WO2014002598A1 - 電池及びその製造方法 - Google Patents
電池及びその製造方法 Download PDFInfo
- Publication number
- WO2014002598A1 WO2014002598A1 PCT/JP2013/061988 JP2013061988W WO2014002598A1 WO 2014002598 A1 WO2014002598 A1 WO 2014002598A1 JP 2013061988 W JP2013061988 W JP 2013061988W WO 2014002598 A1 WO2014002598 A1 WO 2014002598A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- opening
- lid
- battery
- lid member
- pair
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 27
- 230000002093 peripheral effect Effects 0.000 claims abstract description 111
- 239000011324 bead Substances 0.000 claims abstract description 91
- 238000003466 welding Methods 0.000 claims description 42
- 229910052751 metal Inorganic materials 0.000 claims description 17
- 239000002184 metal Substances 0.000 claims description 17
- 238000000034 method Methods 0.000 claims description 12
- 238000003780 insertion Methods 0.000 claims description 4
- 230000037431 insertion Effects 0.000 claims description 4
- 230000001678 irradiating effect Effects 0.000 claims description 3
- 239000011148 porous material Substances 0.000 description 48
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 17
- 239000001257 hydrogen Substances 0.000 description 17
- 229910052739 hydrogen Inorganic materials 0.000 description 17
- 230000035882 stress Effects 0.000 description 16
- 230000000052 comparative effect Effects 0.000 description 12
- 239000000835 fiber Substances 0.000 description 5
- HBBGRARXTFLTSG-UHFFFAOYSA-N Lithium ion Chemical compound [Li+] HBBGRARXTFLTSG-UHFFFAOYSA-N 0.000 description 4
- 229910052782 aluminium Inorganic materials 0.000 description 4
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 4
- 239000007789 gas Substances 0.000 description 4
- 229910001416 lithium ion Inorganic materials 0.000 description 4
- 238000009941 weaving Methods 0.000 description 4
- 230000000694 effects Effects 0.000 description 3
- 238000010894 electron beam technology Methods 0.000 description 3
- 230000002349 favourable effect Effects 0.000 description 3
- 238000002347 injection Methods 0.000 description 3
- 239000007924 injection Substances 0.000 description 3
- 239000012141 concentrate Substances 0.000 description 2
- 230000035515 penetration Effects 0.000 description 2
- 230000005855 radiation Effects 0.000 description 2
- 238000007711 solidification Methods 0.000 description 2
- 230000008023 solidification Effects 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 1
- 230000032683 aging Effects 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 229910001873 dinitrogen Inorganic materials 0.000 description 1
- 238000010494 dissociation reaction Methods 0.000 description 1
- 230000005593 dissociations Effects 0.000 description 1
- 239000003792 electrolyte Substances 0.000 description 1
- 239000008151 electrolyte solution Substances 0.000 description 1
- 230000017525 heat dissipation Effects 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 239000011255 nonaqueous electrolyte Substances 0.000 description 1
- 239000013307 optical fiber Substances 0.000 description 1
- 230000010355 oscillation Effects 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 230000002250 progressing effect Effects 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images






Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/102—Primary casings; Jackets or wrappings characterised by their shape or physical structure
- H01M50/103—Primary casings; Jackets or wrappings characterised by their shape or physical structure prismatic or rectangular
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/116—Primary casings; Jackets or wrappings characterised by the material
- H01M50/117—Inorganic material
- H01M50/119—Metals
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/147—Lids or covers
- H01M50/166—Lids or covers characterised by the methods of assembling casings with lids
- H01M50/169—Lids or covers characterised by the methods of assembling casings with lids by welding, brazing or soldering
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/547—Terminals characterised by the disposition of the terminals on the cells
- H01M50/55—Terminals characterised by the disposition of the terminals on the cells on the same side of the cell
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/552—Terminals characterised by their shape
- H01M50/553—Terminals adapted for prismatic, pouch or rectangular cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/564—Terminals characterised by their manufacturing process
- H01M50/567—Terminals characterised by their manufacturing process by fixing means, e.g. screws, rivets or bolts
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Definitions
- the present invention relates to a battery and a manufacturing method thereof, and more particularly, to a battery formed by welding a case main body and a lid member forming a battery case, and a manufacturing method thereof.
- Batteries such as lithium ion secondary batteries are used on the other side of vehicles such as hybrid cars, plug-in hybrid cars and electric cars, household electrical equipment such as notebook computers, and industrial equipment such as impact drivers.
- a battery for example, a battery in which an electrode body is housed in a metal case, specifically, a bottomed rectangular tube case body and a lid member inserted into the opening thereof are sealed by laser welding.
- a prismatic battery is known (see each figure of Patent Document 1).
- closed pores may remain in the bead (welded bead) in which the molten metal is solidified during welding. If closed pores remain in the bead, when the battery case is stressed, such as when the internal pressure of the battery case rises, the closed pores may become the starting point of cracks, and the case body and lid member Cracks are formed so as to connect the gap and the closed pores, and the closed pores tend to become weak points in the bead, such as the cracks progressing through the closed pores.
- closed pores are laser irradiation of hydrogen contained in the metal (aluminum, etc.) that forms the case body or lid member, or moisture contained in the air or shield gas entrained during welding. It is considered that hydrogen or the like resulting from dissociation at a high temperature associated with is gradually gathered in the molten metal. That is, the solubility of hydrogen in the molten metal is significantly lower than the solubility in the solid metal. Therefore, when the metal is dissolved, the hydrogen cannot be held in the metal and tends to be bubbles.
