WO2011037114A1 - 塗料カートリッジ及び静電塗装機 - Google Patents
塗料カートリッジ及び静電塗装機 Download PDFInfo
- Publication number
- WO2011037114A1 WO2011037114A1 PCT/JP2010/066336 JP2010066336W WO2011037114A1 WO 2011037114 A1 WO2011037114 A1 WO 2011037114A1 JP 2010066336 W JP2010066336 W JP 2010066336W WO 2011037114 A1 WO2011037114 A1 WO 2011037114A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- paint
- cartridge
- bag
- passage
- coating machine
- Prior art date
Links
- 238000000576 coating method Methods 0.000 title claims abstract description 166
- 239000011248 coating agent Substances 0.000 title claims abstract description 164
- 238000009503 electrostatic coating Methods 0.000 title claims description 39
- 239000012530 fluid Substances 0.000 claims abstract description 154
- 238000004140 cleaning Methods 0.000 claims abstract description 137
- 239000003973 paint Substances 0.000 claims description 582
- 239000007788 liquid Substances 0.000 claims description 93
- 238000000034 method Methods 0.000 abstract description 26
- 230000008569 process Effects 0.000 abstract description 12
- 230000008859 change Effects 0.000 abstract description 6
- 235000009854 Cucurbita moschata Nutrition 0.000 abstract 1
- 240000001980 Cucurbita pepo Species 0.000 abstract 1
- 235000009852 Cucurbita pepo Nutrition 0.000 abstract 1
- 235000020354 squash Nutrition 0.000 abstract 1
- 239000000463 material Substances 0.000 description 43
- 238000003860 storage Methods 0.000 description 22
- 238000010422 painting Methods 0.000 description 16
- 101150038956 cup-4 gene Proteins 0.000 description 15
- 230000007246 mechanism Effects 0.000 description 15
- 229920005989 resin Polymers 0.000 description 9
- 239000011347 resin Substances 0.000 description 9
- 230000008901 benefit Effects 0.000 description 8
- 238000005406 washing Methods 0.000 description 8
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 7
- 238000011144 upstream manufacturing Methods 0.000 description 5
- 239000004698 Polyethylene Substances 0.000 description 4
- 230000002093 peripheral effect Effects 0.000 description 4
- -1 polyethylene Polymers 0.000 description 4
- 229920000573 polyethylene Polymers 0.000 description 4
- 239000012528 membrane Substances 0.000 description 3
- 238000003825 pressing Methods 0.000 description 3
- 239000004677 Nylon Substances 0.000 description 2
- 238000000071 blow moulding Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000005429 filling process Methods 0.000 description 2
- 238000012423 maintenance Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 229920001778 nylon Polymers 0.000 description 2
- 238000007591 painting process Methods 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 239000007921 spray Substances 0.000 description 2
- 230000007704 transition Effects 0.000 description 2
- 239000002699 waste material Substances 0.000 description 2
- 239000011247 coating layer Substances 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000003670 easy-to-clean Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 229920002457 flexible plastic Polymers 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000010992 reflux Methods 0.000 description 1
- 230000002940 repellent Effects 0.000 description 1
- 239000005871 repellent Substances 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- 238000007740 vapor deposition Methods 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B5/00—Electrostatic spraying apparatus; Spraying apparatus with means for charging the spray electrically; Apparatus for spraying liquids or other fluent materials by other electric means
- B05B5/16—Arrangements for supplying liquids or other fluent material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B5/00—Electrostatic spraying apparatus; Spraying apparatus with means for charging the spray electrically; Apparatus for spraying liquids or other fluent materials by other electric means
- B05B5/16—Arrangements for supplying liquids or other fluent material
- B05B5/1608—Arrangements for supplying liquids or other fluent material the liquid or other fluent material being electrically conductive
- B05B5/1616—Arrangements for supplying liquids or other fluent material the liquid or other fluent material being electrically conductive and the arrangement comprising means for insulating a grounded material source from high voltage applied to the material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B12/00—Arrangements for controlling delivery; Arrangements for controlling the spray area
- B05B12/14—Arrangements for controlling delivery; Arrangements for controlling the spray area for supplying a selected one of a plurality of liquids or other fluent materials or several in selected proportions to a spray apparatus, e.g. to a single spray outlet
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B15/00—Details of spraying plant or spraying apparatus not otherwise provided for; Accessories
- B05B15/50—Arrangements for cleaning; Arrangements for preventing deposits, drying-out or blockage; Arrangements for detecting improper discharge caused by the presence of foreign matter
- B05B15/55—Arrangements for cleaning; Arrangements for preventing deposits, drying-out or blockage; Arrangements for detecting improper discharge caused by the presence of foreign matter using cleaning fluids
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B15/00—Details of spraying plant or spraying apparatus not otherwise provided for; Accessories
- B05B15/50—Arrangements for cleaning; Arrangements for preventing deposits, drying-out or blockage; Arrangements for detecting improper discharge caused by the presence of foreign matter
- B05B15/55—Arrangements for cleaning; Arrangements for preventing deposits, drying-out or blockage; Arrangements for detecting improper discharge caused by the presence of foreign matter using cleaning fluids
- B05B15/557—Arrangements for cleaning; Arrangements for preventing deposits, drying-out or blockage; Arrangements for detecting improper discharge caused by the presence of foreign matter using cleaning fluids the cleaning fluid being a mixture of gas and liquid
Definitions
- the present invention relates to a paint cartridge and an electrostatic coating machine.
- a paint cartridge type electrostatic coating machine is known as an electrostatic coating machine suitable for conductive paint such as water-based paint and metallic paint.
- the paint cartridge type electrostatic coating machine has a paint cartridge that is detachably attached to the main body of the paint machine, and an automobile body or the like is painted using a conductive paint contained in the paint cartridge.
- the paint cartridge type electrostatic coating machine has an advantage that high voltage can be blocked from leaking outside through the conductive paint.
- the paint cartridge is also called a paint cassette or a paint tank unit, but can be broadly divided into a piston type that pushes paint with a piston (Patent Documents 1 to 3), and a second that applies pressure to the paint bag. In addition, by crushing the paint bag, it can be classified into a paint bag type (Patent Documents 4 to 6) for extruding paint from the paint bag.
- the piston type paint cartridges of Patent Documents 1 to 3 have a paint storage chamber defined by the piston, and a hydraulic fluid chamber on the opposite side of the paint storage chamber across the piston.
- a working fluid typically a non-conductive liquid such as thinner
- the piston is pushed down to push the paint in the paint chamber from the paint cartridge, and this paint is supplied to the bell cup through the feed tube.
- the paint cartridges of Patent Documents 1 to 3 include a feed tube that can be inserted into the main body of the coating machine, they can also be called a paint cartridge with a feed tube.
- Patent Document 4 discloses a paint cartridge including a paint bag that forms a paint storage chamber.
- the paint cartridge of Patent Document 4 includes a feed tube that can be inserted into a main body of a coating machine. I have. Therefore, the paint cartridge disclosed in Patent Document 4 can also be called a paint cartridge with a feed tube.
- Patent document 4 is disclosing two methods as a method of crushing a paint bag. One of them is a method in which a working fluid is supplied around the paint bag, and the paint bag is crushed by applying pressure directly to the paint bag with the working fluid. The other one is a working fluid bag that is adjacent to the paint bag and forms a working fluid chamber, supplies the working fluid to the working fluid bag to expand the working fluid bag, and expands the working fluid bag. In this method, pressure is applied to the paint bag to crush the paint bag.
- Patent Document 5 discloses a paint cartridge including a paint bag and a hydraulic fluid bag, in which contact surfaces of the paint bag and the hydraulic fluid bag are connected to each other to prevent relative displacement between the paint bag and the hydraulic fluid bag. Has proposed. Patent Document 5 proposes that the gap between the paint bag and the hydraulic fluid bag is filled with a third liquid.
- Patent Document 6 proposes a paint cartridge in which an outer case of a paint cartridge provided with a paint bag is made of a transparent hard plastic nylon resin so that the inside can be observed. Patent Document 6 discloses that the paint bag is also made of a transparent resin.
- the amount of paint that can be stored in a paint cartridge that can be attached to and detached from the main body of the coating machine is limited. For this reason, for example, when the painting of one automobile body is completed, the paint cartridge is replaced for painting the next automobile body.
- Patent Document 7 discloses a technical disclosure relating to replacement of a paint cartridge of a painting robot equipped with an electrostatic coating machine. Specifically, when painting of one automobile body is completed, the used paint cartridge is removed from the paint machine body at the paint cartridge exchange station, and then a new paint cartridge is mounted on the paint machine body. That is, the paint cartridge is replaced. While the painting robot is painting the car body, the paint cartridge replacement station is used to fill the used paint cartridge with paint, and the paint cartridge filled with paint is used for reuse. Stocked.
- piston-type paint cartridges are actually undergoing color change.
- the piston-type paint cartridge is filled with the same color paint, but as described in detail in Patent Documents 1 and 2, the interior of the paint cartridge (the paint storage chamber) is washed to obtain another type. Filling with colored paint is also performed.
- the paint cartridge disclosed in Patent Document 1 the paint cartridge is first cleaned by first pushing down the piston slightly before the deepest part of the paint storage chamber to discharge the paint contained in the paint cartridge.
- the cleaning liquid is supplied to the paint storage chamber through the cleaning liquid supply port opened in the bottom wall of the paint storage chamber. That is, after flowing through the inside of the paint chamber defined by the piston positioned slightly before the deepest part, it is discharged to the outside through the feed tube.
- Patent Document 2 points out the problems of the paint cartridge of Patent Document 1 regarding the cleaning of the piston type paint cartridge.
- Patent Document 1 proposes that the piston is positioned at a position slightly before the deepest portion, and the inside of the paint chamber defined by the piston is cleaned.
- Patent Document 2 in the method of Patent Document 1, the flow of the cleaning liquid supplied to the paint storage chamber through the cleaning liquid supply port at the bottom of the paint cartridge becomes turbulent, and the interior of the paint storage chamber is evenly distributed. It points out that it cannot be washed.
- Patent Document 2 it is pointed out that it is difficult to wash off the paint entering the gap between the side surface of the piston and the side wall of the paint storage chamber, and it takes time to wash it off.
- patent document 2 has proposed forming the groove
- the paint cartridge type electrostatic coating machine has been put into practical use for painting automobile bodies.
- a painting robot having an electrostatic coating machine attached to an arm is used for painting an automobile body.
- the piston type paint cartridge as described above, the color of the paint cartridge that is filled with another color paint is changed by washing the inside of the paint cartridge (paint containing chamber).
- paint cartridges can be broadly classified into piston type and bag type.
- the piston type has a complicated mechanism compared to the bag type. Maintenance around is essential. For this reason, the piston type paint cartridge has not only a high manufacturing cost compared to the bag type, but also has a drawback that a large amount of cost and labor are required for maintenance.
- bag-type paint cartridges are reused only for paint of the same color. That is, in the paint cartridge provided with the paint bag, if the paint of the paint cartridge removed from the main body of the paint machine is an A color paint, the A color paint is filled in the paint cartridge.
- the inventors of the present application propose the present invention by paying attention to the advantages that the bag type paint cartridge is lower in manufacturing cost and relatively easy to maintain than the piston type cartridge.
- An object of the present invention relates to a paint cartridge provided with a paint bag.
- the paint cartridge can clean the inside of the paint bag for color change and can reduce the amount of paint discarded during the cleaning. Is to provide.
- a further object of the present invention is to reduce the amount of paint to be discarded when washing the inside of the paint bag when changing the color of the electrostatic paint machine and the paint cartridge, and to simplify the washing of the paint machine body. It is to provide an electrostatic coating machine capable of performing the above.
- a paint cartridge that is detachable from a coating machine body of an electrostatic coating machine has a paint bag that is housed in a sealed space of the paint cartridge and can be filled with paint, and a working fluid is supplied to the paint cartridge.
- the paint cartridge that applies pressure to the paint bag by supplying and crushes the paint bag to push the paint from the paint bag and supply the paint to the main body of the paint machine
- the paint bag has an upper end opening and a lower end opening;
- the paint cartridge is (i) a paint passage in the cartridge communicating with the lower end opening of the paint bag; (ii) an in-cartridge cleaning liquid supply passage communicating with the upper end opening of the paint bag; (iii) a first on-off valve interposed in the paint passage in the cartridge; (iv) It is achieved by providing a paint cartridge comprising a second on-off valve interposed in the cartridge cleaning liquid passage.
- the cleaning liquid is supplied into the paint bag from the upper end opening of the paint bag through the cleaning liquid supply passage in the cartridge, so that the cleaning liquid flows down along the inner surface of the paint bag. Can be washed. Further, this cleaning liquid can be discharged from the lower end opening of the paint bag.
- the first on-off valve is closed, and after the inner surface of the paint bag has been cleaned, the first on-off valve is opened and the paint bag passes through the paint passage in the cartridge and is opened from the lower end of the paint bag. It is good to discharge.
- the above technical problem is, according to the second aspect of the present invention, In the electrostatic coating machine equipped with a paint cartridge that can be attached to and detached from the main body of the electrostatic coating machine,
- the paint cartridge is (i) a paint bag which is accommodated in the sealed space of the paint cartridge and can be filled with paint, and a paint bag having an upper end opening and a lower end opening; (ii) a paint passage in the cartridge communicating with the lower end opening of the paint bag; (iii) an in-cartridge cleaning liquid supply passage communicating with the upper end opening of the paint bag; (iv) a sleeve that constitutes a lower end portion of the paint passage in the cartridge and that can be displaced vertically; (v) a first spring that biases the sleeve downward; (vi) a first on-off valve provided on the sleeve and opening / closing the paint passage in the cartridge; (vii) a second on-off valve interposed in the cleaning liquid passage in the cartridge; (vi) a first
- this electrostatic coating machine it is easy to clean the inner surface of the paint bag by supplying the cleaning liquid into the paint bag from the upper end opening of the paint bag through the cleaning liquid supply passage in the cartridge. Moreover, the inside of the paint bag can be purified by discharging the cleaning liquid from the lower end opening.
- a structure is adopted in which the lower end surface of the sleeve on the paint cartridge side is pressed against the seal ring of the paint machine body by a spring force. For this reason, it is possible to prevent the paint cartridge from being attached to the coating machine main body from being contaminated by the paint coming out of the paint cartridge. Therefore, cleaning of the main body of the coating machine can be simplified.
- the coating machine main body has a coating machine main body cleaning liquid passage for supplying a cleaning liquid supplied from the outside to the coating machine main body paint passage, and a downstream end of the coating machine main body cleaning liquid passage is at the downstream end. It is connected to the upper end of the passage inside the sprayer main body.
- this cleaning liquid flows into the upper end portion (upstream part) of the coating passage in the main body of the coating machine, and is a connecting portion between the coating material cartridge and the coating machine main body. Enter and clean the connection. Since the sleeve is pressed against the seal ring at the connecting portion between the coating material cartridge and the coating machine main body, the tip of the sleeve of the coating material cartridge is purified by the cleaning liquid.
- FIG. 3 is a cross-sectional view of the bag body taken along line III-III in FIG. 2.
- FIG. 4 is a cross-sectional view of the upper end opening along line IV-IV in FIG. 2.
- FIG. 5 is a figure which shows the state which forcedly opened the one-way valve provided in the lower end of the coating material path of a coating material cartridge with the actuator with a push rod by the side of a coating machine main body. It is a detailed view of an actuator with a push rod for forcibly opening a one-way valve provided at the lower end of a hydraulic fluid supply passage that leads to a sealed space of a paint cartridge.
- FIG. 8 is an enlarged view of a main part extracted from the main part of FIG. 7, for explaining that the one-way valve of the hydraulic fluid supply passage of the paint cartridge can be forcibly opened by a push rod.
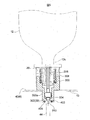
- FIG. 1 is a diagram for explaining an outline of an electrostatic coating machine mounted on a coating robot.
- reference numeral 1 denotes an arm of a painting robot, and an electrostatic painting machine 2 is attached to the tip of the robot arm 1.
- the electrostatic coating machine 2 exemplarily shows a rotary atomizing type coating machine provided with a bell cup 4 as a paint atomizing means, but the present invention is preferably applied to a spray type. Can do.
- the electrostatic coating machine 2 is a paint cartridge type coating machine. Specifically, the electrostatic coating machine 2 includes a coating machine body 6 fixed to the tip of the robot arm 1 and a paint cartridge mounted on the upper end surface of the coating machine body 6, that is, the surface opposite to the bell cup 4. 10 and. The paint cartridge 10 is detachable from the coating machine body 6.
- the paint cartridge 10 has a paint bag 12 that constitutes a paint storage chamber for filling the paint.
- a paint bag 12 that constitutes a paint storage chamber for filling the paint.
- the paint cartridge 10 has a sealed space 14 in which a paint bag 12 is accommodated, and the sealed space 14 is formed by an outer case 16.
- the outer case 16 is preferably made of a transparent or translucent rigid material and is typically made of a transparent or translucent plastic material.
- the paint cartridge 10 is a cartridge that applies pressure directly to the paint bag 12 with a working fluid. Therefore, the periphery of the paint bag 12 is filled with the working fluid.
- An insulating liquid is suitably employed as the working fluid, and typically an insulating thinner is used as the working fluid. Since it is not desirable for air to enter the hydraulic fluid in the sealed space 14 constituting the hydraulic fluid chamber, in order to capture the air in the sealed space 14, the sealed space 14 has a convex air reservoir at the top. 14a is preferably provided.
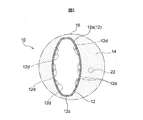
- FIG. 2 is a front view of the paint bag 12.
- the paint bag 12 is a cylindrical flexible plastic molded product opened up and down.
- the paint bag 12 includes a cylindrical bag main body 12a extending vertically, an upper end opening 12b extending upward from the upper end of the bag main body 12a, and a lower end of the bag main body 12a. And a lower end opening 12c extending downward. That is, the paint bag 12 is opened up and down through the upper and lower mouth portions 12b and 12c.
- the paint bag 12 has an upper end 12 b and a lower end 12 c fixed to the paint cartridge 10, and the bag body 12 a is crushed laterally by the hydraulic fluid supplied to the sealed space 14.
- the bag body 12a of the paint bag 12 is formed in a shape in which a corner portion between the upper end opening 12b and the lower end opening 12c is smoothly curved.
- the currently implemented paint bag is made by heat-sealing two thin flexible sheets, and the paint easily adheres to the inner surface of the paint bag. It can be said that there was no consideration for reducing the amount as much as possible.
- the idea of filling and reusing the same color paint is stopped, and the idea of cleaning and reusing the interior of the paint bag is It can be said that it was not at all.
- the paint bag 12 of the example is a molded product made of a flexible synthetic resin material manufactured using a mold, and the inner surface of the paint bag 12 is configured with a seamless and smooth surface.
- low molecular polyethylene is adopted as the material, and this is because the low molecular polyethylene is a suitable material for making a thin and flexible bag by blow molding. .
- the low molecular polyethylene is a resin material having durability required for cleaning the inside of the paint bag 12 and reusing the paint bag 12 many times.
- the material and molding method of the paint bag 12 are not limited to the low molecular polyethylene or blow molding described above.
- the paint bag 12 has the following characteristics: (1) moderate flexibility of the bag body 12a, (2) water repellent inner surface, (3) It should have a seamless and smooth inner surface. Therefore, as long as this condition is satisfied, the molding method and the resin material of the paint bag 12 can be arbitrarily selected. Further, the inner surface of the paint bag 12 may be treated to impart water repellency, seamlessness and smoothness to the inner surface of the paint bag 12.
- nylon resin or fluororesin-based FEP is a resin material excellent in chemical resistance and self-lubricating property, but the paint bag 12 may be made using these resins.
- the inner surface of the paint bag 12 may be coated with an FEP material.
- the method for treating the inner surface of the paint bag 12 include a coating method, a lining method, and a resin vapor deposition method.
- a coating layer can also be formed on the inner surface of the paint bag 12 by immersing the paint bag 12 in a liquid of an appropriate resin material.
- the paint bag 12 shown in FIG. 2 is designed to push the paint from the lower end opening 12c when the bag body 12a is crushed in the lateral direction. If necessary to improve the crushing characteristics of the bag body 12a, as shown in phantom lines in FIGS. 2 and 4, the bag body 12a is integrated with a single or a plurality of vertically elongated ridges 12d extending in the longitudinal direction. You may shape
- the paint bag 12 which comprises a paint storage chamber
- the bag main body 12a is transparent or translucent.
- the bag body 12a is transparent or translucent, there is an advantage that the color of the paint in the bag body 12a and the filling amount of the paint can be visually confirmed from the outside. In addition, it becomes easy to detect that the paint bag 12 is damaged and the paint leaks out.
- This advantage is based on the premise that the outer case 16 forming the hydraulic fluid chamber (sealed space 14) is transparent or translucent.
- FIG. 3 shows a cross-sectional shape of the main body 12a
- FIG. 4 shows a cross-sectional shape of the upper end portion 12b.
- the upper end opening 12b has a circular cross section
- the lower end opening 12c similarly has a circular cross section.
- the paint cartridge 10 has first to fourth internal passages 20, 22, 24, 26.
- the first internal passage 20 is a paint passage that communicates with the lower end opening 12 c of the paint bag 12.
- the second internal passage 22 is a hydraulic fluid supply passage that communicates with the lower end of the sealed space 14 constituting the hydraulic fluid chamber.
- the third internal passage 24 is a cleaning liquid supply passage that communicates with the upper end opening 12 b of the paint bag 12.
- the fourth internal passage 26 is a hydraulic fluid discharge passage communicating with the upper end (the air reservoir 14a) of the sealed space 14.
- the first to fourth internal passages 20 to 26 are opened on the lower surface of the paint cartridge 10.
- the lower surface of the paint cartridge 10 constitutes a contact surface for the paint machine body 6 when the paint cartridge 10 is mounted on the paint machine body 6.
- check valves 30, 32, 34, and 36 that function as on-off valves are assembled.
- the first to fourth check valves 30 to 36 are illustrated at positions away from the lower surface of the paint cartridge 10, but this is for the purpose of drawing, and the first to fourth check valves are illustrated.
- the check valves 30, 32, 34, and 36 are actually disposed adjacent to the lower surface of the paint cartridge 10.
- the first to fourth check valves 30 to 36 functioning as on-off valves are composed of a fixed valve seat and a spring-biased movable valve body.
- the first check valve 30 will be described in detail later with reference to FIGS. 5 and 6.
- the coating machine body 6 has a recess 40 formed on the upper end surface thereof, that is, the surface opposite to the bell cup 4, and the coating cartridge 10 is received by the recess 40.
- the paint cartridge 10 is fixed to the coating machine main body 6 by the lock mechanism 42 operated by air.
- the coating machine body 6 has a paint supply passage 44 for supplying the paint received from the paint cartridge 10 to the bell cup 4, and a trigger valve 46 is interposed in the paint supply passage 44.
- the trigger valve 46 is an open / close valve that opens and closes by pilot air.
- reference numeral 48 is an air motor, and the bell cup is rotationally driven by the air motor 48.
- JP-A-11-262699 discloses a piston-type paint cartridge similar to Patent Documents 1 to 3, and discloses a paint cartridge with a feed tube.
- FIG. 5 of JP-A-11-262699 shows details of a valve mechanism that opens and closes the front end (lower end) opening of the feed tube.
- the valve mechanism at the tip (lower end) of the feed tube corresponds to the trigger valve 46 described above.
- the valve mechanism disclosed in JP-A-11-262699 has a piston rod of an air cylinder built in the coating machine body. The piston rod is inserted from the upstream end of the feed tube, and extends over the entire length of the feed tube.
- the needle valve mechanism is comprised by the front-end
- This needle valve mechanism corresponds to the trigger valve 46 included in the embodiment of the present invention.
- the paint supply passage 44 of the coating machine body 6 is air-driven as a paint opening / closing valve inside the coating machine body 6.
- a simple configuration in which a trigger valve 46 of the type is interposed can be employed.
- the coating machine main body 6 has a hydraulic fluid supply passage 50 that supplies hydraulic fluid to the paint cartridge 10, and the hydraulic fluid supply passage 50 in the coating machine main body communicates with an in-arm hydraulic fluid supply passage 52 of the robot arm 1. ing.
- the hydraulic fluid supply passage 52 of the robot arm 1 will be described.
- the in-arm hydraulic fluid supply passage 52 includes a pump 56 that supplies hydraulic fluid supplied from the hydraulic fluid source 54 to the paint cartridge 10 under pressure.
- the pump 56 is mounted on the robot arm 1.
- the pump 56 is preferably a gear pump capable of precise flow rate control, for example.
- the hydraulic fluid supplied under pressure from the pump 56 is supplied to the paint cartridge 10 by operating the passage switching valve 58 provided in the robot arm 1 or the coating machine body 6, or the hydraulic fluid through the reflux passage 60. Returned to source 54.
- the hydraulic fluid of the hydraulic fluid source 54 is an insulating liquid (typically an insulating thinner).
- the pump 56 is not installed in the robot arm 1 but is installed outside the painting robot, and the supply of hydraulic fluid to the coating material cartridge 10 is controlled in the robot arm 1 or the coating machine body 6 to switch the passage. You may make it carry out by the valve
- FIG. 1 the pump 56 is not installed in the robot arm 1 but is installed outside the painting robot, and the supply of hydraulic fluid to the coating material cartridge 10 is controlled in the robot arm 1 or the coating machine body 6 to switch the passage. You may make it carry out by the valve
- the robot arm 1 includes a high voltage generator 62 in addition to the pump 56 (gear pump).
- the high voltage generated by the high voltage generator 62 is applied to the bell cup 4.
- the high voltage generator 62 may be built in the coating machine body 6.
- reference numeral 64 indicates an air vent passage for extracting air mixed in the working fluid (insulating thinner).
- the air vent passage 64 is connected to the main body of the coating machine via an opening / closing valve 66 driven by air.
- the internal hydraulic fluid supply passage 50 is connected. By opening the on-off valve 66 from time to time, the hydraulic fluid in the coating machine main body hydraulic fluid supply passage 50 and the hydraulic fluid supply passage 52 in the arm is returned to the hydraulic fluid source 54, The air mixed in the arm hydraulic fluid supply passage 52 can be discharged.
- the coating machine body 6 has a cleaning liquid supply passage 70.
- One end of the cleaning liquid supply passage 70 is connected to the paint supply passage 44 at a position adjacent to the upstream end of the above-described paint supply passage 44 in the main body of the coating machine, that is, the cartridge receiving recess 40.
- the other end (upstream end) of the cleaning liquid supply passage 70 in the coating machine main body is open to the side surface of the upper end portion of the coating machine main body 6, and a fifth check valve 72 is disposed in this opening portion. Yes.
- the fifth check valve 72 includes a conventionally known fixed valve seat and a spring-biased movable valve body.
- the sprayer body 6 has two actuators 74, 76 with push rods adjacent to the cartridge receiving recess 40, and the first and second actuators 74, 76 are Driven by air.
- the push rod 74a (FIG. 6) of the first actuator 74 acts on the first check valve 30 (paint passage) of the paint cartridge 10 to forcibly open the first check valve 30.
- the push rod 76a of the second actuator 76 acts on the second check valve 32 (operating fluid supply passage) of the paint cartridge 10 to forcibly open the second check valve 32 (FIG. 8).
- the coating material cartridge 10 has a stepped sleeve 300 that protrudes downward from its lower end surface and can be displaced up and down, and a first reverse is provided at the lower end of the movable sleeve 300.
- a valve seat 302 of the stop valve 30 is formed.
- the movable valve body 304 seated on the valve seat 302 is urged in the direction (downward) in which the movable valve body 304 is seated on the valve seat 302 by an inner circumferential spring 306.
- the stepped sleeve 300 is urged downward by an outer peripheral spring 308.
- a receiving member 310 that protrudes downward is formed on the lower end surface of the movable valve body 304, and the receiving member 310 protrudes downward from the stepped sleeve 300.
- the aforementioned push rod 74a of the first actuator 74 abuts on the receiving member 310 and pushes it up, thereby forcibly opening the first check valve 30 employed as an on-off valve (FIG. 6).
- the recess 40 of the coating machine body 6 is formed with a second recess 402 for receiving the lower end portion of the stepped sleeve 300, that is, the small diameter portion 300 a, and the central portion of the second recess 402.
- a paint supply passage 44 on the coating machine side is opened. That is, the paint supply passage 44 is open at the center of the bottom surface of the second recess 402.
