WO2011027748A1 - 多層絶縁電線及びそれを用いた変圧器 - Google Patents
多層絶縁電線及びそれを用いた変圧器 Download PDFInfo
- Publication number
- WO2011027748A1 WO2011027748A1 PCT/JP2010/064840 JP2010064840W WO2011027748A1 WO 2011027748 A1 WO2011027748 A1 WO 2011027748A1 JP 2010064840 W JP2010064840 W JP 2010064840W WO 2011027748 A1 WO2011027748 A1 WO 2011027748A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- resin
- insulated wire
- layer
- mass
- melting point
- Prior art date
Links
Images



Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B7/00—Insulated conductors or cables characterised by their form
- H01B7/02—Disposition of insulation
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B3/00—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties
- H01B3/18—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of organic substances
- H01B3/30—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of organic substances plastics; resins; waxes
- H01B3/301—Macromolecular compounds obtained by reactions forming a linkage containing sulfur with or without nitrogen, oxygen or carbon in the main chain of the macromolecule, not provided for in group H01B3/302
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B3/00—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties
- H01B3/18—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of organic substances
- H01B3/30—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of organic substances plastics; resins; waxes
- H01B3/303—Macromolecular compounds obtained by reactions forming a linkage containing nitrogen with or without oxygen or carbon in the main chain of the macromolecule, not provided for in groups H01B3/38 or H01B3/302
- H01B3/305—Polyamides or polyesteramides
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B3/00—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties
- H01B3/18—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of organic substances
- H01B3/30—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of organic substances plastics; resins; waxes
- H01B3/42—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of organic substances plastics; resins; waxes polyesters; polyethers; polyacetals
- H01B3/421—Polyesters
- H01B3/422—Linear saturated polyesters derived from dicarboxylic acids and dihydroxy compounds
- H01B3/423—Linear aromatic polyesters
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/28—Coils; Windings; Conductive connections
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F5/00—Coils
- H01F5/06—Insulation of windings
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/28—Coils; Windings; Conductive connections
- H01F27/2823—Wires
Definitions
- the present invention relates to a multilayer insulated wire having an insulating layer composed of three or more extruded coating layers, and a transformer using the same.
- the structure of the transformer is the IEC standard (International Electrotechnical Communication Standard) Pub. 60950 and the like. That is, in these standards, at least three insulating layers (the enamel film covering the conductor is not recognized as an insulating layer) are formed between the primary winding and the secondary winding in the winding or the insulation.
- the thickness of the layer is specified to be 0.4 mm or more.
- the creepage distance between the primary winding and the secondary winding is 5 mm or more, although it depends on the applied voltage. Furthermore, it is prescribed that it can endure for 1 minute or more when 3000 V is applied to the primary side and the secondary side. Under such a standard, conventionally, as a transformer occupying the mainstream, a structure as illustrated in the sectional view of FIG. 2 has been adopted.
- an enamel-coated primary winding 4 is wound in a state where insulating barriers 3 for securing a creeping distance are arranged on both ends of the peripheral surface of the bobbin 2 on the ferrite core 1.
- An insulating tape 5 is wound on at least three layers on the primary winding 4, and an insulating barrier 3 for securing a creepage distance is further disposed on the insulating tape, and then an enamel-coated secondary winding 6. Is a wound structure.
- the primary winding 4 and the secondary winding 6 to be used have at least three insulating layers 4b (6b) on the outer periphery of one or both of the conductors 4a (6a). , 4c (6c), 4d (6d) are required in relation to the IEC standard.
- an insulating tape is wound around the outer periphery of the conductor to form a first insulating layer, and an insulating tape is further wound thereon to form a second insulating layer and a third insulating layer.
- a fluororesin is sequentially extruded and coated on the outer periphery of a conductor instead of an insulating tape to form a total of three insulating layers (see, for example, Patent Document 1).
- the insulated wire extruded and coated with the fluororesin has an advantage that the heat resistance is good because the insulating layer is made of a fluororesin.
- the fluororesin is expensive and has a property that the appearance is deteriorated when pulled at a high shear rate, it is difficult to increase the production speed. For this reason, there exists a problem that the insulated wire which was extrusion-coated with the fluororesin will become a thing with high electric wire cost similarly to insulating tape winding.
- a modified polyester resin that controls crystallization and suppresses the decrease in molecular weight as the first and second insulating layers is extruded on the outer periphery of the conductor, and polyamide is used as the third insulating layer.
- a multilayer insulated wire obtained by extrusion coating of resin has been put into practical use (see, for example, Patent Documents 2 and 3).
- polyethersulfone resin is extruded as the inner layer and polyamide resin is extruded as the outermost layer.
- a coated one has been proposed (for example, see Patent Document 4).
- IEC standard International Electrotechnical Communication Standard
- 60950 International Electrotechnical Communication Standard
- IEC standard Pub Development to household appliances based on 61558 is also desired. Therefore, the IEC standard Pub.
- IEC standard Pub There is a need for a multilayer insulated wire compliant with 61558.
- the present invention is based on the IEC standard Pub. It is an object of the present invention to provide a multilayer insulated wire that satisfies 61558. Furthermore, this invention makes it a subject to provide the reliable transformer formed by winding the insulated wire excellent in such withstand voltage characteristics. That is, the present invention (1) A multilayer insulated wire having a conductor and at least three extruded insulation layers covering the conductor, wherein the outermost layer (A) of the insulation layer is composed of an extruded coating layer of polyamide resin, and Extrusion coating layer whose thickness is 25 ⁇ m or less, and that the inner layer (B) of the insulating layer which is an inner layer contains a crystalline resin having a melting point of 225 ° C.
- a multilayer insulated wire characterized by comprising (2) The multilayer insulating wire according to (1), wherein the resin forming the inner layer (B) of the insulating layer includes a thermoplastic linear polyester resin of a crystalline resin having a melting point of 225 ° C. or higher, (3) The resin forming the inner layer (B) of the insulating layer is a carboxylic acid or a metal salt of a carboxylic acid in the side chain with respect to 100 parts by mass of a crystalline linear thermoplastic resin having a melting point of 225 ° C. or higher.
- the resin forming the inner layer (B) of the insulating layer is 1 to 20 parts by mass of a resin having an epoxy group with respect to 100 parts by mass of a crystalline linear thermoplastic resin having a melting point of 225 ° C. or higher.
- the base resin component forming the inner layer (B) of the insulating layer is a liquid crystalline polymer having a melting point other than the liquid crystal polymer of 75 to 95% by mass of a crystalline resin having a melting point of 225 ° C.
- the multilayer insulated wire according to (1) comprising 5 to 25% by mass of a polyester resin of (6)
- the resin forming the inner layer (B) of the insulating layer contains 1 to 20 parts by mass of an epoxy group-containing resin with respect to 100 parts by mass of the base resin component.
- Multilayer insulated wire, (7) The multilayer insulated wire according to (1), wherein the resin forming the inner layer (B) of the insulating layer contains a polyphenylene sulfide resin of a crystalline resin having a melting point of 225 ° C.
- the inner layer (B1) in contact with the outermost layer (A) of the insulating layer is a crystalline resin polyphenylene sulfide resin having a melting point of 225 ° C.
- the multilayer insulated wire according to (1) wherein one layer contains 1 to 20 parts by mass of a resin having an epoxy group with respect to 100 parts by mass of a crystalline linear thermoplastic polyester resin having a melting point of 225 ° C. or higher ,and, (10) A transformer comprising the multilayer insulated wire according to any one of (1) to (9), Is to provide.
- the multilayer insulated wire of the present invention has an IEC standard Pub. It has a withstand voltage characteristic that satisfies 61558.
- the heat resistance level of heat class B or higher is IEC standard Pub.
- the test method is based on 61558, “Multi-layer insulated wire is wound around a mandrel with a diameter of 1.0 mm for 10 turns while applying a load of 9.4 kg, heated at 225 ° C. for 1 hour, further at 150 ° C. for 21 hours and 200 ° C. Then, 3 hours is heated for 3 cycles and further maintained in an atmosphere of 30 ° C. and 95% humidity for 48 hours, and then a voltage is applied at 5500 V for 1 minute to avoid short circuit.
- the multilayer insulated wire of the present invention uses a combination of a polyamide resin as the outermost layer and a resin excellent in elongation characteristics and heat resistance necessary for the inner layer as the insulating layer.
