferably 50 to 150 g / 10 min, and further Preferably, it is 60 to 100 g / 10 min.
- the MFR of the olefin resin composition (II) preferably satisfies the relationship between the MFR of the first component and the second component.
- MFR of the first component olefin resin composition (I) it is 2,000 g / 10 min or less, preferably 10 to 1,500 g / 10 min, more preferably 15 to It is 1,000 g / 10 min, more preferably 18 to 900 g / 10 min.
- the MFR of the olefin resin composition (II) is preferably 1 to 100 g / 10 min, more preferably 10 to 70 g / 10 min, and further Preferably, it is 20 to 50 g / 10 min.
- the first component resin and the second component resin are fused and spun by conventional melt extrusion, and then subjected to post-treatment such as stretching and heating.
- the fiber which has strong crimpability is obtained.
- the post-processing step after spinning is essential in consideration of the raw materials used for the production of crimped fibers and their physical properties, and the degree of crimping changes depending on the post-processing conditions such as stretching and heating. There was also. Therefore, in the case where the conjugate fiber used in the third invention of the present invention is a crimped fiber, a post-treatment step is not essential, and thus a stable crimped fiber is obtained. The manufacturing cost and the size of the manufacturing apparatus can be reduced.
- the mass ratio of the first component olefin resin composition (I) to the second component olefin resin composition (II) is 10:90 to 90. : 10, preferably 20:80 to 80:20, and more preferably 30:70 to 70:30.
- mass ratio is in the range of 10:90 to 90:10, flexibility is expressed in the case of the core-sheath fiber, and crimpability and extensibility are expressed in the case of the crimped fiber.
- the first component contains the propylene polymer (i) in the range of 1% by mass to 50% by mass, and the first component propylene resin composition (IP): the second component propylene
- the mass ratio of the resin-based resin composition (IIP) is 10:90 to 90:10
- the core-sheath fiber has flexibility
- the crimped fiber has crimpability, stretchability, and Excellent balance of flexibility.
- the composite fiber used for the 3rd invention of this invention can mix
- at least one of the first component and the second component may further contain an internal release agent.
- the internal mold release agent and additives other than the internal mold release agent may be contained in the olefin resin composition (I) described in the first invention and the second invention described above. Examples of the mold and the same as various additives are mentioned.
- the content of the internal mold release agent is preferably 10 to 10,000 mass ppm, more preferably 100 to 5,000 mass ppm based on the composition of the first component or the second component containing the internal mold release agent. preferable.
- the content of the internal release agent is 10 mass ppm or more, the function as the release agent is expressed, and when it is 10,000 mass ppm or less, the balance between the function as the release agent and the economy is good. Become.
- the nonwoven fabric composed of the composite fiber composed of side-by-side fibers has a large difference in viscosity between the two components constituting the fiber, and the first component and the second component are both fast in crystallization speed.
- the fiber is crimped rapidly just under the fiber drawing step (ejector or cabin). At this time, a roping phenomenon in which the fibers are entangled with each other appears, and the uniformity (uniformity of appearance) of the nonwoven fabric may be impaired. Therefore, in one aspect of the third invention of the present invention, roping associated with rapid crimping directly under the fiber drawing step is performed by adding the propylene polymer (i) to the first component of the side-by-side fiber. It has also been found that the occurrence of the phenomenon can be suppressed, and a nonwoven fabric composed of crimped fibers having an excellent balance between crimpability and formation uniformity can be obtained.
- each resin component constituting the composite fiber can be melted using a separate extruder or the like.
- a spinneret eg, core-sheath type (non-eccentric type) having a composite spinning nozzle configured to discharge the melt by forming a desired structure by appropriately adjusting the resin discharge amount of each resin component
- Eccentric core-sheath type, side-by-side type, etc. to discharge the composite fiber.
- the spun composite fiber is optionally cooled with a cooling fluid, and further, tension is applied to the core-sheath fiber by drawing air or a winder to obtain a predetermined fineness.
- the stretching air may be lower than the molten resin temperature or may be stretched with high-temperature air.
- ⁇ Manufacturing method of non-woven fabric comprising core-sheath fiber and core-sheath fiber Examples of a method for producing a core-sheath fiber that can be used as the composite fiber used in the third invention of the present invention and a method for producing a nonwoven fabric comprising the core-sheath fiber are shown below.
- the manufacturing method of the core-sheath fiber used in the third invention of the present invention first, the component constituting the core and the component constituting the sheath are melted using separate extruders or the like.
- each melt is discharged from a spinneret having a composite spinning nozzle configured to discharge the melt by forming a desired core-sheath structure.
- the spun core-sheath fiber is optionally cooled with a cooling fluid, and further, tension is applied to the core-sheath fiber by drawing air or a winder to obtain a predetermined fineness.
- the stretching air may be lower than the molten resin temperature or may be stretched with high-temperature air.
- the nonwoven fabric which consists of the said core-sheath-type fiber
- the method for producing the side-by-side fiber used in the third invention of the present invention first, at least two components of resin are melted using separate extruders, and the resin discharge amount of each component is adjusted appropriately. And extrude the molten resin. For example, it is extruded from a special spinneret as disclosed in US Pat. No. 3,671,379.
- the melt spinning method which fuse
- stretching process of a fiber is the same as the example of the manufacturing method of the core sheath type fiber mentioned above.
- the discharge speed and the drawing air during spinning or the take-up winding speed (tension applied to the fiber) are the physical properties of the resin, the mass ratio of each resin component, etc. (if the resin component is two components, the physical properties of the two components) Or a mass ratio).
- mold fiber after manufacturing the said side-by-side type
- a desired fiber in the manufacturing method of the side-by-side type fiber used in the third invention of the present invention, can be manufactured without a post-processing step such as heating and stretching after spinning, but if necessary, The post-treatment step may be employed.
- the degree of crimping of the fibers may be increased by heating at 100 to 150 ° C., stretching by 1.2 to 5 times, or a combination thereof.
- the propylene-based polymer (i) in the side-by-side fiber used in the third invention of the present invention, is blended only with the first component, but is not limited thereto, and is added As described above, the propylene polymer (i) may be added to the second component in accordance with the melting point and physical properties of the propylene polymer (i) to be prepared.
- the side-by-side fiber constituting the crimped nonwoven fabric according to the third aspect of the present invention has a fineness calculated by the measurement method shown below from the viewpoint of balance with the texture, flexibility and strength of the nonwoven fabric of 0.5 denier or more. It is preferably 2.5 denier or less, and more preferably 0.8 to 2.0 denier.
- the crimped nonwoven fabric according to the third aspect of the present invention has a small fineness as described above, and is excellent in spinning stability even under molding conditions where yarn breakage tends to occur.
- the value of the fineness is a value obtained by the method described in Examples described later.
- the manufacturing method of the nonwoven fabric which consists of an eccentric core sheath type fiber and an eccentric core sheath type fiber As an example of a manufacturing method of an eccentric core-sheath fiber that can be used as a crimped fiber used in the third invention of the present invention, and a manufacturing method of a nonwoven fabric composed of the eccentric core-sheath fiber, as a core-sheath composite nozzle, Since it is the same as that of the example of the manufacturing method of the nonwoven fabric which consists of a core sheath type fiber and a core sheath type fiber mentioned above except using an eccentric core sheath type nozzle, detailed explanation is omitted here.
- the nonwoven fabric composed of the conjugate fiber according to the third invention of the present invention is a short fiber by cutting the conjugate fiber that can be used in the third invention of the present invention, and the card method, the spunlace method, and further the chemical bonding. Or it may be a non-woven fabric by thermal bonding.
- the composite fiber is a crimped fiber, after producing a nonwoven fabric composed of continuous fibers or a short fiber obtained by stretching with the above-described stretched air, the fibers in the nonwoven fabric are further stretched or heated. The degree of crimp may be increased.
- the fiber bundle laminated on the net surface is thermocompression bonded to form the nonwoven fabric.
- the nonwoven fabric comprising the composite fiber according to the third aspect of the present invention can be molded at a relatively low temperature of 20 ° C. to 100 ° C., has a sufficient bulkiness, and has no fluffing Can be obtained. Even if the embossing temperature is not relatively low, if the embossed area ratio is small, it is possible to obtain a non-woven fabric that is bulky and free from fuzz.
- the “embossed area ratio” refers to the occupation ratio of the embossed pattern area per unit area.
- the nonwoven fabric composed of the conjugate fiber according to the third aspect of the present invention is a spunbonded nonwoven fabric using the above-described core-sheath fiber or crimped fiber (either side-by-side fiber or eccentric core-sheath fiber).
- a multilayer nonwoven fabric obtained by laminating with various layers depending on the application and laminating two or more layers may be used. In that case, from the viewpoint of surface smoothness, it is preferable that at least one layer of the nonwoven fabric constituting the outer layer of the multilayer nonwoven fabric is the spunbond nonwoven fabric.
- Specific examples of the various layers include a knitted fabric, a woven fabric, a nonwoven fabric, and a film.
- thermal embossing As a method of laminating (bonding) the fiber nonwoven fabric and other layers, thermal embossing, thermal fusion methods such as ultrasonic fusion, mechanical entanglement methods such as needle punch and water jet, hot melt adhesive, urethane
- thermal embossing thermal fusion methods such as ultrasonic fusion
- mechanical entanglement methods such as needle punch and water jet
- hot melt adhesive urethane
- Various known methods such as a method using an adhesive such as a system adhesive and a method using extrusion lamination can be used.
- a simple and inexpensive thermal bonding laminating means, particularly a hot embossing roll method can also be used.
- the hot embossing roll method can be laminated using a known laminating apparatus using an embossing roll and a flat roll, in the same manner as the method using the heating calender roll described above.
- embossing roll various shapes of embossing patterns can be adopted, and there are
- a non-woven fabric comprising a composite fiber according to the third invention of the present invention is first manufactured, and another non-woven fabric is formed on the non-woven fabric by a spunbond method, a melt blow method, or the like.
- a spunbond method a melt blow method, or the like.
- Other nonwoven fabrics are not particularly limited, but non-woven fabrics other than the nonwoven fabric according to the third invention of the present invention such as spunbond nonwoven fabrics, melt blown nonwoven fabrics, wet nonwoven fabrics, dry nonwoven fabrics, dry pulp nonwoven fabrics, flash spun nonwoven fabrics, and opened nonwoven fabrics. From the viewpoint of uniformity of formation, a melt blown nonwoven fabric obtained by a melt blow method is preferable.
- Examples of the material constituting the nonwoven fabric other than the nonwoven fabric according to the third invention of the present invention include various known thermoplastic resins such as ethylene, propylene, 1-butene, 1-hexene, 4-methyl-1-pentene and 1 -High-pressure method low density polyethylene, linear low density polyethylene (so-called LLDPE), high density polyethylene, polypropylene, polypropylene random copolymer, poly 1-butene, poly 4 which are homo- or copolymers of ⁇ -olefins such as octene -Methyl-1-pentene, ethylene / propylene random copolymer, ethylene / 1-butene random copolymer, polyolefin such as propylene / 1-butene random copolymer, polyester (polyethylene terephthalate, polybutylene terephthalate, polyethylene naphthalate) Etc.), polyamide (Nai -6, nylon-66, polymetaxylene adip
- the breathability utilizing the breathability characteristic of the nonwoven fabric composed of the conjugate fiber according to the third invention of the present invention.
- a film is preferred.
- the breathable film include various known breathable films, for example, films made of thermoplastic elastomers such as moisture-permeable polyurethane elastomers, polyester elastomers, polyamide elastomers, and thermoplastic resins containing inorganic or organic fine particles. Examples thereof include a porous film obtained by stretching a film to be porous.
- the thermoplastic resin used for the porous film is preferably a polyolefin such as high-pressure method low-density polyethylene, linear low-density polyethylene (so-called LLDPE), high-density polyethylene, polypropylene, polypropylene random copolymer, or a composition thereof.
- LLDPE linear low-density polyethylene
- the laminate with the breathable film can be a cross-like composite material having the high bulkiness and flexibility of the nonwoven fabric made of the composite fiber according to the third invention of the present invention and having extremely high water resistance.
- the fiber product using the nonwoven fabric composed of the conjugate fiber according to the third invention of the present invention and the fiber product using the multilayer nonwoven fabric according to the third invention are not particularly limited.
- the thing similar to the textiles described in the 1st invention mentioned above and the 2nd invention can be mentioned.
- the crimped nonwoven fabric is composed of high-crimpness and stretch rate and bulky fibers, and from the viewpoint of air retention and heat insulation effect, It can also be used.
- Propylene and hydrogen were continuously supplied so as to maintain the total pressure in the reactor at 1.0 MPa ⁇ G, and the polymerization temperature was appropriately adjusted to obtain a polymerization solution having a desired molecular weight.
- an antioxidant was added so as to be 1,000 ppm by mass, and the solvent was removed to obtain propylene polymers (1), (2), and (3), respectively.
- the physical properties of the propylene polymer are shown in Table 1 below.
- the physical properties of the propylene-based polymer and the propylene-based resin compositions used in the following examples and comparative examples were determined by the following measurements.
- ⁇ Melt flow rate (MFR)> According to JIS K7210: 1999, it measured on condition of temperature 230 degreeC and load 21.18N.
- Apparatus “JNM-EX400 type” manufactured by JEOL Ltd. 13 C-NMR apparatus Method: Complete proton decoupling method Concentration: 220 mg / ml Solvent: 90:10 (volume ratio) mixed solvent of 1,2,4-trichlorobenzene and heavy benzene Temperature: 130 ° C Pulse width: 45 ° Pulse repetition time: 4 seconds Integration: 10,000 times
- M m / S ⁇ 100
- Example 1 10% by mass of the propylene polymer (1) obtained in Production Example 1, 86% by mass of “NOVATEC-SA03” (trade name, MFR: 30 g / 10 min, melting point: 160 ° C.) manufactured by Nippon Polypro Co., Ltd., and stock "Y6005GM” (trade name, MFR: 60 g / 10 min) made by the company Prime Polymer and 95% by mass of erucic acid amide masterbatch prepared by mixing 5% by mass of erucic acid amide (based on propylene resin composition) 2,000 mass ppm of erucamide was added) to prepare a propylene-based resin composition.
- the propylene-based resin composition was melt-extruded at a resin temperature of 200 ° C.
- the fiber bundle laminated on the net surface was embossed at a nip pressure of 40 N / mm with a calender roll heated to 135 ° C. and wound around a take-up roll.
- a nip pressure of 40 N / mm with a calender roll heated to 135 ° C. and wound around a take-up roll.
- the fabric weight and the uniformity of formation were evaluated with the following measuring method mentioned later. The measurement results are shown in Table 2.
- Comparative Example 1 10% by mass of the propylene polymer (2) obtained in Production Example 2, 86% by mass of “NOVATEC-SA03” manufactured by Nippon Polypro Co., Ltd., and erucic acid amide masterbatch 4 prepared by the same method as in Example 1
- a spunbonded nonwoven fabric was produced in the same manner as in Example 1 except that a propylene-based resin composition was prepared by mixing mass% (added 2,000 mass ppm of erucamide on the basis of the propylene-based resin composition). Then, the obtained nonwoven fabric was measured. The measurement results are shown in Table 2.
- Comparative Example 2 10% by mass of the propylene polymer (3) obtained in Production Example 3, 86% by mass of “NOVATEC-SA03” manufactured by Nippon Polypro Co., Ltd., and erucic acid amide masterbatch 4 prepared by the same method as in Example 1
- a spunbonded nonwoven fabric was produced in the same manner as in Example 1 except that a propylene-based resin composition was prepared by mixing mass% (added 2,000 mass ppm of erucamide on the basis of the propylene-based resin composition). Then, the obtained nonwoven fabric was measured. The measurement results are shown in Table 2.
- Comparative Example 3 Based on 96% by mass of “NOVATEC-SA03” manufactured by Nippon Polypro Co., Ltd. and 4% by mass of erucic acid amide masterbatch prepared by the same method as in Example 1 (2,000 ppm by mass on the basis of the propylene resin composition) A spunbond nonwoven fabric was produced in the same manner as in Example 1 except that erucic acid amide was added to prepare a propylene-based resin composition, and the obtained nonwoven fabric was measured. The measurement results are shown in Table 2.
