WO2012017646A1 - Molded structure and motor comprising same - Google Patents
Molded structure and motor comprising same Download PDFInfo
- Publication number
- WO2012017646A1 WO2012017646A1 PCT/JP2011/004387 JP2011004387W WO2012017646A1 WO 2012017646 A1 WO2012017646 A1 WO 2012017646A1 JP 2011004387 W JP2011004387 W JP 2011004387W WO 2012017646 A1 WO2012017646 A1 WO 2012017646A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- resin
- mold
- unsaturated polyester
- polyester resin
- weight
- Prior art date
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0013—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor using fillers dispersed in the moulding material, e.g. metal particles
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/44—Protection against moisture or chemical attack; Windings specially adapted for operation in liquid or gas
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K5/00—Casings; Enclosures; Supports
- H02K5/04—Casings or enclosures characterised by the shape, form or construction thereof
- H02K5/08—Insulating casings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0012—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds having particular thermal properties
- B29K2995/0015—Insulating
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/20—Oxides; Hydroxides
- C08K3/22—Oxides; Hydroxides of metals
- C08K2003/2227—Oxides; Hydroxides of metals of aluminium
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/20—Oxides; Hydroxides
- C08K3/22—Oxides; Hydroxides of metals
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K9/00—Use of pretreated ingredients
- C08K9/04—Ingredients treated with organic substances
- C08K9/06—Ingredients treated with organic substances with silicon-containing compounds
Definitions
- the present invention relates to a mold structure in which an electromagnetic coil wound around an iron core is molded.
- Home appliance motors and transformers are required to have low noise and low vibration due to the characteristics of the environment in which they are used.
- the stator has a structure in which the winding 2 is wound around the iron core 1 through a winding frame and is integrally molded so as to be surrounded by the mold resin 3 except for the inner peripheral surface of the iron core 1.
- the drive circuit 4 is disposed between the winding 2 and the bearing 5a, and is integrally molded so as to be surrounded by the mold resin 3 together with the stator.
- a space for accommodating the rotor 6 is provided on the inner side of the inner peripheral surface of the iron core core 1 of the stator.
- a bearing housing for housing a bearing 5 a for rotatably supporting the rotor 6 is integrally formed with the mold resin 3 on one end face of the stator.
- the other end face of the stator is an opening, and is covered with a bracket 9 having a bearing housing portion that houses the bearing 5b after the rotor 6 is inserted.
- the rotor 6 has a permanent magnet 7 disposed on the outer periphery, and a shaft 8 is press-fitted into the rotor 6, and the shaft 8 is rotatably supported by the stator via bearings 5 a and 5 b.
- Patent Document 1 discloses a mold resin containing an epoxy resin containing at least one of a silica filler or an alumina filler subjected to a coupling treatment.
- Patent Document 2 describes a mold resin containing 65 to 80% hard-burned magnesia in an unsaturated polyester resin.
- Patent Document 3 describes a mold resin containing alumina and red phosphorus in an unsaturated polyester resin.
- Patent Document 4 describes a mold resin containing metal powder in an epoxy resin.
- an unsaturated polyester resin is filled with an alumina filler having high thermal conductivity, and a mold resin that imparts flame retardancy using red phosphorus is a gas generated during molding.
- a mold resin that imparts flame retardancy using red phosphorus is a gas generated during molding.
- the present invention solves the conventional problems, and has a thermal conductivity of 1.5 W / m ⁇ K or more by containing a thermosetting resin and an inorganic filler, and is flame retardant UL94V-0.
- a mold structure in which an electromagnetic coil wound around an iron core is molded using the mold resin is provided.
- the thermosetting resin is an unsaturated polyester resin
- the inorganic filler is a metal hydrate.
- the compounding quantity of a metal hydrate is 2 times or more of the total compounding quantity of unsaturated polyester resin and a low shrinkage
- the metal hydrate is surface-treated with a coupling agent, and the amount of the coupling agent is a metal hydrate that can be surface-treated with the compounded coupling agent relative to the surface area of the compounded metal hydrate.
- the mold structure has an amount such that the surface area ratio is 0.5 to 2 times.
- Another embodiment of the mold structure of the present invention is the above mold structure in which the total blending amount of the unsaturated polyester resin and the low shrinkage agent is 16 to 25% by weight of the entire mold resin.
- Another embodiment of the mold structure of the present invention is the above mold structure in which the unsaturated polyester resin is an epoxy-modified unsaturated polyester resin and the metal hydrate is aluminum hydroxide.
- the present invention also relates to a motor having a mold structure molded by the mold resin.
- the mold structure of the present invention is such that the mold resin is composed of a low-viscosity unsaturated polyester resin and an inorganic filler surface-treated with a coupling agent. Adhesion is improved and thermal conductivity is improved.
- a metal hydrate as an inorganic filler used in a mold resin, it is possible to impart flame retardancy to a product without containing a substance with a high environmental load.
- the mold structure molded by this mold resin can provide a highly safe mold structure that is less likely to be deteriorated in reliability due to a temperature rise and is not easily burned out.
- FIG. 1 is a diagram showing a cross-sectional structure of a molded motor.
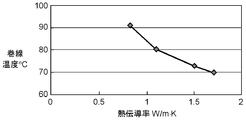
- FIG. 2 is a graph showing the relationship between the winding temperature of the small air conditioning motor and the thermal conductivity of the mold resin.
- FIG. 3 is a diagram showing the relationship of flame retardancy in the ratio of the total amount of unsaturated polyester resin and low shrinkage agent and the amount of metal hydrate.
- FIG. 4 is a diagram showing the relationship between the thermal conductivity and strength of the mold resin depending on the blending amount of the inorganic filler and the coupling agent.
- FIG. 5 is a diagram showing the relationship between the total blending amount of the unsaturated polyester resin and the low shrinkage agent and the kneading property of the mold resin.
- FIG. 1 is a diagram showing a cross-sectional structure of a molded motor according to an embodiment of the present invention.
- the stator 1 includes a stator in which a winding 2 is wound around an iron core 1 via a winding frame, and a rotor 6 having a permanent magnet 7 and housed in the inner periphery of the stator.
- the molded motor further includes a shaft 8 press-fitted into the rotor 6, bearings 5a and 5b of the shaft 8, a bearing housing that houses the bearing 5a, and a bracket 9 that has a bearing housing portion that houses the bearing 5b.
- the drive circuit 4 is arrange
- the stator excluding the inner peripheral surface of the iron core 1, the bearing housing that houses the bearing 5 a, and the drive circuit 4 are integrally formed with the mold resin 3.
- the stator, the bearing housing, and the drive circuit were set in a mold, and a mold resin was injected and cured by heating.
- a mold resin was injected and cured by heating.
- the mold a mold designed so that the inner peripheral side of the stator is not resin-molded was used.
- the mold resin used in the mold structure shown in FIG. 1 will be described below.
- the mold resin of the present invention contains a thermosetting resin and an inorganic filler.
- thermosetting resin examples include an epoxy resin, an unsaturated polyester resin, and a phenol resin. From the viewpoint of low viscosity and electromagnetic coil insulation, an unsaturated polyester resin is preferable. Among them, the unsaturated polyester is epoxy-treated. Epoxy-modified unsaturated polyester resins are particularly preferred.
- the unsaturated polyester resin composition of the present invention includes at least an unsaturated polyester resin, a curing agent (also referred to as a polymerization initiator), a low shrinkage agent, and an inorganic filler, and may further contain other additives. good.
- an unsaturated polyester resin obtained by an esterification reaction of a polyhydric alcohol component and a saturated and / or unsaturated polybasic acid component can be used without any particular limitation, but preferably further an epoxy treatment. By doing so, an epoxy-modified unsaturated polyester resin is obtained. Moreover, an addition polymerizable monomer can be mix
- the polyhydric alcohol used is ethylene glycol, propylene glycol, diethylene glycol, dipropylene glycol, neopentyl glycol, 1,3-butanediol, 1,6-hexanediol, hydrogenated bisphenol A, bisphenol A propylene oxide compound, dibromo Neopentyl glycol and the like can be mentioned.
- Examples of the unsaturated polybasic acid include maleic anhydride, fumaric acid, itaconic acid, citraconic acid and the like.
- Saturated polybasic acids include phthalic anhydride, isophthalic acid, terephthalic acid, adipic acid, sebacic acid, tetrahydrophthalic anhydride, methyltetrahydrophthalic anhydride, endomethylenetetrahydrophthalic anhydride, het acid, tetrabromophthalic anhydride, etc. Can be mentioned.
- addition polymerizable monomer examples include styrene, diallyl phthalate, methyl methacrylate, vinyl acetate, vinyl toluene, ⁇ -methyl styrene, methyl acrylate, 2-hydroxyethyl acrylate, 2-hydroxyethyl methacrylate, and the like.
- the addition amount of the addition polymerizable monomer is preferably 25 to 75% by weight in 100 parts by weight of the total of the unsaturated polyester and the addition polymerizable monomer.
- an unsaturated polyester resin a mixture of an unsaturated polyester and an addition polymerizable monomer may be referred to as an unsaturated polyester resin.
- the viscosity of the unsaturated polyester resin at 25 ° C. is preferably 100 to 2000 mPa ⁇ s, more preferably 100 to 1000 mPa ⁇ s.
- polymerization initiator examples include benzoyl peroxide, methyl ethyl ketone peroxide, t-butyl peroxybenzoate, t-butyl peroxy-2-ethylhexanoate, t-butyl peroxyisopropyl carbonate, 1,1-di ( (t-butylperoxy) cyclohexane, 1,1-di-t-butylperoxy-3,3,5-trimethylcyclohexanoate and the like can be used.
- the blending amount of the polymerization initiator is preferably 0.1 to 2% by weight.
- a curing accelerator such as cobalt naphthenate can be used in combination.
- Polystyrene, polymethyl methacrylate, polyvinyl acetate, polycaprolactone, polydipropylene adipate, polydipropylene isophthalate, etc. can be used as the low shrinkage agent added to the unsaturated polyester resin.
- the amount of the low shrinkage agent is preferably 2 to 50 parts by weight with respect to 100 parts by weight of the unsaturated polyester resin. More preferably, it is 20 to 50 parts by weight. By setting the content in the range of 2 to 50 parts by weight, an unsaturated polyester resin composition having kneadability and fluidity and in which molding shrinkage is suppressed can be obtained.
- the total amount of the unsaturated polyester resin and the low shrinkage agent in the unsaturated polyester resin composition is preferably 16 to 25% by weight, more preferably 21 to 25% by weight. If it is in the range of 16 to 25% by weight, both the kneadability and the moldability are good.
- inorganic fillers include aluminum hydroxide, alumina, alumina hydrate, aluminum chloride hydrate, magnesium oxide, aluminum nitride, silica, boron nitride, clay, calcium carbonate, talc, and bismuth oxide hydrate. It is done. Among these, from the viewpoint of thermal conductivity and flame retardancy, alumina hydrate (that is, aluminum hydroxide) is more preferable.
- aluminum hydroxide for example, the following formula: Al 2 O 3 .nH 2 O (wherein n represents 1 to 3)
- alumina hydrate etc. which are shown by these can be mentioned. Of these, alumina trihydrate and the like are preferable.
- the blending amount of the inorganic filler is preferably 70 to 82% by weight in the unsaturated polyester resin composition. If the amount is in the above range, the kneadability of the unsaturated polyester resin composition is good.
- the amount of metal hydrate is set to UL94V-0 or more by making the amount of the metal hydrate more than twice the total amount of unsaturated polyester resin and low shrinkage agent. Flame resistance can be secured.
- the specific surface area of the inorganic filler, from the viewpoint of dispersibility in an unsaturated polyester resin is preferably from 5m 2 / g, 2m 2 / g or less is more preferable.
- Examples of the coupling agent used for the surface treatment of the inorganic filler include silane compounds, titanium compounds, aluminum chelates, and aluminum / zirconium compounds.
- silane coupling agents are preferred, for example, N- (2-aminoethyl) aminopropyltrimethoxysilane, N- (2-aminoethyl) aminopropylmethyldimethoxysilane, 3-glycidoxypropylmethyldimethoxysilane, 3 -Glycidoxypropyltriethoxysilane, 3-methacryloxypropyltrimethoxysilane and the like.
- a suitable blending amount of the silane coupling agent can be determined by a surface area ratio (coupling agent / inorganic filler) (hereinafter referred to as R).
- R is a surface area of a specific inorganic filler that can be coated with 1 g of a specific coupling agent
- S1 is a specific surface area per 1 g of the specific inorganic filler
- the preferred range of the surface area ratio (coupling agent / inorganic filler) R is preferably 0.5 to 2 times. That is, the addition amount of the coupling agent is an amount that covers 50% or more of the total surface area of the blended inorganic filler, and is not more than twice the amount that can cover the total surface area of the inorganic filler. preferable. If it is said range, the improvement of the adhesiveness of resin and an inorganic filler will improve the heat conductivity, and the intensity
- the unsaturated polyester resin composition of the present invention can further contain an internal mold release agent such as zinc stearate, a pigment, a polymerization inhibitor, an antioxidant, a filler such as glass fiber, and the like, if necessary.
- an internal mold release agent such as zinc stearate, a pigment, a polymerization inhibitor, an antioxidant, a filler such as glass fiber, and the like, if necessary.
- the unsaturated polyester resin composition of the present invention also uses a general kneading machine (the shape of the blade is a double-armed type, a sigma type, a Z type, etc.) for a composition containing an inorganic filler and glass fiber. Uniform dispersion is possible.
- the mold resin of the present invention does not contain a conductive material such as metal powder, and is only an insulating resin and an insulating inorganic filler. For this reason, the mold resin of the present invention is insulated even when an inorganic filler enters between the coated wires of the winding at the time of molding, due to defects in the coated wires (initial pinholes and scratches during winding). A reduction in breakdown voltage can be suppressed, and a high breakdown voltage can be ensured as the entire mold structure.
- the molding method it is possible to use a molding method in which a molding object such as a motor is set in the mold described above, and then a molding resin is injected and cured.
- ⁇ Flame retardance test method> The flame retardancy test method for the mold resin was performed in accordance with the known UL94 standard. A flame of a gas burner was brought into contact with the lower end of a 1/16 inch thick sample held vertically for 10 seconds, and when combustion stopped within 30 seconds, an indirect flame was further applied for 10 seconds. Each tested sample was ranked as either UL94V-0, V-1, or V-2 according to known criteria.
- the prepared unsaturated polyester resin composition is filled in a release-molded mold by heating and pressing, and is cured by being held in a thermostatic bath at 100 to 150 ° C. for 1 to 4 hours to be a 200 mm square and 10 mm thick plate A shaped molding was obtained.
- the thermal conductivity of the cured product was measured by a heat flow meter method based on JIS A-1412-2.
- the specific surface area of aluminum hydroxide was measured by a nitrogen adsorption method (BET method).
- the mold structure of one embodiment of the present invention in which an electromagnetic coil wound around an iron core is molded using the unsaturated polyester resin composition has a thermal conductivity of the molded resin of 1.5 W / m. ⁇ It is K or more and the flame resistance satisfies UL94V-0 (thickness 1/16 inch), so it has both high heat dissipation and safety.
- the thermal conductivity is 1.5 W / m ⁇ K or more, even if the coil generates heat by energization, the increase in the winding temperature of the molded structure in which the coil is molded can be suppressed to less than 80 ° C. it can.
- the flame retardance is UL94V-0, the thickness of the thinnest part of the mold resin can be reduced to 1.6 mm, so that the mold structure can be reduced in size and weight.
- Embodiment 1 In Embodiment 1, the mold structure of the present invention is applied to the mold motor of FIG.
- the composition of the mold resin 3 used in FIG. 1 is, for example, in the case of the sample C in FIG. , PB210) is 21% by weight, glass fiber 7% by weight, silane coupling agent (3-glycidoxypropyltriethoxysilane, Shin-Etsu Chemical Co., Ltd. KBE-403) 0.2% by weight, 1,1-di (t-butylperoxy) cyclohexane (polymerization initiator) 0.4% by weight, zinc stearate 1.3% by weight, polymerization inhibitor 0.1% by weight, aluminum hydroxide 70% (specific surface area) 0.9 m 2 / g) weight.
- the compounding ratio of the low shrinkage agent to 100 parts by weight of the unsaturated polyester resin is 50 parts by weight.
- the weight% is expressed unless otherwise specified.
- Fig. 3 shows the relationship of flame retardancy of the molding resin to the total amount of unsaturated polyester resin and low shrinkage agent in the mold resin and the amount of metal hydrate.
- Sample B in which the blending amount of aluminum hydroxide, which is a metal hydrate, as a component of the inorganic filler is 42% by weight or more, which is twice the total blending amount of the unsaturated polyester resin and the low shrinkage agent (21% by weight), C was able to secure the flame retardancy of UL94V-0.
- the total amount of inorganic filler is 70% by weight as in Samples B and C, but the amount of aluminum hydroxide is 35% by weight, and the total amount of unsaturated polyester resin and low shrinkage agent is The flame retardancy of Sample A, which is less than twice the 21% by weight, was insufficient with UL94V-2.
- the mold resin of the first embodiment is considered to have a high environmental load as a flame retardant, such as halogen and phosphorus, does not include substances restricted in use in some products, and is flame retardant.
- a flame retardant such as halogen and phosphorus
- UL94V-0 can be secured and the molded motor can be downsized.
- FIG. 4 shows the thermal conductivity and strength of the mold resin when the blending ratio of the aluminum hydroxide and the silane coupling agent in the unsaturated polyester resin composition is changed.
- the same kind as the sample C was used for the aluminum hydroxide and the silane coupling agent.
- 2% by weight of “Others” in Samples D to H in FIG. 4 includes 0.4% by weight of 1,1-di (t-butylperoxy) cyclohexane (polymerization initiator), and the same The same amount of additives of the kind is included.
- the surface area ratio R described above (that is, the ratio of the surface area of aluminum hydroxide that can be surface-treated by the formulated silane coupling agent to the surface area of aluminum hydroxide formulated in the composition) is 0.5 to 2.0.
- Samples E, F, and G which are in the range, have improved thermal conductivity even when the aluminum hydroxide content (about 77% by weight) is the same as that of sample D due to improved adhesion between the resin and the inorganic filler. Improved to 1.5 W / m ⁇ K or more. Samples E, F, and G had almost the same strength as sample D that did not use a silane coupling agent.
- the blending amount of the silane coupling agent is preferably 0.5 to 2 times the surface area ratio R.
- FIG. 5 shows the relationship between the total blending amount of the unsaturated polyester resin and the low shrinkage agent and the kneadability in the unsaturated polyester resin composition.
- the same kind as the sample C was used for the aluminum hydroxide and the silane coupling agent.
- 2% by weight of “Others” in Samples I to M in FIG. 5 had the same composition as Samples D to H.
- Sample I in which the total blending amount of the unsaturated polyester resin and the low shrinkage agent is 14% by weight could not knead the inorganic filler and the resin because the blending amount of the resin was insufficient.
- Sample M in which the total blending amount of the unsaturated polyester resin and the low shrinkage agent was 28% by weight was incapable of being handled as a mold resin due to an excessive amount of the resin, and could not be molded.
- Samples J, K, and L in which the total blending amount of the unsaturated polyester resin and the low shrinkage agent is in the range of 16 to 25% by weight have good kneadability, and in particular, the total blending amount is 21 to 25%. Samples K and L in the range of% by weight showed very good kneading properties.
- FIG. 2 shows a case where a mold motor produced by molding the small air-conditioning motor of FIG. 1 having the same configuration except for the mold resin 3 into the same shape using mold resins having different thermal conductivities is driven under the same conditions.
- 5 is a graph showing the relationship between the winding temperature of and the thermal conductivity of the mold resin 3.
- the amount of aluminum hydroxide blended is at least twice the total blend amount (21% by weight) of unsaturated polyester resin and low shrinkage agent, so that UL94V- 0 flame retardance was secured. Also, good moldability could be secured by setting the total blending amount of the unsaturated polyester resin and the low shrinkage agent to 16 to 25% by weight. Furthermore, by setting the surface area ratio R (ratio of the surface area of aluminum hydroxide that can be surface-treated with the compounded silane coupling agent to the surface area of aluminum hydroxide in the composition) in the range of 0.5 to 2.0. The thermal conductivity could be increased to 1.5 W / m ⁇ K or more without causing a decrease in strength.
- the mold resin of the first embodiment having the above characteristics is a mold resin having a thermal conductivity of 1.5 W / m ⁇ K or more and flame retardancy of UL standard 94V-0 (thickness 1/16 inch).
- the field of application of the present invention is used for a mold structure for molding an apparatus including an inductor such as a choke coil, a high voltage transformer such as a flyback transformer, and an electromagnetic coil wound around an iron core such as various motors. It can be particularly preferably used for motors that require higher power and higher output.
Abstract
Provided is a molded structure obtained by using a molding resin comprising at least a thermosetting resin and an inorganic filler having electrical insulation capability, to thereby mold an electromagnetic coil that is wound around an iron core, said molded structure having a molding-resin thermal conductivity of 1.5 W/m· K or greater and excellent flame resistance of UL94V-0. It is therefore possible to realize equipment that is small, thin, high output and flame resistant without using molding resins containing substances that impose a large environmental burden.
Description
本発明は、鉄芯コアに巻かれた電磁コイルをモールド成形したモールド構造体に関するものである。
The present invention relates to a mold structure in which an electromagnetic coil wound around an iron core is molded.
