KR910003320B1 - 사출 구동장치 - Google Patents
사출 구동장치 Download PDFInfo
- Publication number
- KR910003320B1 KR910003320B1 KR1019870700642A KR870700642A KR910003320B1 KR 910003320 B1 KR910003320 B1 KR 910003320B1 KR 1019870700642 A KR1019870700642 A KR 1019870700642A KR 870700642 A KR870700642 A KR 870700642A KR 910003320 B1 KR910003320 B1 KR 910003320B1
- Authority
- KR
- South Korea
- Prior art keywords
- injection
- bowl
- screw
- servo motor
- servo
- Prior art date
Links
Images

Classifications
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/19—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by positioning or contouring control systems, e.g. to control position from one programmed point to another or to control movement along a programmed continuous path
- G05B19/21—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by positioning or contouring control systems, e.g. to control position from one programmed point to another or to control movement along a programmed continuous path using an incremental digital measuring device
- G05B19/23—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by positioning or contouring control systems, e.g. to control position from one programmed point to another or to control movement along a programmed continuous path using an incremental digital measuring device for point-to-point control
- G05B19/231—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by positioning or contouring control systems, e.g. to control position from one programmed point to another or to control movement along a programmed continuous path using an incremental digital measuring device for point-to-point control the positional error is used to control continuously the servomotor according to its magnitude
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/46—Means for plasticising or homogenising the moulding material or forcing it into the mould
- B29C45/47—Means for plasticising or homogenising the moulding material or forcing it into the mould using screws
- B29C45/50—Axially movable screw
- B29C45/5008—Drive means therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C2045/1784—Component parts, details or accessories not otherwise provided for; Auxiliary operations not otherwise provided for
- B29C2045/1792—Machine parts driven by an electric motor, e.g. electric servomotor
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/41—Servomotor, servo controller till figures
- G05B2219/41258—Single position detector for plural motors driving a single load
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/45—Nc applications
- G05B2219/45244—Injection molding
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Human Computer Interaction (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Automation & Control Theory (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
내용 없음.
Description
[발명의 명칭]
사출 구동장치
[도면의 간단한 설명]
제1도는 본 발명의 일실시예에 의한 사출장치의 중요부를 나타낸 개략도이고,
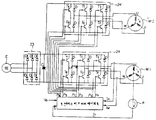
제2도는 제1도의 제어장치의 개략회로도이다.
[발명의 상세한 설명]
[기술분야]
본 발명은 사출성형기에 관한 것으로서, 특히 구동원으로 복수개의 서어보 모우터를 사용하고, 이 모우터에 의하여 스크류를 축방향으로 이동시켜서 사출을 행하는 사출성형기의 사출장치에 관한 것이다.
[배경기술]
스크류를 축방향으로 이동시켜서 사출을 행하는 사출장치의 구동원으로 종래는 유압을 사용하고 있었다. 그리고 근년에는 이 사출장치의 구동원으로 서어보 모우터 사용하는 사출성형기가 개방되어 있으나, 이 경우 사출성형기를 대형으로 하고, 큰 사출압력도 출력할 수 있도록 하기 위하여는, 서어보 모우터도 대형화하지 않으면 안된다. 따라서, 서어보 모우터를 대형화하면 대단히 특수한 모우터로되어 원가가 상승한다. 또 모우터의 상승(rise-time) 또는 하강(fall-time) 성능에 크게 영향을 주는 관성모우멘트는 모우터의 회전자 직경의 4승에 비례하여 커지므로, 대형의 서어보 모우터를 사용하면 관성모멘트가 커지므로 가감속 특성을 양호하게 하기에는 기술상 대단히 곤란하다. 그리고, 동 출원인의 일본국 특개소 60-125618호에는 복수의 모우터에 의하여 사출기구를 구동하는 방식이 제안되어 있다.