- Reference example 1 A nonwoven fabric was produced in the same manner as in Example 1 except that it was melted and extruded at a resin temperature of 240 ° C., and the resulting nonwoven fabric was measured. The measurement results are shown in Table 2.
- Comparative Example 5 2% by mass of the propylene-based polymer (3) obtained in Production Example 3, propylene-ethylene copolymer (1) “Vistamaxx6202” manufactured by Exxon Mobil Chemical (trade name, MFR: 19 g / 10 min, ⁇ HD: 19 J / g) 8% by mass, 86% by mass of “NOVATEC-SA03” manufactured by Nippon Polypro Co., Ltd., and 4% by mass of erucic acid amide masterbatch prepared in the same manner as in Example 1 (based on propylene resin composition) Comparative Example 4 except that 2,000 mass ppm of erucic acid amide was added) to prepare a propylene-based resin composition, and the suction pressure of the ejector during spinning was 3.5 kg / cm 2. A nonwoven fabric was produced in the same manner as above, and the obtained nonwoven fabric was measured. The measurement results are shown in Table 2.
- a propylene resin composition containing a propylene polymer having a melting endotherm ⁇ HD of 38 J / g and an MFR of 2,000 g / 10 min is used as the olefin polymer. It can be seen that the spunbonded nonwoven fabric of Example 1 obtained by melting, extruding and molding the composition at 200 ° C. is excellent in uniformity. Span of Comparative Examples 1 and 2 using a propylene-based resin composition containing a propylene-based polymer having a melting endotherm ⁇ HD of 35 J / g or 37 J / g and an MFR of less than 1,000 g / 10 min It can be seen that the bond nonwoven fabric has low uniformity.
- Comparative Example 3 using only a propylene polymer having an MFR of less than 1,000 g / 10 min, the spinnability was unstable, the yarn breakage occurred frequently, and a spunbonded nonwoven fabric could not be obtained.
- a propylene resin composition containing a propylene polymer having an MFR of 2,000 g / 10 min was used as the olefin polymer. The resin composition was melted at 200 ° C., extruded, and molded. When the bond nonwoven fabric and the spunbond nonwoven fabric of Reference Example 1 in which the resin composition is changed to 240 ° C. are compared, it can be seen that the uniformity of the nonwoven fabric is further improved by lowering the molten resin temperature.
- a propylene-based resin composition containing a propylene-ethylene copolymer having a melting endotherm ⁇ H-D of 19 J / g and an MFR of less than 1,000 g / 10 min is used, and the resin composition is heated to 240 ° C. It can be seen that the spunbonded nonwoven fabrics of Comparative Examples 4 and 5 which were melted and extruded at the same time have low uniformity of the nonwoven fabric.
- the MFR was measured by the measurement method described above.
- the melting endotherm ⁇ HD of the first component olefin resin composition (I) was measured by the measurement method described above.
- the melting point (Tm-D) was measured by the following method unless otherwise specified. ⁇ Melting point (Tm-D)> Using a differential scanning calorimeter (“DSC-7” manufactured by Perkin Elmer), a 10 mg sample was held at ⁇ 10 ° C. for 5 minutes under a nitrogen atmosphere and then melted by heating at 10 ° C./min. The melting point Tm-D was determined from the peak top of the peak observed on the highest temperature side of the endothermic curve.
- DSC-7 differential scanning calorimeter
- Example 3-1 Preparation of the first component 20% by mass of the propylene polymer (1) obtained in Production Example 1, 78% by mass of the propylene polymer (4), and “Prime Polypro TM S119” (trade name, MFR: 60 g) manufactured by Prime Polymer Co., Ltd. / 10 min) 2% by mass of erucic acid amide masterbatch prepared by mixing 90% by mass and 10% by mass of erucic acid amide (added 2,000 mass ppm of erucic acid amide based on olefin resin composition (I)) Were mixed to prepare an olefin resin composition (I).
- the first component and the second component are melt-extruded at a resin temperature of 240 ° C. using separate single-screw extruders, and per side hole from a side-by-side type composite nozzle having a nozzle diameter of 0.6 mm (hole number: 1,795 holes).
- the molten resin was spun at a rate of 0.35 g / min so that the ratio of the first component: second component was 70:30. While cooling the fiber obtained by spinning with air at a temperature of 12.5 ° C.
- the fiber is sucked at an ejector pressure of 2.0 kg / cm 2 with an ejector installed at 1,400 mm below the nozzle. It was laminated on the net surface moving at a line speed of 53 m / min at a lower 255 mm.
- the fiber bundle laminated on the net surface was embossed with an embossing roll heated to 50 ° C. at a linear pressure of 40 N / mm, and a crimped nonwoven fabric having a basis weight of 20 g / m 2 was wound around the take-up roll. About the obtained crimped nonwoven fabric, the following measurement and evaluation were performed. The results are shown in Table 3.
- Example 3-2 (Preparation of the first component) Similar to the preparation of the first component of Example 3-1, except that the propylene polymer (5) was mixed instead of the propylene polymer (4) in the preparation of the first component of Example 3-1. Thus, an olefin resin composition (I) was prepared.
- the nonwoven fabric was formed using a spunbond apparatus (“Reicofil 4” manufactured by Reicofil).
- the first component and the second component were each melt melt extruded at a resin temperature of 240 ° C. using separate single-screw extruders, and 0.50 g / per single hole from a side-by-side composite nozzle (number of holes 1,795 holes).
- the molten resin was spun at a rate of min so that the ratio of the first component: second component was 70:30.
- the fiber obtained by spinning was laminated on a net surface where the fiber was moving at a line speed of 156 m / min at a temperature of 30 ° C. and a cabin pressure of 5,000 Pa.
- the fiber bundle laminated on the net surface is embossed at a linear pressure of 50 N / mm with an embossing roll (embossed area ratio: 12%, engraved shape: circular) heated to 121 ° C and an S-roll heated to 127 ° C. There was wound into a take-up roll crimp nonwoven 20 g / m 2. The crimped nonwoven fabric obtained was measured and evaluated in the same manner as in Example 3-1. The results are shown in Table 3.
- Example 3-3 (Preparation of the first component) 10% by mass of the propylene polymer (1) obtained in Production Example 1, 88% by mass of the propylene polymer (6), and “Prime Polypro TM S119” (trade name, MFR: 60 g) manufactured by Prime Polymer Co., Ltd. / 10 min) 2% by mass of erucic acid amide masterbatch prepared by mixing 90% by mass and 10% by mass of erucic acid amide (added 2,000 mass ppm of erucic acid amide based on olefin resin composition (I)) Were mixed to prepare an olefin resin composition (I).
- Comparative Example 3-1 Preparation of the first component 78% by mass of the propylene polymer (4), 20% by mass of the propylene polymer (7), and 90% by mass of “Prime Polypro TM S119” (trade name, MFR: 60 g / 10 min) manufactured by Prime Polymer Co., Ltd.
- the olefin resin composition (II) was prepared in the same manner as the method for preparing the second component in Example 3-1.
- Example 3-4 Preparation of the first component 20% by mass of the propylene polymer (1) obtained in Production Example 1, 78% by mass of the propylene polymer (4), and “Prime Polypro TM S119” (trade name, MFR: 60 g) manufactured by Prime Polymer Co., Ltd. / 10 min) 2% by mass of erucic acid amide masterbatch prepared by mixing 90% by mass and 10% by mass of erucic acid amide (added 2,000 mass ppm of erucic acid amide based on olefin resin composition (I)) Were mixed to prepare an olefin resin composition (I).
