WO2014156573A1 - 生引き性に優れた高強度鋼線用線材および高強度鋼線 - Google Patents
生引き性に優れた高強度鋼線用線材および高強度鋼線 Download PDFInfo
- Publication number
- WO2014156573A1 WO2014156573A1 PCT/JP2014/056103 JP2014056103W WO2014156573A1 WO 2014156573 A1 WO2014156573 A1 WO 2014156573A1 JP 2014056103 W JP2014056103 W JP 2014056103W WO 2014156573 A1 WO2014156573 A1 WO 2014156573A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- steel wire
- less
- strength
- wire
- strength steel
- Prior art date
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 90
- 239000010959 steel Substances 0.000 title claims abstract description 90
- 239000000463 material Substances 0.000 title claims abstract description 42
- 238000010622 cold drawing Methods 0.000 title abstract description 5
- 230000001747 exhibiting effect Effects 0.000 title 1
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims abstract description 10
- 239000012535 impurity Substances 0.000 claims abstract description 6
- 229910052742 iron Inorganic materials 0.000 claims abstract description 5
- 229910001567 cementite Inorganic materials 0.000 claims description 35
- KSOKAHYVTMZFBJ-UHFFFAOYSA-N iron;methane Chemical compound C.[Fe].[Fe].[Fe] KSOKAHYVTMZFBJ-UHFFFAOYSA-N 0.000 claims description 35
- 229910001335 Galvanized steel Inorganic materials 0.000 claims description 22
- 239000008397 galvanized steel Substances 0.000 claims description 22
- 229910001562 pearlite Inorganic materials 0.000 claims description 15
- 239000000203 mixture Substances 0.000 claims description 9
- 229910052802 copper Inorganic materials 0.000 claims description 5
- 229910052750 molybdenum Inorganic materials 0.000 claims description 5
- 229910052804 chromium Inorganic materials 0.000 claims description 3
- 239000002184 metal Substances 0.000 claims description 3
- 229910052751 metal Inorganic materials 0.000 claims description 3
- 229910052759 nickel Inorganic materials 0.000 claims description 3
- 229910052720 vanadium Inorganic materials 0.000 claims description 3
- 229910052757 nitrogen Inorganic materials 0.000 claims description 2
- 150000001875 compounds Chemical class 0.000 abstract description 7
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 abstract description 3
- 229910052799 carbon Inorganic materials 0.000 abstract description 3
- 230000000694 effects Effects 0.000 description 34
- 238000001816 cooling Methods 0.000 description 21
- 238000000034 method Methods 0.000 description 20
- 238000005491 wire drawing Methods 0.000 description 18
- 230000009467 reduction Effects 0.000 description 17
- 230000001965 increasing effect Effects 0.000 description 14
- 238000012360 testing method Methods 0.000 description 13
- 238000004519 manufacturing process Methods 0.000 description 12
- 238000001556 precipitation Methods 0.000 description 10
- 230000008569 process Effects 0.000 description 10
- 238000005098 hot rolling Methods 0.000 description 8
- 239000013078 crystal Substances 0.000 description 7
- 238000005096 rolling process Methods 0.000 description 7
- 239000000126 substance Substances 0.000 description 7
- 238000005246 galvanizing Methods 0.000 description 6
- 238000010438 heat treatment Methods 0.000 description 6
- 150000004767 nitrides Chemical class 0.000 description 6
- 229910001566 austenite Inorganic materials 0.000 description 5
- 229920006395 saturated elastomer Polymers 0.000 description 5
- 239000002436 steel type Substances 0.000 description 5
- 230000009471 action Effects 0.000 description 4
- 229910001563 bainite Inorganic materials 0.000 description 4
- 238000011156 evaluation Methods 0.000 description 4
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 3
- 230000032683 aging Effects 0.000 description 3
- 230000007797 corrosion Effects 0.000 description 3
- 238000005260 corrosion Methods 0.000 description 3
- 238000000605 extraction Methods 0.000 description 3
- 238000009776 industrial production Methods 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 229910052698 phosphorus Inorganic materials 0.000 description 3
- 230000009466 transformation Effects 0.000 description 3
- 229910052725 zinc Inorganic materials 0.000 description 3
- 239000011701 zinc Substances 0.000 description 3
- 229910000677 High-carbon steel Inorganic materials 0.000 description 2
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 2
- 230000005856 abnormality Effects 0.000 description 2
- YRKCREAYFQTBPV-UHFFFAOYSA-N acetylacetone Chemical compound CC(=O)CC(C)=O YRKCREAYFQTBPV-UHFFFAOYSA-N 0.000 description 2
- 230000002411 adverse Effects 0.000 description 2
- 238000004458 analytical method Methods 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 238000009616 inductively coupled plasma Methods 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- 239000002244 precipitate Substances 0.000 description 2
- 230000001376 precipitating effect Effects 0.000 description 2
- 239000002994 raw material Substances 0.000 description 2
- 238000001953 recrystallisation Methods 0.000 description 2
- 150000003839 salts Chemical class 0.000 description 2
- 239000006104 solid solution Substances 0.000 description 2
- 238000005482 strain hardening Methods 0.000 description 2
- 238000009864 tensile test Methods 0.000 description 2
- 229910000859 α-Fe Inorganic materials 0.000 description 2
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 1
- 241000446313 Lamella Species 0.000 description 1
- -1 TiC or TiN Chemical class 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 238000002425 crystallisation Methods 0.000 description 1
- 230000008025 crystallization Effects 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 238000005469 granulation Methods 0.000 description 1
- 230000003179 granulation Effects 0.000 description 1
- 239000000383 hazardous chemical Substances 0.000 description 1
- 229910052748 manganese Inorganic materials 0.000 description 1
- 229910000734 martensite Inorganic materials 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000010899 nucleation Methods 0.000 description 1
- 230000006911 nucleation Effects 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000007670 refining Methods 0.000 description 1
- 239000003507 refrigerant Substances 0.000 description 1
- 230000002040 relaxant effect Effects 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 239000004071 soot Substances 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/34—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the shape of the material to be treated
- C23C2/36—Elongated material
- C23C2/38—Wires; Tubes
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/06—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of rods or wires
- C21D8/065—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of rods or wires of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/24—Ferrous alloys, e.g. steel alloys containing chromium with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/26—Ferrous alloys, e.g. steel alloys containing chromium with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/30—Ferrous alloys, e.g. steel alloys containing chromium with cobalt
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/32—Ferrous alloys, e.g. steel alloys containing chromium with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/04—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the coating material
- C23C2/06—Zinc or cadmium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/004—Dispersions; Precipitations
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/06—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of rods or wires
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
Definitions
- the present invention relates to a high-strength steel wire useful as a material for a galvanized steel wire used for a rope for a bridge and the like, and a high-strength steel wire for obtaining such a high-strength steel wire, and in particular, heat treatment after rolling.
- the present invention relates to a wire material for high-strength steel wire having good workability when drawn without any problems.
