WO2013186852A1 - 光ファイバジャイロ用センシングコイル及びその製造方法 - Google Patents
光ファイバジャイロ用センシングコイル及びその製造方法 Download PDFInfo
- Publication number
- WO2013186852A1 WO2013186852A1 PCT/JP2012/064981 JP2012064981W WO2013186852A1 WO 2013186852 A1 WO2013186852 A1 WO 2013186852A1 JP 2012064981 W JP2012064981 W JP 2012064981W WO 2013186852 A1 WO2013186852 A1 WO 2013186852A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- potting
- optical fiber
- coil
- coils
- sensing coil
- Prior art date
Links
Images






Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01C—MEASURING DISTANCES, LEVELS OR BEARINGS; SURVEYING; NAVIGATION; GYROSCOPIC INSTRUMENTS; PHOTOGRAMMETRY OR VIDEOGRAMMETRY
- G01C19/00—Gyroscopes; Turn-sensitive devices using vibrating masses; Turn-sensitive devices without moving masses; Measuring angular rate using gyroscopic effects
- G01C19/58—Turn-sensitive devices without moving masses
- G01C19/64—Gyrometers using the Sagnac effect, i.e. rotation-induced shifts between counter-rotating electromagnetic beams
- G01C19/72—Gyrometers using the Sagnac effect, i.e. rotation-induced shifts between counter-rotating electromagnetic beams with counter-rotating light beams in a passive ring, e.g. fibre laser gyrometers
- G01C19/721—Details
- G01C19/722—Details of the mechanical construction
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01C—MEASURING DISTANCES, LEVELS OR BEARINGS; SURVEYING; NAVIGATION; GYROSCOPIC INSTRUMENTS; PHOTOGRAMMETRY OR VIDEOGRAMMETRY
- G01C25/00—Manufacturing, calibrating, cleaning, or repairing instruments or devices referred to in the other groups of this subclass
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
- Y10T29/49885—Assembling or joining with coating before or during assembling
Definitions
- the present invention relates to a sensing coil for an optical fiber gyro which is excellent in environmental resistance and can be easily manufactured, and a manufacturing method thereof.
- a sensing coil for an optical fiber gyro has a problem that it is easily affected by environmental factors such as temperature and vibration and is inferior in environmental resistance.
- the double pole winding and the quadrupole winding shown in FIGS. 12 (a) and 12 (b) are known. These are called symmetric winding methods, and each is a method of winding an optical fiber so that portions of the optical fiber that are equidistant from the midpoint of the long optical fiber are close to each other.
- a long optical fiber is wound around two pre-winding bobbins, its midpoint is taken out in advance, the midpoint is fixed to the innermost layer of the product bobbin, and a spare on the supply side
- the optical fiber is wound around the product bobbin while alternately replacing the wound bobbin.
- the supply side preliminary winding bobbin is replaced for each layer, and the winding in the clockwise direction as viewed from the middle point (for example, the white circle in FIG. 12A) and the winding in the counterclockwise direction are performed.
- the attachment for example, the black circle in FIG. 12A
- the auxiliary winding bobbin on the supply side is exchanged for every two layers, winding in the clockwise direction as viewed from the middle point (for example, white circle in FIG. 12 (b)), and counterclockwise
- the direction winding (for example, the black circle in FIG. 12B) is changed every two layers.
- the optical fiber portions that are equidistant from the midpoint of the optical fiber are located in different layers. Therefore, if the temperature fluctuation is not uniform in each layer, the generated phase error is completely eliminated. There is a problem that it cannot be offset.
- Patent Documents 1 and 2 propose another winding method as shown in FIG.
- clockwise winding for example, a white circle in FIG. 12C
- counterclockwise winding for example, FIG. 12 (c)
- FIG. 12 (c) is a vertically symmetric structure, and two points equidistant from the midpoint in the opposite direction are positioned in the vertically symmetrical position of the same layer so that the optical fiber is in a constant direction as a whole. It is a method of winding.
- Patent Document 2 also discloses a similar winding method.
- a long optical fiber is wound around two pre-winding bobbins, its midpoint is taken out in advance, the midpoint is fixed to the innermost layer of the product bobbin, and a spare on the supply side
- This is the same as the symmetric winding method in that the optical fiber is wound around the product bobbin while alternately replacing the wound bobbins.
- an optical fiber is wound around two preliminary winding bobbins by L / 2, the middle point of the optical fiber is taken out, the optical fiber is folded back at the middle point, and one set of two is used.
- the optical fiber is led out from the flange hole, and the optical fiber is symmetrically wound while exchanging the pre-winding bobbin. After the completion of the winding, the ends of the optical fibers are fusion-bonded to each other and led out from the flange hole of the product bobbin. The turning point of the optical fiber is cut.
- Patent Documents 4 and 5 propose to reduce the influence of vibration by encapsulating a plurality of turns constituting each layer of the optical fiber with a pottering material against the influence of vibration.
- the pottering material preferably has a high modulus of elasticity, i.e., a hard material, while an appropriate range of modulus of elasticity is 1000 psi (7 MPa) to 20000 psi (not to be exposed to thermal stress). 138 MPa) is proposed (Patent Document 4).
- a silicon mixture having a glass transition temperature of ⁇ 55 ° C. or lower, which is outside the operating temperature range is used. Is smaller than the above range, it is proposed that a carbon black filler is included to provide hardness (Patent Document 5).
- the winding in the clockwise direction and the winding in the counterclockwise direction as viewed from the middle point are alternately overlapped, so that the jumping is performed to jump over each other (in the case of the double pole winding).
- one step jump corresponding to one layer occurs, and in the case of quadrupole winding, two step jumps corresponding to two layers occur), and an intersection occurs. Due to the influence of stress at the intersection, there is a problem that reflection and loss of the propagation light in the optical fiber, and in addition, when the propagation light is polarized light, polarization crosstalk occurs and causes an error.
- the present invention has been made in view of such a problem, and it is possible to simplify the winding operation of the optical fiber, to reduce the number of work steps, to manufacture at a low cost, and to a cloth caused by winding. It is an object of the present invention to provide a highly accurate sensing coil for an optical fiber gyro that can reduce the occurrence of talk and reduce the effects of temperature sensitivity and vibration, and a manufacturing method thereof.
- the present invention provides a sensing coil for an optical fiber gyro,
- a coil body comprising two potting coils in which optical fibers are aligned and wound with the same tension and the same feed speed and encapsulated with a potting material;
- the coil main body is formed by bonding and overlapping the side end surfaces of each potting coil with the potting material, and fusing and connecting one fiber end of each potting coil. It is composed of a fiber.
- the two potting coils can be arranged such that the windings of the coils are symmetric with respect to the side end surface which is an adhesive surface.
- optical fibers derived from the outermost layers of the two potting coils are fused together so that the optical fiber portions derived from the innermost layers of the two potting coils become one end and the other end of the sensing coil. Can be.
- the coil body can be cantilevered and elastically supported on only one side of the support via a heat insulating spacer.
- the coil body is disposed in a multiple metal case, and the multiple metal case is configured such that the inner case is enclosed in the outer case, and between the potting coil and the innermost case, and between the inner case and the outer case, It can be set as the space
- the inner case may be made of a material having higher thermal conductivity than the outer case.
- the potting material may be a room temperature curable flexible adhesive.
- the potting material may have an elastic modulus of 0.1 MPa to 5 MPa above the glass transition temperature, and an elastic modulus of 0.1 MPa to 3 GPa below the glass transition temperature.
- the potting material can have a glass transition temperature at room temperature.
- the potting material may be a flexible epoxy adhesive.
- the present invention is a method of manufacturing a sensing coil for an optical fiber gyro, An optical fiber coated with potting material is aligned and wound around a jig, After removing the potting material from the jig, make two potting coils encapsulated with the potting material, The side end surfaces of the two potting coils are overlapped and bonded with a potting material. At that time, the winding of the coil is symmetric with respect to the side end surface that is the bonding surface, Fuse one fiber end of each potting coil Making a coil body consisting of a continuous optical fiber with one rotation direction, It is a manufacturing method of the sensing coil for optical fiber gyros.
- the fusion of one fiber end of each potting coil includes the fusion of optical fibers derived from the outermost layers of the two potting coils.
- the fusion of one fiber end of each potting coil includes fusion so that the length from the outermost layer of the two potting coils to the fusion part is different between the two potting coils.
- two potting coils encapsulated with a potting material and fiber coils that are aligned and wound are bonded and overlapped with each other without requiring a complicated process as in conventional winding.
- Winding work can be performed. Therefore, automation is possible, and even when the work is performed manually, the number of work steps can be reduced and manufacturing can be performed at low cost.
- the possibility of turbulence can be reduced.
- Two points that are equidistant from the midpoint in the opposite direction can be placed in the same layer of each coil and symmetrical with respect to the coupling center plane of the two coils, ensuring temperature symmetry, The phase error amount received by each light can be made equal to cancel the phase error amount.
- FIG. 6 is an explanatory diagram illustrating a manufacturing procedure of the sensing coil for an optical fiber gyro following FIG. 5.
- FIG. 7 is an explanatory diagram illustrating a manufacturing procedure of the sensing coil for an optical fiber gyro following FIG. 6.
- (A) is a side view of the coil main body manufactured by manufacture of the sensing coil for optical fiber gyros following FIG. 7,
- (b) is a top view.
- It is sectional drawing of the sensing coil for optical fiber gyros by this invention. It is a graph showing the elastic modulus-temperature characteristic of a suitable potting material. It is the bias characteristic after correction
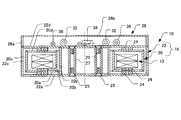
- FIG. 1 and 2 show a coil body of a sensing coil for an optical fiber gyro according to the present invention.
- the coil body 13 of the sensing coil 10 for an optical fiber gyro has two potting coils 12 and 12.
- each potting coil 12 is formed by aligning and winding optical fibers 14 with the same tension and the same feeding speed. By adhering adjacent optical fibers 14 with a potting material 16, It is encapsulated.
- the optical fiber 14 can be a single mode fiber (SM fiber) or a polarization maintaining fiber (PM fiber).
- the potting material 16 is made of a room temperature curable flexible adhesive.
- the flexibility is a degree having flexibility, the hardness is about 50 to 80 degrees in Shore A hardness, and the elastic modulus (Young's modulus) is less than 7 MPa at room temperature (for example, 20 ° C. to 25 ° C.), preferably It is good that it is 5 MPa or less.
- the glass transition temperature is preferably present at room temperature (for example, 20 ° C. to 25 ° C.)
- the elastic modulus (Young's modulus) is between 0.1 MPa and 5 MPa above the glass transition temperature, and below the glass transition temperature.
- the elastic modulus is preferably between 0.1 MPa and 3 GPa.
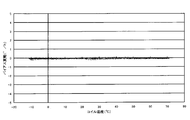
- a specific example of the potting material 16 may be a flexible epoxy adhesive, its glass transition temperature is about 22 ° C., and the temperature characteristic of its elastic modulus follows the curve shown in FIG.
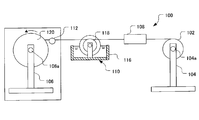
- Such an encapsulated potting coil 12 can be manufactured by a manufacturing apparatus 100 as shown in FIG.
- the manufacturing apparatus 100 includes an unwinding machine 104 having an unwinding shaft 104a on which a preliminary winding spool 102 on which an optical fiber 14 is wound in advance is set, and an unwinding shaft 106a disposed so as to face the unwinding machine 104.
- the winding shaft 106a is connected to a drive source (not shown).
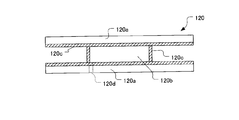
- a winding jig 120 is set on the winding shaft 106 a of the winding machine 106.
- the winding jig 120 includes a pair of flange portions 120 a made of a material having good releasability and excellent dimensional stability (for example, PTFE) and a body connecting the pair of flange portions 120 a.
- the shaft 120b includes a resin packing 120c coated on the inside of the flange portion 120a and the surface of the trunk shaft 120b.
- the trunk shaft 120b and at least one flange 120a are detachably connected.
- trunk shaft 120b or the flange portion 120a is provided with a through hole, a groove, or a cut 120d through which a winding start portion of the optical fiber 14 can be drawn.
- a winding shaft 106a is inserted into the body shaft 120b and can be driven to rotate.
- the adhesive application device 110 includes a tank 116 in which an adhesive that is a liquid potting material 16 is accommodated, and an application roller 118 that is rotatable by being immersed in the tank 116.
- the guide portion 112 can reciprocate in a direction parallel to the unwinding shaft 104a and the winding shaft 106a.
- the winding start portion of the end of the optical fiber 14 unwound from the preliminary winding spool 102 set in the unwinding machine 104 is set in the winder 106 via the tension applying unit 108 and the adhesive application device 110. It is guided to the through-hole, groove or notch 120d of the winding jig 120, the winding shaft 106a is driven to rotate, and the guide portion 112 is reciprocated in a direction parallel to the unwinding shaft 104a and the winding shaft 106a. By moving, the optical fiber 14 unwound from the pre-winding spool 102 and coated with the adhesive by the adhesive coating device 110 is aligned and tightly wound (solenoid winding) on the barrel shaft 120b.
- the optical fiber 14 is wound one layer at a time by the winding jig 120, and when a certain layer is completed, it is folded back to form the next layer on the upper side.
- a predetermined number of optical fiber layers are wound around the winding jig 120 by rotating the winding shaft 106a a predetermined number of times.
- two preliminary winding spools 102 are set side by side on the unwinding shaft 104a, and two winding jigs 120 are set side by side on the winding shaft 106a.
- two winding jigs 120 are set side by side on the winding shaft 106a.
- a coaxial simultaneous winding method for driving the winding shaft 106a may be employed.
- the optical fiber 14 is wound around the two winding jigs 120 at the same time and while applying the same tension by the same tension applying unit 108, so that the optical fiber 14 is wound at the same tension and the same feeding speed.
- two fiber coils of equal length wound in the same direction can be manufactured automatically.
- the flange 120a and the barrel shaft 120b of the winding jig 120 are disassembled, and the potting coil 12 solidified by the potting material 16 and encapsulated. 12 can be obtained.
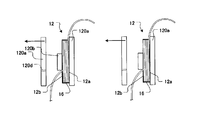
- Each encapsulated potting coil 12 has two side end faces 12a and 12b. As shown in FIG. 7, one of the two potting coils 12 is rotated 180 ° around the axis perpendicular to the coil central axis with respect to the other potting coil 12, The side end face 12b and the side end face 12b of the other potting coil 12 are bonded together by the same potting material 16, cured at room temperature, and integrated. By rotating one of the potting coils 12 by 180 °, the two potting coils 12 are symmetrically wound around the side end surfaces 12b and 12b that are bonded surfaces.
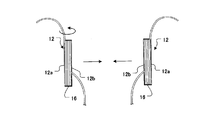
- the ends of the winding end portions (referred to as the extra length portions 12c) of the optical fiber 14 led out from the outermost layers of the two potting coils 12 are fused together.
- the lengths of the extra length portions 12c of the two potting coils 12 are not equal, and in order to avoid fluctuations due to reflected light and spurious errors due to crosstalk, the length is not less than 1/2 of the coherent length determined by the characteristics of the light source. Make a difference in length. That is, the fused part 13a is not a symmetrical point, but is shifted from the symmetrical point.
- the optical fiber 14 is a polarization maintaining fiber (PM fiber)
- the ends of the extra length portion 12c are fused, and the polarization axes of the optical fibers 14 are aligned and fused. .
- the extra length portion 12c after the fusion is overlapped on the side end surface 12a of the potting coil 12 and adhered with the adhesive 16 and cured at room temperature.
- the two potting coils 12, 12 bonded and integrated together become the coil body 13.
- the winding start portion of the optical fiber 14 led out from the innermost layer becomes one end 13b and the other end 13c of the coil body 13, and is connected to the interferometer.
- the coil body 13 is preferably disposed in a metal case 18 as a support.
- the metal case 18 is preferably a multi-metal case, and is a double metal case having at least an inner case 20 and an outer case 22, and the inner case 20 is completely surrounded by the outer case 22 on all four sides. ing.
- the metal case can also be a triple or more multi-metal case.
