WO2011158741A1 - レンズ鏡胴およびレンズ鏡胴組立方法 - Google Patents
レンズ鏡胴およびレンズ鏡胴組立方法 Download PDFInfo
- Publication number
- WO2011158741A1 WO2011158741A1 PCT/JP2011/063334 JP2011063334W WO2011158741A1 WO 2011158741 A1 WO2011158741 A1 WO 2011158741A1 JP 2011063334 W JP2011063334 W JP 2011063334W WO 2011158741 A1 WO2011158741 A1 WO 2011158741A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- lenses
- lens barrel
- lens
- lens frame
- groove
- Prior art date
Links
Images









Classifications
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B7/00—Mountings, adjusting means, or light-tight connections, for optical elements
- G02B7/02—Mountings, adjusting means, or light-tight connections, for optical elements for lenses
- G02B7/021—Mountings, adjusting means, or light-tight connections, for optical elements for lenses for more than one lens
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B13/00—Optical objectives specially designed for the purposes specified below
- G02B13/001—Miniaturised objectives for electronic devices, e.g. portable telephones, webcams, PDAs, small digital cameras
- G02B13/0015—Miniaturised objectives for electronic devices, e.g. portable telephones, webcams, PDAs, small digital cameras characterised by the lens design
- G02B13/002—Miniaturised objectives for electronic devices, e.g. portable telephones, webcams, PDAs, small digital cameras characterised by the lens design having at least one aspherical surface
- G02B13/0045—Miniaturised objectives for electronic devices, e.g. portable telephones, webcams, PDAs, small digital cameras characterised by the lens design having at least one aspherical surface having five or more lenses
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B7/00—Mountings, adjusting means, or light-tight connections, for optical elements
- G02B7/02—Mountings, adjusting means, or light-tight connections, for optical elements for lenses
- G02B7/026—Mountings, adjusting means, or light-tight connections, for optical elements for lenses using retaining rings or springs
Definitions
- the present invention relates to a lens barrel and a lens barrel assembling method.
- a lens barrel in which a plurality of lenses are housed in a lens frame is generally used for a camera-equipped mobile phone camera or a vehicle-mounted camera.
- Devices equipped with this lens barrel are often used in environments where temperature and humidity change. For example, an in-vehicle camera is exposed to a high temperature or a low temperature. Therefore, this lens barrel is required to have very high reliability, that is, performance stability and durability under severe environmental conditions such as high temperature / low temperature and temperature shock.
- the clearance between the lens outer diameter and the lens frame inner diameter in a lens barrel in which a plurality of lenses are housed in a lens frame is generally a clearance of 20 ⁇ m or less so as not to cause a decrease in optical performance due to lens misalignment after assembly. Tolerance management is performed so that
- the lens is made of glass and the lens frame is made of ceramic
- the lens when the lens is incorporated into the lens frame, the lens is inserted in a posture in which the center is shifted or tilted. There is a risk of rubbing. Then, considering that the tolerance is controlled so that the clearance between the lens outer diameter and the lens frame inner diameter is 20 ⁇ m or less, it is extremely difficult to avoid such rubbing. Since both the glass lens and the ceramic lens frame are hard materials, scraping occurs when they are rubbed, and the scraping residue adversely affects the optical performance in the assembled lens barrel. .
- the present invention avoids the generation of scraped debris during assembly, and in the assembled lens barrel, a lens barrel and a lens in which optical performance is prevented from deteriorating due to the scraped debris.
- An object of the present invention is to provide a lens barrel assembling method.
- the lens barrel of the present invention that achieves the above-described object has a plurality of lenses, hollows that are open at both ends in the optical axis direction, accommodate the plurality of lenses, and have an inner surface and an outer surface. And a lens frame formed with a groove extending in the optical axis direction through the outer surface, and the lens frame is further formed on the inner surface at a position continuous to the groove and around the optical axis. A concave portion having gaps between the plurality of lenses housed in the hollow and extending in the optical axis direction and occupying a half or more in the circumferential direction together with the groove is provided.
- a lens frame that is open at both ends in the optical axis direction and in which a hollow that accommodates a plurality of lenses is formed has a groove that extends through the inner surface and the outer surface and extends in the optical axis direction. Is. Therefore, according to the lens barrel of the present invention, when the lens barrel is assembled, a plurality of lenses can be accommodated in the lens frame while being decentered toward the groove, and using the groove, The plurality of lenses can be positioned on the lens frame with the plurality of lenses in contact with the inner surface. Therefore, according to the lens barrel of the present invention, when a plurality of lenses are accommodated in the lens frame, it is avoided that the two are rubbed and scraped off. For this reason, it is possible to prevent the optical performance from being deteriorated due to the scraped residue.
- the lens frame is preferably made of ceramic.
- the lens barrel of the present invention further includes a covering member that covers the groove.
- the lens barrel of the present invention is preferably a configuration further comprising a pressing member that enters the groove and presses the plurality of lenses accommodated in the lens frame against the inner surface.
- the plurality of lenses can be bonded and fixed to the lens frame with the pressing member in contact with the inner surface.
- the lens barrel of the present invention further includes an interval ring disposed between adjacent lenses in the plurality of lenses and bonded and fixed to the lens frame together with the plurality of lenses.
- the position of each of the plurality of lenses in the optical axis direction can be determined reliably.
- the lens barrel assembling method of the present invention that achieves the above-mentioned object has a hollow that is open at both ends in the optical axis direction and accommodates a plurality of lenses, and has an inner surface and an outer surface.
- a lens frame having a groove extending through the outer surface and extending in the optical axis direction.
- the lens frame is formed on the inner surface at a position continuous with the groove, and is aligned with the groove in a circumferential direction around the optical axis.
- the plurality of lenses are decentered closer to the groove in a lens frame that occupies more than a half circumference and extends in the optical axis direction, and has a recess having a gap with the plurality of lenses housed in the hollow. Let them contain,
- the plurality of lenses housed in the lens frame are pressed against the inner surface by a pressing member that enters the groove.
- the lens barrel assembling method of the present invention is an assembling method of assembling the lens barrel of the present invention using a pressing member.
- the lens barrel assembling method of the present invention is an assembling method in which a plurality of lenses are housed in a lens frame while being decentered toward the groove. Therefore, according to the lens barrel of the present invention, when a plurality of lenses are accommodated in the lens frame, it is avoided that both scrapes and scrapes and scraps are generated. For this reason, in the assembled lens barrel, it is possible to prevent the optical performance from being deteriorated due to the scraped residue.
- the pressing member is fixed to the lens frame while the plurality of lenses are pressed against the inner surface by the pressing member.
- the plurality of lenses can be bonded and fixed to the lens frame with the pressing member in contact with the inner surface. Further, the light blocking property and the dustproof property are ensured by the pressing member.
- the lens barrel assembling method of the present invention is described as follows: “The plurality of lenses pressed against the inner surface by the pressing member are bonded and fixed to the lens frame, and the pressing member is removed from the groove. “Removing” is also a preferred form.
- the plurality of lenses can be bonded and fixed to the lens frame in a state where the plurality of lenses are in contact with the inner surface using the pressing member.
- the pressing member can be used as a jig.
- the lens barrel assembling method including the step of removing the pressing member from the groove further covers the groove with a covering member.
- a lens barrel and a lens barrel assembly in which generation of scraps during assembly is avoided and optical performance is prevented from being deteriorated due to the scraps in the assembled lens barrel.
- FIG. 1 is a perspective view showing a lens barrel 100, which is a first embodiment of the lens barrel of the present invention, as viewed obliquely from the subject side.
- 2 is a longitudinal sectional view parallel to the optical axis direction of the lens barrel 100 shown in FIG. 1
- FIG. 3 is a longitudinal sectional view perpendicular to the optical axis direction of the lens barrel 100 shown in FIG. is there.
- the lens barrel 100 of the first embodiment includes four lenses 111, 112, 113, 114, three spacing rings 121, 122, 123, a lens frame 130, and a pusher.
- the member 140 and the pressing ring 150 are provided.
- the four lenses 111, 112, 113, and 114 are glass lenses, and their optical axes are in order of the first lens 111, the second lens 112, the third lens 113, and the fourth lens 114 from the imaging side. It is arranged to overlap.
- Each of the lenses 111, 112, 113, and 114 has a disk shape, and the outer diameter (side surface) is not polished and has a slit surface of # 1000 or less. Since the side surface is a ground surface, adverse effects such as ghost are suppressed. The side surface is preferably # 300 or less for ease of processing.
- These four lenses 111, 112, 113, and 114 correspond to an example of a plurality of lenses according to the present invention.
- the three spacing rings 121, 122, 123 are arranged between adjacent lenses in the four lenses 111, 112, 113, 114. That is, the first spacing ring 121 is disposed between the first lens 111 and the second lens 112, the second spacing ring 122 is disposed between the second lens 112 and the third lens 113, and the third lens 113. A third spacing ring 123 is disposed between the first lens 114 and the fourth lens 114. Each of these three spacing rings 121, 122, 123 corresponds to an example of a spacing ring referred to in the present invention.
