RU2287462C2 - Albumin in flexible polymeric container - Google Patents
Albumin in flexible polymeric container Download PDFInfo
- Publication number
- RU2287462C2 RU2287462C2 RU2003130086/12A RU2003130086A RU2287462C2 RU 2287462 C2 RU2287462 C2 RU 2287462C2 RU 2003130086/12 A RU2003130086/12 A RU 2003130086/12A RU 2003130086 A RU2003130086 A RU 2003130086A RU 2287462 C2 RU2287462 C2 RU 2287462C2
- Authority
- RU
- Russia
- Prior art keywords
- albumin
- filling
- container
- providing
- bags
- Prior art date
Links
Images




Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61J—CONTAINERS SPECIALLY ADAPTED FOR MEDICAL OR PHARMACEUTICAL PURPOSES; DEVICES OR METHODS SPECIALLY ADAPTED FOR BRINGING PHARMACEUTICAL PRODUCTS INTO PARTICULAR PHYSICAL OR ADMINISTERING FORMS; DEVICES FOR ADMINISTERING FOOD OR MEDICINES ORALLY; BABY COMFORTERS; DEVICES FOR RECEIVING SPITTLE
- A61J1/00—Containers specially adapted for medical or pharmaceutical purposes
- A61J1/05—Containers specially adapted for medical or pharmaceutical purposes for collecting, storing or administering blood, plasma or medical fluids ; Infusion or perfusion containers
- A61J1/10—Bag-type containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B39/00—Nozzles, funnels or guides for introducing articles or materials into containers or wrappers
- B65B39/04—Nozzles, funnels or guides for introducing articles or materials into containers or wrappers having air-escape, or air-withdrawal, passages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/06—Enclosing successive articles, or quantities of material, in a longitudinally-folded web, or in a web folded into a tube about the articles or quantities of material placed upon it
- B65B9/08—Enclosing successive articles, or quantities of material, in a longitudinally-folded web, or in a web folded into a tube about the articles or quantities of material placed upon it in a web folded and sealed transversely to form pockets which are subsequently filled and then closed by sealing
- B65B9/087—Enclosing successive articles, or quantities of material, in a longitudinally-folded web, or in a web folded into a tube about the articles or quantities of material placed upon it in a web folded and sealed transversely to form pockets which are subsequently filled and then closed by sealing the web advancing continuously
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61J—CONTAINERS SPECIALLY ADAPTED FOR MEDICAL OR PHARMACEUTICAL PURPOSES; DEVICES OR METHODS SPECIALLY ADAPTED FOR BRINGING PHARMACEUTICAL PRODUCTS INTO PARTICULAR PHYSICAL OR ADMINISTERING FORMS; DEVICES FOR ADMINISTERING FOOD OR MEDICINES ORALLY; BABY COMFORTERS; DEVICES FOR RECEIVING SPITTLE
- A61J1/00—Containers specially adapted for medical or pharmaceutical purposes
- A61J1/14—Details; Accessories therefor
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61J—CONTAINERS SPECIALLY ADAPTED FOR MEDICAL OR PHARMACEUTICAL PURPOSES; DEVICES OR METHODS SPECIALLY ADAPTED FOR BRINGING PHARMACEUTICAL PRODUCTS INTO PARTICULAR PHYSICAL OR ADMINISTERING FORMS; DEVICES FOR ADMINISTERING FOOD OR MEDICINES ORALLY; BABY COMFORTERS; DEVICES FOR RECEIVING SPITTLE
- A61J1/00—Containers specially adapted for medical or pharmaceutical purposes
- A61J1/14—Details; Accessories therefor
- A61J1/1475—Inlet or outlet ports
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Hematology (AREA)
- Pharmacology & Pharmacy (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Medical Preparation Storing Or Oral Administration Devices (AREA)
- Basic Packing Technique (AREA)
- Packages (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
- Supply Of Fluid Materials To The Packaging Location (AREA)
- Bag Frames (AREA)
- Materials For Medical Uses (AREA)
- Medicines Containing Material From Animals Or Micro-Organisms (AREA)
- Medicinal Preparation (AREA)
- Medicines That Contain Protein Lipid Enzymes And Other Medicines (AREA)
- Peptides Or Proteins (AREA)
Abstract
Description
Настоящее изобретение относится в основном к упаковыванию белка в гибкий полимерный контейнер, а конкретно - к промышленной упаковке альбумина в гибкие полимерные контейнеры в асептической среде формующего-заполняющего-запечатывающего упаковочного автомата.The present invention relates generally to packaging protein in a flexible polymer container, and in particular, to industrial packaging of albumin in flexible polymer containers in an aseptic environment of a forming-filling-sealing packaging machine.
Известны многие пептиды и белки (протеины), предназначенные для фармацевтического и другого применения, включая гликопротеины, липопротеины, иммуноглобулины, моноклональные антитела, ферменты (энзимы), белки крови, рецепторные белки и гормоны.Many peptides and proteins (proteins) are known for pharmaceutical and other uses, including glycoproteins, lipoproteins, immunoglobulins, monoclonal antibodies, enzymes (enzymes), blood proteins, receptor proteins and hormones.
Одним из таких веществ является альбумин. Альбумин - это серосодержащий водорастворимый белок, который коагулирует при нагревании и присутствует в яичном белке, молоке, крови и других животных и растительных тканях и выделениях. Альбумин часто используют в качестве средства, добавляемого для увеличения объема крови, чтобы способствовать поддержанию кровяного давления пациента, а иногда - чтобы способствовать повышению кровяного давления пациента при кровопотерях.One such substance is albumin. Albumin is a sulfur-containing water-soluble protein that coagulates when heated and is present in egg protein, milk, blood and other animal and plant tissues and secretions. Albumin is often used as a supplement to increase blood volume to help maintain the patient’s blood pressure, and sometimes to help increase the patient’s blood pressure during blood loss.
Белки, такие как альбумин, адсорбируются большинством искусственных материалов, включая контейнеры для жидкости, изготовленные из различных полимеров. Адсорбция белка поверхностью искусственного полимера приводит к снижению содержания белка в таком растворе. На некоторые белковые растворы адсорбция белков на искусственных поверхностях может оказать негативное влияние вследствие процесса, называемого денатурацией. При этом процессе не происходит постоянного адсорбирования белка в полимерный контейнер, а скорее происходит адсорбция, а затем высвобождение молекул белка. Адсорбция и высвобождение могут изменить форму молекулы (т.е. денатурировать ее). После того как молекулы белка в белковых лекарственных растворах претерпели денатурацию, они часто теряют свою эффективность и полезность. Поэтому до настоящего времени белки, такие как альбумин, хранили для индивидуального использования в стеклянных сосудах, чтобы избежать риска денатурации. Ввиду затрат, обусловленных изготовлением, упаковкой, укладкой в тару, транспортировкой и хранением стеклянных сосудов, а также ввиду высокой стоимости и веса таких сосудов, которые легко разбить, желательны более эффективные, недорогие и удобные для пользователя средства упаковки белков, таких как альбумин, чтобы по возможности устранить вышеупомянутые недостатки.Proteins, such as albumin, are adsorbed by most man-made materials, including liquid containers made from various polymers. The adsorption of protein by the surface of an artificial polymer leads to a decrease in the protein content in such a solution. For some protein solutions, protein adsorption on artificial surfaces can be adversely affected by a process called denaturation. In this process, there is no constant adsorption of the protein into the polymer container, but rather adsorption and then release of the protein molecules. Adsorption and release can alter the shape of the molecule (i.e. denature it). After the protein molecules in protein drug solutions have undergone denaturation, they often lose their effectiveness and usefulness. Therefore, until now, proteins, such as albumin, have been stored for individual use in glass vessels to avoid the risk of denaturation. In view of the costs associated with the manufacture, packaging, packaging, transportation and storage of glass vessels, as well as the high cost and weight of such vessels that are easy to break, more efficient, inexpensive and user-friendly protein packaging agents such as albumin are desirable in order to if possible, eliminate the aforementioned disadvantages.
Один из типов упаковок, используемых для упаковывания небелковых фармацевтических препаратов, - это полимерные мешки, сформированные с помощью формующего-заполняющего-запечатывающего упаковочного автомата. Формующие-заполняющие-запечатывающие упаковочные автоматы обычно используют для упаковки продукта в гибкий контейнер. Подобный автомат позволяет упаковывать некоторые фармацевтические препараты и многие другие продукты недорогим и эффективным образом.One type of packaging used for packaging non-protein pharmaceuticals is polymer bags formed using a form-fill-seal packaging machine. Molding-filling-sealing packaging machines are typically used to pack the product in a flexible container. Such a machine allows you to pack some pharmaceuticals and many other products in an inexpensive and effective way.