[발명의 개시]
본 발명은, 서어보 모우터에 의하여 사출기구를 구동하여 사출을 행하는 방식의 사출장치에 있어서, 복수의 서어보 모우터에 의하여사출기구를 구동시킴에 의해, 대출력에 의하여 가감속 특성을 양호하게 함과 아울러 염가의 사출장치를 얻는 것을 목적으로 하고 있다.
상기 목적을 달성하기 위하여, 본 발명은 서어보 모우터에 의하여 구동되는 보올나사에 의하여 스크류를 축방향으로 이동시켜서 사출을 행하는 사출성형의 사출구동장치에 있어서, 복수의 서어보 모우터에 의하여, 상기 이에 상응한 복수의 보올나사를 구동하고, 상기 복수의 서어보 모우터중 하나의 서어보 모우터에만 위치검출기를 설치하고, 이 위치검출기로부터 신호를 받는 제어장치에 의하여 상기 복수의 서어보 모우터마다 설치되어 있는 전력증폭기에 토오크 지령을 출력하여, 각 서어보 모우터를 구동 제어한다. 상세히 말하면, 스크류의 위치가 상기 위치검출기에 의하여 검출되고, 상기 제어장치는 검출된 스크류 위치와 입력한 속도지령에 따라서 각 서어보 모우터의 전력증폭기에 토오크 지령을 출력하며 각 서어보 모우터를 동기 구동하여, 스크류의 사출 속도제어 및 사출압 제어를 행한다.
이와 같이, 복수의 서어보 모우터에 의하여 스크류를 구동하여 사출을 행하므로, 큰 사출토오크를 발생시킬 수가 있다. 또한, 각 서어보 모우터의 회전자 직경은, 작은 것으로서 가능하므로, 회전자가 갖는 관성모우멘트는 작아지며, 사출장치의 구동원으로서의 복수의 서어보 모우터가 갖는 관성모우멘트의 합계도 본 발명의 구동원이 갖는 토오크와 동일 토오크를 출력 가능한 하나의 서어보 모우터의 관성모멘트보다 대폭으로 작게할 수가 있다. 그 결과, 사출장치의 가감속 특성이 양호해져서, 응답성이 양호하고 뛰어난 사출제어를 가능하게 한다. 또한, 서어보 모우터를 복수 설치하여도 고가의 펄스 엔코우더(Pulse encoder)등의 위치검출기는 1대로써 가능하며, 또 이들 복수의 서어보 모우터를 제어하는 제어장치는 전력증폭기만을 서어보 모우터의 수에 맞춰서 증설하면 되며, 다른 제어회로는 하나로서 가능하므로 경제적이다. 뿐만 아니라, 큰 토오크를 출력하기 위하여 대형의 서어보 모우터를 필요로하지 않으므로 시판되고 있는 것과 같은 대량생산의 염가의 서어보 모우터로써 구성할 수 있으므로, 이점에서도 사출성형기 자체가 대형화하여도 사출장치 자체를 염가로 제조할 수가 있다.
[발명의 실시하기 위한 최량의 형태]
제1도는 본 발명에 의한 사출장치의 중요부를 나타내며, 가열실린더(1)의 내부에는 스크류(2)가 회전, 왕복운동을 가능하게 설치되어 있다. 또 이 가열실린더(1)는 실린더내에 성형재료를 투입하는 호퍼(hopper)(3)와 연통해 있다. 앞 평판(front plate)(4), 뒤 평판(rear plate)(5)은 도시해 있지 않은 사출성형기의 베이스에 고착되어, 서로 도시되어 있지 않은 수개의 지지봉(tie rod)에 의해서 연결되어 있다.
가열실린더(1)는 앞 평판(4)에 배럴 너트(barrel nut)(13)로 고착되며, 스크류(3)의 후단은 압력 평판(pressure plate)(6)에 회전 가능하고, 또 축방향으로 이동이 불가능하게 장착되어 있다. 또 앞 평판(4)과 뒤 평판(5) 사이에는 2개의 보올나사(7)가 회전 가능하게 장착되고, 압력평판(6)에 설치된 보올너트(8, 8)와 각각 나사맞춤되어 있다. 상기 보올나사(7, 7)의 축에는 연결수단(11)에 의하여 각각 실질적 동일구조의 서어보 모우터(M1, M2)가 연결되고, 이 서어보 모우터(M1, M2)에 의하여 각각 회전구동되도록 되어있다. 또, 상기 보올나사(7, 7)의 축에는 기어(9, 9)가 각각 고착되어, 각각의 기어(9, 9)와 이( ) 맞물림하는 위상유지용의 기어(10)가 설치되어 있다. 상기 2개의 서어보 모우터(M1, M2)중 한쪽의 서어보 모우터(M1)에만 서어보 모우터의 회전위치, 즉 스크류(2)의 축방향위치를 검출하기 위한 펄스 엔코우더 등의 위치검출기(P)가 설치되고, 이 위치검출기(P)의 출력은 제어장치(12)에 입력되며, 그리고 상기 2개의 서어보 모우터(M1, M2)는 제어장치(12)에 의하여 구동 제어되도록 되어 있다. 그리고, 스크류(2)를 회전시키는 회전기구는 본 발명과 관계가 없으므로 그 설명을 생략한다.
) 맞물림하는 위상유지용의 기어(10)가 설치되어 있다. 상기 2개의 서어보 모우터(M1, M2)중 한쪽의 서어보 모우터(M1)에만 서어보 모우터의 회전위치, 즉 스크류(2)의 축방향위치를 검출하기 위한 펄스 엔코우더 등의 위치검출기(P)가 설치되고, 이 위치검출기(P)의 출력은 제어장치(12)에 입력되며, 그리고 상기 2개의 서어보 모우터(M1, M2)는 제어장치(12)에 의하여 구동 제어되도록 되어 있다. 그리고, 스크류(2)를 회전시키는 회전기구는 본 발명과 관계가 없으므로 그 설명을 생략한다.
제2도는 제어장치(12)를 나타내며, 본 실시예에서는 영구자석 동기전동기를 이용한 서어보 모우터(M1, M2)가 사용되어 있다. 이와 같은 서어보 모우터의 제어회로는 PWM 제어장치로서 알려져 있으나, 본 실시예는 전력증폭기로서의 트랜지스터 인버어터를 2개 병열로 설치한 점이 종래 장치와 상위하다. 즉, 제2도에 있어서, 3상전원의 출력을 정류회로(23)로 정류하고, 전력증폭기로서의 트랜지스터 인버어터(24, 24')에 입력하고 있으며, 이 트랜지스터 인버어터(24, 24')의 출력에 의하여 서어보 모우터(M1, M2)를 구동하고 있다. 통상의 PWM 제어장치에는 트랜지스터 인버어터(24)가 하나밖에 없으며, 이로써 하나의 서어보 모우터를 구동하도록 되어 있으나, 본 실시예에서는 또다른 트랜지스터 인버어터(24')가 상기 트랜지스터 인버어터(24)와 병열로 접속되어, 이와 대응하는 서어보 모우터(M2)를 구동하도록 되어 있다. 그리하여 상기 2개의 트랜지스터 인버어터(24, 24')는 트랜지스터 PWM 제어회로(21)에 병열로 접속되어, 서로 동기하여 구동되도록 되어 있다. P는 서어보 모우터(M1)의 회전자의 위치 및 속도를 검출하기 위한 펄스 엔코우더등의 위치 검출기이다.
트랜지스터 PWM 제어회로(21)는, 위치검출기(P)로 검출되는 현재 속도(S)와 수치제어장치 등의 상위 제어장치로부터의 속도지령(VO)을 비교하여, 토오크지령으로서의 PWM 신호(PA∼PF)를 출력하고, 트랜지스터 인버어터(24, 24')의 각 트랜지스터(TA∼TF, TA'∼TF')를 온·오프시켜서 각 서어보 모우터(M1, M2)의 U, V, W상의 권선 전류를 제어하여, 서어보 모우터(M1, M2)의 회전속도를 제어하는 것이다. 즉 트랜지스터 PWM 제어회로(21)로부터 출력되는 PWM 신호(PA, PB)에 의하여, 트랜지스터 인버어터(24, 24')의 트랜지스터(TA, TA') 및 트랜지스터(TB, TB')를 각각 동시에 온·오프시켜서 각 서어보 모우터(M1, M2)의 U상의 권선에 흐르는 전류를 제어하며, 동일하게 PWM 신호(PC, PD)에 의하여 트랜지스터(TC, TC') 및 트랜지스터(TD, TD')를 각각 동시에 온·오프시켜서, 각 서어보 모우터(M1, M2)의 V상의 권선에 흐르는 전류를 제어하고, PWM 신호(PE, PF)에 의하여 트랜지스터(TE, TE') 및 (TF, TF')를 각각 동시에 온·오프시켜서, 각 서어보 모우터(M1, M2)의 W상의 권선에 흐르는 전류를 제어하는 것으로서, 그 결과, 서어보 모우터(M1, M2)는 동기하고, 그리고 같은 토오크를 출력하도록 구동되게 된다. 그리고, 트랜지스터 PWM 제어회로(21)는 공지의 것이므로, 그 상세한 설명은 생략한다.
이하 본 실시예 장치의 동작에 대하여 설명한다.
수치제어장치 등의 상위의 제어장치로부터 속도지령치(VO)가 제어장치(12)의 트랜지스터 PWM 제어회로(21)에 입력되면, 트랜지스터 PWM 제어회로(21)는 위치검출기(P)에 의해서 검출된 현재속도(S)와 속도지령치(VO)를 비교하여 그 차이에 따라서, PWM 신호(PA∼PF)를 토오크지령으로서 출력하고, 트랜지스터 인버어터(24, 24')를 통하여 서어보 모우터(M1, M2)를 구동하여, 양모우터의 회전속도를 지령속도로 제어한다. 이때, 각 서어보 모우터(M1, M2)의 각 상의 권선에 흐르는 전류를 제어하는 트랜지스터 인버어터(24, 24')의 서로에 대응하는 상의 각각의 트랜지스터 동일 PWM 신호에 따라서 온·오프되므로, 양 서어보 모우터(M1, M2)의 동일상에는 동기되어 동일전류가 흐른다. 이 결과 서어보 모우터(M1, M2)는 서로 동기되는 동시에 동일 토오크로 회전하여, 보올나사(7, 7)를 구동시킨다. 또한, 2개의 보올나사(7, 7)에 설치한 기어(9, 9)에는 위상 유지용의 기어(10)가 이맞물림되어, 양 기어 사이에 위상의 오차, 즉 회전 오차가 생기지 않도록 되어 있으므로, 양 보올나사(7, 7)는 서로 동기하여 회전한다. 그 결과 양 보올나사(7, 7)에 나사맞춤되는 보올너트(8, 8)가 보올나사 축방향으로 이동하고, 보올너트(8, 8)가 고착된 압력 평판(6)을 축방향으로 이동시켜서, 스크류(2)를 전진(제1도중 왼쪽방향)시켜, 수지를 사출하게 된다. 이와 같이하여 복수의 서어보 모우터에 의하여 큰 출력을 얻을 수가 있다.
