RU2293247C2 - Теплоизолированная труба для трубопроводов и способ ее изготовления (варианты) - Google Patents
Теплоизолированная труба для трубопроводов и способ ее изготовления (варианты) Download PDFInfo
- Publication number
- RU2293247C2 RU2293247C2 RU2002123325/06A RU2002123325A RU2293247C2 RU 2293247 C2 RU2293247 C2 RU 2293247C2 RU 2002123325/06 A RU2002123325/06 A RU 2002123325/06A RU 2002123325 A RU2002123325 A RU 2002123325A RU 2293247 C2 RU2293247 C2 RU 2293247C2
- Authority
- RU
- Russia
- Prior art keywords
- plastic
- plastic film
- pipe
- heat
- outer coating
- Prior art date
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/02—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles for articles of definite length, i.e. discrete articles
- B29C44/12—Incorporating or moulding on preformed parts, e.g. inserts or reinforcements
- B29C44/14—Incorporating or moulding on preformed parts, e.g. inserts or reinforcements the preformed part being a lining
- B29C44/16—Incorporating or moulding on preformed parts, e.g. inserts or reinforcements the preformed part being a lining shaped by the expansion of the material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/20—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles for articles of indefinite length
- B29C44/32—Incorporating or moulding on preformed parts, e.g. linings, inserts or reinforcements
- B29C44/322—Incorporating or moulding on preformed parts, e.g. linings, inserts or reinforcements the preformed parts being elongated inserts, e.g. cables
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L59/00—Thermal insulation in general
- F16L59/14—Arrangements for the insulation of pipes or pipe systems
- F16L59/143—Pre-insulated pipes
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L59/00—Thermal insulation in general
- F16L59/14—Arrangements for the insulation of pipes or pipe systems
- F16L59/153—Arrangements for the insulation of pipes or pipe systems for flexible pipes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/02—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles for articles of definite length, i.e. discrete articles
- B29C44/12—Incorporating or moulding on preformed parts, e.g. inserts or reinforcements
- B29C44/1214—Anchoring by foaming into a preformed part, e.g. by penetrating through holes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/20—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles for articles of indefinite length
- B29C44/32—Incorporating or moulding on preformed parts, e.g. linings, inserts or reinforcements
- B29C44/326—Joining the preformed parts, e.g. to make flat or profiled sandwich laminates
Abstract
Изобретение относится к области теплоизоляции труб для трубопроводов. В теплоизолированной трубе для трубопроводов, состоящей, по меньшей мере, из одной подающей среду внутренней трубы, теплоизоляционного слоя из вспененной пластмассы, уложенного вокруг внутренней или внутренних труб, охватывающей теплоизоляционный слой оболочки из просечно-вытяжной стали, расположенной на металлической оболочке пластмассовой пленки и наружного покрытия из пластмассы, пластмассовой пленкой служит термодеформируемая пластмассовая пленка, на пластмассовой пленке винтообразно располагается жгут, пластмассовая пленка образует между витками жгута с помощью вспениваемой пластмассы направленную наружу выпуклость, и наружное покрытие заполняет участок между выпуклостями так, что внешняя поверхность наружного покрытия имеет винтообразную волнистость. Изобретение относится также к способу изготовления теплоизолированной трубы для трубопроводов, в котором оболочку из просечно-вытяжной стали формируют в виде трубы вокруг внутренней или внутренних труб, на оболочку из просечно-вытяжной стали накладывают при движении в продольном направлении пластмассовую пленку и сваривают или склеивают ее продольные кромки, в зазор между внутренней или внутренними трубами и пластмассовой пленкой или оболочкой из просечно-вытяжной стали подают вспенивающуюся пластмассовую композицию, на пластмассовую пленку винтообразно наматывают жгут, причем пластмассовую пленку между витками жгута формируют под действием давления вспенивающейся пластмассы в виде направленной наружу выпуклости и в заключении методом экструзии наносят наружное покрытие из термопластичной пластмассы, при этом заполняют участки между выпуклостями так, что наружное покрытие приобретает винтообразную волнистость. По другому варианту способа наматывание жгута производят после того, как пеноматериал уже заполнил пространство между оболочкой и пленкой. Техническим результатом изобретения является повышение гибкости труб. 3 н. и 5 з.п. ф-лы, 2 ил.
Description
Изобретение относится к теплоизолированной трубе для трубопроводов, согласно ограничительной части п.1 формулы изобретения, а также к способу изготовления теплоизолированной трубы для трубопроводов, согласно ограничительной части п.5 и п.7 формулы изобретения.
Из CH-PS 451621 известна гибкая теплоизолированная труба для трубопроводов которая состоит из гофрированной металлической внутренней трубы, концентрично и на расстоянии от нее расположена гофрированная металлическая наружная труба, а между ними находится теплоизоляционный слой из полиуретана. Наружная труба имеет поверхность из пластмассы.
Эта известная труба для трубопроводов пригодна для транспортировки тепла, подаваемого по сетям централизованного теплоснабжения. Труба для трубопроводов может транспортироваться на длину до 1000 м на кабельном барабане как электрический кабель в виде одного куска без соединительных элементов.
Из немецкой заявки на полезную модель №9407409 известна труба для трубопроводов, которая выполнена на основе конструкции трубы известной из CH-PS 451621. На месте гофрированной металлической наружной трубы здесь используется оболочка из просечно-вытяжной стали, на которой расположена диффузионно-непроницаемая пленка. Диффузионно-непроницаемая пленка может быть металлической пленкой или пластмассовой пленкой. Пленка служит ограничителем формы для заполненного вспененным материалом кольцеобразного пространства между внутренней и наружной трубой. Кроме того, пленка служит стопором для пара или диффузии.
Преимущество такой трубы для трубопроводов по сравнению с трубой из описания изобретения к патенту Швейцарии №451621 состоит в том, что при практически одинаковых механических свойствах обеспечивается существенное снижение веса.
Обе трубных конструкции имеют недостаток, заключающийся в том, что пластмассовое покрытие имеет гладкую поверхность, ограничивающую гибкость трубы для трубопроводов.
Поэтому в основу заявленного изобретения положена задача усовершенствования образующей серию трубы для трубопроводов таким образом, чтобы она обладала повышенной гибкостью.
Указанная задача решается с помощью признаков, приведенных в отличительной части п.1 формулы изобретения.
Существенное преимущество изобретения состоит в том, что пена, образующаяся в кольцевом зазоре между внутренней трубой и оболочкой из просечно-вытяжной стали или охватывающей оболочку из просечно-вытяжной стали пленкой, проникает через отверстия оболочки из просечно-вытяжной стали и на участках пленки между витками винтообразно нанесенного жгута образует направленную наружу выпуклость. Таким образом, оболочка из просечно-вытяжной стали оказывается полностью утопленной в пенопласте. Выпуклостями создается винтообразный гофр. Нанесенное затем методом экструзии наружное покрытие заполняет впадины между гофрами, в результате чего образуется винтообразный гофрированный контур наружного пластмассового покрытия.
Более подробно изобретение поясняется с помощью примеров его осуществления, схематически изображенных на фиг.1 и 2.
На фиг.1 представлен боковой разрез трубы для трубопроводов согласно изобретению.
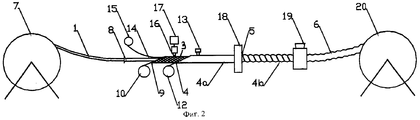
На фиг.2 - способ изготовления теплоизолированной трубы для трубопроводов.
