WO2012032792A1 - 方向性電磁鋼板およびその製造方法 - Google Patents
方向性電磁鋼板およびその製造方法 Download PDFInfo
- Publication number
- WO2012032792A1 WO2012032792A1 PCT/JP2011/005103 JP2011005103W WO2012032792A1 WO 2012032792 A1 WO2012032792 A1 WO 2012032792A1 JP 2011005103 W JP2011005103 W JP 2011005103W WO 2012032792 A1 WO2012032792 A1 WO 2012032792A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- steel sheet
- grain
- annealing
- angle
- average
- Prior art date
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1216—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the working step(s) being of interest
- C21D8/1233—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1277—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties involving a particular surface treatment
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1277—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties involving a particular surface treatment
- C21D8/1283—Application of a separating or insulating coating
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/34—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/12—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials
- H01F1/14—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys
- H01F1/16—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys in the form of sheets
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2201/00—Treatment for obtaining particular effects
- C21D2201/05—Grain orientation
Abstract
Description
そのためには、鋼板中の二次再結晶粒を、(110)[001]方位(いわゆる、ゴス方位)に高度に揃えることや、製品鋼板中の不純物を低減することが重要である。しかしながら、結晶方位の制御や、不純物を低減することは、製造コストとの兼ね合い等で限界がある。そこで、鋼板の表面に対して物理的な手法で不均一歪を導入し、磁区の幅を細分化して鉄損を低減する技術、すなわち磁区細分化技術が開発されている。
また、特許文献2には、仕上げ焼鈍済みの鋼板に対して、882~2156 MPa(90~220 kgf/mm2)の荷重で地鉄部分に深さ:5μm超の溝を形成したのち、750℃以上の温度で加熱処理することにより、磁区を細分化する技術が提案されている。
上記のような磁区細分化技術の開発により、鉄損特性が良好な方向性電磁鋼板が得られるようになってきている。
その結果、二次再結晶粒の平均β角が2.0°以下であっても、
(a) 磁区細分化用の線状溝の直下における微細粒の方位と粒径とを所定の範囲に規定し、その規定した微細粒が存在している線状溝の比率(溝頻度ともいう)を所定の値とすると共に、
(b) 二次再結晶粒内のβ角の変動幅(一つの結晶粒内のβ角の最大値から最小値を引いたもの)を所定の範囲に制御する
ことにより、十分に鋼板の磁区が細分化され、安定して鉄損改善量が大きい方向性電磁鋼板が得られることを見出した。
本発明は上記知見に立脚するものである。
1.鋼板表面にフォルステライト被膜および張力コーティングをそなえ、かつ該鋼板表面に磁区細分化用の線状溝を有する方向性電磁鋼板であって、
該線状溝の直下に、ゴス方位から10°以上の方位差で、かつ粒径が5μm以上の結晶粒が存在している線状溝の比率が20%以下で、
二次再結晶粒の平均β角が2.0°以下で、かつ粒径が10mm以上の二次再結晶粒内のβ角変動幅平均値が1~4°の範囲である方向性電磁鋼板。
(1) フォルステライト被膜が形成される上記最終仕上げ焼鈍前に、電解エッチング法により、鋼板の幅方向に線状溝を形成する、
(2) 上記熱延板焼鈍時の冷却過程において、少なくとも750~350℃の温度域の平均冷却速度を40℃/s以上とする、
(3) 上記脱炭焼鈍の昇温過程において、少なくとも500~700℃の温度域の平均昇温速度を50℃/s以上とする、
(4) 上記最終仕上げ焼鈍をコイル状で行い、該コイルの径を500~1500mmの範囲とする
方向性電磁鋼板の製造方法。
本発明における線状溝(以下、単に溝ともいう)の形成手法は、電解エッチング法を用いる。というのは、他にも機械的手法(突起ロールやけがき)による溝形成法があるが、この手法では、鋼板表面の凹凸が増大するために、例えば、トランスを作製した際に、鋼板の占積率の低下を招く不利がある。
また、溝形成に、機械的手法を用いた場合、その後に、鋼板の歪みを開放する焼鈍を行う必要があるが、その焼鈍によって、溝直下に方位の悪い微細粒が多く形成されてしまい、溝直下に所定の微細粒が存在する溝の比率を制御することが困難となるからである。
本発明では、溝直下の微細粒の中で、ゴス方位から10°以上の方位差で、かつ粒径が5μm以上の結晶粒を対象とし、この結晶粒が溝直下に存在する線状溝の比率(以下、溝頻度ともいう)が重要である。本発明では、この溝頻度を20%以下とする。
というのは、本発明で、鋼板の鉄損特性を改善するためには、溝形成部の直下にゴス方位からのずれが大きい微細粒をなるべく存在させないことが重要だからである。
また、さらに溝直下に微細粒が存在する鋼板を詳細に調査したところ、上述したように、溝頻度が20%以下の鋼板における鉄損特性が良好であった。従って、本発明の溝頻度は前述したとおり20%以下とする。
微細粒の結晶粒径は、溝部に直交する方向での断面観察を100箇所行い、微細粒が存在した場合は円相当径にて結晶粒径を求める。また、結晶方位差は、EBSP(Electron BackScattering Pattern)を用いて溝底部の結晶の結晶方位を測定し、ゴス方位からのずれ角として求める。
さらに、本発明における溝頻度とは、上記の100箇所の測定箇所の内、本発明で規定する結晶粒が存在した溝を100で割った比率を意味する。
磁区細分化処理前の平均β角と磁区幅の関係を、図1に示す。
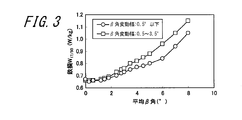
図3に示したとおり、歪みを鋼板に導入した場合には、平均β角が小さいと、β角変動幅によっては大きな鉄損差が認められなかったが、平均β角が大きく、かつβ角変動幅も大きいと、鋼板の鉄損は大きくなる傾向にあった。
一方、溝を鋼板に形成した場合には、図2に示したとおり、平均β角が小さくても、β角変動幅が大きいと、良好な鉄損を示す傾向にあることが判明した。
これらの理由は、溝形成による磁区細分化処理での鉄損低減効果が元々低いため、磁区幅が広いと、十分に磁区が細分化されずに、鉄損低減効果が不十分になるためと考えられる。しかしながら、本発明では、同時に二次再結晶粒内のβ角を変動させることで、磁区細分化処理前の磁区幅が細分化され、鋼板の鉄損が低減したものと考えられる。
なお、α角とは、二次再結晶粒方位の圧延面法線方向(ND)軸における(110)[001]理想方位からのずれ角であり、β角とは、二次再結晶粒方位の圧延直角方向(TD)軸における(110)[001]理想方位からのずれ角である。
ただし、β角変動幅を測定する二次再結晶粒としては、粒径:10mm以上のものを選択することとする。具体的には、上記X線ラウエ法による結晶方位測定において、α角が一定となる範囲を1つの結晶粒と判断してその長さ(粒径)を求め、長さが10mm以上のものに対してβ角変動幅を求めて、その平均値を求めるものとする。
まず、本発明の重要ポイントであるβ角を変動させる方法について述べる。
β角の変動は、最終仕上げ焼鈍時における二次再結晶粒1個あたりの曲率や二次再結晶粒径を調整することによって制御することができる。ここに、二次再結晶粒1個あたりの曲率に影響を与える因子としては、最終仕上げ焼鈍時のコイル径が挙げられる。
すなわち、コイル径が大きいと曲率は小さくなりβ角変動は小さくなる。他方、二次再結晶粒径については、粒径が小さいとβ角変動も小さくなる。なお、本発明では、コイル径という場合は、コイル直径を意味する。
(1) 最終仕上げ焼鈍時のコイル径を500~1500mmの範囲とし、
(2) 脱炭焼鈍の昇温過程において、少なくとも500~700℃の温度域の平均昇温速度を50℃/s以上とする
ことで、二次再結晶粒内のβ角変動幅の平均を1~4°の範囲に制御する。
なお、上記平均昇温速度の上限は特に制限されないが、設備上の観点から、700℃/s程度が好ましい。
すなわち、熱延板焼鈍時の冷却速度を速くすると、冷却時に析出する炭化物が微細に析出し、圧延後に形成する一次再結晶集合組織を変化させることができる。
また、脱炭焼鈍時の昇温速度は、一次再結晶集合組織を変化させることができるので、二次再結晶粒径だけでなく二次再結晶粒の方位選択性も制御することができる。すなわち、昇温速度を速くすることで平均β角を制御することができるのである。
具体的には、
(1) 熱延板焼鈍時の冷却速度を、少なくとも750~350℃の温度域の平均で、40℃/s以上とする、
(2) 脱炭焼鈍時の昇温速度を、少なくとも500~700℃の温度域の平均で、50℃/s以上とする
の2条件を満足することで、平均β角を制御することができる。
なお、上記冷却速度の上限は特に制限されないが、設備上の観点から、100℃/s程度が好ましい。また、上記昇温速度の上限は前述したとおり、700℃/s程度が好ましい。
また、インヒビターを利用する場合、例えばAlN系インヒビターを利用する場合であればAlおよびNを、またMnS・MnSe系インヒビターを利用する場合であればMnとSeおよび/またはSを適量含有させればよい。勿論、両インヒビターを併用してもよい。この場合におけるAl,N,SおよびSeの好適含有量はそれぞれ、Al:0.01~0.065質量%、N:0.005~0.012質量%、S:0.005~0.03質量%、Se:0.005~0.03質量%である。
この場合には、Al,N,SおよびSe量はそれぞれ、Al:100 質量ppm以下、N:50 質量ppm以下、S:50 質量ppm以下、Se:50 質量ppm以下に抑制することが好ましい。
C:0.08質量%以下
Cは、熱延板組織の改善のために添加をするが、0.08質量%を超えると製造工程中に磁気時効の起こらない50質量ppm以下までCを低減することが困難になるため、0.08質量%以下とすることが好ましい。なお、下限に関しては、Cを含まない素材でも二次再結晶が可能であるので特に設ける必要はない。
Siは、鋼の電気抵抗を高め、鉄損を改善するのに有効な元素であるが、含有量が2.0質量%に満たないと十分な鉄損低減効果が達成できず、一方、8.0質量%を超えると加工性が著しく低下し、また磁束密度も低下するため、Si量は2.0~8.0質量%の範囲とすることが好ましい。
Mnは、熱間加工性を良好にする上で必要な元素であるが、含有量が0.005質量%未満ではその添加効果に乏しく、一方1.0質量%を超えると製品板の磁束密度が低下するため、Mn量は0.005~1.0質量%の範囲とすることが好ましい。
Ni:0.03~1.50質量%、Sn:0.01~1.50質量%、Sb:0.005~1.50質量%、Cu:0.03~3.0質量%、P:0.03~0.50質量%、Mo:0.005~0.10質量%およびCr:0.03~1.50質量%のうちから選んだ少なくとも1種
Niは、熱延板組織を改善して磁気特性を向上させるために有用な元素である。しかしながら、含有量が0.03質量%未満では磁気特性の向上効果が小さく、一方1.50質量%を超えると二次再結晶が不安定になり磁気特性が劣化する。そのため、Ni量は0.03~1.50質量%の範囲とするのが好ましい。
なお、上記成分以外の残部は、製造工程において混入する不可避不純物およびFeである。
また、この熱延板焼鈍時の冷却速度を、少なくとも750~350℃の温度域の平均で、40℃/s以上とする必要があることは、前述したとおりである。
ここに、この脱炭焼鈍時の昇温速度を、少なくとも500~700℃の温度域の平均で、50℃/s以上とし、コイル径を500~1500mmの範囲とする必要があることは、前述したとおりである。

ついで、酸化度P(H2O)/P(H2)=0.55、均熱温度840℃で60秒保持する脱炭焼鈍を施したのち、MgOを主成分とする焼鈍分離剤を塗布した。その後、二次再結晶、フォルステライト被膜形成および純化を目的とした最終仕上げ焼鈍をN2:H2=70:30の混合雰囲気中にて1250℃、100hの条件で実施した。
上記の脱炭焼鈍時の昇温速度を20~100℃/sの範囲で変更し、最終仕上げ焼鈍時のコイルの内径を300mm、外径を1800mmとした。その後、850℃、60秒の条件で形状を整える平坦化焼鈍を行い、50%のコロイダルシリカとリン酸マグネシウムからなる張力コーティングを付与して製品とし、磁気特性を評価した。また、比較として、溝形成を最終仕上げ焼鈍終了後に突起ロールを用いた方法で行った。溝形成条件は同じである。その後、コイルの複数の場所よりサンプルを採取し、磁気特性を評価した。なお、鋼板の長手方向に、結晶方位をRD方向に1mm間隔でX線ラウエ法を用いて測定し、α角が一定となる条件で粒径を判断して、β角の粒内変化を測定した。また、β角変動幅を測定する二次再結晶粒としては、粒径:10mm以上のものを選択することとした。
上記した鉄損等の測定結果を表2に併記する。

Claims (2)
- 鋼板表面にフォルステライト被膜および張力コーティングをそなえ、かつ該鋼板表面に磁区細分化用の線状溝を有する方向性電磁鋼板であって、
該線状溝の直下に、ゴス方位から10°以上の方位差で、かつ粒径が5μm以上の結晶粒が存在している線状溝の比率が20%以下で、
二次再結晶粒の平均β角が2.0°以下で、かつ粒径が10mm以上の二次再結晶粒内のβ角変動幅平均値が1~4°の範囲である方向性電磁鋼板。 - 方向性電磁鋼板用スラブを、熱間圧延し、ついで必要に応じて熱延板焼鈍を施したのち、1回または中間焼鈍を挟む2回以上の冷間圧延を施して、最終板厚に仕上げ、ついで脱炭焼鈍を施し、鋼板表面にMgOを主成分とする焼鈍分離剤を塗布してから、最終仕上げ焼鈍を行ったのち、張力コーティングを施す方向性電磁鋼板の製造方法において、
(1) フォルステライト被膜が形成される上記最終仕上げ焼鈍前に、電解エッチング法により、鋼板の幅方向に線状溝を形成する、
(2) 上記熱延板焼鈍時の冷却過程において、少なくとも750~350℃の温度域の平均冷却速度を40℃/s以上とする、
(3) 上記脱炭焼鈍の昇温過程において、少なくとも500~700℃の温度域の平均昇温速度を50℃/s以上とする、
(4) 上記最終仕上げ焼鈍をコイル状で行い、該コイルの径を500~1500mmの範囲とする
方向性電磁鋼板の製造方法。
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2011800436424A CN103097563A (zh) | 2010-09-10 | 2011-09-09 | 方向性电磁钢板及其制造方法 |
| KR1020137006050A KR101303472B1 (ko) | 2010-09-10 | 2011-09-09 | 방향성 전기 강판 및 그 제조 방법 |
| BR112013005450-6A BR112013005450B1 (pt) | 2010-09-10 | 2011-09-09 | Chapa de aço elétrico com grão orientado e método para produção da mesma. |
| RU2013115897/02A RU2509164C1 (ru) | 2010-09-10 | 2011-09-09 | Лист из текстурированной электротехнической стали и способ его производства |
| EP11823271.9A EP2615189B1 (en) | 2010-09-10 | 2011-09-09 | Grain-oriented magnetic steel sheet and process for producing same |
| MX2013002627A MX2013002627A (es) | 2010-09-10 | 2011-09-09 | Lamina de acero magnetica de grano orientado y proceso para producir la misma. |
| US13/821,608 US8784995B2 (en) | 2010-09-10 | 2011-09-09 | Grain oriented electrical steel sheet and method for manufacturing the same |
| CA2808774A CA2808774C (en) | 2010-09-10 | 2011-09-09 | Grain oriented electrical steel sheet and method for manufacturing the same |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010203425 | 2010-09-10 | ||
| JP2010-203425 | 2010-09-10 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012032792A1 true WO2012032792A1 (ja) | 2012-03-15 |
Family
ID=45810402
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2011/005103 WO2012032792A1 (ja) | 2010-09-10 | 2011-09-09 | 方向性電磁鋼板およびその製造方法 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US8784995B2 (ja) |
| EP (1) | EP2615189B1 (ja) |
| JP (1) | JP5240334B2 (ja) |
| KR (1) | KR101303472B1 (ja) |
| CN (1) | CN103097563A (ja) |
| BR (1) | BR112013005450B1 (ja) |
| CA (1) | CA2808774C (ja) |
| MX (1) | MX2013002627A (ja) |
| RU (1) | RU2509164C1 (ja) |
| WO (1) | WO2012032792A1 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014132930A1 (ja) * | 2013-02-28 | 2014-09-04 | Jfeスチール株式会社 | 方向性電磁鋼板の製造方法 |
| EP2843069A4 (en) * | 2012-04-26 | 2015-09-09 | Jfe Steel Corp | CORNORATED ELECTRIC STEEL PLATE AND METHOD FOR THE PRODUCTION THEREOF |
| WO2019164012A1 (ja) * | 2018-02-26 | 2019-08-29 | 日本製鉄株式会社 | 方向性電磁鋼板 |
| US20210246524A1 (en) * | 2018-07-31 | 2021-08-12 | Nippon Steel Corporation | Grain oriented electrical steel sheet |
| US20210355557A1 (en) * | 2018-07-31 | 2021-11-18 | Nippon Steel Corporation | Grain oriented electrical steel sheet |
Families Citing this family (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10629346B2 (en) | 2012-04-26 | 2020-04-21 | Jfe Steel Corporation | Method of manufacturing grain-oriented electrical steel sheet |
| EP2940159B1 (en) | 2012-12-28 | 2019-03-20 | JFE Steel Corporation | Production method for grain-oriented electrical steel sheet and primary recrystallized steel sheet for production of grain-oriented electrical steel sheet |
| JP6405378B2 (ja) * | 2013-07-24 | 2018-10-17 | ポスコPosco | 方向性電磁鋼板およびその製造方法 |
| KR101756606B1 (ko) | 2013-09-26 | 2017-07-10 | 제이에프이 스틸 가부시키가이샤 | 방향성 전기 강판의 제조 방법 |
| JP6319605B2 (ja) * | 2014-10-06 | 2018-05-09 | Jfeスチール株式会社 | 低鉄損方向性電磁鋼板の製造方法 |
| WO2016139818A1 (ja) | 2015-03-05 | 2016-09-09 | Jfeスチール株式会社 | 方向性電磁鋼板およびその製造方法 |
| RU2678351C1 (ru) * | 2015-04-20 | 2019-01-28 | Ниппон Стил Энд Сумитомо Метал Корпорейшн | Электротехнический стальной лист с ориентированной зеренной структурой |
| PL3287533T3 (pl) * | 2015-04-20 | 2020-07-27 | Nippon Steel Corporation | Blacha ze zorientowanej stali magnetycznej |
| EP3287538B1 (en) | 2015-04-20 | 2020-01-01 | Nippon Steel Corporation | Oriented magnetic steel plate |
| JP6455468B2 (ja) * | 2016-03-09 | 2019-01-23 | Jfeスチール株式会社 | 方向性電磁鋼板の製造方法 |
| JP6572855B2 (ja) * | 2016-09-21 | 2019-09-11 | Jfeスチール株式会社 | 方向性電磁鋼板およびその製造方法 |
| KR101884429B1 (ko) | 2016-12-22 | 2018-08-01 | 주식회사 포스코 | 방향성 전기강판 및 그 자구미세화 방법 |
| JP6512386B2 (ja) | 2017-02-20 | 2019-05-15 | Jfeスチール株式会社 | 方向性電磁鋼板の製造方法 |
| KR20180112354A (ko) * | 2017-04-03 | 2018-10-12 | 삼성전기주식회사 | 자성 시트 및 이를 포함하는 무선 전력 충전 장치 |
| EP3690067B1 (en) * | 2017-09-28 | 2024-04-24 | JFE Steel Corporation | Grain-oriented electrical steel sheet |
| US11236427B2 (en) | 2017-12-06 | 2022-02-01 | Polyvision Corporation | Systems and methods for in-line thermal flattening and enameling of steel sheets |
| KR102080166B1 (ko) * | 2017-12-26 | 2020-02-21 | 주식회사 포스코 | 방향성 전기강판 및 그의 제조방법 |
| WO2019151399A1 (ja) * | 2018-01-31 | 2019-08-08 | Jfeスチール株式会社 | 方向性電磁鋼板およびこれを用いてなる変圧器の巻鉄心並びに巻鉄心の製造方法 |
| MX2020007951A (es) * | 2018-01-31 | 2020-09-24 | Jfe Steel Corp | Lamina de acero electrico de grano orientado, nucleo apilado de un transformador que utiliza dicha lamina y metodo para producir un nucleo apilado. |
| RU2746949C1 (ru) * | 2018-03-22 | 2021-04-22 | Ниппон Стил Корпорейшн | Электротехнический стальной лист с ориентированной зеренной структурой и способ для его производства |
| WO2020027219A1 (ja) * | 2018-07-31 | 2020-02-06 | 日本製鉄株式会社 | 方向性電磁鋼板 |
| KR102162984B1 (ko) * | 2018-12-19 | 2020-10-07 | 주식회사 포스코 | 방향성 전기강판 및 그의 제조 방법 |
| KR102240382B1 (ko) * | 2018-12-19 | 2021-04-13 | 주식회사 포스코 | 방향성의 전기강판 및 그 제조 방법 |
| JP6813143B1 (ja) | 2019-04-23 | 2021-01-13 | Jfeスチール株式会社 | 方向性電磁鋼板の製造方法 |
| CA3145201A1 (en) | 2019-07-31 | 2021-02-04 | Jfe Steel Corporation | Grain-oriented electrical steel sheet |
| JP6939852B2 (ja) | 2019-07-31 | 2021-09-22 | Jfeスチール株式会社 | 線状溝形成方法および方向性電磁鋼板の製造方法 |
| KR102428854B1 (ko) * | 2019-12-20 | 2022-08-02 | 주식회사 포스코 | 방향성 전기강판 및 그 자구미세화 방법 |
| JP2021123753A (ja) * | 2020-02-05 | 2021-08-30 | 日本製鉄株式会社 | 方向性電磁鋼板 |
| JP2021123754A (ja) * | 2020-02-05 | 2021-08-30 | 日本製鉄株式会社 | 方向性電磁鋼板 |
| JP2021123752A (ja) * | 2020-02-05 | 2021-08-30 | 日本製鉄株式会社 | 方向性電磁鋼板 |
| EP4155423A4 (en) * | 2020-05-19 | 2023-10-11 | JFE Steel Corporation | GRAIN-ORIENTED ELECTROMAGNETIC STEEL SHEET AND METHOD FOR MANUFACTURING SAME |
| JP6947248B1 (ja) | 2020-06-09 | 2021-10-13 | Jfeスチール株式会社 | 方向性電磁鋼板 |
| WO2023195470A1 (ja) * | 2022-04-04 | 2023-10-12 | 日本製鉄株式会社 | 方向性電磁鋼板及びその製造方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS572252B2 (ja) | 1978-07-26 | 1982-01-14 | ||
| JPS6253579B2 (ja) | 1984-11-10 | 1987-11-11 | Nippon Steel Corp | |
| JPH07268474A (ja) | 1994-03-31 | 1995-10-17 | Kawasaki Steel Corp | 鉄損の低い方向性電磁鋼板 |
| JPH10280040A (ja) * | 1997-04-02 | 1998-10-20 | Nippon Steel Corp | 鉄損特性の極めて優れた一方向性電磁鋼板の製造方法 |
| JP2002241906A (ja) * | 2001-02-09 | 2002-08-28 | Kawasaki Steel Corp | 被膜特性および磁気特性に優れた方向性電磁鋼板 |
| JP2009235471A (ja) * | 2008-03-26 | 2009-10-15 | Jfe Steel Corp | 方向性電磁鋼板およびその製造方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA1061161A (en) * | 1974-09-12 | 1979-08-28 | Joseph J. Piascinski | Method for making an etch-resistant stencil |
| SU1516508A1 (ru) * | 1987-07-10 | 1989-10-23 | Научно-Исследовательский Институт Механики Мгу@ Им.М.В.Ломоносова | Способ местного травлени изделий |
| EP0589418A1 (en) * | 1992-09-21 | 1994-03-30 | Nippon Steel Corporation | Process for producing oriented electrical steel sheet having minimized primary film, excellent magnetic properties and good workability |
| JPH09157748A (ja) * | 1995-12-01 | 1997-06-17 | Nippon Steel Corp | 低鉄損、高磁束密度一方向性電磁鋼板の製造方法 |
| AU2001252636A1 (en) * | 2000-05-01 | 2001-11-12 | Tateho Chemical Industries Co., Ltd. | Magnesium oxide particle aggregate |
| JP2002220642A (ja) * | 2001-01-29 | 2002-08-09 | Kawasaki Steel Corp | 鉄損の低い方向性電磁鋼板およびその製造方法 |
| JP4331900B2 (ja) * | 2001-03-30 | 2009-09-16 | 新日本製鐵株式会社 | 方向性電磁鋼板およびその製造方法と製造装置 |
| RU2378394C1 (ru) | 2006-05-24 | 2010-01-10 | Ниппон Стил Корпорейшн | Способ производства листа текстурированной электротехнической стали с высокой магнитной индукцией |
| RU2371521C1 (ru) * | 2008-03-06 | 2009-10-27 | Федеральное государственное унитарное предприятие "Научно-производственное предприятие "Исток" (ФГУП НПП "Исток") | Способ изготовления прецизионных изделий из молибдена и его сплавов и раствор для фотохимического травления |
| JP5853352B2 (ja) * | 2010-08-06 | 2016-02-09 | Jfeスチール株式会社 | 方向性電磁鋼板およびその製造方法 |
| JP5760504B2 (ja) * | 2011-02-25 | 2015-08-12 | Jfeスチール株式会社 | 方向性電磁鋼板およびその製造方法 |
-
2011
- 2011-09-09 WO PCT/JP2011/005103 patent/WO2012032792A1/ja active Application Filing
- 2011-09-09 CN CN2011800436424A patent/CN103097563A/zh active Pending
- 2011-09-09 EP EP11823271.9A patent/EP2615189B1/en active Active
- 2011-09-09 US US13/821,608 patent/US8784995B2/en active Active
- 2011-09-09 JP JP2011197620A patent/JP5240334B2/ja active Active
- 2011-09-09 RU RU2013115897/02A patent/RU2509164C1/ru active
- 2011-09-09 BR BR112013005450-6A patent/BR112013005450B1/pt active IP Right Grant
- 2011-09-09 KR KR1020137006050A patent/KR101303472B1/ko active IP Right Grant
- 2011-09-09 CA CA2808774A patent/CA2808774C/en active Active
- 2011-09-09 MX MX2013002627A patent/MX2013002627A/es active IP Right Grant
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS572252B2 (ja) | 1978-07-26 | 1982-01-14 | ||
| JPS6253579B2 (ja) | 1984-11-10 | 1987-11-11 | Nippon Steel Corp | |
| JPH07268474A (ja) | 1994-03-31 | 1995-10-17 | Kawasaki Steel Corp | 鉄損の低い方向性電磁鋼板 |
| JPH10280040A (ja) * | 1997-04-02 | 1998-10-20 | Nippon Steel Corp | 鉄損特性の極めて優れた一方向性電磁鋼板の製造方法 |
| JP2002241906A (ja) * | 2001-02-09 | 2002-08-28 | Kawasaki Steel Corp | 被膜特性および磁気特性に優れた方向性電磁鋼板 |
| JP2009235471A (ja) * | 2008-03-26 | 2009-10-15 | Jfe Steel Corp | 方向性電磁鋼板およびその製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2615189A4 |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2843069A4 (en) * | 2012-04-26 | 2015-09-09 | Jfe Steel Corp | CORNORATED ELECTRIC STEEL PLATE AND METHOD FOR THE PRODUCTION THEREOF |
| WO2014132930A1 (ja) * | 2013-02-28 | 2014-09-04 | Jfeスチール株式会社 | 方向性電磁鋼板の製造方法 |
| JP5737483B2 (ja) * | 2013-02-28 | 2015-06-17 | Jfeスチール株式会社 | 方向性電磁鋼板の製造方法 |
| US10134514B2 (en) | 2013-02-28 | 2018-11-20 | Jfe Steel Corporation | Method for producing grain-oriented electrical steel sheet |
| WO2019164012A1 (ja) * | 2018-02-26 | 2019-08-29 | 日本製鉄株式会社 | 方向性電磁鋼板 |
| JP6614398B1 (ja) * | 2018-02-26 | 2019-12-04 | 日本製鉄株式会社 | 方向性電磁鋼板 |
| RU2765033C1 (ru) * | 2018-02-26 | 2022-01-24 | Ниппон Стил Корпорейшн | Электротехнический стальной лист с ориентированной зеренной структурой |
| US11393612B2 (en) | 2018-02-26 | 2022-07-19 | Nippon Steel Corporation | Grain-oriented electrical steel sheet |
| US20210246524A1 (en) * | 2018-07-31 | 2021-08-12 | Nippon Steel Corporation | Grain oriented electrical steel sheet |
| US20210355557A1 (en) * | 2018-07-31 | 2021-11-18 | Nippon Steel Corporation | Grain oriented electrical steel sheet |
| US11851726B2 (en) * | 2018-07-31 | 2023-12-26 | Nippon Steel Corporation | Grain oriented electrical steel sheet |
| US11939641B2 (en) * | 2018-07-31 | 2024-03-26 | Nippon Steel Corporation | Grain oriented electrical steel sheet |
Also Published As
| Publication number | Publication date |
|---|---|
| BR112013005450A2 (pt) | 2016-05-03 |
| JP5240334B2 (ja) | 2013-07-17 |
| EP2615189B1 (en) | 2017-02-01 |
| JP2012077380A (ja) | 2012-04-19 |
| EP2615189A4 (en) | 2014-04-09 |
| KR101303472B1 (ko) | 2013-09-05 |
| MX2013002627A (es) | 2013-04-24 |
| CA2808774A1 (en) | 2012-03-15 |
| CA2808774C (en) | 2015-05-05 |
| KR20130037224A (ko) | 2013-04-15 |
| EP2615189A1 (en) | 2013-07-17 |
| RU2509164C1 (ru) | 2014-03-10 |
| US8784995B2 (en) | 2014-07-22 |
| CN103097563A (zh) | 2013-05-08 |
| US20130160901A1 (en) | 2013-06-27 |
| BR112013005450B1 (pt) | 2019-05-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5240334B2 (ja) | 方向性電磁鋼板およびその製造方法 | |
| JP5760504B2 (ja) | 方向性電磁鋼板およびその製造方法 | |
| JP5593942B2 (ja) | 方向性電磁鋼板およびその製造方法 | |
| JP5927804B2 (ja) | 方向性電磁鋼板およびその製造方法 | |
| JP5754097B2 (ja) | 方向性電磁鋼板およびその製造方法 | |
| WO2012017690A1 (ja) | 方向性電磁鋼板およびその製造方法 | |
| EP2762578B1 (en) | Grain-oriented electrical steel sheet and manufacturing method therefor | |
| RU2610204C1 (ru) | Способ изготовления листа из текстурированной электротехнической стали | |
| WO2012001952A1 (ja) | 方向性電磁鋼板およびその製造方法 | |
| WO2012017669A1 (ja) | 方向性電磁鋼板およびその製造方法 | |
| JP5953690B2 (ja) | 方向性電磁鋼板およびその製造方法 | |
| JP6418226B2 (ja) | 方向性電磁鋼板の製造方法 | |
| JP6432671B2 (ja) | 方向性電磁鋼板の製造方法 | |
| JP6143010B2 (ja) | 鉄損特性に優れる方向性電磁鋼板の製造方法 | |
| JP5527094B2 (ja) | 方向性電磁鋼板の製造方法 | |
| JP5846390B2 (ja) | 方向性電磁鋼板の製造方法 | |
| JP5845848B2 (ja) | 方向性電磁鋼板の製造方法 | |
| JP7081725B1 (ja) | 方向性電磁鋼板の製造方法 | |
| JP6116793B2 (ja) | 方向性電磁鋼板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201180043642.4 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 11823271 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2808774 Country of ref document: CA |
|
| REEP | Request for entry into the european phase |
Ref document number: 2011823271 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011823271 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2013/002627 Country of ref document: MX |
|
| ENP | Entry into the national phase |
Ref document number: 20137006050 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13821608 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2013115897 Country of ref document: RU Kind code of ref document: A |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112013005450 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: 112013005450 Country of ref document: BR Kind code of ref document: A2 Effective date: 20130306 |