상기 실시예에서는 압력 평판(6)을 스크류(2)의 축방향으로 이동시키기 위한 보올나사(7)를 2개 사용하고, 각 보올나사(7, 7)마다 서어보 모우터(M1, M2)를 연결시켰으나, 보올나사의 수는 반드시 2개일 필요는 없으며, 기술한 일본국 특개소 60-125618호 공보 기재와 같이 1개 이어도 무방하며, 또 스크류(2)의 중심축을 중심으로한 동일원주상에 등간격으로 복수의 보올나사를 설치하고, 압력 평판(6)에 고착된 보올너트의 대응하는 것과 각각 나사맞춤시켜서, 압력 평판(6)을 이동시키도록 할 수도 있다. 그리고 서어보 모우터의 수도 반드시 보올나사에 대응시킨 수를 설치할 필요도 없으며, 복수의 서어보 모우터로 하나 또는 복수의 보올나사를 전동기구를 통하여 구동하도록 할 수도 있다. 그리고 서어보 모우터의 설치수를 증가한 경우에도, 서어보 모우터를 구동하는 회로는, 제2도에 있어서, 증설한 서어보 모우터에 대응하는 수만큼, 트랜지스터 인버어터를 증설하고, 이를 트랜지스터 인버어터(24, 24')와 병열로 접속하는 것만으로써 구성할 수 있으며, 펄스 엔코우더 등의 위치검출기(P)나, 트랜지스터 PWM 제어회로(21)는 증설할 필요는 없다. 또, 상기 실시예에서는 영구자석동기 전동기를 사용한 AC 서어보 모우터를 사용하였으나, DC 서어보 모우터를 사용하는 경우에 있어서도 이 서어보 모우터의 제어회로에 있어서는, 전력증폭기만을 병열로 증설하고 다른 제어회로나 위치검출기는 공용하면 된다. 또한 위상유지용으로서 형성한 기어(9, 10) 대신에, 풀리(Pulley)와 타이밍(timing belt)를 사용하여, 위상을 유지시키도록 할 수 있다.
Claims (4)
- 서어보 모우터에 의하여 구동되는 보올나사에 의하여, 스크류를 축방향으로 이동시켜서 사출을 행하는 사출성형의 사출구동장치에 있어서, 상기 보올나사를 구동하는 복수의 서어보 모우터와, 상기 복수의 서어보 모우터중 하나의 서어보 모우터에 설치된 위치 검출기와, 이 위치검출기로부터의 신호를 받아 상기 복수의 서어보 모우터 마다 설치된 전력증폭기에 토오크지령을 출력하여 각 서어보 모우터를 구동제어하는 제어장치를 갖는 것을 특징으로 하는 사출 구동장치.
- 제1항에 있어서, 상기 스크류는 압력 평판에 회전가능하게 장착되며, 상기 보올나사는 복수개 설치되어 상기 압력 평판에 고착된 복수의 보올너트와 각각 나사맞춤되고, 상기 복수의 서어보 모우터에 의하여 상기 복수의 보올나사는 구동되며, 상기 복수의 보올나사 사이에는 위상을 동일하게 하는 위상유지수단이 연결되어 있는 것을 특징으로 하는 사출구동장치.
- 제2항에 있어서, 상기 위상유지 수단은 상기 각 보올나사에 고착된 기어와, 이들 각 기어와 이() 맞물림하는 위상유지용 기어로써 구성됨을 특징으로 하는 사출구동장치.

