WO2015190165A1 - 接合状態検査方法 - Google Patents
接合状態検査方法 Download PDFInfo
- Publication number
- WO2015190165A1 WO2015190165A1 PCT/JP2015/060887 JP2015060887W WO2015190165A1 WO 2015190165 A1 WO2015190165 A1 WO 2015190165A1 JP 2015060887 W JP2015060887 W JP 2015060887W WO 2015190165 A1 WO2015190165 A1 WO 2015190165A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- bonding
- anvil
- energy transfer
- inspection method
- vibration
- Prior art date
Links
Images















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/10—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating making use of vibrations, e.g. ultrasonic welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/26—Auxiliary equipment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K31/00—Processes relevant to this subclass, specially adapted for particular articles or purposes, but not covered by only one of the preceding main groups
- B23K31/02—Processes relevant to this subclass, specially adapted for particular articles or purposes, but not covered by only one of the preceding main groups relating to soldering or welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K31/00—Processes relevant to this subclass, specially adapted for particular articles or purposes, but not covered by only one of the preceding main groups
- B23K31/12—Processes relevant to this subclass, specially adapted for particular articles or purposes, but not covered by only one of the preceding main groups relating to investigating the properties, e.g. the weldability, of materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K31/00—Processes relevant to this subclass, specially adapted for particular articles or purposes, but not covered by only one of the preceding main groups
- B23K31/12—Processes relevant to this subclass, specially adapted for particular articles or purposes, but not covered by only one of the preceding main groups relating to investigating the properties, e.g. the weldability, of materials
- B23K31/125—Weld quality monitoring
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N29/00—Investigating or analysing materials by the use of ultrasonic, sonic or infrasonic waves; Visualisation of the interior of objects by transmitting ultrasonic or sonic waves through the object
- G01N29/04—Analysing solids
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N29/00—Investigating or analysing materials by the use of ultrasonic, sonic or infrasonic waves; Visualisation of the interior of objects by transmitting ultrasonic or sonic waves through the object
- G01N29/04—Analysing solids
- G01N29/045—Analysing solids by imparting shocks to the workpiece and detecting the vibrations or the acoustic waves caused by the shocks
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2291/00—Indexing codes associated with group G01N29/00
- G01N2291/02—Indexing codes associated with the analysed material
- G01N2291/023—Solids
- G01N2291/0231—Composite or layered materials
Definitions
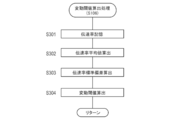
- an energy transfer rate measurement process is executed (step S101). Specifically, the analysis device 120 analyzes the vibration waveform data of the anvil 220 measured by the vibration sensor 110, thereby calculating the energy transfer rate (hereinafter also referred to as “transfer rate”) to the anvil 220. Details of the energy transfer rate measurement process will be described later.
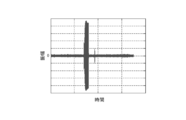
- full-wave rectification is performed (step S207). Specifically, full-wave rectification is performed on the vibration waveform data cut out in the process shown in step S206. If full-wave rectification is performed, the amplitude value on the minus side of the vibration waveform data is inverted as shown in FIG.
- the quality of the joined state is determined by comparing the energy transfer rate with the variation threshold value.
- the number of times of ultrasonic bonding is counted, and when the number of times of bonding does not exceed the predetermined number, the transmission rate is compared with a fixed threshold. When the number of times of bonding exceeds the predetermined number of times, the transmission rate Is compared with the variation threshold value to determine whether the joined state is good or bad.
- the defective product has less energy transmitted to the anvil than the non-defective product.
- the vibration waveform of a good product indicated by a solid line is compared with the vibration waveform of a good product indicated by a broken line, the waveforms are different.
- the product having the vibration waveform indicated by the broken line is determined as a defective product.
- the bonding state inspection method of the present invention determines that the bonding state of the plate material is not good when the energy transfer rate to the anvil does not exceed the fluctuation threshold. Therefore, the influence of the life of the anvil on the energy transfer rate is removed, and whether or not the joining state of the plate material is good can be correctly determined even if the anvil is used for ultrasonic joining until the life is near.