- the inner metal case 20 and the outer metal case 22 each have a donut shape, and include bottom plates 20a and 22a, inner plates 20b and 22b, outer plates 20c and 22c, and upper plates 20d and 22d.
- the coil body 13 is fixed to the bottom plate 20a of the inner case 20 via spacers 24 made of a heat insulating material provided at three or more positions at equal angles on the lower surface thereof.
- the material of the spacer 24 is preferably selected so that its linear expansion coefficient is about the same as that of the potting material 16, but is harder and has a higher elastic modulus than the potting material 16.
- a synthetic resin or a ceramic can be used, and specifically, a glass epoxy resin or the like can be used.
- the spacer 24 and the coil body 13 and the spacer 24 and the bottom plate 20 a of the inner case 20 may be fixed with the same adhesive as the potting material 16.
- Only one side surface of the coil body 13 is attached to the bottom plate 20a of the inner case 20, and is thus cantilevered.
- a slight gap is held between the coil body 13 and the upper plate 20d, inner plate 20b, and outer plate 20c of the inner case 20.
- the coil body 13 can move relatively freely due to its thermal expansion and contraction, thereby preventing thermal stress from being generated.
- the air gap a slight air gap that does not cause convection, the temperature inside the inner case 20 can be made uniform. Further, through the spacer 24 made of a heat insulating material, direct transfer of heat from the inner case 20 can be prevented, and the temperature in the coil body 13 can be made uniform.
- the inner case 20 is fixed to the bottom plate 22a and the upper plate 22d of the outer case 22 via spacers 24 made of a heat insulating material provided at three or more positions at equal angles on the lower plate 20a and the upper plate 20d, respectively.
- the inner case 20 and the outer case 22 are firmly fixed on both the upper and lower sides.
- the bottom plate 22a and the top plate 22d of the outer case 22 are fixed apart from each other by spacers 27 and screws 25.
- the inner case 20 and the outer case 22 can be made of the same metal material, but can also be made of different metal materials.
- the inner case 20 preferably has a higher heat than the outer case 22.
- the outer case 22 may have higher heat insulation than the inner case 20 so as to have conductivity.
- the upper plate 20d of the inner case 20 and the upper plate 22d of the outer case 22 are each formed with a notch (not shown), and the one end 13b and the other end 13c of the coil body 13 led out from the innermost layer are notched. Go through.
- the notch is preferably sealed with the optical fiber fixed with a metal tape having good thermal conductivity such as an aluminum tape.
- optical component storage case 26 is provided on the upper side of the metal case 18.
- the optical component storage case 26 is made of the same material as the outer case 22 of the metal case 18, and the optical component storage case 26 has an outer plate 26 a and an upper plate 26 b, and its bottom plate is above the outer case 22.
- the plate 22d is also used.
- the optical component storage case 26 may be provided below the metal case 18.
- components such as a coupler 30, a depolarizer 32, an IOC 34, and a polarizer 36 are arranged, and one end 13b and the other end of the coil body 13 led out from the innermost layer passing through the notch. 13c is connected.
- the optical fiber 14 is a single mode fiber (SM fiber)
- a depolarizer 32 for suppressing the influence of polarization fluctuations is also arranged in the optical component storage case 26.
- the depolarizer 32 can be either a crystal type or a fiber type. In the case of the fiber type depolarizer 32, the depolarizer 32 can be integrated with the coil body 13 instead of being disposed in the optical component storage case 26. It is.
- a temperature sensor (not shown) is arranged in the inner case 20 of the metal case, and measures the temperature of the coil body 13.
- the midpoint of the coil body 13 is a midpoint of the length of the two extra length portions 12c and 12c (see As described above, the midpoint is separated from the fusion part 13a), and the points equidistant from the midpoint in the opposite direction are in the same layer of the corresponding potting coils 12 and 12 and the two potting coils 12 Therefore, the same temperature fluctuation can be expected due to the symmetry of the heat distribution. Thus, temperature symmetry can be ensured.
- the two potting coils 12 and 12 are in close contact with each other at the adhesive surface that is the center of the coil body 13, temperature symmetry about the adhesive surface can be reliably achieved. Specifically, as shown by a dotted line in FIG. 2 (b), the temperature distribution at the time of temperature fluctuation is made substantially concentric with the adhesive surface as the center, thereby achieving temperature symmetry and canceling the error of the shoe error. The difference can be reduced.
- the winding operation can be easily performed without requiring a complicated process as in the conventional winding, and the winding can be disturbed. Can also be reduced. Further, since there is no jumping as in the case of the conventional double pole winding or quadrupole winding, the intersection does not occur and the occurrence of periodic stress concentration points can be reduced. The occurrence of errors can be reduced by suppressing the reflection and loss of the propagation light in the optical fiber and the occurrence of polarization crosstalk when the propagation light is polarized.
- one end 13b and the other end 13c of the coil body 13 have the highest temperature differential sensitivity, but these one end 13b and the other end 13c are located on the innermost side of the potting coil 12, and the ambient temperature Since the sensing coil 10 is in a position that is least affected by the change, the sensing coil 10 can be configured to be hardly affected by temperature.
- the fused portion 13a which is less reliable and sensitive to stress as compared with a single optical fiber, can be disposed in the outermost layer of the stress-free coil, reliability and performance stability are improved.
- each potting coil 12 the optical fiber 14 is fixed by a flexible potting material 16, so that thermal expansion and thermal contraction applied to the optical fiber 14 are alleviated to generate bias spike noise in the bias temperature characteristic. Can be prevented.
- FIG. 11 uses the flexible potting material having the elastic modulus-temperature characteristics of FIG. 10 under the ambient temperature conditions of ⁇ 20 ° C. to + 80 ° C. and the temperature change rate of 0.75 ° C./min.
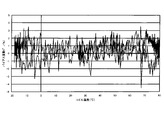
- FIG. 13 shows a bias change after correction when a non-flexible epoxy adhesive having a constant elastic modulus of 3 GPa is used as a potting material.
- a non-flexible epoxy adhesive having a constant elastic modulus of 3 GPa is used as a potting material.
- the flexible potting material in which no spike is generated has an elastic modulus of 1.5 MPa at 30 ° C., and this value is a high elastic modulus proposed in Patent Document 4 or 5 (7 MPa to 138 MPa). ) Much lower value than potting material. Further, by making the potting material 16 a room temperature curable type, the thermal stress is reduced near the normal temperature, the thermal stress below the normal temperature and above the normal temperature can be evenly distributed, and the bias spike noise that is likely to occur when the temperature falls is reduced. It is possible to reduce the thermal stress to the optical fiber that is the cause.
- the coil body 13 may be supported in a cantilevered manner by the heat insulating spacer 24 without directly contacting the metal in the metal case, and this stabilizes the bias temperature characteristic. be able to. Further, the coil body 13 may be disposed in the multiple metal case rather than the single metal case, and thereby the bias temperature characteristic can be further stabilized.
- the vibration test was performed by sweeping the vibration of 2G 0 to 100 Hz in 20 minutes.
- the azimuth error conversion estimated from the gyro output is 0.35 ° sec ⁇ or less ( ⁇ : latitude), which proved to be practically sufficient. Therefore, even if the potting material 16 is flexible, it is shown that there is no influence of vibration as shown in Patent Document 4 or 5, and the sensing coil 10 for an optical fiber gyroscope according to the present invention has temperature, vibration, etc. It turned out to be less susceptible to environmental factors.
Landscapes
- Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- General Physics & Mathematics (AREA)
- Radar, Positioning & Navigation (AREA)
- Remote Sensing (AREA)
- Optics & Photonics (AREA)
- Electromagnetism (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Gyroscopes (AREA)
Abstract
光ファイバの巻付け作業を簡単にし、且つ巻付けを起因とするクロストークの発生も低減することができ、温度感度の影響を低減した光ファイバジャイロ用センシングコイルとする。 コイル本体13が、同一張力及び同一送り速度で光ファイバを整列巻付けしてポッティング材料16でカプセル化した2個のポッティングコイル12、12からなる。各ポッティングコイルの側端面12b、12b同士がポッティング材料16で接着し重ね合わされて、各ポッティングコイル12の最外層から導出される光ファイバ14の巻き終わり部分(余長部12c)の端部同士が融着接続されることで、コイル本体13は1つの回転方向を持つ連続した光ファイバから構成される。
Description
本発明は、耐環境性に優れ、その製造を簡単にすることができる光ファイバジャイロ用センシングコイル及びその製造方法に関する。
本来、光ファイバジャイロ用センシングコイルは、温度、振動といった環境要因の影響を受けやすく、耐環境性に劣るという問題がある。
例えば、光ファイバジャイロ用センシングコイルに温度変動が印加された場合、センシングコイルを通過する左右回り光が、この温度変動を異なるタイミングで受けるために、左右回り光の間に検出するべきサニャック位相差以外の位相差が発生してしまうという問題がある。この温度変動によって生じる誤差は、温度微分感度(またはシュープ効果)と呼ばれている。
このような温度微分感度の影響を低減するために、従来、センシングコイルへの光ファイバの巻付け方法について様々な提案がなされている。
代表的な巻付け方法として、図12(a)(b)に示す2重極巻き及び4重極巻きが知られている。これらは、対称巻付け法と呼ばれ、いずれも長尺の光ファイバの中点から相反方向に等距離にある光ファイバの部分が近接するように光ファイバを巻付けていく方法である。
具体的な作業としては、長尺の光ファイバを2つの予備巻きボビンに巻回しておき、その中点を予め出しておき、製品用ボビンの最内層に中点を固定し、供給側の予備巻きボビンを交互に交換しながら、光ファイバを製品用ボビンに巻付けていく。
2重極巻きの場合には一層毎に供給側の予備巻きボビンを交換して、中点から見て右回り方向の巻付け(例えば図12(a)における白丸)と、左回り方向の巻付け(例えば図12(a)における黒丸)とが、一層毎に交代するようにする。また、4重極巻きの場合には二層毎に供給側の予備巻きボビンを交換して、中点から見て右回り方向の巻付け(例えば図12(b)における白丸)と、左回り方向の巻付け(例えば図12(b)における黒丸)とが、二層毎に交代するようにする。
この対称巻付け法は、光ファイバの中点から相反方向に等距離にある2点での温度変動をなるべく等しくすることにより、左右回りの光がそれぞれ受ける位相誤差量を等しくして、相殺させて、相反性を確保しようとするものである。
しかしながら、対称巻付け法では、光ファイバ中点から相反方向に等距離の光ファイバ部分が異なる層に位置することになるため、各層で温度変動が一様でないと、発生する位相誤差を完全に相殺することができないという問題がある。
そのため、特許文献1~2では、図12(c)に示すような別の巻付け法が提案されている。
特許文献1で提案する巻付け法は、ベース取付部に関して、光ファイバの中点から見て右回り方向の巻付け(例えば図12(c)における白丸)と左回り方向の巻付け(例えば図12(c)における黒丸)が上下対称構造となるようにして、中点から相反方向に等距離にある2点が同一層の上下対称位置に位置付けられ全体として一定方向になるように光ファイバを巻付けていく方法である。特許文献2でも同様な巻付け法が開示される。
具体的な作業としては、長尺の光ファイバを2つの予備巻きボビンに巻回しておき、その中点を予め出しておき、製品用ボビンの最内層に中点を固定し、供給側の予備巻きボビンを交互に交換しながら、光ファイバを製品用ボビンに巻付けていく点で、対称巻付け法と同じである。
また、特許文献3では、2つの予備巻きボビンに光ファイバをL/2ずつ巻回し、光ファイバの中点を出し、その中点で光ファイバを折り返して2本1組として、製品用ボビンのフランジ孔より外部に導出し、予備巻きボビンを交換しながら光ファイバを対称巻付けし、巻付け完了後、光ファイバの端末同士を融着接続し、製品用ボビンのフランジ孔より外部に導出した光ファイバの折り返し点を切断している。
また、振動の影響に対して、光ファイバの各層を構成する複数のターンをポッタリング材料でカプセル化することにより、振動の影響を低減させることが特許文献4及び5で提案されている。このポッタリング材料の弾性率は、高いもの即ち硬い材料を用いることがよく、その一方で熱応力に晒されないようにするために、弾性率の適切な範囲としては、1000psi(7MPa)から20000psi(138MPa)の間にあることが提案される(特許文献4)。さらに、動作温度範囲において、ポッタリング材料の弾性率の急な変化を避けるべく、動作温度範囲外である-55℃以下のガラス遷移温度を持つシリコン混合物とし、さらに、シリコン材料だけでは、弾性率が上記範囲よりも小さいために、カーボンブラック充填材を含めることで、硬さを持たせることが提案される(特許文献5)。
しかしながら、特許文献1~3で示される巻付け法においては、いずれもその巻付け作業にほぼ同じような作業を要し、予備巻きボビンを交互に交換しながら1つの製品用ボビンに巻付けていくために、その交換作業が大変であり、自動化するには巻取機が複雑な構造となり、手動で行うには作業工数が多く作業時間がかかるという問題がある。
さらに、対称巻付け法では、中点から見て右回り方向の巻付けと、左回り方向の巻付けを交互に重ねていくために、互いに互いを飛び越すための飛び越し(2重極巻付けの場合は1層分に相当する1段飛び、4重極巻付けの場合は2層分に相当する2段飛び)が起こり、交差点が発生する。この交差点での応力の影響で光ファイバ中の伝搬光の反射や損失、加えて伝搬光が偏光である場合には偏光クロストークが発生して、誤差の原因になるという問題がある。
一方、特許文献4及び5で示される巻付け法では、単純な整列巻付けとなっているために、温度変動によって生じる誤差が大きいという問題がある。
本発明はかかる課題に鑑みなされたもので、光ファイバの巻付け作業を簡単にすることができ、作業工数を低減して、低コストで製造することができ、且つ巻付けを起因とするクロストークの発生も低減することができ、温度感度及び振動の影響を低減した高精度な光ファイバジャイロ用センシングコイル及びその製造方法を提供することを、その目的とする。
上記目的を達成するために、本発明は、光ファイバジャイロ用センシングコイルにおいて、
同一張力及び同一送り速度で光ファイバを整列巻付けしポッティング材料でカプセル化した2個のポッティングコイルからなるコイル本体を有し、
該コイル本体は、各ポッティングコイルの側端面同士が前記ポッティング材料で接着し重ね合わされてなり、前記各ポッティングコイルの一方のファイバ端同士が融着接続されて、1つの回転方向を持つ連続した光ファイバから構成される、ことを特徴とする。
同一張力及び同一送り速度で光ファイバを整列巻付けしポッティング材料でカプセル化した2個のポッティングコイルからなるコイル本体を有し、
該コイル本体は、各ポッティングコイルの側端面同士が前記ポッティング材料で接着し重ね合わされてなり、前記各ポッティングコイルの一方のファイバ端同士が融着接続されて、1つの回転方向を持つ連続した光ファイバから構成される、ことを特徴とする。
前記2個のポッティングコイルは、接着面である側端面を中心としてそのコイルの巻きが対称であるようにすることができる。
前記2個のポッティングコイルの最外層から導出される光ファイバ同士が融着され、2個のポッティングコイルの最内層から導出される光ファイバ部分が、センシングコイルの一端部と他端部となるようにすることができる。
コイル本体は、支持体に対してその一側面のみが断熱スペーサを介して片持ち弾性支持されているようにすることができる。
前記コイル本体は、多重金属ケース内に配置され、多重金属ケースは、内側ケースが外側ケース内に包囲されて構成され、ポッティングコイルと最内側ケース間、及び内側ケースと外側ケースとの間は、対流を生じない程度の空隙となっているようにすることができる。
前記多重金属ケースのうち、内側ケースは、外側ケースよりも熱伝導率が高い材料で構成されることができる。
前記ポッティング材料は、常温硬化型の柔軟性接着剤であってもよい。
前記ポッティング材料は、ガラス転移温度以上で弾性率が0.1MPa~5MPaであり、ガラス転移温度以下で、弾性率が0.1MPaから3GPaであるようにすることができる。
前記ポッティング材料は、ガラス転移温度が常温に存在するようにすることができる。
前記ポッティング材料は、柔軟性エポキシ系接着剤であってもよい。
また、本発明は、光ファイバジャイロ用センシングコイルの製造方法であって、
ポッティング材料が塗布された光ファイバを治具に整列巻付けし、
ポッティング材料硬化後に治具から取り外して、ポッティング材料でカプセル化されたポッティングコイルを2個作製し、
2個のポッティングコイルの側端面同士を重ね合わせてポッティング材料で接着し、その際に、接着面である側端面を中心としてコイルの巻きが対称になるようにし、
各ポッティングコイルの一方のファイバ端同士を融着して、
1つの回転方向を持つ連続した光ファイバからなるコイル本体を作製する、
光ファイバジャイロ用センシングコイルの製造方法である。
ポッティング材料が塗布された光ファイバを治具に整列巻付けし、
ポッティング材料硬化後に治具から取り外して、ポッティング材料でカプセル化されたポッティングコイルを2個作製し、
2個のポッティングコイルの側端面同士を重ね合わせてポッティング材料で接着し、その際に、接着面である側端面を中心としてコイルの巻きが対称になるようにし、
各ポッティングコイルの一方のファイバ端同士を融着して、
1つの回転方向を持つ連続した光ファイバからなるコイル本体を作製する、
光ファイバジャイロ用センシングコイルの製造方法である。
各ポッティングコイルの一方のファイバ端同士の融着は、2個のポッティングコイルの最外層から導出される光ファイバ同士を融着することを含む。
各ポッティングコイルの一方のファイバ端同士の融着は、2個のポッティングコイルの最外層から融着部までの長さが、2個のポッティングコイルで異なるように融着することを含む。
本発明によれば、整列巻付けしたファイバコイルをポッティング材料でカプセル化した2個のポッティングコイルを接着して重ね合わせるために、従来の巻付けのような複雑な工程を要することなく、簡単に巻付け作業を行うことができる。従って、自動化を可能とし、手動で作業を行う場合でも、作業工数を低減して低コストで製造することができる。また、巻乱れの起こる可能性も低減させることができる。中点から相反方向に等距離にある2点を、それぞれのコイルの同一層に、且つ2つのコイルの結合中心面に関して対称位置にすることができて、温度対称性を確保し、左右回りの光がそれぞれ受ける位相誤差量を等しくして、位相誤差量を相殺させることができる。
さらに、従来の2重極巻付けまたは4重極巻付けのような飛び越しがないために、交差点が発生せず、周期的な応力集中箇所の発生を低減させることができ、この応力の影響で起こる光ファイバ中の伝搬光の反射や損失、加えて伝搬光が偏光である場合の偏光クロストークの発生を抑制して誤差の発生を低減させることができて、高精度なものとすることができる。
以下、本発明の実施形態を図面に基づいて説明する。
図1及び図2は、本発明による光ファイバジャイロ用センシングコイルのコイル本体を表している。
光ファイバジャイロ用センシングコイル10のコイル本体13は、2個のポッティングコイル12、12を有している。
各ポッティングコイル12は、図2に示したように、同一張力及び同一送り速度で光ファイバ14を整列巻付けしたものからなり、ポッティング材料16で隣接する光ファイバ14同士が接着されることで、カプセル化されている。光ファイバ14はシングルモードファイバ(SMファイバ)または偏波保持ファイバ(PMファイバ)とすることができる。
ポッティング材料16は、常温硬化型の柔軟性接着剤からなる。柔軟性は、可撓性を持つ程度とし、その硬度は、ショアA硬度で50~80度程度で、弾性率(ヤング率)は、常温(例えば20℃~25℃)で7MPa未満、好ましくは5MPa以下となっているとよい。また、ガラス転移温度は、常温(例えば20℃~25℃)に存在しているとよく、ガラス転移温度以上で弾性率(ヤング率)が0.1MPaから5MPaの間にあり、ガラス転移温度以下で弾性率が0.1MPaから3GPaの間にあるとよい。ポッティング材料16の具体例としては、柔軟性エポキシ系接着剤とすることができ、そのガラス転移温度は22℃程度で、その弾性率の温度特性は図10に示す曲線に従っている。
このようなカプセル化されたポッティングコイル12は、図3に示すような製造装置100で作製することができる。製造装置100は、光ファイバ14が予め巻付けられた予備巻きスプール102がセットされた巻解軸104aを持つ巻解機104と、巻解機104に対向して配置されて巻取軸106aを持つ巻取機106と、巻解機104と巻取機106との間に配置された張力付与部108と、張力付与部108と巻取機106との間に配置された接着剤塗布装置110と、ガイド部112とを備える。巻取軸106aは図示しない駆動源に連結される。
巻取機106の巻取軸106aには、巻取治具120がセットされる。巻取治具120は、図4に示すように、離型性が良く寸法安定性に優れる材質(例えば、PTFE等)からなる一対の鍔部120a及び一対の鍔部120aの間を連結する胴軸120bと、鍔部120aの内側と胴軸120bの表面に被覆された樹脂パッキン120cと、から構成される。胴軸120bと少なくとも一方の鍔部120aは脱着可能に連結されている。また、胴軸120bまたは鍔部120aには、光ファイバ14の巻始め部分を引き出すことができる貫通孔、溝、または切込み120dが設けられている。胴軸120b内には巻取軸106aが挿入されて、回転駆動可能となっている。
接着剤塗布装置110は、液体状のポッティング材料16である接着剤が収容されるタンク116と、タンク116に底部が浸漬されて回転自在となった塗布ローラ118と、を備える。
ガイド部112は、巻解軸104a及び巻取軸106aに対して平行な方向に往復動可能となっている。
巻解機104にセットされた予備巻きスプール102から巻き解かれた光ファイバ14の端部の巻き始め部分を、張力付与部108及び接着剤塗布装置110を経由して巻取機106にセットされた巻取治具120の貫通孔、溝または切込み120dに誘導しておき、巻取軸106aを回転駆動し、ガイド部112を巻解軸104a及び巻取軸106aに対して平行な方向に往復動させることで、予備巻きスプール102から巻き解かれ、途中で接着剤塗布装置110によって接着剤が塗布された光ファイバ14が、胴軸120bに整列密着巻付け(ソレノイド巻線)される。即ち、光ファイバ14は、巻取治具120において、一層ずつ巻付けられ、ある層が完成すると折り返して、その上側に次の層を形成していく。こうして、決められた回数、巻取軸106aの回転を行うことで、巻取治具120に所定数の光ファイバの層が巻付けられる。
好ましくは、図5に示すように、巻解軸104aに2個の予備巻きスプール102を並べてセットし、巻取軸106aに2個の巻取治具120を並べてセットし、接着剤塗布装置110を並列に2個配置し、巻取軸106aを駆動する同軸同時巻線方式をとるとよい。これによって、2個の巻取治具120に光ファイバ14を同時に且つ同じ張力付与部108によって同じ張力を印加しながら巻き取ることによって、同一張力及び同一送り速度で巻き取られ、同じ巻取特性を持ち、等しい長さの同じ方向に巻付けられた2個のファイバコイルを自動的に製造することができる。
巻取後に常温硬化させた後、図6に示すように、巻取治具120の鍔部120aと胴軸120bとを分解して、ポッティング材料16によって固化されてカプセル化されたポッティングコイル12、12を得ることができる。
カプセル化された各ポッティングコイル12は、2つの側端面12a、12bを持つ。図7に示すように、2個のポッティングコイル12のうちの一方のポッティングコイル12を他方のポッティングコイル12に対してコイル中心軸に垂直な軸周りに180°回転させ、一方のポッティングコイル12の側端面12bと他方のポッティングコイル12の側端面12bとを同じポッティング材料16によって接着して常温硬化させて一体化する。一方のポッティングコイル12を180°回転させることによって、接着面となった側端面12b、12bを中心として、2個のポッティングコイル12は、コイルの巻きが対称となっている。
次に、図8に示すように、2個のポッティングコイル12の最外層から導出される光ファイバ14の巻き終わり部分(余長部12cという)の端部同士を融着する。このとき、2つのポッティングコイル12の余長部12cの長さは等しくせずに、反射光による変動やクロストークによるスプリアス誤差を避けるために、光源の特性で決まるコヒーレント長の1/2以上の長さの差をつけるようにする。つまり、融着部13aは、対称点とせずに、対称点からずれた位置になるようにする。尚、光ファイバ14が偏波保持ファイバ(PMファイバ)の場合には余長部12cの端部を融着する際に、各光ファイバ14同士の偏波軸を合わせて融着するようにする。
そして、融着後の余長部12cは、ポッティングコイル12の側端面12aに重ねて接着剤16で接着して常温硬化させる。こうして、接着されて一体化された2個のポッティングコイル12、12がコイル本体13となる。最内層から導出される光ファイバ14の巻始め部分がコイル本体13の一端部13bと他端部13cとなり干渉計に接続される。
図9に示すように、コイル本体13は、支持体としての金属ケース18内に配置されるとよい。金属ケース18は、多重金属ケースとなっているとよく、少なくとも内側ケース20と、外側ケース22とを有する二重金属ケースとなっており、内側ケース20は、外側ケース22によって完全に四方が包囲されている。但し、金属ケースは、さらに三重以上の多重金属ケースとすることも可能である。
内側金属ケース20及び外側金属ケース22は、それぞれドーナツ形状をなしており、底板20a、22a、内側板20b、22b、外側板20c、22c、上板20d、22dを備える。
コイル本体13は、その下面に等配角度で3箇所以上に設けられた断熱材からなるスペーサ24を介して内側ケース20の底板20aに固定される。
スペーサ24の材料は、好ましくは、その線膨張係数がポッティング材16と同程度とし、しかしながら、ポッティング材16よりも硬く弾性率の高いものが選択される。例えば、合成樹脂またはセラミックスとすることができ、具体的にはガラスエポキシ樹脂等が使用可能である。スペーサ24とコイル本体13及びスペーサ24と内側ケース20の底板20aとの間は、ポッティング材16と同じ接着剤で固定されるとよい。
コイル本体13は、その一側面のみが内側ケース20の底板20aに取り付けられており、従って、片持ち支持となっている。コイル本体13と内側ケース20の上板20d、内側板20b、外側板20cとの間には僅かな空隙が保持されている。これによって、コイル本体13は、その熱膨張及び熱収縮によって比較的自由に動くことが可能になっており、熱応力が発生することを防いでいる。その一方で、空隙を対流が生じない程度の僅かな空隙とすることで、内側ケース20内部の温度の均一化を図ることができる。また、断熱材からなるスペーサ24を介することで、内側ケース20からの熱の直接の伝達を防ぎ、コイル本体13における温度の均一化を図ることができる。
更に、内側ケース20は、その下板20aと上板20dに等配角度で3箇所以上に設けられた断熱材からなるスペーサ24を介して外側ケース22の底板22aと上板22dにそれぞれ固定される。内側ケース20と外側ケース22においては、上側と下側の両側で堅固に固定する。外側ケース22の底板22aと上板22dは、スペーサ27とビス25によって互いに離間して固定される。
内側ケース20と外側ケース22とは、同じ金属材料で構成することができるが、異なる金属材料とすることもでき、その場合に、好ましくは、内側ケース20の方が外側ケース22よりも高い熱伝導性を持つように、換言すれば、外側ケース22の方が内側ケース20よりも高い断熱性を持つようにするとよい。これによって、外側ケース22によって外乱の熱の影響が内部に伝わることを防ぐ一方で、内側ケース20によって、内側ケース20内の温度勾配をなくし、温度を均一化する効果が得られる。
内側ケース20の上板20d及び外側ケース22の上板22dには、それぞれ切欠(図示略)が形成されており、最内層から導出されるコイル本体13の一端部13bと他端部13cが切欠を通り抜ける。切欠は、アルミテープなどの熱伝導性の良い金属テープで光ファイバごと固定して封止するとよい。
金属ケース18の上側には、光学部品収納ケース26が設けられる。光学部品収納ケース26は、金属ケース18の外側ケース22と同じ材料で構成され、光学部品収納ケース26は、外側板26aと、上板26bとを有し、その底板は、外側ケース22の上板22dが兼用している。但し、光学部品収納ケース26は金属ケース18の下側とすることも可能である。
光学部品収納ケース26内には、カプラ30、デポライザ32、IOC34、偏光子36等の部品が配設されて、切欠を通り抜けた最内層から導出されるコイル本体13の一端部13bと他端部13cが接続される。光ファイバ14がシングルモードファイバ(SMファイバ)の場合には、偏波変動の影響を抑制するためのデポラライザ32も光学部品収納ケース26内に配置される。デポラライザ32は結晶タイプ、ファイバタイプのいずれタイプとすることもでき、ファイバタイプのデポラライザ32とした場合には、光学部品収納ケース26内に配置する代わりに、コイル本体13と一体にすることも可能である。
また、金属ケースの内側ケース20内には、温度センサ(図示略)が配置されて、コイル本体13の温度を測定している。
以上のように構成される光ファイバジャイロ用センシングコイル10においては、前述のように、コイル本体13の中点は、2つの余長部12c、12cを合わせた長さの中点となり(尚、前述のように、中点は融着部13aから離れている)、中点から相反方向に等距離にある地点は、対応するポッティングコイル12、12の同一層にあり且つ2個のポッティングコイル12の接着面から等距離に位置するために、熱分布の対称性によって、同じ温度変動を受けることが期待できる。こうして、温度対称性を確保することができる。
特に、2個のポッティングコイル12、12はコイル本体13の中央となる接着面で互いに密着しているため、接着面を中心とする温度対称性を確実に達成することができる。具体的には、図2(b)に点線で示すように、温度変動時の温度分布を接着面を中心とする略同心円状とすることで温度対称性を達成して、シュープ誤差のキャンセル残差を低減することができる。
各ポッティングコイル12、12は単純な整列巻付けであるために、従来の巻付けのような複雑な工程を要することなく、簡単に巻付け作業を行うことができ、また、巻乱れの起こる可能性も低減させることができる。さらには、従来の2重極巻付けまたは4重極巻付けのような飛び越しがないために、交差点が発生せず、周期的な応力集中箇所の発生を低減させることができ、この応力の影響で起こる光ファイバ中の伝搬光の反射や損失、加えて伝搬光が偏光である場合の偏光クロストークの発生を抑制して誤差の発生を低減させることができる。
また、周知のようにコイル本体13の一端部13bと他端部13cは温度微分感度が最も高いが、これら一端部13bと他端部13cが、ポッティングコイル12の最内側に位置し、周囲温度変化の影響を最も受けない位置にあるために、センシングコイル10として温度の影響を受けにくい構成とすることができる。
また、光ファイバ単体と比較して信頼性が低く応力にも敏感な融着部13aを応力フリーとなるコイルの最外層に配置することができるので、信頼性・性能安定性が向上する。
さらに、各ポッティングコイル12において、光ファイバ14が柔軟性のあるポッティング材料16によって固定されることにより、光ファイバ14にかかる熱膨張、熱収縮を緩和して、バイアス温度特性におけるバイアススパイクノイズの発生を防ぐことができる。
図11は、周囲温度が-20℃~+80℃で、温度変化率が0.75℃/分の温度環境条件下での、図10の弾性率-温度特性を持つ柔軟性ポッティング材を用いた場合の本発明による光ファイバジャイロ用センシングコイルによる補正後のバイアス温度特性を示している。バイアススパイクが発生せず、バイアス不安定性が0.018°/h(1σ)以下、ランダムウォークが0.0047°/√hの性能が得られた。
図13は、弾性率が3GPa一定となった非柔軟性エポキシ系接着剤をポッティング材料として用いた場合の補正後のバイアス変化である。この場合、温度が下降していく時に多数のスパイクが出る傾向があり、これは、温度下降時に光ファイバ14内で発生する熱膨張、熱収縮を非柔軟性ポッティング材料では十分に緩和することができないことが要因と考えられる。
これに対して、スパイクの発生しない柔軟性ポッティング材料では、30℃で弾性率が1.5MPaとなっており、この値は、特許文献4または5で提案される弾性率の高い(7MPa~138MPa)ポッティング材料よりも遥かに低い値である。また、ポッティング材料16を常温硬化型とすることで、常温付近で熱応力を少なくし、常温以下及び常温以上での熱応力を均等配分することができ、温度下降時に発生しやすいバイアススパイクノイズの原因となる光ファイバへの熱応力を低減することができる。
また、コイル本体13は、金属ケースの中で、金属に直接接触することなく、且つ一側面のみが断熱性スペーサ24によって片持ち弾性支持されているとよく、これによって、バイアス温度特性を安定させることができる。さらに、コイル本体13は、一重金属ケースよりも多重金属ケース内に配置するとよく、これによって、バイアス温度特性をより一層安定させることができる。
さらに、図10に示す弾性率-温度特性を持つ柔軟性ポッティング材を用いた場合の振動特性に関しては、20分間で 2G 0~100Hzの振動を掃引して振動試験を行った結果、振動印加中のジャイロ出力から推定される方位誤差換算は0.35°secλ以下(λ:緯度)であり、実用上十分であることが分かった。従って、ポッティング材料16を柔軟性のあるものとしても、特許文献4または5に示されるような振動の影響はないことが示され、本発明による光ファイバジャイロ用センシングコイル10は、温度、振動といった環境要因の影響を受けにくいことが分かった。
10 光ファイバジャイロ用センシングコイル
12 ポッティングコイル
12b 側端面
12c 余長部
13 コイル本体
13a 融着部
13b 一端部
13c 他端部
14 光ファイバ
16 ポッティング材料
18 金属ケース
20 内側ケース
22 外側ケース
24 スペーサ
120 巻取治具
12 ポッティングコイル
12b 側端面
12c 余長部
13 コイル本体
13a 融着部
13b 一端部
13c 他端部
14 光ファイバ
16 ポッティング材料
18 金属ケース
20 内側ケース
22 外側ケース
24 スペーサ
120 巻取治具
Claims (13)
- 光ファイバジャイロ用センシングコイルにおいて、
同一張力及び同一送り速度で光ファイバを整列巻付けしポッティング材料でカプセル化した2個のポッティングコイルからなるコイル本体を有し、
該コイル本体は、各ポッティングコイルの側端面同士が前記ポッティング材料で接着し重ね合わされてなり、前記各ポッティングコイルの一方のファイバ端同士が融着接続されて、1つの回転方向を持つ連続した光ファイバから構成される、ことを特徴とする光ファイバジャイロ用センシングコイル。 - 前記2個のポッティングコイルは、接着面である側端面を中心としてそのコイルの巻きが対称である、ことを特徴とする請求項1記載の光ファイバジャイロ用センシングコイル。
- 前記2個のポッティングコイルの最外層から導出される光ファイバ同士が融着され、2個のポッティングコイルの最内層から導出される光ファイバ部分が、センシングコイルの一端部と他端部となる、ことを特徴とする請求項1または2記載の光ファイバジャイロ用センシングコイル。
- コイル本体は、支持体に対してその一側面のみが断熱スペーサを介して片持ち弾性支持されている、ことを特徴とする請求項1ないし3のいずれか1項に記載の光ファイバジャイロ用センシングコイル。
- 前記コイル本体は、多重金属ケース内に配置され、多重金属ケースは、内側ケースが外側ケース内に包囲されて構成され、ポッティングコイルと最内側ケース間、及び内側ケースと外側ケースとの間は、対流を生じない程度の空隙となっている、ことを特徴とする請求項1ないし3のいずれか1項に記載の光ファイバジャイロ用センシングコイル。
- 前記多重金属ケースのうち、内側ケースは、外側ケースよりも熱伝導率が高い材料で構成される、ことを特徴とする請求項5記載の光ファイバジャイロ用センシングコイル。
- 前記ポッティング材料は、常温硬化型の柔軟性接着剤である、ことを特徴とする請求項1ないし6のいずれか1項に記載の光ファイバジャイロ用センシングコイル。
- 前記ポッティング材料は、ガラス転移温度以上で弾性率が0.1MPa~5MPaであり、ガラス転移温度以下で、弾性率が0.1MPaから3GPaである、ことを特徴とする請求項1ないし7のいずれか1項に記載の光ファイバジャイロ用センシングコイル。
- 前記ポッティング材料は、ガラス転移温度が常温に存在する、ことを特徴とする請求項8記載の光ファイバジャイロ用センシングコイル。
- 前記ポッティング材料は、柔軟性エポキシ系接着剤である、ことを特徴とする請求項1ないし9のいずれか1項に記載の光ファイバジャイロ用センシングコイル。
- 光ファイバジャイロ用センシングコイルの製造方法であって、
ポッティング材料が塗布された光ファイバを治具に整列巻付けし、
ポッティング材料硬化後に治具から取り外して、ポッティング材料でカプセル化されたポッティングコイルを2個作製し、
2個のポッティングコイルの側端面同士を重ね合わせてポッティング材料で接着し、その際に、接着面である側端面を中心としてコイルの巻きが対称になるようにし、
各ポッティングコイルの一方のファイバ端同士を融着して、
1つの回転方向を持つ連続した光ファイバからなるコイル本体を作製する、
光ファイバジャイロ用センシングコイルの製造方法。 - 各ポッティングコイルの一方のファイバ端同士の融着は、2個のポッティングコイルの最外層から導出される光ファイバ同士を融着することを含む請求項11記載の光ファイバジャイロ用センシングコイルの製造方法。
- 各ポッティングコイルの一方のファイバ端同士の融着は、2個のポッティングコイルの最外層から融着部までの長さが、2個のポッティングコイルで異なるように融着することを含む請求項12記載の光ファイバジャイロ用センシングコイルの製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US14/407,052 US9541400B2 (en) | 2012-06-12 | 2012-06-12 | Fiber optic gyroscope sensing coil and method of fabricating the same |
| PCT/JP2012/064981 WO2013186852A1 (ja) | 2012-06-12 | 2012-06-12 | 光ファイバジャイロ用センシングコイル及びその製造方法 |
| CN201280073910.1A CN104380042B (zh) | 2012-06-12 | 2012-06-12 | 光纤陀螺仪用传感线圈及其制造方法 |
| EP12879052.4A EP2860493B1 (en) | 2012-06-12 | 2012-06-12 | Sensing coil for fiber optic gyroscopes and manufacturing method for same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2012/064981 WO2013186852A1 (ja) | 2012-06-12 | 2012-06-12 | 光ファイバジャイロ用センシングコイル及びその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013186852A1 true WO2013186852A1 (ja) | 2013-12-19 |
Family
ID=49757716
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/064981 WO2013186852A1 (ja) | 2012-06-12 | 2012-06-12 | 光ファイバジャイロ用センシングコイル及びその製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US9541400B2 (ja) |
| EP (1) | EP2860493B1 (ja) |
| CN (1) | CN104380042B (ja) |
| WO (1) | WO2013186852A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109764894A (zh) * | 2019-01-18 | 2019-05-17 | 北京联智信达科技有限公司 | 一种光纤环固化预处理设备 |
| CN110926502A (zh) * | 2019-12-10 | 2020-03-27 | 中船航海科技有限责任公司 | 一种高度可调的光纤陀螺绕环工装 |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6504685B2 (ja) * | 2015-08-27 | 2019-04-24 | 深▲せん▼市大耳馬科技有限公司Shenzhen Darma Technology Co.,Ltd. | 光ファイバーセンサ及び微動の監視方法 |
| CN106441263A (zh) * | 2016-08-31 | 2017-02-22 | 武汉长盈通光电技术有限公司 | 一种减小光纤陀螺偏振误差的光纤环骨架及其绕制光纤环圈的方法 |
| CN107782301A (zh) * | 2017-10-20 | 2018-03-09 | 上海新跃联汇电子科技有限公司 | 一种光纤传感线圈组件及具有该组件的光纤陀螺仪 |
| CN108168576A (zh) * | 2017-12-15 | 2018-06-15 | 中国船舶重工集团公司第七0七研究所 | 一种用于光纤陀螺环圈尾纤对称盘绕方法 |
| CN108592901B (zh) * | 2018-04-27 | 2021-09-07 | 华中光电技术研究所(中国船舶重工集团有限公司第七一七研究所) | 一种双柱型光纤环的绕环骨架 |
| CN110160556B (zh) * | 2019-05-17 | 2023-01-24 | 中北大学 | 一种光纤陀螺敏感线圈环的骨架与对称交叉子绕法 |
Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02212712A (ja) | 1989-02-14 | 1990-08-23 | Mitsubishi Precision Co Ltd | 光ファイバジャイロ |
| JPH04198903A (ja) | 1990-11-28 | 1992-07-20 | Matsushita Electric Ind Co Ltd | 光ファイバコイル |
| JPH05273415A (ja) * | 1992-03-27 | 1993-10-22 | Hitachi Cable Ltd | 光ファイバの固定方法 |
| JPH0953945A (ja) | 1995-08-17 | 1997-02-25 | Japan Aviation Electron Ind Ltd | 光ファイバコイルとその巻線方法 |
| JP2708370B2 (ja) | 1994-07-04 | 1998-02-04 | リトン システムズ,インコーポレーテッド | ポット状光ファイバジャイロセンサコイル |
| JPH10206172A (ja) * | 1996-12-24 | 1998-08-07 | Litton Syst Inc | バッファ領域を含むファイバ光学センサコイル |
| JPH11513126A (ja) * | 1996-07-26 | 1999-11-09 | リトン システムズ,インコーポレーテッド | 高効率磁気シールド |
| JP3002095B2 (ja) | 1994-08-10 | 2000-01-24 | リトン システムズ,インコーポレーテッド | 低バイアス光ファイバジャイロスコープ用センサコイル |
| WO2000041011A1 (en) * | 1999-01-06 | 2000-07-13 | Sumitomo Electric Industries, Ltd. | Dispersion compensating optical fiber |
| JP2002214452A (ja) * | 2001-01-23 | 2002-07-31 | Sumitomo Electric Ind Ltd | 分散補償器 |
| JP2003107250A (ja) * | 2001-09-28 | 2003-04-09 | Tomoegawa Paper Co Ltd | 光ファイバコイルおよびその作製方法 |
| JP2007506980A (ja) * | 2003-09-24 | 2007-03-22 | ハネウェル・インターナショナル・インコーポレーテッド | 等方的特性の光ファイバセンシングコイル |
| JP2011089908A (ja) * | 2009-10-23 | 2011-05-06 | Tokyo Keiki Inc | 光ファイバジャイロ用センシングコイル及びその製造方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3332718C2 (de) * | 1983-09-10 | 1994-12-22 | Sel Alcatel Ag | Einrichtung zur Messung der Drehgeschwindigkeit |
| EP0641996A1 (en) * | 1993-09-03 | 1995-03-08 | Litton Systems, Inc. | Sensor coil for a fiber optic gyroscope |
| US7477806B2 (en) * | 2006-04-28 | 2009-01-13 | Morgan Research Corporation | Crossover-free fiber optic coil sensor and winding method |
-
2012
- 2012-06-12 EP EP12879052.4A patent/EP2860493B1/en active Active
- 2012-06-12 CN CN201280073910.1A patent/CN104380042B/zh active Active
- 2012-06-12 US US14/407,052 patent/US9541400B2/en active Active
- 2012-06-12 WO PCT/JP2012/064981 patent/WO2013186852A1/ja active Application Filing
Patent Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02212712A (ja) | 1989-02-14 | 1990-08-23 | Mitsubishi Precision Co Ltd | 光ファイバジャイロ |
| JPH04198903A (ja) | 1990-11-28 | 1992-07-20 | Matsushita Electric Ind Co Ltd | 光ファイバコイル |
| JPH05273415A (ja) * | 1992-03-27 | 1993-10-22 | Hitachi Cable Ltd | 光ファイバの固定方法 |
| JP2708370B2 (ja) | 1994-07-04 | 1998-02-04 | リトン システムズ,インコーポレーテッド | ポット状光ファイバジャイロセンサコイル |
| JP3002095B2 (ja) | 1994-08-10 | 2000-01-24 | リトン システムズ,インコーポレーテッド | 低バイアス光ファイバジャイロスコープ用センサコイル |
| JPH0953945A (ja) | 1995-08-17 | 1997-02-25 | Japan Aviation Electron Ind Ltd | 光ファイバコイルとその巻線方法 |
| JPH11513126A (ja) * | 1996-07-26 | 1999-11-09 | リトン システムズ,インコーポレーテッド | 高効率磁気シールド |
| JPH10206172A (ja) * | 1996-12-24 | 1998-08-07 | Litton Syst Inc | バッファ領域を含むファイバ光学センサコイル |
| WO2000041011A1 (en) * | 1999-01-06 | 2000-07-13 | Sumitomo Electric Industries, Ltd. | Dispersion compensating optical fiber |
| JP2002214452A (ja) * | 2001-01-23 | 2002-07-31 | Sumitomo Electric Ind Ltd | 分散補償器 |
| JP2003107250A (ja) * | 2001-09-28 | 2003-04-09 | Tomoegawa Paper Co Ltd | 光ファイバコイルおよびその作製方法 |
| JP2007506980A (ja) * | 2003-09-24 | 2007-03-22 | ハネウェル・インターナショナル・インコーポレーテッド | 等方的特性の光ファイバセンシングコイル |
| JP2011089908A (ja) * | 2009-10-23 | 2011-05-06 | Tokyo Keiki Inc | 光ファイバジャイロ用センシングコイル及びその製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2860493A4 * |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109764894A (zh) * | 2019-01-18 | 2019-05-17 | 北京联智信达科技有限公司 | 一种光纤环固化预处理设备 |
| CN110926502A (zh) * | 2019-12-10 | 2020-03-27 | 中船航海科技有限责任公司 | 一种高度可调的光纤陀螺绕环工装 |
| CN110926502B (zh) * | 2019-12-10 | 2024-04-16 | 中船航海科技有限责任公司 | 一种高度可调的光纤陀螺绕环工装 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2860493B1 (en) | 2018-04-25 |
| EP2860493A4 (en) | 2016-02-17 |
| US20150185014A1 (en) | 2015-07-02 |
| CN104380042A (zh) | 2015-02-25 |
| EP2860493A1 (en) | 2015-04-15 |
| US9541400B2 (en) | 2017-01-10 |
| CN104380042B (zh) | 2017-03-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2013186852A1 (ja) | 光ファイバジャイロ用センシングコイル及びその製造方法 | |
| US20020167673A1 (en) | System and method of winding a fog coil | |
| WO2012006936A1 (zh) | 一种用于光纤陀螺的光纤环圈 | |
| JP5392911B2 (ja) | 光ファイバジャイロ用センシングコイル及びその製造方法 | |
| JP5651463B2 (ja) | 光ファイバジャイロ用センシングコイル及びその製造方法 | |
| JP2010096761A (ja) | 光ファイバジャイロスコープのための2本巻き光ファイバ収容 | |
| CN108088466B (zh) | 一种光纤环精密化绕制方法 | |
| EP2018582A2 (en) | Crossover-free fiber optic coil sensor and winding method | |
| CN111220140A (zh) | 一种用于超高精度光纤陀螺的交叉十六极对称绕环方法 | |
| IL172639A (en) | Polymeric material with voids that compress to allow the polymeric material to absorb applied force and decrease reaction force to one or more sensor fibers | |
| CN111844832B (zh) | 一种光纤环制作方法 | |
| TWI420171B (zh) | 光纖固定用毛細管和光學零件用的連接構造 | |
| US9182230B2 (en) | Systems and methods for controlling the gas conversion in a fiber-optic gyroscope | |
| WO1998033040A1 (fr) | Bobine d'enroulement de fibre optique | |
| KR19990007435A (ko) | 낮은 슈프 바이어스의 광섬유 회전 센서 코일 | |
| US7844151B2 (en) | In-line polarization-state converter | |
| US6496263B1 (en) | System and method for providing an improved IFOG hub to coil thermal and mechanical slip interface | |
| KR19980042516A (ko) | 터언 사이의 응력 완화 기능을 가지는 포트 자이로 센서 코일 | |
| JP3679602B2 (ja) | 光ファイバアレイ | |
| JPH1096635A (ja) | 光ファイバジャイロ組立治具及び光ファイバジャイロの組立方法 | |
| US5748392A (en) | Optical voltage sensor, group of optical parts and method of manufacturing same | |
| JP2013217845A (ja) | 光電流検出装置および光電流検出装置の製造方法 | |
| JP2616231B2 (ja) | 光ファイバコイル | |
| JPH0861962A (ja) | 低バイアス光ファイバジャイロスコープ用センサコイル | |
| JP2004004718A (ja) | 光ファイバ配列部品およびその製造方法、光ファイバピグテールおよびその製造方法、光部品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12879052 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2012879052 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14407052 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: JP |