В соответствии с требованиями администрации США по контролю за продуктами и лекарствами (FDA) некоторые фармацевтические препараты в упаковках, полученных в процессе формования, заполнения и запечатывания традиционно стерилизуют на послеупаковочной стадии автоклавирования. Эта послеупаковочная стадия включает помещение запечатанной упаковки, содержащей фармацевтический препарат, в автоклав и паровую стерилизацию или нагревание упаковки и ее содержимого до требуемой температуры, которая часто составляет около 250°F (до 121°С), в течение заданного периода времени. Стадия стерилизации необходима для уничтожения бактерий и других патогенов, находящихся внутри упаковки, на внутреннем слое пленки или в самом фармацевтическом препарате.In accordance with the requirements of the US Food and Drug Administration (FDA), some pharmaceutical products in packages formed by molding, filling and sealing are traditionally sterilized at the post-packaging autoclaving stage. This post-packaging step involves placing the sealed package containing the pharmaceutical preparation in an autoclave and steam sterilizing or heating the package and its contents to a desired temperature, which is often about 250 ° F. (up to 121 ° C.), for a predetermined period of time. The sterilization step is necessary to kill bacteria and other pathogens inside the package, on the inner layer of the film or in the pharmaceutical preparation itself.
Однако некоторые упакованные фармацевтические препараты, включая некоторые белки, такие как альбумин, нельзя стерилизовать таким образом. Причина заключается в том, что тепло, необходимое для уничтожения бактерий при автоклавировании, разрушает или делает бесполезными некоторые фармацевтические препараты. Кроме того, в случае альбумина, нагревание может вызвать его коагуляцию.However, some packaged pharmaceuticals, including some proteins, such as albumin, cannot be sterilized in this way. The reason is that the heat needed to kill bacteria during autoclaving destroys or renders some pharmaceutical products useless. In addition, in the case of albumin, heating can cause it to coagulate.
Упаковка с формованием, заполнением и запечатыванием также может вызвать и другие проблемы, кроме проблем, связанных со стерилизацией, при упаковке некоторых белков, как альбумин. В частности, обычное формующее-заполняющее-запечатывающее упаковочное оборудование использует нагревание некоторых зон полимерного материала упаковки для создания сварных швов. Если тепло окажет воздействие на белок в процессе запечатывания (сварки), белок может коагулировать или денатурировать иным образом, так же как при высокотемпературной стерилизации. Кроме того, поскольку некоторые белки, такие как альбумин, обладают термоизолирующими свойствами, зоны сварных швов не должны содержать белок, чтобы полимерные материалы могли быть термосварены. Если какой-либо белок, такой как альбумин, присутствует в зоне сварного шва перед сваркой, то может нарушиться целостность сварного шва.Packaging with molding, filling and sealing can also cause other problems besides the problems associated with sterilization, when packaging some proteins, such as albumin. In particular, conventional forming-filling-sealing packaging equipment uses the heating of certain areas of the polymer packaging material to create welds. If heat has an effect on the protein during the sealing (welding) process, the protein can coagulate or denature in a different way, as in high-temperature sterilization. In addition, since some proteins, such as albumin, have thermally insulating properties, the weld zones should not contain protein so that polymeric materials can be heat-sealed. If any protein, such as albumin, is present in the weld zone before welding, the integrity of the weld may be impaired.
Таким образом, желательно создать удобное и экономичное средство упаковки некоторых белков, включая такие белки, как альбумин.Thus, it is desirable to provide a convenient and economical means of packaging certain proteins, including proteins such as albumin.
Краткое изложение сущности изобретенияSummary of the invention
Настоящее изобретение обеспечивает гибкий полимерный контейнер для содержимого, имеющего некоторую концентрацию пептидов и/или белков. Такие пептиды и белки включают гликопротеины, липопротеины, иммуноглобулины, моноклональные антитела, ферменты, белки крови, рецепторные белки и гормоны. Кроме того, настоящее изобретение обеспечивает способ упаковки такого вещества в гибкий полимерный контейнер. В общем случае, гибкий полимерный контейнер содержит лист гибкой полимерной пленки, сформированной в мешок. Этот мешок имеет полость, охватываемую первой стенкой и противоположной второй стенкой. Мешок также имеет сварные швы по периферии первой и второй стенок, которые соединяют внутренние участки противоположных первой и второй стенок, образуя камеру, непроницаемую для текучей среды, внутри полости контейнера. Внутри камеры, непроницаемой для текучей среды, хранится содержимое с некоторой концентрацией указанного вещества. В варианте осуществления это вещество является альбумином.The present invention provides a flexible polymer container for contents having a certain concentration of peptides and / or proteins. Such peptides and proteins include glycoproteins, lipoproteins, immunoglobulins, monoclonal antibodies, enzymes, blood proteins, receptor proteins and hormones. In addition, the present invention provides a method of packaging such a substance in a flexible polymer container. In general, a flexible polymer container comprises a sheet of flexible polymer film formed in a bag. This bag has a cavity covered by the first wall and the opposite second wall. The bag also has welds along the periphery of the first and second walls, which connect the inner portions of the opposing first and second walls, forming a chamber, impervious to fluid, inside the cavity of the container. Inside a fluid tight chamber, content with a certain concentration of the substance is stored. In an embodiment, the substance is albumin.
В соответствии с одним аспектом настоящего изобретения гибкий полимерный контейнер для содержимого с некоторой концентрацией водорастворимого альбумина содержит лист гибкого полимерного материала, которому сначала была придана форма трубы, которая затем была преобразована в ряд смежных мешков. Эти мешки имеют первый боковой элемент, второй боковой элемент, периферийно приваренный к первому боковому элементу, и полость между внутренними поверхностями первого и второго боковых элементов. Внутрь полости мешка помещают некоторое количество содержимого с водорастворимым альбумином в некоторой концентрации. Отверстия мешков затем запечатывают с образованием камеры, непроницаемой для текучей среды.In accordance with one aspect of the present invention, a flexible polymer container for contents with a certain concentration of water-soluble albumin comprises a sheet of flexible polymer material, which was first shaped into a pipe, which was then converted into a series of adjacent bags. These bags have a first side element, a second side element peripherally welded to the first side element, and a cavity between the inner surfaces of the first and second side elements. Inside the cavity of the bag is placed a certain amount of content with water-soluble albumin in a certain concentration. The openings of the bags are then sealed to form a fluid tight chamber.
В соответствии с еще одним аспектом настоящего изобретения контейнер имеет несколько периферийных краев. Три из них запечатаны термосваркой, а один из периферийных краев содержит складку, отделяющую первую стенку или первый боковой элемент от противоположной второй стенки или второго бокового элемента.In accordance with another aspect of the present invention, the container has several peripheral edges. Three of them are heat sealed, and one of the peripheral edges contains a fold separating the first wall or the first side element from the opposite second wall or second side element.
В соответствии с еще одним аспектом настоящего изобретения смежно складке к контейнеру присоединено выливное средство, которое продолжается от внешней оболочки контейнера у складки и имеет герметизированный канал, сообщенный с камерой контейнера, непроницаемой для текучей среды. Герметизированный канал проходит в полость контейнера, чтобы позволить выдачу альбумина из камеры. На некотором расстоянии от противоположных сторон выливного средства вдоль складки может быть расположен V-образный элемент (шеврон), способствующий вытеканию альбумина из контейнера.In accordance with another aspect of the present invention, pouring means is attached to the container adjacent to the crease, which extends from the outer shell of the container at the crease and has a sealed passage in communication with the container chamber, which is impervious to fluid. A sealed channel extends into the cavity of the container to allow the release of albumin from the chamber. At a distance from the opposite sides of the pouring means, a V-shaped element (chevron) can be arranged along the fold, which facilitates the release of albumin from the container.
В соответствии с еще одним аспектом настоящего изобретения периферийный край контейнера, противоположный складке, содержит первый сварной шов и второй сварной шов. Эти первый и второй сварные швы соединяют первую и вторую противоположные стенки. Между первым сварным швом и вторым сварным швом расположено отверстие, которое проходит сквозь первую и вторую противоположные стенки.In accordance with another aspect of the present invention, the peripheral edge of the container, opposite the crease, comprises a first weld and a second weld. These first and second welds connect the first and second opposite walls. Between the first weld and the second weld there is a hole that passes through the first and second opposite walls.
В соответствии с еще одним аспектом настоящего изобретения гибкий полимерный листовой материал содержит ламинированную пленку, имеющую наружный слой из линейного полиэтилена низкой плотности, газобарьерный слой, средний (сердцевинный) слой из полиамида и внутренний слой линейного полиэтилена низкой плотности. Эти слои соединены друг с другом полиуретановым адгезивом.In accordance with another aspect of the present invention, the flexible polymeric sheet material comprises a laminated film having an outer layer of linear low density polyethylene, a gas barrier layer, a middle (core) layer of polyamide and an inner layer of linear low density polyethylene. These layers are bonded to each other with a polyurethane adhesive.
В соответствии с еще одним аспектом настоящего изобретения альбумин в гибком полимерном контейнере упакован и имеет концентрацию 20 и 25%. Кроме того, гибкие полимерные контейнеры могут иметь объем 50 мл или 100 мл.In accordance with another aspect of the present invention, albumin in a flexible polymer container is packaged and has a concentration of 20 and 25%. In addition, flexible polymer containers may have a volume of 50 ml or 100 ml.
Настоящее изобретение также предлагает способ упаковки белка типа альбумина, предусматривающий изготовление гибкого полимерного контейнера, имеющего отверстие, продолжающееся от полости полимерного контейнера, обеспечение некоторого количества стерильного раствора альбумина в некоторой концентрации, введение этого альбумина под давлением в полость полимерного контейнера через упомянутое отверстие и заваривание отверстия для защиты жидкого альбумина внутри камеры, непроницаемой для текучей среды, образованной в полости полимерного контейнера.The present invention also provides a method for packaging an albumin-type protein, comprising making a flexible polymer container having an opening extending from the cavity of the polymer container, providing a certain amount of sterile albumin solution at a certain concentration, injecting this albumin under pressure into the cavity of the polymer container through said opening, and brewing the opening to protect liquid albumin inside a chamber impermeable to a fluid formed in a polymer cavity of the container.
В соответствии с еще одним аспектом настоящего изобретения используют заполняющее устройство для введения альбумина в гибкий контейнер. Заполняющее устройство имеет дистальную (удаленную) концевую часть со смежными первым и вторым внутренними каналами. Первый внутренний канал имеет площадь поперечного сечения, превышающую площадь второго внутреннего канала. Второй внутренний канал продолжается смежно первому внутреннему каналу наружу из упомянутой концевой части, при этом альбумин выдается из заполняющего устройства через второй внутренний канал.In accordance with another aspect of the present invention, a filling device is used to introduce albumin into a flexible container. The filling device has a distal (remote) end part with adjacent first and second internal channels. The first inner channel has a cross-sectional area greater than the area of the second inner channel. The second inner channel extends adjacent to the first inner channel outward from said end portion, wherein albumin is discharged from the filling device through the second inner channel.
В соответствии с еще одним аспектом настоящего изобретения раздел между первым и вторым внутренними каналами расположен внутрь от наружной поверхности упомянутой концевой части, а второй внутренний канал продолжается до наружной поверхности этой концевой части. Альбумин поддерживают у раздела между первым и вторым внутренними каналами, когда заполнение мешков приостанавливают.In accordance with another aspect of the present invention, the section between the first and second inner channels is located inward from the outer surface of said end portion, and the second inner channel extends to the outer surface of this end portion. Albumin is maintained at the section between the first and second internal channels when bag filling is stopped.
В соответствии с еще одним аспектом настоящего изобретения снаружи на части заполняющего устройства, смежной упомянутой концевой части, установлен чехол. Чехол предотвращает контакт между полимерным контейнером и заполняющим устройством.In accordance with another aspect of the present invention, a cover is mounted externally on a portion of a filling device adjacent said end portion. The cover prevents contact between the polymer container and the filling device.
В соответствии с еще одним аспектом настоящего изобретения этот чехол концентричен заполняющему устройству. Между внутренней поверхностью чехла и наружной поверхностью заполняющего устройства проходит воздуховод. Кроме того, по воздуховоду проходит стерилизованный воздух, который выпускается смежно концевой части заполняющего устройства перед (т.е. раньше по ходу) выходным отверстием для альбумина.In accordance with another aspect of the present invention, this case is concentric to the filling device. An air duct extends between the inner surface of the cover and the outer surface of the filling device. In addition, sterilized air passes through the duct, which is discharged adjacent to the end portion of the filling device in front of (i.e., earlier downstream) the albumin outlet.
В соответствии с еще одним аспектом настоящего изобретения альбумин упаковывают в ряд гибких полимерных контейнеров на формующем-заполняющем-запечатывающем упаковочном автомате. Обеспечивают некоторое количество отфильтрованного альбумина и гибкий полимерный материал, а указанный автомат превращает гибкий полимерный материал в ряд мешков. Эти мешки заполняют некоторым количеством альбумина внутри указанного упаковочного автомата и заваривают по зонам сварных швов, чтобы герметизировать упомянутое количество альбумина в мешках.In accordance with another aspect of the present invention, albumin is packaged in a series of flexible polymer containers on a form-fill-seal packaging machine. A certain amount of filtered albumin and a flexible polymer material are provided, and said machine turns the flexible polymer material into a series of bags. These bags are filled with a certain amount of albumin inside the indicated packaging machine and brewed around the weld zones to seal the said amount of albumin in the bags.
В соответствии с еще одним аспектом настоящего изобретения соседние мешки в ряду являются сначала соединенными, а после заполнения их некоторым количеством альбумина мешки отделяют друг от друга, после заполнения каждого мешка.In accordance with another aspect of the present invention, adjacent bags in a row are first connected, and after filling them with some amount of albumin, the bags are separated from each other after filling each bag.
В соответствии с еще одним аспектом настоящего изобретения формующий-заполняющий-запечатывающий упаковочный автомат имеет асептическую зону. Обеспечивают стерилизованный гибкий полимерный материал в этой асептической зоне и формируют из него мешки в асептической зоне. Далее отфильтрованный альбумин вводят в мешки в асептической зоне и мешки запечатывают в асептической зоне с образованием контейнера, непроницаемого для текучей среды.In accordance with another aspect of the present invention, the forming-filling-sealing packaging machine has an aseptic zone. A sterilized flexible polymer material is provided in this aseptic zone and bags are formed from it in the aseptic zone. The filtered albumin is then introduced into bags in an aseptic zone and the bags are sealed in an aseptic zone to form a fluid tight container.
В соответствии с еще одним аспектом настоящего изобретения альбумин упаковывают в ряд гибких полимерных контейнеров в упомянутом упаковочном автомате посредством следующего способа: гибкий полимерный материал формуют в трубу соответствующим устройством в формующем-заполняющем-запечатывающем упаковочном автомате; преобразуют рукав в ряд мешков в указанном упаковочном автомате; последовательно заполняют мешки некоторым количеством альбумина в указанном упаковочном автомате; и запечатывают мешки по сварной зоне упаковочным автоматом для заключения альбумина в упомянутом количестве внутри мешков. Мешки можно заполнять с помощью заполняющего устройства, которое выпускает альбумин в мешок без контакта со сварной зоной отверстия мешка.In accordance with yet another aspect of the present invention, albumin is packaged in a series of flexible polymer containers in said packaging machine by the following method: the flexible polymer material is formed into a tube by a suitable device in a form-fill-seal-type packaging machine; converting the sleeve into a series of bags in the specified packaging machine; sequentially fill the bags with a certain amount of albumin in the specified packaging machine; and seal the bags in the welded zone with a packaging machine for enclosing the albumin in said amount inside the bags. The bags can be filled using a filling device that releases albumin into the bag without contacting the weld zone of the bag opening.
В соответствии с еще одним аспектом настоящего изобретения альбумин упаковывают в гибкий полимерный контейнер следующим способом: обеспечивают альбумин в некоторой концентрации, обеспечивают упаковочный автомат, имеющий формующий узел, заполняющий узел и запечатывающий узел, каждый из которых находится во внутренней асептической среде упаковочного автомата; обеспечивают гибкую полимерную пленку; гибкую полимерную пленку формуют в удлиненную трубу с помощью формующего узла; сваривают часть удлиненной трубы полимерной пленки с помощью запечатывающего узла, придавая при этом сваренной полимерной пленке форму мешка, имеющего сварные зоны по его периферии, полость, находящуюся внутри мешка между упомянутыми сварными зонами, и отверстие, продолжающееся от упомянутой полости наружу из мешка; заполняют мешок альбумином под давлением посредством заполняющего узла, при этом заполняющий узел имеет заполнительную трубку, проходящую через отверстие мешка в полость мешка, и чехол, концентрично установленный снаружи на заполнительную трубку, при этом заполнительная трубка направляет альбумин внутрь мешка на некоторое расстояние от периферии отверстия мешка, а чехол ограничивает контакт между заполнительной трубкой и мешком; и заваривают отверстие мешка для удерживания альбумина в полости мешка.In accordance with another aspect of the present invention, albumin is packaged in a flexible polymer container in the following manner: provide albumin in a certain concentration, provide a packaging machine having a forming unit, a filling unit, and a sealing unit, each of which is located in an internal aseptic environment of the packaging machine; provide a flexible polymer film; a flexible polymer film is formed into an elongated pipe using a forming unit; a part of the elongated pipe of the polymer film is welded using a sealing unit, thereby giving the welded polymer film the shape of a bag having welded zones at its periphery, a cavity located inside the bag between said welded zones, and an opening extending from the cavity outward from the bag; the bag is filled with albumin under pressure by means of a filling unit, wherein the filling unit has a filling tube extending through the opening of the bag into the bag cavity, and a cover concentrically mounted externally on the filling tube, the filling tube directing albumin into the bag at a certain distance from the periphery of the bag opening , and the cover limits the contact between the filling tube and the bag; and brew a hole in the bag to hold albumin in the cavity of the bag.
Соответственно, предлагаемый гибкий полимерный контейнер для хранения альбумина, изготовленный по изобретению, представляет собой недорогую, простую в изготовлении и эффективную упаковку, а предлагаемый способ изготовления исключает недостатки, связанные с известными упаковками и способами упаковки альбумина.Accordingly, the proposed flexible polymer container for storing albumin, made according to the invention, is an inexpensive, easy to manufacture and efficient packaging, and the proposed manufacturing method eliminates the disadvantages associated with known packaging and packaging methods of albumin.
Другие признаки и преимущества изобретения будут понятны из нижеследующего описания в связи с прилагаемыми чертежами.Other features and advantages of the invention will be apparent from the following description in connection with the accompanying drawings.
Краткое описание чертежейBrief Description of the Drawings
Для лучшего понимания изобретения оно далее описывается на примере выполнения со ссылкой на прилагаемые чертежи, на которых:For a better understanding of the invention, it is further described by way of example with reference to the accompanying drawings, in which:
фиг.1 - вид сбоку в сечении формующего-заполняющего-запечатывающего упаковочного автомата для изготовления гибкого полимерного контейнера, содержащего альбумин в некоторой концентрации, согласно настоящему изобретению;figure 1 is a side view in section of a molding-filling-sealing packaging machine for the manufacture of a flexible polymer container containing albumin in some concentration, according to the present invention;
фиг.2 - схема способа изготовления гибкого полимерного контейнера, содержащего альбумин в некоторой концентрации, согласно настоящему изобретению;figure 2 - diagram of a method of manufacturing a flexible polymer container containing albumin in some concentration, according to the present invention;
фиг.3 - вид спереди гибкого полимерного контейнера, содержащего альбумин в некоторой концентрации, согласно настоящему изобретению;figure 3 is a front view of a flexible polymer container containing albumin in some concentration, according to the present invention;
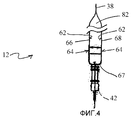
фиг.4 - частичный вид сбоку гибкого полимерного контейнера, содержащего альбумин в некоторой концентрации, согласно настоящему изобретению;4 is a partial side view of a flexible polymer container containing albumin in some concentration, according to the present invention;
фиг.5 - частичный вид сбоку заполняющего узла согласно настоящему изобретению;5 is a partial side view of the filling unit according to the present invention;
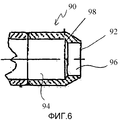
фиг.6 - вид сбоку в увеличенном масштабе части заполняющего узла, показанного на фиг.5;Fig.6 is a side view on an enlarged scale of part of the filling unit shown in Fig.5;
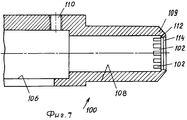
фиг.7 - вид сбоку в сечении чехла для заполняющего узла согласно настоящему изобретению;7 is a side view in cross section of a cover for a filling unit according to the present invention;
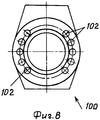
фиг.8 - вид торца чехла, показанного на фиг.7;Fig.8 is an end view of the case shown in Fig.7;
фиг.9 - схематичный вид сечения варианта пленочной ламинированной структуры согласно настоящему изобретению; иFig.9 is a schematic sectional view of a variant of a film laminated structure according to the present invention; and
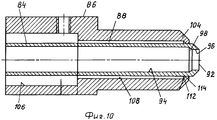
фиг.10 - вид в сечении конца заполняющей трубки и чехла согласно настоящему изобретению.10 is a sectional view of an end of a filling tube and a cover according to the present invention.
Подробное описание предпочтительного варианта выполненияDetailed Description of a Preferred Embodiment
Хотя это изобретение может быть осуществлено в различных вариантах, оно показано на чертежах и подробно описано ниже в связи с предпочтительными вариантами выполнения, с учетом того, что данное описание служит для иллюстрации принципов изобретения и не предназначено для ограничения изобретения показанными вариантами.Although this invention may be practiced in various ways, it is shown in the drawings and described in detail below in connection with preferred embodiments, given that this description is intended to illustrate the principles of the invention and is not intended to limit the invention to the embodiments shown.
Как указано выше, настоящее изобретение охватывает упаковку любого типа для некоторых веществ, таких как пептиды и белки, предназначенных для фармацевтического или иного применения. Такие вещества известны и включают гликопротеины, липопротеины, иммуноглобулины, моноклональные антитела, ферменты, белки крови, рецепторные белки и гормоны. Однако подробное описание настоящего изобретения, в качестве примера, сосредоточено на упаковывании альбумина в гибкий полимерный контейнер.As indicated above, the present invention encompasses any type of packaging for certain substances, such as peptides and proteins, intended for pharmaceutical or other use. Such substances are known and include glycoproteins, lipoproteins, immunoglobulins, monoclonal antibodies, enzymes, blood proteins, receptor proteins and hormones. However, a detailed description of the present invention, by way of example, focuses on packaging albumin in a flexible polymer container.
Ссылаясь теперь на чертежи, на фиг.3 показан гибкий полимерный контейнер 12, в котором содержится альбумин в некоторой концентрации, согласно настоящему изобретению. Гибкий полимерный контейнер 12 предпочтительно изготовлен асептическим формующим-заполняющим-запечатывающим упаковочным автоматом 10, показанным на фиг.1, способом, схематично показанным на фиг.2.Referring now to the drawings, figure 3 shows a
Асептический упаковочный автомат 10 в общем случае включает в себя секцию 14 разматывания пленки, секцию 16 стерилизации пленки, секцию 18 сушки пленки, секцию 20 натяжного валика и плавающего валика, секцию узла прижимных и ведущих валиков (не показана), секцию 22 формующего узла, секцию 24 узла для сваривания края, секцию 26 узла для прикрепления выливного средства, секцию 30 заполняющего узла, секцию 32 узла запечатывания и обрезания конца и секцию выдачи (не показана). Каждый из этих узлов, расположенных по ходу за секцией 14 разматывания пленки, находится во внутренней асептической среде асептического упаковочного автомата 10.The aseptic packaging machine 10 generally includes a
Функция каждого из различных узлов упаковочного автомата 10 состоит в следующем: секция 14 разматывания содержит рулон гибкой полимерной пленки 34, из которой в итоге формируют контейнер; секция 16 стерилизации обеспечивает ванну с перекисью для стерилизации пленки 34; секция 18 сушки пленки обеспечивает средство для сушки и удаления перекиси с пленки 34; формующий узел 22 обеспечивает формующую оправку 36 для превращения полотна пленки в трубу 38, которая в итоге становится гибким контейнером или мешком 12; узел 24 для сваривания края выполняет продольный сварной шов 40 на трубе 38, который в итоге становится продольным сварным швом 40 на гибком контейнере 12, обеспечивая продольное запечатывание сформированной трубы 38; узел 26 прикрепления выливного средства прикрепляет выливное средство 42 к трубе 38; заполняющий узел 30 включает заполнительное устройство 44, которое заполняет гибкие контейнеры 12 веществом, - в данном случае - водорастворимым альбумином в некоторой концентрации, а узел 32 запечатывания и обрезания конца содержит режущие и сваривающие зажимы 46, формирующие концевые сварные швы 76, 78 гибких полимерных контейнеров 12 для заключения альбумина внутри гибкого полимерного контейнера 12.The function of each of the various nodes of the packaging machine 10 is as follows: the unwinding
В предпочтительном варианте выполнения альбумин, используемый для упаковывания в гибкий полимерный контейнер 12, является либо 20%-ным человеческим альбумином, либо 25%-ным человеческим альбумином. Для достижения требуемого уровня концентрации альбумин обычно смешивают со стерильной водой и стабилизаторами. Кроме того, перед упаковкой альбумина требуемой концентрации его пастеризуют и хранят в больших резервуарах из нержавеющей стали (не показаны), имеющих объем приблизительно 500-600 литров, при температуре приблизительно от 2 до 8°С. Непосредственно перед упаковкой резервуары с альбумином извлекают из холодильника и позволяют им нагреться до температуры помещения около 68°F (20°С), в котором осуществляют упаковывание. Важно, чтобы обработка альбумина происходила при температурах, не приводящих к денатурации белка, т.е. при температурах ниже 60°С. Хотя пригодна любая температура между 0°С и 60°С, предпочтительнее температура между 20°С и 45°С. Кроме того, в варианте осуществления рабочие температуры находятся в диапазоне от 68°F до 77°F (20-25°С). Кроме того, альбумин фильтруют через 0,2 мкм фильтр при его введении в упаковочный автомат 10.In a preferred embodiment, the albumin used for packaging in the
Гибкая полимерная пленка 34, используемая в предпочтительном варианте изобретения, представляет собой ламинированную пленку из линейного полиэтилена низкого давления. Обнаружено, что такая пленка с газобарьерным слоем особенно пригодна для заключения в ней чувствительных к кислороду растворов, таких как указанные белки, включая альбумин. В частности, обнаружено, что эта пленка уменьшает или исключает процесс денатурации, связанный с содержанием белков, таких как альбумин, в пластиковых контейнерах. Как показано на фиг.9, в предпочтительном варианте ламинированная пленка 34 имеет наружный слой из линейного полиэтилена низкой плотности (ЛПНП) 52, газобарьерный слой 54, средний слой 56 из полиамида, и внутренний слой 58 из линейного полиэтилена низкой плотности, причем эти слои соединены полиуретановым адгезивом 60. В наиболее предпочтительном варианте ламинированная структура подходящего материала имеет следующие характеристики: слой 52 ЛПНП (толщиной примерно 61±10 мкм), слой 60 полиуретанового адгезива, слой 54 поливинилиденхлорида (ПВДХ) (толщиной примерно 19±5 мкм), слой 60 полиуретанового адгезива, слой 56 нейлона (толщиной примерно 15±5 мкм), слой 60 полиуретанового адгезива и слой 52 ЛПНП (толщиной примерно 61±10 мкм). Общая толщина пленки составляет примерно 160±25 мкм. Кроме того, слой 54 ПВДХ в наиболее предпочтительном варианте выполнен из ПВДХ фирмы «Дау Кемикал» (Dow Chemical), товарный знак «SARAN». Такая пленка описана в патенте США 4629361 (заявитель), который включен в настоящее описание путем ссылки и составляет его часть Пленка 34 изготавливается фирмой «Фудзимори» (Fujimori) под названием FTR-13F.The
Внутреннюю асептическую зону упаковочного автомата следует стерилизовать каждый день перед использованием. Стерилизацию осуществляют с помощью тумана перекиси водорода, который пропускают через асептическую зону упаковочного автомата.The internal aseptic area of the packaging machine should be sterilized every day before use. Sterilization is carried out using a fog of hydrogen peroxide, which is passed through the aseptic zone of the packaging machine.
Как показано на фиг.1, рулон пленки 34 расположен в секции разматывания 14 упаковочного автомата 10. При работе пленка 34 транспортируется через ванну 16 с перекисью водорода для стерилизации пленки перед ее подачей в асептическую зону упаковочного автомата 10. Стадия стерилизации очищает полотно пленки так, что ее можно использовать для получения стерильного продукта. Стерилизация и очистка пленки важны в медицинской промышленности при изготовлении изделий для упаковки препаратов, предназначенных для парентерального и энтерального введения. Стадия стерилизации особенно важна, когда конечный продукт не подвергают завершающей стерилизации, т.е. когда упаковочный автомат является асептическим упаковочным автоматом. После промывки, очистки или стерилизации пленки на ней обычно остается жидкость и другой осадок, например, химической стерилизующей композиции или увлажняющего агента, такого как перекись водорода. Таким образом, требуется удалять эту жидкость и/или осадок с пленки 34. Для удаления жидкости или иного осадка с пленки 34 перед тем, как она попадет в асептическую зону упаковочного автомата, в секции 18 для сушки пленки используют воздушный шабер (водяной пар или воздух, направляемый поперек полотна пленки таким образом, чтобы содержащуюся на пленке 34 жидкость сдувало с нее).As shown in FIG. 1, the
В асептической зоне упаковочного автомата 10 пленка 34 проходит через секцию прижимных и ведущих валиков перед тем, как попасть в секцию 22 формующего узла. Перед входом в формующий узел 22 полотно пленки 34 является, по существу, плоским и имеет первую поверхность 62 и вторую поверхность 64. Первая поверхность 62 обращена вниз, когда пленка попадает в формующий узел 22, и в итоге становится внутренней поверхностью контейнера 12, тогда как вторая поверхность 64 обращена вверх при поступлении пленки в формующий узел 22 и в итоге становится наружной поверхностью контейнера 12.In the aseptic zone of the packaging machine 10, the
Как показано на фиг.3 и 4, пленка 34 также имеет теоретическую линию сгиба, расположенную приблизительно вдоль центральной линии отрезка полотна пленки 34. Теоретическая линия сгиба становится зоной 67 складки, отделяющей первый боковой элемент 66 или первую стенку от второго бокового элемента 68 или второй стенки контейнера 12.As shown in FIGS. 3 and 4, the
В секции 22 формующего узла находится формующая оправка 36. Эта формующая оправка 36 обеспечивает превращение по существу плоского полотна полимерного материала 34 в удлиненный и, по существу, трубчатый элемент 38. Понятно, что удлиненный трубчатый элемент 38, или «труба», вообще говоря, не является цилиндрическим, а скорее имеет продолговатую форму, как показано на фиг.4. В связи с идентификацией зон полотна пленки, описанной выше, следует отметить, что после того, как пленка 34 пройдет через формующий узел 22, первая поверхность 62 первого бокового элемента 66 находится против первой поверхности 62 второго бокового элемента 68.In
После формирования трубчатого элемента 38 на нем образуют продольный сварной шов 40 в секции 24 узла сваривания края, а в узле 26 прикрепления выливного средства к рукаву 38 присоединяют выливное средство 42. Конкретно, выливное средство 42 прикрепляется к наружной оболочке контейнера 12 в зоне 67 складки, причем для его прикрепления используют нагретый узел, приваривающий выливное средство 42 к зоне 67 складки контейнера 12. Обычно устройство для приваривания выливного средства работает при температуре от около 415°F (212°С) до около 450°F (232°С) и под давлением от около 55 psig (395,5 кПа избыточного давления) до около 70 psig (483 кПа избыточного давления), хотя приемлемо любое давление в указанных пределах. Как показано на фиг.4, выливное средство 42 имеет герметизированный канал, сообщенный с внутренностью трубы 38. Конкретно, этот канал проходит в полость 82 контейнера и образует сообщение с ней для выдачи альбумина из камеры, непроницаемой для текучей среды. Понятно, что в некоторых вариантах осуществления альбумин можно вводить в полость 82 контейнера 12 через выливное средство 42.After the formation of the
Узел 24 для сваривания края прикладывает тепло и давление к пленке 34 для создания продольного сварного шва 40 на периферийном краю рукава 38, против зоны 67 складки. Обычно этот узел работает при температуре от около 350°F (177°С) до около 380°F (193°С) и под давлением от около 40 psig (276 кПа избыточного давления) до около 80 psig (552 кПа избыточного давления), хотя приемлемым является любое значение в указанных пределах. В варианте контейнера 12, показанном на фиг.3, продольный сварной шов 40 включает первый продольный сварной шов 70 и второй продольный сварной шов 72. Первый и второй продольные сварные швы 70, 72 соединяют первую поверхность 62 первой стенки 66 с противоположной первой поверхностью 62 второй стенки 68. Между первым продольным швом 70 и вторым продольным швом 72 образуют отверстие 74, обычно используемое для подвешивания сформированного контейнера 12. Соответственно, отверстие 74 проходит сквозь первую и вторую противоположные стенки 66, 68.An