Труба для трубопроводов состоит из внутренней трубы 1, преимущественно продольно сваренной, гофрированной металлической трубы, предпочтительно из нержавеющей стали, теплоизоляционного слоя 2 пенопласта на основе полиуретана или полиизоцианурата, концентрично по отношению к внутренней трубе 1 сформирована оболочка 3 из просечно-вытяжной стальной ленты, пластмассовой пленки 4, преимущественно двухслойной пленки из полиэтилентерефталата и полиэтилена низкой плотности, узкого, винтообразного пластмассового жгута 5, нанесенного с расстоянием между отдельными витками и состоящего преимущественно из трехслойной пленки из полиэтилен-полиэтилентерефталат-полиэтилена, и наружного пластмассового покрытия 6, предпочтительно из полиэтилена. Пластмассовая пленка 4 может быть металлизированной или содержать покрытие из оксида кремния. В результате повышается диффузионная плотность трубной конструкции.
Пластмассовая пленка 4 имеет винтообразное волнистое расположение, при этом впадины между гофрами образованы в результате удерживания участков пластмассовой пленки 4 в нижнем положении пластмассового жгута 5. Участки 6а между двумя впадинами гофров заполнены пенопластом. Пластмассовое наружное покрытие 6 повторяет контур пластмассовой пленки 4 и, следовательно, имеет винтообразную волнистость, в результате которой повышается гибкость трубы для трубопроводов по сравнению с трубой такой же конструкции, но с гладким пластмассовым наружным покрытием.
На фиг.2 представлен технологический процесс изготовления теплоизолированной трубы для трубопроводов.
С накопительного барабана 7 разматывают внутреннюю трубу 1, которую вводят в направляющую трубу 8. Ленту 9 из просечно-вытяжной стали разматывают с накопительной бобины 10 и формируют в оболочку 3, располагаемую вокруг внутренней трубы 1 с промежутком. Вокруг оболочки 3 из просечно-вытяжной стали свободно формируют пластмассовую пленку 4, сматываемую с накопительной бобины 12, и сваривают ее по продольным кромкам с помощью сварочного устройства 13. Внутреннюю или внутренние трубы направляют посредством направляющей трубы 8 концентрично к пластмассовой пленке 4 или оболочке 3 из просечно-вытяжной стали.
В кольцевой зазор между внутренней трубой 1 и оболочкой 3 из просечно-вытяжной стали укладывается одна или несколько жил 14 датчика или сигнального устройства, которые должны сообщать или определять нахождение проникшей в трубу влаги. Позицией 15 обозначена накопительная бобина для жил 14 датчика или сигнального устройства.
Через смесительное устройство 16 из сборной емкости 17 нагнетается вспениваемая композиция из полиола и изоцианата в кольцевой зазор между внутренней трубой 1 и оболочкой 3 из просечно-вытяжной стали. Пенная композиция задается таким образом, что она начинает вспениваться за сварочным устройством 13. Образующаяся пена проникает при этом через отверстия в просечно-вытяжной стали и заполняет незначительный зазор между оболочкой 3 из просечно-вытяжной стали и трубой 4а из пластмассовой пленки 4.
С помощью ленточного намоточного устройства 18 пластмассовый жгут 5 наносят в виде витков на участки трубы 4а, в результате чего участки трубы 4а, вокруг которых обматывают пластмассовый жгут 5, укладывают на оболочку 3 из просечно-вытяжной стали.
Теперь пенопласт полностью заполняет трубу 4а перед намоткой пластмассового жгута 5. В этом случае сохраняющийся еще мягким пенопласт вытесняется пластмассовым жгутом 5, в результате чего образуется винтообразная волнистость трубы 4а (см. 4b).
В качестве альтернативы вспененный материал выполнен с возможностью вспенивания лишь после намотки пластмассового жгута 5, образуя между отдельными витками пластмассового жгута 5 участки с направленной наружу выпуклостью, в результате чего получают гофрированную трубу 4b.
Затем гофрированная труба 4b поступает в экструдер 19, в котором наносят наружное покрытие 6, в частности таким образом, что оно повторяет волнистость трубы 4b.
