RU2465103C2 - Способ изготовления детали из заготовки посредством фрезерного инструмента - Google Patents
Способ изготовления детали из заготовки посредством фрезерного инструмента Download PDFInfo
- Publication number
- RU2465103C2 RU2465103C2 RU2011105412/02A RU2011105412A RU2465103C2 RU 2465103 C2 RU2465103 C2 RU 2465103C2 RU 2011105412/02 A RU2011105412/02 A RU 2011105412/02A RU 2011105412 A RU2011105412 A RU 2011105412A RU 2465103 C2 RU2465103 C2 RU 2465103C2
- Authority
- RU
- Russia
- Prior art keywords
- path
- milling tool
- cutting
- tool
- sent
- Prior art date
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C3/00—Milling particular work; Special milling operations; Machines therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/30—Milling
- Y10T409/303752—Process
- Y10T409/303808—Process including infeeding
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Milling Processes (AREA)
- Numerical Control (AREA)
Abstract
Изобретение относится к машиностроению и может быть использовано при изготовлении деталей посредством фрезерного инструмента. Фрезерный инструмент во время врезания в материал заготовки по отношению к пути врезания с отклонением от ориентации фрезерного инструмента автоматически поворачивают в направлении продольной подачи и/или вбок относительно направления продольной подачи для осуществления непосредственно следующей за этим обработки. Повышается надежность процесса обработки заготовок из труднообрабатываемых материалов, сокращаются производственные расходы. 24 з.п. ф-лы, 4 ил.
Description
Изобретение относится к способу изготовления детали из заготовки посредством фрезерного инструмента.
Особое управление движением фрезерного инструмента имеет особое значение при его врезании в обрабатываемый материал, как правило, тогда, когда фрезерный инструмент, главным образом, при торцевом контакте должен достигать аксиально большой подачи на глубину (на врезание). При фрезерной обработке с большой подачей на глубину в материал, например при черновой обработке, применение на практике нашли различные способы. Часто материал за отдельную операцию, как правило, посредством сверления предварительно удаляется в начальной точке так, что начальная точка обработки может аксиально достигаться без съема материала.
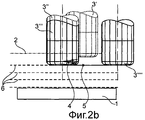
Если задать определенные точки врезания или их предварительную обработку невозможно, то исходя из контура заготовки в направлении начальной точки вычисляется дополнительный рампообразный или геликоидальный путь фрезерного инструмента, по которому фрезерный инструмент под плоским углом следующего обрабатываемого слоя или касательной плоскости непрерывно приближается к первой точке траектории. Соответствующие примеры обработки с жестко установленной осью фрезерного инструмента изображены на фиг.2а-2с. Для сравнения с ними следует сослаться на способ обработки и обрабатывающее устройство, известные, например, из DE 19903216 А1. Изменения ориентации инструмента во время движения подачи на глубину не происходит.
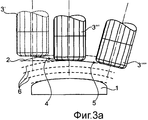
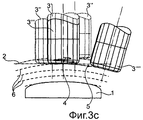
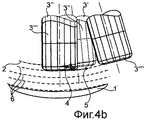
При многоосевой обработке, т.е. при обработке с изменяемой ориентацией оси инструмента, его ориентация на пути врезания следует за ориентацией инструмента в первой точке траектории, которая остается неизменной на всем пути врезания, как это видно на фиг.3а-3с, или ориентация инструмента следует за общей направляющей информацией о следующем обрабатываемом слое, как это видно на фиг.4а-4с.
Врезающая способность фрезерного инструмента определяется помимо расположения и формы (заточка, высота) торцевых режущих кромок способностью отвода создаваемой фрезерным инструментом стружки. Поэтому хорошая врезающая способность связана с ослаблением поперечного сечения, что снижает способность к восприятию боковых сил и, тем самым, также достигаемую объемную производительность резания. Поэтому высокопроизводительные фрезерные инструменты, как правило, ограничены в своей врезающей способности очень плоскими углами врезания, что увеличивает дополнительные пути для достижения глубины обработки и, тем самым, время обработки. В частности, в случае небольших карманов и режущего не посередине фрезерного инструмента пути врезания требуемой длины часто не реализуются. Кроме того, в различных материалах врезание под очень плоским углом может привести к значительному износу фрезерного инструмента и, тем самым, к повышению его стоимости и снижению надежности процесса.