- the lens frame 130 is a porous ceramic member having a hardness higher than the hardness of the four lenses 111, 112, 113, 114.
- the lens frame 130 is open at both ends in the direction of the arrow A, which is the optical axis direction, and is formed with a hollow housing the four lenses 111, 112, 113, 114 and the three spacing rings 121, 122, 123. And an outer surface 132. Further, the lens frame 130 is formed with a groove 134 that penetrates the inner surface 131 and the outer surface 132 and extends in the direction of the arrow A that is the optical axis direction.
- the lens frame 130 has concave portions 136 and 137 that are formed at positions that are continuous with the groove 134 of the inner surface 131 and extend in the optical axis direction.
- the recesses 136 and 137 are formed on both sides of the groove 134 in the circumferential direction B around the optical axis.
- the recesses 136 and 137 occupy more than half a circumference in the circumferential direction B together with the groove 134.
- the portion sandwiched between the recesses 136 and 137 on the opposite side of the groove 134 is in contact with the four lenses 111, 112, 113, 114, and the lenses 111, 112, 113, 114 in the lens frame 130 are connected. It becomes the support part 1311 which supports and positions.
- the support portion 1311 occupies less than a half of the inner surface 131 in the circumferential direction B. Further, as shown in FIG. 2, the support portion 1311 is formed in a shape that matches the outer diameters of the four lenses 111, 112, 113, and 114 that have a smaller diameter from the subject side toward the imaging side. However, the support portion 1311 may have a shape in which a recess is provided in part.
- the lens frame 130 is an imaging side lens pressing portion that presses the peripheral portion 1111 of the imaging side surface of the first lens 111 disposed on the most imaging side among the four lenses 111, 112, 113, 114. 133.
- the lens frame 130 corresponds to an example of a lens frame according to the present invention.
- a ceramic member can be used for the spacing rings 121, 122, and 123 described above, as in the case of the lens frame 130, and resin or glass can also be used.
- the pressing member 140 is a ceramic member made of the same material as the lens frame 130, for example. Further, the pressing member 140 enters a groove 134 formed in the lens frame 130, and includes four lenses 111, 112, 113, 114 and three spacing rings 121, 122, housed in the lens frame 130. In a state where 123 is pressed against the support portion 1311 of the inner surface 131 of the lens frame 130, it is bonded and fixed to the lens frame 130 with a ceramic adhesive.
- the pressing member 140 corresponds to an example of the pressing member referred to in the present invention.
- the holding ring 150 is a ceramic member made of the same material as the lens frame 130, for example, and has a substantially cylindrical shape. One open end has a shape protruding toward the center of the cylinder. Further, the holding ring 150 is supported by the lens frame 130. More specifically, the presser ring 150 covers the end of the lens frame 130 on the subject side and is fixed to the lens frame 130.
- the pressing ring 150 may be fixed to the lens frame 130 by adhesion, or may be screw fixing by providing a thread on the inner periphery of the pressing ring 150 and the outer surface 132 of the lens frame 130. Also good.
- the holding ring 150 has a peripheral portion 1141 of a surface on the subject side of the fourth lens 114 arranged on the most subject side among the four lenses 111, 112, 113, 114 accommodated in the lens frame 130. Holding down. That is, the four lenses 111, 112, 113, 114 and the three spacing rings 121, 122, 123 are sandwiched between the image forming side lens pressing portion 133 and the pressing ring 150 of the lens frame 130.
- the positions of the four lenses 111, 112, 113, 114 accommodated in the lens frame 130 in the direction of the arrow A, which is the optical axis direction, are the imaging side lens pressing portion.
- the pressing member 140 is bonded and fixed to the lens frame 130 after being determined by the three spacing rings 121, 122, 123 and the pressing ring 150.
- the lenses 111, 112, 113, 114 are made of glass and have a hardness of HV300 to 800.
- the lens frame 130 and the holding ring 150 are made of ceramic and have a hardness of HV2600 or less.
- the hardness of the lens frame 130 and the holding ring 150 is preferably HV500 or more and 2600 or less from the viewpoint of impact resistance.
- the hardness is expressed by the numerical value of Vickers hardness (HV), but this numerical value is almost the same even if it is Knoop hardness (Hk).
- an optical distance between the outer diameter of each of the four lenses 111, 112, 113, 114 and the support portion 1311 of the inner surface 131 of the lens frame 130 is caused by an axial shift of the lens.
- the tolerance is controlled so that the clearance of 20 ⁇ m or less, preferably 10 ⁇ m or less is obtained when the lens barrel 100 is assembled.
- the lens barrel 100 of the first embodiment is open at both ends in the direction of the arrow A, which is the optical axis direction, and has a hollow that accommodates the four lenses 111, 112, 113, 114 and the three spacing rings 121, 122, 123.
- the formed lens frame 130 is formed with a groove 134 penetrating through the inner surface 131 and the outer surface 132 and extending in the direction of arrow A, which is the optical axis direction, and is accommodated in the lens frame 130 in the groove 134.
- a pressing member 140 that presses the four lenses 111, 112, 113, 114 and the three spacing rings 121, 122, 123 against the inner surface 131 enters.
- the lens barrel 100 of the first embodiment when the lens barrel 100 is assembled, the four lenses 111, 112, 113, 114 and the three spacing rings 121, 122, 123 are moved closer to the groove 134.
- the four lenses 111, 112, 113, 114 and the three spacing rings 121, 122, 123 are supported on the inner surface 131 by using the groove 134.
- the four lenses 111, 112, 113, 114 and the three spacing rings 121, 122, 123 can be fixed to the lens frame 130 in a state in contact with 1311.
- the spacing rings 121, 122, 123 can be bonded and fixed to the lens frame 130. Therefore, according to the lens barrel 100 of the first embodiment, when the four lenses 111, 112, 113, 114 and the three spacing rings 121, 122, 123 are accommodated in the lens frame 130, both are rubbed. Generation of scraps is avoided. For this reason, it is possible to prevent the optical performance from being deteriorated due to the scraped residue.
- the pressing member 140 ensures light shielding and dust proofing. A method for assembling the lens barrel 100 will be described later.
- the pressing member 140 in the first embodiment described above is replaced with a covering member 240 different from the pressing member 140.
- FIG. 4 is a perspective view showing a lens barrel 200, which is a second embodiment of the lens barrel of the present invention, as seen obliquely from above the subject side.
- the lens barrel 200 includes four lenses 111, 112, 113, 114, three spacing rings 121, 122, 123, a lens frame 130, and a covering member 240.
- the holding ring 150 is provided.
- the covering member 240 covers the groove 134 formed in the lens frame 130.
- This covering member 240 corresponds to an example of the covering member referred to in the present invention.
- the four lenses 111, 112, 113, 114 and the three spacing rings 121, 122, 123 housed in the lens frame 130 are in contact with the inner surface 131 of the lens frame 130,
- the lens frame 130 is bonded and fixed by an adhesive 400 applied in the groove 134.
- the lens barrel 200 of the second embodiment like the lens barrel 100 of the first embodiment, when the lens barrel 200 is assembled, the four lenses 111, 112, 113, 114 and the three intervals are assembled.
- the rings 121, 122, and 123 can be accommodated in the lens frame 130 while being eccentric toward the groove 134. Further, using the groove 134, the four lenses 111, 112, 113, 114 and the three spacing rings 121, 122, 123 are in contact with the support portion 1311 (see FIG. 3) of the inner surface 131.
- the lenses 111, 112, 113, 114 and the three spacing rings 121, 122, 123 can be bonded and fixed to the lens frame 130.
- the four lenses 111, 112, 113, 114 and the three intervals are used by using the pressing member 140 used in the lens barrel 100 of the first embodiment.
- the rings 121, 122, 123 are pressed against the support portion 1311 (see FIG. 3) of the inner surface 131, and the four lenses 111, 112, 113, 114 and the three spacing rings 121, 122, 123 in the pressed state are This is realized by adhering and fixing to the lens frame 130 with the adhesive 400 applied in the groove 134 and removing the pressing member 140 from the groove 134.
- the pressing member 140 used in this way can be used as a jig.
- the lens barrel 200 of the second embodiment when the four lenses 111, 112, 113, 114 and the three spacing rings 121, 122, 123 are accommodated in the lens frame 130, both are rubbed. Generation of scraps is avoided. For this reason, it is possible to prevent the optical performance from being deteriorated due to the scraped residue. Furthermore, according to the lens barrel 200 of the second embodiment, the covering member 240 ensures light shielding and dust proofing. A method for assembling the lens barrel 200 will be described later.
- the third embodiment described below is different from the second embodiment described above in terms of the lens frame.
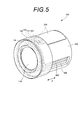
- FIG. 5 is a perspective view showing a lens barrel 300 that is a third embodiment of the lens barrel of the present invention as viewed obliquely from the subject side.
- the lens barrel 300 of the third embodiment includes four lenses 111, 112, 113, 114, three spacing rings 121, 122, 123, a lens frame 330, and a covering member 240.
- the holding ring 150 is provided.
- the lens frame 330 is formed with a groove 336 that penetrates the inner surface 131 and the outer surface 132 and extends in the direction of the arrow A that is the optical axis direction.
- the lens frame 330 corresponds to an example of a lens frame according to the present invention.
- the four lenses 111, 112, 113, 114 and three spacing rings housed in the lens frame 130 are used instead of the adhesive 400 applied in the groove 134 in the second embodiment.
- 121, 122, and 123 are bonded and fixed to the lens frame 130 with an adhesive 400 applied in the groove 336 in a state in contact with the support portion 1311 (see FIG. 3) of the inner surface 131 of the lens frame 130.
- the positions of the four lenses 111, 112, 113, 114 accommodated in the lens frame 330 in the direction of the arrow A, which is the optical axis direction, are the imaging side lens pressing portion.
- the four lenses 111, 112, 113, 114 and the three spacer rings 121, 122, 123 are arranged in the lens frame after being determined by the three spacer rings 121, 122, 123 and the holding ring 150.
- 330 is bonded and fixed.
- the tolerance is controlled so that a clearance of 20 ⁇ m or less, preferably a clearance of 10 ⁇ m or less, is obtained when the lens barrel 300 is assembled.
- the four lenses 111, 112, 113, 114 and the three intervals are arranged.
- the rings 121, 122, and 123 can be accommodated in the lens frame 330 while being eccentric toward the groove 134. Further, using the groove 134, the four lenses 111, 112, 113, 114 and the three spacing rings 121, 122, 123 are in contact with the support portion 1311 (see FIG. 3) of the inner surface 131.
- the lenses 111, 112, 113, 114 and the three spacing rings 121, 122, 123 can be bonded and fixed to the lens frame 330.
- the four lenses 111, 112, 113, 114 and the three intervals are used by using the pressing member 140 used in the lens barrel 100 of the first embodiment.
- the rings 121, 122, 123 are pressed against the support portion 1311 (see FIG. 3) of the inner surface 131, and the four lenses 111, 112, 113, 114 and the three spacing rings 121, 122, 123 in the pressed state are
- the adhesive 400 applied in the groove 336 is adhered and fixed to the lens frame 330, and the pressing member 140 is removed from the groove 134.
- the pressing member 140 used in this way can be used as a jig.
- the lens barrel 300 of the third embodiment when the four lenses 111, 112, 113, 114 and the three spacing rings 121, 122, 123 are accommodated in the lens frame 330, both are rubbed. Generation of scraps is avoided. For this reason, it is possible to prevent the optical performance from being deteriorated due to the scraped residue. Furthermore, according to the lens barrel 300 of the third embodiment, the covering member 240 ensures light shielding and dust resistance. A method for assembling the lens barrel 300 will be described later.
- the first embodiment described below is an assembling method of the lens barrel 100 described with reference to FIGS.
- the components of the lens barrel 100 are denoted by the same reference numerals and description thereof is omitted, and only the method of assembling the lens barrel 100 (see FIGS. 1 to 3) will be described.
- FIG. 6 is an explanatory diagram showing a process of accommodating four lenses 111, 112, 113, 114 and three spacing rings 121, 122, 123 in the lens frame 130.
- the four lenses 111, 112, 113, 114 and the three spacing rings 121, 122, 123 are accommodated in the lens frame 130 while being eccentric toward the groove 134.
- Concave portions 136 and 137 are formed at positions continuous with the groove 134 on the inner surface 131, and the concave portions 136 and 137 occupy more than a half of the circumference in the circumferential direction B together with the groove 134. Therefore, the lenses 111, 112, 113, 114 and the three spacing rings 121, 122, 123 are moved into the recesses 136, 137, decentered toward the groove 134, and moved away from the support portion 1311. Is possible.
- the four lenses 111, 112, 113, 114 and the three spacing rings 121, 122, 123 housed in the lens frame 130 are pressed by the pressing member 140 (see FIG. 3) that enters the groove 134. Press against the support portion 1311 of the inner surface 131 of the frame 130. Thus, the four lenses 111, 112, 113, 114 are positioned.
- the pressing member 140 With the pressing member 140, the four lenses 111, 112, 113, 114 and the three spacing rings 121, 122, 123 are pressed against the support portion 1311 of the inner surface 131 of the lens frame 130, and the ceramic adhesive Thus, the pressing member 140 is bonded and fixed to the lens frame 130.
- the holding ring 150 is attached to the lens frame 130, and the peripheral portion 1141 of the subject side surface of the fourth lens 114 provided on the most subject side of the four lenses 111, 112, 113, 114 is pressed.
- the four lenses 111, 112, 113, 114 and the three spacing rings 121, 122, 123 are sandwiched between the image forming side lens pressing portion 133 and the pressing ring 150 of the lens frame 130, and the lens frame Fixed within 130.
- the lens barrel assembling method of the first embodiment is an assembling method in which the four lenses 111, 112, 113, 114 and the three spacing rings 121, 122, 123 are accommodated in the lens frame 130 while being eccentric toward the groove 134. It is. Therefore, according to the lens barrel assembling method of the first embodiment, when the four lenses 111, 112, 113, 114 and the three spacing rings 121, 122, 123 are accommodated in the lens frame 130, both are rubbed. As a result, the generation of scraps is avoided. For this reason, in the assembled lens barrel 100, it is possible to prevent the optical performance from being deteriorated due to shaving residue.
- the pressing member 140 causes the four lenses 111, 112, 113, 114 and the three spacing rings 121, 122, 123 to be on the inner surface 131 of the lens frame 130.
- the four lenses 111, 112, 113, 114 and the three spacing rings 121, 122, 123 can be bonded and fixed to the lens frame 130 in contact with the support portion 1311. Further, the pressing member 140 ensures light shielding and dustproof properties.
- the second embodiment described below is an assembling method of the lens barrel 200 described with reference to FIG.
- the constituent elements of the lens barrel 200 are denoted by the same reference numerals and the description thereof is omitted, and only the assembling method of the lens barrel 200 (see FIG. 4) will be described.
- the pressing member 440 used in this assembling method is narrower than the pressing member 140 used in the lens barrel assembling method of the first embodiment described above.
- FIG. 7 shows a process of bonding and fixing the four lenses 111, 112, 113, 114 and the three spacing rings 121, 122, 123 in a state pressed against the inner surface of the lens frame 130 by the pressing member 440 to the lens frame 130. It is explanatory drawing which shows.
- FIG. 8 is a perspective view showing a state after the pressing member 440 shown in FIG. 7 is removed from the groove 134.
- the four lenses 111, 112, 113, 114 and the three spacing rings 121, 122, 123 are accommodated in the lens frame 130 while being eccentric toward the groove 134.
- the four lenses 111, 112, 113, 114 and the three spacing rings 121, 122, 123 housed in the lens frame 130 are pressed by the pressing members 440 that enter the grooves 134, and the inner surface 131 of the lens frame 130. against the support portion 1311.
- the four lenses 111, 112, 113, 114 and the three spacing rings 121, 122, 123 that are pressed against the support portion 1311 of the inner surface 131 of the lens frame 130 by the pressing member 440 are placed in the groove 134.
- the adhesive 400 is applied to the lens frame 130 to adhere and fix.
- the pressing member 440 is removed from the groove 134.
- the groove 134 is covered with the covering member 240.
- the holding ring 150 is attached to the lens frame 130, and the peripheral portion 1141 of the subject side surface of the fourth lens 114 provided on the most subject side of the four lenses 111, 112, 113, 114 is pressed.
- the four lenses 111, 112, 113, 114 and the three spacing rings 121, 122, 123 are sandwiched between the image forming side lens pressing portion 133 and the pressing ring 150 of the lens frame 130, and the lens frame Fixed within 130.
- the lens barrel assembling method of the second embodiment is similar to the lens barrel assembling method of the first embodiment, and the four lenses 111, 112, 113, 114 and the three spacing rings 121, 122, 123 are moved closer to the groove 134.
- This is an assembling method in which the lens frame 130 is accommodated while being eccentric. Therefore, even when the lens barrel assembling method of the second embodiment is used, when the four lenses 111, 112, 113, 114 and the three spacing rings 121, 122, 123 are accommodated in the lens frame 130, both are rubbed. Generation of scraps is avoided. For this reason, in the assembled lens barrel 200, it is possible to prevent the optical performance from being deteriorated due to the scraped residue.
- the lens barrel assembling method of the second embodiment is an assembling method for removing the pressing member 440 from the groove 134, the pressing member 440 can be used as a jig.
- the covering member 240 ensures light shielding and dust proofing.
- the third embodiment described below is an assembling method of the lens barrel 300 described with reference to FIG.
- the components of the lens barrel 300 are denoted by the same reference numerals and description thereof is omitted, and only the assembling method of the lens barrel 300 (see FIG. 5) will be described.
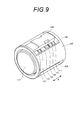
- the pressing member 440 used in this assembling method is narrower than the pressing member 140 used in the lens barrel assembling method of the first embodiment described above.
- FIG. 9 shows the inner surface of the lens frame 330 with a pressing member 440 that enters the four lenses 111, 112, 113, 114 and the three spacing rings 121, 122, 123 accommodated in the lens frame 330 into the groove 134. It is explanatory drawing which shows the process pressed against.
- FIG. 10 shows that the four lenses 111, 112, 113, 114 and the three spacing rings 121, 122, 123 that are pressed against the inner surface of the lens frame 330 by the pressing member 440 are bonded and fixed to the lens frame 130. It is explanatory drawing which shows the process to do.
- the four lenses 111, 112, 113, 114 and the three spacing rings 121, 122, 123 are accommodated in the lens frame 330 while being eccentric toward the groove 134.
- the four lenses 111, 112, 113, 114 and the three spacing rings 121, 122, 123 accommodated in the lens frame 330 are pressed by the pressing members 440 that enter the grooves 134, and the inner surface 131 of the lens frame 330. against the support portion 1311.
- the four lenses 111, 112, 113, 114 and the three spacing rings 121, 122, 123 that are pressed against the support portion 1311 of the inner surface 131 of the lens frame 330 by the pressing member 440 are used in the second embodiment.
- the adhesive 400 is applied in the groove 336 to be bonded and fixed to the lens frame 130.
- the pressing member 440 is removed from the groove 134.
- the groove 134 is covered with the covering member 240.
- FIG. 11 is a perspective view showing a state in which the groove 336 is covered with the covering member 340.
- the lens barrel assembling method according to the third embodiment is similar to the lens barrel assembling method according to the first embodiment and the lens barrel assembling method according to the second embodiment.
- this assembly method the spacing rings 121, 122, and 123 are accommodated in the lens frame 330 while being decentered toward the groove 134. Therefore, even when the lens barrel assembling method of the third embodiment is used, when the four lenses 111, 112, 113, 114 and the three spacing rings 121, 122, 123 are accommodated in the lens frame 330, both are rubbed. Generation of scraps is avoided. For this reason, in the assembled lens barrel 300, it is possible to prevent the optical performance from being deteriorated due to the scraped residue.
- the lens barrel assembling method of the third embodiment is an assembling method for removing the pressing member 440 from the groove 134 as in the lens barrel assembling method of the second embodiment. Can be used as a tool.
- the cover member 240 ensures the light shielding property and the dustproof property as in the lens barrel assembling method of the second embodiment.
- the example in which the plurality of lenses according to the present invention is four lenses has been described.
- the plurality of lenses according to the present invention is not limited to this.
- the pressing member referred to in the present invention is described as an example of a ceramic member made of the same material as the lens frame.
- the pressing member referred to in the present invention is limited to this.
- it may be a metal member or a resin member.
- the lens barrel of the present invention is opposite in orientation to the imaging side and the subject side. It may be the structure.
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Lens Barrels (AREA)
Abstract
組み立て時に削れカスが発生することが回避され、組み立てられたレンズ鏡胴において、削れカスに起因して光学性能が悪化することが防止されたレンズ鏡胴およびレンズ鏡胴組立方法を提供することを目的とする。光軸方向である矢印A方向両端に開口し、4つのレンズ111,112,113,114および3つの間隔環121,122,123を収容する中空が形成されたレンズ枠130が、内面131と外面132とに貫通して光軸方向である矢印A方向に延びた溝134が形成されたものであり、その溝134内に、レンズ枠130内に収容された4つのレンズ111,112,113,114および3つの間隔環121,122,123を内面131に押し当てる押当部材140が入り込んでいる。
Description
本発明は、レンズ鏡胴およびレンズ鏡胴組立方法に関する。
従来より、カメラ付き携帯電話のカメラや車載用カメラなどには、一般に、レンズ枠に複数のレンズが収容されたレンズ鏡胴が用いられている。このレンズ鏡胴が搭載された機器は、温度や湿度が変化する環境で使用されることが多い。例えば車載用カメラは、高温下にさらされたり低温下にさらされたりする。そのため、このレンズ鏡胴は、非常に高い信頼性、すなわち、高温・低温、温度ショックなど、厳しい環境条件下での性能安定性や耐久性が必要とされている。
このようなレンズ鏡胴として、鏡筒内周面にある支持部とレンズの外周部との間にはんだを介在させ、鏡筒内を密封させる技術が提案されている(例えば、特許文献1参照。)。
また、このようなレンズ鏡胴として、鏡筒内周面の長手方向に所定間隔をおいて設けた支持部とレンズの外周部とを、酸素の共有結合により直接接合させる技術が提案されている(例えば、特許文献2参照。)。
また、近年、このようなレンズ鏡胴として、不要な光を遮光することができるとともに、通気性を有し、温度変化や湿度変化の影響をほとんど受けることのない、セラミック製のレンズ枠が注目を受けてきている(例えば、特許文献1,2,3参照。)。
また、所定の口径をなす開口絞りを画定すると共に、鏡筒の内周面に嵌入されかつ2つのレンズ間に介在させられて光軸方向の間隔を規定する環状スペーサを備えたレンズ鏡胴が提案されている(例えば、特許文献4参照。)。
レンズ枠に複数のレンズが収容されたレンズ鏡胴におけるレンズ外径とレンズ枠内径との間は、組立後にレンズの軸ズレなどによる光学性能の低下を起さないよう、一般に、20μm以下のクリアランスとなるように公差管理されている。
例えば、レンズがガラス製でありレンズ枠がセラミック製である場合には、レンズをレンズ枠に組み込む際に、芯がずれたり傾いたりした姿勢でレンズが挿入されることに起因して、両者が擦れるおそれがある。そして、レンズ外径とレンズ枠内径との間のクリアランスが20μm以下となるように公差管理されていることを考慮すると、そのような擦れを回避することは極めて困難である。ガラス製のレンズとセラミック製のレンズ枠は、双方ともに硬い材料であるため、両者が擦れると削れカスが発生し、組み立てられたレンズ鏡胴において、削れカスが光学性能に悪影響を与えることとなる。
本発明は、上記事情に鑑み、組み立て時に削れカスが発生することが回避され、組み立てられたレンズ鏡胴において、削れカスに起因して光学性能が悪化することが防止されたレンズ鏡胴およびレンズ鏡胴組立方法を提供することを目的とするものである。
上記目的を達成する本発明のレンズ鏡胴は、複数のレンズと、光軸方向両端に開口し、上記複数のレンズを収容する中空が形成され、内面と、外面とを有し、さらに上記内面と上記外面とに貫通して光軸方向に延びた溝が形成されたレンズ枠とを備え、上記レンズ枠がさらに、上記内面の、上記溝に連続した位置に形成された、光軸回りの周回方向にこの溝と合わせて半周以上を占めるとともにこの光軸方向に延びた、上記中空に収容された上記複数のレンズとの間に隙間を有する凹部を備えたことを特徴とする。
本発明のレンズ鏡胴は、光軸方向両端に開口し、複数のレンズを収容する中空が形成されたレンズ枠が、内面と外面とに貫通して光軸方向に延びた溝が形成されたものである。従って、本発明のレンズ鏡胴によれば、このレンズ鏡胴の組み立て時において、複数のレンズをその溝寄りに偏芯させながらレンズ枠内に収容させることができ、その溝を利用して、複数のレンズが内面に接した状態でそれら複数のレンズをレンズ枠に位置決めさせることができる。よって、本発明のレンズ鏡胴によれば、レンズ枠内に複数のレンズを収容させるときに、両者が擦れて削れカスが発生することが回避される。このため、削れカスに起因して光学性能が悪化することが防止される。
ここで、本発明のレンズ鏡胴は、上記レンズ枠が、セラミック製であることが好ましい。
このような好ましい形態によれば、削れカスに起因して光学性能が悪化することが防止されるとともに、レンズ枠が受ける温度変化や湿度変化の影響が抑えられる。
また、本発明のレンズ鏡胴は、上記溝を覆う覆い部材をさらに備えたことが好ましい。
このような好ましい形態によれば、遮光性および防塵性が確保される。
また、本発明のレンズ鏡胴は、上記溝内に入り込んで上記レンズ枠内に収容された上記複数のレンズを上記内面に押し当てる押当部材をさらに備えたことも好ましい形態である。
このような好ましい形態によれば、押当部材により、複数のレンズが内面に接した状態でそれら複数のレンズをレンズ枠に接着固定することができる。
また、本発明のレンズ鏡胴は、上記複数のレンズにおける隣接するレンズ間に配置されてそれら複数のレンズとともに上記レンズ枠に接着固定された間隔環をさらに備えたという形態も好ましい。
このような好ましい形態によれば、複数のレンズそれぞれの光軸方向の位置が確実に決められる。
また、上記目的を達成する本発明のレンズ鏡胴組立方法は、光軸方向両端に開口し、複数のレンズを収容する中空が形成され、内面と、外面とを有し、さらに上記内面と上記外面とに貫通して光軸方向に延びた溝が形成されたレンズ枠であって、この内面の、上記溝に連続した位置に形成された、光軸回りの周回方向にこの溝と合わせて半周以上を占めるとともにこの光軸方向に延びた、上記中空に収容された上記複数のレンズとの間に隙間を有する凹部を有するレンズ枠の中に、この複数のレンズを上記溝寄りに偏芯させながら収容させ、
上記レンズ枠内に収容させた上記複数のレンズを、上記溝内に入り込む押当部材で上記内面に押し当てることを特徴とする。
上記レンズ枠内に収容させた上記複数のレンズを、上記溝内に入り込む押当部材で上記内面に押し当てることを特徴とする。
本発明のレンズ鏡胴組立方法は、本発明のレンズ鏡胴を押当部材を用いて組み立てる組立方法である。そして、本発明のレンズ鏡胴組立方法は、複数のレンズを溝寄りに偏芯させながらレンズ枠内に収容させる組立方法である。従って、本発明のレンズ鏡胴によれば、レンズ枠内に複数のレンズを収容させるときに、両者が擦れて削れカスが発生することが回避される。このため、組み立てられたレンズ鏡胴において、削れカスに起因して光学性能が悪化することが防止される。
ここで、本発明のレンズ鏡胴組立方法は、上記押当部材で上記複数のレンズを上記内面に押し当てた状態のまま、その押当部材を上記レンズ枠に固定することが好ましい。
このような好ましい形態によれば、押当部材により、複数のレンズが内面に接した状態でそれら複数のレンズをレンズ枠に接着固定することができる。また、その押当部材により、遮光性および防塵性が確保される。
また、本発明のレンズ鏡胴組立方法は、「上記押当部材により上記内面に押し当てられた状態の上記複数のレンズを、上記レンズ枠に接着固定し、上記押当部材を上記溝内から取り外す」ことも好ましい形態である。
このような好ましい形態によれば、押当部材を用いて、複数のレンズが内面に接した状態でそれら複数のレンズをレンズ枠に接着固定することができる。また、その押当部材を治具として使い回すことができる。
また、本発明のレンズ鏡胴組立方法のうちの上記押当部材を上記溝内から取り外す工程を有するレンズ鏡胴組立方法は、さらに、上記溝を覆い部材で覆うことが好ましい。
このような好ましい形態によれば、遮光性および防塵性が確保される。
本発明によれば、組み立て時に削れカスが発生することが回避され、組み立てられたレンズ鏡胴において、削れカスに起因して光学性能が悪化することが防止されたレンズ鏡胴およびレンズ鏡胴組立方法が提供される。
以下、図面を参照して本発明の実施の形態を説明する。
図1は、本発明のレンズ鏡胴の第1実施形態であるレンズ鏡胴100を被写体側斜め上から見て示した斜視図である。また、図2は、図1に示すレンズ鏡胴100の光軸方向と平行な縦断面図であり、図3は、図1に示すレンズ鏡胴100の光軸方向と直角な縦断面図である。
図1~図3に示すように、第1実施形態のレンズ鏡胴100は、4つのレンズ111,112,113,114と、3つの間隔環121,122,123と、レンズ枠130と、押当部材140と、押さえ環150とを備えている。
4つのレンズ111,112,113,114は、それぞれガラス製のレンズであって、結像側から第1レンズ111、第2レンズ112、第3レンズ113、第4レンズ114の順に、光軸が重なるよう配置されている。各レンズ111,112,113,114は円盤形であり、外径(側面)は研磨されておらず、#1000以下のスリ面とされている。側面がスリ面であることによってゴーストなどの悪影響が抑えられる。側面のスリ面は、加工の容易さから#300以下であることが好ましい。これら4つのレンズ111,112,113,114が、本発明にいう複数のレンズの一例に相当するものである。
3つの間隔環121,122,123は、4つのレンズ111,112,113,114における隣接するレンズ間に配置されている。すなわち、第1レンズ111と第2レンズ112との間に第1間隔環121が配置され、第2レンズ112と第3レンズ113との間に第2間隔環122が配置され、第3レンズ113と第4レンズ114との間に第3間隔環123が配置されている。これら3つの間隔環121,122,123のそれぞれが、本発明にいう間隔環の一例に相当するものである。
レンズ枠130は、4つのレンズ111,112,113,114の硬度よりも高い硬度を有する多孔質のセラミック製部材である。レンズ枠130は、光軸方向である矢印A方向両端に開口し、4つのレンズ111,112,113,114および3つの間隔環121,122,123を収容する中空が形成され、内面131と、外面132とを有する。また、レンズ枠130には、内面131と外面132とに貫通して光軸方向である矢印A方向に延びた溝134が形成されている。さらに、レンズ枠130は、内面131の溝134に連続した位置に形成され光軸方向に延びた凹部136,137を有している。凹部136,137は、光軸回りの周回方向Bについて溝134を挟んで両側に形成されている。凹部136,137は、周回方向Bに溝134と合わせて半周以上を占めている。内面131のうち、溝134の反対側にて凹部136,137に挟まれた部分は、4つのレンズ111,112,113,114と接し、レンズ枠130内におけるレンズ111,112,113,114を支持して位置決めする支持部1311となっている。支持部1311は、内面131のうち、周回方向Bについて半周未満を占めている。また、支持部1311は、図2に示すように、被写体側から結像側に向かって小径となる4つのレンズ111,112,113,114の外径に合わせた形状に形成されている。ただし、支持部1311は、一部に凹部が設けられた形状とすることも可能である。また、レンズ枠130は、4つのレンズ111,112,113,114のうちの最結像側に配備される第1レンズ111の結像側の面の周縁部分1111を押さえる結像側レンズ押さえ部133を有する。ここで、レンズ枠130が、本発明にいうレンズ枠の一例に相当するものである。尚、すでに説明した間隔環121,122,123には、レンズ枠130と同様にセラミック製の部材が採用可能であり、また、樹脂やガラスも採用可能である。
押当部材140は、例えばレンズ枠130と同じ材質であるセラミック製部材である。また、この押当部材140は、レンズ枠130に形成された溝134内に入り込んで、レンズ枠130内に収容された4つのレンズ111,112,113,114および3つの間隔環121,122,123を、レンズ枠130の内面131の支持部1311に押し当てた状態で、セラミック接着剤によってレンズ枠130に接着固定されている。この押当部材140が、本発明にいう押当部材の一例に相当するものである。
押さえ環150は、例えばレンズ枠130と同じ材質であるセラミック製部材であり、概略筒状であり、一方の開口端は筒の中央に向かって張り出した形状を有している。また、この押さえ環150は、レンズ枠130に支持されている。より詳細には、押さえ環150はレンズ枠130の被写体側の端に被さり、レンズ枠130に固定されている。尚、押さえ環150のレンズ枠130への固定は、接着固定であってもよく、あるいは、押さえ環150の内周およびレンズ枠130の外面132にねじ山を設けてなるねじ止め固定であってもよい。また、この押さえ環150は、レンズ枠130内に収容された4つのレンズ111,112,113,114のうちの最被写体側に配備される第4レンズ114の被写体側の面の周縁部分1141を押さえている。つまり、4つのレンズ111,112,113,114および3つの間隔環121,122,123は、レンズ枠130の結像側レンズ押さえ部133と押さえ環150との間に挟み付けられている。
このように構成されたレンズ鏡胴100では、レンズ枠130内に収容された4つのレンズ111,112,113,114の、光軸方向である矢印A方向の位置が、結像側レンズ押さえ部133、3つの間隔環121,122,123、および押さえ環150によって決められた上で、押当部材140がレンズ枠130に接着固定されている。
ここで、レンズ111,112,113,114、レンズ枠130、および、押さえ環150の硬度についてより詳細に説明する。レンズ111,112,113,114はガラス製であり、硬度はHV300以上800以下である。また、レンズ枠130および押さえ環150はセラミック製であり、硬度はHV2600以下である。レンズ枠130および押さえ環150の硬度は耐衝撃性の観点からHV500以上2600以下であることが好ましい。尚、ここでは、ビッカース硬度(HV)の数値によって硬度を表しているが、この数値は、ヌープ硬さ(Hk)であってもほぼ同等である。
このように構成されたレンズ鏡胴100において、4つのレンズ111,112,113,114それぞれの外径と、レンズ枠130の内面131の支持部1311との間は、レンズの軸ズレなどによる光学性能の低下を起さないよう、レンズ鏡胴100の組立完了状態で、20μm以下のクリアランス、好ましくは10μm以下のクリアランスとなるように公差管理されている。
第1実施形態のレンズ鏡胴100は、光軸方向である矢印A方向両端に開口し、4つのレンズ111,112,113,114および3つの間隔環121,122,123を収容する中空が形成されたレンズ枠130が、内面131と外面132とに貫通して光軸方向である矢印A方向に延びた溝134が形成されたものであり、その溝134内に、レンズ枠130内に収容された4つのレンズ111,112,113,114および3つの間隔環121,122,123を内面131に押し当てる押当部材140が入り込んでいる。従って、第1実施形態のレンズ鏡胴100によれば、このレンズ鏡胴100の組み立て時において、4つのレンズ111,112,113,114および3つの間隔環121,122,123をその溝134寄りに偏芯させながらレンズ枠130内に収容させることができ、その溝134を利用して、4つのレンズ111,112,113,114および3つの間隔環121,122,123が内面131の支持部1311に接した状態でそれら4つのレンズ111,112,113,114および3つの間隔環121,122,123をレンズ枠130に固定することができる。すなわち、押当部材140により、4つのレンズ111,112,113,114および3つの間隔環121,122,123が内面131に接した状態でそれら4つのレンズ111,112,113,114および3つの間隔環121,122,123をレンズ枠130に接着固定することができる。よって、第1実施形態のレンズ鏡胴100によれば、レンズ枠130内に4つのレンズ111,112,113,114および3つの間隔環121,122,123を収容させるときに、両者が擦れて削れカスが発生することが回避される。このため、削れカスに起因して光学性能が悪化することが防止される。さらに、第1実施形態のレンズ鏡胴100によれば、押当部材140によって、遮光性および防塵性が確保される。尚、レンズ鏡胴100の組立方法については後述する。
以上で、本発明のレンズ鏡胴の第1実施形態の説明を終了し、本発明のレンズ鏡胴の第2実施形態について説明する。
尚、以下説明する第2実施形態は、上述した第1実施形態における押当部材140を、この押当部材140とは異なる覆い部材240に置き換えたものである。
以下、第1実施形態における要素と同じ要素については同じ符号を付して説明を省略し、第1実施形態との相違点についてのみ説明する。
図4は、本発明のレンズ鏡胴の第2実施形態であるレンズ鏡胴200を被写体側斜め上から見て示した斜視図である。
図4に示すように、第2実施形態のレンズ鏡胴200は、4つのレンズ111,112,113,114と、3つの間隔環121,122,123と、レンズ枠130と、覆い部材240と、押さえ環150とを備えている。
覆い部材240は、レンズ枠130に形成された溝134を覆うものである。この覆い部材240が、本発明にいう覆い部材の一例に相当するものである。
また、レンズ鏡胴200では、レンズ枠130内に収容された4つのレンズ111,112,113,114および3つの間隔環121,122,123が、レンズ枠130の内面131に接した状態で、溝134内に塗布された接着剤400によってレンズ枠130に接着固定されている。
第2実施形態のレンズ鏡胴200によれば、第1実施形態のレンズ鏡胴100と同様に、このレンズ鏡胴200の組み立て時において、4つのレンズ111,112,113,114および3つの間隔環121,122,123を溝134寄りに偏芯させながらレンズ枠130内に収容させることができる。また、その溝134を利用して、4つのレンズ111,112,113,114および3つの間隔環121,122,123が内面131の支持部1311(図3参照)に接した状態でそれら4つのレンズ111,112,113,114および3つの間隔環121,122,123をレンズ枠130に接着固定することができる。これは、このレンズ鏡胴200の組み立て時において、例えば、第1実施形態のレンズ鏡胴100に用いられた押当部材140を用いて、4つのレンズ111,112,113,114および3つの間隔環121,122,123を内面131の支持部1311(図3参照)に押し当て、押し当てられた状態の4つのレンズ111,112,113,114および3つの間隔環121,122,123を、溝134内に塗布された接着剤400によってレンズ枠130に接着固定し、押当部材140を溝134内から取り外すことによって実現される。尚、このようにして用いる押当部材140は治具として使い回すことができる。従って、第2実施形態のレンズ鏡胴200によれば、レンズ枠130内に4つのレンズ111,112,113,114および3つの間隔環121,122,123を収容させるときに、両者が擦れて削れカスが発生することが回避される。このため、削れカスに起因して光学性能が悪化することが防止される。さらに、第2実施形態のレンズ鏡胴200によれば、覆い部材240によって、遮光性および防塵性が確保される。尚、レンズ鏡胴200の組立方法については後述する。
以上で、本発明のレンズ鏡胴の第2実施形態の説明を終了し、本発明のレンズ鏡胴の第3実施形態について説明する。
尚、以下説明する第3実施形態は、レンズ枠が上述した第2実施形態とは異なる。
以下、第2実施形態における要素と同じ要素については同じ符号を付して説明を省略し、第2実施形態との相違点についてのみ説明する。
図5は、本発明のレンズ鏡胴の第3実施形態であるレンズ鏡胴300を被写体側斜め上から見て示した斜視図である。
図5に示すように、第3実施形態のレンズ鏡胴300は、4つのレンズ111,112,113,114と、3つの間隔環121,122,123と、レンズ枠330と、覆い部材240と、押さえ環150とを備えている。
レンズ枠330には、溝134に加え、内面131と外面132とに貫通して光軸方向である矢印A方向に延びた溝336が形成されている。このレンズ枠330が、本発明にいうレンズ枠の一例に相当するものである。
また、レンズ鏡胴300では、第2実施形態における溝134内に塗布された接着剤400に換えて、レンズ枠130内に収容された4つのレンズ111,112,113,114および3つの間隔環121,122,123が、レンズ枠130の内面131の支持部1311(図3参照)に接した状態で、溝336内に塗布された接着剤400によってレンズ枠130に接着固定されている。
このように構成されたレンズ鏡胴300では、レンズ枠330内に収容された4つのレンズ111,112,113,114の、光軸方向である矢印A方向の位置が、結像側レンズ押さえ部133(図示省略)、3つの間隔環121,122,123、および押さえ環150によって決められた上で、4つのレンズ111,112,113,114および3つの間隔環121,122,123がレンズ枠330に接着固定されている。
また、このように構成されたレンズ鏡胴300において、4つのレンズ111,112,113,114それぞれの外径とレンズ枠330の内面131との間は、レンズの軸ズレなどによる光学性能の低下を起さないよう、レンズ鏡胴300の組立完了状態で、20μm以下のクリアランス、好ましくは10μm以下のクリアランスとなるように公差管理されている。
第3実施形態のレンズ鏡胴300によれば、第2実施形態のレンズ鏡胴200と同様に、このレンズ鏡胴300の組み立て時において、4つのレンズ111,112,113,114および3つの間隔環121,122,123を溝134寄りに偏芯させながらレンズ枠330内に収容させることができる。また、その溝134を利用して、4つのレンズ111,112,113,114および3つの間隔環121,122,123が内面131の支持部1311(図3参照)に接した状態でそれら4つのレンズ111,112,113,114および3つの間隔環121,122,123をレンズ枠330に接着固定することができる。これは、このレンズ鏡胴200の組み立て時において、例えば、第1実施形態のレンズ鏡胴100に用いられた押当部材140を用いて、4つのレンズ111,112,113,114および3つの間隔環121,122,123を内面131の支持部1311(図3参照)に押し当て、押し当てられた状態の4つのレンズ111,112,113,114および3つの間隔環121,122,123を、第2実施形態における溝134内に塗布された接着剤400に換えて、溝336内に塗布された接着剤400によってレンズ枠330に接着固定し、押当部材140を溝134内から取り外すことによって実現される。尚、このようにして用いる押当部材140は治具として使い回すことができる。従って、第3実施形態のレンズ鏡胴300によれば、レンズ枠330内に4つのレンズ111,112,113,114および3つの間隔環121,122,123を収容させるときに、両者が擦れて削れカスが発生することが回避される。このため、削れカスに起因して光学性能が悪化することが防止される。さらに、第3実施形態のレンズ鏡胴300によれば、覆い部材240によって、遮光性および防塵性が確保される。尚、レンズ鏡胴300の組立方法については後述する。
以上で、本発明のレンズ鏡胴の第3実施形態の説明を終了し、本発明のレンズ鏡胴組立方法の第1実施形態について説明する。
以下説明する第1実施形態は、図1~図3を参照して説明したレンズ鏡胴100の組立方法である。
以下、そのレンズ鏡胴100の構成要素それぞれについては同じ符号を付して説明を省略し、レンズ鏡胴100(図1~図3参照)の組立方法についてのみ説明する。
図6は、レンズ枠130内に、4つのレンズ111,112,113,114および3つの間隔環121,122,123を収容させる工程を示す説明図である。
まず、レンズ枠130内に、4つのレンズ111,112,113,114および3つの間隔環121,122,123を溝134寄りに偏芯させながら収容させる。内面131の溝134に連続した位置には凹部136,137が形成されており、凹部136,137は、周回方向Bに溝134と合わせて半周以上を占めている。このため、レンズ111,112,113,114および3つの間隔環121,122,123を、凹部136,137に入り込ませて溝134寄りに偏芯させ、支持部1311から離れた状態で移動させることが可能である。
次に、レンズ枠130内に収容させた4つのレンズ111,112,113,114および3つの間隔環121,122,123を、溝134内に入り込む押当部材140(図3参照)で、レンズ枠130の内面131の支持部1311に押し当てる。これによって、4つのレンズ111,112,113,114が位置決めされる。
次に、押当部材140で4つのレンズ111,112,113,114および3つの間隔環121,122,123をレンズ枠130の内面131の支持部1311に押し当てた状態のまま、セラミック接着剤によって押当部材140をレンズ枠130に接着固定する。
最後に、押さえ環150をレンズ枠130に取り付け、4つのレンズ111,112,113,114のうちの最被写体側に配備される第4レンズ114の被写体側の面の周縁部分1141を押さえる。これによって、4つのレンズ111,112,113,114および3つの間隔環121,122,123が、レンズ枠130の結像側レンズ押さえ部133と押さえ環150との間に挟み付けられ、レンズ枠130内で固定される。
第1実施形態のレンズ鏡胴組立方法は、4つのレンズ111,112,113,114および3つの間隔環121,122,123を溝134寄りに偏芯させながらレンズ枠130内に収容させる組立方法である。従って、第1実施形態のレンズ鏡胴組立方法によれば、レンズ枠130内に4つのレンズ111,112,113,114および3つの間隔環121,122,123を収容させるときに、両者が擦れて削れカスが発生することが回避される。このため、組み立てられたレンズ鏡胴100において、削れカスに起因して光学性能が悪化することが防止される。
また、第1実施形態のレンズ鏡胴組立方法によれば、押当部材140により、4つのレンズ111,112,113,114および3つの間隔環121,122,123がレンズ枠130の内面131の支持部1311に接した状態で、4つのレンズ111,112,113,114および3つの間隔環121,122,123をレンズ枠130に接着固定することができる。また、その押当部材140により、遮光性および防塵性が確保される。
以上で、本発明のレンズ鏡胴組立方法の第1実施形態の説明を終了し、本発明のレンズ鏡胴組立方法の第2実施形態について説明する。
以下説明する第2実施形態は、図4を参照して説明したレンズ鏡胴200の組立方法である。
以下、そのレンズ鏡胴200の構成要素それぞれについては同じ符号を付して説明を省略し、レンズ鏡胴200(図4参照)の組立方法についてのみ説明する。
尚、この組立方法で用いる押当部材440は、上述した第1実施形態のレンズ鏡胴組立方法で用いる押当部材140よりも幅細のものである。
図7は、押当部材440によりレンズ枠130の内面に押し当てられた状態の4つのレンズ111,112,113,114および3つの間隔環121,122,123をレンズ枠130に接着固定する工程を示す説明図である。また、図8は、図7に示す押当部材440を溝134内から取り外した後の状態を示す斜視図である。
まず、レンズ枠130内に、4つのレンズ111,112,113,114および3つの間隔環121,122,123を溝134寄りに偏芯させながら収容させる。
次に、レンズ枠130内に収容させた4つのレンズ111,112,113,114および3つの間隔環121,122,123を、溝134内に入り込む押当部材440で、レンズ枠130の内面131の支持部1311に押し当てる。
次に、押当部材440によりレンズ枠130の内面131の支持部1311に押し当てられた状態の4つのレンズ111,112,113,114および3つの間隔環121,122,123を、溝134内に接着剤400を塗布することによってレンズ枠130に接着固定する。
次に、押当部材440を溝134内から取り外す。
次に、溝134を覆い部材240で覆う。
最後に、押さえ環150をレンズ枠130に取り付け、4つのレンズ111,112,113,114のうちの最被写体側に配備される第4レンズ114の被写体側の面の周縁部分1141を押さえる。これによって、4つのレンズ111,112,113,114および3つの間隔環121,122,123が、レンズ枠130の結像側レンズ押さえ部133と押さえ環150との間に挟み付けられ、レンズ枠130内で固定される。
第2実施形態のレンズ鏡胴組立方法は、第1実施形態のレンズ鏡胴組立方法と同様に、4つのレンズ111,112,113,114および3つの間隔環121,122,123を溝134寄りに偏芯させながらレンズ枠130内に収容させる組立方法である。従って、第2実施形態のレンズ鏡胴組立方法によっても、レンズ枠130内に4つのレンズ111,112,113,114および3つの間隔環121,122,123を収容させるときに、両者が擦れて削れカスが発生することが回避される。このため、組み立てられたレンズ鏡胴200において、削れカスに起因して光学性能が悪化することが防止される。
また、第2実施形態のレンズ鏡胴組立方法は、押当部材440を溝134内から取り外す組立方法であるため、押当部材440は治具として使い回すことができる。
また、第2実施形態のレンズ鏡胴組立方法によれば、覆い部材240により、遮光性および防塵性が確保される。
以上で、本発明のレンズ鏡胴組立方法の第2実施形態の説明を終了し、本発明のレンズ鏡胴組立方法の第3実施形態について説明する。
以下説明する第3実施形態は、図5を参照して説明したレンズ鏡胴300の組立方法である。
以下、そのレンズ鏡胴300の構成要素それぞれについては同じ符号を付して説明を省略し、レンズ鏡胴300(図5参照)の組立方法についてのみ説明する。
尚、この組立方法で用いる押当部材440は、上述した第1実施形態のレンズ鏡胴組立方法で用いる押当部材140よりも幅細のものである。
図9は、レンズ枠330内に収容させた4つのレンズ111,112,113,114および3つの間隔環121,122,123を、溝134内に入り込む押当部材440で、レンズ枠330の内面に押し当てる工程を示す説明図である。また、図10は、押当部材440によりレンズ枠330の内面に押し当てられた状態の4つのレンズ111,112,113,114および3つの間隔環121,122,123をレンズ枠130に接着固定する工程を示す説明図である。
まず、レンズ枠330内に、4つのレンズ111,112,113,114および3つの間隔環121,122,123を溝134寄りに偏芯させながら収容させる。
次に、レンズ枠330内に収容させた4つのレンズ111,112,113,114および3つの間隔環121,122,123を、溝134内に入り込む押当部材440で、レンズ枠330の内面131の支持部1311に押し当てる。
次に、押当部材440によりレンズ枠330の内面131の支持部1311に押し当てられた状態の4つのレンズ111,112,113,114および3つの間隔環121,122,123を、第2実施形態における溝134内に塗布された接着剤400に換えて、溝336内に接着剤400を塗布することによってレンズ枠130に接着固定する。
次に、押当部材440を溝134内から取り外す。
次に、溝134を覆い部材240で覆う。
最後に、押さえ環150をレンズ枠330に取り付け、4つのレンズ111,112,113,114のうちの最被写体側に配備される第4レンズ114の被写体側の面の周縁部分1141を押さえる。これによって、4つのレンズ111,112,113,114および3つの間隔環121,122,123が、レンズ枠330の結像側レンズ押さえ部133と押さえ環150との間に挟み付けられ、レンズ枠330内で固定される。尚、このレンズ鏡胴組立において、溝336も覆い部材340で覆うことが好ましい。図11は、溝336が覆い部材340で覆われた状態を示す斜視図である。
第3実施形態のレンズ鏡胴組立方法は、第1実施形態のレンズ鏡胴組立方法や第2実施形態のレンズ鏡胴組立方法と同様に、4つのレンズ111,112,113,114および3つの間隔環121,122,123を溝134寄りに偏芯させながらレンズ枠330内に収容させる組立方法である。従って、第3実施形態のレンズ鏡胴組立方法によっても、レンズ枠330内に4つのレンズ111,112,113,114および3つの間隔環121,122,123を収容させるときに、両者が擦れて削れカスが発生することが回避される。このため、組み立てられたレンズ鏡胴300において、削れカスに起因して光学性能が悪化することが防止される。
また、第3実施形態のレンズ鏡胴組立方法は、第2実施形態のレンズ鏡胴組立方法と同様に、押当部材440を溝134内から取り外す組立方法であるため、押当部材440は治具として使い回すことができる。
また、第3実施形態のレンズ鏡胴組立方法によれば、第2実施形態のレンズ鏡胴組立方法と同様に、覆い部材240により、遮光性および防塵性が確保される。
以上で、本発明のレンズ鏡胴組立方法の第3実施形態の説明を終了する。
尚、上述した実施形態では、本発明にいう複数のレンズが、4つのレンズである例を挙げて説明したが、本発明にいう複数のレンズは、これに限られるものではない。
また、上述した実施形態では、本発明にいう押当部材が、レンズ枠と同じ材質であるセラミック製部材である例を挙げて説明したが、本発明にいう押当部材は、これに限られるものではなく、例えば、金属製部材や樹脂製部材などであってもよい。
また、上述した実施形態では、光軸方向両端の一方を被写体側、他方を結像側として説明したが、本発明のレンズ鏡胴は、結像側および被写体側について実施形態とは向きが逆の構造であってもよい。
100,200,300 レンズ鏡胴
111 第1レンズ
1111 周縁部分
112 第2レンズ
113 第3レンズ
114 第4レンズ
1141 周縁部分
121 第1間隔環
122 第2間隔環
123 第3間隔環
130,330 レンズ枠
131 内面
1311 支持部
132 外面
133 結像側レンズ押さえ部
134,336 溝
136,137 凹部
140,440 押当部材
240 覆い部材
150 押さえ環