Сваренный трубчатый элемент 38 проходит из узла 24 для сваривания края в заполняющий узел 30 и узел 32 для запечатывания конца. В узле 32 для запечатывания конца упаковочный автомат 10 использует тепло и давление для преобразования сваренной трубы 38 в ряд мешков 12, также называемых контейнерами 12. Обычно узел для запечатывания конца работает при температуре от около 375°F (190°С) до около 405°F (207°С) и под давлением от около 500 psig (3,45 МПа избыточного давления) до около 850 psig (5,87 МПа избыточного давления), хотя приемлемым является любое значение в указанных пределах. На сваренной трубе 38 сначала выполняют нижний сварной шов 76, образуя мешок 12 с полостью 82 между первой и второй сторонами 66, 68 контейнера 12 и нижним сварным швом 76 контейнера, и отверстием 80, продолжающимся от полости 82 контейнера 12 к его наружной поверхности. Понятно, что в процессе изготовления, предусматривающего формирование, заполнение и запечатывание, отверстие 80 продолжается от полости 82 контейнера 12 к центру трубы 38. После образования нижнего сварного шва 76 мешок 12 заполняют альбумином через отверстие 80, а затем образуют верхний сварной шов 78, сваривая или запечатывая отверстие 80 и создавая камеру 82, непроницаемую для текучей среды, в которой будет содержаться альбумин. Далее, после образования нижнего сварного шва 76 полимерная пленка 34 принимает форму открытого мешка 12, имеющего зоны сварных швов вдоль его периферии (продольный сварной шов 40 против зоны 67 складки и нижний сварной шов 76, соединяющий зону 67 складки и продольный сварной шов 40), и полость 82 внутри мешка 12 между зонами 40, 76 сварных швов и зоной 67 складки. Таким образом, готовый контейнер 12, полученный в процессе формования, заполнения и запечатывания, имеет зоны сварных швов на трех сторонах мешка 12, а именно: верхний сварной шов 78, нижний сварной шов 76 и продольный сварной шов 40. Продольный сварной шов 40 соединяет верхний сварной шов 78 и нижний сварной шов 76. В предпочтительном варианте способа верхний сварной шов 78 первого мешка 12 формируют одновременно с нижним сварным швом 76 смежного предыдущего мешка 12 с помощью узла 32 для запечатывания конца. Как таковые, смежные мешки 12 в ряду мешков 12 сначала соединены между собой, поскольку оба являются частью трубчатого элемента 38, из которого формируются мешки 12, а также потому, что имеют концевые сварные швы, образованные одним узлом 32 для запечатывания конца.The welded
В предпочтительном варианте способа создания и заполнения контейнеров альбумином по изобретению, как показано на фиг.1 и 2, контейнеры 12 заполняют альбумином посредством заполняющего узла 30, который продолжается вниз вдоль трубы 38. Так, заполняющий узел 30 заполняет полость 82 мешка 12 через отверстие 80 открытого мешка 12, имеющего три сваренные стороны, сформированные при осуществлении предлагаемого способа.In a preferred embodiment of the method for creating and filling containers with albumin according to the invention, as shown in FIGS. 1 and 2,
Заполняющий узел 30 согласно предпочтительному варианту показан на фиг.5-8 и 10. Как таковой, заполняющий узел 30 содержит находящееся под давлением заполняющее устройство 44, состоящее из заполнительной трубки 84 и чехла 86, расположенного концентрично периметру заполнительной трубки. Заполняющее устройство 44 обычно работает под давлением магистрали подачи раствора, составляющим от около 4 psig (27,6 кПа избыточного давления) до около 20 psig (138 кПа избыточного давления), хотя приемлемым является любое давление в указанных пределах. В предпочтительном варианте заполняющее устройство работает под давлением в магистрали подачи раствора, составляющим от около 10 psig (69 кПа избыточного давления) до около 16 psig (110 кПа избыточного давления), а в наиболее предпочтительном варианте - под давлением от около 12 psig (83 кПа избыточного давления) до около 16 psig. Указанные диапазоны предпочтительны для уменьшения турбулентности и расплескивания альбумина или другого белка при его подаче в контейнер 12. Как объяснено выше, после образования нижнего сварного шва 76 мешок 12 заполняют альбумином посредством заполняющего узла 30, образуют верхний сварной шов 78 одновременно с нижним сварным швом 76 следующего мешка, затем заполняют следующий мешок 12 трубы 38, и так далее. Таким образом, соседние мешки 12 в ряду мешков 12 сначала соединены, а затем их отделяют друг от друга в процессе последующего заполнения и запечатывания каждого соответствующего мешка 12.The filling
Как показано на фиг.5, в предпочтительном варианте конструкция заполняющего устройства 44 заполняющего узла 30 предусматривает наличие трубки 86, расположенной поверх трубки 84 в виде чехла. Чехол 86 расположен концентрично вокруг заполнительной трубки 84, а в пространстве между внутренним диаметром чехла 86 и внешним диаметром заполнительной трубки 84 проходит воздуховод 88. По этому воздуховоду проходит стерилизованный воздух, который выпускается рядом с концом заполнительной трубки 84 перед (по ходу) выходным отверстием 92 заполнительной трубки.As shown in figure 5, in a preferred embodiment, the design of the filling
В предпочтительном варианте выполнения заполнительной трубки 84, как показано на фиг.5, она содержит трубку 85 Вентури, сужающуюся от первого диаметра ко второму диаметру по ее длине. Кроме того, как показано на фиг.6, концевая часть 90 заполнительной трубки 84 имеет первый внутренний канал 94, концентричный и смежный второму внутреннему каналу 96. В предпочтительном варианте первый внутренний канал 94 является в общем круглым в поперечном сечении и имеет первый внутренний диаметр, а второй внутренний канал 96 является в общем круглым в поперечном сечении и имеет второй внутренний диаметр. Внутренний диаметр и, соответственно, площадь поперечного сечения внутреннего канала 94 больше внутреннего диаметра и, соответственно, площади поперечного сечения второго внутреннего канала 96. Поверхность 98 раздела соединяет первый внутренний канал 94 и второй внутренний канал 96 в месте, которое находится внутрь от выходного отверстия 92 концевой части 90 заполняющего устройства 44. В предпочтительном варианте упомянутая поверхность раздела представляет собой скошенную ступеньку 98 между первым и вторым внутренними каналами 94, 96 для резкого уменьшения диаметра на переходе от первого внутреннего канала 94 ко второму внутреннему каналу 96. Поверхность 98 раздела между первым и вторым внутренними каналами 94, 96 выполняет важную функцию в работе заполняющего устройства. Поскольку альбумин выдается из выходного отверстия второго внутреннего канала 96 заполняющего устройства 44, капиллярные силы, действующие в заполнительной трубке, во время перерыва в работе создают мениск осадка альбумина на поверхности раздела 98 между первым и вторым внутренними каналами 94, 96, а не в выходном отверстии 92 второго канала. Таким образом, даже когда альбумин выдается из заполняющего устройства 44 через второй внутренний канал 96, во время каждого перерыва в работе между последовательными заполнениями мешков 12 альбумин поддерживается внутри заполняющего устройства 44 на некотором расстоянии от выходного отверстия этого устройства и на поверхности 98 раздела первого и второго внутреннего каналов 94, 96. Такая конструкция в значительной степени способствует предотвращению миграции альбумина из выходного отверстия заполняющего устройства. Любая миграция может вызвать перенос альбумина наружу из заполняющего устройства и контактирование альбумина с пленкой 34. Как пояснялось выше, альбумин действует как термоизолятор. Если альбумин попадает на пленку, это может создать риск нарушения целостности сварного шва. Таким образом, конструкция по изобретению обеспечивает средство устранения этого недостатка. При проведении испытаний на целостность сварных швов контейнеров по изобретению, 99,90% сформированных контейнеров - согласно оценке по результатам испытания на разрыв - имели минимальную величину предела прочности сварных швов, составившую 20 psi (138 кПа).In a preferred embodiment of the filling
Как пояснялось выше, чехол 86 расположен концентрично периметру заполнительной трубки 84, а в пространстве между внутренним диаметром чехла 86 и внешним диаметром заполнительной трубки 84 проходит воздуховод 88. Хотя в предпочтительном варианте дистальная (удаленная) концевая часть 100 чехла 86 представляет собой переходник, который установлен на чехле 86, эта дистальная концевая часть 100 может быть выполнена в виде части чехла 86 без нарушения целевой функции чехла 86. Как показано на фиг.7 и 8, дистальная концевая часть 100 чехла 86 имеет скошенный конец 104. Рядом с концом дистальной концевой части 100 чехла 86 расположено несколько вентиляционных отверстий 102. Стерилизованный воздух выпускается из воздуховода 88 через вентиляционные отверстия 102 наружу. Поскольку выпускание воздуха из вентиляционных отверстий 102 происходит на скошенном конце 104 чехла 86, поток стерилизованного воздуха располагается вокруг, т.е. снаружи потока альбумина, выпускаемого из концевой части заполнительной трубки, так что поток воздуха не мешает потоку альбумина. Это снижает риск внесения потоком воздуха турбулентности в поток распределяемого альбумина. Кроме того, поскольку поток воздуха находится снаружи и отделен от потока жидкости в виде раствора альбумина, минимизируется любое возможное вспенивание альбумина в результате его вероятного контактирования с воздухом. Аналогично выгодам, обеспечиваемым двумя внутренними диаметрами заполнительной трубки 84, выгоды, обеспечиваемые потоком стерилизованного воздуха, исключительно полезны. Такая конструкция в значительной степени способствует предотвращению расплескивания и пенообразования альбумина, выпускаемого из выходного отверстия заполняющего устройства. Это предотвращает контакт альбумина с той частью пленки, которая преобразуется в зону верхнего сварного шва, способствуя тем самым непрерывному созданию более прочного верхнего сварного шва.As explained above, the
Первый внутренний диаметр 106 дистальной концевой части 100 чехла 86 имеет размеры, обеспечивающие установку упомянутой части на чехол 86 и прикрепление ее к нему с помощью установочного винта 110. Второй внутренний диаметр 108 дистальной концевой части 100 чехла 86 имеет размеры, обеспечивающие воздуховод 88 между чехлом 86 и заполнительной трубкой 84. Как показано на фиг.7, на конце второго внутреннего диаметра 108 предусмотрена фаска 112 для дальнейшего уменьшения внутреннего диаметра чехла 86. На наружной части конца чехла 86 предусмотрена обратная фаска 114.The first
Чехол 86 и заполнительная трубка 84 показаны в сборе на фиг.10. Как видно на этом чертеже, внешний диаметр заполнительной трубки 84 имеет такой же размер, как уменьшенный внутренний диаметр чехла 86 у фаски 112, или несколько меньший. В предпочтительном варианте второй внутренний диаметр чехла 86 составляет примерно 0,584 дюйма и уменьшается у фаски 112 примерно до 0,500 дюйма. Кроме того, внешний диаметр заполнительной трубки 84 согласно предпочтительному варианту выполнения составляет около 0,5 дюйма (12,7 мм). Как таковая, поверхность раздела между фаской 112 и заполнительной трубкой 84 обуславливает закрывание воздуховода 88 и нагнетание стерилизованного воздуха из вентиляционных отверстий 102, расположенных перед (по ходу) от выходного отверстия 92 второго внутреннего канала заполнительной трубки 84 для альбумина.The
Как показано на фиг.10, внешний диаметр чехла 86 больше внешнего диаметра заполнительной трубки 84, выступающей наружу из чехла 86. Во время заполнения труба 38 пленки часто контактирует с заполняющим узлом 30. При указанной конструкции заполнительной трубки и чехла, даже несмотря на то, что в течение части процесса заполнения заполнительная трубка 84 заполняющего узла 30 проходит через отверстие 80 мешка в полость 82 этого мешка, чехол 86 оказывается снаружи части заполнительной трубки 84, и поэтому только чехол 86 может контактировать с трубой 38, тем самым предотвращая контакт между полимерным контейнером и заполнительной трубкой 84. Как таковое, выходное отверстие 92 заполнительной трубки 84 расположено на расстоянии от внутренней стенки гибкого полимерного контейнера 12. Таким образом, положение и размеры чехла 86 в сочетании с внутренней поверхностью 98 раздела первого и второго внутренних каналов, а также с обратной фаской 114 предотвращают любую миграцию альбумина наружу из заполняющего узла 30 и контактирование альбумина с зонами сварных швов трубы 38, которые в итоге становятся верхним сварным швом 78 готового контейнера. Поскольку альбумин действует как термоизолятор, необходимо поддерживать все зоны сварных швов очищенными от белка, чтобы можно было осуществить термосварку полимерных материалов друг с другом. Если какое-то количество альбумина находится в зоне сварного шва перед сваркой, существует риск нарушения целостности этого сварного шва. Ввиду изложенного, при указанной конструкции альбумин выпускается из заполнительной трубки 84 в нижнюю часть мешка 12, не контактируя с зоной сварного шва отверстия мешка 12, в итоге становящейся верхним сварным швом 78.As shown in FIG. 10, the outer diameter of the
Хотя здесь показаны и описаны конкретные варианты выполнения, понятно, что возможны многочисленные модификации, находящиеся в объеме изобретения, определяемом исключительно прилагаемой формулой изобретения.Although specific embodiments are shown and described herein, it is understood that numerous modifications are possible within the scope of the invention defined solely by the appended claims.
Claims (43)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US09/804,047 | 2001-03-12 | ||
| US09/804,047 US20020124526A1 (en) | 2001-03-12 | 2001-03-12 | Albumin in a flexible polymeric container |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2003130086A RU2003130086A (en) | 2005-02-27 |
| RU2287462C2 true RU2287462C2 (en) | 2006-11-20 |
Family
ID=25188062
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2003130086/12A RU2287462C2 (en) | 2001-03-12 | 2002-03-12 | Albumin in flexible polymeric container |
Country Status (17)
| Country | Link |
|---|---|
| US (1) | US20020124526A1 (en) |
| EP (1) | EP1368238B1 (en) |
| JP (2) | JP4636782B2 (en) |
| CN (1) | CN1245310C (en) |
| AU (2) | AU2002254196B2 (en) |
| BR (2) | BRPI0208033B1 (en) |
| CA (1) | CA2440444C (en) |
| CZ (1) | CZ304107B6 (en) |
| DK (1) | DK1368238T3 (en) |
| ES (1) | ES2492890T3 (en) |
| HU (1) | HU228558B1 (en) |
| MX (1) | MXPA03008320A (en) |
| NZ (1) | NZ528791A (en) |
| PL (1) | PL226183B1 (en) |
| RU (1) | RU2287462C2 (en) |
| SK (1) | SK287656B6 (en) |
| WO (1) | WO2002072429A1 (en) |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7399515B1 (en) * | 1999-07-23 | 2008-07-15 | Cryovac, Inc. | Protecting laminate for automotive carpeting |
| EP1245217B1 (en) * | 2001-03-27 | 2009-10-28 | Nipro Corporation | Plastic container containing albumin solution |
| US6718735B2 (en) * | 2002-03-19 | 2004-04-13 | Baxter International Inc. | Albumin in a flexible polymeric container |
| ATE537964T1 (en) * | 2007-05-09 | 2012-01-15 | Baxter Int | MULTI-LAYER STRUCTURES WITH A POLY(VINYLIDE CHLORIDE) LAYER |
| EP2298269A4 (en) * | 2008-07-09 | 2015-02-25 | Terumo Corp | Medication-containing container |
| FR2949195B1 (en) | 2009-08-24 | 2011-10-14 | Lfb Biomedicaments | STORAGE POUCH OF THERAPEUTIC SOLUTION |
| DE102009045156A1 (en) * | 2009-09-30 | 2011-04-07 | Robert Bosch Gmbh | Apparatus and method for molding, filling and closing each having a pouring bag having |
| EP2574560B1 (en) * | 2011-09-30 | 2014-06-25 | Tetra Laval Holdings & Finance S.A. | A unit for sterilizing a web of packaging material for a machine for packaging pourable food products |
| EP2578505B1 (en) * | 2011-10-03 | 2014-07-23 | Tetra Laval Holdings & Finance S.A. | Packaging machine and method for producing sealed packages of a food product from a web of a packaging material |
| CN203303415U (en) * | 2012-03-19 | 2013-11-27 | 北京东方潮汐科技发展有限公司 | Integrated infusion container communicated through puncture |
| US10029407B2 (en) | 2014-12-04 | 2018-07-24 | Big Heart Pet, Inc. | Apparatus, processes, and systems for heat sealing |
| WO2018061089A1 (en) * | 2016-09-27 | 2018-04-05 | オリヒロエンジニアリング株式会社 | Sterile filling and packaging machine and method for sterile filling of contents into film packaging bag |
| KR20240000659A (en) | 2017-12-07 | 2024-01-02 | 후지모리 고교 가부시키가이샤 | Port-equipped bag and cap-equipped bag |
| DE102018103863A1 (en) | 2018-02-21 | 2019-08-22 | Fresenius Medical Care Deutschland Gmbh | Apparatus and method for filling solution bags for dialysis |
| CN111184636A (en) * | 2018-11-14 | 2020-05-22 | 正大天晴药业集团南京顺欣制药有限公司 | Preparation of pharmaceutical composition containing recombinant protein |
| JP2020125117A (en) * | 2019-02-01 | 2020-08-20 | 三菱重工機械システム株式会社 | Sterilizer |
| US12050232B2 (en) | 2021-12-31 | 2024-07-30 | Instrumentation Laboratory Company | Systems and methods for probe tip heating |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3286061A (en) | 1965-02-15 | 1966-11-15 | Superior Electric Co | Fuse, switch and pilot light unitary device |
| US3826061A (en) * | 1972-05-15 | 1974-07-30 | Delamere & Williams Co Ltd | Bag making and filling machine |
| DE2546500A1 (en) * | 1975-10-17 | 1977-04-21 | Erich Lehmann | Soluble matter concn. - using semipermeable filter bag in vacuum chamber receiving soln. through filter layer |
| SE454167B (en) * | 1982-09-27 | 1988-04-11 | Tetra Pak Ab | SET AND DEVICE FOR MANUFACTURING PACKAGING CONTAINERS |
| US4794750A (en) * | 1983-09-28 | 1989-01-03 | Baxter Travenol Laboratories, Inc. | Method for making containers having ports |
| US4692361A (en) * | 1984-09-28 | 1987-09-08 | Baxter Travenol Laboratories, Inc. | Film laminate with gas barrier for sterile flexible containers |
| US4969882A (en) * | 1985-02-11 | 1990-11-13 | Miles Laboratories, Inc. | Bag for separation and isolation of blood components |
| DE3640622A1 (en) * | 1986-11-27 | 1988-06-09 | Pkl Verpackungssysteme Gmbh | METHOD FOR STERILIZING PACKAGING MATERIAL |
| US4783947A (en) | 1987-03-25 | 1988-11-15 | Baxter Travenol Laboratories, Inc. | Apparatus for removing liquid and residue from a web of film |
| BE1000670A5 (en) * | 1987-06-25 | 1989-03-07 | Baxter Travenol Lab | Device for filling a bag with an infusion liquid. |
| US5167974A (en) * | 1987-11-30 | 1992-12-01 | Oscar Mayer Foods Corporation | Vacuum packaging with hermetic reclosure |
| JP2836746B2 (en) * | 1989-01-31 | 1998-12-14 | ポーラ化成工業株式会社 | Filling nozzle |
| US5193593A (en) * | 1990-08-13 | 1993-03-16 | Colgate-Palmolive Company | Package filling method and apparatus |
| JP2963753B2 (en) * | 1990-09-27 | 1999-10-18 | 三菱化学株式会社 | Manufacturing method of medical plastic bag |
| JP2949846B2 (en) * | 1990-11-30 | 1999-09-20 | 吉富製薬株式会社 | How to store albumin preparations |
| SE468982B (en) * | 1991-07-17 | 1993-04-26 | Tetra Alfa Holdings | SETTING AND DEVICE STERILIZING AND DRYING A CONTINUOUS PACKAGING MATERIAL WITH CURRENT WATER-PEROXIDE-CONTAINING AIR |
| JP2759608B2 (en) * | 1993-04-28 | 1998-05-28 | 川澄化学工業株式会社 | Method and apparatus for manufacturing medical bags |
| US5561115A (en) * | 1994-08-10 | 1996-10-01 | Bayer Corporation | Low temperature albumin fractionation using sodium caprylate as a partitioning agent |
| DE19602044A1 (en) * | 1996-01-20 | 1997-07-24 | Rovema Gmbh | Device for applying and fixing hoses of infusion bags |
| CA2253852C (en) * | 1996-05-13 | 2008-06-17 | B. Braun Medical, Inc. | Flexible, multiple-compartment drug container and method of making and using the same |
| US6197936B1 (en) * | 1998-10-21 | 2001-03-06 | Nissho Corporation | Method for producing a plastic vessel containing an albumin preparation |
| JP2000189492A (en) * | 1998-10-21 | 2000-07-11 | Nissho Corp | Albumin preparation storage container and its manufacture |
-
2001
- 2001-03-12 US US09/804,047 patent/US20020124526A1/en not_active Abandoned
-
2002
- 2002-03-12 AU AU2002254196A patent/AU2002254196B2/en not_active Expired
- 2002-03-12 JP JP2002571361A patent/JP4636782B2/en not_active Expired - Lifetime
- 2002-03-12 NZ NZ528791A patent/NZ528791A/en not_active IP Right Cessation
- 2002-03-12 HU HU0303414A patent/HU228558B1/en not_active IP Right Cessation
- 2002-03-12 CZ CZ20032779A patent/CZ304107B6/en not_active IP Right Cessation
- 2002-03-12 WO PCT/US2002/007581 patent/WO2002072429A1/en active Application Filing
- 2002-03-12 EP EP02723415.2A patent/EP1368238B1/en not_active Expired - Lifetime
- 2002-03-12 DK DK02723415.2T patent/DK1368238T3/en active
- 2002-03-12 MX MXPA03008320A patent/MXPA03008320A/en active IP Right Grant
- 2002-03-12 BR BRPI0208033A patent/BRPI0208033B1/en unknown
- 2002-03-12 RU RU2003130086/12A patent/RU2287462C2/en not_active IP Right Cessation
- 2002-03-12 CN CNB02809557XA patent/CN1245310C/en not_active Expired - Lifetime
- 2002-03-12 CA CA2440444A patent/CA2440444C/en not_active Expired - Lifetime
- 2002-03-12 PL PL364663A patent/PL226183B1/en unknown
- 2002-03-12 SK SK1270-2003A patent/SK287656B6/en not_active IP Right Cessation
- 2002-03-12 ES ES02723415.2T patent/ES2492890T3/en not_active Expired - Lifetime
- 2002-03-12 BR BR0208033-8A patent/BR0208033A/en active IP Right Grant
-
2007
- 2007-07-05 AU AU2007203131A patent/AU2007203131B2/en not_active Expired
-
2008
- 2008-07-18 JP JP2008187938A patent/JP2008273631A/en not_active Withdrawn
Also Published As
| Publication number | Publication date |
|---|---|
| CZ304107B6 (en) | 2013-10-30 |
| AU2002254196B2 (en) | 2007-08-23 |
| JP2004532059A (en) | 2004-10-21 |
| CN1245310C (en) | 2006-03-15 |
| JP2008273631A (en) | 2008-11-13 |
| CZ20032779A3 (en) | 2004-08-18 |
| AU2007203131B2 (en) | 2009-11-26 |
| HUP0303414A2 (en) | 2004-03-01 |
| CA2440444A1 (en) | 2002-09-19 |
| AU2007203131A1 (en) | 2007-07-26 |
| WO2002072429A1 (en) | 2002-09-19 |
| EP1368238A1 (en) | 2003-12-10 |
| SK287656B6 (en) | 2011-05-06 |
| CA2440444C (en) | 2010-02-23 |
| MXPA03008320A (en) | 2003-12-11 |
| BR0208033A (en) | 2004-02-25 |
| JP4636782B2 (en) | 2011-02-23 |
| HU228558B1 (en) | 2013-03-28 |
| PL364663A1 (en) | 2004-12-13 |
| US20020124526A1 (en) | 2002-09-12 |
| HUP0303414A3 (en) | 2006-03-28 |
| EP1368238B1 (en) | 2014-05-07 |
| ES2492890T3 (en) | 2014-09-10 |
| BRPI0208033B1 (en) | 2018-11-21 |
| SK12702003A3 (en) | 2004-06-08 |
| PL226183B1 (en) | 2017-06-30 |
| RU2003130086A (en) | 2005-02-27 |
| WO2002072429A9 (en) | 2002-12-19 |
| DK1368238T3 (en) | 2014-06-23 |
| NZ528791A (en) | 2005-10-28 |
| CN1541172A (en) | 2004-10-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| AU2007203131B2 (en) | Albumin in a Flexible Polymeric Container | |
| US6718735B2 (en) | Albumin in a flexible polymeric container | |
| AU2018253530B2 (en) | Sterile solutions product bag | |
| US5364384A (en) | Flexible container with intergral protective cover | |
| AU2002254196A1 (en) | Albumin in a flexible polymeric container | |
| EP1031340B1 (en) | Means to maintain configuration of flexible medical container | |
| JP2872643B2 (en) | Peritoneal dialysis system, peritoneal dialysis solution packaging system and package forming method | |
| JP2744787B2 (en) | Method and apparatus for filling containers aseptically | |
| JPH0464945B2 (en) | ||
| TWI551287B (en) | A multiple chamber bag and a process for preparing and filling the same | |
| JPH08508430A (en) | Aseptically manufactured, filled and sealed flexible container | |
| JP2004532059A5 (en) | ||
| US6645180B1 (en) | Single-use syringe | |
| JP3133149B2 (en) | Medical container with tube | |
| JP4365948B2 (en) | Infusion bag | |
| JPH0380509B2 (en) | ||
| JPH10216200A (en) | Preparation of container for medical treatment |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20140313 |