- the center frequency of the BPF matches the vibration frequency of the horn. Therefore, only the energy transmitted from the horn can be selectively extracted.
Abstract
Description
[接合状態検査方法を適用する検査装置]
図1は、実施形態1に係る接合状態検査方法を適用する検査装置100の概略構成を示す図である。
以下、実施形態1に係る接合状態検査方法について詳細に説明する。図3は、超音波接合する度に、解析装置120により実行される接合状態検査処理の手順を示すフローチャートである。なお、図3のフローチャートにより示されるアルゴリズムは、解析装置120のハードディスク124にプログラムとして記憶されており、CPU121によって実行される。
図4は、図3のステップS101に示されるエネルギー伝達率測定処理の手順を示すフローチャートである。図5~図13は、図4に示されるフローチャートに応じて処理した場合に得られるアンビル220の振動波形データの解析結果を示す図である。以下、図4~図13を参照しながら、エネルギー伝達率測定処理を詳細に説明する。
図14は、図3のステップS106に示される変動閾値算出処理の手順を示すフローチャートである。
上述の実施形態1では、アンビル220へのエネルギー伝達率が固定閾値を超えない場合、さらに、当該エネルギー伝達率を変動閾値と比較することにより、接合状態の良否が判定される。実施形態2では、超音波接合の接合回数をカウントし、接合回数が所定回数を超えていない場合には、伝達率を固定閾値と比較し、接合回数が所定回数を超える場合には、伝達率を変動閾値と比較することにより、接合状態の良否が判定される。
110 振動センサ、
120 解析装置、
121 CPU、
122 ROM、
123 RAM、
124 ハードディスク、
125 ディスプレイ、
126 入力部、
127 インタフェース、
200 超音波接合装置、
210 ホーン、
220 アンビル。
Claims (11)
- アンビル上に重ねて載置された複数の板状部材に振動するホーンを押付けて前記板状部材を超音波接合する度に、前記アンビルへのエネルギー伝達率を測定する測定段階と、
前記超音波接合する度に測定された前記エネルギー伝達率を用いて、変動閾値を算出する算出段階と、
前記測定段階において測定された前記エネルギー伝達率と、一つ前の超音波接合の前記算出段階において算出された前記変動閾値との大きさを比較することにより、前記板状部材の接合状態の良否を判定する判定段階と、
を有することを特徴とする接合状態検査方法。 - 前記判定段階は、
前記測定段階において測定された前記エネルギー伝達率が前記一つ前の超音波接合の前記算出段階において算出された前記変動閾値を超えない場合、前記板状部材の接合状態が良好でないと判定することを特徴とする請求項1に記載の接合状態検査方法。 - 前記算出段階は、
前記超音波接合する度に測定された前記エネルギー伝達率の平均値および標準偏差に基づいて前記変動閾値を算出することを特徴とする請求項1または2に記載の接合状態検査方法。 - 前記算出段階は、
前記超音波接合する度に測定された前記エネルギー伝達率のうち、前記板状部材の接合状態が良品であると判定される場合のエネルギー伝達率を用いて、前記変動閾値を算出することを特徴とする請求項1~3のいずれか1項に記載の接合状態検査方法。 - 前記算出段階は、
前記超音波接合する度に測定された前記エネルギー伝達率のうち、直前に測定された所定数のエネルギー伝達率を用いて、前記変動閾値を算出することを特徴とする請求項1~4のいずれか1項に記載の接合状態検査方法。 - 超音波接合の接合回数をカウントするカウント段階をさらに含み、
前記判定段階は、
前記接合回数が所定回数未満の場合には、前記測定段階において測定された前記エネルギー伝達率と予め定められた固定閾値との大きさを比較することにより、前記板状部材の接合状態の良否を判定し、前記接合回数が所定回数以上の場合には、前記測定段階において測定された前記エネルギー伝達率と前記一つ前の超音波接合の前記算出段階において算出された前記変動閾値との大きさを比較することにより、前記板状部材の接合状態の良否を判定することを特徴とする請求項1~5のいずれか1項に記載の接合状態検査方法。 - 前記カウント段階は、
前記板状部材の接合状態が良好であると判定された超音波接合の接合回数をカウントすることを特徴とする請求項6に記載の接合状態検査方法。 - 前記測定段階は、
前記アンビルの振動振幅を振動センサにより測定する振動測定段階と、
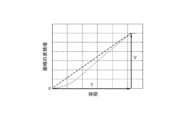
前記振動測定段階において前記アンビルの振動振幅を測定して得られた振動データを積分する積分段階と、を含み、
前記判定段階は、
前記振動データの積分値を積分時間で除算した値と、前記変動閾値との大きさを比較することを特徴とする請求項1~7のいずれか1項に記載の接合状態検査方法。 - 前記測定段階は、
前記振動データの中から、前記アンビルが振動している時間のデータを切り出す切出段階をさらに含み、
前記積分段階は、前記切出段階において切り出された前記データを積分することを特徴とする請求項8に記載の接合状態検査方法。 - 前記測定段階は、
前記ホーンの振動周波数により定まる周波数帯域のバンドパスフィルタを適用して、前記振動データから前記周波数帯域のデータを抽出する抽出段階をさらに含むことを特徴とする請求項1~9のいずれか1項に記載の接合状態検査方法。 - 前記バンドパスフィルタの中心周波数は、前記ホーンの振動周波数と一致していることを特徴とする請求項10に記載の接合状態検査方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US15/305,120 US10272517B2 (en) | 2014-06-12 | 2015-04-07 | Bonding state inspection method |
| JP2016527674A JP6615094B2 (ja) | 2014-06-12 | 2015-04-07 | 接合状態検査方法 |
| CN201580023429.5A CN106457458B (zh) | 2014-06-12 | 2015-04-07 | 接合状态检查方法 |
| EP15807013.6A EP3156165B1 (en) | 2014-06-12 | 2015-04-07 | Bonding state inspection method |
| KR1020167028776A KR101779736B1 (ko) | 2014-06-12 | 2015-04-07 | 접합 상태 검사 방법 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014121697 | 2014-06-12 | ||
| JP2014-121697 | 2014-06-12 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015190165A1 true WO2015190165A1 (ja) | 2015-12-17 |
Family
ID=54833274
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/060887 WO2015190165A1 (ja) | 2014-06-12 | 2015-04-07 | 接合状態検査方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10272517B2 (ja) |
| EP (1) | EP3156165B1 (ja) |
| JP (1) | JP6615094B2 (ja) |
| KR (1) | KR101779736B1 (ja) |
| CN (1) | CN106457458B (ja) |
| WO (1) | WO2015190165A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106338548A (zh) * | 2016-11-11 | 2017-01-18 | 福建工程学院 | 超声电机定子压电陶瓷粘帖检测装置及其检测方法 |
| KR20190117592A (ko) * | 2017-03-13 | 2019-10-16 | 가부시키가이샤 고베 세이코쇼 | 용접 상태 판정 시스템 및 용접 상태 판정 방법 |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102017104615A1 (de) * | 2017-03-06 | 2018-09-06 | Auto-Kabel Management Gmbh | Ultraschallschweißvorrichtung und Verfahren zum Ultraschallschweißen |
| CN109732194B (zh) * | 2017-04-05 | 2020-10-13 | 珠海市新维焊接器材有限公司 | 超声波焊机的控制方法 |
| JP6874615B2 (ja) * | 2017-09-21 | 2021-05-19 | 株式会社島津製作所 | 材料試験のノイズ除去方法および材料試験機 |
| US11440131B2 (en) * | 2018-11-20 | 2022-09-13 | Link-Us Co., Ltd. | Ultrasonic joining apparatus |
| JP7448331B2 (ja) * | 2019-10-09 | 2024-03-12 | 株式会社京都製作所 | 判定装置、封緘システム、推定モデル、生成装置、判定方法、封緘方法、及び生成方法 |
| JP7459776B2 (ja) * | 2020-12-02 | 2024-04-02 | 株式会社島津製作所 | 材料試験機、及び材料試験機の制御方法 |
| CN114235958B (zh) * | 2021-12-17 | 2023-04-28 | 广东工业大学 | 一种基于超声c扫描的涂层结合力测量方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5523956A (en) * | 1990-07-30 | 1996-06-04 | Palomar Products, Inc. | Electrical interconnect integrity measuring method |
| JP2005271028A (ja) * | 2004-03-24 | 2005-10-06 | Alps Electric Co Ltd | 超音波溶着装置 |
| JP2005271029A (ja) * | 2004-03-24 | 2005-10-06 | Alps Electric Co Ltd | 超音波溶着装置 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1506164A (en) * | 1974-07-09 | 1978-04-05 | Mullard Ltd | Ultrasonic bonding apparatus |
| DE3429776A1 (de) | 1984-08-13 | 1986-02-13 | Siemens AG, 1000 Berlin und 8000 München | Verfahren zur qualitaetskontrolle beim ultraschallschweissen sowie zugehoerige vorrichtung |
| JPH05115986A (ja) | 1991-10-25 | 1993-05-14 | Furukawa Electric Co Ltd:The | 超音波溶接のモニタ方法 |
| JP2705423B2 (ja) * | 1992-01-24 | 1998-01-28 | 株式会社日立製作所 | 超音波接合装置及び品質モニタリング方法 |
| DE69307179T2 (de) * | 1992-04-21 | 1997-05-15 | Emerson Electric Co | Ultraschallschweissverfahren |
| US5855706A (en) * | 1992-04-21 | 1999-01-05 | Branson Ultrasonics Corporation | Simultaneous amplitude and force profiling during ultrasonic welding of thermoplastic workpieces |
| US5658408A (en) * | 1992-04-21 | 1997-08-19 | Branson Ultrasonics Corporation | Method for processing workpieces by ultrasonic energy |
| DE4321874A1 (de) * | 1993-07-01 | 1995-01-12 | Ver Foerderung Inst Kunststoff | Verfahren und Vorrichtung zum Steuern und Regeln von Prozeßparametern beim Ultraschallschweißen |
| DE4429684A1 (de) * | 1994-08-22 | 1996-02-29 | Schunk Ultraschalltechnik Gmbh | Verfahren zum Kompaktieren und anschließenden Schweißen von elektrischen Leitern |
| US5732873A (en) | 1996-06-13 | 1998-03-31 | Ford Motor Company | Magnetic energy monitor for an ultrasonic wirebonder |
| US6827247B1 (en) * | 1999-12-08 | 2004-12-07 | Asm Technology Singapore Pte Ltd. | Apparatus for detecting the oscillation amplitude of an oscillating object |
| US7229523B2 (en) * | 2005-03-31 | 2007-06-12 | Xerox Corporation | Treatment for ultrasonic welding |
| DE602006015192D1 (de) * | 2006-09-05 | 2010-08-12 | Fraunhofer Ges Forschung | Verfahren und Vorrichtung zur Regelung der Herstellung von Drahtbondverbindungen |
| DE102006043605B3 (de) * | 2006-09-16 | 2008-03-27 | Stapla Ultraschalltechnik Gmbh | Verfahren zur Qualitätsüberwachung beim Ultraschallschweißen |
| US8312637B2 (en) * | 2010-06-18 | 2012-11-20 | GM Global Technology Operations LLC | Alignment tool for replacement of ultrasonic welder horn |
| US9604305B2 (en) * | 2011-10-26 | 2017-03-28 | GM Global Technology Operations LLC | Quality status display for a vibration welding process |
| EP2624091B1 (en) * | 2012-02-06 | 2014-07-30 | C.R.F. Società Consortile per Azioni | A method for monitoring the quality of industrial processes and system therefrom |
-
2015
- 2015-04-07 EP EP15807013.6A patent/EP3156165B1/en active Active
- 2015-04-07 JP JP2016527674A patent/JP6615094B2/ja active Active
- 2015-04-07 US US15/305,120 patent/US10272517B2/en active Active
- 2015-04-07 KR KR1020167028776A patent/KR101779736B1/ko active IP Right Grant
- 2015-04-07 CN CN201580023429.5A patent/CN106457458B/zh active Active
- 2015-04-07 WO PCT/JP2015/060887 patent/WO2015190165A1/ja active Application Filing
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5523956A (en) * | 1990-07-30 | 1996-06-04 | Palomar Products, Inc. | Electrical interconnect integrity measuring method |
| JP2005271028A (ja) * | 2004-03-24 | 2005-10-06 | Alps Electric Co Ltd | 超音波溶着装置 |
| JP2005271029A (ja) * | 2004-03-24 | 2005-10-06 | Alps Electric Co Ltd | 超音波溶着装置 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3156165A4 * |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106338548A (zh) * | 2016-11-11 | 2017-01-18 | 福建工程学院 | 超声电机定子压电陶瓷粘帖检测装置及其检测方法 |
| CN106338548B (zh) * | 2016-11-11 | 2023-05-12 | 福建工程学院 | 超声电机定子压电陶瓷粘帖检测装置及其检测方法 |
| KR20190117592A (ko) * | 2017-03-13 | 2019-10-16 | 가부시키가이샤 고베 세이코쇼 | 용접 상태 판정 시스템 및 용접 상태 판정 방법 |
| KR102202535B1 (ko) * | 2017-03-13 | 2021-01-13 | 가부시키가이샤 고베 세이코쇼 | 용접 상태 판정 시스템 및 용접 상태 판정 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN106457458A (zh) | 2017-02-22 |
| EP3156165A4 (en) | 2017-04-19 |
| EP3156165A1 (en) | 2017-04-19 |
| CN106457458B (zh) | 2018-04-17 |
| JP6615094B2 (ja) | 2019-12-04 |
| KR101779736B1 (ko) | 2017-09-18 |
| KR20160132483A (ko) | 2016-11-18 |
| US20180178313A1 (en) | 2018-06-28 |
| JPWO2015190165A1 (ja) | 2017-04-20 |
| EP3156165B1 (en) | 2019-06-12 |
| US10272517B2 (en) | 2019-04-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6615094B2 (ja) | 接合状態検査方法 | |
| JP5960292B2 (ja) | 接合状態検査方法 | |
| JP5310841B2 (ja) | 接合品質検査装置及び接合品質検査方法 | |
| US20100218615A1 (en) | Apparatus and method for determining failure mode in a shear or pull test device | |
| US6962281B2 (en) | Bonding apparatus and bonding method having process for judging bonding state | |
| JP5136107B2 (ja) | 接合良否検査方法および接合良否検査装置 | |
| JP6195234B2 (ja) | ろう付け物品の打音検査方法及びその装置 | |
| JP2007105838A (ja) | 加工用工具の異常検出装置、及び異常検出方法 | |
| JP6624986B2 (ja) | 超音波接合装置 | |
| JP5487827B2 (ja) | 超音波接合検査装置および方法 | |
| JP2010002358A (ja) | 波形判定装置および該波形判定装置における時間軸位置調整方法 | |
| JP7077051B2 (ja) | ワイヤボンディング装置およびワイヤボンディング方法 | |
| JP2005271029A (ja) | 超音波溶着装置 | |
| JP5974472B2 (ja) | ワイヤボンディング装置およびワイヤボンディング方法 | |
| US20230294214A1 (en) | Ultrasonic welding diagnostic method, joining method of welding member, and inspection device | |
| JP2021190527A (ja) | デバイス製造装置の検査方法及びデバイス製造装置 | |
| JP2014232791A (ja) | ワイヤボンディング装置およびワイヤボンディング方法 | |
| Zhang et al. | Improved monitoring of ultrasonic wire bonding via input electrical impedance | |
| JP2016205914A (ja) | スポット溶接部の検査方法およびその検査装置 | |
| JP2017216314A (ja) | ボンディング装置、ボンディング方法及びプログラム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15807013 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2016527674 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 20167028776 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15305120 Country of ref document: US |
|
| REEP | Request for entry into the european phase |
Ref document number: 2015807013 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2015807013 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |