RU2443563C2 - Ламинирующая пленка для покрытия металлической подложки, подвергаемой холодному формованию - Google Patents
Ламинирующая пленка для покрытия металлической подложки, подвергаемой холодному формованию Download PDFInfo
- Publication number
- RU2443563C2 RU2443563C2 RU2009124141/05A RU2009124141A RU2443563C2 RU 2443563 C2 RU2443563 C2 RU 2443563C2 RU 2009124141/05 A RU2009124141/05 A RU 2009124141/05A RU 2009124141 A RU2009124141 A RU 2009124141A RU 2443563 C2 RU2443563 C2 RU 2443563C2
- Authority
- RU
- Russia
- Prior art keywords
- laminating film
- metal substrate
- layer
- laminating
- transparent
- Prior art date
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1002—Methods of surface bonding and/or assembly therefor with permanent bending or reshaping or surface deformation of self sustaining lamina
- Y10T156/1043—Subsequent to assembly
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24942—Structurally defined web or sheet [e.g., overall dimension, etc.] including components having same physical characteristic in differing degree
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Laminated Bodies (AREA)
- Wrappers (AREA)
Abstract
Изобретение относится к ламинирующей пленке, содержащей несколько слоев, для по меньшей мере частичного покрытия подвергаемой холодному формованию металлической подложки, а также к способу изготовления трехмерного металлического изделия. Ламинирующая пленка содержит несколько слоев для по меньшей мере частичного покрытия металлической подложки, подвергаемой после покрытия холодному формованию. Ламинирующая пленка содержит в указанной последовательности прозрачную несущую пленку, по меньшей мере один содержащий дифракционную рельефную структуру прозрачный слой лака и отражательный слой. Прозрачная несущая пленка выполнена из термопласта, имеет толщину в пределах от 19 до 75 мкм и по меньшей мере в одном направлении имеет модуль упругости в пределах от 3500 до 5000 Н/мм2. По меньшей мере один прозрачный слой лака имеет модуль упругости, который отличается от модуля упругости несущей пленки максимально на 10%, в частности менее чем на 5%. Техническим результатом заявленной группы изобретений является повышение качества выпускаемой продукции. 3 н. и 17 з.п. ф-лы, 4 ил.
Description
Изобретение относится к ламинирующей пленке, содержащей несколько слоев, для по меньшей мере частичного покрытия подвергаемой холодному формованию металлической подложки, а также к способу изготовления трехмерного металлического изделия.
Пленки и способы этого типа известны из патентного документа DE 19610028 A1. При этом пленки с трехслойной пленочной структурой используются для постоянного покрытия подложек, таких как тонкие листы или пластины, при этом образованный композиционный материал обрабатывается дополнительно путем гибки, штамповки, шлифования кромок, отбортовки или глубокой вытяжки. Пленка имеет наружный слой из линейного полиэфира, такого как полиэтилентерефталат или полибутилентерефталат, или из полиметилметакрилата, а также прилежащий к подложке контактный слой, который образован полипропиленом или содержит его. Между наружным слоем и контактным слоем находится клеевой слой. Пленка наносится посредством праймера и/или промотора адгезии на зачищенную поверхность подложки.
В связи с ростом пиратской продукции в последние годы предъявляют все более высокие требования в отношении визуально воспринимаемого внешнего вида упаковок, а также их защиты от несанкционированной подделки. Так, выполненная простым графическим или цветным тиснением упаковка продукта зачастую больше не может передать впечатление, что речь идет об особо высококачественном продукте. К тому же можно простым способом подделать такого рода упаковку изделий.
Поэтому на упаковочные материалы из бумаги и/или пластмассы дополнительно наносят оптически изменяющиеся элементы защиты и/или декора, которые могут быть выполнены визуально особенно привлекательными и предлагают существенно более высокую защиту от подделки. Оптически изменяющиеся элементы защиты и/или декора передают зрителю оптически изменяющийся эффект или различный визуально воспринимаемый внешний вид. Как оптически изменяющийся эффект определяют в целом меняющийся в зависимости от угла зрения визуально воспринимаемый внешний вид, при этом могут становиться видимыми различные информационные контенты, рисунки и/или изменение цвета.
Однако металлические подложки, которые для трехмерных металлических изделий обрабатывают способом холодного формования, по настоящее время не снабжены такими элементами защиты и декора. После нанесения обычной ламинирующей пленки, содержащей оптически изменяющиеся элементы защиты и/или декора, при холодном формовании металлической подложки наблюдается явно выраженная восприимчивость к растрескиванию ламинирующей пленки, что разрушает оптически изменяющийся эффект и тем самым негативно сказывается также на визуальном воспринимаемом внешнем виде выполненного с элементами декора металлического изделия.
Поэтому задача изобретения заключается в том, чтобы изготовить ламинирующую пленку для покрытия подвергаемой холодному формованию металлической подложки, которая после холодного формования металлической подложки обеспечивает оптически изменяемый эффект. Кроме того, должен быть предложен соответствующий способ изготовления трехмерного металлического изделия, декорированного такой ламинирующей пленкой.
Для ламинирующей пленки, содержащей несколько слоев и предусмотренной для по меньшей мере частичного покрытия обрабатываемой холодным формованием металлической подложки, задача решается тем, что ламинирующая пленка содержит в указанной последовательности прозрачную несущую пленку, содержащий дифракционную рельефную структуру прозрачный слой лака и отражательный слой, при этом прозрачная несущая пленка выполнена из термопласта, имеет толщину в пределах от 19 до 75 мкм и по меньшей мере в одном направлении имеет модуль упругости в пределах от 3500 до 5000 Н/мм2, при этом прозрачный слой лака имеет модуль упругости, который отличается от модуля упругости несущей пленки максимально на 10%, в частности менее чем на 5%.
Таким образом, ламинирующая пленка согласно изобретению имеет специальную несущую пленку и принципиально новый, согласованный с ней по показателю расширения, содержащий дифракционную рельефную структуру слой лака. Удивительным образом исследования показали, что при холодном формовании такого композиционного материала, состоящего из металлической подложки и ламинирующей пленки, больше не наблюдается образование трещин в ламинирующей пленке, которые негативно воздействуют на визуально воспринимаемый внешний вид отформованной ламинирующей пленки.
Модуль упругости несущей пленки определен согласно ISO 527-1-2. Тестовая скорость составляет при этом 1%/мин при 23°С и 50% относительной влажности. В частности, несущая пленка имеет анизотропный модуль упругости.
Под холодным формованием следует понимать формование металлической подложки ниже температуры рекристаллизации металла, из которого изготовлена металлическая подложка.
В качестве материалов для создания несущей пленки из термопласта хорошо зарекомендовали себя сложный полиэфир, в частности ПЭТФ, полиолефин и полиамид.
Получены хорошие результаты с несущей пленкой, имеющей толщину в пределах от 23 до 36 мкм.
При этом несущая пленка имеет в продольном направлении удлинение при разрыве к ее исходной длине предпочтительно в пределах от 170 до 230%, в частности примерно 200%, а перпендикулярно продольному направлению удлинение при разрыве к ее исходной ширине в пределах от 80 до 150%, в частности примерно 115%.
Удлинение при разрыве несущей пленки определено согласно ISO 527-1-2. Тестовая скорость составляет при этом 1%/мин при 23°С и 50% относительной влажности.
Хорошие результаты получены с дифракционной рельефной структурой, образующей голограмму, в частности 3D-2D-голограмму или точечно-матричную голограмму, или кинеграмму®.
Дифракционная рельефная структура наносится предпочтительно в прозрачном слое лака посредством соответствующим образом структурированного ролика или штампа для тиснения. При этом используют преимущественно термопластические или отверждаемые УФ-облучением слои лака. Дифракционная рельефная структура может быть выполнена в прозрачном слое лака, а также посредством фотолитографического способа.
При этом изготовление ламинирующей пленки согласно изобретению осуществляется преимущественно непрерывным способом, при котором несущая пленка перемещается от ролика к ролику. При этом на несущую пленку наносится прозрачный слой лака и создается дифракционная рельефная структура, затем наносят отражательный слой, обычно осаждением из паровой фазы или ионным напылением, и, наконец, необязательно наносят клеевой слой.
Предпочтительно клеевой слой образован нанесенным количеством клея в пределах от 5 до 20 г/м2, в частности от 7 до 9 г/м2. Благодаря такому клеевому слою, в частности толщиной в пределах от 8 до 10 мкм, в комбинации с вышеописанной специальной несущей пленкой и специальным слоем лака удается предотвратить точечное, внезапное нарастание срезающих усилий во время процесса формования. Особенно предпочтительно, если клеевой слой представляет собой слой клея горячего отверждения, однако могут использоваться также слои известкового клея. Клеевой слой наносят преимущественно на металлическую подложку и ламинирующая пленка крепится таким образом на металлической подложке.
Прозрачная несущая пленка и/или слой лака могут использоваться с окрашиванием.
Ламинирующий слой может дополнительно содержать другие слои, которые служат декоративным и/или функциональным целям. Так, между несущей пленкой и прозрачным слоем лака и/или между прозрачным слоем лака и отражательным слоем может быть выполнено цветное прозрачное или непрозрачное печатное изображение посредством соответственно лакового слоя с подцветкой. При этом преимущественно, если используемые цветовые слои лака имеют аналогичный предел на разрыв или удлинение, как и прозрачный лаковый слой, и/или если они выполнены в отдельных, невзаимосвязанных графических пространствах, так что трещины в цветовых лаковых слоях либо не появились, либо по меньшей мере оптически не заметны. Далее, как функциональные слои могут быть предусмотрены прозрачные слои промотора адгезии, слои наполнителей, фильтрующие слои и т.п.
Получены хорошие результаты, если по меньшей мере один прозрачный слой с дифракционной рельефной структурой имеет толщину в пределах от 0,5 до 5 мкм, в частности в пределах от 1 до 2 мкм.
Для повышения адгезии смежных с несущей пленкой слоев хорошие результаты были получены, когда несущая пленка по меньшей мере на одной стороне, в частности на стороне, на которой находится слой лака, обработана коронным разрядом.
Хорошие результаты были также получены, когда отражательный слой имеет толщину в пределах от 5 до 15 нм, в частности в пределах от 7 до 9 нм.
В частности, хорошие результаты были получены, когда отражательный слой выполнен из металла или сплава металлов. Металлические отражательные слои особенно пластичны и, следовательно, обладают хорошей растяжимостью, так что после формования давлением металлической подложки не наблюдается негативного оптического воздействия на внешнее восприятие ламинирующей пленки. Особенно адекватными являются отражательные слои из алюминия, хрома, серебра, меди, золота и т.д. Металлические отражательные слои придают дифракционной рельефной структуре особенно высокую силу света и особенно хорошо воспроизводят оптически изменяющиеся эффекты.
Далее, хорошие результаты получены, если отражательный слой выполнен из диэлектрического материала с высоким преломлением (HRI), как например TiO2, ZnS или ZrO2. Обычно это прозрачные материалы, так что просматривается расположенный ниже клеевой слой или, если последний прозрачен, металлическая подложка. В случае диэлектрического отражательного слоя хорошо проявили себя также цветовые клеевые слои.
При этом отражательный слой может быть выполнен, как правило, на всю поверхность или лишь на части прозрачного лакового слоя. В частности, хорошо зарекомендовало себя исполнение отражательного слоя в виде сюжета, рисунка, алфавитно-цифровых знаков, символов и/или растра, в частности в форме точечного или штрихового растра или полутонового растрового изображения. Например, выгодным может быть линейное выполнение диэлектрического отражательного слоя, причем линии проходят по существу перпендикулярно направлению удлинения ламинирующей пленки при формовании давлением.
Суммарная толщина ламинирующей пленки без клеевого слоя находится предпочтительно в пределах от 20 до 30 мкм.
Далее задача решается за счет способа изготовления трехмерного металлического изделия, включающего этапы, на которых:
- изготавливают композиционный материал согласно изобретению из ламинирующей пленки и металлической подложки;
- прикрепляют ламинирующую пленку посредством клеевого слоя к металлической подложке и
- осуществляют холодное формование композиционного материала из ламинирующей пленки и металлической подложки с получением металлического изделия так, что ламинирующая пленка образует на наружной поверхности металлического изделия декор для металлического изделия.
Способ обеспечивает создание трехмерных металлических изделий, имеющих поверхность с декором, созданным ламинирующей пленкой. В зонах, в которых взгляду зрителя доступна дифракционная рельефная структура, наблюдается оптически изменяющийся эффект.
Хорошие результаты показали глубокое вытягивание, штамповка и прессование композиционного материала из металлической подложки и ламинирующей пленки.
Также хорошо зарекомендовало себя использование в качестве металлической подложки алюминиевого листа, белой жести или стального листа. Особенно предпочтительны плоские металлические подложки толщиной слоя в пределах от 0,2 до 5 мм.
Металлическая подложка, по меньшей мере на одной стороне, может быть покрыта по всей поверхности ламинирующей пленкой. В то же время металлическая подложка может быть покрыта ламинирующей пленкой, также по меньшей мере с одной стороны, лишь на отдельных участках, в частности в виде рисунка. При этом пропускают участки металлической подложки, которые в процессе формования давлением подвергаются особенно сильной деформации, или зоны металлической подложки, которые после формования давлением имеют сильный изгиб, в частности в зонах, в которых он превышает 90°.
Использование композиционного материала из плоской металлической подложки и ламинирующей пленки согласно изобретению для изготовления декорированного ламинирующей пленкой трехмерного металлического изделия является идеальным.
В качестве примера на фиг.1а-2b поясняются использование ламинирующей пленки, а также способ изготовления согласно изобретению.
При этом показаны:
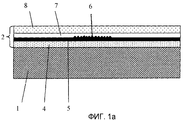
Фиг.1a - поперечное сечение композиционного материала из металлической подложки с ламинирующей пленкой;
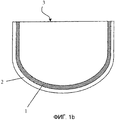
Фиг.1b - поперечное сечение металлического изделия, образованного холодным формованием композиционного материала с фиг.1а;
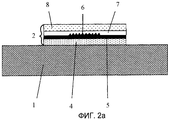
Фиг.2а - поперечное сечение другого композиционного материала из металлической подложки с ламинирующей пленкой; и
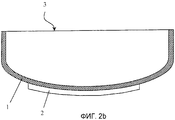
Фиг.2b - поперечное сечение металлического изделия, образованного холодным формованием композиционного материала с фиг.2а.
На фиг.1 показано поперечное сечение композиционного материала из плоской металлической подложки 1 и ламинирующей пленки 2 согласно изобретению. Ламинирующая пленка 2 содержит здесь клеевой слой 4, отражательный слой 5, содержащий дифракционную рельефную структуру 6, прозрачный слой лака 7, а также прозрачную несущую пленку 8. Между слоем лака 7 и несущей пленкой 8 может быть в данном случае предусмотрен слой промотора адгезии. Клеевой слой 4 представляет собой слой клея горячего отверждения, который прочно соединен или склеен с поверхностью металлической подложки 1. При этом ламинирующая пленка 2 полностью покрывает одну сторону металлической подложки 1. Отражательный слой 5 образован из алюминия и толщиной 8 нм осажден из паровой фазы на прозрачный лаковый слой 7. Прозрачный слой лака 7 толщиной 1,5 мкм нанесен на несущий слой и образует в слое лака 7 дифракционную рельефную структуру 6.
Прозрачный лаковый слой 7 содержит здесь следующий состав:
| Компоненты | Весовые части |
| Высокомолекулярная смола РММА | 500 |
| Неионное смачивающее средство | 50 |
| Низковязкая нитроцеллюлоза | 2000 |
| Метилэтилкетон | 6600 |
| Толуол | 2000 |
| Циклогексанон | 4000 |
Несущая пленка 8 образована из вытянутой полиэфирной пленки и имеет толщину 23 мкм. Металлическая подложка 1 состоит из алюминия.
Теперь композиционный материал с фиг.1 подвергают холодному формованию, в данном случае глубокой вытяжке, для получения металлического изделия.
На фиг.1b показано поперечное сечение металлического изделия 3 с фиг.1а, полученного из композиционного материала в результате холодного формования. Металлическая подложка 1 вместе с ламинирующей пленкой 2 выполнена трехмерной, при этом образовано колпачковое металлическое изделие 3. Ламинирующая пленка 2 вместе с металлической подложкой 1 была вытянута и теперь полностью покрывает наружную поверхность металлического изделия или колпачка, при этом не показанная здесь дифракционная структура 6 видна сквозь несущую пленку 8 и прозрачный слой лака 7 и создает оптически изменяющийся эффект. При этом оптически изменяющийся эффект может наблюдаться уже в необработанной пленке 2 или сразу же после формования давлением на готовом металлическом изделии 3.
