WO2013046884A1 - 印字方法および印字装置 - Google Patents
印字方法および印字装置 Download PDFInfo
- Publication number
- WO2013046884A1 WO2013046884A1 PCT/JP2012/068443 JP2012068443W WO2013046884A1 WO 2013046884 A1 WO2013046884 A1 WO 2013046884A1 JP 2012068443 W JP2012068443 W JP 2012068443W WO 2013046884 A1 WO2013046884 A1 WO 2013046884A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- ink
- flocculant
- printing
- printing material
- supply device
- Prior art date
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M7/00—After-treatment of prints, e.g. heating, irradiating, setting of the ink, protection of the printed stock
- B41M7/0018—After-treatment of prints, e.g. heating, irradiating, setting of the ink, protection of the printed stock using ink-fixing material, e.g. mordant, precipitating agent, after printing, e.g. by ink-jet printing, coating or spraying
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J11/00—Devices or arrangements of selective printing mechanisms, e.g. ink-jet printers or thermal printers, for supporting or handling copy material in sheet or web form
- B41J11/0015—Devices or arrangements of selective printing mechanisms, e.g. ink-jet printers or thermal printers, for supporting or handling copy material in sheet or web form for treating before, during or after printing or for uniform coating or laminating the copy material before or after printing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J3/00—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed
- B41J3/407—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed for marking on special material
- B41J3/4078—Printing on textile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/0011—Pre-treatment or treatment during printing of the recording material, e.g. heating, irradiating
- B41M5/0017—Application of ink-fixing material, e.g. mordant, precipitating agent, on the substrate prior to printing, e.g. by ink-jet printing, coating or spraying
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06P—DYEING OR PRINTING TEXTILES; DYEING LEATHER, FURS OR SOLID MACROMOLECULAR SUBSTANCES IN ANY FORM
- D06P5/00—Other features in dyeing or printing textiles, or dyeing leather, furs, or solid macromolecular substances in any form
- D06P5/30—Ink jet printing
Definitions
- the present invention relates to a printing method and a printing apparatus, and more particularly, to a method and an apparatus for printing on an object to be printed including regions having different fiber densities by an inkjet method.
- Inkjet systems are widely used because they can print at high speed with a simple mechanism, and printing has been attempted not only on paper but also on various objects to be printed such as cloth, woven fabric, and smooth resin surface.
- the forms and materials of these printed materials have been diversified, and it is difficult to print the printed materials uniformly.
- a fabric composed of plain weave or twill weave is a substrate, there are regions where the fiber density of the yarn is different depending on the crossing frequency of warp and weft. Further, regions having different fiber densities are also generated due to differences in yarn tension or the like when weaving the yarn.
- the ink ejected onto the regions having different fiber densities has a thickness direction of the printing material at a permeation speed according to the size of the gap between the fibers, that is, the fiber density. Penetrated into.
- L 2 d ⁇ ⁇ ⁇ t ⁇ cos ⁇ / 4 ⁇ (1)
- L is the permeation distance
- d is the gap size between the fibers
- ⁇ is the surface tension
- t the time
- ⁇ is the contact angle indicating the wettability between the ink and the fibers
- ⁇ is the viscosity of the ink.
- the permeation as shown in the formula (1) stops, but the ink moves due to the difference in capillary force. That is, due to the difference in fiber density or contact angle with the ink between adjacent regions, a capillary force is generated for the ink that has penetrated into the gap between the fibers.
- the capillary force is a force acting on the ink, and when the wettability is large or the interfiber distance is small, the capillary force is large, and when the wettability is small or the interfiber distance is large, the capillary force is small.
- the capillary force acts from the surrounding area where the fiber density is high, so that the ink is moved to the area where the capillary force is high.
- the contact angle with the ink is the same, so the ink moves to an area where the fiber density is high.
- the final landing position of the ink on the printed material is different in the thickness direction of the printed material and in the direction along the printed material due to the difference in fiber density, which hinders uniform color development. ing.
- the difference in the partial capillary force of the fabric can be detected as, for example, a difference in the permeation speed of ink when ink droplets are supplied to a portion of the fabric.
- the ink After the ink droplets are supplied, the ink begins to permeate in the thickness direction of the fiber, but it can be observed that the permeation speed is high in a region having a low void density and many voids. Also, if the fabric is completely immersed in the ink, and then pulled up and squeezed (the amount of the liquid is squeezed with a roller, etc.), the ink will be contained uniformly immediately after the squeeze, and color unevenness cannot be detected, but time elapsed with drying. At the same time, ink movement occurs, and it is observed that the ink density in the region with high fiber density, that is, the region with high capillary force, becomes high.
- ink is ejected onto a substrate to be printed that has been previously immersed in an acidic solution. It has been proposed to suppress bleeding by agglomeration.
- Patent Document 1 in order to instantaneously agglomerate the ink that has landed on the printed material, a permeation-inhibiting film is formed on the surface of the printed material. It will be difficult to penetrate and will remain liquid. When the amount of printing is small, it is possible to print uniformly on the surface of the object to be printed. However, when the amount of printing increases, ink flows to the periphery, and uneven printing tends to occur. In particular, ink penetration is liable to occur in a region where the fiber density is high. In addition, since a coherent layer is formed on the surface of the printing material, it is difficult to print evenly in the thread in the thickness direction of the printing material.
- the present invention has been made in order to solve such a conventional problem, and provides a printing method and a printing apparatus capable of uniformly printing the inside of an object to be printed including regions having different fiber densities. With the goal.
- a printing method is a printing method for performing printing by ejecting ink onto an object to be printed including regions having different fiber densities by the ink jet method, and performing ink ejection by the ink jet method.
- a first aggregating agent for raising the ink to a predetermined viscosity is supplied to the printing material in advance, and ink is ejected onto the printing material by an inkjet method, and then the second aggregating agent is applied to the printing material.
- the ink whose viscosity is increased to a predetermined viscosity by the first aggregating agent and whose movement speed is suppressed is fixed in the printing medium, and the movement of the ink due to the capillary force is stopped.
- the total amount of the first flocculant and the second flocculant supplied is determined by the fact that the flocculant in the ink ejected onto the printing material is the first flocculant and the second flocculant. It is preferable to set so as to exceed the isoelectric point by reacting with the agent. That is, sufficient coagulant is supplied so that the coagulant in all inks aggregates. Further, the distance at which the ink penetrates into the printing material can be controlled by the supply amount of the first flocculant.
- the first aggregating agent is preferably set so that the movement of the ink whose viscosity has increased when the ink has permeated the thread constituting the printing material by a predetermined distance is suppressed.
- the first flocculant can be supplied by an ink jet method or a dip method.
- the second flocculant can be supplied by an ink jet method or an air spray method.
- a cationic material can be used for the first flocculant and the second flocculant.
- an anionic material can be used for the first flocculant and the second flocculant.
- the printed material is made of a material composed of fibers such as a woven fabric or a knitted fabric or a nonwoven fabric composed of a plurality of fibers, and has regions where the crossing frequencies of the yarns are different.
- the printing apparatus is a printing apparatus that performs printing by ejecting ink onto an object to be printed including regions having different fiber densities by the ink jet method, and applies the ink ejected by the ink jet method to a predetermined amount.
- a first flocculant supply device that supplies a first flocculant for increasing the viscosity to the printed material in advance, and a printed material to which the first flocculant is supplied by the first flocculant supply device
- a second flocculant supply device that supplies the printed material and a fixing device that fixes the ink fixed in the printed material to the printed material.
- the second aggregating agent is supplied and the printing material is printed. Since the ink in the product is fixed, it is possible to print evenly to the inside of the printing material including regions having different fiber densities. Even in the case where the amount of printing is large and the permeation inhibition layer is formed by the first aggregating agent and the ink with insufficient agglomeration reaction is left, the unaggregated ink is completely removed by the second aggregating agent. Uniform printing is possible because it is agglomerated and cannot move.
- FIG. 6 is a cross-sectional view showing a printed material used in a modification of the first embodiment.
- FIG. 10 is a diagram illustrating a printed material that is printed according to a modification of the first embodiment. It is a figure which shows the coagulant supply apparatus which supplies the coagulant
- FIG. 6 is a cross-sectional view showing a printing object printed in a second embodiment. It is a block diagram which shows the modification of the printing apparatus which performs the printing method which concerns on Embodiment 1 and 2.
- FIG. 6 is a diagram illustrating a configuration of a printing apparatus that performs a printing method according to a third embodiment.
- FIG. 1 shows the configuration of a printing apparatus that performs a printing method according to Embodiment 1 of the present invention.
- the printing apparatus includes a first flocculant supply device 1 that supplies the flocculant A for increasing the ink ejected by the ink jet method to a predetermined viscosity in advance to the printing material P, and the ink to be printed by the ink jet method.
- the ink supply device 2 for ejecting droplets onto the product P and the coagulant B for fixing the ink that has penetrated into the print product P and has been increased to a predetermined viscosity by the coagulant A are supplied to the print product P.
- a second flocculant supply device 3 and a fixing device 4 for fixing the ink fixed in the printing material P to the printing material P are provided.
- the printed material P is a fiber such as a synthetic fiber such as polyester, nylon, acrylic, or the like, a cloth woven with animal or vegetable fibers such as cotton, wool, silk, or a knitted knitted fabric. Those having regions with different densities are used.
- the first flocculant supply device 1 supplies the flocculant A so as to penetrate into the inside of the yarn of the printing material P.
- the flocculant A is composed of the same components as the flocculant B, and is adjusted to a concentration lower than that of the flocculant B.
- the ink ejected from the ink supply device 2 onto the printing material P penetrates about the thickness distance of the thread. At this point, the ink density is adjusted to increase the ink to a predetermined viscosity. In this way, the ink moving speed can be reduced by increasing the ink to a predetermined viscosity, and until the ink penetrates to the thickness distance of the thread of the printing material P and is fixed by the flocculant B.
- the ink does not diffuse in the direction along the substrate P due to the surrounding capillary force, that is, the movement of the ink is within a certain range (e.g., the landing position pitch of ink that is sequentially ejected from the ink supply device 2 or
- the predetermined viscosity is set so as to remain within the range of the thickness of the thread constituting the printed matter.
- the supply amount of the flocculant A is such that the material to be printed P, the thickness of the thread, the type of ink, the supply amount of the ink, etc., so that the ink has a predetermined viscosity when it penetrates to the thickness of the thread. Is set based on
- the ink supply device 2 is arranged on the downstream side of the first flocculant supply device 1 with respect to the moving direction of the printing material P, and ink is applied to the printing material P supplied with the flocculant A by an ink jet method. Do drops.
- the ink to be ejected contains an aggregating agent, and the aggregating agent performs an aggregating reaction with the aggregating agents A and B.
- a part of the aggregating agent is agglomerated with the aggregating agent A having a low concentration supplied in advance, and the remaining aggregating agent is agglomerated with the aggregating agent B.
- the ink supply amount is set based on a print image printed on the printing material P or the like.
- the dye contained in the ink is selected according to the material of the printing material P.
- a disperse dye is used, and the printing material P is a plant such as cotton.
- a reactive dye can be used when it is made of fibers, and an acid dye can be used when the printing material P is made of nylon and animal fibers (such as hair or silk).
- the second flocculant supply device 3 is arranged on the downstream side of the ink supply device 2 with respect to the moving direction of the printing material P, and supplies the flocculant B to the printing material P on which ink has been deposited. .
- the flocculant B is adjusted so as to fix the movement of the ink on the printing material P. That is, the aggregate amount of the flocculants A and B is supplied so that the charge of the flocculant exceeds the isoelectric point due to the flocculant A and the flocculant B following the flocculant A.
- the flocculant B is set and supplied in an amount equal to or greater than the sum of the amount of flocculant B minus the amount of flocculant B supplied.
- the sum total of the supply amount of the flocculants A and B that is greater than or equal to the amount exceeding the isoelectric point of the flocculant can be determined based on measurement results such as electrophoresis and colloidal particle aggregation measurement.
- the fixing device 4 is arranged on the downstream side of the second flocculant supply device 3 with respect to the moving direction of the printing material P, and includes a drying device 5, a color treatment device 6, and a washing and drying device 7.
- the drying device 5 dries the printing material P on which ink is fixed.
- the color processing device 6 performs color processing according to the material of the printing material P and the type of dye. For example, when a disperse dye is used, color development can be performed by heating color treatment or high temperature steam treatment, and when an acid dye and a reactive dye are used, color development can be performed by high temperature steam treatment.
- the cleaning / drying device 7 is for cleaning and drying the dyed printing material P and finishing it. Residual unreacted substances can also be removed using an alkaline reduction cleaning solution.
- the to-be-printed material P which has the area
- the to-be-printed material P which has the area
- the yarn Y constituting the printing material P is configured by a collection of a plurality of fibers F.
- the yarn is woven.
- the twill weave shown in the figure there are parts that intersect at every pitch and every other part, and the fiber density of every other part that intersects is lower than the other parts. Become.
- an anionically charged ink can be used.
- an ink containing a pigment dispersion charged with an anionic charge control agent can be used.
- an anionic dye aqueous solution can be used.
- an aqueous polymer dispersion such as vinyl acetate, acrylic, polyester, or urethane, or an aqueous polymer such as PVA or alginic acid can be added to the ink. These polymers are preferably charged to an anion.
- a water-soluble high-boiling solvent such as ethylene glycol or glycerin can be added for the purpose of preventing the inkjet head from drying.
- the ink can be adjusted so that a dye, a charge control agent, an aqueous polymer, or the like can function as an aggregating agent.
- agglomeration reaction can be performed using a cationically charged one.
- the aggregation reaction is made acidic by adding organic acids as the aggregation agents A and B to the anionic dispersion stabilizer that is dispersed and stabilized by ion dissociation in a state adjusted to neutral or alkaline in the ink.
- the degree of dissociation becomes low and the dispersion becomes unstable and aggregates.
- the dispersion stabilizer contained in the ink aggregates, and the viscosity increases according to the concentrations of the flocculants A and B, respectively.
- an aggregating agent is an anionic surfactant or an anionic aqueous polymer and an aggregating reaction is performed using the aggregating agents A and B made of a cationic polymer, the anion component in the ink and the aggregating agent A And the cationic groups of the cationic polymer contained in B react to cause aggregation.
- This aggregation reaction is more likely to occur as the density of the cationic group is higher, and corresponds to the rate of the aggregation reaction.
- the aggregating agent A is adjusted so that the agglomeration occurs after the ink permeates a certain distance, that is, the aggregating reaction is slower than the aggregating agent B.
- the coagulant A can be used containing 0.03% to 0.3% of a cationic polymer
- the coagulant B can be used containing 0.1% to 5% of a cationic polymer. it can.
- the aggregation ability by the flocculant A can be adjusted by adjusting the concentration of the cationic polymer.
- the aggregation ability can be adjusted by selecting the type of functional group that contributes to aggregation, or by controlling the pH at which the aggregating agent works. For example, by increasing the degree of polymerization of the cationic polymer, the moving speed in water can be lowered, and thereby the aggregation speed can be lowered even at the same cationic group density.
- anionic surfactant and the anionic aqueous polymer those containing a group that becomes an anion when dissociated in water are used.
- those having a carboxylic acid, sulfonic acid, or phosphoric acid structure are used.
- fatty acid salts and cholates are used as carboxylic acid-based charge control agents, and linear alkylbenzene sulfonate sodium, lauryl sulfate, monoalkyl sulfate, or alkylpolyoxyethylene as sulfonic acid-based charge control agents.
- a monoalkyl phosphate or the like can be used as a charge control agent having a phosphate structure.
- acids used for the flocculants A and B organic acids such as malonic acid, citric acid and acetic acid, and inorganic acids such as dilute hydrochloric acid can be used.
- the printing material P including regions having different fiber densities is moved in a certain direction.
- the substrate P is made of polyester fiber.
- the first flocculant supply device 1 has 0.1 to 0.3 weight of cationic polymer, for example, with respect to the printing material P.
- % Flocculant A is supplied. The supplied flocculant A is permeated into the yarn constituting the substrate P.
- the ink supply device 2 When the printing material P supplied with the flocculant A reaches the ink supply device 2 from the first flocculant supply device 1, the ink supply device 2 performs ink ejection on the printing material P by the ink jet method.
- the ink used is, for example, a disperse dye charged with an anionic surfactant, an aqueous polymer for stabilizing the dispersion such as alginic acid or lignin sulfonic acid, and a high-boiling solvent containing ethylene glycol or glycerin. Disperse dyes, anionic surfactants, and aqueous polymers function as aggregating agents.
- the ink penetrates the inside of the thread to a thickness
- a part of the aggregating agent contained in the ink agglomerates with the coagulant A supplied in advance. Is raised to.
- the ink that has penetrated into the yarn immediately after landing is moved beyond the pitch of the weave due to the capillary force due to the difference in fiber density, resulting in dyeing unevenness depending on the weave.
- the moving speed in the direction along the printing medium P can be reduced by increasing the ink to a predetermined viscosity by the aggregation reaction. That is, the ink that has penetrated to the thickness distance of the yarn can be kept within a certain range until the flocculant B is supplied.
- the second flocculant supply device 3 performs a predetermined process on the printing material P.
- the ink whose viscosity has been increased is kept within a certain range, for example, a flocculant B containing 2% by weight of a cationic polymer is supplied.
- the amount of the flocculant B exceeds the isoelectric point of the aggregating agent by reacting with the aggregating agent together with the aggregating agent A previously supplied, and in this case, 10 g / m 2 or more with respect to the printing material P To be supplied.
- the flocculant B supplied from the second flocculant supply device 3 undergoes an agglomeration reaction with an unreacted aggregating agent contained in the ink, that is, an aggregating agent that has not reacted with the aggregating agent A.
- the ink kept within a certain range is fixed, and the movement of the ink is completely stopped.
- the printed material P including regions having different fiber densities without diffusing ink that has uniformly penetrated into the yarn in the thickness direction in the direction along the printed material P.
- the color development pattern in the surface direction of the printed material can be controlled by the supply pattern of the inkjet ink.
- the printing material P is moved to the fixing device 4 in a state where ink is fixed to the printing material P, and dried by the drying device 5.
- the difference in the partial drying speed in the drying process promotes the movement of the ink that has penetrated the printing material P and causes bleeding.
- the flocculant B by supplying the flocculant B, the movement of the ink is completely fixed. Therefore, ink bleeding in the drying process can be suppressed.
- the printing material P is subjected to a heat coloring process by placing it for several minutes to several tens of minutes from 160 ° C. to 200 ° C., for example, by the color processing apparatus 6, and the disperse dye attached to the fiber surface inside the yarn is sublimated. And taken into the fiber. Thereafter, the printed material P is washed with an unreacted material under the alkaline reduction condition by the cleaning / drying apparatus 7 and dried, and the dyeing of the printed material P is completed.
- the ink movement is completely fixed while the ink viscosity is increased and the diffusion is suppressed while uniformly penetrating into the inside of the yarn in the thickness direction of the printing material P. Therefore, the printing material P can be uniformly dyed in the thickness direction up to the inside of the yarn.
- ink N is ejected from the ink supply device 2.
- the ejected ink N permeates from the front surface to the back surface of the printing material P, and permeates the inside of each yarn that overlaps in the thickness direction.
- the ink N is agglomerated with the coagulant A supplied in advance and is increased to a predetermined viscosity.
- the ink N moves along the yarn by the pitch of the yarn weaving, and at that time, the ink N is increased to a predetermined viscosity.
- the flocculant B is supplied from the second flocculant supply device 3, and the printing material is printed.
- the movement of the ink N in the object P can be completely fixed.
- the printing material P can be uniformly dyed from the front surface to the back surface, and the ink bleed can be accommodated within the woven pitch range as shown in FIG.
- the first flocculant supply device 1 only needs to be able to supply the flocculant A to the inside of the thread of the printing material P.
- the flocculant A is applied to the printing material P by the dipping method. Can be supplied. That is, the printing material P is dipped in the bat 11 containing the flocculant A, and the pickup roller 12 disposed immediately after that immerses the flocculant A to about 10 to 60% (with respect to the weight of the printing material P).
- the flocculant A can be supplied to the inside of the yarn of the printing material P.
- rubber it is preferable to use rubber as the material of the squeeze roller.
- a roll coater, an air spray, an ink jet method, or the like may be used.
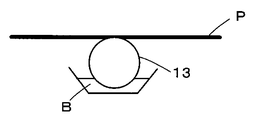
- the second flocculant supply device 3 can supply the flocculant B by a roll coater 13 disposed on the back side of the printing material P, for example, as shown in FIG. In this way, by supplying the flocculant B from the back side of the printing material P, the roll coater 13 does not directly contact the printing surface of the printing material P, and printing disturbance due to the supply of the flocculant B is prevented. Can be suppressed.
- the second flocculant supply device 3 preferably supplies the flocculant B in a small amount as much as possible so as not to affect the movement of the ink that has permeated the printing material P. It is preferable to supply with a smaller size. For example, fine particles of about several ⁇ m to 20 ⁇ m can be supplied by the air spray method, and the supply amount can be adjusted by intermittently spraying the air spray.
- organic cationic polymer as an aggregating agent, a compound having an amino group (—NH 2 ) such as ammonia or alkylamine, and a guanidino group or biguanide group such as arginine, guanidine, or biguanide derivative having more nitrogen.
- a compound having an amino group (—NH 2 ) such as ammonia or alkylamine, and a guanidino group or biguanide group such as arginine, guanidine, or biguanide derivative having more nitrogen.
- a compound having an amino group (—NH 2 ) such as ammonia or alkylamine
- a guanidino group or biguanide group such as arginine, guanidine, or biguanide derivative having more nitrogen.
- synthetic polymers such as polyethyleneimine, polyvinylamine and polyallylamine, and aqueous polymers containing polyamino acids such as polyornithine and polylysine can be used.
- N, N-dimethylaminoethyl acrylate copolymer obtained by copolymerizing acrylamide and N, N-dimethylaminoethyl methacrylate or N, N-dimethylaminoethyl acrylate monomer, polyvinylamidine polymer, amphoteric polymer, etc. Available.
- the aggregation reaction is performed using the anionically charged ink and the cationically charged flocculants A and B.
- the cationically charged ink and the anionic charge are used.
- Aggregation reaction can also be carried out using the resulting flocculants A and B.
- an anionic flocculant for example, a water-soluble or water-dispersible polymer having a carboxylic acid, sulfonic acid or phosphoric acid structure as a hydrophilic group can be used.
- animal and vegetable oils and fats, soda salts such as alkylbenzene sulfonic acids and alkylnaphthalene sulfonic acids, potassium salts and the like can be used.
- the cationic ink includes a cationic colorant such as an alkaline dye and a cationic charge control agent.
- a cationic charge control agent one that becomes a cation when dissociated in water is used, for example, one having tetraalkylammonium as a hydrophilic group.
- alkyltrimethylammonium salt, dialkyldimethylammonium salt, alkylbenzyldimethylammonium salt, or the like can be used.
- the flocculant A supplied from the first flocculant supply device 1 is used when the ink that has been ejected from the ink supply device 2 onto the printing material P penetrates about the thickness of the thread.
- the present invention is not limited to this.
- the coagulation reaction between the coagulant A and the coagulant contained in the ink is performed. You can also control the depth that occurs.
- ink is ejected from the ink supply device 2.
- the ink that has landed on the printing material P penetrates in the direction along the fiber and in the thickness direction of the thread.
- the supply amount of the flocculant A can be adjusted so that the ink N rises to a predetermined viscosity. As a result, the moving speed of the ink N in the direction along the printing material P is reduced, and the ink N is retained near the printing side surface of the printing material P until the flocculant B is supplied.
- the printed ink is transferred to the print-side surface of the printing material P.
- Many can be distributed in the vicinity.
- the color material located near the printing side surface of the printing material P has a large contribution to the optical density at the time of dyeing, and less ink is obtained by distributing a large amount of ink near the printing side surface of the printing material P as described above. Dyeing with sufficient optical density can be realized in an amount.
- the distribution of the color material is controlled to about half the thickness of the printing material P, and ink of a different color is printed from the back surface, thereby creating the printing material P printed in different colors on the front surface and the back surface. You can also
- the flocculant A supplied to the printing material P has a difference in its distribution due to a difference in capillary force caused by a difference in fiber density of the printing material P. If a high-concentration flocculant A that aggregates instantaneously immediately after ink is printed is used, it becomes difficult to uniformly dye the printing material P. For this reason, it is required that the ink permeates moderately in the depth direction of the printing material P. That is, the supply amount of the flocculant A is adjusted so that all the inks penetrating the printing material P will aggregate after reaching a substantially uniform depth position. Specifically, it is possible to use a solution prepared by increasing the concentration of the flocculant A used in Embodiment 1 to about 2 to 3 times.
- the printing side of the printing material P out of the flocculant A supplied from the first flocculant supply device 1 to the printing material P. Only what is located near the surface contributes to the aggregation reaction with the aggregating agent in the ink, and the total amount of the printing ink may not be increased to a predetermined viscosity. In particular, this phenomenon is likely to occur in an area where a large amount of ink is printed in order to perform dark color dyeing. Specifically, a problem when printing the amount of printing of about 20% of the printing object weight (for the printing of 1 m 2 per 100 g, 1 m 2 per 20g or higher).
- the flocculant B is supplied from the second flocculant supply device 3 to the printing material P.
- the concentration of the flocculant B is adjusted so as to exceed the isoelectric point of the flocculant by reacting with the flocculant contained in the ink together with the flocculant A previously supplied.
- the movement of the ink kept at a predetermined viscosity in the vicinity of the print side surface of P is completely stopped by the aggregation reaction with the flocculant B.
- the ink that has uniformly penetrated the vicinity of the printing side surface of the printing material P can be fixed without diffusing in the direction along the printing material P.
- the aggregating agent B is preferably supplied after the ink is printed on the printing material P and before the non-aggregated ink moves due to capillary force to cause density unevenness, and is supplied from the same direction as the ink printing direction. Is desirable. For this reason, as the second flocculant supply device 3, for example, a supply device such as an ink jet method, an air spray method, or a roll coater is preferably used.
- the printing material P is sequentially moved to the drying device 5, the color processing device 6 and the washing / drying device 7 in a state where the ink is fixed in the vicinity of the printing side surface, and the coloring material is fixed to the printing material P.
- the dyeing of the printing material P is completed.
- ink is printed by the ink supply device 2 immediately after the flocculant A is supplied from the first flocculant supply device 1 to the printing material P.
- the drying device 14 is arranged between the first flocculant supply device 1 and the ink supply device 2, and the printing target to which the flocculant A is supplied from the first flocculant supply device 1.
- the product P can be once dried by the drying device 14.
- the dried printing material P is supplied to the ink supply device 2, and the ink ejected from the ink supply device 2 and the aggregating agent A in the printing material P undergo an agglomeration reaction to increase the viscosity to a predetermined viscosity.
- the remaining ink is kept within a certain range of the printing material P.
- the flocculant B is supplied from the second flocculant supply device 3 to the printing material P, and the ink is completely fixed to the printing material P.
- the color material is fixed on the printing material P.
- the printing apparatus used in the printing method according to the third embodiment automates the respective supplies by calculating the supply amounts of ink, flocculant A, and flocculant B based on input data. At the same time, by feeding back the result printed on the substrate P, the respective supply amounts can be corrected in sequence. Further, the permeation position of the ink into the printing material P can be controlled by switching the supply amount or type of the flocculant A. Furthermore, by performing printing and color processing, etc., and measuring the optical characteristics of the printed material P that has been dyed on both front and back sides, the ink penetration position into the printed material P is measured and the result is fed back. Is also possible.
- the printing apparatus used in the present embodiment includes a supply amount calculation unit 21, a control unit 22, and a drive unit 23 that are sequentially connected.
- This drive unit 23 is the first of the printing apparatus used in the first embodiment.
- the flocculant supply device 1, the ink supply device 2, and the second flocculant supply device 3 are connected.
- the ink supply device 2a can also be arranged on the back side of the substrate P.
- the printing apparatus arranges measuring devices 24 and 24a on the front surface side and the back surface side, respectively, on the downstream side of the fixing device 4 with respect to the moving direction of the printing material P, and inputs print result measurement values to the measuring devices 24 and 24a.
- the printing result measurement value input unit 25 is connected to the supply amount calculation unit 21 while the unit 25 is connected.
- information relating to the supply amounts of ink, flocculant A, and flocculant B is input to the supply amount calculator 21 as input data by an operator.
- information relating to the amount of ink supplied information on a print image (color for each pixel, etc.), information on a printing material P (material, thickness, thread thickness, etc.), and the like are input.
- information on the flocculants A and B information on the printing material P, ink information (type, concentration, isoelectric point of the flocculant, etc.) and the like are input.
- the supply amount calculation unit 21 calculates the supply amounts of ink, flocculant A, and flocculant B based on the input information, and outputs the calculated amounts to the control unit 22.
- the control unit 22 outputs the supply amounts of the coagulant A, the ink, and the coagulant B to the drive unit 23 at appropriate times
- the drive unit 23 outputs a drive signal corresponding to each supply amount to the first coagulant.
- the output is supplied to the supply device 1, the ink supply device 2, the ink supply device 2 a, and the second flocculant supply device 3, and the flocculant A, ink, and flocculant B are sequentially supplied to the printing material P.
- the ink supply device 2a can be used when, for example, droplets of ink having a different color from the ink supply device 2 are ejected, and can dye the printed material P in different colors on the front surface and the back surface. Subsequently, the ink fixed to the printing material P is fixed to the printing material P by the fixing device 4, whereby the printing on the printing material P is completed.
- the printed image printed on the printing material P is measured for optical characteristics by measuring devices 24 and 24a including optical sensors, and the measured values are input to the printing result measurement value input unit 25, whereby the printing material P is printed. The result printed on is fed back.
- the supply amount calculation unit 21 corrects and corrects the supply amounts of the ink, the coagulant A, and the coagulant B so as to realize the target color development based on the measurement value input from the print result measurement value input unit 25.
- the driving unit 23 drives the first coagulant supply device 1, the ink supply device 2, and the second coagulant supply device 3 in accordance with the respective supply amounts, and printing on the printing material P is performed.
- an appropriate amount can be automatically supplied to the printing material P by only inputting information on the supply amount of the ink, the flocculant A, and the flocculant B, respectively. Further, since the result of printing on the printing material P is fed back and printed on the printing material P again based on the corrected amount of ink, the coagulant A and the coagulant B, the initial supply amount is poor, or Even when the physical properties of the ink and the printing material P change, the variation in color can be effectively suppressed.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Ink Jet (AREA)
- Ink Jet Recording Methods And Recording Media Thereof (AREA)
- Coloring (AREA)
Abstract
印字方法は、インクジェット法により打滴されるインクを所定の粘度まで上昇させるための第1の凝集剤を予め被印字物に供給し、インクジェット法でインクを被印字物に打滴し、第2の凝集剤を被印字物に供給して、第1の凝集剤により所定の粘度に上昇されたインクを固定させるものである。
Description
この発明は、印字方法および印字装置に係り、特に、繊維密度の異なる領域を含む被印字物にインクジェット方式で印字を行う方法および装置に関する。
インクジェット方式は、簡便な機構で高速に印字できることから広く普及し、紙だけでなく、布、織物、平滑樹脂表面などの様々な被印字物に対する印字が試みられている。近年では、これら被印字物の形態や素材も多様化しており、被印字物を均一に印字することが困難となっている。
例えば、平織りまたは綾織りなどから構成される布が被印字物の場合では、経糸と緯糸の交差頻度の違いで糸の繊維密度が異なる領域が生じる。また、糸を織る際の糸張力等の違いによっても繊維密度が異なる領域が生じる。このような、繊維密度が異なる領域に打滴されたインクは、式(1)で示すように、繊維間の空隙の大きさ、すなわち繊維密度に応じた浸透速度で被印字物の厚さ方向へ浸透される。
L2=d・γ・t・cosθ/4η ・・・(1)
なお、Lは浸透距離、dは繊維間の空隙サイズ、γは表面張力、tは時間、θはインクと繊維の間の濡れ性を示す接触角、ηはインクの粘度である。
例えば、平織りまたは綾織りなどから構成される布が被印字物の場合では、経糸と緯糸の交差頻度の違いで糸の繊維密度が異なる領域が生じる。また、糸を織る際の糸張力等の違いによっても繊維密度が異なる領域が生じる。このような、繊維密度が異なる領域に打滴されたインクは、式(1)で示すように、繊維間の空隙の大きさ、すなわち繊維密度に応じた浸透速度で被印字物の厚さ方向へ浸透される。
L2=d・γ・t・cosθ/4η ・・・(1)
なお、Lは浸透距離、dは繊維間の空隙サイズ、γは表面張力、tは時間、θはインクと繊維の間の濡れ性を示す接触角、ηはインクの粘度である。
印字されたインクが、繊維間の空隙に浸透した後は、式(1)で示されるような浸透は止まるが、毛管力差に起因するインクの移動が起こる。すなわち、隣接した領域間で繊維密度あるいはインクとの接触角の違いにより、繊維間の空隙に浸透したインクに対して毛管力が生ずる。なお、毛管力とは、インクに働く力であり、濡れ性が大きくまたは繊維間距離が小さくなると毛管力は大きくなり、濡れ性が小さくまたは繊維間距離が大きくなると毛管力は小さくなるものである。その結果、周囲の繊維密度が高い領域から毛管力が働くことにより、毛管力の高い領域へインクが移動される。繊維が同じ素材の場合、インクとの接触角は同じなので、繊維密度の高い領域にインクは移動する。
このため、被印字物におけるインクの最終着弾位置は、繊維密度の違いに起因して被印字物の厚さ方向および被印字物に沿う方向にそれぞれ差が生じ、これが均一な発色の妨げとなっている。
織物の部分的な毛管力の差は、例えば織物の一部にインク滴を供給したときのインクの浸透速度差として検出することが出来る。インク滴供給後、インクは繊維の厚さ方向に浸透し始めるが、繊維密度の低い空隙の多い領域への浸透速度が速いことが観察できる。
また、織物をインク液に完全に浸した後に、引き上げ、スクイズ(ローラ等で液量を絞る)させると、スクイズ直後は均一にインクを含有し、色ムラが検出できないが、乾燥を伴う時間経過と共にインクの移動が起こり、繊維密度の高い領域、すなわち毛管力の高い領域のインク濃度が高くなることが観察される。
このため、被印字物におけるインクの最終着弾位置は、繊維密度の違いに起因して被印字物の厚さ方向および被印字物に沿う方向にそれぞれ差が生じ、これが均一な発色の妨げとなっている。
織物の部分的な毛管力の差は、例えば織物の一部にインク滴を供給したときのインクの浸透速度差として検出することが出来る。インク滴供給後、インクは繊維の厚さ方向に浸透し始めるが、繊維密度の低い空隙の多い領域への浸透速度が速いことが観察できる。
また、織物をインク液に完全に浸した後に、引き上げ、スクイズ(ローラ等で液量を絞る)させると、スクイズ直後は均一にインクを含有し、色ムラが検出できないが、乾燥を伴う時間経過と共にインクの移動が起こり、繊維密度の高い領域、すなわち毛管力の高い領域のインク濃度が高くなることが観察される。
そこで、繊維密度が異なる領域を含む被印字物に印字する技術として、例えば特許文献1に開示されているように、予め酸性溶液に浸漬させた被印字物にインクを打滴することでインクを凝集させてにじみを抑制することが提案されている。
特許文献1に示される方法では、被印字物に着弾したインクを瞬時に凝集させるため、被印字物の表層で凝集物による浸透阻害膜が形成され、その後に印字されたインクは被印字物内部に浸透し難く、液のまま止まることになる。印字量が少ない場合は被印字物の表面上を均一に印字することはできるが、印字量が多くなるとインクが周辺に流れ、不均一な印字となりやすい。特に、繊維密度の高い領域でインクの浸透阻害が起きやすい。また、被印字物の表面で凝集層が形成されるので、被印字物の厚さ方向に糸の内部まで均一に印字するのは困難である。
この発明は、このような従来の問題点を解消するためになされたもので、繊維密度が異なる領域を含む被印字物の内部まで均一に印字することができる印字方法および印字装置を提供することを目的とする。
上記目的を達成するために、本発明に係る印字方法は、繊維密度が異なる領域を含む被印字物にインクジェット法によりインクを打滴して印字を行う印字方法であって、インクジェット法により打滴されるインクを所定の粘度まで上昇させるための第1の凝集剤を予め被印字物に供給し、インクジェット法でインクを被印字物に打滴し、その後、第2の凝集剤を被印字物に供給して、前記第1の凝集剤により所定の粘度に上昇され移動速度が抑えられたインクを被印字物内に固定させ、毛管力によるインクの移動を止めるものである。
ここで、前記第1の凝集剤および前記第2の凝集剤の供給量の総和は、被印字物に打滴されたインク中の被凝集剤が前記第1の凝集剤および前記第2の凝集剤と反応して等電点を超えるように設定されるのが好ましい。つまり、すべてのインク中の被凝集剤が凝集するに十分な凝集剤が供給される。
また、インクが被印字物中へ浸透する距離は、前記第1の凝集剤の供給量により制御することができる。また、前記第1の凝集剤は、被印字物を構成する糸を所定の距離だけインクが浸透したところで粘度が上昇したインクの移動が抑制されるように設定されるのが好ましい。
また、インクが被印字物中へ浸透する距離は、前記第1の凝集剤の供給量により制御することができる。また、前記第1の凝集剤は、被印字物を構成する糸を所定の距離だけインクが浸透したところで粘度が上昇したインクの移動が抑制されるように設定されるのが好ましい。
また、前記第1の凝集剤は、インクジェット法、ディップ法により供給することができる。また、前記第2の凝集剤は、インクジェット法、エアースプレー法により供給することができる。
また、インクジェット法により打滴されるインクがアニオン性に荷電される粒子、ポリマーから構成される場合は、前記第1の凝集剤および前記第2の凝集剤はカチオン性の素材が使用出来る。また、インクジェット法により打滴されるインクがカチオン性に荷電される、粒子、ポリマーから構成される場合は、前記第1の凝集剤および前記第2の凝集剤はアニオン性の素材が使用できる。
また、被印字物は、複数の繊維から構成される糸による織物または編み物、不織布等繊維から構成される素材からなり、前記糸の交差頻度が異なる領域を有することが好ましい。
また、インクジェット法により打滴されるインクがアニオン性に荷電される粒子、ポリマーから構成される場合は、前記第1の凝集剤および前記第2の凝集剤はカチオン性の素材が使用出来る。また、インクジェット法により打滴されるインクがカチオン性に荷電される、粒子、ポリマーから構成される場合は、前記第1の凝集剤および前記第2の凝集剤はアニオン性の素材が使用できる。
また、被印字物は、複数の繊維から構成される糸による織物または編み物、不織布等繊維から構成される素材からなり、前記糸の交差頻度が異なる領域を有することが好ましい。
また、本発明に係る印字装置は、繊維密度が異なる領域を含む被印字物にインクジェット法によりインクを打滴して印字を行う印字装置であって、インクジェット法により打滴されるインクを所定の粘度まで上昇させるための第1の凝集剤を予め被印字物に供給する第1の凝集剤供給装置と、前記第1の凝集剤供給装置により前記第1の凝集剤が供給された被印字物にインクジェット法でインクを打滴するインク供給装置と、被印字物の内部に浸透して前記第1の凝集剤により所定の粘度に上昇されたインクを固定するための第2の凝集剤を被印字物に供給する第2の凝集剤供給装置と、被印字物内に固定されたインクを被印字物に定着させる定着装置とを有するものである。
この発明によれば、被印字物に予め供給された第1の凝集剤により被印字物の内部に浸透したインクが所定の粘度に上昇された後、第2の凝集剤を供給して被印字物内のインクが固定されるので、繊維密度が異なる領域を含む被印字物の内部まで均一に印字することが可能となる。また、印字量が多く、第1の凝集剤により浸透阻害層が形成されて凝集反応が不十分なインクが残っているような場合においても、第2の凝集剤により未凝集のインクを完全に凝集させ移動できなくするので均一な印字が可能となる。
以下、図面に示す好適な実施の形態に基づいて、この発明を詳細に説明する。
実施の形態1
図1に、この発明の実施の形態1に係る印字方法を行う印字装置の構成を示す。印字装置は、インクジェット法により打滴されるインクを所定の粘度まで上昇させるための凝集剤Aを予め被印字物Pに供給する第1の凝集剤供給装置1と、インクジェット法でインクを被印字物Pに打滴するインク供給装置2と、被印字物Pの内部に浸透して凝集剤Aにより所定の粘度に上昇されたインクを固定するための凝集剤Bを被印字物Pに供給する第2の凝集剤供給装置3と、被印字物P内に固定されたインクを被印字物Pに定着させる定着装置4とを有する。
なお、被印字物Pとしては、ポリエステル、ナイロン、アクリル等の合成繊維、綿、毛、絹等の動物または植物性繊維から構成される糸で織られた布、あるいは編まれた編み物など、繊維密度の異なる領域を有するものが用いられる。
実施の形態1
図1に、この発明の実施の形態1に係る印字方法を行う印字装置の構成を示す。印字装置は、インクジェット法により打滴されるインクを所定の粘度まで上昇させるための凝集剤Aを予め被印字物Pに供給する第1の凝集剤供給装置1と、インクジェット法でインクを被印字物Pに打滴するインク供給装置2と、被印字物Pの内部に浸透して凝集剤Aにより所定の粘度に上昇されたインクを固定するための凝集剤Bを被印字物Pに供給する第2の凝集剤供給装置3と、被印字物P内に固定されたインクを被印字物Pに定着させる定着装置4とを有する。
なお、被印字物Pとしては、ポリエステル、ナイロン、アクリル等の合成繊維、綿、毛、絹等の動物または植物性繊維から構成される糸で織られた布、あるいは編まれた編み物など、繊維密度の異なる領域を有するものが用いられる。
第1の凝集剤供給装置1は、凝集剤Aを被印字物Pの糸の内部まで浸透するように供給する。凝集剤Aは、凝集剤Bと同じ成分からなると共に凝集剤Bより低い濃度に調整されたもので、インク供給装置2から被印字物Pに打滴されたインクが糸の太さ距離程度浸透した時点でインクを所定の粘度まで上昇させるような濃度に調整されている。
このように、インクが所定の粘度に上昇することでインクの移動速度を低下させることができ、インクが被印字物Pの糸の太さ距離まで浸透してから凝集剤Bにより固定されるまでの間に、周囲の毛管力により被印字物Pに沿う方向に拡散しないように、すなわちインクの移動が一定の範囲内(インク供給装置2から順次打滴されるインクの着弾位置ピッチ程度あるいは被印字物を構成する糸の太さ程度の範囲)に留まるように所定の粘度が設定される。また、凝集剤Aの供給量は、インクが糸の太さ距離まで浸透したところで所定の粘度となるように、被印字物Pの素材、糸の太さ、インクの種類、インクの供給量などに基づいて設定される。
このように、インクが所定の粘度に上昇することでインクの移動速度を低下させることができ、インクが被印字物Pの糸の太さ距離まで浸透してから凝集剤Bにより固定されるまでの間に、周囲の毛管力により被印字物Pに沿う方向に拡散しないように、すなわちインクの移動が一定の範囲内(インク供給装置2から順次打滴されるインクの着弾位置ピッチ程度あるいは被印字物を構成する糸の太さ程度の範囲)に留まるように所定の粘度が設定される。また、凝集剤Aの供給量は、インクが糸の太さ距離まで浸透したところで所定の粘度となるように、被印字物Pの素材、糸の太さ、インクの種類、インクの供給量などに基づいて設定される。
インク供給装置2は、被印字物Pの移動方向に対して、第1の凝集剤供給装置1の下流側に配置され、凝集剤Aが供給された被印字物Pにインクジェット法によりインクの打滴を行う。打滴されるインクには、被凝集剤が含まれており、この被凝集剤が凝集剤AおよびBと凝集反応を行う。ここで、被凝集剤の一部が予め供給された低い濃度からなる凝集剤Aと凝集反応され、残りの被凝集剤が凝集剤Bと凝集反応される。また、インクの供給量は、被印字物Pに印字される印字画像などに基づいて設定される。
なお、インクに含まれる染料は、被印字物Pの素材に応じたものが用いられ、例えば、被印字物Pがポリエステル繊維からなる場合には分散染料を、被印字物Pが木綿などの植物繊維からなる場合には反応性染料を、被印字物Pがナイロンおよび動物性繊維(毛または絹など)からなる場合には酸性染料をそれぞれ用いることができる。
なお、インクに含まれる染料は、被印字物Pの素材に応じたものが用いられ、例えば、被印字物Pがポリエステル繊維からなる場合には分散染料を、被印字物Pが木綿などの植物繊維からなる場合には反応性染料を、被印字物Pがナイロンおよび動物性繊維(毛または絹など)からなる場合には酸性染料をそれぞれ用いることができる。
第2の凝集剤供給装置3は、被印字物Pの移動方向に対して、インク供給装置2の下流側に配置され、インクが打滴された被印字物Pに凝集剤Bの供給を行う。凝集剤Bは、被印字物Pにおけるインクの移動を固定するように調整されている。すなわち、インクに含まれる被凝集剤が凝集剤Aに続いて凝集剤Bと凝集反応することにより、被凝集剤の電荷が等電点を超えるように凝集剤AおよびBの供給量の総和が設定され、凝集剤Bは、その供給量の総和から凝集剤Bの供給量を差し引いた量以上が供給される。なお、被凝集剤の等電点を超える量以上とする凝集剤AおよびBの供給量の総和は、例えば電気泳動法、コロイド粒子凝集測定などの計測結果に基づいて求めることができる。
定着装置4は、被印字物Pの移動方向に対して、第2の凝集剤供給装置3の下流側に配置され、乾燥装置5、発色処理装置6および洗浄乾燥装置7を有する。乾燥装置5は、インクが固定された被印字物Pを乾燥するものである。発色処理装置6は、被印字物Pの素材および染料の種類に応じた発色処理を行うものである。例えば、分散染料を用いた場合には加熱発色処理,あるいは高温スチーム処理により発色処理を行うことができ、酸性染料および反応性染料を用いた場合には高温スチーム処理により発色を行うことができる。洗浄乾燥装置7は、染色された被印字物Pを洗浄および乾燥して仕上げるためのものである。アルカリ還元洗浄液を用い残留未反応物を除去することも出来る。
なお、繊維密度の異なる領域を有する被印字物Pとしては、例えば、図2に示されるように平織りされたもの、または図3に示されるように綾織りされたものを用いることができる。あるいは、部分的に異なる織りが組み込まれた布を用いることも出来る。被印字物Pを構成する糸Yは、図4に示されるように、複数の繊維Fが集合して構成されているが、上記のような被印字物Pでは、例えば、糸が織られた交差部と交差部以外の部分、経糸と緯糸の交差頻度が異なる部分、織のパターンが変化した部分、部分的にエッチィングを施して繊維太さが異なる部分などにおいて、糸Yを構成する繊維密度に差が生じており、これがインクの浸透を不均一とさせている。図に示される綾織りの場合、全ピッチで交差している部分と1本おきに交差している部分があり、一本おきに交差している部分の繊維密度は他の部分より低いものとなる。
次に、インクに含まれる被凝集剤と凝集剤AおよびBの凝集反応について説明する。
インクとしては、アニオン性に荷電されたものが使用できる。例えば、アニオン性の荷電調節剤で荷電された顔料分散物を含むインクを使用することができる。あるいはアニオン性染料水溶液を使用することが出来る。
なお、インクの粘度調整、粒子分散の安定のため、酢酸ビニル系、アクリル系、ポリエステル系あるいはウレタン系等の水性ポリマー分散液、PVAあるいはアルギン酸等の水性ポリマーをインクに添加することもできる。これらポリマーはアニオンに荷電されていることが望ましい。また、インクジェットヘッドの乾燥を防ぐ目的で、エチレングリコール、グリセリン等の水可溶性高沸点溶剤を添加することもできる。
このようにしてインクを調整し、染料、荷電調節剤、あるいは水性ポリマーなどを被凝集剤として機能させることができる。
インクとしては、アニオン性に荷電されたものが使用できる。例えば、アニオン性の荷電調節剤で荷電された顔料分散物を含むインクを使用することができる。あるいはアニオン性染料水溶液を使用することが出来る。
なお、インクの粘度調整、粒子分散の安定のため、酢酸ビニル系、アクリル系、ポリエステル系あるいはウレタン系等の水性ポリマー分散液、PVAあるいはアルギン酸等の水性ポリマーをインクに添加することもできる。これらポリマーはアニオンに荷電されていることが望ましい。また、インクジェットヘッドの乾燥を防ぐ目的で、エチレングリコール、グリセリン等の水可溶性高沸点溶剤を添加することもできる。
このようにしてインクを調整し、染料、荷電調節剤、あるいは水性ポリマーなどを被凝集剤として機能させることができる。
一方、凝集剤AおよびBとしては、カチオン性に荷電されたもので凝集反応を行うことができる。
凝集反応は、インク中において中性あるいはアルカリ性に調整された状態でイオン解離していることで分散安定しているアニオン性分散安定剤に対し、凝集剤AおよびBとして有機酸を加え酸性とするとその解離度が低くなって分散が不安定となり凝集される。これに伴い、インクに含まれる分散安定剤が凝集し、凝集剤AおよびBの濃度に応じた粘度の上昇がそれぞれ引き起こされる。
凝集反応は、インク中において中性あるいはアルカリ性に調整された状態でイオン解離していることで分散安定しているアニオン性分散安定剤に対し、凝集剤AおよびBとして有機酸を加え酸性とするとその解離度が低くなって分散が不安定となり凝集される。これに伴い、インクに含まれる分散安定剤が凝集し、凝集剤AおよびBの濃度に応じた粘度の上昇がそれぞれ引き起こされる。
また、被凝集剤がアニオン界面活性剤あるいはアニオン性水性ポリマーで構成されたインクを、カチオン高分子からなる凝集剤AおよびBを用いて凝集反応する場合、インク中のアニオン成分と、凝集剤AおよびBに含まれるカチオンポリマーのカチオン基とが反応し凝集が起こる。この凝集反応はカチオン基の密度が高い程起こりやすく、凝集反応の速度に対応する。凝集剤Aは、インクが一定距離浸透後に凝集が起こるように、すなわち凝集剤Bより凝集反応が遅くなるように調整される。例えば、凝集剤Aはカチオン高分子を0.03%~0.3%含むものを使用することができ、凝集剤Bはカチオン高分子を0.1%~5%含むものを使用することができる。このように、カチオン高分子の濃度を調整することで、凝集剤Aによる凝集能を調整することができる。また、凝集能の調整は、凝集に寄与する官能基の種類を選択、または凝集剤の働くphをコントロールすることで実現することもできる。例えば、カチオンポリマーの重合度を上げることで水中での移動速度を下げ、これにより同じカチオン基の密度であっても凝集速度を遅くすることが出来る。
アニオン性界面活性剤およびアニオン性水性ポリマーとしては、水中で解離した時に陰イオンとなる基を含むものが使用され、例えば、カルボン酸、スルホン酸、あるいはリン酸構造を持つものが使用される。具体的には、カルボン酸系の荷電調節剤として脂肪酸塩やコール酸塩が、スルホン酸系の荷電調節剤として直鎖アルキルベンゼンスルホン酸ナトリウム、ラウリル硫酸ナトリウム、モノアルキル硫酸塩、またはアルキルポリオキシエチレン硫酸塩が、リン酸構造を持つ荷電調節剤としてモノアルキルリン酸塩などが利用できる。一方、凝集剤AおよびBに用いられる酸としては、マロン酸、クエン酸、酢酸等の有機酸、希塩酸などの無機酸が利用できる。
アニオン性界面活性剤およびアニオン性水性ポリマーとしては、水中で解離した時に陰イオンとなる基を含むものが使用され、例えば、カルボン酸、スルホン酸、あるいはリン酸構造を持つものが使用される。具体的には、カルボン酸系の荷電調節剤として脂肪酸塩やコール酸塩が、スルホン酸系の荷電調節剤として直鎖アルキルベンゼンスルホン酸ナトリウム、ラウリル硫酸ナトリウム、モノアルキル硫酸塩、またはアルキルポリオキシエチレン硫酸塩が、リン酸構造を持つ荷電調節剤としてモノアルキルリン酸塩などが利用できる。一方、凝集剤AおよびBに用いられる酸としては、マロン酸、クエン酸、酢酸等の有機酸、希塩酸などの無機酸が利用できる。
次に、印字装置により行われる印字方法について説明する。
まず、図1に示されるように、繊維密度の異なる領域を含む被印字物Pが一定方向に移動される。ここで、被印字物Pは、ポリエステル繊維からなるものとする。
被印字物Pが移動されて第1の凝集剤供給装置1に到達すると、第1の凝集剤供給装置1は被印字物Pに対して、例えばカチオン高分子が0.1~0.3重量%含まれる凝集剤Aを供給する。供給された凝集剤Aは、被印字物Pを構成する糸の内部にまで浸透される。
まず、図1に示されるように、繊維密度の異なる領域を含む被印字物Pが一定方向に移動される。ここで、被印字物Pは、ポリエステル繊維からなるものとする。
被印字物Pが移動されて第1の凝集剤供給装置1に到達すると、第1の凝集剤供給装置1は被印字物Pに対して、例えばカチオン高分子が0.1~0.3重量%含まれる凝集剤Aを供給する。供給された凝集剤Aは、被印字物Pを構成する糸の内部にまで浸透される。
凝集剤Aが供給された被印字物Pが第1の凝集剤供給装置1からインク供給装置2に到達すると、インク供給装置2はインクジェット法により被印字物Pに対してインクの打滴を行う。この時、インクは、例えば、アニオン界面活性剤で荷電された分散染料、分散安定のための水性ポリマーとしてアルギン酸、リグニンスルフォン酸等、および高沸点溶剤としてエチレングリコール、グリセリン等を含むものが使用され、分散染料、アニオン界面活性剤、および水性ポリマーが被凝集剤として機能する。
繊維密度の異なる被印字物Pに打滴されたインクは、着弾位置から被印字物Pを構成するそれぞれの糸の内部に浸透される。インクは、糸の内部を太さ程度浸透すると、インクに含まれる被凝集剤の一部が予め供給された凝集剤Aと凝集反応し、インクが糸の太さ距離だけ浸透したところで所定の粘度まで上昇される。凝集剤がない場合、着弾直後に糸内部に浸透したインクは、繊維密度の違いによる毛管力により織りのピッチを超えて移動されていき織りに依存する染色ムラとなる。凝集剤Aが供給されている場合、凝集反応によりインクを所定の粘度まで上昇させることで被印字物Pに沿う方向への移動速度を低下させることができる。すなわち、糸の太さ距離まで浸透したインクを凝集剤Bが供給されるまでの間、一定の範囲内に留めておくことができる。
このようにして、インクが打滴された被印字物Pがインク供給装置2から第2の凝集剤供給装置3に到達すると、第2の凝集剤供給装置3は、被印字物Pにおいて所定の粘度に上昇されたインクが一定の範囲内に留められているうちに、例えばカチオン高分子が2重量%含まれる凝集剤Bを供給する。この凝集剤Bは、先に供給された凝集剤Aと合わせて被凝集剤と反応することで被凝集剤の等電点を超える量、ここでは被印字物Pに対して10g/m2以上となるように供給される。
第2の凝集剤供給装置3から供給された凝集剤Bは、インクに含まれる未反応の被凝集剤、すなわち凝集剤Aと反応していない被凝集剤と凝集反応して、被印字物Pにおいて一定の範囲内に留められたインクをそれぞれ固定し、インクの移動を完全に停止させる。このようにして、繊維密度の異なる領域を含む被印字物Pを厚さ方向に糸の内部まで均一に浸透したインクを被印字物Pに沿う方向に拡散させることなく固定することができる。また、被印字物に沿う方向への毛管力によるインクの移動を止めることが出来るので、被印字物の面方向の発色パターンはインクジェットインクの供給パターンにより制御することが可能となる。
第2の凝集剤供給装置3から供給された凝集剤Bは、インクに含まれる未反応の被凝集剤、すなわち凝集剤Aと反応していない被凝集剤と凝集反応して、被印字物Pにおいて一定の範囲内に留められたインクをそれぞれ固定し、インクの移動を完全に停止させる。このようにして、繊維密度の異なる領域を含む被印字物Pを厚さ方向に糸の内部まで均一に浸透したインクを被印字物Pに沿う方向に拡散させることなく固定することができる。また、被印字物に沿う方向への毛管力によるインクの移動を止めることが出来るので、被印字物の面方向の発色パターンはインクジェットインクの供給パターンにより制御することが可能となる。
被印字物Pは、被印字物Pにインクを固定した状態で定着装置4に移動され、乾燥装置5により乾燥される。通常、この乾燥工程における部分的な乾燥速度の違いが被印字物Pに浸透したインクの移動を促進させてにじみの原因となるが、凝集剤Bの供給によりインクの移動を完全に固定しているため乾燥工程におけるインクのにじみを抑制することができる。続いて、被印字物Pは、発色処理装置6により、例えば160℃から200℃に数分から数十分置かれて加熱発色処理が行われ、糸の内部の繊維表面に付着した分散染料が昇華されて繊維内に取り込まれる。その後、被印字物Pは、洗浄乾燥装置7によりアルカリ還元条件で未反応物の洗浄が行われると共に乾燥されて、被印字物Pの染色が完了する。
本実施の形態によれば、被印字物Pの厚さ方向に糸の内部まで均一に浸透した状態でインクの粘度を上昇させてその拡散が抑制されているうちにインクの移動を完全に固定するため、被印字物Pを厚さ方向に糸の内部まで均一に染色することができる。
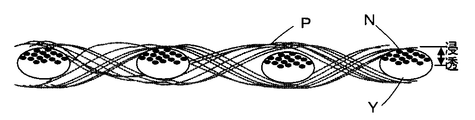
なお、図5に示すように、複数の糸が厚さ方向に重なるようにして織られた被印字物Pに対してもインクNのにじみを抑制した印字をすることができる。被印字物Pの糸の内部まで凝集剤Aが供給された後、インク供給装置2からインクNが打滴される。打滴されたインクNは、被印字物Pの表面から裏面まで浸透し、厚さ方向に重なるそれぞれの糸の内部に浸透される。そして、インクNは、被印字物Pの裏面程度まで浸透した時点で、予め供給された凝集剤Aと凝集反応して所定の粘度まで上昇される。この時、被印字物Pに沿う方向については、インクNは糸に沿って糸の織りのピッチ分だけ移動しており、その時点で所定の粘度まで上昇される。このようにして、インクNが被印字物Pの裏面まで浸透し且つ織りのピッチの範囲内に留められているうちに、第2の凝集剤供給装置3から凝集剤Bが供給され、被印字物PにおけるインクNの移動を完全に固定することができる。
これにより、被印字物Pを表面から裏面まで均一に染色すると共に、図6に示すようにインクのにじみを織りのピッチ範囲に収めることができる。
これにより、被印字物Pを表面から裏面まで均一に染色すると共に、図6に示すようにインクのにじみを織りのピッチ範囲に収めることができる。
また、第1の凝集剤供給装置1は、凝集剤Aを被印字物Pの糸の内部まで供給できればよく、例えば、図7に示すように、ディップ法により凝集剤Aを被印字物Pに供給することができる。すなわち、凝集剤Aを収容したバット11に被印字物Pを浸し、その直後に配置された絞りローラ12で凝集剤Aを10~60%程度のピックアップ量(被印字物Pの重量に対して絞った後の液残重量)とすることで、被印字物Pの糸の内部まで凝集剤Aを供給することができる。なお、絞りローラの材質としては、ゴムを使用するのが好ましい。また、ディップ法の他にもロールコーター、エアースプレー、インクジェット法などを用いてもよい。
また、第2の凝集剤供給装置3は、例えば、図8に示すように、被印字物Pの裏面側に配置されたロールコーター13により凝集剤Bを供給することができる。このように、被印字物Pの裏面側から凝集剤Bを供給することで、ロールコーター13が被印字物Pの印字面に直接接触することがなく、凝集剤Bの供給による印字の乱れを抑制することができる。
また、第2の凝集剤供給装置3は、凝集剤Bの供給が被印字物Pに浸透したインクの移動に影響しないようになるべく少ない量で供給するのが好ましく、濃度を高くすると共に液滴のサイズを小さくして供給するのが好ましい。例えば、エアースプレー法により数μm~20μm程度の微粒子にして供給することができ、エアースプレーを間欠吹きかけにすることでその供給量を調整することができる。
また、第2の凝集剤供給装置3は、凝集剤Bの供給が被印字物Pに浸透したインクの移動に影響しないようになるべく少ない量で供給するのが好ましく、濃度を高くすると共に液滴のサイズを小さくして供給するのが好ましい。例えば、エアースプレー法により数μm~20μm程度の微粒子にして供給することができ、エアースプレーを間欠吹きかけにすることでその供給量を調整することができる。
また、凝集剤としての有機カチオン性高分子として、アンモニアやアルキルアミン等のアミノ基(-NH2)を有する化合物及び窒素を更に多く有するアルギニンやグアニジンあるいはビグアニド誘導体等のグアニジノ基やビグアニド基を持つ化合物を用いることができる。また、側鎖あるいは主鎖にアミノ基あるいはイミノ基をもつ高分子としては、ポリエチレンイミン、ポリビニルアミン、ポリアリルアミン等の合成高分子及びポリオルニチン、ポリリジン等のポリアミノ酸を含む水性ポリマーが使用できる。
アクリルアミドとN,N-ジメチルアミノエチルメタクリレートまたはN,N-ジメチルアミノエチルアクリレートモノマーとを共重合したN,N-ジメチルアミノエチルアクリレート系共重合物や、ポリビニルアミジン系高分子、両性高分子などが利用できる。
アクリルアミドとN,N-ジメチルアミノエチルメタクリレートまたはN,N-ジメチルアミノエチルアクリレートモノマーとを共重合したN,N-ジメチルアミノエチルアクリレート系共重合物や、ポリビニルアミジン系高分子、両性高分子などが利用できる。
また、上記の実施の形態では、アニオン性に荷電されたインクとカチオン性に荷電された凝集剤AおよびBを用いて凝集反応を行ったが、カチオン性に荷電されたインクとアニオン性に荷電された凝集剤AおよびBを用いて凝集反応を行うこともできる。
アニオン性の凝集剤としては、例えば、水溶性あるいは水分散性高分子に親水基としてカルボン酸、スルホン酸、あるいはリン酸構造をもつものが使用できる。具体的には、動植物油脂脂肪酸、アルキルベンゼンスルホン酸、アルキルナフタレンスルホン酸等のソーダ塩、カリウム塩等が使用できる。また、カチオン性のインクとしては、アルカリ性染料などのカチオン性の色材を含むと共にカチオン性の荷電調節剤が使用される。カチオン性の荷電調節剤としては、水中で解離した時に陽イオンとなるものが使用され、例えば、親水基としてテトラアルキルアンモニウムを持つものが使用される。具体的には、アルキルトリメチルアンモニウム塩、ジアルキルジメチルアンモニウム塩、またはアルキルベンジルジメチルアンモニウム塩などが利用できる。
アニオン性の凝集剤としては、例えば、水溶性あるいは水分散性高分子に親水基としてカルボン酸、スルホン酸、あるいはリン酸構造をもつものが使用できる。具体的には、動植物油脂脂肪酸、アルキルベンゼンスルホン酸、アルキルナフタレンスルホン酸等のソーダ塩、カリウム塩等が使用できる。また、カチオン性のインクとしては、アルカリ性染料などのカチオン性の色材を含むと共にカチオン性の荷電調節剤が使用される。カチオン性の荷電調節剤としては、水中で解離した時に陽イオンとなるものが使用され、例えば、親水基としてテトラアルキルアンモニウムを持つものが使用される。具体的には、アルキルトリメチルアンモニウム塩、ジアルキルジメチルアンモニウム塩、またはアルキルベンジルジメチルアンモニウム塩などが利用できる。
実施の形態2
実施の形態1において、第1の凝集剤供給装置1から供給される凝集剤Aは、インク供給装置2から被印字物Pに打滴されたインクが糸の太さ距離程度浸透した時点でインクを所定の粘度まで上昇させるような量で供給されていたが、これに限られず、凝集剤Aの供給量を制御することで、凝集剤Aとインクに含まれる被凝集剤との凝集反応が起こる深さを、コントロールすることもできる。
実施の形態1において、第1の凝集剤供給装置1から供給される凝集剤Aは、インク供給装置2から被印字物Pに打滴されたインクが糸の太さ距離程度浸透した時点でインクを所定の粘度まで上昇させるような量で供給されていたが、これに限られず、凝集剤Aの供給量を制御することで、凝集剤Aとインクに含まれる被凝集剤との凝集反応が起こる深さを、コントロールすることもできる。
図1に示す印字装置において、被印字物Pに対し、第1の凝集剤供給装置1から凝集剤Aが供給された後、インク供給装置2からインクが打滴される。被印字物Pに着弾したインクは、繊維に沿う方向及び糸の太さ方向に浸透していくが、例えば図9の矢印で示すように、糸Yの太さの半分程度まで浸透した時点でインクNが所定の粘度まで上昇するように、凝集剤Aの供給量を調整することができる。これにより、被印字物Pに沿う方向へのインクNの移動速度が低下され、凝集剤Bが供給されるまでの間、インクNが被印字物Pの印字側表面近傍に留められる。
このように、実施の形態1と比べ、凝集剤Aとインクの凝集反応が若干早く起こるように凝集剤Aの供給量を調整することで、印字されたインクを被印字物Pの印字側表面近傍に多く分布させることが出来る。被印字物Pの印字側表面近傍に位置する色材は染色時の光学濃度への寄与が大きく、上記のようにインクを被印字物Pの印字側表面近傍に多く分布させることにより、少ないインク量で十分な光学濃度のある染色を実現することが出来る。さらに、色材の分布を被印字物Pの厚みの半分程度に制御し、裏面から別の色のインクを印字することで、表面と裏面で異なる色に印字された被印字物Pを作成することも出来る。
このように、実施の形態1と比べ、凝集剤Aとインクの凝集反応が若干早く起こるように凝集剤Aの供給量を調整することで、印字されたインクを被印字物Pの印字側表面近傍に多く分布させることが出来る。被印字物Pの印字側表面近傍に位置する色材は染色時の光学濃度への寄与が大きく、上記のようにインクを被印字物Pの印字側表面近傍に多く分布させることにより、少ないインク量で十分な光学濃度のある染色を実現することが出来る。さらに、色材の分布を被印字物Pの厚みの半分程度に制御し、裏面から別の色のインクを印字することで、表面と裏面で異なる色に印字された被印字物Pを作成することも出来る。
なお、実施の形態1と同様に、被印字物Pに供給された凝集剤Aは、被印字物Pの繊維密度の違いから生じる毛管力の差により、その分布に違いが生じているため、インクが印字された直後に瞬時に凝集するような高濃度の凝集剤Aを使用すると、被印字物Pを均一に染色することが困難となる。このため、インクが被印字物Pの深さ方向へ適度に浸透することが求められる。すなわち、凝集剤Aの供給量は、被印字物Pを浸透する全てのインクがほぼ均一な深さ位置まで到達した後に凝集するように調整される。具体的には、実施の形態1で用いた凝集剤Aの濃度を2~3倍程度に高めて調整したものが使用可能である。
また、インクの浸透は被印字物Pの印字側表面近傍で留められるので、第1の凝集剤供給装置1から被印字物Pに供給された凝集剤Aのうち、被印字物Pの印字側表面近傍に位置するものだけがインク中の被凝集剤との凝集反応に寄与し、印字インクの全量が所定の粘度まで上昇されないことが起こり得る。特に、濃色染色を行うために大量のインクを印字する領域でこの現象は起こりやすい。具体的には、印字量が被印字物重量の20%程度(1m2当たり100gの被印字物の場合、1m2当たり20g以上)の印字を行う場合に問題となる。また、織りに起因した繊維密度が高く繊維間空隙の少ない領域、例えば経糸と緯糸の交差頻度の高い織り領域は繊維密度が高くなり、インクを受容する空隙が少ないため繊維間に浸透出来ずに被印字物表面に止まるインクは、凝集剤Aとインクとの凝集反応が阻害されてしまう。このような所定の粘度まで上昇されていないインクは、毛管力により移動して濃度ムラの原因となるため、上記の阻害要因を考慮して印字インクの全量が所定の粘度まで上昇されるような凝集剤Aの供給が必要となる。
続いて、被印字物Pに対して第2の凝集剤供給装置3から凝集剤Bが供給される。この凝集剤Bは、先に供給された凝集剤Aと合わせてインクに含まれる被凝集剤と反応することで被凝集剤の等電点を超えるように濃度が調整されており、被印字物Pの印字側表面近傍に所定の粘度で留められていたインクは、凝集剤Bとの凝集反応により、その移動が完全に停止される。これにより、被印字物Pの印字側表面近傍に均一に浸透したインクを、被印字物Pに沿う方向に拡散させることなく固定することができる。
なお、凝集剤Bは、被印字物Pにインクを印字後、未凝集のインクが毛管力により移動して濃度ムラになる前に供給することが望ましく、インク印字方向と同方向から供給することが望ましい。このため、第2の凝集剤供給装置3としては、例えば、インクジェット法、エアースプレー法、ロールコーターなどによる供給装置を用いることが好ましい。
なお、凝集剤Bは、被印字物Pにインクを印字後、未凝集のインクが毛管力により移動して濃度ムラになる前に供給することが望ましく、インク印字方向と同方向から供給することが望ましい。このため、第2の凝集剤供給装置3としては、例えば、インクジェット法、エアースプレー法、ロールコーターなどによる供給装置を用いることが好ましい。
続いて、被印字物Pは、印字側表面近傍にインクが固定された状態で乾燥装置5、発色処理装置6および洗浄乾燥装置7に順次移動され、被印字物Pに色材を定着させることにより被印字物Pの染色が完了する。
なお、実施の形態1および2では、被印字物Pに対して、第1の凝集剤供給装置1から凝集剤Aを供給した直後にインク供給装置2によりインクが印字されていたが、凝集剤Aが供給された被印字物Pにインクを印字することができればよく、これに限られない。
例えば、図10に示すように、第1の凝集剤供給装置1とインク供給装置2の間に乾燥装置14を配置し、第1の凝集剤供給装置1から凝集剤Aが供給された被印字物Pを乾燥装置14により一旦乾燥させることもできる。乾燥された被印字物Pは、インク供給装置2に供され、インク供給装置2から打滴されたインクと被印字物P内の凝集剤Aが凝集反応することにより、所定の粘度まで上昇されたインクが被印字物Pの一定の範囲内に留められる。その後、実施の形態1および2と同様にして、被印字物Pに第2の凝集剤供給装置3から凝集剤Bが供給されてインクが被印字物Pに完全に固定され、定着装置4により被印字物Pに色材が定着される。
例えば、図10に示すように、第1の凝集剤供給装置1とインク供給装置2の間に乾燥装置14を配置し、第1の凝集剤供給装置1から凝集剤Aが供給された被印字物Pを乾燥装置14により一旦乾燥させることもできる。乾燥された被印字物Pは、インク供給装置2に供され、インク供給装置2から打滴されたインクと被印字物P内の凝集剤Aが凝集反応することにより、所定の粘度まで上昇されたインクが被印字物Pの一定の範囲内に留められる。その後、実施の形態1および2と同様にして、被印字物Pに第2の凝集剤供給装置3から凝集剤Bが供給されてインクが被印字物Pに完全に固定され、定着装置4により被印字物Pに色材が定着される。
実施の形態3
図11に示されるように、実施の形態3に係る印字方法で用いられる印字装置は、入力データに基づいてインク、凝集剤Aおよび凝集剤Bの供給量を演算することでそれぞれの供給を自動化すると共に、被印字物Pに印字した結果をフィードバックすることでそれぞれの供給量を順次補正することができる。
また、凝集剤Aの供給量あるいは種類を切り替えることで、被印字物Pへのインクの浸透位置を制御することも出来る。さらに、印字および発色処理等を施し、染色が完了した被印字物Pの光学特性を表裏両面で計測することにより、被印字物Pへのインクの浸透位置を計測してその結果をフィードバックすることも可能である。
図11に示されるように、実施の形態3に係る印字方法で用いられる印字装置は、入力データに基づいてインク、凝集剤Aおよび凝集剤Bの供給量を演算することでそれぞれの供給を自動化すると共に、被印字物Pに印字した結果をフィードバックすることでそれぞれの供給量を順次補正することができる。
また、凝集剤Aの供給量あるいは種類を切り替えることで、被印字物Pへのインクの浸透位置を制御することも出来る。さらに、印字および発色処理等を施し、染色が完了した被印字物Pの光学特性を表裏両面で計測することにより、被印字物Pへのインクの浸透位置を計測してその結果をフィードバックすることも可能である。
本実施の形態で用いられる印字装置は、順次接続された供給量演算部21、制御部22および駆動部23を有し、この駆動部23が実施の形態1で用いられた印字装置の第1の凝集剤供給装置1、インク供給装置2および第2の凝集剤供給装置3と接続されている。なお、被印字物Pの裏面側にインク供給装置2aを配置することもできる。また、印字装置は、被印字物Pの移動方向に対し、定着装置4の下流側に計測装置24および24aを表面側および裏面側にそれぞれ配置し、計測装置24および24aに印字結果計測値入力部25を接続すると共にこの印字結果計測値入力部25を供給量演算部21に接続している。
まず、供給量演算部21には、インク、凝集剤Aおよび凝集剤Bの供給量に関する情報が入力データとしてオペレータにより入力される。インクの供給量に関する情報としては、印字画像の情報(画素毎の色など)および被印字物Pの情報(素材、厚み、糸の太さなど)などが入力される。また、凝集剤AおよびBに関する情報としては、被印字物Pの情報、インクの情報(種類、濃度、被凝集剤の等電点など)などが入力される。
まず、供給量演算部21には、インク、凝集剤Aおよび凝集剤Bの供給量に関する情報が入力データとしてオペレータにより入力される。インクの供給量に関する情報としては、印字画像の情報(画素毎の色など)および被印字物Pの情報(素材、厚み、糸の太さなど)などが入力される。また、凝集剤AおよびBに関する情報としては、被印字物Pの情報、インクの情報(種類、濃度、被凝集剤の等電点など)などが入力される。
供給量演算部21は、入力された情報に基づいてインク、凝集剤Aおよび凝集剤Bの供給量をそれぞれ演算し、制御部22に出力する。制御部22は、凝集剤A、インクおよび凝集剤Bの供給量をそれぞれ適当な時点で駆動部23に出力すると、駆動部23は、それぞれの供給量に応じた駆動信号を第1の凝集剤供給装置1、インク供給装置2、インク供給装置2aおよび第2の凝集剤供給装置3にそれぞれ出力し、被印字物Pに凝集剤A、インクおよび凝集剤Bが順次供給される。インク供給装置2aは、例えばインク供給装置2と異なる色のインクを打滴する場合などに使用することができ、被印字物Pを表面と裏面で異なる色に染色することができる。続いて、被印字物Pに固定されたインクが定着装置4により被印字物Pに定着されることで、被印字物Pへの印字が完了する。
被印字物Pに印字された印字画像は、光学センサなどからなる計測装置24および24aにより光学特性が計測され、その計測値が印字結果計測値入力部25に入力されることで被印字物Pに印字した結果がフィードバックされる。供給量演算部21は、印字結果計測値入力部25から入力された計測値に基づいて、目標の発色を実現するようにインク、凝集剤Aおよび凝集剤Bの供給量を補正し、補正されたそれぞれの供給量に応じて駆動部23が第1の凝集剤供給装置1、インク供給装置2および第2の凝集剤供給装置3をそれぞれ駆動し、被印字物Pへの印字が行われる。
被印字物Pに印字された印字画像は、光学センサなどからなる計測装置24および24aにより光学特性が計測され、その計測値が印字結果計測値入力部25に入力されることで被印字物Pに印字した結果がフィードバックされる。供給量演算部21は、印字結果計測値入力部25から入力された計測値に基づいて、目標の発色を実現するようにインク、凝集剤Aおよび凝集剤Bの供給量を補正し、補正されたそれぞれの供給量に応じて駆動部23が第1の凝集剤供給装置1、インク供給装置2および第2の凝集剤供給装置3をそれぞれ駆動し、被印字物Pへの印字が行われる。
本実施の形態によれば、インク、凝集剤Aおよび凝集剤Bの供給量に関する情報を入力するだけで、それぞれ適当な量を自動的に被印字物Pに供給することができる。また、被印字物Pに印字した結果をフィードバックして補正されたインク、凝集剤Aおよび凝集剤Bの供給量に基づき再び被印字物Pに印字するため、初期の供給量が悪い場合、あるいは、インクおよび被印字物Pなどの物性が変化した場合であっても、発色の変動を効果的に抑制することができる。
1 第1の凝集剤供給装置、2,2a インク供給装置、3 第2の凝集剤供給装置、4 定着装置、5,14 乾燥装置、6 発色処理装置、7 洗浄乾燥装置、11 バット、12 絞りローラ、13 ロールコーター、21 供給条件演算部、22 制御部、23 駆動部、24,24a 計測装置、25 印字結果計測値入力部、Y 糸、F 繊維、N インク、P 被印字物。
Claims (10)
- 繊維密度が異なる領域を含む被印字物にインクジェット法によりインクを打滴して印字を行う印字方法であって、
インクジェット法により打滴されるインクを所定の粘度まで上昇させるための第1の凝集剤を予め被印字物に供給し、
インクジェット法でインクを被印字物に打滴し、
第2の凝集剤を被印字物に供給して、前記第1の凝集剤により所定の粘度に上昇されたインクを固定させることを特徴とする印字方法。 - 前記第1の凝集剤および前記第2の凝集剤の供給量の総和は、被印字物に打滴されたインク中の被凝集剤が前記第1の凝集剤および前記第2の凝集剤と反応して等電点を超えるように設定される請求項1に記載の印字方法。
- インクが被印字物中へ浸透する距離は、前記第1の凝集剤の供給量により制御される請求項1または2に記載の印字方法。
- 前記第1の凝集剤の供給量は、被印字物を構成する糸を所定の距離だけインクが浸透したところで粘度が上昇したインクの移動が抑制されるように設定される請求項3に記載の印字方法。
- 前記第1の凝集剤は、ディップ法により供給される請求項1~4のいずれか一項に記載の印字方法。
- 前記第2の凝集剤は、エアースプレー法により供給される請求項1~5のいずれか一項に記載の印字方法。
- インクジェット法により打滴されるインクはアニオン性に荷電されると共に、前記第1の凝集剤および前記第2の凝集剤はカチオン性に荷電される請求項1~6のいずれか一項に記載の印字方法。
- インクジェット法により打滴されるインクはカチオン性に荷電されると共に、前記第1の凝集剤および前記第2の凝集剤はアニオン性に荷電される請求項1~7のいずれか一項に記載の印字方法。
- 被印字物は、複数の繊維から構成される糸による織物または編み物からなり、前記糸の交差頻度が異なる領域を有する請求項1~8のいずれか一項に記載の印字方法。
- 繊維密度が異なる領域を含む被印字物にインクジェット法によりインクを打滴して印字を行う印字装置であって、
インクジェット法により打滴されるインクを所定の粘度まで上昇させるための第1の凝集剤を予め被印字物に供給する第1の凝集剤供給装置と、
前記第1の凝集剤供給装置により前記第1の凝集剤が供給された被印字物にインクジェット法でインクを打滴するインク供給装置と、
前記第1の凝集剤により所定の粘度に上昇されたインクを固定するための第2の凝集剤を被印字物に供給する第2の凝集剤供給装置と
を有することを特徴とする印字装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013536013A JP5840217B2 (ja) | 2011-09-26 | 2012-07-20 | 印字方法および印字装置 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011209053 | 2011-09-26 | ||
| JP2011-209053 | 2011-09-26 | ||
| JP2012014803 | 2012-01-27 | ||
| JP2012-014803 | 2012-01-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013046884A1 true WO2013046884A1 (ja) | 2013-04-04 |
Family
ID=47994939
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/068443 WO2013046884A1 (ja) | 2011-09-26 | 2012-07-20 | 印字方法および印字装置 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP5840217B2 (ja) |
| WO (1) | WO2013046884A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3532548A4 (en) * | 2016-10-31 | 2020-07-22 | Kornit Digital Ltd. | DYE SUBLIMATION INK JET PRINTING FOR TEXTILE |
| US11021627B2 (en) | 2009-08-10 | 2021-06-01 | Kornit Digital Ltd. | Inkjet compositions and processes for stretchable substrates |
| US11447648B2 (en) | 2004-05-30 | 2022-09-20 | Kornit Digital Ltd. | Process and system for printing images on absorptive surfaces |
| US11629265B2 (en) | 2017-10-22 | 2023-04-18 | Kornit Digital Ltd. | Low-friction images by inkjet printing |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08157731A (ja) * | 1994-12-08 | 1996-06-18 | Canon Inc | 液体組成物、インクセット及びこれを用いた画像形成方法と装置 |
| JPH08197840A (ja) * | 1995-01-31 | 1996-08-06 | Canon Inc | 液体組成物、インクセット及びこれを用いた画像形成方法と装置 |
| JP2008231617A (ja) * | 2007-03-20 | 2008-10-02 | Canon Inc | インクジェット捺染方法及び捺染物 |
| JP2011031479A (ja) * | 2009-07-31 | 2011-02-17 | Seiko Epson Corp | インクジェット記録方法 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000218772A (ja) * | 1999-01-28 | 2000-08-08 | Canon Inc | インクジェット記録装置およびインクジェット記録方法 |
-
2012
- 2012-07-20 JP JP2013536013A patent/JP5840217B2/ja not_active Expired - Fee Related
- 2012-07-20 WO PCT/JP2012/068443 patent/WO2013046884A1/ja active Application Filing
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08157731A (ja) * | 1994-12-08 | 1996-06-18 | Canon Inc | 液体組成物、インクセット及びこれを用いた画像形成方法と装置 |
| JPH08197840A (ja) * | 1995-01-31 | 1996-08-06 | Canon Inc | 液体組成物、インクセット及びこれを用いた画像形成方法と装置 |
| JP2008231617A (ja) * | 2007-03-20 | 2008-10-02 | Canon Inc | インクジェット捺染方法及び捺染物 |
| JP2011031479A (ja) * | 2009-07-31 | 2011-02-17 | Seiko Epson Corp | インクジェット記録方法 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11447648B2 (en) | 2004-05-30 | 2022-09-20 | Kornit Digital Ltd. | Process and system for printing images on absorptive surfaces |
| US11021627B2 (en) | 2009-08-10 | 2021-06-01 | Kornit Digital Ltd. | Inkjet compositions and processes for stretchable substrates |
| US11898048B2 (en) | 2009-08-10 | 2024-02-13 | Kornit Digital Ltd. | Inkjet compositions and processes for stretchable substrates |
| EP3532548A4 (en) * | 2016-10-31 | 2020-07-22 | Kornit Digital Ltd. | DYE SUBLIMATION INK JET PRINTING FOR TEXTILE |
| US11098214B2 (en) | 2016-10-31 | 2021-08-24 | Kornit Digital Ltd. | Dye-sublimation inkjet printing for textile |
| US11629265B2 (en) | 2017-10-22 | 2023-04-18 | Kornit Digital Ltd. | Low-friction images by inkjet printing |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2013046884A1 (ja) | 2015-03-26 |
| JP5840217B2 (ja) | 2016-01-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5893850B2 (ja) | 印字方法および印字装置 | |
| US20240182740A1 (en) | Inkjet compositions and processes for stretchable substrates | |
| JP5840217B2 (ja) | 印字方法および印字装置 | |
| JP5203924B2 (ja) | 布製品の連続インクジェット仕上げ処理のための組成物 | |
| EP1670983B1 (en) | Method and device for digitally coating textile and digitally coated textile | |
| JP5175175B2 (ja) | 布地の基材に物質を付着させる方法 | |
| US20200216703A1 (en) | Image forming method and ink set | |
| US9387700B2 (en) | Digital imaging process for flooring material | |
| EP0682147B1 (en) | Ink-jet printing cloth, printing process using the same and print obtained by the process | |
| WO2021061147A1 (en) | Textile printing | |
| CN107433789B (zh) | 用于制造印刷品的方法 | |
| JP5917253B2 (ja) | 印字装置および印字方法 | |
| JP2008537573A (ja) | 布製品のドロップ・オン・デマンド仕上げ処理のための組成物 | |
| JP5914157B2 (ja) | 印字方法および印字装置 | |
| JP2018035481A (ja) | 捺染方法、染色装置、捺染用インク及び処理用インク | |
| JP2013216991A (ja) | 印字方法および印字装置 | |
| EP3778798B1 (en) | Inkjet ink composition, maintenance method, image recording method, and image recored material | |
| JP5840564B2 (ja) | 印字方法および印字装置 | |
| JP3410026B2 (ja) | インクジェット捺染用皮革及びその製造方法 | |
| WO2012005103A1 (ja) | 印字方法、印字装置および毛管力シート | |
| JP5894042B2 (ja) | キャリブレーション方法、キャリブレーション装置、印字方法および印字装置 | |
| JPS61132688A (ja) | 繊維構造物のインクジエツト染色方法 | |
| JP2004169248A (ja) | インクジェット捺染方法、インクジェット捺染装置 | |
| WO2024186689A1 (en) | Process for pretreating a textile with a jettable primer coating prior to printing | |
| JP2021088096A (ja) | 画像形成方法および画像形成装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12836888 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2013536013 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 12836888 Country of ref document: EP Kind code of ref document: A1 |