- the hydrogen contained in the molten metal in the form of fine bubbles moves to the part that is still melted when the bead is cooled and gradually solidifies, and eventually gathers and closes near the last solidified part. It is thought that it appears as a pore in the bead.
- the present invention has been made in view of such problems, and for a battery case, a lid member is inserted into the opening of the case body, and these are welded hermetically with an energy beam over the entire circumference of the lid member. It is an object of the present invention to provide a battery in which a bead having a good weld strength is formed that hardly contains closed pores, and a manufacturing method thereof.
- One aspect of the present invention includes an electrode body housed in a metal battery case, wherein the battery case is inserted into the opening and the opening is inserted into the opening.
- a plate-like lid member that seals the lid member, and the energy beam irradiated from the outside in the thickness direction of the lid member over the entire circumference of the lid member and the opening of the case body and the lid member
- a battery formed by airtightly welding a peripheral edge of a lid, and an inner periphery along the thickness direction of the opening of the case body at a specific portion forming at least part of the circumferential direction of the lid member
- the peripheral surface along the thickness direction of the lid peripheral portion of the lid member are welded in close contact with each other, and the shape of the bead at the specific portion is a central angle in the circumferential section of the bead. 160-200 degree fan Without a center of the fan type, a cell formed by the form located on the inner peripheral surface and said peripheral surface.
- the bead (molten metal) has a fan shape with a substantially semicircular cross section. For this reason, the bead is cooled substantially uniformly from the outer surface side, and solidification proceeds from the outer surface having a circular arc cross section toward the center of the fan shape. At the same time, fine bubbles such as hydrogen contained in the molten metal also move toward the center of the sector. Finally, microbubbles gather near the center of the fan shape.
- the center of the sector is located on the inner peripheral surface of the opening of the case body and the peripheral surface of the peripheral edge of the lid of the lid member. While the inner peripheral surface of the opening of the case body and the peripheral surface of the lid peripheral portion of the lid member are in close contact with each other, a plate-shaped space with a slight thickness is formed between the two to connect to the internal space of the battery case. . For this reason, hydrogen or the like contained in the microbubbles is released into the plate-like space and the internal space of the battery case through the plate-like space. Thereby, it is difficult to form closed pores due to hydrogen or the like in the fan-shaped bead.
- the fan-shaped center formed by the bead is located on the inner peripheral surface and the peripheral surface. Therefore, at the stage where the micropores gather near the center to form a large pore, the pore is in a form communicating with the plate-shaped space described above. That is, the large pores formed by the collection of micropores are open pores that communicate with the plate-like space and communicate with the inside of the battery case. Unlike the above-mentioned closed pores formed in the bead, the open pores are less likely to start cracks.
- a bead having such open pores has a substantially round notch formed by open pores at the tip of a plate-like space that is likely to be the starting point of a crack, and the inner peripheral surface and the peripheral edge that are in close contact with each other
- the effect of dispersing the stress and preventing the occurrence of cracks from the tip of the plate-like space can be obtained.
- cracks are unlikely to occur due to the open pores.
- the energy beam used for welding includes an electron beam in addition to a laser beam.
- a laser beam such as a fiber laser or a pulse laser such as a YAG laser can be used.
- a CW laser such as a fiber laser.
- the bead protrudes outward from the outer surface of the case body and protrudes outward from the outer surface of the lid member. And good.
- the bead has a sector shape as described above, and protrudes outward from the outer surface of the case body and protrudes outward from the outer surface of the lid member. For this reason, when the stress which leaves
- the battery case has a rectangular parallelepiped shape
- the case main body includes a pair of long opening sides, a pair of short opening sides, and the long opening side and the opening.
- It is a bottomed rectangular tube shape having the rectangular opening part composed of four opening R parts that are connected to each other with a short side part of the opening and bent in an arc shape, and the lid member is a pair of the long side part of the opening part.
- the lid comprising a pair of lid long sides facing each other, a pair of lid short sides facing each of the pair of short apertures, and four lids R facing each of the four openings R
- the battery is a rectangular plate having a peripheral part
- the specific part is a battery in which the pair of long side parts of the lid are located in the circumferential direction of the lid member.
- the above-described battery is a so-called square battery, and a part where the pair of long sides of the lid is located in the circumferential direction of the lid member is a specific part. That is, the battery has good welding strength at the welded portion between the pair of long opening sides occupying most of the opening of the square battery and the pair of long lid sides of the lid member.
- the electrode body is accommodated in a metal battery case, and the battery case is inserted into the opening and the opening is inserted into the bottomed cylindrical case body having the opening.
- a plate-like lid member for sealing, and the opening of the case body and the peripheral edge of the lid member over the entire circumference of the lid member by an energy beam irradiated from the outside in the thickness direction of the lid member A battery manufacturing method in which a lid peripheral edge of the lid is hermetically welded, and an insertion step of inserting the lid member into the opening of the case body, and an energy beam from the outside in the thickness direction of the lid member.
- a welding step of air-tightly welding the opening of the case body and the lid peripheral portion of the periphery of the lid member wherein the welding step forms at least a part of the circumferential direction of the lid member.
- the case body The inner peripheral surface along the thickness direction of the opening and the peripheral surface along the thickness direction of the lid peripheral portion of the lid member are in close contact with each other, and the bead shape at the specific part is
- the battery has a fan shape having a central angle of 160 to 200 degrees, and the battery is welded in such a manner that the center of the fan shape is located on the inner peripheral surface and the peripheral surface.