Из ЕР 1034865 В1 известен способ фрезерования для изготовления турбинной лопатки из заготовки, при котором фрезерный инструмент направляется по непрерывной спиралеобразной направляющей траектории от внешнего контура заготовки к контуру готовой детали, причем при постоянном съеме материала достигается непрерывное изменение формы от заготовки к готовой детали. Во время фрезерования ось фрезерного инструмента может наклоняться на угол отклонения от вектора нормали в точке касания вперед в направлении направляющей траектории или опрокидываться на угол наклона от вектора нормали вбок.
Из ЕР 1356886 А1 известен способ фрезерования глубоких каналов. При этом должно происходить щадящее инструмент и деталь исключительно попутное фрезерование без сплошного прохождения. Циклоидная траектория центра фрезы предусмотрена за счет наложения эксцентричной круговой траектории на поступательное движение продольной подачи. Для оптимального прилегания фрезерного инструмента к непараллельным боковым стенкам инструмент можно повернуть так, чтобы он был временно параллелен касательным к боковым стенкам.
В US-А-3811163 описана обработка карманов, причем хвостовые фрезы могут резать как торцевой стороной, так и боковой поверхностью. За сверлящей подачей на глубину следует боковая поперечная подача, которая из-за высокой изгибающей нагрузки составляет обычно не глубже 20% диаметра инструмента. Открытое резание расширяется вбок, прежде чем произойдет следующая подача на глубину, пока не будет достигнута общая поперечная подача от 1,5- до 2-кратного значения диаметра инструмента.
В основе изобретения лежит задача создания способа врезания фрезерного инструмента в удаляемый материал заготовки, который позволил бы предотвратить названные недостатки, использовать фрезерные инструменты более щадящим образом и повысить надежность процесса или, в частности, обеспечить надежную обработку трудно поддающихся резанию материалов, а также привел бы к значительному сокращению производственных расходов.
Эта задача решается неожиданно простым образом посредством признаков п.1 формулы.
За счет выполнения предложенного способа изготовления детали из заготовки посредством фрезерного инструмента, при котором фрезерный инструмент при врезании в материал заготовки по отношению к пути врезания с отклонением от ориентации фрезерного инструмента для непосредственно следующей за этим обработки автоматически поворачивается или опрокидывается или наклоняется в направлении продольной подачи и/или вбок относительно направления продольной подачи, можно полностью избежать или, по меньшей мере, в значительной мере уменьшить осевые нагрузки на фрезерный инструмент вследствие режима резания сверлением на пути врезания фрезерного инструмента в материал заготовки. Вместе с тем способ отличается особенно тем, что фрезерные инструменты используются в более щадящем режиме. Одновременно этим способом, в целом, существенно повышается надежность процесса и, в частности, обеспечивается надежная обработка трудно поддающихся резанию материалов. Наконец, способ позволяет значительно сократить производственные расходы.
Другие, особенно предпочтительные подробности способа описаны в п.п.2-15.
Согласно признакам п.2, фрезерный инструмент направляется на пути врезания, который выполнен рампообразным.
В этой связи, согласно изобретению, предусмотрено, что фрезерный инструмент по п.3 направляется на пути врезания, выполненном в виде простой рампы.
В альтернативном варианте фрезерный инструмент по п.4 может направляться на пути врезания, выполненном в виде сложной рампы, с направлением продольной подачи, изменяющимся возвратно-поступательно в форме зигзага, меандра или т.п.
Далее в рамках изобретения фрезерный инструмент по п.5 направляется на пути врезания, выполненном спиральным, цилиндрическим, коническим или подобной формы.
Преимущественно фрезерный инструмент по п.6 направляется на пути врезания, выполненном в форме спирали, по меньшей мере, с одним оборотом.
Предпочтительным образом фрезерный инструмент по п.7 направляется на пути врезания, выполненном в форме частичной спирали (завитка).
Согласно мерам по п.8, фрезерный инструмент направляется на пути врезания, выполненном в форме частичной спирали, причем подача на глубину осуществляется в форме меандра в несколько заходов (подач) с изменяющимся направлением продольной подачи.
Фрезерный инструмент по п.9 направляется на пути врезания, выполненном линейным и/или круговым.
В качестве альтернативы или дополнительно фрезерный инструмент в соответствии с признаками п.10 направляется на пути врезания, выполненном в виде сплайна или непрерывно-искривленной кривой.
Особое преимущество имеют меры по п.11, в соответствии с которыми путь врезания фрезерного инструмента определяется круговой интерполяцией при подаче на глубину.
Кроме того, в рамках изобретения путь врезания фрезерного инструмента по п.12 определяется посредством непрерывно-искривленной интерполяции при подаче на глубину.