- the first component and the second component are melt-extruded at a resin temperature of 240 ° C. using separate single-screw extruders.
- the molten resin was spun at a rate of 0.50 g / min so that the ratio of the first component: second component was 70:30.
- the fiber is sucked at an ejector pressure of 1.5 kg / cm 2 with an ejector installed at 1,400 mm below the nozzle.
- the fiber bundle laminated on the net surface was embossed with an embossing roll heated to 70 ° C. at a linear pressure of 40 N / mm, and a crimped nonwoven fabric having a basis weight of 15 g / m 2 was wound around the take-up roll.
- melt blown nonwoven fabric (Manufacture of melt blown nonwoven fabric) A melt blown non-woven device comprising a single screw extruder, a die (nozzle, hole diameter: ⁇ 0.15 mm, hole number: 720 holes), a high-temperature compressed air generator, a net conveyor and a winding device was used.
- the polypropylene polymer (7) is melted at a resin temperature of 260 ° C., the molten resin is discharged from the die at a rate of 0.1 g / min per single hole, and the resin is 360 Nm 3 using compressed air at 270 ° C.
- the melt blown nonwoven fabric having a basis weight of 5 g / m 2 was wound up by a winder with a flow rate of / hr and laminated on a net conveyor surface moving at a line speed of 24 m / min.
- Example 3-5 Preparation of the first component 40% by mass of the propylene polymer (1) obtained in Production Example 1, 56% by mass of the propylene polymer (5), and “Y6005GM” (trade name, MFR: 60 g / 10 min) manufactured by Prime Polymer Co., Ltd. 4 mass% of erucic acid amide masterbatch prepared by mixing 95 mass% and erucic acid amide 5 mass% (added 2,000 mass ppm of erucic amide based on olefin resin composition (I)) Thus, an olefin resin composition (I) was prepared.
- the nonwoven fabric was formed using a spunbond apparatus (“Reicofil 4” manufactured by Reicofil).
- the first component and the second component were melt-extruded at a resin temperature of 250 ° C. using separate single-screw extruders, respectively, and 0.50 g / per single hole from a side-by-side composite nozzle (number of holes 1,795 holes).
- the molten resin was spun at a rate of min so that the ratio of the first component: second component was 70:30.
- the fiber obtained by spinning was laminated on the net surface moving at a line speed of 167 m / min at a temperature of 20 ° C. and a cabin pressure of 3,000 Pa.
- the fiber bundles laminated on the net surface are embossed at a linear pressure of 50 N / mm with an embossing roll (embossed area ratio: 12%, engraved shape: circular) heated to 115 ° C and an S-roll heated to 113 ° C. There was wound into a take-up roll crimp nonwoven 15 g / m 2.
- the spunbond nonwoven fabric according to the first invention of the present invention, the spunbond nonwoven fabric according to the second invention, and the nonwoven fabric composed of the conjugate fiber according to the third invention are each independently excellent in formation uniformity. Therefore, it is suitably used for various textile products such as disposable diapers, sanitary products, sanitary products, clothing materials, bandages, packaging materials and the like.
- the method for producing a spunbonded nonwoven fabric according to the second aspect of the present invention it is possible to obtain a spunbonded nonwoven fabric that maintains stable extrusion molding and spinnability and has a uniform texture.
- the nonwoven fabric composed of the conjugate fiber according to the third invention of the present invention is a nonwoven fabric composed of crimped fibers
- the fiber having strong crimpability using a polyolefin-based material without post-treatment such as stretching or heating And is useful for producing bulky and good texture nonwoven fabrics, and filters and wipers using the same.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Nonwoven Fabrics (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Addition Polymer Or Copolymer, Post-Treatments, Or Chemical Modifications (AREA)
- Multicomponent Fibers (AREA)
- Artificial Filaments (AREA)
- Laminated Bodies (AREA)
Abstract
Description
溶融樹脂を安定的に押し出すためには、ダイス内の樹脂圧力を適正に制御する必要があり、特に、圧力が高くなり過ぎないように樹脂温度の設定を行う必要がある。また、安定した紡糸を実現するためには、紡糸線上での繊維の配向結晶化や繊維にかかる紡糸張力を抑制する必要がある。
このためには、成形時の樹脂温度を高く設定する、使用する樹脂組成物のメルトフローレート(MFR)を高くするなど、樹脂組成物の溶融状態における粘度を低くすることが望ましい。
一方、不織布の地合を均一化するためには、不織布を構成する繊維の配向結晶化を促進して高剛性化する必要があるため、成形時の樹脂温度を低く設定する、使用する樹脂組成物の溶融状態における粘度を高くすることなどが望ましい。
従って、安定した溶融樹脂の押出性及び紡糸性の維持と、不織布の地合を均一化することとを両立させることが困難であった。
また、本発明者らは、第一の発明において、オレフィン系樹脂組成物を特定の樹脂温度で溶融押出して成形することで、スパンボンド不織布の地合の均一化が達成されることを見出し、本発明の第二の発明を見出した。
また、本発明者らは、特定の条件を満たす2種のオレフィン系樹脂組成物から構成される複合繊維からなる不織布も紡糸性が安定し、地合の均一化が達成されており、また当該複合繊維からなる不織布を含む多層不織布の地合の均一化が更に向上することを見出し、本発明の第三の発明を完成した。
本発明はかかる知見に基づいて完成したものである。
[1] 下記条件(a)及び(b)を満たすオレフィン系重合体(i)を含むオレフィン系樹脂組成物(I)からなるスパンボンド不織布。
(a)温度230℃、荷重21.18Nの条件で測定されるメルトフローレート(MFR)が1,000g/10min以上
(b)示差走査熱量計(DSC)を用いて、窒素雰囲気下-10℃で5分間保持した後、10℃/分で昇温させることにより得られた融解吸熱カーブから計測される融解吸熱量ΔH-Dが80J/g未満
(a)温度230℃、荷重21.18Nの条件で測定されるメルトフローレート(MFR)が1,000g/10min以上
(b)示差走査熱量計(DSC)を用いて、窒素雰囲気下-10℃で5分間保持した後、10℃/分で昇温させることにより得られた融解吸熱カーブから計測される融解吸熱量ΔH-Dが80J/g未満
[3] 前記オレフィン系樹脂組成物(I)が下記条件(1)を満たす、上記[1]又は[2]に記載のスパンボンド不織布。
(1)温度230℃、荷重21.18Nの条件で測定されるメルトフローレート(MFR)が40g/10min以上
[4] 前記オレフィン系樹脂組成物(I)が更に下記条件(2)を満たす、上記[1]~[3]のいずれかに記載のスパンボンド不織布。
(2)示差走査熱量計(DSC)を用いて、窒素雰囲気下-10℃で5分間保持した後、10℃/分で昇温させることにより得られた融解吸熱カーブから計測される融解吸熱量ΔH-Dが90J/g未満
[5] 前記オレフィン系樹脂組成物(I)中における前記オレフィン系重合体(i)の含有量が、該オレフィン系樹脂組成物(I)の全量100質量%に対して1~50質量%である、上記[1]~[4]のいずれかに記載のスパンボンド不織布。
[6] 前記オレフィン系重合体(i)がプロピレン系重合体(ip)であり、下記条件(c)及び(d)を満たす、上記[1]~[5]のいずれかに記載のスパンボンド不織布。
(c)メソペンタッド分率[mmmm]が20~60mol%
(d)[rrrr]/(1-[mmmm])≦0.1
[7] 前記オレフィン系樹脂組成物(I)がプロピレン系樹脂組成物(IP)である、上記[1]~[6]のいずれかに記載のスパンボンド不織布。
[8] 不織布を2層以上積層してなる多層不織布であって、該多層不織布を構成する不織布の少なくとも1層が上記[1]~[7]のいずれかに記載のスパンボンド不織布である、多層不織布。
[9] 下記条件(a)及び(b)を満たすオレフィン系重合体(i)を含むオレフィン系樹脂組成物(I)を、樹脂温度220℃以下で溶融押出する工程を含む、スパンボンド不織布の製造方法。
(a)温度230℃、荷重21.18Nの条件で測定されるメルトフローレート(MFR)が1,000g/10min以上
(b)示差走査熱量計(DSC)を用いて、窒素雰囲気下-10℃で5分間保持した後、10℃/分で昇温させることにより得られた融解吸熱カーブから計測される融解吸熱量ΔH-Dが80J/g未満
[10] 前記オレフィン系樹脂組成物(I)が下記条件(1)を満たす、上記[9]に記載のスパンボンド不織布の製造方法。
(1)温度230℃、荷重21.18Nの条件で測定されるメルトフローレート(MFR)が40g/10min以上
第一成分:下記条件(a)及び(b)を満たすオレフィン系重合体(i)を含むオレフィン系樹脂組成物(I)
(a)温度230℃、荷重21.18Nの条件で測定されるメルトフローレート(MFR)が1,000g/10min以上
(b)示差走査熱量計(DSC)を用いて、窒素雰囲気下-10℃で5分間保持した後、10℃/分で昇温させることにより得られた融解吸熱カーブから計測される融解吸熱量ΔH-Dが80J/g未満
第二成分:下記条件(e)及び(f)を満たすオレフィン系重合体(ii)を含有するオレフィン系樹脂組成物(II)
(e)温度230℃、荷重21.18Nの条件で測定されるメルトフローレート(MFR)が1g/10min以上、100g/10min以下
(f)示差走査熱量計(DSC)を用いて、窒素雰囲気下-10℃で5分間保持した後、10℃/分で昇温させることにより得られた融解吸熱カーブの最も高温側に観測されるピークのピークトップとして観察される融点(Tm-D)が120℃を超える
[12] 前記オレフィン系樹脂組成物(I)中における前記オレフィン系重合体(i)の含有量が、該オレフィン系樹脂組成物(I)の全量100質量%に対して1~50質量%である、上記[11]に記載の複合繊維からなる不織布。
[13] 前記複合繊維が、芯鞘型繊維、サイドバイサイド型繊維、及び偏心芯鞘型繊維から選ばれる少なくとも1種である、上記[11]又は[12]に記載の複合繊維からなる不織布。
[14] 不織布を2層以上積層してなる多層不織布であって、該多層不織布を構成する不織布の少なくとも1層が上記[11]~[13]のいずれかに記載の複合繊維からなる不織布である、多層不織布。
[15] 前記多層不織布を構成する不織布の少なくとも1層がメルトブローン不織布である、上記[14]に記載の多層不織布。
[スパンボンド不織布]
本発明の第一の発明に係るスパンボンド不織布は、下記条件(a)及び(b)を満たすオレフィン系重合体(i)を含むオレフィン系樹脂組成物(I)からなる。
(a)温度230℃、荷重21.18Nの条件で測定されるメルトフローレート(以下、単に「MFR」ともいう。)が1,000g/10min以上
(b)示差走査熱量計(DSC)を用いて、窒素雰囲気下-10℃で5分間保持した後、10℃/分で昇温させることにより得られた融解吸熱カーブから計測される融解吸熱量ΔH-Dが80J/g未満
(a)温度230℃、荷重21.18Nの条件で測定されるメルトフローレート(MFR)が1,000g/10min以上
(b)示差走査熱量計(DSC)を用いて、窒素雰囲気下-10℃で5分間保持した後、10℃/分で昇温させることにより得られた融解吸熱カーブから計測される融解吸熱量ΔH-Dが80J/g未満
溶融押出時の該オレフィン系樹脂組成物(I)の樹脂温度が220℃より低いと、紡糸線での結晶化が速くなるため、繊維の剛性が高くなり、地合の均一性が高いスパンボンド不織布を得易くなる。
このような観点から、溶融押出時の該オレフィン系樹脂組成物(I)の樹脂温度は、好ましくは215℃以下、より好ましくは210℃以下である。また、当該樹脂温度の下限は特に制限はないが、通常、該オレフィン系樹脂組成物(I)の融点以上であり、好ましくは180℃以上、より好ましくは190℃以上である。