400 接着剤
111 第1レンズ
1111 周縁部分
112 第2レンズ
113 第3レンズ
114 第4レンズ
1141 周縁部分
121 第1間隔環
122 第2間隔環
123 第3間隔環
130,330 レンズ枠
131 内面
1311 支持部
132 外面
133 結像側レンズ押さえ部
134,336 溝
136,137 凹部
140,440 押当部材
240 覆い部材
150 押さえ環
400 接着剤
Claims (9)
- 複数のレンズと、
光軸方向両端に開口し、前記複数のレンズを収容する中空が形成され、内面と、外面とを有し、さらに前記内面と前記外面とに貫通して光軸方向に延びた溝が形成されたレンズ枠とを備え、
前記レンズ枠がさらに、前記内面の、前記溝に連続した位置に形成された、光軸回りの周回方向に該溝と合わせて半周以上を占めるとともに該光軸方向に延びた、前記中空に収容された前記複数のレンズとの間に隙間を有する凹部を備えたことを特徴とするレンズ鏡胴。 - 前記レンズ枠が、セラミック製であることを特徴とする請求項1記載のレンズ鏡胴。
- 前記溝を覆う覆い部材をさらに備えたことを特徴とする請求項1または2記載のレンズ鏡胴。
- 前記溝内に入り込んで前記レンズ枠内に収容された前記複数のレンズを前記内面に押し当てる押当部材をさらに備えたことを特徴とする請求項1または2記載のレンズ鏡胴。
- 前記複数のレンズにおける隣接するレンズ間に配置されて該複数のレンズとともに前記レンズ枠に接着固定された間隔環をさらに備えたことを特徴とする請求項1から4のうちのいずれか1項記載のレンズ鏡胴。
- 光軸方向両端に開口し、複数のレンズを収容する中空が形成され、内面と、外面とを有し、さらに前記内面と前記外面とに貫通して光軸方向に延びた溝が形成されたレンズ枠であって、該内面の、前記溝に連続した位置に形成された、光軸回りの周回方向に該溝と合わせて半周以上を占めるとともに該光軸方向に延びた、前記中空に収容された前記複数のレンズとの間に隙間を有する凹部を有するレンズ枠の中に、該複数のレンズを前記溝寄りに偏芯させながら収容させ、
前記レンズ枠内に収容させた前記複数のレンズを、前記溝内に入り込む押当部材で前記内面に押し当てることを特徴とするレンズ鏡胴組立方法。 - 前記押当部材で前記複数のレンズを前記内面に押し当てた状態のまま、該押当部材を前記レンズ枠に固定することを特徴とする請求項6記載のレンズ鏡胴組立方法。
- 前記押当部材により前記内面に押し当てられた状態の前記複数のレンズを、前記レンズ枠に接着固定し、
前記押当部材を前記溝内から取り外すことを特徴とする請求項6記載のレンズ鏡胴組立方法。 - さらに、前記溝を覆い部材で覆うことを特徴とする請求項8記載のレンズ鏡胴組立方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010136440A JP2012002945A (ja) | 2010-06-15 | 2010-06-15 | レンズ鏡胴およびレンズ鏡胴組立方法 |
| JP2010-136440 | 2010-06-15 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2011158741A1 true WO2011158741A1 (ja) | 2011-12-22 |
Family
ID=45348141
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2011/063334 WO2011158741A1 (ja) | 2010-06-15 | 2011-06-10 | レンズ鏡胴およびレンズ鏡胴組立方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2012002945A (ja) |
| WO (1) | WO2011158741A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114125203A (zh) * | 2020-08-28 | 2022-03-01 | 宁波舜宇光电信息有限公司 | 光学镜头及其制备方法、摄像模组和电子设备 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018020870A1 (ja) * | 2016-07-25 | 2018-02-01 | 富士フイルム株式会社 | レンズユニット及びレンズユニットの製造方法並びに撮像装置 |
| CN106154481A (zh) * | 2016-08-26 | 2016-11-23 | 福建福光股份有限公司 | 一种模具镜头及其装配工艺 |
| JP7037113B2 (ja) * | 2018-02-26 | 2022-03-16 | コニカミノルタ株式会社 | 光学ユニット及び光学ユニットの製造方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62125306A (ja) * | 1985-11-27 | 1987-06-06 | Matsushita Electric Ind Co Ltd | レンズ組立体 |
| JP2004145057A (ja) * | 2002-10-25 | 2004-05-20 | Seiko Epson Corp | 投写用レンズ、投写用レンズの製造方法およびこれを装備したプロジェクタ |
| JP2006292927A (ja) * | 2005-04-08 | 2006-10-26 | Matsushita Electric Ind Co Ltd | レンズユニットとその製造方法 |
-
2010
- 2010-06-15 JP JP2010136440A patent/JP2012002945A/ja not_active Withdrawn
-
2011
- 2011-06-10 WO PCT/JP2011/063334 patent/WO2011158741A1/ja active Application Filing
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62125306A (ja) * | 1985-11-27 | 1987-06-06 | Matsushita Electric Ind Co Ltd | レンズ組立体 |
| JP2004145057A (ja) * | 2002-10-25 | 2004-05-20 | Seiko Epson Corp | 投写用レンズ、投写用レンズの製造方法およびこれを装備したプロジェクタ |
| JP2006292927A (ja) * | 2005-04-08 | 2006-10-26 | Matsushita Electric Ind Co Ltd | レンズユニットとその製造方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114125203A (zh) * | 2020-08-28 | 2022-03-01 | 宁波舜宇光电信息有限公司 | 光学镜头及其制备方法、摄像模组和电子设备 |
| CN114125203B (zh) * | 2020-08-28 | 2024-03-08 | 宁波舜宇光电信息有限公司 | 光学镜头及其制备方法、摄像模组和电子设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2012002945A (ja) | 2012-01-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7088530B1 (en) | Passively aligned optical elements | |
| WO2013125247A1 (ja) | レンズユニット | |
| US9857553B2 (en) | Lens unit and imaging device | |
| JP7172553B2 (ja) | レンズモジュール及び車両用撮像装置 | |
| WO2011158741A1 (ja) | レンズ鏡胴およびレンズ鏡胴組立方法 | |
| JP2009048024A (ja) | レンズユニット、撮像モジュール、及び光学機器 | |
| JP2012083439A (ja) | 光学装置、撮像装置、及び当該光学装置に備わるレンズ同士の調芯及び固定方法 | |
| JP6332964B2 (ja) | レンズユニット及び撮像装置 | |
| JP2009139705A (ja) | レンズユニットおよびカメラモジュール | |
| JP5467205B2 (ja) | 光学系レンズ | |
| US7417805B2 (en) | Camera device | |
| WO2011158745A1 (ja) | レンズ鏡胴およびレンズ鏡胴組立方法 | |
| JP2012088585A (ja) | 光学系レンズユニット | |
| JP2006227324A (ja) | 固体撮像装置 | |
| JP2006235539A (ja) | 固体撮像装置及び電子機器 | |
| JP6967424B2 (ja) | 撮像装置 | |
| WO2011158740A1 (ja) | レンズ鏡胴およびレンズ鏡胴組立方法 | |
| JP2009169382A (ja) | レンズ支持体、レンズ駆動装置、カメラ及びカメラ付き携帯電話 | |
| TWI460487B (zh) | 互卡承靠式光學鏡片組 | |
| WO2011158744A1 (ja) | レンズ鏡胴およびレンズ鏡胴組立方法 | |
| JP5317890B2 (ja) | レンズ鏡筒 | |
| US20240329354A1 (en) | Lens unit | |
| TW201307978A (zh) | 攝像裝置及攝像裝置的製造方法 | |
| JP2009042468A (ja) | レンズ支持体、レンズ駆動装置、カメラ及びカメラ付き携帯電話 | |
| CN110320627B (zh) | 透镜单元和该透镜单元的制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 11795648 Country of ref document: EP Kind code of ref document: A1 |
|
| DPE1 | Request for preliminary examination filed after expiration of 19th month from priority date (pct application filed from 20040101) | ||
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 11795648 Country of ref document: EP Kind code of ref document: A1 |