WO2009116145A1 - 凍結乾燥方法および凍結乾燥装置 - Google Patents
凍結乾燥方法および凍結乾燥装置 Download PDFInfo
- Publication number
- WO2009116145A1 WO2009116145A1 PCT/JP2008/055057 JP2008055057W WO2009116145A1 WO 2009116145 A1 WO2009116145 A1 WO 2009116145A1 JP 2008055057 W JP2008055057 W JP 2008055057W WO 2009116145 A1 WO2009116145 A1 WO 2009116145A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- dried
- vertical tube
- freeze
- frozen
- freezing
- Prior art date
Links
Images


Classifications
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23L—FOODS, FOODSTUFFS, OR NON-ALCOHOLIC BEVERAGES, NOT COVERED BY SUBCLASSES A21D OR A23B-A23J; THEIR PREPARATION OR TREATMENT, e.g. COOKING, MODIFICATION OF NUTRITIVE QUALITIES, PHYSICAL TREATMENT; PRESERVATION OF FOODS OR FOODSTUFFS, IN GENERAL
- A23L3/00—Preservation of foods or foodstuffs, in general, e.g. pasteurising, sterilising, specially adapted for foods or foodstuffs
- A23L3/40—Preservation of foods or foodstuffs, in general, e.g. pasteurising, sterilising, specially adapted for foods or foodstuffs by drying or kilning; Subsequent reconstitution
- A23L3/44—Freeze-drying
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B5/00—Drying solid materials or objects by processes not involving the application of heat
- F26B5/04—Drying solid materials or objects by processes not involving the application of heat by evaporation or sublimation of moisture under reduced pressure, e.g. in a vacuum
- F26B5/06—Drying solid materials or objects by processes not involving the application of heat by evaporation or sublimation of moisture under reduced pressure, e.g. in a vacuum the process involving freezing
- F26B5/065—Drying solid materials or objects by processes not involving the application of heat by evaporation or sublimation of moisture under reduced pressure, e.g. in a vacuum the process involving freezing the product to be freeze-dried being sprayed, dispersed or pulverised
Definitions
- the present invention relates to a freeze-drying method and an apparatus for freeze-drying a liquid material to be dried such as a chemical solution on the inner peripheral surface of a vertical tube, and more particularly, to an efficiency after freezing the material to be dried.
- the present invention relates to a freeze-drying method and a freeze-drying apparatus that can be freeze-dried well in a short time and can greatly increase production efficiency.
- the above prior art includes a vertical tube, a liquid supply means for supplying a liquid material to be sprayed to a spray means provided on the upper portion of the vertical tube, and an excessive material to be dried connected to the lower portion of the vertical tube. And a refrigeration unit that is disposed around the vertical tube and controls the temperature of the inner peripheral surface of the vertical tube.
- the liquid material to be dried supplied from the liquid supply means is sprayed by the spray means and supplied to the inner peripheral surface of the vertical tube.
- a freezing surface is formed on the inner peripheral surface of the saddle tube, and the freezing surface is cooled by the freezing means, whereby the material to be dried is frozen in a pipe shape on the freezing surface.
- the excessive material to be dried flowing down to the lower part of the vertical tube is recovered to the liquid supply means via the liquid recovery path.
- the supply of the predetermined amount of the material to be dried is finished, the supply of the material to be dried from the liquid supply means is stopped, and the inside of the vertical tube is decompressed. Then, the refrigerant temperature of the refrigeration unit is increased to switch to the heating unit, and the frozen material to be dried is freeze-dried by applying sublimation heat from the heating unit to the frozen material to be dried.
- a flange with a nozzle incorporating a jet nozzle is assembled to the lower end of the vertical tube.
- the material to be dried in the vertical tube is freeze-dried into a pipe shape, it peels off from the frozen surface, is received by the flange with nozzle, and is crushed by the air blown from the jet nozzle. Is done.
- the coarsely crushed material to be dried is conveyed to the jet mill by the air, and further pulverized into a fine powder, and then collected by a cyclone device and collected in a bulk can.
- the refrigerant of the refrigeration means is switched to a heating means by heating to, for example, 30 to 50 ° C., and the frozen to-be-dried material is passed through the wall of the vertical tube by the heating means. The material is heated.
- the temperature of the refrigerant must be changed greatly between the freezing process and the freeze-drying process, the temperature control is not easy, and there are the following problems, and freeze-drying takes a long time. It was not easy to increase productivity.
- the heat supplied from the heating means is transmitted as conduction heat through the wall of the vertical tube, but since the vertical tube is formed in a large size, much of the heat is generated. It is easy to be taken away by this saddle tube, and it is not easy to increase the heating efficiency.
- the frozen water in the material to be dried sublimates from the inner surface facing the decompressed space in the vertical tube, and the sublimation heat is replenished from the heating means. Since the amount of heat generated is transferred through the frozen material to be dried, it is not easy to heat efficiently and quickly.
- the technical problem of the present invention is to solve the above problems, freeze the material to be dried, efficiently replenish sublimation heat and freeze-dry in a short time, and can greatly increase production efficiency. And providing a freeze-drying apparatus.
- the present invention is configured as follows, for example, based on FIGS. 1 to 3 showing an embodiment of the present invention. That is, the present invention 1 relates to a freeze-drying method, in which a liquid material to be dried (47) is supplied from a liquid supply means (5) to a frozen surface (2a) formed on the inner peripheral surface of a vertical tube (2). The frozen surface (2a) is cooled to freeze the material to be dried (47) in a pipe shape, and then the supply of the material to be dried (47) from the liquid supply means (5) is stopped.
- a freeze-drying method in which the inside of the vertical tube (2) is depressurized to freeze-dry the frozen material to be dried (47), and the inside of the vertical tube (2) is subjected to the freeze-drying.
- the radiant heat is supplied from the internal heating means (41) disposed to the frozen material to be dried (47).
- the present invention relates to a freeze-drying apparatus, and a vertical tube (2) having a frozen surface (2a) formed on an inner peripheral surface, and a liquid supply for supplying a liquid material (47) to be dried to the frozen surface (2a) Means (5), a freezing means (10) disposed around the vertical tube (2) to cool the freezing surface (2a), and the internal space of the vertical tube (2) is evacuated. And a decompression means (12) that comprises an internal heating means (41) in the saddle tube (2), from which the freezing surface (2a) The radiant heat can be supplied to the) side.
- the liquid material to be dried supplied to the freezing surface formed on the inner peripheral surface of the vertical tube is frozen by cooling the freezing surface with a freezing means, and formed into a frozen layer.
- the frozen water contained in the frozen layer of the material to be dried is sublimated.
- Radiation heat from the internal heating means is supplied to the frozen layer on the inner surface facing the internal space of the saddle tube. Thereby, the sublimation heat taken away from the frozen layer during the sublimation is replenished, the frozen moisture contained in the frozen layer is continuously sublimated, and the material to be dried is dried.
- the above internal heating means is not limited to a specific shape, structure, or type of heat source.
- the internal heating means can be formed in a spiral shape.
- this internal heating means is disposed along the central axis of the vertical tube and formed into a shape having a vertically long radiation surface on the outer surface, the radiant heat is uniformly applied to the inner surface of the frozen material to be dried.
- the radiation surface is preferably close to the material to be dried within a range that does not adversely affect the freezing of the material to be dried and the sublimation of frozen water. Therefore, it is preferable to form the internal heating means in a large size. . In this case, since the internal space of the saddle tube becomes narrow, there is also an advantage that the inside of the saddle tube can be easily evacuated and maintained by the decompression means.
- the above radiant surface can be subjected to surface treatment on a material, color, or the like having a high radiant heat radiation efficiency within a range that does not affect the material to be dried.
- a heat source for the heating means for heating the radiation surface for example, an electric heater can be used.
- the heat source can be easily controlled to a predetermined temperature. preferable.
- the temperature of the radiant surface heated by the heat source is set by a balance between the amount of radiant heat supplied to the material to be dried and the amount of sublimation heat taken from the material to be dried. Specifically, although depending on the radiation area and radiation efficiency of the above radiation surface, the heat receiving efficiency of the material to be dried, the amount of heat of sublimation generated by decompression, etc., the frozen water contained in the material to be dried is melted by radiant heat. And a temperature at which it sublimates rapidly, for example, 20 to 150 ° C., preferably 30 to 100 ° C., and more preferably 40 to 90 ° C. A temperature sensor is placed in the vertical tube to measure the temperature of the material to be dried that has received radiant heat. Based on this measured temperature, the temperature does not rise above the glass transition temperature of frozen water. The temperature of the internal heating means may be controlled.
- the sublimation heat may be replenished only from the internal heating means, but in the present invention, the external surface of the saddle tube is provided with an external heating means different from the freezing means, or an external heating means that is also used as the freezing means. Also good.
- the sublimation heat taken away from the frozen layer can be replenished more quickly, and freezing can be performed in a shorter time. Can be dried.
- the freezing means is also used as the external heating means, the temperature of the refrigerant flowing through the freezing means is controlled by switching between a predetermined freezing temperature and a heating temperature.
- the above vertical tube is not limited to a specific size, but the material to be dried lyophilized in the vertical tube has a larger amount of processing in one freeze-drying as the outer dimension of the transverse shape is larger. Can do.
- the inner dimension of the cross-sectional shape of the vertical tube is preferably set to 100 mm or more for test equipment, for example, and set to 200 mm or more for manufacturing equipment, more preferably 300 mm. It is set to the above, More preferably, it sets to 400 mm or more.
- the cross-sectional shape of the vertical tube is usually formed in a circular shape, and the inner dimension is the inner diameter.
- the cross-sectional shape may be another shape such as a polygon. In the case of a polygon, the above-mentioned inner dimension refers to the length of the diagonal line.
- the freeze thickness of the material to be dried that is frozen in the shape of a pipe in the above-described saddle-shaped tube may be a thickness that allows the freeze-dried material to be crushed by the above-mentioned crushing means. It is not limited. However, the smaller the freeze thickness, the easier it is to grind after freeze-drying, so it is preferably set to 25 mm or less, more preferably 15 mm or less, and even more preferably 10 mm or less.
- the above-mentioned internal heating means is only disposed in the vertical tube and heated to a predetermined temperature, and since it does not need to be used as a freezing means, its temperature control is easy.
- the internal heating means is disposed in the vertical tube, the internal space of the vertical tube is reduced by the volume of the internal heating means.
- the internal heating means can be formed in a large size in accordance with this to narrow the space in the saddle tube. Accordingly, the inside of the vertical tube can be quickly evacuated by the decompression means, and the frozen material to be dried can be efficiently lyophilized.