なお、本明細書中、「樹脂温度」とは押出機の樹脂吐出口の温度をいう。
以下、本発明の第一の発明に係るスパンボンド不織布及び本発明の第二の発明に係るスパンボンド不織布に用いられる各成分、製造方法について順次説明する。なお、当該条件(a)及び(b)は第一の発明に係るスパンボンド不織布及び本発明の第二の発明に係るスパンボンド不織布、並びに後述する本発明の第三の発明に係る複合繊維からなる不織布ともに同様であり、その好適条件についても、特に記載がない限り同様である。また、オレフィン系重合体(i)、オレフィン系樹脂組成物(I)並びに下記に説明する各成分については、第一の発明に係るスパンボンド不織布及び本発明の第二の発明に係るスパンボンド不織布、並びに後述する本発明の第三の発明に係る複合繊維からなる不織布ともに同様に用いられる成分であり、その好適な態様についても、特に記載がない限り同様である。
なお、本明細書中、単に「本発明」と称する場合は、第一の発明、第二の発明、後述する第三の発明の全ての発明を表す。
本発明において用いられるオレフィン系重合体(i)は、以下の条件(a)及び(b)を満たす。以下の条件(a)及び(b)は、オレフィン系重合体(i)を製造する際の触媒の選択や反応条件により調整することができる。後述する条件(c)及び(d)についても同様である。以下、本明細書中で、単にオレフィン系重合体(i)と称する場合は、本発明で用いる下記(a)及び(b)の条件を満たすオレフィン系重合体のことを表す。
オレフィン系重合体(i)の温度230℃、荷重21.18Nの条件で測定されるMFRが1,000g/10min未満であると、溶融押出時の該オレフィン系樹脂組成物(I)の紡糸性が劣り、地合の均一性が高いスパンボンド不織布を連続して得ることが困難となる。特に、溶融押出時の該オレフィン系樹脂組成物(I)の樹脂温度を220℃以下とした場合においては、溶融押出し時のダイス圧力が不安定となり、安定した紡糸を行えないため、地合の均一性が高いスパンボンド不織布を連続して得ることがより困難となるが、オレフィン系重合体(i)が当該条件(a)を満たすことによって、地合の均一性が高いスパンボンド不織布を連続して得ることが可能となる。
このような観点から、オレフィン系重合体(i)のMFRは、好ましくは1,500g/10min以上、より好ましくは1,800g/10min以上、更に好ましくは2,000g/10min以上である。
なお、メルトフローレート(MFR)は、後述する実施例に記載の測定方法により測定した値である。
オレフィン系重合体(i)の融解吸熱量ΔH-Dが80J/g以上であると、オレフィン系樹脂組成物(I)を溶融押出した時の繊維の糸切れを抑制できず、紡糸性が不安定となるため、地合の均一性が高いスパンボンド不織布を得ることが困難となる。このような観点から、融解吸熱量ΔH-Dは、好ましくは70J/g以下、より好ましくは60J/g以下である。
当該条件を満たさないプロピレン系樹脂としては、特に限定されないが、後述するその他のポリプロピレン等が挙げられる。
メソペンタッド分率[mmmm]が20mol%以上であれば、オレフィン系樹脂組成物(I)の溶融押出性及び該樹脂組成物(I)を用いた紡糸時の紡糸性が安定化され、地合が均一となる。また、メソペンタッド分率[mmmm]が60mol%以下であると、不織布に加工した際の不織布の柔軟性が得られ、また、地合が均一化される。このような観点から、メソペンタッド分率[mmmm]は、好ましくは30mol%以上、60mol%以下、より好ましくは40mol%以上、60mol%以下、更に好ましくは40mol%以上、55mol%以下である。
[rrrr]/(1-[mmmm])の値は、プロピレン系重合体の規則性分布の均一さを示す指標である。上記プロピレン系重合体において、[rrrr]/(1-[mmmm])が0.1以下であると、規則性分布が狭くなり、既存触媒系を用いて製造される従来のポリプロピレンのように高立体規則性ポリプロピレンとアタクチックポリプロピレンの混合物のようになることで発生するべたつきの原因となることがない。このような観点から、[rrrr]/(1-[mmmm])は、好ましくは0.05以下、より好ましくは0.04以下である。
本発明において、メソペンタッド分率[mmmm]、及びラセミペンタッド分率[rrrr]は、エイ・ザンベリ(A.Zambelli)等により「Macromolecules,6,925(1973)」で提案された方法に準拠し、13C-NMRスペクトルのメチル基のシグナルにより測定されるポリプロピレン分子鎖中のペンタッド単位でのメソ分率、及びラセミ分率である。メソペンタッド分率[mmmm]が大きくなると、立体規則性が高くなる。
なお、本明細書における13C-NMRスペクトルの測定は、実施例に記載の方法にて行った。
具体的に例示すれば、
(A)一般式(I)

で表される遷移金属化合物(A)、並びに該(A)成分の遷移金属化合物又はその派生物と反応してイオン性の錯体を形成しうる化合物(B-1)及びアルミノキサン(B-2)から選ばれる助触媒成分(B)を含有する重合用触媒が挙げられる。
(B-1)は一種用いてもよく、また二種以上を組み合わせて用いてもよい。
ここで、(C)成分の有機アルミニウム化合物としては、トリメチルアルミニウム、トリエチルアルミニウム、トリイソプロピルアルミニウム、トリイソブチルアルミニウム、ジメチルアルミニウムクロリド、ジエチルアルミニウムクロリド、メチルアルミニウムジクロリド、エチルアルミニウムジクロリド、ジメチルアルミニウムフルオリド、ジイソブチルアルミニウムヒドリド、ジエチルアルミニウムヒドリド、エチルアルミニウムセスキクロリド等が挙げられる。これらの有機アルミニウム化合物は一種用いてもよく、二種以上を組合せて用いてもよい。ここで、プロピレンの重合に際しては、触媒成分の少なくとも一種を適当な担体に担持して用いることができる。
本発明の第一の発明及び第二の発明において用いることができるその他のポリプロピレンとしては、温度230℃、荷重21.18Nで測定されるMFRが1g/10min以上、1,000g/10min未満であり、好ましくは10g/10min以上、700g/10min以下、より好ましくは15g/10min以上、500g/10min以下、更に好ましくは18g/10min以上、100g/10min以下である。
なお、メルトフローレート(MFR)は、JIS K6760で定められた押出型プラストメータを用い、JIS K7210で規定された測定方法により測定される値である。
その他のポリプロピレンとしては、プロピレン単独重合体であってもよく、共重合体であってもよいが、共重合体である場合はプロピレン単位の共重合比は50mol%以上であり、好ましくは60mol%以上、より好ましくは70mol%以上、更に好ましくは90mol%以上、より更に好ましくは95mol%以上である。共重合可能なモノマーとしては、例えば、エチレンや、1-ブテン、1-ペンテン、1-ヘキセン、1-オクテン、1-デセンなどの炭素数2若しくは4~20のα-オレフィン、アクリル酸メチルなどのアクリル酸エステル、酢酸ビニルなどが挙げられるが、成形性の観点からプロピレン単独重合体が好ましい。これらは、一種単独で用いてもよいし、二種以上を組み合わせて用いてもよい。
本発明において用いられるオレフィン系樹脂組成物(I)は、前記条件(a)及び(b)を満たすオレフィン系重合体(i)を含む。以下、本明細書中で、単にオレフィン系樹脂組成物(I)と称する場合は、本発明で用いる上記(a)及び(b)の条件を満たすオレフィン系重合体(i)を含むオレフィン系樹脂組成物のことを表す。
オレフィン系樹脂組成物(I)中における前記オレフィン系重合体(i)の含有量としては、該オレフィン系樹脂組成物(I)の全量100質量%に対して、好ましくは1~50質量%、より好ましくは3~40質量%、更に好ましくは5~30質量%である。
本発明で使用するオレフィン系樹脂組成物(I)は、温度230℃、荷重21.18Nの条件で測定されるMFRが40g/10min以上であることが好ましい。
オレフィン系樹脂組成物(I)の該MFRが40g/10min以上であると、溶融押出時の樹脂温度を220℃以下で押出を行ってもダイス圧力も安定であり、紡糸性も安定であるため、より地合の均一性が高いスパンボンド不織布を得ることが可能となる。
このような観点から、オレフィン系樹脂組成物(I)のMFRは、より好ましくは45g/10min以上、更に好ましくは48g/10min以上である。
オレフィン系樹脂組成物(I)の該融解吸熱量ΔH-Dが90J/g未満であれば、溶融押出時のダイス圧力が安定化し、紡糸性も安定化するため、より地合の均一性が高いスパンボンド不織布を得ることができる。このような観点から、融解吸熱量ΔH-Dは、好ましくは86J/g以下、より好ましくは81J/g以下である。
なお、融解吸熱量ΔH-Dは、熱量変化の無い低温側の点と熱量変化の無い高温側の点とを結んだ線をベースラインとして、DSC測定により得られた融解吸熱カーブのピークを含むライン部分と当該ベースラインとで囲まれる面積を求めることで算出される。
当該上記オレフィン系樹脂組成物(I)中における前記プロピレン系重合体(ip)及びその他のポリプロピレンの割合は、好ましくは70質量%以上、より好ましくは80質量%以上、更に好ましくは90質量%以上、より更に好ましくは95質量%以上である。
以下、本明細書中で、単にプロピレン系樹脂組成物(IP)と称する場合は、本発明で用いる上記条件(a)及び(b)の条件を満たすオレフィン系重合体(i)を含むプロピレン系樹脂組成物のことを表す。
他の熱可塑性樹脂としては、前記オレフィン系重合体(i)以外のオレフィン系重合体が挙げられ、具体的にはポリプロピレン、プロピレン-エチレン共重合体、プロピレン-エチレン-ジエン共重合体、ポリエチレン、エチレン/α-オレフィン共重合体、エチレン-酢酸ビニル共重合体、水素添加スチレン系エラストマー等が挙げられる。またポリエステル、ポリアミド、ポリ乳酸なども挙げられる。これらは、一種単独で用いてもよいし、二種以上を組み合わせて用いてもよい。
上記有機カルボン酸の金属塩における金属としては、Li、Ca、Ba、Zn、Mg、Al、Pbなどが挙げられ、また、カルボン酸としては、オクチル酸、パルミチン酸、ラウリン酸、ステアリン酸、ベヘン酸、モンタン酸、12-ヒドロキシステアリン酸、オレイン酸、イソステアリン酸、リシノール酸等の脂肪酸、安息香酸、p-t-ブチル安息香酸等の芳香族酸が挙げられ、具体例としては、安息香酸アルミニウム塩、p-t-ブチル安息香酸アルミニウム塩、アジピン酸ナトリウム、チオフェンカルボン酸ナトリウム、ピロールカルボン酸ナトリウム等が挙げられる。
上記ジベンジリデンソルビトール又はその誘導体の具体例としては、ジベンジリデンソルビトール、1,3:2,4-ビス(o-3,4-ジメチルベンジリデン)ソルビトール、1,3:2,4-ビス(o-2,4-ジメチルベンジリデン)ソルビトール、1,3:2,4-ビス(o-4-エチルベンジリデン)ソルビトール、1,3:2,4-ビス(o-4-クロロベンジリデン)ソルビトール及び1,3:2,4-ジベンジリデンソルビトール等が挙げられる。これらの市販品としては、新日本理化株式会社製のゲルオールMDやゲルオールMD-R等が挙げられる。
上記ロジン酸部分金属塩としては、荒川化学工業株式会社製のパインクリスタルKM1600、パインクリスタルKM1500、パインクリスタルKM1300等が挙げられる。
上記アミド化合物としては、エルカ酸アミド、オレイン酸アミド、ステアリン酸アミド、ベヘニン酸アミド、エチレンビスステアリン酸アミド、エチレンビスオレイン酸アミド、ステアリルエルカアミド及びオレイルパルミトアミド、アジピン酸ジアニリド、スベリン酸ジアニリド等が挙げられる。
前記オレフィン系樹脂組成物(I)において、内部離型剤の含有量は、添加剤を除いた樹脂混合物基準で10~10,000質量ppmであることが好ましく、100~5,000質量ppmがより好ましい。内部離型剤の含有量が10質量ppm以上であると、離型剤としての機能が発現され、10,000質量ppm以下であると、離型剤としての機能と経済性のバランスが良好となる。
本発明の第一の発明及び第二の発明に係るスパンボンド不織布は、地合の均一性が、好ましくは、3.0以下のスパンボンド不織布である。地合の均一性とは、具体的には、後述する実施例に記載の方法により算出される値である。地合の均一性が3.0以下であると意匠性に優れ、優れた風合いのスパンボンド不織布となり、使い捨てオムツを始めとした衛生材料用途に好適に用いることができる。
本発明の第一の発明及び第二の発明に係る多層不織布は、不織布を2層以上に積層してなる多層不織布であって、該多層不織布の少なくとも1層が上述した本発明のスパンボンド不織布である多層不織布であってもよい。本発明のスパンボンド不織布を1層以上含む多層不織布は、エンボス工程などにおける、均一な熱加工性(効果)に優れている。
本発明の第一の発明及び第二の発明に係るスパンボンド不織布である層以外の層に用いる不織布は、特に限定されないが、スパンボンド法、メルトブロー法、スパンレース法、カード法等の公知の製法によって得られる不織布を用いることができる。
本発明の第一の発明において用いることができるスパンボンド不織布の製造方法は、特に制限されないが、下記条件(a)及び(b)を満たすオレフィン系重合体(i)を含むオレフィン系樹脂組成物(I)を溶融押出する工程を含む、スパンボンド不織布の製造方法である。
(a)温度230℃、荷重21.18Nの条件で測定されるMFRが1,000g/10min以上
(b)示差走査熱量計(DSC)を用いて、窒素雰囲気下-10℃で5分間保持した後、10℃/分で昇温させることにより得られた融解吸熱カーブから計測される融解吸熱量ΔH-Dが80J/g未満
上記条件(a)、(b)を満たすオレフィン系重合体(i)は、上述した本発明のスパンボンド不織布で用いられるオレフィン系重合体(i)と同じであり、その好ましい例も同じである。また、条件(a)及び(b)の好ましい範囲も同じである。
(a)温度230℃、荷重21.18Nの条件で測定されるMFRが1,000g/10min以上
(b)示差走査熱量計(DSC)を用いて、窒素雰囲気下-10℃で5分間保持した後、10℃/分で昇温させることにより得られた融解吸熱カーブから計測される融解吸熱量ΔH-Dが80J/g未満
上記条件(a)、(b)を満たすオレフィン系重合体(i)は、上述した本発明のスパンボンド不織布で用いられるオレフィン系重合体(i)と同じであり、その好ましい例も同じである。また、条件(a)及び(b)の好ましい範囲も同じである。
上記条件を満たさないオレフィン系樹脂組成物を使用して、樹脂温度220℃以下で溶融押出を行った場合、ダイス圧力が不安定になり、紡糸性が低下する。上記オレフィン系樹脂組成物が上記条件(a)及び(b)を満たすオレフィン系重合体(i)を含まないことで樹脂温度を220℃以下で吐出した際に糸切れが発生し、地合の均一性が高いスパンボンド不織布を得ることが困難となる。
また、上記条件(i)を満たすオレフィン系樹脂組成物(I)を使用した場合であって、樹脂温度220℃より低い温度で溶融押出を行った場合、不織布を構成する繊維の配向結晶化が十分に進行し、繊維の剛性が低くなりすぎないため、より地合の均一性が高いスパンボンド不織布を得ることができる。
このような観点から、溶融押出時の該オレフィン系樹脂組成物の樹脂温度は、好ましくは215℃以下、より好ましくは210℃以下である。また、当該樹脂温度の下限は特に制限はないが、通常、該オレフィン系樹脂組成物(I)の融点以上であり、好ましくは180℃以上、より好ましくは190℃以上である。
(1)温度230℃、荷重21.18Nの条件で測定されるMFRが40g/10min以上
上記条件(a)及び(b)を満たすオレフィン系重合体(i)を含み、更に、上記(1)を満たすオレフィン系樹脂組成物(I)は、上述した本発明のスパンボンド不織布で用いられる該要件を満たすオレフィン系樹脂組成物(I)と同じであり、その好ましい例も同じである。また、条件(1)の好ましい範囲も同じである。
当該条件を満たすオレフィン系樹脂組成物(I)を使用することで、樹脂温度220℃以下で溶融押出を行っても、ダイス圧力が不安定にならず、紡糸性がより向上する。上記条件(1)を満たすオレフィン系樹脂組成物(I)が上記条件(a)及び(b)を満たすオレフィン系重合体(i)を含むことで樹脂温度を220℃以下で吐出しても溶融押出性が安定し、また、糸切れを抑制し紡糸性が安定する。更に、樹脂温度を220℃以下で吐出することにより、紡糸線での結晶化が速くなるため、繊維の剛性が高くなり、地合の均一性が高いスパンボンド不織布を得ることができる。
該スパンボンド法としては、従来公知の方法を採用することができる。例えば、数千の孔を有する大ノズルや、或いは例えば40程度の孔を有する小ノズル群などから、溶融ポリマーの押出しにより繊維を製造することができる。ここで、単孔当たりの繊維の吐出量は、0.1~1g/分であることが好ましく、0.3~0.7g/分であることがより好ましい。ノズルを出た後、溶融繊維はクロスフロー冷気システムにより冷却され、次にノズルから引き離され、高速空気により延伸される。通常、2種類の空気減衰方法があり、その両方ともベンチュリー効果を用いる。第1の方法は、吸引スロットを用いてフィラメントを延伸し(スロット延伸)、ノズルの幅又は機械の幅で行う方法である。また、第2の方法は、ノズル又は吸引銃を通してフィラメントを延伸する。この方法で形成されるフィラメントはスクリーン(ワイヤー)上又は細孔形成ベルト上で収集されウェブを形成する。次に、ウェブは圧縮ロールを通過し、続いて加熱カレンダーロール(例えば、エンボスロール及びフラットロール(S-ロールともいう)からなる1組のカレンダーロール)間を通り、1つのロール上の盛り上がり部分がウェブの10~40%の面積を含む部分で結合して、不織布を形成する方法である。