- the required items such as chemical properties could be satisfied.
- the withstand voltage characteristic is further improved when the film thickness is reduced to some extent, so that the insulated wire diameter can be reduced.
- the multilayer insulated wire of the present invention can be directly soldered during terminal processing, and sufficiently enhances the workability of winding processing.
- the transformer of the present invention using the multilayer insulated wire is excellent in electrical characteristics such as high voltage and high temperature heating, and has high reliability.
- FIG. 1 is a cross-sectional view showing an example of a transformer having a structure in which a multilayer insulated wire is a winding.
- FIG. 2 is a sectional view showing an example of a transformer having a conventional structure.
- FIG. 3 is a cross-sectional view of a multilayer insulated wire having three insulating layers.
- the multilayer insulated wire of the present invention is a multilayer insulated wire comprising at least three, preferably three, insulating layers to be coated. About the preferable embodiment, resin which forms each layer is demonstrated.
- the outermost layer (A) of the multilayer insulated wire of the present invention is an extrusion coating layer made of polyamide resin.
- Polyamide resin suitably used as the outermost insulating layer is nylon 6,6 ["A-125": trade name, manufactured by Unitika Ltd., "Amilan CM-3001”: trade name, manufactured by Toray Industries, Inc.
- the thickness of the extrusion coating layer of the outermost layer (A) made of the polyamide resin can be reduced to 25 ⁇ m or less, and is preferably 10 to 20 ⁇ m, since the withstand voltage characteristics are good even if it is thin. When this film thickness is too thin, the heat resistance is lowered, and when it is too thick, the withstand voltage characteristic is lowered.
- the inner layer (B) of the multilayer insulated wire of the present invention comprises an extrusion coating layer containing a crystalline resin having a melting point of 225 ° C. or higher, preferably 250 ° C. or higher.
- a crystalline resin having a melting point of 225 ° C. or higher include polyethylene terephthalate resin, polybutylene terephthalate resin, polybutylene naphthalate, and the like, and polyethylene terephthalate resin which is a thermoplastic linear polyester resin described later is particularly preferable.
- the inner layer (B) of the multilayer insulated wire of the present invention may be composed of an extrusion coating layer containing an amorphous resin having a glass transition temperature of 200 ° C. or higher, preferably 220 ° C. or higher. If the glass transition temperature is too low even with an amorphous resin, the heat resistance is insufficient, and the heat resistant type B is not satisfied, which is inappropriate as a coating layer.
- amorphous resins include polysulfone resins, polyethersulfone resins, polyetherimide resins, and the like, and polyethersulfone resins of amorphous resins described later are preferable.
- the inner layer (B) of the insulating layer formed of a crystalline resin having a melting point of 225 ° C. or higher is formed by combining all or part of an aliphatic alcohol component and an acid component. It is an extrusion coating layer containing a thermoplastic linear polyester resin.
- a thermoplastic linear polyester resin a resin obtained by ester reaction of an aromatic dicarboxylic acid or a dicarboxylic acid partially substituted with an aliphatic dicarboxylic acid and an aliphatic diol is preferably used.
- PET polyethylene terephthalate resin
- PBT polybutylene terephthalate resin
- PEN polyethylene naphthalate resin
- Examples of the aromatic dicarboxylic acid used in the synthesis of this thermoplastic linear polyester resin include terephthalic acid, isophthalic acid, terephthaldicarboxylic acid, diphenylsulfone dicarboxylic acid, diphenoxyethanedicarboxylic acid, diphenyl ether carboxylic acid, methyl terephthalic acid, methyl Examples thereof include isophthalic acid. Of these, terephthalic acid is particularly preferred.
- Examples of the aliphatic dicarboxylic acid that substitutes a part of the aromatic dicarboxylic acid include succinic acid, adipic acid, and sebacic acid. The substitution amount of these aliphatic dicarboxylic acids is preferably less than 30 mol%, and particularly preferably less than 20 mol% of the aromatic dicarboxylic acid.
- examples of the aliphatic diol used in the ester reaction include ethylene glycol, trimethylene glycol, tetramethylene glycol, hexanediol, and decanediol. Of these, ethylene glycol and tetramethylene glycol are preferred. Moreover, as aliphatic diol, the one part may become oxyglycol like polyethyleneglycol or polytetramethyleneglycol.
- thermoplastic linear polyester resins examples include polyethylene terephthalate (PET) resins such as “Vylopet” (trade name: manufactured by Toyobo Co., Ltd.) and “Velpet” (trade name: manufactured by Kanebo Co., Ltd.). ), “Teijin PET” (trade name: manufactured by Teijin Ltd.).
- PET polyethylene terephthalate
- PEN polyethylene naphthalate
- PCT polycyclohexanedimethylene terephthalate
- Ekter trade name: manufactured by Toray Industries, Inc.
- the resin constituting the inner layer (B) is an ethylene-based resin having a carboxylic acid or a metal salt of a carboxylic acid in the side chain with respect to 100 parts by mass of a thermoplastic linear polyester resin that is a crystalline resin having a melting point of 225 ° C. or higher.
- a resin blend obtained by blending 5 to 40 parts by mass of the copolymer is preferable.
- the resin mixture preferably contains, for example, an ethylene copolymer in which a carboxylic acid or a metal salt of a carboxylic acid is bonded to a side chain of polyethylene. This ethylene-based copolymer functions to suppress crystallization of the thermoplastic linear polyester resin described above.
- carboxylic acid bonded to the ethylene copolymer examples include unsaturated monocarboxylic acids such as acrylic acid, methacrylic acid, and crotonic acid, and unsaturated dicarboxylic acids such as maleic acid, fumaric acid, and phthalic acid.
- unsaturated monocarboxylic acids such as acrylic acid, methacrylic acid, and crotonic acid
- unsaturated dicarboxylic acids such as maleic acid, fumaric acid, and phthalic acid.
- metal salts include salts of Zn, Na, K, Mg and the like.
- an ethylene copolymer for example, a part of the carboxylic acid of the ethylene-methacrylic acid copolymer is converted into a metal salt, and a resin generally called an ionomer (for example, “Himiran”; trade name, Mitsui Polychemical) Co., Ltd.), ethylene-acrylic acid copolymer (for example, “EAA”; trade name, manufactured by Dow Chemical Co., Ltd.), ethylene-based graft polymer having carboxylic acid in the side chain (for example, “Admer”; trade name) And Mitsui Petrochemical Industry Co., Ltd.).
- an ionomer for example, “Himiran”; trade name, Mitsui Polychemical
- EAA ethylene-acrylic acid copolymer
- ethylene-based graft polymer having carboxylic acid in the side chain for example, “Admer”; trade name
- Mitsui Petrochemical Industry Co., Ltd. ethylene-based graft polymer having carboxylic
- the blending ratio of the thermoplastic linear polyester resin and the ethylene copolymer having a carboxylic acid or a metal salt of a carboxylic acid in the side chain is 100 masses in the former.
- the latter is preferably set in the range of 5 to 40 parts by mass. If the latter compounding amount is too small, there is no problem in the heat resistance of the formed insulating layer, but the effect of suppressing the crystallization of the thermoplastic linear polyester resin is reduced, so that the insulating layer is not suitable for coil processing such as bending. There may be a so-called crazing phenomenon in which microcracks are generated on the surface.
- a more preferable blending ratio of both is 7 to 25 parts by mass with respect to 100 parts by mass of the former.
- the inner layer (B) is a thermoplastic resin that is a crystalline resin having a melting point of 225 ° C. or more formed entirely or partially by combining an aliphatic alcohol component and an acid component.
- This is an extruded coating layer of a resin blend obtained by blending 1 to 20 parts by mass of a resin having an epoxy group with 100 parts by mass of a chain polyester resin.
- the thermoplastic linear polyester resin is the same as that in the above embodiment, and the preferred range is also the same.
- said epoxy group is a functional group having reactivity with said thermoplastic linear polyester resin.
- the resin having an epoxy group preferably has 1 to 20 parts by mass of the functional group-containing monomer component, and more preferably 2 to 15 parts by mass.
- Such a resin is preferably a copolymer containing an epoxy group-containing compound component.
- the reactive epoxy group-containing compound include unsaturated carboxylic acid glycidyl ester compounds represented by the following general formula (1).