- the cross-sectional shape of the bead at a specific portion becomes a substantially semicircular fan shape, and its center (the main part of the fan shape) is unmelted and closely adhered to each other Weld so as to be in a form located on the inner peripheral surface and the peripheral surface.
- closed pores due to hydrogen or the like are not easily formed in the fan-shaped bead as described above.
- the open pores communicate with the battery case through the plate-shaped space described above. These open pores are unlikely to become the starting point of cracks.
- the energy beam used in the welding process includes an electron beam in addition to a laser beam.
- a CW laser such as a fiber laser or a pulse laser such as a YAG laser can be used.
- a CW laser such as a fiber laser.
- the spot diameter of the irradiated beam is increased, or the focal length of the lens for focusing the beam is shortened. It is preferable to do this.
- so-called weaving in which the laser beam is vibrated in a direction orthogonal to the moving direction (circumferential direction) of the laser beam while irradiating the laser beam may be performed to irradiate the beam over a wide range of the welded portion.
- the bead protrudes outside the outer surface of the case body and protrudes outside the outer surface of the lid member at the specific portion. It is preferable to use a method for manufacturing a battery that is formed into a form to be formed.
- the bead has the above-described fan shape at a specific portion, and protrudes outward from the outer surface of the case body and protrudes outward from the outer surface of the lid member. ing. For this reason, when the stress which leaves
- the battery case has a rectangular parallelepiped shape
- the case body includes a pair of long opening side portions, a pair of short opening side portions, and the opening. It is a bottomed rectangular tube shape having the rectangular opening portion composed of four opening R portions that are connected to each other between the long side portion and the short side portion of the opening and bend in an arc shape.
- a pair of lid long side portions respectively opposed to the long opening side portions, a pair of lid short side portions respectively opposed to the pair of short opening sides, and four lids R respectively opposed to the four opening R portions.
- the lid is a rectangular plate having a peripheral part of the lid, and the welding step is a pair of the above-described parts in the circumferential direction of the lid member where the pair of lid long sides are located.
- the inside of the opening long side part is compressed by compressing between the opening long side parts.
- the face and the peripheral surface of the lid long side portions in the state of being in close contact with each other respectively, may be the method of manufacturing a cell for the welding.
- the battery described above is a so-called square battery. And the site
- FIG. 1 is a perspective view of a lithium ion secondary battery according to an embodiment. It is a partial expansion perspective view which concerns on embodiment and shows the form of the opening part vicinity of a case main body. It is a partial expansion perspective view which concerns on embodiment and shows forms, such as a cover member. It is a partial expanded sectional view which concerns on embodiment and shows the relationship between the opening long side part of a case main body before a welding, and a lid
- FIG. 1 shows a lithium ion secondary battery 1 (hereinafter also simply referred to as battery 1) according to the present embodiment.
- the battery 1 is a rectangular sealed battery that is mounted on a vehicle such as a hybrid vehicle or an electric vehicle, or a battery-powered device such as a hammer drill.
- the battery 1 includes a rectangular battery case 2, a flat wound electrode body 9 accommodated in the battery case 2, a positive terminal 5, a negative terminal 6, and the like supported by the battery case 2. (See FIGS. 1 and 2). Further, a non-aqueous electrolyte solution (not shown) is held in the battery case 2.
- the electrode body 9 is housed sideways in the battery case 2 (see FIG. 1).
- the electrode body 9 is formed by stacking a belt-like positive electrode plate and a belt-like negative electrode plate with each other via two belt-like separators, winding around an axis line, and compressing in a flat shape.
- the positive terminal 5 and the negative terminal 6 are connected.
- the battery case 2 is made of metal (specifically, aluminum), and in FIG. 1, a bottomed rectangular tube-shaped case body 3 having a rectangular opening 3 k only on the upper side, and an opening of the case body 3.
- a rectangular plate-like lid member 4 is inserted into 3k and welded to seal the opening 3k (see FIGS. 1 to 3).
- the rectangular opening 3k of the case body 3 includes a pair of long opening sides 3a and 3a that form a long side of the rectangular shape, a pair of short opening sides 3b and 3b that form a short side, and these It consists of four opening R portions 3r and 3r that are respectively connected to the opening long side portion 3a and the opening short side portion 3b and bend in a 1 ⁇ 4 arc shape (see FIG. 2).
- the non-returnable safety valve 4v is located near the center of the cover member 4 in the longitudinal direction (lower left-upper right direction in FIGS. 1 and 3), and the electrolyte is injected near the non-returnable safety valve 4v.
- a liquid injection hole 4h to be used is provided and sealed.
- a positive electrode terminal 5 and a negative electrode terminal 6 extending from the inside of the battery case 2 to the outside are covered with the lid member 4 (battery) by insulating members 7 and 8, respectively. It is fixed to the case 2) while being insulated.
- a lid peripheral edge portion 4f located at the periphery of the lid member 4 includes a pair of lid long side portions 4a and 4a forming a long side of a rectangular shape, and a pair of cover short side portions 4b and 4b forming a short side.
- the lid long side portion 4a and the lid short side portion 4b are respectively connected to each other to form four lid R portions 4r and 4r that bend in a 1 ⁇ 4 arc shape (see FIG. 3).
- the lid long side portions 4 a and 4 a are opposed to the opening long side portions 3 a and 3 a of the case body 3, respectively.
- the lid short sides 4b and 4b are opposed to the opening short sides 3b and 3b of the case body 3, respectively.
- the lid R parts 4r and 4r are opposed to the opening R parts 3r and 3r of the case body 3, respectively.
- the lid long side portion 4 a of the lid member 4 is in close contact with the opening long side portion 3 a of the case body 3, specifically, the thickness direction TH of the inner peripheral surface 3 i of the opening 3 k of the case body 3.
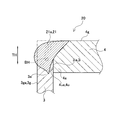
- the inner peripheral surface 3ia of the opening long side portion 3a along the peripheral edge 4u of the lid peripheral portion 4f of the lid member 4 and the peripheral surface 4ua of the lid long side portion 4a along the thickness direction TH are in close contact with each other. It is welded as described below (see FIG. 5).
- the case body 3 is sealed by welding the lid member 4.
- the energy beam (specifically, the opening 3k of the case body 3 and the lid peripheral edge 4f of the lid member 4 are irradiated from the outside in the thickness direction TH of the lid member 4 (from above the lid member 4).
- the opening 3k and the lid peripheral edge 4f are airtightly joined over the entire circumference through the bead 10 that has solidified after a part of the opening 3k and a part of the lid peripheral edge 4f are once melted. .
- a specific portion 11 of the bead 10 specifically, a portion of the bead 10 a corresponding to the lid long side portion 4 a in the circumferential direction SH of the lid member 4, in the circumferential direction SH.
- the cross-sectional shape in the orthogonal direction in this embodiment, the direction orthogonal to the long side
- the center 10ac of the bead 10a is located on the inner peripheral surface 3ia of the opening long side portion 3a and the peripheral surface 4ua of the lid long side portion 4a that are in close contact with each other.
- this bead 10a has a form which bulges outward (to the left in FIG. 5) from the outer side surface 3ga of the opening long side portion 3a in the outer side surface 3g of the case body 3, and
- the lid member 4 bulges outward (upward in FIG. 5) from the outer surface (upper surface in FIG. 5) 4g.
- pores may be formed in the bead 10a.
- the pores formed in the bead 10a are formed in the vicinity of the fan-shaped center 10ac as shown by the broken line in FIG. 5, and the inner peripheral surface 3ia of the long opening side 3a and the lid
- the open pores BK are connected to a plate-like space PS slightly formed between the long side portion 4a and the peripheral surface 4ua.
- the positive electrode terminal 5 and the negative electrode terminal 6 are fixed to the lid member 4 via insulating members 7 and 8 (see FIGS. 1 and 2).
- the positive electrode terminal 5 and the negative electrode terminal 6 are connected (welded) to the separately formed electrode body 9.
- a case body 3 is also prepared.
- the electrode body 9 is accommodated in the case body 3 and the lid member 4 is inserted into the opening 3 k of the case body 3.
- the pair of long opening side portions 3a, 3a of the case body 3 are pressed toward the inside (upper left-lower right direction in FIG. 1) to open these openings.
- the long side portions 3a and 3a are brought into contact with and closely contacted with the pair of lid long side portions 4a and 4a of the lid member 4 (see FIG. 4).
- the lid long side is brought into close contact with each other.
- the case main body 3 and the lid member 4 are maintained in this state, and proceed from the outside in the thickness direction of the lid member 4 (from above the lid member 4) to the direction orthogonal to the lid member 4 (downward in FIG. 4).
- the laser beam LS is irradiated. Specifically, the boundary between the inner peripheral surface 3i of the opening 3k of the case body 3 and the peripheral surface 4u of the lid peripheral portion 4f of the lid member 4 (in FIG. 4, the inner peripheral surface 3ia of the long opening 3a and the lid Irradiation is performed near the boundary of the long side 4a with the peripheral surface 4ua. Thereby, the opening part 3k of the case main body 3 and the cover peripheral part 4f of the cover member 4 are welded over a perimeter (refer FIG. 4).
- the laser beam LS was irradiated with a fiber laser using an optical fiber as a medium, and used as a CW laser (Continuous wave laser) that continuously emits laser light.
- the laser beam LS is irradiated while moving relative to the battery case 2 (case body 3, lid member 4) along the circumferential direction SH of the lid member 4.
- So-called weaving welding was performed in which the irradiation direction of the beam LS was swung in a swing direction SW (see an arrow in FIG. 4) perpendicular to the moving direction.
- welding was performed with a larger welding range than when the irradiation of the laser beam LS was not oscillated.
- a shielding gas such as nitrogen gas was blown to the irradiated portion of the laser beam LS. .
- a part of the opening 3k and a part of the lid peripheral part 4f are melted and then solidified to form a bead 10 having a square shape in plan view.
- the opening 3k and the cover peripheral part are formed.
- the part 4f is airtightly joined over the entire circumference (see FIG. 1).
- the bead 10a having the above-described fan-shaped cross-sectional shape is formed in the portion corresponding to the lid long side portion 4a in the circumferential direction SH of the lid member 4 that is the specific portion 11 described above (see FIG. 5).
- the open pores BK may be formed in the bead 10a in the specific portion 11.
- an electrolytic solution (not shown) is injected into the battery case 2 from the injection hole 4h, and the injection hole 4h is hermetically sealed. Thereafter, the battery 1 is subjected to initial charging, aging, and various inspections. Thus, the battery 1 is completed.
- the following phenomenon occurs when welding is performed as described above. That is, when the case main body 3 and the lid member 4 are welded by moving the laser beam LS, the opening 3k of the case main body 3 and the lid peripheral edge portion 4f of the lid member 4 are received by heat reception by the irradiation of the laser beam LS. Of these, heat is also transmitted to the unwelded part, and the temperature rises. For this reason, when the melted bead 10 (10a) formed by irradiation with the laser beam LS is cooled and gradually solidified, the heat transfer from the melted bead 10 to the case main body or the lid member by heat conduction is as follows: It is considered that there are relatively few. On the other hand, it is considered that more heat is dissipated from the surface of the melted bead 10 by heat conduction to the air or shield gas in contact with the bead 10 or heat radiation by infrared rays.
- the bead (molten metal) 10a has a generally semicircular sector shape as described above. (See FIG. 5). For this reason, it cools substantially uniformly from the outer peripheral surface 10ag side of the bead 10a, and solidification proceeds from the outer peripheral surface 10ag having an arcuate cross section toward the fan-shaped center 10ac.
- microbubbles such as hydrogen contained in molten aluminum (bead 10a) originated from hydrogen contained in aluminum or air entrained during welding, and the fan-shaped center 10ac. Move towards. Finally, microbubbles gather near the fan-shaped center 10ac.
- the fan-shaped center 10ac is located on the inner peripheral surface 3ia of the opening long side 3a and the peripheral surface 4ua of the lid long side 4a.
- this portion forms a slight plate-shaped space PS between the inner peripheral surface 3ia of the opening long side 3a and the peripheral surface 4ua of the lid long side 4a.
- This space PS is connected to the internal space KS of the battery case 2. For this reason, hydrogen or the like contained in the microbubbles is released into the plate-like space PS and the internal space KS through the plate-like space PS, so that closed pores due to hydrogen or the like are not easily formed in the fan-shaped bead 10a.
- the fan-shaped center 10ac formed by the bead 10a is within the long opening side 3a. Since the shape is located on the peripheral surface 3ia and the peripheral surface 4ua of the lid long side portion 4a, the microbubbles gather near the center 10ac to form large pores and communicate with the plate-like space PS described above. It will be in the form. That is, the large pores formed by the collection of microbubbles communicate with the plate-like space PS and become open pores BK that communicate with the internal space KS of the battery case 2 through the pores.
- the manufacture of the battery 20 of this comparative embodiment in the irradiation of the laser beam LS, weaving (oscillation) is not performed, the energy of the laser beam LS is concentrated in a narrow range, and the laser beam LS is circumferentially directed to the lid member 4. Only the point which moved along SH and was welded differs from embodiment.
- the cross-sectional shape of the bead 21a in the specific portion 11 has the form shown in FIG. That is, as compared with the bead 10a (see FIG.
- the part irradiated with the laser beam LS is deeply melted, while the other part has a relatively shallow melting part.
- the bead 10a of the embodiment has a substantially semicircular fan shape, while the bead 21a of the comparative form has a distorted shape as shown in the figure.
- the bead 21a is bulged outwardly (to the left in FIG. 5) from the outer surface 3ga of the case long side 3a in the outer surface 3g of the case body 3, but the lid member 4
- the outer surface (upper surface in FIG. 5) 4g is not bulged outward (upward in FIG. 5).
- closed beads BH as shown by broken lines in FIG. 6 may be formed in the bead 21a of this comparative form. If such a closed hole BH exists in the bead 21a, when the battery case 2 is stressed, such as when the internal pressure of the battery case 2 is increased, the closed hole BH may become a starting point of cracking.
- the crack is formed so as to connect the front end of the space PS formed between the inner peripheral surface 3ia of the opening long side portion 3a of the case body 3 and the peripheral surface 4ua of the lid long side portion 4a of the lid member 4 and the closed pore BH.
- the cracks progress through the closed pores BH, so that the closed pores BH tend to be weak points in the bead 21a.
- ⁇ represents the endurance test result of the battery case 2 according to the embodiment
- ⁇ represents the endurance test result of the battery case according to the comparative embodiment.
- the number of samples is 5 each.
- the internal pressure fluctuation range ⁇ P was set to 0.10 MPa, 0.15 MPa, and 0.20 MPa.
- the internal pressure fluctuation range ⁇ P was set to 0.10 MPa and 0.20 MPa.
- the battery case ( ⁇ mark) of the embodiment can obtain durability that can withstand the number of cycles four times or more than the battery case ( ⁇ mark) of the comparative form. From this result, it can be seen that, in the battery 1 according to the embodiment, the battery case 2 (the case main body 3 and the lid member 4) is welded, particularly at the specific portion 11, with good durability.
- the bead at the specific portion 11 (the portion where the lid long side portion 4 a is located in the circumferential direction SH of the lid member 4). It is difficult to include the closed pores BH that are likely to be crack base points in 10a, and the battery 1 having good welding strength can be obtained. Moreover, according to the manufacturing method of the battery 1 described above, it is possible to manufacture the battery 1 having a good weld strength, which does not easily include the closed pores BH that easily become crack base points or the like in the bead 10a in the specific portion 11.
- the bead 10a has the above-described fan shape at the specific portion 11 (see FIG. 5), and the bead 10a is connected to the outer side surface 3g (open long side portion of the case body 3). 3a) and protrudes outward from the outer surface 4g of the lid member 4 and protrudes outward from the outer surface 4g of the lid member 4.
- adhered is applied, stress is further easily disperse
- the stress can be further easily dispersed in the bead 10a, and the battery 1 having good welding strength can be manufactured.