ボンディング形式としては、エンボス、ホットエアー、カレンダーなどの熱接着、接着剤接着、ニードルパンチ、ウォーターパンチなどの機械的交絡などが採用できる。
本発明の第一の発明又は第二の発明に係るスパンボンド不織布は、2層以上積層してなる多層不織布であってもよい。その場合、多層不織布の外層を構成する不織布の、少なくとも1層が上記第一の発明又は第二の発明に係るスパンボンド不織布であることが好ましい。
なお、当該多層不織布の製造方法にも特に制限はなく、公知の方法により製造できる。例えば、最初に本発明の第一の発明又は第二の発明に係るスパンボンド不織布を製造し、この上にスパンボンド法やメルトブロー法等によってその他の不織布を形成し、必要に応じて、更にその上に本発明の第一の発明又は第二の発明に係るスパンボンド不織布又はその他の不織布を重ね合わせて、加熱加圧によって融着させる方法が挙げられる。その他の不織布としては、特に限定されないが、スパンボンド法、メルトブロー法、スパンレース法、カード法等の公知の製法によって得られる不織布を用いることができ、メルトブロー法によって得られるメルトブローン不織布であることが好ましい。
多層不織布にする際の積層手段としては、熱接着、接着剤接着などの各種積層手段があるが、簡便、安価な熱接着積層手段、特に熱エンボスロール法も採用できる。該熱エンボスロール法は、上述の加熱カレンダーロールを用いた方法と同様に、エンボスロールとフラットロールによる公知の積層装置を用いて積層することができる。エンボスロールとしては、各種形状のエンボスパターンを採用でき、各溶着部が連続した格子状、独立した格子状、任意分布などがある。
本発明の第一の発明又は第二の発明に係るスパンボンド不織布を用いた繊維製品、及び上記の多層不織布を用いた繊維製品としては、特に限定されるものではないが、例えば、以下の繊維製品を挙げることができる。すなわち、使い捨ておむつ用部材、おむつカバー用伸縮性部材、生理用品用伸縮性部材、衛生製品用伸縮性部材、伸縮性テープ、絆創膏、衣料用伸縮性部材、衣料用絶縁材、衣料用保温材、防護服、帽子、マスク、手袋、サポーター、伸縮性包帯、湿布剤の基布、スベリ止め基布、振動吸収材、指サック、クリーンルーム用エアフィルター、エレクトレット加工を施したエレクトレットフィルター、セパレーター、断熱材、コーヒーバッグ、食品包装材料、自動車用天井表皮材、防音材、クッション材、スピーカー防塵材、エアクリーナー材、インシュレーター表皮、バッキング材、接着不織布シート、ドアトリム等の各種自動車用部材、複写機のクリーニング材等の各種クリーニング材、カーペットの表材や裏材、農業捲布、木材ドレーン、スポーツシューズ表皮等の靴用部材、かばん用部材、工業用シール材、ワイピング材及びシーツなどを挙げることができる。
[複合繊維からなる不織布]
本発明の第三の発明に係る複合繊維からなる不織布は、下記第一成分と第二成分から構成される複合繊維からなる不織布である。
第一成分は、下記条件(a)及び(b)を満たすオレフィン系重合体(i)を含むオレフィン系樹脂組成物(I)である。
(a)温度230℃、荷重21.18Nの条件で測定されるメルトフローレート(MFR)が1,000g/10min以上
(b)示差走査熱量計(DSC)を用いて、窒素雰囲気下-10℃で5分間保持した後、10℃/分で昇温させることにより得られた融解吸熱カーブから計測される融解吸熱量ΔH-Dが80J/g未満
第二成分は、下記条件(e)及び(f)を満たすオレフィン系重合体(ii)を含むオレフィン系樹脂組成物(II)である。
(e)温度230℃、荷重21.18Nの条件で測定されるメルトフローレート(MFR)が1g/10min以上、100g/10min以下
(f)示差走査熱量計(DSC)を用いて、窒素雰囲気下-10℃で5分間保持した後、10℃/分で昇温させることにより得られた融解吸熱カーブの最も高温側に観測されるピークのピークトップとして観察される融点(Tm-D)が120℃を超える
「実質的に円形」とは、繊維断面の中心で互いに90°に交差する2本の軸の長さの比率が約1.2:1以下であることを意味し、「真円」とは、繊維断面の中心で互いに90°に交差する2本の軸の長さの比率が約1:1であることを意味する。また、「楕円」とは、繊維断面の中心で互いに90°に交差する2本の軸の長さの比率が約1.2:1より大きいことを意味し、「ダルマ形状」とは、繊維断面の中心を通過する複数軸が短軸と長軸とを有し、短軸の長さに対する長軸の長さをプロットしたときに最大値を少なくとも2つ有する断面形状を意味する。
また、サイドバイサイド型繊維の断面に占める、少なくとも2種類の樹脂の比は、主に溶融押出時における樹脂の押出比率により決まる。
また、偏心芯鞘型繊維の断面に占める、少なくとも2種類の樹脂の比は、主に溶融押出時における樹脂の押出比率により決まる。
なお、芯鞘型繊維の芯部分に第一成分を用いた場合は鞘部分に第二成分を用い、芯部分に第二成分を用いた場合は鞘部分に第一成分を用いることができる。
第一成分は、上記条件(a)及び(b)を満たすオレフィン系重合体(i)を含むオレフィン系樹脂組成物(I)である。
なお、当該条件(a)及び(b)は、上述した第一の発明に係るスパンボンド及び本発明の第二の発明に係るスパンボンド不織布の説明で記載したものと同様であり、その好適条件についても、同様である。また、オレフィン系重合体(i)、オレフィン系樹脂組成物(I)として用いることができる各成分についても、上述した第一の発明に係るスパンボンド及び本発明の第二の発明に係るスパンボンド不織布の説明で記載したものと同様であり、その好適な態様についても特に記載がない限り同様である。
第二成分は、下記条件(e)及び(f)を満たすオレフィン系重合体(ii)を含むオレフィン系樹脂組成物(II)である。
(e)温度230℃、荷重21.18Nの条件で測定されるメルトフローレート(MFR)が1g/10min以上、100g/10min以下
(f)示差走査熱量計(DSC)を用いて、窒素雰囲気下-10℃で5分間保持した後、10℃/分で昇温させることにより得られた融解吸熱カーブの最も高温側に観測されるピークのピークトップとして観察される融点(Tm-D)が120℃を超える
なお、メルトフローレート(MFR)は、JIS K6760で定められた押出型プラストメータを用い、JIS K7210で規定された測定方法により測定される値である。
オレフィン系重合体(ii)としては、プロピレン単独重合体であってもよく、共重合体であってもよいが、共重合体である場合はプロピレン単位の共重合比は50mol%以上であり、好ましくは60mol%以上、より好ましくは70mol%以上、更に好ましくは90mol%以上、より更に好ましくは95mol%以上である。共重合可能なモノマーとしては、例えば、エチレンや、1-ブテン、1-ペンテン、1-ヘキセン、1-オクテン、1-デセンなどの炭素数2若しくは4~20のα-オレフィン、アクリル酸メチルなどのアクリル酸エステル、酢酸ビニルなどが挙げられるが、成形性の観点からプロピレン単独重合体が好ましい。これらは、一種単独で用いてもよいし、二種以上を組み合わせて用いてもよい。
第二成分が上述したオレフィン系重合体(ii)を含むオレフィン系樹脂組成物(II)である場合、上述したオレフィン系重合体(i)を含んでもよい。また、オレフィン系重合体(i)を含む場合には、オレフィン系重合体(i)の含有量は、上記オレフィン系樹脂組成物(I)中のオレフィン系重合体(i)の含有量未満である。
当該条件を満たさないプロピレン系樹脂としては、特に限定されないが、上述したプロピレン系重合体(ip)等が挙げられる。
また、上記オレフィン系樹脂組成物(II)は、プロピレン系樹脂組成物(IIP)であることが好ましい。なお、本明細書において、プロピレン系樹脂組成物(IIP)とは、上記オレフィン系樹脂組成物(II)中における前記プロピレン系重合体(iip)の割合が50質量%以上であるオレフィン系樹脂組成物を表す。
当該上記オレフィン系樹脂組成物(II)中における前記プロピレン系重合体(iip)の割合は、好ましくは85質量%以上、より好ましくは90質量%以上、更に好ましくは95質量%以上である。
以下、本明細書中で、プロピレン系樹脂組成物(IIP)と称する場合は、本発明の第三の発明で用いる上記条件(e)及び(f)の条件を満たすオレフィン系重合体(ii)を含むプロピレン系樹脂組成物のことを表す。
また、上述した第一成分におけるその他のポリプロピレンと第二成分中のプロピレン系重合体(iip)は、捲縮繊維の捲縮度や伸張率に応じて、互いに、同一樹脂であっても、又は、異なる樹脂から適宜選択してもよい。
他の熱可塑性樹脂としては、前記オレフィン系重合体(i)及びオレフィン系重合体(ii)以外のオレフィン系重合体が挙げられ、具体的にはポリプロピレン、プロピレン-エチレン共重合体、プロピレン-エチレン-ジエン共重合体、ポリエチレン、エチレン/α-オレフィン共重合体、エチレン-酢酸ビニル共重合体、水素添加スチレン系エラストマー等が挙げられる。またポリエステル、ポリアミド、ポリ乳酸なども挙げられる。これらは、一種単独で用いてもよいし、二種以上を組み合わせて用いてもよい。
なお、上記離型剤、及び離型剤以外の各種添加剤とは、上述した第一の発明及び第二の発明において記載されたオレフィン系樹脂組成物(I)が含有してもよい離型剤、及び各種添加剤と同様のものが挙げられる。
本発明の第三の発明において、第一成分と第二成分とは、以下の関係を備えることが好ましい。
本発明の第三の発明に用いる複合繊維の中でも捲縮繊維の場合、第一成分を構成するオレフィン系樹脂組成物(I)のメルトフローレート(MFR)と第二成分を構成するオレフィン系樹脂組成物(II)のメルトフローレート(MFR)とが異なることが好ましい。
ここで、第一成分を構成するオレフィン系樹脂組成物(I)及び第二成分を構成するオレフィン系樹脂組成物(II)のメルトフローレート(MFR)は、JIS K6760で定められた押出型プラストメータを用い、JIS K7210で規定された測定方法により、温度230℃、荷重21.18Nで測定される値である。
また、上記メルトフローレート(MFR)の関係において、両MFRの差が大きいほど、高い捲縮性が発現されるが、繊維強度等の他の物性を考慮して、上記の関係から、適宜、第一成分のオレフィン系樹脂組成物(I)及び第二成分のオレフィン系樹脂組成物(II)が選択される。
なお、複合繊維からなる不織布が捲縮スパンボンド不織布である場合、当該オレフィン系樹脂組成物(I)のMFRは、好ましくは30~200g/10minであり、より好ましくは50~150g/10min、更に好ましくは60~100g/10minである。
一方、本発明の第三の発明に用いる複合繊維の中でも捲縮繊維の場合、オレフィン系樹脂組成物(II)のMFRは、上記第一成分と第二成分のMFRの関係を満たすことが好ましく、かつ、第一成分のオレフィン系樹脂組成物(I)のMFRの好ましい範囲を考慮すると、2,000g/10min以下であり、好ましくは10~1,500g/10minであり、より好ましくは15~1,000g/10min、更に好ましくは18~900g/10minである。
なお、複合繊維からなる不織布が捲縮スパンボンド不織布である場合、当該オレフィン系樹脂組成物(II)のMFRは、好ましくは1~100g/10minであり、より好ましくは10~70g/10min、更に好ましくは20~50g/10minである。
更に、第一成分が、前記プロピレン系重合体(i)を1質量%以上、50質量%以下の範囲で含み、かつ、第一成分のプロピレン系樹脂組成物(IP):第二成分のプロピレン系樹脂組成物(IIP)の質量比が10:90~90:10であることにより、芯鞘型繊維の場合は柔軟性が、また、捲縮繊維の場合は、捲縮性、伸張性及び柔軟性のバランスに優れる。
なお、当該内部離型剤、及び内部離型剤以外の添加剤とは、上述した第一の発明及び第二の発明において記載されたオレフィン系樹脂組成物(I)が含有してもよい離型剤、及び各種添加剤と同様のものが挙げられる。
そこで、本発明の第三の発明の一態様では、サイドバイサイド繊維の第一成分中に、プロピレン系重合体(i)を添加することにより、繊維の延伸工程直下での急激な捲縮に伴うローピング現象の発生が抑制可能となり、捲縮性と地合の均一性とのバランスに優れる捲縮繊維からなる不織布が得られることも見出した。
本発明の第三の発明に用いる複合繊維の製造方法、及び複合繊維からなる不織布の製造方法の例を、以下に示す。
本発明の第三の発明に用いる複合繊維の製造方法の例として、まず、複合繊維を構成する各樹脂成分を、それぞれ別々の押出機等を用いて溶融することができる。そして、各樹脂成分の樹脂吐出量を適宜調整し、各溶融物を所望の構造を形成して吐出するように構成された複合紡糸ノズルを有する紡糸口金(例;芯鞘型(偏心していないタイプ)、偏心芯鞘型、サイドバイサイド型等)から吐出させて、複合繊維を紡出させる。紡出された複合繊維を、場合により冷却流体により冷却し、更に、延伸エア又は巻取り機によって芯鞘型繊維に張力を加えて所定の繊度とする。延伸エアは、溶融樹脂温度より低い場合もあれば、高温のエアで延伸を行う場合もある。
なお、当該芯鞘型繊維からなる不織布を製造する場合、当該芯鞘型繊維を、そのまま捕集ベルト上に捕集して所定の厚さに堆積させた後、交絡処理する方法によって、製造することができる。
本発明の第三の発明に用いる複合繊維として用いることができる芯鞘型繊維の製造方法、及び当該芯鞘型繊維からなる不織布の製造方法の例を、以下に示す。
本発明の第三の発明に用いる芯鞘型繊維の製造方法の例としては、まず、芯を構成する成分と鞘を構成する成分とを、それぞれ別々の押出機等を用いて溶融する。そして、各成分の樹脂吐出量を適宜調整し、各溶融物を所望の芯鞘構造を形成して吐出するように構成された複合紡糸ノズルを有する紡糸口金から吐出させて、芯鞘型繊維を紡出させる。紡出された芯鞘型繊維を、場合により冷却流体により冷却し、更に、延伸エア又は巻取り機によって芯鞘型繊維に張力を加えて所定の繊度とする。延伸エアは、溶融樹脂温度より低い場合もあれば、高温のエアで延伸を行う場合もある。
なお、当該芯鞘型繊維からなる不織布を製造する場合、当該芯鞘型繊維を、そのまま捕集ベルト上に捕集して所定の厚さに堆積させた後、交絡処理する方法によって、製造することができる。
本発明の第三の発明に用いる複合繊維として用いることができるサイドバイサイド型繊維の製造方法、及び当該サイドバイサイド型繊維からなる不織布の例を、以下に示す。
本発明の第三の発明に用いるサイドバイサイド型繊維の製造方法の例としては、まず、少なくとも2成分の樹脂をそれぞれ別々の押出機等を用いて溶融し、各成分の樹脂吐出量を適宜調整して、溶融樹脂を押し出す。例えば、米国特許第3,671,379号に開示されているような特殊な紡糸口金から押し出す。そして、別々の押出機から溶融押出しされる溶融樹脂を合着させて吐出し、繊維状にした後、冷やして固める、溶融紡糸法によって、製造される。なお、繊維の冷却及び延伸過程に用いることができる製造方法の例は、上述した芯鞘型繊維の製造方法の例と同様である。
ここで、吐出速度及び紡糸中の延伸エア又は引取り巻き上げ速度(繊維に加える張力)は、樹脂の物性や各樹脂成分の質量比等(樹脂成分が2成分の場合は、その2成分の物性や質量比等)に応じて、適宜設定される。
また、当該サイドバイサイド型繊維からなる不織布を製造する場合、当該サイドバイサイド型繊維を、そのまま捕集ベルト上に捕集して所定の厚さに堆積させた後、交絡処理する方法によって、製造することができる。
なお、本発明の第三の発明に用いるサイドバイサイド型繊維の製造方法では、紡糸後の加熱や延伸等の後処理工程がなくても、所望の繊維を製造することができるが、必要に応じて、前記後処理工程を採用してもよく、例えば、100~150℃の加熱や1.2~5倍の延伸若しくはそれらの組合せ条件によって、繊維の捲縮度を高めてもよい。
なお、当該繊度の値は、後述する実施例に記載の方法により得られる値である。
本発明の第三の発明に用いる捲縮繊維として用いることができる偏心芯鞘型繊維の製造方法、及び当該偏心芯鞘型繊維からなる不織布の製造方法の例としては、芯鞘複合ノズルとして、偏心芯鞘型のノズルを用いること以外は、上述した芯鞘型繊維及び芯鞘型繊維からなる不織布の製造方法の例と同様であるため、ここでは詳細な説明は省略する。
不織布を得る場合は、ネット面に積層された繊維束を加熱圧着して不織布を成形するが、加熱温度が高すぎると十分な嵩高さが得られず、加熱温度が低ければ繊維同士の融着が十分でなく毛羽立ちが発生することが予想される。本発明の第三の発明に係る複合繊維からなる不織布は、加熱温度が20℃~100℃と比較的低温で成形することが可能で、十分な嵩高さを得られ、かつ、毛羽立ちがない不織布を得ることができる。
また、エンボス温度が比較的低温でなくても、エンボス面積率が小さい場合は、嵩高く、かつ、毛羽立ちがない不織布を得ることもできる。
ここで、「エンボス面積率」とは、単位面積あたりにおけるエンボスパターン面積の占有率を指す。
本発明の第三の発明に係る複合繊維からなる不織布は、上述した芯鞘型繊維、捲縮繊維(サイドバイサイド型繊維、偏心芯鞘型繊維のいずれか)を用いてなるスパンボンド不織布であって、用途により種々の層と積層し、2層以上積層してなる多層不織布であってもよい。その場合、表面の滑らかさの観点から、多層不織布の外層を構成する不織布の、少なくとも1層が上記スパンボンド不織布であることが好ましい。
種々の層とは具体的には、例えば、編布、織布、不織布、フィルム等を挙げることができる。繊維不織布と他の層を積層する(貼り合せる)方法としては、熱エンボス加工、超音波融着等の熱融着法、ニードルパンチ、ウォータージェット等の機械的交絡法、ホットメルト接着剤、ウレタン系接着剤等の接着剤による方法、押出しラミネートによる方法等、種々、公知の方法を用いることができる。簡便、安価な熱接着積層手段、特に熱エンボスロール法を用いることもできる。該熱エンボスロール法は、上述の加熱カレンダーロールを用いた方法と同様に、エンボスロールとフラットロールによる公知の積層装置を用いて積層することができる。エンボスロールとしては、各種形状のエンボスパターンを採用でき、各溶着部が連続した格子状、独立した格子状、任意分布などがある。
通気性フィルムとの積層体は、本発明の第三の発明に係る複合繊維からなる不織布の嵩高性、柔軟性を生かすとともに、極めて高い耐水性を有する、クロスライクな複合素材となり得る。
本発明の第三の発明に係る複合繊維からなる不織布を用いた繊維製品、及び上記の第三の発明に係る多層不織布を用いた繊維製品としては、特に限定されるものではないが、例えば、上述した第一の発明及び第二の発明において記載された繊維製品と同様のものを挙げることができる。また、上記複合繊維として捲縮繊維を用いる場合、捲縮度と伸張率が高く、嵩高い繊維から構成される捲縮不織布であって、空気保持性や断熱効果の観点から、断熱用材料として使用することもできる。
攪拌機付き、内容積0.25m3のステンレス製反応器に、n-ヘプタンを26L/h、トリイソブチルアルミニウムを7.7mmol/h、更に、ジメチルアニリニウムテトラキスペンタフルオロフェニルボレートと(1,2’-ジメチルシリレン)(2,1’-ジメチルシリレン)-ビス(3-トリメチルシリルメチルインデニル)ジルコニウムジクロライドとトリイソブチルアルミニウムとプロピレンを事前に接触させ得られた触媒成分を連続供給した。反応器内の全圧を1.0MPa・Gに保つようプロピレンと水素を連続供給し、重合温度を適宜調整し所望の分子量を有する重合溶液を得た。得られた重合溶液に、酸化防止剤を1,000質量ppmになるように添加し、溶媒を除去することにより、それぞれプロピレン系重合体(1)、(2)及び(3)を得た。
なお、上記のプロピレン系重合体並びに下記の各実施例及び比較例で用いたプロピレン系樹脂組成物の物性は以下の測定により求めた。
<メルトフローレート(MFR)>
JIS K7210:1999に準拠し、温度230℃、荷重21.18Nの条件で測定した。
示差走査型熱量計(パーキン・エルマー社製、商品名:「DSC-7」)を用い、試料10mgを窒素雰囲気下にて-10℃で5分間保持した後、10℃/分で昇温させることにより得られた融解吸熱カーブから融解吸熱量ΔH-Dを求めた。
13C-NMRスペクトルの測定は、エイ・ザンベリ(A.Zambelli)等により「Macromolecules,8,687(1975)」で提案されたピークの帰属に従い、下記の装置及び条件にて行った。
方法:プロトン完全デカップリング法
濃度:220mg/ml
溶媒:1,2,4-トリクロロベンゼンと重ベンゼンの90:10(容量比)混合溶媒
温度:130℃
パルス幅:45°
パルス繰り返し時間:4秒
積算:10,000回
M=m/S×100
R=γ/S×100
S=Pββ+Pαβ+Pαγ
S:全プロピレン単位の側鎖メチル炭素原子のシグナル強度
Pββ:19.8~22.5ppm
Pαβ:18.0~17.5ppm
Pαγ:17.5~17.1ppm
γ:ラセミペンタッド連鎖:20.7~20.3ppm
m:メソペンタッド連鎖:21.7~22.5ppm
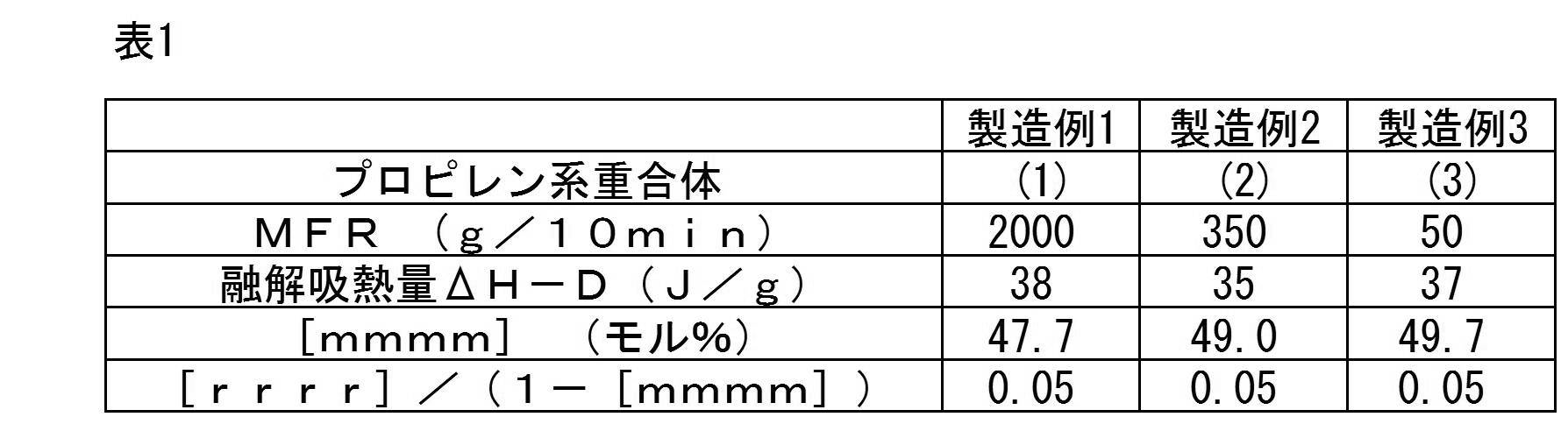
次に、上記原料及びその他のポリプロピレンを用いたスパンボンド不織布の実施例及び比較例について説明する。
製造例1で得られたプロピレン系重合体(1)10質量%、日本ポリプロ株式会社製の「NOVATEC-SA03」(商品名、MFR:30g/10min、融点:160℃)86質量%、並びに株式会社プライムポリマー製の「Y6005GM」(商品名、MFR:60g/10min)95質量%及びエルカ酸アミド5質量%を混合して調製したエルカ酸アミドマスターバッチ4質量%(プロピレン系樹脂組成物基準で2,000質量ppmのエルカ酸アミドを添加)を混合して、プロピレン系樹脂組成物を調製した。
ギヤポンプを有する単軸押出機を用いて樹脂温度200℃で前記プロピレン系樹脂組成物を溶融押出し、ノズル径0.5mmのノズル(孔数2,675ホール)より、単孔吐出量0.4g/min/holeの速度で溶融樹脂を吐出させて紡糸した。紡糸により得られた繊維を12.5℃、0.3m/secの冷却風速度で冷却しながら、ノズル下でエジェクターにより1.0kg/cm2の圧力で吸引して、119m/minのライン速度で移動しているネット面に繊維を積層した。
ネット面に積層された繊維束を135℃に加熱したカレンダーロールで、ニップ圧40N/mmでエンボス加工し、引取りロールに巻き取った。
得られたスパンボンド不織布について、後述する下記の測定方法により、目付け、及び地合の均一性を評価した。測定結果を表2に示す。
製造例2で得られたプロピレン系重合体(2)10質量%、日本ポリプロ株式会社製の「NOVATEC-SA03」86質量%、及び実施例1と同様の方法で調製したエルカ酸アミドマスターバッチ4質量%(プロピレン系樹脂組成物基準で2,000質量ppmのエルカ酸アミドを添加)を混合して、プロピレン系樹脂組成物を調製した以外は、実施例1と同様にしてスパンボンド不織布を製造し、得られた不織布について測定を行った。測定結果を表2に示す。
製造例3で得られたプロピレン系重合体(3)10質量%、日本ポリプロ株式会社製の「NOVATEC-SA03」86質量%、及び実施例1と同様の方法で調製したエルカ酸アミドマスターバッチ4質量%(プロピレン系樹脂組成物基準で2,000質量ppmのエルカ酸アミドを添加)を混合して、プロピレン系樹脂組成物を調製した以外は、実施例1と同様にしてスパンボンド不織布を製造し、得られた不織布について測定を行った。測定結果を表2に示す。
日本ポリプロ株式会社製の「NOVATEC-SA03」96質量%に対し、及び実施例1と同様の方法で調製したエルカ酸アミドマスターバッチ4質量%(プロピレン系樹脂組成物基準で2,000質量ppmのエルカ酸アミドを添加)を混合して、プロピレン系樹脂組成物を調製した以外は、実施例1と同様にしてスパンボンド不織布を製造し、得られた不織布について測定を行った。測定結果を表2に示す。
樹脂温度240℃で溶融して押出すこと以外は、実施例1と同様にして不織布を製造し、得られた不織布について測定を行った。測定結果を表2に示す。
製造例3で得られたプロピレン系重合体(3)5質量%、Exxon Mobil Chemical社製のプロピレン-エチレン共重合体(1)「Vistamaxx6202」(商品名、MFR:19g/10min、ΔH-D:19J/g)5質量%、日本ポリプロ株式会社製の「NOVATEC-SA03」86質量%、及び実施例1と同様の方法で調製したエルカ酸アミドマスターバッチ4質量%(プロピレン系樹脂組成物基準で2,000質量ppmのエルカ酸アミドを添加)を混合して、プロピレン系樹脂組成物を調製し、紡糸の際の冷却風を20.0℃、1.0m/secにして、エジェクターの吸引圧力を3.0kg/cm2にしたこと以外は、参考例1と同様にして不織布を製造し、得られた不織布について測定を行った。測定結果を表2に記す。
製造例3で得られたプロピレン系重合体(3)2質量%、Exxon Mobil Chemical社製のプロピレン-エチレン共重合体(1)「Vistamaxx6202」(商品名、MFR:19g/10min、ΔH-D:19J/g)8質量%、日本ポリプロ株式会社製の「NOVATEC-SA03」86質量%、及び実施例1と同様の方法で調製したエルカ酸アミドマスターバッチ4質量%(プロピレン系樹脂組成物基準で2,000質量ppmのエルカ酸アミドを添加)を混合して、プロピレン系樹脂組成物を調製し、紡糸の際のエジェクターの吸引圧力を3.5kg/cm2にしたこと以外は、比較例4と同様にして不織布を製造し、得られた不織布について測定を行った。測定結果を表2に記す。
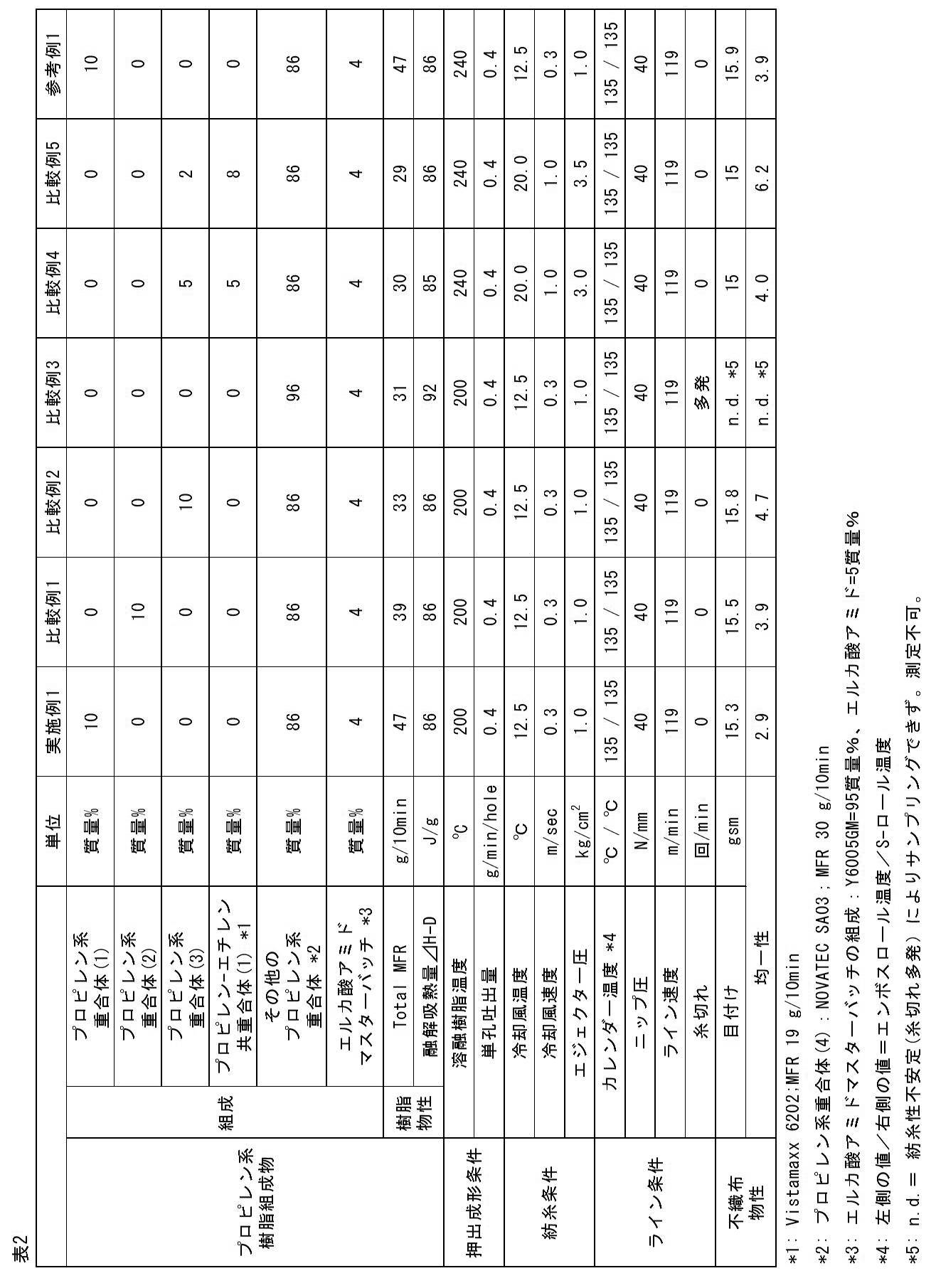
融解吸熱量ΔH-Dが35J/g又は37J/gであって、かつMFRが1,000g/10min未満であるプロピレン系重合体を含むプロピレン系樹脂組成物を用いた比較例1及び2のスパンボンド不織布は、均一性が低いことが分かる。
また、MFRが1,000g/10min未満であるプロピレン系重合体のみを用いた比較例3では、紡糸性が不安定であり、糸切れが多発して、スパンボンド不織布が得られなかった。
また、オレフィン系重合体として、MFRが2,000g/10minであるプロピレン系重合体含むプロピレン系樹脂組成物を用い、該樹脂組成物を200℃で溶融して押出し、成形した実施例1のスパンボンド不織布と、樹脂組成物を240℃に変更した参考例1のスパンボンド不織布とを比べると、溶融樹脂温度を低くすることで不織布の地合の均一性がより向上することが分かる。
更に、融解吸熱量ΔH-Dが19J/gで、かつMFRが1,000g/10min未満であるプロピレン-エチレン共重合体を含むプロピレン系樹脂組成物を用い、かつ、該樹脂組成物を240℃で溶融して、押出成形した比較例4及び5のスパンボンド不織布も、不織布の地合の均一性が低いことが分かる。
<目付け>
得られた不織布の5cm×5cmの重量を測定し、目付け(g/m2〔gsmとも表記する。〕)を測定した。
得られた不織布から、74mm×53mmの試験片を16枚作成した。次に、それぞれの試験片毎に黒画用紙を重ねた状態で、スキャナーを使用してデジタルデータ化した画像を得た。得られた画像データをそれぞれグレースケール化(白黒の度合いを255段階に分割。値が大きい程、色が白いことを意味する。)し、ヒストグラムから16枚の試験片のグレースケールの平均値と、グレースケール値の標準偏差を求めた。
不織布の地合の均一性を表す指標を、グレースケールの平均値と標準偏差から式[1]を用いて算出した。この値が小さい程、不織布の地合の均一性に優れることを意味する。
[不織布の地合の均一性]=[グレースケールの平均値]/[グレースケールの標準偏差]・・・[1]
次に、上記原料及びその他の原料を用いた捲縮不織布並びに多層不織布の実施例及び比較例について説明する。なお、以下に示す実施例3-1~3-5及び比較例3-1における第一成分及び第二成分の調製に際し使用した、表3及び表4に記載の各成分は以下のとおりである。
・プロピレン系重合体(4):「NOVATEC-SA03」(商品名、日本ポリプロ株式会社製、MFR:30g/10min、融点(Tm-D):160℃)
・プロピレン系重合体(5):「PP3155」(商品名、ExxonMobil Chemical社製、MFR:35g/10min)
・プロピレン系重合体(6):「Prime PolyproTM S119」(商品名、株式会社プライムポリマー製、MFR:60g/10min、融点(Tm-D):166℃)
・プロピレン系重合体(7):「Moplen HP461Y」(商品名、PolyMirae社製、MFR:1,300g/10min、融点(Tm-D):165℃)
・プロピレン系重合体(8):「HG475」(商品名、Borealis AG社製、MFR:27g/10min)
・プロピレン系重合体(9):「HG455FB」(商品名、Borealis AG社製、MFR:27g/10min、融点(Tm-D):161℃(ISO 11357-3に準拠))
表3及び表4における第一成分のオレフィン系樹脂組成物(I)の融解吸熱量ΔH-Dは上述した測定方法で測定した。
また、上記融点(Tm-D)は、特に記載がない限り、以下の方法にて測定した。
<融点(Tm-D)>
示差走査型熱量計(パーキン・エルマー社製「DSC-7」)を用い、試料10mgを窒素雰囲気下-10℃で5分間保持した後、10℃/分で昇温させることにより得られた融解吸熱カーブの最も高温側に観測されるピークのピークトップから融点Tm-Dを求めた。
(第一成分の調製)
製造例1で得られたプロピレン系重合体(1)20質量%、上記プロピレン系重合体(4)78質量%、並びに株式会社プライムポリマー製の「Prime PolyproTM S119」(商品名、MFR:60g/10min)90質量%及びエルカ酸アミド10質量%を混合して調製したエルカ酸アミドマスターバッチ2質量%(オレフィン系樹脂組成物(I)基準で2,000質量ppmのエルカ酸アミドを添加)を混合して、オレフィン系樹脂組成物(I)を調製した。
プロピレン系重合体(ii)として、上記プロピレン系重合体(4)98質量%、並びに株式会社プライムポリマー製の「Prime PolyproTM S119」(商品名、MFR:60g/10min)90質量%及びエルカ酸アミド10質量%を混合して調製したエルカ酸アミドマスターバッチ2質量%(オレフィン系樹脂組成物(II)基準で2,000質量ppmのエルカ酸アミドを添加)を混合して、オレフィン系樹脂組成物(II)を調製した。
第一成分及び第二成分を、それぞれ別々の単軸押出機を用いて樹脂温度240℃で溶融押出し、ノズル径0.6mmのサイドバイサイド型複合ノズル(孔数1,795ホール)より、単孔当たり0.35g/minの速度で、溶融樹脂を第一成分:第二成分の比率が70:30となるように吐出させて紡糸した。
紡糸により得られた繊維を温度12.5℃、風速0.6m/secの空気で冷却しながら、ノズル下1,400mmに設置したエジェクターでエジェクター圧力2.0kg/cm2で吸引して、ノズル下255mmで53m/minのライン速度で移動しているネット面に積層した。
ネット面に積層された繊維束を50℃に加熱したエンボスロールで線圧40N/mmでエンボス加工し、目付けが20g/m2の捲縮不織布を引取りロールに巻き取った。
得られた捲縮不織布について、下記の測定及び評価を行った。結果を表3に示す。
上記評価方法にて、測定した。
<繊度>
〔繊度計測〕
偏光顕微鏡を用いて不織布中の繊維を観察し、ランダムに選んだ5本の繊維直径の平均値〔d(m)〕を測定し、樹脂の密度〔ρ=900,000(g/m3)〕を用いて、不織布サンプルの繊度を下記[2]式から計算する。
繊度(デニール)=ρ(g/m3)×π×〔d(m)/2〕2×9,000(m)・・・[2]
<捲縮数の評価>
JIS L 1015:2000に規定された捲縮数の測定方法に則り、自動捲縮弾性率測定装置を用いて測定した。エンボス加工する前の綿上サンプルから、繊維に張力がかからないようにして繊維1本を抜出し、25mmの試料に0.18mN/texの初荷重を架けた時の長さを測定し、その時の捲縮数を数え、25mm間あたりの捲縮数を求めた。捲縮数が多い程、捲縮性の高い繊維・不織布であることを示す。
<嵩高さの評価>
5cm×5cmサイズの不織布サンプルを10枚重ね、重ねた不織布サンプルの上に1.9gの金属板を乗せ、重ねた不織布サンプルの厚みを測定した。厚みの数値が高い程、嵩高い不織布であることを示す。
<不織布の地合の均一性>
上記評価方法にて算出、評価した。
(第一成分の調製)
実施例3-1の第一成分の調製におけるプロピレン系重合体(4)に代えて、上記プロピレン系重合体(5)を混合した以外は、実施例3-1の第一成分の調製と同様にしてオレフィン系樹脂組成物(I)を調製した。
実施例3-1の第二成分の調製におけるプロピレン系重合体(4)に代えて、上記プロピレン系重合体(8)を混合した以外は、実施例3-1の第二成分の調製と同様にしてオレフィン系樹脂組成物(II)を調製した。
不織布の成形はスパンボンド装置(Reicofil社製「Reicofil4」)を用いて行った。第一成分及び第二成分を、それぞれ別々の単軸押出機を用いて樹脂温度240℃で原料を溶融押出し、サイドバイサイド型複合ノズル(孔数1,795ホール)より、単孔当たり0.50g/minの速度で、溶融樹脂を第一成分:第二成分の比率が70:30となるように吐出させて紡糸した。
紡糸により得られた繊維を温度30℃、キャビン圧5,000Paで156m/minのライン速度で移動しているネット面に繊維を積層した。ネット面に積層された繊維束を121℃に加熱したエンボスロール(エンボス面積率:12%、刻印形状:円形)及び127℃に加熱したS-ロールで線圧50N/mmでエンボス加工し、目付けが20g/m2の捲縮不織布を引取りロールに巻き取った。
得られた捲縮不織布について、実施例3-1と同様の測定及び評価を行った。結果を表3に示す。
(第一成分の調製)
製造例1で得られたプロピレン系重合体(1)10質量%、上記プロピレン系重合体(6)88質量%、並びに株式会社プライムポリマー製の「Prime PolyproTM S119」(商品名、MFR:60g/10min)90質量%及びエルカ酸アミド10質量%を混合して調製したエルカ酸アミドマスターバッチ2質量%(オレフィン系樹脂組成物(I)基準で2,000質量ppmのエルカ酸アミドを添加)を混合して、オレフィン系樹脂組成物(I)を調製した。
プロピレン系重合体(ii)として、上記プロピレン系重合体(8)98質量%、並びに株式会社プライムポリマー製の「Prime PolyproTM S119」(商品名、MFR:60g/10min)90質量%及びエルカ酸アミド10質量%を混合して調製したエルカ酸アミドマスターバッチ2質量%(オレフィン系樹脂組成物(II)基準で2,000質量ppmのエルカ酸アミドを添加)を混合して、オレフィン系樹脂組成物(II)を調製した。
実施例3-2の捲縮不織布の製造方法において、キャビン圧を2,800Pa、ネット面のライン速度を140m/minに代えた以外は、実施例3-2の捲縮不織布の製造方法と同様にして捲縮不織布を成形し、同様の評価を行った。結果を表3に示す。
(第一成分の調製)
上記プロピレン系重合体(4)78質量%、上記プロピレン系重合体(7)20質量%、並びに株式会社プライムポリマー製の「Prime PolyproTM S119」(商品名、MFR:60g/10min)90質量%及びエルカ酸アミド10質量%を混合して調製したエルカ酸アミドマスターバッチ2質量%(オレフィン系樹脂組成物(I)基準で2,000質量ppmのエルカ酸アミドを添加)を混合して、オレフィン系樹脂組成物(I)を調製した。
実施例3-1の第二成分の調製方法と同様にして、オレフィン系樹脂組成物(II)を調製した。
実施例3-1の捲縮不織布の製造方法と同様にして捲縮不織布を成形し、同様の評価を行った。結果を表3に示す。
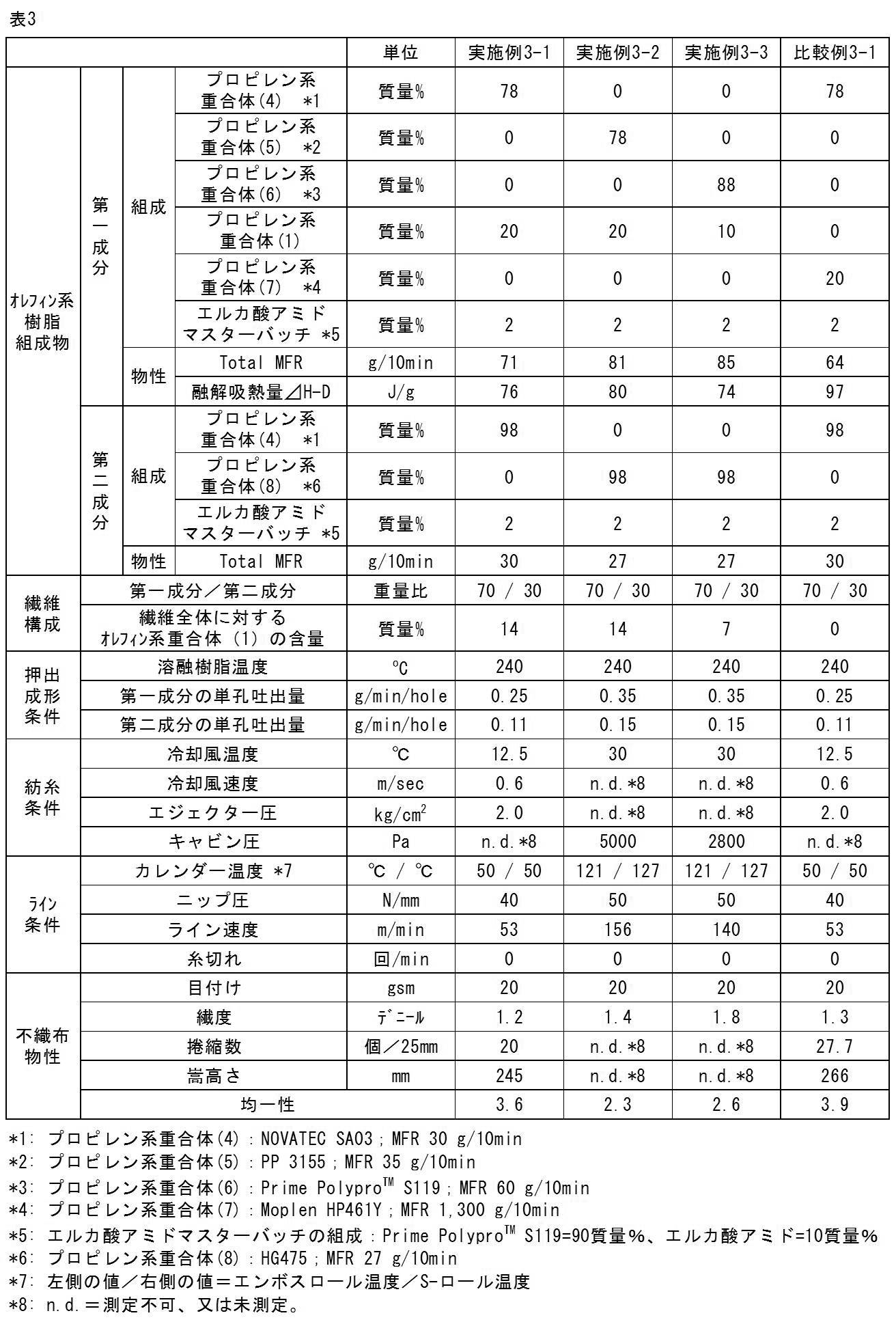
(第一成分の調製)
製造例1で得られたプロピレン系重合体(1)20質量%、上記プロピレン系重合体(4)78質量%、並びに株式会社プライムポリマー製の「Prime PolyproTM S119」(商品名、MFR:60g/10min)90質量%及びエルカ酸アミド10質量%を混合して調製したエルカ酸アミドマスターバッチ2質量%(オレフィン系樹脂組成物(I)基準で2,000質量ppmのエルカ酸アミドを添加)を混合して、オレフィン系樹脂組成物(I)を調製した。
上記プロピレン系重合体(4)100質量%を、オレフィン系樹脂組成物(II)とした。
第一成分及び第二成分を、それぞれ別々の単軸押出機を用いて樹脂温度240℃で溶融押出し、ノズル径0.6mmのサイドバイサイド型複合ノズル(孔数1,795ホール)より、単孔当たり0.50g/minの速度で、溶融樹脂を第一成分:第二成分の比率が70:30となるように吐出させて紡糸した。
紡糸により得られた繊維を温度12.5℃、風速0.6m/secの空気で冷却しながら、ノズル下1,400mmに設置したエジェクターでエジェクター圧力1.5kg/cm2で吸引して、ノズル下255mmで75m/minのライン速度で移動しているネット面に積層した。
ネット面に積層された繊維束を70℃に加熱したエンボスロールで線圧40N/mmでエンボス加工し、目付けが15g/m2の捲縮不織布を引取りロールに巻き取った。
単軸押出機、ダイ(ノズル、孔径:φ0.15mm、孔数:720ホール)、高温圧縮空気発生装置、ネットコンベアー及び巻取り装置からなるメルトブローン不織布装置を用いた。樹脂温度260℃で上記ポリプロピレン重合体(7)を溶融し、ダイから単孔当たり0.1g/minの速度で溶融樹脂を吐出させ、その樹脂を、270℃の圧縮空気を用いて、360Nm3/hrの流量で、24m/minのライン速度で移動しているネットコンベアー面上に積層して、目付けが5g/m2のメルトブローン不織布を巻き取り装置にて巻き取った。
上記捲縮不織布とメルトブローン不織布とを重ねて、積層された不織布を70℃に加熱したエンボスロール(エンボス面積率:16%、刻印形状:菱形)で線圧40N/mmでエンボス加工し、目付けが20g/m2の多層不織布を引取りロールに巻き取った。
(第一成分の調製)
製造例1で得られたプロピレン系重合体(1)40質量%、上記プロピレン系重合体(5)56質量%、並びに株式会社プライムポリマー製の「Y6005GM」(商品名、MFR:60g/10min)95質量%及びエルカ酸アミド5質量%を混合して調製したエルカ酸アミドマスターバッチ4質量%(オレフィン系樹脂組成物(I)基準で2,000質量ppmのエルカ酸アミドを添加)を混合して、オレフィン系樹脂組成物(I)を調製した。
プロピレン系重合体(ii)として、上記プロピレン系重合体(9)96質量%、並びに株式会社プライムポリマー製の「Y6005GM」(商品名、MFR:60g/10min)95質量%及びエルカ酸アミド5質量%を混合して調製したエルカ酸アミドマスターバッチ4質量%(オレフィン系樹脂組成物(II)基準で2,000質量ppmのエルカ酸アミドを添加)を混合して、オレフィン系樹脂組成物(II)を調製した。
不織布の成形はスパンボンド装置(Reicofil社製「Reicofil4」)を用いて行った。第一成分及び第二成分を、それぞれ別々の単軸押出機を用いて樹脂温度250℃で原料を溶融押出し、サイドバイサイド型複合ノズル(孔数1,795ホール)より、単孔当たり0.50g/minの速度で、溶融樹脂を第一成分:第二成分の比率が70:30となるように吐出させて紡糸した。
紡糸により得られた繊維を温度20℃、キャビン圧3,000Paで167m/minのライン速度で移動しているネット面に繊維を積層した。ネット面に積層された繊維束を115℃に加熱したエンボスロール(エンボス面積率:12%、刻印形状:円形)及び113℃に加熱したS-ロールで線圧50N/mmでエンボス加工し、目付けが15g/m2の捲縮不織布を引取りロールに巻き取った。
実施例3-4と同様の方法で製造した。
実施例3-4と同様の方法で製造した。
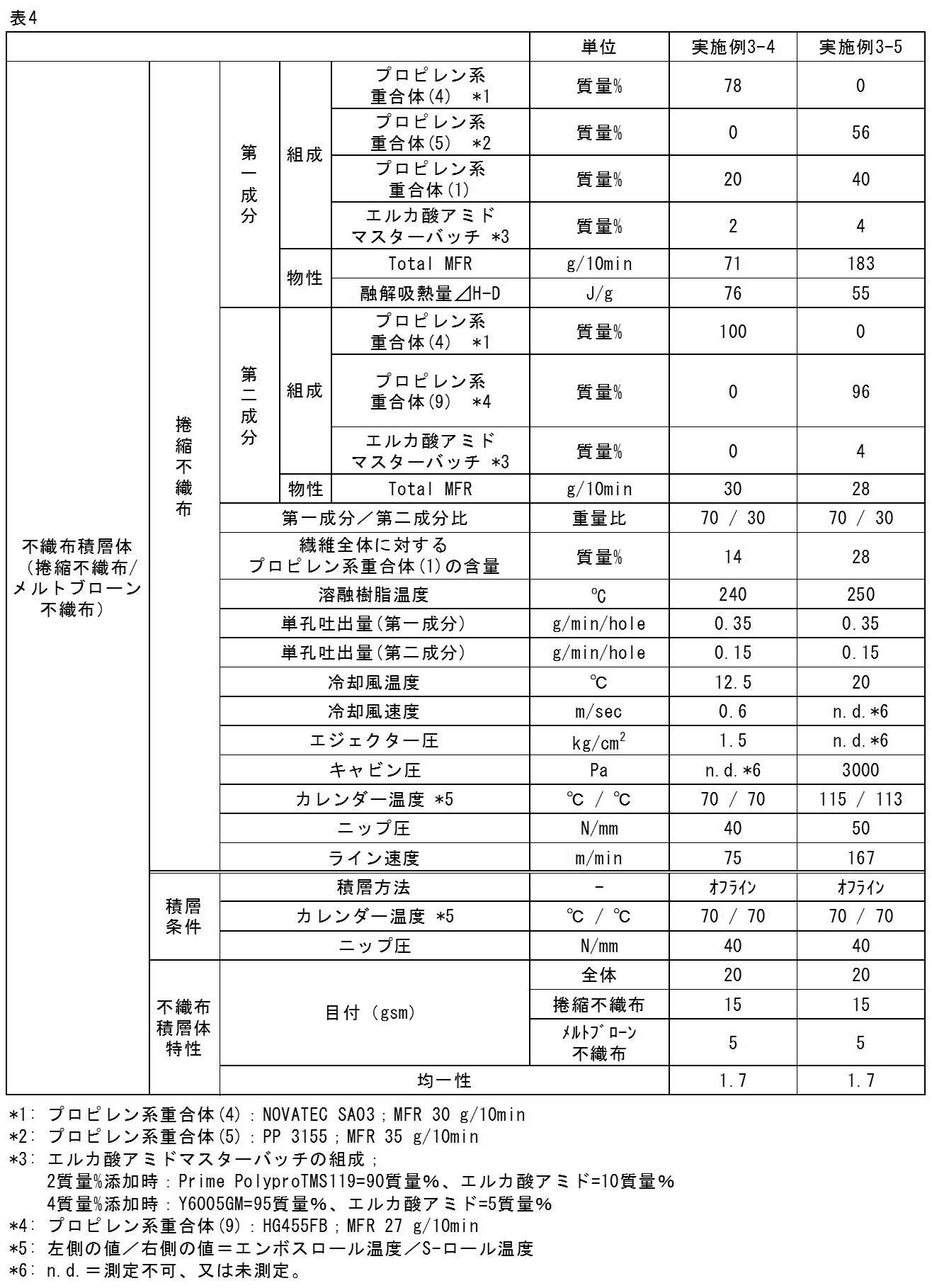
また、本発明の第二の発明に係るスパンボンド不織布の製造方法により、安定した押出成形及び紡糸性を維持し、地合が均一な風合いに優れたスパンボンド不織布を得ることできる。
更に、本発明の第三の発明に係る複合繊維からなる不織布が捲縮繊維からなる不織布である場合、延伸や加熱等の後処理なしで、ポリオレフィン系材料を用いた強い捲縮性を有する繊維から構成されており、嵩高で風合いの良好な不織布や、それを用いたフィルターやワイパーを製造するのに有用である。
Claims (16)
- 下記条件(a)及び(b)を満たすオレフィン系重合体(i)を含むオレフィン系樹脂組成物(I)からなるスパンボンド不織布。
(a)温度230℃、荷重21.18Nの条件で測定されるメルトフローレート(MFR)が1,000g/10min以上
(b)示差走査熱量計(DSC)を用いて、窒素雰囲気下-10℃で5分間保持した後、10℃/分で昇温させることにより得られた融解吸熱カーブから計測される融解吸熱量ΔH-Dが80J/g未満 - 前記オレフィン系樹脂組成物(I)を、樹脂温度220℃以下で溶融押出し、成形して得られる、請求項1に記載のスパンボンド不織布。
- 前記オレフィン系樹脂組成物(I)が下記条件(1)を満たす、請求項1又は2に記載のスパンボンド不織布。
(1)温度230℃、荷重21.18Nの条件で測定されるメルトフローレート(MFR)が40g/10min以上 - 前記オレフィン系樹脂組成物(I)が更に下記条件(2)を満たす、請求項1~3のいずれか1項に記載のスパンボンド不織布。
(2)示差走査熱量計(DSC)を用いて、窒素雰囲気下-10℃で5分間保持した後、10℃/分で昇温させることにより得られた融解吸熱カーブから計測される融解吸熱量ΔH-Dが90J/g未満 - 前記オレフィン系樹脂組成物(I)中における前記オレフィン系重合体(i)の含有量が、該オレフィン系樹脂組成物(I)の全量100質量%に対して1~50質量%である、請求項1~4のいずれか1項に記載のスパンボンド不織布。
- 前記オレフィン系重合体(i)がプロピレン系重合体(ip)であり、下記条件(c)及び(d)を満たす、請求項1~5のいずれか1項に記載のスパンボンド不織布。
(c)メソペンタッド分率[mmmm]が20~60mol%
(d)[rrrr]/(1-[mmmm])≦0.1 - 前記オレフィン系樹脂組成物(I)がプロピレン系樹脂組成物である、請求項1~6のいずれか1項に記載のスパンボンド不織布。
- 不織布を2層以上積層してなる多層不織布であって、該多層不織布を構成する不織布の少なくとも1層が請求項1~7のいずれか1項に記載のスパンボンド不織布である、多層不織布。
- 下記条件(a)及び(b)を満たすオレフィン系重合体(i)を含むオレフィン系樹脂組成物(I)を、樹脂温度220℃以下で溶融押出する工程を含む、スパンボンド不織布の製造方法。
(a)温度230℃、荷重21.18Nの条件で測定されるメルトフローレート(MFR)が1000g/10min以上
(b)示差走査熱量計(DSC)を用いて、窒素雰囲気下-10℃で5分間保持した後、10℃/分で昇温させることにより得られた融解吸熱カーブから計測される融解吸熱量ΔH-Dが80J/g未満 - 前記オレフィン系樹脂組成物(I)が下記条件(1)を満たす、請求項9に記載のスパンボンド不織布の製造方法。
(1)温度230℃、荷重21.18Nの条件で測定されるメルトフローレート(MFR)が40g/10min以上 - 下記第一成分及び第二成分から構成される複合繊維からなる不織布。
第一成分:下記条件(a)及び(b)を満たすオレフィン系重合体(i)を含むオレフィン系樹脂組成物(I)
(a)温度230℃、荷重21.18Nの条件で測定されるメルトフローレート(MFR)が1,000g/10min以上
(b)示差走査熱量計(DSC)を用いて、窒素雰囲気下-10℃で5分間保持した後、10℃/分で昇温させることにより得られた融解吸熱カーブから計測される融解吸熱量ΔH-Dが80J/g未満
第二成分:下記条件(e)及び(f)を満たすオレフィン系重合体(ii)を含むオレフィン系樹脂組成物(II)
(e)温度230℃、荷重21.18Nの条件で測定されるメルトフローレート(MFR)が1g/10min以上、100g/10min以下
(f)示差走査熱量計(DSC)を用いて、窒素雰囲気下-10℃で5分間保持した後、10℃/分で昇温させることにより得られた融解吸熱カーブの最も高温側に観測されるピークのピークトップとして観察される融点(Tm-D)が120℃を超える - 前記オレフィン系樹脂組成物(I)中における前記オレフィン系重合体(i)の含有量が、該オレフィン系樹脂組成物(I)の全量100質量%に対して1~50質量%である、請求項11に記載の複合繊維からなる不織布。
- 前記複合繊維が、芯鞘型繊維、サイドバイサイド型繊維、及び偏心芯鞘型繊維から選ばれる少なくとも1種である、請求項11又は12に記載の複合繊維からなる不織布。
- 不織布を2層以上積層してなる多層不織布であって、該多層不織布を構成する不織布の少なくとも1層が請求項11~13のいずれか1項に記載の複合繊維からなる不織布である、多層不織布。
- 前記多層不織布を構成する不織布の少なくとも1層がメルトブローン不織布である、請求項14に記載の多層不織布。
- 請求項1~7のいずれか1項に記載のスパンボンド不織布、請求項11~13のいずれか1項に記載の複合繊維からなる不織布、又は請求項8、請求項14若しくは請求項15に記載の多層不織布を用いた繊維製品。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201580035274.7A CN106661792B (zh) | 2014-07-03 | 2015-07-03 | 纺粘无纺布及其制造方法 |
| EP15815211.6A EP3165656B1 (en) | 2014-07-03 | 2015-07-03 | Spunbonded non-woven fabric and method for manufacturing same |
| US15/322,032 US10844205B2 (en) | 2014-07-03 | 2015-07-03 | Spunbonded non-woven fabric and method for manufacturing same |
| JP2016531482A JP6521963B2 (ja) | 2014-07-03 | 2015-07-03 | スパンボンド不織布及びその製造方法 |
| US17/075,258 US20210040298A1 (en) | 2014-07-03 | 2020-10-20 | Spunbonded non-woven fabric and method for manufacturing same |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014-138009 | 2014-07-03 | ||
| JP2014138009 | 2014-07-03 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US15/322,032 A-371-Of-International US10844205B2 (en) | 2014-07-03 | 2015-07-03 | Spunbonded non-woven fabric and method for manufacturing same |
| US17/075,258 Division US20210040298A1 (en) | 2014-07-03 | 2020-10-20 | Spunbonded non-woven fabric and method for manufacturing same |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016002950A1 true WO2016002950A1 (ja) | 2016-01-07 |
Family
ID=55019475
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/069347 WO2016002950A1 (ja) | 2014-07-03 | 2015-07-03 | スパンボンド不織布及びその製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (2) | US10844205B2 (ja) |
| EP (1) | EP3165656B1 (ja) |
| JP (1) | JP6521963B2 (ja) |
| CN (1) | CN106661792B (ja) |
| WO (1) | WO2016002950A1 (ja) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018199887A (ja) * | 2017-05-30 | 2018-12-20 | 東レ株式会社 | ポリエチレンスパンボンド不織布 |
| WO2019022004A1 (ja) * | 2017-07-24 | 2019-01-31 | 出光興産株式会社 | ポリプロピレン系樹脂組成物並びにそれを用いた繊維及び不織布 |
| WO2019167871A1 (ja) * | 2018-02-27 | 2019-09-06 | 出光興産株式会社 | 繊維及び不織布 |
| WO2019167853A1 (ja) * | 2018-02-28 | 2019-09-06 | 東レ株式会社 | 積層不織布 |
| WO2019167851A1 (ja) * | 2018-02-28 | 2019-09-06 | 東レ株式会社 | スパンボンド不織布 |
| WO2019167852A1 (ja) * | 2018-02-28 | 2019-09-06 | 東レ株式会社 | 積層不織布 |
| JP2019173194A (ja) * | 2018-03-28 | 2019-10-10 | 新和産業株式会社 | 複合構造体及びその製造装置 |
| WO2020101124A1 (ko) * | 2018-11-14 | 2020-05-22 | 주식회사 휴비스 | 3 층상구조 수교락 부직포 마스크 팩 시트 및 이의 제조방법 |
| US20200370217A1 (en) * | 2018-02-15 | 2020-11-26 | Toray Industries, Inc. | Nonwoven fabric and air filter material including the same |
| CN112745578A (zh) * | 2021-01-20 | 2021-05-04 | 称道新材料科技(上海)有限公司 | 一种高效低阻熔喷材料及其制备工艺 |
| JP2022503858A (ja) * | 2018-09-28 | 2022-01-12 | ベリー グローバル インコーポレイテッド | 自己捲縮多成分繊維及びそれを作製する方法 |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DK3321408T3 (da) * | 2015-07-06 | 2020-12-14 | Mitsui Chemicals Inc | Spindebundet ikkevævet stof og hygiejnemateriale |
| WO2018211843A1 (ja) * | 2017-05-16 | 2018-11-22 | 出光興産株式会社 | 捲縮繊維及び不織布 |
| WO2019088135A1 (ja) * | 2017-11-01 | 2019-05-09 | 東レ株式会社 | スパンボンド不織布 |
| US11091861B2 (en) | 2018-01-31 | 2021-08-17 | Fibertex Personal Care A/S | Spunbonded nonwoven with crimped fine fibers |
