WO2013141012A1 - 鋳型用ウレタン硬化型有機粘結剤並びにこれを用いて得られる鋳物砂組成物及び鋳型 - Google Patents
鋳型用ウレタン硬化型有機粘結剤並びにこれを用いて得られる鋳物砂組成物及び鋳型 Download PDFInfo
- Publication number
- WO2013141012A1 WO2013141012A1 PCT/JP2013/055950 JP2013055950W WO2013141012A1 WO 2013141012 A1 WO2013141012 A1 WO 2013141012A1 JP 2013055950 W JP2013055950 W JP 2013055950W WO 2013141012 A1 WO2013141012 A1 WO 2013141012A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- mold
- organic binder
- compound
- phenol resin
- urethane
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/28—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen characterised by the compounds used containing active hydrogen
- C08G18/40—High-molecular-weight compounds
- C08G18/54—Polycondensates of aldehydes
- C08G18/542—Polycondensates of aldehydes with phenols
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C1/00—Compositions of refractory mould or core materials; Grain structures thereof; Chemical or physical features in the formation or manufacture of moulds
- B22C1/16—Compositions of refractory mould or core materials; Grain structures thereof; Chemical or physical features in the formation or manufacture of moulds characterised by the use of binding agents; Mixtures of binding agents
- B22C1/20—Compositions of refractory mould or core materials; Grain structures thereof; Chemical or physical features in the formation or manufacture of moulds characterised by the use of binding agents; Mixtures of binding agents of organic agents
- B22C1/22—Compositions of refractory mould or core materials; Grain structures thereof; Chemical or physical features in the formation or manufacture of moulds characterised by the use of binding agents; Mixtures of binding agents of organic agents of resins or rosins
- B22C1/2233—Compositions of refractory mould or core materials; Grain structures thereof; Chemical or physical features in the formation or manufacture of moulds characterised by the use of binding agents; Mixtures of binding agents of organic agents of resins or rosins obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
- B22C1/2273—Polyurethanes; Polyisocyanates
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/28—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen characterised by the compounds used containing active hydrogen
- C08G18/2805—Compounds having only one group containing active hydrogen
- C08G18/288—Compounds containing at least one heteroatom other than oxygen or nitrogen
- C08G18/289—Compounds containing at least one heteroatom other than oxygen or nitrogen containing silicon
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/70—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen characterised by the isocyanates or isothiocyanates used
- C08G18/72—Polyisocyanates or polyisothiocyanates
- C08G18/74—Polyisocyanates or polyisothiocyanates cyclic
- C08G18/76—Polyisocyanates or polyisothiocyanates cyclic aromatic
- C08G18/7657—Polyisocyanates or polyisothiocyanates cyclic aromatic containing two or more aromatic rings
- C08G18/7664—Polyisocyanates or polyisothiocyanates cyclic aromatic containing two or more aromatic rings containing alkylene polyphenyl groups
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/70—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen characterised by the isocyanates or isothiocyanates used
- C08G18/72—Polyisocyanates or polyisothiocyanates
- C08G18/74—Polyisocyanates or polyisothiocyanates cyclic
- C08G18/76—Polyisocyanates or polyisothiocyanates cyclic aromatic
- C08G18/7657—Polyisocyanates or polyisothiocyanates cyclic aromatic containing two or more aromatic rings
- C08G18/7664—Polyisocyanates or polyisothiocyanates cyclic aromatic containing two or more aromatic rings containing alkylene polyphenyl groups
- C08G18/7671—Polyisocyanates or polyisothiocyanates cyclic aromatic containing two or more aromatic rings containing alkylene polyphenyl groups containing only one alkylene bisphenyl group
Definitions
- the present invention relates to an organic binder for a mold used for molding a phenol-urethane gas-curing mold or a self-hardening mold used in sand mold casting, a casting sand composition and a mold obtained by using the same. .
- phenol resin which is a polyol compound, and polyisocyanate compound are used as binders and their polyaddition reaction (urethanization reaction) is used.
- Phenol urethane molds that are molded in this manner are known.
- the phenol-urethane molds include mass production type gas curing molds manufactured by the amine cold box method that do not require heating during molding, and non-mass production type self-hardening molds manufactured by the room temperature self-hardening method. Widely known.
- the above-mentioned gas-hardening mold by the amine cold box method is usually used for a mold comprising granular refractory foundry sand, a phenol resin solution using an organic solvent as a solvent, and a polyisocyanate compound solution using a mixer.
- a casting sand composition obtained by coating the surface of the foundry sand with an organic binder by kneading with an organic binder, the casting sand composition is blown into a predetermined mold to form a mold. It is manufactured by molding, passing an amine-based catalyst gas through this, and curing.
- a self-hardening mold by the room temperature self-hardening method is used when a granular refractory casting sand is kneaded with an organic binder for a mold comprising a phenol resin solution and a polyisocyanate compound solution using an organic solvent as a solvent. And the obtained mixture is immediately formed into a desired shape.
- the casting sand composition is cured by bringing the amine-based catalyst gas into contact therewith.
- the amine-based catalyst gas In such a casting sand composition, At the stage where the phenol resin component and the polyisocyanate component constituting the organic binder are mixed, there is a possibility that the urethanization reaction will gradually proceed and start to harden.
- a sand hopper In the case of molding a mold using the foundry sand composition contained therein for a long time, especially when molding the mold in a high-temperature and high-humidity working environment, the desired mold strength
- molding problems due to the pot life of the foundry sand composition are likely to be caused, such as molding of extremely low strength molds and various molding defects. There was.
- the pot life of the foundry sand composition is short, it is necessary to remove the foundry sand composition that remains in the sand hopper and becomes unusable. It was.
- pot life extenders and curing retarders for extending the pot life of foundry sand compositions.
- organic phosphorus compounds such as dichloroarylphosphine, chlorodiarylphosphine, and arylphosphinic acid dichloride have been proposed as compounds that extend the pot life.
- Patent Document 2 phosphorus halides such as phosphorus oxychloride, phosphorus trichloride, and phosphorus pentachloride are proposed.
- acids such as isophthalic acid chloride, salicylic acid, benzoic acid, phosphoric acid, acidic phosphoric acid ester, boric acid and the like have also been used conventionally as pot life extenders because they suppress the urethanization reaction. .
- the conventional pot life extender as described above has the effect of suppressing the urethanization reaction and delaying the hardening of the foundry sand composition, it can be added even if it is added in excess over a certain amount. The effect was not obtained and the pot life was still insufficient.
- such a pot life extender inhibits the catalytic action of the amine-based curing catalyst used to promote the urethanization reaction described above, so that the obtained mold has curing unevenness and mold strength.
- an amine curing catalyst In order to cause a decrease, to cause a hole in the mold when the mold is removed from the mold, and to prevent such hardness unevenness and a decrease in mold strength, an amine curing catalyst must be used more than necessary. Problems such as disappearance were also inherent.
- the present invention has been made in the background as described above, and the problem to be solved is that it does not cause curing unevenness, a decrease in mold strength, and an increase in the amount of catalyst used.
- An organic binder for molds that can advantageously extend the working time, a casting sand composition obtained by using this organic binder for molds with an extended pot life, and gas for the casting sand composition. The object is to provide a mold which is molded by curing.
- this invention is a urethane hardening type organic binder used for molding of a urethane type casting_mold
- a polyol compound and a polyisocyanate compound are shown to following General formula (1).
- the gist of the urethane curable organic binder for molds which further comprises an alkoxysilyl group-containing ketimine compound shown below. (Wherein R 1 , R 2 , R 3 and R 4 are the same or different monovalent organic groups, A is a divalent organic group, and n represents an integer of 0 to 2)
- an organic binder for molds since it comprises a specific alkoxysilyl group-containing ketimine compound, it is necessary to wait for molding of a foundry sand composition obtained using the same.
- the alkoxysilyl group-containing ketimine compound is gradually hydrolyzed by moisture in the air, and the alkoxysilyl group-containing ketimine compound becomes an alkoxysilyl group-containing amine compound containing a primary amino group.
- Such a prepolymer is easily and instantaneously crosslinked with a polyol compound or polyisocyanate compound at the time of curing with a curing catalyst gas, and advantageously contributes to the development of strength.
- the prepolymer formed by the reaction of the alkoxysilyl group-containing amine compound and the polyol compound or polyisocyanate compound gradually causes curing by the crosslinking reaction with the passage of time, and the number of crosslinking points to be reacted decreases. To come. For this reason, for example, when the mold is cured with the curing catalyst gas, there is a concern that the strength is not sufficiently expressed.
- hydrolysis of the alkoxysilyl group-containing ketimine compound remaining in the sand composition an alkoxysilyl group-containing amine compound is always and continuously produced, and a prepolymer is produced between the polyol compound and the polyisocyanate compound. It is like that.
- the alkoxysilyl group-containing amine compound that can always exist in the foundry sand composition is the same amine-based compound as the curing catalyst gas, and thus acts as a curing catalyst.
- overall improvements were made such that the amount of curing catalyst used could be reduced, and further, the occurrence of curing unevenness due to the inhibition of the catalytic action found in conventional pot life extenders and the mold Since the reduction in strength can be advantageously eliminated, as a result, according to the present invention, the pot life can be effectively extended.
- the monovalent organic group in the general formula (1) is a hydrocarbon having 1 to 10 carbon atoms.
- the divalent organic group is preferably a divalent hydrocarbon group having 1 to 5 carbon atoms.
- the above-described polyol compound is a phenol resin, and as such a phenol resin, an ortho-cresol-modified phenol resin is preferably used.
- the aforementioned alkoxysilyl group-containing ketimine compound is N- (1,3-dimethylbutylidene) -3- (triethoxy Desirably, it is silyl) -1-propanamine.
- the polyol compound and the polyisocyanate compound are desirably used in a mass ratio of 80:20 to 20:80.
- the group-containing ketimine compound is desirably used in a ratio of 0.05 to 15 parts by mass with respect to 100 parts by mass of the polyol compound.
- the gist of the present invention is also a molding sand composition in which the urethane curable organic binder for molds as described above is coated on the molding sand, and the molding sand according to the present invention as described above.
- the polyol compound and the polyisocyanate compound are used in a ratio of 0.01 to 5.0 parts by mass with respect to 100 parts by mass of the foundry sand, respectively.
- the present invention also provides a casting mold that uses the casting sand composition as described above, molds it, and then hardens it. This curing is realized by aeration of a curing catalyst gas. It is desirable that
- the urethane curable organic binder for molds for molds according to the present invention, as a constituent component of the organic binder, in addition to a polyol compound and a polyisocyanate compound that have been widely used conventionally, a predetermined alkoxy Since the silyl group-containing ketimine compound is further used, effective extension of the pot life is advantageously realized without causing unevenness of curing and lowering of mold strength, and without increasing the amount of catalyst used. It was possible.
- the polyol compound used as one of its main components is not particularly limited, and conventionally when a urethane-based curing mold is formed.
- Various known polyol compounds used in the above are appropriately selected and used.
- phenol resin polyether polyol, polypropylene polyol, polybutadiene polyol, polymer polyol, polypropylene glycol, polyethylene glycol, polytetramethylene ether glycol, polyoxybutylene glycol, a copolymer of ethylene oxide and propylene oxide, tetrahydrofuran and Examples thereof include a copolymer of ethylene oxide, a copolymer of tetrahydrofuran and propylene oxide, and a copolymer of tetrahydrofuran and 3-methyltetrahydrofuran.
- the polyol compound used when molding a urethane mold various known phenol resins used when molding a phenol urethane mold can be suitably used. Specifically, in the presence of a reaction catalyst, phenols and aldehydes are added so that the aldehydes are generally in a ratio of 0.5 to 3.0 moles per mole of the phenols. Examples of the benzyl ether type phenol resin, resol type phenol resin, novolak type phenol resin, and their modified phenol resins, which are soluble in organic solvents, obtained by condensation reaction, and mixtures thereof can be exemplified. One type or two or more types are appropriately selected and used.
- ortho-cresol-modified phenol resins modified with ortho-cresol and mixtures thereof with other phenol resins are excellent in solubility in organic solvents and compatibility with polyisocyanates.
- the strength and the like of the obtained mold can be effectively improved, it is preferably used in the present invention.
- the catalyst used in the above addition / condensation reaction between phenols and aldehydes is not particularly limited, and may be an acidic catalyst or a basic catalyst depending on the type of phenol resin desired.
- Various catalysts conventionally used for the production of phenol resins are appropriately used.
- examples of such catalysts include metal salts or compounds having metal elements such as tin, lead, zinc, cobalt, manganese, nickel, and more specifically, lead naphthenate, naphthenic acid.
- lead acetate, zinc chloride, zinc borate, lead oxide, combinations of acids and bases that can form such metal salts are included.
- the amount used thereof is not particularly limited, but is generally 0.01 to 5 mass per 100 mass parts of phenols. It will be used at the ratio of parts.
- phenols that give a phenol resin include alkylphenols such as phenol, cresol, xylenol, p-tert-butylphenol, and nonylphenol; polyhydric phenols such as resorcinol, bisphenol F, and bisphenol A; and mixtures thereof.
- aldehydes include formaldehyde, formalin, paraformaldehyde, polyoxymethylene, glyoxal, furfural, and mixtures thereof.
- orthocresol-modified phenol resin that is one of the phenol resins that can be advantageously employed in the present invention includes, for example, orthocresol and / or phenol in the presence of a reaction catalyst such as a metal salt.
- a reaction catalyst such as a metal salt.
- a co-condensation type ortho cresol modified phenol resin of ortho cresol and phenol
- b) a mixed type ortho cresol modified phenol resin of ortho cresol resin and phenol resin these obtained by reacting with aldehydes.
- C a modified orthocresol-modified phenol resin modified with a modifying agent (modifier), and (a), (b) and (c) The mixture etc. which combined 2 or more types can be illustrated.
- the (a) co-condensation type ortho-cresol-modified phenol resin is a co-condensation resin obtained by reacting ortho-cresol and phenol with aldehydes simultaneously or stepwise.
- a novolak type, a resol type, a benzyl ether type, and a co-condensation type ortho cresol-modified phenol resin combining these types can be obtained.
- a benzyl ether type co-condensation type ortho-cresol-modified phenol resin is preferably used.
- the blending ratio of orthocresol and phenol is preferably 1/99 to 90/10, more preferably 5/95, in terms of orthocresol / phenol (mass ratio). It is desirable that it is ⁇ 80 / 20.
- the mixed orthocresol-modified phenolic resin (b) described above is at least one selected from the group of novolak-type, resol-type and benzylether-type orthocresol resins obtained by reacting orthocresol and aldehydes. Obtained by mixing a kind of ortho-cresol resin with at least one phenol resin selected from the group of novolak-type, resol-type and benzyl ether-type phenol resins obtained by reacting phenol with aldehydes Is.
- a benzyl ether type mixed ortho cresol-modified phenol resin obtained by mixing a benzyl ether type ortho cresol resin and a benzyl ether type phenol resin is preferably used.
- the blending ratio of the ortho-cresol resin and the phenol resin is preferably ortho-sol-sol resin / phenol resin (mass ratio) from the viewpoint of improving the strength characteristics of the mold. It is desirable that the ratio is 1/99 to 90/10, more preferably 5/95 to 80/20.
- modified orthocresol-modified phenol resin of (c) described above is obtained by further modifying any of these resins during or after the production of the co-condensation-type orthocresol-modified phenol resin, orthocresol resin or phenol resin.
- Agents such as alkyd resins, epoxy resins, melamine resins, urea resins, xylene resins, vinyl acetate resins, polyamide resins, urea compounds, melamine compounds, epoxy compounds, furfuryl alcohol, polyvinyl alcohol, urea, At least one selected from the group of phenolic resins of novolak type, resol type and benzyl ether type modified by mixing or reacting with amides, linseed oil, cashew nut shell liquid, rosin, starches, monosaccharides Modified ortho-cresol modified phenolic tree It is.
- a modified ortho-cresol-modified phenol resin of benzyl ether type is advantageously used.
- a polyol compound such as a phenol resin used as one of the main components is reduced in viscosity, compatible with a polyisocyanate solution described later, and foundry sand.
- a solution (hereinafter referred to as the following) having a concentration of about 30 to 80% by mass dissolved in an organic solvent comprising a combination of a polar organic solvent and a nonpolar organic solvent. It is used in the state of “polyol solution”).
- the polyisocyanate compound used as the other main component is subjected to a polyaddition reaction with active hydrogen of a polyol compound such as a phenol resin as described above. It is a compound having two or more isocyanate groups in the molecule, which can chemically bond foundry sands with urethane bonds such as phenol urethane.
- polyisocyanate compounds include aromatic, aliphatic or alicyclic polyisocyanates such as diphenylmethane diisocyanate, polymethylene polyphenylene polyisocyanate (hereinafter referred to as “polymeric MDI”), hexamethylene diisocyanate, 4
- polymeric MDI polymethylene polyphenylene polyisocyanate
- hexamethylene diisocyanate 4
- various conventionally known polyisocyanates such as prepolymers having two or more isocyanate groups obtained by reacting these compounds with polyols can be mentioned. You may use, or may use it in combination of 2 or more types.
- a nonpolar organic solvent or a mixed solvent of a nonpolar organic solvent and a polar solvent is used as a solvent. It is used as a solution dissolved in this organic solvent so that the concentration is about 40 to 90% by mass.
- the polyisocyanate compound stock solution and a solution obtained by dissolving the polyisocyanate compound in an organic solvent are referred to as a polyisocyanate solution.
- the organic solvent for dissolving the above-described polyol compound or polyisocyanate compound it is non-reactive with the polyisocyanate compound and is a solute (polyol compound or polyisocyanate compound) to be dissolved.
- a solute polyol compound or polyisocyanate compound
- it is not particularly limited as long as it is a good solvent generally (i) a polar solvent for dissolving a polyol compound such as a phenol resin and (ii) a degree that does not cause separation of a polyol compound such as a phenol resin.
- a non-polar solvent for dissolving the polyisocyanate compound In combination with a non-polar solvent for dissolving the polyisocyanate compound.
- examples of the polar solvent (i) described above include, for example, aliphatic carboxylic acid esters, and in particular, dicarboxylic acid methyl ester mixture (manufactured by DuPont; trade name DBE; dimethyl glutarate and adipic acid.
- Dicarboxylic acid alkyl esters such as dimethyl and dimethyl succinate
- vegetable oil methyl esters such as rapeseed oil methyl ester, ethyl oleate, ethyl palmitate
- esters such as fatty acid monoesters such as mixtures thereof, for example
- ketones such as isophorone, ethers such as isopropyl ether, and furfuryl alcohol.
- nonpolar solvent (ii) examples include petroleum hydrocarbons such as paraffins, naphthenes, and alkylbenzenes. Specific examples include ipsol 150 (manufactured by Idemitsu Kosan Co., Ltd.), HAWS (shell Chemicals Japan Co., Ltd.) can be exemplified.
- a specific alkoxysilyl group-containing ketimine compound is used in combination as an essential component. It will be done.
- the pot life of the foundry sand composition obtained by mixing the organic binder for mold according to the present invention and the foundry sand is effectively extended. It comes to be.
- the alkoxysilyl group-containing ketimine compound that contributes to the expression of such excellent effects is a compound represented by the following general formula (1). (Wherein R 1 , R 2 , R 3 and R 4 are the same or different monovalent organic groups, A is a divalent organic group, and n represents an integer of 0 to 2)
- the monovalent organic group represented by R 1 , R 2 , R 3 and R 4 in the general formula (1) is not particularly limited, but generally has 1 to 10 carbon atoms.
- the hydrocarbon group is preferably a linear or branched alkyl group such as methyl, ethyl, propyl, isopropyl, butyl, isobutyl, pentyl, hexyl, etc., and among them, R 1 and R 2 Each may be a phenyl group, an alkylaryl group, or an arylalkyl group.
- a known divalent group can be selected, but in general, a divalent hydrocarbon group having 1 to 5 carbon atoms, A linear or branched alkylene group such as methylene, ethylene, propylene or butylene is advantageously employed.
- alkoxysilyl group-containing ketimine compound examples include N- (1,3-dimethylbutylidene) -3- (trimethoxysilyl) -1-propanamine, N- (1-methylethylidene) -3.
- N- (1,3-dimethylbutylidene) -3- (triethoxysilyl) -1-propanamine is preferably used in the present invention.
- N- (1,3-dimethylbutylidene) -3- (triethoxysilyl) -1-propanamine is expressed as 3-triethoxysilyl-N- (1,3-dimethylbutylidene) propylamine. It is also possible.
- alkoxysilyl group-containing ketimine compound may be used alone or in combination of two or more.
- an organic binder for a mold according to the present invention is formed by the predetermined alkoxysilyl group-containing ketimine compound as described above, and a polyol solution and a polyisocyanate solution that form a urethane bond such as phenolurethane.
- this organic binder further includes, if necessary, other pot life extenders different from the above-mentioned alkoxysilyl group-containing ketimine compounds, mold release agents, strength deterioration inhibitors, and drying inhibitors. It is also possible to appropriately select and blend various known additives conventionally used in organic binders for molds. However, it goes without saying that these various additives are used in a quantitative range that does not impair the effects that can be enjoyed by the present invention.
- a pot life extender (curing retarder) has conventionally been a component for suppressing the urethanization reaction and extending the pot life of the foundry sand composition.
- it can be used to assist the effect of the above-described incorporation of the alkoxysilyl group-containing ketimine compound.
- Preferable specific examples include isophthalic acid chloride, salicylic acid, benzoic acid, phosphoric acid, acidic phosphate ester, phosphorus chloride, boric acid and the like.
- the mold release agent reduces the resistance when the mold obtained using the organic binder according to the present invention is removed from the mold, and a part of the molding sand composition blown and filled into the mold is used. It is an additive that is used to obtain a mold with a uniform molding surface and high accuracy that prevents the stain caused by adhering to the mold when the mold is removed. Suitable examples include, for example, long-chain fatty acids, Long chain fatty acid ester, tall oil fatty acid, alkyd resin, liquid polybutadiene and the like can be mentioned. In general, these can be used at a ratio of about 0.01 to 100 parts by mass, preferably about 0.1 to 10 parts by mass, with respect to 100 parts by mass of the polyol compound.
- the strength deterioration preventing agent is used to prevent the deterioration of the mold strength in a humid environment and to improve the adhesion between the resin component of the organic binder and the foundry sand.
- a conventionally used silane coupling agent can be used. Preferred examples thereof include amino silanes such as N- ⁇ (aminoethyl) - ⁇ -aminopropyltrimethoxysilane and ⁇ -aminopropyltriethoxysilane, and ⁇ -glycidoxypropyltrimethoxysilane.
- Silane coupling agents such as epoxy silanes can be mentioned.
- the amount of the strength deterioration preventing agent used is generally about 0.01 to 5 parts by mass, preferably about 0.05 to 4 parts by mass with respect to 100 parts by mass of the polyol compound. Adopted advantageously.
- a urethane curable organic binder for molds according to the present invention is constituted by various components as described above, and a urethane-based gas curable mold is formed using this organic binder. .
- the above-mentioned molding sand binder is kneaded into the casting sand to thereby make the casting sand surface adhere to the mold organic binder.
- the casting sand composition (kneaded sand) coated with the agent is produced. That is, for the foundry sand, as an organic binder, a polyol solution, a polyisocyanate solution, a predetermined alkoxysilyl group-containing ketimine compound, and, if necessary, other various additives, By sufficiently kneading and mixing, the target molding sand composition (RCS) is produced by coating the molding sand surface with the organic binder for casting.
- RCS target molding sand composition
- the alkoxysilyl group-containing ketimine compound and various additives are separately added to either the polyol solution or the polyisocyanate solution so that they can be uniformly mixed with the foundry sand composition, or , Added to both and mixed, or dissolved or dispersed in a suitable organic solvent and mixed with the foundry sand together with the polyol solution or polyisocyanate solution during kneading, Or it is also possible to add and mix directly with the formed polyol compound like after completion of condensation at the time of phenol resin manufacture.
- the polyaddition reaction (urethanization reaction) gradually proceeds from the stage in which the polyol solution and the polyisocyanate solution constituting the organic binder are mixed. Therefore, they are prepared separately and prepared in advance, and are usually mixed at the time of kneading with foundry sand.
- the kneading / mixing operation is preferably performed in the range of ⁇ 10 ° C. to 50 ° C. using a continuous or batch mixer similar to the conventional one.
- the molding sand composition obtained as described above is shaped in a molding die that gives a desired shape, and then a catalyst gas for curing is vented to the casting. Curing of the sand composition is promoted to produce a gas curing mold.
- the catalyst gas include various conventionally known tertiary amine gases such as triethylamine, dimethylethylamine, and diisopropylamine, as well as cyclic nitrogen compounds such as pyridine and N-ethylmorpholine. At least one of these is appropriately selected and used in a normal quantitative range.
- the compounding quantity of the polyol compound and polyisocyanate compound which are the active ingredients is 100 mass of casting sand.
- the blending amount of the predetermined alkoxysilyl group-containing ketimine compound with respect to the foundry sand is not uniquely defined, and is appropriately set according to the type and required characteristics of the alkoxysilyl group-containing ketimine compound to be used.
- a ratio of about 0.05 to 15 parts by mass, preferably about 0.1 to 5 parts by mass is employed with respect to 100 parts by mass of the polyol compound.
- a ratio of about 0.0005 to 0.15 parts by mass, and more preferably about 0.001 to 0.1 parts by mass is employed with respect to 100 parts by mass of the foundry sand.
- the foundry sand used in the present invention may be natural sand or artificial sand as long as it is fire-resistant as conventionally used for molds, and is not particularly limited. Absent.
- spherical and mullite-based or alumina-based artificial particles that are excellent in crush resistance are more suitably employed from the viewpoint of polishing regeneration treatment after recovery of the mold.
- the pot life tends to be shorter than that of fresh sand.
- the pot life extension effect can be remarkably exhibited.
- the strength can be effectively improved, so that it is advantageous for casting of a casting product made of various metals such as aluminum alloy, magnesium alloy, and iron. It was to be used for.
- the bending strength (N / cm ⁇ 2 >) was measured for the obtained test piece using the digital foundry sand strength tester (made by Takachiho Seiki Co., Ltd.) immediately after molding.
- the waiting time after kneading is 0 minutes, except for the molding sand composition immediately after kneading (immediately after preparation), in an environment of temperature: 30 ° C. ⁇ relative humidity: 60%, in a polyethylene bag, A casting sand composition having a waiting time of 2 hours or 4 hours was allowed to stand for a predetermined time (2 hours or 4 hours).
- a phenol resin solution A and a phenol resin solution B as a polyol solution and a polyisocyanate solution were prepared and prepared as follows. Then, using these phenol resin solution A or phenol resin solution B and the polyisocyanate solution, casting sand compositions according to Examples 1 to 16 and Comparative Examples 1 to 9 were respectively prepared.
- Polymeric MDI which is a polyisocyanate compound
- an organic solvent having a mixing ratio of Ipsol 150: HAWS 60: 40, and phthalic acid chloride was added to 0.93% by mass of the polymeric MDI.
- a polyisocyanate solution having an isocyanate compound content of 75% by mass was prepared.
- Example 1 First, 0.2 parts by mass of N- (1,3-dimethylbutylidene) -3- (triethoxysilyl) -1-propanamine is added to 100 parts by mass of the phenol resin solution A and stirred. To dissolve. Next, 1000 parts by mass of flattery silica sand previously left in an atmosphere of a temperature of 30 ° C. and a relative humidity of 60% in a Dalton Corporation product river type table mixer, and N- (1,3-dimethyl) 10 parts by weight of the phenol resin solution A containing butylidene) -3- (triethoxysilyl) -1-propanamine and 10 parts by weight of the polyisocyanate solution prepared above were added, and stirred for 40 seconds.
- the foundry sand coated with an organic binder that is, a foundry sand composition was prepared by kneading.
- the mold strength was measured according to the above test method using a waiting time after kneading of 0 minutes (immediately after kneading), 2 hours, or 4 hours, The results are also shown in Table 1 below.
- Example 2 In the preparation of the foundry sand composition of Example 1 above, N- (1,3-dimethylbutylidene) -3- (triethoxysilyl) -1-propanamine was added in an amount as listed in Table 1 below.
- the foundry sand composition according to each example was prepared in the same manner as in Example 1 except that each was added. And about the obtained foundry sand composition, the mold strength was measured using a standby time after kneading of 0 minutes (immediately after kneading), 2 hours, or 4 hours, and the results are shown in the following table. Also shown in FIG.
- Example 5 to 8 In the preparation of the foundry sand composition of Example 1 above, instead of N- (1,3-dimethylbutylidene) -3- (triethoxysilyl) -1-propanamine, N- (1,3-dimethylbutyrate) was used. A foundry sand composition was prepared in the same manner as in Examples 1 to 4 except that (redene) -3- (trimethoxysilyl) -1-propanamine was used. The mold strength was measured using a sample having a waiting time after kneading of 0 minutes (immediately after kneading), 2 hours, or 4 hours, and the results are also shown in Table 1 below.
- Example 9 to 14 In the preparation of the foundry sand composition of Example 3 above, alkoxysilyl as listed in Table 1 below instead of N- (1,3-dimethylbutylidene) -3- (triethoxysilyl) -1-propanamine A casting sand composition was prepared in the same manner as in Example 1 except that 2 parts by mass of the compound having a group-containing ketimine was added. The resulting casting sand composition had a waiting time of 0 minutes after kneading. (Immediately after kneading) The mold strength was measured using a material for 2 hours or 4 hours, and the results are also shown in Table 1 below.
- N- (1,3-dimethylbutylidene) -3- (triethoxysilyl) -1-propanamine of Examples 1 to 4 is the same as that of Examples 5 to It was confirmed that the mold strength and hygroscopic strength superior to those of 8 N- (1,3-dimethylbutylidene) -3- (trimethoxysilyl) -1-propanamine were exhibited.
- N- (1,3-dimethylbutylidene) -3- (triethoxysilyl) -1-propanamine showed the highest value. It is done.
- Example 15 In the preparation of the foundry sand composition of Example 3, a foundry sand composition was prepared in the same manner as in Example 1 except that the phenol resin solution B was used instead of the phenol resin solution A. Then, for the obtained molding sand composition, the mold strength was measured using the one having a waiting time after kneading of 0 minutes (immediately after kneading), 2 hours, or 4 hours, and the results are shown below. These are also shown in Table 2.
- Example 16 In the preparation of the foundry sand composition of Example 12, a foundry sand composition was prepared in the same manner as in Example 1 except that the phenol resin solution B was used instead of the phenol resin solution A, and the obtained With respect to the foundry sand composition, the mold strength was measured using the one with a waiting time after kneading of 0 minutes (immediately after kneading), 2 hours, or 4 hours, and the results are shown in Table 2 below. Indicated.
- Comparative Example 9 In the preparation of the foundry sand composition of Comparative Example 1, a foundry sand composition was prepared and obtained in the same manner as in Comparative Example 1 except that the phenol resin solution B was used instead of the phenol resin solution A. With respect to the cast sand composition, the mold strength was measured using those having a waiting time after kneading of 0 minutes (immediately after kneading), 2 hours, or 4 hours, and the results are also shown in Table 2 below. It was.
- Comparative Example 10 In the preparation of the foundry sand composition of Comparative Example 4, a foundry sand composition was prepared and obtained in the same manner as in Comparative Example 1 except that the phenol resin solution B was used instead of the phenol resin solution A. With respect to the cast sand composition, the mold strength was measured using those having a waiting time after kneading of 0 minutes (immediately after kneading), 2 hours, or 4 hours, and the results are also shown in Table 2 below. It was.
- Comparative Example 11 In the preparation of the foundry sand composition of Comparative Example 6, a foundry sand composition was prepared and obtained in the same manner as in Comparative Example 1 except that the phenol resin solution B was used instead of the phenol resin solution A. With respect to the cast sand composition, the mold strength was measured using those having a waiting time after kneading of 0 minutes (immediately after kneading), 2 hours, or 4 hours, and the results are also shown in Table 2 below. It was.
- Comparative Example 12 In the preparation of the foundry sand composition of Comparative Example 7, a foundry sand composition was prepared and obtained in the same manner as in Comparative Example 1, except that the phenol resin solution B was used instead of the phenol resin solution A. With respect to the cast sand composition, the mold strength was measured using those having a waiting time after kneading of 0 minutes (immediately after kneading), 2 hours, or 4 hours, and the results are also shown in Table 2 below. It was.
- Comparative Example 13 In the preparation of the foundry sand composition of Comparative Example 8 above, a foundry sand composition was prepared and obtained in the same manner as in Comparative Example 1 except that the phenol resin solution B was used instead of the phenol resin solution A. With respect to the cast sand composition, the mold strength was measured using those having a waiting time after kneading of 0 minutes (immediately after kneading), 2 hours, or 4 hours, and the results are also shown in Table 2 below. It was.
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Mold Materials And Core Materials (AREA)
- Polyurethanes Or Polyureas (AREA)
Description
本発明は、砂型鋳造において使用されるフェノールウレタン系のガス硬化鋳型又は自硬性鋳型の造型に用いられる鋳型用有機粘結剤、及びこれを用いて得られる鋳物砂組成物並びに鋳型に関するものである。
従来より、砂型鋳造において用いられる代表的な有機系鋳型の一つとして、ポリオール化合物であるフェノール樹脂と、ポリイソシアネート化合物とを粘結剤として用い、それらの重付加反応(ウレタン化反応)を利用して造型されるフェノールウレタン系鋳型が、知られている。そして、このフェノールウレタン系鋳型としては、造型時に加熱を必要としない、アミンコールドボックス法により製造される量産型のガス硬化鋳型や、常温自硬性法により製造される非量産型の自硬性鋳型が、広く知られている。
具体的には、上記のアミンコールドボックス法によるガス硬化鋳型は、通常、粒状耐火性鋳物砂を、ミキサーを用いて、有機溶剤を溶媒とするフェノール樹脂溶液とポリイソシアネート化合物溶液とからなる鋳型用有機粘結剤と混練することにより、鋳物砂の表面を有機粘結剤で被覆してなる鋳物砂組成物を製造した後、かかる鋳物砂組成物を、所定の成形型内に吹き込んで鋳型を成形し、これにアミン系触媒ガスを通気せしめて、硬化を行なうことにより、製造されている。また、常温自硬性法による自硬性鋳型は、粒状耐火性鋳物砂を、有機溶剤を溶媒とするフェノール樹脂溶液とポリイソシアネート化合物溶液とからなる鋳型用有機粘結剤と混練する際に、硬化触媒も混合し、その得られた混合物を、直ちに所望の形状に成形することにより、製造されている。
このように、アミンコールドボックス法では、アミン系触媒ガスを接触せしめることにより、鋳物砂組成物の硬化を行なうようにしているのであるが、そのような鋳物砂組成物にあっては、鋳型用有機粘結剤を構成するフェノール樹脂成分とポリイソシアネート成分とが混合せしめられた段階で、ウレタン化反応が徐々に進行して、硬化し始める恐れがあるところから、例えば、造型現場において、サンドホッパー内に、長時間、収容された鋳物砂組成物を用いて鋳型の造型を行なった場合、特に、高温・多湿の作業環境下で鋳型の造型を行なった場合には、所望とする鋳型強度よりも著しく低い強度の鋳型が造型され、また種々の造型不良が招来されることがある等、鋳物砂組成物の可使時間に起因した造型トラブルが惹起され易いものであった。また、鋳物砂組成物の可使時間が短い場合には、サンドホッパー内に残って、使用不可能となった鋳物砂組成物を取り除く作業が必要となる等、生産効率の低下にもつながっていた。
このため、従来より、鋳物砂組成物の可使時間を延ばすための可使時間延長剤や硬化遅延剤として、種々の化合物が提案されてきている。例えば、米国特許第4436881号明細書(特許文献1)においては、可使時間を延長する化合物として、ジクロロアリールホスフィン、クロロジアリールホスフィン、アリールホスフィン酸ジクロリド等の有機リン化合物が提案されており、また、米国特許第4540724号明細書(特許文献2)には、オキシ塩化リン、三塩化リン、五塩化リン等のハロゲン化リンが提案されている。更に、イソフタル酸クロリドや、サリチル酸、安息香酸、リン酸、酸性リン酸エステル、ホウ酸等の酸類も、ウレタン化反応を抑制するところから、可使時間延長剤として、従来から用いられてきている。
しかしながら、上述せる如き従来の可使時間延長剤は、ウレタン化反応を抑制して、鋳物砂組成物の硬化を遅延化させる効果を有するものの、一定量を超えて過剰に添加しても更なる効果は得られず、その可使時間は依然として不十分なものであった。また、かかる可使時間延長剤は、上述のウレタン化反応を促進するために使用されるアミン系硬化触媒に対しては、その触媒作用を阻害して、得られる鋳型に硬化ムラや鋳型強度の低下を惹起せしめ、成形型からの抜型時に、鋳型に穴を生ぜしめ、また、そのような硬度ムラや鋳型強度の低下を防止するために、アミン系硬化触媒を必要以上に多く用いなければならなくなる等といった問題も内在するものであった。
ここにおいて、本発明は、かくの如き事情を背景にして為されたものであって、その解決課題とするところは、硬化ムラや鋳型強度の低下、触媒使用量の増加をもたらすことなく、可使時間を有利に延長し得る鋳型用有機粘結剤、及びこの鋳型用有機粘結剤を用いて得られる、可使時間が延長された鋳物砂組成物、並びに、かかる鋳物砂組成物をガス硬化させることにより造型される鋳型を提供することにある。
そして、本発明は、そのような課題を解決するために、ウレタン系鋳型の造型に用いられるウレタン硬化型有機粘結剤であって、ポリオール化合物とポリイソシアネート化合物と共に、下記一般式(1)にて示されるアルコキシシリル基含有ケチミン化合物を、更に含んでいることを特徴とする鋳型用ウレタン硬化型有機粘結剤を、その要旨とするものである。

(式中、R1 、R2 、R3 及びR4 は、同一又は異なる1価の有機基であり、Aは2価の有機基であり、nは0~2の整数を示す。)
すなわち、このような本発明に従う鋳型用有機粘結剤にあっては、特定のアルコキシシリル基含有ケチミン化合物を含んで構成されているところから、それを用いて得られる鋳物砂組成物の造型待機中に、かかるアルコキシシリル基含有ケチミン化合物が空気中の水分により徐々に加水分解されて、このアルコキシシリル基含有ケチミン化合物が、1級アミノ基を含むアルコキシシリル基含有アミン化合物となるのであり、更にこれが、ポリオール化合物乃至はポリイソシアネート化合物と優位に反応することによって、プレポリマーが生成されるようになる。そして、そのようなプレポリマーは、硬化触媒ガスによる硬化時において、容易に且つ瞬時にポリオール化合物乃至はポリイソシアネート化合物と架橋反応して、強度の発現に有利に寄与することとなるのである。
また、かかるアルコキシシリル基含有アミン化合物とポリオール化合物乃至はポリイソシアネート化合物との反応により生成したプレポリマーは、時間の経過に従い、徐々に架橋反応による硬化を惹起して、反応すべき架橋点が減少するようになる。このため、例えば、硬化触媒ガスによる鋳型の硬化時において、その強度が充分に発現され難くなることが心配されるのであるが、本発明にあっては、かかるプレポリマーの架橋硬化の一方、鋳物砂組成物中に残存するアルコキシシリル基含有ケチミン化合物の加水分解によって、アルコキシシリル基含有アミン化合物が常に且つ継続的に生成され、ポリオール化合物乃至はポリイソシアネート化合物との間においてプレポリマーが生成されるようになっているのである。そして、アミン系触媒ガスを用いた場合には、鋳物砂組成物に常時存在し得るアルコキシシリル基含有アミン化合物は、硬化触媒ガスと同じアミン系の化合物であることから、硬化触媒としても作用することとなるところから、全体的に、硬化触媒の使用量を低減できるといった改善がなされ、更には、従来の可使時間延長剤に認められるような触媒作用の阻害による硬化ムラの発生や、鋳型強度の低下が有利に解消され得ることで、結果として、本発明によれば、可使時間が効果的に延長され得ることとなるのである。
なお、上記した本発明に従う鋳型用ウレタン硬化型有機粘結剤の好ましい態様の一つによれば、前記した一般式(1)における1価の有機基は、炭素数が1~10の炭化水素基であることが望ましく、また、2価の有機基は、炭素数が1~5の2価の炭化水素基であることが望ましい。更に、前記したポリオール化合物は、フェノール樹脂であり、そして、そのようなフェノール樹脂としては、オルソクレゾール変性フェノール樹脂が、好適に用いられることとなる。
また、本発明に従う鋳型用ウレタン硬化型有機粘結剤の別の好ましい態様によれば、前記したアルコキシシリル基含有ケチミン化合物は、N-(1,3-ジメチルブチリデン)-3-(トリエトキシシリル)-1-プロパンアミンであることが、望ましい。更に、他の好ましい態様によれば、前記したポリオール化合物と前記したポリイソシアネート化合物とは、質量基準で、80:20~20:80の割合となるように用いられることが望ましく、前記したアルコキシシリル基含有ケチミン化合物は、前記ポリオール化合物の100質量部に対して、0.05~15質量部の割合において用いられることが望ましい。
そして、本発明は、上述の如き鋳型用ウレタン硬化型有機粘結剤が鋳物砂に被覆せしめられてなる鋳物砂組成物をも、その要旨とするものであり、そのような本発明に従う鋳物砂組成物の好ましい態様の一つによれば、前記したポリオール化合物及び前記ポリイソシアネート化合物が、前記鋳物砂の100質量部に対して、それぞれ、0.01~5.0質量部の割合において用いられている。更に、本発明は、上述の如き鋳物砂組成物を用い、それを成形した後、硬化せしめてなる鋳型をも、その要旨とするものであり、かかる硬化が、硬化触媒ガスの通気によって実現されていることが、望ましい。
このように、本発明に従う鋳型用ウレタン硬化型有機粘結剤にあっては、有機粘結剤の構成成分として、従来より広く用いられているポリオール化合物やポリイソシアネート化合物に加えて、所定のアルコキシシリル基含有ケチミン化合物が、更に用いられているところから、硬化ムラや鋳型強度の低下を惹起することなく、また触媒使用量を増加せしめることなく、可使時間の効果的な延長が有利に実現され得たのである。
ところで、このような本発明に従う鋳型用有機粘結剤において、その主たる成分の一つとして使用されるポリオール化合物としては、特に限定されるものではなく、従来からウレタン系の硬化鋳型を造型する際に用いられている公知の各種のポリオール化合物が、適宜に選択されて、用いられることとなる。具体的には、フェノール樹脂、ポリエーテルポリオール、ポリプロピレンポリオール、ポリブタジエンポリオール、ポリマーポリオール、ポリプロピレングリコール、ポリエチレングリコール、ポリテトラメチレンエーテルグリコール、ポリオキシブチレングリコール、エチレンオキシドとプロピレンオキシドとの共重合体、テトラヒドロフランとエチレンオキシドとの共重合体、テトラヒドロフランとプロピレンオキシドとの共重合体、テトラヒドロフランと3-メチルテトラヒドロフランとの共重合体などを挙げることが出来る。
その中でも、ウレタン系の鋳型を造型する際に用いられるポリオール化合物として、フェノールウレタン系の鋳型を造型する際に用いられている、公知の各種のフェノール樹脂が、好適に用いられ得るのである。具体的には、反応触媒の存在下、フェノール類とアルデヒド類とを、フェノール類の1モルに対して、アルデヒド類が、一般に0.5~3.0モルの割合になるようにして、付加・縮合反応せしめて得られる、有機溶媒に可溶なベンジルエーテル型フェノール樹脂、レゾール型フェノール樹脂、ノボラック型フェノール樹脂、及びそれらの変性フェノール樹脂、並びにこれらの混合物を例示することが出来、これらの内の1種または2種以上が、適宜に選択されて用いられることとなる。また、これらの中でも、特に、オルソクレゾールで変性したオルソクレゾール変性フェノール樹脂や、それと他のフェノール樹脂との混合物にあっては、有機溶剤への溶解性やポリイソシアネートとの相溶性に優れているのみならず、得られる鋳型の強度等を効果的に向上せしめ得るところから、本発明においては、好適に用いられる。
なお、上記したフェノール類とアルデヒド類との付加・縮合反応の際に用いられる触媒としては、特に限定されるものではなく、所望とするフェノール樹脂のタイプに応じて、酸性触媒や塩基性触媒等の、従来からフェノール樹脂の製造に用いられている各種の触媒が、適宜に用いられる。そして、そのような触媒としては、スズ、鉛、亜鉛、コバルト、マンガン、ニッケル等の金属元素を有する金属塩又は化合物等を例示することができ、より具体的には、ナフテン酸鉛、ナフテン酸亜鉛、酢酸鉛、塩化亜鉛、ホウ酸亜鉛、酸化鉛の他、このような金属塩を形成し得る酸と塩基の組み合わせ等が挙げられる。また、かかる金属塩や化合物を反応触媒として採用する場合には、その使用量としては、特に限定されるものではないものの、一般に、フェノール類の100質量部に対して、0.01~5質量部となる割合で、使用されることとなる。
また、フェノール樹脂を与えるフェノール類としては、例えば、フェノール、クレゾール、キシレノール、 p-tert-ブチルフェノール、ノニルフェノール等のアルキルフェノール;レゾルシノール、ビスフェノールF、ビスフェノールA等の多価フェノール;及びこれらの混合物等が、挙げられる一方、アルデヒド類としては、例えば、ホルムアルデヒド、ホルマリン、パラホルムアルデヒド、ポリオキシメチレン、グリオキザール、フルフラール、及びこれらの混合物が、挙げられる。
さらに、上述せるように、本発明において有利に採用され得るフェノール樹脂の一つであるオルソクレゾール変性フェノール樹脂としては、例えば、金属塩等の反応触媒の存在下において、オルソクレゾール及び/又はフェノールを、アルデヒド類と反応せしめて得られる、(a)オルソクレゾールとフェノールとの共縮合型オルソクレゾール変性フェノール樹脂、(b)オルソクレゾール樹脂とフェノール樹脂との混合型オルソクレゾール変性フェノール樹脂の他、これら(a)及び(b)の樹脂を変性剤(改質剤)で改質した、(c)改質型オルソクレゾール変性フェノール樹脂、及び、(a)、(b)及び(c)のうちの、2種以上を組み合わせた混合物等を、例示することができる。
より具体的には、上記した(a)の共縮合型オルソクレゾール変性フェノール樹脂は、オルソクレゾール及びフェノールを、同時的に又は段階的に、アルデヒド類と反応させて得られる共縮合樹脂であって、使用する反応触媒の種類等、反応条件によって、ノボラック型、レゾール型、ベンジルエーテル型、及びこれらタイプを組み合わせた共縮合型オルソクレゾール変性フェノール樹脂が得られるが、本発明においては、上述せるように、ベンジルエーテル型の共縮合型オルソクレゾール変性フェノール樹脂が、好ましく用いられる。なお、鋳型の強度特性向上の観点から、オルソクレゾールとフェノールとの配合比率としては、好ましくは、オルソクレゾール/フェノール(質量比)で、1/99~90/10、より好ましくは、5/95~80/20であることが、望ましい。
また、上記した(b)の混合型オルソクレゾール変性フェノール樹脂は、オルソクレゾールとアルデヒド類とを反応させて得られる、ノボラック型、レゾール型及びベンジルエーテル型のオルソクレゾール樹脂の群から選ばれる少なくとも1種のオルソクレゾール樹脂と、フェノールとアルデヒド類とを反応させて得られる、ノボラック型、レゾール型及びベンジルエーテル型のフェノール樹脂の群から選ばれる少なくとも1種のフェノール樹脂とを混合して、得られるものである。これらの中でも、本発明においては、ベンジルエーテル型オルソクレゾール樹脂とベンジルエーテル型フェノール樹脂とを混合した、ベンジルエーテル型の混合型オルソクレゾール変性フェノール樹脂が、好ましく用いられる。なお、かかる混合型オルソクレゾール変性フェノール樹脂にあっても、鋳型の強度特性向上の観点から、オルソクレゾール樹脂とフェノール樹脂との配合比率としては、好ましくは、オルソクレゾール樹脂/フェノール樹脂(質量比)で、1/99~90/10、より好ましくは、5/95~80/20であることが、望ましい。
加えて、上記した(c)の改質型オルソクレゾール変性フェノール樹脂は、共縮合型オルソクレゾール変性フェノール樹脂、オルソクレゾール樹脂又はフェノール樹脂の製造時又は製造後に、それらの樹脂を、更に任意の変性剤(改質剤)、例えばアルキッド樹脂、エポキシ樹脂、メラミン樹脂、尿素樹脂、キシレン樹脂、酢酸ビニル樹脂、ポリアミド樹脂、尿素系化合物、メラミン化合物、エポキシ系化合物、フルフリルアルコール、ポリビニルアルコール、尿素、アミド類、亜麻仁油、カシューナッツ殻液、ロジン、澱粉類、単糖類と、混合乃至は反応せしめることによって改質された、ノボラック型、レゾール型及びベンジルエーテル型のフェノール樹脂の群から選ばれる少なくとも1種の改質型オルソクレゾール変性フェノール樹脂である。これらの中でも、本発明においては、ベンジルエーテル型の改質型オルソクレゾール変性フェノール樹脂が、有利に用いられる。
而して、本発明に従う鋳型用有機粘結剤において、その主たる成分の一つとして使用されるフェノール樹脂等のポリオール化合物は、低粘度化、後述するポリイソシアネート溶液との相溶性、鋳物砂へのコーティング性、鋳型物性等の観点から、一般に、極性有機溶剤と非極性有機溶剤とを組み合わせてなる有機溶媒に溶解せしめられ、その濃度が、30~80質量%程度とされた溶液(以下、「ポリオール溶液」という)の状態で、用いられることとなる。
一方、本発明に従う鋳型用有機粘結剤において、その主たる成分の他の一つとして使用されるポリイソシアネート化合物は、上述せる如きフェノール樹脂等のポリオール化合物の活性水素と重付加反応することにより、鋳物砂同士をフェノールウレタンの如きウレタン結合で化学的に結合せしめ得る、イソシアネート基を分子内に2以上有する化合物である。そのようなポリイソシアネート化合物の具体例としては、芳香族、脂肪族或いは脂環式のポリイソシアネート、例えば、ジフェニルメタンジイソシアネート、ポリメチレンポリフェニレンポリイソシアネート(以下、「ポリメリックMDI」という)、ヘキサメチレンジイソシアネート、4,4’―ジシクロヘキシルメタンジイソシアネートの他、これらの化合物をポリオールと反応させて得られる、イソシアネート基を2以上有するプレポリマー等、従来より公知の各種ポリイソシアネートを挙げることができ、これらは、単独で用いても、或いは、2種以上を組み合わせて用いてもよい。
また、かかるポリイソシアネート化合物にあっても、上述せる如きフェノール樹脂等のポリオール化合物と同様の理由から、一般に、非極性有機溶剤、又は非極性有機溶剤と極性溶剤との混合溶剤を溶媒として用い、この有機溶媒に、濃度が約40~90質量%程度となるように溶解された溶液として用いられることとなる。なお、使用するポリイソシアネート化合物の種類等によっては、必ずしも、有機溶媒に溶解せしめる必要はなく、その原液のまま、使用することも可能である。以下では、ポリイソシアネート化合物の原液、及びポリイソシアネート化合物を有機溶媒に溶解せしめてなる溶液を含めて、ポリイソシアネート溶液と呼称する。
なお、ここにおいて、上述したポリオール化合物やポリイソシアネート化合物を溶解せしめるための有機溶剤としては、ポリイソシアネート化合物には非反応性で、かつ溶解対象である溶質(ポリオール化合物又はポリイソシアネート化合物)に対して良溶媒であれば、特に制限されるものではないものの、一般に、(i)フェノール樹脂等のポリオール化合物を溶解するための極性溶剤と、(ii)フェノール樹脂等のポリオール化合物の分離が生じない程度の量の、ポリイソシアネート化合物を溶解するための非極性溶剤とが組み合わされて、用いられることとなる。
より具体的には、上記した(i)の極性溶剤としては、例えば、脂肪族カルボン酸エステル、その中でも、特に、ジカルボン酸メチルエステル混合物(デュポン社製;商品名DBE;グルタル酸ジメチルとアジピン酸ジメチルとコハク酸ジメチルとの混合物)等のジカルボン酸アルキルエステル、菜種油メチルエステル等の植物油のメチルエステル、オレイン酸エチル、パルミチン酸エチル、これらの混合物等の脂肪酸モノエステル等のエステル類の他、例えば、イソホロン等のケトン類、イソプロピルエーテル等のエーテル類、フルフリルアルコール等を挙げることができる。また、上記(ii)の非極性溶剤としては、例えば、パラフィン類、ナフテン類、アルキルベンゼン類等の石油系炭化水素類、具体例としては、イプゾール150(出光興産株式会社製)、HAWS(シェル・ケミカルズ・ジャパン株式会社製)等を例示することができる。
ところで、本発明に従う鋳型用有機粘結剤にあっては、上記したフェノール樹脂溶液とポリイソシアネート化合物溶液の他に、更に、特定のアルコキシシリル基含有ケチミン化合物が、必須の構成成分として組み合わせて用いられることとなるのである。このアルコキシシリル基含有ケチミン化合物を用いることによって、本発明に従う鋳型用有機粘結剤と鋳物砂とを混合して得られる鋳物砂組成物(混練砂)の可使時間が、効果的に延長せしめられるようになるのである。
このような優れた効果の発現に寄与するアルコキシシリル基含有ケチミン化合物とは、下記の一般式(1)で示される化合物である。

(式中、R1 、R2 、R3 及びR4 は、同一又は異なる1価の有機基であり、Aは2価の有機基であり、nは0~2の整数を示す。)
ここで、上記一般式(1)におけるR1 、R2 、R3 及びR4 にて表わされる1価の有機基は、特に限定されるものではないが、一般に、炭素数が1~10の炭化水素基、中でも、メチル、エチル、プロピル、イソプロピル、ブチル、イソブチル、ペンチル、ヘキシル等の直鎖状又は分岐鎖状のアルキル基であることが望ましく、またそれらの中で、R1 及びR2 は、それぞれ、フェニル基、アルキルアリール基又はアリールアルキル基であっても、何等差支えない。更に、Aにて表わされる2価の有機基にあっても、公知の2価の基が選択され得るものであるが、一般に、炭素数が1~5の2価の炭化水素基、中でも、メチレン、エチレン、プロピレン、ブチレン等の直鎖状又は分岐鎖状のアルキレン基が有利に採用されることとなる。
そして、かかるアルコキシシリル基含有ケチミン化合物の具体例としては、N-(1,3-ジメチルブチリデン)-3-(トリメトキシシリル)-1-プロパンアミン、N-(1-メチルエチリデン)-3-(トリエトキシシリル)-1-プロパンアミン、N-(1,3-ジメチルブチリデン)-3-(トリエトキシシリル)-1-プロパンアミン、N-(1-メチルプロピリデン)-3-(トリエトキシシリル)-1-プロパンアミン、N-(1-メチルエチリデン)-3-(メチルジエトキシシリル)-1-プロパンアミン、N-(1,3-ジメチルブチリデン)-3-(メチルジエトキシシリル)-1-プロパンアミン、N-(1-メチルプロピリデン)-3-(メチルジエトキシシリル)-1-プロパンアミン、N-(1-メチルエチリデン)-3-(エチルジエトキシシリル)-1-プロパンアミン、N-(1,3-ジメチルブチリデン)-3-(エチルジエトキシシリル)-1-プロパンアミン、N-(1-メチルプロピリデン)-3-(エチルジエトキシシリル)-1-プロパンアミン、N-(1-メチルエチリデン)-3-(メチルジメトキシシリル)-1-プロパンアミン、N-(1,3-ジメチルブチリデン)-3-(メチルジメトキシシリル)-1-プロパンアミン、N-(1-メチルプロピリデン)-3-(メチルジメトキシシリル)-1-プロパンアミン、N-(1-メチルエチリデン)-2-(トリエトキシシリル)-1-エタンアミン、N-(1,3-ジメチルブチリデン)-2-(トリエトキシシリル)-1-エタンアミン、N-(1-メチルプロピリデン)-2-(トリエトキシシリル)-1-エタンアミン、N-(1-メチルエチリデン)-2-(メチルジエトキシシリル)-1-エタンアミン、N-(1,3-ジメチルブチリデン)-2-(メチルジエトキシシリル)-1-エタンアミン、N-(1-メチルプロピリデン)-2-(メチルジエトキシシリル)-1-エタンアミン、N-(1-メチルエチリデン)-2-(エチルジエトキシシリル)-1-エタンアミン、N-(1,3-ジメチルブチリデン)-2-(エチルジエトキシシリル)-1-エタンアミン、N-(1-メチルプロピリデン)-2-(エチルジエトキシシリル)-1-エタンアミン、N-(1-メチルエチリデン)-2-(メチルジメトキシシリル)-1-エタンアミン、N-(1,3-ジメチルブチリデン)-2-(メチルジメトキシシリル)-1-エタンアミン、N-(1-メチルプロピリデン)-2-(メチルジメトキシシリル)-1-エタンアミン等を挙げることができ、特に限定されるものではないが、これらの中でも、本発明においては、N-(1,3-ジメチルブチリデン)-3-(トリエトキシシリル)-1-プロパンアミンが、好適に用いられることとなる。なお、N-(1,3-ジメチルブチリデン)-3-(トリエトキシシリル)-1-プロパンアミンは、3-トリエトキシシリル―N―(1,3-ジメチルブチリデン)プロピルアミンと表記することも可能である。
なお、このようなアルコキシシリル基含有ケチミン化合物は、単独で用いても良いし、2種以上を組み合わせて用いることも可能である。
かくして、上述せる如き所定のアルコキシシリル基含有ケチミン化合物と、フェノールウレタンの如きウレタン結合を形成するポリオール溶液及びポリイソシアネート溶液とによって、本発明に従う鋳型用有機粘結剤が形成されることとなるのであるが、この有機粘結剤には、更に、必要に応じて、上記したアルコキシシリル基含有ケチミン化合物とは異なる他の可使時間延長剤や、離型剤、強度劣化防止剤、乾燥防止剤等の、従来より鋳型用有機粘結剤に使用されている公知の各種の添加剤を適宜に選択して、配合することも可能である。但し、それらの各種添加剤は、本発明によって、享受され得る効果を阻害しない量的範囲において、使用されるものであることは、言うまでもないところである。
例えば、上述せる如き各種の公知の添加剤のうち、可使時間延長剤(硬化遅延剤)は、従来より、ウレタン化反応を抑制し、鋳物砂組成物の可使時間を延長するための成分として用いられているものであり、本発明においては、上述したアルコキシシリル基含有ケチミン化合物の配合による効果を補助するために用いることが可能である。好ましい具体例としては、イソフタル酸クロライド、サリチル酸、安息香酸、リン酸、酸性リン酸エステル、リン系クロライド、ホウ酸等を挙げることができる。
また、離型剤は、本発明に従う有機粘結剤を用いて得られる鋳型を成形型から抜型する際の抵抗を小さくすると共に、成形型内に吹き込み充填された鋳物砂組成物の一部が鋳型の抜型時に型に付着することによって発生するシミツキを防止し、成型面が均一で且つ精度の高い鋳型を得るために用いられる添加剤であり、好適な例としては、例えば、長鎖脂肪酸、長鎖脂肪酸エステル、トール油脂肪酸、アルキッド樹脂、液状ポリブタジエン等が挙げられる。これらは、一般に、ポリオール化合物の100質量部に対して、0.01~100質量部程度、好ましくは0.1~10質量部程度となる割合において、用いることが出来る。
さらに、強度劣化防止剤は、多湿環境下における鋳型強度の劣化を防止すると共に、有機粘結剤の樹脂成分と鋳物砂との接着性の向上を図るために用いられるものであって、そのために、従来から用いられてきているシランカップリング剤を利用することができる。その好適な例としては、例えば、N-β(アミノエチル)-γ-アミノプロピルトリメトキシシラン、γ-アミノプロピルトリエトキシシラン等のアミノ系シランや、γ-グリシドキシプロピルトリメトキシシラン等のエポキシ系シラン等のシランカップリング剤を挙げることができる。なお、かかる強度劣化防止剤の使用量としては、一般に、ポリオール化合物の100質量部に対して、0.01~5質量部程度、好ましくは、0.05~4質量部程度となる割合が、有利に採用される。
かくして、上述せる如き各種の成分によって、本発明に従う鋳型用ウレタン硬化型有機粘結剤が構成され、この有機粘結剤を用いて、ウレタン系のガス硬化鋳型が造型されることとなるのである。
具体的には、例えば、コールドボックス法によるガス硬化鋳型の造型に際して、先ず、鋳物砂に対して、上記の鋳型用有機粘結剤を混練せしめることにより、かかる鋳物砂表面を鋳型用有機粘結剤で被覆してなる鋳物砂組成物(混練砂)が、製造されることとなるのである。即ち、鋳物砂に対して、有機粘結剤として、ポリオール溶液と、ポリイソシアネート溶液と、所定のアルコキシシリル基含有ケチミン化合物と、更に必要に応じて、その他の各種添加剤とを配合して、十分に混練、混合することによって、鋳物砂表面に鋳型用有機粘結剤をコーティングして、目的とする鋳物砂組成物(RCS)が製造されることとなるのである。なお、その際、アルコキシシリル基含有ケチミン化合物や各種添加剤は、鋳物砂組成物に対して均一に混合され得るように、別個に調製されたポリオール溶液とポリイソシアネート溶液の何れか一方に、若しくは、その両方に添加されて、混合されるか、或いは、適当な有機溶剤に溶解乃至は分散して、これを、混練時に、ポリオール溶液やポリイソシアネート溶液と共に、鋳物砂に対して混合せしめるか、或いは、フェノール樹脂製造時の縮合完了後の如く、形成されたポリオール化合物に直接に添加して、混合することも、可能である。
また、この鋳物砂組成物を製造する際に、有機粘結剤を構成するポリオール溶液とポリイソシアネート溶液とは、それらを混合した段階から、徐々に重付加反応(ウレタン化反応)が進行するようになるところから、予め、別々に調製されて準備され、通常、鋳物砂との混練時に混合されることとなるのである。なお、その混練・混合操作は、従来と同様な連続式乃至はバッチ式ミキサーを用いて、好適には、-10℃~50℃の範囲で行われることが好ましい。
次いで、上述せる如くして得られた鋳物砂組成物を、所望とする形状を与える成形金型内で賦形した後、これに対して、硬化のための触媒ガスを通気することにより、鋳物砂組成物の硬化が促進せしめられて、ガス硬化鋳型が製造されることとなる。ここで、触媒ガスとしては、トリエチルアミン、ジメチルエチルアミン、ジイソプロピルアミン等の、従来から公知の各種第三級アミンガスのほか、環状窒素化合物、例えばピリジン、N-エチルモルホリン等を例示することができ、それらのうちの少なくとも1種が、適宜に選択されて、通常の量的範囲で用いられることとなる。中でも、上述の如き鋳物砂組成物に対して、第三級アミンガスを接触せしめることによって、かかる鋳物砂組成物を硬化させて得られるガス硬化鋳型にあっては、硬化触媒である第三級アミンの使用量の増加を招来することなく、硬化ムラの発生が有利に防止されると共に、鋳型強度も高度に確保され得るようになるのである。
なお、上述したガス硬化鋳型を与える鋳物砂組成物の調製において、ポリオール溶液やポリイソシアネート溶液の配合量としては、その有効成分であるポリオール化合物及びポリイソシアネート化合物の配合量が、鋳物砂の100質量部に対して、それぞれ、0.01~5.0質量部、好ましくは0.1~2.0質量部となる割合が、好適に採用されることとなる。また、ポリオール化合物とポリイソシアネート化合物の配合比率としては、特に限定されるものではないものの、一般に、質量基準で、ポリオール化合物:ポリイソシアネート化合物=80:20~20:80となるように、ポリオール溶液やポリイソシアネート溶液が、組み合わされて、用いられるのである。
また、鋳物砂に対する所定のアルコキシシリル基含有ケチミン化合物の配合量は、一義的に規定されるものではなく、使用されるアルコキシシリル基含有ケチミン化合物の種類や要求特性等に応じて、適宜に設定されるところであるものの、コスト等を考慮すると、一般に、ポリオール化合物の100質量部に対して、0.05~15質量部程度、好ましくは0.1~5質量部程度となる割合が採用される。また、鋳物砂の100質量部に対しては、0.0005~0.15質量部程度、更に好ましくは、0.001~0.1質量部程度となる割合が採用されることとなる。
さらに、本発明において用いられる鋳物砂としては、従来より鋳型用として用いられている耐火性のものであれば、天然砂であっても、人工砂であってもよく、特に制限されるものではない。例えば、珪砂、オリビンサンド、ジルコンサンド、クロマイトサンド、フェロクロム系スラグ、フェロニッケル系スラグ、転炉スラグ、ムライト系人工粒子(例えば、商品名:セラビーズ(伊藤忠セラテック株式会社)がある)やアルミナ系人工粒子、その他各種の人工粒子、及び、これらの再生砂や回収砂が挙げられ、これらのうち1種、或いは、2種以上が組み合わされて、用いられ得るのである。なお、これらの中でも、鋳型回収後の研磨再生処理の観点から、球状で、耐破砕性に優れるムライト系やアルミナ系の人工粒子が、より一層好適に採用される。また、鋳物砂として、回収砂乃至は再生砂が採用された場合にあっては、一般に、新砂に比して、可使時間が短くなる傾向があるものの、本発明に従って、上述せる如き鋳型用有機粘結剤を用いることにより、その可使時間延長効果が顕著に発現され得るのである。
かくして、上述せる如くして製造されたガス硬化鋳型にあっては、その強度が効果的に向上せしめられ得た結果、アルミニウム合金やマグネシウム合金、鉄等の各種金属からなる鋳物製品の鋳造に有利に用いられることとなったのである。
以下に、本発明の実施例を幾つか示し、本発明を更に具体的に明らかにすることとするが、本発明が、そのような実施例の記載によって、何等の制約をも受けるものでないことは、言うまでもないところである。また、本発明には、以下の実施例の他にも、更には上記した具体的記述以外にも、本発明の趣旨を逸脱しない限りにおいて、当業者の知識に基づいて、種々なる変更、修正、改良等が加え得るものであることが、理解されるべきである。
-鋳型強度の測定-
コールドボックス造型機のサンドマガジン内に、混練後の鋳物砂組成物を投入した後、この鋳物砂組成物を、曲げ強度試験片作製用金型内に、ゲージ圧:0.3MPaで充填した。次いで、かかる金型内に、ガスジェネレーターにより、ゲージ圧:0.2MPaで1秒間、トリエチルアミンガスを通気した後、ゲージ圧:0.2MPaで14秒間、エアーパージし、抜型して、幅:30mm×長さ:85mm×厚み:10mmの曲げ試験片を作製した。そして、その得られた試験片を、造型直後に、デジタル鋳物砂強度試験機(高千穂精機社製)を用いて、曲げ強度(N/cm2 )を測定した。なお、混錬後の待機時間が0分である、混練直後(調製直後)の鋳物砂組成物以外は、温度:30℃×相対湿度:60%の環境下、ポリエチレン製の袋の中で、所定時間(2時間、又は4時間)放置して、待機時間が2時間、又は4時間の鋳物砂組成物とした。
コールドボックス造型機のサンドマガジン内に、混練後の鋳物砂組成物を投入した後、この鋳物砂組成物を、曲げ強度試験片作製用金型内に、ゲージ圧:0.3MPaで充填した。次いで、かかる金型内に、ガスジェネレーターにより、ゲージ圧:0.2MPaで1秒間、トリエチルアミンガスを通気した後、ゲージ圧:0.2MPaで14秒間、エアーパージし、抜型して、幅:30mm×長さ:85mm×厚み:10mmの曲げ試験片を作製した。そして、その得られた試験片を、造型直後に、デジタル鋳物砂強度試験機(高千穂精機社製)を用いて、曲げ強度(N/cm2 )を測定した。なお、混錬後の待機時間が0分である、混練直後(調製直後)の鋳物砂組成物以外は、温度:30℃×相対湿度:60%の環境下、ポリエチレン製の袋の中で、所定時間(2時間、又は4時間)放置して、待機時間が2時間、又は4時間の鋳物砂組成物とした。
先ず、ポリオール溶液としてのフェノール樹脂溶液A及びフェノール樹脂溶液Bと、ポリイソシアネート溶液とを、以下のようにして調製して、準備した。そして、それらフェノール樹脂溶液A又はフェノール樹脂溶液Bと、ポリイソシアネート溶液とを用いて、実施例1~16及び比較例1~9に係る鋳物砂組成物を、それぞれ調製した。
-フェノール樹脂溶液Aの調製-
還流器、温度計及び攪拌機を備えた三つ口反応フラスコ内に、フェノールの50質量部とオルソクレゾールの50質量部(フェノール/オルソクレゾール=50/50)、92質量%パラホルムアルデヒドの51.9質量部、及び二価金属塩としてナフテン酸亜鉛の0.15質量部を仕込み、還流温度で90分間反応を行なった後、加熱濃縮して、水分含有量が1質量%以下のオルソクレゾール変性ベンジルエーテル型のフェノール樹脂(フェノール樹脂A)を得た。次いで、このフェノール樹脂Aを、DBE:イプゾール150:HAWS=45:45:10なる混合割合の有機溶剤を用いて希釈し、フェノール樹脂分が50質量%のフェノール樹脂溶液Aを調製した。
還流器、温度計及び攪拌機を備えた三つ口反応フラスコ内に、フェノールの50質量部とオルソクレゾールの50質量部(フェノール/オルソクレゾール=50/50)、92質量%パラホルムアルデヒドの51.9質量部、及び二価金属塩としてナフテン酸亜鉛の0.15質量部を仕込み、還流温度で90分間反応を行なった後、加熱濃縮して、水分含有量が1質量%以下のオルソクレゾール変性ベンジルエーテル型のフェノール樹脂(フェノール樹脂A)を得た。次いで、このフェノール樹脂Aを、DBE:イプゾール150:HAWS=45:45:10なる混合割合の有機溶剤を用いて希釈し、フェノール樹脂分が50質量%のフェノール樹脂溶液Aを調製した。
-フェノール樹脂溶液Bの調製-
還流器、温度計及び攪拌機を備えた三つ口反応フラスコ内に、フェノールの100質量部、92質量%パラホルムアルデヒドの55.5質量部、及び二価金属塩としてナフテン酸亜鉛の0.15質量部を仕込み、還流温度で90分間反応を行なった後、加熱濃縮して、水分含有量が1質量%以下のベンジルエーテル型のフェノール樹脂(フェノール樹脂B)を得た。次いで、このフェノール樹脂Bを、DBE:イプゾール150:HAWS=45:45:10なる混合割合の有機溶剤を用いて希釈し、フェノール樹脂分が50質量%のフェノール樹脂溶液Bを調製した。
還流器、温度計及び攪拌機を備えた三つ口反応フラスコ内に、フェノールの100質量部、92質量%パラホルムアルデヒドの55.5質量部、及び二価金属塩としてナフテン酸亜鉛の0.15質量部を仕込み、還流温度で90分間反応を行なった後、加熱濃縮して、水分含有量が1質量%以下のベンジルエーテル型のフェノール樹脂(フェノール樹脂B)を得た。次いで、このフェノール樹脂Bを、DBE:イプゾール150:HAWS=45:45:10なる混合割合の有機溶剤を用いて希釈し、フェノール樹脂分が50質量%のフェノール樹脂溶液Bを調製した。
-ポリイソシアネート溶液の調製-
ポリイソシアネート化合物であるポリメリックMDIを、イプゾール150:HAWS=60:40なる混合割合の有機溶剤を用いて希釈すると共に、フタル酸クロライドをポリメリックMDIの0.93質量%となるように加えて、ポリイソシアネート化合物分が75質量%のポリイソシアネート溶液を調製した。
ポリイソシアネート化合物であるポリメリックMDIを、イプゾール150:HAWS=60:40なる混合割合の有機溶剤を用いて希釈すると共に、フタル酸クロライドをポリメリックMDIの0.93質量%となるように加えて、ポリイソシアネート化合物分が75質量%のポリイソシアネート溶液を調製した。
(実施例1)
先ず、フェノール樹脂溶液Aの100質量部に対し、N-(1,3-ジメチルブチリデン)-3-(トリエトキシシリル)-1-プロパンアミンを0.2質量部添加して、攪拌することにより、溶解せしめた。次いで、ダルトン株式会社製品川式卓上ミキサー内に、予め、温度:30℃×相対湿度:60%の雰囲気下で24時間放置されたフラタリー珪砂の1000質量部と、N-(1,3-ジメチルブチリデン)-3-(トリエトキシシリル)-1-プロパンアミンを含有するフェノール樹脂溶液Aの10質量部と、先に調製したポリイソシアネート溶液の10質量部を投入した後、40秒間、攪拌、混練して、有機粘結剤にて被覆された鋳物砂、つまり、鋳物砂組成物を調製した。
先ず、フェノール樹脂溶液Aの100質量部に対し、N-(1,3-ジメチルブチリデン)-3-(トリエトキシシリル)-1-プロパンアミンを0.2質量部添加して、攪拌することにより、溶解せしめた。次いで、ダルトン株式会社製品川式卓上ミキサー内に、予め、温度:30℃×相対湿度:60%の雰囲気下で24時間放置されたフラタリー珪砂の1000質量部と、N-(1,3-ジメチルブチリデン)-3-(トリエトキシシリル)-1-プロパンアミンを含有するフェノール樹脂溶液Aの10質量部と、先に調製したポリイソシアネート溶液の10質量部を投入した後、40秒間、攪拌、混練して、有機粘結剤にて被覆された鋳物砂、つまり、鋳物砂組成物を調製した。
そして、その得られた鋳物砂組成物について、混練後の待機時間が0分(混練直後)、2時間、又は4時間のものを用いて、上記の試験法に従って、鋳型強度の測定を行ない、その結果を、下記表1に併せ示した。
(実施例2~4)
上記実施例1の鋳物砂組成物の調製において、N-(1,3-ジメチルブチリデン)-3-(トリエトキシシリル)-1-プロパンアミンを、下記表1に掲げるような添加量において、それぞれ添加したこと以外は、実施例1と同様にして、それぞれの実施例に係る鋳物砂組成物を調製した。そして、その得られた鋳物砂組成物について、混練後の待機時間が0分(混練直後)、2時間、又は4時間のものを用いて、鋳型強度の測定を行い、その結果を、下記表1に併せ示した。
上記実施例1の鋳物砂組成物の調製において、N-(1,3-ジメチルブチリデン)-3-(トリエトキシシリル)-1-プロパンアミンを、下記表1に掲げるような添加量において、それぞれ添加したこと以外は、実施例1と同様にして、それぞれの実施例に係る鋳物砂組成物を調製した。そして、その得られた鋳物砂組成物について、混練後の待機時間が0分(混練直後)、2時間、又は4時間のものを用いて、鋳型強度の測定を行い、その結果を、下記表1に併せ示した。
(実施例5~8)
上記実施例1の鋳物砂組成物の調製において、N-(1,3-ジメチルブチリデン)-3-(トリエトキシシリル)-1-プロパンアミンに代えて、N-(1,3-ジメチルブチリデン)-3-(トリメトキシシリル)-1-プロパンアミンを用いたこと以外は、それぞれ実施例1~4と同様にして、鋳物砂組成物を調製し、その得られた鋳物砂組成物について、混練後の待機時間が0分(混練直後)、2時間、又は4時間のものを用いて、鋳型強度の測定をそれぞれ行い、その結果を、下記表1に併せ示した。
上記実施例1の鋳物砂組成物の調製において、N-(1,3-ジメチルブチリデン)-3-(トリエトキシシリル)-1-プロパンアミンに代えて、N-(1,3-ジメチルブチリデン)-3-(トリメトキシシリル)-1-プロパンアミンを用いたこと以外は、それぞれ実施例1~4と同様にして、鋳物砂組成物を調製し、その得られた鋳物砂組成物について、混練後の待機時間が0分(混練直後)、2時間、又は4時間のものを用いて、鋳型強度の測定をそれぞれ行い、その結果を、下記表1に併せ示した。
(実施例9~14)
上記実施例3の鋳物砂組成物の調製において、N-(1,3-ジメチルブチリデン)-3-(トリエトキシシリル)-1-プロパンアミンに代えて、下記表1に掲げるようなアルコキシシリル基含有ケチミンを有する化合物を2質量部添加したこと以外は、実施例1と同様にして、鋳物砂組成物を調製し、その得られた鋳物砂組成物について、混練後の待機時間が0分(混練直後)、2時間、又は4時間のものを用いて、鋳型強度の測定をそれぞれ行い、その結果を、下記表1に併せ示した。
上記実施例3の鋳物砂組成物の調製において、N-(1,3-ジメチルブチリデン)-3-(トリエトキシシリル)-1-プロパンアミンに代えて、下記表1に掲げるようなアルコキシシリル基含有ケチミンを有する化合物を2質量部添加したこと以外は、実施例1と同様にして、鋳物砂組成物を調製し、その得られた鋳物砂組成物について、混練後の待機時間が0分(混練直後)、2時間、又は4時間のものを用いて、鋳型強度の測定をそれぞれ行い、その結果を、下記表1に併せ示した。
(比較例1)
上記実施例1の鋳物砂組成物の調製において、N-(1,3-ジメチルブチリデン)-3-(トリエトキシシリル)-1-プロパンアミンを含有するフェノール樹脂溶液Aに代えて、そのようなN-(1,3-ジメチルブチリデン)-3-(トリエトキシシリル)-1-プロパンアミンを何等含むことのないフェノール樹脂溶液Aを用いたこと以外は、実施例1と同様にして、鋳物砂組成物を調製し、その得られた鋳物砂組成物について、混練後の待機時間が0分(混練直後)、2時間、又は4時間のものを用いて、鋳型強度の測定をそれぞれ行い、その結果を、下記表1に併せ示した。
上記実施例1の鋳物砂組成物の調製において、N-(1,3-ジメチルブチリデン)-3-(トリエトキシシリル)-1-プロパンアミンを含有するフェノール樹脂溶液Aに代えて、そのようなN-(1,3-ジメチルブチリデン)-3-(トリエトキシシリル)-1-プロパンアミンを何等含むことのないフェノール樹脂溶液Aを用いたこと以外は、実施例1と同様にして、鋳物砂組成物を調製し、その得られた鋳物砂組成物について、混練後の待機時間が0分(混練直後)、2時間、又は4時間のものを用いて、鋳型強度の測定をそれぞれ行い、その結果を、下記表1に併せ示した。
(比較例2~5)
上記実施例1の鋳物砂組成物の調製において、N-(1,3-ジメチルブチリデン)-3-(トリエトキシシリル)-1-プロパンアミンに代えて、3-(トリエトキシシリル)-1-プロパンアミンを、下記表1に掲げるような添加量において、それぞれ添加したこと以外は、それぞれ実施例1と同様にして、鋳物砂組成物を調製し、その得られた鋳物砂組成物について、混練後の待機時間が0分(混練直後)、2時間、又は4時間のものを用いて、鋳型強度の測定をそれぞれ行い、その結果を、下記表1に併せ示した。
上記実施例1の鋳物砂組成物の調製において、N-(1,3-ジメチルブチリデン)-3-(トリエトキシシリル)-1-プロパンアミンに代えて、3-(トリエトキシシリル)-1-プロパンアミンを、下記表1に掲げるような添加量において、それぞれ添加したこと以外は、それぞれ実施例1と同様にして、鋳物砂組成物を調製し、その得られた鋳物砂組成物について、混練後の待機時間が0分(混練直後)、2時間、又は4時間のものを用いて、鋳型強度の測定をそれぞれ行い、その結果を、下記表1に併せ示した。
(比較例6)
上記比較例1の鋳物砂組成物の調製において、N-(1,3-ジメチルブチリデン)-3-(トリエトキシシリル)-1-プロパンアミンに代えて、N-フェニル-3-(トリエトキシシリル)-1-プロパンアミンを2質量部添加したこと以外は、比較例1と同様にして、鋳物砂組成物を調製し、その得られた鋳物砂組成物について、混練後の待機時間が0分(混練直後)、2時間、又は4時間のものを用いて、鋳型強度の測定をそれぞれ行い、その結果を、下記表1に併せ示した。
上記比較例1の鋳物砂組成物の調製において、N-(1,3-ジメチルブチリデン)-3-(トリエトキシシリル)-1-プロパンアミンに代えて、N-フェニル-3-(トリエトキシシリル)-1-プロパンアミンを2質量部添加したこと以外は、比較例1と同様にして、鋳物砂組成物を調製し、その得られた鋳物砂組成物について、混練後の待機時間が0分(混練直後)、2時間、又は4時間のものを用いて、鋳型強度の測定をそれぞれ行い、その結果を、下記表1に併せ示した。
(比較例7)
上記比較例1の鋳物砂組成物の調製において、N-(1,3-ジメチルブチリデン)-3-(トリエトキシシリル)-1-プロパンアミンに代えて、N-(1-メチルエチリデン)フェニルアミンを2質量部添加したこと以外は、比較例1と同様にして、鋳物砂組成物を調製し、その得られた鋳物砂組成物について、混練後の待機時間が0分(混練直後)、2時間、又は4時間のものを用いて、鋳型強度の測定をそれぞれ行い、その結果を、下記表1に併せ示した。
上記比較例1の鋳物砂組成物の調製において、N-(1,3-ジメチルブチリデン)-3-(トリエトキシシリル)-1-プロパンアミンに代えて、N-(1-メチルエチリデン)フェニルアミンを2質量部添加したこと以外は、比較例1と同様にして、鋳物砂組成物を調製し、その得られた鋳物砂組成物について、混練後の待機時間が0分(混練直後)、2時間、又は4時間のものを用いて、鋳型強度の測定をそれぞれ行い、その結果を、下記表1に併せ示した。
(比較例8)
上記比較例1の鋳物砂組成物の調製において、N-(1,3-ジメチルブチリデン)-3-(トリエトキシシリル)-1-プロパンアミンに代えて、N-(1-メチルエチリデン)フェニルアミンを2質量部添加し、更に3-グリシドキシプロピルトリメトキシシランを2質量部添加したこと以外は、比較例1と同様にして、鋳物砂組成物を調製し、その得られた鋳物砂組成物について、混練後の待機時間が0分(混練直後)、2時間、又は4時間のものを用いて、鋳型強度の測定をそれぞれ行い、その結果を、下記表1に併せ示した。
上記比較例1の鋳物砂組成物の調製において、N-(1,3-ジメチルブチリデン)-3-(トリエトキシシリル)-1-プロパンアミンに代えて、N-(1-メチルエチリデン)フェニルアミンを2質量部添加し、更に3-グリシドキシプロピルトリメトキシシランを2質量部添加したこと以外は、比較例1と同様にして、鋳物砂組成物を調製し、その得られた鋳物砂組成物について、混練後の待機時間が0分(混練直後)、2時間、又は4時間のものを用いて、鋳型強度の測定をそれぞれ行い、その結果を、下記表1に併せ示した。
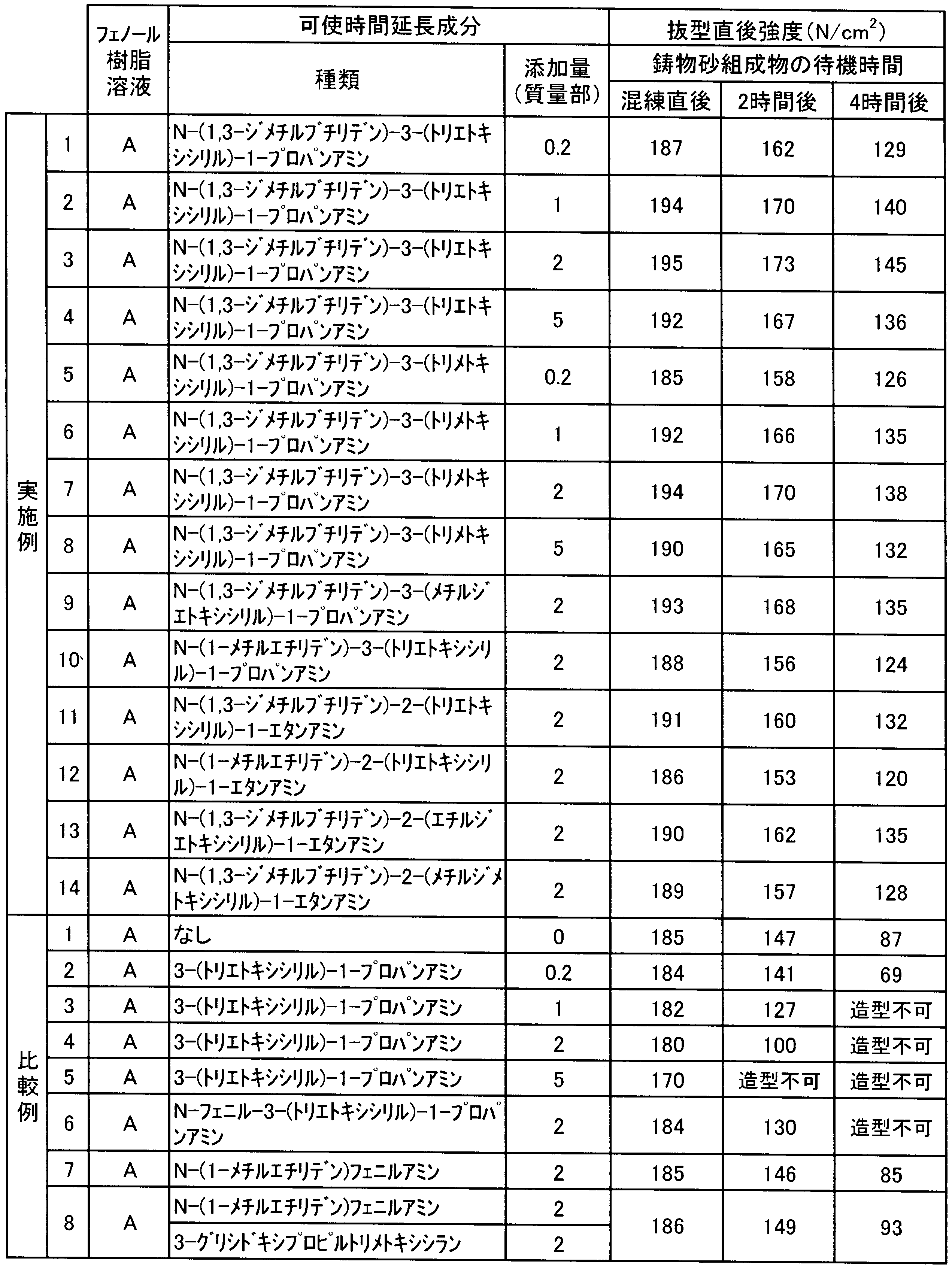
上記表1の結果から明らかなように、ポリオール化合物としてフェノール樹脂溶液A(オルソクレゾール変性ベンジルエーテル型フェノール樹脂)を用いたとき、本発明に係る実施例1~実施例14の鋳物砂組成物からなる鋳型にあっては、混練から2時間経過後及び4時間経過後の鋳物砂組成物に関して、本発明に従うアルコキシシリル基含有ケチミン化合物が何等配合されていない比較例1~8の鋳物砂組成物からなる鋳型と比較して、高い鋳型強度を発揮することが認められた。特に、比較例7における如く、アルコキシシリル基含有ではないケチミン化合物を用いても、比較例1の何も含まない場合とほぼ同等で、効果はなく、また比較例8の結果から明らかなように、アルコキシシリル基含有ではないケチミン化合物とシラン化合物とをそれぞれ混合したとしても、鋳型強度の向上には、ほとんど効果はなく、本発明の如く、特定のアルコキシシリル基含有ケチミン化合物を用いることにおいてのみ効果があることが分かる。また、添加されるアルコキシシリル基含有ケチミン化合物のうち、実施例1~4のN-(1,3-ジメチルブチリデン)-3-(トリエトキシシリル)-1-プロパンアミンは、実施例5~8のN-(1,3-ジメチルブチリデン)-3-(トリメトキシシリル)-1-プロパンアミンよりも、優れた鋳型強度及び吸湿強度を発揮することが認められた。そして、用いられたアルコキシシリル基含有ケチミン化合物の中でも、N-(1,3-ジメチルブチリデン)-3-(トリエトキシシリル)-1-プロパンアミンが最も高い値を示していることが、認められる。
(実施例15)
上記実施例3の鋳物砂組成物の調製において、フェノール樹脂溶液Aに代えて、フェノール樹脂溶液Bを用いたこと以外は、実施例1と同様にして、鋳物砂組成物を調製した。そして、その得られた鋳物砂組成物について、混練後の待機時間が0分(混練直後)、2時間、又は4時間のものを用いて、鋳型強度の測定をそれぞれ行い、その結果を、下記表2に併せ示した。
上記実施例3の鋳物砂組成物の調製において、フェノール樹脂溶液Aに代えて、フェノール樹脂溶液Bを用いたこと以外は、実施例1と同様にして、鋳物砂組成物を調製した。そして、その得られた鋳物砂組成物について、混練後の待機時間が0分(混練直後)、2時間、又は4時間のものを用いて、鋳型強度の測定をそれぞれ行い、その結果を、下記表2に併せ示した。
(実施例16)
上記実施例12の鋳物砂組成物の調製において、フェノール樹脂溶液Aに代えて、フェノール樹脂溶液Bを用いたこと以外は、実施例1と同様にして、鋳物砂組成物を調製し、その得られた鋳物砂組成物について、混練後の待機時間が0分(混練直後)、2時間、又は4時間のものを用いて、鋳型強度の測定をそれぞれ行い、その結果を、下記表2に併せ示した。
上記実施例12の鋳物砂組成物の調製において、フェノール樹脂溶液Aに代えて、フェノール樹脂溶液Bを用いたこと以外は、実施例1と同様にして、鋳物砂組成物を調製し、その得られた鋳物砂組成物について、混練後の待機時間が0分(混練直後)、2時間、又は4時間のものを用いて、鋳型強度の測定をそれぞれ行い、その結果を、下記表2に併せ示した。
(比較例9)
上記比較例1の鋳物砂組成物の調製において、フェノール樹脂溶液Aに代えて、フェノール樹脂溶液Bを用いること以外は、比較例1と同様にして、鋳物砂組成物を調製し、その得られた鋳物砂組成物について、混練後の待機時間が0分(混練直後)、2時間、又は4時間のものを用いて、鋳型強度の測定をそれぞれ行い、その結果を、下記表2に併せ示した。
上記比較例1の鋳物砂組成物の調製において、フェノール樹脂溶液Aに代えて、フェノール樹脂溶液Bを用いること以外は、比較例1と同様にして、鋳物砂組成物を調製し、その得られた鋳物砂組成物について、混練後の待機時間が0分(混練直後)、2時間、又は4時間のものを用いて、鋳型強度の測定をそれぞれ行い、その結果を、下記表2に併せ示した。
(比較例10)
上記比較例4の鋳物砂組成物の調製において、フェノール樹脂溶液Aに代えて、フェノール樹脂溶液Bを用いること以外は、比較例1と同様にして、鋳物砂組成物を調製し、その得られた鋳物砂組成物について、混練後の待機時間が0分(混練直後)、2時間、又は4時間のものを用いて、鋳型強度の測定をそれぞれ行い、その結果を、下記表2に併せ示した。
上記比較例4の鋳物砂組成物の調製において、フェノール樹脂溶液Aに代えて、フェノール樹脂溶液Bを用いること以外は、比較例1と同様にして、鋳物砂組成物を調製し、その得られた鋳物砂組成物について、混練後の待機時間が0分(混練直後)、2時間、又は4時間のものを用いて、鋳型強度の測定をそれぞれ行い、その結果を、下記表2に併せ示した。
(比較例11)
上記比較例6の鋳物砂組成物の調製において、フェノール樹脂溶液Aに代えて、フェノール樹脂溶液Bを用いること以外は、比較例1と同様にして、鋳物砂組成物を調製し、その得られた鋳物砂組成物について、混練後の待機時間が0分(混練直後)、2時間、又は4時間のものを用いて、鋳型強度の測定をそれぞれ行い、その結果を、下記表2に併せ示した。
上記比較例6の鋳物砂組成物の調製において、フェノール樹脂溶液Aに代えて、フェノール樹脂溶液Bを用いること以外は、比較例1と同様にして、鋳物砂組成物を調製し、その得られた鋳物砂組成物について、混練後の待機時間が0分(混練直後)、2時間、又は4時間のものを用いて、鋳型強度の測定をそれぞれ行い、その結果を、下記表2に併せ示した。
(比較例12)
上記比較例7の鋳物砂組成物の調製において、フェノール樹脂溶液Aに代えて、フェノール樹脂溶液Bを用いること以外は、比較例1と同様にして、鋳物砂組成物を調製し、その得られた鋳物砂組成物について、混練後の待機時間が0分(混練直後)、2時間、又は4時間のものを用いて、鋳型強度の測定をそれぞれ行い、その結果を、下記表2に併せ示した。
上記比較例7の鋳物砂組成物の調製において、フェノール樹脂溶液Aに代えて、フェノール樹脂溶液Bを用いること以外は、比較例1と同様にして、鋳物砂組成物を調製し、その得られた鋳物砂組成物について、混練後の待機時間が0分(混練直後)、2時間、又は4時間のものを用いて、鋳型強度の測定をそれぞれ行い、その結果を、下記表2に併せ示した。
(比較例13)
上記比較例8の鋳物砂組成物の調製において、フェノール樹脂溶液Aに代えて、フェノール樹脂溶液Bを用いること以外は、比較例1と同様にして、鋳物砂組成物を調製し、その得られた鋳物砂組成物について、混練後の待機時間が0分(混練直後)、2時間、又は4時間のものを用いて、鋳型強度の測定をそれぞれ行い、その結果を、下記表2に併せ示した。
上記比較例8の鋳物砂組成物の調製において、フェノール樹脂溶液Aに代えて、フェノール樹脂溶液Bを用いること以外は、比較例1と同様にして、鋳物砂組成物を調製し、その得られた鋳物砂組成物について、混練後の待機時間が0分(混練直後)、2時間、又は4時間のものを用いて、鋳型強度の測定をそれぞれ行い、その結果を、下記表2に併せ示した。

上記表2の結果から明らかなように、ポリオール溶液として、フェノール樹脂溶液B(ベンジルエーテル型フェノール樹脂)を用いた場合にあっても、実施例15及び実施例16の鋳物砂組成物からなる鋳型は、比較例9~13の鋳物砂組成物からなる鋳型と比較して、優れた鋳型強度及び吸湿強度を発揮することが確認された。
Claims (12)
- ウレタン系鋳型の造型に用いられるウレタン硬化型有機粘結剤であって、ポリオール化合物とポリイソシアネート化合物と共に、下記一般式(1)にて示されるアルコキシシリル基含有ケチミン化合物を、更に含んでいることを特徴とする鋳型用ウレタン硬化型有機粘結剤。

- 前記一般式(1)における1価の有機基が、炭素数が1~10の炭化水素基である請求項1に記載の鋳型用ウレタン硬化型有機粘結剤。
- 前記一般式(1)における2価の有機基が、炭素数が1~5の2価の炭化水素基である請求項1又は請求項2に記載の鋳型用ウレタン硬化型有機粘結剤。
- 前記ポリオール化合物が、フェノール樹脂である請求項1乃至請求項3の何れか1項に記載の鋳型用ウレタン硬化型有機粘結剤。
- 前記フェノール樹脂が、オルソクレゾール変性フェノール樹脂である請求項4に記載の鋳型用ウレタン硬化型有機粘結剤。
- 前記アルコキシシリル基含有ケチミン化合物が、N-(1,3-ジメチルブチリデン)-3-(トリエトキシシリル)-1-プロパンアミンである請求項1乃至請求項5の何れか1項に記載の鋳型用ウレタン硬化型有機粘結剤。
- 前記ポリオール化合物と前記ポリイソシアネート化合物とが、質量基準で、80:20~20:80の割合となるように用いられる請求項1乃至請求項6の何れか1項に記載の鋳型用ウレタン硬化型有機粘結剤。
- 前記アルコキシシリル基含有ケチミン化合物が、前記ポリオール化合物の100質量部に対して、0.05~15質量部の割合において用いられる請求項1乃至請求項7の何れか1項に記載の鋳型用ウレタン硬化型有機粘結剤。
- 請求項1乃至請求項8の何れか1項に記載の鋳型用ウレタン硬化型有機粘結剤を、鋳物砂に被覆せしめてなる鋳物砂組成物。
- 前記ポリオール化合物及び前記ポリイソシアネート化合物が、前記鋳物砂の100質量部に対して、それぞれ、0.01~5.0質量部の割合において用いられている請求項9に記載の鋳物砂組成物。
- 請求項9又は請求項10に記載の鋳物砂組成物を成形し、硬化せしめてなる鋳型。
- 前記硬化が、硬化触媒ガスの通気によって実現されている請求項11に記載の鋳型。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014506120A JP6035324B2 (ja) | 2012-03-23 | 2013-03-05 | 鋳型用ウレタン硬化型有機粘結剤並びにこれを用いて得られる鋳物砂組成物及び鋳型 |
| CN201380016012.7A CN104220188B (zh) | 2012-03-23 | 2013-03-05 | 铸模用聚氨酯固化型有机粘结剂以及使用其得到的型砂组合物和铸模 |
| EP13765217.8A EP2829335A4 (en) | 2012-03-23 | 2013-03-05 | CURABLE ORGANIC BINDING LIQUID, FOR THE MOLD, MOLDING SAND COMPOSITION AND MOLD OBTAINED BY USING THE BINDER AND THE COMPOSITION |
| US14/460,460 US9359466B2 (en) | 2012-03-23 | 2014-08-15 | Urethane-type curable organic binder for mold, and molding sand composition and mold obtained using the same |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012-066659 | 2012-03-23 | ||
| JP2012066659 | 2012-03-23 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US14/460,460 Continuation US9359466B2 (en) | 2012-03-23 | 2014-08-15 | Urethane-type curable organic binder for mold, and molding sand composition and mold obtained using the same |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013141012A1 true WO2013141012A1 (ja) | 2013-09-26 |
Family
ID=49222474
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/055950 Ceased WO2013141012A1 (ja) | 2012-03-23 | 2013-03-05 | 鋳型用ウレタン硬化型有機粘結剤並びにこれを用いて得られる鋳物砂組成物及び鋳型 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US9359466B2 (ja) |
| EP (1) | EP2829335A4 (ja) |
| JP (1) | JP6035324B2 (ja) |
| CN (1) | CN104220188B (ja) |
| WO (1) | WO2013141012A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018167317A (ja) * | 2017-03-30 | 2018-11-01 | 旭有機材株式会社 | 鋳型用ウレタン硬化型有機粘結剤並びにこれを用いて得られる鋳物砂組成物及び鋳型 |
| JP2018167316A (ja) * | 2017-03-30 | 2018-11-01 | 旭有機材株式会社 | 鋳型用ウレタン硬化型有機粘結剤並びにこれを用いて得られる鋳物砂組成物及び鋳型 |
| JP2020509096A (ja) * | 2016-12-23 | 2020-03-26 | アーエスカー ケミカルズ ゲーエムベーハーAsk Chemicals Gmbh | 遊離フェノールおよび遊離ヒドロキシベンジルアルコールを含有するベンジルエーテル型フェノール樹脂に基づくバインダー |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104974323A (zh) * | 2015-06-26 | 2015-10-14 | 广东元星工业新材料有限公司 | 混凝土装饰材料的生产模具 |
| JP6872207B2 (ja) * | 2019-09-25 | 2021-05-19 | 新東工業株式会社 | 砂鋳型造型用添加剤、砂鋳型造型用砂組成物、砂鋳型の製造方法及び砂鋳型 |
| WO2022136068A1 (en) * | 2020-12-22 | 2022-06-30 | Covestro Deutschland Ag | A method for stably storing an isocyanate composition |
| EP4036138A1 (en) * | 2021-01-28 | 2022-08-03 | Covestro Deutschland AG | A method for stably storing an isocyanate composition |
| CN116099978B (zh) * | 2021-11-11 | 2025-11-04 | 济南圣泉铸造材料有限公司 | 三组分胺法冷芯盒粘结剂 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4436881A (en) | 1983-06-29 | 1984-03-13 | Acme Resin Corporation | Polyurethane binder compositions |
| US4540724A (en) | 1984-01-30 | 1985-09-10 | Ashland Oil Inc. | Phenolic resin-polyisocyanate binder systems containing a phosphorus halide and use thereof |
| JPH07242737A (ja) * | 1994-03-07 | 1995-09-19 | Kanegafuchi Chem Ind Co Ltd | 硬化性樹脂組成物 |
| JP2008238177A (ja) * | 2007-03-24 | 2008-10-09 | Asahi Organic Chem Ind Co Ltd | 鋳型用ウレタン硬化型有機粘結剤並びにこれを用いて得られる鋳物砂組成物及び鋳型 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1510645A (en) * | 1974-12-11 | 1978-05-10 | Ciba Geigy Ag | Making shaped articles from particulate material and an anaerobic adhesive |
| JPS56144845A (en) * | 1980-04-15 | 1981-11-11 | Kaou Kueekaa Kk | Gas hardening method for mold |
| JPS5762835A (en) * | 1980-10-01 | 1982-04-16 | Mitsubishi Petrochem Co Ltd | Binder composition for molding sand |
| US4705570A (en) * | 1985-11-05 | 1987-11-10 | American Cyanamid Company | Method of manufacturing a bonded particulate article by reacting a polyol and a meterocyclic compound |
| US5733952A (en) | 1995-10-18 | 1998-03-31 | Borden Chemical, Inc. | Foundry binder of phenolic resole resin, polyisocyanate and epoxy resin |
| JP3453469B2 (ja) * | 1996-01-31 | 2003-10-06 | 花王株式会社 | 炭酸ガス硬化用粘結剤組成物 |
| WO1999050328A1 (en) | 1998-03-25 | 1999-10-07 | The Yokohama Rubber Co., Ltd. | One-pack type moisture-curable composition |
| JP3427742B2 (ja) * | 1998-07-30 | 2003-07-22 | 信越化学工業株式会社 | 硬化性樹脂組成物及び接着剤 |
| JP3803998B2 (ja) * | 1999-04-22 | 2006-08-02 | 横浜ゴム株式会社 | 一液型湿気硬化性組成物 |
| JP2002265551A (ja) * | 2001-03-07 | 2002-09-18 | Yokohama Rubber Co Ltd:The | 弾性舗装材用組成物及びそれを固化させてなる弾性舗装材 |
| JP4323223B2 (ja) * | 2003-06-06 | 2009-09-02 | 旭有機材工業株式会社 | 鋳型用有機粘結剤及びこれを用いて得られる鋳物砂組成物並びに鋳型 |
| JP4948813B2 (ja) * | 2005-09-22 | 2012-06-06 | 東レ・ダウコーニング株式会社 | ケチミン構造含有アルコキシシランの製造方法 |
| JP5694024B2 (ja) | 2011-03-23 | 2015-04-01 | 旭有機材工業株式会社 | 鋳型用ウレタン硬化型有機粘結剤並びにこれを用いて得られる鋳物砂組成物及び鋳型 |
-
2013
- 2013-03-05 WO PCT/JP2013/055950 patent/WO2013141012A1/ja not_active Ceased
- 2013-03-05 JP JP2014506120A patent/JP6035324B2/ja active Active
- 2013-03-05 CN CN201380016012.7A patent/CN104220188B/zh active Active
- 2013-03-05 EP EP13765217.8A patent/EP2829335A4/en not_active Withdrawn
-
2014
- 2014-08-15 US US14/460,460 patent/US9359466B2/en not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4436881A (en) | 1983-06-29 | 1984-03-13 | Acme Resin Corporation | Polyurethane binder compositions |
| US4540724A (en) | 1984-01-30 | 1985-09-10 | Ashland Oil Inc. | Phenolic resin-polyisocyanate binder systems containing a phosphorus halide and use thereof |
| JPH07242737A (ja) * | 1994-03-07 | 1995-09-19 | Kanegafuchi Chem Ind Co Ltd | 硬化性樹脂組成物 |
| JP2008238177A (ja) * | 2007-03-24 | 2008-10-09 | Asahi Organic Chem Ind Co Ltd | 鋳型用ウレタン硬化型有機粘結剤並びにこれを用いて得られる鋳物砂組成物及び鋳型 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2829335A4 * |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020509096A (ja) * | 2016-12-23 | 2020-03-26 | アーエスカー ケミカルズ ゲーエムベーハーAsk Chemicals Gmbh | 遊離フェノールおよび遊離ヒドロキシベンジルアルコールを含有するベンジルエーテル型フェノール樹脂に基づくバインダー |
| JP7665286B2 (ja) | 2016-12-23 | 2025-04-21 | アーエスカー ケミカルズ ゲーエムベーハー | 遊離フェノールおよび遊離ヒドロキシベンジルアルコールを含有するベンジルエーテル型フェノール樹脂に基づくバインダー |
| JP2018167317A (ja) * | 2017-03-30 | 2018-11-01 | 旭有機材株式会社 | 鋳型用ウレタン硬化型有機粘結剤並びにこれを用いて得られる鋳物砂組成物及び鋳型 |
| JP2018167316A (ja) * | 2017-03-30 | 2018-11-01 | 旭有機材株式会社 | 鋳型用ウレタン硬化型有機粘結剤並びにこれを用いて得られる鋳物砂組成物及び鋳型 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2829335A1 (en) | 2015-01-28 |
| US20140357810A1 (en) | 2014-12-04 |
| CN104220188A (zh) | 2014-12-17 |
| JPWO2013141012A1 (ja) | 2015-08-03 |
| CN104220188B (zh) | 2015-11-25 |
| EP2829335A4 (en) | 2016-01-13 |
| JP6035324B2 (ja) | 2016-11-30 |
| US9359466B2 (en) | 2016-06-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6035324B2 (ja) | 鋳型用ウレタン硬化型有機粘結剤並びにこれを用いて得られる鋳物砂組成物及び鋳型 | |
| KR830002434B1 (ko) | 성형용 결합제 조성물의 제조방법 | |
| JP5694024B2 (ja) | 鋳型用ウレタン硬化型有機粘結剤並びにこれを用いて得られる鋳物砂組成物及び鋳型 | |
| CN1149007A (zh) | 耐水基涂料的聚氨酯铸造粘结剂 | |
| CN107073559B (zh) | 用于聚氨酯冷芯盒工艺的双组分粘结剂体系 | |
| EP0323962A1 (en) | Polyurethane-forming binder compositions containing certain carboxylic acids as bench life extenders | |
| JP4398299B2 (ja) | 鋳型用有機粘結剤及びこれを用いて得られる鋳物砂組成物並びに鋳型 | |
| JP4323223B2 (ja) | 鋳型用有機粘結剤及びこれを用いて得られる鋳物砂組成物並びに鋳型 | |
| JP6887286B2 (ja) | 鋳型用ウレタン硬化型有機粘結剤並びにこれを用いて得られる鋳物砂組成物及び鋳型 | |
| JP6887287B2 (ja) | 鋳型用ウレタン硬化型有機粘結剤並びにこれを用いて得られる鋳物砂組成物及び鋳型 | |
| JP7101692B2 (ja) | 鋳型用ウレタン硬化型有機粘結剤並びにこれを用いて得られる鋳物砂組成物及び鋳型 | |
| CN110461498B (zh) | 铸模用聚氨酯固化型有机粘结剂以及使用其得到的型砂组合物和铸模 | |
| JP4421484B2 (ja) | 鋳型用有機粘結剤及びこれを用いて得られる鋳物砂組成物並びに鋳型 | |
| JP4615346B2 (ja) | 鋳型用有機粘結剤及びこれを用いて得られる鋳物砂組成物並びに鋳型 | |
| JP4980034B2 (ja) | 鋳型用有機粘結剤及びこれを用いて得られる鋳物砂組成物並びに鋳型 | |
| JP5036362B2 (ja) | 鋳型用ウレタン硬化型有機粘結剤並びにこれを用いて得られる鋳物砂組成物及び鋳型 | |
| JP4481839B2 (ja) | 鋳型用有機粘結剤及びこれを用いて得られる鋳物砂組成物並びに鋳型 | |
| WO2026053776A1 (ja) | 鋳型用ウレタン硬化型有機粘結剤並びにこれを用いて得られる鋳物砂組成物及び鋳型 | |
| WO2023195406A1 (ja) | 鋳型用有機粘結剤及びこれを用いて得られる鋳物砂組成物並びに鋳型 | |
| JP4445232B2 (ja) | 合成ムライト砂の処理方法 | |
| JP6173130B2 (ja) | 鋳型用ウレタン硬化型有機粘結剤並びにこれを用いて得られる鋳物砂組成物及び鋳型 | |
| JP5048715B2 (ja) | 合成ムライト砂並びに鋳型 | |
| US6883587B2 (en) | Polyisocyanate compositions and their use |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13765217 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2014506120 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2013765217 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |