WO2015129709A1 - 円すいころ軸受 - Google Patents
円すいころ軸受 Download PDFInfo
- Publication number
- WO2015129709A1 WO2015129709A1 PCT/JP2015/055289 JP2015055289W WO2015129709A1 WO 2015129709 A1 WO2015129709 A1 WO 2015129709A1 JP 2015055289 W JP2015055289 W JP 2015055289W WO 2015129709 A1 WO2015129709 A1 WO 2015129709A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- tapered roller
- cage
- tapered
- opening
- roller bearing
- Prior art date
Links
- 230000005489 elastic deformation Effects 0.000 claims abstract description 20
- 230000002093 peripheral effect Effects 0.000 claims abstract description 12
- 229920005989 resin Polymers 0.000 claims description 34
- 239000011347 resin Substances 0.000 claims description 34
- 230000002265 prevention Effects 0.000 claims description 23
- 238000005096 rolling process Methods 0.000 claims description 4
- 235000013372 meat Nutrition 0.000 description 13
- 238000001746 injection moulding Methods 0.000 description 12
- 239000000463 material Substances 0.000 description 10
- 239000004952 Polyamide Substances 0.000 description 6
- 238000005336 cracking Methods 0.000 description 6
- 229920002647 polyamide Polymers 0.000 description 6
- 230000037303 wrinkles Effects 0.000 description 5
- 238000009434 installation Methods 0.000 description 4
- 238000013461 design Methods 0.000 description 3
- 239000003365 glass fiber Substances 0.000 description 3
- 230000010354 integration Effects 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 238000003466 welding Methods 0.000 description 3
- 229910001369 Brass Inorganic materials 0.000 description 2
- 239000004696 Poly ether ether ketone Substances 0.000 description 2
- 239000004697 Polyetherimide Substances 0.000 description 2
- 239000004734 Polyphenylene sulfide Substances 0.000 description 2
- 239000010951 brass Substances 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 239000007924 injection Substances 0.000 description 2
- 238000002347 injection Methods 0.000 description 2
- 238000003780 insertion Methods 0.000 description 2
- 230000037431 insertion Effects 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 229920002530 polyetherether ketone Polymers 0.000 description 2
- 229920001601 polyetherimide Polymers 0.000 description 2
- 229920006324 polyoxymethylene Polymers 0.000 description 2
- 229920000069 polyphenylene sulfide Polymers 0.000 description 2
- -1 polytetrafluoroethylene Polymers 0.000 description 2
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 2
- 239000004810 polytetrafluoroethylene Substances 0.000 description 2
- GVNWZKBFMFUVNX-UHFFFAOYSA-N Adipamide Chemical compound NC(=O)CCCCC(N)=O GVNWZKBFMFUVNX-UHFFFAOYSA-N 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- CWYNVVGOOAEACU-UHFFFAOYSA-N Fe2+ Chemical compound [Fe+2] CWYNVVGOOAEACU-UHFFFAOYSA-N 0.000 description 1
- 229920002292 Nylon 6 Polymers 0.000 description 1
- 229930182556 Polyacetal Natural products 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000002216 antistatic agent Substances 0.000 description 1
- 239000004760 aramid Substances 0.000 description 1
- 229920006231 aramid fiber Polymers 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000000378 calcium silicate Substances 0.000 description 1
- 229910052918 calcium silicate Inorganic materials 0.000 description 1
- OYACROKNLOSFPA-UHFFFAOYSA-N calcium;dioxido(oxo)silane Chemical compound [Ca+2].[O-][Si]([O-])=O OYACROKNLOSFPA-UHFFFAOYSA-N 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 239000004927 clay Substances 0.000 description 1
- 229910052570 clay Inorganic materials 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 238000010348 incorporation Methods 0.000 description 1
- 239000011256 inorganic filler Substances 0.000 description 1
- 229910003475 inorganic filler Inorganic materials 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 239000010445 mica Substances 0.000 description 1
- 229910052618 mica group Inorganic materials 0.000 description 1
- 239000002557 mineral fiber Substances 0.000 description 1
- CWQXQMHSOZUFJS-UHFFFAOYSA-N molybdenum disulfide Chemical compound S=[Mo]=S CWQXQMHSOZUFJS-UHFFFAOYSA-N 0.000 description 1
- 229910052982 molybdenum disulfide Inorganic materials 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 229920006128 poly(nonamethylene terephthalamide) Polymers 0.000 description 1
- 229920002312 polyamide-imide Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 229920013716 polyethylene resin Polymers 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 238000012805 post-processing Methods 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 230000036316 preload Effects 0.000 description 1
- 239000012779 reinforcing material Substances 0.000 description 1
- 238000007790 scraping Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- ITRNXVSDJBHYNJ-UHFFFAOYSA-N tungsten disulfide Chemical compound S=[W]=S ITRNXVSDJBHYNJ-UHFFFAOYSA-N 0.000 description 1
Images
















Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C19/00—Bearings with rolling contact, for exclusively rotary movement
- F16C19/22—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings
- F16C19/34—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings for both radial and axial load
- F16C19/36—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings for both radial and axial load with a single row of rollers
- F16C19/364—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings for both radial and axial load with a single row of rollers with tapered rollers, i.e. rollers having essentially the shape of a truncated cone
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/46—Cages for rollers or needles
- F16C33/4617—Massive or moulded cages having cage pockets surrounding the rollers, e.g. machined window cages
- F16C33/4623—Massive or moulded cages having cage pockets surrounding the rollers, e.g. machined window cages formed as one-piece cages, i.e. monoblock cages
- F16C33/4635—Massive or moulded cages having cage pockets surrounding the rollers, e.g. machined window cages formed as one-piece cages, i.e. monoblock cages made from plastic, e.g. injection moulded window cages
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/46—Cages for rollers or needles
- F16C33/467—Details of individual pockets, e.g. shape or roller retaining means
- F16C33/4676—Details of individual pockets, e.g. shape or roller retaining means of the stays separating adjacent cage pockets, e.g. guide means for the bearing-surface of the rollers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/46—Cages for rollers or needles
- F16C33/467—Details of individual pockets, e.g. shape or roller retaining means
- F16C33/4682—Details of individual pockets, e.g. shape or roller retaining means of the end walls, e.g. interaction with the end faces of the rollers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C19/00—Bearings with rolling contact, for exclusively rotary movement
- F16C19/22—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings
- F16C19/30—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings for axial load mainly
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2322/00—Apparatus used in shaping articles
- F16C2322/39—General buildup of machine tools, e.g. spindles, slides, actuators
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/34—Rollers; Needles
- F16C33/36—Rollers; Needles with bearing-surfaces other than cylindrical, e.g. tapered; with grooves in the bearing surfaces
- F16C33/366—Tapered rollers, i.e. rollers generally shaped as truncated cones
Definitions
- the present invention relates to an industrial rolling bearing (tapered roller bearing) that applies a high moment load and requires a high rigidity function, such as a rolling bearing used in an industrial robot.
- the tapered roller bearing 11 includes an inner ring 12 having a tapered raceway surface 12 a on an outer peripheral surface, an outer ring 13 having a tapered raceway surface 13 a on an inner peripheral surface, and a raceway surface 12 a of the inner ring 12. And a plurality of tapered rollers 14 that roll between the raceway surface 13a of the outer ring 13 and a retainer 15 that holds each tapered roller 14 in a pocket portion so that it can roll freely.
- the cage 15 is formed by connecting a large-diameter ring portion 15a and a small-diameter ring portion 15b with a plurality of column portions 15c, and houses the tapered rollers 14 in a pocket portion 16 between the column portions 15c.
- a large collar 12b and a small collar 12c are integrally formed at the large-diameter side end of the inner ring 12, so that the tapered roller 14 and the retainer 15 do not fall off the inner ring 12.
- the inner ring in the tapered roller bearing has a tapered raceway surface, so that it has a small diameter side and a large diameter side when viewed in the axial direction, and the “small collar” is a collar provided at the end of the small diameter side.
- the “cradle” is a scissor provided at the end on the large diameter side.
- Patent Document 1 in the double row tapered roller bearing, when the cages in each row move to the small diameter side of the inner ring, the annular portions on the small diameter side of the cage come into contact with each other, and the movement of the cage and the tapered roller is restricted. As a result, the inner ring can be eliminated, and the length of the tapered roller is extended to increase the load capacity.
- a cage is proposed in which rollers are arranged in pocket portions between the pillar portions, and the pair of annular side plates are fastened by rivets (see FIG. 3).
- a pin insertion hole that penetrates the roller axis is inserted with a pin that rotatably supports the roller, and both ends of the pin are fixed to a pair of annular side plates by welding or the like.
- a roller bearing has been proposed (see Patent Document 4).
- Patent Document 1 it is necessary to provide a notch for hooking the cage in the large collar so that the cage, the inner ring, and the tapered roller are not separated.
- the outer diameter of the large collar is increased, but the space may not be secured.
- patent document 2 there exists a possibility that an inner ring
- the present invention has been made to cope with such problems, and provides a tapered roller bearing capable of preventing a roller from falling off when assembled in a structure having no small wrinkles, and capable of high load capacity and miniaturization.
- the purpose is to do.
- the tapered roller bearing according to the present invention includes an inner ring having a tapered raceway surface on an outer peripheral surface, an outer ring having a tapered raceway surface on an inner peripheral surface, and a raceway surface between the inner ring and the outer raceway surface.
- a tapered roller bearing comprising a plurality of tapered rollers that roll and a cage that holds the tapered rollers in a pocket so that the tapered rollers can roll freely.
- the inner ring has a small flange at the end on the small diameter side. Or a structure that does not have a small ridge at the small diameter side end and does not have a large ridge at the large diameter side end, and the cage has a guide portion for the tapered roller in the pocket portion.
- a drop prevention part, and the tapered roller is incorporated into the pocket part through elastic deformation of the drop prevention part and integrated with the retainer.
- the tapered rollers have concave portions on both end faces, and the retainer has convex portions that engage with the concave portions through elastic deformation in the pocket portions as the drop-off preventing portions. .
- the concave portion on one end surface of the tapered roller and the concave portion on the other end surface have different shapes, and at least one of the convex portions in the retainer can be engaged with only one of the concave portions, and the other is not related. It is a shape that cannot be matched.
- the retainer serves as the drop-off prevention portion at the opening on the inner diameter side or outer diameter side of the pocket portion and on the opposite side of the guide portion in the direction of narrowing the circumferential width of the opening surface. It has the holding part formed so that it might protrude from the both longitudinal direction surfaces of a part in the shape which holds the said tapered roller.
- the holding portion forms a tapered opening on the surface of the opening portion, and the opening width of the opening formed by the holding portion when the tapered roller is to be reversely assembled to the cage in the tapered roller.
- reverse assembly means that the tapered roller is assembled in the opening of the pocket portion of the cage in the direction opposite to the normal direction (the direction in which the large diameter and the small diameter are switched).
- the holding portion forms a tapered opening on the surface of the opening
- the average width size of the opening width of the opening formed by the holding portion is Bwa
- the average diameter size of the tapered roller is Dwa. Then, the dimensional relationship of 0.91 ⁇ Bwa / Dwa ⁇ 0.98 is established.
- the above cage is a resin molded body. Further, the retainer surface is characterized by having a slit that becomes a thin portion in a column portion between the pocket portions.
- the retainer has a protrusion protruding from the longitudinal surface of the opening at the opening on the inner diameter side or outer diameter side of the pocket portion and on the opposite side of the guide portion as the drop-off prevention portion.
- the cage includes a plurality of the guide portions and the convex portions that are spaced apart from each other in the longitudinal direction of the pocket portion.
- the cage is a resin molded body, and the guide portion and the convex portion are in positions where the cage does not overlap when viewed in the axial direction of the tapered roller bearing.
- the retainer has a large-diameter ring portion, a small-diameter ring portion, and a plurality of column portions connecting them, and the pocket portion is formed between adjacent column portions, and the convex portion is It is formed on the inner surface of at least one pocket portion selected from the large-diameter ring portion side and the small-diameter ring portion side of the pocket portion, and has a thinned portion on the outer ring portion of the pocket portion inner surface where the convex portion is formed.
- the thin-walled portion is a hole that penetrates the outer diameter and the inner diameter of the ring portion, and the hole portion has a circumferential width that is equal to or greater than (1) the circumferential width of the pocket portion.
- One hole is provided, or (2) a plurality of holes are provided for each pocket.
- the said thinning part is a groove
- the tapered roller bearing of the present invention has the above-described configuration, and has an integrated structure utilizing elastic deformation while extending the length of the tapered roller to increase the load capacity and reducing the size by the structure without the small wrinkles.
- the structure can prevent the tapered roller from falling off the cage during assembly.
- the cage does not need to be composed of a plurality of parts, can be miniaturized, and does not decrease in strength.
- Tapered rollers have concave portions on both end faces, and the cage has convex portions that engage with the concave portions by elastic deformation in the pocket portions as drop-off preventing portions, so that the tapered rollers are caught on the concave and convex portions. It is possible to prevent the tapered roller from dropping from the cage during assembly. In addition, wear of the convex portion when the tapered roller rotates can be reduced.
- the concave portion on one end surface and the concave portion on the other end surface of the tapered roller are different in shape, at least one convex portion in the cage can be engaged with only one of the concave portions and cannot be engaged with the other. Even if the tapered roller is to be assembled into the cage in the direction opposite to the normal direction, the convex portion that cannot be engaged cannot be incorporated due to interference. Thereby, reverse assembly (a large diameter and a small diameter are interchanged and assembled) can be prevented.
- the retainer serves as a drop-off preventing portion at the opening on the inner diameter side or outer diameter side of the pocket portion and on the opposite side of the guide portion, in the direction of narrowing the circumferential width of the opening surface. Since the holding portion is formed so as to protrude from the direction surface so as to hold the tapered roller, the tapered roller is caught by the holding portion, and the tapered roller can be prevented from falling off from the cage during assembly.
- the interference part dimension of the tapered roller during reverse assembly is Dw1
- the minimum width dimension of the opening width of the opening formed by the holding part is Bw2
- the tapered roller interference portion side (large diameter side) interferes with the small diameter side of the tapered opening formed by the holding portion, and elastic deformation is taken into consideration. You can't reverse.
- the holding portion forms a tapered opening on the surface of the opening, and when the average width of the opening width of the opening formed by the holding portion is Bwa and the average diameter of the tapered roller is Dwa, 0.91 ⁇ Since the dimensional relationship of Bwa / Dwa ⁇ 0.98 is established, it can be assembled with elastic deformation to the extent that the catching portion of the holding portion does not break during installation, and after installation, the tapered roller is attached to the holding portion. Does not come off the hook retainer.
- the cage is a resin molded body
- the elastically deformable drop-off preventing portion having the predetermined shape can be easily formed integrally with the cage body. Further, in the cage of the resin molded body, since the pillar portion between the pocket portions has a slit that becomes a thin wall, when forcibly removing the mold forming the pocket portion to the outer diameter side (or inner diameter side), the pocket portion The amount of elastic deformation becomes larger, the stress can be reduced, and cracks do not occur.
- the retainer has a convex portion protruding from the longitudinal surface of the opening portion at the opening on the inner diameter side or outer diameter side of the pocket portion and on the opposite side of the guide portion as a drop-off preventing portion.
- the tapered roller is caught and the tapered roller can be prevented from falling off from the cage during assembly.
- the plurality of convex portions and guide portions are spaced apart in the longitudinal direction of the pocket portion, the tapered rollers can be guided and held stably.
- the convex portion and the guide portion are positioned so that the cage does not overlap when viewed in the axial direction of the tapered roller bearing, when the cage is made of resin, the mold can be easily moved in the axial direction during injection molding. Can be removed.
- the outer ring part of the inner surface of the pocket part on which the above-mentioned convex part of the cage is formed has the thinned part, the convex part that becomes the drop-off prevention part and its surroundings The amount of elastic deformation can be increased, and the tapered roller and the cage can be easily integrated while preventing cracking at the portion.
- the above-mentioned thin-walled portion is a hole that penetrates the outer diameter and inner diameter of the ring portion where the thin-walled portion is formed, it can be easily formed by post-processing, and a convex portion that serves as a drop-off prevention portion and its surroundings The amount of elastic deformation can be increased. Further, since the hole portion is a hole portion having a circumferential width equal to or larger than (1) the circumferential width of the pocket portion and provided for each pocket portion, a spring action can be imparted to the convex portion.
- the said meat thin part is a hole part which penetrates the outer diameter and internal diameter of the ring part in which this meat thin part is formed, and this hole part is a hole part provided with two or more for every pocket part. Therefore, the amount of elastic deformation can be increased while maintaining the strength of the ring portion.
- the thinned portion is a groove that opens to the axially outer end surface and the inner diameter surface of the ring portion, it is possible to increase the amount of elastic deformation around the convex portion serving as a drop-off preventing portion. Further, when the cage is a resin molded body by injection molding, it is possible to simultaneously form the thinned portion at the time of injection molding.
- FIG. 1 It is a figure which shows an example of the tapered roller bearing of this invention. It is an exploded view of the retainer and the tapered roller in FIG. It is a figure explaining the structure which prevents reverse assembly. It is a figure which shows the shape of a guide part. It is a figure which shows the other form of a drop-off prevention part. It is a figure which shows the minimum width dimension of the opening part width
- FIG. 1 is an axial sectional view and an exploded view of a tapered roller bearing having no inner ring gavel
- FIG. 2 is an exploded view of a cage and a tapered roller.
- the tapered roller bearing 1 includes an inner ring 2 having a tapered raceway surface 2 a on an outer peripheral surface, an outer ring 3 having a tapered raceway surface 3 a on an inner peripheral surface, and a raceway surface 2 a of the inner ring 2.
- Each raceway surface has a tapered shape in which the diameter constituting the raceway surface increases and decreases along the axial direction.
- the taper angle is not particularly limited, but is usually about 15 ° to 60 ° with respect to the axial direction.
- a small flange is not formed at the small diameter side end portion of the inner ring 2
- a large flange 2 b is integrally formed at the large diameter side end portion of the inner ring 2.
- the tapered roller bearing according to the present invention may have a structure that eliminates at least the small wrinkles, and may have a structure that eliminates both the small and large wrinkles as necessary.
- the tapered roller bearing 1 is an integrated product 7 in which a cage 5 and a tapered roller 4 are integrated, and the integrated product 7, the inner ring 2, and the outer ring 3 are combined. Used by incorporating into the site. As described above, when the cage and the tapered roller are integrated, the tapered roller 4 does not fall off from the cage 5 (maintains integration) at the time of assembling. .
- the pocket portion of the retainer has a tapered roller drop-off preventing portion, and the tapered roller is incorporated into the pocket portion through elastic deformation of the drop-off preventing portion and integrated with the retainer. It has a special feature.
- the cage 5 is formed by connecting a large-diameter ring portion 5a and a small-diameter ring portion 5b with a plurality of column portions 5c, and a tapered roller 4 is provided in a pocket portion 6 between the column portions 5c.
- convex portions protrusions
- concave portions bumps
- the recess 4a is formed on the large-diameter side end surface of the tapered roller 4, and the recess 4b is formed on the small-diameter side end surface of the tapered roller 4, respectively.
- the convex portion 5d is formed on the inner surface of the pocket portion of the cage 5 on the large diameter ring portion 5a side
- the convex portion 5e is formed on the pocket portion inner surface of the cage 5 on the small diameter ring portion 5b side.
- the tapered roller 4 is inserted into (inserted into) the pocket portion 6 of the cage 5 while elastically deforming the catching amount of these uneven portions, whereby the concave portion 4a and the convex portion 5d are engaged, and the concave portion 4b and the convex portion are projected.
- the portion 5e is engaged, and the cage 5 and the tapered roller 4 are integrated.
- the shape of the concavo-convex portion is a shape that interferes with the attaching / detaching direction of the tapered roller and the cage, and is a shape that is not caught in the rotating direction of the tapered roller.
- the concavo-convex portions are circular (substantially conical).
- the concave portion 4a, the concave portion 4b, the convex portion 5d, and the convex portion 5e are preferably arranged on the center of the tapered roller. By arranging these uneven portions on the center of the tapered roller, it is possible to reduce friction at the uneven portions during rotation.
- rollers of tapered roller bearings are tapered, there are a large diameter side and a small diameter side, and the positional relationship between the inner and outer rings of the bearing is determined.
- conventional tapered roller bearings structures in which the inner ring, rollers, and cage are integrated
- the cage is set after the rollers are set on the inner ring. It was possible to confirm the presence or absence).
- the roller and the cage are integrated after being integrated as in the present invention, a structure that cannot be reversely assembled at the time of integrating the roller and the cage (a design device that cannot be reversely assembled) is provided. Is preferred.
- the concave portion on one end surface of the tapered roller and the concave portion on the other end surface have different shapes (diameter and depth are different), and at least one convex portion in the cage is The shape can be engaged with only one of the two, but not the other.
- a structure for preventing reverse assembly will be described with reference to FIG. 3A shows a state in which the tapered roller is assembled in the normal direction in the cage shown in FIG. 2, and FIG. 3B shows that the tapered roller is temporarily incorporated in the reverse direction in the cage shown in FIG. State. As shown in FIG.
- the convex portion 5e of the cage 5 is larger than the concave portion 4a of the tapered roller 4, and the convex portion 5e and the concave portion 4a cannot be engaged with each other.
- the convex portion interferes with the tapered roller 4, and the tapered roller 4 cannot be incorporated into the pocket portion 6 of the cage 5.
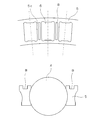
- FIG. 4A is an axial sectional view of a tapered roller bearing having a guide portion on the outer diameter side of the pocket portion, and a schematic view of the periphery of the pocket portion viewed from the axial direction of the tapered roller.
- the movement (backlash) of the tapered roller cannot be completely suppressed. Therefore, as shown in FIGS.
- a guide portion 5f for guiding the tapered roller 4 is provided on the inner diameter side.
- the guide portion 5f formed of a flat surface (straight surface) is formed on the outer diameter side of the pocket portion 6 so as to narrow the circumferential width of the pocket portion opening.
- the pocket portion 6 has a guide portion 5f formed of a flat surface formed in the direction of narrowing the circumferential width of the pocket portion opening on the inner diameter side.
- the tapered roller 4 rolls while in contact with a part of the guide portion 5f (X portion in the figure) during operation. Further, it is possible to prevent the tapered roller 4 from coming off on the side of the cage where the guide portion 5f is formed.
- an auxiliary protrusion for preventing dropping may be further provided at the edge of the pocket opening on the opposite side of the guide portion 5 f.
- the material of the cage is not particularly limited as long as it can form the above-described drop-off preventing portion, and a metal material such as brass or a resin material can be used. Since the above-described elastically deformable drop-off preventing portion having the predetermined shape can be easily formed integrally with the cage main body, it is preferable to form a resin molded body using a resin material. In particular, since it is excellent in productivity, it is preferable to use an injection-molded body obtained by injection-molding a resin material using a mold.
- polyamide 6 (PA6) resin polyamide 6-6 (PA66) resin
- polyamide 6-10 (PA610) resin polyamide 9-T (PA9T) resin
- polymetaxylene adipamide (polyamide MXD-6) resin etc.
- Polyamide (PA) resin polytetrafluoroethylene / perfluoroalkyl vinyl ether copolymer (PFA) resin and other injection moldable fluororesins
- PE polyethylene
- PC polycarbonate
- POM polyacetal
- PPS polyphenylene sulfide
- PEEK polyether ether ketone
- PAI polyamide imide
- PEI polyether imide
- PEI polyether imide
- these resins are fibers such as glass fibers, aramid fibers, carbon fibers, and various mineral fibers (whiskers) as long as they do not impair the injection moldability. It is preferable to mix a shape reinforcing material.
- inorganic fillers such as calcium silicate, clay, talc and mica, solid lubricants such as graphite, molybdenum disulfide, tungsten disulfide and polytetrafluoroethylene resin powder
- an antistatic agent, a conductive material, a pigment, a release material, and the like may be blended.
- Fig. 5 shows another form of the dropout prevention part.
- Fig.5 (a) is a top view around the pocket part of a holder
- FIG.5 (b) is the schematic diagram which looked at this pocket part periphery from the axial center direction of the tapered roller.
- the cage 5 of this embodiment has, as a drop-off prevention portion, an opening on the inner diameter side or outer diameter side of the pocket portion 6 and on the opposite side of the guide portion 5f. It has a holding portion 5g formed so as to protrude into a shape for holding the tapered roller 4 from both longitudinal surfaces of the opening in a direction to narrow the circumferential width of the surface of the opening. Numerous portions 5h are formed at both axial ends of the holding portion 5g.
- the cage configuration other than the drop-off prevention unit is the same as that shown in FIG.
- the holding portion 5g forms a tapered opening on the surface of the pocket opening.
- This taper shape is a shape (parallel) along the generatrix of the tapered roller.
- the opening width of the opening formed by the holding portion 5g is too smaller than the diameter of the tapered roller, there is a possibility that cracking may occur, and there is a possibility that the excessively large part may come off, so an appropriate assembling allowance needs to be set. It is also preferable that there is a design device that cannot be reversely assembled.
- FIG. 6 shows the dimensions (Dw1) of the interference portion that interferes with the minimum width portion of the opening width of the opening formed by the holding portion when the tapered roller 4 is to be reversely assembled to the cage 5. It is a figure which shows the minimum width dimension (Bw2) of the opening width
- Table 1 is the result of investigating the possibility of reverse assembly by changing these dimension ratios.
- the cage material was made of PA66 resin (containing 30% by volume of glass fiber), and was integrally formed by injection molding including the holding portion.
- Whether the reverse assembly is possible or not was determined by setting the direction of the tapered roller to the normal direction and incorporating it into the pocket portion from the opening side formed by the holding portion, and determining whether or not it was possible.
- FIG. 7 is a diagram showing an average diameter dimension (Dwa) of the tapered roller 4 and an average width dimension (Bwa) of the opening width of the opening formed by the holding portion in the cage 5, and Table 2 shows a ratio of these dimensions. This is a result of examining the incorporation property and the ability to prevent the drop-off by changing.
- the average diameter dimension of the tapered roller and the average width dimension of the opening width of the opening formed by the holding portion are equal to the diameter and width of the respective axial center positions.
- the cage material was made of PA66 resin (containing 30% by volume of glass fiber), and was integrally formed by injection molding including the holding portion.
- Judgment is " ⁇ " when the tapered part can be assembled without cracking in the holding part (installability), and it is not separated in the normal use mode after installation (fall-off prevention ability). ⁇ ”.
- the tapered portion is in contact with the guide portion and the holding portion and the tapered roller are not in contact with each other.
- the guide portion 5f is a flat surface (straight surface), the gap (A1) between the flat surface and the tapered roller 4 and the holding portion.
- the gap (A2) between 5 g and the tapered roller 4 can be structured such that A1 ⁇ A2.
- the cage is a resin molded body
- a shaving process and the above-described injection molding process injection molding process
- injection molding when the mold forming the pocket portion is pulled out to the outer diameter side or the inner diameter side, each portion (guide portion and holding portion) is pulled out while being elastically deformed (unreasonable removal).
- the opening size of the pocket portion is small, excessive stress is generated, and there is a possibility that cracking occurs.
- a slit 8 that becomes a thin wall can be provided in the column portion 5 c between the pocket portions 6.
- the amount of elastic deformation of the pocket portion 6 is increased, the stress can be reduced, and cracking does not occur even during forced removal during injection molding.
- the tapered roller has a structure that is difficult to come out to the inner diameter side.
- a shape in which the tip of the holding portion 5g of the cage 5 is wide on the inner diameter side and narrowed on the outer diameter side.
- FIGS. 12 (a) and 13 (a) are perspective views around the pocket portion of the cage
- FIGS. 12 (b) and 13 (b) are axial sectional views of the cage.
- FIG. 14B is a cross section of the position of the guide portion.
- the cage 5 of this form is provided as a drop-off preventing portion on the inner diameter side of the pocket portion 6 and on the opposite side of the guide portion 5 f from the longitudinal direction surface of the opening portion. It has a protruding portion 5j.
- This longitudinal surface is a longitudinal surface constituting the pocket portion 6, and is a side surface (a surface on the pocket side) of the column portion 5c.
- the guide portion 5f is composed of a flat surface formed at the outer diameter side opening portion of the pocket portion 6 so as to protrude from both longitudinal direction surfaces in a direction of narrowing the circumferential width of the pocket portion opening.
- the guide portion 5f and the convex portion 5j are formed one by one on one longitudinal surface of the pocket portion 6, and have a shape for guiding and holding a part of the tapered roller.
- the guide portion 5 f and the convex portion 5 j are formed at a plurality of locations (two locations) spaced apart in the longitudinal direction on one longitudinal surface of the pocket portion 6, and a part of the tapered roller is formed. These shapes are used for guiding and holding. As shown in FIG. 14, the guide portion 5 f guides the tapered roller 4 from both longitudinal surfaces at a partial position in the axial direction of the tapered roller 4, and the drop-out preventing convex portion 5 j is provided on the tapered roller 4. The tapered roller 4 is held from both longitudinal surfaces at a part of the axial direction (may be the same axial position as the guide portion 5f or a different axial position).
- the guide portion 5f and the convex portion 5j are formed at positions where the cage 5 does not overlap when viewed in the axial direction of the tapered roller bearing. Thereby, when the cage is made of resin, the mold can be easily pulled out in the axial direction at the time of injection molding.
- FIG. 15 shows another embodiment of the configuration having the drop-off preventing portion by the uneven portion shown in FIG.
- FIG. 15 is an exploded view of a cage and a tapered roller having a thinned portion in the ring portion.
- the large-diameter ring portion 5 a on which the convex portion 5 d is formed has the thinned portion 9.
- the meat thinning portion 9 is located outside the inner surface of the pocket portion where the convex portion 5d is formed.
- the meat thinning part 9 shown to this figure is a hole (hole shape) which penetrates the outer diameter (upper side in the figure) and inner diameter (lower side in the figure) of the large diameter ring part 5a.
- the tapered roller 4 is pushed in by elastically deforming the cage 5 including both convex portions which are drop-off preventing portions.
- the uneven portion needs a catching margin that prevents the cage 5 and the tapered roller 4 from falling off during assembly. If this catching margin is as large as possible, if the amount of elastic deformation is small, an excessive load stress is applied to the convex portion, which may cause cracking or scraping.
- the meat thinning portion 9 in the large-diameter ring portion 5a the convex portion 5d and the portion around the 5d are easily elastically deformed. Thereby, even if the hooking margin is large, an excessive load is not applied to the convex portion, and the tapered roller can be smoothly inserted.
- 16 (a) and 16 (b) are partial perspective views of the cage having the thin meat portion shown in FIG.
- the meat thinning portion 9 has a circumferential width equal to or larger than the circumferential width of the pocket portion 6 in the large-diameter ring portion 5a, and one hole portion is provided for each pocket portion. It is formed as.
- the outer peripheral portion of the inner surface of the pocket portion where the convex portion 5d is formed is easily elastically deformed when the tapered roller is inserted, and the tapered roller can be held elastically after insertion, and vibration is applied during assembly.
- the meat thinning portion 9 is formed as a substantially rectangular parallelepiped hole portion provided in the large-diameter ring portion 5a with five pockets having the same shape and the same interval. Yes.
- the amount of elastic deformation is smaller than in the case of FIG. 16A, but the strength of the large-diameter ring portion 5a can be increased accordingly.
- the number of holes and the hole shape are not limited to those shown in the figure, and can be set as appropriate.
- the same effect is obtained when the thinned portion 9 is formed on the small diameter ring portion 5 b side, that is, when it is formed outside the pocket portion inner surface where the convex portion 5 e is formed. . Therefore, the formation position of the thinned portion can be appropriately set on one of the large-diameter ring portion and the small-diameter ring portion, or on both ring sides.
- the thinned portion 9 may be a concave portion that is recessed from the inner diameter surface of the large-diameter ring portion 5a to about half the thickness of the ring portion. .
- FIG. 17A is an axial sectional view of the cage
- FIG. 17B is a partial perspective view thereof.
- the thinned portion 9 is formed in the large-diameter ring portion 5a as a groove that opens to the axially outer end surface (rib end surface) and the inner diameter surface.
- the axial cross section constituted by the surface along the axial direction and the surface along the pocket inner surface is a substantially V-shaped groove.
- the outer diameter and inner diameter of the large-diameter ring portion 5a do not penetrate.
- the groove has a circumferential width equal to or larger than the circumferential width of the pocket portion 6.
- the convex portion 5d and a portion around the 5d are easily elastically deformed.
- the above-mentioned groove-shaped thinned portion can be formed at the same time when the cage is molded in the mold configuration that is pulled out in the axial direction.
- the tapered roller bearing of this invention is not limited to these.
- each structure, such as an above-mentioned drop-off prevention part, can also be provided in combination as appropriate.
- the tapered roller bearing of the present invention can prevent roller dropout during assembly in a structure that does not have a small wrinkle, and can have a high load capacity and downsizing. In addition, it can be suitably used as an industrial tapered roller bearing that requires a high rigidity function.
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Rolling Contact Bearings (AREA)
Abstract
本発明は、外周面にテーパ状の軌道面(2a)を有する内輪(2)と、内周面にテーパ状の軌道面(3a)を有する外輪(3)と、軌道面(2a)と軌道面(3a)との間を転動する複数の円すいころ(4)と、円すいころ(4)をポケット部で転動自在に保持する保持器(5)とを備え、内輪(2)は、小径側端部に小鍔を有さない構造であり、保持器(5)は、ポケット部(6)に円すいころ(4)の案内部(5f)と脱落防止部(5d,5e)とを有し、円すいころ(4)が脱落防止部(5d,5e)の弾性変形を経てポケット部(6)に組み込まれて保持器(5)と一体とされた円すいころ軸受(1)に関する。本発明は、これにより、小鍔を有さない構造において組み付け時のころ脱落を防止でき、高負荷容量化および小型化が可能となる。
Description
本発明は、産業用ロボットに用いられる転がり軸受など、高モーメント荷重を負荷し、かつ、高剛性機能が求められる産業用の転がり軸受(円すいころ軸受)に関する。
産業用ロボットに用いられる転がり軸受のように、モーメント荷重に対して剛性が求められる用途では、一般的にアンギュラ玉軸受や円すいころ軸受に予圧をかけ用いられる。高剛性が求められる場合には、同一サイズでは負荷容量が大きい円すいころ軸受が用いられる。昨今、軸受サイズに対するモーメント荷重は大きくなり、必要剛性も増している。また、装置全体のコンパクト化のために、軸受のスペースも小さくなっている。つまり、コンパクトでかつ、高負荷容量の円すいころ軸受が求められている。
従来の一般的な円すいころ軸受の構造を図11に基づいて説明する。図11に示すように、円すいころ軸受11は、外周面にテーパ状の軌道面12aを有する内輪12と、内周面にテーパ状の軌道面13aを有する外輪13と、内輪12の軌道面12aと外輪13の軌道面13aとの間を転動する複数の円すいころ14と、各円すいころ14をポケット部で転動自在に保持する保持器15とを備えている。保持器15は、大径リング部15aと小径リング部15bとを複数の柱部15cで連結してなり、柱部15c同士の間のポケット部16に円すいころ14を収納している。内輪12の大径側端部に大鍔12bを小径側端部に小鍔12cを一体形成して、円すいころ14および保持器15が内輪12から脱落しないようにしている。円すいころ軸受における内輪は、テーパ状の軌道面を有することから軸方向に見て小径側と大径側とがあり、「小鍔」は小径側端部に設けられた鍔であり、「大鍔」は大径側端部に設けられた鍔である。
このような円すいころ軸受において、上述の高負荷容量化のために内輪小鍔をなくした構造が提案されている(特許文献1参照)。特許文献1では、複列円すいころ軸受において、各列の保持器が内輪の小径側へ移動すると保持器小径側の環状部同士が接触し、保持器および円すいころの移動が規制される。これにより、内輪の小鍔をなくした構造とでき、円すいころの長さを延長して負荷容量の増大を図っている。
一方、円すいころ軸受の内輪の大鍔をなくすことは容易ではない。これは、円すいころ軸受の内輪および外輪から円すいころに力が加わると、幾何学的に円すいころの小径側から大径側へ向かう力が発生し、内輪に大鍔がないと、円すいころが内輪の大径側へ移動し、軸受機能を失うおそれがあるためである。高負荷容量化のために、軸受外の周囲部材も利用して、内輪小鍔と内輪大鍔の両方をなくした構造は提案されている(特許文献2参照)。特許文献2では、キャリアが円すいころ軸受を介してケースに支持されており、内輪に小鍔および大鍔がなく、保持器はケースとキャリアの双方に接触することで移動が規制される。
その他、一般的なころ軸受において、ころを保持器に留め、ころと保持器を一体化したものとして、黄銅等の非鉄金属からなる一対の環状側板と、該側板間に介在させる複数の柱部とを有し、該柱部間のポケット部にころを配して、上記一対の環状側板をリベット(鋲)により締結してなる保持器が提案されている(特許文献3参照)。また、ころの軸心を貫通するピン挿入孔に、ころを回転自在に支持するピンが通挿してあり、ピンの両端は一対の環状の側板に溶接等で固定してあるピンタイプ保持器付きころ軸受が提案されている(特許文献4参照)。
特許文献1では、保持器、内輪、円すいころが分離しないように、大鍔部に、保持器を引っ掛けるための切欠きを設ける必要がある。大鍔部の強度を維持するためには、大鍔の外径寸法を大きくすることになるが、そのスペースが確保できない場合がある。また、特許文献2では、内輪、保持器、円すいころが、組み付け時において分離するおそれがあり、軸受としての管理が非常に困難である。
高負荷容量化のためには、円すいころ軸受において内輪の小鍔、または小鍔・大鍔ともに無くした構造が必要となる。そのために、ころを保持器に留めて、ころと保持器とを一体化する必要性が生じている。一般的な円すいころ軸受には、鉄板保持器や樹脂保持器が使用されているが、構造上から、内輪・ころ・保持器で一体化とする形状(ころと保持器のみで一体化していない)になっているものが多い。
ころと保持器のみで両部材を一体化する場合、組み付け時にころが保持器から脱落しないようにする(一体化を保つ)ため、何らかのころ脱落防止構造が必要となる。通常であれば、保持器を複数の部品で構成させることが考えられる。しかし、例えば、特許文献3に示すような鋲止めでは、一体化するスペースが必要であり、高負荷容量化の目的からは逆行する。また、産業用途の軸受のサイズは小さいため、中空ころの製造や保持器の溶接作業も困難であり、特許文献4に示すような溶接ピンタイプも採用できない。
本発明はこのような問題に対処するためになされたものであり、小鍔を有さない構造において組み付け時のころ脱落を防止でき、高負荷容量化および小型化が可能な円すいころ軸受を提供することを目的とする。
本発明の円すいころ軸受は、外周面にテーパ状の軌道面を有する内輪と、内周面にテーパ状の軌道面を有する外輪と、上記内輪の軌道面と上記外輪の軌道面との間を転動する複数の円すいころと、上記円すいころをポケット部で転動自在に保持する保持器とを備えてなる円すいころ軸受であって、上記内輪は、小径側端部に小鍔を有さない構造、または、小径側端部に小鍔を有さず、かつ大径側端部に大鍔を有さない構造であり、上記保持器は、上記ポケット部に上記円すいころの案内部と脱落防止部とを有し、上記円すいころが上記脱落防止部の弾性変形を経て上記ポケット部に組み込まれて上記保持器と一体とされていることを特徴とする。
上記円すいころは、両端面にそれぞれ凹部を有し、上記保持器は、上記脱落防止部として、上記ポケット部にそれぞれの上記凹部に弾性変形を経て係合する凸部を有することを特徴とする。
上記円すいころの一端面の上記凹部と他端面の上記凹部とが異形状であり、上記保持器における少なくとも一方の上記凸部は、上記凹部のいずれか一方のみと係合でき、他方とは係合できない形状であることを特徴とする。
上記保持器は、上記脱落防止部として、上記ポケット部の内径側または外径側であり上記案内部の反対側の開口部に、該開口部表面の円周方向幅を狭くする方向に該開口部の両長手方向面から上記円すいころを抱え込む形状に突出して形成された抱え込み部を有することを特徴とする。
上記抱え込み部は、上記開口部表面においてテーパ状の開口を形成し、上記円すいころにおいて、該円すいころを上記保持器に逆組みしようとした際、上記抱え込み部で形成される上記開口の開口幅の最少幅部と干渉する干渉部の寸法をDw1、上記保持器において、上記抱え込み部で形成される上記開口の開口幅の最少幅寸法をBw2としたとき、Bw2/Dw1≦0.9の寸法関係が成立することを特徴とする。なお、「逆組み」とは、保持器のポケット部の開口部に円すいころを正常方向とは逆向き(大径と小径とが入れ替わる向き)で組み込むことをいう。
また、上記抱え込み部は、上記開口部表面においてテーパ状の開口を形成し、上記抱え込み部で形成される上記開口の開口幅の平均幅寸法をBwa、上記円すいころの平均径寸法をDwaとしたとき、0.91≦Bwa/Dwa≦0.98の寸法関係が成立することを特徴とする。
上記保持器が樹脂成形体であることを特徴とする。また、上記保持器表面において、上記ポケット部間の柱部に肉ぬすみとなるスリットを有することを特徴とする。
上記保持器は、上記脱落防止部として、上記ポケット部の内径側または外径側であり上記案内部の反対側の開口部に、該開口部の長手方向面から突出した凸部を有することを特徴とする。また、上記保持器は、上記案内部および上記凸部を、それぞれ上記ポケット部の長手方向で離間して複数個有することを特徴とする。また、上記保持器が樹脂成形体であり、上記案内部と上記凸部とは、上記保持器を該円すいころ軸受の軸方向にみて重ならない位置にあることを特徴とする。
上記保持器は、大径リング部と、小径リング部と、これらを連結する複数の柱部とを有し、隣接する柱部同士の間に前記ポケット部が形成され、上記凸部は、上記ポケット部の大径リング部側および小径リング部側から選ばれた少なくとも一方のポケット部内面に形成され、該凸部が形成されたポケット部内面の外側のリング部に肉ぬすみ部を有することを特徴とする。
上記肉ぬすみ部が、上記リング部の外径と内径を貫通する穴部であり、該穴部が、(1)上記ポケット部の周方向幅以上の周方向幅を有してポケット部毎に1つ設けられた穴部、または、(2)前記ポケット部毎に複数設けられた穴部、であることを特徴とする。また、上記肉ぬすみ部が、上記リング部の軸方向外側端面と内径面に開口する溝であることを特徴とする。
本発明の円すいころ軸受は、上述の構成を有し、小鍔をなくした構造により、円すいころの長さを延長して負荷容量の増大および小型化を図りつつ、弾性変形を利用した一体化構造により組み付け時における保持器からの円すいころの脱落を防止できる。また、保持器を複数の部品から構成する必要がなく、小型化が可能であり、強度低下することもない。また、中空ころによるころ強度の低下や溶接作業をする必要がなく、保持器およびころの強度を低下させることなく、ころと保持器を一体化できる
円すいころが両端面にそれぞれ凹部を有し、保持器が脱落防止部としてポケット部にそれぞれの上記凹部に弾性変形を経て係合する凸部を有するので、それぞれの凹凸部に円すいころが引掛り、組み付け時における保持器からの円すいころの脱落を防止できる。また、円すいころ回転時の該凸部の摩耗も低減できる。
円すいころの一端面の凹部と他端面の凹部とが異形状であり、保持器における少なくとも一方の凸部が、凹部のいずれか一方のみと係合でき、他方とは係合できない形状であるので、円すいころを正常方向とは逆向きで保持器に組み込もうとしても、係合できない凸部が干渉して組み込むことができない。これにより、逆組み(大径と小径とが入れ替り組み立てられる)を防止できる。
保持器は、脱落防止部として、ポケット部の内径側または外径側であり案内部の反対側の開口部に、該開口部表面の円周方向幅を狭くする方向に該開口部の両長手方向面から円すいころを抱え込む形状に突出して形成された抱え込み部を有するので、抱え込み部に円すいころが引掛り、組み付け時における保持器からの円すいころの脱落を防止できる。
抱え込み部は、上記開口部表面においてテーパ状の開口を形成し、逆組時の円すいころの干渉部寸法をDw1、抱え込み部で形成される開口の開口幅の最少幅寸法をBw2としたとき、Bw2/Dw1≦0.9の寸法関係が成立するので、円すいころ干渉部側(大径側)が、抱え込み部で形成されるテーパ状開口の小径側と干渉し、弾性変形を考慮しても逆組できなくなる。
抱え込み部は、上記開口部表面においてテーパ状の開口を形成し、抱え込み部で形成される開口の開口幅の平均幅寸法をBwa、円すいころの平均径寸法をDwaとしたとき、0.91≦Bwa/Dwa≦0.98の寸法関係が成立するので、組み込み時には、抱え込み部の引掛り代が割れない程度に弾性変形して組み込み可能であり、かつ、組み込み後には、円すいころが抱え込み部に引掛り保持器から外れることがない。
保持器が樹脂成形体であるので、上述の所定形状の弾性変形可能な脱落防止部を保持器本体と一体に容易に形成できる。また、樹脂成形体の保持器において、ポケット部間の柱部に肉ぬすみとなるスリットを有するので、ポケット部を形成する金型を外径側(または内径側)へ無理抜きする際、ポケット部の弾性変形量が大きくなり、応力が軽減でき、割れが生じない。
保持器は、脱落防止部として、ポケット部の内径側または外径側であり案内部の反対側の開口部に、該開口部の長手方向面から突出した凸部を有するので、該凸部に円すいころが引掛り、組み付け時における保持器からの円すいころの脱落を防止できる。また、該凸部と案内部を、それぞれポケット部の長手方向で離間して複数個有するので、円すいころを安定して案内および保持できる。また、該凸部と案内部とが、保持器を円すいころ軸受の軸方向にみて重ならない位置にあるので、保持器を樹脂製とする場合、射出成形時において金型を軸方向に容易に抜くことができる。
上述の凹凸部による脱落防止部を有する構成において、保持器の上記凸部が形成されたポケット部内面の外側のリング部に肉ぬすみ部を有するので、脱落防止部となる凸部とその周囲の弾性変形量を大きくでき、該部分での割れ等を防止しつつ、容易に円すいころと保持器とを一体化できる。
上記肉ぬすみ部が、該肉ぬすみ部が形成されるリング部の外径と内径を貫通する穴部であるので、後加工による形成が容易であり、脱落防止部となる凸部とその周囲の弾性変形量を大きくできる。また、該穴部が(1)ポケット部の周方向幅以上の周方向幅を有してポケット部毎に1つ設けられた穴部であるので、上記凸部にバネ作用を付与できる。また、上記肉ぬすみ部が、該肉ぬすみ部が形成されるリング部の外径と内径を貫通する穴部であり、該穴部が(2)ポケット部毎に複数設けられた穴部であるので、リング部の強度を維持しつつ、弾性変形量を大きくできる。
また、上記肉ぬすみ部が、上記リング部の軸方向外側端面と内径面に開口する溝であるので、脱落防止部となる凸部とその周囲の弾性変形量を大きくできる。また、保持器を射出成形による樹脂成形体とする場合に、射出成形時に該肉ぬすみ部を同時に形成することが可能になる。
本発明の円すいころ軸受の一実施例を図1および図2に基づいて説明する。図1は、内輪小鍔を有さない円すいころ軸受の軸方向断面図とその分解図であり、図2は保持器と円すいころの分解図である。図1に示すように、円すいころ軸受1は、外周面にテーパ状の軌道面2aを有する内輪2と、内周面にテーパ状の軌道面3aを有する外輪3と、内輪2の軌道面2aと外輪3の軌道面3aとの間を転動する複数の円すいころ4と、円すいころ4をポケット部で周方向一定間隔で転動自在に保持する保持器5とを備えてなる。各軌道面は、軸方向に沿って該軌道面を構成する径が増加・減少するテーパ状である。テーパの角度は特に限定されないが、軸方向に対して通常15°~60°程度である。円すいころ軸受1において、内輪2の小径側端部に小鍔を有さず、内輪2の大径側端部に大鍔2bが一体形成されている。なお、本発明の円すいころ軸受は、少なくとも小鍔をなくした構造であればよく、必要に応じて小鍔・大鍔ともになくした構造としてもよい。
図1の分解図に示すように、円すいころ軸受1は、保持器5と円すいころ4とを一体化した一体品7とし、この一体品7と、内輪2と、外輪3とを組み合わせて対象部位に組み込んで使用する。このように保持器と円すいころとを一体品とする場合、上述のとおり、組み込み時に円すいころ4が保持器5から脱落しない(一体化を保つ)ために、何らかのころ脱落防止構造が必要となる。本発明の円すいころ軸受では、保持器のポケット部に円すいころの脱落防止部を有し、円すいころが該脱落防止部の弾性変形を経てポケット部に組み込まれて保持器と一体とされていることに特徴を有する。
図2に示すように、保持器5は、大径リング部5aと小径リング部5bとを複数の柱部5cで連結してなり、柱部5c同士の間のポケット部6に円すいころ4を収納している。この形態では、円すいころ4の両端面にそれぞれ凹部(ぬすみ)4a、4bを有し、保持器5のポケット部6に脱落防止部として上記凹部に弾性変形を経て係合する凸部(突起)5d、5eを有する。凹部4aは円すいころ4の大径側端面に、凹部4bは円すいころ4の小径側端面に、それぞれ旋削等により形成されている。凸部5dは保持器5の大径リング部5a側のポケット部内面に、凸部5eは保持器5の小径リング部5b側のポケット部内面に、それぞれ形成されている。これら凹凸部の引掛り代分を弾性変形させながら、円すいころ4を保持器5のポケット部6に挿入する(かち込む)ことで、凹部4aと凸部5dが係合し、凹部4bと凸部5eが係合し、保持器5と円すいころ4とが一体となる。
保持器5と円すいころ4とは組み付け時の脱落を防止する程度には一体化されているが、運転時において、円すいころ4は保持器5のポケット部6内で転動自在とする必要がある。よって、凹凸部の形状は、円すいころと保持器との着脱方向に対して干渉する形状とし、円すいころの回転方向には引掛り等のない形状とする。図2に示す形態では、凹凸部ともに円状(略円すい台)としている。この形態において、凹部4a、凹部4b、凸部5d、および凸部5eは、円すいころ中心上に配置することが好ましい。これら凹凸部を円すいころ中心上に配置することで、回転時の凹凸部での摩擦を低減できる。
円すいころ軸受のころは円すい状のため、大径側と小径側が存在し、軸受の内・外輪との位置関係が決まっている。従来の円すいころ軸受(内輪・ころ・保持器を一体とする構造)では、内輪にころをセットした後に保持器をセットしており、内輪ところとの関係からころの逆組み(大径と小径とが入れ替り組み立てられる)有無の確認ができていた。これに対して、本発明のように、ころと保持器を一体化した後に組み込む場合には、ころと保持器の一体化の際に逆組みできない構造(逆組みできない設計的工夫)を設けることが好ましい。
ころの逆組みを防止する手段として、例えば、円すいころの一端面の凹部と他端面の凹部とを異形状(径や深さが異なる)とし、保持器における少なくとも一方の凸部が、凹部のいずれか一方のみと係合でき、他方とは係合できない形状とする。逆組みを防止する構造を図3に基づき説明する。図3(a)は、図2に示す保持器に円すいころを正常方向で組み込んだ状態であり、図3(b)は、図2に示す保持器に円すいころを逆方向に仮に組み込むとした状態である。図3(b)に示すように、保持器5の凸部5eは円すいころ4の凹部4aよりも大きく、凸部5eと凹部4aとは係合できない形状であるので、逆方向に組み込もうとしても該凸部が円すいころ4に干渉し、円すいころ4を保持器5のポケット部6に組み込むことができない。
保持器における円すいころの案内部を図4に基づき説明する。図4(a)はポケット部の外径側に案内部を有する円すいころ軸受の軸方向断面図と、該ポケット部周囲を円すいころの軸心方向から見た模式図であり、図4(b)はポケット部の内径側に案内部を有する円すいころ軸受の軸方向断面図と、該ポケット部周囲を円すいころの軸心方向から見た模式図である。図2に示す形態の凹凸部での一体化保持では、円すいころの動き(ガタ)を完全に抑制できないことから、図4(a)および(b)に示すように、保持器外径側または内径側に円すいころ4を案内するための案内部5fを設けている。図4(a)に示す形態では、ポケット部6の外径側に該ポケット部開口の周方向幅を狭くする方向に形成された平坦面(ストレート面)からなる案内部5fを有する。図4(b)に示す形態では、ポケット部6の内径側に該ポケット部開口の周方向幅を狭くする方向に形成された平坦面からなる案内部5fを有する。それぞれの形態において、運転時には円すいころ4は案内部5fの一部(図中X部分)に接触しながら転動する。また、保持器の該案内部5fが形成された側に円すいころ4が外れることを防止できる。
図4に示すような形態において、さらに案内部5fの反対側のポケット開口部の縁に脱落防止用の補助突起を設けてもよい。
保持器の材質は、上述の脱落防止部等を形成可能なものであれば特に限定されず、黄銅等の金属材や樹脂材を用いることができる。上述のような所定形状の弾性変形可能な脱落防止部を保持器本体と一体に容易に形成できることから、樹脂材を用いた樹脂成形体とすることが好ましい。特に、生産性にも優れることから樹脂材を金型を用いて射出成形した射出成形体とすることが好ましい。
樹脂材料としては射出成形が可能であり、保持器材料として十分な耐熱性や機械的強度を有するものであれば、任意のものを使用できる。例えば、ポリアミド6(PA6)樹脂、ポリアミド6-6(PA66)樹脂、ポリアミド6-10(PA610)樹脂、ポリアミド9-T(PA9T)樹脂、ポリメタキシレンアジパミド(ポリアミドMXD-6)樹脂などのポリアミド(PA)樹脂、ポリテトラフルオロエチレン・パーフルオロアルキルビニルエーテル共重合体(PFA)樹脂などの射出成形可能なフッ素樹脂、ポリエチレン(PE)樹脂、ポリカーボネート(PC)樹脂、ポリアセタール(POM)樹脂、ポリフェニレンスルフィド(PPS)樹脂、ポリエーテルエーテルケトン(PEEK)樹脂、ポリアミドイミド(PAI)樹脂、ポリエーテルイミド(PEI)樹脂などが挙げられる。これらの各合成樹脂は単独で使用してもよく、2種類以上混合したポリマーアロイであってもよい。
また、保持器の弾性率などの機械的強度を向上させるため、これらの樹脂に、射出成形性を阻害しない範囲で、ガラス繊維、アラミド繊維、炭素繊維、各種鉱物性繊維(ウィスカー)などの繊維状補強材を配合することが好ましい。さらに必要に応じて、公知の充填材や添加剤として、珪酸カルシウム、クレー、タルク、マイカなどの無機充填材、黒鉛、二硫化モリブデン、二硫化タングステン、ポリテトラフルオロエチレン樹脂粉末などの固体潤滑剤、帯電防止剤、導電材、顔料、離型材などを配合してもよい。
脱落防止部の他の形態を図5に示す。図5(a)は保持器のポケット部周囲の平面図であり、図5(b)は該ポケット部周囲を円すいころの軸心方向から見た模式図である。図5(a)および(b)に示すように、この形態の保持器5は、脱落防止部として、ポケット部6の内径側または外径側であり案内部5fの反対側の開口部に、該開口部表面の円周方向幅を狭くする方向に該開口部の両長手方向面から円すいころ4を抱え込む形状に突出して形成された抱え込み部5gを有する。抱え込み部5gの軸方向両端には、ぬすみ部5hが形成されている。脱落防止部以外の保持器構成は、図2に示す形態と同様である。
図5(a)に示すように、抱え込み部5gは、ポケット開口部表面においてテーパ状の開口を形成している。このテーパ状は円すいころの母線に沿った(平行な)形状である。円すいころを保持器5に組み込む際には、抱え込み部5gの引掛り代分を弾性変形させながら、円すいころをポケット部6に組み込む(かちこむ)必要がある。このため、抱え込み部5gで形成される開口の開口幅が円すいころ径より小さ過ぎると割れが生じるおそれがあり、大き過ぎるところが外れるおそれがあるため、適正な組み込み代の設定が必要である。また、逆組みできない設計的工夫もあることが好ましい。
円すいころの寸法および抱え込み部で形成される開口の開口幅と、逆組可否との関係を図6および表1に基づいて説明する。図6は、円すいころ4において、該円すいころを保持器5に逆組みしようとした際、抱え込み部で形成される開口の開口幅の最少幅部と干渉する干渉部の寸法(Dw1)と、保持器5における抱え込み部で形成される開口の開口幅の最少幅寸法(Bw2)を示す図であり、表1はこれらの寸法比を変化させて逆組可否を調べた結果である。なお、保持器材質はPA66樹脂製(ガラス繊維30体積%配合)であり、射出成形により抱え込み部を含めて一体成形した。
逆組可否は、円すいころの向きを正常の逆にして、抱え込み部で形成される開口側からポケット部に組み込み、その可否を判定した。

表1より、逆組時の円すいころの干渉部寸法をDw1、保持器の抱え込み部で形成される開口の開口幅の最少幅寸法をBw2としたとき、Bw2/Dw1≦0.9の寸法関係を満たす場合に逆組を防止できていることが分かる。すなわち、この寸法関係とすることで、円すいころ干渉部側(大径側)が、抱え込み部で形成されるテーパ状開口の小径側と干渉し、弾性変形を考慮しても逆組できなくなる。
円すいころの寸法および抱え込み部で形成される開口の開口幅と、組み込み性および脱落防止能力との関係を図7および表2に基づいて説明する。図7は、円すいころ4の平均径寸法(Dwa)と、保持器5における抱え込み部で形成される開口の開口幅の平均幅寸法(Bwa)を示す図であり、表2はこれらの寸法比を変化させて組み込み性および脱落防止能力を調べた結果である。円すいころの平均径寸法、抱え込み部で形成される開口の開口幅の平均幅寸法は、それぞれの軸方向中央位置の径・幅に等しい。なお、保持器材質はPA66樹脂製(ガラス繊維30体積%配合)であり、射出成形により抱え込み部を含めて一体成形した。
判定は、抱え込み部に割れがなく円すいころを組み込みでき(組み込み性)、かつ、組み込み後に通常の使用態様で分離しない(脱落防止能力)場合を「○」とし、いずれかを満たさない場合を「×」とした。

表2より、抱え込み部で形成される開口の開口幅の平均幅寸法をBwa、円すいころの平均径寸法をDwaとしたとき、0.91≦Bwa/Dwa≦0.98の寸法関係を満たす場合に優れた組み込み性および脱落防止能力を両立できていることが分かる。すなわち、この寸法関係とすることで、組み込み時には、抱え込み部の引掛り代が割れない程度に弾性変形して組み込み可能であり、かつ、組み込み後には、円すいころが抱え込み部に引掛り保持器から外れることを防止できる。
抱え込み部に円すいころから円周方向(円すいころの公転方向)の力を受けると、モーメント力となり、保持器の柱部根元に大きな応力を発生させることになる。よって、運転中には、案内部に円すいころを接触させ、抱え込み部と円すいころが接触しないように設計する必要がある。このような構造として、例えば図8に示すように、ポケット部6の内径面において、案内部5fを平坦面(ストレート面)とし、該平坦面と円すいころ4の隙間(A1)と、抱え込み部5gと円すいころ4の隙間(A2)がA1<A2となる構造とできる。これにより運転時、抱え込み部5gと円すいころ4が接触することなく、保持器5の柱部根元への応力発生を防止できる。
保持器を樹脂成形体とする場合、その製造手段として削り加工と、上述した射出成形加工(金型成形加工)が採用できる。射出成形加工の場合、ポケット部を形成する金型を外径側または内径側へ抜く際、各部位(案内部や抱え込み部)を弾性変形させながら抜くことになる(無理抜き)。その際、ポケット部の開口寸法が小さいと、過大な応力が発生し、割れが生じるおそれがある。このため、円すいころの組み込みをし易く、かつ、金型からの無理抜きをし易い形状の工夫が必要である。このような形状として、例えば図9に示すように、保持器5表面において、ポケット部6同士の間の柱部5cに肉ぬすみとなるスリット8を設けることができる。これにより、ポケット部6の弾性変形量が大きくなり、応力が軽減でき、射出成形の際の無理抜き時にも割れが生じない。
円すいころと保持器との一体品の状態で落下した場合、衝撃は外径側から加わる。そのため、円すいころは内径側に抜けにくい構造とすること好ましい。このような構造として、例えば図10に示すように、保持器5の抱え込み部5gの先端を内径側に広く、外径側に狭くした形状(くさび形状5i)にする。くさび形状5iにすることで、円すいころ4を組み込み易くし、かつ、組み込み後は外れにくい構造になる。
脱落防止部の他の形態を図12~図14に示す。図12(a)および図13(a)は保持器のポケット部周囲の斜視図であり、図12(b)および図13(b)は保持器の軸方向断面図であり、図14(a)は図13の保持器において脱落防止用の凸部の位置の断面であり、図14(b)は案内部の位置の断面である。図12および図13に示すように、この形態の保持器5は、脱落防止部として、ポケット部6の内径側であり案内部5fの反対側の開口部に、該開口部の長手方向面から突出した凸部5jを有する。この長手方向面はポケット部6を構成する長手方向面であり、柱部5cの側面(ポケット側の面)である。案内部5fは、ポケット部6の外径側開口部に該ポケット部開口の周方向幅を狭くする方向に両長手方向面から突出して形成された平坦面からなる。図12の形態では、案内部5fと凸部5jが、ポケット部6の一つの長手方向面に1箇所ずつ形成され、円すいころの一部を案内・保持する形状とされている。一方、図13の形態では、案内部5fと凸部5jが、ポケット部6の一つの長手方向面において、長手方向で離間して複数箇所(2箇所ずつ)形成され、円すいころの一部をこれらで案内・保持する形状とされている。図14に示すように、案内部5fは、円すいころ4の軸方向の一部の位置で両長手方向面から該円すいころ4を案内し、脱落防止用の凸部5jは、円すいころ4の軸方向の一部の位置(案内部5fと同じ軸方向位置でも、異なる軸方向位置でもよい)で、両長手方向面から該円すいころ4を保持している。
図12(b)および図13(b)に示すように、案内部5fと凸部5jは、保持器5を円すいころ軸受の軸方向にみて重ならない位置に形成されている。これにより、保持器を樹脂製とする場合、射出成形時において金型を軸方向に容易に抜くことができる。
図2に示す凹凸部による脱落防止部を有する構成に対する他の形態を図15に示す。図15は、リング部に肉ぬすみ部を有する保持器と円すいころの分解図である。図15に示すように、この形態では、凸部5dが形成された大径リング部5aに肉ぬすみ部9を有する。肉ぬすみ部9は、凸部5dが形成されたポケット部内面の外側に位置する。また、該図に示す肉ぬすみ部9は、大径リング部5aの外径(図中上側)と内径(図中下側)とを貫通する穴部(穴形状)である。円すいころ4は、脱落防止部である両凸部を含めた保持器5が弾性変形することで、かち込まれる。凹凸部は、上述したように、保持器5と円すいころ4とが組み付け時に脱落することを防止する程度の引掛り代が必要となる。この引掛り代が少しでも大きい場合、上記弾性変形量が小さいと、凸部に過大な負荷応力が掛かり、割れや削れが発生するおそれがある。これに対して、肉ぬすみ部9を大径リング部5aに形成することで、凸部5dと該5d周囲の部分が弾性変形しやすくなる。これにより、引掛け代が大きくても、凸部に無理な負荷が掛からず、スムーズに円すいころが挿入できる。
図16に基づいて肉ぬすみ部周囲の保持器形状を説明する。図16(a)および(b)は、図15に示す肉ぬすみ部を有する保持器の一部斜視図である。図16(a)に示す形態では、肉ぬすみ部9が、大径リング部5aに、ポケット部6の周方向幅以上の周方向幅を有してポケット部毎に1つ設けられた穴部として形成されている。これにより、凸部5dが形成されたポケット部内面の外側周囲の部分が、円すいころの挿入時に弾性変形しやすく、挿入後は円すいころを弾力的に保持でき、組み付け時に振動が加わるような場合でも円すいころの脱落を防止できる(バネ作用)。一方、図16(b)に示す形態では、肉ぬすみ部9が、大径リング部5aに、ポケット部毎に同形状かつ同間隔で5個設けられた略直方体状の穴部として形成されている。この形態では、図16(a)の場合と比較すると弾性変形量は小さくなるが、その分、大径リング部5aの強度を高くできる。なお、穴数や穴形状は、図示したものに限定されず、適宜設定できる。
図15および図16に示す形態において、肉ぬすみ部9は、小径リング部5b側に形成した場合、すなわち凸部5eが形成されたポケット部内面の外側に形成した場合にも同様の効果を奏する。よって、肉ぬすみ部の形成位置は、大径リング部および小径リング部のいずれか一方のリング側、または、両リング側に適宜設定できる。
また、図15および図16に示す形態の肉ぬすみ部9について、リング部を貫通しない凹部形状としてもよい。例えば、図15における凸部5dは、ポケット部6の内径側に位置するため、肉ぬすみ部9を大径リング部5aの内径面から該リング部の厚みの半分程度まで窪んだ凹部としてもよい。
図17に基づいて肉ぬすみ部の他の形態を説明する。図17(a)は保持器の軸方向断面図であり、図17(b)はその一部斜視図である。この形態では、肉ぬすみ部9が、大径リング部5aに、軸方向外側端面(リブ端面)と内径面に開口する溝として形成されている。より詳細には、軸方向に沿った面と、ポケット内面に沿った面とから構成される軸方向断面が略V字状の溝である。大径リング部5aの外径と内径とは貫通していない。該溝はポケット部6の周方向幅以上の周方向幅を有している。このような肉ぬすみ部により、図16の肉ぬすみ部と同様に、凸部5dと該5d周囲の部分が弾性変形しやすくなる。また、保持器を射出成形による樹脂成形体とする場合、上記溝形状の肉ぬすみ部とすることで、軸方向に抜く金型構成において、該肉ぬすみ部を保持器成形時に同時に形成できる。
以上、各図に基づき本発明の実施形態の一例を説明したが、本発明の円すいころ軸受はこれらに限定されるものではない。また、上記した脱落防止部などの各構成は、それらを適宜組み合わせて設けることもできる。
本発明の円すいころ軸受は、小鍔を有さない構造において組み付け時のころ脱落を防止でき、高負荷容量化および小型化が可能であるので、産業ロボット用など、高モーメント荷重を負荷し、かつ高剛性機能が求められる産業用の円すいころ軸受として好適に利用できる。
1 円すいころ軸受
2 内輪
3 外輪
4 円すいころ
5 保持器
6 ポケット部
7 一体品
8 スリット
9 肉ぬすみ部
2 内輪
3 外輪
4 円すいころ
5 保持器
6 ポケット部
7 一体品
8 スリット
9 肉ぬすみ部
Claims (14)
- 外周面にテーパ状の軌道面を有する内輪と、内周面にテーパ状の軌道面を有する外輪と、前記内輪の軌道面と前記外輪の軌道面との間を転動する複数の円すいころと、前記円すいころをポケット部で転動自在に保持する保持器とを備えてなる円すいころ軸受であって、
前記内輪は、小径側端部に小鍔を有さない構造、または、小径側端部に小鍔を有さず、かつ大径側端部に大鍔を有さない構造であり、
前記保持器は、前記ポケット部に前記円すいころの案内部と脱落防止部とを有し、前記円すいころが前記脱落防止部の弾性変形を経て前記ポケット部に組み込まれて前記保持器と一体とされていることを特徴とする円すいころ軸受。 - 前記円すいころは、両端面にそれぞれ凹部を有し、
前記保持器は、前記脱落防止部として、前記ポケット部にそれぞれの前記凹部に弾性変形を経て係合する凸部を有することを特徴とする請求項1記載の円すいころ軸受。 - 前記円すいころの一端面の前記凹部と他端面の前記凹部とが異形状であり、前記保持器における少なくとも一方の前記凸部が、前記凹部のいずれか一方のみと係合でき、他方とは係合できない形状であることを特徴とする請求項2記載の円すいころ軸受。
- 前記保持器は、前記脱落防止部として、前記ポケット部の内径側または外径側であり前記案内部の反対側の開口部に、該開口部表面の円周方向幅を狭くする方向に該開口部の両長手方向面から前記円すいころを抱え込む形状に突出して形成された抱え込み部を有することを特徴とする請求項1記載の円すいころ軸受。
- 前記抱え込み部は、前記開口部表面においてテーパ状の開口を形成し、
前記円すいころにおいて、該円すいころを前記保持器に逆組みしようとした際、前記抱え込み部で形成される前記開口の開口幅の最少幅部と干渉する干渉部の寸法をDw1、前記保持器において、前記抱え込み部で形成される前記開口の開口幅の最少幅寸法をBw2としたとき、Bw2/Dw1≦0.9の寸法関係が成立することを特徴とする請求項4記載の円すいころ軸受。 - 前記抱え込み部は、前記開口部表面においてテーパ状の開口を形成し、
前記抱え込み部で形成される前記開口の開口幅の平均幅寸法をBwa、前記円すいころの平均径寸法をDwaとしたとき、0.91≦Bwa/Dwa≦0.98の寸法関係が成立することを特徴とする請求項4記載の円すいころ軸受。 - 前記保持器が樹脂成形体であることを特徴とする請求項1記載の円すいころ軸受。
- 前記保持器表面において、前記ポケット部間の柱部に肉ぬすみとなるスリットを有することを特徴とする請求項7記載の円すいころ軸受。
- 前記保持器は、前記脱落防止部として、前記ポケット部の内径側または外径側であり前記案内部の反対側の開口部に、該開口部の長手方向面から突出した凸部を有することを特徴とする請求項1記載の円すいころ軸受。
- 前記保持器は、前記案内部および前記凸部を、それぞれ前記ポケット部の長手方向で離間して複数個有することを特徴とする請求項9記載の円すいころ軸受。
- 前記保持器が樹脂成形体であり、前記案内部と前記凸部とは、前記保持器を該円すいころ軸受の軸方向にみて重ならない位置にあることを特徴とする請求項9記載の円すいころ軸受。
- 前記保持器は、大径リング部と、小径リング部と、これらを連結する複数の柱部とを有し、隣接する柱部同士の間に前記ポケット部が形成され、
前記凸部は、前記ポケット部の大径リング部側および小径リング部側から選ばれた少なくとも一方のポケット部内面に形成され、該凸部が形成されたポケット部内面の外側のリング部に肉ぬすみ部を有することを特徴とする請求項2記載の円すいころ軸受。 - 前記肉ぬすみ部が、前記リング部の外径と内径を貫通する穴部であり、該穴部が、(1)前記ポケット部の周方向幅以上の周方向幅を有してポケット部毎に1つ設けられた穴部、または、(2)前記ポケット部毎に複数設けられた穴部、であることを特徴とする請求項12記載の円すいころ軸受。
- 前記肉ぬすみ部が、前記リング部の軸方向外側端面と内径面に開口する溝であることを特徴とする請求項12記載の円すいころ軸受。
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014034529 | 2014-02-25 | ||
| JP2014-034529 | 2014-02-25 | ||
| JP2014-064735 | 2014-03-26 | ||
| JP2014064735A JP6266401B2 (ja) | 2014-02-25 | 2014-03-26 | 円すいころ軸受 |
| JP2015026478A JP2016148424A (ja) | 2015-02-13 | 2015-02-13 | 円すいころ軸受 |
| JP2015-026478 | 2015-11-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015129709A1 true WO2015129709A1 (ja) | 2015-09-03 |
Family
ID=54009026
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/055289 WO2015129709A1 (ja) | 2014-02-25 | 2015-02-24 | 円すいころ軸受 |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2015129709A1 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102017103761A1 (de) | 2017-02-23 | 2018-08-23 | Schaeffler Technologies AG & Co. KG | Rollensatz für ein Rollenlager |
| EP3351815A4 (en) * | 2015-09-18 | 2018-10-24 | NSK Ltd. | Tapered roller bearing and manufacturing method for tapered roller bearing |
| WO2019065768A1 (ja) * | 2017-09-28 | 2019-04-04 | Ntn株式会社 | 円すいころ軸受用保持器および円すいころ軸受 |
| CN112431853A (zh) * | 2020-12-04 | 2021-03-02 | 洛阳新强联回转支承股份有限公司 | 一种不需扩张收缩筐型保持架的特大型圆锥滚子轴承 |
| CN112443572A (zh) * | 2020-12-04 | 2021-03-05 | 洛阳新强联回转支承股份有限公司 | 一种可拆解小挡边的特大型圆锥滚子转盘轴承 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06159370A (ja) * | 1992-06-05 | 1994-06-07 | Skf Gmbh | ころ用のモミ抜き保持器 |
| JP2001041223A (ja) * | 1999-08-02 | 2001-02-13 | Koyo Seiko Co Ltd | 保持器付きころ |
| JP2002227849A (ja) * | 2001-01-29 | 2002-08-14 | Nsk Ltd | 円すいころ軸受用保持器及び複列円すいころ軸受ユニット |
| JP2013199955A (ja) * | 2012-03-23 | 2013-10-03 | Ntn Corp | ころ軸受の保持器およびころ軸受構造 |
-
2015
- 2015-02-24 WO PCT/JP2015/055289 patent/WO2015129709A1/ja active Application Filing
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06159370A (ja) * | 1992-06-05 | 1994-06-07 | Skf Gmbh | ころ用のモミ抜き保持器 |
| JP2001041223A (ja) * | 1999-08-02 | 2001-02-13 | Koyo Seiko Co Ltd | 保持器付きころ |
| JP2002227849A (ja) * | 2001-01-29 | 2002-08-14 | Nsk Ltd | 円すいころ軸受用保持器及び複列円すいころ軸受ユニット |
| JP2013199955A (ja) * | 2012-03-23 | 2013-10-03 | Ntn Corp | ころ軸受の保持器およびころ軸受構造 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3351815A4 (en) * | 2015-09-18 | 2018-10-24 | NSK Ltd. | Tapered roller bearing and manufacturing method for tapered roller bearing |
| US10634192B2 (en) | 2015-09-18 | 2020-04-28 | Nsk Ltd. | Tapered roller bearing and manufacturing method for tapered roller bearing |
| DE102017103761A1 (de) | 2017-02-23 | 2018-08-23 | Schaeffler Technologies AG & Co. KG | Rollensatz für ein Rollenlager |
| WO2019065768A1 (ja) * | 2017-09-28 | 2019-04-04 | Ntn株式会社 | 円すいころ軸受用保持器および円すいころ軸受 |
| CN112431853A (zh) * | 2020-12-04 | 2021-03-02 | 洛阳新强联回转支承股份有限公司 | 一种不需扩张收缩筐型保持架的特大型圆锥滚子轴承 |
| CN112443572A (zh) * | 2020-12-04 | 2021-03-05 | 洛阳新强联回转支承股份有限公司 | 一种可拆解小挡边的特大型圆锥滚子转盘轴承 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2015129709A1 (ja) | 円すいころ軸受 | |
| WO2016163527A1 (ja) | 円すいころ軸受 | |
| JP6422625B2 (ja) | 針状ころ軸受の保持器および針状ころ軸受構造 | |
| JP6507764B2 (ja) | 円すいころ軸受 | |
| WO2017047727A1 (ja) | 円錐ころ軸受及び円錐ころ軸受の製造方法 | |
| KR20190057147A (ko) | 원통 롤러 베어링 | |
| JP4453465B2 (ja) | 玉軸受用保持器および玉軸受 | |
| JP6595791B2 (ja) | 円すいころ軸受 | |
| WO2016133005A1 (ja) | 円すいころ軸受 | |
| JP7263944B2 (ja) | 内輪ユニット、及び円すいころ軸受 | |
| JP2013145012A (ja) | スラストころ軸受およびスラストころ軸受装置 | |
| JP6266401B2 (ja) | 円すいころ軸受 | |
| US7891881B2 (en) | Drawn cup roller bearing | |
| JP2017116008A (ja) | 転がり軸受 | |
| JP2016148424A (ja) | 円すいころ軸受 | |
| JP7221711B2 (ja) | 玉軸受 | |
| US10634191B2 (en) | Cage and roller assembly | |
| JP2017040329A (ja) | 円すいころ軸受 | |
| JP2018135957A (ja) | 円すいころ軸受 | |
| JP6595792B2 (ja) | 円すいころ軸受 | |
| JP2009041651A (ja) | 円錐ころ軸受 | |
| JP2013108608A (ja) | 直動転がり案内ユニット | |
| JPH10318264A (ja) | ころ軸受用合成樹脂製保持器 | |
| WO2020246589A1 (ja) | 円すいころ軸受 | |
| JP2017008952A (ja) | 円すいころ軸受 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15754924 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 15754924 Country of ref document: EP Kind code of ref document: A1 |