| KR102036763B1 (ko) * | 2018-04-17 | 2019-11-26 | 도레이첨단소재 주식회사 | 권축형 복합섬유의 부직포와 그의 적층체, 및 물품 |
| WO2020095948A1 (ja) * | 2018-11-09 | 2020-05-14 | 出光興産株式会社 | 不織布及びその製造方法 |
| CN110499586B (zh) * | 2019-08-15 | 2022-06-03 | 上海精发实业股份有限公司 | 一种静电棉材料及其制备方法和用途 |
| JP2023551393A (ja) | 2020-11-10 | 2023-12-08 | ネーナー・ゲッスナー・ゲーエムベーハー | 不織布エレクトレットを含む濾材 |
| CN113403754A (zh) * | 2021-06-18 | 2021-09-17 | 四川亿耐特新材料有限公司 | 一种用于建筑材料的隔音毡 |
| AU2023206000A1 (en) | 2022-01-05 | 2024-05-23 | Fibertex Personal Care A/S | Nonwoven material comprising crimped multicomponent fibers |
| CN114634637B (zh) * | 2022-03-02 | 2024-01-30 | 江苏普莱克红梅色母料股份有限公司 | 聚丙烯无纺布用夜光母料及其制备方法和应用 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009062667A (ja) * | 2007-06-26 | 2009-03-26 | Idemitsu Kosan Co Ltd | 弾性不織布及びこれを用いた繊維製品 |
| JP2010516858A (ja) * | 2007-01-26 | 2010-05-20 | エクソンモービル・ケミカル・パテンツ・インク | プロピレンベースのエラストマーから製造された繊維と不織布 |
| JP2010168713A (ja) * | 2008-12-24 | 2010-08-05 | Idemitsu Kosan Co Ltd | 弾性不織布、その製造方法及び繊維製品 |
| WO2011090132A1 (ja) * | 2010-01-21 | 2011-07-28 | 出光興産株式会社 | ポリプロピレン系不織布 |
| JP2012012743A (ja) * | 2010-07-02 | 2012-01-19 | Toyota Boshoku Corp | 車室内用エレクトレットフィルター及びその製造方法 |
| WO2014142323A1 (ja) * | 2013-03-15 | 2014-09-18 | 出光興産株式会社 | 不織布及び繊維製品 |
| JP2015144991A (ja) * | 2014-02-03 | 2015-08-13 | 出光興産株式会社 | 油吸着用部材、可染性ポリオレフィン組成物 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1088459A (ja) * | 1996-09-11 | 1998-04-07 | Chisso Corp | 長繊維不織布 |
| US9018112B2 (en) * | 2003-11-18 | 2015-04-28 | Exxonmobil Chemicals Patents Inc. | Extensible polypropylene-based nonwovens |
| CN1922262A (zh) * | 2004-01-26 | 2007-02-28 | 宝洁公司 | 包含聚丙烯共混物和混合物的纤维和非织造材料 |
| US20050164587A1 (en) | 2004-01-27 | 2005-07-28 | The Procter & Gamble Company | Soft extensible nonwoven webs containing multicomponent fibers with high melt flow rates |
| JP4837681B2 (ja) * | 2006-02-03 | 2011-12-14 | 三井化学株式会社 | 不織布積層体、不織布積層体を用いた透湿性不織布積層シートおよびそれらを用いた衛生用品 |
| WO2007140163A2 (en) * | 2006-05-25 | 2007-12-06 | Dow Global Technologies Inc. | Soft and extensible polypropylene based spunbond nonwovens |
| CN101688341A (zh) * | 2007-06-26 | 2010-03-31 | 出光兴产株式会社 | 弹性无纺布、其制造方法和使用了该弹性无纺布的纤维制品 |
| CN102300883B (zh) * | 2009-01-29 | 2014-08-20 | 埃克森美孚化学专利公司 | 聚丙烯非织造纤维和织物及其制造方法 |
| US8026188B2 (en) * | 2009-06-25 | 2011-09-27 | Techmer Pm, Llc | Hydrophobic additive for use with fabric, fiber, and film |
| JP5722222B2 (ja) * | 2009-09-14 | 2015-05-20 | 出光興産株式会社 | スパンボンド不織布および繊維製品 |
| WO2014022988A1 (en) * | 2012-08-08 | 2014-02-13 | Daiwabo Holdings Co., Ltd. | Nonwoven, sheet for absorbent article from the same, and absorbent article using the same |
| US20150239204A1 (en) | 2012-09-14 | 2015-08-27 | Idemitsu Kosan Co., Ltd. | Multilayer nonwoven fabric and method for producing same |
| MX2016006439A (es) * | 2013-11-20 | 2016-07-19 | Kimberly Clark Co | Compuesto no tejido suave y duradero. |
| WO2015115449A1 (ja) * | 2014-02-03 | 2015-08-06 | 出光興産株式会社 | ホットメルト接着剤 |
| JP6618002B2 (ja) * | 2014-03-20 | 2019-12-11 | 出光興産株式会社 | 捲縮繊維及び不織布 |
-
2015
- 2015-07-03 US US15/322,032 patent/US10844205B2/en active Active
- 2015-07-03 JP JP2016531482A patent/JP6521963B2/ja active Active
- 2015-07-03 CN CN201580035274.7A patent/CN106661792B/zh active Active
- 2015-07-03 WO PCT/JP2015/069347 patent/WO2016002950A1/ja active Application Filing
- 2015-07-03 EP EP15815211.6A patent/EP3165656B1/en active Active
-
2020
- 2020-10-20 US US17/075,258 patent/US20210040298A1/en not_active Abandoned
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010516858A (ja) * | 2007-01-26 | 2010-05-20 | エクソンモービル・ケミカル・パテンツ・インク | プロピレンベースのエラストマーから製造された繊維と不織布 |
| JP2009062667A (ja) * | 2007-06-26 | 2009-03-26 | Idemitsu Kosan Co Ltd | 弾性不織布及びこれを用いた繊維製品 |
| JP2013237964A (ja) * | 2007-06-26 | 2013-11-28 | Idemitsu Kosan Co Ltd | 弾性不織布及びこれを用いた繊維製品 |
| JP2010168713A (ja) * | 2008-12-24 | 2010-08-05 | Idemitsu Kosan Co Ltd | 弾性不織布、その製造方法及び繊維製品 |
| WO2011090132A1 (ja) * | 2010-01-21 | 2011-07-28 | 出光興産株式会社 | ポリプロピレン系不織布 |
| JP2012012743A (ja) * | 2010-07-02 | 2012-01-19 | Toyota Boshoku Corp | 車室内用エレクトレットフィルター及びその製造方法 |
| WO2014142323A1 (ja) * | 2013-03-15 | 2014-09-18 | 出光興産株式会社 | 不織布及び繊維製品 |
| JP2015144991A (ja) * | 2014-02-03 | 2015-08-13 | 出光興産株式会社 | 油吸着用部材、可染性ポリオレフィン組成物 |
Cited By (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018199887A (ja) * | 2017-05-30 | 2018-12-20 | 東レ株式会社 | ポリエチレンスパンボンド不織布 |
| WO2019022004A1 (ja) * | 2017-07-24 | 2019-01-31 | 出光興産株式会社 | ポリプロピレン系樹脂組成物並びにそれを用いた繊維及び不織布 |
| US20200370217A1 (en) * | 2018-02-15 | 2020-11-26 | Toray Industries, Inc. | Nonwoven fabric and air filter material including the same |
| JP7255477B2 (ja) | 2018-02-15 | 2023-04-11 | 東レ株式会社 | 不織布およびこれを用いてなるエアフィルター濾材 |
| JPWO2019159654A1 (ja) * | 2018-02-15 | 2020-12-10 | 東レ株式会社 | 不織布およびこれを用いてなるエアフィルター濾材 |
| WO2019167871A1 (ja) * | 2018-02-27 | 2019-09-06 | 出光興産株式会社 | 繊維及び不織布 |
| WO2019167852A1 (ja) * | 2018-02-28 | 2019-09-06 | 東レ株式会社 | 積層不織布 |
| KR102490535B1 (ko) | 2018-02-28 | 2023-01-19 | 도레이 카부시키가이샤 | 적층 부직포 |
| CN111788345A (zh) * | 2018-02-28 | 2020-10-16 | 东丽株式会社 | 纺粘无纺布 |
| KR20200126370A (ko) * | 2018-02-28 | 2020-11-06 | 도레이 카부시키가이샤 | 적층 부직포 |
| JP7283386B2 (ja) | 2018-02-28 | 2023-05-30 | 東レ株式会社 | スパンボンド不織布 |
| WO2019167851A1 (ja) * | 2018-02-28 | 2019-09-06 | 東レ株式会社 | スパンボンド不織布 |
| JPWO2019167853A1 (ja) * | 2018-02-28 | 2020-12-17 | 東レ株式会社 | 積層不織布 |
| JPWO2019167852A1 (ja) * | 2018-02-28 | 2020-12-17 | 東レ株式会社 | 積層不織布 |
| JPWO2019167851A1 (ja) * | 2018-02-28 | 2021-01-07 | 東レ株式会社 | スパンボンド不織布 |
| WO2019167853A1 (ja) * | 2018-02-28 | 2019-09-06 | 東レ株式会社 | 積層不織布 |
| JP7173021B2 (ja) | 2018-02-28 | 2022-11-16 | 東レ株式会社 | 積層不織布およびその製造方法 |
| JP7173022B2 (ja) | 2018-02-28 | 2022-11-16 | 東レ株式会社 | 積層不織布およびその製造方法 |
| JP2019173194A (ja) * | 2018-03-28 | 2019-10-10 | 新和産業株式会社 | 複合構造体及びその製造装置 |
| JP2022503858A (ja) * | 2018-09-28 | 2022-01-12 | ベリー グローバル インコーポレイテッド | 自己捲縮多成分繊維及びそれを作製する方法 |
| WO2020101124A1 (ko) * | 2018-11-14 | 2020-05-22 | 주식회사 휴비스 | 3 층상구조 수교락 부직포 마스크 팩 시트 및 이의 제조방법 |
| CN112745578A (zh) * | 2021-01-20 | 2021-05-04 | 称道新材料科技(上海)有限公司 | 一种高效低阻熔喷材料及其制备工艺 |
| CN112745578B (zh) * | 2021-01-20 | 2023-04-14 | 称道新材料科技(上海)有限公司 | 一种高效低阻熔喷材料及其制备工艺 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2016002950A1 (ja) | 2017-04-27 |
| CN106661792A (zh) | 2017-05-10 |
| CN106661792B (zh) | 2019-06-21 |
| EP3165656B1 (en) | 2021-05-12 |
| US20170145198A1 (en) | 2017-05-25 |
| US20210040298A1 (en) | 2021-02-11 |
| EP3165656A1 (en) | 2017-05-10 |
| US10844205B2 (en) | 2020-11-24 |
| EP3165656A4 (en) | 2018-02-28 |
| JP6521963B2 (ja) | 2019-05-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6521963B2 (ja) | スパンボンド不織布及びその製造方法 | |
| JP6618002B2 (ja) | 捲縮繊維及び不織布 | |
| EP2479331B1 (en) | Spun-bonded nonwoven fabric and fiber product | |
| TWI723008B (zh) | 不織布積層體、伸縮性不織布積層體、纖維製品、吸收性物品及衛生口罩 | |
| JP5973920B2 (ja) | スパンボンド不織布の製造方法及びスパンボンド不織布 | |
| JP6007139B2 (ja) | 不織布及び繊維製品 | |
| KR20100031108A (ko) | 탄성 부직포, 그의 제조방법 및 상기 탄성 부직포를 사용한 섬유 제품 | |
| EP2671993B1 (en) | Nonwoven fabric and textile product | |
| JPWO2019022004A1 (ja) | ポリプロピレン系樹脂組成物並びにそれを用いた繊維及び不織布 | |
| WO2011108504A1 (ja) | 弾性不織布及び繊維製品 | |
| WO2018212211A1 (ja) | 捲縮繊維及び不織布 | |
| JP5255350B2 (ja) | 弾性不織布及び繊維製品 | |
| WO2019167871A1 (ja) | 繊維及び不織布 | |
| JP7378419B2 (ja) | 不織布及びその製造方法 | |
| JP2020076178A (ja) | 不織布及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15815211 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2016531482 Country of ref document: JP Kind code of ref document: A |
|
| REEP | Request for entry into the european phase |
Ref document number: 2015815211 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2015815211 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15322032 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |