WO2012017646A1 - Structure moulée et moteur comportant cette structure - Google Patents
Structure moulée et moteur comportant cette structure Download PDFInfo
- Publication number
- WO2012017646A1 WO2012017646A1 PCT/JP2011/004387 JP2011004387W WO2012017646A1 WO 2012017646 A1 WO2012017646 A1 WO 2012017646A1 JP 2011004387 W JP2011004387 W JP 2011004387W WO 2012017646 A1 WO2012017646 A1 WO 2012017646A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- resin
- mold
- unsaturated polyester
- polyester resin
- weight
- Prior art date
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0013—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor using fillers dispersed in the moulding material, e.g. metal particles
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/44—Protection against moisture or chemical attack; Windings specially adapted for operation in liquid or gas
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K5/00—Casings; Enclosures; Supports
- H02K5/04—Casings or enclosures characterised by the shape, form or construction thereof
- H02K5/08—Insulating casings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0012—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds having particular thermal properties
- B29K2995/0015—Insulating
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/20—Oxides; Hydroxides
- C08K3/22—Oxides; Hydroxides of metals
- C08K2003/2227—Oxides; Hydroxides of metals of aluminium
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/20—Oxides; Hydroxides
- C08K3/22—Oxides; Hydroxides of metals
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K9/00—Use of pretreated ingredients
- C08K9/04—Ingredients treated with organic substances
- C08K9/06—Ingredients treated with organic substances with silicon-containing compounds
Definitions
- the present invention relates to a mold structure in which an electromagnetic coil wound around an iron core is molded.
- Home appliance motors and transformers are required to have low noise and low vibration due to the characteristics of the environment in which they are used.
- the stator has a structure in which the winding 2 is wound around the iron core 1 through a winding frame and is integrally molded so as to be surrounded by the mold resin 3 except for the inner peripheral surface of the iron core 1.
- the drive circuit 4 is disposed between the winding 2 and the bearing 5a, and is integrally molded so as to be surrounded by the mold resin 3 together with the stator.
- a space for accommodating the rotor 6 is provided on the inner side of the inner peripheral surface of the iron core core 1 of the stator.
- a bearing housing for housing a bearing 5 a for rotatably supporting the rotor 6 is integrally formed with the mold resin 3 on one end face of the stator.
- the other end face of the stator is an opening, and is covered with a bracket 9 having a bearing housing portion that houses the bearing 5b after the rotor 6 is inserted.
- the rotor 6 has a permanent magnet 7 disposed on the outer periphery, and a shaft 8 is press-fitted into the rotor 6, and the shaft 8 is rotatably supported by the stator via bearings 5 a and 5 b.
- Patent Document 1 discloses a mold resin containing an epoxy resin containing at least one of a silica filler or an alumina filler subjected to a coupling treatment.
- Patent Document 2 describes a mold resin containing 65 to 80% hard-burned magnesia in an unsaturated polyester resin.
- Patent Document 3 describes a mold resin containing alumina and red phosphorus in an unsaturated polyester resin.
- Patent Document 4 describes a mold resin containing metal powder in an epoxy resin.
- an unsaturated polyester resin is filled with an alumina filler having high thermal conductivity, and a mold resin that imparts flame retardancy using red phosphorus is a gas generated during molding.
- a mold resin that imparts flame retardancy using red phosphorus is a gas generated during molding.
- the present invention solves the conventional problems, and has a thermal conductivity of 1.5 W / m ⁇ K or more by containing a thermosetting resin and an inorganic filler, and is flame retardant UL94V-0.
- a mold structure in which an electromagnetic coil wound around an iron core is molded using the mold resin is provided.
- the thermosetting resin is an unsaturated polyester resin
- the inorganic filler is a metal hydrate.
- the compounding quantity of a metal hydrate is 2 times or more of the total compounding quantity of unsaturated polyester resin and a low shrinkage
- the metal hydrate is surface-treated with a coupling agent, and the amount of the coupling agent is a metal hydrate that can be surface-treated with the compounded coupling agent relative to the surface area of the compounded metal hydrate.
- the mold structure has an amount such that the surface area ratio is 0.5 to 2 times.
- Another embodiment of the mold structure of the present invention is the above mold structure in which the total blending amount of the unsaturated polyester resin and the low shrinkage agent is 16 to 25% by weight of the entire mold resin.
- Another embodiment of the mold structure of the present invention is the above mold structure in which the unsaturated polyester resin is an epoxy-modified unsaturated polyester resin and the metal hydrate is aluminum hydroxide.
- the present invention also relates to a motor having a mold structure molded by the mold resin.
- the mold structure of the present invention is such that the mold resin is composed of a low-viscosity unsaturated polyester resin and an inorganic filler surface-treated with a coupling agent. Adhesion is improved and thermal conductivity is improved.
- a metal hydrate as an inorganic filler used in a mold resin, it is possible to impart flame retardancy to a product without containing a substance with a high environmental load.
- the mold structure molded by this mold resin can provide a highly safe mold structure that is less likely to be deteriorated in reliability due to a temperature rise and is not easily burned out.
- FIG. 1 is a diagram showing a cross-sectional structure of a molded motor.
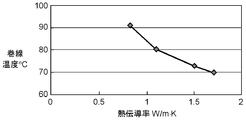
- FIG. 2 is a graph showing the relationship between the winding temperature of the small air conditioning motor and the thermal conductivity of the mold resin.
- FIG. 3 is a diagram showing the relationship of flame retardancy in the ratio of the total amount of unsaturated polyester resin and low shrinkage agent and the amount of metal hydrate.
- FIG. 4 is a diagram showing the relationship between the thermal conductivity and strength of the mold resin depending on the blending amount of the inorganic filler and the coupling agent.
- FIG. 5 is a diagram showing the relationship between the total blending amount of the unsaturated polyester resin and the low shrinkage agent and the kneading property of the mold resin.
- FIG. 1 is a diagram showing a cross-sectional structure of a molded motor according to an embodiment of the present invention.
- the stator 1 includes a stator in which a winding 2 is wound around an iron core 1 via a winding frame, and a rotor 6 having a permanent magnet 7 and housed in the inner periphery of the stator.
- the molded motor further includes a shaft 8 press-fitted into the rotor 6, bearings 5a and 5b of the shaft 8, a bearing housing that houses the bearing 5a, and a bracket 9 that has a bearing housing portion that houses the bearing 5b.
- the drive circuit 4 is arrange
- the stator excluding the inner peripheral surface of the iron core 1, the bearing housing that houses the bearing 5 a, and the drive circuit 4 are integrally formed with the mold resin 3.
- the stator, the bearing housing, and the drive circuit were set in a mold, and a mold resin was injected and cured by heating.
- a mold resin was injected and cured by heating.
- the mold a mold designed so that the inner peripheral side of the stator is not resin-molded was used.
- the mold resin used in the mold structure shown in FIG. 1 will be described below.
- the mold resin of the present invention contains a thermosetting resin and an inorganic filler.
- thermosetting resin examples include an epoxy resin, an unsaturated polyester resin, and a phenol resin. From the viewpoint of low viscosity and electromagnetic coil insulation, an unsaturated polyester resin is preferable. Among them, the unsaturated polyester is epoxy-treated. Epoxy-modified unsaturated polyester resins are particularly preferred.
- the unsaturated polyester resin composition of the present invention includes at least an unsaturated polyester resin, a curing agent (also referred to as a polymerization initiator), a low shrinkage agent, and an inorganic filler, and may further contain other additives. good.
- an unsaturated polyester resin obtained by an esterification reaction of a polyhydric alcohol component and a saturated and / or unsaturated polybasic acid component can be used without any particular limitation, but preferably further an epoxy treatment. By doing so, an epoxy-modified unsaturated polyester resin is obtained. Moreover, an addition polymerizable monomer can be mix
- the polyhydric alcohol used is ethylene glycol, propylene glycol, diethylene glycol, dipropylene glycol, neopentyl glycol, 1,3-butanediol, 1,6-hexanediol, hydrogenated bisphenol A, bisphenol A propylene oxide compound, dibromo Neopentyl glycol and the like can be mentioned.
- Examples of the unsaturated polybasic acid include maleic anhydride, fumaric acid, itaconic acid, citraconic acid and the like.
- Saturated polybasic acids include phthalic anhydride, isophthalic acid, terephthalic acid, adipic acid, sebacic acid, tetrahydrophthalic anhydride, methyltetrahydrophthalic anhydride, endomethylenetetrahydrophthalic anhydride, het acid, tetrabromophthalic anhydride, etc. Can be mentioned.
- addition polymerizable monomer examples include styrene, diallyl phthalate, methyl methacrylate, vinyl acetate, vinyl toluene, ⁇ -methyl styrene, methyl acrylate, 2-hydroxyethyl acrylate, 2-hydroxyethyl methacrylate, and the like.
- the addition amount of the addition polymerizable monomer is preferably 25 to 75% by weight in 100 parts by weight of the total of the unsaturated polyester and the addition polymerizable monomer.
- an unsaturated polyester resin a mixture of an unsaturated polyester and an addition polymerizable monomer may be referred to as an unsaturated polyester resin.
- the viscosity of the unsaturated polyester resin at 25 ° C. is preferably 100 to 2000 mPa ⁇ s, more preferably 100 to 1000 mPa ⁇ s.
- polymerization initiator examples include benzoyl peroxide, methyl ethyl ketone peroxide, t-butyl peroxybenzoate, t-butyl peroxy-2-ethylhexanoate, t-butyl peroxyisopropyl carbonate, 1,1-di ( (t-butylperoxy) cyclohexane, 1,1-di-t-butylperoxy-3,3,5-trimethylcyclohexanoate and the like can be used.
- the blending amount of the polymerization initiator is preferably 0.1 to 2% by weight.
- a curing accelerator such as cobalt naphthenate can be used in combination.
- Polystyrene, polymethyl methacrylate, polyvinyl acetate, polycaprolactone, polydipropylene adipate, polydipropylene isophthalate, etc. can be used as the low shrinkage agent added to the unsaturated polyester resin.
- the amount of the low shrinkage agent is preferably 2 to 50 parts by weight with respect to 100 parts by weight of the unsaturated polyester resin. More preferably, it is 20 to 50 parts by weight. By setting the content in the range of 2 to 50 parts by weight, an unsaturated polyester resin composition having kneadability and fluidity and in which molding shrinkage is suppressed can be obtained.
- the total amount of the unsaturated polyester resin and the low shrinkage agent in the unsaturated polyester resin composition is preferably 16 to 25% by weight, more preferably 21 to 25% by weight. If it is in the range of 16 to 25% by weight, both the kneadability and the moldability are good.
- inorganic fillers include aluminum hydroxide, alumina, alumina hydrate, aluminum chloride hydrate, magnesium oxide, aluminum nitride, silica, boron nitride, clay, calcium carbonate, talc, and bismuth oxide hydrate. It is done. Among these, from the viewpoint of thermal conductivity and flame retardancy, alumina hydrate (that is, aluminum hydroxide) is more preferable.
- aluminum hydroxide for example, the following formula: Al 2 O 3 .nH 2 O (wherein n represents 1 to 3)
- alumina hydrate etc. which are shown by these can be mentioned. Of these, alumina trihydrate and the like are preferable.
- the blending amount of the inorganic filler is preferably 70 to 82% by weight in the unsaturated polyester resin composition. If the amount is in the above range, the kneadability of the unsaturated polyester resin composition is good.
- the amount of metal hydrate is set to UL94V-0 or more by making the amount of the metal hydrate more than twice the total amount of unsaturated polyester resin and low shrinkage agent. Flame resistance can be secured.
- the specific surface area of the inorganic filler, from the viewpoint of dispersibility in an unsaturated polyester resin is preferably from 5m 2 / g, 2m 2 / g or less is more preferable.
- Examples of the coupling agent used for the surface treatment of the inorganic filler include silane compounds, titanium compounds, aluminum chelates, and aluminum / zirconium compounds.
- silane coupling agents are preferred, for example, N- (2-aminoethyl) aminopropyltrimethoxysilane, N- (2-aminoethyl) aminopropylmethyldimethoxysilane, 3-glycidoxypropylmethyldimethoxysilane, 3 -Glycidoxypropyltriethoxysilane, 3-methacryloxypropyltrimethoxysilane and the like.
- a suitable blending amount of the silane coupling agent can be determined by a surface area ratio (coupling agent / inorganic filler) (hereinafter referred to as R).
- R is a surface area of a specific inorganic filler that can be coated with 1 g of a specific coupling agent
- S1 is a specific surface area per 1 g of the specific inorganic filler
- the preferred range of the surface area ratio (coupling agent / inorganic filler) R is preferably 0.5 to 2 times. That is, the addition amount of the coupling agent is an amount that covers 50% or more of the total surface area of the blended inorganic filler, and is not more than twice the amount that can cover the total surface area of the inorganic filler. preferable. If it is said range, the improvement of the adhesiveness of resin and an inorganic filler will improve the heat conductivity, and the intensity
- the unsaturated polyester resin composition of the present invention can further contain an internal mold release agent such as zinc stearate, a pigment, a polymerization inhibitor, an antioxidant, a filler such as glass fiber, and the like, if necessary.
- an internal mold release agent such as zinc stearate, a pigment, a polymerization inhibitor, an antioxidant, a filler such as glass fiber, and the like, if necessary.
- the unsaturated polyester resin composition of the present invention also uses a general kneading machine (the shape of the blade is a double-armed type, a sigma type, a Z type, etc.) for a composition containing an inorganic filler and glass fiber. Uniform dispersion is possible.
- the mold resin of the present invention does not contain a conductive material such as metal powder, and is only an insulating resin and an insulating inorganic filler. For this reason, the mold resin of the present invention is insulated even when an inorganic filler enters between the coated wires of the winding at the time of molding, due to defects in the coated wires (initial pinholes and scratches during winding). A reduction in breakdown voltage can be suppressed, and a high breakdown voltage can be ensured as the entire mold structure.
- the molding method it is possible to use a molding method in which a molding object such as a motor is set in the mold described above, and then a molding resin is injected and cured.
- ⁇ Flame retardance test method> The flame retardancy test method for the mold resin was performed in accordance with the known UL94 standard. A flame of a gas burner was brought into contact with the lower end of a 1/16 inch thick sample held vertically for 10 seconds, and when combustion stopped within 30 seconds, an indirect flame was further applied for 10 seconds. Each tested sample was ranked as either UL94V-0, V-1, or V-2 according to known criteria.
- the prepared unsaturated polyester resin composition is filled in a release-molded mold by heating and pressing, and is cured by being held in a thermostatic bath at 100 to 150 ° C. for 1 to 4 hours to be a 200 mm square and 10 mm thick plate A shaped molding was obtained.
- the thermal conductivity of the cured product was measured by a heat flow meter method based on JIS A-1412-2.
- the specific surface area of aluminum hydroxide was measured by a nitrogen adsorption method (BET method).
- the mold structure of one embodiment of the present invention in which an electromagnetic coil wound around an iron core is molded using the unsaturated polyester resin composition has a thermal conductivity of the molded resin of 1.5 W / m. ⁇ It is K or more and the flame resistance satisfies UL94V-0 (thickness 1/16 inch), so it has both high heat dissipation and safety.
- the thermal conductivity is 1.5 W / m ⁇ K or more, even if the coil generates heat by energization, the increase in the winding temperature of the molded structure in which the coil is molded can be suppressed to less than 80 ° C. it can.
- the flame retardance is UL94V-0, the thickness of the thinnest part of the mold resin can be reduced to 1.6 mm, so that the mold structure can be reduced in size and weight.
- Embodiment 1 In Embodiment 1, the mold structure of the present invention is applied to the mold motor of FIG.
- the composition of the mold resin 3 used in FIG. 1 is, for example, in the case of the sample C in FIG. , PB210) is 21% by weight, glass fiber 7% by weight, silane coupling agent (3-glycidoxypropyltriethoxysilane, Shin-Etsu Chemical Co., Ltd. KBE-403) 0.2% by weight, 1,1-di (t-butylperoxy) cyclohexane (polymerization initiator) 0.4% by weight, zinc stearate 1.3% by weight, polymerization inhibitor 0.1% by weight, aluminum hydroxide 70% (specific surface area) 0.9 m 2 / g) weight.
- the compounding ratio of the low shrinkage agent to 100 parts by weight of the unsaturated polyester resin is 50 parts by weight.
- the weight% is expressed unless otherwise specified.
- Fig. 3 shows the relationship of flame retardancy of the molding resin to the total amount of unsaturated polyester resin and low shrinkage agent in the mold resin and the amount of metal hydrate.
- Sample B in which the blending amount of aluminum hydroxide, which is a metal hydrate, as a component of the inorganic filler is 42% by weight or more, which is twice the total blending amount of the unsaturated polyester resin and the low shrinkage agent (21% by weight), C was able to secure the flame retardancy of UL94V-0.
- the total amount of inorganic filler is 70% by weight as in Samples B and C, but the amount of aluminum hydroxide is 35% by weight, and the total amount of unsaturated polyester resin and low shrinkage agent is The flame retardancy of Sample A, which is less than twice the 21% by weight, was insufficient with UL94V-2.
- the mold resin of the first embodiment is considered to have a high environmental load as a flame retardant, such as halogen and phosphorus, does not include substances restricted in use in some products, and is flame retardant.
- a flame retardant such as halogen and phosphorus
- UL94V-0 can be secured and the molded motor can be downsized.
- FIG. 4 shows the thermal conductivity and strength of the mold resin when the blending ratio of the aluminum hydroxide and the silane coupling agent in the unsaturated polyester resin composition is changed.
- the same kind as the sample C was used for the aluminum hydroxide and the silane coupling agent.
- 2% by weight of “Others” in Samples D to H in FIG. 4 includes 0.4% by weight of 1,1-di (t-butylperoxy) cyclohexane (polymerization initiator), and the same The same amount of additives of the kind is included.
- the surface area ratio R described above (that is, the ratio of the surface area of aluminum hydroxide that can be surface-treated by the formulated silane coupling agent to the surface area of aluminum hydroxide formulated in the composition) is 0.5 to 2.0.
- Samples E, F, and G which are in the range, have improved thermal conductivity even when the aluminum hydroxide content (about 77% by weight) is the same as that of sample D due to improved adhesion between the resin and the inorganic filler. Improved to 1.5 W / m ⁇ K or more. Samples E, F, and G had almost the same strength as sample D that did not use a silane coupling agent.
- the blending amount of the silane coupling agent is preferably 0.5 to 2 times the surface area ratio R.
- FIG. 5 shows the relationship between the total blending amount of the unsaturated polyester resin and the low shrinkage agent and the kneadability in the unsaturated polyester resin composition.
- the same kind as the sample C was used for the aluminum hydroxide and the silane coupling agent.
- 2% by weight of “Others” in Samples I to M in FIG. 5 had the same composition as Samples D to H.
- Sample I in which the total blending amount of the unsaturated polyester resin and the low shrinkage agent is 14% by weight could not knead the inorganic filler and the resin because the blending amount of the resin was insufficient.
- Sample M in which the total blending amount of the unsaturated polyester resin and the low shrinkage agent was 28% by weight was incapable of being handled as a mold resin due to an excessive amount of the resin, and could not be molded.
- Samples J, K, and L in which the total blending amount of the unsaturated polyester resin and the low shrinkage agent is in the range of 16 to 25% by weight have good kneadability, and in particular, the total blending amount is 21 to 25%. Samples K and L in the range of% by weight showed very good kneading properties.
- FIG. 2 shows a case where a mold motor produced by molding the small air-conditioning motor of FIG. 1 having the same configuration except for the mold resin 3 into the same shape using mold resins having different thermal conductivities is driven under the same conditions.
- 5 is a graph showing the relationship between the winding temperature of and the thermal conductivity of the mold resin 3.
- the amount of aluminum hydroxide blended is at least twice the total blend amount (21% by weight) of unsaturated polyester resin and low shrinkage agent, so that UL94V- 0 flame retardance was secured. Also, good moldability could be secured by setting the total blending amount of the unsaturated polyester resin and the low shrinkage agent to 16 to 25% by weight. Furthermore, by setting the surface area ratio R (ratio of the surface area of aluminum hydroxide that can be surface-treated with the compounded silane coupling agent to the surface area of aluminum hydroxide in the composition) in the range of 0.5 to 2.0. The thermal conductivity could be increased to 1.5 W / m ⁇ K or more without causing a decrease in strength.
- the mold resin of the first embodiment having the above characteristics is a mold resin having a thermal conductivity of 1.5 W / m ⁇ K or more and flame retardancy of UL standard 94V-0 (thickness 1/16 inch).
- the field of application of the present invention is used for a mold structure for molding an apparatus including an inductor such as a choke coil, a high voltage transformer such as a flyback transformer, and an electromagnetic coil wound around an iron core such as various motors. It can be particularly preferably used for motors that require higher power and higher output.
Abstract
L'invention porte sur une structure moulée obtenue en utilisant une résine de moulage qui comprend au moins une résine thermodurcissable et une charge inorganique ayant une capacité d'isolation électrique, pour mouler par ce moyen un bobinage électromagnétique qui est bobiné autour d'un noyau ferreux, ladite structure moulée ayant une conductibilité thermique de résine de moulage de 1,5 W/m∙K ou plus et une excellente résistance à la flamme de UL94V-0. Il est ainsi possible de réaliser un équipement qui est petit, mince, d'une grande puissance et résistant à la flamme, sans utiliser de résines de moulage qui contiennent des substances qui imposent un grand fardeau pour l'environnement.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010174125 | 2010-08-03 | ||
| JP2010-174125 | 2010-08-03 | ||
| JP2010-193451 | 2010-08-31 | ||
| JP2010193451 | 2010-08-31 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012017646A1 true WO2012017646A1 (fr) | 2012-02-09 |
Family
ID=45559167
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2011/004387 WO2012017646A1 (fr) | 2010-08-03 | 2011-08-03 | Structure moulée et moteur comportant cette structure |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2012017646A1 (fr) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104412490A (zh) * | 2012-06-18 | 2015-03-11 | 松下知识产权经营株式会社 | 电动机 |
| WO2016017563A1 (fr) * | 2014-08-01 | 2016-02-04 | 日立オートモティブシステムズ株式会社 | Stator pour machine électrique rotative, et machine électrique rotative pourvue dudit stator |
| WO2016080040A1 (fr) * | 2014-11-17 | 2016-05-26 | 昭和電工株式会社 | Composition de résine de polyester insaturé et moteur à réluctance commutée |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2006132185A1 (fr) * | 2005-06-06 | 2006-12-14 | Nippon Kagaku Yakin Co., Ltd. | Composition de résine isolante et thermoconductrice et article façonné, et procédé de production correspondant |
| JP2007146189A (ja) * | 2007-03-16 | 2007-06-14 | Toshiba Corp | 高熱伝導性材料 |
| JP4186930B2 (ja) * | 2005-01-26 | 2008-11-26 | 松下電工株式会社 | エステル樹脂組成物及びその成形品 |
-
2011
- 2011-08-03 WO PCT/JP2011/004387 patent/WO2012017646A1/fr active Application Filing
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4186930B2 (ja) * | 2005-01-26 | 2008-11-26 | 松下電工株式会社 | エステル樹脂組成物及びその成形品 |
| WO2006132185A1 (fr) * | 2005-06-06 | 2006-12-14 | Nippon Kagaku Yakin Co., Ltd. | Composition de résine isolante et thermoconductrice et article façonné, et procédé de production correspondant |
| JP2007146189A (ja) * | 2007-03-16 | 2007-06-14 | Toshiba Corp | 高熱伝導性材料 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104412490A (zh) * | 2012-06-18 | 2015-03-11 | 松下知识产权经营株式会社 | 电动机 |
| EP2863516A4 (fr) * | 2012-06-18 | 2016-04-13 | Panasonic Ip Man Co Ltd | Moteur |
| US9716417B2 (en) | 2012-06-18 | 2017-07-25 | Panasonic Intellectual Property Management Co., Ltd. | Motor |
| WO2016017563A1 (fr) * | 2014-08-01 | 2016-02-04 | 日立オートモティブシステムズ株式会社 | Stator pour machine électrique rotative, et machine électrique rotative pourvue dudit stator |
| JP2016036192A (ja) * | 2014-08-01 | 2016-03-17 | 日立オートモティブシステムズ株式会社 | 回転電機の固定子、およびこれを備えた回転電機 |
| WO2016080040A1 (fr) * | 2014-11-17 | 2016-05-26 | 昭和電工株式会社 | Composition de résine de polyester insaturé et moteur à réluctance commutée |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2012081151A1 (fr) | Corps de structure moulé et moteur comportant ce corps | |
| WO2012101976A1 (fr) | Structure moulée et moteur | |
| US20150299550A1 (en) | Thermally conductive resin composition | |
| WO2013054479A1 (fr) | Moteur moulé en résine et appareil équipé de celui-ci | |
| WO1999019885A1 (fr) | Fil isole a plusieurs couches et transformateurs fabriques avec ledit fil | |
| JP5314379B2 (ja) | モールドコイル含浸注形用エポキシ樹脂組成物、モールドコイル装置及びモールドコイル装置の製造方法 | |
| WO2012017646A1 (fr) | Structure moulée et moteur comportant cette structure | |
| TW201906925A (zh) | 熱塑性聚酯樹脂組成物及其成形品 | |
| WO2013128881A1 (fr) | Moteur moulé | |
| JP2003268236A (ja) | ポリアリーレンサルファイド樹脂組成物 | |
| US20130300224A1 (en) | Mold structure and motor | |
| JP2003301107A (ja) | 樹脂組成物 | |
| JP4747424B2 (ja) | 高熱伝導性樹脂組成物 | |
| JP2000230120A (ja) | ポリフェニレンスルフィド樹脂組成物 | |
| JP2006262630A (ja) | モールドモータ | |
| JP2003073555A (ja) | 高誘電性樹脂組成物 | |
| JPH1017758A (ja) | 電動機の固定子 | |
| JP4947329B2 (ja) | 電気絶縁用樹脂組成物及び電気機器 | |
| JP2000178324A (ja) | 電気絶縁用樹脂組成物及び電気機器 | |
| JP2008163221A (ja) | ポリフェニレンスルフィド樹脂組成物およびそれからなる成形品 | |
| JPH0356558A (ja) | 絶縁処理用樹脂組成物、絶縁処理方法およびステータコイル | |
| JP2004152607A (ja) | 電気絶縁用樹脂組成物及び電気機器 | |
| JP2009256671A (ja) | ジアリルフタレート樹脂成形材料 | |
| JP2008184540A (ja) | 射出成形体及びその製造方法 | |
| JP2001247756A (ja) | 不飽和ポリエステル樹脂組成物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 11814283 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 11814283 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: JP |