- R represents an alkenyl group having 2 to 18 carbon atoms
- X represents a carbonyloxy group
- unsaturated carboxylic acid glycidyl ester examples include glycidyl acrylate, glycidyl methacrylate, itaconic acid glycidyl ester, etc. Among them, glycidyl methacrylate is preferable.
- epoxy group-containing resin having reactivity with the above thermoplastic linear polyester resin include ethylene / glycidyl methacrylate copolymer, ethylene / glycidyl methacrylate / methyl acrylate terpolymer, Examples include ethylene / glycidyl methacrylate / vinyl acetate terpolymer, ethylene / glycidyl methacrylate / methyl acrylate / vinyl acetate quaternary copolymer, and the like. Of these, ethylene / glycidyl methacrylate copolymer and ethylene / glycidyl methacrylate / methyl acrylate terpolymer are preferred. Examples of commercially available resins include “Bond First” (trade name: manufactured by Sumitomo Chemical Co., Ltd.) and “Rotada” (trade name: manufactured by Atofina).
- the blending ratio of the thermoplastic linear polyester resin and the resin having an epoxy group is 1 to 20 parts by mass with respect to 100 parts by mass of the former. It is preferable to set in the range. If the latter compounding amount is too small, the effect of suppressing the crystallization of the thermoplastic linear polyester resin becomes small, and therefore a so-called crazing phenomenon occurs, in which micro cracks are generated on the surface of the insulating layer during coil processing such as bending. Sometimes. In addition, deterioration of the insulating layer over time may cause a significant decrease in dielectric breakdown voltage.
- a more preferable blending ratio of both is 2 to 15 parts by mass with respect to 100 parts by mass of the former.
- a carboxy group and an epoxy group in a thermoplastic linear polyester resin react with each other to suppress deterioration over time and suppress embrittlement of the resin, thereby obtaining a multilayer insulated wire excellent in flexibility. be able to.
- a base resin component constituting the inner layer (B) of another embodiment 75 to 95% by mass of a polyester-based resin which is a crystalline resin having a melting point of 225 ° C. or more other than the liquid crystal polymer and a liquid crystal polymer having a melting point of 225 ° C. or more
- a polyester resin composition comprising a polyester resin containing 5 to 25% by mass of the polyester resin.
- Arbitrary methods can be used for mixing the polyester resin other than the liquid crystal polymer and the liquid crystal polymer.
- the liquid crystal polymer used in the present invention will be described below.
- the molecular structure, density, molecular weight and the like of the liquid crystal polymer to be used are not particularly limited, and a molten liquid crystalline polymer (thermotropic liquid crystal polymer) that forms a liquid crystal when melted is preferable.
- a molten liquid crystalline polymer thermotropic liquid crystal polymer
- a molten liquid crystalline polyester copolymer is preferable.
- melt liquid crystalline polyester include (I) a copolymer type polyester of rigid components obtained by block copolymerization of two types of rigid linear polyesters having different lengths, and (II) a rigid straight line.
- Non-linear structure-introduced polyester obtained by block copolymerization of flexible polyester and rigid non-linear polyester, (III) Introducing bent chain by copolymerization of rigid linear polyester and flexible polyester Type of polyester, and (IV) a nucleus-substituted aromatic-introduced polyester in which a substituent is introduced onto the aromatic ring of a rigid linear and linear polyester.
- the liquid crystal polymer preferably contains the following repeating unit, more preferably at least 30 moles of the repeating unit as a whole. % Is included.
- Preferred combinations of repeating units include the combinations of repeating units described in (I) to (VI) below.
- Such a method for producing a polyester resin of a liquid crystal polymer is described in, for example, JP-A-2-51523, JP-B-63-3888, JP-B-63-3891 and the like.
- the combinations shown in (I), (II) and (V) are preferable, and the combination shown in (V) is more preferable.
- the polyester resin of the liquid crystal polymer has a slightly higher melting point than the polyamide resin or thermoplastic polyester used in the present invention, and the fluidization temperature is 300 ° C. or higher. Furthermore, since the viscosity of the polyester resin of the liquid crystal polymer is less than that of polyethylene terephthalate or 6,6 nylon, extrusion coating at a high speed is possible, and an insulating coating layer can be formed at low cost. On the other hand, the liquid crystal polymer film has an extremely low elongation of several percent and has a problem in flexibility.
- the elongation of the film can be improved and the flexibility can be improved.
- a resin having an epoxy group is included with respect to the base resin component including the liquid crystal polymer and a polyester resin of a polymer other than the liquid crystal, and the polyester resin is a continuous layer. It is preferable to include a resin mixture having a resin having an epoxy group as a dispersed phase.
- the content of the epoxy group-containing resin is preferably 1 to 20 parts by mass, and more preferably 2 to 15 parts by mass with respect to 100 parts by mass of the base resin component of the polyester resin. When there are more than 20 mass parts of resin which has an epoxy group, heat resistance will become a little low. It is estimated that the heat resistance of the resin component having an epoxy group is lower than that of liquid crystal polymer (LCP) or PET.
- the resin having an epoxy group include ethylene / glycidyl methacrylate copolymer, ethylene / glycidyl methacrylate / methyl acrylate terpolymer, ethylene / glycidyl methacrylate / vinyl acetate terpolymer.
- examples thereof include ethylene, glycidyl methacrylate / methyl acrylate / vinyl acetate quaternary copolymer. Of these, ethylene / glycidyl methacrylate copolymer and ethylene / glycidyl methacrylate / methyl acrylate terpolymer are preferred.
- Examples of commercially available resins include “Bond First” (trade name: manufactured by Sumitomo Chemical Co., Ltd.) and “Rotada” (trade name: manufactured by Atofina).
- the resin constituting the inner layer (B) preferably contains a crystalline resin polyphenylene sulfide resin having a melting point of 225 ° C. or higher.
- a polyphenylene sulfide resin having a low degree of crosslinking is preferable from the viewpoint of obtaining good extrudability as a coating layer of a multilayer insulated wire.
- the polyphenylene sulfide resin having a low degree of cross-linking preferably has an initial tan ⁇ (loss elastic modulus / storage elastic modulus) value of 1.5 or more in nitrogen at 1 rad / s and 300 ° C., and most preferably 2 or more. Resin.
- the upper limit is not particularly limited, but the value of tan ⁇ may be 400 or less and may be larger.
- the tan ⁇ used in the present invention can be easily evaluated from the time-dependent measurement of the loss elastic modulus and storage elastic modulus in nitrogen at the above-mentioned constant frequency and constant temperature, and in particular, the initial loss elastic modulus and storage elasticity immediately after the start of measurement. It is calculated from the rate.
- a sample having a diameter of 24 mm and a thickness of 1 mm is used.
- An example of an apparatus capable of performing these measurements is an ARES (Advanced Rheometric Expansion System, product name) apparatus manufactured by TA Instruments Japan.
- the tan ⁇ is a measure of the crosslinking level, and polyphenylene sulfide resins having a tan ⁇ of less than 2 are difficult to obtain sufficient flexibility, and it is difficult to obtain a good appearance.
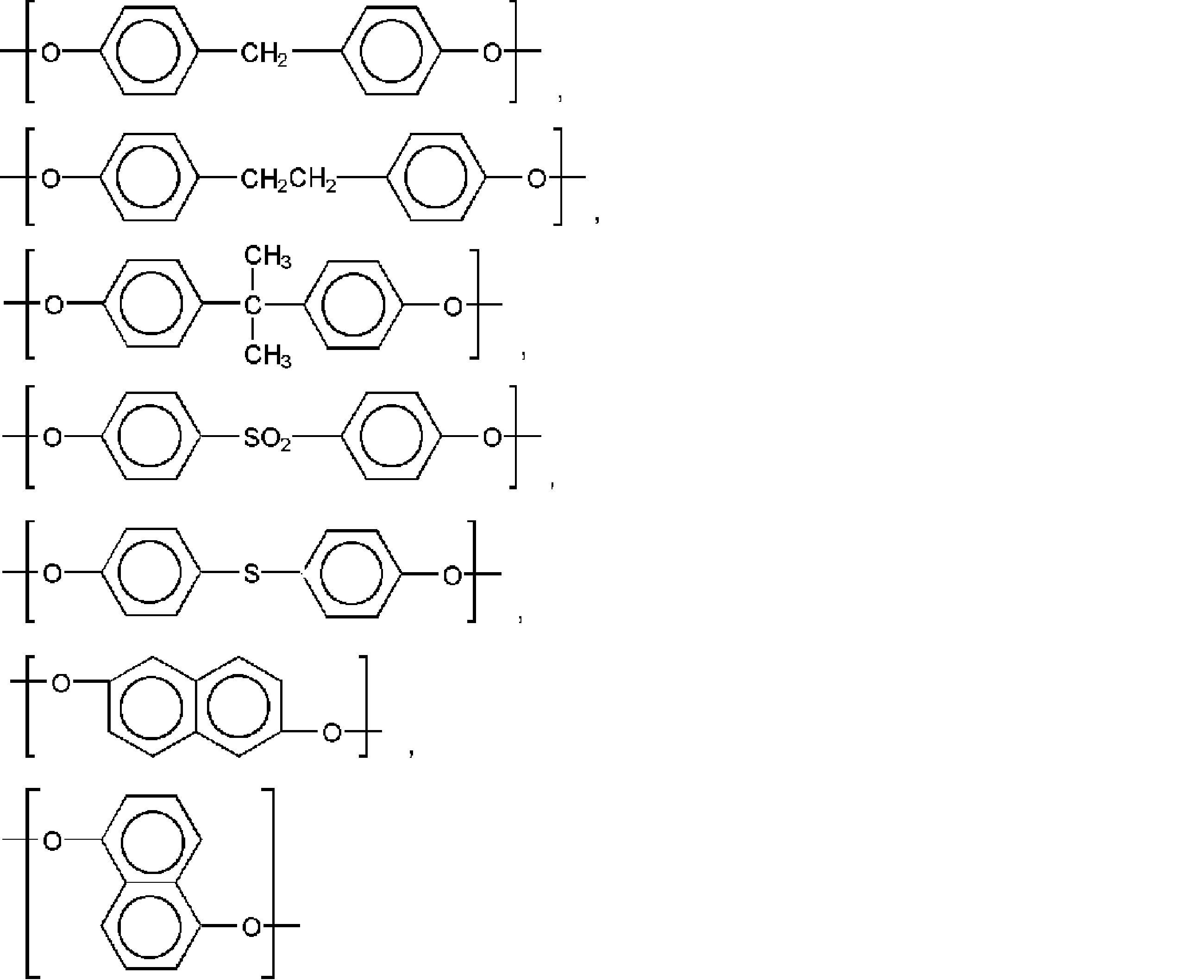
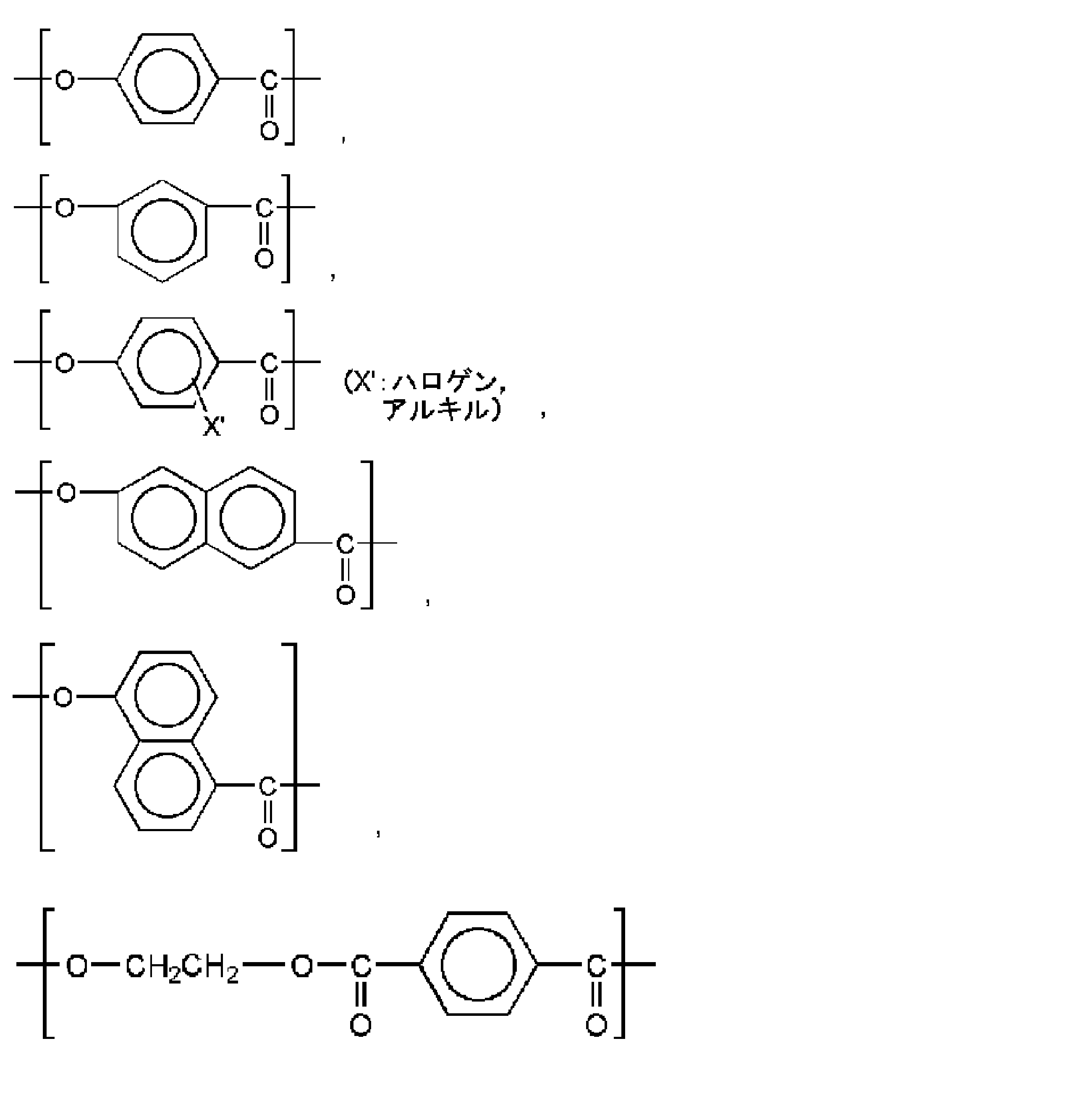
- a resin constituting the inner layer (B) of another embodiment a resin containing a polyethersulfone resin of an amorphous resin having a glass transition temperature of 200 ° C. or higher can be mentioned.
- Those represented by the following general formula (2) are preferably used.
- R 1 is a single bond or —R 2 —O— (R 2 is a phenylene group, a biphenylylene group, or
- R 3 represents an alkylene group such as —C (CH 3 ) 2 — or —CH 2 —), and the group of R 2 may further have a substituent. ).
- n represents a positive integer.
- the production method of this resin is known per se, and an example is a method of producing dichlorodiphenylsulfone, bisphenol S and potassium carbonate by reacting in a high boiling point solvent.
- Commercially available resins include “Sumika Excel PES” (trade name: manufactured by Sumitomo Chemical Co., Ltd.), “Radel A”, “Radel R” (trade name: manufactured by Amoco), and the like.
- a preferred multilayer insulated wire of the present invention will be described with reference to the drawings.
- a multilayer insulated wire having a three-layer structure including an outermost layer 12 of the multilayer insulated wire 11, an inner layer (B1) 13 in contact with the outermost layer, and an inner layer (B2) 14 inside the outer layer 12 can be obtained.
- a multilayer insulated wire consisting of three layers is shown, but the number of insulation layers may be three or more.
- the resin forming each layer is preferably the same, but may be different. it can. In the case of different layers, the respective layers are combined by adopting the different resin blends described in the above-described embodiments, or are combined by employing the resin blend and the resin composition.
- the inner layer (B1) in contact with the outermost layer (A) is preferably a crystalline resin polyphenylene sulfide resin having a melting point of 250 ° C. or higher.
- the resin is preferably a polyphenylene sulfide resin having excellent extrusion processability and a low degree of crosslinking.
- the resin forming the inner layer (B2) inside the inner layer (B1) is an epoxy group-containing resin 1 to 20 with respect to 100 parts by mass of a thermoplastic linear polyester resin that is a crystalline resin having a melting point of 225 ° C. or higher.
- a resin blend obtained by blending parts by mass is preferred.
- a thermoplastic linear polyester resin the thing similar to the thing in said embodiment can be used.
- a bare metal wire (single wire), an insulated wire provided with an enamel coating layer or a thin insulation layer on the bare metal wire, or a plurality of bare metal wires or an enamel insulated wire or A multi-core stranded wire obtained by twisting a plurality of thin insulated wires can be used.
- the number of stranded wires of these stranded wires can be arbitrarily selected depending on the high frequency application. Further, when the number of cores (elements) is large (for example, 19-, 37-elements), it may not be a stranded wire.
- a plurality of strands may be simply bundled substantially in parallel, or the bundle may be twisted at a very large pitch. In any case, it is preferable that the cross section is substantially circular.
- a first insulating layer having a desired thickness is extrusion coated on the outer periphery of the conductor, and then a second layer having a desired thickness is formed on the outer periphery of the first insulating layer.
- the outermost insulating layer is further extrusion-coated by the method of extrusion-coating the outermost insulating layer.
- the total thickness of the extruded insulating layer thus formed is preferably in the range of 50 to 180 ⁇ m for the three layers. This is because if the overall thickness of the insulating layer is too thin, the resulting heat-resistant multilayer insulated wire has a large decrease in electrical characteristics, which may be unsuitable for practical use.
- the thickness of the outermost layer is preferably 25 ⁇ m or less, more preferably 10 to 20 ⁇ m, when a polyamide resin is used for the outermost layer as described above.
- the primary windings 4 and 2 are not incorporated in the bobbin 2 on the ferrite core 1 as shown in FIG. A structure in which the next winding 6 is formed is preferable.
- the multilayer insulated wire of the present invention can also be applied to other types of transformers.
- Examples 1 to 11 and Comparative Examples 1 to 6 An annealed copper wire having a wire diameter of 1.0 mm was prepared as a conductor.
- a multilayer insulated wire was manufactured by sequentially extruding and covering the conductor with the composition of the resin for extrusion coating of each layer shown in Table 1 (the numerical value of the composition indicates parts by mass) and the thickness. In Table 1, “-” indicates that no blending is performed.
- the abbreviations showing the resins in Table 1 are as follows.
- the melting point or glass transition temperature of each resin was measured using a differential scanning calorimeter (trade name: DSC-60, manufactured by Shimadzu Corporation).
- Polyamide resin “FDK-1” (trade name: manufactured by Unitika), polyamide 66 resin (melting point: 260 ° C.)
- PPS resin “FZ-2200-A8” (trade name: manufactured by DIC), polyphenylene sulfide resin (melting point: 280 ° C.)
- PET resin “Teijin PET” (trade name: manufactured by Teijin Limited), polyethylene terephthalate resin (melting point: 260 ° C.)
- LCP resin “Rod Run LC5000” (trade name: manufactured by Unitika), liquid crystal polyester resin (melting point: 280 ° C.)
- Epoxy group-containing resin “Bond First 7M” (trade name: manufactured by Sumitomo Chemical Co., Ltd.) (melting point
- A. Flexibility test The wire was tightly wound 10 times so that the wire was in contact with the periphery of the wire itself, and was observed with a microscope. If no abnormalities such as cracks and crazing were found on the film, the wire was accepted and indicated by “ ⁇ ”.
- the multilayer insulated wire of the present invention provides a multilayer insulated wire that satisfies the requirements of heat resistance and withstand voltage characteristics and also has good workability after soldering required for coil applications.
Landscapes
- Physics & Mathematics (AREA)
- Spectroscopy & Molecular Physics (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Insulated Conductors (AREA)
- Organic Insulating Materials (AREA)
- Coils Of Transformers For General Uses (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Abstract
Description
このような規格のもとで、従来、主流の座を占めている変圧器としては、図2の断面図に例示するような構造が採用されてきた。この変圧器は、フェライトコア1上のボビン2の周面両側端に沿面距離を確保するための絶縁バリヤ3が配置された状態でエナメル被覆された一次巻線4が巻回されたのち、この一次巻線4の上に、絶縁テープ5を少なくとも3層巻回し、更にこの絶縁テープの上に沿面距離を確保するための絶縁バリヤ3を配置したのち、同じくエナメル被覆された二次巻線6が巻回された構造である。
図1で示した変圧器を製造する場合、用いる1次巻線4及び2次巻線6では、いずれか一方もしくは両方の導体4a(6a)の外周に少なくとも3層の絶縁層4b(6b),4c(6c),4d(6d)が形成されていることが前記したIEC規格との関係で必要になる。
また、前記のフッ素樹脂で押出し被覆された絶縁電線では、絶縁層はフッ素系樹脂で形成されているので、耐熱性は良好であるという利点を備えている。しかし、フッ素樹脂は高価である上に、高剪断速度で引っ張ると外観状態が悪化するという性質があるため、製造スピードを上げることも困難である。このため、フッ素樹脂で押出し被覆された絶縁電線は絶縁テープ巻と同様に電線コストが高いものになってしまうという問題点がある。
上記の絶縁電線は、IEC規格(International Electrotechnical Communication Standard)Pub.60950に準拠し、電気・電子機器用途に展開されてきた。小型化、高効率化を可能とする絶縁電線は、IEC規格Pub.61558に準拠した家電用途への展開も望まれている。そのため、要求される電圧の規定がより厳しいIEC規格Pub.61558に準拠した多層絶縁電線が求められている。
すなわち本発明は、
(1)導体と前記導体を被覆する少なくとも3層の押出絶縁層を有してなる多層絶縁電線であって、前記絶縁層の最外層(A)が、ポリアミド樹脂の押出被覆層からなり、かつその膜厚が25μm以下であり、内側の層である絶縁層の内層(B)が、融点が225℃以上の結晶性樹脂またはガラス転移温度が200℃以上の非晶性樹脂を含む押出被覆層からなることを特徴とする多層絶縁電線、
(2)前記絶縁層の内層(B)を形成する樹脂が、融点が225℃以上の結晶性樹脂の熱可塑性直鎖ポリエステル樹脂を含むことを特徴とする(1)記載の多層絶縁電線、
(3)前記絶縁層の内層(B)を形成する樹脂が、融点が225℃以上の結晶性樹脂の熱可塑性直鎖ポリエステル樹脂100質量部に対し、側鎖にカルボン酸またはカルボン酸の金属塩を有するエチレン系共重合体5~40質量部を配合して成る樹脂混和物を含むことを特徴とする(1)または(2)記載の多層絶縁電線、
(4)前記絶縁層の内層(B)を形成する樹脂が、融点が225℃以上の結晶性樹脂の熱可塑性直鎖ポリエステル樹脂100質量部に対して、エポキシ基を有する樹脂1~20質量部を配合して成る樹脂混和物を含むことを特徴とする(1)または(2)記載の多層絶縁電線、
(5)前記絶縁層の内層(B)を形成するベース樹脂成分が、液晶ポリマー以外の融点が225℃以上の結晶性樹脂のポリエステル系樹脂75~95質量%および融点が225℃以上の液晶ポリマーのポリエステル系樹脂5~25質量%からなることを特徴とする(1)記載の多層絶縁電線、
(6)前記絶縁層の内層(B)を形成する樹脂が、前記ベース樹脂成分100質量部に対して、エポキシ基を有する樹脂1~20質量部を含むことを特徴とする(5)記載の多層絶縁電線、
(7)前記絶縁層の内層(B)を形成する樹脂が、融点が225℃以上の結晶性樹脂のポリフェニレンスルフィド樹脂を含むことを特徴とする(1)記載の多層絶縁電線、
(8)前記絶縁層の内層(B)を形成する樹脂が、ガラス転移温度が200℃以上の非晶性樹脂のポリエーテルスルホン樹脂を含むことを特徴とする(1)記載の多層絶縁電線、
(9)前記絶縁層の最外層(A)に接する内層(B1)の融点が225℃以上の結晶性樹脂のポリフェニレンスルフィド樹脂であって、前記内層(B1)以外の内層(B2)のうち少なくとも1層が融点225℃以上の結晶性樹脂の熱可塑性直鎖ポリエステル樹脂100質量部に対して、エポキシ基を有する樹脂1~20質量部を含むことを特徴とする(1)記載の多層絶縁電線、および、
(10)(1)~(9)のいずれか1項に記載の多層絶縁電線を用いてなることを特徴とする変圧器、
を提供するものである。
本発明の多層絶縁電線は、端末加工時には直接はんだ付けを行うことができ、巻線加工の作業性を十分高めるものである。さらに前記多層絶縁電線を用いてなる本発明の変圧器は、高電圧時、高温加熱時等の電気特性に優れ、信頼性が高い。
本発明の多層絶縁電線は、被覆する絶縁層は少なくとも3層、好ましくは3層からなる多層絶縁電線である。その好ましい実施形態について、各層を形成する樹脂について説明をする。
ポリアミド樹脂からなる最外層(A)の押出被覆層の膜厚は、薄くしても耐電圧特性が良好となるため25μm以下にすることができ、好ましくは10~20μmである。この膜厚は薄すぎると耐熱性が低下し、厚すぎると耐電圧特性が低下する。
融点が225℃以上の結晶性樹脂として、ポリエチレンテレフタレート樹脂、ポリブチレンテレフタレート樹脂、ポリブチレンナフタレート等を挙げることができ、後述する熱可塑性直鎖ポリエステル樹脂であるポリエチレンテレフタレート樹脂等が特に好ましい。
また、本発明の多層絶縁電線の内層(B)は、ガラス転移温度が200℃以上好ましくは220℃以上の非晶性樹脂を含む押出被覆層からなるものでもよい。非晶性樹脂でもガラス転移温度が低すぎると、耐熱性が不足し、耐熱B種を満たさない結果となり、被覆層として不適切である。
このような非晶性樹脂には、ポリスルホン樹脂、ポリエーテルスルホン樹脂、ポリエーテルイミド樹脂等があり、後述する非晶性樹脂のポリエーテルスルホン樹脂等が好ましい。
熱可塑性直鎖ポリエステル樹脂としては、芳香族ジカルボン酸またはその一部が脂肪族ジカルボン酸で置換されているジカルボン酸と脂肪族ジオールとのエステル反応で得られたものが好ましく用いられる。例えば、ポリエチレンテレフタレート樹脂(PET)、ポリブチレンテレフタレート樹脂(PBT)、ポリエチレンナフレート樹脂(PEN)などを代表例としてあげることができる。
芳香族ジカルボン酸の一部を置換する脂肪族ジカルボン酸としては、例えば、コハク酸、アジピン酸、セバシン酸などをあげることができる。これらの脂肪族ジカルボン酸の置換量は、芳香族ジカルボン酸の30モル%未満であることが好ましく、とくに20モル%未満であることが好ましい。
樹脂混和物には、例えば、ポリエチレンの側鎖にカルボン酸もしくはカルボン酸の金属塩を結合させたエチレン系共重合体を含有させることが好ましい。このエチレン系共重合体は、前記した熱可塑性直鎖ポリエステル樹脂の結晶化を抑制する働きをする。
このようなエチレン系共重合体としては、例えば、エチレン-メタアクリル酸共重合体のカルボン酸の一部を金属塩にし、一般にアイオノマーと呼ばれる樹脂(例えば、「ハイミラン」;商品名、三井ポリケミカル(株)製)、エチレン-アクリル酸共重合体(例えば、「EAA」;商品名、ダウケミカル社製)、側鎖にカルボン酸を有するエチレン系グラフト重合体(例えば、「アドマー」;商品名、三井石油化学工業(株)製)をあげることができる。

本発明において、熱可塑性直鎖ポリエステル樹脂中のカルボシキル基とエポキシ基とが反応することにより、経時劣化を抑制するとともに、樹脂の脆化を抑制し、可とう性に優れた多層絶縁電線を得ることができる。
用いられる液晶ポリマーとして、その分子構造、密度、分子量等は特に限定されるものではなく、溶融したときに液晶を形成する溶融液晶性ポリマー(サーモトロピック液晶ポリマー)が好ましい。溶融液晶性ポリマーの中でも、溶融液晶性ポリエステル系共重合体が好ましい。
このような溶融液晶性ポリエステルとしては、(I)長さの異なる剛直な直線性のポリエステル2種をブロック共重合して得られる剛直性成分同士の共重合型のポリエステル、(II)剛直な直線性のポリエステルと剛直な非直線性のポリエステルをブロック共重合して得られる非直線性構造導入型のポリエステル、(III)剛直な直線性のポリエステルと屈曲性のあるポリエステルの共重合による屈曲鎖導入型のポリエステル、(IV)剛直鎖で直線性のポリエステルの芳香族環上へ置換基を導入した核置換芳香族導入型ポリエステルがある。










これらの中で、(I)、(II)、(V)に示す組み合わせのものが好ましく、さらに好ましくは(V)に示す組み合わせのものが挙げられる。
液晶ポリマー皮膜は、逆に伸びが数%と極めて低い特徴があり、屈曲性に問題がある。そこで、ポリブチレンテレフタレート、ポリエチレンテレフタレート、ポリエチレンナフタレートなどの液晶ポリマー以外のポリエステル系樹脂を液晶ポリマーに配合することで皮膜の伸びを改善し、可とう性を良好にすることが可能になる。
エポキシ基を有する樹脂が20質量部より多いと耐熱性がやや低くなる。液晶ポリマー(LCP)やPETに比べてエポキシ基を有する樹脂成分の耐熱性が低いためと推定される。


最外層(A)に接する内層(B1)は、融点が250℃以上の結晶性樹脂のポリフェニレンスルフィド樹脂が好ましい。この樹脂としては、上記の押出加工性に優れた架橋度の低いポリフェニレンスルフィド樹脂が好ましい。前記内層(B1)より内側の内層(B2)を形成する樹脂は、融点が225℃以上の結晶性樹脂である熱可塑性直鎖ポリエステル樹脂100質量部に対して、エポキシ基を有する樹脂1~20質量部を配合して成る樹脂混和物が好ましい。熱可塑性直鎖ポリエステル樹脂としては、上記の実施態様におけるものと同様のものを使用することができる。
導体として線径1.0mmの軟銅線を用意した。表1に示した各層の押出被覆用樹脂の配合(組成の数値は質量部を示す)及び厚さで、導体上に順次押出し被覆して多層絶縁電線を製造した。なお、表1中の「-」は配合しないことを表す。
ポリアミド樹脂:「FDK-1」(商品名:ユニチカ社製)、ポリアミド66樹脂(融点:260℃)
PPS樹脂:「FZ-2200-A8」(商品名:DIC社製)、ポリフェニレンスルフィド樹脂(融点:280℃)
PET樹脂:「帝人PET」(商品名:帝人社製)、ポリエチレンテレフタレート樹脂(融点:260℃)
LCP樹脂:「ロッドランLC5000」(商品名:ユニチカ社製)、液晶ポリエステル樹脂(融点:280℃)
エポキシ基含有樹脂:「ボンドファースト7M」(商品名:住友化学工業社製)(融点:52℃)
エチレン系共重合体:「ハイミラン1855」(商品名:三井デュポン社製)(融点:86℃)
PES樹脂:「スミカエクセルPES4100」(商品名:住友化学工業社製)、ポリエーテルスルホン樹脂(ガラス転移温度:225℃)
A.可とう性試験:
電線自身の周囲に線と線が接触するように緊密に10回巻きつけ、顕微鏡にて観察を行い皮膜にクラックやクレージングなどの異常が見られなければ合格とし、「○」で表示した。
B.電気的耐熱性:
IEC規格61558に準拠した下記の試験方法で評価した。
直径1.0mmのマンドレルに多層絶縁電線を、荷重9.4kgをかけながら10ターン巻付け、225℃で1時間加熱し、更に150℃で21時間及び200℃で3時間を3サイクル加熱し、更に30℃、湿度95%の雰囲気に48時間保持し、その後5500Vにて1分間電圧を印加し短絡しなければ、B種合格と判定し「○」で表示した。(判定はn=5にて評価、1つでも短絡すれば不合格となり「×」で表示)。
C.耐溶剤性:
巻線加工として20D(導体径の20倍径)巻き付けを行った電線を、キシレン及びイソプロピルアルコール溶媒に30秒間浸漬し、乾燥後試料表面の肉眼観察を行い、クレージング発生の有無判定を行った。表1において、クレージングの発生が無いものを「○」、クレージングが発生したものを「×」とした。全ての試料でクレージング発生がみとめられなかった。
D.合否:
そして、これら上記のA、B、Cの試験結果を総合して、絶縁電線としての合否を判定し、好ましいものは「○」、不適切なものは「×」とした。

比較例1~4では最外層であるポリアミド樹脂の膜厚が30μmと厚くなっており電気的耐熱性が満足しなかった。比較例5及び6では、最外層にポリエステル樹脂を用いると、膜厚にかかわらず電気的耐熱性が満足しなかった。一方、実施例1~11では、可とう性、電気的耐熱性、耐薬品性、および電線外観のいずれも合格基準を満たした。
2 ボビン
3 絶縁バリヤ
4 一次巻線
4a 導体
4b,4c,4d 絶縁層
5 絶縁テープ
6 二次巻線
6a 導体
6b,6c,6d 絶縁層
Claims (10)
- 導体と前記導体を被覆する少なくとも3層の押出絶縁層を有してなる多層絶縁電線であって、前記絶縁層の最外層(A)が、ポリアミド樹脂の押出被覆層からなり、かつその膜厚が25μm以下であり、内側の層である絶縁層の内層(B)が、融点が225℃以上の結晶性樹脂またはガラス転移温度が200℃以上の非晶性樹脂を含む押出被覆層からなることを特徴とする多層絶縁電線。
- 前記絶縁層の内層(B)を形成する樹脂が、融点が225℃以上の結晶性樹脂の熱可塑性直鎖ポリエステル樹脂を含むものであることを特徴とする請求項1記載の多層絶縁電線。
- 前記絶縁層の内層(B)を形成する樹脂が、融点が225℃以上の結晶性樹脂の熱可塑性直鎖ポリエステル樹脂100質量部に対し、側鎖にカルボン酸またはカルボン酸の金属塩を有するエチレン系共重合体5~40質量部を配合して成る樹脂混和物を含むものであることを特徴とする請求項1または2記載の多層絶縁電線。
- 前記絶縁層の内層(B)を形成する樹脂が、融点が225℃以上の結晶性樹脂の熱可塑性直鎖ポリエステル樹脂100質量部に対して、エポキシ基を有する樹脂1~20質量部を配合して成る樹脂混和物を含むものであることを特徴とする請求項1または2記載の多層絶縁電線。
- 前記絶縁層の内層(B)を形成するベース樹脂成分が、液晶ポリマー以外の融点が225℃以上の結晶性樹脂のポリエステル系樹脂75~95質量%および融点が225℃以上の液晶ポリマーのポリエステル系樹脂5~25質量%からなることを特徴とする請求項1記載の多層絶縁電線。
- 前記絶縁層の内層(B)を形成する樹脂が、前記ベース樹脂成分100質量部に対して、エポキシ基を有する樹脂1~20質量部を含むことを特徴とする請求項5記載の多層絶縁電線。
- 前記絶縁層の内層(B)を形成する樹脂が、融点が225℃以上の結晶性樹脂のポリフェニレンスルフィド樹脂を含むことを特徴とする請求項1記載の多層絶縁電線。
- 前記絶縁層の内層(B)を形成する樹脂が、ガラス転移温度が200℃以上の非晶性樹脂のポリエーテルスルホン樹脂を含むことを特徴とする請求項1記載の多層絶縁電線。
- 前記絶縁層の最外層(A)に接する内層(B1)の融点が225℃以上の結晶性樹脂のポリフェニレンスルフィド樹脂であって、前記内層(B1)以外の内層(B2)のうち少なくとも1層が融点225℃以上の結晶性樹脂の熱可塑性直鎖ポリエステル樹脂100質量部に対して、エポキシ基を有する樹脂1~20質量部を含むことを特徴とする請求項1記載の多層絶縁電線。
- 請求項1~9のいずれか1項に記載の多層絶縁電線を用いてなることを特徴とする変圧器。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2010800388106A CN102498526A (zh) | 2009-09-02 | 2010-08-31 | 多层绝缘电线和使用其的变压器 |
| KR1020147025698A KR20140117696A (ko) | 2009-09-02 | 2010-08-31 | 다층 절연 전선 및 그것을 이용한 변압기 |
| EP10813697.9A EP2474984A4 (en) | 2009-09-02 | 2010-08-31 | MULTILAYER INSULATED WIRE AND TRANSFORMER USING THE SAME |
| JP2011529903A JP5739810B2 (ja) | 2009-09-02 | 2010-08-31 | 多層絶縁電線及びそれを用いた変圧器 |
| US13/409,869 US8946557B2 (en) | 2009-09-02 | 2012-03-01 | Multilayer insulated electric wire and transformer using the same |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009-203148 | 2009-09-02 | ||
| JP2009203148 | 2009-09-02 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US13/409,869 Continuation US8946557B2 (en) | 2009-09-02 | 2012-03-01 | Multilayer insulated electric wire and transformer using the same |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2011027748A1 true WO2011027748A1 (ja) | 2011-03-10 |
Family
ID=43649283
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2010/064840 WO2011027748A1 (ja) | 2009-09-02 | 2010-08-31 | 多層絶縁電線及びそれを用いた変圧器 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US8946557B2 (ja) |
| EP (1) | EP2474984A4 (ja) |
| JP (1) | JP5739810B2 (ja) |
| KR (2) | KR20140117696A (ja) |
| CN (1) | CN102498526A (ja) |
| TW (1) | TW201112275A (ja) |
| WO (1) | WO2011027748A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2833371A4 (en) * | 2012-03-27 | 2015-10-21 | Furukawa Electric Co Ltd | MULTILAYER INSULATED ELECTRICAL WIRE AND ELECTRICAL OR ELECTRONIC DEVICES THEREWITH |
| EP2824674A4 (en) * | 2012-03-07 | 2015-10-21 | Furukawa Electric Co Ltd | INSULATED ELECTRIC WIRE HAVING A BUBBLE LAYER IN ITS BREAST, ELECTRICAL DEVICE, AND METHOD FOR MANUFACTURING INSULATED ELECTRIC WIRE HAVING A BUBBLE LAYER IN ITS BREAST |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE112011104608B4 (de) * | 2010-12-27 | 2018-02-08 | Autonetworks Technologies, Ltd. | Isoliertes Fahrzeugkabel und Fahrzeugkabelbaum |
| MY191046A (en) * | 2012-12-28 | 2022-05-30 | Essex Furukawa Magnet Wire Japan Co Ltd | Insulated wire, electrical equipment, and method of producing insulated wire |
| CN105190783A (zh) * | 2013-05-10 | 2015-12-23 | 沙特基础全球技术有限公司 | 双层线涂层 |
| KR101525703B1 (ko) * | 2013-12-18 | 2015-06-03 | 삼성전기주식회사 | 칩 전자부품 및 그 제조방법 |
| JP6133249B2 (ja) * | 2014-09-09 | 2017-05-24 | 古河電気工業株式会社 | 絶縁電線、コイルおよび電気・電子機器ならびに絶縁電線の製造方法 |
| CN104392772B (zh) * | 2014-12-03 | 2017-10-03 | 深圳市凯中和东新材料有限公司 | 一种耐热绝缘材料及使用该材料的三层绝缘线 |
| KR101652850B1 (ko) * | 2015-01-30 | 2016-08-31 | 삼성전기주식회사 | 칩 전자부품, 그 제조방법 및 이를 구비한 기판 |
| CN106935317B (zh) * | 2017-05-04 | 2018-06-08 | 川叶电子科技(上海)股份有限公司 | 一种复合绝缘电线及其制备方法 |
| US20190019599A1 (en) * | 2017-07-14 | 2019-01-17 | Kevin Bachynsk | Heated Electrical Wire |
| JP6756691B2 (ja) * | 2017-11-07 | 2020-09-16 | 日立金属株式会社 | 絶縁電線 |
| JP6756692B2 (ja) | 2017-11-07 | 2020-09-16 | 日立金属株式会社 | 絶縁電線 |
| JP6756693B2 (ja) * | 2017-11-07 | 2020-09-16 | 日立金属株式会社 | 絶縁電線 |
| JP6795481B2 (ja) * | 2017-11-07 | 2020-12-02 | 日立金属株式会社 | 絶縁電線 |
| CN108269647A (zh) * | 2017-12-27 | 2018-07-10 | 深圳市凯中和东新材料有限公司 | 一种无卤环保h级耐热三层绝缘线 |
| CN108231255A (zh) * | 2017-12-27 | 2018-06-29 | 深圳市凯中和东新材料有限公司 | 一种无卤环保f级直焊三层绝缘线 |
| JP2019129005A (ja) * | 2018-01-22 | 2019-08-01 | 住友電気工業株式会社 | 被覆電線および多芯ケーブル |
| CN111944475A (zh) * | 2020-09-02 | 2020-11-17 | 河源市可顺绝缘材料有限公司 | 一种自粘胶及其应用的自粘型绝缘线 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS633891B2 (ja) | 1977-09-12 | 1988-01-26 | Hekisuto Seraniizu Corp | |
| JPS633888B2 (ja) | 1977-10-20 | 1988-01-26 | Hekisuto Seraniizu Corp | |
| JPH0251523A (ja) | 1988-08-12 | 1990-02-21 | Sumitomo Chem Co Ltd | 芳香族ポリエステル |
| JPH0356112A (ja) | 1989-07-26 | 1991-03-11 | Hitachi Ltd | フィルタおよびそれを用いたクリーンルーム |
| JPH06223634A (ja) | 1992-10-28 | 1994-08-12 | Furukawa Electric Co Ltd:The | 多層絶縁電線とその製造方法 |
| US5606152A (en) | 1992-10-28 | 1997-02-25 | The Furukawa Electric Co., Ltd. | Multilayer insulated wire and a manufacturing method therefor |
| JPH10134642A (ja) | 1996-10-30 | 1998-05-22 | Furukawa Electric Co Ltd:The | 多層絶縁電線およびこれを用いた変圧器 |
| WO2007037417A1 (ja) * | 2005-09-30 | 2007-04-05 | The Furukawa Electric Co., Ltd. | 多層絶縁電線及びそれを用いた変圧器 |
| JP2008198445A (ja) * | 2007-02-09 | 2008-08-28 | Furukawa Electric Co Ltd:The | 絶縁電線 |
| JP2009203148A (ja) | 2008-02-29 | 2009-09-10 | Toray Ind Inc | 二水石膏の製造方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5492761A (en) * | 1989-01-27 | 1996-02-20 | Sumitomo Electric Industries, Ltd. | Heat-resistant coated electrically conductive wire |
| JPH0356112U (ja) | 1989-10-03 | 1991-05-30 | ||
| EP0440118A3 (en) * | 1990-01-31 | 1992-02-26 | Fujikura Ltd. | Electric insulated wire and cable using the same |
| US5426264A (en) * | 1994-01-18 | 1995-06-20 | Baker Hughes Incorporated | Cross-linked polyethylene cable insulation |
| US5965263A (en) * | 1996-12-25 | 1999-10-12 | The Furukawa Electric Co., Ltd. | Insulated wire |
| US6359230B1 (en) * | 1999-12-21 | 2002-03-19 | Champlain Cable Corporation | Automotive-wire insulation |
| TW594799B (en) * | 2001-06-01 | 2004-06-21 | Furukawa Electric Co Ltd | Multilayer insulated wire and transformer using the same |
| JP4177295B2 (ja) * | 2003-12-17 | 2008-11-05 | 古河電気工業株式会社 | 耐インバータサージ絶縁ワイヤおよびその製造方法 |
| JP4897963B2 (ja) * | 2007-03-28 | 2012-03-14 | 古河電気工業株式会社 | 多層絶縁電線及びそれを用いた変圧器 |
-
2010
- 2010-08-31 WO PCT/JP2010/064840 patent/WO2011027748A1/ja active Application Filing
- 2010-08-31 KR KR1020147025698A patent/KR20140117696A/ko active Application Filing
- 2010-08-31 CN CN2010800388106A patent/CN102498526A/zh active Pending
- 2010-08-31 KR KR1020127006773A patent/KR20120046773A/ko active Application Filing
- 2010-08-31 EP EP10813697.9A patent/EP2474984A4/en not_active Withdrawn
- 2010-08-31 JP JP2011529903A patent/JP5739810B2/ja not_active Expired - Fee Related
- 2010-09-01 TW TW099129432A patent/TW201112275A/zh unknown
-
2012
- 2012-03-01 US US13/409,869 patent/US8946557B2/en not_active Expired - Fee Related
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS633891B2 (ja) | 1977-09-12 | 1988-01-26 | Hekisuto Seraniizu Corp | |
| JPS633888B2 (ja) | 1977-10-20 | 1988-01-26 | Hekisuto Seraniizu Corp | |
| JPH0251523A (ja) | 1988-08-12 | 1990-02-21 | Sumitomo Chem Co Ltd | 芳香族ポリエステル |
| JPH0356112A (ja) | 1989-07-26 | 1991-03-11 | Hitachi Ltd | フィルタおよびそれを用いたクリーンルーム |
| JPH06223634A (ja) | 1992-10-28 | 1994-08-12 | Furukawa Electric Co Ltd:The | 多層絶縁電線とその製造方法 |
| US5606152A (en) | 1992-10-28 | 1997-02-25 | The Furukawa Electric Co., Ltd. | Multilayer insulated wire and a manufacturing method therefor |
| JPH10134642A (ja) | 1996-10-30 | 1998-05-22 | Furukawa Electric Co Ltd:The | 多層絶縁電線およびこれを用いた変圧器 |
| WO2007037417A1 (ja) * | 2005-09-30 | 2007-04-05 | The Furukawa Electric Co., Ltd. | 多層絶縁電線及びそれを用いた変圧器 |
| JP2008198445A (ja) * | 2007-02-09 | 2008-08-28 | Furukawa Electric Co Ltd:The | 絶縁電線 |
| JP2009203148A (ja) | 2008-02-29 | 2009-09-10 | Toray Ind Inc | 二水石膏の製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2474984A4 * |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2824674A4 (en) * | 2012-03-07 | 2015-10-21 | Furukawa Electric Co Ltd | INSULATED ELECTRIC WIRE HAVING A BUBBLE LAYER IN ITS BREAST, ELECTRICAL DEVICE, AND METHOD FOR MANUFACTURING INSULATED ELECTRIC WIRE HAVING A BUBBLE LAYER IN ITS BREAST |
| US9196401B2 (en) | 2012-03-07 | 2015-11-24 | Furukawa Electric Co., Ltd. | Insulated wire having a layer containing bubbles, electrical equipment, and method of producing insulated wire having a layer containing bubbles |
| EP2833371A4 (en) * | 2012-03-27 | 2015-10-21 | Furukawa Electric Co Ltd | MULTILAYER INSULATED ELECTRICAL WIRE AND ELECTRICAL OR ELECTRONIC DEVICES THEREWITH |
| KR101741305B1 (ko) | 2012-03-27 | 2017-05-29 | 후루카와 덴키 고교 가부시키가이샤 | 다층 절연 전선 및 그것을 이용한 전기·전자기기 |
Also Published As
| Publication number | Publication date |
|---|---|
| US8946557B2 (en) | 2015-02-03 |
| KR20120046773A (ko) | 2012-05-10 |
| EP2474984A4 (en) | 2013-07-03 |
| JPWO2011027748A1 (ja) | 2013-02-04 |
| TW201112275A (en) | 2011-04-01 |
| EP2474984A1 (en) | 2012-07-11 |
| KR20140117696A (ko) | 2014-10-07 |
| US20120154099A1 (en) | 2012-06-21 |
| JP5739810B2 (ja) | 2015-06-24 |
| CN102498526A (zh) | 2012-06-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2011027748A1 (ja) | 多層絶縁電線及びそれを用いた変圧器 | |
| JP4579989B2 (ja) | 多層絶縁電線及びそれを用いた変圧器 | |
| JP4974147B2 (ja) | 多層絶縁電線及びそれを用いた変圧器 | |
| JP5184346B2 (ja) | 多層絶縁電線 | |
| JP5520493B2 (ja) | 多層絶縁電線及びそれを用いた変圧器 | |
| JP4398984B2 (ja) | 絶縁電線 | |
| JP4897963B2 (ja) | 多層絶縁電線及びそれを用いた変圧器 | |
| JP4999077B2 (ja) | 絶縁電線及びそれを用いた変圧器 | |
| KR101279299B1 (ko) | 절연 전선 | |
| JP5520468B2 (ja) | 多層絶縁電線及びそれを用いた変圧器 | |
| JP2009231025A (ja) | 多層絶縁電線及びそれを用いた変圧器 | |
| JP5342279B2 (ja) | 多層絶縁電線 | |
| JP2008201855A (ja) | 樹脂分散体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201080038810.6 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 10813697 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011529903 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REEP | Request for entry into the european phase |
Ref document number: 2010813697 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2010813697 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 20127006773 Country of ref document: KR Kind code of ref document: A |