- JIS G 3548 shows a steel wire having a wire diameter of 5 mm and a tensile strength TS of about 1500 to 1700 MPa.
- the material steel is mainly carbon described in JIS G 3506. Steel is used.
- the steel wire that is the material of the hot dip galvanized steel wire in addition to reducing the manufacturing cost, it gives merit such as reduction of the amount of steel used due to high strength and improvement of freedom of bridge design, that is, high strength. In addition, development of low-cost steel wire is required.
- a wire rod (steel wire rod) manufactured by hot rolling is placed in a ring shape on a cooling conveyor, subjected to pearlite transformation, and then wound into a coil shape to obtain a wire rod coil.
- a patenting process is performed to improve the strength and homogenize the structure. This patenting process is a kind of heat treatment. Generally, a wire rod is heated to about 950 ° C. using a continuous furnace to austenite, and then immersed in a refrigerant such as a lead bath maintained at about 500 ° C. To obtain a fine and uniform pearlite structure.
- the patenting process is a factor in increasing the manufacturing cost.
- the patenting treatment is effective for increasing the strength of the wire and making the quality uniform, but raises the manufacturing cost, and also has environmental problems such as the emission of CO 2 and the use of environmentally hazardous substances.
- the merit is great if the rolled wire can be drawn without heat treatment and commercialized (that is, a steel wire). Drawing a wire after rolling without heat treatment is called “raw drawing”.
- Patent Document 1 proposes a technique for improving wire drawing workability by performing cooling after hot rolling in a molten salt bath. This technique is called a direct patenting process.
- the direct patenting process in the molten salt bath has a problem that the manufacturing cost is higher than that of the blast cooling, and the maintainability of the equipment is also low.
- the wire drawing workability of the obtained steel material is as low as about 80% in terms of the area reduction rate, and the strength level of the wire (steel wire) remains at about 180 to 190 kgf / mm 2 (1764 to 1862 MPa).
- Patent Document 2 discloses a technique for improving the wire strength by controlling the cooling conditions after hot rolling and omitting the patenting process.
- the wire drawing workability of the steel material obtained by this technique is as low as about 50% in terms of area reduction, and the strength level of the wire is also about 1350 to 1500 MPa.
- the present invention has been made under such circumstances, and an object of the present invention is to provide a high-strength steel wire that has good stretchability and can also achieve a predetermined high strength, and such a high-strength steel wire.
- the object is to provide a high-strength steel wire obtained from a wire, and a high-strength galvanized steel wire.
- the amount of compound-type Ti having a size of 0.1 ⁇ m or more means the amount of compound-type Ti in the residue filtered through a mesh having an opening of 0.1 ⁇ m.
- the metal structure is a pearlite phase having an area ratio of 90% or more and the maximum length of proeutectoid cementite is 15 ⁇ m or less.
- the amount of solute N in a wire is more than 0% and 0.0005% or less.
- the present invention also includes a high-strength steel wire obtained by drawing (for example, drawing) the above-described high-strength steel wire.
- a high-strength steel wire obtained by drawing (for example, drawing) the above-described high-strength steel wire.
- the tensile strength TS is equal to or higher than the tensile strength TS * defined by the following equation (2).
- TS * ⁇ 87.3D + 2234 (MPa) (2)
- D shows the wire diameter (mm) of a high-strength galvanized steel wire.
- a wire material for a high-strength steel wire that has excellent stretchability and achieves high strength can be obtained by strictly defining the chemical composition while taking into account the fine TiC precipitation state.
- a steel wire obtained from such a wire material for high-strength steel wire is extremely useful as a material for a hot-dip galvanized steel wire or a steel stranded wire used as a material for a rope used for a bridge or the like.
- the present inventors examined the relationship between the wire structure and the wire drawing workability.
- the precipitation mechanism of pro-eutectoid cementite in hypereutectoid steel was also investigated.
- the most effective is fine TiC having a size of 0.1 ⁇ m or less, and it is necessary to ensure a sufficient amount of precipitation of fine TiC.
- the C content of the steel material is higher, cementite is more likely to precipitate, so more fine TiC is required.
- Coarse TiC is unlikely to have such an effect, so it is necessary to deposit as much fine TiC as possible. It is extremely important to appropriately control the amount of TiC deposited and the size distribution.
- the grain boundary energy can be reduced and the precipitation of proeutectoid cementite can be suppressed.
- a great amount of labor and cost are required to directly evaluate fine TiC, it can be easily evaluated by using electrolytic extraction residue measurement. That is, at room temperature, the total amount of Ti in the steel is a compound such as TiC or TiN, of which the size of TiN is about 5 to 10 ⁇ m.
- the amount of compound-type Ti having a size of 0.1 ⁇ m or more, more specifically, the amount of compound-type Ti in the residue filtered through a mesh with an opening of 0.1 ⁇ m is measured and subtracted from the total Ti in the steel.
- [Ti *] represents the amount of fine TiC that has passed through the mesh.
- the above-described compound type Ti means Ti existing as a compound.
- the above [Ti *] is 0.0023 ⁇ [C] or more, preferably 0.0023 ⁇ [C] + 0.001% or more, more preferably, when the C content is [C].
- An amount of 0.0023 ⁇ [C] + 0.005% or more is required.
- the upper limit of [Ti *] is 0.05% or less, preferably 0.03% or less, more preferably 0.01% or less.
- the wire rod for steel wire according to the present invention satisfies the basic components as a wire rod, and it is necessary to appropriately adjust its chemical component composition in order to appropriately control the precipitation state of TiC. From such a viewpoint, the reason for setting the range of the chemical composition of the wire is as follows.
- C (C: 0.80 to 1.3%) C is an element effective for increasing the strength, and the strength of the steel wire after cold working improves as the C content increases.
- the C content needs to be 0.80% or more.
- the C content needs to be 1.3% or less.
- the preferable lower limit of the C content is 0.84% or more, more preferably 0.90% or more, and the preferable upper limit is 1.2% or less, more preferably 1.1% or less.
- Si 0.1-1.5%)
- Si is an effective deoxidizer and exhibits the effect of reducing oxide inclusions in the steel.
- Si 0.1% or more it is necessary to contain Si 0.1% or more.
- the Si content is excessive, the toughness of the wire is reduced, so it is necessary to set it to 1.5% or less.
- the preferable lower limit of the Si content is 0.15% or more, more preferably 0.20% or more, and the preferable upper limit is 1.4% or less, more preferably 1.3% or less.
- Mn 0.1 to 1.5% Since Mn greatly increases the hardenability of the steel material, it has the effect of lowering the transformation temperature during blast cooling and increasing the strength of the pearlite structure. In order to exhibit these effects effectively, the Mn content needs to be 0.1% or more. However, Mn is an element that is easily segregated. If it is excessively contained, the hardenability of the Mn segregated portion is excessively increased and there is a risk of generating a supercooled structure such as martensite. Considering these effects, the upper limit of the Mn content is set to 1.5% or less. The minimum with preferable Mn content is 0.2% or more, More preferably, it is 0.3% or more, and a preferable upper limit is 1.4% or less, More preferably, it is 1.3% or less.