После этого трубу для трубопроводов наматывают на кабельный барабан 20.
С помощью описанного способа можно получать в непрерывном режиме теплоизолированные трубы большой длины для трубопроводов, доставляемые к месту прокладки на кабельных барабанах и укладываемые кусками длиной до 1000 м каждый, т.е. без применения соединительных муфт.
Claims (8)
1. Теплоизолированная труба для трубопроводов, состоящая, по меньшей мере, из одной подающей среду внутренней трубы (1), теплоизоляционного слоя (2) из вспененной пластмассы, уложенного вокруг внутренней или внутренних труб (1), охватывающей теплоизоляционный слой (2) оболочки (3) из просечно-вытяжной стали, расположенной на металлической оболочке (3) пластмассовой пленки (4), и наружного покрытия из пластмассы, отличающаяся тем, что пластмассовой пленкой (4) служит термодеформируемая пластмассовая пленка (4), на пластмассовой пленке (4) винтообразно располагается жгут (5), пластмассовая пленка (4) образует между витками жгута (5) с помощью вспениваемой пластмассы направленную наружу выпуклость и наружное покрытие (6) заполняет участок (6а) между выпуклостями так, что внешняя поверхность наружного покрытия (6) имеет винтообразную волнистость.
2. Труба по п.1, отличающаяся тем, что пластмассовая пленка (4) содержит выполненный в продольном направлении трубы для трубопроводов сварной или клеевой шов.
3. Труба по п.1 или 2, отличающаяся тем, что пластмассовая пленка (4) выполнена из материала, размягчающегося при температуре вспенивания.
4. Труба по п.3, отличающаяся тем, что пластмассовая пленка (4) представляет собой двухслойную пленку из полиэтилентерефталата и полиэтилена.
5. Способ изготовления теплоизолированной трубы для трубопроводов по любому из пп.1-4, отличающийся тем, что оболочку из просечно-вытяжной стали формируют в виде трубы вокруг внутренней или внутренних труб, на оболочку из просечно-вытяжной стали накладывают при движении в продольном направлении пластмассовую пленку и сваривают или склеивают ее продольные кромки, в зазор между внутренней или внутренними трубами и пластмассовой пленкой или оболочкой из просечно-вытяжной стали подают вспенивающуюся пластмассовую композицию, на пластмассовую пленку винтообразно наматывают жгут, пластмассовую пленку между витками жгута формируют под действием давления вспенивающейся пластмассы в виде направленной наружу выпуклости и в заключении методом экструзии наносят наружное покрытие из термопластичной пластмассы, при этом заполняют участки между выпуклостями так, что наружное покрытие приобретает винтообразную волнистость.
6. Способ по п.5, отличающийся тем, что внутреннюю или внутренние трубы направляют посредством направляющей трубы концентрично к пластмассовой пленке или оболочке из просечно-вытяжной стали.
7. Способ изготовления теплоизолированной трубы для трубопроводов по любому из пп.1-4, отличающийся тем, что оболочку из просечно-вытяжной стали формируют в виде трубы вокруг внутренней или внутренних труб, на оболочку из просечно-вытяжной стали накладывают при движении в продольном направлении пластмассовую пленку и сваривают или склеивают ее продольные кромки, в зазор между внутренней или внутренними трубами и оболочкой из просечно-вытяжной стали подают вспенивающуюся пластмассовую композицию, пластмассовую пленку формируют в виде выпуклостей с помощью проникающего через отверстия оболочки из просечно-вытяжной стали пенопласта, на выпуклую пластмассовую пленку винтообразно наматывают жгут во время мягкого состояния пенопласта и винтообразно формируют пластмассовую пленку продавливанием до оболочки из просечно-винтовой стали, в заключение методом экструзии наносят наружное покрытие из термопластичной пластмассы и заполняют участки между выпуклостями так, что наружное покрытие приобретает винтообразную волнистость.
8. Способ по п.7, отличающийся тем, что внутреннюю или внутренние трубы направляют посредством направляющей трубы концентрично к пластмассовой пленке или оболочке из просечно-вытяжной стали.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10142719.0 | 2001-08-31 | ||
| DE10142719A DE10142719A1 (de) | 2001-08-31 | 2001-08-31 | Wärmeisoliertes Leitungsrohr |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2002123325A RU2002123325A (ru) | 2004-06-27 |
| RU2293247C2 true RU2293247C2 (ru) | 2007-02-10 |
Family
ID=7697274
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2002123325/06A RU2293247C2 (ru) | 2001-08-31 | 2002-08-30 | Теплоизолированная труба для трубопроводов и способ ее изготовления (варианты) |
Country Status (7)
| Country | Link |
|---|---|
| EP (1) | EP1288558B1 (ru) |
| AT (1) | ATE257233T1 (ru) |
| DE (2) | DE10142719A1 (ru) |
| DK (1) | DK1288558T3 (ru) |
| PL (1) | PL199736B1 (ru) |
| RU (1) | RU2293247C2 (ru) |
| TR (1) | TR200400104T4 (ru) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012002834A1 (ru) | 2010-06-28 | 2012-01-05 | Общество С Ограниченной Ответственностью "Cmиt-Яpцebo" | Способ изготовления теплоизолированной гибкой трубы |
| WO2012039638A1 (ru) | 2010-09-20 | 2012-03-29 | Общество С Ограниченной Ответственностью "Cmиt-Яpцebo" | Линия для изготовления теплоизолированной гибкой трубы |
| RU2629102C2 (ru) * | 2011-11-28 | 2017-08-24 | Басф Се | Непрерывный способ изготовления изолированных труб, изолированная труба, устройство для изготовления этой изолированной трубы и применение указанного устройства |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES2392227T3 (es) | 2003-03-05 | 2012-12-05 | Bhp Billiton Petroleum Pty Ltd | Conector extremo de tubo flexible |
| DE20303698U1 (de) * | 2003-03-08 | 2003-05-15 | Brugg Rohrsysteme Gmbh | Wärmeisoliertes Leitungsrohr |
| DE102004046656A1 (de) * | 2004-09-25 | 2006-04-06 | Preh Gmbh | Thermisch isoliertes, flexibles Leitungsrohr und Verfahren zur und Vorrichtung für die Herstellung eines Leitungsrohrs |
| EA015369B1 (ru) | 2006-05-08 | 2011-08-30 | БиЭйчПи БИЛЛИТОН ПЕТРОЛЕУМ ПТИ ЛТД. | Длинномерный шланг, способ и устройство для изготовления длинномерного шланга |
| GB0609079D0 (en) | 2006-05-08 | 2006-06-21 | Bhp Billiton Petroleum Pty Ltd | Improvements relating to hose |
| EA014571B1 (ru) | 2006-05-08 | 2010-12-30 | БиЭйчПи БИЛЛИТОН ПЕТРОЛЕУМ ПТИ ЛТД. | Усовершенствованный шланг, способ и аппарат для изготовления усовершенствованного шланга |
| GB0612991D0 (en) | 2006-06-29 | 2006-08-09 | Bhp Billiton Petroleum Pty Ltd | Improvements relating to hose |
| GB0616052D0 (en) | 2006-08-11 | 2006-09-20 | Bhp Billiton Petroleum Pty Ltd | Improvements relating to hose |
| GB0616053D0 (en) * | 2006-08-11 | 2006-09-20 | Bhp Billiton Petroleum Pty Ltd | Improvements relating to hose |
| ES2424134T3 (es) | 2007-09-14 | 2013-09-27 | Bhp Billiton Petroleum Pty Ltd | Mejoras relacionadas con elementos de conexión de tubo flexible |
| DE202007019107U1 (de) * | 2007-11-14 | 2010-10-14 | Jarus Gmbh | Wärmeisoliertes Leitungsrohr |
| CH699570A1 (de) * | 2008-09-26 | 2010-03-31 | Brugg Rohr Ag Holding | Verfahren zur Herstellung eines wärmeisolierten Leitungsrohres sowie wärmeisoliertes Leitungsrohr. |
| US9441766B2 (en) | 2009-06-02 | 2016-09-13 | Bhp Billiton Petroleum Pty Ltd. | Reinforced hose |
| DE102012217641A1 (de) * | 2012-09-27 | 2014-03-27 | Witzenmann Gmbh | Flexibles Leitungselement und Verfahren zum Herstellen eines flexiblen Leitungselements |
| CA2942810C (en) | 2014-03-28 | 2021-02-16 | Public Joint Stock Company "Transneft" | Method for thermally insulating welded joints of pre-insulated pipes |
| DE102015109313B4 (de) | 2015-06-11 | 2018-02-01 | Brugg Rohr Ag, Holding | Doppelwandiges Leitungsrohr mit einer Wärmedämmschicht sowie ein hierfür bestimmtes Kunststoffaußenrohr |
| DE102015221898B4 (de) * | 2015-11-06 | 2017-11-16 | Continental Automotive Gmbh | Verfahren zum Herstellen einer Baueinheit und Baueinheit |
| US10293528B2 (en) | 2016-08-02 | 2019-05-21 | Thermacor Process, Inc. | Continuous method for producing pre-insulated piping |
| US10293527B2 (en) | 2016-08-02 | 2019-05-21 | Thermacor Process, Inc. | Continuous method for producing pre-insulated piping |
| CN107696519A (zh) * | 2017-09-29 | 2018-02-16 | 镇江春环密封件集团有限公司 | 一种聚四氟乙烯复合管的生产方法 |
| DE102018117979A1 (de) * | 2018-07-25 | 2020-01-30 | Brugg Rohr Ag Holding | Doppelwandiges Leitungsrohr sowie ein Lichtwellenleiter für ein solches Leitungsrohr |
| IT201900020781A1 (it) | 2019-11-11 | 2021-05-11 | Ecotech S R L | Tubo termo-isolato |
| CN113915456A (zh) * | 2021-09-23 | 2022-01-11 | 太仓京和机电有限公司 | 保温管套设方法以及空调用管组件 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3979818A (en) * | 1972-05-30 | 1976-09-14 | Shaw Pipe Industries Ltd. | Method of thermally insulating pipe |
| BE885751Q (fr) * | 1976-08-27 | 1981-02-16 | Kendall & Co | Procede et appareil pour appliquer un liquide moussable sur un objet cylindrique |
| IT1124638B (it) * | 1979-10-24 | 1986-05-07 | Pirelli | Condotto termoisolato |
| US4438056A (en) * | 1980-07-07 | 1984-03-20 | Bethlehem Steel Corporation | Method for producing a corrugated pipe having a smooth lining of foam plastic |
| DE9310530U1 (de) * | 1993-07-15 | 1993-09-09 | Ke Rohrsysteme Umwelttech | Wärmeisoliertes Leitungsrohr |
| DE29615423U1 (de) * | 1996-09-05 | 1997-02-20 | Brugg Rohrsysteme Gmbh | Wärmeisoliertes Leitungsrohr |
| DE29712560U1 (de) * | 1997-07-16 | 1997-09-18 | Brugg Rohrsysteme Gmbh | Wärmeisoliertes Leitungsrohr |
-
2001
- 2001-08-31 DE DE10142719A patent/DE10142719A1/de not_active Withdrawn
-
2002
- 2002-08-07 EP EP02017591A patent/EP1288558B1/de not_active Expired - Lifetime
- 2002-08-07 DE DE50200188T patent/DE50200188D1/de not_active Expired - Lifetime
- 2002-08-07 TR TR2004/00104T patent/TR200400104T4/xx unknown
- 2002-08-07 DK DK02017591T patent/DK1288558T3/da active
- 2002-08-07 AT AT02017591T patent/ATE257233T1/de active
- 2002-08-29 PL PL355781A patent/PL199736B1/pl unknown
- 2002-08-30 RU RU2002123325/06A patent/RU2293247C2/ru not_active IP Right Cessation
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012002834A1 (ru) | 2010-06-28 | 2012-01-05 | Общество С Ограниченной Ответственностью "Cmиt-Яpцebo" | Способ изготовления теплоизолированной гибкой трубы |
| EA018820B1 (ru) * | 2010-06-28 | 2013-10-30 | Общество С Ограниченной Ответственностью "Смит-Ярцево" | Способ изготовления теплоизолированной гибкой трубы |
| WO2012039638A1 (ru) | 2010-09-20 | 2012-03-29 | Общество С Ограниченной Ответственностью "Cmиt-Яpцebo" | Линия для изготовления теплоизолированной гибкой трубы |
| RU2629102C2 (ru) * | 2011-11-28 | 2017-08-24 | Басф Се | Непрерывный способ изготовления изолированных труб, изолированная труба, устройство для изготовления этой изолированной трубы и применение указанного устройства |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE257233T1 (de) | 2004-01-15 |
| TR200400104T4 (tr) | 2004-03-22 |
| EP1288558A1 (de) | 2003-03-05 |
| EP1288558B1 (de) | 2004-01-02 |
| PL199736B1 (pl) | 2008-10-31 |
| DE50200188D1 (de) | 2004-02-05 |
| DE10142719A1 (de) | 2003-04-03 |
| DK1288558T3 (da) | 2004-05-03 |
| PL355781A1 (en) | 2003-03-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2293247C2 (ru) | Теплоизолированная труба для трубопроводов и способ ее изготовления (варианты) | |
| FI77102B (fi) | Foerfarande foer framstaellning av ett vaermeisolerat ledningsroer. | |
| CA2362167C (en) | A liner hose for reconstruction of conduits and pipelines and a method for manufacture thereof | |
| CN101089447B (zh) | 绝热导管 | |
| US3332446A (en) | Cryogenic transfer line arrangement | |
| RU2002123325A (ru) | Теплоизолированная труба для трубопроводов и способ ее изготовления (варианты) | |
| BR112014022772B1 (pt) | tubulação de múltiplas camadas de material polimérico e dispositivo e método para fabricação da tubulação de múltiplas camadas | |
| US20100170590A1 (en) | Manufacturing a piping element, and piping element | |
| CA1225043A (en) | Thermally insulated conduction of fluid | |
| CA1260375A (en) | Composite pipes and process for manufacturing the same | |
| US7631668B2 (en) | Piping element and manufacturing method and apparatus | |
| GB2111164A (en) | Method of producing a composite pipe | |
| RU2659650C2 (ru) | Теплоизолированный гофрированный трубопровод | |
| EP2113375A1 (en) | Ventilation duct | |
| JPS61195812A (ja) | 断熱導管製造方法 | |
| JPS6246079A (ja) | 複合パイプ及びその製造方法 | |
| WO2002012775A1 (en) | Pipe insulating jackets and their manufacturing process | |
| JPS58185234A (ja) | 断熱導管の製造方法 | |
| ATE278905T1 (de) | Biegsame rohrleitung mit einer aufgewickelten, thermisch isolierenden bahn und wickelmaschine zur deren herstellung | |
| JPH07174291A (ja) | 断熱配管の製造方法 | |
| JPS6353395A (ja) | 断熱導管 | |
| RU2204757C2 (ru) | Многослойная конструкция трубы | |
| JPH0511424Y2 (ru) | ||
| JPS607138Y2 (ja) | 断熱管 | |
| KR20040054157A (ko) | 고강도 다층 유연관 및 그 제조 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20070831 |