- a seal ring 404 is disposed on the outer periphery of the opening of the paint supply passage 44 on the bottom surface of the second recess 402.
- FIG. 5 and 6 show a state where the coating material cartridge 10 is positioned in the recess 40 of the coating machine body 6 and the coating material cartridge 10 is fixed to the coating machine body 6 by the locking means 42 (FIG. 1).
- a seal ring 404 is interposed between the lower end surface of the stepped sleeve 300 and the bottom surface of the second recess 402. Since the stepped sleeve 300 of the paint cartridge 10 is biased downward by the outer peripheral spring 308, the lower end surface of the stepped sleeve 300 is pressed against the seal ring 404 by fixing the paint cartridge 10 to the coating machine body 6. It will be in the state.
- FIG. 5 shows a state where the first check valve 30 of the paint cartridge 10 exhibits the function of a stopper valve.
- the first check valve 30 performs the function of the original check valve.
- the paint is prevented from flowing out from the paint cartridge 10 (the paint passage 20 in the cartridge is closed).
- FIG. 6 shows a state in which the first check valve 30 is forcibly opened by forcibly pushing up the movable valve body 304 of the first check valve 30 by the push rod 74a.
- the push rod 74a is operated by the first actuator 74 installed in the coating machine body 6 in relation to the first check valve 30.
- the first actuator 74 is driven by air.
- the paint in the paint bag 12 has its lower end opening 12c. Can flow out from the paint cartridge 10 through the paint passage 20 in the cartridge (the paint passage 20 in the cartridge is opened).
- the paint cartridge 10 has the sleeve 300 that can be displaced up and down.
- the sleeve 300 constitutes an outlet portion through which the paint of the paint bag 12 constituting the paint storage chamber flows out, and is disposed so as to protrude downward from the lower surface of the paint cartridge 10.
- a first check valve 30 is provided at the lower end of the sleeve 300.
- the movable sleeve 300 is urged downward by the outer peripheral spring 308.
- the coating machine body 6 has a second recess 402 that receives the small diameter portion 300a of the sleeve 300, and the upper end of the paint supply passage 44 of the coating machine body 6 is located at the center of the bottom surface of the second recess 402.
- An opening is provided, and a seal ring 404 is disposed around the opening.
- the paint supply passage 44 of the coating machine body 6 can be cleaned while the paint cartridge 10 is mounted.
- This advantage is not limited to the bag-type paint cartridge 10 of the embodiment, and the same applies to a conventionally known piston-type paint cartridge and a paint cartridge employing the membrane pump disclosed in Patent Document 7, and accordingly, In the case of a paint cartridge of a piston type or a membrane pump type, particularly if the paint cartridge has a configuration in which the feed tube is omitted, there is a great advantage in adopting the above structure.
- FIGS. 7 and 8 show details of the second actuator 76 provided in the coating machine body 6 for forcibly opening the second check valve 32 of the second internal passage (working fluid supply passage) 22 of the paint cartridge 10.
- FIG. The second actuator 76 advances and retracts the push rod 76a by taking in and out air, and the push rod 76a moves forward to forcibly separate the movable valve body 320 of the second check valve 32 from the valve seat 322 ( FIG. 8).
- this point is the same as the first actuator 74 and the first check valve 30 described above, a characteristic structure is adopted for the second actuator 76 with the push rod 76a in the following points.
- the push rod 76a of the second actuator 76 of the coating machine body 6 not only has a function of forcibly separating the movable valve body 320 of the second check valve 32 from the valve seat 322 at its upper end surface (see FIG. 8)
- the push rod 76a constitutes a part of an on-off valve mechanism that opens and closes the hydraulic fluid supply passage 50 of the coating machine body 6.
- the push rod 76a is surrounded by a sleeve 500 that constitutes an outlet portion (a hydraulic fluid outlet portion facing the cartridge receiving recess 40) of the hydraulic fluid supply passage 50 in the coating machine body.
- a valve seat 502 is formed on the inner peripheral surface of the upper end portion of 500.
- the push rod 76a is formed with a valve body 504 bulging in the radial direction at its upper end.
- the valve seat 502 and the valve body 504 constitute an open / close valve mechanism 506 that opens and closes the outlet portion of the hydraulic fluid supply passage 50 of the coating machine body 6.
- the valve body 504 When the push rod 76a is displaced downward, the valve body 504 is seated on the valve seat 502, and the on-off valve mechanism 506 is closed.
- the second check valve 32 of the coating material cartridge 10 functions as the original check valve by the backward movement of the push rod 76a. It is possible to prevent the hydraulic fluid from leaking from 10.
- the push rod 76a has a flange 78 fixed to its base end (lower end in FIG. 7), and this flange 78 is urged downward by a spring 80. Therefore, the push rod 76a is always spring-biased downward, and as a result, the on-off valve mechanism 506 is biased by the spring 80 in the valve closing direction.
- the second check valve 32 prevents the working fluid (insulating thinner) from leaking out from the sealed space 14 (working fluid chamber).
- the operation of the electrostatic coating machine 2 in the painting process will be described with reference to FIG.
- the first and second actuators 74 and 76 operate to move the push rods 74a and 76a forward, and the first and second check valves 30 and 32 are forced by the advance of the push rods 74a and 76a. It is maintained in an open state (both the in-cartridge paint passage 20 and the in-cartridge hydraulic fluid supply passage 22 are open).
- the first check valve 30 (the paint passage in the cartridge) is forcibly opened; (2) The second check valve 32 (working fluid supply passage in the cartridge) is forcibly opened.
- the amount of hydraulic fluid (insulating thinner) supplied to the paint cartridge 10 can be controlled by controlling the gear pump 56 ON / OFF or by controlling the passage switching valve 58. Then, by applying pressure to the paint bag 12 with the hydraulic fluid supplied to the paint cartridge 10, the paint can be discharged from the paint bag 12 in a controlled manner.
- the ON / OFF operation of the gear pump 56 and the passage switching operation of the passage switching valve 58 are performed in synchronization with the opening / closing of the trigger valve 46 of the coating machine body 6. Thereby, the precision of control of the supply start and supply stop of the paint to the bell cup 4 can be enhanced.
- the paint bag 12 constituting the paint storage chamber is in a completely crushed state, and at this time, the internal volume of the paint bag 12 (paint storage chamber) is minimum, and therefore the paint The amount of paint remaining in the bag 12 is extremely small compared to a conventional piston type paint cartridge.
- the paint cartridge main body 6 is kept mounted while the paint cartridge 10 is removed before the paint cartridge 10 is detached from the paint coater main body 6 and replaced with a paint cartridge 10 of another color paint.
- the paint supply passage 44 and the bell cup 4 are cleaned.
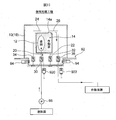
- FIG. 9 shows a cleaning process of the paint supply passage 44 and the bell cup 4 of the coating machine body 6.
- cleaning is performed with the used paint cartridge 10 mounted on the coating machine body 6.
- the operations of the first and second actuators 74 and 76 are released, and the push rods 74a and 76a are retracted.
- the first and second check valves 30 and 32 become the original check valves.
- the function is performed to close the in-cartridge paint passage 20 and the hydraulic fluid supply passage 22.
- the cleaning nozzle 84 is inserted into the cleaning liquid supply passage 70 opened on the side surface of the coating machine body 6.
- the fifth check valve 72 disposed at the inlet of the cleaning liquid supply passage 70 is forcibly opened by the cleaning nozzle 84.
- the external passage switching valve 86 By operating the external passage switching valve 86, the cleaning liquid or air is supplied from the cleaning nozzle 84 to the cleaning liquid supply passage 70 under pressure.
- the trigger valve 46 provided in the coating machine main body paint supply passage 44 is opened. Further, the bell cup 4 is driven to rotate with the start of the supply of the cleaning liquid from the cleaning nozzle 84.
- the state of each valve in the cleaning process of the paint supply passage 44 in the coating machine main body is as follows. (1) Release of forced opening of the first check valve 30 (paint) (normal check valve function); (2) Release of forced opening of the second check valve 32 (hydraulic fluid supply) (normal check valve function); (3) The fifth check valve 72 (cleaning liquid in the main body of the coating machine) is forcibly opened by the cleaning nozzle 84; (4) The trigger valve 46 is opened; (5) The bell cup 4 rotates.
- the cleaning liquid or air When the cleaning liquid or air is supplied from the cleaning nozzle 84 under pressure, the cleaning liquid or air flows into the coating machine main body paint supply path 44 through the cleaning liquid supply path 70 of the coating machine main body 6, and the paint supply path 44 passes through the coating liquid supply path 44. It is discharged from the bell cup 4 through.
- the paint supply passage 44 and the bell cup 4 in the main body of the coating machine are purified by the flow of the cleaning liquid or air.
- cleaning liquid and air are alternately supplied from the cleaning nozzle 84 to the coating machine body 6.
- the cleaning liquid or air that has flowed into the paint supply passage 44 is It reaches the tip of the first check valve 30 that protrudes from the lower end of the paint cartridge 10 to purify the tip of the first check valve 30. Since the first check valve 30 performs the function of the original check valve and closes the paint passage 20 in the cartridge (FIG. 5), the paint passage 20 in the cartridge and the paint supply passage 44 in the coating machine main body are the first. 1 is in a state of being separated by the check valve 30. Therefore, the first check valve 30 can prevent the cleaning liquid from entering the paint bag 12.
- the cleaning liquid is typically thinner, but it may be cleaning water obtained by adding a surfactant to water.
- a seal ring 404 in which the distal end surface of the sleeve 300 is in pressure contact is interposed between the sleeve 300 incorporating the first check valve 30 and the second recessed portion 402 receiving the lower end small diameter portion 300a of the sleeve 300.
- the paint transition passage defined by the seal ring 404 is also cleaned by the cleaning liquid or air, but the entire wall surface of the second recess 402 is cleaned by the cleaning liquid containing the paint. Can be prevented from being contaminated. Therefore, not only the coating material supply passage 44 of the coating machine body 6 but also the connecting portion with the coating material cartridge 10 can be cleaned by the cleaning liquid.
- the tip of the sleeve 300 that constitutes the paint outlet of the paint cartridge 10 can also be cleaned.
- the configuration that provides this advantage is not limited to a bag-type paint cartridge in general, but can also be applied to a piston-type paint cartridge and a membrane pump-type cartridge.
- a cleaning liquid may be sprayed on the bell cup 4 from the outside.
- air is finally supplied from the cleaning nozzle 84 to the coating machine body 6, thereby removing the cleaning liquid adhering to the paint supply passage 44 and the bell cup 4 in the coating machine body.
- the paint cartridge 10 mounted on the coating machine body 6 is then replaced. Since the cleaning of the coating machine main body 6 and the cleaning of the seal ring 404 are completed, the painting can be resumed only by mounting the coating material cartridge 10 filled with the paint of another color on the coating machine main body 6.
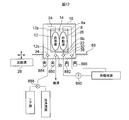
- FIG. 10 is a view for explaining the paint bag cleaning step.
- the used paint cartridge 10 is positioned at a predetermined position of the bag cleaning station 88. This positioning is the same as the positioning with respect to the coating machine body 6.
- the paint cartridge 10 is fixed by the lock mechanism 90.
- the bag cleaning station 88 is provided with actuators 880, 882, 884, 886 having first to fourth push rods corresponding to the first to fourth check valves 30, 32, 34, 36 of the paint cartridge 10.
- the first to fourth actuators 880 to 886 with push rods exhibit substantially the same function as the first and second actuators 74 and 76 with push rods of the coating machine body 6 described above. Detailed description thereof will be omitted.
- the paint bag 12 of the original paint cartridge 10 installed in the bag cleaning station 88 is in a crushed state.
- the cleaning of the paint bag 12 constituting the paint storage chamber includes (i) expanding the paint bag 12 to increase the volume of the paint storage chamber, and (ii) crushing the paint bag 12 to reduce the volume of the paint storage chamber.
- the cleaning liquid and air are put into the paint bag 12 with the operation of, and the cleaning liquid and air are discharged.
- the “expansion and crushing” of the paint bag 12 may be set as one set, and may be completed once or repeated a plurality of times. Of course, if necessary, prior to cleaning the paint bag 12, the paint bag 12 may be crushed to the maximum to recover the paint remaining in the paint bag 12 to the maximum.
- the states of the on-off valves that is, the check valves 30, 32, 34, and 36 in the paint bag expansion process are as follows. (1) Forcible opening of the first check valve 30 (paint) is canceled (normal check valve function); (2) Release of forced opening of the second check valve 32 (hydraulic fluid supply) (normal check valve function); (3) The third check valve 34 (cleaning liquid supply) is forcibly opened; (4) The fourth check valve 36 (hydraulic fluid discharge) is forcibly opened.
- the bag cleaning station 88 is provided with an air source and a cleaning liquid source (thinner or water) as shown in FIG. 10, and air and cleaning liquid are supplied from the air source and the cleaning liquid source. Switching between air and cleaning liquid is performed by a passage switching valve 888. Air and cleaning liquid are alternately supplied to the paint bag 12 through the third internal passage (cleaning liquid supply passage) 24 of the paint cartridge 10 through the passage switching valve 888.
- the first check valve 30 at the outlet (the lower end opening 12c) of the paint bag 12 exhibits the function of a normal check valve and is in a state in which the paint passage 20 is closed.
- the paint bag 12 is expanded by supplying air or paint from the third internal passage (cleaning liquid supply passage) 24 of the paint cartridge 10 to the inside of the paint bag 12 through the upper end opening 12 b of the paint bag 12. Accordingly, the hydraulic fluid filling the sealed space 14 constituting the hydraulic fluid chamber of the paint cartridge 10 is forced from the paint cartridge 10 through the fourth internal passage 26 (operating fluid discharge passage) opened to the air reservoir 14a. And passively extruded. The hydraulic fluid discharged from the paint cartridge 10 is collected in the hydraulic fluid source.
- First step Air is supplied to the paint bag 12 through the third internal passage (cleaning liquid supply passage) 24 to expand the paint bag 12, and the internal volume of the paint bag 12 is increased to a substantially maximum value. Enlarge. Thereby, the main body 12a of the paint bag 12 can be made into a state without a wrinkle.
- the first check valve 30 (paint) is in a closed state.
- Second step cleaning liquid supply step: The cleaning liquid is supplied to the paint bag 12 and the cleaning liquid is caused to flow along the inner surface of the paint bag 12 to clean the paint bag 12.
- the first check valve 30 (paint) is in a closed state.
- Third Step Paint Bag Crushing Step: The paint bag 12 is crushed, the internal volume of the paint bag 12 is reduced, and the cleaning liquid of the paint bag 12 is discharged. If necessary, the second and third steps are repeated.
- the states of the on-off valves (check valves 30, 32, 34, 36) in the third step (crushing step) of the paint bag 12 are as follows. (1) The first check valve 30 (paint) is forcibly opened; (2) The second check valve 32 (hydraulic fluid supply) is forcibly opened; (3) Forcible opening of the third check valve 34 (cleaning liquid supply) is canceled (normal check valve function); (4) The forcible opening of the fourth check valve 36 (hydraulic fluid discharge) is canceled (normal check valve function).
- a gear pump 890 is installed as shown in FIG.
- the amount of hydraulic fluid controlled by the gear pump 890 is supplied to the paint cartridge 10 under pressure.
- the working fluid enters the sealed space 14 (working fluid chamber) of the paint cartridge 10
- the paint bag 12 is crushed by the working fluid, and the air and the cleaning liquid in the paint bag 12 are pushed out through the lower end opening 12c.
- Reference numeral 892 in FIG. 10 indicates a waste liquid tank, and the cleaning liquid discharged from the paint bag 12 is stored in the waste liquid tank 892.
- expansion of the paint bag 12 expansion of the internal volume of the paint bag 12
- crushing reduction of the internal volume of the paint bag 12
- the inside is cleaned.
- air is introduced into the paint bag 12 and the cleaning liquid adhering to the inside of the paint bag 12 is discharged, whereby the cleaning process of the paint bag 12 is completed.
- the paint bag 12 is in a crushed state (in which the internal volume of the paint bag 12 is minimum).
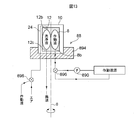
- FIG. 11 is a diagram for explaining the paint filling process.
- the washed paint cartridge 10 is positioned at a predetermined position of the paint filling station 92. This positioning is the same as that of the coating machine body 6 and the bag cleaning station 88.
- the paint cartridge 10 is fixed by the lock mechanism 94.
- the paint filling station 92 includes first and fourth check valves excluding the second check valve 32 for supplying the hydraulic fluid and the third check valve 34 for supplying the cleaning fluid.
- Actuators 920 and 922 with first and fourth push rods corresponding to the check valves 30 and 36 are provided.
- the first and fourth actuators 920 and 922 with push rods exhibit substantially the same function as the first and second actuators 74 and 76 with push rods of the coating machine body 6 described above. Detailed description thereof will be omitted.
- the states of the on-off valves that is, the check valves 30 and 36 in the paint filling process are as follows. (1) The first check valve 30 (paint) is forcibly opened; (2) The fourth check valve 36 (hydraulic fluid discharge) is forcibly opened.
- the paint filling station 92 is provided with a gear pump 96 for filling the paint bag 12 with the paint of the paint source under pressure.
- a gear pump 96 for filling the paint bag 12 with the paint of the paint source under pressure.
- the paint bag 12 is filled through 12c.
- a flow meter for controlling the amount of paint supplied to the paint bag 12 from the pump under pressure, and the paint bag when the amount of paint measured by the flow meter reaches a predetermined value.
- a combination with a flow rate control valve for stopping the supply of the paint to 12 may be adopted.
- the paint bag 12 is expanded by filling the paint, the working fluid filling the sealed space 14 is discharged to the outside through the air reservoir 14a and the fourth internal passage (working fluid discharge passage) 26, and is discharged.
- the collected hydraulic fluid is collected in the hydraulic fluid source.
- the color of the paint filled in the paint cartridge 10 is arbitrary.
- the paint cartridge 10 which has been filled with paint is stocked for the next painting.
- the embodiment in the case where the insulating thinner is employed as the working fluid has been described above.
- the voltage block mechanism is installed in the robot arm 1 and the electrostatic coating machine.
- a high voltage is applied to 2 (during the painting operation), it is preferable to electrically insulate by a voltage block mechanism.
- the first to fourth check valves 30 to 36 built in the paint cartridge 10 may be constituted by air-driven on-off valves.
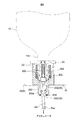
- the embodiment shown in FIG. 1 employs a method in which the paint bag 12 is directly pressurized with the working fluid.
- the working fluid bag 8 adjacent to the paint bag 12 is used. It may be a paint cartridge provided with.
- the hydraulic fluid bag 8 forms a hydraulic fluid chamber, and the hydraulic fluid bag 8 is expanded by supplying the hydraulic fluid to the hydraulic fluid bag 8 to crush the paint bag 12.
- the hydraulic fluid bag 8 includes two upper and lower ports 8a and 8b, and the hydraulic fluid in the hydraulic fluid bag is discharged from the upper end port 8a, while the hydraulic fluid is discharged from the lower end port 8b.
- the hydraulic fluid bag 8 may be expanded by supplying it to FIG. 8 (FIG. 12).
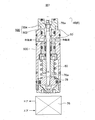
- the hydraulic fluid bag 8 includes one opening 8b, and the hydraulic fluid is supplied to the hydraulic bag 8 through the single opening 8b, and the hydraulic fluid is discharged from the hydraulic fluid bag 8. Good (FIG. 13).
- FIG. 13 illustration of the check valve interposed in the paint cartridge passage leading to the paint bag 12 and the paint cartridge passage leading to the hydraulic fluid bag 8 is omitted.
- the vibration source 28 may be provided in the bag cleaning station 88, and the paint cartridge 10 being cleaned may be vibrated up and down and / or left and right by the vibration source 28 (FIG. 12).
- a rotary table 894 may be prepared at the bag cleaning station 88 (FIG. 13), and the paint cartridge 10 may be fixed to the rotary table 894 so that the paint cartridge 10 being cleaned is rotated.
- reference symbol O indicates a rotation center axis. This rotation may be a unidirectional rotation, but preferably, the forward rotation and the reverse rotation are alternately repeated.
- the present invention is applied to electrostatic coating.
- it is suitably applied to a painting robot.
Landscapes
- Electrostatic Spraying Apparatus (AREA)
- Details Or Accessories Of Spraying Plant Or Apparatus (AREA)
- Spray Control Apparatus (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201080042941.1A CN102655941B (zh) | 2009-09-23 | 2010-09-21 | 涂料筒及静电涂装机 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009218334A JP5596951B2 (ja) | 2009-09-23 | 2009-09-23 | 塗料カートリッジ及び静電塗装機 |
| JP2009-218334 | 2009-09-23 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2011037114A1 true WO2011037114A1 (ja) | 2011-03-31 |
Family
ID=43795861
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2010/066336 WO2011037114A1 (ja) | 2009-09-23 | 2010-09-21 | 塗料カートリッジ及び静電塗装機 |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP5596951B2 (zh) |
| KR (1) | KR20120072376A (zh) |
| CN (1) | CN102655941B (zh) |
| TW (1) | TW201134558A (zh) |
| WO (1) | WO2011037114A1 (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4005683A4 (en) * | 2019-07-23 | 2023-04-19 | ABB Schweiz AG | DEVICE FOR ELECTROSTATIC COATING |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5596950B2 (ja) * | 2009-09-23 | 2014-09-24 | ランズバーグ・インダストリー株式会社 | 静電塗装機用の塗料カートリッジ及びこれを含む静電塗装機 |
| JP2016083863A (ja) * | 2014-10-27 | 2016-05-19 | 株式会社小森コーポレーション | 印刷機の洗浄装置 |
| JP6534982B2 (ja) * | 2016-09-13 | 2019-06-26 | トヨタ自動車株式会社 | 塗料充填排出装置 |
| JP2018047394A (ja) * | 2016-09-20 | 2018-03-29 | 東メンシステム株式会社 | 塗装システム |
| TWI650180B (zh) * | 2017-07-26 | 2019-02-11 | 萬潤科技股份有限公司 | 液材擠出裝置及其液室座離合方法及機構 |
| KR102168410B1 (ko) * | 2018-10-29 | 2020-10-21 | 한국해양과학기술원 | 건타입 수중코팅 분사장치 |
| EP4166240A4 (en) * | 2020-06-11 | 2024-04-10 | Abb Schweiz Ag | ELECTROSTATIC COATING DEVICE PROVIDED WITH A PAINT TANK |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003211036A (ja) * | 2002-01-17 | 2003-07-29 | Asahi Sunac Corp | 塗装装置 |
| WO2003099455A1 (fr) * | 2002-05-23 | 2003-12-04 | Abb K.K. | Cartouche d'application de peinture |
| WO2005021163A1 (ja) * | 2003-08-27 | 2005-03-10 | Toyota Jidosha Kabushiki Kaisha | 静電塗装機及びその洗浄方法 |
| JP2005087810A (ja) * | 2003-09-12 | 2005-04-07 | Trinity Ind Corp | 塗布機 |
| WO2009028623A1 (ja) * | 2007-08-31 | 2009-03-05 | Toyota Jidosha Kabushiki Kaisha | 塗料充填装置 |
| JP2010264350A (ja) * | 2009-05-13 | 2010-11-25 | Trinity Ind Corp | 塗料カートリッジ及びその洗浄方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3306024B2 (ja) * | 1999-05-06 | 2002-07-24 | エービービー株式会社 | カートリッジ用塗料充填方法およびその装置 |
| CN100408200C (zh) * | 2003-09-12 | 2008-08-06 | 托利尼迪工业株式会社 | 涂敷机 |
| WO2007027205A2 (en) * | 2005-04-13 | 2007-03-08 | Illinois Tool Works Inc. | Canister with a resilient flexible chamber for electrostatic applicators |
| JP4709585B2 (ja) * | 2005-06-09 | 2011-06-22 | トリニティ工業株式会社 | 塗布材充填方法及び装置 |
| JP4799918B2 (ja) * | 2005-06-17 | 2011-10-26 | ハジメ産業株式会社 | 塗料タンクおよびその加工方法 |
| CN101541436B (zh) * | 2006-11-30 | 2011-06-15 | Abb株式会社 | 料盒用涂料填充装置 |
| ES2435570T3 (es) * | 2007-11-29 | 2013-12-20 | Ransburg Industrial Finishing K.K. | Robot de pintura |
| JP5596950B2 (ja) * | 2009-09-23 | 2014-09-24 | ランズバーグ・インダストリー株式会社 | 静電塗装機用の塗料カートリッジ及びこれを含む静電塗装機 |
| JP5586110B2 (ja) * | 2009-09-23 | 2014-09-10 | ランズバーグ・インダストリー株式会社 | 静電塗装機用の塗料カートリッジの洗浄方法及び塗料バッグ |
-
2009
- 2009-09-23 JP JP2009218334A patent/JP5596951B2/ja not_active Expired - Fee Related
-
2010
- 2010-09-17 TW TW099131666A patent/TW201134558A/zh unknown
- 2010-09-21 WO PCT/JP2010/066336 patent/WO2011037114A1/ja active Application Filing
- 2010-09-21 KR KR1020127010212A patent/KR20120072376A/ko not_active Application Discontinuation
- 2010-09-21 CN CN201080042941.1A patent/CN102655941B/zh not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003211036A (ja) * | 2002-01-17 | 2003-07-29 | Asahi Sunac Corp | 塗装装置 |
| WO2003099455A1 (fr) * | 2002-05-23 | 2003-12-04 | Abb K.K. | Cartouche d'application de peinture |
| WO2005021163A1 (ja) * | 2003-08-27 | 2005-03-10 | Toyota Jidosha Kabushiki Kaisha | 静電塗装機及びその洗浄方法 |
| JP2005087810A (ja) * | 2003-09-12 | 2005-04-07 | Trinity Ind Corp | 塗布機 |
| WO2009028623A1 (ja) * | 2007-08-31 | 2009-03-05 | Toyota Jidosha Kabushiki Kaisha | 塗料充填装置 |
| JP2010264350A (ja) * | 2009-05-13 | 2010-11-25 | Trinity Ind Corp | 塗料カートリッジ及びその洗浄方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4005683A4 (en) * | 2019-07-23 | 2023-04-19 | ABB Schweiz AG | DEVICE FOR ELECTROSTATIC COATING |
| US12048940B2 (en) | 2019-07-23 | 2024-07-30 | Abb Schweiz Ag | Electrostatic coating apparatus |
Also Published As
| Publication number | Publication date |
|---|---|
| TW201134558A (en) | 2011-10-16 |
| CN102655941B (zh) | 2015-09-23 |
| JP2011067713A (ja) | 2011-04-07 |
| CN102655941A (zh) | 2012-09-05 |
| KR20120072376A (ko) | 2012-07-03 |
| JP5596951B2 (ja) | 2014-09-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5596951B2 (ja) | 塗料カートリッジ及び静電塗装機 | |
| JP5586110B2 (ja) | 静電塗装機用の塗料カートリッジの洗浄方法及び塗料バッグ | |
| JP5596950B2 (ja) | 静電塗装機用の塗料カートリッジ及びこれを含む静電塗装機 | |
| US8342432B2 (en) | Electrostatic atomizer and its cleaning method | |
| TWI473660B (zh) | 塗裝機器人及塗料匣 | |
| JP5551908B2 (ja) | 脱着可能な塗料カートリッジを備えた静電塗装機 | |
| JP4709585B2 (ja) | 塗布材充填方法及び装置 | |
| KR20130039755A (ko) | 카트리지용 도료 충전 장치 및 그 도료 충전 방법 | |
| JP2020501886A (ja) | 部品にコーティング剤を塗布するためのプリントヘッド | |
| CA2876841C (en) | Electrostatic coating device and electrostatic coating method | |
| JP4755606B2 (ja) | 静電塗装装置 | |
| JP4220302B2 (ja) | 塗装用カートリッジ | |
| WO2006132212A1 (ja) | 塗布機 | |
| JP5467798B2 (ja) | 塗料カートリッジ及びその洗浄方法 | |
| EP2274568B1 (en) | Cleaning fluid cartridge | |
| JPH11128784A (ja) | 静電塗装装置 | |
| JP2004337812A (ja) | 押出塗布ヘッド | |
| JPWO2005021163A1 (ja) | 静電塗装機及びその洗浄方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201080042941.1 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 10818787 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20127010212 Country of ref document: KR Kind code of ref document: A |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 10818787 Country of ref document: EP Kind code of ref document: A1 |