Целесообразно путь врезания фрезерного инструмента по п.13 складывается из отрезков с линейно и/или кругообразно и/или непрерывно-искривленно интерполированной подачей на глубину.
Далее особенно предпочтительно, что путь врезания фрезерного инструмента по п.14 задается посредством отличающейся от пути обработки скорости продольной подачи.
Наконец, согласно изобретению, преимущественно еще предусмотрено, что угол опрокидывания фрезерного инструмента по п.15 больше угла наклона рампообразного пути врезания. В принципе, для предотвращения или уменьшения условий резания сверлением желателен угол опрокидывания фрезерного инструмента, который больше угла наклона рампообразного пути врезания. Во избежание возможных столкновений фрезерный инструмент опрокидывается преимущественно вбок относительно направления движения. Если же таким образом нельзя избежать столкновений, то целесообразным или даже необходимым может быть также меньший угол опережения для уменьшения условий резания сверлением.
Другие признаки, преимущества и подробности изобретения приведены в нижеследующем описании некоторых предпочтительных вариантов его осуществления и на чертежах, на которых изображают:
- фиг.1а: схематичный вид фрезерного инструмента для пояснения заявленного способа изготовления детали из заготовки посредством фрезерного инструмента, причем последний рампообразно врезается в материал заготовки в соответствии с фиг.2а;
- фиг.1b: схематичный вид фрезерного инструмента для пояснения заявленного способа, причем фрезерный инструмент врезается в материал заготовки в соответствии с фиг.1а рампообразно с круговой интерполяцией подачи на глубину;
- фиг.1с: схематичный вид фрезерного инструмента для пояснения заявленного способа, причем фрезерный инструмент врезается в материал заготовки в соответствии с фиг.1b рампообразно с круговой интерполяцией подачи на глубину в несколько заходов и с переменным направлением продольной подачи, причем отдельные подачи на глубину связаны с плавным движением для переориентации фрезерного инструмента;
- фиг.2а, 2b, 2с: схематичные виды фрезерного инструмента для пояснения известных способов трехосевой обработки, причем фрезерный инструмент врезается в материал заготовки различным образом;
- фиг.3а, 3b, 3с: схематичные виды фрезерного инструмента для пояснения известных способов многоосевой обработки или обработки с изменяемой ориентацией оси инструмента, причем фрезерный инструмент врезается в материал заготовки различным образом, и во время врезания ориентация фрезерного инструмента неизменно соответствует ориентации фрезерного инструмента в первом положении после достижения полной глубины поперечной подачи;
- фиг.4а, 4b, 4с: схематичные виды фрезерного инструмента для пояснения других известных способов многоосевой обработки или обработки с изменяемой ориентацией оси инструмента, причем фрезерный инструмент врезается в материал заготовки различным образом и во время врезания следует общим правилам ориентации инструмента.
В нижеследующем описании различных вариантов заявленного способа изготовления детали 1 из заготовки 2 посредством фрезерного инструмента 3 соответствующие друг другу, одинаковые конструктивные элементы обозначены одинаковыми ссылочными позициями.
При этом фрезерный инструмент 3' находится в начале пути врезания, фрезерный инструмент 3'' - на пути врезания, фрезерный инструмент 3''' - в конце пути врезания, соответственно, в начале следующей обработки, а фрезерный инструмент 3'''' - во время следующей обработки.
Путь врезания фрезерного инструмента 3, т.е. путь инструмента во время врезания, обозначен поз.4, а путь обработки фрезерным инструментом 3, т.е. путь фрезерного инструмента во время обработки, - поз.5. Поз.6 обозначены различные подачи на глубину обработки.
На фиг.1а-1с схематично изображен заявленный способ, при котором врезание фрезерного инструмента, соответственно, фрезы 3 в материал происходит при многоосевой обработке, соответственно, обработке с изменяемой ориентацией оси инструмента, согласно объекту изобретения, на примере рампообразной подачи на глубину. В отличие от общих правил ориентации фрезерного инструмента 3 при обработке каждого слоя ориентация инструмента во время врезания следует заданным условиям для предотвращения резания сверлением - здесь в виде угла опережения по отношению к траектории.
Этим предотвращаются, по меньшей мере, значительно уменьшаются режимы резания сверлением.
Форма траектории и ориентация инструмента оптимизируются, тем самым, для пути врезания отдельно в отношении особых режимов резания на этом отрезке, чтобы избежать недостатков способов из уровня техники.
В простейшем случае, как это видно на фиг.1а, 1b, фрезерный инструмент 3 автоматически в соответствии с углом рампообразного пути 4 врезания опрокидывается в направлении продольной подачи, причем угол опрокидывания фрезерного инструмента 3 должен быть больше угла наклона рампообразного пути 4 врезания. Во избежание возможных столкновений фрезерный инструмент 3 опрокидывается преимущественно вбок относительно направления движения. По достижении глубины обработки или конца пути 4 врезания устанавливается ориентация фрезерного инструмента 3, которая задана посредством общей управляющей информации для обработки.
Если подача на глубину на фиг.1с происходит в несколько заходов с изменяющимся направлением продольной подачи, то путь 4 врезания при каждой смене направления продольной подачи характеризуется областью, в которой фрезерный инструмент 3 переориентируется в отношении угла опережения, причем в точке касания фрезерного инструмента подачи на глубину не происходит. При этом опционально может также произойти изменение бокового наклона.
В случае рампы или спирали с линейной интерполяцией подачи на глубину угол опрокидывания фрезерного инструмента 3 в направлении продольной подачи на пути врезания 4 постоянный по отношению к осям станка.
Если путь 4 врезания представляет собой круговой сегмент (фиг.1b), соответственно, непрерывно-искривленную кривую или комбинированный путь 4 врезания содержит такие участки, то из касательной к пути 4 врезания возникает требуемый угол опрокидывания. Таким образом, угол опрокидывания фрезерного инструмента 3 в направлении продольной подачи на пути 4 врезания непостоянный по отношению к осям станка. Во избежание резких движений осей станка следует избегать малых радиусов для пути 4 врезания.
На фиг.2а-2с схематично изображены различные известные способы фрезерования с режимами врезания для трехосевой обработки. Ориентация фрезерного инструмента 3 остается неизменной. Проходимый путь возникает из максимально допустимого угла фрезерного инструмента 3 и достигаемой глубины. Хорошо видно, что фрезерный инструмент 3 во время подачи на глубину своей торцевой стороной врезается в материал заготовки 2. Пути подвода и отвода «прицепляются», как правило, дополнительно к вычисленной траектории обработки фрезерным инструментом.
На фиг.2а изображено рампообразное врезание в материал заготовки 2 в виде непрерывного продолжения последующей траектории обработки. Этим можно избежать кратковременной остановки фрезерного инструмента 3.
На фиг.2b изображен вариант рампообразного врезания в материал заготовки, когда для врезания фрезерного инструмента 3 на фиг.2а не хватает достаточной длины пути. Врезание на глубину происходит тогда с более частой сменой движений, сопоставимо с зигзагом.
На фиг.2с изображено спиральное врезание фрезерного инструмента 3 в материал заготовки 2. Число оборотов помимо достигаемой глубины и максимально допустимого угла врезания определяется также радиусом спирали.
На фиг.3а-3с схематично изображено врезание фрезерного инструмента 3 в материал заготовки 2 при многоосевой обработке, т.е. при обработке с изменяемой ориентацией оси инструмента в соответствии с уровнем техники, причем ориентация фрезерного инструмента в первой точке траектории подлежащей достижению глубины для всей подачи на глубину сохраняется неизменной. Такое направление движения типично для обработки, при которой ориентация инструмента определяется векторами нормалей к поверхностям. При такой многоосевой обработке часто на пути 4 врезания ориентация фрезерного инструмента 3 в первой точке траектории соответствующей глубины обработки поддерживается неизменной на всем пути 4 врезания. На фиг.3а-3с видно, что при этом могут возникнуть условия резания сверлением.
На фиг.3а изображена ориентация инструмента при рампообразном врезании в материал заготовки 2 в виде непрерывного продолжения последующей траектории обработки.
На фиг.3b изображена ориентация инструмента при рампообразном врезании в материал заготовки 2, когда для врезания фрезерного инструмента 3 на фиг.2а не хватает достаточной длины пути.
На фиг.3с изображена ориентация инструмента при спиральном врезании.
На фиг.4а-4с схематично изображено врезание фрезы 3 в материал заготовки 2 при многоосевой обработке или обработке с изменяемой ориентацией оси инструмента в соответствии с уровнем техники, причем ориентация инструмента непрерывно продолжается в соответствии с общими определенными правилами. Это направление движения типично для обработки, при которой ориентация инструмента определяется кривыми, точками или общими правилами предотвращения столкновений. При такой многоосевой обработке для ориентации фрезерного инструмента 3 применяется также общая управляющая информация о последующей обработке, соответственно, этапе обработки, которая ориентируется на режим резания во время собственно обработки и предотвращения столкновений. Как видно на примерах на фиг.4а-4с, также здесь во время врезания могут возникнуть режимы резания сверлением.
На фиг.4а изображена ориентация инструмента при рампообразном врезании в материал в виде непрерывного продолжения последующей траектории обработки.
На фиг.4b изображена ориентация инструмента при рампообразном врезании в материал, когда для врезания фрезерного инструмента на фиг.2а не хватает достаточной длины пути.
На фиг.4с изображена ориентация инструмента при спиральном врезании в материал.
Claims (25)
1. Способ изготовления детали (1) из заготовки (2) посредством фрезерного инструмента (3), отличающийся тем, что фрезерный инструмент (3) во время врезания в материал заготовки (2) по отношению к пути (4) врезания с отклонением от ориентации (5) фрезерного инструмента (3) для непосредственно следующей за этим обработки автоматически поворачивают в направлении продольной подачи и/или вбок относительно направления продольной подачи.
2. Способ по п.1, отличающийся тем, что фрезерный инструмент (3) направляют на пути (4) врезания в виде наклонной траектории.
3. Способ по п.1 или 2, отличающийся тем, что фрезерный инструмент (3) направляют на пути (4) врезания в виде простой наклонной траектории.
4. Способ по п.1 или 2, отличающийся тем, что фрезерный инструмент (3) направляют на пути (4) врезания в виде сложной наклонной траектории с направлением продольной подачи, изменяющимся возвратно-поступательно в форме зигзага или меандра.
5. Способ по п.1, отличающийся тем, что фрезерный инструмент (3) направляют на пути (4) врезания спиральной, цилиндрической или конической формы.
6. Способ по п.2, отличающийся тем, что фрезерный инструмент (3) направляют на пути (4) врезания спиральной, цилиндрической или конической формы.
7. Способ по п.3, отличающийся тем, что фрезерный инструмент (3) направляют на пути (4) врезания спиральной, цилиндрической или конической формы.
8. Способ по п.4, отличающийся тем, что фрезерный инструмент (3) направляют на пути (4) врезания спиральной, цилиндрической или конической формы.
9. Способ по п.1, отличающийся тем, что фрезерный инструмент (3) направляют на пути (4) врезания в форме спирали по меньшей мере с одним оборотом.
10. Способ по п.1, отличающийся тем, что фрезерный инструмент (3) направляют на пути (4) врезания в форме частичной спирали.
11. Способ по п.1, отличающийся тем, что фрезерный инструмент (3) направляют на пути (4) врезания в форме частичной спирали, причем подачу на глубину осуществляют в форме меандра за несколько заходов с изменяющимся направлением продольной подачи.
12. Способ по п.1, отличающийся тем, что фрезерный инструмент (3) направляют на пути (4) врезания линейной и/или круговой формы.
13. Способ по п.2, отличающийся тем, что фрезерный инструмент (3) направляют на пути (4) врезания линейной и/или круговой формы.
14. Способ по п.1, отличающийся тем, что фрезерный инструмент (3) направляют на пути (4) врезания в виде сплайна или непрерывно-искривленной кривой.
15. Способ по п.2, отличающийся тем, что фрезерный инструмент (3) направляют на пути (4) врезания в виде сплайна или непрерывно-искривленной кривой.
16. Способ по п.1, отличающийся тем, что путь (4) врезания фрезерного инструмента (3) определяют посредством круговой интерполяции при его подаче на глубину резания.
17. Способ по п.2, отличающийся тем, что путь (4) врезания фрезерного инструмента (3) определяют посредством круговой интерполяции при его подаче на глубину резания.
18. Способ по п.1, отличающийся тем, что путь (4) врезания фрезерного инструмента (3) определяют посредством непрерывно-искривленной интерполяции при его подаче на глубину резания.
19. Способ по п.2, отличающийся тем, что путь (4) врезания фрезерного инструмента (3) определяют посредством непрерывно-искривленной интерполяции при его подаче на глубину резания.
20. Способ по п.1, отличающийся тем, что путь (4) врезания фрезерного инструмента (3) составляют из отрезков с линейно, и/или кругообразно, и/или непрерывно-искривленно интерполированной подачи инструмента на глубину резания.
21. Способ по п.2, отличающийся тем, что путь (4) врезания фрезерного инструмента (3) составляют из отрезков с линейно, и/или кругообразно, и/или непрерывно-искривленно интерполированной подачи инструмента на глубину резания.
22. Способ по п.1, отличающийся тем, что путь (4) врезания фрезерного инструмента (3) задают скоростью продольной подачи, отличной от скорости продольной подачи пути (5) обработки.
23. Способ по п.2, отличающийся тем, что путь (4) врезания фрезерного инструмента (3) задают скоростью продольной подачи, отличной от скорости продольной подачи пути (5) обработки.
24. Способ по п.1, отличающийся тем, что угол поворота фрезерного инструмента (3) больше угла наклона наклонного пути (4) врезания.
25. Способ по п.2, отличающийся тем, что угол поворота фрезерного инструмента (3) больше угла наклона наклонного пути (4) врезания.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102008033130A DE102008033130B3 (de) | 2008-07-15 | 2008-07-15 | Verfahren zur Herstellung eines Fertigteils aus einem Rohteil mittels eines Fräswerkzeuges |
| DE102008033130.9 | 2008-07-15 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2011105412A RU2011105412A (ru) | 2012-08-20 |
| RU2465103C2 true RU2465103C2 (ru) | 2012-10-27 |
Family
ID=41259719
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2011105412/02A RU2465103C2 (ru) | 2008-07-15 | 2009-07-14 | Способ изготовления детали из заготовки посредством фрезерного инструмента |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US20110188959A1 (ru) |
| EP (1) | EP2282861B1 (ru) |
| JP (1) | JP5389913B2 (ru) |
| KR (1) | KR101272652B1 (ru) |
| CN (1) | CN102137729B (ru) |
| AT (1) | ATE546249T1 (ru) |
| DE (1) | DE102008033130B3 (ru) |
| RU (1) | RU2465103C2 (ru) |
| WO (1) | WO2010006768A1 (ru) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102350522B (zh) * | 2011-06-30 | 2013-02-20 | 西北工业大学 | 可倾斜主轴数控铣床的加工方法 |
| DE102012016676B4 (de) * | 2012-08-23 | 2016-02-11 | ModuleWorks GmbH | Verfahren zur Schruppbearbeitung eines Werkstücks mit einer Mehrachs-Fräsmaschine |
| CN103949701B (zh) * | 2014-04-08 | 2016-04-20 | 西安理工大学 | 基于旋转矢量的异型零件铣削加工方法 |
| JP5855715B1 (ja) * | 2014-08-07 | 2016-02-09 | ファナック株式会社 | 工作機械 |
| US11253967B2 (en) * | 2014-10-02 | 2022-02-22 | Springa S.R.L. | Machine tool |
| TWI568528B (zh) * | 2014-11-06 | 2017-02-01 | 財團法人工業技術研究院 | 刀具控制器及其控制方法 |
| DE102015104679C5 (de) * | 2015-03-26 | 2023-09-07 | Open Mind Technologies Ag | Verfahren zur materialabtragenden Bearbeitung von ebenen Flächen eines Werkstückes |
| TWI587950B (zh) * | 2015-04-10 | 2017-06-21 | Hsin Tien Chang | Butterfly milling method |
| JP2017068586A (ja) * | 2015-09-30 | 2017-04-06 | ファナック株式会社 | 工具のカッタチップと被削材の衝突位置を制御する数値制御装置 |
| DE102016117932B4 (de) * | 2016-09-22 | 2020-06-10 | Open Mind Technologies Ag | Verfahren zur materialabtragenden Bearbeitung von Verrundungsflächen eines Werkstückes |
| CN114799293B (zh) * | 2022-06-30 | 2023-03-21 | 中国空气动力研究与发展中心高速空气动力研究所 | 一种风洞复杂曲面收缩段的加工方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU1720809A1 (ru) * | 1986-09-30 | 1992-03-23 | Научно-производственное объединение "Оптика" | Способ обработки канавок с криволинейной осью |
| DE19903216A1 (de) * | 1998-01-27 | 1999-08-05 | Toshiba Machine Co Ltd | Bearbeitungsverfahren und Bearbeitungsvorrichtung |
| EP1356889A1 (de) * | 2002-04-24 | 2003-10-29 | Mechafin AG | Schweissdrahtvorschubvorrichtung mit mindestens zwei durch ein Schneckengetriebe angetriebenen Rollen |
