WO2014208677A1 - 包装充填装置、紙容器及びブランク - Google Patents
包装充填装置、紙容器及びブランク Download PDFInfo
- Publication number
- WO2014208677A1 WO2014208677A1 PCT/JP2014/067026 JP2014067026W WO2014208677A1 WO 2014208677 A1 WO2014208677 A1 WO 2014208677A1 JP 2014067026 W JP2014067026 W JP 2014067026W WO 2014208677 A1 WO2014208677 A1 WO 2014208677A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- panel
- blank
- container
- bottom panel
- packaging
- Prior art date
Links
- 238000004806 packaging method and process Methods 0.000 title claims abstract description 40
- 238000007789 sealing Methods 0.000 claims abstract description 33
- 239000005022 packaging material Substances 0.000 claims abstract description 20
- 235000021056 liquid food Nutrition 0.000 claims abstract description 18
- 238000005452 bending Methods 0.000 claims description 32
- 238000010438 heat treatment Methods 0.000 claims description 24
- 238000003825 pressing Methods 0.000 claims description 18
- 210000000078 claw Anatomy 0.000 claims description 17
- 229920001169 thermoplastic Polymers 0.000 claims description 16
- 239000004416 thermosoftening plastic Substances 0.000 claims description 16
- 238000004049 embossing Methods 0.000 claims description 11
- 238000005520 cutting process Methods 0.000 claims description 10
- 230000000630 rising effect Effects 0.000 claims description 10
- 238000012546 transfer Methods 0.000 claims description 5
- 238000000465 moulding Methods 0.000 abstract description 8
- 239000004698 Polyethylene Substances 0.000 description 7
- 235000011389 fruit/vegetable juice Nutrition 0.000 description 7
- 235000013336 milk Nutrition 0.000 description 7
- 239000008267 milk Substances 0.000 description 7
- 210000004080 milk Anatomy 0.000 description 7
- -1 polyethylene Polymers 0.000 description 7
- 229920000573 polyethylene Polymers 0.000 description 7
- 239000007788 liquid Substances 0.000 description 4
- 238000007493 shaping process Methods 0.000 description 4
- 230000001954 sterilising effect Effects 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 229920005992 thermoplastic resin Polymers 0.000 description 3
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- 229910001873 dinitrogen Inorganic materials 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 238000010894 electron beam technology Methods 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 239000012815 thermoplastic material Substances 0.000 description 2
- MHAJPDPJQMAIIY-UHFFFAOYSA-N Hydrogen peroxide Chemical compound OO MHAJPDPJQMAIIY-UHFFFAOYSA-N 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 235000013361 beverage Nutrition 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 239000012611 container material Substances 0.000 description 1
- 238000000354 decomposition reaction Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000004659 sterilization and disinfection Methods 0.000 description 1
- 239000003206 sterilizing agent Substances 0.000 description 1
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B3/00—Packaging plastic material, semiliquids, liquids or mixed solids and liquids, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B3/02—Machines characterised by the incorporation of means for making the containers or receptacles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/02—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper by folding or erecting a single blank to form a tubular body with or without subsequent folding operations, or the addition of separate elements, to close the ends of the body
- B65D5/06—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper by folding or erecting a single blank to form a tubular body with or without subsequent folding operations, or the addition of separate elements, to close the ends of the body with end-closing or contents-supporting elements formed by folding inwardly a wall extending from, and continuously around, an end of the tubular body
- B65D5/067—Gable-top containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B3/00—Packaging plastic material, semiliquids, liquids or mixed solids and liquids, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B3/02—Machines characterised by the incorporation of means for making the containers or receptacles
- B65B3/025—Making parallelepipedal containers from a single carton blank
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/08—Forming three-dimensional containers from sheet material
- B65B43/10—Forming three-dimensional containers from sheet material by folding the material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/12—Feeding flexible bags or carton blanks in flat or collapsed state; Feeding flat bags connected to form a series or chain
- B65B43/14—Feeding individual bags or carton blanks from piles or magazines
- B65B43/145—Feeding carton blanks from piles or magazines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/12—Feeding flexible bags or carton blanks in flat or collapsed state; Feeding flat bags connected to form a series or chain
- B65B43/14—Feeding individual bags or carton blanks from piles or magazines
- B65B43/16—Feeding individual bags or carton blanks from piles or magazines by grippers
- B65B43/18—Feeding individual bags or carton blanks from piles or magazines by grippers by suction-operated grippers
- B65B43/185—Feeding individual bags or carton blanks from piles or magazines by grippers by suction-operated grippers specially adapted for carton blanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/12—Feeding flexible bags or carton blanks in flat or collapsed state; Feeding flat bags connected to form a series or chain
- B65B43/14—Feeding individual bags or carton blanks from piles or magazines
- B65B43/22—Feeding individual bags or carton blanks from piles or magazines by rollers
- B65B43/225—Feeding individual bags or carton blanks from piles or magazines by rollers specially adapted for carton blanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
Definitions
- the present invention relates to a packaging and filling apparatus, a paper container and a blank used for packaging and filling a roof-type paper container of liquid food such as milk and juice.
- roof-type paper containers For roof-type paper containers, prepare a bottomed rectangular cylindrical container made of paper packaging material with thermoplastic resin layers on the inside and outside surfaces, and place the container vertically so that the container opening is on the bottom and the container opening is on the top. Stand up, sterilize the inside of the container, fill with milk, juice and other beverages of the inner solution from the upper opening of the container, blow hot air on the sealed part of the inner surface of the upper container to soften / melt the thermoplastic resin layer , Press to seal the upper opening and obtain a roof paper container filled with liquid.
- the above series of steps (container preparation, container erecting, sterilization, liquid filling, top sealing, etc.) is performed inside the packaging and filling machine.
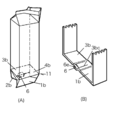
- a blank (FIG. 1 (A)) having a folding shape with a paper container is formed into a cylindrical shape with a vertical seal, and then the bottom is folded and the bottom is formed by thermocompression bonding. Thus, a bottomed rectangular cylindrical container is obtained (FIG. 1D).
- the roof pattern paper container (FIG. 1E) is formed through the above-described series of steps.
- the blank includes a first bottom panel 1b and a third bottom panel 3b extending from lower ends of the first panel 1 and the third panel 3 corresponding to one opposing two container side walls, and the other two opposing containers. It has a second bottom panel 2b and a fourth bottom panel 4b extending from the respective lower end sides of the second panel 4 and the fourth panel 4 corresponding to the side walls, and the third bottom panel 3b is the lower end side of the third bottom panel 3b.
- a sixth panel 6 partially extending from the center of the container, and a plurality of upper panels 1t, 2t, 3t and 4t corresponding to the upper part of the container.
- the second panel is formed with two curved portions in the bottom forming step of the container after the heating step of heating and melting and softening the thermoplastic resin layer such as polyethylene on the inner and outer surfaces without using a prior folding structure. It bends with the bending member which has (for example, refer patent document 1).
- Japanese Patent Laid-Open No. 06-226884 JP 09-226884 A Japanese Patent Laid-Open No. 03-182330 Japanese Patent Laid-Open No. 07-040971 Japanese Utility Model Publication No. 48-13058 Utility Model Registration No. 152831 Japanese Utility Model Publication No. 63-13144
- the sixth panel After the heating step of heating and melting and softening the polyethylene layer on the inner and outer surfaces, when the sixth panel is bent with the bending member in the bottom forming step, the polyethylene on the inner and outer surfaces of a part or the whole of the sixth panel is also melted and softened. There is a possibility that polyethylene lump or residue may be deposited on the bending member by adhering to the contact part of the bending member. Moreover, even if the sixth panel is bent, the bent portion cannot secure a length sufficient to protect the end face of the packaging material. If the width of the sixth panel is increased in order to ensure, there is a risk that the sixth panel cannot be bent sufficiently.
- the sixth panel can be easily folded, and a packaging and filling apparatus and paper that can secure a length necessary and sufficient for the folded portion to protect the end face of the packaging material.
- the purpose is to provide a container and a blank.
- the packaging and filling apparatus is a packaging and filling apparatus that forms a paper container having a cylindrical main body, a top portion, and a bottom portion having four side walls and a substantially square cross section.
- the paper container is molded from a blank obtained by cutting a strip-shaped packaging material consisting of at least the outermost thermoplastic layer, the paper layer, and the innermost thermoplastic layer,
- the blank is provided with a shape and a folding line in which a paper container is developed,
- the blank corresponds to the first bottom panel and the third bottom panel extending from the lower ends of the first panel and the third panel corresponding to one opposing two container side walls, and the second corresponding to the other two container side walls facing each other.
- the third bottom panel has a sixth panel partially extending from the center of the lower end side of the third bottom panel;
- the sixth panel has a width of 15% to 65%, preferably 20% to 60%, more preferably 30% to 55% of the total length of the lower end side of the third bottom panel, and a height that allows easy folding.
- the packaging and filling device includes: a charging unit that takes out one blank from a supplied bundle of a plurality of blanks that are vertically sealed and flattened; and inserts the cylindrical blank; and forms a bottom portion of the cylindrical blank to form an upper opening and A bottom forming means for obtaining a container having a bottom, a filling means for filling liquid food from the upper opening, and an upper sealing means for heat-sealing the upper opening;
- the charging means takes out the blank, bends the sixth panel outward and folds the sixth panel to give a crease crease, and a rising means for raising the flat blank to the cylindrical blank.
- An infeeder for inserting the cylindrical blank into the mandrel of the bottom forming means with the folds on the sixth panel;
- the crease imparting means is a fan-shaped piece provided at a position corresponding to the sixth panel, which is an axis of a rotating roller for receiving and transferring the flat blank taken out,
- the infeeder includes a carrier that moves with the sixth panel of the cylindrical blank, and a pre-bending block that is fixed at a position immediately before the mandrel, and as the carrier moves downward, the sixth panel also follows.
- the heating station of the bottom forming means has a nozzle surface of a heater that heats the bottom panel of the container, a claw is provided on the nozzle surface that heats the inner surface of the third bottom panel, and is pointed 2 toward the third bottom panel.
- the nail of the book stands At the press station of the bottom forming means, the mandrel tip surface and the pressing surface are pressed from outside and inside the container bottom, and the mandrel tip surface is at a position corresponding to the folded sixth panel, and the third bottom panel is Provided with triangular embossing that contacts the position exposed on the inner surface of the container, The bottom of the container can be reliably obtained by folding the sixth panel.
- a paper container according to the present invention is a paper container having a cylindrical main body having four side walls and a substantially square cross section, an upper part and a bottom part, and formed by a packaging and filling device,
- the paper container is molded from a blank obtained by cutting a strip-shaped packaging material consisting of at least the outermost thermoplastic layer, the paper layer, and the innermost thermoplastic layer,
- the blank is provided with a shape and a folding line in which a paper container is developed,
- the blank corresponds to the first bottom panel and the third bottom panel extending from the lower ends of the first panel and the third panel corresponding to one opposing two container side walls, and the other corresponding to the two opposite container side walls.
- the third bottom panel has a sixth panel partially extending from the center of the lower end side of the third bottom panel;
- the sixth panel has a width of 15% to 65%, preferably 20% to 60%, more preferably 30% to 55% of the total length of the lower end side of the third bottom panel, and a height that allows easy folding.
- the packaging and filling device includes: a charging unit that takes out one blank from a supplied bundle of a plurality of blanks that are vertically sealed and flattened; and inserts the cylindrical blank; and forms a bottom portion of the cylindrical blank to form an upper opening and A bottom forming means for obtaining a container having a bottom, a filling means for filling liquid food from the upper opening, and an upper sealing means for heat-sealing the upper opening;
- the charging means takes out the blank, bends the sixth panel outward and folds the sixth panel to give a crease crease, and a rising means for raising the flat blank to the cylindrical blank.
- An infeeder for inserting the cylindrical blank into the mandrel of the bottom forming means with the folds on the sixth panel;
- the crease imparting means is a fan-shaped piece provided at a position corresponding to the sixth panel, which is an axis of a rotating roller for receiving and transferring the flat blank taken out,
- the infeeder includes a carrier that moves with the sixth panel of the cylindrical blank, and a pre-bending block that is fixed at a position immediately before the mandrel, and as the carrier moves downward, the sixth panel also follows.
- the heating station of the bottom forming means has a nozzle surface of a heater that heats the bottom panel of the container, a claw is provided on the nozzle surface that heats the inner surface of the third bottom panel, and is pointed 2 toward the third bottom panel.
- the nail of the book stands At the press station of the bottom forming means, the mandrel tip surface and the pressing surface are pressed from outside and inside the container bottom, and the mandrel tip surface is at a position corresponding to the folded sixth panel, and the third bottom panel is Provided with triangular embossing that contacts the position exposed on the inner surface of the container,
- the folded sixth panel is laminated between the first bottom panel and the third bottom panel, and the end surface of each bottom panel and the sixth panel is not exposed on the inner surface of the container bottom, It is characterized by that.
- the blank according to the present invention is a blank for a paper container having a cylindrical body having four side walls and a substantially square cross section, an upper part and a bottom part, and formed by a packaging and filling device,
- the paper container is molded from a blank obtained by cutting a strip-shaped packaging material consisting of at least the outermost thermoplastic layer, the paper layer, and the innermost thermoplastic layer,
- the blank is provided with a shape and a folding line in which a paper container is developed,
- the blank corresponds to the first bottom panel and the third bottom panel extending from the lower ends of the first panel and the third panel corresponding to one opposing two container side walls, and the second corresponding to the other two container side walls facing each other.
- the third bottom panel has a sixth panel partially extending from the center of the lower end side of the third bottom panel;
- the sixth panel has a width of 15% to 65%, preferably 20% to 60%, more preferably 30% to 55% of the total length of the lower end side of the third bottom panel, and a height that allows easy folding.
- the packaging and filling device includes: a charging unit that takes out one blank from a supplied bundle of a plurality of blanks that are vertically sealed and flattened; and inserts the cylindrical blank; and forms a bottom portion of the cylindrical blank to form an upper opening and A bottom forming means for obtaining a container having a bottom, a filling means for filling liquid food from the upper opening, and an upper sealing means for heat-sealing the upper opening;
- the charging means takes out the blank, bends the sixth panel outward and folds the sixth panel to give a crease crease, and a rising means for raising the flat blank to the cylindrical blank.
- An infeeder for inserting the cylindrical blank into the mandrel of the bottom forming means while holding the crease in the sixth panel;
- the crease imparting means is a fan-shaped piece provided at a position corresponding to the sixth panel, which is an axis of a rotating roller for receiving and transferring the flat blank taken out,
- the infeeder includes a carrier that moves with the sixth panel of the cylindrical blank, and a pre-bending block that is fixed at a position immediately before the mandrel, and as the carrier moves downward, the sixth panel also follows.
- the heating station of the bottom forming means has a nozzle surface of a heater that heats the bottom panel of the container, a claw is provided on the nozzle surface that heats the inner surface of the third bottom panel, and is pointed 2 toward the third bottom panel.
- the nail of the book stands At the press station of the bottom forming means, the mandrel tip surface and the pressing surface are pressed from outside and inside the container bottom, and the mandrel tip surface is at a position corresponding to the folded sixth panel, and the third bottom panel is Provided with triangular embossing that contacts the position exposed on the inner surface of the container,
- the upper shape of the paper container is a roof shape.
- the packaging and filling apparatus according to the present invention, the paper container obtained by the packaging and filling apparatus, and the blank used as the material of the packaging and filling apparatus of the packaging and filling apparatus have four side walls and have a substantially square cross section. Forming a paper container having a body, a top and a bottom. When the upper shape of the paper container is a roof type shape, the paper container is a roof type paper container and can be filled with liquid food such as milk and juice.
- a paper container is shape
- belt-shaped packaging material which consists of an outermost thermoplastic layer, a paper layer, and an innermost thermoplastic layer at least. Since the outermost layer and the innermost layer are made of a thermoplastic material such as polyethylene, they can be melt-softened by heating and heat-sealed by pressing each other.
- a blank is provided with the shape and folding line which developed the paper container.
- the blank is obtained by cutting a strip-shaped packaging material into a shape in which a paper container is developed, and is vertically sealed and formed into a cylindrical body.
- the band-shaped packaging material is pre-folded with a linear emboss to give a folding line.
- a folding line is also attached to the boundary with the lower end of the third bottom panel where the sixth panel is bent, so that the sixth panel can be easily bent.
- the blank corresponds to the first bottom panel and the third bottom panel extending from the lower ends of the first panel and the third panel corresponding to one opposing two container side walls, and the second corresponding to the other two container side walls facing each other.
- a second bottom panel and a fourth bottom panel extending from each lower end side of the second panel and the fourth panel, wherein the third bottom panel includes a sixth panel partially extending from the center of the lower end side of the third bottom panel. And having a plurality of upper panels corresponding to the top of the container.
- the first panel, the second panel, the third panel, and the fourth panel are sequentially joined adjacent to each other.
- the cross section has four side walls.
- a cylindrical body that is substantially square can be formed.
- a fifth panel extending from the side edge of the fourth panel can also be attached for vertical sealing.
- Each bottom panel can be folded to form the container bottom, and each top panel can be folded to form the container top.
- the sixth panel has a width of 15% to 65%, preferably 20% to 60%, more preferably 30% to 55% of the total length of the lower end side of the third bottom panel, and can be bent easily. Has a high height. Since the sixth panel is bent, the sixth panel can be protected with a length corresponding to the width of the sixth panel without exposing the end surface at the center of the lower end of the third bottom panel. As will be described later, the second bottom panel and the fourth bottom panel are folded inward by forming a triangular flap so that the lower end surfaces of the second and fourth bottom panels are on the outside. Geometrically, only the bottom center of the third bottom panel will be exposed.
- the packaging material is mainly made of paper
- the exposed portion may spread, shift, or bend.
- the width of the lower end side of the third bottom panel is 30% to 55% wide, it can be protected in accordance with the above-mentioned spread, displacement, deflection, etc., and has high reliability.
- the sixth panel is folded outward, and the second bottom panel and the fourth bottom panel are formed with a triangular flap so that the lower end surfaces of the second and fourth bottom panels are on the outside. And bend inward. Since the sixth panel is bent outward, the risk that the end surface of the sixth panel is exposed to the inside of the container can be eliminated.
- the second bottom panel and the fourth bottom panel are bent inward by forming a triangular flap so that the lower end surfaces of the second and fourth bottom panels are on the outer side. The fear that the end face is exposed inside the container can be eliminated.
- the first bottom panel and the third bottom panel are stacked on the outside of the second bottom panel and the fourth bottom panel such that the first bottom panel is outside the third bottom panel. Since the outer sides of the second bottom panel and the fourth bottom panel are covered with the first bottom panel and the third bottom panel, the outer end surfaces of the second bottom panel and the fourth bottom panel are the first bottom panel and the third bottom panel. Can be protected. Furthermore, since the first bottom panel is outside the third bottom panel, the respective end surfaces of the third bottom panel and the sixth panel are covered and protected by the first bottom panel. Only the minimum end face, that is, the lower end face of the first bottom panel can be exposed to the outside of the container on the outer surface of the container bottom. Since the outermost layer and the innermost layer are made of a thermoplastic material such as polyethylene, the outermost layer and the innermost layer can be heated and pressed from the inside and the outside of the bottom portion to be heat sealed.
- the packaging and filling device includes: a charging unit that takes out one blank from a supplied bundle of a plurality of blanks that are vertically sealed and flattened; and inserts the cylindrical blank; and forms a bottom portion of the cylindrical blank to form an upper opening and It comprises at least bottom forming means for obtaining a container having a bottom, filling means for filling liquid food from the top opening, and top sealing means for heat-sealing the top opening.
- a paper container can be manufactured by feeding a blank, which is a material for a paper container, forming a bottom portion thereof, filling a liquid in the container, and sealing the top.
- the charging means takes out one blank from a supplied bundle of a plurality of blanks that are vertically sealed and flattened, and loads the cylindrical blank.
- the charging means supplies a bundle of a plurality of blanks that are vertically sealed and flattened.
- One flat blank is taken out from a bundle of blanks and blanks. The taken blank can be made into a cylindrical shape and charged into the next step.
- the bottom molding means molds the bottom of the cylindrical blank to obtain a container having an upper opening and a bottom.
- the bottom molding means includes a plurality of mandrels provided radially on the rotating shaft, and a container is fitted to the mandrel from the upper opening, and the mandrel is rotated intermittently while the mandrel is rotated intermittently.
- the part is heated, the bottom panel is folded, and the mandrel tip surface and the pressing surface are pressed from outside and inside the container bottom to obtain a container having an upper opening and a bottom.
- liquid food such as milk and juice is filled from the upper opening. Since the container already has a bottom portion in addition to the side walls, it can be reliably filled with liquid food such as milk and juice.
- the upper opening of the container can be heat sealed by heating and pressing.
- a sterilizing agent such as a hydrogen peroxide solution for sterilizing the inside, a sterilizing means using high energy rays such as ultraviolet rays and electron beams, and heat sealing in advance
- the heating means, the nitrogen gas replacement means for the upper space of the container after the liquid food is filled can be installed.
- the charging means takes out the blank, bends the sixth panel outward and folds the sixth panel to give a crease crease, and a rising means for raising the flat blank to the cylindrical blank.
- the sixth panel has an infeeder for inserting the cylindrical blank into the mandrel of the bottom forming means while keeping the crease.
- the crease imparting means of the charging means folds the taken out sixth panel of the blank to the outside and imparts creases to the sixth panel. By folding the sixth panel, it is possible to accurately ensure the folding of the sixth panel in the subsequent steps.
- the removed blank sixth panel is in a state of protruding from a panel in which two sheets of the first bottom panel and the third bottom panel overlap.
- the two overlapping panels are not distorted or bent by the bending force applied to the sixth panel.
- the sixth panel is accurately folded at the boundary line with the two overlapping panels by the bending force, and a crease can be imparted to the sixth panel.
- a flat blank can be raised to a cylindrical blank.
- the cylindrical blank is inserted into the mandrel of the bottom forming means while the sixth panel has the crease.
- the infeeder includes a carrier that moves with the sixth panel of the cylindrical blank, and a pre-bending block that is fixed at a position immediately before the mandrel, and as the carrier moves downward, the sixth panel also follows. Fold the sixth panel at the corner of the tip of the pre-bending block.
- the crease of the sixth panel by the crease imparting means may return to the original straight position in an intermediate process.
- the cylindrical blank can be inserted into the mandrel of the bottom forming means while the sixth panel has the folds.
- the crease imparting means is a fan-shaped piece provided at a position corresponding to the sixth panel, which is an axis of a rotating roller for receiving and transferring the taken out flat blank.
- the removed flat blank is received by a rotating roller and transferred to the next step.
- the rotating roller detects the position of the blank, rotates the roller, and receives it while being sandwiched between the opposing rollers.
- a fan-shaped piece is provided at a position corresponding to the sixth panel on the shaft of the rotating roller.
- the rotating roller rotates the roller to receive the blank, and the fan-shaped piece of the shaft of the rotating roller also rotates, so that the fan-shaped piece hits the sixth panel and bends the sixth panel at a position corresponding to the sixth panel.
- a crease can be imparted.
- the heating station of the bottom forming means has a nozzle surface of a heater that heats the bottom panel of the container, a claw is provided on the nozzle surface that heats the inner surface of the third bottom panel, and is pointed 2 toward the third bottom panel.
- Book nails stand. Bending claws are provided on the nozzle surface. The bent claws have two claws that are pointed toward the third bottom panel. The tip of the nail hits the sixth panel surface with a broken crease and hot air passes through between the claws and directly hits the sixth panel surface to be heated. The sixth panel is bent by the bending claws, and is bent and fixed by heating.
- the mandrel tip surface and the pressing surface are pressed from outside and inside the container bottom, and the mandrel tip surface is at a position corresponding to the folded sixth panel, and the third bottom panel is Triangular embossing abutting on a position exposed on the inner surface of the container is provided.
- the triangular flaps of the second and fourth bottom panels form a triangular step on the inner surface of the container. Triangular embossing fits into a triangular step and presses the folded sixth panel to form a strong seal.
- the container bottom can be reliably obtained by accurately bending the sixth panel.
- the 6th panel can be easily folded, and the packaging filling device and the paper container that can secure the length sufficiently long to protect the end face of the packaging material. And blanks can be provided.
- FIG. 6 is a perspective view of a filled empty container (D) and a perspective view of a filled and sealed paper container (E). It is a perspective view which shows the top opening and bottom part decomposition
- FIG. 6 is a plan view (A) of a vertically sealed flat blank that can be used in the present invention, and partial plan views (B), (C), and (D) of a modified example of the sixth panel.
- a container 9 is formed.
- the paper container is a roof type paper container and can be filled with liquid food such as milk and juice.
- one side of the square is 73 mm, and the height of the container is 234 mm.
- the paper container 9 is a strip formed of an outermost thermoplastic layer, a paper layer, and an innermost thermoplastic layer. It is molded from a blank 12 obtained by cutting a packaging material.
- the outermost layer and the innermost layer are made of polyethylene heat-sealable material. It melts and softens by heating and heat seals by pressing against each other.
- the blank 12 has a shape in which the paper container 9 is developed and a plurality of folding lines.
- the blank 12 is obtained by cutting a strip-shaped packaging material (not shown) into a shape in which the paper container 9 is developed. Vertically sealed and formed into a cylindrical body.
- the band-shaped packaging material is preliminarily bent to be folded (folded line) with linear embossing to give the folding line.
- the folding line is also attached to the boundary with the lower end of the third bottom panel 3b where the sixth panel 6 is bent, so that the sixth panel 6 can be easily bent.
- the blank 12 includes a first bottom panel 1b and a third bottom panel extending from the lower ends of the first panel 1 and the third panel 3 corresponding to two opposing container side walls. 3b and a second bottom panel 2b and a fourth bottom panel 4b extending from the respective lower end sides of the second panel 4 and the fourth panel 4 corresponding to the other two opposite container side walls, and a third bottom panel 3b
- it has the 6th panel 6 partially extended from the center of the lower end side of the 3rd bottom panel 3b, and has several upper panels 1t, 2t, 3t, and 4t corresponding to the upper part 10 of the container 9.
- FIG. As shown in FIG.
- FIG. 1A shows a blank 13 in which the cylindrical main body vertically sealed by the fifth panel 5 is flattened.
- the sixth panel 6 is 15% to 65%, preferably 20% to 60%, more preferably the entire length D of the lower end side of the third bottom panel.
- the specific dimensions of the sixth panel depend on the container capacity (one side of the container). For example, when one side is 73 mm, the width is, for example, 20 to 40 mm. If it is less than the lower limit value, the end surface at the center of the lower end of the third bottom panel may be exposed. On the other hand, if the upper limit is exceeded, the length to be bent becomes long, and the sixth panel becomes difficult to be bent. By bending the sixth panel, the end surface at the center of the lower end of the third bottom panel is protected by a length corresponding to the width of the sixth panel.
- the sixth panel 6 has a trapezoidal shape, an inverted trapezoidal shape, a rectangular shape, and the like, which can be appropriately selected and changed.
- the height h of the sixth panel is a height that can be easily folded by the prior folding means (folding means) in the packaging and filling apparatus, and depends on the specifications of the prior folding means (folding means).
- the second bottom panel 2b and the fourth bottom panel 4b are formed by forming a triangular flap so that the lower end surfaces of the second and fourth bottom panels 2b and 4b are outside. Can be folded.
- FIGS. 4 and 2B only the bottom center 3bc of the third bottom panel 3b is exposed on the inner side of the bottom surface 11 of the container. Since the packaging material is mainly made of paper, the exposed portion may actually spread, shift, or bend. In this aspect, the width is 30% to 55% of the entire length of the lower end side of the third bottom panel, so that protection is provided in accordance with the above-described spread, displacement, deflection, and the like.
- the sixth panel 6 is bent outward, and the second bottom panel 2b and the fourth bottom panel 4b are connected to the second and fourth bottom panels 2b. And a triangular flap is formed so that the lower end surface of 4b is on the outside, and is bent inward. Since the 6th panel 6 is bend
- the first bottom panel 1b and the third bottom panel 3b are placed so that the first bottom panel 1b is outside the third bottom panel 3b.
- the second bottom panel 2b and the fourth bottom panel 4b are overlaid on the outside. Since the outer sides of the second bottom panel 2b and the fourth bottom panel 4b are covered with the first bottom panel 1b and the third bottom panel 3b, the outer end surfaces of the second bottom panel 2b and the fourth bottom panel 4b are the first bottom part. It is protected by the panel 1b and the third bottom panel 3b.
- first bottom panel 1b is outside the third bottom panel 3b, the respective end surfaces of the third bottom panel 3b and the sixth panel 6 are covered and protected by the first bottom panel 1b. Only the lower end surface of the first bottom panel is exposed to the outside of the container on the outer surface of the container bottom.
- the packaging and filling apparatus of this aspect takes out one blank 13 from a supplied bundle of a plurality of blanks that are vertically sealed and flattened, and loads a cylindrical blank 8.
- a paper container 9 is manufactured.
- the charging means 15 takes out one blank 13 from the supplied bundle 20 of a plurality of blanks that are vertically sealed and flattened, and charges the cylindrical blank 8 into the bottom forming means 16.
- the charging means 15 takes out the blank 13 and folds the sixth panel 6 outward to give out the folds to the sixth panel 6, and takes out the flat blank up to the cylindrical blank.
- an infeeder 23 for inserting the cylindrical blank into the mandrel of the bottom forming means with the folds on the sixth panel.
- the take-out means 21 supplies a plurality of blank bundles which are vertically sealed and flattened, and takes out one flat blank from the blank bundle 20 and blanks.
- the crease imparting means of the take-out means 21 bends the taken out sixth panel of the blank to the outside to impart creases to the sixth panel.
- the folding to the sixth panel ensures accurate folding of the sixth panel in subsequent steps.
- the blank sixth panel 6 taken out is in a state of protruding from a panel in which the first bottom panel (1b) and the third bottom panel 3b overlap. Since the two overlapped panels have high rigidity, the two overlapping panels 1b and 3b are not distorted and bent by the bending force applied to the sixth panel 6.
- the sixth panel 6 is accurately folded by the bending force at the boundary line (folding line) between the two overlapping panels, and a crease is imparted to the sixth panel.
- the take-out means 21 and crease imparting means (not shown in FIG. 5) of this aspect will be described with reference to FIGS.
- the take-out means 21 includes a suction means 24 that sucks and pulls down one blank 13 from the bundle 20 using a suction force, an arc-shaped roller 25 that sandwiches and conveys the edge of the blank 13, and a counter roller 26.
- three arcuate rollers 25 are on the axis 27 of the rotating roller.
- the crease imparting means 28 is a fan-shaped piece 28 provided at a position corresponding to the sixth panel on the shaft 27 of the rotating roller for receiving and transferring the flat blank taken out.
- the extracted flat blank 13 is received by the rotating roller 25 and transferred to the next step.
- the rotating roller 25 detects the position of the blank, rotates the roller, and receives it while being sandwiched between the opposing rollers 26.
- a fan-shaped piece 28 is provided on the shaft 27 of the rotating roller 25 at a position corresponding to the sixth panel.
- the rotating roller 25 rotates the roller to receive the blank 13 and the fan-shaped piece 28 of the axis of the rotating roller also rotates.
- the fan-shaped piece 28 hits the sixth panel and bends and folds the sixth panel. Grant a spear.
- the flat blank 13 is raised to the cylindrical blank 8 as shown in FIG.
- the cylindrical blank 8 is inserted into the mandrel of the bottom forming means 16 with the folds on the sixth panel.
- the crease of the sixth panel by the crease imparting means may return to the original straight position in an intermediate process.
- the cylindrical blank 8 is inserted into the mandrel of the bottom forming means 16 while the sixth panel 6 is kept folded.
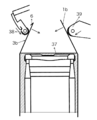
- FIG. 7 a state in which a crease is provided on the sixth panel at the tip of the infeeder 23 of this aspect is shown.
- the front end part of the feeder conveyor 29 of the infeeder 23 with respect to the mandrel 28 of the bottom forming means 16 is shown.
- the pre-bending mechanism has a carrier 30 attached to a feeder conveyor 29.
- the cylindrical blank 8 (not shown in FIG. 7) is positioned in front of the carrier 30 of the feeder conveyor 29, and the carrier 30 moves to the cylindrical blank 8 as the cylindrical blank 8 moves along the feeder conveyor 29.
- the pre-bending block 31 is fixed and attached further forward of the front end portion of the feeder conveyor 29.
- the pre-bending block 31 is positioned immediately before the mandrel 28 is positioned to transfer the cylindrical blank 8 at the front end of the feeder conveyor 29.
- the feeder conveyor 29 descends downward to return to the original, and as a result, the carrier 30 also begins to move downward.
- a narrow clearance space is provided between the tip of the carrier 30 and the tip of the pre-folding block 31.
- the sixth panel 6 also follows, and the sixth panel 6 is bent at the corner 31a at the tip of the pre-folding block 31, and the folds are maintained in the sixth panel.
- the carrier 30 moves away from the mandrel 28 and the sixth panel 6.
- the bottom molding means 16 molds the bottom of the cylindrical blank to obtain a container 14 having an upper opening and a bottom.
- the bottom forming means 16 is provided with a plurality of mandrels radially provided on the rotating shaft, and a container is fitted to the mandrel from the upper opening, and the mandrel is rotated intermittently while the mandrel is rotated intermittently.
- the part is heated at the heating station 32, the bottom panel is folded at the panel folding station 33, and the mandrel tip and pressing surfaces are pressed by the press station 34 from outside and inside the container bottom to form a container 14 having an upper opening and a bottom. Get.
- the bottom shaping means 16 conveys the blank by means of a rotatable mandrel assembly constituted by a plurality of radially outwardly facing mandrels.
- the mandrel is rotated to the heating station 32 and the blank bottom panel is heated with a suitable heating device.
- This heating device is a device that blows hot air from the nozzles onto the lower panel.
- the mandrel is rotated to the next panel folding station 33 to fold the bottom panel and form a sealed bottom end wall of the container at the press station 34.
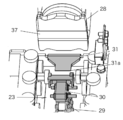
- the inner nozzle 35a and the outer nozzle 35b of the heater respectively heat the inner surface and the outer surface of the bottom panel (not shown in FIG. 8) by blowing hot air.
- the heater approaches the tip of the mandrel so that the bottom panel fits into the gap between the assembled inner nozzle 35a and outer nozzle 35b.
- the inner nozzle 35a1 heats the inner surface of the first bottom panel 1b
- the inner nozzle 35a4 heats the inner surface of the fourth bottom panel 4b.
- the outer nozzle 35b2 heats the outer surface of the second bottom panel 2b
- the outer nozzle 35b3 heats the inner surface of the third bottom panel 3b.
- a bending claw 36 is provided on the upper portion of the outer nozzle 35b3.
- the bent claws 36 have two claws that are pointed toward the third bottom panel 3b.
- the tip of the nail hits the sixth panel surface with a broken crease and hot air passes through between the claws and directly hits the sixth panel surface to be heated.
- the sixth panel is bent by the bending claws 36, and is bent and fixed by heating.
- FIG. 9 shows that the second bottom panel 2b and the fourth bottom panel 4b are connected to the lower end surfaces 2be and 4be of the second and fourth bottom panels 2b and 4b by the arms 36a and 36a of the second and fourth panel folding members 36 and 36, respectively.
- a state in which a triangular flap is formed so as to be on the outside and folded inward is shown.
- FIG. 9 does not show the first bottom panel 1b and the third bottom panel 3b.
- FIG. 10 shows how the first and third bottom panels 1b and 3b are folded by the first panel folding member 39 and the third panel folding member 38 of the bottom forming means.
- FIG. 10 does not show the second bottom panel and the fourth bottom panel.
- the sixth panel 6 has already been bent outward by a prior folding mechanism.
- the third bottom panel 3b is replaced by the second bottom panel 2b and the fourth bottom panel 4b (not shown in FIG. 10) by the third panel folding member 38 so that the first bottom panel 1b is outside the third bottom panel 3b. Z) on the outside.
- the first bottom panel 1b is folded by the first panel folding member 39 so that the first bottom panel 1b is outside the third bottom panel 3b.
- the outer sides of the second bottom panel 2b and the fourth bottom panel 4b are covered with the first bottom panel 1b and the third bottom panel 3b.
- the first bottom panel 1b covers the end surfaces of the third bottom panel 3b and the sixth panel 6.
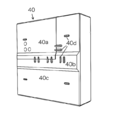
- the pressing surface 40 of this aspect includes a flat surface 40a that faces the outer surface of the first bottom panel 1b, a flat surface 40c that faces the outer surface of the third bottom panel 3b, a groove on the bottom 11 of the container, a top flat ridge surface 40b, a seal It has a plurality of embossing 40d which reinforces.
- the mandrel front end surface 37 has a triangular embossing that is in a position corresponding to the folded sixth panel and where the third bottom panel is exposed to the inner surface of the container. 41 is provided.
- the triangular flaps of the second and fourth bottom panels 2b and 4b form a triangular step H on the inner surface of the container as shown in FIG.
- the triangular emboss 41 fits into the triangular step H and presses the folded sixth panel to form a strong seal.
- liquid food such as milk and juice is filled from the opening of the container upper part 10.
- the container already has a bottom.
- the opening of the container upper part 10 is heat-sealed by heating and pressing.
- sterilizing means using a high energy beam such as ultraviolet rays and electron beams, heat sealing, which is not shown in FIG.
- Preliminary heating means nitrogen gas replacement means for the container upper space after filling with liquid food is provided.
- the sixth panel is accurately folded to reliably obtain the container bottom.
- the 6th panel can be easily folded, and the packaging filling device and the paper container that can secure the length sufficiently long to protect the end face of the packaging material. And provide blanks.
- the present invention is not limited to the embodiments, and various modifications can be made based on the gist of the present invention, and they are not excluded from the scope of the present invention.
- the present invention can be applied to the manufacture of liquid food packaging.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Cartons (AREA)
- Making Paper Articles (AREA)
- Supplying Of Containers To The Packaging Station (AREA)
- Basic Packing Technique (AREA)
- Containers Having Bodies Formed In One Piece (AREA)
Abstract
Description
包装充填装置では、事前の折り曲げ構成を用いず、内外面のポリエチレンなどの熱可塑性樹脂層を加熱し溶融軟化する加熱ステップの後に、容器の底部形成ステップで、第6パネルを2つの湾曲部を有する折り曲げ部材で折り曲げる(例えば、特許文献1参照)。
この発明は、底部形成ステップまでに、第6パネルを、容易に折り曲げ可能な状態にし、折り曲げた箇所が包装材料端面を保護するに必要十分な長さを確保することができる包装充填装置、紙容器及びブランクを提供することを目的とする。
紙容器は、少なくとも最外熱可塑性層と紙層と最内熱可塑性層とからなる帯状包装材料を裁断して得られたブランクから成形され、
ブランクは、紙容器を展開した形状及び折込み線を備え、
ブランクは、一方の対向する2つの容器側壁に相当する第1パネル及び第3パネルの各下端辺から延びる第1底部パネル及び第3底部パネルと、他方の対向する2つの容器側壁に相当する第2パネル及び第4パネルの各下端辺から延びる第2底部パネル及び第4底部パネルとを有し、
第3底部パネルが、第3底部パネルの下端辺の中央から部分的に延びる第6パネルを有し、
第6パネルが、第3底部パネルの下端辺の全長の15%~65%、好ましくは、20%~60%、より好ましくは30%~55%の幅及び折り曲げ容易可能な高さを有し、
容器の上部に対応する複数の上部パネルを有し、
紙容器の底部は、第6パネルを外側に折り曲げ、第2底部パネル及び第4底部パネルを、第2及び第4底部パネルの下端面が外側になるように三角形状フラップを形成して内側に折り曲げて、第1底部パネルが第3底部パネルの外側になるように、第1底部パネル及び第3底部パネルを、第2底部パネル及び第4底部パネルの外側に重ね、内側及び外側から押圧及びヒートシールして得られ、
包装充填装置は、縦シールされ平たくされた複数のブランクの供給された束から1つのブランクを取出して筒状ブランクを装入する装入手段と、筒状ブランクの底部を成形して上部開口及び底部を有する容器を得る底部成形手段、上部開口から液体食品を充填する充填手段と、上部開口をヒートシールする上部密封手段とを、少なくとも備え、
装入手段は、ブランクを取出し、第6パネルを外側に折り曲げて第6パネルに折り癖を付与する折り癖付与手段を有する取出し手段と、平たいブランクを筒状ブランクに立上がらせる立上がり手段と、第6パネルに折り癖を持たせたまま筒状ブランクを底部成形手段のマンドレルに挿入させるインフィーダーとを有し、
折り癖付与手段が、取出された平たいブランクを受取り移す回転ローラーの軸であって第6パネル対応位置に設けられた扇状片であり、
インフィーダーが、筒状ブランクの第6パネルと共に移動するキャリア、及びマンドレルの直前の位置に固定された事前折り曲げブロックとを備え、キャリアが下方向に移動するのに従って、第6パネルも追随させ、事前折り曲げブロックの先端の角で第6パネルを折り曲げ、
底部成形手段の加熱ステーションは、容器底部パネルを加熱するヒーターのノズル面を有し、第3底部パネルの内面を加熱するノズル面に折り曲げ爪が備えられ、第3底部パネルに向けて尖った2本の爪が立ち、
底部成形手段のプレスステーションで、マンドレル先端面と押圧面とで容器底部の外と内から押圧し、マンドレル先端面に、折り曲げられた第6パネルに対応する位置であって、第3底部パネルが容器内面に露出する位置に当接する三角状エンボスを備える、
第6パネルを折り曲げて確実に容器底部を得ることができることを特徴とする。
紙容器は、少なくとも最外熱可塑性層と紙層と最内熱可塑性層とからなる帯状包装材料を裁断して得られたブランクから成形され、
ブランクは、紙容器を展開した形状及び折込み線を備え、
ブランクが、一方の対向する2つの容器側壁に相当する第1パネル及び第3パネルの各下端辺から延びる第1底部パネル及び第3底部パネルと、他方の対向する2つの容器側壁に相当する第2パネル及び第4パネルの各下端辺から延びる第2底部パネル及び第4底部パネルとを有し、
第3底部パネルが、第3底部パネルの下端辺の中央から部分的に延びる第6パネルを有し、
第6パネルが、第3底部パネルの下端辺の全長の15%~65%、好ましくは、20%~60%、より好ましくは30%~55%の幅及び折り曲げ容易可能な高さを有し、
容器の上部に対応する複数の上部パネルを有し、
紙容器の底部は、第6パネルを外側に折り曲げ、第2底部パネル及び第4底部パネルを、第2及び第4底部パネルの下端面が外側になるように三角形状フラップを形成して内側に折り曲げて、第1底部パネルが第3底部パネルの外側になるように、第1底部パネル及び第3底部パネルを、第2底部パネル及び第4底部パネルの外側に重ね、内側及び外側から押圧及びヒートシールして得られ、
包装充填装置は、縦シールされ平たくされた複数のブランクの供給された束から1つのブランクを取出して筒状ブランクを装入する装入手段と、筒状ブランクの底部を成形して上部開口及び底部を有する容器を得る底部成形手段、上部開口から液体食品を充填する充填手段と、上部開口をヒートシールする上部密封手段とを、少なくとも備え、
装入手段は、ブランクを取出し、第6パネルを外側に折り曲げて第6パネルに折り癖を付与する折り癖付与手段を有する取出し手段と、平たいブランクを筒状ブランクに立上がらせる立上がり手段と、第6パネルに折り癖を持たせたまま筒状ブランクを底部成形手段のマンドレルに挿入させるインフィーダーとを有し、
折り癖付与手段が、取出された平たいブランクを受取り移す回転ローラーの軸であって第6パネル対応位置に設けられた扇状片であり、
インフィーダーが、筒状ブランクの第6パネルと共に移動するキャリア、及びマンドレルの直前の位置に固定された事前折り曲げブロックとを備え、キャリアが下方向に移動するのに従って、第6パネルも追随させ、事前折り曲げブロックの先端の角で第6パネルを折り曲げ、
底部成形手段の加熱ステーションは、容器底部パネルを加熱するヒーターのノズル面を有し、第3底部パネルの内面を加熱するノズル面に折り曲げ爪が備えられ、第3底部パネルに向けて尖った2本の爪が立ち、
底部成形手段のプレスステーションで、マンドレル先端面と押圧面とで容器底部の外と内から押圧し、マンドレル先端面に、折り曲げられた第6パネルに対応する位置であって、第3底部パネルが容器内面に露出する位置に当接する三角状エンボスを備える、
折り曲げられた第6パネルが第1底部パネルと第3底部パネルとの間に積層され、各底部パネル及び第6パネルの端面が容器底部内面に露出していない、
ことを特徴とする。
紙容器は、少なくとも最外熱可塑性層と紙層と最内熱可塑性層とからなる帯状包装材料を裁断して得られたブランクから成形され、
ブランクは、紙容器を展開した形状及び折込み線を備え、
ブランクは、一方の対向する2つの容器側壁に相当する第1パネル及び第3パネルの各下端辺から延びる第1底部パネル及び第3底部パネルと、他方の対向する2つの容器側壁に相当する第2パネル及び第4パネルの各下端辺から延びる第2底部パネル及び第4底部パネルとを有し、
第3底部パネルが、第3底部パネルの下端辺の中央から部分的に延びる第6パネルを有し、
第6パネルが、第3底部パネルの下端辺の全長の15%~65%、好ましくは、20%~60%、より好ましくは30%~55%の幅及び折り曲げ容易可能な高さを有し、
容器の上部に対応する複数の上部パネルを有し、
紙容器の底部は、第6パネルを外側に折り曲げ、第2底部パネル及び第4底部パネルを、第2及び第4底部パネルの下端面が外側になるように三角形状フラップを形成して内側に折り曲げて、第1底部パネルが第3底部パネルの外側になるように、第1底部パネル及び第3底部パネルを、第2底部パネル及び第4底部パネルの外側に重ね、内側及び外側から押圧及びヒートシールして得られ、
包装充填装置は、縦シールされ平たくされた複数のブランクの供給された束から1つのブランクを取出して筒状ブランクを装入する装入手段と、筒状ブランクの底部を成形して上部開口及び底部を有する容器を得る底部成形手段、上部開口から液体食品を充填する充填手段と、上部開口をヒートシールする上部密封手段とを、少なくとも備え、
装入手段は、ブランクを取出し、第6パネルを外側に折り曲げて第6パネルに折り癖を付与する折り癖付与手段を有する取出し手段と、平たいブランクを筒状ブランクに立上がらせる立上がり手段と、第6パネルに折り癖を持たせたまま筒状ブランクを底部成形手段のマンドレルに挿入させるインフィーダーとを有し、
折り癖付与手段が、取出された平たいブランクを受取り移す回転ローラーの軸であって第6パネル対応位置に設けられた扇状片であり、
インフィーダーが、筒状ブランクの第6パネルと共に移動するキャリア、及びマンドレルの直前の位置に固定された事前折り曲げブロックとを備え、キャリアが下方向に移動するのに従って、第6パネルも追随させ、事前折り曲げブロックの先端の角で第6パネルを折り曲げ、
底部成形手段の加熱ステーションは、容器底部パネルを加熱するヒーターのノズル面を有し、第3底部パネルの内面を加熱するノズル面に折り曲げ爪が備えられ、第3底部パネルに向けて尖った2本の爪が立ち、
底部成形手段のプレスステーションで、マンドレル先端面と押圧面とで容器底部の外と内から押圧し、マンドレル先端面に、折り曲げられた第6パネルに対応する位置であって、第3底部パネルが容器内面に露出する位置に当接する三角状エンボスを備える、
紙容器の上部形状が、屋根型形状である
ことを特徴とする。
この発明による包装充填装置、この包装充填装置によって得られる紙容器、この包装充填装置に用いられその紙容器の材料であるブランクは、4枚の側壁を有し断面が実質的に正方形である筒状本体、上部及び底部を有する紙容器を形成する。
紙容器の上部形状が、屋根型形状である場合、紙容器は、屋根型紙容器であり、牛乳、ジュース等液体食品を包装充填することができる。
最外層及び最内層が、ポリエチレンなどの熱可塑性材料からなるので、加熱することによって、溶融軟化し、お互いに押圧することによって、ヒートシールすることができる。
ブランクは、紙容器を展開した形状に帯状包装材料を裁断して得られ、縦シールして筒状体に成形される。帯状包装材料に前もって折り曲げ予定線に、線状のエンボスを施して折込み線を付す。この発明においては、第6パネルが折り曲げられる第3底部パネルの下端との境界にも、折込み線を付し、第6パネルの折り曲げを容易にすることができる。
第1パネル、第2パネル、第3パネル及び第4パネルが順次、隣接して接合しており、第1パネルと第4パネルとを縦シールすることによって、4枚の側壁を有し断面が実質的に正方形である筒状本体を成形することができる。縦シールのために、第4パネルの側端辺から延びる第5パネルも付けつことができる。
各底部パネルを折畳んで容器底部を、また、各上部パネルを折畳んで容器上部を成形することができる。
第6パネルは折り曲げられるので、第6パネルの幅に相当する長さで、第3底部パネルの下端中央の端面が露出すること無く、保護することができる。
後述するように、第2底部パネル及び第4底部パネルを、第2及び第4底部パネルの下端面が外側になるように三角形状フラップを形成して内側に折り曲げるので、容器底面内側には、幾何学上、第3底部パネルの下端中央のみが露出することになる。しかしながら、包装材料が紙主体からなるので、露出部分が広がり、ズレ、若しくは撓むことがある。この発明の特徴において、第3底部パネルの下端辺の全長の30%~55%の広幅であるので、上記の広がり、ズレ、撓みなどに対応して保護することができ、信頼性の高い、容器とすることができる。
第6パネルが外側に折り曲げられるために、第6パネルの端面が容器内側に露出する恐れを無くすことができる。
また、第2底部パネル及び第4底部パネルは、第2及び第4底部パネルの下端面が外側になるように三角形状フラップを形成して内側に折り曲げるので、第2及び第4底部パネルの下端面が容器内側に露出する恐れを無くすことができる。
紙容器の底部の形成においては、第1底部パネルが第3底部パネルの外側になるように、第1底部パネル及び第3底部パネルを、第2底部パネル及び第4底部パネルの外側に重ねる。
第2底部パネル及び第4底部パネルの外側を、第1底部パネル及び第3底部パネルで覆うので、第2底部パネル及び第4底部パネルの外側の端面が、第1底部パネル及び第3底部パネルで保護することができる。更に、第1底部パネルが第3底部パネルの外側になるので、第3底部パネルと第6パネルとのそれぞれの端面が、第1底部パネルで覆われ保護される。容器底部の外面には、最小限の端面、すなわち、第1底部パネルの下端面のみが、容器外側に露出することに留めることができる。
最外層及び最内層が、ポリエチレンなどの熱可塑性材料からなるので、加熱し、底部の内側及び外側から押圧して、ヒートシールすることができる。
包装充填装置では、紙容器の材料であるブランクを送入し、その底部を形成し、容器内に液体を充填し、上部を密封して紙容器を製造することができる。
装入手段では、縦シールされ平たくされた複数のブランクの束を供給する。ブランクの束、ブランクスから、1枚の平たいブランクを取り出す。取出したブランクを筒状にして次のステップへ装入することができる。
底部成形手段は、具体的には、回転軸に複数本のマンドレルが放射状に設けられ、マンドレルに上部開口から容器を嵌合させ、マンドレルを間欠的に回転させながら、マンドレル外端側の容器底部部分を加熱し、底部パネルを折畳み、マンドレル先端面と押圧面とで容器底部の外と内から押圧して、上部開口及び底部を有する容器を得ることができる。
容器には、側壁の他、底部が既に形成されているので、確実に牛乳、ジュース等の液体食品を充填することができる。
この包装充填装置においては、必要に応じて、容器内面、内部を殺菌する過酸化水素液などの殺菌剤、紫外線や電子線などの高エネルギー線を利用した殺菌手段、ヒートシールを容易にする事前の加熱手段、液体食品を充填した後の容器上部空隙への窒素ガス置換手段などを設置することができる。
装入手段の折り癖付与手段は、取出されたブランクの第6パネルを外側に折り曲げて第6パネルに折り癖を付与する。第6パネルへの折り癖によって、この後のステップでの第6パネルの折り曲げを正確に確実にすることができる。
取出されたブランクの第6パネルは、第1底部パネルと第3底部パネルとの2枚が重なったパネルから突出した状態である。2枚が重なったパネルは剛性が高いので、第6パネルに掛かった折り曲げ力によって、2枚の重なったパネルが歪むことも無く、撓むこと無い。折り曲げ力によって第6パネルが、2枚の重なったパネルとの境界線で正確に折り曲げられ、第6パネルに折り癖を付与することができる。
インフィーダーでは、第6パネルに折り癖を持たせたまま筒状ブランクを底部成形手段のマンドレルに挿入させる。
インフィーダーが、筒状ブランクの第6パネルと共に移動するキャリア、及びマンドレルの直前の位置に固定された事前折り曲げブロックとを備え、キャリアが下方向に移動するのに従って、第6パネルも追随させ、事前折り曲げブロックの先端の角で第6パネルを折り曲げる。
折り癖付与手段による第6パネルの折り癖は、途中の工程で元の真っ直な位置に戻る恐れがある。インフィーダーでは、第6パネルに折り癖を持たせたまま筒状ブランクを底部成形手段のマンドレルに挿入させることができる。
取出された平たいブランクは、回転ローラーで、受け取られ、次のステップに移送される。回転ローラーは、ブランクの位置を検知してローラーを回転させ、対向ローラーとで挟みながら受け取る。
回転ローラーの軸には、第6パネル対応位置に扇状片が設けられる。回転ローラーは、ローラーを回転させ、ブランクを受け取ると共に、回転ローラーの軸の扇状片も回転し、第6パネル対応位置で、扇状片が第6パネルに当たり第6パネルを折り曲げることができる。折り癖を付与することができる。
底部成形手段の加熱ステーションは、容器底部パネルを加熱するヒーターのノズル面を有し、第3底部パネルの内面を加熱するノズル面に折り曲げ爪が備えられ、第3底部パネルに向けて尖った2本の爪が立つ。
ノズル面に、折り曲げ爪が設けられている。折り曲げ爪は、第3底部パネルに向けて尖った2本の爪が立つ。爪先端が折れ癖が付いた第6パネル面と突き当たり、爪の間からホットエアーが通過して第6パネル面に直接に当って加熱される。
折り曲げ爪によって、第6パネルが折り曲がり、加熱により折り曲がり固定される。
底部成形手段のプレスステーションで、マンドレル先端面と押圧面とで容器底部の外と内から押圧し、マンドレル先端面に、折り曲げられた第6パネルに対応する位置であって、第3底部パネルが容器内面に露出する位置に当接する三角状エンボスを備える。
第2及び第4底部パネルの三角形状フラップは、容器内面に三角状段差を形成する。三角状エンボスは三角状段差に嵌まり、折り曲げられた第6パネルを押圧し、強固なシールを形成することができる。
底部形成ステップまでに、第6パネルを、容易に折り曲げ可能な状態にし、折り曲げた箇所が包装材料端面を保護するに必要なほどに十分に長さを確保することができる包装充填装置、紙容器及びブランクを提供することができる。
この発明の実施の形態では、図1(C)及び(E)に示すように、4枚の側壁を有し断面が実質的に正方形である筒状本体8、上部10及び底部11を有する紙容器9を形成する。
紙容器の上部形状が、屋根型形状である場合、紙容器は、屋根型紙容器であり、牛乳、ジュース等液体食品を包装充填することができる。
通常の1リッター容量の容器の場合、上記正方形の1辺は、73mmであり、容器の高さは、234mmになる。
最外層及び最内層が、ポリエチレンのヒートシール性材料からなる。加熱することによって、溶融軟化し、お互いに押圧することによって、ヒートシールする。
ブランク12は、紙容器9を展開した形状に帯状包装材料(図示せず)を裁断して得られる。縦シールして筒状体に成形される。帯状包装材料に前もって折り曲げ予定線(折込み線)に、線状のエンボスを施して折込み線を付す。この態様においては、第6パネル6が折り曲げられる第3底部パネル3bの下端との境界にも、折込み線を付し、第6パネル6の折り曲げを容易にする。
図1(A)に示すように、第1パネル1、第2パネル2、第3パネル3及び第4パネル4が順次、隣接して接合しており、第1パネル1と第4パネル4とを縦シールすることによって、4枚の側壁を有し断面が実質的に正方形である筒状本体を成形する。縦シールのために、第4パネルの側端辺から延びる第5パネル5を有する。
第5パネル5で縦シールされた筒状本体が平坦にされたブランク13を、図1(B)に示す。
第6パネルの具体的な寸法は、容器容量(容器の1辺)に依存し、例えば、1辺が73mmである場合、その幅は、例えば、20~40mmである。下限値未満では、第3底部パネルの下端中央の端面が露出する恐れがある。他方、上限値を超えると折り曲げるべき長さが長くなり、第6パネルが折り曲げ難くなる。
第6パネルの折り曲げによって、第6パネルの幅に相当する長さで、第3底部パネルの下端中央の端面が保護される。
第6パネルの高さhは、包装充填装置内の事前の折り曲げ手段(折り癖手段)によって折り曲げ容易可能な高さであって、事前の折り曲げ手段(折り癖手段)の仕様に依存する。
容器底面11の内側には、設計上、図4及び図2(B)に示すように、第3底部パネル3bの下端中央3bcのみが露出する。包装材料が紙主体からなるので、実際には、露出部分が広がり、ズレ、若しくは撓むことがある。この態様の特徴において、第3底部パネルの下端辺の全長の30%~55%の広幅であるので、上記の広がり、ズレ、撓みなどに対応して保護する。
第6パネル6が外側に折り曲げられるために、図2(B)に示すように、第6パネル6の端面6eが容器内側に露出する恐れを無い。
第2底部パネル2b及び第4底部パネル4bの外側を、第1底部パネル1b及び第3底部パネル3bで覆うので、第2底部パネル2b及び第4底部パネル4bの外側の端面が、第1底部パネル1b及び第3底部パネル3bで保護する。更に、第1底部パネル1bが第3底部パネル3bの外側になるので、第3底部パネル3bと第6パネル6とのそれぞれの端面が、第1底部パネル1bで覆われ保護される。容器底部の外面には、第1底部パネルの下端面のみが、容器外側に露出する。
包装充填装置では、紙容器の材料の、縦シールされた筒状本体が平坦にされたブランク13を送入し、容器底部11を形成し、容器内に液体を充填し、上部を密封して紙容器9を製造する。
装入手段15は、ブランク13を取出し、第6パネル6を外側に折り曲げて第6パネル6に折り癖を付与する折り癖付与手段を有する取出し手段21と、平たいブランクを筒状ブランクに立上がらせる立上がり手段22と、第6パネルに折り癖を持たせたまま筒状ブランクを底部成形手段のマンドレルに挿入させるインフィーダー23とを有する。
取出し手段21は、縦シールされ平たくされた複数のブランクの束を供給し、ブランクの束20、ブランクスから、1枚の平たいブランクを取り出す。
取出されたブランクの第6パネル6は、図3(A)に示すように、第1底部パネル(1b)と第3底部パネル3bとの2枚が重なったパネルから突出した状態である。2枚が重なったパネルは剛性が高いので、第6パネル6に掛かった折り曲げ力によって、2枚の重なったパネル1b、3bが歪むことも無く、撓むこと無い。折り曲げ力によって第6パネル6が、2枚の重なったパネルとの境界線(折込み線)で正確に折り曲げられ、第6パネルに折り癖を付与する。
取出し手段21は、吸引力を用いて束20から1枚のブランク13を吸引して倒す吸引手段24と、ブランクス13の縁部を挟み搬送する円弧状ローラー25と対向ローラー26とを備える。この態様では、3個の円弧状ローラー25が、回転ローラーの軸27にある。
取出された平たいブランク13は、回転ローラー25で、受け取られ、次のステップに移送される。回転ローラー25では、ブランクの位置を検知してローラーを回転させ、対向ローラー26とで挟みながら受け取る。
回転ローラー25の軸27には、第6パネル対応位置に扇状片28が設けられる。回転ローラー25は、ローラーを回転させ、ブランク13を受け取ると共に、回転ローラーの軸の扇状片28も回転し、第6パネル対応位置で、扇状片28が第6パネルに当たり第6パネルを折り曲げ、折り癖を付与する。
折り癖付与手段による第6パネルの折り癖は、途中の工程で元の真っ直な位置に戻る恐れがある。インフィーダーでは、第6パネル6に折り癖を持たせたまま筒状ブランク8を底部成形手段16のマンドレルに挿入させる。
底部成形手段16のマンドレル28に対する、インフィーダー23のフィダーコンベア29の前端部を示す。事前折り曲げメカニズムでは、フィダーコンベア29に取り付けたキャリア30を有する。筒状ブランク8(図7に図示せず)をフィダーコンベア29のキャリア30の前に位置させ、筒状ブランク8がフィダーコンベア29に沿って移動するのに従って、キャリア30はこの筒状ブランク8に追従する。事前折り曲げブロック31を、フィダーコンベア29の前端部の更に前方に固定して取り付ける。この事前折り曲げブロック31は、フィダーコンベア29の前端部で筒状ブランク8を移載するためにマンドレル28が位置する直前に位置する。筒状ブランク8がマンドレル28に移載されるのに従って、フィダーコンベア29は、元に戻るために、下方の降り、その結果としてキャリア30も下方向に移動し始める。キャリア30が事前折り曲げブロック31の側を通過するのに従って、このキャリア30の先端と事前折り曲げブロック31の先端の間に狭いクリアランスの空間が設けられる。キャリア30が下方向に移動するのに従って、第6パネル6も追随し、事前折り曲げブロック31の先端の角31aで第6パネル6を折り曲げ、第6パネルに折り癖を維持させる。フィダーコンベア29が更に移動すると、キャリア30はマンドレル28や第6パネル6から離れる。
底部成形手段16は、この態様では、回転軸に複数本のマンドレルが放射状に設けられ、マンドレルに上部開口から容器を嵌合させ、マンドレルを間欠的に回転させながら、マンドレル外端側の容器底部部分を加熱ステーション32で加熱し、底部パネルをパネル折畳みステーション33で折畳み、マンドレル先端面と押圧面とで容器底部の外と内からプレスステーション34で押圧して、上部開口及び底部を有する容器14を得る。
マンドレルを加熱ステーション32に回転し、ブランクの底部パネルを適当な加熱装置で加熱する。この加熱装置は、熱風を低部パネルにノズルから吹き付ける装置である。マンドレルを次のパネル折畳みステーション33に回転して底部パネルを折り曲げ、プレスステーション34で容器のシールした底端部壁を形成する。
ヒーターの内ノズル35a及び外ノズル35bは、それぞれ、底部パネル(図8に図示せず)の内側面及び外側面をホットエアーの吹付けによって、加熱する。
組立てられた内ノズル35a及び外ノズル35bの間隙に、底部パネルが嵌まるように、マンドレルの先端部分にヒーターが近づく。
図8では、内ノズル35a1が、第1底部パネル1bの内面を、内ノズル35a4が、第4底部パネル4bの内面を加熱する。外ノズル35b2が、第2底部パネル2bの外面を、外ノズル35b3が、第3底部パネル3bの内面を加熱する。
折り曲げ爪36によって、第6パネルが折り曲がり、加熱により折り曲がり固定される。
図9は、第2底部パネル2b及び第4底部パネル4bが、第2第4パネル折畳み部材36、36のアーム36a、36aによって、第2及び第4底部パネル2b及び4bの下端面2be及び4beが外側になるように三角形状フラップを形成して内側に折り曲げられる様子を示す。
なお、図9には、第1底部パネル1b及び第3底部パネル3bを図示していない。
図10は、底部成形手段の第1パネル折畳み部材39及び第3パネル折畳み部材38で、第1及び第3底部パネル1b、3bを折畳む様子を示す。なお、図10には、第2底部パネル及び第4底部パネルは図示されていない。
この態様では、第6パネル6は、既に事前の折り曲げ機構によって、外側に折り曲げられている。
第1底部パネル1bが第3底部パネル3bの外側になるように、第3パネル折畳み部材38によって、第3底部パネル3bを、第2底部パネル2b及び第4底部パネル4b(図10に図示せず)の外側に重ねる。
第1底部パネル1bが第3底部パネル3bの外側になるように、第1パネル折畳み部材39によって、第1底部パネル1bを折畳む。
第2底部パネル2b及び第4底部パネル4bの外側を、第1底部パネル1b及び第3底部パネル3bで覆う。第1底部パネル1bが第3底部パネル3bと第6パネル6とのそれぞれの端面を覆う。
この態様の押圧面40は、第1底部パネル1bの外面に対向する平面40a、第3底部パネル3bの外面に対向する平面40c、容器底部11に溝を形成トップ平面の突条面40b、シールを補強する複数のエンボス40dを有する。
他方、マンドレル先端面37には、図9に図示されているように、折り曲げられた第6パネルに対応する位置であって、第3底部パネルが容器内面に露出する位置に当接する三角状エンボス41を備える。
第2及び第4底部パネル2b、4bの三角形状フラップは、図4に示すように、容器内面に三角状段差Hを形成する。三角状エンボス41は三角状段差Hに嵌まり、折り曲げられた第6パネルを押圧し、強固なシールを形成することができる。
容器には、側壁の他、底部が既に形成されている。
この包装充填装置においては、図12に図示しない、容器内面や内部を殺菌する過酸化水素液などの殺菌剤、紫外線や電子線などの高エネルギー線を利用した殺菌手段、ヒートシールを容易にする事前の加熱手段、液体食品を充填した後の容器上部空隙への窒素ガス置換手段を備える。
底部形成ステップまでに、第6パネルを、容易に折り曲げ可能な状態にし、折り曲げた箇所が包装材料端面を保護するに必要なほどに十分に長さを確保することができる包装充填装置、紙容器及びブランクを提供する。
2 第2パネル
3 第3パネル
4 第4パネル
6 第6パネル
9 紙容器
12、13 ブランク
Claims (3)
- 4枚の側壁を有し断面が実質的に正方形である筒状本体、上部及び底部を有する紙容器を形成する包装充填装置であって、
該紙容器は、少なくとも最外熱可塑性層と紙層と最内熱可塑性層とからなる帯状包装材料を裁断して得られたブランクから成形され、
該ブランクは、該紙容器を展開した形状及び折込み線を備え、
該ブランクは、一方の対向する2つの容器側壁に相当する第1パネル及び第3パネルの各下端辺から延びる第1底部パネル及び第3底部パネルと、他方の対向する2つの容器側壁に相当する第2パネル及び第4パネルの各下端辺から延びる第2底部パネル及び第4底部パネルとを有し、
該第3底部パネルが、該第3底部パネルの下端辺の中央から部分的に延びる第6パネルを有し、
該第6パネルが、第3底部パネルの下端辺の全長の15%~65%の幅及び折り曲げ容易可能な高さを有し、
該容器の上部に対応する複数の上部パネルを有し、
該紙容器の底部は、該第6パネルを外側に折り曲げ、該第2底部パネル及び第4底部パネルを、該第2及び第4底部パネルの下端面が外側になるように三角形状フラップを形成して内側に折り曲げて、該第1底部パネルが第3底部パネルの外側になるように、該第1底部パネル及び第3底部パネルを、該第2底部パネル及び第4底部パネルの外側に重ね、内側及び外側から押圧及びヒートシールして得られ、
該包装充填装置は、縦シールされ平たくされた複数の該ブランクの供給された束から1つの該ブランクを取出して筒状ブランクを装入する装入手段と、該筒状ブランクの底部を成形して上部開口及び底部を有する容器を得る底部成形手段、該上部開口から液体食品を充填する充填手段と、該上部開口をヒートシールする上部密封手段とを、少なくとも備え、
該装入手段は、該ブランクを取出し、該第6パネルを外側に折り曲げて該第6パネルに折り癖を付与する折り癖付与手段を有する取出し手段と、平たい該ブランクを該筒状ブランクに立上がらせる立上がり手段と、該第6パネルに折り癖を持たせたまま該筒状ブランクを該底部成形手段のマンドレルに挿入させるインフィーダーとを有し、
該折り癖付与手段が、取出された平たい該ブランクを受取り移す回転ローラーの軸であって第6パネル対応位置に設けられた扇状片であり、
該インフィーダーが、該筒状ブランクの第6パネルと共に移動するキャリア、及び該マンドレルの直前の位置に固定された事前折り曲げブロックとを備え、該キャリアが下方向に移動するのに従って、該第6パネルも追随させ、該事前折り曲げブロックの先端の角で該第6パネルを折り曲げ、
該底部成形手段の加熱ステーションは、該容器底部パネルを加熱するヒーターのノズル面を有し、該第3底部パネルの内面を加熱するノズル面に折り曲げ爪が備えられ、該第3底部パネルに向けて尖った2本の爪が立ち、
該底部成形手段のプレスステーションで、マンドレル先端面と押圧面とで容器底部の外と内から押圧し、該マンドレル先端面に、折り曲げられた該第6パネルに対応する位置であって、該第3底部パネルが容器内面に露出する位置に当接する三角状エンボスを備える、
該第6パネルを折り曲げて確実に容器底部を得ることができることを特徴とする包装充填装置。 - 4枚の側壁を有し断面が実質的に正方形である筒状本体、上部及び底部を有し、包装充填装置で形成される紙容器であって、
該紙容器は、少なくとも最外熱可塑性層と紙層と最内熱可塑性層とからなる帯状包装材料を裁断して得られたブランクから成形され、
該ブランクは、該紙容器を展開した形状及び折込み線を備え、
該ブランクが、一方の対向する2つの容器側壁に相当する第1パネル及び第3パネルの各下端辺から延びる第1底部パネル及び第3底部パネルと、他方の対向する2つの容器側壁に相当する第2パネル及び第4パネルの各下端辺から延びる第2底部パネル及び第4底部パネルとを有し、
該第3底部パネルが、該第3底部パネルの下端辺の中央から部分的に延びる第6パネルを有し、
該第6パネルが、該第3底部パネルの下端辺の全長の15%~65%の幅及び折り曲げ容易可能な高さを有し、
該容器の上部に対応する複数の上部パネルを有し、
該紙容器の底部は、該第6パネルを外側に折り曲げ、該第2底部パネル及び第4底部パネルを、該第2及び第4底部パネルの下端面が外側になるように三角形状フラップを形成して内側に折り曲げて、該第1底部パネルが該第3底部パネルの外側になるように、該第1底部パネル及び第3底部パネルを、該第2底部パネル及び第4底部パネルの外側に重ね、内側及び外側から押圧及びヒートシールして得られ、
該包装充填装置は、縦シールされ平たくされた複数の該ブランクの供給された束から1つの該ブランクを取出して筒状ブランクを装入する装入手段と、該筒状ブランクの底部を成形して上部開口及び底部を有する容器を得る底部成形手段、該上部開口から液体食品を充填する充填手段と、該上部開口をヒートシールする上部密封手段とを、少なくとも備え、
該装入手段は、該ブランクを取出し、該第6パネルを外側に折り曲げて該第6パネルに折り癖を付与する折り癖付与手段を有する取出し手段と、平たいブ該ランクを該筒状ブランクに立上がらせる立上がり手段と、該第6パネルに折り癖を持たせたまま該筒状ブランクを該底部成形手段のマンドレルに挿入させるインフィーダーとを有し、
該折り癖付与手段が、取出された平たい該ブランクを受取り移す回転ローラーの軸であって第6パネル対応位置に設けられた扇状片であり、
該インフィーダーが、該筒状ブランクの第6パネルと共に移動するキャリア、及び該マンドレルの直前の位置に固定された事前折り曲げブロックとを備え、該キャリアが下方向に移動するのに従って、該第6パネルも追随させ、該事前折り曲げブロックの先端の角で該第6パネルを折り曲げ、
該底部成形手段の加熱ステーションは、該容器底部パネルを加熱するヒーターのノズル面を有し、該第3底部パネルの内面を加熱するノズル面に折り曲げ爪が備えられ、該第3底部パネルに向けて尖った2本の爪が立ち、
該底部成形手段のプレスステーションで、マンドレル先端面と押圧面とで容器底部の外と内から押圧し、該マンドレル先端面に、折り曲げられた該第6パネルに対応する位置であって、該第3底部パネルが容器内面に露出する位置に当接する三角状エンボスを備える、
折り曲げられた該第6パネルが該第1底部パネルと該第3底部パネルとの間に積層され、各該底部パネル及び該第6パネルの端面が容器底部内面に露出していない、
ことを特徴とする紙容器。 - 4枚の側壁を有し断面が実質的に正方形である筒状本体、上部及び底部を有し、包装充填装置で形成される紙容器用のブランクであって、
該紙容器は、少なくとも最外熱可塑性層と紙層と最内熱可塑性層とからなる帯状包装材料を裁断して得られたブランクから成形され、
該ブランクは、該紙容器を展開した形状及び折込み線を備え、
該ブランクは、一方の対向する2つの容器側壁に相当する第1パネル及び第3パネルの各下端辺から延びる第1底部パネル及び第3底部パネルと、他方の対向する2つの容器側壁に相当する第2パネル及び第4パネルの各下端辺から延びる第2底部パネル及び第4底部パネルとを有し、
該第3底部パネルが、該第3底部パネルの下端辺の中央から部分的に延びる第6パネルを有し、
該第6パネルが、該第3底部パネルの下端辺の全長の15%~65%の幅及び折り曲げ容易可能な高さを有し、
該容器の上部に対応する複数の上部パネルを有し、
該紙容器の底部は、該第6パネルを外側に折り曲げ、該第2底部パネル及び第4底部パネルを、該第2及び第4底部パネルの下端面が外側になるように三角形状フラップを形成して内側に折り曲げて、該第1底部パネルが該第3底部パネルの外側になるように、該第1底部パネル及び第3底部パネルを、該第2底部パネル及び第4底部パネルの外側に重ね、内側及び外側から押圧及びヒートシールして得られ、
該包装充填装置は、縦シールされ平たくされた複数の該ブランクの供給された束から1つの該ブランクを取出して筒状ブランクを装入する装入手段と、該筒状ブランクの底部を成形して上部開口及び底部を有する容器を得る底部成形手段、該上部開口から液体食品を充填する充填手段と、該上部開口をヒートシールする上部密封手段とを、少なくとも備え、
該装入手段は、該ブランクを取出し、該第6パネルを外側に折り曲げて該第6パネルに折り癖を付与する折り癖付与手段を有する取出し手段と、平たい該ブランクを該筒状ブランクに立上がらせる立上がり手段と、該第6パネルに折り癖を持たせたまま該筒状ブランクを該底部成形手段のマンドレルに挿入させるインフィーダーとを有し、
該折り癖付与手段が、取出された平たい該ブランクを受取り移す回転ローラーの軸であって第6パネル対応位置に設けられた扇状片であり、
該インフィーダーが、該筒状ブランクの第6パネルと共に移動するキャリア、及び該マンドレルの直前の位置に固定された事前折り曲げブロックとを備え、該キャリアが下方向に移動するのに従って、該第6パネルも追随させ、該事前折り曲げブロックの先端の角で該第6パネルを折り曲げ、
該底部成形手段の加熱ステーションは、該容器底部パネルを加熱するヒーターのノズル面を有し、該第3底部パネルの内面を加熱するノズル面に折り曲げ爪が備えられ、該第3底部パネルに向けて尖った2本の爪が立ち、
該底部成形手段のプレスステーションで、マンドレル先端面と押圧面とで容器底部の外と内から押圧し、該マンドレル先端面に、折り曲げられた該第6パネルに対応する位置であって、該第3底部パネルが容器内面に露出する位置に当接する三角状エンボスを備える、
該紙容器の上部形状が、屋根型形状である
ことを特徴とするブランク。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ES14817869.2T ES2687373T3 (es) | 2013-06-28 | 2014-06-26 | Dispositivo de envasado y llenado |
| RU2016102337A RU2666743C2 (ru) | 2013-06-28 | 2014-06-26 | Упаковочное и наполнительное устройство, бумажная емкость и заготовка |
| EP14817869.2A EP3015371B1 (en) | 2013-06-28 | 2014-06-26 | Packaging and filling device |
| MX2015016829A MX2015016829A (es) | 2013-06-28 | 2014-06-26 | Dispositivo de envasado/llenado, recipiente de carton y pieza en tosco. |
| BR112015032243A BR112015032243A2 (pt) | 2013-06-28 | 2014-06-26 | dispositivo de acondicionamento e enchimento para formar um recipiente de papel, recipiente de papel, e, matriz para um recipiente de papel |
| CN201480037034.6A CN105339265B (zh) | 2013-06-28 | 2014-06-26 | 包装充填装置、纸容器及白板纸 |
| US14/981,666 US9862508B2 (en) | 2013-06-28 | 2015-12-28 | Packaging and filling device, paper container and blank |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013-135963 | 2013-06-28 | ||
| JP2013135963A JP6194195B2 (ja) | 2013-06-28 | 2013-06-28 | 包装充填装置、紙容器及びブランク |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US14/981,666 Continuation US9862508B2 (en) | 2013-06-28 | 2015-12-28 | Packaging and filling device, paper container and blank |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014208677A1 true WO2014208677A1 (ja) | 2014-12-31 |
Family
ID=52142003
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/067026 WO2014208677A1 (ja) | 2013-06-28 | 2014-06-26 | 包装充填装置、紙容器及びブランク |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US9862508B2 (ja) |
| EP (1) | EP3015371B1 (ja) |
| JP (1) | JP6194195B2 (ja) |
| CN (1) | CN105339265B (ja) |
| BR (1) | BR112015032243A2 (ja) |
| ES (1) | ES2687373T3 (ja) |
| MX (1) | MX2015016829A (ja) |
| RU (1) | RU2666743C2 (ja) |
| WO (1) | WO2014208677A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109641672A (zh) * | 2016-07-05 | 2019-04-16 | 埃洛帕克有限公司 | 砧装置 |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB201205243D0 (en) | 2012-03-26 | 2012-05-09 | Kraft Foods R & D Inc | Packaging and method of opening |
| GB2511559B (en) | 2013-03-07 | 2018-11-14 | Mondelez Uk R&D Ltd | Improved Packaging and Method of Forming Packaging |
| GB2511560B (en) | 2013-03-07 | 2018-11-14 | Mondelez Uk R&D Ltd | Improved Packaging and Method of Forming Packaging |
| JP6821633B2 (ja) * | 2018-09-21 | 2021-01-27 | 日本製紙株式会社 | 紙容器 |
| RU200625U1 (ru) * | 2020-06-19 | 2020-11-02 | Акционерное общество "ТАУРАС-ФЕНИКС" | Насадка опорного пресса для запечатывания торца контейнера на оправке и получения закрытого дна |
| US11794438B2 (en) * | 2020-12-07 | 2023-10-24 | Mark W. Holderman | Packaging apparatus, system, and method for forming filled cones |
| EP4342808A1 (en) * | 2021-05-19 | 2024-03-27 | Nippon Paper Industries Co., Ltd. | Top forming part crease applying mechanism for paper container top forming device |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3412922A (en) * | 1966-09-06 | 1968-11-26 | Ex Cell O Corp | Paperboard container closure |
| JPS4813058U (ja) | 1971-06-25 | 1973-02-14 | ||
| JPS5922015Y2 (ja) | 1981-06-17 | 1984-07-02 | 十條製紙株式会社 | 紙容器の頂部又は底部の構造 |
| JPS6313144U (ja) | 1986-07-10 | 1988-01-28 | ||
| JPH03182330A (ja) | 1989-12-06 | 1991-08-08 | Tetra Pak Internatl Ab | 包装容器の底部形成方法とその装置 |
| JPH06226884A (ja) | 1992-11-25 | 1994-08-16 | Tetra Laval Holdings & Finance Sa | カートン形成装置 |
| JPH0740971A (ja) | 1993-07-24 | 1995-02-10 | I P I Kk | 飲料用液体パッケージ |
| JPH09226884A (ja) | 1996-02-23 | 1997-09-02 | Morimatsu Sogo Kenkyusho:Kk | 液体貯溜タンク |
| JPH10329243A (ja) * | 1997-06-02 | 1998-12-15 | Nippon Tetrapack Kk | 包装容器製造装置 |
| JP2000127260A (ja) * | 1998-10-29 | 2000-05-09 | Shikoku Kakoki Co Ltd | 包装機械 |
| JP2007283766A (ja) * | 2006-04-17 | 2007-11-01 | Tetra Laval Holdings & Finance Sa | 折込みガセット・チップのあるカートンのための底部予備折曲げ装置 |
| US20110294637A1 (en) * | 2009-01-28 | 2011-12-01 | Mueller Andreas | Folding device and method for folding-gluing machine |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1436005A1 (de) * | 1962-06-22 | 1968-10-31 | Jagenberg Werke Ag | Vorrichtung zum Herstellen,Fuellen und Schliessen fluessigkeitsdichter Behaelter |
| US3456419A (en) * | 1965-06-07 | 1969-07-22 | Fmc Corp | Method and machine for forming and filling cartons |
| US3486423A (en) * | 1966-06-03 | 1969-12-30 | Illinois Creamery Supply Co | Machine for automatically forming,filling,closing and sealing plastic coated gable top cartons of paperboard or the like |
| US3699743A (en) * | 1970-01-07 | 1972-10-24 | Haskon Inc | Container fabricating machine |
| SE361857B (ja) * | 1971-03-25 | 1973-11-19 | Tetra Pak Int | |
| DE2520400C3 (de) * | 1975-05-07 | 1979-08-09 | Jagenberg-Werke Ag, 4000 Duesseldorf | Vorrichtung zum Falten und Schließen eine Stegnaht aufweisender, giebelförmiger, vorgebrochener Faltverschlüsse an Packungen |
| US4126981A (en) * | 1977-08-31 | 1978-11-28 | Fbm International, Inc. | Semi-automatic carton forming, filling, and sealing machine |
| JPS5664943A (en) | 1979-10-26 | 1981-06-02 | Noobasu Corp Nv | Carton |
| GB9012333D0 (en) * | 1990-06-02 | 1990-07-25 | Elopak Systems | Packaging |
| US5536231A (en) * | 1994-06-21 | 1996-07-16 | Tetra Laval Holdings & Finance S.A. | Apparatus and method for picking and erecting carton blanks |
| US5517801A (en) * | 1994-09-28 | 1996-05-21 | Persells; David L. | Lifter mechanism employing a carton gripper and carton bottom seal configuration for use therewith |
| US6253994B1 (en) * | 1998-05-04 | 2001-07-03 | Tetra Laval Holdings And Finance Sa | Process and apparatus for applying a closure to a packaging material |
| RU2200665C2 (ru) * | 1998-08-03 | 2003-03-20 | Тетра Лаваль Холдингз Энд Файнэнс, С.А. | Устройство для формирования картонной коробки с приподнятым донышком |
| JP4366750B2 (ja) | 1999-03-31 | 2009-11-18 | 四国化工機株式会社 | 包装機械 |
| JP3804347B2 (ja) * | 1999-07-21 | 2006-08-02 | 凸版印刷株式会社 | 角筒状液体紙容器製函充填機のカートン供給装置 |
| JP4722255B2 (ja) | 2000-06-16 | 2011-07-13 | 日本テトラパック株式会社 | 包装容器成形装置及び包装容器 |
| US6328204B1 (en) * | 2000-07-26 | 2001-12-11 | Tetra Laval Holdings & Finance, Sa | Carton with over-folded bottom |
| JP4442796B2 (ja) * | 2003-01-24 | 2010-03-31 | 日本テトラパック株式会社 | 包装容器および包装容器に取付けられる注ぎ栓 |
| US6990792B2 (en) * | 2003-09-18 | 2006-01-31 | Tetra Laval Holdings & Finance, S.A. | Carton bottom folding assembly |
| US20060126275A1 (en) * | 2004-12-14 | 2006-06-15 | Tetra Laval Holdings & Finance, S.A. | Bottom folder for carton with folded-in gusset tips |
| ITBO20050576A1 (it) * | 2005-09-23 | 2007-03-24 | Marchesini Group Spa | Stazione per il prelievo di fustellati tubolari in configurazione appiattita e per la messa a volume dei fustellati medesimi |
| US20090025871A1 (en) * | 2007-07-24 | 2009-01-29 | Tetra Laval Holdings & Finance S.A. | Infrared preheating for carton material sealing |
-
2013
- 2013-06-28 JP JP2013135963A patent/JP6194195B2/ja active Active
-
2014
- 2014-06-26 BR BR112015032243A patent/BR112015032243A2/pt not_active Application Discontinuation
- 2014-06-26 CN CN201480037034.6A patent/CN105339265B/zh active Active
- 2014-06-26 MX MX2015016829A patent/MX2015016829A/es unknown
- 2014-06-26 ES ES14817869.2T patent/ES2687373T3/es active Active
- 2014-06-26 EP EP14817869.2A patent/EP3015371B1/en active Active
- 2014-06-26 RU RU2016102337A patent/RU2666743C2/ru not_active IP Right Cessation
- 2014-06-26 WO PCT/JP2014/067026 patent/WO2014208677A1/ja active Application Filing
-
2015
- 2015-12-28 US US14/981,666 patent/US9862508B2/en active Active
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3412922A (en) * | 1966-09-06 | 1968-11-26 | Ex Cell O Corp | Paperboard container closure |
| JPS4813058U (ja) | 1971-06-25 | 1973-02-14 | ||
| JPS5922015Y2 (ja) | 1981-06-17 | 1984-07-02 | 十條製紙株式会社 | 紙容器の頂部又は底部の構造 |
| JPS6313144U (ja) | 1986-07-10 | 1988-01-28 | ||
| JPH03182330A (ja) | 1989-12-06 | 1991-08-08 | Tetra Pak Internatl Ab | 包装容器の底部形成方法とその装置 |
| JPH06226884A (ja) | 1992-11-25 | 1994-08-16 | Tetra Laval Holdings & Finance Sa | カートン形成装置 |
| JPH0740971A (ja) | 1993-07-24 | 1995-02-10 | I P I Kk | 飲料用液体パッケージ |
| JPH09226884A (ja) | 1996-02-23 | 1997-09-02 | Morimatsu Sogo Kenkyusho:Kk | 液体貯溜タンク |
| JPH10329243A (ja) * | 1997-06-02 | 1998-12-15 | Nippon Tetrapack Kk | 包装容器製造装置 |
| JP2000127260A (ja) * | 1998-10-29 | 2000-05-09 | Shikoku Kakoki Co Ltd | 包装機械 |
| JP2007283766A (ja) * | 2006-04-17 | 2007-11-01 | Tetra Laval Holdings & Finance Sa | 折込みガセット・チップのあるカートンのための底部予備折曲げ装置 |
| US20110294637A1 (en) * | 2009-01-28 | 2011-12-01 | Mueller Andreas | Folding device and method for folding-gluing machine |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3015371A4 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109641672A (zh) * | 2016-07-05 | 2019-04-16 | 埃洛帕克有限公司 | 砧装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| RU2016102337A (ru) | 2017-08-03 |
| CN105339265B (zh) | 2018-01-12 |
| US9862508B2 (en) | 2018-01-09 |
| BR112015032243A2 (pt) | 2017-07-25 |
| ES2687373T3 (es) | 2018-10-24 |
| EP3015371A1 (en) | 2016-05-04 |
| RU2666743C2 (ru) | 2018-09-12 |
| EP3015371B1 (en) | 2018-07-18 |
| CN105339265A (zh) | 2016-02-17 |
| JP2015009836A (ja) | 2015-01-19 |
| US20160114913A1 (en) | 2016-04-28 |
| JP6194195B2 (ja) | 2017-09-06 |
| MX2015016829A (es) | 2016-04-11 |
| EP3015371A4 (en) | 2017-03-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6194195B2 (ja) | 包装充填装置、紙容器及びブランク | |
| TWI600592B (zh) | 設有密封邊緣的塑膠瓦楞紙容器 | |
| JP6751668B2 (ja) | 包装に関する改良 | |
| JP6194196B2 (ja) | 包装充填装置、紙容器及びブランク | |
| EP1009627B1 (en) | Method and apparatus for producing tubular hollow items | |
| JP2015009417A (ja) | 包装充填装置、紙容器及びブランク | |
| JP2015009835A (ja) | 包装充填装置、紙容器及びブランク | |
| JP2015009834A (ja) | 包装充填装置、紙容器及びブランク | |
| JP2015009833A (ja) | 包装充填装置、紙容器及びブランク | |
| JP2015009867A (ja) | 包装充填装置、紙容器及びブランク | |
| JPS60204435A (ja) | 包装容器の耳片部折重ね装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201480037034.6 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14817869 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2015/016829 Country of ref document: MX |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2014817869 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112015032243 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: 2016102337 Country of ref document: RU Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 112015032243 Country of ref document: BR Kind code of ref document: A2 Effective date: 20151222 |