- P and S segregate at the prior austenite grain boundaries, embrittle the grain boundaries, and reduce fatigue properties. Therefore, the lower the better, but the upper limit for industrial production is 0.03% or less. These contents are all preferably 0.02% or less, more preferably 0.01% or less. P and S are impurities inevitably contained in the steel material, and it is difficult to make the amount 0% in industrial production.
- Ti is an extremely important element for the wire of the present invention, and exhibits the effect of suppressing the precipitation of proeutectoid cementite by being finely precipitated in the form of TiC in the vicinity of the grain boundary. This is due to the action of fixing C in the vicinity of the grain boundary in the form of TiC and locally lowering the C content, and the action of relaxing grain boundary energy by fine TiC of 0.1 ⁇ m or less and preventing cementite nucleation.
- Is. Ti, like Al, also has the effect of crystal grain refinement and toughness improvement due to the formation of nitrides. In order to exhibit such an effect, it is necessary to contain Ti 0.02% or more.
- the Ti content needs to be 0.2% or less.
- the preferable lower limit of the Ti content is 0.03% or more, more preferably 0.04% or more, and the preferable upper limit is 0.18% or less, more preferably 0.16% or less.
- Al 0.01-0.10%
- Al has a strong deoxidizing effect and has an effect of reducing oxide inclusions in the steel. Further, a crystal grain fine effect due to the pinning action of nitride and a reduction effect of solid solution N can be expected.
- Al needs to be contained by 0.01% or more.
- Al-based inclusions such as Al 2 O 3 increase, which causes problems such as increasing the disconnection rate during wire drawing.
- the Al content needs to be 0.10% or less.
- the preferable lower limit of the Al content is 0.02% or more, more preferably 0.03% or more, and the preferable upper limit is 0.08% or less, more preferably 0.06% or less.
- N 0.001 to 0.006%
- the upper limit of the N content (total N) in the steel is set to 0.006% or less.
- the solute N dissolved in the steel that causes such an adverse effect, and the compound type N precipitated as a nitride does not adversely affect the toughness. Therefore, it is desirable to control the amount of solute N dissolved in the steel separately from N in the steel (total N), and the amount of solute N is preferably 0.0005% or less, more preferably 0.0003% or less.
- the lower limit of the N content in steel is set to 0.001% or more.
- the upper limit with preferable N content in steel is 0.004% or less, More preferably, it is 0.003% or less.
- the contained elements specified in the present invention are as described above, and the balance is iron and unavoidable impurities.
- the unavoidable impurities mixing of elements brought in depending on the situation of raw materials, materials, manufacturing facilities, etc. can be allowed.
- B more than 0%, 0.010% or less
- Cr more than 0%, 0.5% or less
- V more than 0%, 0.2% or less
- D Ni: more than 0%, 0.5% or less
- Mo more than 0%, 0.5% or less
- Co more than 0%, 1.0%
- the reason for setting the range when these elements are contained is as follows.
- B has an effect of preventing the formation of pro-eutectoid ferrite and pro-eutectoid cementite and making it easy to control the structure to a uniform pearlite structure. Moreover, by fixing N in steel in the form of BN, strain aging is suppressed and the toughness of the wire is improved.
- B is preferably contained in an amount of 0.0003% or more. More preferably, it is 0.0005% or more, More preferably, it is 0.0008% or more.
- the upper limit is preferably made 0.010% or less.
- the upper limit with more preferable content of B is 0.008% or less, More preferably, it is 0.006% or less.
- Cr over 0%, 0.5% or less
- Cr has the effect of reducing the lamella spacing of pearlite and increasing the strength and toughness of the wire. Moreover, similarly to Si, it has the effect of suppressing the strength reduction of the wire during galvanization. However, even if the Cr content is excessive, the effect is saturated and it is economically wasteful. Therefore, it is preferable that the appropriate content is 0.5% or less.
- Cr is preferably contained in an amount of 0.001% or more, more preferably 0.05% or more.
- the upper limit with more preferable Cr content is 0.4% or less, More preferably, it is 0.3% or less.
- V over 0%, 0.2% or less
- V generates fine carbon / nitride (means carbide, nitride and carbonitride), so it has the effect of increasing the strength and refining the crystal grains. It can also be expected to suppress crystallization.
- V is preferably contained in an amount of 0.001% or more, more preferably 0.05% or more. However, even if the V content is excessive, the effect is saturated and economically wasteful. Therefore, the appropriate content is preferably 0.2% or less.
- the V content is more preferably 0.18% or less, and still more preferably 0.15% or less.
- Ni is an element effective for increasing the toughness of the steel wire after wire drawing.
- Ni is preferably contained in an amount of 0.05% or more, more preferably 0.1% or more.
- the appropriate Ni content is preferably 0.5% or less, more preferably 0.4% or less, More preferably, it is 0.3% or less.
- Cu and Mo are effective elements for enhancing the corrosion resistance of steel wires.
- it is preferable to contain 0.01% or more, and more preferably 0.05% or more.
- the upper limit may be 0.5% or less.
- it is 0.4% or less, more preferably 0.3% or less.
- Mo like Cu
- Mo is an element effective for improving the corrosion resistance of steel wire.
- the Mo content is excessive, a supercooled structure is likely to occur during hot rolling, and ductility is also degraded. To do.
- the upper limit of the Mo content is preferably 0.5% or less, more preferably 0.4% or less, and still more preferably 0.3% or less.
- Co has the effect of reducing proeutectoid cementite and making it easier to control the structure to a uniform pearlite structure.
- the upper limit of the Co content is preferably 1.0% or less, more preferably 0.8% or less, and further preferably 0.5% or less.
- 0.05% or more is preferably contained, more preferably 0.1% or more, and still more preferably 0.2% or more.
- Nb like Ti, contributes to crystal grain refinement by forming a nitride, and can also be expected to suppress aging embrittlement by fixing solute N.
- the upper limit value of the Nb content is preferably 0.5% or less, more preferably 0.4% or less, and still more preferably 0.3% or less.
- it is preferably contained at 0.05% or more, more preferably 0.1% or more, and further preferably 0.2% or more.
- the metal structure is preferably mainly composed of pearlite phase (for example, 90% or more in area ratio), but other phases (for example, pro-eutectoid ferrite and bainite) are partly. (10 area% or less) mixing is permissible.
- the length of pro-eutectoid cementite is also controlled. This is because the pro-eutectoid cementite deposited on the center side from D / 4 of the wire (D: diameter of the wire) causes cracks during wire drawing and causes a broken cut. Cementite (lamellar cementite) that forms a pearlite lamellar structure rotates in accordance with the wire drawing and has the property of being oriented in the longitudinal direction of the wire. However, pro-eutectoid cementite cannot rotate in synchronism with the surrounding structure and generates cracks from the interface. The factor governing this rotation is the length of proeutectoid cementite.
- the length (maximum length) of proeutectoid cementite is larger than 15 ⁇ m, it becomes difficult to rotate and it becomes a source of cracks, but a short one is easy to rotate, so it does not hinder the wire drawing workability so much.
- the length (maximum length) of pro-eutectoid cementite is preferably 15 ⁇ m or less, more preferably 13 ⁇ m or less, and still more preferably 10 ⁇ m or less.
- the minimum of the length of pro-eutectoid cementite is not specifically limited, For example, about 0.1 micrometer may be sufficient.
- the wire material for high-strength steel wire of the present invention is excellent in stretchability and can achieve high strength.
- the tensile strength of the wire rod of the present invention can be, for example, 1100 MPa or more, preferably 1200 MPa or more.
- the upper limit of the tensile strength is not particularly limited, but is usually about 1500 MPa.
- the steel piece having the chemical composition adjusted as described above may be used according to the normal production conditions.
- preferable production conditions for appropriately adjusting the structure and the like of the wire are as follows.
- a steel piece adjusted to a predetermined chemical composition is heated to austenite, and after obtaining a wire with a predetermined wire diameter by hot rolling, it is cooled on a cooling conveyor.
- a perlite structure is formed in the process.
- TiC can be finely dispersed in the vicinity of the grain boundary by precipitating TiC simultaneously with the recrystallization.
- the reduction strain ⁇ is 0.4 or more.
- a preferable lower limit of the area reduction strain ⁇ is 0.42 or more, more preferably 0.45 or more, and a preferable upper limit of the area reduction strain ⁇ is 0.8 or less, more preferably 0.6 or less.
- the mounting temperature of the wire It is preferable to control the mounting temperature to 850 to 950 ° C. because a desired TiC precipitation state can be obtained.
- This mounting temperature exceeds 950 ° C., TiC becomes coarse, and when it is less than 850 ° C., TiC remains excessively fine.
- the upper limit of the mounting temperature is more preferably 940 ° C. or less, and further preferably 930 ° C. or less.
- the lower limit of the mounting temperature is more preferably 870 ° C. or higher, and further preferably 880 ° C. or higher.
- the average cooling rate within the range of the mounting temperature is preferably 20 ° C./second or less, more preferably 18 ° C./second or less, and further preferably 14 ° C./second or less.
- the lower limit of the average cooling rate at this time is preferably 3 ° C./second or more, more preferably 4 ° C./second or more, from the viewpoint of reducing the precipitation of pro-eutectoid cementite. Preferably, it is 5 ° C./second or more.
- the high carbon steel wire (wire for high strength steel wire) of the present invention has good stretchability, and exhibits desired properties such as strength and twisting value by drawing. Is obtained.
- Such high-strength steel wires are generally used as high-strength galvanized steel wires by galvanizing the surface.
- the area reduction rate of the wire drawing is not particularly limited, the wire rod of the present invention has good stretchability and can be drawn without disconnection even when the area reduction rate exceeds 80%, for example, 83% or more.
- the upper limit of the area reduction rate is not particularly limited, but is 95% or less, for example.
- the hot dip galvanization may be performed by immersing in a hot dip zinc bath at 350 ° C. or higher (preferably 400 ° C.
- the tensile strength TS of this high-strength galvanized steel wire is preferably not less than the tensile strength TS * defined by the following formula (2), more preferably not less than TS * + 50 (MPa), and still more preferably TS * + 100. (MPa) or more.
- the relationship of the following (2) Formula is calculated
- required by experiment. TS * ⁇ 87.3D + 2234 (MPa) (2) However, D shows the wire diameter (mm) of a high-strength galvanized steel wire.
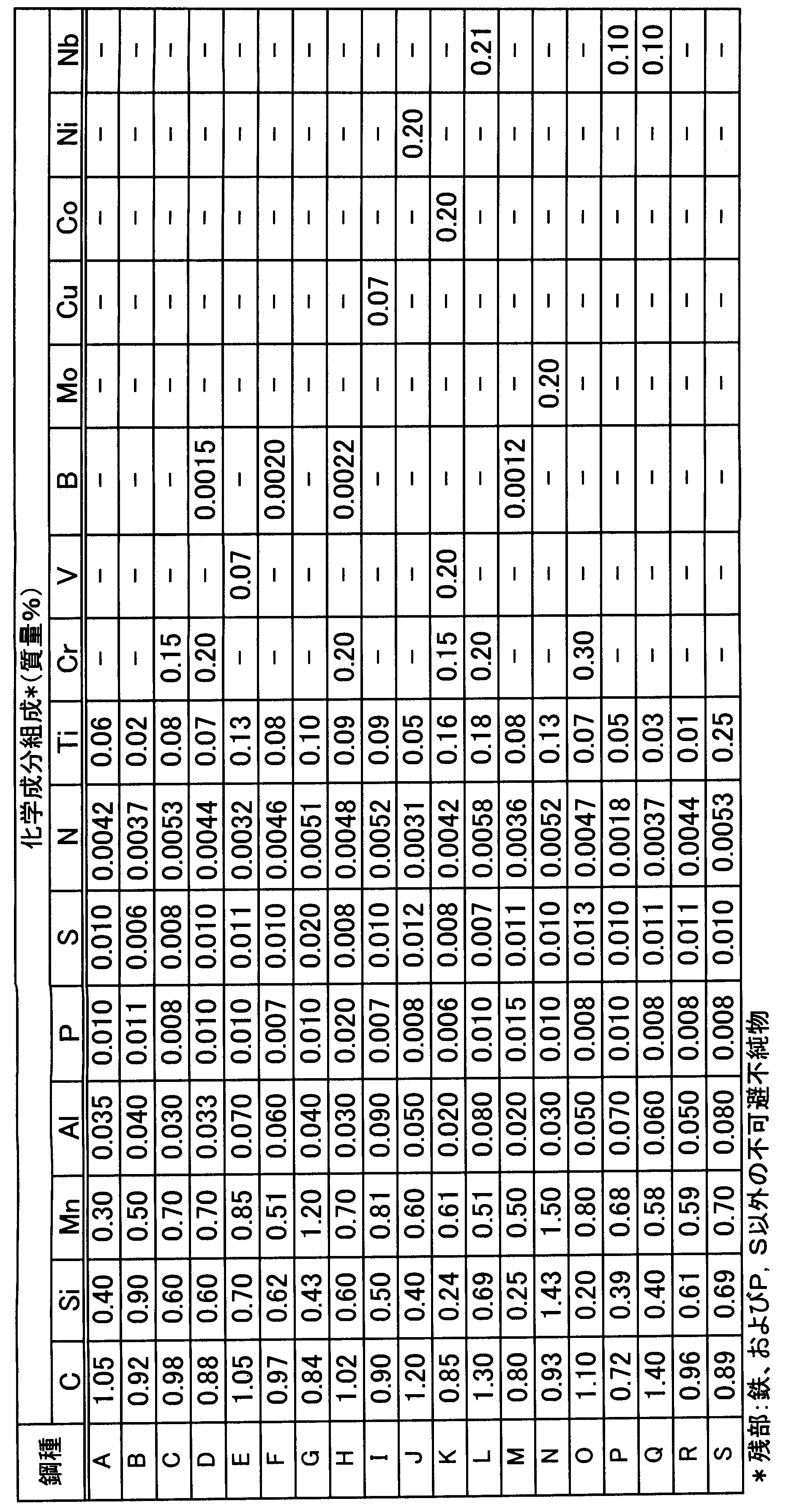
- a non-defective terminal was collected to evaluate the rolled material (rolled material wire diameter, [Ti *], solid solution N amount, pro-eutectoid cementite maximum length, structure, tensile strength TS) were evaluated by the following methods.
- the “heating temperature” in Table 2 is the furnace temperature before hot rolling, and the surface reduction strain ⁇ is the total reduction in the final rolling 4 passes (total 4 passes from the final pass to the 4th pass). Surface distortion.
- the “average cooling rate” is an average of cooling rates from placement to 800 ° C. However, test no. For No. 5, the average cooling rate from 750 to 750 ° C. was taken.
- TiC distribution, evaluation of solute N content [Ti *] and the amount of solute N were evaluated by electrolytic extraction residue measurement.
- extraction was performed using a 10% acetylacetone solution, and a mesh having a size of 0.1 ⁇ m was used.
- the amount of compound-type Ti in the residue was measured using ICP (Inductively Coupled Plasma) emission analysis, the amount of compound-type N and the amount of compound-type B using the absorptiometric method, and the amount of AlN using the bromester method.
- the sample amount used for the bromoester method was 3 g, and the sample amount used for the emission analysis and absorptiometry was 0.5 g.
- Table 2 shows the manufacturing conditions and evaluation results at this time.
- Table 2 also shows the value of 0.0023 ⁇ [C] of the rolled material (C is the C content of the rolled material).
- Each rolled material obtained above was processed to a predetermined wire diameter by cold drawing and immersed in a molten zinc bath at 440 to 460 ° C. for about 30 seconds to obtain a hot dip galvanized steel wire.
- test no. Nos. 1 to 3 and 8 to 19 satisfied all the requirements stipulated in the present invention, and 90% by area or more of the structures were all pearlite phases. Also, no abnormality such as wire breakage is observed during wire drawing, and the wire strength and twisting properties after hot dip galvanizing are good. Among these, test No. 16 and 19, the amount of solute N was slightly increased, and the twist value was slightly decreased.
- test no. Examples 4 to 7 and 20 to 23 are examples that do not satisfy any of the requirements defined in the present invention (or do not satisfy further preferable requirements), and abnormalities such as wire breakage are observed during wire drawing or melting. It can be seen that either the wire strength or the twisting property after the galvanizing treatment is inferior.
- test no. In No. 4 the mounting temperature was as high as 1000 ° C., and the amount of [Ti *] was reduced (that is, TiC was coarsened. Further, the maximum length of proeutectoid cementite exceeded 15 ⁇ m). In addition, the proeutectoid cementite could not be sufficiently suppressed, and the wire was broken during the drawing.
- Test No. In No. 5 since the mounting temperature was as low as 800 ° C. and the amount of [Ti *] was excessive (that is, TiC was excessively refined), the grain boundaries became brittle and vertical cracks occurred.
- Test No. 6 the area reduction strain ⁇ in the final four passes was reduced, the crystal grains were not sufficiently refined, and the amount of [Ti *] was reduced (that is, TiC was not refined. As the maximum length of cementite exceeded 15 ⁇ m), the pro-eutectoid cementite could not be sufficiently suppressed, and the wire was broken in the middle of wire drawing. Test No. In No. 7, since the cooling rate was increased and the rolled material structure was a mixed structure of pearlite and bainite (area ratio of bainite: 40%), the drawability was lowered and the wire was broken during drawing.
- Test No. No. 20 is an example using a steel material (steel type P) with a low C content, and the strength of the steel wire was lowered.
- Test No. No. 21 is an example using excessive C content (steel type Q), and it was not possible to suppress proeutectoid cementite, which was disconnected.
- Test No. No. 22 is an example using a steel material (steel type R) with a small Ti content, and the proeutectoid cementite could not be suppressed, and was broken.
- No. No. 23 is an example using an excessive Ti content (steel type S), the amount of [Ti *] is excessive, and vertical cracks occurred.
- the wire rod of the present invention is excellent in stretchability and can achieve high strength, and is therefore suitable for a hot-dip galvanized steel wire or a steel stranded wire material used as a rope material used for bridges, etc. It is extremely useful in industry.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Heat Treatment Of Steel (AREA)
- Heat Treatment Of Strip Materials And Filament Materials (AREA)
- Metal Extraction Processes (AREA)
Abstract
Description
0.05%≧[Ti*]≧(0.0023×[C]) …(1)
但し、[Ti*]=(全Ti量-大きさ0.1μm以上の化合物型Ti量)を示し、[C]はCの含有量(質量%)を示す。
TS*=-87.3D+2234(MPa) …(2)
但し、Dは高強度亜鉛めっき鋼線の線径(mm)を示す。
Cは、強度の上昇に有効な元素であり、C含有量が増加するに従って冷間加工後の鋼線の強度は向上する。本発明の目指す強度レベルを達成するには、C含有量は0.80%以上とする必要がある。しかしながら、C含有量が過剰になると、初析セメンタイトが粒界に析出し、伸線加工性を阻害する。こうした観点から、C含有量は1.3%以下とする必要がある。C含有量の好ましい下限は0.84%以上、より好ましくは0.90%以上であり、好ましい上限は1.2%以下、より好ましくは1.1%以下である。
Siは、有効な脱酸剤であり、鋼中の酸化物系介在物を低減する効果を発揮する。また、線材の強度を上昇させると共に、溶融亜鉛めっき時の熱履歴に伴うセメンタイト粒状化を抑制し、強度低下を抑える効果がある。こうした効果を有効に発揮させるためには、Siは0.1%以上含有させる必要がある。しかしながら、Si含有量が過剰になると線材の靱性を低下させるので、1.5%以下とする必要がある。Si含有量の好ましい下限は0.15%以上、より好ましくは0.20%以上であり、好ましい上限は1.4%以下、より好ましくは1.3%以下である。
Mnは、鋼材の焼入れ性を大きく高めるため、衝風冷却時の変態温度を低下させ、パーライト組織の強度を高める効果がある。これらの効果を有効に発揮させるためには、Mn含有量は0.1%以上とする必要がある。しかしながら、Mnは偏析し易い元素であり、過剰に含有させると、Mn偏析部の焼入れ性が過剰に増大し、マルテンサイト等の過冷組織を生成させる危険がある。これらの影響を考え、Mn含有量の上限は1.5%以下とした。Mn含有量の好ましい下限は0.2%以上、より好ましくは0.3%以上であり、好ましい上限は1.4%以下、より好ましくは1.3%以下である。
PおよびSは、旧オーステナイト粒界に偏析して粒界を脆化させ、疲労特性を低下させるため、できるだけ低い方が良いが、工業生産上、それらの上限を0.03%以下とする。これらの含有量は、いずれも好ましくは0.02%以下、より好ましくは0.01%以下とするのが良い。尚、PおよびSは、鋼材に不可避的に含まれる不純物であり、その量を0%にすることは、工業生産上、困難である。
Tiは、本発明の線材にとって極めて重要な元素であり、粒界近傍にTiCの形で微細に析出することで、初析セメンタイトの析出を抑制する効果を発揮する。これは粒界近傍のCをTiCの形で固定し、局所的にC含有量を下げる働きと、0.1μm以下の微細なTiCによって粒界エネルギーを緩和し、セメンタイトの核生成を妨げる働きによるものである。また、TiはAlと同様に、窒化物の生成による結晶粒微細化効果、靱性向上効果もある。この様な効果を発揮させるためには、Tiは0.02%以上含有させる必要がある。しかしながら、Tiの含有量が過剰になると、TiCが過剰に析出して粒界を脆化させ、靱性が低下する。こうした観点から、Ti含有量は0.2%以下とする必要がある。Ti含有量の好ましい下限は0.03%以上、より好ましくは0.04%以上であり、好ましい上限は0.18%以下、より好ましくは0.16%以下である。
Alは、強力な脱酸効果を持ち、鋼中の酸化物系介在物を低減する効果がある。また窒化物のピンニング作用による結晶粒微細効果や、固溶Nの低減効果も期待できる。その様な効果を発揮するためには、Alは0.01%以上含有させる必要がある。しかしながら、Al含有量が過剰になると、Al2O3の様なAl系介在物が増大し、伸線加工時の断線率を上昇させるなどの弊害が出る。それを防止するためには、Al含有量は0.10%以下とする必要がある。Al含有量の好ましい下限は0.02%以上、より好ましくは0.03%以上であり、好ましい上限は0.08%以下、より好ましくは0.06%以下である。
Nは、侵入型元素として鋼中に固溶すると歪み時効による脆化を引き起こし、線材の靱性を低下させる。そのため、鋼中のN含有量(total N)の上限は0.006%以下とする。但し、この様な弊害をもたらすのは鋼中に固溶した固溶Nであり、窒化物として析出した化合物型Nは、靱性に悪影響を及ぼさない。従って、鋼中N(total N)とは別に、鋼中に固溶した固溶N量を制御することが望ましく、該固溶N量は0.0005%以下とすることが好ましく、より好ましくは0.0003%以下である。一方、工業生産上、鋼中Nを0.001%未満に低減することは困難であるので、鋼中N含有量の下限を0.001%以上とする。尚、鋼中N含有量の好ましい上限は0.004%以下であり、より好ましくは0.003%以下である。
Bは、初析フェライトや初析セメンタイトの生成を妨げ、組織を均一なパーライト組織に制御しやすくする効果がある。また、鋼中のNをBNの形で固定することにより、歪み時効を抑制し、線材の靱性を向上させる。それらの作用を有効に発揮させるためには、Bは0.0003%以上含有させることが好ましい。より好ましくは0.0005%以上であり、更に好ましくは0.0008%以上である。しかしながら、Bの含有量が過剰になると、鉄との化合物(B-constituent)が析出し、熱間圧延時の割れを引き起こすため、その上限を0.010%以下とすることが好ましい。尚、Bの含有量のより好ましい上限は、0.008%以下であり、更に好ましくは0.006%以下である。
Crは、パーライトのラメラ間隔を微細化し、線材の強度や靱性を高める効果を有する。また、Siと同様に、亜鉛めっき時における線材の強度低下を抑制する効果がある。しかしながら、Cr含有量が過剰になってもその効果は飽和し、経済的に無駄であるので、適切な含有量として0.5%以下とすることが好ましい。尚、Crによる効果を有効に発揮させるためには、Crは0.001%以上含有させることが好ましく、より好ましくは0.05%以上である。また、Cr含有量のより好ましい上限は、0.4%以下であり、更に好ましくは0.3%以下である。
Vは、微細な炭・窒化物(炭化物、窒化物および炭窒化物を意味する)を生成するため、強度上昇と結晶粒の微細化効果がある他、固溶Nを固定することによって時効脆化抑制も期待できる。Vによる効果を有効に発揮させるためには、Vは0.001%以上含有させることが好ましく、より好ましくは0.05%以上である。しかしながら、V含有量が過剰になってもその効果は飽和し、経済的に無駄であるので、適切な含有量として0.2%以下とすることが好ましい。V含有量は、より好ましくは0.18%以下であり、更に好ましくは0.15%以下である。
Niは、伸線加工後の鋼線の靱性を高めるのに有効な元素である。Niによる効果を有効に発揮させるためには、Niは0.05%以上含有させることが好ましく、より好ましくは0.1%以上である。しかしながら、Ni含有量が過剰になってもその効果は飽和し、経済的に無駄であるので、適切なNi含有量は0.5%以下が好ましく、より好ましくは0.4%以下であり、更に好ましくは0.3%以下である。
TS*=-87.3D+2234(MPa) …(2)
但し、Dは高強度亜鉛めっき鋼線の線径(mm)を示す。
[Ti*]および固溶N量については、電解抽出残渣測定によって評価した。この測定では、10%アセチルアセトン溶液を用いて抽出を行い、メッシュは0.1μmのものを用いた。残渣中の化合物型Ti量はICP(Inductively Coupled Plasma)発光分析法、化合物型N量、化合物型B量は吸光光度法、AlN量はブロムエステル法を夫々用いて測定した。ブロムエステル法に用いた試料量は3g、発光分析法、吸光光度法に用いた試料量は0.5gとした。尚、TiCの析出状態は、少なくとも1000℃以上の加熱処理を経ない限り変化しないので、引き抜き加工後や、溶融亜鉛めっき後の鋼線で測定しても良い。それらの値から、[Ti*]=全Ti量-大きさ0.1μm以上の化合物型Ti量に基づいて、[Ti*]量を測定すると共に、固溶N=全N量-化合物型N量から固溶N量を測定した。
圧延材の端末サンプルに引張試験を行って、圧延材の引張強度TSを測定した。このとき3回(n=3)の平均値を求めた。また、同じく端末サンプルを樹脂に埋め込み、走査型電子顕微鏡(Scanning Electron Microscope,SEM)で観察することで、初析セメンタイトの状態を評価した。線材長手方向と垂直な断面(横断面)を観察し、断面内でD/4(D:線材の直径)より中心側に観察された板状の初析セメンタイトの最大長さを測定した。尚、初析セメンタイトの先端が複数に枝分かれしている場合には、各枝の長さを合計した値を採用した。


Claims (9)
- C :0.80~1.3%(質量%の意味、成分組成について、以下同じ)、
Si:0.1~1.5%、
Mn:0.1~1.5%、
P :0%超、0.03%以下、
S :0%超、0.03%以下、
Ti:0.02~0.2%、
Al:0.01~0.10%、および
N:0.001~0.006%、
を夫々含み、残部が鉄および不可避不純物からなり、
下記(1)式の関係を満足することを特徴とする生引き性に優れた高強度鋼線用線材。
0.05%≧[Ti*]≧(0.0023×[C]) …(1)
但し、[Ti*]=(全Ti量-大きさ0.1μm以上の化合物型Ti量)を示し、[C]はCの含有量(質量%)を示す。 - 金属組織が面積率90%以上のパーライト相であると共に、初析セメンタイトの最大長さが15μm以下である請求項1に記載の高強度鋼線用線材。
- 固溶N量が0%超、0.0005%以下である請求項1に記載の高強度鋼線用線材。
- 固溶N量が0%超、0.0005%以下である請求項2に記載の高強度鋼線用線材。
- 更に、B:0%超、0.010%以下、Cr:0%超、0.5%以下、V:0%超、0.2%以下、Ni:0%超、0.5%以下、Cu:0%超、0.5%以下、Mo:0%超、0.5%以下、Co:0%超、1.0%以下およびNb:0%超、0.5%以下よりなる群から選ばれる1種以上を含有する請求項1~4のいずれかに記載の高強度鋼線用線材。
- 請求項1~4のいずれかに記載の高強度鋼線用線材を伸線加工して得られた高強度鋼線。
- 請求項5に記載の高強度鋼線用線材を伸線加工して得られた高強度鋼線。
- 請求項6に記載の高強度鋼線に溶融亜鉛めっきを施して作製された高強度亜鉛めっき鋼線であり、引張強度TSが、下記(2)式で規定される引張強度TS*以上であることを特徴とする高強度亜鉛めっき鋼線。
TS*=-87.3D+2234(MPa) …(2)
但し、Dは高強度亜鉛めっき鋼線の線径(mm)を示す。 - 請求項7に記載の高強度鋼線に溶融亜鉛めっきを施して作製された高強度亜鉛めっき鋼線であり、引張強度TSが、下記(2)式で規定される引張強度TS*以上であることを特徴とする高強度亜鉛めっき鋼線。
TS*=-87.3D+2234(MPa) …(2)
但し、Dは高強度亜鉛めっき鋼線の線径(mm)を示す。
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CA2900341A CA2900341A1 (en) | 2013-03-27 | 2014-03-10 | High-strength steel wire material exhibiting excellent cold-drawing properties, and high-strength steel wire |
| MX2015013692A MX2015013692A (es) | 2013-03-27 | 2014-03-10 | Material de alambre de acero de alta resistencia que exhibe excelestes propiedades de estiramiento en frio y alambre de acero de alta resistencia. |
| CN201480017212.9A CN105051232B (zh) | 2013-03-27 | 2014-03-10 | 生拉性优异的高强度钢丝用线材和高强度钢丝 |
| EP14773951.0A EP2980240B1 (en) | 2013-03-27 | 2014-03-10 | High-strength steel wire material exhibiting excellent cold-drawing properties, and high-strength steel wire |
| BR112015024878A BR112015024878A2 (pt) | 2013-03-27 | 2014-03-10 | material de fio de aço com elevada resistência apresentando excelentes propriedades de estiramento a frio e fio de aço com elevada resistência |
| KR1020157025524A KR20150121081A (ko) | 2013-03-27 | 2014-03-10 | 생드로잉성이 우수한 고강도 강선용 선재 및 고강도 강선 |
| US14/767,516 US20160010196A1 (en) | 2013-03-27 | 2014-03-10 | High-strength steel wire material exhibiting excellent cold-drawing properties, and high-strength steel wire |
| ZA2015/05818A ZA201505818B (en) | 2013-03-27 | 2015-08-13 | High-strength steel wire material exhibiting excellent cold-drawing properties, and high-strength steel wire |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013-067465 | 2013-03-27 | ||
| JP2013067465A JP5977699B2 (ja) | 2013-03-27 | 2013-03-27 | 生引き性に優れた高強度鋼線用線材、高強度鋼線、高強度亜鉛めっき鋼線、およびその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014156573A1 true WO2014156573A1 (ja) | 2014-10-02 |
Family
ID=51623558
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/056103 WO2014156573A1 (ja) | 2013-03-27 | 2014-03-10 | 生引き性に優れた高強度鋼線用線材および高強度鋼線 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US20160010196A1 (ja) |
| EP (1) | EP2980240B1 (ja) |
| JP (1) | JP5977699B2 (ja) |
| KR (1) | KR20150121081A (ja) |
| CN (1) | CN105051232B (ja) |
| BR (1) | BR112015024878A2 (ja) |
| CA (1) | CA2900341A1 (ja) |
| MX (1) | MX2015013692A (ja) |
| WO (1) | WO2014156573A1 (ja) |
| ZA (1) | ZA201505818B (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101417260B1 (ko) * | 2012-04-10 | 2014-07-08 | 주식회사 포스코 | 재질 균일성이 우수한 고탄소 열연강판 및 이의 제조방법 |
| CN107002202B (zh) | 2014-12-15 | 2019-08-13 | 日本制铁株式会社 | 线材 |
| KR101917461B1 (ko) | 2016-12-22 | 2018-11-09 | 주식회사 포스코 | 신선가공성이 우수한 고강도 선재, 열처리 선재 및 이들의 제조방법 |
| CN107142417B (zh) * | 2017-07-07 | 2018-06-01 | 中天钢铁集团有限公司 | 一种锉刀用碳素工具钢盘条及其制备方法 |
| CN107686944B (zh) * | 2017-08-30 | 2019-04-30 | 武汉钢铁有限公司 | 一种抗拉强度≥2500MPa桥梁缆索用钢及生产方法 |
| AU2019346218B2 (en) * | 2018-09-28 | 2022-01-06 | Nippon Steel Corporation | Railway wheel |
| CN116479324B (zh) * | 2023-03-17 | 2024-10-18 | 天津荣程联合钢铁集团有限公司 | 一种用于生产1860MPa级以上预应力钢丝的大规格预应力盘条及其生产工艺 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04289128A (ja) | 1991-03-18 | 1992-10-14 | Nippon Steel Corp | ワイヤロープに用いる伸線加工性が優れた高張力鋼線の製造法 |
| JPH05287451A (ja) | 1992-04-09 | 1993-11-02 | Nippon Steel Corp | コンクリート中での耐塩性に優れたpc鋼線とその製造方法 |
| JPH08296022A (ja) * | 1995-04-26 | 1996-11-12 | Nippon Steel Corp | 高強度亜鉛めっき鋼線及びその製造方法 |
| JP2000192148A (ja) * | 1998-12-25 | 2000-07-11 | Kobe Steel Ltd | 冷間加工性に優れた鋼線材およびその製造方法 |
| JP2003096544A (ja) * | 2001-09-20 | 2003-04-03 | Nippon Steel Corp | 高強度高炭素鋼線用線材及びその製造方法 |
| JP2007039799A (ja) * | 2005-06-29 | 2007-02-15 | Nippon Steel Corp | 伸線特性に優れた高強度線材及びその製造方法、並びに伸線特性に優れた高強度鋼線 |
| JP2010270391A (ja) * | 2009-04-21 | 2010-12-02 | Nippon Steel Corp | 延性に優れた高強度鋼線用線材及び鋼線並びにその製造方法 |
| JP2012097300A (ja) * | 2010-10-29 | 2012-05-24 | Kobe Steel Ltd | 伸線加工性に優れた高炭素鋼線材 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3725576B2 (ja) * | 1995-04-26 | 2005-12-14 | 新日本製鐵株式会社 | 高強度亜鉛めっき鋼線の製造方法 |
| JP4088220B2 (ja) * | 2002-09-26 | 2008-05-21 | 株式会社神戸製鋼所 | 伸線前の熱処理が省略可能な伸線加工性に優れた熱間圧延線材 |
| CN101208446B (zh) * | 2005-06-29 | 2012-07-04 | 新日本制铁株式会社 | 拉丝性能优异的高强度线材及其制造方法 |
-
2013
- 2013-03-27 JP JP2013067465A patent/JP5977699B2/ja not_active Expired - Fee Related
-
2014
- 2014-03-10 CA CA2900341A patent/CA2900341A1/en not_active Abandoned
- 2014-03-10 BR BR112015024878A patent/BR112015024878A2/pt not_active Application Discontinuation
- 2014-03-10 KR KR1020157025524A patent/KR20150121081A/ko not_active Application Discontinuation
- 2014-03-10 US US14/767,516 patent/US20160010196A1/en not_active Abandoned
- 2014-03-10 MX MX2015013692A patent/MX2015013692A/es unknown
- 2014-03-10 EP EP14773951.0A patent/EP2980240B1/en not_active Not-in-force
- 2014-03-10 WO PCT/JP2014/056103 patent/WO2014156573A1/ja active Application Filing
- 2014-03-10 CN CN201480017212.9A patent/CN105051232B/zh not_active Expired - Fee Related
-
2015
- 2015-08-13 ZA ZA2015/05818A patent/ZA201505818B/en unknown
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04289128A (ja) | 1991-03-18 | 1992-10-14 | Nippon Steel Corp | ワイヤロープに用いる伸線加工性が優れた高張力鋼線の製造法 |
| JPH05287451A (ja) | 1992-04-09 | 1993-11-02 | Nippon Steel Corp | コンクリート中での耐塩性に優れたpc鋼線とその製造方法 |
| JPH08296022A (ja) * | 1995-04-26 | 1996-11-12 | Nippon Steel Corp | 高強度亜鉛めっき鋼線及びその製造方法 |
| JP2000192148A (ja) * | 1998-12-25 | 2000-07-11 | Kobe Steel Ltd | 冷間加工性に優れた鋼線材およびその製造方法 |
| JP2003096544A (ja) * | 2001-09-20 | 2003-04-03 | Nippon Steel Corp | 高強度高炭素鋼線用線材及びその製造方法 |
| JP2007039799A (ja) * | 2005-06-29 | 2007-02-15 | Nippon Steel Corp | 伸線特性に優れた高強度線材及びその製造方法、並びに伸線特性に優れた高強度鋼線 |
| JP2010270391A (ja) * | 2009-04-21 | 2010-12-02 | Nippon Steel Corp | 延性に優れた高強度鋼線用線材及び鋼線並びにその製造方法 |
| JP2012097300A (ja) * | 2010-10-29 | 2012-05-24 | Kobe Steel Ltd | 伸線加工性に優れた高炭素鋼線材 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2980240A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2980240A4 (en) | 2016-11-09 |
| JP5977699B2 (ja) | 2016-08-24 |
| EP2980240B1 (en) | 2018-04-25 |
| ZA201505818B (en) | 2017-02-22 |
| US20160010196A1 (en) | 2016-01-14 |
| EP2980240A1 (en) | 2016-02-03 |
| CA2900341A1 (en) | 2014-10-02 |
| JP2014189855A (ja) | 2014-10-06 |
| BR112015024878A2 (pt) | 2017-07-18 |
| KR20150121081A (ko) | 2015-10-28 |
| CN105051232B (zh) | 2018-06-22 |
| MX2015013692A (es) | 2016-02-26 |
| CN105051232A (zh) | 2015-11-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6180351B2 (ja) | 生引き性に優れた高強度鋼線用線材および高強度鋼線 | |
| KR101382659B1 (ko) | 선재, 강선 및 선재의 제조 방법 | |
| JP6409917B2 (ja) | 熱延鋼板の製造方法および冷延フルハード鋼板の製造方法 | |
| JP5394709B2 (ja) | 耐水素脆化特性および加工性に優れた超高強度鋼板 | |
| JP5977699B2 (ja) | 生引き性に優れた高強度鋼線用線材、高強度鋼線、高強度亜鉛めっき鋼線、およびその製造方法 | |
| JP5833485B2 (ja) | 線材及びこれを用いた鋼線 | |
| JP5802162B2 (ja) | 線材及びこれを用いた鋼線 | |
| JPWO2010150537A1 (ja) | 耐食性と疲労特性に優れた橋梁用高強度Zn−Alめっき鋼線及びその製造方法 | |
| JPWO2008093466A1 (ja) | 捻回特性に優れるpws用めっき鋼線及びその製造方法 | |
| WO2016002413A1 (ja) | 鋼線用線材および鋼線 | |
| JP6687112B2 (ja) | 鋼線 | |
| JP6795319B2 (ja) | 伸線性に優れた高炭素鋼線材、および鋼線 | |
| JP2008261027A (ja) | 耐水素脆化特性に優れた高強度亜鉛めっきボルト及びその製造方法 | |
| JP6409916B2 (ja) | 熱延鋼板の製造方法および冷延フルハード鋼板の製造方法 | |
| JP5945196B2 (ja) | 高強度鋼線用線材 | |
| KR20170002541A (ko) | 강선 | |
| JP4527913B2 (ja) | 高強度高炭素鋼線用線材及びその製造方法 | |
| JP3036393B2 (ja) | 高強度高靭性溶融めっき鋼線、及びその製造方法 | |
| JP2018162523A (ja) | 鋼線用線材および鋼線 | |
| JPH05279750A (ja) | 高強度高延性線材の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201480017212.9 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14773951 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2900341 Country of ref document: CA |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2014773951 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14767516 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: IDP00201505548 Country of ref document: ID |
|
| ENP | Entry into the national phase |
Ref document number: 20157025524 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2015/013692 Country of ref document: MX |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112015024878 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: 112015024878 Country of ref document: BR Kind code of ref document: A2 Effective date: 20150928 |