WO2012147737A1 - Tungsten carbide-based sinter and abrasion-resistant members using same - Google Patents
Tungsten carbide-based sinter and abrasion-resistant members using same Download PDFInfo
- Publication number
- WO2012147737A1 WO2012147737A1 PCT/JP2012/060963 JP2012060963W WO2012147737A1 WO 2012147737 A1 WO2012147737 A1 WO 2012147737A1 JP 2012060963 W JP2012060963 W JP 2012060963W WO 2012147737 A1 WO2012147737 A1 WO 2012147737A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- tungsten carbide
- sintered body
- volume
- phase
- group
- Prior art date
Links
Images














Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B11/00—Pressing molten glass or performed glass reheated to equivalent low viscosity without blowing
- C03B11/06—Construction of plunger or mould
- C03B11/08—Construction of plunger or mould for making solid articles, e.g. lenses
- C03B11/084—Construction of plunger or mould for making solid articles, e.g. lenses material composition or material properties of press dies therefor
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/515—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics
- C04B35/56—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides
- C04B35/5607—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides based on refractory metal carbides
- C04B35/5626—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides based on refractory metal carbides based on tungsten carbides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/64—Burning or sintering processes
- C04B35/645—Pressure sintering
- C04B35/6455—Hot isostatic pressing
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C29/00—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides
- C22C29/02—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides based on carbides or carbonitrides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F5/00—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product
- B22F2005/001—Cutting tools, earth boring or grinding tool other than table ware
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F5/00—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product
- B22F2005/002—Tools other than cutting tools
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B2215/00—Press-moulding glass
- C03B2215/02—Press-mould materials
- C03B2215/05—Press-mould die materials
- C03B2215/07—Ceramic or cermets
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/38—Non-oxide ceramic constituents or additives
- C04B2235/3817—Carbides
- C04B2235/3839—Refractory metal carbides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/38—Non-oxide ceramic constituents or additives
- C04B2235/3817—Carbides
- C04B2235/3839—Refractory metal carbides
- C04B2235/3843—Titanium carbides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/38—Non-oxide ceramic constituents or additives
- C04B2235/3817—Carbides
- C04B2235/3839—Refractory metal carbides
- C04B2235/3847—Tungsten carbides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/38—Non-oxide ceramic constituents or additives
- C04B2235/3852—Nitrides, e.g. oxynitrides, carbonitrides, oxycarbonitrides, lithium nitride, magnesium nitride
- C04B2235/3856—Carbonitrides, e.g. titanium carbonitride, zirconium carbonitride
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/38—Non-oxide ceramic constituents or additives
- C04B2235/3852—Nitrides, e.g. oxynitrides, carbonitrides, oxycarbonitrides, lithium nitride, magnesium nitride
- C04B2235/3886—Refractory metal nitrides, e.g. vanadium nitride, tungsten nitride
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/80—Phases present in the sintered or melt-cast ceramic products other than the main phase
Definitions
- the present invention relates to an improved tungsten carbide-based sintered body and a wear-resistant member using the same.
- the cemented carbide is manufactured by a powder metallurgy method in which carbide and iron group metal powders as raw materials are pulverized and mixed, and then pressed and heated to sinter. In the heating process during sintering, the iron group metal is first melted to generate a liquid phase, the flow of which causes rearrangement of the solid phase particles, and then dissolution of the solid phase particles into the liquid phase occurs. Thereafter, precipitation, growth and coalescence of solid phase particles occur in the cooling process, and a cemented carbide consisting of a columnar carbide particle phase and an iron group metal phase as a connective structure is formed.
- Patent Document 1 vanadium carbide (VC) or chromium carbide (Cr 3 C 2 ) having an effect of suppressing grain growth of tungsten carbide as an additive (see, for example, Patent Document 1).
- the first phase is WC
- the second phase is a double coal (nitride) containing Ti and W as main components
- the binder phase metal exists as a third phase double coal (nitride).
- a sintered alloy having a three-phase mixed structure is disclosed.
- Ni is 0.02 to 0.5% by weight, and one or more of carbides, nitrides, and carbonitrides of transition metals of Groups 4, 5, and 6 of the periodic table are 0.1 to 5%. 0.0% by weight, the balance being a sintered body composed of tungsten carbide and inevitable impurities, the microstructure is composed of a hard phase, a binder phase, and a reaction phase, and when the area ratio of the reaction phase is S (%), 0.1% Disclosed is a glass optical element molding die member in which P ⁇ 0.1, where ⁇ S ⁇ 2 and the porosity is P (%).
- Patent Document 4 1 to 15% by weight of one or more selected from iron group metals as a binder phase component, and carbides, nitrides of Group 4, 5, and 6 metals in the periodic table as solid solution phase components 1 to 20% by weight of a solid solution, carbonitride, or a solid solution thereof, and the balance is composed of a hard phase component and inevitable impurities of tungsten carbide, and the solid solution phase component is distributed substantially evenly inside the member,
- a cemented carbide member is disclosed in which the solid solution phase component is continuously reduced in the surface portion of the member in a region where the solid solution phase component is distributed substantially uniformly.
- Patent Document 5 discloses a tungsten carbide phase, a solid solution phase composed of at least two kinds of carbides selected from the group of metals of Groups 4, 5, and 6 of the periodic table, nitrides and carbonitrides, and at least one kind of iron. And a Zr—Nb solid solution phase containing at least Zr and Nb as a solid solution phase. The average particle size d of the Zr—Nb solid solution phase with respect to the average particle size d 1 of the tungsten carbide phase.
- a cemented carbide having a ratio of 2 (d 2 / d 1 ) of 0.5 to 2 is disclosed.
- the cemented carbide described in Patent Document 1 lacks chemical stability when the temperature is particularly high because the compounds of Group 4 elements, Group 5 elements, and Group 6 elements do not contain nitrogen. Has the problem.
- the compounds of Group 4 elements, Group 5 elements, and Group 6 elements that do not contain nitrogen are the same as in Patent Document 1 above.
- the WC content is low, so the fracture toughness is as low as 74.5% or less, so the toughness of WC is sufficiently increased. Cannot be used, and its application is extremely limited.
- the cemented carbide described in Patent Document 3 has a relatively large carbonitride raw material powder size of 1 to 2 ⁇ m, and therefore does not have a sufficient function of suppressing WC crystal growth, and has sufficient hardness and strength. I can't get it. Since the composition and physical properties of the cemented carbide member described in Patent Document 4 differ depending on the location of the sintered body, the wear-resistant member that is the main object of the present invention is limited in its use, such as life Prediction is also difficult.
- the cemented carbide described in Patent Document 5 does not show an example of containing nitrogen, and has the same problem as in References 1 and 2.
- the present invention has been made in view of such circumstances, and has a high grain growth suppressing effect on tungsten carbide, and has a tungsten carbide-based sintered body excellent in chemical durability such as corrosion resistance in addition to mechanical strength and the same. It aims at providing wear-resistant members, such as a head part for used application tools, a cutting blade, a cutter blade, a lens type, and a seal ring.
- the present invention provides a tungsten carbide-based sintered body described in the following (1) to (11) and a wear-resistant member described in the following (12) and (13).
- a main component is a carbonitride of one or more elements selected from the group consisting of a first phase mainly composed of tungsten carbide and a group 4 element, a group 5 element, and a group 6 element.
- the first phase tungsten carbide 0.01 volume% or more and less than 4 volume% of the total volume of the sintered body is an iron group element, a group 4 element, a group 5 element, and a group 6 element
- the tungsten carbide-based sintered body according to any one of 10 (12) A wear-resistant member using the tungsten carbide-based sintered body according to any one of (1) to (11). (13) The wear resistant member according to (12), which is any one of a coating tool head, a cutting blade, a lens mold, a seal ring, and a cutting tool.
- Group 4 element means any of titanium (Ti), zirconium (Zr), and hafnium (Hf), and “Group 5 element” means vanadium (V), niobium.
- Group 6 element refers to any of chromium (Cr), molybdenum (Mo), and tungsten (W).
- the “iron group element” refers to any of iron (Fe), cobalt (Co), and nickel (Ni).
- the tungsten carbide-based sintered body of the present invention one or a plurality of types selected from the group consisting of Group 4 elements, Group 5 elements and Group 6 elements used for forming the second phase which is the binder phase
- Elemental carbonitride has a high grain growth inhibitory effect on tungsten carbide and can easily produce fine particles having a fine particle size. Therefore, the tungsten carbide-based sintered body of the present invention manufactured using such a carbonitride as a raw material has a dense structure in which grain growth of tungsten carbide is effectively suppressed and does not include coarse particles.
- it is excellent in corrosion resistance and toughness as compared with those using an iron group metal such as cobalt as a binder phase.
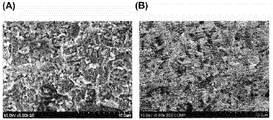
- (A) is a SEM image (SE) of the fracture surface of the tungsten carbide-based sintered body obtained in Example 1 (addition of 2% by volume of (Ti, W) (C, N)),
- (B) is It is a SEM image (BSE) of the polished surface of the tungsten carbide based sintered body.
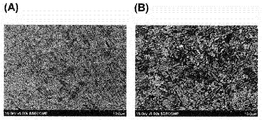
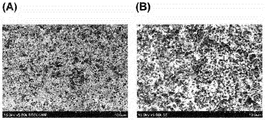
- (A) is an SEM image (SE) of a fracture surface of a tungsten carbide based sintered body (VC—Cr 3 C 2 —WC) not containing carbonitride
- (B) is the tungsten carbide based sintered body ( It is a SEM image (BSE) of the polished surface of (VC—Cr 3 C 2 —WC).
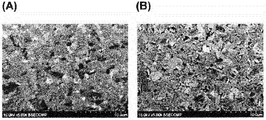
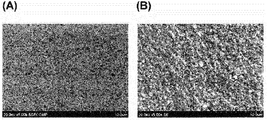
- (A) is the SEM image (SE) of the fracture surface of the tungsten carbide-based sintered body obtained in Example 2, and (B) is the SEM image (BSE) of the polished surface of the tungsten carbide-based sintered body. is there.
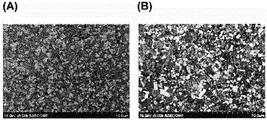
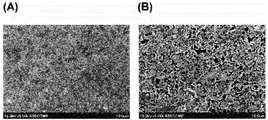
- (A) is a SEM image (SE) of the fracture surface of the tungsten carbide-based sintered body obtained in Example 3 (with vanadium carbide (1% by volume) added), and (B) is the same tungsten carbide-based sintered material. It is a SEM image (BSE) of the grinding
- (A) is the SEM image (SE) of the fracture surface of the tungsten carbide based sintered body obtained in Example 3 (added with chromium carbide (0.7% by volume) and niobium carbide (0.3% by volume)).
- (B) is an SEM image (BSE) of the polished surface of the tungsten carbide based sintered body.
- (A) is an SEM image (BSE) of the polished surface of the tungsten carbide-based sintered body obtained in Example 4 (0.5% by volume of (Ti, W) (C, N) added),
- (B ) Is an SEM image (BSE) of the corroded surface of the tungsten carbide based sintered body.
- (A) is an SEM image (BSE) of the polished surface of the tungsten carbide based sintered body obtained in Example 4 (addition of 1% by volume of (Ti, W) (C, N)), (B) It is a SEM image (BSE) of the corroded surface of the tungsten carbide based sintered body.
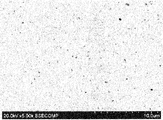
- (A) is a SEM image (BSE) of the polished surface of the tungsten carbide-based sintered body obtained in Example 4 (addition of 2% by volume of (Ti, W) (C, N)), and
- (B) is It is a SEM image (BSE) of the corroded surface of the tungsten carbide based sintered body.
- (A) is a SEM image (BSE) of the polished surface of the tungsten carbide-based sintered body obtained in Example 4 (15% by volume of (Ti, W) (C, N) added), and (B) is It is a SEM image (BSE) of the corroded surface of the tungsten carbide based sintered body.
- (A) is an SEM image (BSE) of the polished surface of the tungsten carbide based sintered body obtained in Example 4 (addition of 30% by volume of (Ti, W) (C, N)),
- (B) It is a SEM image (BSE) of the corroded surface of the tungsten carbide based sintered body.
- (A) is an SEM image (BSE) of the polished surface of the tungsten carbide based sintered body obtained in Example 4 (0.5% by volume of (Ti, Mo) (C, N) added), (B ) Is an SEM image (BSE) of the corroded surface of the tungsten carbide based sintered body.
- (A) is a SEM image (BSE) of the polished surface of the tungsten carbide based sintered body obtained in Example 4 (addition of 1% by volume of (Ti, Mo) (C, N)),
- (B) It is a SEM image (BSE) of the corroded surface of the tungsten carbide based sintered body.
- (A) is an SEM image (BSE) of the polished surface of the tungsten carbide-based sintered body obtained in Example 4 (addition of 2% by volume of (Ti, Mo) (C, N)), and (B) is It is a SEM image (BSE) of the corroded surface of the tungsten carbide based sintered body.
- (A) is an SEM image (BSE) of the polished surface of the tungsten carbide-based sintered body obtained in Example 4 (addition of 15% by volume of (Ti, Mo) (C, N)),
- (B) It is a SEM image (BSE) of the corroded surface of the tungsten carbide based sintered body.
- (A) is a SEM image (BSE) of the polished surface of the tungsten carbide-based sintered body obtained in Example 4 (addition of 30% by volume of (Ti, Mo) (C, N)), and (B) is It is a SEM image (BSE) of the corroded surface of the tungsten carbide based sintered body. It is a SEM image (BSE) of the polished surface of the tungsten carbide based sintered body obtained in Example 5 (Co addition amount 1 vol%, (Ti, Mo) (C, N) added 2 vol%)).
- (A) is the SEM image (BSE) of the polished surface of the tungsten carbide-based sintered body obtained in Example 6 (5% by volume of (Ti, W) (C, N) added), (B) It is a SEM image (BSE) of the corroded surface of the tungsten carbide based sintered body.
- (A) is a SEM image (BSE) of the polished surface of the tungsten carbide based sintered body obtained in Example 6 (addition of 2% by volume of (Ti, Mo) (C, N)),
- (B) is It is a SEM image (BSE) of the corroded surface of the tungsten carbide based sintered body.
- A is an SEM image (BSE) of the polished surface of the tungsten carbide-based sintered body obtained in Example 6 (5% by volume of (Ti, Mo) (C, N) added), (B) It is a SEM image (BSE) of the corroded surface of the tungsten carbide based sintered body.
- A) is an SEM image (BSE) of the polished surface of the tungsten carbide based sintered body obtained in Example 7 (addition of 2% by volume of (Ti, Mo) (C, N)), (B) It is a SEM image (BSE) of the corroded surface of the tungsten carbide based sintered body.
- tungsten carbide-based sintered body is mainly composed of tungsten carbide.
- carbonitride group 4 element, group 5 element and group 6 element
- the volume fraction of the second phase is 0.01 volume% or more and less than 40 volume% of the total volume of the sintered body, and the first phase exceeds the remaining volume, that is, 60 volume% of the total volume of the sintered body. .99% by volume or less. If the volume fraction of the second phase is less than 0.01% by volume of the total volume of the sintered body, the grain growth of tungsten carbide cannot be sufficiently suppressed, and sufficient mechanical properties cannot be obtained. Further, when the volume fraction of the second phase is 40% by volume or more of the total volume of the sintered body, the toughness and strength, particularly toughness, are significantly reduced.
- the volume fraction of each phase can be determined by any known method such as analysis of the in-plane distribution of each phase by image analysis of an electron microscope image, or analysis of the in-plane distribution of constituent elements using EPMA (X-ray probe microanalyzer). It can be determined using methods and apparatus.
- the volume fraction of the second phase is 0.01 volume% or more and less than 40 volume% of the total volume of the sintered body, and is appropriately adjusted according to the application, required mechanical characteristics, and the like.
- the volume fraction of the second phase is preferably 0.5 volume% or more and 5 volume% or less of the total volume of the sintered body.
- the in-plane distribution can be obtained from the electron microscope image, but the crystal particles constituting the second phase having a low volume fraction are separated from each other. Therefore, the average particle diameter can be measured by image analysis. Since the crystal particles are not necessarily spherical, for example, the area of each particle is obtained by counting the number of pixels corresponding to each particle from the binarized image, and the diameter of a circle having the same area as that particle is obtained. The particle diameter of each crystal particle is determined using a method such as setting the particle diameter of the particle. A preferable range of the average particle diameter of the crystal grains constituting the second phase is 0.03 to 1.1 ⁇ m.
- the fracture mode of the sintered body is dominated by intragranular fracture, so the fracture strength is half the grain size.
- the average grain size of the crystal grains be as small as possible within the above range in order to obtain a tungsten carbide-based sintered body having excellent mechanical characteristics.
- the grain size of the tungsten carbide crystal particles constituting the first phase is also It can be determined in the same manner as in the case of the second phase, and even when the tungsten carbide crystal particles are in contact with each other, it is possible to observe the crystal grain boundary due to the difference in crystal orientation, etc. by the corrosion treatment with alkali, etc. By doing so, the particle size of the crystal particles can be determined.
- the preferable particle diameter of the tungsten carbide crystal particles is 0.05 to 1 ⁇ m, and the more preferable particle diameter is 0.05 to 0.4 ⁇ m.
- the second phase may be composed only of the carbonitride, but may contain impurities in the raw material and inevitable impurities caused by impurities mixed in the manufacturing process.
- the first phase may contain unavoidable impurities other than tungsten carbide (WC). However, since such impurities are pushed out to the grain boundary portion as the tungsten carbide crystal grains grow, the first phase is usually used.
- One phase consists only of substantially pure tungsten carbide.
- Carbonitrides constituting the second phase are Group 4 elements, Group 5 elements and Group 6 elements, that is, titanium (Ti), zirconium (Zr), hafnium (Hf), vanadium (V), niobium ( It contains one or more elements selected from the group consisting of Nb), tantalum (Ta), chromium (Cr), molybdenum (Mo) and tungsten (W).
- the carbonitride preferably contains Ti as an element selected from the group consisting of Group 4 elements, Group 5 elements and Group 6 elements.
- Specific examples of the carbonitride constituting the second phase include (Ti, W) (C, N), (Ti, Mo) (C, N), and the like.
- x When the molar fraction of carbon and nitrogen contained in carbonitride is x: (1-x), x is 0.2 or more and 0.8 or less, preferably 0.3 or more and 0.7 or less. It is. When x exceeds 0.8, the effect of suppressing grain growth is slightly reduced. On the other hand, if x is less than 0.2, the effect of suppressing grain growth is not significantly affected, but the thermal conductivity is remarkably lowered, so that it is not suitable for use at high temperatures, and the raw material powder is manufactured and obtained. Becomes extremely difficult.
- the tungsten carbide-based sintered body is manufactured by mixing raw material powder, press-molding it into a predetermined shape, and firing it.
- tungsten carbide and carbonitride can be used as raw materials produced by any known method.
- the mixing ratio of tungsten carbide and carbonitride is appropriately adjusted so that the volume fraction of the first phase and the second phase in the obtained sintered body is within a desired range.
- the volume fraction of tungsten carbide and carbonitride powder is, for example, that the former exceeds 80% by volume of the total volume of the sintered body and 99.9% by volume or less, and the latter is 0.01% by volume of the total volume of the sintered body. More than 20% by volume.
- the raw material powder can be mixed using any known method and apparatus such as a planetary ball mill.
- the rotation speed and mixing time of the ball mill can be appropriately adjusted so that a uniform mixture is obtained.
- the rotational speed of the planetary ball mill is set to about 150 rpm for mixing only and about 350 rpm for grinding, and mixing is performed for about 24 to 72 hours.
- a solvent such as methanol may be added as a solvent during mixing.
- the mixed raw material powder is put into a mold or the like and pressed (for example, 100 to 300 MPa) to be pressure-molded into a predetermined shape.
- a binder such as paraffin may be added, for example, about 3% by weight of the raw material powder in order to enhance the binding property.
- the raw material powder after molding is sintered to obtain a tungsten carbide-based sintered body.
- the sintering temperature is, for example, 1500 to 2000 ° C., depending on the type of carbonitride used as a raw material. If necessary, after degreasing and pre-sintering at a temperature of about 800 ° C., machining may be performed, and then main sintering may be performed at the above temperature. Further, after sintering, HIP (hot isostatic pressing) may be performed in an inert atmosphere such as argon or nitrogen to remove voids in the sintered structure.
- HIP hot isostatic pressing
- the tungsten carbide-based sintered body among the first phase tungsten carbides, 0.01% by volume or more and less than 4% by volume of the total volume of the sintered body is an iron group element, a group 4 element, a group 5 element, and It may be substituted with a third phase mainly composed of a composite carbide and / or composite carbonitride of one or more elements selected from the group consisting of Group 6 elements. That is, in the tungsten carbide-based sintered body having the three-phase system as described above, the volume fraction of the second phase is 0.01 volume% or more and less than 40 volume% of the total volume of the sintered body.
- the volume fraction of the phase is 0.01 volume% or more and less than 4 volume% of the total volume of the sintered body, and the first phase exceeds the remainder, that is, 56 volume% of the total volume of the sintered body, and 99.98. % By volume or less. If the volume fraction of the third phase is less than 0.01% by volume relative to the total volume of the sintered body, the presence of the third phase cannot be confirmed by observation, and if it exceeds 4% by volume of the total volume of the sintered body, Since the expansion coefficient becomes large, it is difficult to use for applications where the coefficient of thermal expansion is limited, such as a lens mold or a coating tool.
- the third phase may contain an iron group element. In this case, it is preferable that at least cobalt is contained.
- Cobalt has good wettability at high temperatures with tungsten carbide, has the effect of improving the sinterability, suppressing the occurrence of unevenness in the sintered body, and improving the mechanical properties. Moreover, when only nickel or iron is added as an iron group element, it becomes difficult to control the amount of carbon. For the above reason, cobalt is preferable as the iron group element contained in the sintered body.
- the tungsten carbide-based sintered body composed of the above three-phase system is the above two-phase system except that an iron group metal source (iron group metal or a salt thereof: for example, metallic cobalt or cobalt salt) is further used as a raw material. Since it can be manufactured using the same raw material and method as the tungsten carbide based sintered body made of, detailed description is omitted here.
- an iron group metal source iron group metal or a salt thereof: for example, metallic cobalt or cobalt salt
- the volume fraction of the third phase can be adjusted by appropriately changing the blending ratio of the iron group metal source used as a raw material according to the use of the sintered body and the required properties. For example, when it is necessary to ensure the bending strength of the sintered body, the preferred volume fraction of the third phase is 0.2% by volume or less of the total volume of the sintered body.
- the physical properties of the sintered body can be significantly changed by adjusting the volume fraction of the second phase.
- the sintered body has a thermal expansion coefficient (preferably a desired clearance is obtained by balancing with peripheral members using a binderless cemented carbide which is currently mainstream. 4.8 to 5.3 ppm) and corrosion resistance to glass.
- the iron group element including cobalt may be present in the form of substituting part or all of the third phase as a metal phase, but complex carbides with groups 4, 5, and 6 in the third phase (for example, W 3 Co 3 C), composite nitride, or composite carbonitride.
- a carbide of one or more elements selected from the group consisting of Group 4, Group 5 and Group 6 elements may be added as a raw material.
- the carbide is included as a component of the third phase.
- the carbide may be present in a form in which the carbide is dispersed in the second phase.
- the tungsten carbide-based sintered body composed of a three-phase system as in the case of the two-phase system, an analysis of the in-plane distribution of each phase by image analysis of an electron microscope image and an EPMA (X-ray probe microanalyzer) were used.
- the volume fraction of each phase can be obtained from analysis of in-plane distribution of constituent elements.
- the mechanical properties of the tungsten carbide-based sintered body obtained as described above can be measured according to a conventional method.
- Specific examples of the mechanical properties include normal temperature or high temperature hardness (Rockwell hardness and Vickers hardness), fracture toughness (K1c), bending strength (bending strength), volumetric thermal expansion coefficient, and the like.
- the tungsten carbide-based sintered body according to one embodiment of the present invention can be suitably used for wear-resistant members such as a coating tool head, a cutting blade, a cutter blade, a lens mold, and a seal ring.
- Example 1 Production of tungsten carbide based sintered body (1) Put tungsten carbide and (Ti, W) (C, N) powder (see Table 1 for carbon nitride addition amount (volume%)) into a ball mill (ball material is low cobalt cemented carbide) and add methanol. And pulverized and mixed for 96 hours. After evaporating methanol, hot pressing was performed in an Ar atmosphere at a pressure of 25 to 30 MPa and 1700 to 1900 ° C., and then HIP treatment was performed in an Ar atmosphere at 1700 ° C. and 180 MPa. In order to selectively increase the nitrogen mole fraction of carbonitride, the atmosphere during HIP treatment may be a mixed atmosphere of Ar and N 2 .
- Rockwell hardness (HRA) and Vickers hardness (Hv), fracture toughness (plane strain fracture toughness: K1c) and bending strength (TRS) at room temperature of the obtained tungsten carbide-based sintered body were JIS, respectively. It was measured according to Z 2245, JIS Z 2244, JIS G 0202, and JIS Z 2203.
- Table 1 shows the relationship between the amount of (Ti, W) (C, N) added (volume% with respect to the total volume of the sintered body: the same applies hereinafter) and the mechanical properties of the sintered body.
- an SEM image (SE) of a fracture surface of a tungsten carbide-based sintered body obtained from a raw material added with 2.0% by volume of (Ti, W) (C, N) and an SEM image (BSE) of a polished surface They are shown in FIGS. 1 (A) and (B), respectively.
- the “TC amount” represents the total carbon amount, and the relative density is a relative value when the theoretical density on the powder composition of (Ti, W) (C, N) is 100% (the same applies hereinafter).
- the obtained tungsten carbide based sintered body has high hardness, fracture toughness and bending strength. It can also be seen that the bending strength reaches the peak value when the amount of carbonitride added is 1.0 to 5.0% by volume.
- FIGS. 1A and 1B the presence of a plurality of phases having different colors is shown, but the black portion is a carbonitride phase (second phase), and the dark ash and light ash portions are It is a tungsten carbide (WC) phase (first phase).
- FIGS. 2A and 2B show an SEM image (SE) of a fracture surface of a tungsten carbide-based sintered body (VC—Cr 3 C 2 —WC) containing no carbonitride and a polished surface.
- SEM images (BSE) are shown, the grain growth of tungsten carbide is suppressed by the addition of (Ti, W) (C, N) by comparing these with FIGS. 1 (A) and (B). It was strongly suggested that it contributed to the improvement of physical characteristics. Further, when the average particle size of the second phase was measured, it was found to be a minimum of 0.03 ⁇ m to a maximum of 0.4 ⁇ m.
- Example 2 Production of a tungsten carbide-based sintered body (2) A sintered body was produced under the same conditions as in Example 1 except that (Ti, Mo) (C, N) was used as the metal carbonitride. Table 2 shows the relationship between the amount of carbonitride added (volume%) and the mechanical properties of the obtained sintered body. Further, the SEM image (SE) of the fracture surface and the SEM image (BSE) of the polished surface of the tungsten carbide-based sintered body obtained from the raw material added with 15% by volume of (Ti, Mo) (C, N), respectively, It shows to FIG. 3 (A) and (B).
- SE SEM image
- BSE SEM image
- the obtained tungsten carbide-based sintered body is found to have high hardness, fracture toughness, and bending strength.
- FIGS. 5 and 6 the existence of three phases having different color tones is clearly shown. From the measurement results of the in-plane distribution of each element using EPMA, dark gray to black portions are (Ti, Mo). (C, N) as the main component (second phase) (particularly, the portion rich in Ti and N is black), and the light gray portion is the phase (first phase) mainly containing tungsten carbide. 1 phase). From the comparison between FIGS. 3 (A) and 3 (B) and FIGS.
- the grain growth of tungsten carbide is also suppressed by the addition of (Ti, Mo) (C, N).
- the range in which the physical properties are excellent is a range in which the amount of carbonitride added is 0.5 to 5.0% by volume.
- (Ti, Mo) (C, N) has a higher grain growth inhibiting effect than (Ti, W) (C, N), and the effect is remarkable even in a small amount. .
- Example 3 Production of tungsten carbide based sintered body (3) The same conditions as in Example 1 except that (Ti, W) (C, N) (2% by volume) was used as the metal carbonitride, and metal carbide (see Table 3 for types and addition amounts) was added as necessary. A sintered body was produced below. Table 3 shows the relationship between the metal carbide and its addition amount (% by volume) and the mechanical properties of the sintered body. 4A and 4B show the SEM image (SE) of the fracture surface and the SEM image (BSE) of the polished surface of the tungsten carbide-based sintered body obtained from the raw material to which vanadium carbide (1% by volume) is added.
- SE SEM image
- BSE SEM image
- the obtained tungsten carbide-based sintered body is found to have high hardness, fracture toughness and bending strength. 4 (A) and 4 (B) and FIG. 5 (A), it can be seen that these sintered bodies are also composed of two phases having different colors.
- FIG. 5B a dark black structure is observed in a region corresponding to the second phase containing carbonitride as a main component, but the distribution of tungsten and carbon is relatively small from the results of EPMA measurement. Is considered part.
- vanadium carbide (VC) which is usually added as a grain growth inhibitor together with carbonitride, the grain growth inhibiting effect becomes more remarkable. Even when chromium carbide (Cr 3 C 2 ) that maintains high temperature characteristics (especially oxidation resistance) is added, the high temperature characteristics can be improved while maintaining other characteristics.
- Example 4 Production of tungsten carbide based sintered body (4) Tungsten carbide and (Ti, W) (C, N) or (Ti, Mo) (C, N) powder (see Tables 4 and 5 for carbon nitride addition amount (volume%)) ball ball (ball material) Was added to low-cobalt cemented carbide), methanol was added, and pulverized and mixed for 96 hours. After evaporation of methanol, about 3% of paraffin was added, pressed at a pressure of 100 MPa, presintered and degreased at 700 to 800 ° C. under normal pressure, and then main sintered at 1900 to 2100 ° C. .
- Tables 4 and 5 show the relationship between the amount of carbonitride added (% by volume) and the mechanical properties of the obtained sintered body. Further, carbonization obtained from a raw material to which (Ti, W) (C, N) is added in an amount of 0.5% by volume, 1% by volume, 2% by volume, 15% by volume, and 30% by volume of the total volume of the sintered body.
- the polished SEM image (BSE) and the corroded SEM image (BSE) of the tungsten-based sintered body are respectively shown in FIGS. 6 (A) and (B), FIGS. 7 (A) and (B), and FIG. 8 ( A) and (B), FIGS. 9A and 9B, and FIGS.
- (Ti, Mo) (C, N) is added to 0.5% of the total volume of the sintered body.
- SEM image (BSE) of polished surface and SEM image (BSE) of corroded surface of tungsten carbide based sintered body obtained from raw materials added by volume%, 1 volume%, 2 volume%, 15% volume%, and 30 volume% 11 (A) and (B), FIG. 12 (A) and (B), FIG. 13 (A) and (B), respectively.
- the obtained sintered body has grain growth of tungsten carbide crystal grains. Is suppressed, and it can be seen that it has sufficiently high Rockwell hardness and Vickers hardness. Further, as a result of elemental mapping, it was found that Co mixed at the stage of mixing does not exist alone but exists as carbonitride containing W. The amount was 0.10% by volume of the whole.
- Example 5 Production of tungsten carbide based sintered body (5) Tungsten carbide, (Ti, Mo) (C, N) and cobalt (Co) powder (see Table 6 for carbonitride addition (volume%) and cobalt addition (wt%) see Table 6)
- the material was put in a low cobalt cemented carbide), methanol was added, and pulverized and mixed for 96 hours. After evaporating methanol, about 2.2% of paraffin was added, hot pressing was performed at 1530 ° C. in an Ar atmosphere, and then HIP treatment was performed at 1340 ° C., 40 MPa, Ar atmosphere.
- Table 6 shows the relationship between the amount of carbonitride added (volume%) and the mechanical properties of the obtained sintered body.
- tungsten carbide-based firing obtained from a raw material obtained by adding (Ti, Mo) (C, N) to 2% of the total volume of the sintered body and Co to 1% by volume and 3.9% by volume of the total volume of the sintered body.
- the SEM image (BSE) of the polished surface and the SEM image (BSE) of the corroded surface are shown in FIGS. 16 and 17, respectively.
- Example 6 Production of a tungsten carbide based sintered body (6) Except for using (Ti, W) (C, N) or (Ti, Mo) (C, N) nanopowder as carbonitride (see Table 7 for carbonitride types and addition amount (volume%)).
- a sintered body was produced under the same conditions as in Example 1 or 2.
- Table 7 shows the relationship between the type and addition amount (% by volume) of carbonitride and the mechanical properties of the obtained sintered body.
- FIGS. 18A and 18B an SEM image of a polished surface of a tungsten carbide-based sintered body obtained from a raw material to which (Ti, W) (C, N) is added at 2.0 volume% and 5.0 volume% of the total volume of the sintered body ( BSE) and SEM images (BSE) of the corroded surface are shown in FIGS. 18A and 18B, and FIGS. 19A and 19B, respectively.
- (Ti, Mo) (C, N) are sintered.
- the SEM image (BSE) of the polished surface and the SEM image (BSE) of the corroded surface of the tungsten carbide-based sintered body obtained from the raw material added with 2% by volume and 5% by volume of the total body volume are shown in FIG. ) And (B), and FIGS. 21 (A) and (B).
- Example 7 Production of a tungsten carbide based sintered body (7) Sintered under the same conditions as in Example 4 except that (Ti, Mo) (C, N) nanopowder (2.0% by volume of the total volume of the sintered body: see Table 7) was used as the carbonitride. The body was manufactured. The mechanical properties of the obtained sintered body were as shown in Table 8. Further, an SEM image (BSE) of the polished surface and a SEM image (BSE) of the corroded surface of the tungsten carbide based sintered body are shown in FIGS. 22 (A) and 22 (B), respectively.
- (Ti, Mo) (C, N) nanopowder (2.0% by volume of the total volume of the sintered body: see Table 7) was used as the carbonitride. The body was manufactured. The mechanical properties of the obtained sintered body were as shown in Table 8. Further, an SEM image (BSE) of the polished surface and a SEM image (BSE) of the corroded surface of the tungsten
- Example 8 Use of tungsten carbide-based sintered body for coating tool head portion WC-2 volume% (Ti 0.3 W 0.7 ) (C 0.2 N 0.8 ) -0.2 volume% Co within the scope of the present invention
- a coating solution such as a color resist on the surface of a glass substrate when manufacturing a liquid crystal display panel
- tip member head part
- Comparative samples outside the scope of the present invention are used as comparative samples 1 to 3, and the coating tool tip member is fixed to a stainless steel member (coating tool body) with a bolt and is precisely ground to obtain the coating tool of the present invention. be able to.
- the color resist was apply
- Comparative sample 1 WC-8 vol% Co Comparative sample 2 WC-6 vol% TiC Comparative Sample 3 WC-6% by volume TiN-2% by volume Co was used as a tip member for a coating tool.
- the film thickness was measured after coating and drying using this example, it was constant, and the variation was 30% or more small for any of the comparative samples, and a very good coating film could be formed. In the film, no streak or unevenness due to coating was observed.
- the same coating was performed with fatty acid, rust preventive agent, metal-containing coating agent, magnetic powder coating agent, ceramic powder coating agent, etc., but the film thickness was uniform for all the comparative samples, There were no streaks or irregularities. Furthermore, for any of these applications, surface roughness, chipping, wear, corrosion, etc. do not occur with respect to 1000 hours of accelerated durability use, and performance degradation over time is small for any of the comparative samples. became.
- Example 9 Use of a tungsten carbide-based sintered body for a cutting blade Sintering of WC-2 volume% (Ti 0.3 W 0.7 ) (C 0.8 N 0.2 ) -0.5 volume% Co within the scope of the present invention It is the Example which used the body for the cutting blade of a sheet-like member. Comparative samples outside the scope of the present invention were used as comparative samples 1 to 3, and 500 sheets of copy paper (PPC paper) were stacked, and a continuous cutting test was performed in a state where the blade edge had moisture. The edge angle was 30 degrees.
- Comparative sample 1 WC-8 vol% Co Comparative sample 2 WC-6 vol% TiC Comparative Sample 3 WC-6% by volume TiN-2% by volume Co was used as a cutting blade material.
- the comparative sample was 80 to 300 ⁇ m, whereas the example was 40 ⁇ m or less, and the amount of corrosion wear generated on the blade edge was clearly reduced. .
- Example 10 Use of tungsten carbide based sintered body for lens mold WC-2 volume% (Ti 0.8 W 0.2 ) (C 0.6 N 0.4 ) -0.7 volume% Cr 3 C 2 within the scope of the present invention
- a sintered body of WC-2.7% by volume (Ti, W, Cr, Nb) (CN) using -0.3% by volume NbC as an input material is used for the lens mold.
- heat treatment was performed under the conditions of air atmosphere, 800 ° C., and 1 hour, using the alloy of the present invention as Sample 1 and out-of-range comparative samples as Comparative Samples 1, 2, and 3.
- Comparative Sample 1 WC-9 volume% TiC-2 volume% TaC-0.5 volume% VC-0.5 volume% Cr 3 C 2
- Comparative Sample 2 WC-2 vol% Co-5 vol% TiC Comparative sample 3 WC-11 vol% Co
- the weight increase per unit area of the sample was measured.
- Comparative Sample 1 was 160 g / m 2
- 1 was 180 g / m 2
- 3 was an oxidation increase of 200 g / m 2.
- the example was 24 g / m 2 and had very high oxidation resistance.
- Example 11 Use of a tungsten carbide-based sintered body for a wear-resistant plate a) WC-2 vol% (Ti 0.8 Mo 0.2 ) (C 0.6 N 0.4 ) (Example 1) and b) within the scope of the present invention Each sintering of WC-2 volume% (Ti 0.8 W 0.2 ) (C 0.6 N 0.4 ) (Example 2), c) WC-35 volume% (Nb 0.4 Ta 0.2 Mo 0.2 Zr 0.2 ) (C 0.6 N 0.4 ) It is the Example which used the body for the abrasion-resistant board of pulverizer parts.
- the alloy of the present invention and comparative samples outside the range were used as comparative samples 1, 2, and 3, and blasting was performed under the following conditions.
- Wear resistance test conditions Equipment: Blasting equipment Blasting time: 30 seconds
- Particles SiC Distance from nozzle to sample: 118mm
- Blast irradiation area 20 x 20 mm
- Comparative Sample 1 WC-9 volume% TiC-2 volume% TaC-0.5 volume% VC-0.5 volume% Cr 3 C 2
- Comparative Sample 2 WC-2 vol% Co-5 vol% TiC Comparative sample 3 WC-11 vol% Co Was used as a crusher part material.
- Example 12 Use of tungsten carbide based sintered body for mechanical seal ring WC-2 volume% (W 0.5 Cr 0.3 V 0.2 ) (C 0.5 N 0.5 ) -3.95 volume% within the scope of the present invention.
- This is an example in which a sintered body of W 3 Co 3 (CN) is used for a mechanical seal ring.
- CN W 3 Co 3
- As a sliding test as a mechanical seal ring for a seawater pump, An unbalanced structure with V> 1 was used, and the material was used for the seal ring on the fixed side. The floating side facing this was made of silicon carbide. Under this condition, it was incorporated into the shaft as a pump mechanical seal, and seawater was pumped up.
- the surface pressure of the mechanical seal was 0.12 MPa, the sliding speed was 5 m / sec, and it was performed under the conditions of fresh water and seawater.
- the alloy of the present invention was tested for 2000 hours using Sample 1 as a comparative sample and Comparative Samples 1 and 2 as out-of-range comparative samples.
- comparative sample 1 WC-4 vol% Co Comparative sample 2 WC-6 vol% TiC Comparative Sample 3 WC-6% by volume TiN-2% by volume Co was used as a mechanical seal ring material.
- the wear level in the example was clearly smaller than 1 ⁇ m. In the test, it appeared more noticeably at 2 ⁇ m with respect to 20 to 81 ⁇ m.
- Example 13 Use of tungsten carbide based sintered body for cutting tool WC-2 volume% (Ti 0.3 W 0.7 ) (C 0.5 N 0.5 ) -0.1 volume% Co and Ni within the scope of the present invention
- the sintered body composed of a composite carbonitride of W and W is used as an insert for cutting edge-replaceable cutting tools with the present invention sample 1 as a comparative sample 1, 2 and 3 as comparative samples outside the range, Evaluation was performed under the following test conditions.
- the time until the flank wear amount of the comparative sample became 0.3 mm or more was 5 to 10 minutes, whereas the sample of the present invention was The time until the flank wear amount of No. 1 became 0.3 mm or more was 15 minutes or more, and the inventive sample 1 was clearly superior in wear resistance than the comparative sample.
Abstract
Provided are: a tungsten carbide-based sinter having a high grain growth inhibiting effect with respect to tungsten carbide, and having excellent chemical durability, such as corrosion resistance, in addition to mechanical strength; and abrasion-resistant members, such as heads for application tools, cutting blades, cutter blades, lens molds, and seal rings, which use the tungsten carbide-based sinter. The tungsten carbide-based sinter comprises a first phase composed primarily of tungsten carbide, and a second phase composed primarily of a carbonitride with one type or multiple types of elements selected from a group comprising Group 4 elements, Group 5 elements and Group 6 elements, wherein the volume fraction of the second phase is 0.01 percent by volume to less than 40 percent by volume, and the remainder is the first phase.
Description
本発明は、炭化タングステン基焼結体の改良およびそれを用いた耐摩耗部材に関する。
The present invention relates to an improved tungsten carbide-based sintered body and a wear-resistant member using the same.
炭化タングステン(WC)をはじめとする、周期表の第4族、第5族および第6族(それぞれ、短周期型周期表の第IVa族、第Va族および第VIa族)の元素の炭化物を、鉄(Fe)、コバルト(Co)、ニッケル(Ni)等の鉄族元素で焼結した複合材料は、硬さ、強度、耐摩耗性等の機械的特性に優れ、超硬合金と呼ばれている。超硬合金は高温下での硬さ低下が少なく、耐摩耗性にすぐれていることから、金属加工用切削工具、アルミニウム等の深絞り用金型を初めとする多くの用途に用いられている。
Carbides of elements of Group 4, Group 5 and Group 6 of the periodic table (Group IVa, Group Va and Group VIa, respectively) of the periodic table, including tungsten carbide (WC) Composite materials sintered with iron group elements such as iron (Fe), cobalt (Co), nickel (Ni) are superior in mechanical properties such as hardness, strength, and wear resistance, and are called cemented carbides. ing. Cemented carbides are used in many applications including metal cutting tools and deep drawing dies such as aluminum because of their low wear resistance at high temperatures and excellent wear resistance. .
超硬合金は、原料である炭化物および鉄族金属の粉末を粉砕および混合後、加圧および加熱して焼結する粉末冶金法により製造される。焼結時の昇温過程において、まず鉄族金属が溶融して液相が発生し、その流動により固相粒子の再配列が起こり、次いで固相粒子の液相中への溶解が起こる。その後、冷却過程において、固相粒子の析出、成長、合体が起こり、柱状の炭化物粒子相と、結合組織としての鉄族金属相からなる超硬合金が形成される。
The cemented carbide is manufactured by a powder metallurgy method in which carbide and iron group metal powders as raw materials are pulverized and mixed, and then pressed and heated to sinter. In the heating process during sintering, the iron group metal is first melted to generate a liquid phase, the flow of which causes rearrangement of the solid phase particles, and then dissolution of the solid phase particles into the liquid phase occurs. Thereafter, precipitation, growth and coalescence of solid phase particles occur in the cooling process, and a cemented carbide consisting of a columnar carbide particle phase and an iron group metal phase as a connective structure is formed.
この場合において、炭化物粒子の成長が進みすぎ、粒子が粗大化すると、機械的特性が低下するため、炭化物粒子の成長を抑制し、粒径を1μm以下程度にとどめておくことが望ましい。また、結合相を形成する鉄族金属としては、通常コバルトが用いられているが、コバルトを用いた超硬合金は靱性等に優れる反面、硬さが低くなる、コバルト相が腐食を受けやすい等の点で課題を有している。
In this case, if the growth of the carbide particles progresses too much and the particles become coarse, the mechanical properties deteriorate, so it is desirable to suppress the growth of the carbide particles and keep the particle size at about 1 μm or less. In addition, cobalt is usually used as the iron group metal forming the binder phase, but the cemented carbide using cobalt is excellent in toughness and the like, but has low hardness, the cobalt phase is easily corroded, etc. There is a problem in terms of.
これらの問題に鑑み、粒成長抑制効果を有し、耐食性および機械的強度の点で優れた特性を有する炭化タングステン基焼結体に関する検討が行われている。例えば、炭化タングステンの粒成長抑制効果を有する炭化バナジウム(VC)や炭化クロム(Cr3C2)を添加剤として加えることが知られている(例えば、特許文献1参照)。
特許文献2には、第1相がWC、第2相がTiおよびWを主成分とする複炭(窒)化物であり、かつ結合相金属が第3相の複炭(窒)化物として存在する3相混合組織の焼結合金が開示されている。
特許文献3には、Niが0.02~0.5重量%、周期律表第4、5、6族の遷移金属の炭化物、窒化物及び炭窒化物の1種以上が0.1~5.0重量%、残部が炭化タングステン及び不可避不純物からなる焼結体で、ミクロ組織が硬質相、結合相、反応相からなり、反応相の面積率をS(%)としたとき、0.1≦S≦2、気孔率をP(%)としたとき、P≦0.1であるガラス光学素子成型用金型部材が開示されている。
特許文献4には、結合相成分として鉄族金属から選ばれた1種または2種以上が1~15重量%と、固溶体相成分として周期律表の4、5、6族金属の炭化物、窒化物、炭窒化物、もしくはこれらの固溶体を1~20重量%と、残部が炭化タングステンの硬質相成分と不可避不純物からなり、固溶体相成分が部材の内部で略均等に分布して存在すると共に、この固溶体相成分が略均等に分布して存在する領域に連続して部材の表面部でこの固溶体相成分が減少している超硬合金部材が開示されている。
特許文献5には、炭化タングステン相と、周期律表第4、5、6族金属の群から選ばれる少なくとも2種の炭化物、窒化物および炭窒化物からなる固溶体相と、少なくとも1種の鉄属金属を含有する結合相とからなり、固溶体相として、少なくともZrおよびNbを含有するZr-Nb固溶体相を含み、炭化タングステン相の平均粒径d1に対するZr-Nb固溶体相の平均粒径d2の比(d2/d1)が0.5~2である超硬合金が開示されている。 In view of these problems, studies have been made on a tungsten carbide-based sintered body that has a grain growth suppressing effect and has excellent characteristics in terms of corrosion resistance and mechanical strength. For example, it is known to add vanadium carbide (VC) or chromium carbide (Cr 3 C 2 ) having an effect of suppressing grain growth of tungsten carbide as an additive (see, for example, Patent Document 1).
In Patent Document 2, the first phase is WC, the second phase is a double coal (nitride) containing Ti and W as main components, and the binder phase metal exists as a third phase double coal (nitride). A sintered alloy having a three-phase mixed structure is disclosed.
In Patent Document 3, Ni is 0.02 to 0.5% by weight, and one or more of carbides, nitrides, and carbonitrides of transition metals ofGroups 4, 5, and 6 of the periodic table are 0.1 to 5%. 0.0% by weight, the balance being a sintered body composed of tungsten carbide and inevitable impurities, the microstructure is composed of a hard phase, a binder phase, and a reaction phase, and when the area ratio of the reaction phase is S (%), 0.1% Disclosed is a glass optical element molding die member in which P ≦ 0.1, where ≦ S ≦ 2 and the porosity is P (%).
In Patent Document 4, 1 to 15% by weight of one or more selected from iron group metals as a binder phase component, and carbides, nitrides ofGroup 4, 5, and 6 metals in the periodic table as solid solution phase components 1 to 20% by weight of a solid solution, carbonitride, or a solid solution thereof, and the balance is composed of a hard phase component and inevitable impurities of tungsten carbide, and the solid solution phase component is distributed substantially evenly inside the member, A cemented carbide member is disclosed in which the solid solution phase component is continuously reduced in the surface portion of the member in a region where the solid solution phase component is distributed substantially uniformly.
Patent Document 5 discloses a tungsten carbide phase, a solid solution phase composed of at least two kinds of carbides selected from the group of metals of Groups 4, 5, and 6 of the periodic table, nitrides and carbonitrides, and at least one kind of iron. And a Zr—Nb solid solution phase containing at least Zr and Nb as a solid solution phase. The average particle size d of the Zr—Nb solid solution phase with respect to the average particle size d 1 of the tungsten carbide phase. A cemented carbide having a ratio of 2 (d 2 / d 1 ) of 0.5 to 2 is disclosed.
特許文献2には、第1相がWC、第2相がTiおよびWを主成分とする複炭(窒)化物であり、かつ結合相金属が第3相の複炭(窒)化物として存在する3相混合組織の焼結合金が開示されている。
特許文献3には、Niが0.02~0.5重量%、周期律表第4、5、6族の遷移金属の炭化物、窒化物及び炭窒化物の1種以上が0.1~5.0重量%、残部が炭化タングステン及び不可避不純物からなる焼結体で、ミクロ組織が硬質相、結合相、反応相からなり、反応相の面積率をS(%)としたとき、0.1≦S≦2、気孔率をP(%)としたとき、P≦0.1であるガラス光学素子成型用金型部材が開示されている。
特許文献4には、結合相成分として鉄族金属から選ばれた1種または2種以上が1~15重量%と、固溶体相成分として周期律表の4、5、6族金属の炭化物、窒化物、炭窒化物、もしくはこれらの固溶体を1~20重量%と、残部が炭化タングステンの硬質相成分と不可避不純物からなり、固溶体相成分が部材の内部で略均等に分布して存在すると共に、この固溶体相成分が略均等に分布して存在する領域に連続して部材の表面部でこの固溶体相成分が減少している超硬合金部材が開示されている。
特許文献5には、炭化タングステン相と、周期律表第4、5、6族金属の群から選ばれる少なくとも2種の炭化物、窒化物および炭窒化物からなる固溶体相と、少なくとも1種の鉄属金属を含有する結合相とからなり、固溶体相として、少なくともZrおよびNbを含有するZr-Nb固溶体相を含み、炭化タングステン相の平均粒径d1に対するZr-Nb固溶体相の平均粒径d2の比(d2/d1)が0.5~2である超硬合金が開示されている。 In view of these problems, studies have been made on a tungsten carbide-based sintered body that has a grain growth suppressing effect and has excellent characteristics in terms of corrosion resistance and mechanical strength. For example, it is known to add vanadium carbide (VC) or chromium carbide (Cr 3 C 2 ) having an effect of suppressing grain growth of tungsten carbide as an additive (see, for example, Patent Document 1).
In Patent Document 2, the first phase is WC, the second phase is a double coal (nitride) containing Ti and W as main components, and the binder phase metal exists as a third phase double coal (nitride). A sintered alloy having a three-phase mixed structure is disclosed.
In Patent Document 3, Ni is 0.02 to 0.5% by weight, and one or more of carbides, nitrides, and carbonitrides of transition metals of
In Patent Document 4, 1 to 15% by weight of one or more selected from iron group metals as a binder phase component, and carbides, nitrides of
しかしながら、特許文献1記載の超硬合金では、第4族元素、第5族元素、第6属元素の化合物に窒素が含まれていないために特に高温になった場合の化学的安定性を欠くという問題を有している。
特許文献2に記載の超硬合金のうち、第4族元素、第5族元素、第6属元素の化合物が窒素を含んでいないもの(請求項1、2)については、上記特許文献1同様の問題があり、窒素を含むもの(請求項3以降および実施例9~12)ではいずれもWC量が低いために、破壊靱性が74.5%以下と低いためにWCが有する靱性を十分上げることができずに、用途が極めて制限される。
特許文献3に記載の超硬合金は、炭窒化物の原料粉末のサイズが1~2μmと比較的大きいために、WCの結晶成長を抑制する働きが十分ではなく、硬さおよび強度が十分に得られない。
特許文献4に記載の超硬合金部材は、焼結体の箇所によりその組成および物性が異なるために、本発明の主たる対象である耐摩耗部材としては、その使用に制限があり、寿命などの予測も困難となる。
特許文献5に記載の超硬合金は、窒素を含有する例が示されておらず、引用文献1および2と同様の問題がある。 However, the cemented carbide described in Patent Document 1 lacks chemical stability when the temperature is particularly high because the compounds of Group 4 elements,Group 5 elements, and Group 6 elements do not contain nitrogen. Has the problem.
Among the cemented carbides described in Patent Document 2, the compounds of Group 4 elements,Group 5 elements, and Group 6 elements that do not contain nitrogen (Claims 1 and 2) are the same as in Patent Document 1 above. In all cases containing nitrogen (claims 3 and after and Examples 9 to 12), the WC content is low, so the fracture toughness is as low as 74.5% or less, so the toughness of WC is sufficiently increased. Cannot be used, and its application is extremely limited.
The cemented carbide described in Patent Document 3 has a relatively large carbonitride raw material powder size of 1 to 2 μm, and therefore does not have a sufficient function of suppressing WC crystal growth, and has sufficient hardness and strength. I can't get it.
Since the composition and physical properties of the cemented carbide member described in Patent Document 4 differ depending on the location of the sintered body, the wear-resistant member that is the main object of the present invention is limited in its use, such as life Prediction is also difficult.
The cemented carbide described inPatent Document 5 does not show an example of containing nitrogen, and has the same problem as in References 1 and 2.
特許文献2に記載の超硬合金のうち、第4族元素、第5族元素、第6属元素の化合物が窒素を含んでいないもの(請求項1、2)については、上記特許文献1同様の問題があり、窒素を含むもの(請求項3以降および実施例9~12)ではいずれもWC量が低いために、破壊靱性が74.5%以下と低いためにWCが有する靱性を十分上げることができずに、用途が極めて制限される。
特許文献3に記載の超硬合金は、炭窒化物の原料粉末のサイズが1~2μmと比較的大きいために、WCの結晶成長を抑制する働きが十分ではなく、硬さおよび強度が十分に得られない。
特許文献4に記載の超硬合金部材は、焼結体の箇所によりその組成および物性が異なるために、本発明の主たる対象である耐摩耗部材としては、その使用に制限があり、寿命などの予測も困難となる。
特許文献5に記載の超硬合金は、窒素を含有する例が示されておらず、引用文献1および2と同様の問題がある。 However, the cemented carbide described in Patent Document 1 lacks chemical stability when the temperature is particularly high because the compounds of Group 4 elements,
Among the cemented carbides described in Patent Document 2, the compounds of Group 4 elements,
The cemented carbide described in Patent Document 3 has a relatively large carbonitride raw material powder size of 1 to 2 μm, and therefore does not have a sufficient function of suppressing WC crystal growth, and has sufficient hardness and strength. I can't get it.
Since the composition and physical properties of the cemented carbide member described in Patent Document 4 differ depending on the location of the sintered body, the wear-resistant member that is the main object of the present invention is limited in its use, such as life Prediction is also difficult.
The cemented carbide described in
本発明はかかる事情に鑑みてなされたもので、炭化タングステンに対する高い粒成長抑制効果を有し、機械的強度に加え耐食性等の化学的耐久性にも優れた炭化タングステン基焼結体およびそれを用いた塗布工具用ヘッド部、切断刃、カッター刃、レンズ型、シールリング等の耐摩耗部材を提供することを目的とする。
The present invention has been made in view of such circumstances, and has a high grain growth suppressing effect on tungsten carbide, and has a tungsten carbide-based sintered body excellent in chemical durability such as corrosion resistance in addition to mechanical strength and the same. It aims at providing wear-resistant members, such as a head part for used application tools, a cutting blade, a cutter blade, a lens type, and a seal ring.
すなわち、本発明は、下記の(1)~(11)に記載の炭化タングステン基焼結体および下記の(12)、(13)に記載の耐摩耗部材を提供するものである。
(1) 炭化タングステンを主成分とする第1相と、第4族元素、第5族元素および第6族元素からなる群より選択される1種または複数種の元素の炭窒化物を主成分とする第2相を有し、前記第2相の体積分率が0.01体積%以上40体積%未満であり、残部が前記第1相である炭化タングステン基焼結体。
(2) 前記第2相の体積分率が0.5体積%以上5体積%以下である上記(1)記載の炭化タングステン基焼結体。
(3) 前記第1相の炭化タングステンのうち、焼結体の全体積の0.01体積%以上4体積%未満が、鉄属元素ならびに第4族元素、第5族元素および第6族元素からなる群より選択される1種または複数種の元素の複合炭化物および/または複合炭窒化物を主成分とする第3相で置換されている上記(1)記載の炭化タングステン基焼結体。
(4) 前記第3相が鉄属元素として少なくともコバルトを含んでいる上記(3)記載の炭化タングステン基焼結体。
(5) 前記第3相の体積分率が0.2体積%以下である上記(3)または(4)記載の炭化タングステン基焼結体。
(6) 前記第2相の体積分率が4体積%以上12体積%以下である上記(3)または(4)記載の炭化タングステン基焼結体。
(7) 前記第3相の一部または全部が、少なくともコバルトを含む鉄族金属相で置換されている上記(3)から(6)のいずれか1項記載の炭化タングステン基焼結体。
(8) 前記第2相が少なくともモリブデンを含む上記(1)から(7)のいずれか1項記載の炭化タングステン基焼結体。
(9) 前記第2相を構成する、第4族元素、第5族元素および第6族元素からなる群より選択される1種または複数種の元素の炭窒化物中の炭素および窒素のモル比をx:(1-x)とした場合、0.2≦x≦0.8なる関係が成り立つ上記(1)から(8)のいずれか1項記載の炭化タングステン基焼結体。
(10) 前記第2相を構成する結晶粒子の平均粒径が0.03~1.1μmである上記(1)から(9)のいずれか1項記載の炭化タングステン基焼結体。
(11) 前記第2相中の前記第4族元素、第5族元素および第6族元素からなる群より選択される1種または複数種の元素に少なくともクロムが含まれる上記(1)から(10)のいずれか1項記載の炭化タングステン基焼結体。
(12) 上記(1)から(11)のいずれか1項記載の炭化タングステン基焼結体を用いた耐摩耗部材。
(13) 塗布工具ヘッド部、切断刃、レンズモールド、シールリングおよび切削工具のいずれかである上記(12)記載の耐摩耗部材。 That is, the present invention provides a tungsten carbide-based sintered body described in the following (1) to (11) and a wear-resistant member described in the following (12) and (13).
(1) A main component is a carbonitride of one or more elements selected from the group consisting of a first phase mainly composed of tungsten carbide and a group 4 element, agroup 5 element, and a group 6 element. A tungsten carbide-based sintered body having a second phase, wherein the volume fraction of the second phase is 0.01 volume% or more and less than 40 volume%, and the balance is the first phase.
(2) The tungsten carbide based sintered body according to (1), wherein the volume fraction of the second phase is 0.5 volume% or more and 5 volume% or less.
(3) Of the first phase tungsten carbide, 0.01 volume% or more and less than 4 volume% of the total volume of the sintered body is an iron group element, a group 4 element, agroup 5 element, and a group 6 element The tungsten carbide-based sintered body according to (1), wherein the tungsten carbide-based sintered body is substituted with a third phase mainly composed of a composite carbide and / or composite carbonitride of one or more elements selected from the group consisting of:
(4) The tungsten carbide based sintered body according to (3), wherein the third phase contains at least cobalt as an iron group element.
(5) The tungsten carbide based sintered body according to (3) or (4), wherein the volume fraction of the third phase is 0.2% by volume or less.
(6) The tungsten carbide based sintered body according to (3) or (4), wherein the volume fraction of the second phase is 4% by volume or more and 12% by volume or less.
(7) The tungsten carbide based sintered body according to any one of (3) to (6), wherein a part or all of the third phase is substituted with an iron group metal phase containing at least cobalt.
(8) The tungsten carbide based sintered body according to any one of (1) to (7), wherein the second phase contains at least molybdenum.
(9) The moles of carbon and nitrogen in the carbonitride of one or more elements selected from the group consisting of Group 4 elements,Group 5 elements and Group 6 elements that constitute the second phase 9. The tungsten carbide-based sintered body according to any one of (1) to (8), wherein a relationship of 0.2 ≦ x ≦ 0.8 is established when the ratio is x: (1-x).
(10) The tungsten carbide based sintered body according to any one of (1) to (9), wherein the crystal grains constituting the second phase have an average particle diameter of 0.03 to 1.1 μm.
(11) From the above (1), wherein at least chromium is contained in one or more elements selected from the group consisting of the Group 4 element,Group 5 element and Group 6 element in the second phase. The tungsten carbide-based sintered body according to any one of 10).
(12) A wear-resistant member using the tungsten carbide-based sintered body according to any one of (1) to (11).
(13) The wear resistant member according to (12), which is any one of a coating tool head, a cutting blade, a lens mold, a seal ring, and a cutting tool.
(1) 炭化タングステンを主成分とする第1相と、第4族元素、第5族元素および第6族元素からなる群より選択される1種または複数種の元素の炭窒化物を主成分とする第2相を有し、前記第2相の体積分率が0.01体積%以上40体積%未満であり、残部が前記第1相である炭化タングステン基焼結体。
(2) 前記第2相の体積分率が0.5体積%以上5体積%以下である上記(1)記載の炭化タングステン基焼結体。
(3) 前記第1相の炭化タングステンのうち、焼結体の全体積の0.01体積%以上4体積%未満が、鉄属元素ならびに第4族元素、第5族元素および第6族元素からなる群より選択される1種または複数種の元素の複合炭化物および/または複合炭窒化物を主成分とする第3相で置換されている上記(1)記載の炭化タングステン基焼結体。
(4) 前記第3相が鉄属元素として少なくともコバルトを含んでいる上記(3)記載の炭化タングステン基焼結体。
(5) 前記第3相の体積分率が0.2体積%以下である上記(3)または(4)記載の炭化タングステン基焼結体。
(6) 前記第2相の体積分率が4体積%以上12体積%以下である上記(3)または(4)記載の炭化タングステン基焼結体。
(7) 前記第3相の一部または全部が、少なくともコバルトを含む鉄族金属相で置換されている上記(3)から(6)のいずれか1項記載の炭化タングステン基焼結体。
(8) 前記第2相が少なくともモリブデンを含む上記(1)から(7)のいずれか1項記載の炭化タングステン基焼結体。
(9) 前記第2相を構成する、第4族元素、第5族元素および第6族元素からなる群より選択される1種または複数種の元素の炭窒化物中の炭素および窒素のモル比をx:(1-x)とした場合、0.2≦x≦0.8なる関係が成り立つ上記(1)から(8)のいずれか1項記載の炭化タングステン基焼結体。
(10) 前記第2相を構成する結晶粒子の平均粒径が0.03~1.1μmである上記(1)から(9)のいずれか1項記載の炭化タングステン基焼結体。
(11) 前記第2相中の前記第4族元素、第5族元素および第6族元素からなる群より選択される1種または複数種の元素に少なくともクロムが含まれる上記(1)から(10)のいずれか1項記載の炭化タングステン基焼結体。
(12) 上記(1)から(11)のいずれか1項記載の炭化タングステン基焼結体を用いた耐摩耗部材。
(13) 塗布工具ヘッド部、切断刃、レンズモールド、シールリングおよび切削工具のいずれかである上記(12)記載の耐摩耗部材。 That is, the present invention provides a tungsten carbide-based sintered body described in the following (1) to (11) and a wear-resistant member described in the following (12) and (13).
(1) A main component is a carbonitride of one or more elements selected from the group consisting of a first phase mainly composed of tungsten carbide and a group 4 element, a
(2) The tungsten carbide based sintered body according to (1), wherein the volume fraction of the second phase is 0.5 volume% or more and 5 volume% or less.
(3) Of the first phase tungsten carbide, 0.01 volume% or more and less than 4 volume% of the total volume of the sintered body is an iron group element, a group 4 element, a
(4) The tungsten carbide based sintered body according to (3), wherein the third phase contains at least cobalt as an iron group element.
(5) The tungsten carbide based sintered body according to (3) or (4), wherein the volume fraction of the third phase is 0.2% by volume or less.
(6) The tungsten carbide based sintered body according to (3) or (4), wherein the volume fraction of the second phase is 4% by volume or more and 12% by volume or less.
(7) The tungsten carbide based sintered body according to any one of (3) to (6), wherein a part or all of the third phase is substituted with an iron group metal phase containing at least cobalt.
(8) The tungsten carbide based sintered body according to any one of (1) to (7), wherein the second phase contains at least molybdenum.
(9) The moles of carbon and nitrogen in the carbonitride of one or more elements selected from the group consisting of Group 4 elements,
(10) The tungsten carbide based sintered body according to any one of (1) to (9), wherein the crystal grains constituting the second phase have an average particle diameter of 0.03 to 1.1 μm.
(11) From the above (1), wherein at least chromium is contained in one or more elements selected from the group consisting of the Group 4 element,
(12) A wear-resistant member using the tungsten carbide-based sintered body according to any one of (1) to (11).
(13) The wear resistant member according to (12), which is any one of a coating tool head, a cutting blade, a lens mold, a seal ring, and a cutting tool.
なお、本発明において、「第4族元素」とは、チタン(Ti)、ジルコニウム(Zr)およびハフニウム(Hf)のいずれかをいい、「第5族元素」とは、バナジウム(V)、ニオブ(Nb)およびタンタル(Ta)のいずれかをいい、「第6族元素」とは、クロム(Cr)、モリブデン(Mo)およびタングステン(W)のいずれかをいう。また、本発明において「鉄族元素」とは、鉄(Fe)、コバルト(Co)およびニッケル(Ni)のいずれかをいう。
In the present invention, “Group 4 element” means any of titanium (Ti), zirconium (Zr), and hafnium (Hf), and “Group 5 element” means vanadium (V), niobium. One of (Nb) and tantalum (Ta) is referred to, and the “Group 6 element” refers to any of chromium (Cr), molybdenum (Mo), and tungsten (W). In the present invention, the “iron group element” refers to any of iron (Fe), cobalt (Co), and nickel (Ni).
本発明の炭化タングステン基焼結体において、結合相である第2相の形成に用いられる第4族元素、第5族元素および第6族元素からなる群より選択される1種または複数種の元素の炭窒化物は、炭化タングステンに対し高い粒成長抑制効果を有すると共に、微細な粒径の微粒子を容易に製造できる。そのため、このような炭窒化物を原料に用いて製造される本発明の炭化タングステン基焼結体は、炭化タングステンの粒成長が効果的に抑制され、粗大化された粒子を含まない緻密な組織を形成できるため、硬さや曲げ強さ等の機械的特性に優れていると共に、コバルト等の鉄族金属を結合相とするものに比べ、耐食性や靱性において優れている。
In the tungsten carbide-based sintered body of the present invention, one or a plurality of types selected from the group consisting of Group 4 elements, Group 5 elements and Group 6 elements used for forming the second phase which is the binder phase Elemental carbonitride has a high grain growth inhibitory effect on tungsten carbide and can easily produce fine particles having a fine particle size. Therefore, the tungsten carbide-based sintered body of the present invention manufactured using such a carbonitride as a raw material has a dense structure in which grain growth of tungsten carbide is effectively suppressed and does not include coarse particles. In addition to being excellent in mechanical properties such as hardness and bending strength, it is excellent in corrosion resistance and toughness as compared with those using an iron group metal such as cobalt as a binder phase.
本発明の一実施の形態に係る炭化タングステン基焼結体(以下、「炭化タングステン基焼結体」または「焼結体」と略称する場合がある。)は、炭化タングステンを主成分とする第1相と、第4族元素、第5族元素および第6族元素からなる群より選択される1種または複数種の元素の炭窒化物(以下、単に「炭窒化物」と略称する場合がある。)を主成分とする第2相を有している。焼結体に要求される機械的特性および耐熱性を発現させるためには、第2相を構成する材料に、炭化タングステンの結晶粒子の粒成長を抑制しつつ、高い熱伝導率を有することが要求される。そのため、粒成長抑制効果が低い炭化物や、熱伝導率の低い窒化物の代わりに、熱伝導を確保した上で粒成長を抑制できる炭窒化物を第2相の構成材料として選択した。
第2相の体積分率は、焼結体の全体積の0.01体積%以上40体積%未満であり、第1相は残部、すなわち焼結体の全体積の60体積%を超え、99.99体積%以下である。第2相の体積分率が焼結体の全体積の0.01体積%を下回ると、炭化タングステンの粒成長を十分に抑制できず、機械的特性が十分に得られない。また、第2相の体積分率が焼結体の全体積の40体積%以上になると、靱性および強度、特に靱性の顕著な低下を招く。 The tungsten carbide-based sintered body according to an embodiment of the present invention (hereinafter, may be abbreviated as “tungsten carbide-based sintered body” or “sintered body”) is mainly composed of tungsten carbide. A carbonitride of one or more elements selected from the group consisting of one phase and a group 4 element,group 5 element and group 6 element (hereinafter sometimes simply referred to as “carbonitride”) 2) having a main component as a main component. In order to exhibit the mechanical properties and heat resistance required for the sintered body, the material constituting the second phase must have high thermal conductivity while suppressing grain growth of tungsten carbide crystal grains. Required. Therefore, carbonitride that can suppress grain growth while ensuring thermal conduction was selected as a constituent material of the second phase, instead of carbide having a low grain growth suppressing effect and nitride having low thermal conductivity.
The volume fraction of the second phase is 0.01 volume% or more and less than 40 volume% of the total volume of the sintered body, and the first phase exceeds the remaining volume, that is, 60 volume% of the total volume of the sintered body. .99% by volume or less. If the volume fraction of the second phase is less than 0.01% by volume of the total volume of the sintered body, the grain growth of tungsten carbide cannot be sufficiently suppressed, and sufficient mechanical properties cannot be obtained. Further, when the volume fraction of the second phase is 40% by volume or more of the total volume of the sintered body, the toughness and strength, particularly toughness, are significantly reduced.
第2相の体積分率は、焼結体の全体積の0.01体積%以上40体積%未満であり、第1相は残部、すなわち焼結体の全体積の60体積%を超え、99.99体積%以下である。第2相の体積分率が焼結体の全体積の0.01体積%を下回ると、炭化タングステンの粒成長を十分に抑制できず、機械的特性が十分に得られない。また、第2相の体積分率が焼結体の全体積の40体積%以上になると、靱性および強度、特に靱性の顕著な低下を招く。 The tungsten carbide-based sintered body according to an embodiment of the present invention (hereinafter, may be abbreviated as “tungsten carbide-based sintered body” or “sintered body”) is mainly composed of tungsten carbide. A carbonitride of one or more elements selected from the group consisting of one phase and a group 4 element,
The volume fraction of the second phase is 0.01 volume% or more and less than 40 volume% of the total volume of the sintered body, and the first phase exceeds the remaining volume, that is, 60 volume% of the total volume of the sintered body. .99% by volume or less. If the volume fraction of the second phase is less than 0.01% by volume of the total volume of the sintered body, the grain growth of tungsten carbide cannot be sufficiently suppressed, and sufficient mechanical properties cannot be obtained. Further, when the volume fraction of the second phase is 40% by volume or more of the total volume of the sintered body, the toughness and strength, particularly toughness, are significantly reduced.
各相の体積分率は、電子顕微鏡像の画像解析による各相の面内分布の解析や、EPMA(X線プローブマイクロアナライザ)を用いた構成元素の面内分布の解析等の任意の公知の方法および装置を用いて決定することができる。上述のとおり、第2相の体積分率は、焼結体の全体積の0.01体積%以上40体積%未満であり、用途や要求される機械的特性等に応じて適宜調節される。例えば、抗折力(靱性)を向上させるためには、第2相の体積分率は、焼結体の全体積の0.5体積%以上5体積%以下であることが好ましい。
The volume fraction of each phase can be determined by any known method such as analysis of the in-plane distribution of each phase by image analysis of an electron microscope image, or analysis of the in-plane distribution of constituent elements using EPMA (X-ray probe microanalyzer). It can be determined using methods and apparatus. As described above, the volume fraction of the second phase is 0.01 volume% or more and less than 40 volume% of the total volume of the sintered body, and is appropriately adjusted according to the application, required mechanical characteristics, and the like. For example, in order to improve the bending strength (toughness), the volume fraction of the second phase is preferably 0.5 volume% or more and 5 volume% or less of the total volume of the sintered body.
第1相および第2相は、一般に色調が互いに異なるので、電子顕微鏡像からそれぞれの面内分布を求めることができるが、体積分率の低い第2相を構成する結晶粒子は互いに分離した状態で存在するため、画像解析によりその平均粒径を測定することができる。結晶粒子は必ずしも球状であるとは限らないため、例えば、2値化画像から各粒子に対応する画素数をカウントすることにより各粒子の面積を求め、その粒子と同じ面積を有する円の直径をその粒子の粒子径とする等の方法を用いて各結晶粒子の粒子径を求める。第2相を構成する結晶粒子の平均粒径の好ましい範囲は、0.03~1.1μmである。第2相を構成する結晶粒子の平均粒径が上記範囲内である場合、焼結体の破壊様式は、粒内破壊が支配的であるため、破壊強度は、粒径の1/2乗に反比例するHall-Petch則にしたがう。したがって、結晶粒子の平均粒径は上記範囲内でできるだけ小さくすることが、機械的特性に優れた炭化タングステン基焼結体を得る上で望ましい。
Since the first phase and the second phase generally have different color tones, the in-plane distribution can be obtained from the electron microscope image, but the crystal particles constituting the second phase having a low volume fraction are separated from each other. Therefore, the average particle diameter can be measured by image analysis. Since the crystal particles are not necessarily spherical, for example, the area of each particle is obtained by counting the number of pixels corresponding to each particle from the binarized image, and the diameter of a circle having the same area as that particle is obtained. The particle diameter of each crystal particle is determined using a method such as setting the particle diameter of the particle. A preferable range of the average particle diameter of the crystal grains constituting the second phase is 0.03 to 1.1 μm. When the average grain size of the crystal grains constituting the second phase is within the above range, the fracture mode of the sintered body is dominated by intragranular fracture, so the fracture strength is half the grain size. Follows the inversely proportional Hall-Petch rule. Therefore, it is desirable that the average grain size of the crystal grains be as small as possible within the above range in order to obtain a tungsten carbide-based sintered body having excellent mechanical characteristics.
なお、第2相の体積分率が高く、第1相を構成する結晶粒子が互いに分離した状態で存在している場合には、第1相を構成する炭化タングステンの結晶粒子の粒径についても、第2相の場合と同様に決定することができ、炭化タングステンの結晶粒子同士が接している場合であっても、アルカリによる腐食処理等により結晶方位の違い等による結晶粒界を観察可能にすることにより、結晶粒子の粒径を決定することができる。炭化タングステンの結晶粒子の好ましい粒径は0.05~1μmであり、より好ましい粒径は0.05~0.4μmである。
When the volume fraction of the second phase is high and the crystal particles constituting the first phase are present in a separated state, the grain size of the tungsten carbide crystal particles constituting the first phase is also It can be determined in the same manner as in the case of the second phase, and even when the tungsten carbide crystal particles are in contact with each other, it is possible to observe the crystal grain boundary due to the difference in crystal orientation, etc. by the corrosion treatment with alkali, etc. By doing so, the particle size of the crystal particles can be determined. The preferable particle diameter of the tungsten carbide crystal particles is 0.05 to 1 μm, and the more preferable particle diameter is 0.05 to 0.4 μm.
なお、第2相は、上記炭窒化物のみからなっていてもよいが、原料中の不純物や、製造工程で混入する不純物に起因する不可避的不純物を含んでいてもよい。同様に、第1相も炭化タングステン(WC)以外に不可避的不純物を含んでいてもよいが、こうした不純物は、炭化タングステンの結晶粒子の成長に伴い結晶粒界部分に押し出されるため、通常、第1相はほぼ純粋な炭化タングステンのみからなる。
Note that the second phase may be composed only of the carbonitride, but may contain impurities in the raw material and inevitable impurities caused by impurities mixed in the manufacturing process. Similarly, the first phase may contain unavoidable impurities other than tungsten carbide (WC). However, since such impurities are pushed out to the grain boundary portion as the tungsten carbide crystal grains grow, the first phase is usually used. One phase consists only of substantially pure tungsten carbide.
第2相を構成する炭窒化物は、第4族元素、第5族元素および第6族元素、すなわち、チタン(Ti)、ジルコニウム(Zr)、ハフニウム(Hf)、バナジウム(V)、ニオブ(Nb)、タンタル(Ta)、クロム(Cr)、モリブデン(Mo)およびタングステン(W)からなる群より選択される1種または複数種の元素を含んでいる。炭窒化物は、第4族元素、第5族元素および第6族元素からなる群より選択される元素としてTiを含んでいることが好ましい。第2相を構成する炭窒化物の具体例としては、(Ti,W)(C,N)、(Ti,Mo)(C,N)等が挙げられる。炭窒化物中に含まれる炭素と窒素のモル分率をx:(1-x)とした場合、xは、0.2以上0.8以下であり、好ましくは0.3以上0.7以下である。xが0.8を越えると、粒成長抑制効果が若干低下する。一方、xが0.2を下回ると、粒成長抑制効果には顕著な影響がないものの、熱伝導率が著しく低下するために、高温下での使用に適さなくなると共に、原料粉末の製造および入手が著しく困難になる。
Carbonitrides constituting the second phase are Group 4 elements, Group 5 elements and Group 6 elements, that is, titanium (Ti), zirconium (Zr), hafnium (Hf), vanadium (V), niobium ( It contains one or more elements selected from the group consisting of Nb), tantalum (Ta), chromium (Cr), molybdenum (Mo) and tungsten (W). The carbonitride preferably contains Ti as an element selected from the group consisting of Group 4 elements, Group 5 elements and Group 6 elements. Specific examples of the carbonitride constituting the second phase include (Ti, W) (C, N), (Ti, Mo) (C, N), and the like. When the molar fraction of carbon and nitrogen contained in carbonitride is x: (1-x), x is 0.2 or more and 0.8 or less, preferably 0.3 or more and 0.7 or less. It is. When x exceeds 0.8, the effect of suppressing grain growth is slightly reduced. On the other hand, if x is less than 0.2, the effect of suppressing grain growth is not significantly affected, but the thermal conductivity is remarkably lowered, so that it is not suitable for use at high temperatures, and the raw material powder is manufactured and obtained. Becomes extremely difficult.
炭化タングステン基焼結体は、原料粉末を混合後、所定の形状に加圧成型し、焼成することにより製造される。焼結体の組成を制御するためには、原料粉末として、炭化タングステンおよび所望の炭窒化物の粉末を用いることが望ましいが、それらの前駆体を用いてもよい。なお、炭化タングステンおよび炭窒化物は、任意の公知の方法を用いて製造したものを原料として用いることができる。炭化タングステンおよび炭窒化物の混合比は、得られる焼結体における第1相および第2相の体積分率が所望の範囲となるよう適宜調節される。炭化タングステンおよび炭窒化物粉末の体積分率は、例えば、前者が焼結体の全体積の80体積%を超え99.9体積%以下、後者が焼結体の全体積の0.01体積%以上20体積%未満である。
The tungsten carbide-based sintered body is manufactured by mixing raw material powder, press-molding it into a predetermined shape, and firing it. In order to control the composition of the sintered body, it is desirable to use tungsten carbide and a desired carbonitride powder as the raw material powder, but precursors thereof may also be used. Note that tungsten carbide and carbonitride can be used as raw materials produced by any known method. The mixing ratio of tungsten carbide and carbonitride is appropriately adjusted so that the volume fraction of the first phase and the second phase in the obtained sintered body is within a desired range. The volume fraction of tungsten carbide and carbonitride powder is, for example, that the former exceeds 80% by volume of the total volume of the sintered body and 99.9% by volume or less, and the latter is 0.01% by volume of the total volume of the sintered body. More than 20% by volume.
原料粉末の混合は、遊星型ボールミル等の任意の公知の方法および装置を用いて行うことができる。ボールミルの回転数および混合時間は、均一な混合物が得られるよう適宜調節できる。例えば、遊星型ボールミルの回転数は、混合のみの場合150rpm程度、粉砕も行う場合350rpm程度に設定され、24~72時間程度混合を行う。混合時の溶媒として、メタノール等の溶媒を添加してもよい。
The raw material powder can be mixed using any known method and apparatus such as a planetary ball mill. The rotation speed and mixing time of the ball mill can be appropriately adjusted so that a uniform mixture is obtained. For example, the rotational speed of the planetary ball mill is set to about 150 rpm for mixing only and about 350 rpm for grinding, and mixing is performed for about 24 to 72 hours. A solvent such as methanol may be added as a solvent during mixing.
次いで、混合後の原料粉末を金型等に入れ加圧(例えば100~300MPa)することにより、所定の形状に加圧成型する。その際、結合性を高めるためにパラフィン等のバインダを、例えば原料粉末の3重量%程度添加してもよい。次いで、成型後の原料粉末を焼結することにより炭化タングステン基焼結体が得られる。焼結温度は、原料として用いられる炭窒化物の種類等によるが、例えば1500~2000℃である。必要に応じて、800℃前後の温度で脱脂および予備焼結を行った後、機械加工を行い、次いで上記温度で本焼結を行ってもよい。また、焼結後に、アルゴン、窒素等の不活性雰囲気でHIP(熱間等方向加圧加工)処理を行い、焼結組織中の空孔を除去してもよい。
Next, the mixed raw material powder is put into a mold or the like and pressed (for example, 100 to 300 MPa) to be pressure-molded into a predetermined shape. At that time, a binder such as paraffin may be added, for example, about 3% by weight of the raw material powder in order to enhance the binding property. Next, the raw material powder after molding is sintered to obtain a tungsten carbide-based sintered body. The sintering temperature is, for example, 1500 to 2000 ° C., depending on the type of carbonitride used as a raw material. If necessary, after degreasing and pre-sintering at a temperature of about 800 ° C., machining may be performed, and then main sintering may be performed at the above temperature. Further, after sintering, HIP (hot isostatic pressing) may be performed in an inert atmosphere such as argon or nitrogen to remove voids in the sintered structure.
炭化タングステン基焼結体において、第1相の炭化タングステンのうち、焼結体の全体積の0.01体積%以上4体積%未満が、鉄属元素ならびに第4族元素、第5族元素および第6族元素からなる群より選択される1種または複数種の元素の複合炭化物および/または複合炭窒化物を主成分とする第3相で置換されていてもよい。すなわち、上記のような3相系からなる炭化タングステン基焼結体において、第2相の体積分率は、焼結体の全体積の0.01体積%以上40体積%未満であり、第3相の体積分率は、焼結体の全体積の0.01体積%以上4体積%未満であり、第1相は残部、すなわち焼結体の全体積の56体積%を超え、99.98体積%以下である。
第3相の体積分率が焼結体の全体積に対する0.01体積%未満だと、第3相の存在が観察により確認できず、焼結体の全体積の4体積%を越えると熱膨張率が大きくなるために、特にレンズ型や塗布工具のように熱膨張率が制限される用途に対して使用が難しい。
なお、第3相は鉄属元素を含んでいてもよく、この場合少なくともコバルトを含んでいることが好ましい。コバルトは炭化タングステンと高温での濡れ性がよく、焼結性を向上させ、焼結体におけるムラの発生を抑制させ、機械的特性を向上させる作用を有している。また、鉄属元素としてニッケルまたは鉄のみを添加した場合、炭素量のコントロールが困難になる。以上の理由により、焼結体に含まれる鉄属元素としては、コバルトが好ましい。 In the tungsten carbide-based sintered body, among the first phase tungsten carbides, 0.01% by volume or more and less than 4% by volume of the total volume of the sintered body is an iron group element, a group 4 element, agroup 5 element, and It may be substituted with a third phase mainly composed of a composite carbide and / or composite carbonitride of one or more elements selected from the group consisting of Group 6 elements. That is, in the tungsten carbide-based sintered body having the three-phase system as described above, the volume fraction of the second phase is 0.01 volume% or more and less than 40 volume% of the total volume of the sintered body. The volume fraction of the phase is 0.01 volume% or more and less than 4 volume% of the total volume of the sintered body, and the first phase exceeds the remainder, that is, 56 volume% of the total volume of the sintered body, and 99.98. % By volume or less.
If the volume fraction of the third phase is less than 0.01% by volume relative to the total volume of the sintered body, the presence of the third phase cannot be confirmed by observation, and if it exceeds 4% by volume of the total volume of the sintered body, Since the expansion coefficient becomes large, it is difficult to use for applications where the coefficient of thermal expansion is limited, such as a lens mold or a coating tool.
The third phase may contain an iron group element. In this case, it is preferable that at least cobalt is contained. Cobalt has good wettability at high temperatures with tungsten carbide, has the effect of improving the sinterability, suppressing the occurrence of unevenness in the sintered body, and improving the mechanical properties. Moreover, when only nickel or iron is added as an iron group element, it becomes difficult to control the amount of carbon. For the above reason, cobalt is preferable as the iron group element contained in the sintered body.
第3相の体積分率が焼結体の全体積に対する0.01体積%未満だと、第3相の存在が観察により確認できず、焼結体の全体積の4体積%を越えると熱膨張率が大きくなるために、特にレンズ型や塗布工具のように熱膨張率が制限される用途に対して使用が難しい。
なお、第3相は鉄属元素を含んでいてもよく、この場合少なくともコバルトを含んでいることが好ましい。コバルトは炭化タングステンと高温での濡れ性がよく、焼結性を向上させ、焼結体におけるムラの発生を抑制させ、機械的特性を向上させる作用を有している。また、鉄属元素としてニッケルまたは鉄のみを添加した場合、炭素量のコントロールが困難になる。以上の理由により、焼結体に含まれる鉄属元素としては、コバルトが好ましい。 In the tungsten carbide-based sintered body, among the first phase tungsten carbides, 0.01% by volume or more and less than 4% by volume of the total volume of the sintered body is an iron group element, a group 4 element, a
If the volume fraction of the third phase is less than 0.01% by volume relative to the total volume of the sintered body, the presence of the third phase cannot be confirmed by observation, and if it exceeds 4% by volume of the total volume of the sintered body, Since the expansion coefficient becomes large, it is difficult to use for applications where the coefficient of thermal expansion is limited, such as a lens mold or a coating tool.
The third phase may contain an iron group element. In this case, it is preferable that at least cobalt is contained. Cobalt has good wettability at high temperatures with tungsten carbide, has the effect of improving the sinterability, suppressing the occurrence of unevenness in the sintered body, and improving the mechanical properties. Moreover, when only nickel or iron is added as an iron group element, it becomes difficult to control the amount of carbon. For the above reason, cobalt is preferable as the iron group element contained in the sintered body.
上記のような3相系からなる炭化タングステン基焼結体は、原料として鉄族金属源(鉄族金属またはその塩:例えば、金属コバルトまたはコバルト塩)をさらに用いる以外は、上記の2相系からなる炭化タングステン基焼結体と同様の原料および方法を用いて製造できるため、ここでは詳しい説明を省略する。
The tungsten carbide-based sintered body composed of the above three-phase system is the above two-phase system except that an iron group metal source (iron group metal or a salt thereof: for example, metallic cobalt or cobalt salt) is further used as a raw material. Since it can be manufactured using the same raw material and method as the tungsten carbide based sintered body made of, detailed description is omitted here.
第3相の体積分率は、焼結体の用途や要求される性質等に応じて、原料として用いる鉄族金属源の配合比率を適宜変化させることにより調節することができる。例えば、焼結体の曲げ強度を確保する必要がある場合、第3相の好ましい体積分率は焼結体の全体積の0.2体積%以下である。
The volume fraction of the third phase can be adjusted by appropriately changing the blending ratio of the iron group metal source used as a raw material according to the use of the sintered body and the required properties. For example, when it is necessary to ensure the bending strength of the sintered body, the preferred volume fraction of the third phase is 0.2% by volume or less of the total volume of the sintered body.
また、併せて第2相の体積分率を調節することにより、焼結体の物性を大幅に変化させることもできる。例えば、ガラスレンズ金型用材料として焼結体を用いる場合、焼結体は、現在主流であるバインダレス超硬合金を用いた周辺部材との兼ね合いにより所望のクリアランスが得られる熱膨張率(好ましくは4.8~5.3ppm)と、ガラスに対する耐食性とを併せ持つ必要がある。
Also, the physical properties of the sintered body can be significantly changed by adjusting the volume fraction of the second phase. For example, when a sintered body is used as a material for a glass lens mold, the sintered body has a thermal expansion coefficient (preferably a desired clearance is obtained by balancing with peripheral members using a binderless cemented carbide which is currently mainstream. 4.8 to 5.3 ppm) and corrosion resistance to glass.
コバルトを含む鉄族元素は、金属相として第3相の一部または全部を置換する形で存在してもよいが、第3相中に4、5、6族との複合炭化物(例えば、W3Co3C)、複合窒化物、または複合炭窒化物の形態で存在していてもよい。
The iron group element including cobalt may be present in the form of substituting part or all of the third phase as a metal phase, but complex carbides with groups 4, 5, and 6 in the third phase (for example, W 3 Co 3 C), composite nitride, or composite carbonitride.
さらに、原料として第4族、第5族および第6族元素からなる群より選択される1または複数の元素の炭化物を添加してもよく、この場合、炭化物が第3相の構成成分として含まれていてもよいが、第2相中に炭化物が分散する形で存在していてもよい。
Further, a carbide of one or more elements selected from the group consisting of Group 4, Group 5 and Group 6 elements may be added as a raw material. In this case, the carbide is included as a component of the third phase. However, the carbide may be present in a form in which the carbide is dispersed in the second phase.
3相系からなる炭化タングステン基焼結体についても、2相系の場合と同様、電子顕微鏡像の画像解析による各相の面内分布の解析や、EPMA(X線プローブマイクロアナライザ)を用いた構成元素の面内分布の解析等から各相の体積分率を求めることができる。
For the tungsten carbide-based sintered body composed of a three-phase system, as in the case of the two-phase system, an analysis of the in-plane distribution of each phase by image analysis of an electron microscope image and an EPMA (X-ray probe microanalyzer) were used. The volume fraction of each phase can be obtained from analysis of in-plane distribution of constituent elements.
上記のようにして得られた炭化タングステン基焼結体の機械的特性は、定法にしたがい測定することができる。機械的特性の具体例としては、常温または高温硬さ(ロックウェル硬さおよびビッカース硬さ)、破壊靱性(K1c)、曲げ強度(抗折力)、体積熱膨張率等が挙げられる。
The mechanical properties of the tungsten carbide-based sintered body obtained as described above can be measured according to a conventional method. Specific examples of the mechanical properties include normal temperature or high temperature hardness (Rockwell hardness and Vickers hardness), fracture toughness (K1c), bending strength (bending strength), volumetric thermal expansion coefficient, and the like.
本発明の一実施の形態に係る炭化タングステン基焼結体は、塗布工具用ヘッド部、切断刃、カッター刃、レンズ型、シールリング等の耐摩耗部材の用途に好適に用いることができる。
The tungsten carbide-based sintered body according to one embodiment of the present invention can be suitably used for wear-resistant members such as a coating tool head, a cutting blade, a cutter blade, a lens mold, and a seal ring.
次に、本発明の作用効果を確認するために行った実施例について説明する。
実施例1:炭化タングステン基焼結体の製造(1)
炭化タングステンおよび(Ti,W)(C,N)の粉末(炭窒化物の添加量(体積%)は表1参照)をボールミル(ボールの材質は低コバルト超硬合金)に入れ、メタノールを加え、96時間粉砕混合した。メタノールを蒸発させた後、25~30MPaの圧力、1700~1900℃、Ar雰囲気にてホットプレスした後に、1700℃、180MPa、Ar雰囲気でHIP処理した。炭窒化物の窒素のモル分率を選択的に増やしたい場合は、HIP処理時の雰囲気をArとN2の混合雰囲気とすればよい。 Next, examples carried out for confirming the effects of the present invention will be described.
Example 1: Production of tungsten carbide based sintered body (1)
Put tungsten carbide and (Ti, W) (C, N) powder (see Table 1 for carbon nitride addition amount (volume%)) into a ball mill (ball material is low cobalt cemented carbide) and add methanol. And pulverized and mixed for 96 hours. After evaporating methanol, hot pressing was performed in an Ar atmosphere at a pressure of 25 to 30 MPa and 1700 to 1900 ° C., and then HIP treatment was performed in an Ar atmosphere at 1700 ° C. and 180 MPa. In order to selectively increase the nitrogen mole fraction of carbonitride, the atmosphere during HIP treatment may be a mixed atmosphere of Ar and N 2 .
実施例1:炭化タングステン基焼結体の製造(1)
炭化タングステンおよび(Ti,W)(C,N)の粉末(炭窒化物の添加量(体積%)は表1参照)をボールミル(ボールの材質は低コバルト超硬合金)に入れ、メタノールを加え、96時間粉砕混合した。メタノールを蒸発させた後、25~30MPaの圧力、1700~1900℃、Ar雰囲気にてホットプレスした後に、1700℃、180MPa、Ar雰囲気でHIP処理した。炭窒化物の窒素のモル分率を選択的に増やしたい場合は、HIP処理時の雰囲気をArとN2の混合雰囲気とすればよい。 Next, examples carried out for confirming the effects of the present invention will be described.
Example 1: Production of tungsten carbide based sintered body (1)
Put tungsten carbide and (Ti, W) (C, N) powder (see Table 1 for carbon nitride addition amount (volume%)) into a ball mill (ball material is low cobalt cemented carbide) and add methanol. And pulverized and mixed for 96 hours. After evaporating methanol, hot pressing was performed in an Ar atmosphere at a pressure of 25 to 30 MPa and 1700 to 1900 ° C., and then HIP treatment was performed in an Ar atmosphere at 1700 ° C. and 180 MPa. In order to selectively increase the nitrogen mole fraction of carbonitride, the atmosphere during HIP treatment may be a mixed atmosphere of Ar and N 2 .
得られた炭化タングステン基焼結体の常温でのロックウェル硬さ(HRA)およびビッカース硬さ(Hv)、破壊靱性(平面ひずみ破壊靱性:K1c)および抗折力(TRS)は、それぞれ、JIS Z 2245、JIS Z 2244、JIS G 0202、およびJIS Z 2203に準拠して測定した。
Rockwell hardness (HRA) and Vickers hardness (Hv), fracture toughness (plane strain fracture toughness: K1c) and bending strength (TRS) at room temperature of the obtained tungsten carbide-based sintered body were JIS, respectively. It was measured according to Z 2245, JIS Z 2244, JIS G 0202, and JIS Z 2203.
(Ti,W)(C,N)の添加量(焼結体の全体積に対する体積%:以下同じ。)と焼結体の機械的特性との関係は表1に示すとおりであった。また、(Ti,W)(C,N)を2.0体積%添加した原料より得られる炭化タングステン基焼結体の破面のSEM像(SE)および研磨面のSEM像(BSE)を、それぞれ、図1(A)および(B)に示す。
なお、「TC量」は全炭素量を表し、相対密度は、(Ti,W)(C,N)の粉末組成上の理論密度を100%とした場合の相対値である(以下同じ)。 Table 1 shows the relationship between the amount of (Ti, W) (C, N) added (volume% with respect to the total volume of the sintered body: the same applies hereinafter) and the mechanical properties of the sintered body. In addition, an SEM image (SE) of a fracture surface of a tungsten carbide-based sintered body obtained from a raw material added with 2.0% by volume of (Ti, W) (C, N) and an SEM image (BSE) of a polished surface, They are shown in FIGS. 1 (A) and (B), respectively.
The “TC amount” represents the total carbon amount, and the relative density is a relative value when the theoretical density on the powder composition of (Ti, W) (C, N) is 100% (the same applies hereinafter).
なお、「TC量」は全炭素量を表し、相対密度は、(Ti,W)(C,N)の粉末組成上の理論密度を100%とした場合の相対値である(以下同じ)。 Table 1 shows the relationship between the amount of (Ti, W) (C, N) added (volume% with respect to the total volume of the sintered body: the same applies hereinafter) and the mechanical properties of the sintered body. In addition, an SEM image (SE) of a fracture surface of a tungsten carbide-based sintered body obtained from a raw material added with 2.0% by volume of (Ti, W) (C, N) and an SEM image (BSE) of a polished surface, They are shown in FIGS. 1 (A) and (B), respectively.
The “TC amount” represents the total carbon amount, and the relative density is a relative value when the theoretical density on the powder composition of (Ti, W) (C, N) is 100% (the same applies hereinafter).

すべての場合において、得られた炭化タングステン基焼結体は高い硬さ、破壊靱性および抗折力を有していることがわかる。また、炭窒化物の添加量が1.0~5.0体積%の場合に抗折力がピーク値に達していることがわかる。
It can be seen that in all cases, the obtained tungsten carbide based sintered body has high hardness, fracture toughness and bending strength. It can also be seen that the bending strength reaches the peak value when the amount of carbonitride added is 1.0 to 5.0% by volume.
図1(A)および(B)において、色調の異なる複数の相の存在が示されているが、黒い部分が炭窒化物の相(第2相)であり、濃灰、淡灰の部分は炭化タングステン(WC)相(第1相)である。
比較のため、図2(A)および(B)に、炭窒化物を含まない炭化タングステン基焼結体(VC-Cr3C2-WC)の破面のSEM像(SE)および研磨面のSEM像(BSE)を示すが、これらと図1(A)および(B)との比較より、(Ti,W)(C,N)の添加により炭化タングステンの粒成長が抑制され、それが機械的特性の向上に寄与していることが強く示唆された。
また、第2相の平均粒子径を測定したところ、最小0.03μm~最大0.4μmであった。 In FIGS. 1A and 1B, the presence of a plurality of phases having different colors is shown, but the black portion is a carbonitride phase (second phase), and the dark ash and light ash portions are It is a tungsten carbide (WC) phase (first phase).
For comparison, FIGS. 2A and 2B show an SEM image (SE) of a fracture surface of a tungsten carbide-based sintered body (VC—Cr 3 C 2 —WC) containing no carbonitride and a polished surface. Although SEM images (BSE) are shown, the grain growth of tungsten carbide is suppressed by the addition of (Ti, W) (C, N) by comparing these with FIGS. 1 (A) and (B). It was strongly suggested that it contributed to the improvement of physical characteristics.
Further, when the average particle size of the second phase was measured, it was found to be a minimum of 0.03 μm to a maximum of 0.4 μm.
比較のため、図2(A)および(B)に、炭窒化物を含まない炭化タングステン基焼結体(VC-Cr3C2-WC)の破面のSEM像(SE)および研磨面のSEM像(BSE)を示すが、これらと図1(A)および(B)との比較より、(Ti,W)(C,N)の添加により炭化タングステンの粒成長が抑制され、それが機械的特性の向上に寄与していることが強く示唆された。
また、第2相の平均粒子径を測定したところ、最小0.03μm~最大0.4μmであった。 In FIGS. 1A and 1B, the presence of a plurality of phases having different colors is shown, but the black portion is a carbonitride phase (second phase), and the dark ash and light ash portions are It is a tungsten carbide (WC) phase (first phase).
For comparison, FIGS. 2A and 2B show an SEM image (SE) of a fracture surface of a tungsten carbide-based sintered body (VC—Cr 3 C 2 —WC) containing no carbonitride and a polished surface. Although SEM images (BSE) are shown, the grain growth of tungsten carbide is suppressed by the addition of (Ti, W) (C, N) by comparing these with FIGS. 1 (A) and (B). It was strongly suggested that it contributed to the improvement of physical characteristics.
Further, when the average particle size of the second phase was measured, it was found to be a minimum of 0.03 μm to a maximum of 0.4 μm.
実施例2:炭化タングステン基焼結体の製造(2)
金属炭窒化物として(Ti,Mo)(C,N)を用いる以外は、実施例1と同様の条件下で焼結体を製造した。炭窒化物の添加量(体積%)と得られた焼結体の機械的特性との関係は表2に示すとおりであった。また、(Ti,Mo)(C,N)を15体積%添加した原料より得られる炭化タングステン基焼結体の破面のSEM像(SE)および研磨面のSEM像(BSE)を、それぞれ、図3(A)および(B)に示す。 Example 2: Production of a tungsten carbide-based sintered body (2)
A sintered body was produced under the same conditions as in Example 1 except that (Ti, Mo) (C, N) was used as the metal carbonitride. Table 2 shows the relationship between the amount of carbonitride added (volume%) and the mechanical properties of the obtained sintered body. Further, the SEM image (SE) of the fracture surface and the SEM image (BSE) of the polished surface of the tungsten carbide-based sintered body obtained from the raw material added with 15% by volume of (Ti, Mo) (C, N), respectively, It shows to FIG. 3 (A) and (B).
金属炭窒化物として(Ti,Mo)(C,N)を用いる以外は、実施例1と同様の条件下で焼結体を製造した。炭窒化物の添加量(体積%)と得られた焼結体の機械的特性との関係は表2に示すとおりであった。また、(Ti,Mo)(C,N)を15体積%添加した原料より得られる炭化タングステン基焼結体の破面のSEM像(SE)および研磨面のSEM像(BSE)を、それぞれ、図3(A)および(B)に示す。 Example 2: Production of a tungsten carbide-based sintered body (2)
A sintered body was produced under the same conditions as in Example 1 except that (Ti, Mo) (C, N) was used as the metal carbonitride. Table 2 shows the relationship between the amount of carbonitride added (volume%) and the mechanical properties of the obtained sintered body. Further, the SEM image (SE) of the fracture surface and the SEM image (BSE) of the polished surface of the tungsten carbide-based sintered body obtained from the raw material added with 15% by volume of (Ti, Mo) (C, N), respectively, It shows to FIG. 3 (A) and (B).

実施例1と同様、すべての場合において、得られた炭化タングステン基焼結体は高い硬さ、破壊靱性および抗折力を有していることがわかる。図5、6において、色調の異なる3つの相の存在が明確に示されているが、EPMAを用いた各元素の面内分布の測定結果より、濃い灰色~黒色の部分が(Ti,Mo)(C,N)を主成分とする相(第2相)であり(特にTiおよびNに富んだ部分が黒色を呈している)、淡い灰色の部分が炭化タングステンを主成分とする相(第1相)であることがわかった。
図3(A)および(B)と図2(A)および(B)との比較より、(Ti,Mo)(C,N)の添加によっても、炭化タングステンの粒成長が抑制されていることが強く示唆された。特に物性の優れた範囲は炭窒化物の添加量が0.5~5.0体積%の範囲である。複合炭窒化物としては(Ti、Mo)(C,N)の方が(Ti,W)(C,N)よりも粒成長抑制効果が高く、少量でも効果が顕著に現れていることがわかる。 As in Example 1, in all cases, the obtained tungsten carbide-based sintered body is found to have high hardness, fracture toughness, and bending strength. In FIGS. 5 and 6, the existence of three phases having different color tones is clearly shown. From the measurement results of the in-plane distribution of each element using EPMA, dark gray to black portions are (Ti, Mo). (C, N) as the main component (second phase) (particularly, the portion rich in Ti and N is black), and the light gray portion is the phase (first phase) mainly containing tungsten carbide. 1 phase).
From the comparison between FIGS. 3 (A) and 3 (B) and FIGS. 2 (A) and 2 (B), the grain growth of tungsten carbide is also suppressed by the addition of (Ti, Mo) (C, N). Was strongly suggested. In particular, the range in which the physical properties are excellent is a range in which the amount of carbonitride added is 0.5 to 5.0% by volume. As a composite carbonitride, it can be seen that (Ti, Mo) (C, N) has a higher grain growth inhibiting effect than (Ti, W) (C, N), and the effect is remarkable even in a small amount. .
図3(A)および(B)と図2(A)および(B)との比較より、(Ti,Mo)(C,N)の添加によっても、炭化タングステンの粒成長が抑制されていることが強く示唆された。特に物性の優れた範囲は炭窒化物の添加量が0.5~5.0体積%の範囲である。複合炭窒化物としては(Ti、Mo)(C,N)の方が(Ti,W)(C,N)よりも粒成長抑制効果が高く、少量でも効果が顕著に現れていることがわかる。 As in Example 1, in all cases, the obtained tungsten carbide-based sintered body is found to have high hardness, fracture toughness, and bending strength. In FIGS. 5 and 6, the existence of three phases having different color tones is clearly shown. From the measurement results of the in-plane distribution of each element using EPMA, dark gray to black portions are (Ti, Mo). (C, N) as the main component (second phase) (particularly, the portion rich in Ti and N is black), and the light gray portion is the phase (first phase) mainly containing tungsten carbide. 1 phase).
From the comparison between FIGS. 3 (A) and 3 (B) and FIGS. 2 (A) and 2 (B), the grain growth of tungsten carbide is also suppressed by the addition of (Ti, Mo) (C, N). Was strongly suggested. In particular, the range in which the physical properties are excellent is a range in which the amount of carbonitride added is 0.5 to 5.0% by volume. As a composite carbonitride, it can be seen that (Ti, Mo) (C, N) has a higher grain growth inhibiting effect than (Ti, W) (C, N), and the effect is remarkable even in a small amount. .