家電機器用モータやトランス等はその機器の使用環境の特性上、低騒音かつ低振動であることが要求されている。
Home appliance motors and transformers are required to have low noise and low vibration due to the characteristics of the environment in which they are used.
この要求に応えるため、鉄芯コアに巻線された電磁コイルをモールド樹脂によりモールド成形されたモールド構造体が提案されている。
In order to meet this requirement, a mold structure in which an electromagnetic coil wound around an iron core is molded with a mold resin has been proposed.
以下に図1を用いて代表的なモールド構造体である家電機器用モータについて説明する。
Hereinafter, a motor for home appliances, which is a typical mold structure, will be described with reference to FIG.
固定子は鉄芯コア1に巻枠を介して巻線2を巻回し、鉄芯コア1の内周面を除いてモールド樹脂3で包囲するように一体成形した構成である。また駆動回路4は巻線2と軸受5aの間に配され、固定子と共にモールド樹脂3で包囲するように一体成形されている。固定子の鉄芯コア1の内周面よりも内側はロータ6を収納するための空間になっている。また、固定子の一方の端面にはロータ6を回転自在に支持するための軸受5aを収納する軸受ハウジングがモールド樹脂3により一体成形されている。固定子のもう一方の端面は開口部となっており、ロータ6を挿入した後に軸受5bを収納した軸受収納部を有するブラケット9により蓋をされる。ロータ6は外周に永久磁石7を配しており、ロータ6にはシャフト8が圧入され、シャフト8は軸受5aと5bを介して固定子に回転自在に支持されている。
The stator has a structure in which the winding 2 is wound around the iron core 1 through a winding frame and is integrally molded so as to be surrounded by the mold resin 3 except for the inner peripheral surface of the iron core 1. The drive circuit 4 is disposed between the winding 2 and the bearing 5a, and is integrally molded so as to be surrounded by the mold resin 3 together with the stator. A space for accommodating the rotor 6 is provided on the inner side of the inner peripheral surface of the iron core core 1 of the stator. A bearing housing for housing a bearing 5 a for rotatably supporting the rotor 6 is integrally formed with the mold resin 3 on one end face of the stator. The other end face of the stator is an opening, and is covered with a bracket 9 having a bearing housing portion that houses the bearing 5b after the rotor 6 is inserted. The rotor 6 has a permanent magnet 7 disposed on the outer periphery, and a shaft 8 is press-fitted into the rotor 6, and the shaft 8 is rotatably supported by the stator via bearings 5 a and 5 b.
上記構成のモータは、鉄芯コア1及び巻線2に発生する振動がこれらを覆ったモールド樹脂3により抑制されるので、振動が少なく、静音性に優れたモータを提供できる。しかし、近年、製品の小型化、薄型化及び高出力化の要望に伴い電磁コイル部の発熱が大きくなってきており、製品の安全性の低下及び周辺部品の熱劣化のおそれが懸念されている。このため、電磁コイルをモールドしているモールド樹脂の、高放熱化を含めた高機能化の検討がされている。特許文献1には、エポキシ樹脂に、カップリング処理したシリカ充填剤もしくはアルミナ充填剤の少なくともどちらか一方を含有したモールド樹脂が記載されている。特許文献2には、不飽和ポリエステル樹脂に、65~80%の硬焼マグネシアを含有したモールド樹脂が記載されている。特許文献3には、不飽和ポリエステル樹脂に、アルミナと赤リンを含有したモールド樹脂が記載されている。特許文献4には、エポキシ樹脂に金属粉を含有したモールド樹脂が記載されている。
In the motor having the above configuration, vibration generated in the iron core 1 and the winding 2 is suppressed by the mold resin 3 covering them, so that a motor with less vibration and excellent quietness can be provided. However, in recent years, with the demand for smaller, thinner and higher output products, heat generation in the electromagnetic coil section has increased, and there is a concern that the safety of the product may be reduced and the peripheral components may be thermally deteriorated. . For this reason, high functionalization including high heat dissipation of the mold resin molding the electromagnetic coil has been studied. Patent Document 1 discloses a mold resin containing an epoxy resin containing at least one of a silica filler or an alumina filler subjected to a coupling treatment. Patent Document 2 describes a mold resin containing 65 to 80% hard-burned magnesia in an unsaturated polyester resin. Patent Document 3 describes a mold resin containing alumina and red phosphorus in an unsaturated polyester resin. Patent Document 4 describes a mold resin containing metal powder in an epoxy resin.
しかしながら、特許文献1に記載の発明のように、エポキシ樹脂にカップリング処理したシリカ充填剤やアルミナ充填剤を配合したモールド樹脂では、エポキシ樹脂自体の粘性が高いために、充填剤を混錬により均一分散させることが困難である。充填剤を均一に分散させるためには、エポキシ樹脂の分子量の制御が必要であるか、又は、混錬方法が制限されることにより製造タクトが長くなる等の課題がある。さらに、家電機器用モータやトランス等のモールド樹脂に要求される難燃性やモールド樹脂自体の熱伝導性については、考慮されていない。
However, as in the invention described in Patent Document 1, in a mold resin containing a silica filler or an alumina filler coupled to an epoxy resin, the viscosity of the epoxy resin itself is high. It is difficult to uniformly disperse. In order to disperse the filler uniformly, there is a problem that it is necessary to control the molecular weight of the epoxy resin or that the production tact becomes long due to the limitation of the kneading method. Furthermore, the flame retardance required for mold resins such as motors for home appliances and transformers and the thermal conductivity of the mold resin itself are not taken into consideration.
また、特許文献2に記載の発明のように、不飽和ポリエステル樹脂に熱伝導率の高い硬焼マグネシア充填剤を65%以上充填して配合したモールド樹脂では、家電機器用モータやトランス等のモールド樹脂に要求される難燃性を確保することが困難である。
In addition, as in the invention described in Patent Document 2, in a mold resin in which 65% or more of a hard-fired magnesia filler having a high thermal conductivity is mixed in an unsaturated polyester resin, a mold such as a motor for a home appliance or a transformer is used. It is difficult to ensure the flame retardancy required for the resin.
そして、特許文献3に記載の発明のように、不飽和ポリエステル樹脂に熱伝導率の高いアルミナ充填剤を充填し、赤リンを用いて難燃性を付与するモールド樹脂では、成形時に発生するガスによる金型の腐食の問題や、リンを含有するために環境配慮製品として、認められないなどの問題がある。
And, as in the invention described in Patent Document 3, an unsaturated polyester resin is filled with an alumina filler having high thermal conductivity, and a mold resin that imparts flame retardancy using red phosphorus is a gas generated during molding. There are problems such as corrosion of the mold due to, and environmental problems due to the inclusion of phosphorus.
さらに、特許文献4に記載の発明のように、エポキシ樹脂に金属粉を含有したモールド樹脂を用いた場合、エポキシ樹脂自体の粘性が高いために、充填剤を混錬により均一分散させることが困難である。均一に分散させるためには、エポキシ樹脂の分子量の制御が必要であるか、又は、混錬方法が制限されることで製造タクトが長くなる等の課題がある。また、鉄芯コアに巻線された電磁コイルをモールド成形する際に、巻線間に導電性を有する金属粉が入り込むため、その付近に、巻線皮膜のピンホールが存在した場合には、モールド構造体の絶縁耐圧の低下が生じる場合がある。そして、モールド樹脂に金属粉が充填されているために、モールド成形時に金型が短期間で傷んでしまうという課題がある。
Further, as in the invention described in Patent Document 4, when a mold resin containing metal powder is used for the epoxy resin, it is difficult to uniformly disperse the filler by kneading because the viscosity of the epoxy resin itself is high. It is. In order to disperse uniformly, there is a problem that it is necessary to control the molecular weight of the epoxy resin, or that the production tact becomes long due to the limitation of the kneading method. In addition, when molding the electromagnetic coil wound around the iron core core, because conductive metal powder enters between the windings, if there is a pinhole of the winding film in the vicinity, In some cases, the dielectric strength of the mold structure is lowered. And since metal powder is filled in mold resin, there exists a subject that a metal mold | die will be damaged in a short period at the time of molding.
本発明は、従来の課題を解決するものであり、熱硬化性樹脂と無機充填剤を含有することにより1.5W/m・K以上の熱伝導率を有し、かつ難燃性UL94V-0のモールド樹脂を用いて、鉄芯コアに巻かれた電磁コイルをモールド成形したモールド構造体を提供するものである。
The present invention solves the conventional problems, and has a thermal conductivity of 1.5 W / m · K or more by containing a thermosetting resin and an inorganic filler, and is flame retardant UL94V-0. A mold structure in which an electromagnetic coil wound around an iron core is molded using the mold resin is provided.
本発明のモールド構造体の一実施態様は、熱硬化性樹脂が不飽和ポリエステル樹脂で、無機充填剤が金属水和物である。また、金属水和物の配合量は不飽和ポリエステル樹脂及び低収縮剤の合計配合量の2倍以上である。さらに、金属水和物はカップリング剤によって表面処理されており、カップリング剤の配合量は、配合された金属水和物の表面積に対する配合されたカップリング剤により表面処理可能な金属水和物の表面積の比率が0.5~2倍となる量の上記モールド構造体である。
In one embodiment of the mold structure of the present invention, the thermosetting resin is an unsaturated polyester resin, and the inorganic filler is a metal hydrate. Moreover, the compounding quantity of a metal hydrate is 2 times or more of the total compounding quantity of unsaturated polyester resin and a low shrinkage | contraction agent. Furthermore, the metal hydrate is surface-treated with a coupling agent, and the amount of the coupling agent is a metal hydrate that can be surface-treated with the compounded coupling agent relative to the surface area of the compounded metal hydrate. The mold structure has an amount such that the surface area ratio is 0.5 to 2 times.
本発明のモールド構造体の他の実施態様は、不飽和ポリエステル樹脂及び低収縮剤の合計配合量がモールド樹脂全体の16~25重量%である上記モールド構造体である。
Another embodiment of the mold structure of the present invention is the above mold structure in which the total blending amount of the unsaturated polyester resin and the low shrinkage agent is 16 to 25% by weight of the entire mold resin.
本発明のモールド構造体の他の実施態様は、不飽和ポリエステル樹脂がエポキシ変性不飽和ポリエステル樹脂であり、金属水和物が水酸化アルミニウムである上記モールド構造体である。
Another embodiment of the mold structure of the present invention is the above mold structure in which the unsaturated polyester resin is an epoxy-modified unsaturated polyester resin and the metal hydrate is aluminum hydroxide.
本発明はまた、上記モールド樹脂により、モールド成形されたモールド構造体を有するモータに関する。
The present invention also relates to a motor having a mold structure molded by the mold resin.
上記の構成を有することにより、本発明のモールド構造体は、モールド樹脂が低粘度の不飽和ポリエステル樹脂とカップリング剤により表面処理された無機充填剤で構成されることで、樹脂と充填剤の密着性が向上し、熱伝導率が向上する。また、モールド樹脂に用いる無機充填剤として金属水和物を使用することで、製品に環境負荷が高い物質を含むことなく難燃性を付与することが可能である。このモールド樹脂によりモールド成形したモールド構造体は、温度上昇による信頼性の低下が少なく、また焼損しにくい安全性の高いモールド構造体を提供できる。
By having the above-described configuration, the mold structure of the present invention is such that the mold resin is composed of a low-viscosity unsaturated polyester resin and an inorganic filler surface-treated with a coupling agent. Adhesion is improved and thermal conductivity is improved. In addition, by using a metal hydrate as an inorganic filler used in a mold resin, it is possible to impart flame retardancy to a product without containing a substance with a high environmental load. The mold structure molded by this mold resin can provide a highly safe mold structure that is less likely to be deteriorated in reliability due to a temperature rise and is not easily burned out.
この様に、従来と比べ、安全性を確保し温度上昇の制約に制限されることなく、モールド構造体の小型化、薄型化及び高出力が可能となる。
In this way, it is possible to make the mold structure smaller, thinner, and higher in output without being restricted by temperature rise restrictions and ensuring safety as compared with the prior art.
図1は、本発明の一実施形態のモールドモータの断面構造を示す図である。
FIG. 1 is a diagram showing a cross-sectional structure of a molded motor according to an embodiment of the present invention.
図1のモールドモータは、鉄芯コア1に巻枠を介して巻線2を巻回した固定子と、永久磁石7を備え固定子内周に収容されたロータ6とを備える。さらに、このモールドモータは、ロータ6に圧入されたシャフト8と、シャフト8の軸受5a及び5bと、軸受5aを収納する軸受ハウジングと、軸受5bを収容する軸受収納部を有するブラケット9とを備える。そして、巻線2と軸受5aとの間に駆動回路4が配置されている。鉄芯コア1の内周面を除く固定子と、軸受5aを収納する軸受ハウジング及び駆動回路4はモールド樹脂3によって一体成形されている。成形時には、固定子、軸受ハウジング及び駆動回路を金型内にセットし、モールド樹脂を注入して加熱硬化させた。金型は、固定子内周側が樹脂モールドされないように設計された金型を用いた。
1 includes a stator in which a winding 2 is wound around an iron core 1 via a winding frame, and a rotor 6 having a permanent magnet 7 and housed in the inner periphery of the stator. The molded motor further includes a shaft 8 press-fitted into the rotor 6, bearings 5a and 5b of the shaft 8, a bearing housing that houses the bearing 5a, and a bracket 9 that has a bearing housing portion that houses the bearing 5b. . And the drive circuit 4 is arrange | positioned between the coil | winding 2 and the bearing 5a. The stator excluding the inner peripheral surface of the iron core 1, the bearing housing that houses the bearing 5 a, and the drive circuit 4 are integrally formed with the mold resin 3. At the time of molding, the stator, the bearing housing, and the drive circuit were set in a mold, and a mold resin was injected and cured by heating. As the mold, a mold designed so that the inner peripheral side of the stator is not resin-molded was used.
図1に示すモールド構造体に用いたモールド樹脂について以下に説明する。
The mold resin used in the mold structure shown in FIG. 1 will be described below.
本発明のモールド樹脂は、熱硬化性樹脂及び無機充填剤を含む。
The mold resin of the present invention contains a thermosetting resin and an inorganic filler.
熱硬化性樹脂としては、エポキシ樹脂、不飽和ポリエステル樹脂、フェノール樹脂などが挙げられるが、低粘度及び電磁コイルの絶縁性の観点から不飽和ポリエステル樹脂が好ましく、中でも、不飽和ポリエステルをエポキシ処理したエポキシ変性不飽和ポリエステル樹脂が特に好ましい。
Examples of the thermosetting resin include an epoxy resin, an unsaturated polyester resin, and a phenol resin. From the viewpoint of low viscosity and electromagnetic coil insulation, an unsaturated polyester resin is preferable. Among them, the unsaturated polyester is epoxy-treated. Epoxy-modified unsaturated polyester resins are particularly preferred.
以下、本発明のモールド樹脂として用いる不飽和ポリエステル樹脂組成物について説明する。
Hereinafter, the unsaturated polyester resin composition used as the mold resin of the present invention will be described.
(不飽和ポリエステル樹脂組成物)
本発明の不飽和ポリエステル樹脂組成物は、不飽和ポリエステル樹脂、硬化剤(重合開始剤ともいう。)、低収縮剤、及び無機充填剤を少なくとも含み、さらに他の添加剤が添加されていても良い。 (Unsaturated polyester resin composition)
The unsaturated polyester resin composition of the present invention includes at least an unsaturated polyester resin, a curing agent (also referred to as a polymerization initiator), a low shrinkage agent, and an inorganic filler, and may further contain other additives. good.
本発明の不飽和ポリエステル樹脂組成物は、不飽和ポリエステル樹脂、硬化剤(重合開始剤ともいう。)、低収縮剤、及び無機充填剤を少なくとも含み、さらに他の添加剤が添加されていても良い。 (Unsaturated polyester resin composition)
The unsaturated polyester resin composition of the present invention includes at least an unsaturated polyester resin, a curing agent (also referred to as a polymerization initiator), a low shrinkage agent, and an inorganic filler, and may further contain other additives. good.
不飽和ポリエステル樹脂は、多価アルコール成分と飽和及び/又は不飽和多塩基酸成分とのエステル化反応によって得られる不飽和ポリエステル樹脂を特に制限することなく用いることができるが、好ましくはさらにエポキシ処理することによりエポキシ変性不飽和ポリエステル樹脂とする。また、架橋剤として付加重合性モノマーを配合できる。
As the unsaturated polyester resin, an unsaturated polyester resin obtained by an esterification reaction of a polyhydric alcohol component and a saturated and / or unsaturated polybasic acid component can be used without any particular limitation, but preferably further an epoxy treatment. By doing so, an epoxy-modified unsaturated polyester resin is obtained. Moreover, an addition polymerizable monomer can be mix | blended as a crosslinking agent.
用いる多価アルコールとしては、エチレングリコール、プロピレングリコール、ジエチレングリコール、ジプロピレングリコール、ネオペンチルグリコール、1,3-ブタンジオール、1,6-ヘキサンジオール、水素化ビスフェノールA、ビスフェノールAプロピレンオキシド化合物、ジブロムネオペンチルグリコールなどが挙げられる。
The polyhydric alcohol used is ethylene glycol, propylene glycol, diethylene glycol, dipropylene glycol, neopentyl glycol, 1,3-butanediol, 1,6-hexanediol, hydrogenated bisphenol A, bisphenol A propylene oxide compound, dibromo Neopentyl glycol and the like can be mentioned.
不飽和多塩基酸としては、無水マレイン酸、フマル酸、イタコン酸、シトラコン酸などが挙げられる。
Examples of the unsaturated polybasic acid include maleic anhydride, fumaric acid, itaconic acid, citraconic acid and the like.
飽和多塩基酸としては、無水フタル酸、イソフタル酸、テレフタル酸、アジピン酸、セバシン酸、テトラヒドロ無水フタル酸、メチルテトラヒドロ無水フタル酸、エンドメチレンテトラヒドロ無水フタル酸、ヘット酸、テトラブロム無水フタル酸などが挙げられる。
Saturated polybasic acids include phthalic anhydride, isophthalic acid, terephthalic acid, adipic acid, sebacic acid, tetrahydrophthalic anhydride, methyltetrahydrophthalic anhydride, endomethylenetetrahydrophthalic anhydride, het acid, tetrabromophthalic anhydride, etc. Can be mentioned.
付加重合性モノマーとしては、スチレン、ジアリルフタレート、メタクリル酸メチル、酢酸ビニル、ビニルトルエン、α-メチルスチレン、アクリル酸メチル、アクリル酸2-ヒドロキシエチル、メタクリル酸2-ヒドロキシエチル等が挙げられる。付加重合性モノマーの配合量は、不飽和ポリエステルと付加重合性モノマーの合計100重量部中、25~75重量%が好ましい。以下、不飽和ポリエステルと付加重合性モノマーとの混合物を不飽和ポリエステル樹脂ということがある。なお、日本ユピカ(株)、日立化成工業(株)、昭和高分子(株)、ディーエイチ・マテリアル(株)製などの市販の不飽和ポリエステル樹脂の注入成形グレードなどを用いることも可能である。
Examples of the addition polymerizable monomer include styrene, diallyl phthalate, methyl methacrylate, vinyl acetate, vinyl toluene, α-methyl styrene, methyl acrylate, 2-hydroxyethyl acrylate, 2-hydroxyethyl methacrylate, and the like. The addition amount of the addition polymerizable monomer is preferably 25 to 75% by weight in 100 parts by weight of the total of the unsaturated polyester and the addition polymerizable monomer. Hereinafter, a mixture of an unsaturated polyester and an addition polymerizable monomer may be referred to as an unsaturated polyester resin. In addition, it is also possible to use injection molding grades of commercially available unsaturated polyester resins, such as those manufactured by Nippon Yupica Co., Ltd., Hitachi Chemical Co., Ltd., Showa Polymer Co., Ltd., and DH Material Co., Ltd. .
良好な混練性の確保及び低収縮化の観点から、不飽和ポリエステル樹脂の25℃での粘度は100~2000mPa・sであることが好ましく、100~1000mPa・sがより好ましい。
From the viewpoint of ensuring good kneadability and reducing shrinkage, the viscosity of the unsaturated polyester resin at 25 ° C. is preferably 100 to 2000 mPa · s, more preferably 100 to 1000 mPa · s.
重合開始剤としては、例えば、過酸化ベンゾイル、メチルエチルケトンパーオキシド、t-ブチルパーオキシベンゾエート、t-ブチルパーオキシ-2-エチルヘキサノエート、t-ブチルパーオキシイソプロピルカーボネート、1,1-ジ(t-ブチルパーオキシ)シクロヘキサン,1,1-ジ-t-ブチルパーオキシ-3,3,5-トリメチルシクロヘキサノエート等を用いることができる。重合開始剤の配合量は0.1~2重量%が好ましい。さらに、ナフテン酸コバルトなどの硬化促進剤を併用することもできる。
Examples of the polymerization initiator include benzoyl peroxide, methyl ethyl ketone peroxide, t-butyl peroxybenzoate, t-butyl peroxy-2-ethylhexanoate, t-butyl peroxyisopropyl carbonate, 1,1-di ( (t-butylperoxy) cyclohexane, 1,1-di-t-butylperoxy-3,3,5-trimethylcyclohexanoate and the like can be used. The blending amount of the polymerization initiator is preferably 0.1 to 2% by weight. Furthermore, a curing accelerator such as cobalt naphthenate can be used in combination.
不飽和ポリエステル樹脂に添加する低収縮剤として、ポリスチレン、ポリメチルメタクリレート、ポリ酢酸ビニル、ポリカプロラクトン、ポリジプロピレンアジペート、ポリジプロピレンイソフタレートなどを用いることができる。低収縮剤の配合量は、不飽和ポリエステル樹脂100重量部に対して2~50重量部とすることが好ましい。より好ましくは、20~50重量部である。2~50重量部の範囲とすることで、混練性、流動性を備え、成形収縮が抑制された不飽和ポリエステル樹脂組成物が得られる。
Polystyrene, polymethyl methacrylate, polyvinyl acetate, polycaprolactone, polydipropylene adipate, polydipropylene isophthalate, etc. can be used as the low shrinkage agent added to the unsaturated polyester resin. The amount of the low shrinkage agent is preferably 2 to 50 parts by weight with respect to 100 parts by weight of the unsaturated polyester resin. More preferably, it is 20 to 50 parts by weight. By setting the content in the range of 2 to 50 parts by weight, an unsaturated polyester resin composition having kneadability and fluidity and in which molding shrinkage is suppressed can be obtained.
不飽和ポリエステル樹脂組成物中における、不飽和ポリエステル樹脂と低収縮剤との合計配合量は16~25重量%が好ましく、21~25重量%がより好ましい。16~25重量%の範囲であれば、混練性及び成形性が共に良好である。
The total amount of the unsaturated polyester resin and the low shrinkage agent in the unsaturated polyester resin composition is preferably 16 to 25% by weight, more preferably 21 to 25% by weight. If it is in the range of 16 to 25% by weight, both the kneadability and the moldability are good.
無機充填剤としては、水酸化アルミニウム、アルミナ、アルミナ水和物、塩化アルミニウム水和物、酸化マグネシウム、窒化アルミニウム、シリカ、窒化ホウ素、クレー、炭酸カルシウム、タルク、酸化ビスマス水和物、などが挙げられる。このうち、熱伝導性及び難燃性の観点から、アルミナ水和物(すなわち、水酸化アルミニウム)がより好ましい。ここで、水酸化アルミニウムとしては、例えば、下記式:
Al2O3・nH2O(式中、nは1~3を表わす。)
で示されるアルミナ水和物等を挙げることができる。なかでも、アルミナ三水和物等が好ましい。 Examples of inorganic fillers include aluminum hydroxide, alumina, alumina hydrate, aluminum chloride hydrate, magnesium oxide, aluminum nitride, silica, boron nitride, clay, calcium carbonate, talc, and bismuth oxide hydrate. It is done. Among these, from the viewpoint of thermal conductivity and flame retardancy, alumina hydrate (that is, aluminum hydroxide) is more preferable. Here, as aluminum hydroxide, for example, the following formula:
Al 2 O 3 .nH 2 O (wherein n represents 1 to 3)
The alumina hydrate etc. which are shown by these can be mentioned. Of these, alumina trihydrate and the like are preferable.
Al2O3・nH2O(式中、nは1~3を表わす。)
で示されるアルミナ水和物等を挙げることができる。なかでも、アルミナ三水和物等が好ましい。 Examples of inorganic fillers include aluminum hydroxide, alumina, alumina hydrate, aluminum chloride hydrate, magnesium oxide, aluminum nitride, silica, boron nitride, clay, calcium carbonate, talc, and bismuth oxide hydrate. It is done. Among these, from the viewpoint of thermal conductivity and flame retardancy, alumina hydrate (that is, aluminum hydroxide) is more preferable. Here, as aluminum hydroxide, for example, the following formula:
Al 2 O 3 .nH 2 O (wherein n represents 1 to 3)
The alumina hydrate etc. which are shown by these can be mentioned. Of these, alumina trihydrate and the like are preferable.
無機充填剤の配合量は、不飽和ポリエステル樹脂組成物中の70~82重量%であることが好ましい。配合量が上記範囲であれば、不飽和ポリエステル樹脂組成物の混練性が良好である。また、無機充填材として金属水和物を含む場合、金属水和物の配合量を、不飽和ポリエステル樹脂と低収縮剤の合計配合量に対して2倍以上とすることで、UL94V-0の難燃性を確保できる。無機充填剤の比表面積は、不飽和ポリエステル樹脂などへの分散性の観点から、5m2/g以下であることが好ましく、2m2/g以下がより好ましい。
The blending amount of the inorganic filler is preferably 70 to 82% by weight in the unsaturated polyester resin composition. If the amount is in the above range, the kneadability of the unsaturated polyester resin composition is good. In addition, when a metal hydrate is included as an inorganic filler, the amount of metal hydrate is set to UL94V-0 or more by making the amount of the metal hydrate more than twice the total amount of unsaturated polyester resin and low shrinkage agent. Flame resistance can be secured. The specific surface area of the inorganic filler, from the viewpoint of dispersibility in an unsaturated polyester resin is preferably from 5m 2 / g, 2m 2 / g or less is more preferable.
無機充填剤の表面処理に用いるカップリング剤は、シラン系化合物、チタン系化合物、アルミニウムキレート類、アルミニウム/ジルコニウム系化合物等が挙げられる。中でも、シランカップリング剤が好ましく、例えば、N-(2-アミノエチル)アミノプロピルトリメトキシシラン、N-(2-アミノエチル)アミノプロピルメチルジメトキシシラン、3-グリシドキシプロピルメチルジメトキシシラン、3-グリシドキシプロピルトリエトキシシラン、3-メタクリロキシプロピルトリメトキシシランなどが挙げられる。シランカップリング剤の好適な配合量は、表面積割合(カップリング剤/無機充填剤)(以下、Rという。)によって決定できる。ここで、上記Rは、特定のカップリング剤1gによって被覆し得る特定の無機充填剤の表面積をS0とし、該特定の無機充填剤1g当たりの比表面積をS1とした場合、樹脂組成物中にシランカップリング剤をa重量%、無機充填剤をb重量%含むとすると下記式により求められる。
Examples of the coupling agent used for the surface treatment of the inorganic filler include silane compounds, titanium compounds, aluminum chelates, and aluminum / zirconium compounds. Of these, silane coupling agents are preferred, for example, N- (2-aminoethyl) aminopropyltrimethoxysilane, N- (2-aminoethyl) aminopropylmethyldimethoxysilane, 3-glycidoxypropylmethyldimethoxysilane, 3 -Glycidoxypropyltriethoxysilane, 3-methacryloxypropyltrimethoxysilane and the like. A suitable blending amount of the silane coupling agent can be determined by a surface area ratio (coupling agent / inorganic filler) (hereinafter referred to as R). Here, when R is a surface area of a specific inorganic filler that can be coated with 1 g of a specific coupling agent, and S1 is a specific surface area per 1 g of the specific inorganic filler, Assuming that the silane coupling agent contains a wt% and the inorganic filler contains b wt%, the following formula is obtained.
R=(S0×a)/(S1×b)
本発明の不飽和ポリエステル樹脂組成物中、上記表面積割合(カップリング剤/無機充填剤)Rの好適な範囲は0.5~2倍が好ましい。すなわち、カップリング剤の添加量は、配合された無機充填剤の全表面積の50%以上を覆う量であって、かつ、無機充填剤の全表面積を覆いうる量の2倍以下であることが好ましい。上記の範囲であれば、樹脂と無機充填剤の密着性の向上により、熱伝導率の向上及びカップリング剤を不使用時とほぼ同等以上の強度が得られる。また、カップリング剤の過剰に起因するモールド樹脂の強度低下により信頼性が損なわれることなく、巻線の温度上昇を抑えることができて、モータの高出力化が実現できる。 R = (S0 × a) / (S1 × b)
In the unsaturated polyester resin composition of the present invention, the preferred range of the surface area ratio (coupling agent / inorganic filler) R is preferably 0.5 to 2 times. That is, the addition amount of the coupling agent is an amount that covers 50% or more of the total surface area of the blended inorganic filler, and is not more than twice the amount that can cover the total surface area of the inorganic filler. preferable. If it is said range, the improvement of the adhesiveness of resin and an inorganic filler will improve the heat conductivity, and the intensity | strength more than equivalent at the time of not using a coupling agent will be obtained. Further, the temperature rise of the winding can be suppressed without impairing the reliability due to the strength reduction of the mold resin due to the excess of the coupling agent, and the high output of the motor can be realized.
本発明の不飽和ポリエステル樹脂組成物中、上記表面積割合(カップリング剤/無機充填剤)Rの好適な範囲は0.5~2倍が好ましい。すなわち、カップリング剤の添加量は、配合された無機充填剤の全表面積の50%以上を覆う量であって、かつ、無機充填剤の全表面積を覆いうる量の2倍以下であることが好ましい。上記の範囲であれば、樹脂と無機充填剤の密着性の向上により、熱伝導率の向上及びカップリング剤を不使用時とほぼ同等以上の強度が得られる。また、カップリング剤の過剰に起因するモールド樹脂の強度低下により信頼性が損なわれることなく、巻線の温度上昇を抑えることができて、モータの高出力化が実現できる。 R = (S0 × a) / (S1 × b)
In the unsaturated polyester resin composition of the present invention, the preferred range of the surface area ratio (coupling agent / inorganic filler) R is preferably 0.5 to 2 times. That is, the addition amount of the coupling agent is an amount that covers 50% or more of the total surface area of the blended inorganic filler, and is not more than twice the amount that can cover the total surface area of the inorganic filler. preferable. If it is said range, the improvement of the adhesiveness of resin and an inorganic filler will improve the heat conductivity, and the intensity | strength more than equivalent at the time of not using a coupling agent will be obtained. Further, the temperature rise of the winding can be suppressed without impairing the reliability due to the strength reduction of the mold resin due to the excess of the coupling agent, and the high output of the motor can be realized.
本発明の不飽和ポリエステル樹脂組成物は、必要に応じて、さらにステアリン酸亜鉛などの内部離型剤、顔料、重合禁止剤、酸化防止剤、ガラス繊維などの充填剤などを含むことができる。
The unsaturated polyester resin composition of the present invention can further contain an internal mold release agent such as zinc stearate, a pigment, a polymerization inhibitor, an antioxidant, a filler such as glass fiber, and the like, if necessary.
本発明の不飽和ポリエステル樹脂組成物は、無機充填剤及びガラス繊維を含む組成についても、一般的な混錬機(羽根の形状が、双腕型、シグマ型、Z型等)を用いて、均一分散することが可能である。
The unsaturated polyester resin composition of the present invention also uses a general kneading machine (the shape of the blade is a double-armed type, a sigma type, a Z type, etc.) for a composition containing an inorganic filler and glass fiber. Uniform dispersion is possible.
これに対し、3000mPa・sの高粘度のエポキシ樹脂を用いた場合、含有している無機充填剤及びガラス繊維が混錬機を用いて混錬しても、均一分散が困難である。長時間混錬すると、摩擦熱により硬化が始まり、モールド成形時に巻線間にモールド樹脂が入り込みにくくなるため、モールド樹脂自体の熱伝導率は高くても、モールド構造体としては、巻線の温度上昇の抑制が不十分になることや、防振特性が低下することがある。
On the other hand, when an epoxy resin having a high viscosity of 3000 mPa · s is used, uniform dispersion is difficult even when the inorganic filler and glass fiber contained therein are kneaded using a kneader. When kneading for a long time, curing begins due to frictional heat, and it becomes difficult for mold resin to enter between the windings during molding. Therefore, even if the thermal conductivity of the molding resin itself is high, The suppression of the rise may be insufficient, and the vibration isolation characteristics may be deteriorated.
また、本発明のモールド樹脂は、金属粉などの導電性材料を含まず、絶縁性の樹脂と絶縁性の無機充填剤のみである。このため、本発明のモールド樹脂は、モールド成形時に巻線の被覆電線間に無機充填剤が入り込んだ場合でも、被覆電線の欠陥(初期のピンホールや、巻線時の傷)に起因する絶縁耐圧の低下を抑制することができ、モールド構造体全体として、高い絶縁耐圧を確保することができる。
Further, the mold resin of the present invention does not contain a conductive material such as metal powder, and is only an insulating resin and an insulating inorganic filler. For this reason, the mold resin of the present invention is insulated even when an inorganic filler enters between the coated wires of the winding at the time of molding, due to defects in the coated wires (initial pinholes and scratches during winding). A reduction in breakdown voltage can be suppressed, and a high breakdown voltage can be ensured as the entire mold structure.
モールド方法としては、上述の金型内に、モータなどのモールド対象物をセットした後、モールド樹脂を注入して硬化させるモールド成形方法を用いることができる。
As the molding method, it is possible to use a molding method in which a molding object such as a motor is set in the mold described above, and then a molding resin is injected and cured.
以下、測定方法について説明する。
The measurement method will be described below.
<難燃性試験法>
モールド樹脂の難燃性試験法は、公知のUL94規格に準拠して行った。垂直に保持した1/16インチ厚の試料の下端に10秒間ガスバーナーの炎を接炎させ、燃焼が30秒以内に止まった場合、さらに10秒間接炎させた。試験した試料ごとに、公知の判定基準に従って、UL94V-0、V-1、V-2のいずれかにランク付けした。 <Flame retardance test method>
The flame retardancy test method for the mold resin was performed in accordance with the known UL94 standard. A flame of a gas burner was brought into contact with the lower end of a 1/16 inch thick sample held vertically for 10 seconds, and when combustion stopped within 30 seconds, an indirect flame was further applied for 10 seconds. Each tested sample was ranked as either UL94V-0, V-1, or V-2 according to known criteria.
モールド樹脂の難燃性試験法は、公知のUL94規格に準拠して行った。垂直に保持した1/16インチ厚の試料の下端に10秒間ガスバーナーの炎を接炎させ、燃焼が30秒以内に止まった場合、さらに10秒間接炎させた。試験した試料ごとに、公知の判定基準に従って、UL94V-0、V-1、V-2のいずれかにランク付けした。 <Flame retardance test method>
The flame retardancy test method for the mold resin was performed in accordance with the known UL94 standard. A flame of a gas burner was brought into contact with the lower end of a 1/16 inch thick sample held vertically for 10 seconds, and when combustion stopped within 30 seconds, an indirect flame was further applied for 10 seconds. Each tested sample was ranked as either UL94V-0, V-1, or V-2 according to known criteria.
<熱伝導率の測定方法>
調製した不飽和ポリエステル樹脂組成物を、離型処理した金型中に加熱加圧により充填し、100~150℃の恒温槽に1~4時間保持して硬化させ、200mm角、厚み10mmの板状成形物を得た。硬化物の熱伝導率はJIS A-1412-2に基づき熱流計法により測定した。 <Measurement method of thermal conductivity>
The prepared unsaturated polyester resin composition is filled in a release-molded mold by heating and pressing, and is cured by being held in a thermostatic bath at 100 to 150 ° C. for 1 to 4 hours to be a 200 mm square and 10 mm thick plate A shaped molding was obtained. The thermal conductivity of the cured product was measured by a heat flow meter method based on JIS A-1412-2.
調製した不飽和ポリエステル樹脂組成物を、離型処理した金型中に加熱加圧により充填し、100~150℃の恒温槽に1~4時間保持して硬化させ、200mm角、厚み10mmの板状成形物を得た。硬化物の熱伝導率はJIS A-1412-2に基づき熱流計法により測定した。 <Measurement method of thermal conductivity>
The prepared unsaturated polyester resin composition is filled in a release-molded mold by heating and pressing, and is cured by being held in a thermostatic bath at 100 to 150 ° C. for 1 to 4 hours to be a 200 mm square and 10 mm thick plate A shaped molding was obtained. The thermal conductivity of the cured product was measured by a heat flow meter method based on JIS A-1412-2.
<粘度の測定方法>
不飽和ポリエステル樹脂の25℃における粘度は、BHII形粘度計(東機産業(株)製)を用いて、回転数10rpmの条件で測定した。 <Measurement method of viscosity>
The viscosity at 25 ° C. of the unsaturated polyester resin was measured using a BHII viscometer (manufactured by Toki Sangyo Co., Ltd.) under the condition of a rotation speed of 10 rpm.
不飽和ポリエステル樹脂の25℃における粘度は、BHII形粘度計(東機産業(株)製)を用いて、回転数10rpmの条件で測定した。 <Measurement method of viscosity>
The viscosity at 25 ° C. of the unsaturated polyester resin was measured using a BHII viscometer (manufactured by Toki Sangyo Co., Ltd.) under the condition of a rotation speed of 10 rpm.
<比表面積の測定方法>
水酸化アルミニウムの比表面積は、窒素吸着法(BET法)で測定した。 <Method for measuring specific surface area>
The specific surface area of aluminum hydroxide was measured by a nitrogen adsorption method (BET method).
水酸化アルミニウムの比表面積は、窒素吸着法(BET法)で測定した。 <Method for measuring specific surface area>
The specific surface area of aluminum hydroxide was measured by a nitrogen adsorption method (BET method).
<巻線温度の測定方法>
電磁コイルの巻線温度については、抵抗計(日置電機(株)製ディジタルハイテスタ3223)を用いて運転停止直後に巻線抵抗を測定し、運転時の巻線温度を抵抗法により推定した。 <Measurement method of winding temperature>
Regarding the winding temperature of the electromagnetic coil, the winding resistance was measured immediately after the operation was stopped using a resistance meter (Digital Hitester 3223 manufactured by Hioki Electric Co., Ltd.), and the winding temperature during operation was estimated by the resistance method.
電磁コイルの巻線温度については、抵抗計(日置電機(株)製ディジタルハイテスタ3223)を用いて運転停止直後に巻線抵抗を測定し、運転時の巻線温度を抵抗法により推定した。 <Measurement method of winding temperature>
Regarding the winding temperature of the electromagnetic coil, the winding resistance was measured immediately after the operation was stopped using a resistance meter (Digital Hitester 3223 manufactured by Hioki Electric Co., Ltd.), and the winding temperature during operation was estimated by the resistance method.
(モールド構造体の性質)
上記不飽和ポリエステル樹脂組成物を用いて鉄芯コアに巻かれた電磁コイルをモールド成形した本発明の一実施態様のモールド構造体は、成形されたモールド樹脂の熱伝導率が1.5W/m・K以上であり、難燃性がUL94V-0(厚さ1/16 inch)を満足するため、高い放熱性と安全性を兼備する。 (Characteristics of mold structure)
The mold structure of one embodiment of the present invention in which an electromagnetic coil wound around an iron core is molded using the unsaturated polyester resin composition has a thermal conductivity of the molded resin of 1.5 W / m.・ It is K or more and the flame resistance satisfies UL94V-0 (thickness 1/16 inch), so it has both high heat dissipation and safety.
上記不飽和ポリエステル樹脂組成物を用いて鉄芯コアに巻かれた電磁コイルをモールド成形した本発明の一実施態様のモールド構造体は、成形されたモールド樹脂の熱伝導率が1.5W/m・K以上であり、難燃性がUL94V-0(厚さ1/16 inch)を満足するため、高い放熱性と安全性を兼備する。 (Characteristics of mold structure)
The mold structure of one embodiment of the present invention in which an electromagnetic coil wound around an iron core is molded using the unsaturated polyester resin composition has a thermal conductivity of the molded resin of 1.5 W / m.・ It is K or more and the flame resistance satisfies UL94V-0 (
熱伝導率が1.5W/m・K以上であれば、通電によりコイルが発熱した場合であっても、コイルをモールド成形したモールド構造体の巻線温度の上昇を80℃未満に抑えることができる。しかも、難燃性がUL94V-0であることにより、モールド樹脂の最薄部の厚さを1.6mmまで薄くできるため、モールド構造体の小型、軽量化を達成することができる。
If the thermal conductivity is 1.5 W / m · K or more, even if the coil generates heat by energization, the increase in the winding temperature of the molded structure in which the coil is molded can be suppressed to less than 80 ° C. it can. In addition, since the flame retardance is UL94V-0, the thickness of the thinnest part of the mold resin can be reduced to 1.6 mm, so that the mold structure can be reduced in size and weight.
以下、本発明の実施の形態について、図面及び表を参照して説明する。
Hereinafter, embodiments of the present invention will be described with reference to the drawings and tables.
(実施の形態1)
実施の形態1は、本発明のモールド構造体を、図1のモールドモータに適用したものである。 (Embodiment 1)
InEmbodiment 1, the mold structure of the present invention is applied to the mold motor of FIG.
実施の形態1は、本発明のモールド構造体を、図1のモールドモータに適用したものである。 (Embodiment 1)
In
図1で用いたモールド樹脂3の組成は、例えば、図3のサンプルCの場合、エポキシ変性不飽和ポリエステル樹脂(日立化成工業(株)製)と低収縮剤(ディーエイチ・マテリアル(株)製、PB210)の合計配合量が21重量%、ガラス繊維7重量%、シランカップリング剤(3-グリシドキシプロピルトリエトキシシラン、信越化学工業(株)製KBE-403)0.2重量%、1,1-ジ(t-ブチルパーオキシ)シクロヘキサン(重合開始剤)0.4重量%、ステアリン酸亜鉛1.3重量%、重合禁止剤0.1重量%、水酸化アルミニウム70%(比表面積0.9m2/g)重量である。不飽和ポリエステル樹脂100重量部に対する低収縮剤の配合比は50重量部である。以下、%表示については、図中の記載も含めて、特に記載のない限り重量%を表す。
The composition of the mold resin 3 used in FIG. 1 is, for example, in the case of the sample C in FIG. , PB210) is 21% by weight, glass fiber 7% by weight, silane coupling agent (3-glycidoxypropyltriethoxysilane, Shin-Etsu Chemical Co., Ltd. KBE-403) 0.2% by weight, 1,1-di (t-butylperoxy) cyclohexane (polymerization initiator) 0.4% by weight, zinc stearate 1.3% by weight, polymerization inhibitor 0.1% by weight, aluminum hydroxide 70% (specific surface area) 0.9 m 2 / g) weight. The compounding ratio of the low shrinkage agent to 100 parts by weight of the unsaturated polyester resin is 50 parts by weight. Hereinafter, with respect to the% display, including the description in the figure, the weight% is expressed unless otherwise specified.
図3にモールド樹脂中の不飽和ポリエステル樹脂と低収縮剤の合計配合量及び金属水和物の配合量に対する成形樹脂の難燃性の関係を示す。無機充填剤の成分として金属水和物である水酸化アルミニウムの配合量が、不飽和ポリエステル樹脂と低収縮剤の合計配合量(21重量%)の2倍の42重量%以上であるサンプルB、Cは、UL94V-0の難燃性が確保できた。一方、無機充填剤の全配合量がサンプルB、Cと同じく70重量%であるが、水酸化アルミニウムの配合量が35重量%であり、不飽和ポリエステル樹脂と低収縮剤との合計配合量の21重量%に対して2倍未満のサンプルAの難燃性は、UL94V-2で、不十分であった。
Fig. 3 shows the relationship of flame retardancy of the molding resin to the total amount of unsaturated polyester resin and low shrinkage agent in the mold resin and the amount of metal hydrate. Sample B, in which the blending amount of aluminum hydroxide, which is a metal hydrate, as a component of the inorganic filler is 42% by weight or more, which is twice the total blending amount of the unsaturated polyester resin and the low shrinkage agent (21% by weight), C was able to secure the flame retardancy of UL94V-0. On the other hand, the total amount of inorganic filler is 70% by weight as in Samples B and C, but the amount of aluminum hydroxide is 35% by weight, and the total amount of unsaturated polyester resin and low shrinkage agent is The flame retardancy of Sample A, which is less than twice the 21% by weight, was insufficient with UL94V-2.
以上説明したように、本実施の形態1のモールド樹脂は、難燃剤として、ハロゲンやリンなどの環境負荷が高いと考えられ、一部の商品で使用制限されている物質を含まず、難燃性UL94V-0を確保できる。従って、モールド樹脂に、不飽和ポリエステル樹脂と低収縮剤の合計配合量の2倍以上の金属水和物を配合することで、環境負荷が高いと考えられる物質を含有することなく、難燃性UL94V-0を確保できて、モールドモータの小型化が可能となる。
As described above, the mold resin of the first embodiment is considered to have a high environmental load as a flame retardant, such as halogen and phosphorus, does not include substances restricted in use in some products, and is flame retardant. Can secure UL94V-0. Therefore, flame retardant without containing a substance that is considered to have a high environmental impact by blending the mold resin with a metal hydrate more than twice the total blended amount of unsaturated polyester resin and low shrinkage agent. UL94V-0 can be secured and the molded motor can be downsized.
図4に、不飽和ポリエステル樹脂組成物中の、水酸化アルミニウムとシランカップリング剤の配合比率を変化させた場合の、モールド樹脂の熱伝導率と強度を示す。なお、水酸化アルミニウムとシランカップリング剤はサンプルCと同一種類を用いた。また、図4のサンプルD~Hの、「その他」の2重量%には、1,1-ジ(t-ブチルパーオキシ)シクロヘキサン(重合開始剤)0.4重量%を含み、さらに、同一種類の添加物が同一量含まれる。
FIG. 4 shows the thermal conductivity and strength of the mold resin when the blending ratio of the aluminum hydroxide and the silane coupling agent in the unsaturated polyester resin composition is changed. In addition, the same kind as the sample C was used for the aluminum hydroxide and the silane coupling agent. In addition, 2% by weight of “Others” in Samples D to H in FIG. 4 includes 0.4% by weight of 1,1-di (t-butylperoxy) cyclohexane (polymerization initiator), and the same The same amount of additives of the kind is included.
上述の表面積割合R(すなわち、組成物中に配合された水酸化アルミニウムの表面積に対する配合されたシランカップリング剤により表面処理可能な水酸化アルミニウムの表面積の比率)が0.5~2.0の範囲であるサンプルE、F、Gは、樹脂と無機充填剤の密着性が向上したことにより、サンプルDと同等の水酸化アルミニウム配合量(約77重量%)であっても、熱伝導率が1.5W/m・K以上に向上した。また、サンプルE、F、Gは、シランカップリング剤を使用していないサンプルDとほぼ同等の強度が得られた。これにより、モータの強度低下による信頼性を損なうことなく、巻線の温度上昇を抑えることができ、モータの高出力化が実現できる。一方、シランカップリング剤の配合量が多く、上記表面積割合Rが2を大きく超えて3であるサンプルHの場合、モールド樹脂の強度低下が生じた。この場合、モールド構造体の強度低下により信頼性が低下するおそれがある。
The surface area ratio R described above (that is, the ratio of the surface area of aluminum hydroxide that can be surface-treated by the formulated silane coupling agent to the surface area of aluminum hydroxide formulated in the composition) is 0.5 to 2.0. Samples E, F, and G, which are in the range, have improved thermal conductivity even when the aluminum hydroxide content (about 77% by weight) is the same as that of sample D due to improved adhesion between the resin and the inorganic filler. Improved to 1.5 W / m · K or more. Samples E, F, and G had almost the same strength as sample D that did not use a silane coupling agent. As a result, the temperature rise of the windings can be suppressed without impairing the reliability due to the reduction in the strength of the motor, and the high output of the motor can be realized. On the other hand, in the case of sample H in which the amount of the silane coupling agent was large and the surface area ratio R was much greater than 2 and 3, the strength of the mold resin was reduced. In this case, there is a possibility that the reliability is lowered due to the strength reduction of the mold structure.
以上説明したように、シランカップリング剤の配合量は、表面積割合Rが0.5~2倍の量とするのが望ましい。また、熱伝導率を1.5W/m・K以上にするには、水酸化アルミニウムを約77重量%以上含み、かつ、シランカップリング剤を0.5重量%以上含むことが好ましい。
As described above, the blending amount of the silane coupling agent is preferably 0.5 to 2 times the surface area ratio R. Moreover, in order to make thermal conductivity 1.5 W / m * K or more, it is preferable to contain about 77 weight% or more of aluminum hydroxide, and to contain 0.5 weight% or more of silane coupling agents.
図5に、不飽和ポリエステル樹脂組成物中の、不飽和ポリエステル樹脂及び低収縮剤の合計配合量と混錬性の関係を示す。なお、水酸化アルミニウムとシランカップリング剤はサンプルCと同一種類を用いた。また、図5のサンプルI~Mの「その他」の2重量%は、サンプルD~Hと同一の組成とした。
FIG. 5 shows the relationship between the total blending amount of the unsaturated polyester resin and the low shrinkage agent and the kneadability in the unsaturated polyester resin composition. In addition, the same kind as the sample C was used for the aluminum hydroxide and the silane coupling agent. Further, 2% by weight of “Others” in Samples I to M in FIG. 5 had the same composition as Samples D to H.
不飽和ポリエステル樹脂及び低収縮剤の合計配合量が、14%重量であるサンプルIは、樹脂の配合量が不足しているため、無機充填剤と樹脂とを混錬できなかった。一方、不飽和ポリエステル樹脂及び低収縮剤の合計配合量が、28重量%であるサンプルMは、樹脂量が過多であることによりモールド樹脂として、ハンドリングできない状態となりモールド成形できなかった。これに対し、不飽和ポリエステル樹脂及び低収縮剤の合計配合量が16~25重量%との範囲にあるサンプルJ、K、Lは混練性が良好であり、特に、合計配合量が21~25重量%の範囲のサンプルK、Lは非常に良好な混練性を示した。
Sample I in which the total blending amount of the unsaturated polyester resin and the low shrinkage agent is 14% by weight could not knead the inorganic filler and the resin because the blending amount of the resin was insufficient. On the other hand, Sample M in which the total blending amount of the unsaturated polyester resin and the low shrinkage agent was 28% by weight was incapable of being handled as a mold resin due to an excessive amount of the resin, and could not be molded. On the other hand, Samples J, K, and L in which the total blending amount of the unsaturated polyester resin and the low shrinkage agent is in the range of 16 to 25% by weight have good kneadability, and in particular, the total blending amount is 21 to 25%. Samples K and L in the range of% by weight showed very good kneading properties.
図2は、モールド樹脂3以外は全て同一構成からなる図1の小型空調モータを、熱伝導率の異なるモールド樹脂を用いて同一形状に成形して作製したモールドモータを、同一条件で駆動した場合の巻線温度とモールド樹脂3の熱伝導率の関係を示したグラフである。モールド樹脂3の熱伝導率を高くすることで、巻線2で発生する熱がより効果的に外部に放出されるため、巻線2の温度上昇及びモータ各部の温度上昇を抑制することができた。具体的には、熱伝導率が1.5W/m・K以上であれば、巻線温度を75℃以下に維持することができた。このように巻線温度が低下することで、モータ基板の実装部品の温度が下がり、その効果として、実装部品の接合に使用されている、はんだ接合部の耐久性(耐クラック性)が向上する。その結果、故障の少ないモールドモータを提供することができる。
FIG. 2 shows a case where a mold motor produced by molding the small air-conditioning motor of FIG. 1 having the same configuration except for the mold resin 3 into the same shape using mold resins having different thermal conductivities is driven under the same conditions. 5 is a graph showing the relationship between the winding temperature of and the thermal conductivity of the mold resin 3. By increasing the thermal conductivity of the mold resin 3, the heat generated in the winding 2 is more effectively released to the outside, so that the temperature rise of the winding 2 and the temperature rise of each part of the motor can be suppressed. It was. Specifically, when the thermal conductivity was 1.5 W / m · K or higher, the winding temperature could be maintained at 75 ° C. or lower. As the winding temperature decreases in this way, the temperature of the mounting component of the motor board decreases, and as a result, the durability (crack resistance) of the solder joint used for bonding the mounting component is improved. . As a result, a molded motor with few failures can be provided.
以上、実施の形態1により具体的に説明したように、水酸化アルミニウムの配合量を不飽和ポリエステル樹脂と低収縮剤の合計配合量(21重量%)の2倍以上とすることで、UL94V-0の難燃性が確保できた。また、不飽和ポリエステル樹脂及び低収縮剤の合計配合量を16~25重量%とすることで良好な成形性が確保できた。さらに、表面積割合R(組成物中の水酸化アルミニウムの表面積に対する配合されたシランカップリング剤により表面処理可能な水酸化アルミニウムの表面積の比率)を0.5~2.0の範囲とすることで、強度低下を生じることなく熱伝導率を1.5W/m・K以上にすることができた。
As specifically described in the first embodiment, the amount of aluminum hydroxide blended is at least twice the total blend amount (21% by weight) of unsaturated polyester resin and low shrinkage agent, so that UL94V- 0 flame retardance was secured. Also, good moldability could be secured by setting the total blending amount of the unsaturated polyester resin and the low shrinkage agent to 16 to 25% by weight. Furthermore, by setting the surface area ratio R (ratio of the surface area of aluminum hydroxide that can be surface-treated with the compounded silane coupling agent to the surface area of aluminum hydroxide in the composition) in the range of 0.5 to 2.0. The thermal conductivity could be increased to 1.5 W / m · K or more without causing a decrease in strength.
上記特性の実施の形態1のモールド樹脂は、熱伝導率が1.5W/m・K以上で、UL規格94V-0(厚さ1/16 inch)の難燃性を有するモールド樹脂である。該モールド樹脂を用いてモータをモールド成形することにより、モールド樹脂最薄部10を1.6mmまで薄くすることができ、モータの小型化及び難燃性UL94V-0の両立が可能となった。従来、熱伝導率1.5W/m・K以上の高熱伝導性のモールド樹脂を用いたモールドモータでは、UL94V-0の難燃性を保持して最薄部を3.2mm以下にすることは困難であった。本発明により、駆動回路4の電子部品の耐久性の向上を含めて、モールドモータの小型・軽量化と信頼性の向上及び安全性の向上が可能となった。
The mold resin of the first embodiment having the above characteristics is a mold resin having a thermal conductivity of 1.5 W / m · K or more and flame retardancy of UL standard 94V-0 (thickness 1/16 inch). By molding the motor using the mold resin, it is possible to make the mold resin thinnest portion 10 as thin as 1.6 mm, and it is possible to achieve both miniaturization of the motor and flame retardancy UL94V-0. Conventionally, in a molded motor using a high thermal conductivity mold resin having a thermal conductivity of 1.5 W / m · K or more, it is possible to maintain the flame resistance of UL94V-0 and make the thinnest part 3.2 mm or less. It was difficult. According to the present invention, including the improvement of the durability of the electronic components of the drive circuit 4, it is possible to reduce the size and weight of the molded motor, improve the reliability, and improve the safety.
本発明の利用分野は、チョークコイルなどのインダクタ、フライバックトランスなどの高圧トランス、各種モータなど鉄芯コアに巻かれた電磁コイルを備える装置のモールド成形するモールド構造体に用いられるもので、小型化、高出力化が望まれるモータに、特に好ましく利用できる。
The field of application of the present invention is used for a mold structure for molding an apparatus including an inductor such as a choke coil, a high voltage transformer such as a flyback transformer, and an electromagnetic coil wound around an iron core such as various motors. It can be particularly preferably used for motors that require higher power and higher output.
1 鉄芯コア
2 巻線
3 モールド樹脂
4 駆動回路
5a,5b 軸受
6 ロータ
7 永久磁石
8 シャフト
9 ブラケット
10 モールド樹脂最薄部 DESCRIPTION OFSYMBOLS 1 Iron core 2 Winding 3 Mold resin 4 Drive circuit 5a, 5b Bearing 6 Rotor 7 Permanent magnet 8 Shaft 9 Bracket 10 Mold resin thinnest part
2 巻線
3 モールド樹脂
4 駆動回路
5a,5b 軸受
6 ロータ
7 永久磁石
8 シャフト
9 ブラケット
10 モールド樹脂最薄部 DESCRIPTION OF
Claims (4)
- 鉄芯コアに巻かれた電磁コイルをモールド樹脂でモールド成形したモールド構造体において、前記モールド樹脂が、少なくとも熱硬化性樹脂及び電気絶縁性を有する無機充填剤から構成され、かつ熱伝導率が1.5W/m・K以上で、UL94V-0の難燃性を有することを特徴とするモールド構造体。 In a mold structure in which an electromagnetic coil wound around an iron core is molded with a mold resin, the mold resin is composed of at least a thermosetting resin and an inorganic filler having electrical insulation, and has a thermal conductivity of 1. A mold structure characterized by having flame resistance of UL94V-0 at 5 W / m · K or more.
- 前記熱硬化性樹脂が不飽和ポリエステル樹脂であり、前記無機充填剤が金属水和物であり、前記金属水和物の配合量が不飽和ポリエステル樹脂及び低収縮剤の合計配合量の重量比で2倍以上であって、前記金属水和物はカップリング剤によって表面処理されており、前記カップリング剤の配合量が、配合された前記金属水和物の表面積に対する配合されたカップリング剤により表面処理可能な金属水和物の表面積の比率が0.5~2倍となる量であることを特徴とする、請求項1に記載のモールド構造体。 The thermosetting resin is an unsaturated polyester resin, the inorganic filler is a metal hydrate, and the compounding amount of the metal hydrate is a weight ratio of the total compounding amount of the unsaturated polyester resin and the low shrinkage agent. 2 or more times, the metal hydrate is surface-treated with a coupling agent, and the amount of the coupling agent is determined by the blended coupling agent with respect to the surface area of the blended metal hydrate. 2. The mold structure according to claim 1, wherein the surface-treatable metal hydrate has a surface area ratio of 0.5 to 2 times.
- 不飽和ポリエステル樹脂及び低収縮剤の合計配合量が、モールド樹脂全体の16~25重量%であることを特徴とする、請求項2に記載のモールド構造体。 The mold structure according to claim 2, wherein the total blending amount of the unsaturated polyester resin and the low shrinkage agent is 16 to 25% by weight of the whole mold resin.
- 請求項1から3のいずれか1項に記載のモールド構造体を有することを特徴とする、モールド成形されたモータ。 A molded motor comprising the mold structure according to any one of claims 1 to 3.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010-174125 | 2010-08-03 | ||
| JP2010174125 | 2010-08-03 | ||
| JP2010-193451 | 2010-08-31 | ||
| JP2010193451 | 2010-08-31 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012017646A1 true WO2012017646A1 (en) | 2012-02-09 |
Family
ID=45559167
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2011/004387 WO2012017646A1 (en) | 2010-08-03 | 2011-08-03 | Molded structure and motor comprising same |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2012017646A1 (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104412490A (en) * | 2012-06-18 | 2015-03-11 | 松下知识产权经营株式会社 | Motor |
| WO2016017563A1 (en) * | 2014-08-01 | 2016-02-04 | 日立オートモティブシステムズ株式会社 | Stator for rotary electric machine, and rotary electric machine provided with same |
| WO2016080040A1 (en) * | 2014-11-17 | 2016-05-26 | 昭和電工株式会社 | Unsaturated polyester resin composition and switched reluctance motor |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2006132185A1 (en) * | 2005-06-06 | 2006-12-14 | Nippon Kagaku Yakin Co., Ltd. | Insulative and thermally conductive resin composition and formed article, and method for production thereof |
| JP2007146189A (en) * | 2007-03-16 | 2007-06-14 | Toshiba Corp | Highly thermoconductive material |
| JP4186930B2 (en) * | 2005-01-26 | 2008-11-26 | 松下電工株式会社 | Ester resin composition and molded product thereof |
-
2011
- 2011-08-03 WO PCT/JP2011/004387 patent/WO2012017646A1/en active Application Filing
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4186930B2 (en) * | 2005-01-26 | 2008-11-26 | 松下電工株式会社 | Ester resin composition and molded product thereof |
| WO2006132185A1 (en) * | 2005-06-06 | 2006-12-14 | Nippon Kagaku Yakin Co., Ltd. | Insulative and thermally conductive resin composition and formed article, and method for production thereof |
| JP2007146189A (en) * | 2007-03-16 | 2007-06-14 | Toshiba Corp | Highly thermoconductive material |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104412490A (en) * | 2012-06-18 | 2015-03-11 | 松下知识产权经营株式会社 | Motor |
| EP2863516A4 (en) * | 2012-06-18 | 2016-04-13 | Panasonic Ip Man Co Ltd | Motor |
| US9716417B2 (en) | 2012-06-18 | 2017-07-25 | Panasonic Intellectual Property Management Co., Ltd. | Motor |
| WO2016017563A1 (en) * | 2014-08-01 | 2016-02-04 | 日立オートモティブシステムズ株式会社 | Stator for rotary electric machine, and rotary electric machine provided with same |
| JP2016036192A (en) * | 2014-08-01 | 2016-03-17 | 日立オートモティブシステムズ株式会社 | Stator of dynamo-electric machine, and dynamo-electric machine including the same |
| WO2016080040A1 (en) * | 2014-11-17 | 2016-05-26 | 昭和電工株式会社 | Unsaturated polyester resin composition and switched reluctance motor |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2012081151A1 (en) | Molded structural body and motor having same | |
| WO2012101976A1 (en) | Molded structure and motor | |
| US20150299550A1 (en) | Thermally conductive resin composition | |
| WO2013054479A1 (en) | Resin-molded motor and apparatus provided with same | |
| WO1999019885A1 (en) | Multilayer insulated wire and transformers made by using the same | |
| JP5314379B2 (en) | Epoxy resin composition for mold coil impregnation casting, mold coil device and method for manufacturing mold coil device | |
| WO2012017646A1 (en) | Molded structure and motor comprising same | |
| TW201906925A (en) | Thermoplastic polyester resin composition and molded article thereof | |
| WO2013128881A1 (en) | Molded motor | |
| JP2003268236A (en) | Polyarylene sulfide resin composition | |
| US20130300224A1 (en) | Mold structure and motor | |
| JP2003301107A (en) | Resin composition | |
| JP4747424B2 (en) | High thermal conductive resin composition | |
| JP2000230120A (en) | Polyphenylene sulfide resin composition | |
| JP2006262630A (en) | Mold motor | |
| JPH1017758A (en) | Stator of electric motor | |
| JP4947329B2 (en) | Resin composition for electrical insulation and electrical equipment | |
| JP2000178324A (en) | Electrical insulating resin composition and electrical machinery | |
| JP2008163221A (en) | Polyphenylene sulfide resin composition and molded article therefrom | |
| JPH0356558A (en) | Resin composition for electrical insulating treatment, electrical insulating treatment and stator coil | |
| JP2004152607A (en) | Resin composition for electrical insulation and electric apparatus | |
| JP2009256671A (en) | Diallyl phthalate resin-molding material | |
| JP2008184540A (en) | Injection-molded article and its manufacturing method | |
| JP2001247756A (en) | Unsaturated polyester resin composition | |
| JP2004027019A (en) | Unsaturated polyester resin composition for electrical or electronic part and its molded article |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 11814283 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 11814283 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: JP |