| RU2238182C2 (ru) * | 1998-12-11 | 2004-10-20 | Эрвин Юнкер Машиненфабрик Гмбх | Способ управления процессом шлифования заготовки в подрезку и шлифовальный станок для осуществления этого способа |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3811163A (en) * | 1972-12-07 | 1974-05-21 | Gen Dynamics Corp | Plunge milling tool |
| US4534743A (en) * | 1983-08-31 | 1985-08-13 | Timex Corporation | Process for making an electroluminescent lamp |
| JPS62176709A (ja) * | 1986-01-28 | 1987-08-03 | Toyota Central Res & Dev Lab Inc | 曲面加工方法及びその工具 |
| JPH0366513A (ja) * | 1989-08-02 | 1991-03-22 | Hitachi Seiki Co Ltd | ポケット加工の切込方法 |
| JPH07227709A (ja) * | 1994-02-16 | 1995-08-29 | Toyota Motor Corp | 切削加工装置 |
| CN1102890A (zh) * | 1994-07-02 | 1995-05-24 | 华中理工大学 | 可对曲面轮廓直接插补的cnc系统 |
| JPH0994732A (ja) * | 1995-09-29 | 1997-04-08 | Hitachi Seiko Ltd | 二次元形状の加工方法 |
| JPH11114772A (ja) * | 1997-10-07 | 1999-04-27 | Shin Nippon Koki Co Ltd | 自由曲面の加工法 |
| JPH11114716A (ja) * | 1997-10-20 | 1999-04-27 | Mazda Motor Corp | 金型の切削加工方法 |
| US6311100B1 (en) * | 1998-09-14 | 2001-10-30 | Mass. Institute Of Technology | Tool path generator for computer aided manufacturing |
| US6077002A (en) * | 1998-10-05 | 2000-06-20 | General Electric Company | Step milling process |
| DE19846426A1 (de) * | 1998-10-08 | 2000-04-13 | Open Mind Software Technologie | Verfahren zum Steuern der Arbeitsbewegung eines Werkzeugs zur materialabtragenden Bearbeitung eines Materialblocks |
| JP2000233310A (ja) * | 1999-02-17 | 2000-08-29 | Toshiba Corp | 切削加工方法 |
| DE59900206C5 (de) * | 1999-03-08 | 2010-09-09 | Alstom (Schweiz) Ag, Baden | Fräsverfahren |
| DE10031441B4 (de) * | 2000-06-28 | 2006-10-12 | Open Mind Technologies Ag | Verfahren zum Steuern der Arbeitsbewegung eines Fräswerkzeugs |
| JP4068321B2 (ja) * | 2001-09-27 | 2008-03-26 | 株式会社ジェイテクト | 加工装置の加工速度設定方法及び加工装置 |
| DE10219012B4 (de) | 2002-04-27 | 2004-11-04 | Mtu Aero Engines Gmbh | Fräsverfahren |
| US7287939B2 (en) * | 2003-01-29 | 2007-10-30 | Josef Koch | Method for controlling relative displacements of a tool against a workpiece |
| DE10322340B4 (de) * | 2003-05-17 | 2006-09-14 | Mtu Aero Engines Gmbh | Verfahren und Vorrichtung zum Fräsen von Freiformflächen |
| JP2004362270A (ja) * | 2003-06-04 | 2004-12-24 | Nissan Motor Co Ltd | 切削工具の振り角設定装置、切削工具の振り角設定方法、および切削工具の振り角設定プログラム |
| DE10330831A1 (de) * | 2003-07-08 | 2005-02-10 | Mtu Aero Engines Gmbh | Fräsverfahren zur Fertigung von Bauteilen |
| JP2005096399A (ja) * | 2003-09-02 | 2005-04-14 | Tokyo Denki Univ | ボールエンドミル加工方法及びスクエアエンドミル加工方法 |
| DE102005001600B4 (de) * | 2004-11-30 | 2011-08-18 | FOLLOW ME! Technology Systems GmbH, 81675 | Verfahren zur Material abtragenden Bearbeitung von Werkstücken und Werkstück bzw. Formelement |
-
2008
- 2008-07-15 DE DE102008033130A patent/DE102008033130B3/de active Active
-
2009
- 2009-07-14 RU RU2011105412/02A patent/RU2465103C2/ru not_active IP Right Cessation
- 2009-07-14 EP EP09777187A patent/EP2282861B1/de not_active Revoked
- 2009-07-14 CN CN200980133333.9A patent/CN102137729B/zh not_active Expired - Fee Related
- 2009-07-14 WO PCT/EP2009/005118 patent/WO2010006768A1/de not_active Ceased
- 2009-07-14 US US13/054,535 patent/US20110188959A1/en not_active Abandoned
- 2009-07-14 AT AT09777187T patent/ATE546249T1/de active
- 2009-07-14 JP JP2011517804A patent/JP5389913B2/ja active Active
- 2009-07-14 KR KR1020117002938A patent/KR101272652B1/ko not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU1720809A1 (ru) * | 1986-09-30 | 1992-03-23 | Научно-производственное объединение "Оптика" | Способ обработки канавок с криволинейной осью |
| DE19903216A1 (de) * | 1998-01-27 | 1999-08-05 | Toshiba Machine Co Ltd | Bearbeitungsverfahren und Bearbeitungsvorrichtung |
| RU2238182C2 (ru) * | 1998-12-11 | 2004-10-20 | Эрвин Юнкер Машиненфабрик Гмбх | Способ управления процессом шлифования заготовки в подрезку и шлифовальный станок для осуществления этого способа |
| EP1356889A1 (de) * | 2002-04-24 | 2003-10-29 | Mechafin AG | Schweissdrahtvorschubvorrichtung mit mindestens zwei durch ein Schneckengetriebe angetriebenen Rollen |
Also Published As
| Publication number | Publication date |
|---|---|
| KR101272652B1 (ko) | 2013-06-11 |
| RU2011105412A (ru) | 2012-08-20 |
| EP2282861A1 (de) | 2011-02-16 |
| EP2282861B1 (de) | 2012-02-22 |
| KR20110044220A (ko) | 2011-04-28 |
| DE102008033130B3 (de) | 2010-02-11 |
| US20110188959A1 (en) | 2011-08-04 |
| JP2011527949A (ja) | 2011-11-10 |
| WO2010006768A1 (de) | 2010-01-21 |
| CN102137729A (zh) | 2011-07-27 |
| ATE546249T1 (de) | 2012-03-15 |
| CN102137729B (zh) | 2014-12-24 |
| JP5389913B2 (ja) | 2014-01-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2465103C2 (ru) | Способ изготовления детали из заготовки посредством фрезерного инструмента | |
| US9696707B2 (en) | Method of controlling tool orientation and step-over distance in face milling of curvilinear surfaces | |
| US8992144B2 (en) | Method for producing conical or hypoid wheels using the plunging process | |
| JP2000263309A (ja) | フライス切削法 | |
| WO2008090301A1 (en) | Milling cutter manufacturing method | |
| KR102189788B1 (ko) | 주 보어홀로부터 분기되는 횡방향 오목부들을 디버링하기 위한 디버링 공구 | |
| JP7162657B2 (ja) | 金属切削のための旋削ツール及び方法 | |
| EP3208023B1 (en) | Convex gear tooth edge | |
| US20200016669A1 (en) | Method for material-removing machining of fillets on a workpiece | |
| US7237989B2 (en) | Milling method used for producing structural components | |
| CN115135442B (zh) | 加工工件齿布置齿面区方法、倒角刀具、具有执行该方法控制指令的控制程序及齿轮切削机 | |
| KR20180059458A (ko) | 정삭 공구, 특히 엔드 밀링 커터 | |
| DE102016102651A1 (de) | Vorrichtung und Verfahren zur spanenden Bearbeitung eines rotierenden Werkstücks | |
| JP2004074394A5 (ja) | ラジアスエンドミルと、鍛造型の製造方法 | |
| CN113000948B (zh) | 用于精加工具有齿部的工件的方法 | |
| JP6704204B2 (ja) | 切削加工方法 | |
| JP3689367B2 (ja) | ホブカッター及びフェースギア形成方法 | |
| JPH0655304A (ja) | 周面に凹部を有する工作物を製作する方法およびこの方法を実施するための装置 | |
| WO2021172065A1 (ja) | 加工方法、加工装置、加工プログラムおよびエンドミル | |
| KR20240011689A (ko) | 피가공물 치형 배열체의 치형 플랭크 영역을 기계가공하기 위한 방법, 챔퍼링 공구, 이 방법을 수행하기 위한 제어 명령어를 갖는 제어 프로그램, 및 기어 절삭기 | |
| US20240293876A1 (en) | Deburring tool with deburring blade for deburring the edges of holes | |
| RU2422251C2 (ru) | Способ фрезерования поверхностей сложного контура | |
| KR102382441B1 (ko) | 황, 정삭 복합형 세레이션 가공 유니트 | |
| RU2422249C2 (ru) | Способ обработки резцом с круглой режущей кромкой поверхностей сложного контура | |
| CA3216845A1 (en) | Milling tool having at least two radii |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20200715 |