実施例3:炭化タングステン基焼結体の製造(3)
金属炭窒化物として(Ti,W)(C,N)(2体積%)用い、必要に応じて金属炭化物(種類および添加量は表3参照)を添加した以外は実施例1と同様の条件下で焼結体を製造した。金属炭化物およびその添加量(体積%)と焼結体の機械的特性との関係は表3に示すとおりであった。また、炭化バナジウム(1体積%)を添加した原料より得られる炭化タングステン基焼結体の破面のSEM像(SE)および研磨面のSEM像(BSE)を図4(A)および(B)に、炭化クロム(0.7体積%)および炭化ニオブ(0.3体積%)を添加した原料より得られる炭化タングステン基焼結体の破面のSEM像(SE)および研磨面のSEM像(BSE)を図5(A)および(B)に示す。 Example 3: Production of tungsten carbide based sintered body (3)
The same conditions as in Example 1 except that (Ti, W) (C, N) (2% by volume) was used as the metal carbonitride, and metal carbide (see Table 3 for types and addition amounts) was added as necessary. A sintered body was produced below. Table 3 shows the relationship between the metal carbide and its addition amount (% by volume) and the mechanical properties of the sintered body. 4A and 4B show the SEM image (SE) of the fracture surface and the SEM image (BSE) of the polished surface of the tungsten carbide-based sintered body obtained from the raw material to which vanadium carbide (1% by volume) is added. In addition, an SEM image (SE) of a fracture surface of a tungsten carbide-based sintered body obtained from a raw material added with chromium carbide (0.7% by volume) and niobium carbide (0.3% by volume) and an SEM image of a polished surface ( BSE) is shown in FIGS. 5 (A) and 5 (B).
金属炭窒化物として(Ti,W)(C,N)(2体積%)用い、必要に応じて金属炭化物(種類および添加量は表3参照)を添加した以外は実施例1と同様の条件下で焼結体を製造した。金属炭化物およびその添加量(体積%)と焼結体の機械的特性との関係は表3に示すとおりであった。また、炭化バナジウム(1体積%)を添加した原料より得られる炭化タングステン基焼結体の破面のSEM像(SE)および研磨面のSEM像(BSE)を図4(A)および(B)に、炭化クロム(0.7体積%)および炭化ニオブ(0.3体積%)を添加した原料より得られる炭化タングステン基焼結体の破面のSEM像(SE)および研磨面のSEM像(BSE)を図5(A)および(B)に示す。 Example 3: Production of tungsten carbide based sintered body (3)
The same conditions as in Example 1 except that (Ti, W) (C, N) (2% by volume) was used as the metal carbonitride, and metal carbide (see Table 3 for types and addition amounts) was added as necessary. A sintered body was produced below. Table 3 shows the relationship between the metal carbide and its addition amount (% by volume) and the mechanical properties of the sintered body. 4A and 4B show the SEM image (SE) of the fracture surface and the SEM image (BSE) of the polished surface of the tungsten carbide-based sintered body obtained from the raw material to which vanadium carbide (1% by volume) is added. In addition, an SEM image (SE) of a fracture surface of a tungsten carbide-based sintered body obtained from a raw material added with chromium carbide (0.7% by volume) and niobium carbide (0.3% by volume) and an SEM image of a polished surface ( BSE) is shown in FIGS. 5 (A) and 5 (B).

実施例1および2と同様、すべての場合において、得られた炭化タングステン基焼結体は高い硬さ、破壊靱性および抗折力を有していることがわかる。図4(A)および(B)ならびに図5(A)より、これらの焼結体も色調の異なる2相からなることがわかる。なお、図5(B)において、炭窒化物を主成分とする第2相に相当する領域内に濃い黒色の組織が見られるが、EPMA測定の結果より、タングステンおよび炭素の分布が比較的少ない部分であると考えられる。炭窒化物とあわせて通常粒成長抑制剤として添加する炭化バナジウム(VC)を添加することによって、その粒成長抑制効果はより顕著になる。また、高温特性(耐酸化性が特に)を維持する炭化クロム(Cr3C2)を添加した場合にも、他の特性は維持したまま高温特性を向上することができる。
As in Examples 1 and 2, in all cases, the obtained tungsten carbide-based sintered body is found to have high hardness, fracture toughness and bending strength. 4 (A) and 4 (B) and FIG. 5 (A), it can be seen that these sintered bodies are also composed of two phases having different colors. In FIG. 5B, a dark black structure is observed in a region corresponding to the second phase containing carbonitride as a main component, but the distribution of tungsten and carbon is relatively small from the results of EPMA measurement. Is considered part. By adding vanadium carbide (VC), which is usually added as a grain growth inhibitor together with carbonitride, the grain growth inhibiting effect becomes more remarkable. Even when chromium carbide (Cr 3 C 2 ) that maintains high temperature characteristics (especially oxidation resistance) is added, the high temperature characteristics can be improved while maintaining other characteristics.
実施例4:炭化タングステン基焼結体の製造(4)
炭化タングステンおよび(Ti,W)(C,N)または(Ti,Mo)(C,N)の粉末(炭窒化物の添加量(体積%)は表4および5参照)をボールミル(ボールの材質は低コバルト超硬合金)に入れ、メタノールを加え、96時間粉砕混合した。メタノールを蒸発させた後、パラフィンを3%程度添加し、100MPaの圧力でプレスし、常圧下、700~800℃で予備焼結および脱脂を行い、次いで1900~2100℃で本焼結を行った。炭窒化物の添加量(体積%)と得られた焼結体の機械的特性との関係は表4、5に示すとおりであった。また、(Ti,W)(C,N)を焼結体の全体積の0.5体積%、1体積%、2体積%、15%体積%、および30体積%添加した原料より得られる炭化タングステン基焼結体の研磨面のSEM像(BSE)および腐食面のSEM像(BSE)を、それぞれ、図6(A)および(B)、図7(A)および(B)、図8(A)および(B)、図9(A)および(B)、ならびに図10(A)および(B)に、(Ti,Mo)(C,N)を焼結体の全体積の0.5体積%、1体積%、2体積%、15%体積%、および30体積%添加した原料より得られる炭化タングステン基焼結体の研磨面のSEM像(BSE)および腐食面のSEM像(BSE)を、それぞれ、図11(A)および(B)、図12(A)および(B)、図13(A)および(B)、図14(A)および(B)、ならびに図15(A)および(B)に示す。 Example 4: Production of tungsten carbide based sintered body (4)
Tungsten carbide and (Ti, W) (C, N) or (Ti, Mo) (C, N) powder (see Tables 4 and 5 for carbon nitride addition amount (volume%)) ball ball (ball material) Was added to low-cobalt cemented carbide), methanol was added, and pulverized and mixed for 96 hours. After evaporation of methanol, about 3% of paraffin was added, pressed at a pressure of 100 MPa, presintered and degreased at 700 to 800 ° C. under normal pressure, and then main sintered at 1900 to 2100 ° C. . Tables 4 and 5 show the relationship between the amount of carbonitride added (% by volume) and the mechanical properties of the obtained sintered body. Further, carbonization obtained from a raw material to which (Ti, W) (C, N) is added in an amount of 0.5% by volume, 1% by volume, 2% by volume, 15% by volume, and 30% by volume of the total volume of the sintered body. The polished SEM image (BSE) and the corroded SEM image (BSE) of the tungsten-based sintered body are respectively shown in FIGS. 6 (A) and (B), FIGS. 7 (A) and (B), and FIG. 8 ( A) and (B), FIGS. 9A and 9B, and FIGS. 10A and 10B, (Ti, Mo) (C, N) is added to 0.5% of the total volume of the sintered body. SEM image (BSE) of polished surface and SEM image (BSE) of corroded surface of tungsten carbide based sintered body obtained from raw materials added by volume%, 1 volume%, 2 volume%, 15% volume%, and 30 volume% 11 (A) and (B), FIG. 12 (A) and (B), FIG. 13 (A) and (B), respectively. FIG 14 (A) and (B), and shown in FIG. 15 (A) and (B).
炭化タングステンおよび(Ti,W)(C,N)または(Ti,Mo)(C,N)の粉末(炭窒化物の添加量(体積%)は表4および5参照)をボールミル(ボールの材質は低コバルト超硬合金)に入れ、メタノールを加え、96時間粉砕混合した。メタノールを蒸発させた後、パラフィンを3%程度添加し、100MPaの圧力でプレスし、常圧下、700~800℃で予備焼結および脱脂を行い、次いで1900~2100℃で本焼結を行った。炭窒化物の添加量(体積%)と得られた焼結体の機械的特性との関係は表4、5に示すとおりであった。また、(Ti,W)(C,N)を焼結体の全体積の0.5体積%、1体積%、2体積%、15%体積%、および30体積%添加した原料より得られる炭化タングステン基焼結体の研磨面のSEM像(BSE)および腐食面のSEM像(BSE)を、それぞれ、図6(A)および(B)、図7(A)および(B)、図8(A)および(B)、図9(A)および(B)、ならびに図10(A)および(B)に、(Ti,Mo)(C,N)を焼結体の全体積の0.5体積%、1体積%、2体積%、15%体積%、および30体積%添加した原料より得られる炭化タングステン基焼結体の研磨面のSEM像(BSE)および腐食面のSEM像(BSE)を、それぞれ、図11(A)および(B)、図12(A)および(B)、図13(A)および(B)、図14(A)および(B)、ならびに図15(A)および(B)に示す。 Example 4: Production of tungsten carbide based sintered body (4)
Tungsten carbide and (Ti, W) (C, N) or (Ti, Mo) (C, N) powder (see Tables 4 and 5 for carbon nitride addition amount (volume%)) ball ball (ball material) Was added to low-cobalt cemented carbide), methanol was added, and pulverized and mixed for 96 hours. After evaporation of methanol, about 3% of paraffin was added, pressed at a pressure of 100 MPa, presintered and degreased at 700 to 800 ° C. under normal pressure, and then main sintered at 1900 to 2100 ° C. . Tables 4 and 5 show the relationship between the amount of carbonitride added (% by volume) and the mechanical properties of the obtained sintered body. Further, carbonization obtained from a raw material to which (Ti, W) (C, N) is added in an amount of 0.5% by volume, 1% by volume, 2% by volume, 15% by volume, and 30% by volume of the total volume of the sintered body. The polished SEM image (BSE) and the corroded SEM image (BSE) of the tungsten-based sintered body are respectively shown in FIGS. 6 (A) and (B), FIGS. 7 (A) and (B), and FIG. 8 ( A) and (B), FIGS. 9A and 9B, and FIGS. 10A and 10B, (Ti, Mo) (C, N) is added to 0.5% of the total volume of the sintered body. SEM image (BSE) of polished surface and SEM image (BSE) of corroded surface of tungsten carbide based sintered body obtained from raw materials added by volume%, 1 volume%, 2 volume%, 15% volume%, and 30 volume% 11 (A) and (B), FIG. 12 (A) and (B), FIG. 13 (A) and (B), respectively. FIG 14 (A) and (B), and shown in FIG. 15 (A) and (B).


図6(A)および(B)に示した(Ti,W)(C,N)の添加量0.5体積%の場合を除き、得られた焼結体は炭化タングステンの結晶粒子の粒成長が抑制されており、十分に高いロックウェル硬さおよびビッカース硬さを有していることがわかる。
また、元素マッピングの結果、混合の段階で混入したCoは、単体では存在せずにWを含む炭窒化物として存在することが分かった。その量は全体の0.10体積%であった。 Except for the case where the addition amount of (Ti, W) (C, N) shown in FIGS. 6 (A) and 6 (B) is 0.5% by volume, the obtained sintered body has grain growth of tungsten carbide crystal grains. Is suppressed, and it can be seen that it has sufficiently high Rockwell hardness and Vickers hardness.
Further, as a result of elemental mapping, it was found that Co mixed at the stage of mixing does not exist alone but exists as carbonitride containing W. The amount was 0.10% by volume of the whole.
また、元素マッピングの結果、混合の段階で混入したCoは、単体では存在せずにWを含む炭窒化物として存在することが分かった。その量は全体の0.10体積%であった。 Except for the case where the addition amount of (Ti, W) (C, N) shown in FIGS. 6 (A) and 6 (B) is 0.5% by volume, the obtained sintered body has grain growth of tungsten carbide crystal grains. Is suppressed, and it can be seen that it has sufficiently high Rockwell hardness and Vickers hardness.
Further, as a result of elemental mapping, it was found that Co mixed at the stage of mixing does not exist alone but exists as carbonitride containing W. The amount was 0.10% by volume of the whole.
実施例5:炭化タングステン基焼結体の製造(5)
炭化タングステン、(Ti,Mo)(C,N)およびコバルト(Co)の粉末(炭窒化物の添加量(体積%)およびコバルトの添加量(重量%)は表6参照)をボールミル(ボールの材質は低コバルト超硬合金)に入れ、メタノールを加え、96時間粉砕混合した。メタノールを蒸発させた後、パラフィンを2.2%程度添加し、1530℃、Ar雰囲気にてホットプレスした後に、1340℃、40MPa、Ar雰囲気でHIP処理した。炭窒化物の添加量(体積%)と得られた焼結体の機械的特性との関係は表6に示すとおりであった。また、(Ti,Mo)(C,N)を焼結体の全体積の2%、Coを焼結体全体積の1体積%および3.9体積%添加した原料より得られる炭化タングステン基焼結体の研磨面のSEM像(BSE)および腐食面のSEM像(BSE)を、それぞれ、図16および17に示す。 Example 5: Production of tungsten carbide based sintered body (5)
Tungsten carbide, (Ti, Mo) (C, N) and cobalt (Co) powder (see Table 6 for carbonitride addition (volume%) and cobalt addition (wt%) see Table 6) The material was put in a low cobalt cemented carbide), methanol was added, and pulverized and mixed for 96 hours. After evaporating methanol, about 2.2% of paraffin was added, hot pressing was performed at 1530 ° C. in an Ar atmosphere, and then HIP treatment was performed at 1340 ° C., 40 MPa, Ar atmosphere. Table 6 shows the relationship between the amount of carbonitride added (volume%) and the mechanical properties of the obtained sintered body. Also, tungsten carbide-based firing obtained from a raw material obtained by adding (Ti, Mo) (C, N) to 2% of the total volume of the sintered body and Co to 1% by volume and 3.9% by volume of the total volume of the sintered body. The SEM image (BSE) of the polished surface and the SEM image (BSE) of the corroded surface are shown in FIGS. 16 and 17, respectively.
炭化タングステン、(Ti,Mo)(C,N)およびコバルト(Co)の粉末(炭窒化物の添加量(体積%)およびコバルトの添加量(重量%)は表6参照)をボールミル(ボールの材質は低コバルト超硬合金)に入れ、メタノールを加え、96時間粉砕混合した。メタノールを蒸発させた後、パラフィンを2.2%程度添加し、1530℃、Ar雰囲気にてホットプレスした後に、1340℃、40MPa、Ar雰囲気でHIP処理した。炭窒化物の添加量(体積%)と得られた焼結体の機械的特性との関係は表6に示すとおりであった。また、(Ti,Mo)(C,N)を焼結体の全体積の2%、Coを焼結体全体積の1体積%および3.9体積%添加した原料より得られる炭化タングステン基焼結体の研磨面のSEM像(BSE)および腐食面のSEM像(BSE)を、それぞれ、図16および17に示す。 Example 5: Production of tungsten carbide based sintered body (5)
Tungsten carbide, (Ti, Mo) (C, N) and cobalt (Co) powder (see Table 6 for carbonitride addition (volume%) and cobalt addition (wt%) see Table 6) The material was put in a low cobalt cemented carbide), methanol was added, and pulverized and mixed for 96 hours. After evaporating methanol, about 2.2% of paraffin was added, hot pressing was performed at 1530 ° C. in an Ar atmosphere, and then HIP treatment was performed at 1340 ° C., 40 MPa, Ar atmosphere. Table 6 shows the relationship between the amount of carbonitride added (volume%) and the mechanical properties of the obtained sintered body. Also, tungsten carbide-based firing obtained from a raw material obtained by adding (Ti, Mo) (C, N) to 2% of the total volume of the sintered body and Co to 1% by volume and 3.9% by volume of the total volume of the sintered body. The SEM image (BSE) of the polished surface and the SEM image (BSE) of the corroded surface are shown in FIGS. 16 and 17, respectively.

炭化タングステンからなる第1相および炭窒化物を主成分とする第2相に加えて、コバルト濃度の高い第3相の存在が確認された。コバルトが、金属として第3相中に存在するのか、あるいは炭窒化物として存在するのかについては明らかではない。
In addition to the first phase composed of tungsten carbide and the second phase mainly composed of carbonitride, the presence of a third phase having a high cobalt concentration was confirmed. It is not clear whether cobalt is present in the third phase as a metal or as a carbonitride.
実施例6:炭化タングステン基焼結体の製造(6)
炭窒化物として(Ti,W)(C,N)または(Ti,Mo)(C,N)のナノ粉末(炭窒化物の種類および添加量(体積%)は表7参照)を用いる以外は実施例1または2と同様の条件下で焼結体を製造した。炭窒化物の種類および添加量(体積%)と得られた焼結体の機械的特性との関係は表7に示すとおりであった。また、(Ti,W)(C,N)を焼結体の全体積の2.0体積%および5.0体積%添加した原料より得られる炭化タングステン基焼結体の研磨面のSEM像(BSE)および腐食面のSEM像(BSE)を、それぞれ、図18(A)および(B)、ならびに図19(A)および(B)に、(Ti,Mo)(C,N)を焼結体の全体積の2体積%および5体積%添加した原料より得られる炭化タングステン基焼結体の研磨面のSEM像(BSE)および腐食面のSEM像(BSE)を、それぞれ、図20(A)および(B)、ならびに図21(A)および(B)に示す。 Example 6: Production of a tungsten carbide based sintered body (6)
Except for using (Ti, W) (C, N) or (Ti, Mo) (C, N) nanopowder as carbonitride (see Table 7 for carbonitride types and addition amount (volume%)). A sintered body was produced under the same conditions as in Example 1 or 2. Table 7 shows the relationship between the type and addition amount (% by volume) of carbonitride and the mechanical properties of the obtained sintered body. Further, an SEM image of a polished surface of a tungsten carbide-based sintered body obtained from a raw material to which (Ti, W) (C, N) is added at 2.0 volume% and 5.0 volume% of the total volume of the sintered body ( BSE) and SEM images (BSE) of the corroded surface are shown in FIGS. 18A and 18B, and FIGS. 19A and 19B, respectively. (Ti, Mo) (C, N) are sintered. The SEM image (BSE) of the polished surface and the SEM image (BSE) of the corroded surface of the tungsten carbide-based sintered body obtained from the raw material added with 2% by volume and 5% by volume of the total body volume are shown in FIG. ) And (B), and FIGS. 21 (A) and (B).
炭窒化物として(Ti,W)(C,N)または(Ti,Mo)(C,N)のナノ粉末(炭窒化物の種類および添加量(体積%)は表7参照)を用いる以外は実施例1または2と同様の条件下で焼結体を製造した。炭窒化物の種類および添加量(体積%)と得られた焼結体の機械的特性との関係は表7に示すとおりであった。また、(Ti,W)(C,N)を焼結体の全体積の2.0体積%および5.0体積%添加した原料より得られる炭化タングステン基焼結体の研磨面のSEM像(BSE)および腐食面のSEM像(BSE)を、それぞれ、図18(A)および(B)、ならびに図19(A)および(B)に、(Ti,Mo)(C,N)を焼結体の全体積の2体積%および5体積%添加した原料より得られる炭化タングステン基焼結体の研磨面のSEM像(BSE)および腐食面のSEM像(BSE)を、それぞれ、図20(A)および(B)、ならびに図21(A)および(B)に示す。 Example 6: Production of a tungsten carbide based sintered body (6)
Except for using (Ti, W) (C, N) or (Ti, Mo) (C, N) nanopowder as carbonitride (see Table 7 for carbonitride types and addition amount (volume%)). A sintered body was produced under the same conditions as in Example 1 or 2. Table 7 shows the relationship between the type and addition amount (% by volume) of carbonitride and the mechanical properties of the obtained sintered body. Further, an SEM image of a polished surface of a tungsten carbide-based sintered body obtained from a raw material to which (Ti, W) (C, N) is added at 2.0 volume% and 5.0 volume% of the total volume of the sintered body ( BSE) and SEM images (BSE) of the corroded surface are shown in FIGS. 18A and 18B, and FIGS. 19A and 19B, respectively. (Ti, Mo) (C, N) are sintered. The SEM image (BSE) of the polished surface and the SEM image (BSE) of the corroded surface of the tungsten carbide-based sintered body obtained from the raw material added with 2% by volume and 5% by volume of the total body volume are shown in FIG. ) And (B), and FIGS. 21 (A) and (B).

実施例7:炭化タングステン基焼結体の製造(7)
炭窒化物として(Ti,Mo)(C,N)のナノ粉末(焼結体の全体積の2.0体積%:表7参照)を用いる以外は実施例4と同様の条件下で焼結体を製造した。得られた焼結体の機械的特性は表8に示すとおりであった。また、炭化タングステン基焼結体の研磨面のSEM像(BSE)および腐食面のSEM像(BSE)を、それぞれ、図22(A)および(B)に示す。 Example 7: Production of a tungsten carbide based sintered body (7)
Sintered under the same conditions as in Example 4 except that (Ti, Mo) (C, N) nanopowder (2.0% by volume of the total volume of the sintered body: see Table 7) was used as the carbonitride. The body was manufactured. The mechanical properties of the obtained sintered body were as shown in Table 8. Further, an SEM image (BSE) of the polished surface and a SEM image (BSE) of the corroded surface of the tungsten carbide based sintered body are shown in FIGS. 22 (A) and 22 (B), respectively.
炭窒化物として(Ti,Mo)(C,N)のナノ粉末(焼結体の全体積の2.0体積%:表7参照)を用いる以外は実施例4と同様の条件下で焼結体を製造した。得られた焼結体の機械的特性は表8に示すとおりであった。また、炭化タングステン基焼結体の研磨面のSEM像(BSE)および腐食面のSEM像(BSE)を、それぞれ、図22(A)および(B)に示す。 Example 7: Production of a tungsten carbide based sintered body (7)
Sintered under the same conditions as in Example 4 except that (Ti, Mo) (C, N) nanopowder (2.0% by volume of the total volume of the sintered body: see Table 7) was used as the carbonitride. The body was manufactured. The mechanical properties of the obtained sintered body were as shown in Table 8. Further, an SEM image (BSE) of the polished surface and a SEM image (BSE) of the corroded surface of the tungsten carbide based sintered body are shown in FIGS. 22 (A) and 22 (B), respectively.

実施例8:炭化タングステン基焼結体の塗布工具用ヘッド部への使用
本発明の範囲内であるWC-2体積%(Ti0.3W0.7)(C0.2N0.8)-0.2体積%Coの焼結体を、フィルム状部材への塗布、パネル状部材への塗布、特に液晶ディスプレイパネルを製造するときのガラス基板表面にカラーレジスト等の塗布液を塗布する工程等に用いられる塗布工具用先端部材(ヘッド部)に使用した実施例である。
本発明範囲外の比較試料を比較試料1~3として、塗布工具用先端部材をステンレス製部材(塗布工具本体)へボルトで固定し、精密に研削加工をすることで本発明の塗布工具を得ることができる。得られた塗布工具で3.2m×2.4mの大きさの液晶ディスプレイパネルを製造するときのガラス基板表面にカラーレジストを塗布した。
比較試料としては、
比較試料1 WC-8体積%Co
比較試料2 WC-6体積%TiC
比較試料3 WC-6体積%TiN-2体積%Co
を塗布工具用先端部材とした。
本実施例を用いて塗布、乾燥後に膜厚を測定したところ一定であり、比較試料のいずれに対しても30%以上バラツキが小さく、非常に良好な塗布膜を形成することができた。膜には塗布によるスジ、ムラも全く見られなかった。このほか、脂肪酸、防錆剤、含金属皮膜部剤、含磁性粉末塗布剤、含セラミックス粉末塗布剤などでも同様の塗布を行ったが、比較試料に対していずれも膜厚さは均一で、スジやムラは全く見られなかった。さらに、これらのいずれの用途についても、1000時間の加速耐久使用に対して、面荒れやチッピング、摩耗、腐食などが起こらず、比較試料のいずれに対しても、経時的な性能の劣化が小さくなった。 Example 8: Use of tungsten carbide-based sintered body for coating tool head portion WC-2 volume% (Ti 0.3 W 0.7 ) (C 0.2 N 0.8 ) -0.2 volume% Co within the scope of the present invention For coating tools used for coating a film-like member, coating a panel-like member, especially a step of applying a coating solution such as a color resist on the surface of a glass substrate when manufacturing a liquid crystal display panel It is the Example used for the front-end | tip member (head part).
Comparative samples outside the scope of the present invention are used as comparative samples 1 to 3, and the coating tool tip member is fixed to a stainless steel member (coating tool body) with a bolt and is precisely ground to obtain the coating tool of the present invention. be able to. The color resist was apply | coated to the glass substrate surface when manufacturing the liquid crystal display panel of a magnitude | size of 3.2 m x 2.4 m with the obtained application tool.
As a comparative sample,
Comparative sample 1 WC-8 vol% Co
Comparative sample 2 WC-6 vol% TiC
Comparative Sample 3 WC-6% by volume TiN-2% by volume Co
Was used as a tip member for a coating tool.
When the film thickness was measured after coating and drying using this example, it was constant, and the variation was 30% or more small for any of the comparative samples, and a very good coating film could be formed. In the film, no streak or unevenness due to coating was observed. In addition, the same coating was performed with fatty acid, rust preventive agent, metal-containing coating agent, magnetic powder coating agent, ceramic powder coating agent, etc., but the film thickness was uniform for all the comparative samples, There were no streaks or irregularities. Furthermore, for any of these applications, surface roughness, chipping, wear, corrosion, etc. do not occur with respect to 1000 hours of accelerated durability use, and performance degradation over time is small for any of the comparative samples. became.
本発明の範囲内であるWC-2体積%(Ti0.3W0.7)(C0.2N0.8)-0.2体積%Coの焼結体を、フィルム状部材への塗布、パネル状部材への塗布、特に液晶ディスプレイパネルを製造するときのガラス基板表面にカラーレジスト等の塗布液を塗布する工程等に用いられる塗布工具用先端部材(ヘッド部)に使用した実施例である。
本発明範囲外の比較試料を比較試料1~3として、塗布工具用先端部材をステンレス製部材(塗布工具本体)へボルトで固定し、精密に研削加工をすることで本発明の塗布工具を得ることができる。得られた塗布工具で3.2m×2.4mの大きさの液晶ディスプレイパネルを製造するときのガラス基板表面にカラーレジストを塗布した。
比較試料としては、
比較試料1 WC-8体積%Co
比較試料2 WC-6体積%TiC
比較試料3 WC-6体積%TiN-2体積%Co
を塗布工具用先端部材とした。
本実施例を用いて塗布、乾燥後に膜厚を測定したところ一定であり、比較試料のいずれに対しても30%以上バラツキが小さく、非常に良好な塗布膜を形成することができた。膜には塗布によるスジ、ムラも全く見られなかった。このほか、脂肪酸、防錆剤、含金属皮膜部剤、含磁性粉末塗布剤、含セラミックス粉末塗布剤などでも同様の塗布を行ったが、比較試料に対していずれも膜厚さは均一で、スジやムラは全く見られなかった。さらに、これらのいずれの用途についても、1000時間の加速耐久使用に対して、面荒れやチッピング、摩耗、腐食などが起こらず、比較試料のいずれに対しても、経時的な性能の劣化が小さくなった。 Example 8: Use of tungsten carbide-based sintered body for coating tool head portion WC-2 volume% (Ti 0.3 W 0.7 ) (C 0.2 N 0.8 ) -0.2 volume% Co within the scope of the present invention For coating tools used for coating a film-like member, coating a panel-like member, especially a step of applying a coating solution such as a color resist on the surface of a glass substrate when manufacturing a liquid crystal display panel It is the Example used for the front-end | tip member (head part).
Comparative samples outside the scope of the present invention are used as comparative samples 1 to 3, and the coating tool tip member is fixed to a stainless steel member (coating tool body) with a bolt and is precisely ground to obtain the coating tool of the present invention. be able to. The color resist was apply | coated to the glass substrate surface when manufacturing the liquid crystal display panel of a magnitude | size of 3.2 m x 2.4 m with the obtained application tool.
As a comparative sample,
Comparative sample 1 WC-8 vol% Co
Comparative sample 2 WC-6 vol% TiC
Comparative Sample 3 WC-6% by volume TiN-2% by volume Co
Was used as a tip member for a coating tool.
When the film thickness was measured after coating and drying using this example, it was constant, and the variation was 30% or more small for any of the comparative samples, and a very good coating film could be formed. In the film, no streak or unevenness due to coating was observed. In addition, the same coating was performed with fatty acid, rust preventive agent, metal-containing coating agent, magnetic powder coating agent, ceramic powder coating agent, etc., but the film thickness was uniform for all the comparative samples, There were no streaks or irregularities. Furthermore, for any of these applications, surface roughness, chipping, wear, corrosion, etc. do not occur with respect to 1000 hours of accelerated durability use, and performance degradation over time is small for any of the comparative samples. became.
実施例9:炭化タングステン基焼結体の切断刃への使用
本発明の範囲内であるWC-2体積%(Ti0.3W0.7)(C0.8N0.2)-0.5体積%Coの焼結体を、シート状部材の切断刃に使用した実施例である。
本発明範囲外の比較試料を比較試料1~3として、コピー用紙(PPC紙)500枚重ねて、刃先に水分がある状況で連続裁断テストを行った。刃先角度は30度とした。
比較試料としては、
比較試料1 WC-8体積%Co
比較試料2 WC-6体積%TiC
比較試料3 WC-6体積%TiN-2体積%Co
を切断刃材料とした。
1000回の裁断を実施した後に刃先摩耗幅を計測したところ、比較試料が80~300μmだったのに対して、実施例は40μm以下であり、刃先に発生する腐食摩耗量が明らかに小さくなった。 Example 9: Use of a tungsten carbide-based sintered body for a cutting blade Sintering of WC-2 volume% (Ti 0.3 W 0.7 ) (C 0.8 N 0.2 ) -0.5 volume% Co within the scope of the present invention It is the Example which used the body for the cutting blade of a sheet-like member.
Comparative samples outside the scope of the present invention were used as comparative samples 1 to 3, and 500 sheets of copy paper (PPC paper) were stacked, and a continuous cutting test was performed in a state where the blade edge had moisture. The edge angle was 30 degrees.
As a comparative sample,
Comparative sample 1 WC-8 vol% Co
Comparative sample 2 WC-6 vol% TiC
Comparative Sample 3 WC-6% by volume TiN-2% by volume Co
Was used as a cutting blade material.
When the blade edge wear width was measured after cutting 1000 times, the comparative sample was 80 to 300 μm, whereas the example was 40 μm or less, and the amount of corrosion wear generated on the blade edge was clearly reduced. .
本発明の範囲内であるWC-2体積%(Ti0.3W0.7)(C0.8N0.2)-0.5体積%Coの焼結体を、シート状部材の切断刃に使用した実施例である。
本発明範囲外の比較試料を比較試料1~3として、コピー用紙(PPC紙)500枚重ねて、刃先に水分がある状況で連続裁断テストを行った。刃先角度は30度とした。
比較試料としては、
比較試料1 WC-8体積%Co
比較試料2 WC-6体積%TiC
比較試料3 WC-6体積%TiN-2体積%Co
を切断刃材料とした。
1000回の裁断を実施した後に刃先摩耗幅を計測したところ、比較試料が80~300μmだったのに対して、実施例は40μm以下であり、刃先に発生する腐食摩耗量が明らかに小さくなった。 Example 9: Use of a tungsten carbide-based sintered body for a cutting blade Sintering of WC-2 volume% (Ti 0.3 W 0.7 ) (C 0.8 N 0.2 ) -0.5 volume% Co within the scope of the present invention It is the Example which used the body for the cutting blade of a sheet-like member.
Comparative samples outside the scope of the present invention were used as comparative samples 1 to 3, and 500 sheets of copy paper (PPC paper) were stacked, and a continuous cutting test was performed in a state where the blade edge had moisture. The edge angle was 30 degrees.
As a comparative sample,
Comparative sample 1 WC-8 vol% Co
Comparative sample 2 WC-6 vol% TiC
Comparative Sample 3 WC-6% by volume TiN-2% by volume Co
Was used as a cutting blade material.
When the blade edge wear width was measured after cutting 1000 times, the comparative sample was 80 to 300 μm, whereas the example was 40 μm or less, and the amount of corrosion wear generated on the blade edge was clearly reduced. .
実施例10:炭化タングステン基焼結体のレンズモールドへの使用
本発明の範囲内であるWC-2体積%(Ti0.8W0.2)(C0.6N0.4)-0.7体積%Cr3C2-0.3体積%NbCを投入原料とした、WC-2.7体積%(Ti、W、Cr、Nb)(CN)の焼結体をレンズモールドに使用した実施例である。
耐酸化性の評価として、本発明の合金を試料1、範囲外の比較試料を比較試料1、2、および3として、大気雰囲気、800℃、1時間の条件にて熱処理を実施した。
比較試料としては、
比較試料1 WC-9体積%TiC-2体積%TaC-0.5体積%VC-0.5体積%Cr3C2
比較試料2 WC-2体積%Co-5体積%TiC
比較試料3 WC-11体積%Co
をレンズモールド材料とした。
熱処理後、試料の単位面積当たりの増加重量(酸化増量g/m2)を測定したところ、比較試料1が160g/m2、1が180g/m2、3が200g/m2の酸化増量であったのと比較して、実施例は24g/m2であり、非常に高い耐酸化性を有していた。 Example 10: Use of tungsten carbide based sintered body for lens mold WC-2 volume% (Ti 0.8 W 0.2 ) (C 0.6 N 0.4 ) -0.7 volume% Cr 3 C 2 within the scope of the present invention This is an example in which a sintered body of WC-2.7% by volume (Ti, W, Cr, Nb) (CN) using -0.3% by volume NbC as an input material is used for the lens mold.
As an evaluation of oxidation resistance, heat treatment was performed under the conditions of air atmosphere, 800 ° C., and 1 hour, using the alloy of the present invention as Sample 1 and out-of-range comparative samples as Comparative Samples 1, 2, and 3.
As a comparative sample,
Comparative Sample 1 WC-9 volume% TiC-2 volume% TaC-0.5 volume% VC-0.5 volume% Cr 3 C 2
Comparative Sample 2 WC-2 vol% Co-5 vol% TiC
Comparative sample 3 WC-11 vol% Co
Was used as a lens mold material.
After the heat treatment, the weight increase per unit area of the sample (oxidation increase g / m 2 ) was measured. As a result, Comparative Sample 1 was 160 g / m 2 , 1 was 180 g / m 2 , and 3 was an oxidation increase of 200 g / m 2. Compared to that, the example was 24 g / m 2 and had very high oxidation resistance.
本発明の範囲内であるWC-2体積%(Ti0.8W0.2)(C0.6N0.4)-0.7体積%Cr3C2-0.3体積%NbCを投入原料とした、WC-2.7体積%(Ti、W、Cr、Nb)(CN)の焼結体をレンズモールドに使用した実施例である。
耐酸化性の評価として、本発明の合金を試料1、範囲外の比較試料を比較試料1、2、および3として、大気雰囲気、800℃、1時間の条件にて熱処理を実施した。
比較試料としては、
比較試料1 WC-9体積%TiC-2体積%TaC-0.5体積%VC-0.5体積%Cr3C2
比較試料2 WC-2体積%Co-5体積%TiC
比較試料3 WC-11体積%Co
をレンズモールド材料とした。
熱処理後、試料の単位面積当たりの増加重量(酸化増量g/m2)を測定したところ、比較試料1が160g/m2、1が180g/m2、3が200g/m2の酸化増量であったのと比較して、実施例は24g/m2であり、非常に高い耐酸化性を有していた。 Example 10: Use of tungsten carbide based sintered body for lens mold WC-2 volume% (Ti 0.8 W 0.2 ) (C 0.6 N 0.4 ) -0.7 volume% Cr 3 C 2 within the scope of the present invention This is an example in which a sintered body of WC-2.7% by volume (Ti, W, Cr, Nb) (CN) using -0.3% by volume NbC as an input material is used for the lens mold.
As an evaluation of oxidation resistance, heat treatment was performed under the conditions of air atmosphere, 800 ° C., and 1 hour, using the alloy of the present invention as Sample 1 and out-of-range comparative samples as Comparative Samples 1, 2, and 3.
As a comparative sample,
Comparative Sample 1 WC-9 volume% TiC-2 volume% TaC-0.5 volume% VC-0.5 volume% Cr 3 C 2
Comparative Sample 2 WC-2 vol% Co-5 vol% TiC
Comparative sample 3 WC-11 vol% Co
Was used as a lens mold material.
After the heat treatment, the weight increase per unit area of the sample (oxidation increase g / m 2 ) was measured. As a result, Comparative Sample 1 was 160 g / m 2 , 1 was 180 g / m 2 , and 3 was an oxidation increase of 200 g / m 2. Compared to that, the example was 24 g / m 2 and had very high oxidation resistance.
実施例11:炭化タングステン基焼結体の耐摩板への使用
本発明の範囲内であるa)WC-2体積%(Ti0.8Mo0.2)(C0.6N0.4)(実施例1)およびb)WC-2体積%(Ti0.8W0.2)(C0.6N0.4)(実施例2)、c)WC-35体積%(Nb0.4Ta0.2Mo0.2Zr0.2)(C0.6N0.4)の各焼結体を粉砕機部品の耐摩板に使用した実施例である。
耐摩耗性の評価として、本発明の合金および範囲外の比較試料を比較試料1、2、および3として、以下の条件にてブラスト処理を実施した。
耐摩耗試験条件
設備:ブラスト装置
ブラスト時間:30秒
粒子:SiC
ノズルから試料までの距離:118mm
ブラスト照射面積:20×20mm
比較試料としては、
比較試料1 WC-9体積%TiC-2体積%TaC-0.5体積%VC-0.5体積%Cr3C2
比較試料2 WC-2体積%Co-5体積%TiC
比較試料3 WC-11体積%Co
を粉砕機部品材料とした。
ブラスト処理後、試料の表面粗さRaを測定したところ、比較試料1のRa=185nm、2がRa=320nm、3がRa=500nmであったのと比較して、実施例の焼結体を用いたa)、b)そして前記c)ともにRa=10nmであり、非常に高い耐摩耗性を有していた。 Example 11: Use of a tungsten carbide-based sintered body for a wear-resistant plate a) WC-2 vol% (Ti 0.8 Mo 0.2 ) (C 0.6 N 0.4 ) (Example 1) and b) within the scope of the present invention Each sintering of WC-2 volume% (Ti 0.8 W 0.2 ) (C 0.6 N 0.4 ) (Example 2), c) WC-35 volume% (Nb 0.4 Ta 0.2 Mo 0.2 Zr 0.2 ) (C 0.6 N 0.4 ) It is the Example which used the body for the abrasion-resistant board of pulverizer parts.
For the evaluation of wear resistance, the alloy of the present invention and comparative samples outside the range were used as comparative samples 1, 2, and 3, and blasting was performed under the following conditions.
Wear resistance test conditions Equipment: Blasting equipment Blasting time: 30 seconds Particles: SiC
Distance from nozzle to sample: 118mm
Blast irradiation area: 20 x 20 mm
As a comparative sample,
Comparative Sample 1 WC-9 volume% TiC-2 volume% TaC-0.5 volume% VC-0.5 volume% Cr 3 C 2
Comparative Sample 2 WC-2 vol% Co-5 vol% TiC
Comparative sample 3 WC-11 vol% Co
Was used as a crusher part material.
When the surface roughness Ra of the sample was measured after the blast treatment, the sintered body of the example was compared with the comparative sample 1 where Ra = 185 nm, 2 was Ra = 320 nm, and 3 was Ra = 500 nm. Both a), b) and c) used above had Ra = 10 nm and had very high wear resistance.
本発明の範囲内であるa)WC-2体積%(Ti0.8Mo0.2)(C0.6N0.4)(実施例1)およびb)WC-2体積%(Ti0.8W0.2)(C0.6N0.4)(実施例2)、c)WC-35体積%(Nb0.4Ta0.2Mo0.2Zr0.2)(C0.6N0.4)の各焼結体を粉砕機部品の耐摩板に使用した実施例である。
耐摩耗性の評価として、本発明の合金および範囲外の比較試料を比較試料1、2、および3として、以下の条件にてブラスト処理を実施した。
耐摩耗試験条件
設備:ブラスト装置
ブラスト時間:30秒
粒子:SiC
ノズルから試料までの距離:118mm
ブラスト照射面積:20×20mm
比較試料としては、
比較試料1 WC-9体積%TiC-2体積%TaC-0.5体積%VC-0.5体積%Cr3C2
比較試料2 WC-2体積%Co-5体積%TiC
比較試料3 WC-11体積%Co
を粉砕機部品材料とした。
ブラスト処理後、試料の表面粗さRaを測定したところ、比較試料1のRa=185nm、2がRa=320nm、3がRa=500nmであったのと比較して、実施例の焼結体を用いたa)、b)そして前記c)ともにRa=10nmであり、非常に高い耐摩耗性を有していた。 Example 11: Use of a tungsten carbide-based sintered body for a wear-resistant plate a) WC-2 vol% (Ti 0.8 Mo 0.2 ) (C 0.6 N 0.4 ) (Example 1) and b) within the scope of the present invention Each sintering of WC-2 volume% (Ti 0.8 W 0.2 ) (C 0.6 N 0.4 ) (Example 2), c) WC-35 volume% (Nb 0.4 Ta 0.2 Mo 0.2 Zr 0.2 ) (C 0.6 N 0.4 ) It is the Example which used the body for the abrasion-resistant board of pulverizer parts.
For the evaluation of wear resistance, the alloy of the present invention and comparative samples outside the range were used as comparative samples 1, 2, and 3, and blasting was performed under the following conditions.
Wear resistance test conditions Equipment: Blasting equipment Blasting time: 30 seconds Particles: SiC
Distance from nozzle to sample: 118mm
Blast irradiation area: 20 x 20 mm
As a comparative sample,
Comparative Sample 1 WC-9 volume% TiC-2 volume% TaC-0.5 volume% VC-0.5 volume% Cr 3 C 2
Comparative Sample 2 WC-2 vol% Co-5 vol% TiC
Comparative sample 3 WC-11 vol% Co
Was used as a crusher part material.
When the surface roughness Ra of the sample was measured after the blast treatment, the sintered body of the example was compared with the comparative sample 1 where Ra = 185 nm, 2 was Ra = 320 nm, and 3 was Ra = 500 nm. Both a), b) and c) used above had Ra = 10 nm and had very high wear resistance.
実施例12:炭化タングステン基焼結体のメカニカルシールリングへの使用
本発明の範囲内であるWC-2体積%(W0.5Cr0.3V0.2)(C0.5N0.5)-3.95体積%のW3Co3(CN)の焼結体をメカニカルシールリングに使用した実施例である。
しゅう動試験として、海水の揚水ポンプ用のメカニカルシールリングとしてはB.V>1のアンバランスの構造とし、固定側のシールリングに前記材料を用いた。これと対向するフローティング側は炭化珪素製の材質とした。
この条件でポンプのメカニカルシールとして軸に組み込み、海水の揚水を行った。メカニカルシールの面圧は0.12MPa、すべり速度5m/秒で、淡水中と海水中の条件にて行なった。
本発明の合金を試料1、範囲外の比較試料を比較試料1および2として、2000時間試験を行った。
比較試料としては
比較試料1 WC-4体積%Co
比較試料2 WC-6体積%TiC
比較試料3 WC-6体積%TiN-2体積%Co
をメカニカルシールリング材料とした。
使用後に腐食部と腐食していない部分の段差を計測したところ、比較試料が4~18μmの段差だったのと比較して、実施例は1μm以内と明らかに摩耗段差が小さく、その傾向は海水試験では20~81μmに対して2μmとより顕著に現れた。 Example 12: Use of tungsten carbide based sintered body for mechanical seal ring WC-2 volume% (W 0.5 Cr 0.3 V 0.2 ) (C 0.5 N 0.5 ) -3.95 volume% within the scope of the present invention. This is an example in which a sintered body of W 3 Co 3 (CN) is used for a mechanical seal ring.
As a sliding test, as a mechanical seal ring for a seawater pump, An unbalanced structure with V> 1 was used, and the material was used for the seal ring on the fixed side. The floating side facing this was made of silicon carbide.
Under this condition, it was incorporated into the shaft as a pump mechanical seal, and seawater was pumped up. The surface pressure of the mechanical seal was 0.12 MPa, the sliding speed was 5 m / sec, and it was performed under the conditions of fresh water and seawater.
The alloy of the present invention was tested for 2000 hours using Sample 1 as a comparative sample and Comparative Samples 1 and 2 as out-of-range comparative samples.
As a comparative sample, comparative sample 1 WC-4 vol% Co
Comparative sample 2 WC-6 vol% TiC
Comparative Sample 3 WC-6% by volume TiN-2% by volume Co
Was used as a mechanical seal ring material.
When the difference in level between the corroded part and the non-corroded part was measured after use, compared with the comparative sample having a level difference of 4 to 18 μm, the wear level in the example was clearly smaller than 1 μm. In the test, it appeared more noticeably at 2 μm with respect to 20 to 81 μm.
本発明の範囲内であるWC-2体積%(W0.5Cr0.3V0.2)(C0.5N0.5)-3.95体積%のW3Co3(CN)の焼結体をメカニカルシールリングに使用した実施例である。
しゅう動試験として、海水の揚水ポンプ用のメカニカルシールリングとしてはB.V>1のアンバランスの構造とし、固定側のシールリングに前記材料を用いた。これと対向するフローティング側は炭化珪素製の材質とした。
この条件でポンプのメカニカルシールとして軸に組み込み、海水の揚水を行った。メカニカルシールの面圧は0.12MPa、すべり速度5m/秒で、淡水中と海水中の条件にて行なった。
本発明の合金を試料1、範囲外の比較試料を比較試料1および2として、2000時間試験を行った。
比較試料としては
比較試料1 WC-4体積%Co
比較試料2 WC-6体積%TiC
比較試料3 WC-6体積%TiN-2体積%Co
をメカニカルシールリング材料とした。
使用後に腐食部と腐食していない部分の段差を計測したところ、比較試料が4~18μmの段差だったのと比較して、実施例は1μm以内と明らかに摩耗段差が小さく、その傾向は海水試験では20~81μmに対して2μmとより顕著に現れた。 Example 12: Use of tungsten carbide based sintered body for mechanical seal ring WC-2 volume% (W 0.5 Cr 0.3 V 0.2 ) (C 0.5 N 0.5 ) -3.95 volume% within the scope of the present invention. This is an example in which a sintered body of W 3 Co 3 (CN) is used for a mechanical seal ring.
As a sliding test, as a mechanical seal ring for a seawater pump, An unbalanced structure with V> 1 was used, and the material was used for the seal ring on the fixed side. The floating side facing this was made of silicon carbide.
Under this condition, it was incorporated into the shaft as a pump mechanical seal, and seawater was pumped up. The surface pressure of the mechanical seal was 0.12 MPa, the sliding speed was 5 m / sec, and it was performed under the conditions of fresh water and seawater.
The alloy of the present invention was tested for 2000 hours using Sample 1 as a comparative sample and Comparative Samples 1 and 2 as out-of-range comparative samples.
As a comparative sample, comparative sample 1 WC-4 vol% Co
Comparative sample 2 WC-6 vol% TiC
Comparative Sample 3 WC-6% by volume TiN-2% by volume Co
Was used as a mechanical seal ring material.
When the difference in level between the corroded part and the non-corroded part was measured after use, compared with the comparative sample having a level difference of 4 to 18 μm, the wear level in the example was clearly smaller than 1 μm. In the test, it appeared more noticeably at 2 μm with respect to 20 to 81 μm.
実施例13:炭化タングステン基焼結体の切削工具への使用
本発明の範囲内であるWC-2体積%(Ti0.3W0.7)(C0.5N0.5)-0.1体積%のCoとNiとWの複合炭窒化物からなる焼結体を本発明試料1、範囲外の比較試料を比較試料1、2および3として、刃先交換式切削工具用のインサートに用いた場合の耐摩耗性を以下の試験条件で評価した。
被削材:鉄系焼結金属
工具形状:DCMW11T308
切削速度:150m/分
切り込み量:0.15mm
送り量:0.1mm/rev
工具寿命判定基準:逃げ面摩耗量0.03mm以上
本発明範囲外の比較試料を本発明試料1と同様の方法で作製した。
比較試料としては、
比較試料1 WC-8体積%Co
比較試料2 WC-6体積%TiC
比較試料3 WC-6体積%TiN-2体積%Co
を刃先交換式切削工具用のインサートとした。
上記の試料を用いて鉄系焼結金属を切削加工したところ、比較試料の逃げ面摩耗量が0.3mm以上になるまでの時間は5~10分であったのに対して、本発明試料1の逃げ面摩耗量が0.3mm以上になるまでの時間は15分以上であり、比較試料よりも本発明試料1の方が明らかに耐摩耗性に優れていた。 Example 13: Use of tungsten carbide based sintered body for cutting tool WC-2 volume% (Ti 0.3 W 0.7 ) (C 0.5 N 0.5 ) -0.1 volume% Co and Ni within the scope of the present invention When the sintered body composed of a composite carbonitride of W and W is used as an insert for cutting edge-replaceable cutting tools with the present invention sample 1 as a comparative sample 1, 2 and 3 as comparative samples outside the range, Evaluation was performed under the following test conditions.
Work material: Iron-based sintered metal Tool shape: DCMW11T308
Cutting speed: 150 m / min Cutting depth: 0.15 mm
Feed amount: 0.1mm / rev
Tool life criterion: flank wear amount of 0.03 mm or more A comparative sample outside the scope of the present invention was produced in the same manner as Sample 1 of the present invention.
As a comparative sample,
Comparative sample 1 WC-8 vol% Co
Comparative sample 2 WC-6 vol% TiC
Comparative Sample 3 WC-6% by volume TiN-2% by volume Co
Were used as inserts for cutting edge exchangeable cutting tools.
When the iron-based sintered metal was cut using the above sample, the time until the flank wear amount of the comparative sample became 0.3 mm or more was 5 to 10 minutes, whereas the sample of the present invention was The time until the flank wear amount of No. 1 became 0.3 mm or more was 15 minutes or more, and the inventive sample 1 was clearly superior in wear resistance than the comparative sample.
本発明の範囲内であるWC-2体積%(Ti0.3W0.7)(C0.5N0.5)-0.1体積%のCoとNiとWの複合炭窒化物からなる焼結体を本発明試料1、範囲外の比較試料を比較試料1、2および3として、刃先交換式切削工具用のインサートに用いた場合の耐摩耗性を以下の試験条件で評価した。
被削材:鉄系焼結金属
工具形状:DCMW11T308
切削速度:150m/分
切り込み量:0.15mm
送り量:0.1mm/rev
工具寿命判定基準:逃げ面摩耗量0.03mm以上
本発明範囲外の比較試料を本発明試料1と同様の方法で作製した。
比較試料としては、
比較試料1 WC-8体積%Co
比較試料2 WC-6体積%TiC
比較試料3 WC-6体積%TiN-2体積%Co
を刃先交換式切削工具用のインサートとした。
上記の試料を用いて鉄系焼結金属を切削加工したところ、比較試料の逃げ面摩耗量が0.3mm以上になるまでの時間は5~10分であったのに対して、本発明試料1の逃げ面摩耗量が0.3mm以上になるまでの時間は15分以上であり、比較試料よりも本発明試料1の方が明らかに耐摩耗性に優れていた。 Example 13: Use of tungsten carbide based sintered body for cutting tool WC-2 volume% (Ti 0.3 W 0.7 ) (C 0.5 N 0.5 ) -0.1 volume% Co and Ni within the scope of the present invention When the sintered body composed of a composite carbonitride of W and W is used as an insert for cutting edge-replaceable cutting tools with the present invention sample 1 as a comparative sample 1, 2 and 3 as comparative samples outside the range, Evaluation was performed under the following test conditions.
Work material: Iron-based sintered metal Tool shape: DCMW11T308
Cutting speed: 150 m / min Cutting depth: 0.15 mm
Feed amount: 0.1mm / rev
Tool life criterion: flank wear amount of 0.03 mm or more A comparative sample outside the scope of the present invention was produced in the same manner as Sample 1 of the present invention.
As a comparative sample,
Comparative sample 1 WC-8 vol% Co
Comparative sample 2 WC-6 vol% TiC
Comparative Sample 3 WC-6% by volume TiN-2% by volume Co
Were used as inserts for cutting edge exchangeable cutting tools.
When the iron-based sintered metal was cut using the above sample, the time until the flank wear amount of the comparative sample became 0.3 mm or more was 5 to 10 minutes, whereas the sample of the present invention was The time until the flank wear amount of No. 1 became 0.3 mm or more was 15 minutes or more, and the inventive sample 1 was clearly superior in wear resistance than the comparative sample.
Claims (13)
- 炭化タングステンを主成分とする第1相と、
第4族元素、第5族元素および第6族元素からなる群より選択される1種または複数種の元素の炭窒化物を主成分とする第2相を有し、
前記第2相の体積分率が0.01体積%以上40体積%未満であり、残部が前記第1相であることを特徴とする炭化タングステン基焼結体。 A first phase mainly composed of tungsten carbide;
Having a second phase mainly composed of a carbonitride of one or more elements selected from the group consisting of Group 4 elements, Group 5 elements and Group 6 elements;
The tungsten carbide-based sintered body, wherein the volume fraction of the second phase is 0.01 volume% or more and less than 40 volume%, and the balance is the first phase. - 前記第2相の体積分率が0.5体積%以上5体積%以下であることを特徴とする請求項1記載の炭化タングステン基焼結体。 2. The tungsten carbide based sintered body according to claim 1, wherein the volume fraction of the second phase is 0.5 volume% or more and 5 volume% or less.
- 前記第1相の炭化タングステンのうち、焼結体の全体積の0.01体積%以上4体積%未満が、鉄属元素ならびに第4族元素、第5族元素および第6族元素からなる群より選択される1種または複数種の元素の複合炭化物および/または複合炭窒化物を主成分とする第3相で置換されていることを特徴とする請求項1記載の炭化タングステン基焼結体。 Of the first-phase tungsten carbide, 0.01 vol% or more and less than 4 vol% of the total volume of the sintered body is composed of an iron group element, a group 4 element, a group 5 element, and a group 6 element 2. The tungsten carbide-based sintered body according to claim 1, wherein the tungsten carbide-based sintered body is substituted with a third phase mainly composed of a composite carbide and / or composite carbonitride of one or more elements selected from the above. .
- 前記第3相が鉄属元素として少なくともコバルトを含んでいることを特徴とする請求項3記載の炭化タングステン基焼結体。 The tungsten carbide-based sintered body according to claim 3, wherein the third phase contains at least cobalt as an iron group element.
- 前記第3相の体積分率が0.2体積%以下であることを特徴とする請求項3または4記載の炭化タングステン基焼結体。 The tungsten carbide-based sintered body according to claim 3 or 4, wherein the volume fraction of the third phase is 0.2% by volume or less.
- 前記第2相の体積分率が4体積%以上12体積%以下であることを特徴とする請求項3または4記載の炭化タングステン基焼結体。 The tungsten carbide-based sintered body according to claim 3 or 4, wherein the volume fraction of the second phase is 4% by volume or more and 12% by volume or less.
- 前記第3相の一部または全部が、少なくともコバルトを含む鉄族金属相で置換されていることを特徴とする請求項3から6のいずれか1項記載の炭化タングステン基焼結体。 The tungsten carbide-based sintered body according to any one of claims 3 to 6, wherein a part or all of the third phase is substituted with an iron group metal phase containing at least cobalt.
- 前記第2相が少なくともモリブデンを含むことを特徴とする請求項1から7のいずれか1項記載の炭化タングステン基焼結体。 The tungsten carbide-based sintered body according to any one of claims 1 to 7, wherein the second phase contains at least molybdenum.
- 前記第2相を構成する、前記第4族元素、第5族元素および第6族元素からなる群より選択される1種または複数種の元素の炭窒化物中の炭素および窒素のモル比をx:(1-x)とした場合、0.2≦x≦0.8なる関係が成り立つことを特徴とする請求項1から8のいずれか1項記載の炭化タングステン基焼結体。 The molar ratio of carbon and nitrogen in the carbonitride of one or more elements selected from the group consisting of the Group 4 element, Group 5 element and Group 6 element, constituting the second phase, 9. The tungsten carbide-based sintered body according to claim 1, wherein a relationship of 0.2 ≦ x ≦ 0.8 holds when x: (1−x).
- 前記第2相を構成する結晶粒子の平均粒径が0.03~1.1μmであることを特徴とする請求項1から9のいずれか1項記載の炭化タングステン基焼結体。 The tungsten carbide-based sintered body according to any one of claims 1 to 9, wherein an average particle diameter of crystal grains constituting the second phase is 0.03 to 1.1 µm.
- 前記第2相中の前記第4族元素、第5族元素および第6族元素からなる群より選択される1種または複数種の元素に少なくともクロムが含まれることを特徴とする請求項1から10のいずれか1項記載の炭化タングステン基焼結体。 The at least one element selected from the group consisting of the Group 4 element, Group 5 element and Group 6 element in the second phase contains at least chromium. 11. The tungsten carbide based sintered body according to any one of 10 above.
- 請求項1から11のいずれか1項記載の炭化タングステン基焼結体を用いた耐摩耗部材。 A wear-resistant member using the tungsten carbide-based sintered body according to any one of claims 1 to 11.
- 塗布工具ヘッド、切断刃、レンズモールド、シールリングおよび切削工具のいずれかであることを特徴とする請求項12記載の耐摩耗部材。 The wear-resistant member according to claim 12, wherein the wear-resistant member is any one of a coating tool head, a cutting blade, a lens mold, a seal ring, and a cutting tool.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011097939A JP5856752B2 (en) | 2011-04-26 | 2011-04-26 | Tungsten carbide-based sintered body and wear-resistant member using the same |
| JP2011-097939 | 2011-04-26 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012147737A1 true WO2012147737A1 (en) | 2012-11-01 |
Family
ID=47072255
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/060963 WO2012147737A1 (en) | 2011-04-26 | 2012-04-24 | Tungsten carbide-based sinter and abrasion-resistant members using same |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP5856752B2 (en) |
| WO (1) | WO2012147737A1 (en) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101901396B1 (en) | 2017-06-30 | 2018-09-28 | 한국야금 주식회사 | Ti-based sintered alloy for cutting tool and fabricating method of the same |
| KR101901725B1 (en) | 2017-07-11 | 2018-11-22 | 한국야금 주식회사 | Sintered alloy for cutting tools and cutting tools |
| JP6957395B2 (en) * | 2018-03-20 | 2021-11-02 | 京セラ株式会社 | Ceramic members and tools using them, cutting tools |
| KR102584679B1 (en) * | 2021-09-10 | 2023-10-05 | 한국야금 주식회사 | Cemented carbide for cutting tools and method for manufacturing the same |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05850A (en) * | 1991-06-21 | 1993-01-08 | Tokyo Tungsten Co Ltd | Composite hard ceramic particles |
| JPH07164209A (en) * | 1993-12-14 | 1995-06-27 | Mitsubishi Materials Corp | Composite cutting tool |
| US5786076A (en) * | 1994-12-12 | 1998-07-28 | Sandvik Ab | Binderless carbides for tribological applications |
| JPH11217258A (en) * | 1997-10-23 | 1999-08-10 | Nippon Tungsten Co Ltd | Sintered compact of alumina-base ceramic and its production |
| JP2002180175A (en) * | 2000-12-14 | 2002-06-26 | Fuji Dies Kk | Sintered alloy excellent in high temperature property and die for hot forming using the alloy |
| JP2002356734A (en) * | 2001-05-30 | 2002-12-13 | Kyocera Corp | Hard metal alloy, and cutting tool using it |
| WO2005037731A1 (en) * | 2003-10-22 | 2005-04-28 | Nippon Tungsten Co., Ltd. | Hard material excelling in resistance to high-temperature deterioration |
| WO2010008004A1 (en) * | 2008-07-16 | 2010-01-21 | 財団法人ファインセラミックスセンター | Hard powder, method for producing hard powder and sintered hard alloy |
-
2011
- 2011-04-26 JP JP2011097939A patent/JP5856752B2/en active Active
-
2012
- 2012-04-24 WO PCT/JP2012/060963 patent/WO2012147737A1/en active Application Filing
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05850A (en) * | 1991-06-21 | 1993-01-08 | Tokyo Tungsten Co Ltd | Composite hard ceramic particles |
| JPH07164209A (en) * | 1993-12-14 | 1995-06-27 | Mitsubishi Materials Corp | Composite cutting tool |
| US5786076A (en) * | 1994-12-12 | 1998-07-28 | Sandvik Ab | Binderless carbides for tribological applications |
| JPH11217258A (en) * | 1997-10-23 | 1999-08-10 | Nippon Tungsten Co Ltd | Sintered compact of alumina-base ceramic and its production |
| JP2002180175A (en) * | 2000-12-14 | 2002-06-26 | Fuji Dies Kk | Sintered alloy excellent in high temperature property and die for hot forming using the alloy |
| JP2002356734A (en) * | 2001-05-30 | 2002-12-13 | Kyocera Corp | Hard metal alloy, and cutting tool using it |
| WO2005037731A1 (en) * | 2003-10-22 | 2005-04-28 | Nippon Tungsten Co., Ltd. | Hard material excelling in resistance to high-temperature deterioration |
| WO2010008004A1 (en) * | 2008-07-16 | 2010-01-21 | 財団法人ファインセラミックスセンター | Hard powder, method for producing hard powder and sintered hard alloy |
Non-Patent Citations (1)
| Title |
|---|
| KANG Y: "WC-reinforced (Ti, W)(CN)", J EUR CERAM SOC, vol. 30, no. 3, February 2010 (2010-02-01), pages 793 - 798 * |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2012229138A (en) | 2012-11-22 |
| JP5856752B2 (en) | 2016-02-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2011080153A (en) | Hard metal and cutting tool | |
| JP5822997B2 (en) | Cutting tools | |
| CN108367357B (en) | Cutting tool | |
| WO2011136197A1 (en) | Cermet and coated cermet | |
| WO2012153858A1 (en) | Superhard alloy and coated superhard alloy | |
| KR20180073572A (en) | Surface-coated cutting tool | |
| JP2011094241A (en) | Hard coating having excellent wear resistance and oxidation resistance and target for forming the same, and hard coating having excellent high-temperature lubricating ability and wear resistance and target for forming the same | |
| JP5856752B2 (en) | Tungsten carbide-based sintered body and wear-resistant member using the same | |
| Li et al. | Structures and properties of TiAlCrN coatings deposited on Ti (C, N)-based cermets with various WC contents | |
| KR20090028444A (en) | Coated cutting insert for milling applications | |
| JP2004076049A (en) | Hard metal of ultra-fine particles | |
| JP2002356734A (en) | Hard metal alloy, and cutting tool using it | |
| KR102498224B1 (en) | surface coating cutting tools | |
| SE525898C2 (en) | Cutting based on WC with a binder phase of tungsten, ways of making the cutter and using it | |
| JP7384844B2 (en) | Cemented carbide with alternative binders | |
| JP6695566B2 (en) | Cemented carbide used as a tool for machining non-metallic materials | |
| JP5268771B2 (en) | Method for producing sputtering target, method for forming hard film using the same, and hard film coated member | |
| JP4776395B2 (en) | Cutting tools | |
| JP2006111947A (en) | Ultra-fine particle of cermet | |
| JP2009007615A (en) | Cemented carbide, and cutting tool using the same | |
| JP2006144089A (en) | Hard metal made of superfine particle | |
| JP6930051B2 (en) | Coating tools and coating equipment | |
| JP2011088253A (en) | Cutting tool made of wc-based cemented carbide superior in thermal plastic deformation resistance and cutting tool made of surface-coated wc-based cemented carbide | |
| JP4313567B2 (en) | Cutting tool and manufacturing method thereof | |
| JP2021134364A (en) | Wc-based hard metal-made cutting tool excellent in plastic deformation resistance and defect resistance, and surface-coated wc-based hard metal-made cutting tool |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12776103 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 12776103 Country of ref document: EP Kind code of ref document: A1 |