- FIG. 1 It is a schematic block diagram of the freeze-drying apparatus which shows embodiment of this invention. It is a schematic block diagram of the crushing and granulating apparatus and the powder filling apparatus connected to the freeze-drying apparatus of the embodiment of the present invention. It is a cross-sectional top view of the principal part of a saddle type tube of embodiment of this invention.
- FIG. 1 is a schematic configuration diagram of a freeze-drying apparatus of the present invention
- FIG. 2 is a diagram of a crushing / sizing apparatus and a powder filling apparatus connected to the freeze-drying apparatus
- FIG. 3 is a schematic configuration diagram
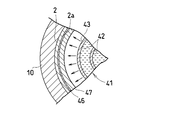
- FIG. 3 is a cross-sectional plan view of the main part of the vertical tube during freeze-drying.
- this freeze-drying apparatus (1) includes a cylindrical saddle tube (2), and an airtight chamber (3) is formed on the top of the saddle tube (2).
- the saddle tube (2) is not limited to a specific size, but for example, the inner diameter is 200 mm or more, preferably 300 to 600 mm, more preferably 400 to 600 mm.
- the height of the vertical tube (2) is 500 to 4000 mm, preferably 1000 to 3000 mm.
- a spray device (4) is arranged in the above airtight chamber (3).
- This spraying device (4) is connected to the purified water tank (6) and the liquid supply tank (7) of the liquid supply device (5) via the liquid supply path (8).
- the liquid supply tank (7) contains a liquid material to be dried, such as a pharmaceutical aqueous solution.
- the liquid supply path (8) is provided with a liquid supply valve (9). By opening the liquid supply valve (9) and the take-off valve (6a) of the purified water tank (6), Purified water is supplied to the spraying device (4) and sprayed into the airtight chamber (3), and the liquid supply valve (9) and the discharge valve (7a) of the liquid supply tank (7) are opened. Thus, the material to be dried (47) is supplied to the spraying device (4) and sprayed into the airtight chamber (3).
- a freezing surface (2a) is formed on the inner peripheral surface of the vertical tube (2), while a freezing device (10) also serving as an external heating device is provided around the vertical tube (2). Is arranged.
- the frozen surface (2a) is controlled to a predetermined temperature lower than the freezing temperature of the material to be dried (47), for example.
- the airtight chamber (3) is connected to a pressure reducing device (12) through a pressure reducing path (11), and a pressure reducing path opening / closing valve (13) is disposed in the pressure reducing path (11).
- the pressure reducing path on / off valve (13) is opened and the pressure reducing device (12) is driven, the inside of the vertical tube (2) is evacuated.
- an internal heating device (41) is arranged along the central axis.
- This internal heating device (41) has an internal / external double tube structure, and a heat medium passage (42) is formed inside.
- a vertically long and cylindrical radiation surface (43) is formed so as to face the frozen surface (2a).
- the radiation surface (43) is heated by passing a heat medium such as warm water, hot water, or heating steam through the heat medium flow path (42), and thereby the freezing surface is formed from the radiation surface (43). Radiant heat is released to the surface (2a).
- the heat medium flow path (42) is connected to a temperature control device (44) disposed outside the vertical tube (2), and is connected to a temperature sensor (45) disposed in the vertical tube (2). Based on the detected temperature, the heat medium flowing through the heat medium flow path (42) is controlled to a predetermined temperature.
- a vertical guide tube (14) is connected to the lower end of the vertical tube (2).
- the guide tube (14) includes an upper large diameter portion (14a), a reduced diameter portion (14b) having a smaller diameter toward the lower portion of the intermediate portion, and a lower thin diameter portion (14c).
- the rotary blade (16) of the crushing device (15) is disposed inside the large diameter portion (14a), and the rotary blade (16) is rotated by the motor (17).
- a first on-off valve (18) is attached to the small diameter portion (14c).
- the inner surface of the reduced diameter portion (14b) may be inclined to such an extent that the coarsely crushed material does not stay. However, the closer to the vertical, the longer the vertical length becomes. For example, 60-80 degrees with respect to the horizontal plane, More preferably, it is set to 70 to 80 degrees.
- a liquid recovery path (19) branches above the first on-off valve (18), and a second on-off valve (20) and a recovery pump (21) are attached to the liquid recovery path (19). is there.
- the liquid recovery path (19) is connected to the liquid supply tank (7), and excess material to be dried flowing down in the vertical tube (2) is fed by the recovery pump (21). It returns to this liquid supply tank (7) through a liquid recovery path (19).
- the lower end of the guide tube (14) is connected to the upper lid (23) of the crushing / sizing device (22).
- a crushing arm (25) rotated by a crushing motor (24) is arranged inside, and a screen (26) of a predetermined mesh is attached to the lower part.
- Three guide cylinders (14%) are connected to the upper lid (23), and a saddle tube (2) is connected to the upper part of each guide cylinder (14).
- the vertical tube (2) connected to the upper lid (23) according to the present invention is set in consideration of the balance between the freeze-drying speed and the filling speed by the powder filling apparatus described later, and can be one or two. Or four or more.
- a powder filling device (28) is disposed below the outlet (27) of the above-mentioned crushing and sizing device (22), and an inlet opening to the upper lid (29) of this powder filling device (28) (30) and the outlet (27) are connected via the second guide tube (31).
- an auger screw (33) is arranged in the vertical direction, and an agitation arm (34) is attached to the auger screw (33).
- the auger screw (33) is supported by the support base (36) via the support arm (35), and is intermittently driven by a transmission mechanism (not shown).
- the funnel (32) is supported by the support arm (35) and the auxiliary arm (37) below the support arm (35).
- a measuring unit (38) is attached to the lower part of the funnel (32), and a loading / unloading unit (40) for a predetermined container (39) such as a vial is provided below the measuring unit (38).
- the freezing surface (2a) of the vertical tube (2) is cooled below the freezing point by the freezing device (10), and the decompression path opening / closing valve (13) and the first opening / closing valve (18) are cooled.
- the take-out valve (6a) and the liquid supply valve (9) of the purified water tank (6) are opened.
- purified water is supplied to the spraying device (4) and sprayed into the airtight chamber (3), flows down along the frozen surface (2a), and freezes, as shown in FIG.
- a so-called ice lining (46) is formed.
- the take-off valve (6a) of the purified water tank (6) is closed and the liquid supply tank is Open the take-off valve (7a) in (7).
- the liquid material to be dried (47) is supplied from the liquid supply tank (7) to the spraying device (4) and sprayed into the hermetic chamber (3), and the frozen surface (2a). It flows down along the upper ice lining (46), and as shown in FIG. 3, the material to be dried (47) is frozen in a pipe shape on the ice lining (46).
- the excess material to be dried that has flowed down to the lower end of the vertical tube (2) is passed from the second on-off valve (20) to the liquid recovery path (19) by the recovery pump (21). It collect
- the purified water and the material to be dried (47) are sprayed from the spraying device (4) toward the inner surface of the hermetic chamber (3) so as not to reach the internal heating device (41). .
- the take-out valve (7a) and the liquid supply valve (9) are closed to stop spraying from the spraying device (4). Then, after the excessive material to be dried flowing down to the lower end of the vertical tube (2) is recovered from the liquid recovery path (19) to the liquid supply tank (7), the second on-off valve (20) is closed. Thereafter, the pressure reducing path on / off valve (13) is opened to drive the pressure reducing device (12), and the inside of the vertical tube (2) is maintained at a predetermined degree of vacuum. As a result, the frozen moisture contained in the material to be dried sublimates, and the water vapor is discharged from the decompression path (11) and collected in a cold trap (not shown).
- a heating medium having a predetermined temperature is circulated in the internal heating device (41), and radiant heat is released from the radiating surface (43) as shown in FIG. Since this radiation surface (43) faces the above-mentioned frozen surface (2a), the above-mentioned radiant heat is the inside of the material to be dried (47) frozen on this frozen surface (2a) facing the decompressed space. Supplied to the peripheral surface side. At this time, since the radiation surface (43) is formed in a cylindrical shape, radiation heat is supplied from the radiation surface (43) to the material to be dried (47) almost evenly.
- the refrigeration apparatus (10) is switched to an external heating apparatus, and the refrigerant of the refrigeration apparatus (10) is heated to a predetermined temperature such as 30 ° C., and the vertical tube ( Conducted heat is supplied to the peripheral wall freezing surface (2a) of 2).
- the sublimation heat deprived from the material to be dried due to the sublimation of the frozen water is quickly replenished by the radiant heat and the conduction heat, whereby the frozen water contained in the material to be dried continues to sublime, and the material to be dried. Is lyophilized to a water content of 0.1 to 5% by weight, for example. Thereafter, as the sublimation moisture decreases, the heat of sublimation also decreases, so the product temperature of the material to be dried rises.
- this product temperature has an adverse effect on the quality of the material to be dried, for example, 40 ° C. or less.
- moisture remaining in the material to be dried such as bound water
- the moisture content of the material to be dried is, for example, 0.1% by weight or less. Dry thoroughly until
- the moisture content after drying of this to-be-dried material is an illustration, and the moisture content of the to-be-dried material obtained by drying of this invention is arbitrarily set according to the kind etc. of to-be-dried material.
- the radiation surface (43) is close to the material to be dried (47), and the radiation surface (43) is widened to increase the radiant heat. It can radiate and can quickly replenish the above sublimation heat. Moreover, since the space in the saddle tube (2) is narrowed, the inside of the saddle tube (2) can be easily maintained in a vacuum state by the above-described decompression device (12), which is preferable.
- the ice lining (46) formed on the inner peripheral surface of the vertical tube (2) also sublimates and disappears, so that the lyophilized product (47) Due to the motor-driven vibration or intentionally applied vibration, it is peeled off from the inner peripheral surface of the vertical tube (2) and dropped in the guide cylinder (14), and the crushing device (15) It is received by the rotary blade (16).
- the pressure reducing device (12) is stopped, the pressure reducing passage opening / closing valve (13) is closed, the first opening / closing valve (18) attached to the guide cylinder (14) is opened, and the vertical tube ( 2) Return the inside of the guide tube (14) to atmospheric pressure.
- the motor (17) is driven to rotate the rotary blade (16), and the lyophilized product (47) is impacted and crushed.
- the freeze-dried product (47) may be roughly crushed to such an extent that it can pass through the narrow diameter portion (14c) at the lower portion of the guide tube (14), and does not need to be crushed excessively finely.
- the coarsely crushed material crushed by the rotary blade (16) passes through the reduced diameter portion (14b) and the narrow diameter portion (14c) in order, and is crushed by gravity to the crushing and sizing device (22). And is finely crushed by the crushing arm (25) and sized to a predetermined particle size by passing through the screen (26).
- Granules sized by the above-mentioned crushing and sizing device (22) are guided in the second guide cylinder (31) by the action of gravity, and the funnel ( 32) is put in.
- the granular material is stirred in the funnel (32) by the stirring arm (34), and a predetermined amount corresponding to the rotation of the auger screw (33) is measured by the weighing unit (38) at the lower end of the funnel (32), It is sent out downward from the measuring section (38) and filled into a predetermined container (39).
- the crushing and sizing device (22) and the powder filling device (28) are sequentially arranged below the freeze-drying device, a series of processes from freeze-drying to powder filling can be performed. it can.
- these powder filling devices and crushing / sizing devices may not be connected below the freeze-drying device.
- a collection container such as a bulk can is arranged below the second guide cylinder of the crushing / granulating device, and the crushed / granulated powder is accommodated in the collecting container, For example, it is conveyed to a powder filling process provided separately.
- a recovery container is arranged below the guide cylinder of the freeze-drying device, and the coarsely crushed material after freeze-drying is accommodated in this recovery container and the next step. It is conveyed to.
- the freeze-drying apparatus described in the above embodiment is exemplified to embody the technical idea of the present invention, and is a vertical tube, internal heating means, liquid supply means, spraying apparatus, freezing means, decompression means.
- the structure, shape, arrangement, etc. of the liquid recovery path, crushing means, and other members are not limited to those of this embodiment, and various modifications can be made within the scope of the claims of the present invention.
- the frozen thickness of the material to be dried is not limited to a specific dimension.
- the freeze-dried product is peeled off from the inner peripheral surface of the vertical tube when the freeze-drying is completed. Fall.
- the freeze-dried material to be dried easily peels from the inner peripheral surface of the bowl-shaped tube, the formation of the ice layer by the purified water can be omitted.
- an internal heating device having a double-pipe structure is used.
- a helical heat medium flow path may be used, and furthermore, a heat source other than a fluid such as an electric heater may be used. is there.
- the shape of the radiation surface is preferably a cylindrical shape, but it is needless to say that the shape is not limited to this.
- the refrigeration means is also used as an external heating device.
- an external heating device may be provided separately from the refrigeration means, and when sublimation heat can be sufficiently supplied from the internal heating means, The external heating means can be omitted.
- the freeze-dried material to be dried is guided and crushed by a guide tube.
- a jet nozzle is incorporated in the lower part of the vertical tube and crushed by the blown air.
- other grinding devices may be incorporated.
- the crushing / sizing device, the mixing / feeding device, the powder filling device, etc. are arranged and connected below the freeze drying device, but the freeze drying device of the present invention has only the crushing / sizing device. May be connected, or these connections may be omitted. In this case, it is possible to convey the coarsely crushed material and the sized granule in a bulk can.
- the freeze-drying apparatus of the present invention can be freeze-dried efficiently in a short time after freezing the liquid material to be dried, and can greatly increase the production efficiency. However, it is also suitably used for the production of freeze-dried powders in other fields.
Landscapes
- Engineering & Computer Science (AREA)
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Nutrition Science (AREA)
- Chemical & Material Sciences (AREA)
- Food Science & Technology (AREA)
- Polymers & Plastics (AREA)
- Molecular Biology (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Drying Of Solid Materials (AREA)
- Freezing, Cooling And Drying Of Foods (AREA)
Abstract
Description
すなわち本発明1は凍結乾燥方法に関し、竪型チューブ(2)の内周面に形成された凍結面(2a)へ、給液手段(5)から液状の被乾燥材料(47)を供給し、この凍結面(2a)を冷却して上記の被乾燥材料(47)をパイプ状に凍結し、次いで上記の給液手段(5)からの被乾燥材料(47)の供給を停止したのち、この竪型チューブ(2)内を減圧して上記の凍結した被乾燥材料(47)を凍結乾燥する、凍結乾燥方法であって、上記の凍結乾燥の際に、上記の竪型チューブ(2)内に配置された内部加熱手段(41)から上記の凍結した被乾燥材料(47)へ輻射熱を供給することを特徴とする。
なお、凍結手段を外部加熱手段に兼用する場合は、この凍結手段を流通する冷媒の温度を、所定の冷凍温度と加温温度とに切換えることで制御される。
(1)上記の内部加熱手段は、竪型チューブ内に配置されて所定温度に加熱するだけであり、冷凍手段と兼用する必要がないので、その温度制御が容易である。
これらにより被乾燥材料を凍結したのち、効率よく短時間で凍結乾燥することができ、生産効率を大幅に高めることができる。
2…竪型チューブ
2a…凍結面
5…給液手段(給液装置)
10…冷凍手段(冷凍装置)
12…減圧手段(減圧装置)
41…内部加熱手段(内部加熱装置)
43…輻射面
47…被乾燥材料
図1から図3は本発明の実施形態を示し、図1は本発明の凍結乾燥装置の概略構成図、図2はこの凍結乾燥装置に接続された解砕・整粒装置と粉末充填装置の概略構成図、図3は凍結乾燥の際の、竪型チューブの要部の横断平面図である。
なお、上記の縮径部(14b)の内面は、粗砕物が滞留しない程度に傾斜させてあればよいが、垂直に近いほど上下長さが長くなるので、例えば水平面に対し60~80度、より好ましくは70~80度に設定される。
なお、上記の上蓋(23)には3本のガイド筒(14…)が接続してあり、各ガイド筒(14)の上部にはそれぞれ竪型チューブ(2)が接続してある。ただし本発明でこの上蓋(23)に接続される竪型チューブ(2)は、凍結乾燥速度と、後述の粉末充填装置による充填速度とのバランスなどを考慮して設定され、1本や2本でもよく、或いは4本以上であってもよい。
最初に、上記の竪型チューブ(2)の凍結面(2a)を上記の冷凍装置(10)で氷点下に冷却しておき、上記の減圧路開閉弁(13)と第1開閉弁(18)とを閉じた状態で、上記の精製水タンク(6)の取出しバルブ(6a)と給液バルブ(9)とを開く。これにより、精製水が上記の噴霧装置(4)へ供給されて上記の気密室(3)内に散布され、上記の凍結面(2a)に沿って流下して氷結し、図3に示すように、いわゆるアイスライニング(46)が形成される。
なお、上記の精製水やこの被乾燥材料(47)は、上記の内部加熱装置(41)へかからないように、上記の噴霧装置(4)から気密室(3)の内面に向けて散布される。
また上記の実施形態では凍結乾燥装置の下方に解砕・整粒装置や混合・供給装置、粉末充填装置などを配置して接続したが、本発明の凍結乾燥装置は解砕・整粒手段のみを接続してもよく、或いはこれらの接続を省略してもよい。この場合は、粗砕物や整粒された粉粒体をバルク缶等で搬送することが可能である。
Claims (4)
- 竪型チューブ(2)の内周面に形成された凍結面(2a)へ、給液手段(5)から液状の被乾燥材料(47)を供給し、この凍結面(2a)を冷却して上記の被乾燥材料(47)をパイプ状に凍結し、次いで上記の給液手段(5)からの被乾燥材料(47)の供給を停止したのち、この竪型チューブ(2)内を減圧して上記の凍結した被乾燥材料(47)を凍結乾燥する、凍結乾燥方法であって、
上記の凍結乾燥の際に、上記の竪型チューブ(2)内に配置された内部加熱手段(41)から上記の凍結した被乾燥材料(47)へ輻射熱を供給することを特徴とする、凍結乾燥方法。 - 上記の内部加熱手段(41)を上記の竪型チューブ(2)の中心軸心に沿って配置し、この内部加熱手段(41)の外面に縦長の輻射面(43)を形成した、請求項1に記載の凍結乾燥方法。
- 内周面に凍結面(2a)を形成した竪型チューブ(2)と、その凍結面(2a)へ液状の被乾燥材料(47)を供給する給液手段(5)と、上記の竪型チューブ(2)の周囲に配置されて上記の凍結面(2a)を冷却する冷凍手段(10)と、上記の竪型チューブ(2)内を真空状態にする減圧手段(12)とを備えた凍結乾燥装置であって、
上記の竪型チューブ(2)内に内部加熱手段(41)を備え、この内部加熱手段(41)から上記の凍結面(2a)側へ輻射熱を供給可能に構成したことを特徴とする、凍結乾燥装置。 - 上記の内部加熱手段(41)は、上記の竪型チューブ(2)の中心軸心に沿って配置され、外面に縦長の輻射面(43)を備える、請求項3に記載の凍結乾燥装置。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2008801280888A CN101970964B (zh) | 2008-03-19 | 2008-03-19 | 冷冻干燥方法及冷冻干燥装置 |
| KR1020107023219A KR20100135262A (ko) | 2008-03-19 | 2008-03-19 | 동결건조방법 및 동결건조장치 |
| PCT/JP2008/055057 WO2009116145A1 (ja) | 2008-03-19 | 2008-03-19 | 凍結乾燥方法および凍結乾燥装置 |
| JP2010503698A JP5114552B2 (ja) | 2008-03-19 | 2008-03-19 | 凍結乾燥方法および凍結乾燥装置 |
| US12/933,225 US8365432B2 (en) | 2008-03-19 | 2008-03-19 | Freeze-drying method and freeze-drying apparatus |
| EP08722447.3A EP2270409B1 (en) | 2008-03-19 | 2008-03-19 | Freeze-drying method and freeze-drying apparatus |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2008/055057 WO2009116145A1 (ja) | 2008-03-19 | 2008-03-19 | 凍結乾燥方法および凍結乾燥装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2009116145A1 true WO2009116145A1 (ja) | 2009-09-24 |
Family
ID=41090567
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2008/055057 WO2009116145A1 (ja) | 2008-03-19 | 2008-03-19 | 凍結乾燥方法および凍結乾燥装置 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US8365432B2 (ja) |
| EP (1) | EP2270409B1 (ja) |
| JP (1) | JP5114552B2 (ja) |
| KR (1) | KR20100135262A (ja) |
| CN (1) | CN101970964B (ja) |
| WO (1) | WO2009116145A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011229477A (ja) * | 2010-04-28 | 2011-11-17 | Morinaga & Co Ltd | 凍結乾燥食品及びその製造方法 |
| KR200474748Y1 (ko) | 2014-07-11 | 2014-10-22 | 주식회사 오페론 | 예비동결 및 건조장치 |
| CN115711515A (zh) * | 2022-11-07 | 2023-02-24 | 厚德食品股份有限公司 | 一种蛋黄上清液粉制备用冷冻干燥装置 |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101970964B (zh) * | 2008-03-19 | 2012-05-23 | 株式会社盛本医药 | 冷冻干燥方法及冷冻干燥装置 |
| KR101330475B1 (ko) * | 2012-07-18 | 2013-11-15 | 유경화 | 슬러지 건조기 |
| KR101696837B1 (ko) | 2015-08-17 | 2017-02-01 | 주식회사 오페론 | 농수산물 동결건조장치 |
| CN105806045A (zh) * | 2016-04-22 | 2016-07-27 | 成都聚智工业设计有限公司 | 真空干燥罐 |
| US11358878B2 (en) | 2016-11-14 | 2022-06-14 | William H. Mitchell, JR. | Systems and methods for separating soluble solutions |
| CN108571862A (zh) * | 2017-03-07 | 2018-09-25 | 成都青山利康药业有限公司 | 一种薄膜的冻干剥离方法 |
| CN110338436A (zh) * | 2018-04-03 | 2019-10-18 | 蔡明宪 | 蔬果干燥系统 |
| EP3864359B1 (en) * | 2018-10-11 | 2023-06-28 | IMA Life North America Inc. | Bulk freeze drying system |
| CA3118075A1 (en) * | 2018-10-29 | 2020-05-07 | Freeze Dried Foods New Zealand Limited | A continuous freeze dryer, hopper and method of freeze-drying |
| JP6667884B1 (ja) * | 2019-07-17 | 2020-03-18 | 株式会社松井製作所 | 粉粒体材料の乾燥装置及び粉粒体材料の乾燥方法 |
| CN110585754B (zh) * | 2019-09-03 | 2020-12-08 | 珠海市迪奇孚瑞生物科技有限公司 | 用于干燥的试剂混合物、试剂混合物的制备以及干燥方法 |
| JP7085088B1 (ja) * | 2021-08-03 | 2022-06-16 | 株式会社エムアイアイ | 凍結乾燥物 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002310556A (ja) * | 2001-04-04 | 2002-10-23 | Kyowa Shinku Gijutsu Kk | 食品・薬品等の凍結乾燥装置および凍結乾燥方法 |
| JP2003010722A (ja) * | 2001-07-06 | 2003-01-14 | Kyowa Shinku Gijutsu Kk | 凍結乾燥した食品・薬品類の乾燥バルクの粉砕装置 |
| JP2004330130A (ja) | 2003-05-09 | 2004-11-25 | Kyowa Shinku Gijutsu Kk | 凍結乾燥装置の竪型チューブの内壁面に対する液材料の凍結方法と凍結乾燥装置 |
| JP2008020151A (ja) * | 2006-07-14 | 2008-01-31 | Morimoto Iyaku:Kk | 凍結乾燥方法および凍結乾燥装置 |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3132930A (en) * | 1961-04-13 | 1964-05-12 | Fmc Corp | Freeze drying system |
| CH408781A (de) * | 1964-04-24 | 1966-02-28 | Anderwert Fritz | Verfahren zur Trocknung von zerstäubbarem Gut durch Sublimation und Trockeneinrichtung zur Ausführung des Verfahrens |
| BR7302114D0 (pt) * | 1973-03-10 | 1974-08-15 | A Filipe | Equipamento para liofilizacao acelerada |
| US4033048A (en) * | 1976-01-12 | 1977-07-05 | Clayton Van Ike | Freeze drying apparatus |
| US4327750A (en) * | 1978-08-07 | 1982-05-04 | American Brands, Inc. | Apparatus for increasing the filling capacity of tobacco |
| US4455135A (en) * | 1980-12-23 | 1984-06-19 | Bitterly Jack G | Vacuum chamber and method of creating a vacuum |
| FR2607129B1 (fr) * | 1986-11-20 | 1996-10-25 | Hannart Marc | Appareils pour rendre potable, par sterilisation, l'eau brute, et la distribuer, a differentes temperatures |
| JPH0642867A (ja) * | 1992-07-23 | 1994-02-18 | Nippon Kansouki Kk | タンブラー型回転乾燥機 |
| DE69435342D1 (de) * | 1993-07-19 | 2011-05-05 | Angiotech Pharm Inc | Anti-Angiogene Mittel und Verfahren zu deren Verwendung |
| GB9505523D0 (en) * | 1995-03-18 | 1995-05-03 | Wellcome Found | Lyophilization process |
| DE60120346T2 (de) * | 2001-03-01 | 2007-05-16 | Incorporated Administrative Agency National Agriculture And Bio-Oriented Research Organization, Tsukuba | Verfahren und Vorrichtung zur Herstellung eines gefriergetrockneten Produktes |
| JP3653239B2 (ja) * | 2001-06-14 | 2005-05-25 | 共和真空技術株式会社 | 食品・薬品等の凍結乾燥装置 |
| JP2003194459A (ja) * | 2001-12-26 | 2003-07-09 | Kobe Steel Ltd | 凍結乾燥機 |
| WO2009006891A1 (en) * | 2007-07-10 | 2009-01-15 | Niro A/S | Method for freeze-drying a product and freeze-drying apparatus for carrying out the method |
| US9186677B2 (en) * | 2007-07-13 | 2015-11-17 | Handylab, Inc. | Integrated apparatus for performing nucleic acid extraction and diagnostic testing on multiple biological samples |
| US20100303918A1 (en) * | 2007-10-25 | 2010-12-02 | Revalesio Corporation | Compositions and methods for treating asthma and other lung disorders |
| CN101970964B (zh) * | 2008-03-19 | 2012-05-23 | 株式会社盛本医药 | 冷冻干燥方法及冷冻干燥装置 |
| WO2009151718A2 (en) * | 2008-03-25 | 2009-12-17 | Ronald De Strulle | Environmentally-neutral processing with condensed phase cryogenic fluids |
| DE102008031809A1 (de) * | 2008-06-27 | 2009-12-31 | Optima Group Pharma Gmbh | Halterung |
| US7985188B2 (en) * | 2009-05-13 | 2011-07-26 | Cv Holdings Llc | Vessel, coating, inspection and processing apparatus |
-
2008
- 2008-03-19 CN CN2008801280888A patent/CN101970964B/zh not_active Expired - Fee Related
- 2008-03-19 EP EP08722447.3A patent/EP2270409B1/en active Active
- 2008-03-19 US US12/933,225 patent/US8365432B2/en active Active
- 2008-03-19 WO PCT/JP2008/055057 patent/WO2009116145A1/ja active Application Filing
- 2008-03-19 KR KR1020107023219A patent/KR20100135262A/ko not_active Application Discontinuation
- 2008-03-19 JP JP2010503698A patent/JP5114552B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002310556A (ja) * | 2001-04-04 | 2002-10-23 | Kyowa Shinku Gijutsu Kk | 食品・薬品等の凍結乾燥装置および凍結乾燥方法 |
| JP2003010722A (ja) * | 2001-07-06 | 2003-01-14 | Kyowa Shinku Gijutsu Kk | 凍結乾燥した食品・薬品類の乾燥バルクの粉砕装置 |
| JP2004330130A (ja) | 2003-05-09 | 2004-11-25 | Kyowa Shinku Gijutsu Kk | 凍結乾燥装置の竪型チューブの内壁面に対する液材料の凍結方法と凍結乾燥装置 |
| JP2008020151A (ja) * | 2006-07-14 | 2008-01-31 | Morimoto Iyaku:Kk | 凍結乾燥方法および凍結乾燥装置 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2270409A4 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011229477A (ja) * | 2010-04-28 | 2011-11-17 | Morinaga & Co Ltd | 凍結乾燥食品及びその製造方法 |
| KR200474748Y1 (ko) | 2014-07-11 | 2014-10-22 | 주식회사 오페론 | 예비동결 및 건조장치 |
| CN115711515A (zh) * | 2022-11-07 | 2023-02-24 | 厚德食品股份有限公司 | 一种蛋黄上清液粉制备用冷冻干燥装置 |
| CN115711515B (zh) * | 2022-11-07 | 2023-08-04 | 厚德食品股份有限公司 | 一种蛋黄上清液粉制备用冷冻干燥装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2270409A4 (en) | 2012-08-08 |
| JPWO2009116145A1 (ja) | 2011-07-21 |
| US20110016741A1 (en) | 2011-01-27 |
| CN101970964B (zh) | 2012-05-23 |
| KR20100135262A (ko) | 2010-12-24 |
| JP5114552B2 (ja) | 2013-01-09 |
| EP2270409B1 (en) | 2014-02-26 |
| CN101970964A (zh) | 2011-02-09 |
| US8365432B2 (en) | 2013-02-05 |
| EP2270409A1 (en) | 2011-01-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5114552B2 (ja) | 凍結乾燥方法および凍結乾燥装置 | |
| CA2849796C (en) | A process line for the production of freeze-dried particles | |
| CN106268503B (zh) | 一种液氮喷雾冷冻造粒真空干燥装置和工作方法 | |
| JP5173159B2 (ja) | 凍結乾燥方法および凍結乾燥装置 | |
| JP7038435B2 (ja) | 噴霧凍結造粒乾燥粉体製造装置及び噴霧凍結造粒乾燥粉体製造システム | |
| CN105318666A (zh) | 一种真空喷雾冷冻干燥设备和方法 | |
| CN107683398A (zh) | 使用带电介质加热的喷雾冷冻和搅拌干燥的散装冷冻干燥 | |
| KR101514787B1 (ko) | 일종의 과립상 조리식품에 사용되는 펄스 분사 마이크로파 냉동건조 장치 및 균질화 고효율 가공 방법 | |
| WO2017084160A1 (zh) | 一种固体制剂制造设备和方法 | |
| ES2958224T3 (es) | Cámara de liofilización para un sistema de liofilización a granel | |
| CN110523096A (zh) | 可缩短益生菌料液冷冻干燥时间的规模化干燥装置与方法 | |
| KR101941109B1 (ko) | 버섯분말 제조 장치 | |
| JPH07121354B2 (ja) | 粒状乾燥物製造方法及び真空凍結乾燥装置 | |
| JP2006177640A (ja) | 凍結真空乾燥装置 | |
| JP3653239B2 (ja) | 食品・薬品等の凍結乾燥装置 | |
| CN116802450A (zh) | 用于散装冷冻干燥系统的干燥腔室 | |
| JP2020085346A (ja) | 減圧乾燥方法 | |
| JP2020085347A (ja) | フリーズドライ製品の製造方法及びフリーズドライシステム | |
| US3513559A (en) | Freeze-drying apparatus | |
| ES2955971T3 (es) | Sistema de liofilización a granel | |
| JP3686594B2 (ja) | 食品・薬品類の凍結乾燥装置における液材料の分注装置 | |
| CN208154920U (zh) | 一种吸潮物料的冷却装置 | |
| RU2615553C1 (ru) | Способ и устройство непрерывной сублимационной сушки жидких продуктов | |
| CN115289788A (zh) | 一种真空喷雾冷冻干燥机 | |
| RU2023403C1 (ru) | Устройство для получения агломерата порошкообразных безалкогольных напитков |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 200880128088.8 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 08722447 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2010503698 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 12933225 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2008722447 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20107023219 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 7348/DELNP/2010 Country of ref document: IN |