- the battery 1 of the present embodiment is a so-called prismatic battery, and a portion where the pair of lid long sides 4 a is located in the circumferential direction SH of the lid member 4 is the specific portion 11. That is, the battery 1 having good welding strength at the welded portion between the pair of long opening side portions 3a occupying most of the opening 3k of the square battery 1 and the pair of long cover side portions 4a of the lid member 4; It has become. Moreover, such a battery 1 can be manufactured.
- this invention is not limited to the above-mentioned embodiment, It can change suitably and apply in the range which does not deviate from the summary.
- weaving welding for welding while oscillating the laser beam LS is performed so that the beam is irradiated over a wide range of the welded portion, and the opening and the like can be melted over the wide range.
- the spot diameter of the laser beam LS can be increased or the focal length of the lens for focusing the beam can be shortened so that the beam can be irradiated over a wide range of the welded portion.
- welding can also be performed using an electron beam.
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Inorganic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Sealing Battery Cases Or Jackets (AREA)
- Laser Beam Processing (AREA)
Abstract
Description
2 電池ケース
3 ケース本体
3k 開口部
3a 開口長辺部
3b 開口短辺部
3r 開口R部
3i (開口部の)内周面
3ia (開口長辺部の)内周面
3g (ケース本体の)外側面
3ga (開口長辺部の)外側面
4 蓋部材
4f 蓋周縁部
4a 蓋長辺部(特定部位)
4b 蓋短辺部
4r 蓋R部
4u (蓋周縁部の)周縁面
4ua (蓋長辺部の)周縁面
4g (蓋周縁部の)外側面
9 電極体
10,21 ビード
10a,21a (特定部位における)ビード
10ag (特定部位におけるビードの)外周面
10ac (特定部位におけるビードのうち)扇形の中心
θ (扇形の)中心角
11 特定部位
BK 開気孔
BH 閉気孔
LS エネルギビーム(レーザビーム)
TH (蓋部材の)厚み方向
SH (蓋部材の)周方向
Claims (6)
- 金属製の電池ケース内に電極体を収容してなり、
上記電池ケースは、
開口部を有する有底筒状のケース本体と、
上記開口部内に挿入されて上記開口部を封口する板状の蓋部材と、を有し、
上記蓋部材の厚み方向外側から照射されたエネルギビームにより、上記蓋部材の全周に亘り、上記ケース本体の上記開口部と上記蓋部材の周縁の蓋周縁部とを気密に溶接してなる
電池であって、
上記蓋部材の周方向の少なくとも一部をなす特定部位において、
上記ケース本体の上記開口部のうち上記厚み方向に沿う内周面と、
上記蓋部材の上記蓋周縁部のうち上記厚み方向に沿う周縁面とが互いに密着した状態で溶接され、
上記特定部位におけるビードの形状が、
上記ビードの上記周方向断面において、中心角160~200度の扇型をなし、
上記扇型の中心が、上記内周面及び上記周縁面上に位置する形態にされてなる
電池。 - 請求項1に記載の電池であって、
前記特定部位において、前記ビードは、
前記ケース本体の外側面よりも外側に突出し、かつ、
前記蓋部材の外側面よりも外側に突出する形態にされてなる
電池。 - 請求項1または請求項2に記載の電池であって、
前記電池ケースは、直方体形状をなし、
前記ケース本体は、一対の開口長辺部、一対の開口短辺部、及び、上記開口長辺部と上記開口短辺部との間をそれぞれ結んで弧状に曲がる4つの開口R部からなる矩形状の前記開口部を有する、有底角筒状であり、
前記蓋部材は、一対の上記開口長辺部にそれぞれ対向する一対の蓋長辺部、一対の上記開口短辺部にそれぞれ対向する一対の蓋短辺部、及び、4つの上記開口R部にそれぞれ対向する4つの蓋R部からなる前記蓋周縁部を有する矩形板状であり、
前記特定部位は、
上記蓋部材の周方向のうち、一対の上記蓋長辺部が位置する部位である
電池。 - 金属製の電池ケース内に電極体を収容してなり、
上記電池ケースは、
開口部を有する有底筒状のケース本体と、
上記開口部内に挿入されて上記開口部を封口する板状の蓋部材と、を有し、
上記蓋部材の厚み方向外側から照射されたエネルギビームにより、上記蓋部材の全周に亘り、上記ケース本体の上記開口部と上記蓋部材の周縁の蓋周縁部とを気密に溶接してなる
電池の製造方法であって、
上記ケース本体の上記開口部内に、上記蓋部材を挿入する挿入工程と、
上記蓋部材の厚み方向外側からエネルギビームを照射して、上記ケース本体の上記開口部と上記蓋部材の周縁の蓋周縁部とを気密に溶接する溶接工程とを備え、
上記溶接工程は、
上記蓋部材の周方向の少なくとも一部をなす特定部位において、
上記ケース本体の上記開口部のうち上記厚み方向に沿う内周面と、上記蓋部材の上記蓋周縁部のうち上記厚み方向に沿う周縁面とを、互いに密着した状態とし、
上記特定部位におけるビードの形状が、上記ビードの上記周方向断面において、中心角160~200度の扇型をなし、上記扇型の中心が、上記内周面及び上記周縁面上に位置する形態に溶接する
電池の製造方法。 - 請求項4に記載の電池の製造方法であって、
前記溶接工程は、
前記特定部位において、前記ビードを、
前記ケース本体の外側面よりも外側に突出し、かつ、
前記蓋部材の外側面よりも外側に突出する形態に形成する
電池の製造方法。 - 請求項4または請求項5に記載の電池の製造方法であって、
前記電池ケースは、直方体形状をなし、
前記ケース本体は、一対の開口長辺部、一対の開口短辺部、及び、上記開口長辺部と上記開口短辺部との間をそれぞれ結んで弧状に曲がる4つの開口R部からなる矩形状の前記開口部を有する、有底角筒状であり、
前記蓋部材は、一対の上記開口長辺部にそれぞれ対向する一対の蓋長辺部、一対の上記開口短辺部にそれぞれ対向する一対の蓋短辺部、及び、4つの上記開口R部にそれぞれ対向する4つの蓋R部からなる前記蓋周縁部を有する矩形板状であり、
前記溶接工程は、
前記特定部位である、上記蓋部材の周方向のうち一対の上記蓋長辺部が位置する部位について、一対の上記開口長辺部同士間を圧縮して、上記開口長辺部の前記内周面と上記蓋長辺部の前記周縁面とをそれぞれ互いに密着させた状態で、溶接を行う
電池の製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201380034463.3A CN104412412B (zh) | 2012-06-27 | 2013-04-24 | 电池及其制造方法 |
| KR1020147036083A KR101664647B1 (ko) | 2012-06-27 | 2013-04-24 | 전지 및 그 제조 방법 |
| CA2876551A CA2876551C (en) | 2012-06-27 | 2013-04-24 | Battery and method for producing same |
| EP13810322.1A EP2869359B1 (en) | 2012-06-27 | 2013-04-24 | Battery and method for producing same |
| US14/408,596 US9508963B2 (en) | 2012-06-27 | 2013-04-24 | Battery and method for producing same |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012144377A JP5708574B2 (ja) | 2012-06-27 | 2012-06-27 | 電池及びその製造方法 |
| JP2012-144377 | 2012-06-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014002598A1 true WO2014002598A1 (ja) | 2014-01-03 |
Family
ID=49782773
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/061988 WO2014002598A1 (ja) | 2012-06-27 | 2013-04-24 | 電池及びその製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US9508963B2 (ja) |
| EP (1) | EP2869359B1 (ja) |
| JP (1) | JP5708574B2 (ja) |
| KR (1) | KR101664647B1 (ja) |
| CN (1) | CN104412412B (ja) |
| CA (1) | CA2876551C (ja) |
| WO (1) | WO2014002598A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107335914A (zh) * | 2017-05-19 | 2017-11-10 | 大族激光科技产业集团股份有限公司 | 动力电池及其密封钉的焊接方法 |
| CN111509146A (zh) * | 2019-01-31 | 2020-08-07 | 三星Sdi株式会社 | 二次电池 |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6071010B2 (ja) * | 2014-01-30 | 2017-02-01 | トヨタ自動車株式会社 | 溶接方法 |
| WO2015159514A1 (ja) * | 2014-04-15 | 2015-10-22 | パナソニックIpマネジメント株式会社 | レーザ溶接方法 |
| JP6213784B2 (ja) * | 2015-06-12 | 2017-10-18 | トヨタ自動車株式会社 | 密閉型電池 |
| US11130196B2 (en) * | 2017-03-30 | 2021-09-28 | Nio Usa, Inc. | Single-position sequential laser welding system |
| JP6863050B2 (ja) * | 2017-04-28 | 2021-04-21 | トヨタ自動車株式会社 | レーザ溶接方法及びレーザ溶接装置 |
| US20200072266A1 (en) * | 2017-05-22 | 2020-03-05 | Eagle Industry Co., Ltd. | Metal joining structure and metal welding method |
| US10547043B2 (en) * | 2017-07-18 | 2020-01-28 | Ford Global Technologies, Llc | Weld patterns for battery assembly joints |
| JP7449139B2 (ja) * | 2020-03-26 | 2024-03-13 | 日本碍子株式会社 | 二次電池及び二次電池の製造方法 |
| JP7266567B2 (ja) | 2020-11-09 | 2023-04-28 | プライムプラネットエナジー&ソリューションズ株式会社 | 角型電池 |
| CN113346167B (zh) * | 2021-06-04 | 2024-02-02 | 中创新航科技股份有限公司 | 电池盖板的焊接方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001155698A (ja) | 1999-11-29 | 2001-06-08 | Nec Mobile Energy Kk | 密閉型電池 |
| JP2004235082A (ja) * | 2003-01-31 | 2004-08-19 | Sanyo Electric Co Ltd | 角形密閉式電池及びその製造方法 |
| JP2011204396A (ja) * | 2010-03-24 | 2011-10-13 | Sanyo Electric Co Ltd | 密閉型電池とその製造方法 |
| JP2012079476A (ja) * | 2010-09-30 | 2012-04-19 | Sanyo Electric Co Ltd | 角形密閉型電池の製造方法 |
| JP2012104414A (ja) * | 2010-11-11 | 2012-05-31 | Toyota Motor Corp | 密閉型電池及び密閉型電池の製造方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0810586B2 (ja) * | 1986-12-08 | 1996-01-31 | 松下電器産業株式会社 | 密閉形電池 |
| JPH01115052A (ja) * | 1987-10-29 | 1989-05-08 | Matsushita Electric Ind Co Ltd | 角形密閉式電池 |
| JPH01286249A (ja) * | 1988-05-12 | 1989-11-17 | Matsushita Electric Ind Co Ltd | 角形密閉式電池 |
| JP4803023B2 (ja) * | 2006-12-26 | 2011-10-26 | トヨタ自動車株式会社 | 電池及び電池の製造方法、並びに電池を搭載した車両 |
| WO2010070726A1 (ja) * | 2008-12-16 | 2010-06-24 | トヨタ自動車株式会社 | 密閉型電池 |
| JP5742792B2 (ja) * | 2012-06-27 | 2015-07-01 | トヨタ自動車株式会社 | 電池 |
-
2012
- 2012-06-27 JP JP2012144377A patent/JP5708574B2/ja active Active
-
2013
- 2013-04-24 CA CA2876551A patent/CA2876551C/en active Active
- 2013-04-24 EP EP13810322.1A patent/EP2869359B1/en active Active
- 2013-04-24 KR KR1020147036083A patent/KR101664647B1/ko active IP Right Grant
- 2013-04-24 WO PCT/JP2013/061988 patent/WO2014002598A1/ja active Application Filing
- 2013-04-24 US US14/408,596 patent/US9508963B2/en active Active
- 2013-04-24 CN CN201380034463.3A patent/CN104412412B/zh active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001155698A (ja) | 1999-11-29 | 2001-06-08 | Nec Mobile Energy Kk | 密閉型電池 |
| JP2004235082A (ja) * | 2003-01-31 | 2004-08-19 | Sanyo Electric Co Ltd | 角形密閉式電池及びその製造方法 |
| JP2011204396A (ja) * | 2010-03-24 | 2011-10-13 | Sanyo Electric Co Ltd | 密閉型電池とその製造方法 |
| JP2012079476A (ja) * | 2010-09-30 | 2012-04-19 | Sanyo Electric Co Ltd | 角形密閉型電池の製造方法 |
| JP2012104414A (ja) * | 2010-11-11 | 2012-05-31 | Toyota Motor Corp | 密閉型電池及び密閉型電池の製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2869359A4 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107335914A (zh) * | 2017-05-19 | 2017-11-10 | 大族激光科技产业集团股份有限公司 | 动力电池及其密封钉的焊接方法 |
| CN107335914B (zh) * | 2017-05-19 | 2019-05-10 | 大族激光科技产业集团股份有限公司 | 动力电池及其密封钉的焊接方法 |
| CN111509146A (zh) * | 2019-01-31 | 2020-08-07 | 三星Sdi株式会社 | 二次电池 |
| CN111509146B (zh) * | 2019-01-31 | 2023-09-12 | 三星Sdi株式会社 | 二次电池 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN104412412A (zh) | 2015-03-11 |
| EP2869359B1 (en) | 2017-02-01 |
| JP5708574B2 (ja) | 2015-04-30 |
| CA2876551C (en) | 2017-01-24 |
| US9508963B2 (en) | 2016-11-29 |
| EP2869359A1 (en) | 2015-05-06 |
| EP2869359A4 (en) | 2015-06-10 |
| JP2014010897A (ja) | 2014-01-20 |
| KR20150023457A (ko) | 2015-03-05 |
| CN104412412B (zh) | 2016-11-16 |
| KR101664647B1 (ko) | 2016-10-11 |
| CA2876551A1 (en) | 2014-01-03 |
| US20150200386A1 (en) | 2015-07-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5708574B2 (ja) | 電池及びその製造方法 | |
| JP5862682B2 (ja) | 電池容器、及びその製造方法 | |
| JP2011204396A (ja) | 密閉型電池とその製造方法 | |
| WO2011016200A1 (ja) | 密閉型電池およびその製造方法 | |
| JP5528571B2 (ja) | 電池モジュールと電池モジュール溶接方法 | |
| JP5480335B2 (ja) | 角型電池及び角型電池の製造方法 | |
| US10403862B2 (en) | Battery | |
| KR20070059949A (ko) | 밀폐형 전지의 제조 방법 및 밀폐형 전지 | |
| WO2009074858A1 (en) | Method of producing welded structure and method of producing battery | |
| CN112424986B (zh) | 可再充电电池和用于焊接可再充电电池的方法 | |
| JP2010157415A (ja) | 密閉型電池用封口体及びこれを用いてなる密閉型電池 | |
| US10741801B2 (en) | Rectangular battery and method of manufacturing rectangular battery | |
| KR20120027416A (ko) | 밀폐형 전지 및 그 제조방법 | |
| KR101838382B1 (ko) | 밀폐형 전지 및 그 제조 방법 | |
| JP2006019089A (ja) | 密閉型電池及びその製造方法 | |
| JP2005190776A (ja) | 密閉型電池 | |
| JP2010067495A (ja) | 扁平形電池 | |
| JP6031958B2 (ja) | 密閉容器及び密閉容器の製造方法 | |
| JP2015109140A (ja) | 密閉型電池の製造方法 | |
| JP2016091932A (ja) | 電流遮断装置、電流遮断装置の製造方法、および、二次電池 | |
| JP2013025978A (ja) | 密閉型電池の製造方法 | |
| KR20230053484A (ko) | 레이저 용접이 적용된 원통형 이차전지와 그 제조방법, 이러한 이차전지를 포함하는 배터리 팩 및 자동차 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13810322 Country of ref document: EP Kind code of ref document: A1 |
|
| REEP | Request for entry into the european phase |
Ref document number: 2013810322 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2013810322 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2876551 Country of ref document: CA |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14408596 Country of ref document: US |
|
| ENP | Entry into the national phase |
Ref document number: 20147036083 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |