WO2012173159A1 - 補強ハニカムコア及びサンドイッチパネルの製造方法 - Google Patents
補強ハニカムコア及びサンドイッチパネルの製造方法 Download PDFInfo
- Publication number
- WO2012173159A1 WO2012173159A1 PCT/JP2012/065167 JP2012065167W WO2012173159A1 WO 2012173159 A1 WO2012173159 A1 WO 2012173159A1 JP 2012065167 W JP2012065167 W JP 2012065167W WO 2012173159 A1 WO2012173159 A1 WO 2012173159A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- honeycomb core
- skin
- reinforcing
- reinforced
- resin
- Prior art date
Links
Images




































Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C67/00—Shaping techniques not covered by groups B29C39/00 - B29C65/00, B29C70/00 or B29C73/00
- B29C67/0044—Shaping techniques not covered by groups B29C39/00 - B29C65/00, B29C70/00 or B29C73/00 for shaping edges or extremities
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/60—Multitubular or multicompartmented articles, e.g. honeycomb
- B29L2031/608—Honeycomb structures
Definitions
- the present invention relates to a sandwich panel and a manufacturing method thereof, and more particularly, to a sandwich panel having a honeycomb core and a manufacturing method thereof.
- An example of such a material is a sandwich panel having a structure in which both sides of a honeycomb core are covered with a skin.
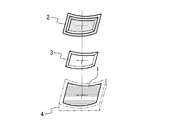
- FIG. 1A and 1B are schematic views showing a method for manufacturing a sandwich panel.
- the first skin 1 prepreg
- the honeycomb core 3 is placed on the first skin 1.
- the honeycomb core 3 is covered with the uncured second skin 2 (prepreg).
- the sandwich structure is covered with the bag material 9, and the second skin 2 is cured by heating and bonded to the honeycomb core 3.
- pressurization is also performed to make the second skin 2 dense.
- the sandwich structure When the sandwich structure is pressurized, pressure is applied to the honeycomb core 3 through the second skin 2, and the honeycomb core 3 may be damaged. Further, the honeycomb core 3 may be deformed and wrinkles may be generated in the first skin 1 and the second skin 2.
- Patent Documents 1 to 5 describe techniques for preventing breakage of the honeycomb core (hereinafter, core crash) and wrinkling of the skin.
- Patent Document 1 Japanese Patent Publication No. 2000-502968 discloses a honeycomb core having a core cell, at least one composite laminate having a ply of a matrix resin reinforced with fibers bonded to the core, and a laminate and a core.
- a composite honeycomb sandwich structure is described which includes a film barrier layer between and a film adhesive with a supporting scrim between the barrier layer and the core.
- Patent Document 2 Japanese Patent Application Laid-Open No. 2003-200510 discloses a method for manufacturing a honeycomb sandwich panel in which a pressure increasing step with a pressure increasing rate of 980 to 49000 Pa / min is performed after the temperature increasing step.
- Patent Document 3 Japanese Patent Laid-Open No. 6-901 describes that a reinforcing material is attached to the outer periphery of the honeycomb core.
- Patent Document 4 Japanese Patent Application Laid-Open No. 2001-150575
- a flat elastic member is disposed on a surplus portion where the outer skin and the inner skin are overlapped, and a pressing member on the flat plate is further stacked thereon.
- a method for manufacturing a honeycomb sandwich panel that is bonded and formed by pressure and heating is disclosed.
- Patent Document 5 Japanese Patent No. 3822182 describes a method for manufacturing a composite material honeycomb sandwich structure in which a honeycomb core having a tapered portion at an end is sandwiched and bonded between two prepreg laminated face plates. Has been.
- an uncured prepreg is laminated with another uncured prepreg having a smaller area than that of the prepreg to form a step, and a first prepreg laminated face plate is formed on one side of the honeycomb core.
- the surface having the stepped portion of the first prepreg laminated face plate is aligned so that the stepped portion is located at or near the range of the tapered portion of the honeycomb core, and between the first prepreg laminated face plate and the second prepreg laminated face plate.
- FIG. 2A, 2B, and 2C are explanatory diagrams showing the mechanism of the core crash.
- FIG. 2A it is assumed that the honeycomb core 3 is covered with the first skin 1 and the second skin 2 and the pressurization is started. Immediately after the start of pressurization, the first skin 1 and the second skin 2 are uncured, and pressure is applied to the honeycomb core 3. Therefore, as shown in FIG. 2B, the honeycomb core 3 may be deformed. As a result, wrinkles (wrinkles) 5 occur in the second skin 2. If the boosted state is further maintained, the wrinkle 5 may also occur in the first skin 1 as shown in FIG. 2C.
- the honeycomb core 3 is more easily deformed with respect to the force from the side surface than the force from the upper and lower surfaces. Therefore, as shown in FIG. 3B, it is conceivable to incline the side surface of the honeycomb core 3. If the angle formed by the lower surface and the side surface of the honeycomb core 3 (chamfer angle ⁇ ) is reduced, the influence of the pressure applied to the honeycomb core 3 from the side surface can be suppressed, and the core crash can be suppressed. However, if the chamfer angle ⁇ is reduced, the dead space is increased. Therefore, it is difficult to reduce the chamfer angle ⁇ without limitation, and as a result, it is difficult to prevent the core crash.
- FIG. 4 is an explanatory diagram for explaining the relationship between the thickness of the honeycomb core 3 and the core crush. It is considered that the first skin 1 and the honeycomb core 3 are bonded. At this time, as shown in FIG. 4, the amount of deformation ( ⁇ 1 to ⁇ 3) of the honeycomb core 3 due to the lateral pressure increases as the height from the first skin 1 (t1 to t3) increases. Therefore, if the honeycomb core 3 is thinned, the deformation amount of the honeycomb core 3 can be reduced, and the generation of the wrinkle 5 can be suppressed. However, it is difficult to freely change the thickness of the honeycomb core 3 due to strength and design reasons.
- a base material for the honeycomb core 3 is prepared. And this base material is processed into a predetermined shape, and the honeycomb core 3 is obtained.
- the cells of the honeycomb core 3 may be deformed, and the shape may be collapsed particularly at the edge portion on the lower surface side.
- an object of the present invention is to provide a method for manufacturing a honeycomb core and a sandwich panel, in which the shape of the edge portion does not collapse and a core crash can be prevented.
- the method for manufacturing a reinforced honeycomb core includes a step of preparing a honeycomb core having an upper surface and a lower surface, and a honeycomb layer on a surface layer portion inside the honeycomb core in a region that becomes an edge portion after the upper surface or the lower surface is processed. After the step of arranging the reinforcing resin for reinforcing the core, the step of obtaining the reinforcing honeycomb core by curing the reinforcing resin and holding the honeycomb core in a required shape, and the step of obtaining the reinforcing honeycomb core, And a step of processing the reinforced honeycomb core so that the region where the resin is disposed becomes an edge.
- the region that becomes the edge after processing is reinforced by the reinforcing resin, it is possible to prevent the shape of the edge from collapsing before processing. Further, the core crash is prevented by the reinforcement by the reinforcing resin.
- the method for manufacturing a sandwich panel according to the present invention includes a step of preparing a honeycomb core having an upper surface and a lower surface, and a honeycomb core in a surface layer portion inside the honeycomb core in a region that becomes an edge portion after the upper surface or the lower surface is processed.
- the reinforcing honeycomb core is disposed after the steps of arranging the reinforcing resin for reinforcing the reinforcing material, curing the reinforcing resin and holding the honeycomb core in a required shape to obtain the reinforcing honeycomb core, and obtaining the reinforcing honeycomb core.
- the reinforcing honeycomb core is sandwiched between the first skin and the second skin so as to form a sandwich structure. And a step of heating and pressurizing the sandwich structure to bond the second skin to the reinforced honeycomb core.
- the reinforcing resin is preferably a foamable resin.
- the reinforcing resin is preferably a sheet-like resin.
- the step of forming the sandwich structure preferably includes a step of sandwiching the reinforcing honeycomb core such that the upper surface of the reinforcing honeycomb core faces the second skin and the lower surface of the reinforcing honeycomb core faces the first skin.
- the processing step includes a step of processing the end portion of the reinforced honeycomb core so that the reinforced honeycomb core has a shape spreading from the upper surface to the lower surface.
- the above-described sandwich panel manufacturing method may further include a step of deforming the honeycomb core before the step of disposing the reinforcing resin.
- the step of obtaining the reinforced honeycomb core includes a step of maintaining the shape of the reinforced honeycomb core deformed in the step of deforming by curing the reinforcing resin.
- the step of forming the sandwich structure includes a step of preparing a prepreg containing an uncured resin as a first skin, a step of curing the first skin, and reinforcing on the cured first skin. After the step of placing the honeycomb core and bonding the first skin and the reinforced honeycomb core and the step of bonding the first skin and the reinforced honeycomb core, the reinforced honeycomb core is covered with the second skin to obtain a sandwich structure. It is preferable to provide a process.
- the step of forming the sandwich structure includes a step of preparing a prepreg containing uncured resin as each of the first skin and the second skin, and a reinforcing honeycomb core on the uncured first skin. And a step of covering the reinforcing honeycomb core with an uncured second skin and obtaining a sandwich structure after the step of placing on the uncured first skin, and the step of bonding It is preferable to include a step of simultaneously bonding the first skin and the second skin to the reinforced honeycomb core by heating.
- a method for manufacturing a honeycomb core and a sandwich panel in which the shape of the edge portion does not collapse and a core crash can be prevented.
- FIG. 1A is a process diagram showing a method for manufacturing a sandwich panel.
- FIG. 1B is a process diagram illustrating a method for manufacturing a sandwich panel.
- FIG. 2A is an explanatory diagram illustrating a core crash mechanism.
- FIG. 2B is an explanatory diagram showing a mechanism of core crash.
- FIG. 2C is an explanatory diagram illustrating a mechanism of core crash.
- FIG. 3A is an explanatory diagram illustrating a mechanism of a core crash.
- FIG. 3B is an explanatory diagram illustrating a mechanism of core crash.
- FIG. 4 is an explanatory diagram showing the relationship between the thickness of the honeycomb core and the deformation amount.
- FIG. 5A is a perspective view showing a sandwich panel.
- FIG. 5A is a perspective view showing a sandwich panel.
- FIG. 5A is a perspective view showing a sandwich panel.
- FIG. 5A is a perspective view showing a sandwich panel.
- FIG. 5A is a perspective
- FIG. 5B is a side sectional view showing the sandwich panel.
- FIG. 6 is an enlarged perspective view showing the honeycomb core.
- FIG. 7A is a process diagram showing a manufacturing process of a sandwich panel.
- FIG. 7B is a process diagram showing the manufacturing process of the sandwich panel.
- FIG. 7C is a process diagram showing the manufacturing process of the sandwich panel.
- FIG. 7D is a process diagram showing a manufacturing process of the sandwich panel.
- FIG. 7E is a process diagram showing the manufacturing process of the sandwich panel.
- FIG. 8 is a perspective view showing a honeycomb core.
- FIG. 9 is a cross-sectional view showing a honeycomb core.
- FIG. 10 is an explanatory diagram for explaining a mechanism by which a core crash is prevented.
- FIG. 10 is an explanatory diagram for explaining a mechanism by which a core crash is prevented.
- FIG. 11A is an enlarged view of the honeycomb core, and a graph showing the relationship between the grade and shear strength of the B honeycomb core.
- FIG. 11B is an enlarged view of the honeycomb core and a graph showing the relationship between the grade of the B honeycomb core and the shear strength.
- FIG. 12 is a flowchart showing a method for manufacturing a honeycomb core.
- FIG. 13A is a process cross-sectional view illustrating a method for manufacturing a reinforced honeycomb core.
- FIG. 13B is a process cross-sectional view illustrating a method for manufacturing a reinforced honeycomb core.
- FIG. 13C is a process cross-sectional view illustrating a method for manufacturing a reinforced honeycomb core.
- FIG. 13D is a process cross-sectional view illustrating the method for manufacturing the reinforced honeycomb core.
- FIG. 14A is a process diagram when a liquid resin is used.
- FIG. 14B is a process diagram when a liquid resin is used.
- FIG. 14C is a process diagram when a liquid resin is used.
- FIG. 15A is a process diagram in the case of using a sheet-like foamable resin.
- FIG. 15B is a process diagram in the case of using a sheet-like foamable resin.
- FIG. 16 is a cross-sectional view of a honeycomb core when a sheet-like foamable resin is used.
- FIG. 17 is a perspective view showing a honeycomb core.
- FIG. 18A is a process showing a method for manufacturing a sandwich panel by the Co-cure method.
- FIG. 18A is a process showing a method for manufacturing a sandwich panel by the Co-cure method.
- FIG. 18A is a process showing a method for manufacturing a
- FIG. 18B is a process showing a method for manufacturing a sandwich panel by the Co-cure method.
- FIG. 18C is a process showing a method for manufacturing a sandwich panel by the Co-cure method.
- FIG. 18D is a process showing a method for manufacturing a sandwich panel by the Co-cure method.
- FIG. 5A is a perspective view of the sandwich panel 8.
- FIG. 5B is a side sectional view of the sandwich panel 8.
- the sandwich panel 8 includes a first skin 1, a second skin 2, and a honeycomb core 3.
- the honeycomb core 3 is covered with a first skin 1 and a second skin 2.
- the honeycomb core 3 has an upper surface 6, a lower surface 7, and side surfaces 15.
- the honeycomb core 3 is bonded to the first skin 1 at the lower surface 7 and is bonded to the second skin 2 at the upper surface 6 and the side surface 15 (although it is slightly separated in the figure, this is for easy viewing).
- the honeycomb core 3 is bent so that the upper surface 6 and the lower surface 7 are curved. Further, the side surface 15 is inclined so that the honeycomb core 3 has a shape spreading from the upper surface 6 toward the lower surface 7.
- FIG. 6 is a perspective view showing the structure of the honeycomb core 3.
- the T direction in FIG. 6 is the thickness direction and corresponds to the direction from the upper surface to the lower surface.
- FIG. 6 also shows the width direction (W direction) and the length direction (L direction).
- the honeycomb core 3 has a structure in which cells having hexagonal or rectangular openings are spread without gaps. Such a structure is called a so-called honeycomb structure and has high strength despite being lightweight. However, it is stable with respect to the force from the top and bottom surfaces, but is easily deformed with respect to the force from the side surfaces.
- the material of the honeycomb core 3 is not particularly limited.
- a fiber material for example, an aramid fiber material
- a resin for example, a phenol resin
- first skin 1 and the second skin 2 prepregs (sheet-like fiber materials impregnated with resin) are used, respectively.
- the prepreg for example, a woven fabric of reinforcing fibers impregnated with a thermosetting resin can be used.
- the reinforcing fiber for example, carbon fiber, glass fiber, aramid fiber or the like can be used.
- Each of the skins 1 and 2 may have a structure in which a plurality of prepregs are stacked.
- 7A to 7E are process diagrams showing a method for manufacturing a sandwich panel according to the present embodiment.
- a mold 4 is prepared, and the first skin 1 is placed on the mold 4. At this time, the resin contained in the first skin 1 is in an uncured state.
- the first skin 1 is covered with the bag material 9. Then, heating and pressurization are performed through the bag material 9 to cure the first skin 1. By pressurization, the fiber volume content of the first skin 1 is increased, and the strength of the first skin 1 is increased.
- the honeycomb core 3 is placed on the first skin 1 via an adhesive sheet 11 (not shown in FIG. 7C), and the honeycomb core 3 and the first skin 1 are bonded.
- the adhesive sheet 11 is not necessarily used when the first skin 1 itself has an adhesive force regardless of whether or not the first skin is cured, and the first skin 1 is not necessarily used directly on the honeycomb core 3. It can also be adhered to.
- the honeycomb core 3 is covered with an uncured second skin 2 via an adhesive sheet 11 (not shown).
- an adhesive sheet 11 (not shown).
- the sandwich structure is covered with the bag material 9 again. And it pressurizes and heats through the bag material 9.
- the resin contained in the second skin 2 is cured, and the second skin 2 is bonded to the honeycomb core 3.
- the 2nd skin 2 is densified by pressurization and intensity
- the sandwich panel 8 is obtained by the steps shown in FIGS. 7A to 7E.
- the honeycomb core 3 is devised.
- the structure of the honeycomb core 3 will be described in detail.
- FIG. 8 is a perspective view showing the honeycomb core 3.
- FIG. 9 is a cross-sectional view taken along the line AA ′ of FIG.
- a reinforcing portion 10 is formed on the outer peripheral portion of the upper surface 6 of the honeycomb core 3.
- the reinforcing portion 10 is also formed on the outer peripheral portion of the lower surface 7 of the honeycomb core 3.
- the reinforcing portion 10 is provided on the surface layer portion inside the honeycomb core 3.
- the honeycomb core 3 has its internal structure itself reinforced by the reinforcing portion 10.
- the surface layer portion refers to a portion within 20% with respect to the thickness of the honeycomb core, for example.
- FIG. 10 is an explanatory view showing the action of the reinforcing portion 10.
- the sandwich structure is pressurized (see FIG. 7E)
- pressure is also applied to the sides of the honeycomb core 3.
- the honeycomb core 3 is easily deformed with respect to the pressure from the side, but since the pressure is received by the reinforcing portion 10 provided in the surface layer portion inside the honeycomb core 3, the core crash is suppressed.
- the internal structure itself of the honeycomb core 3 is reinforced by the reinforcing portion 10, and therefore, the core crash is more likely to occur. Suppressed reliably.
- the reinforcing portion 10 may be provided on the entire upper and lower surfaces 6 and 7, but is preferably provided only on the outer peripheral portions of the upper and lower surfaces 6 and 7. If the reinforcing portion 10 is provided even on the outer peripheral portion, sufficient strength can be obtained to withstand the core crash.
- the reinforcing portion 10 is provided on the entire surface, the weight of the honeycomb core 3 increases by the amount of the resin forming the reinforcing portion 10.
- a special idea may be needed from a viewpoint of the adhesive force between each skin 1 and 2 and the honeycomb core 3.
- the reinforcing portion 10 is provided only on the outer peripheral portions of the upper and lower surfaces 6 and 7, core crash can be suppressed while minimizing the weight of the honeycomb core 3. Moreover, there is little possibility that a special device is required from the viewpoint of the adhesive force between the honeycomb core 3 and the skins 1 and 2.
- the reinforcing portion 10 is not formed so as to fill the cells of the honeycomb core 3 but is provided only on the surface layer portion of the honeycomb core 3. It is assumed that the resin is completely filled in the cell. In such a case, the weight of the honeycomb core 3 increases due to the weight of the resin forming the reinforcing portion 10. In order to obtain a strength that can withstand a core crash, it is sufficient that the reinforcing portion 10 is provided on the surface layer portion of the honeycomb core 3. Therefore, since the reinforcing portion 10 is formed only on the surface layer portion, sufficient strength can be obtained without increasing the weight.
- the core crash can be prevented by the reinforcing portion 10.
- FIG. 11A is an enlarged view showing a cross section of the honeycomb core 3. If the cell size (cell size; see FIG. 11A) is the same, the strength of the honeycomb core 3 depends on the density of the material. For example, when an aramid fiber material impregnated with a phenol resin is used as the material, the density can be increased by increasing the amount of impregnation of the phenol resin.
- FIG. 11B is a graph showing the relationship between the density (grade) of the material of the honeycomb core 3 and the shear strength. As shown in FIG. 11B, the shear strength improves as the grade increases.
- SAH Showa Aramid Honeycomb
- FIG. 12 is a flowchart showing a method for manufacturing the reinforced honeycomb core 3 according to the present embodiment.
- 13A to 13D are process diagrams showing a method for manufacturing a reinforced honeycomb core according to the present embodiment.
- Step S10 Deformation of Honeycomb Core
- a flat honeycomb core 12 is prepared. Then, as shown in FIG. 13A, the honeycomb core 12 is deformed into a desired shape. Specifically, the honeycomb core 12 can be deformed by placing the honeycomb core 12 on the mold 4 having a curved surface.
- Step S21 Arrangement of Reinforcing Resin Subsequently, as shown in FIG. 13B, a foamable resin is arranged as the reinforcing resin 13 on the upper and lower surfaces of the honeycomb core 12.
- the reinforcing resin 13 is disposed by being pushed into the surface layer portion inside the honeycomb core 12.
- the honeycomb core 12 is processed by cutting a side portion in a subsequent process.
- the side surface after the side portion has been shaved is drawn with a dotted line.
- the reinforcing resin 13 is disposed at a position corresponding to the edge portion after the side portion is shaved.
- Step S22 Curing Subsequently, as shown in FIG. 13C, the honeycomb core 12 is heated to cure the reinforcing resin 13.
- the reinforcing resin 13 is foamed and hardened to form the reinforcing portion 10.
- a reinforced honeycomb core (reinforced honeycomb core 3) is obtained.
- the shape of the reinforced honeycomb core 3 is maintained by the reinforcing portion 10. That is, the reinforcing honeycomb core 3 can be kept bent without applying an external force.
- Step S23 Processing of Side Part Subsequently, as shown in FIG. 13D, the side part of the reinforced honeycomb core 3 is cut so that the reinforced honeycomb core 3 has a shape spreading from the upper surface toward the lower surface.
- the side portion is cut by, for example, NC machining (Numerical control machining).
- NC machining Numerical control machining
- honeycomb core 3 (reinforced honeycomb core) according to the present embodiment is manufactured through the processes up to step S23 described above.
- the sandwich panel 8 is manufactured by the steps shown in FIGS. 7A to 7E (steps S30 and S40).
- the honeycomb core 3 is reinforced by the reinforcing portion 10, the core crash is suppressed when the sandwich panel 8 is manufactured.
- the reinforcing portion 10 since the region that becomes the edge after processing is reinforced by the reinforcing portion 10, it is possible to prevent the cells of the honeycomb core 3 from being deformed during processing and the shape of the edge from being collapsed. it can. Further, since the reinforcing portion 10 is formed only on the surface layer portion, the weight can be reduced as compared with the case where the reinforcing resin is soaked into the entire honeycomb core 3.
- the shape of the honeycomb core 3 can be maintained while being deformed. Thereby, the honeycomb core 3 can be easily manufactured. This point will be described in detail below.
- the honeycomb core 3 having a bent shape In producing the honeycomb core 3 having a bent shape, it is conceivable to prepare a honeycomb core having a shape larger than the target shape and cut out the bent shape. However, in such a method, the amount of cutting the honeycomb core increases, and the time required for manufacturing increases. On the other hand, in this embodiment, since the bent shape is maintained by the reinforcing portion 10, it is not necessary to cut the honeycomb core 12 in the thickness direction. In step S23, it is only necessary to cut the side portion of the honeycomb core 12, and the time required for processing can be shortened.
- the reinforcing resin 13 arranged in step S21 it is preferable to use a sheet-like foaming resin whose shape is maintained in a sheet shape at room temperature.
- 14A to 14C are process diagrams showing the process of step S20 when a liquid resin is used. It is difficult to selectively apply the liquid resin to a desired position. Therefore, as shown in FIG. 14A, it is necessary to arrange the masking tape 16 on the honeycomb core 12 to protect the non-reinforcing portion. Further, when liquid resin is used, the resin flows down along the cell walls of the honeycomb core 12. As a result, at the time of curing, as shown in FIG. 14B, the recess 18 is formed, and the reinforcing portion 10 is formed unevenly. In order to form the reinforcing part 10 uniformly, as shown in FIG.
- the liquid resin is generally cured by mixing a main agent and a curing agent. At that time, since a self-heating may occur due to the curing reaction, mixing a large amount of the main agent and the curing agent at one time is problematic in terms of work safety. Therefore, it is necessary to limit the amount of application, and it is not suitable for use with a large capacity. Furthermore, when a liquid resin is applied to an incorrect position, it is difficult to remove the liquid resin.
- FIG. 15A and FIG. 15B show process diagrams when a sheet-like foaming resin is used. If it is a sheet-like resin, even if it is placed at an incorrect position, it can be easily removed as long as it is not pushed into the surface layer portion. Further, as shown in FIG. 15A, it can be pasted at a desired position without using the masking tape 16 or the like. Moreover, if it is a sheet-like resin, the weight per unit area can be easily controlled. Moreover, at the time of hardening, it foams with a fixed foaming rate. As shown in FIG. 15B, the shape after curing is also uniform. That is, the shape of the reinforcing portion 10 after curing can be easily controlled. FIG.
- FIG. 16 is a schematic view showing a cross section of a reinforced honeycomb core in which the reinforcing portion 10 is actually formed using a sheet-like foamable resin.
- a sheet-like foaming resin having a sheet thickness before foaming of about 2.5 mm was used. After foaming, the thickness of the reinforcing portion 10 is increased to about 8 mm, and it is confirmed that the thickness is uniform.
- sheet-like foamable resin as described above include FM 410 commercially available from Cytec Engineered Materials Inc.
- the reinforcing resin 13 disposed in step S21 is continuously disposed to such an extent that the shape of the honeycomb core 12 deformed in step S10 is maintained.
- the reinforcing resin 13 is intermittently disposed, the shape of the honeycomb core 12 is difficult to be maintained.
- the reinforced honeycomb core 3 is covered with the uncured second skin 2 (see FIG. 7D).
- the case of obtaining a sandwich structure has been described. That is, when the second skin 2 is bonded to the reinforced honeycomb core 3, the first skin 1 is already cured, and the first skin 1 and the reinforced honeycomb core 3 are bonded.
- Such a manufacturing method is called a Co-Bond method.
- the sandwich structure is pressed, deformation such as the reinforced honeycomb core 3 being crushed from the side does not occur, so that the occurrence of core crash and wrinkle is suppressed.
- the present invention is not limited to the Co-Bond method.
- FIGS. 18A to 18D are process diagrams showing a method for manufacturing a sandwich panel when the Co-Cure method is used.
- the uncured first skin 1 is placed on the mold 4 as shown in FIG. 18A.
- the reinforcing honeycomb core 3 is disposed on the first skin 1.
- the reinforcing honeycomb core 3 may be disposed on the first skin 1 via an adhesive sheet (not shown).
- the reinforced honeycomb core 3 is covered with the uncured second skin 2 to form a sandwich structure.
- An adhesive sheet (not shown) may be disposed between the second skin 2 and the reinforced honeycomb core 3.
- the first skin 1 and the second skin 2 are both uncured.
- the sandwich structure is heated and pressurized. Thereby, the first skin 1 and the second skin 2 are bonded to the reinforcing honeycomb core 3 at the same time. Even when the Co-Cure method is used, the core crush of the reinforced honeycomb core 3 is suppressed by the reinforcing portion 10 as in the Co-Bond method.
- the reinforcing honeycomb core 3 is bent has been described.
- the reinforcing honeycomb core 3 does not necessarily have to be bent. If the reinforcement part 10 is formed in the reinforced honeycomb core 3, the effect of suppressing the core crash by the reinforcement part 10 can be enjoyed.
- the sandwich panel 8 according to the present embodiment can be suitably used for a member that is light and requires strength, and can be used for, for example, a structural member of an aircraft or an automobile.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Laminated Bodies (AREA)
Abstract
縁部の形状が崩れることがなく、コアクラッシュを防止することのできる、ハニカムコア及びサンドイッチパネルの製造方法を提供する。上面及び下面を有するハニカムコアを準備する工程と、前記上面又は前記下面の加工後に縁部となる領域において、前記ハニカムコアの内部の表層部に、前記ハニカムコアを補強するための補強用樹脂を配置する工程と、前記補強用樹脂を硬化させ前記ハニカムコアを所要の形状に保持し、補強ハニカムコアを得る工程と、前記補強ハニカムコアを得る工程の後に、前記補強用樹脂が配置された領域が縁部になるように、前記補強ハニカムコアを加工する工程とを具備する。
Description
本発明は、サンドイッチパネル及びその製造方法に関し、特に、ハニカムコアを有するサンドイッチパネル及びその製造方法に関する。
航空機や自動車などの材料として、軽くて強度のある材料が求められている。そのような材料として、ハニカムコアの両面を表皮で被覆した構造を有するサンドイッチパネルが挙げられる。
図1Aと1Bは、サンドイッチパネルの製造方法を示す概略図である。図1Aに示されるように、成形型4上に、第1表皮1(プリプレグ)を載せる。次に、第1表皮1上に、ハニカムコア3を載せる。次に、未硬化の第2表皮2(プリプレグ)により、ハニカムコア3を被覆する。これにより、第1表皮1、ハニカムコア3、及び第2表皮2を有するサンドイッチ構造体が得られる。次に、図1Bに示されるように、サンドイッチ構造体をバッグ材9で覆い、加熱により第2表皮2を硬化させてハニカムコア3に接着させる。この際、第2表皮2を緻密化させるために、加圧も行なわれる。
サンドイッチ構造体が加圧されるときに、第2表皮2を介してハニカムコア3に圧力が加わり、ハニカムコア3が破損してしまうことがある。また、ハニカムコア3が変形し、第1表皮1や第2表皮2にシワが発生してしまうことがある。
ハニカムコアの破損(以下、コアクラッシュ)や表皮のシワを防止する技術が、特許文献1乃至5に記載されている。
特許文献1(特表2000-502968号公報)には、コアセルを有するハニカムコアと、コアに接着される繊維で補強されたマトリクス樹脂のプライを有する少なくとも一つの複合積層板と、積層板とコアとの間のフィルムバリヤ層と、バリヤ層とコアとの間の、支持スクリムを備えるフィルム状接着剤とを含む複合ハニカムサンドイッチ構造が記載されている。
特許文献2(特開2003-200510号公報)には、昇温工程の後に、昇圧速度が980~49000Pa/分である昇圧工程を行うハニカムサンドイッチパネルの製造方法が開示されている。
特許文献3(特開平6-901号公報)には、ハニカムコアの外周囲に補強材を貼り付けることが記載されている。
特許文献4(特開2001-150575号公報)には、外側表皮と内側表皮が重なり合った余肉部の上に平板状の弾性部材を配置し、更にその上に平板上の押え部材を重ね、加圧・加熱により接着成形するハニカムサンドイッチパネルの製造方法が開示されている。
特許文献5(特許第3822182号公報)には、2枚のプリプレグ積層面板の間に、端部にテーパ部を有するハニカムコアを挟むように被覆・接着する複合材料ハニカムサンドイッチ構造の製造方法が記載されている。この方法は、未硬化のプリプレグに、そのプリプレグよりも面積の小さい別の未硬化のプリプレグを段付きとなるように積層して第1プリプレグ積層面板を構成する積層工程と、ハニカムコアの一面に、第1プリプレグ積層面板の段付き部を有する面を、段付き部がハニカムコアのテーパ部の範囲またはその近傍に位置するように合わせ、第1プリプレグ積層面板と第2プリプレグ積層面板との間にハニカムコアを挟むように被覆して未硬化ハニカムサンドイッチ構造を構成する被覆工程と、その未硬化ハニカムサンドイッチ構造を加圧すると共に加熱して、第1及び第2プリプレグ積層面板の硬化と、該第1及び第2プリプレグ積層面のハニカムコアへの接着とを同時に行う硬化接着工程とを有する。
図2A、2B、2Cは、コアクラッシュのメカニズムを示す説明図である。図2Aに示されるように、第1表皮1と第2表皮2とでハニカムコア3を被覆し、昇圧を開始したとする。昇圧開始直後では、第1表皮1と第2表皮2は未硬化であり、ハニカムコア3に対して圧力が加わる。そのため、図2Bに示されるように、ハニカムコア3が変形することがある。これによって、第2表皮2にリンクル(シワ)5が発生してしまう。更に昇圧状態が維持されると、図2Cに示されるように、第1表皮1にもリンクル5が発生してしまうことがある。
ハニカムコア3は、図3Aに示されるように、上下面からの力よりも側面からの力に対して、変形し易い。そこで、図3Bに示されるように、ハニカムコア3の側面を傾斜させることが考えられる。ハニカムコア3の下面と側面とが成す角度(チャンファ角(chamfer angle)θ)を小さくすれば、側面からハニカムコア3に対して加わる圧力の影響を抑えることができ、コアクラッシュを抑制できる。しかしながら、チャンファ角θを小さくすればデッドスペースが大きくなってしまう。従って、チャンファ角θを無制限に小さくすることは困難であり、結果として、コアクラッシュを防止することは困難になる。
コアクラッシュを防止するために、ハニカムコア3の厚みを薄くすることが考えられる。図4は、ハニカムコア3の厚みとコアクラッシュとの関係を説明する為の説明図である。第1表皮1とハニカムコア3とが接着していると考える。このとき、図4に示されるように、側圧によるハニカムコア3の変形量(δ1~δ3)は、第1表皮1からの高さ(t1~t3)が高い部分ほど、大きくなる。従って、ハニカムコア3を薄くすれば、ハニカムコア3の変形量を小さくすることができ、リンクル5の発生を抑えることができる。しかし、強度や設計上の理由などにより、ハニカムコア3の厚みを自由に変更することは困難である。
また、ハニカムコア3の作成時には、まず、ハニカムコア3の母材が準備される。そして、この母材が所定の形状に加工され、ハニカムコア3が得られる。ここで、加工時には、ハニカムコア3のセルが変形し、特に下面側の縁部において形状が崩れてしまうことがある。
従って、本発明の目的は、縁部の形状が崩れることがなく、コアクラッシュを防止することのできる、ハニカムコア及びサンドイッチパネルの製造方法を提供することにある。
本発明に係る補強ハニカムコアの製造方法は、上面及び下面を有するハニカムコアを準備する工程と、前記上面又は前記下面の加工後に縁部となる領域において、ハニカムコアの内部の表層部に、ハニカムコアを補強するための補強用樹脂を配置する工程と、補強用樹脂を硬化させハニカムコアを所要の形状に保持し、補強ハニカムコアを得る工程と、補強ハニカムコアを得る工程の後に、補強用樹脂が配置された領域が縁部になるように、前記補強ハニカムコアを加工する工程とを具備する。
この発明によれば、加工後に縁部となる領域が補強用樹脂によって補強されるため、加工前に縁部の形状が崩れることが防止される。また、補強用樹脂による補強により、コアクラッシュが防止される。
本発明に係るサンドイッチパネルの製造方法は、上面及び下面を有するハニカムコアを準備する工程と、前記上面又は前記下面の加工後に縁部となる領域において、ハニカムコアの内部の表層部に、ハニカムコアを補強するための補強用樹脂を配置する工程と、補強用樹脂を硬化させハニカムコアを所要の形状に保持し、補強ハニカムコアを得る工程と、補強ハニカムコアを得る工程の後に、補強ハニカムコアを、補強用樹脂が配置された領域が縁部になるように、加工する工程と、加工する工程の後に、第1表皮と第2表皮とによって補強ハニカムコアを挟み、サンドイッチ構造体を形成する工程と、サンドイッチ構造体を加熱・加圧し、第2表皮を補強ハニカムコアに接着させる工程とを具備する。
補強用樹脂は、発泡性樹脂であることが好ましい。
補強用樹脂は、シート状樹脂であることが好ましい。
サンドイッチ構造体を形成する工程は、補強ハニカムコアの上面が第2表皮と対向し、補強ハニカムコアの下面が第1表皮と対向するように、補強ハニカムコアを挟む工程を含んでいることが好ましい。
加工する工程は、補強ハニカムコアが上面から下面へ向かって広がる形状となるように、補強ハニカムコアの端部を加工する工程を備えていることが好ましい。
上述のサンドイッチパネルの製造方法は、更に、補強用樹脂を配置する工程の前に、ハニカムコアを変形させる工程を具備することができる。ここで、補強ハニカムコアを得る工程は、補強用樹脂を硬化させることにより、補強ハニカムコアの形状を前記変形させる工程で変形した形状に維持させる工程を含んでいることが好ましい。
一観点から、前記サンドイッチ構造体を形成する工程は、第1表皮として、未硬化の樹脂を含むプリプレグを準備する工程と、第1表皮を硬化させる工程と、硬化した第1表皮の上に補強ハニカムコアを載せ、第1表皮と補強ハニカムコアとを接着する工程と、第1表皮と補強ハニカムコアとを接着する工程の後に、第2表皮により補強ハニカムコアを被覆し、サンドイッチ構造体を得る工程とを備えていることが好ましい。
他の一観点から、サンドイッチ構造体を形成する工程は、第1表皮及び第2表皮のそれぞれとして、未硬化の樹脂を含むプリプレグを準備する工程と、補強ハニカムコアを未硬化の第1表皮上に配置する工程と、未硬化の第1表皮上に配置する工程の後に、未硬化の第2表皮により、補強ハニカムコアを被覆し、サンドイッチ構造体を得る工程とを備え、前記接着させる工程は、加熱により、第1表皮及び第2表皮を、同時に、補強ハニカムコアに接着させる工程を含んでいることが好ましい。
本発明によれば、縁部の形状が崩れることがなく、コアクラッシュを防止することのできる、ハニカムコア及びサンドイッチパネルの製造方法が提供される。
以下、図面を参照しつつ、本発明の実施形態について説明する。
図5Aは、サンドイッチパネル8の斜視図である。また、図5Bは、サンドイッチパネル8の側断面図である。サンドイッチパネル8は、第1表皮1と、第2表皮2と、ハニカムコア3とを備えている。
ハニカムコア3は、第1表皮1及び第2表皮2により、覆われている。ハニカムコア3は、上面6と、下面7と、側面15とを有している。ハニカムコア3は、下面7で第1表皮1に接着され、上面6及び側面15で第2表皮2に接着されている(図では若干離れているが、これは見易くする為である)。ハニカムコア3は、上面6及び下面7が曲面となるように、曲げられている。また、側面15は、ハニカムコア3が上面6から下面7へ向かって広がる形状となるように、傾斜している。
図6を参照して、ハニカムコア3の材質について説明する。図6は、ハニカムコア3の構造を示す斜視図である。図6中のT方向は、厚み方向であり、上面から下面へ向かう方向に対応する。図6には、幅方向(W方向)と長さ方向(L方向)も記載されている。図6に示されるように、ハニカムコア3は、六角形又は長方形の開口を有するセルが隙間なく敷き詰められた構造を有している。このような構造は、いわゆるハニカム構造と呼ばれ、軽量であるにもかかわらず、高い強度を有する。しかし、上下面からの力に対しては安定であるが、側面からの力に対しては変形し易い性質を持つ。
ハニカムコア3の素材としては、特に限定されるものではないが、例えば、樹脂(例えばフェノール樹脂)が含浸した繊維材(例えばアラミド繊維材)を用いることができる。
一方、第1表皮1及び第2表皮2としては、それぞれ、プリプレグ(樹脂が含浸されたシート状繊維材)が用いられる。そのプリプレグとしては、例えば、熱硬化性樹脂が含浸された強化繊維の織布を用いることができる。その強化繊維としては、例えば、炭素繊維、ガラス繊維、アラミド繊維などを用いることができる。表皮1、2の各々は、複数のプリプレグが積層された構造を有していてもよい。
続いて、本実施形態に係るサンドイッチパネルの製造方法を概略的に説明する。図7Aから7Eは、本実施形態に係るサンドイッチパネルの製造方法を示す工程図である。
まず、図7Aに示されるように、成形型4を用意し、成形型4上に、第1表皮1を配置する。このとき、第1表皮1に含まれる樹脂は未硬化の状態である。
次に、図7Bに示されるように、バッグ材9により第1表皮1を覆う。そして、バッグ材9を介して、加熱及び加圧を行い、第1表皮1を硬化させる。加圧により、第1表皮1の繊維体積含有率が高められ、第1表皮1の強度が高められる。
次に、図7Cに示されるように、第1表皮1上に、接着シート11(図7Cでは図示されていない)を介してハニカムコア3を載せ、ハニカムコア3と第1表皮1とを接着させる。尚、第1表皮が硬化されているか否かにかかわらず、第1表皮1自体が接着力を有する場合には、接着シート11は必ずしも用いる必要はなく、第1表皮1をハニカムコア3に直接に接着させることもできる。
次に、図7Dに示されるように、ハニカムコア3を、接着シート11(図示せず)を介して、未硬化の第2表皮2により被覆する。これにより、第1表皮1、ハニカムコア3、及び第2表皮2を含むサンドイッチ構造体が得られる。尚、第2表皮2自体が接着力を有する場合には、接着シート11は必ずしも用いる必要はなく、第2表皮2とハニカムコア3とを直接に接着させることもできる。
続いて、図7Eに示されるように、再びバッグ材9によってサンドイッチ構造体を覆う。そして、バッグ材9を介して、加圧及び加熱する。加熱により、第2表皮2に含まれる樹脂が硬化し、第2表皮2がハニカムコア3に接着する。また、加圧により、第2表皮2が緻密化され、加圧前に比べて強度が増す。
以上の図7A~7Eに示される工程により、サンドイッチパネル8が得られる。
サンドイッチ構造体を加圧する工程(図7E)では、既述のようにコアクラッシュが懸念される。そこで、本実施形態では、ハニカムコア3に工夫が施されている。以下に、ハニカムコア3の構造について詳述する。
図8は、ハニカムコア3を示す斜視図である。また、図9は、図8のAA’線に沿う断面図である。図8に示されるように、ハニカムコア3の上面6には、その外周部に、補強部10が形成されている。図9に示されるように、ハニカムコア3の下面7の外周部にも、補強部10が形成されている。補強部10は、ハニカムコア3の内部の表層部に設けられている。補強部10により、ハニカムコア3は、その内部構造自体が強化されている。表層部とは、例えば、ハニカムコアの厚みに対して20%以内の部分を指す。
図10は、補強部10による作用を示す説明図である。サンドイッチ構造体を加圧したとき(図7E参照)には、ハニカムコア3の側部にも、圧力が加わる。既述の通り、ハニカムコア3は、側方からの圧力に対して変形し易いが、ハニカムコア3の内部の表層部に設けられた補強部10によって圧力が受けられるため、コアクラッシュが抑制される。
ここで、例えば補強材がハニカムコア3の表面上に貼り付けられている場合と比較すると、本実施形態では補強部10によりハニカムコア3の内部構造自体が補強されているため、コアクラッシュがより確実に抑制される。
補強部10は、上下面6、7の全面に設けられていてもよいが、上下面6、7の外周部にのみ設けられている方がより好ましい。外周部にさえ補強部10が設けられていれば、コアクラッシュに耐え得るのに十分な強度が得られる。補強部10が全面に設けられている場合には、ハニカムコア3の重量が補強部10を形成する樹脂の分だけ増してしまう。また、全面に補強部10が設けられた場合には、各表皮1、2とハニカムコア3との間の接着力の観点から、特別な工夫が必要となることがある。上下面6、7の外周部にだけ補強部10が設けられていれば、ハニカムコア3の重量を最小限に抑えつつ、コアクラッシュを抑制できる。また、ハニカムコア3と各表皮1、2との間の接着力の観点から特別な工夫が必要となる可能性も少ない。
また、補強部10は、ハニカムコア3のセルを埋めるように形成されているのではなく、ハニカムコア3の表層部にのみ設けられていることが重要である。仮に、樹脂がセルに完全に充填されているとする。このような場合、補強部10を形成する樹脂の重みによって、ハニカムコア3の重量が増してしまう。コアクラッシュに耐えうる強度を得る為には、ハニカムコア3の表層部に補強部10が設けられていれば十分である。従って、表層部にのみ補強部10が形成されていることにより、重量を増加させずに、十分な強度を得ることができる。
以上説明したように、本実施形態によれば、補強部10によってコアクラッシュを防止することができる。
コアクラッシュが防止できるため、ハニカムコア3として用いることのできる材料の種類も増えることになる。図11Aは、ハニカムコア3の横断面を示す拡大図である。セルの大きさ(セルサイズ;図11A参照)が同じ条件下であれば、ハニカムコア3の強度は、素材の密度に依存する。素材として例えばフェノール樹脂が含浸したアラミド繊維材を用いた場合、その密度は、フェノール樹脂の含浸量を増やすことにより、高められる。図11Bは、ハニカムコア3の素材の密度(グレード)と、せん断強度との関係を示すグラフである。図11Bに示されるように、グレードが上がると、せん断強度が向上する。しかし、グレードを上げると、ハニカムコア3の重量が増してしまう。従って、ハニカムコア3を軽量化したままでコアクラッシュを抑えることは難しい。しかし、本実施形態によれば、比較的グレードの低いハニカムコア3(例示;SAH(Showa Aramid Honeycomb)3/16OX-3.0(商品名;昭和飛行機工業株式会社製;セルサイズ=3/16インチ、密度=3.0LBS/FT3))を用いた場合でも、コアクラッシュを確実に防止することができる。
続いて、上述したハニカムコア3の製造方法について説明する。尚、以下では、説明の便宜上、補強部10が形成されたハニカムコア3は補強ハニカムコア3と記載され、補強部10が形成される前のものは単にハニカムコア12と記載される。図12は、本実施形態に係る補強ハニカムコア3の製造方法を示すフローチャートである。また、図13A乃至図13Dは、本実施形態に係る補強ハニカムコアの製造方法を示す工程図である。
ステップS10;ハニカムコアの変形
まず、平板状のハニカムコア12を用意する。そして、図13Aに示されるように、ハニカムコア12を、所望の形に変形させる。具体的には、曲面を有する成形型4上にハニカムコア12を載せることによって、ハニカムコア12を変形させることができる。
まず、平板状のハニカムコア12を用意する。そして、図13Aに示されるように、ハニカムコア12を、所望の形に変形させる。具体的には、曲面を有する成形型4上にハニカムコア12を載せることによって、ハニカムコア12を変形させることができる。
ステップS21;補強用樹脂の配置
続いて、図13Bに示されるように、ハニカムコア12の上下面に、補強用樹脂13として、発泡性樹脂を配置する。補強用樹脂13は、ハニカムコア12内部の表層部に押し込まれて配置される。このハニカムコア12は、後工程において側部が削られ、加工される。図13Bにおいて、側部が削られた後の側面が点線で描かれている。本工程において、補強用樹脂13は、側部が削られた後の縁部に対応する位置に配置される。
続いて、図13Bに示されるように、ハニカムコア12の上下面に、補強用樹脂13として、発泡性樹脂を配置する。補強用樹脂13は、ハニカムコア12内部の表層部に押し込まれて配置される。このハニカムコア12は、後工程において側部が削られ、加工される。図13Bにおいて、側部が削られた後の側面が点線で描かれている。本工程において、補強用樹脂13は、側部が削られた後の縁部に対応する位置に配置される。
ステップS22;硬化
続いて、図13Cに示されるように、ハニカムコア12を加熱し、補強用樹脂13を硬化させる。補強用樹脂13は、発泡して硬化し、補強部10を形成する。これにより、補強されたハニカムコア(補強ハニカムコア3)が得られる。補強部10により、補強ハニカムコア3の形状が維持される。すなわち、外力を加えなくても、補強ハニカムコア3を曲がった形状に保つことができる。
続いて、図13Cに示されるように、ハニカムコア12を加熱し、補強用樹脂13を硬化させる。補強用樹脂13は、発泡して硬化し、補強部10を形成する。これにより、補強されたハニカムコア(補強ハニカムコア3)が得られる。補強部10により、補強ハニカムコア3の形状が維持される。すなわち、外力を加えなくても、補強ハニカムコア3を曲がった形状に保つことができる。
ステップS23;側部の加工
続いて、図13Dに示されるように、補強ハニカムコア3が上面から下面に向かって広がる形状となるように、補強ハニカムコア3の側部を削る。側部は、例えば、NC加工(Numerical control machining)により、削られる。この際、補強部10が形成されているために、加工時にハニカムコア3のセルが変形し、縁部の形状が崩れることを防止することができる。
続いて、図13Dに示されるように、補強ハニカムコア3が上面から下面に向かって広がる形状となるように、補強ハニカムコア3の側部を削る。側部は、例えば、NC加工(Numerical control machining)により、削られる。この際、補強部10が形成されているために、加工時にハニカムコア3のセルが変形し、縁部の形状が崩れることを防止することができる。
以上のステップS23までの工程により、本実施形態に係るハニカムコア3(補強ハニカムコア)が製造される。
その後、図7Aから7Eで示した工程により、サンドイッチパネル8が製造される(ステップS30、S40)。
以上説明したように、本実施形態によれば、補強部10によりハニカムコア3が補強されるので、サンドイッチパネル8の製造時にコアクラッシュが抑制される。
また、本実施形態によれば、加工後に縁部になる領域が補強部10によって補強されているため、加工時にハニカムコア3のセルが変形し、縁部の形状が崩れることを防止することができる。また、表層部にのみ補強部10が形成されるため、ハニカムコア3の全体に補強用樹脂を染み込ませる場合と比較して、軽量化することができる。
また、本実施形態によれば、補強部10を形成することにより、ハニカムコア3の形状を変形したままに維持することができる。これにより、ハニカムコア3を、簡単に製造することが可能となる。この点について、以下に詳述する。
曲げられた形状のハニカムコア3を作製するにあたっては、目的とする形状よりも大きい形状のハニカムコアを用意し、曲がった形状になるように削り出すことが考えられる。しかし、このような方法では、ハニカムコアを削る量が増えてしまい、製造に要する時間が長くなってしまう。これに対して、本実施形態では、補強部10によって曲がった形状が維持されるため、厚み方向ではハニカムコア12を削る必要がない。ステップS23では、ハニカムコア12の側部を削るだけでよく、加工に要する時間を短かくすることができる。
尚、ステップS21で配置される補強用樹脂13としては、常温にてシート状に形状が維持された、シート状発泡性樹脂が用いられることが好ましい。
シート状発泡性樹脂に対する比較として、液状樹脂を用いた場合について考える。図14A乃至14Cは、液状樹脂を用いた場合のステップS20の工程を示す工程図である。液状樹脂は、所望の位置に選択的に塗布することが困難である。そのため、図14Aに示されるように、マスキングテープ16をハニカムコア12に配置し、非補強部を保護する必要がある。また、液状樹脂を用いた場合には、樹脂がハニカムコア12のセルの壁に沿って流れ落ちてしまう。その結果、硬化時には、図14Bに示されるように、窪み18が形成され、補強部10が不均一に形成されてしまう。補強部10を均一に形成するために、図14Cに示されるように、再度液状樹脂を塗布し、手直しを行う必要がある。手直しを行えば、重量をコントロールすることも難しくなる。また、液状樹脂は、一般に、主剤と硬化剤とを混合することにより、硬化される。その際、硬化反応によって自己発熱することがあるため、一度に多量の主剤と硬化剤を混合するのは作業安全上問題がある。従って、適用量を制限する必要が生じ、大容量の使用には適さない。さらに、誤った位置に液状樹脂を塗布した場合には、その液状樹脂を除去することが困難である。
一方、図15A及び図15Bは、シート状発泡性樹脂を用いた場合の工程図を示している。シート状樹脂であれば、誤った位置に配置した場合でも、表層部に押し込まない限りは、容易に剥がすことができる。また、図15Aに示されるように、マスキングテープ16などを用いることなく、所望の位置に貼り付けることができる。また、シート状樹脂であれば、単位面積当たりの重量を容易にコントロールすることができる。また、硬化時には、一定の発泡率で発泡する。図15Bに示されるように、硬化後の形状も均一になる。すなわち、硬化後の補強部10の形状を容易にコントロールすることができる。図16は、実際にシート状発泡性樹脂を用いて補強部10が形成された補強ハニカムコアの断面を示す模式図である。図16に示される例では、発泡前のシート厚が約2.5mmのシート状発泡性樹脂が用いられた。発泡後には、補強部10の厚みが約8mmに増加しており、その厚みは均一であることが確認される。
上述のようなシート状発泡性樹脂として、具体的には、Cytec Engineered Materials Incから市販されているFM 410が挙げられる。
また、ステップS21で配置される補強用樹脂13は、ステップS10で変形されたハニカムコア12の形状が維持される程度に、連続して配置されていることが好ましい。例えば、図17に示されるように、補強用樹脂13が断続的に配置された場合には、ハニカムコア12の形状が維持されにくくなる。
尚、本実施形態では、硬化された第1表皮1と補強ハニカムコア3とを接着した後に(図7C参照)、未硬化の第2表皮2により補強ハニカムコア3を覆い(図7D参照)、サンドイッチ構造体を得る場合について説明した。すなわち、第2表皮2を補強ハニカムコア3に接着させる際には、既に第1表皮1が硬化されており、第1表皮1と補強ハニカムコア3とは接着されている。このような製造方法は、Co-Bond法と呼ばれる。
この製造方法によれば、サンドイッチ構造体を加圧したときに、補強ハニカムコア3が側方から押し潰されるなどの変形が生じないので、コアクラッシュ及びリンクルの発生が抑制される。しかし、本発明は、Co-Bond法に限定されるものではない。例えば、Co-Cure法を用いた場合でも、第2表皮2を補強ハニカムコア3に接着させるときのコアクラッシュを抑制することができる。
図18Aから18Dは、Co-Cure法を用いた場合のサンドイッチパネルの製造方法を示す工程図である。Co-Cure法では、図18Aに示されるように、成形型4上に、未硬化の第1表皮1が配置される。続いて、図18Bに示されるように、補強ハニカムコア3が第1表皮1上に配置される。補強ハニカムコア3は、図示しない接着シートを介して、第1表皮1上に配置されてもよい。次に、図18Cに示されるように、未硬化の第2表皮2により補強ハニカムコア3が被覆され、サンドイッチ構造体が形成される。第2表皮2と補強ハニカムコア3との間には、図示しない接着シートが配置されてもよい。このサンドイッチ構造体において、第1表皮1及び第2表皮2は、共に未硬化である。次に、図18Dに示されるように、サンドイッチ構造体が加熱、及び加圧される。これにより、第1表皮1と第2表皮2とが、同時に、補強ハニカムコア3に接着する。Co-Cure法を用いた場合でも、補強部10によって補強ハニカムコア3のコアクラッシュが抑制される点については、Co-Bond法を用いたときと同様である。
この製造方法によれば、サンドイッチ構造体を加圧したときに、補強ハニカムコア3が側方から押し潰されるなどの変形が生じないので、コアクラッシュ及びリンクルの発生が抑制される。しかし、本発明は、Co-Bond法に限定されるものではない。例えば、Co-Cure法を用いた場合でも、第2表皮2を補強ハニカムコア3に接着させるときのコアクラッシュを抑制することができる。
図18Aから18Dは、Co-Cure法を用いた場合のサンドイッチパネルの製造方法を示す工程図である。Co-Cure法では、図18Aに示されるように、成形型4上に、未硬化の第1表皮1が配置される。続いて、図18Bに示されるように、補強ハニカムコア3が第1表皮1上に配置される。補強ハニカムコア3は、図示しない接着シートを介して、第1表皮1上に配置されてもよい。次に、図18Cに示されるように、未硬化の第2表皮2により補強ハニカムコア3が被覆され、サンドイッチ構造体が形成される。第2表皮2と補強ハニカムコア3との間には、図示しない接着シートが配置されてもよい。このサンドイッチ構造体において、第1表皮1及び第2表皮2は、共に未硬化である。次に、図18Dに示されるように、サンドイッチ構造体が加熱、及び加圧される。これにより、第1表皮1と第2表皮2とが、同時に、補強ハニカムコア3に接着する。Co-Cure法を用いた場合でも、補強部10によって補強ハニカムコア3のコアクラッシュが抑制される点については、Co-Bond法を用いたときと同様である。
また、本実施形態では、補強ハニカムコア3が曲げられている場合について説明した。しかし、補強ハニカムコア3は、必ずしも曲げられている必要はない。補強ハニカムコア3に補強部10が形成されていれば、補強部10によるコアクラッシュの抑制効果を享受できる。
また、本実施形態に係るサンドイッチパネル8は、軽くて強度が必要とされる部材に好適に用いることができ、例えば、航空機や自動車の構造部材などに用いることができる。
本願は、日本国特許出願番号JP2011-135164号に基づいて条約上の優先権を主張する。その開示内容は、参照によりここに組み込まれる。
Claims (9)
- 上面及び下面を有するハニカムコアを準備する工程と、
前記上面又は前記下面の加工後に縁部となる領域において、前記ハニカムコアの内部の表層部に、前記ハニカムコアを補強するための補強用樹脂を配置する工程と、
前記補強用樹脂を硬化させて前記ハニカムコアを所要の形状に保持し、補強ハニカムコアを得る工程と、
前記補強ハニカムコアを得る工程の後に、前記補強用樹脂が配置された領域が縁部になるように、前記補強ハニカムコアを加工する工程と
を具備する
補強ハニカムコアの製造方法。 - 上面及び下面を有するハニカムコアを準備する工程と、
前記上面又は前記下面の加工後に縁部となる領域において、前記ハニカムコアの内部の表層部に、前記ハニカムコアを補強するための補強用樹脂を配置する工程と、
前記補強用樹脂を硬化させて前記ハニカムコアを所要の形状に保持し、補強ハニカムコアを得る工程と、
前記補強ハニカムコアを得る工程の後に、前記補強ハニカムコアを、前記補強用樹脂が配置された領域が縁部になるように、加工する工程と、
前記加工する工程の後に、第1表皮と第2表皮とによって前記補強ハニカムコアを挟み、サンドイッチ構造体を形成する工程と、
前記サンドイッチ構造体を加熱・加圧し、前記第2表皮を前記補強ハニカムコアに接着させる工程と
を具備する
サンドイッチパネルの製造方法。 - 請求項2に記載されたサンドイッチパネルの製造方法であって、
前記補強用樹脂は、発泡性樹脂である
サンドイッチパネルの製造方法。 - 請求項2又は3に記載されたサンドイッチパネルの製造方法であって、
前記補強用樹脂は、シート状樹脂である
サンドイッチパネルの製造方法。 - 請求項2乃至4のいずれかに記載されたサンドイッチパネルの製造方法であって、
前記サンドイッチ構造体を形成する工程は、
前記補強ハニカムコアの上面が前記第2表皮と対向し、前記補強ハニカムコアの下面が前記第1表皮と対向するように、前記補強ハニカムコアを挟む工程を含んでいる
サンドイッチパネルの製造方法。 - 請求項2乃至5のいずれかに記載されたサンドイッチパネルの製造方法であって、
更に、
前記加工する工程は、前記補強ハニカムコアが上面から下面へ向かって広がる形状となるように、前記補強ハニカムコアの端部を加工する工程を備えている
サンドイッチパネルの製造方法。 - 請求項2乃至6のいずれかに記載されたサンドイッチパネルの製造方法であって、
前記補強用樹脂を配置する工程の前に、前記ハニカムコアを変形させる工程を更に具備し、
前記補強ハニカムコアを得る工程は、前記補強用樹脂を硬化させることにより、前記補強ハニカムコアの形状を前記変形させる工程で変形した形状に維持させる工程を含んでいる
サンドイッチパネルの製造方法。 - 請求項2乃至7のいずれかに記載されたサンドイッチパネルの製造方法であって、
前記サンドイッチ構造体を形成する工程は、
前記第1表皮として、未硬化の樹脂を含むプリプレグを準備する工程と、
前記第1表皮を硬化させる工程と、
硬化した前記第1表皮の上に前記補強ハニカムコアを載せ、前記第1表皮と前記補強ハニカムコアとを接着する工程と、
前記第1表皮と前記補強ハニカムコアとを接着する工程の後に、前記第2表皮により前記補強ハニカムコアを被覆し、前記サンドイッチ構造体を得る工程とを備えている
サンドイッチパネルの製造方法。 - 請求項2乃至7のいずれかに記載されたサンドイッチパネルの製造方法であって、
前記サンドイッチ構造体を形成する工程は、
前記第1表皮及び前記第2表皮のそれぞれとして、未硬化の樹脂を含むプリプレグを準備する工程と、
前記補強ハニカムコアを未硬化の前記第1表皮上に配置する工程と、
前記未硬化の第1表皮上に配置する工程の後に、未硬化の前記第2表皮により、前記補強ハニカムコアを被覆し、前記サンドイッチ構造体を得る工程とを備え、
前記接着させる工程は、加熱により、前記第1表皮及び前記第2表皮を、同時に、前記補強ハニカムコアに接着させる工程を含んでいる
サンドイッチパネルの製造方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011-135164 | 2011-06-17 | ||
| JP2011135164A JP5721557B2 (ja) | 2011-06-17 | 2011-06-17 | 補強ハニカムコア及びサンドイッチパネルの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012173159A1 true WO2012173159A1 (ja) | 2012-12-20 |
Family
ID=47357143
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/065167 WO2012173159A1 (ja) | 2011-06-17 | 2012-06-13 | 補強ハニカムコア及びサンドイッチパネルの製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP5721557B2 (ja) |
| WO (1) | WO2012173159A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3456624A1 (en) | 2017-09-14 | 2019-03-20 | AIRBUS HELICOPTERS DEUTSCHLAND GmbH | A composite sandwich panel with a sandwich area |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015008536A1 (ja) * | 2013-07-18 | 2015-01-22 | 日産自動車株式会社 | 繊維強化複合材料成形体とその製造方法、及びパネル材 |
| EP3152349A4 (en) | 2014-06-04 | 2018-01-10 | Bright Lite Structures Llc | Composite sandwich having a high bending stiffness |
| US10967583B2 (en) | 2015-04-03 | 2021-04-06 | Bright Lite Structures Llc | Apparatus for controllably cutting fibers and related methods |
| KR101807770B1 (ko) | 2016-01-06 | 2017-12-13 | 한국항공우주산업 주식회사 | 허니콤 샌드위치 패널 커버장치 및 이의 제작방법 |
| WO2018016273A1 (ja) * | 2016-07-22 | 2018-01-25 | 住友ベークライト株式会社 | サンドイッチパネルの製造方法、サンドイッチパネル、複合材料シートおよび湾曲状のパネル部材 |
| PL3339017T3 (pl) * | 2016-12-22 | 2021-06-14 | Outokumpu Oyj | Sposób wytwarzania zgrzewalnego wielowarstwowego kompozytu metal-polimer |
| WO2019171683A1 (ja) | 2018-03-05 | 2019-09-12 | 日本飛行機株式会社 | ハニカムサンドイッチ複合材の成形方法およびこれに用いる治具 |
| JP7034849B2 (ja) * | 2018-06-28 | 2022-03-14 | 三菱重工業株式会社 | 複合材、複合材の製造方法、及び複合材の硬化方法 |
| CN117621577A (zh) | 2018-11-19 | 2024-03-01 | 布莱特利特结构公司 | 高强度低热释放复合材料 |
| JP7535126B2 (ja) * | 2020-04-06 | 2024-08-15 | 帝人株式会社 | 乗り物構成要素ユニットおよび乗り物構成要素ユニットを製造するための方法 |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6118831U (ja) * | 1984-07-09 | 1986-02-03 | ポリウレタン化成株式会社 | 軽量ボ−ド |
| JPH01171935A (ja) * | 1987-12-28 | 1989-07-06 | Toyota Motor Corp | ハニカムサンドイッチ構造体の製造方法 |
| JPH0454837U (ja) * | 1990-09-17 | 1992-05-11 | ||
| JPH05185542A (ja) * | 1992-01-10 | 1993-07-27 | Honda Motor Co Ltd | 多層ハニカムコアを有する構造体及びその製造方法 |
| JPH05237953A (ja) * | 1992-02-26 | 1993-09-17 | Showa Aircraft Ind Co Ltd | 曲面ハニカムパネルの製造方法 |
| JPH06901A (ja) * | 1992-06-18 | 1994-01-11 | Yokohama Rubber Co Ltd:The | ハニカムサンドイッチパネルの製造方法 |
| JPH07144381A (ja) * | 1993-05-13 | 1995-06-06 | Ciba Geigy Ag | 発泡性接着剤を使用して耐久性を向上させることからなるハネカムサンドイッチ構造物の近接表面強化 |
| JPH07180328A (ja) * | 1993-12-21 | 1995-07-18 | Daiken Trade & Ind Co Ltd | 畳 床 |
| JPH09131788A (ja) * | 1995-11-13 | 1997-05-20 | Jamco Corp | ハニカムパネルの加工方法 |
| JP2006138040A (ja) * | 2004-11-12 | 2006-06-01 | Nippon Steel Composite Co Ltd | 繊維強化複合材製ヘルドフレーム |
| JP2010208269A (ja) * | 2009-03-12 | 2010-09-24 | Ibiken Kk | 複合化粧パネル、及び複合化粧パネルにおける化粧縁部材の貼着方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2829761B2 (ja) * | 1990-02-26 | 1998-12-02 | 昭和飛行機工業株式会社 | ハニカムコアの切削加工方法 |
| JPH0644679Y2 (ja) * | 1990-09-17 | 1994-11-16 | 本田技研工業株式会社 | ハニカムコア端部の補強構造 |
| JPH06179195A (ja) * | 1992-12-14 | 1994-06-28 | Fuji Heavy Ind Ltd | ハニカムコアの切削加工方法 |
| JP4459413B2 (ja) * | 2000-08-22 | 2010-04-28 | 本田技研工業株式会社 | ハニカムコアの切削加工方法 |
-
2011
- 2011-06-17 JP JP2011135164A patent/JP5721557B2/ja active Active
-
2012
- 2012-06-13 WO PCT/JP2012/065167 patent/WO2012173159A1/ja active Application Filing
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6118831U (ja) * | 1984-07-09 | 1986-02-03 | ポリウレタン化成株式会社 | 軽量ボ−ド |
| JPH01171935A (ja) * | 1987-12-28 | 1989-07-06 | Toyota Motor Corp | ハニカムサンドイッチ構造体の製造方法 |
| JPH0454837U (ja) * | 1990-09-17 | 1992-05-11 | ||
| JPH05185542A (ja) * | 1992-01-10 | 1993-07-27 | Honda Motor Co Ltd | 多層ハニカムコアを有する構造体及びその製造方法 |
| JPH05237953A (ja) * | 1992-02-26 | 1993-09-17 | Showa Aircraft Ind Co Ltd | 曲面ハニカムパネルの製造方法 |
| JPH06901A (ja) * | 1992-06-18 | 1994-01-11 | Yokohama Rubber Co Ltd:The | ハニカムサンドイッチパネルの製造方法 |
| JPH07144381A (ja) * | 1993-05-13 | 1995-06-06 | Ciba Geigy Ag | 発泡性接着剤を使用して耐久性を向上させることからなるハネカムサンドイッチ構造物の近接表面強化 |
| JPH07180328A (ja) * | 1993-12-21 | 1995-07-18 | Daiken Trade & Ind Co Ltd | 畳 床 |
| JPH09131788A (ja) * | 1995-11-13 | 1997-05-20 | Jamco Corp | ハニカムパネルの加工方法 |
| JP2006138040A (ja) * | 2004-11-12 | 2006-06-01 | Nippon Steel Composite Co Ltd | 繊維強化複合材製ヘルドフレーム |
| JP2010208269A (ja) * | 2009-03-12 | 2010-09-24 | Ibiken Kk | 複合化粧パネル、及び複合化粧パネルにおける化粧縁部材の貼着方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3456624A1 (en) | 2017-09-14 | 2019-03-20 | AIRBUS HELICOPTERS DEUTSCHLAND GmbH | A composite sandwich panel with a sandwich area |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5721557B2 (ja) | 2015-05-20 |
| JP2013001006A (ja) | 2013-01-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5721557B2 (ja) | 補強ハニカムコア及びサンドイッチパネルの製造方法 | |
| US10399307B2 (en) | Reinforced composite structure | |
| JP4890642B2 (ja) | 運送車両用の一体型複合素材からなる車体及びその製造方法 | |
| KR102197337B1 (ko) | 안정화 부재를 구비한 복합 구조물 | |
| US6698484B1 (en) | Method for reducing core crush | |
| EP3521009B1 (en) | Fire-resistant, gas permeable decorative laminate | |
| CN111989214A (zh) | 复合材料结构体的成型方法 | |
| JP4918567B2 (ja) | 衝撃吸収構造体およびその製造方法 | |
| JP2009520611A (ja) | 複合パネル | |
| EP2719522B1 (en) | Composite structure core crush prevention | |
| US8016072B2 (en) | Composite headliner with improved acoustic performance | |
| JP6112178B2 (ja) | サンドイッチパネルおよびサンドイッチパネルの製造方法 | |
| CA2841912C (en) | Stabilising the honeycomb core for sandwich components | |
| JP5247255B2 (ja) | ハニカムサンドイッチパネルおよびその製造方法 | |
| WO2020138473A1 (ja) | プリフォームの製造方法および複合材料成形品の製造方法ならびに型 | |
| JP2019127259A (ja) | 車両用成形天井材及びその製造方法 | |
| US9802382B2 (en) | Honeycomb structural body and method of manufacturing honeycomb structural body | |
| WO2020262483A1 (ja) | ハニカム積層体とその製造方法 | |
| WO2014078496A2 (en) | Expanding foam core prepreg | |
| JP2005047180A (ja) | ハニカムサンドイッチパネルの製造方法 | |
| JP7034849B2 (ja) | 複合材、複合材の製造方法、及び複合材の硬化方法 | |
| WO2015008536A1 (ja) | 繊維強化複合材料成形体とその製造方法、及びパネル材 | |
| JP2004306455A (ja) | 複合材料ハニカムサンドイッチ構造の製造方法 | |
| JP2019077061A (ja) | 樹脂構造体及びその製造方法 | |
| JP2003205559A (ja) | ハニカムパネルの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12800788 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 12800788 Country of ref document: EP Kind code of ref document: A1 |