На фиг.2а показано поперечное сечение другого композиционного материала из металлической подложки 1 и ламинирующей пленки 2, при этом структура композиционного материала соответствует описанной на фиг.1а. Однако ламинирующая пленка 2 лишь частично покрывает одну сторону металлической подложки 1.
Теперь композиционный материал с фиг.2а подвергают холодному формованию, в данном случае глубокой вытяжке, для получения металлического изделия.
На фиг.2b показано поперечное сечение металлического изделия 3 с фиг.2а, полученного из композиционного материала в результате холодного формования. Металлическая подложка 1 вместе с ламинирующей пленкой 2 выполнена трехмерной, при этом образовано колпачковое металлическое изделие 3. Ламинирующая пленка 2 вместе с металлической подложкой 1 была вытянута и теперь полностью покрывает наружную поверхность металлического изделия или колпачка, при этом не показанная здесь дифракционная структура 6 видна сквозь несущую пленку 8 и прозрачный слой лака 7 и создает оптически изменяющийся эффект.При этом оптически изменяющийся эффект может наблюдаться уже в необработанной пленке 2 или сразу же после формования давлением на готовом металлическом изделии 3.
Разумеется, могут быть использованы также ламинирующие пленки с другой структурой слоев. Так, отражательный слой может лишь на отдельных участках покрывать прозрачный слой лака, могут быть предусмотрены другие содержащие дифракционные структуры прозрачные лаковые слои, а также другие отражательные слои, другие выполненные в случае необходимости с подцветкой лаковые слои, слои промотора адгезии или клеевые слои.
Claims (20)
1. Ламинирующая пленка (2), содержащая несколько слоев, для по меньшей мере частичного покрытия металлической подложки (1), подвергаемой после покрытия холодному формованию, отличающаяся тем, что ламинирующая пленка (2) содержит в указанной последовательности прозрачную несущую пленку (8), по меньшей мере один содержащий дифракционную рельефную структуру (6) прозрачный слой (7) лака и отражательный слой (5), при этом прозрачная несущая пленка (8) выполнена из термопласта, имеет толщину в пределах от 19 до 75 мкм и по меньшей мере в одном направлении имеет модуль упругости в пределах от 3500 до 5000 Н/мм2, при этом по меньшей мере один прозрачный слой (7) лака имеет модуль упругости, который отличается от модуля упругости несущей пленки (8) максимально на 10%, в частности менее чем на 5%.
2. Ламинирующая пленка по п.1, отличающаяся тем, что несущая пленка (8) имеет в продольном направлении удлинение при разрыве в пределах, от 170 до 230% и перпендикулярно продольному направлению удлинение при разрыве в пределах от 80 до 150%.
3. Ламинирующая пленка по п.1, отличающаяся тем, что несущая пленка (8) образована из полиэфира, полиолефина или полиамида.
4. Ламинирующая пленка по п.1, отличающаяся тем, что дифракционная рельефная структура (6) образует голограмму, в частности 3D/2D-голограмму или точечно-матричную голограмму.
5. Ламинирующая пленка по п.1, отличающаяся тем, что несущая пленка (8) имеет толщину в пределах от 23 до 36 мкм.
6. Ламинирующая пленка по одному из пп.1-5, отличающаяся тем, что прозрачный слой (7) лака имеет толщину в пределах от 0,5 до 5 мкм, в частности в пределах от 1 до 2 мкм.
7. Ламинирующая пленка по одному из пп.1-5, отличающаяся тем, что несущая пленка (8) по меньшей мере на одной стороне, в частности на стороне, на которой находится прозрачный слой (7) лака, обработана коронным разрядом.
8. Ламинирующая пленка по одному из пп.1-5, отличающаяся тем, что отражательный слой (5) имеет толщину в пределах от 5 до 15 нм, в частности в пределах от 7 до 9 нм.
9. Ламинирующая пленка по одному из пп.1-5, отличающаяся тем, что отражательный слой (5) выполнены из металла или сплава металлов, в частности из алюминия, хрома, серебра, меди или золота.
10. Ламинирующая пленка по одному из пп.1-5, отличающаяся тем, что отражательный слой (5) выполнен из диэлектрического материала с высоким преломлением, в частности из TiO2, ZnS или ZrO2.
11. Ламинирующая пленка по одному из пп.1-5, отличающаяся тем, что ламинирующая пленка (2) имеет расположенный ниже отражательного слоя (5) клеевой слой (4), и что клеевой слой (4) образован нанесенным количеством клея в пределах от 5 до 20 г/м2, в частности от 7 до 9 г/м2.
12. Ламинирующая пленка по одному из пп.1-5, отличающаяся тем, что клеевой слой (4) представляет собой слой клея горячего отверждения.
13. Ламинирующая пленка по одному из пп.1-5, отличающаяся тем, что ламинирующая пленка (2) без клеевого слоя имеет толщину в пределах от 20 до 30 мкм.
14. Трехмерное металлическое изделие, содержащее трехмерную, полученную холодным формованием металлическую подложку, отличающееся тем, что на поверхности металлической подложки посредством клеевого слоя прикреплена ламинирующая пленка по одному из пп.1-13.
15. Способ изготовления трехмерного металлического изделия (3), включающий этапы, на которых:
изготавливают композиционный материал из ламинирующей пленки (2) по одному из пп.1-13 и металлической подложки (1);
прикрепляют ламинирующую пленку (2) посредством клеевого слоя (4) к металлической подложке (1) и
осуществляют холодное формование композиционного материала из ламинирующей пленки (2) и металлической подложки (1) с получением металлического изделия (3) так, что ламинирующая пленка (2) образует на наружной поверхности металлического изделия (1) декор для металлического изделия (1).
изготавливают композиционный материал из ламинирующей пленки (2) по одному из пп.1-13 и металлической подложки (1);
прикрепляют ламинирующую пленку (2) посредством клеевого слоя (4) к металлической подложке (1) и
осуществляют холодное формование композиционного материала из ламинирующей пленки (2) и металлической подложки (1) с получением металлического изделия (3) так, что ламинирующая пленка (2) образует на наружной поверхности металлического изделия (1) декор для металлического изделия (1).
16. Способ по п.15, отличающийся тем, что композиционный материал подвергают глубокой вытяжке, штамповке или прессованию.
17. Способ по п.15, отличающийся тем, что образованную из алюминиевого листа, белой жести или стального листа плоскую металлическую подложку (1) соединяют с ламинирующей пленкой (2).
18. Способ по п.15, отличающийся тем, что металлическую подложку (1), имеющую толщину в пределах от 0,2 до 5 мм, соединяют с ламинирующей пленкой (2).
19. Способ по п.15 или 16, отличающийся тем, что металлическую подложку (1) по меньшей мере с одной стороны по всей поверхности покрывают ламинирующей пленкой (2).
20. Способ по п.15 или 16, отличающийся тем, что металлическую подложку (1) по меньшей мере с одной стороны лишь на отдельных участках, в частности в виде рисунка, покрывают ламинирующей пленкой (2).
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102006055740A DE102006055740B4 (de) | 2006-11-25 | 2006-11-25 | Laminierfolie zum Beschichten eines kaltumformbaren Metallsubstrats, Verfahren zur Herstellung eines dreidimensionalen Metallartikels sowie einen dreidimensionalen Metallartikel |
| DE102006055740.9 | 2006-11-25 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2009124141A RU2009124141A (ru) | 2010-12-27 |
| RU2443563C2 true RU2443563C2 (ru) | 2012-02-27 |
Family
ID=39133696
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2009124141/05A RU2443563C2 (ru) | 2006-11-25 | 2007-11-22 | Ламинирующая пленка для покрытия металлической подложки, подвергаемой холодному формованию |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US20100055359A1 (ru) |
| EP (1) | EP2091730A1 (ru) |
| JP (1) | JP5276596B2 (ru) |
| KR (1) | KR101414863B1 (ru) |
| CN (1) | CN101563224B (ru) |
| DE (1) | DE102006055740B4 (ru) |
| RU (1) | RU2443563C2 (ru) |
| WO (1) | WO2008061743A1 (ru) |
| ZA (1) | ZA200903240B (ru) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010047322A1 (ja) * | 2008-10-22 | 2010-04-29 | 東洋製罐株式会社 | 微細周期構造を有する積層構造体 |
| ITVE20120002A1 (it) * | 2012-01-13 | 2013-07-14 | 3 B S P A | Multistrato plastico con elevate caratteristiche di riflettanza e metodo per la sua produzione. |
| CN113427875A (zh) * | 2021-07-09 | 2021-09-24 | 云南名博包装印刷有限公司 | 一种具有三维效果的复合膜及其制作工艺 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0439092A3 (en) * | 1990-01-25 | 1993-03-17 | American Bank Note Holographics, Inc. | Holograms with discontinuous metallization including alphanumeric shapes |
| DE4131964A1 (de) * | 1991-09-25 | 1993-04-08 | Holtronic Gmbh | Verfahren zur beschriftung oder kennzeichnung von hologrammen |
| EP1559540A1 (de) * | 2003-12-29 | 2005-08-03 | Hueck Folien Ges.m.b.H | Transferierbares Folienmaterial |
| RU2265524C2 (ru) * | 2000-07-05 | 2005-12-10 | Гизеке Унд Девриент Гмбх | Защищенная от подделки бумага (варианты), изготовленный из нее ценный документ (варианты), используемый на ценном документе многослойный защитный элемент (варианты), переводной материал для переноса такого защитного элемента на ценный документ и способы изготовления переводного материала и ценного документа с защитным элементом |
| RU2283777C2 (ru) * | 2000-11-04 | 2006-09-20 | Леонхард Курц Гмбх Унд Ко. Кг | Многослойное изделие, в особенности многослойная пленка, и способ повышения защищенности многослойного изделия от фальсификации |
| EP1073031B1 (en) * | 1999-07-30 | 2008-07-30 | The Goodyear Tire & Rubber Company | Permanent tamper resistant bar code labels for tires |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19610028A1 (de) * | 1996-03-14 | 1997-09-18 | Cito Kunststoffe Und Verpackun | Folie zur Beschichtung von nachbearbeitbaren Substraten |
| JP3053602B2 (ja) * | 1997-11-10 | 2000-06-19 | 大平製紙株式会社 | 容器口部密封用インナーシール材 |
| KR100713988B1 (ko) * | 1999-08-31 | 2007-05-04 | 미쓰비시 쥬시 가부시끼가이샤 | 박리성 적층필름 |
| KR100329905B1 (ko) * | 2000-01-10 | 2002-03-22 | 구광시 | 태양광선 제어필름 |
| JP3333901B2 (ja) * | 2000-03-01 | 2002-10-15 | ラミネート工業株式会社 | 透明ホログラムラミネート金属板及びその製造方法 |
| JP4411838B2 (ja) * | 2002-08-09 | 2010-02-10 | 富士ゼロックス株式会社 | 定着用ベルトの製造方法 |
| WO2004058495A1 (ja) * | 2002-12-26 | 2004-07-15 | Mitsubishi Plastics, Inc. | 樹脂被覆金属板、樹脂被覆金属板用の意匠シート及び樹脂被覆金属板の製造方法 |
| US6844041B2 (en) * | 2002-12-27 | 2005-01-18 | Exxonmobil Oil Corporation | Clear polymeric label including delaminatable mask layer |
| JP2004358660A (ja) * | 2003-04-11 | 2004-12-24 | Seiji Kagawa | プラスチックラミネート金属板及びその製造方法、並びにプラスチックラミネート金属板からなる缶 |
| DE102004014778A1 (de) * | 2004-03-26 | 2005-10-13 | Leonard Kurz Gmbh & Co. Kg | Sicherheits- und/oder Wertdokument |
| JP2006015523A (ja) * | 2004-06-30 | 2006-01-19 | Konica Minolta Holdings Inc | 成形方法及び成形装置 |
| US20070275196A1 (en) * | 2006-05-25 | 2007-11-29 | Cryovac, Inc. | Multilayer Film Having High Oxygen Transmission and High Modulus |
-
2006
- 2006-11-25 DE DE102006055740A patent/DE102006055740B4/de not_active Expired - Fee Related
-
2007
- 2007-11-22 ZA ZA200903240A patent/ZA200903240B/xx unknown
- 2007-11-22 JP JP2009537542A patent/JP5276596B2/ja not_active Expired - Fee Related
- 2007-11-22 CN CN2007800434653A patent/CN101563224B/zh not_active Expired - Fee Related
- 2007-11-22 WO PCT/EP2007/010104 patent/WO2008061743A1/de active Application Filing
- 2007-11-22 EP EP07856210A patent/EP2091730A1/de not_active Withdrawn
- 2007-11-22 RU RU2009124141/05A patent/RU2443563C2/ru not_active IP Right Cessation
- 2007-11-22 US US12/312,707 patent/US20100055359A1/en not_active Abandoned
- 2007-11-22 KR KR1020097013130A patent/KR101414863B1/ko not_active IP Right Cessation
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0439092A3 (en) * | 1990-01-25 | 1993-03-17 | American Bank Note Holographics, Inc. | Holograms with discontinuous metallization including alphanumeric shapes |
| DE4131964A1 (de) * | 1991-09-25 | 1993-04-08 | Holtronic Gmbh | Verfahren zur beschriftung oder kennzeichnung von hologrammen |
| EP1073031B1 (en) * | 1999-07-30 | 2008-07-30 | The Goodyear Tire & Rubber Company | Permanent tamper resistant bar code labels for tires |
| RU2265524C2 (ru) * | 2000-07-05 | 2005-12-10 | Гизеке Унд Девриент Гмбх | Защищенная от подделки бумага (варианты), изготовленный из нее ценный документ (варианты), используемый на ценном документе многослойный защитный элемент (варианты), переводной материал для переноса такого защитного элемента на ценный документ и способы изготовления переводного материала и ценного документа с защитным элементом |
| RU2283777C2 (ru) * | 2000-11-04 | 2006-09-20 | Леонхард Курц Гмбх Унд Ко. Кг | Многослойное изделие, в особенности многослойная пленка, и способ повышения защищенности многослойного изделия от фальсификации |
| EP1559540A1 (de) * | 2003-12-29 | 2005-08-03 | Hueck Folien Ges.m.b.H | Transferierbares Folienmaterial |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2008061743A1 (de) | 2008-05-29 |
| KR101414863B1 (ko) | 2014-07-18 |
| ZA200903240B (en) | 2010-07-28 |
| CN101563224A (zh) | 2009-10-21 |
| US20100055359A1 (en) | 2010-03-04 |
| KR20090084956A (ko) | 2009-08-05 |
| JP2010510102A (ja) | 2010-04-02 |
| EP2091730A1 (de) | 2009-08-26 |
| DE102006055740A1 (de) | 2008-05-29 |
| JP5276596B2 (ja) | 2013-08-28 |
| CN101563224B (zh) | 2012-08-29 |
| RU2009124141A (ru) | 2010-12-27 |
| DE102006055740B4 (de) | 2010-08-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2323098C2 (ru) | Частично структурированная, imd-пригодная многослойная пленка | |
| AU2021286372B2 (en) | Methods of manufacturing security documents and security devices | |
| CN1193900C (zh) | 带有凸纹结构的埋入防伪元件的多层层压卡 | |
| KR101151917B1 (ko) | 적층된 시트를 제조하는 방법 및 이 방법으로 제조된 제품 | |
| RU2641316C9 (ru) | Опционально переводная оптическая система с уменьшенной толщиной | |
| RU2377133C2 (ru) | Материал монтажной пленки и способы его изготовления | |
| CH700792B1 (de) | Mehrlagige Verpackungsfolie. | |
| CN1950217A (zh) | 箔材料及其制造方法 | |
| CN105228834A (zh) | 安全装置及其制造方法 | |
| CN105228835A (zh) | 安全装置及其制造方法 | |
| AU2007201905A1 (en) | A security device formed by a hologram and a color shifting ink | |
| WO2007027619A2 (en) | Surface relief holographic film | |
| RU2443563C2 (ru) | Ламинирующая пленка для покрытия металлической подложки, подвергаемой холодному формованию | |
| JP2013527487A (ja) | 金属化ホログラフィー効果を有する物品 | |
| JPH04273392A (ja) | データ媒体およびその製造方法 | |
| EP3418065A1 (de) | Mikrooptisches element mit farbwechsel | |
| CN211402798U (zh) | 一种深纹图形层膜 | |
| CN111788075B (zh) | 用于制造防伪元件转印材料的方法和防伪元件转印材料 | |
| JPH08290542A (ja) | 熱硬化性樹脂化粧板 | |
| CN111308586A (zh) | 一种深纹图形层膜及其制作方法 | |
| US20210138781A1 (en) | Layered assembly for reflective product | |
| EP4217207A1 (de) | Verfahren zum herstellen eines optisch variablen sicherheitselements | |
| US20100195208A1 (en) | Customisation of a hot stamp foil or laminate | |
| JPH05273898A (ja) | ホログラム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20151123 |