- 제1항, 제2항 또는 제3항에 있어서, 상기 제어장치는 트랜지스터 PWM 제어회로이고, 상기 각 서어보 모우터마다에 설치된 전력증폭기는 트랜지스터 인버어터인 것을 특징으로 하는 사출구동장치.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP60-268296 | 1985-11-30 | ||
| JP60268296A JPS62128724A (ja) | 1985-11-30 | 1985-11-30 | 射出駆動装置 |
| PCT/JP1986/000612 WO1987003246A1 (en) | 1985-11-30 | 1986-11-29 | Injection driving device |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR880700730A KR880700730A (ko) | 1988-04-11 |
| KR910003320B1 true KR910003320B1 (ko) | 1991-05-27 |
Family
ID=17456552
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1019870700642A KR910003320B1 (ko) | 1985-11-30 | 1986-11-29 | 사출 구동장치 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US4741685A (ko) |
| EP (1) | EP0247208B1 (ko) |
| JP (1) | JPS62128724A (ko) |
| KR (1) | KR910003320B1 (ko) |
| DE (1) | DE3675211D1 (ko) |
| WO (1) | WO1987003246A1 (ko) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20170014710A (ko) * | 2015-07-31 | 2017-02-08 | 엘에스엠트론 주식회사 | 전동식 사출성형기의 사출장치 |
| KR20170060745A (ko) * | 2015-11-25 | 2017-06-02 | 엘에스엠트론 주식회사 | 전동식 사출성형기의 형체장치 |
Families Citing this family (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6342826A (ja) * | 1986-08-11 | 1988-02-24 | Fanuc Ltd | 射出成形機における型締め装置 |
| US4889478A (en) * | 1987-12-29 | 1989-12-26 | Toshiba Kikai K. K. | Apparatus for operating an injection compression molding machine |
| JPH0661801B2 (ja) * | 1988-07-13 | 1994-08-17 | 住友重機械工業株式会社 | 電動射出成形機のモータ制御装置 |
| JP2584287B2 (ja) * | 1988-08-29 | 1997-02-26 | ファナック株式会社 | トグル式型締装置 |
| AT395557B (de) * | 1988-11-08 | 1993-01-25 | Engel Gmbh Maschbau | Spritzgussvorrichtung zur herstellung von formteilen aus thermoplastischem kunststoff |
| US4988273A (en) * | 1989-06-23 | 1991-01-29 | Cincinnati Milacron Inc. | Injection molding machines having a brushless DC drive system |
| JP2542932B2 (ja) * | 1989-11-02 | 1996-10-09 | ファナック株式会社 | クランク式射出機構 |
| US4990084A (en) * | 1989-11-06 | 1991-02-05 | Cincinnati Milacron Inc. | Mold clamping system |
| US5190714A (en) * | 1989-11-06 | 1993-03-02 | Cincinnati Milacron Inc. | Mold clamping system |
| US5102327A (en) * | 1989-11-06 | 1992-04-07 | Cincinnati Milacron Inc. | Mold clamping system |
| ATE98926T1 (de) * | 1990-03-13 | 1994-01-15 | Siemens Ag | Elektromechanischer vorschubantrieb fuer eine plastifizierschnecke einer kunststoffspritzgiessmaschine. |
| US5207964A (en) * | 1991-02-13 | 1993-05-04 | Mauro James J | Method for manufacturing a plastic hollow product using water soluble resin |
| JPH08183079A (ja) * | 1994-12-28 | 1996-07-16 | Fanuc Ltd | 電動式射出成形機の可動部材推進機構 |
| US5582782A (en) * | 1995-03-01 | 1996-12-10 | Kato; Kazuo | Method of stopping a die of an injection molding machine and a die clamping apparatus |
| WO1997007971A1 (de) * | 1995-08-25 | 1997-03-06 | Karl Hehl | Spritzgiesseinheit für eine kunststoff-spritzgiessmaschine |
| AT404996B (de) * | 1995-12-27 | 1999-04-26 | Engel Gmbh Maschbau | Verfahren zum betreiben eines antriebes |
| AT2062U1 (de) * | 1997-04-09 | 1998-04-27 | Engel Gmbh Maschbau | Einspritzaggregat für spritzgiessmaschinen |
| JP3822354B2 (ja) * | 1998-05-15 | 2006-09-20 | 東芝機械株式会社 | 射出成形機 |
| KR100436963B1 (ko) * | 1998-06-17 | 2004-06-23 | 스미도모쥬기가이고교 가부시키가이샤 | 사출성형기의 스크루 구동 제어방법 |
| JP3316190B2 (ja) * | 1998-11-13 | 2002-08-19 | 住友重機械工業株式会社 | 射出装置 |
| US6149418A (en) * | 1999-04-16 | 2000-11-21 | Milacron Inc. | Dual motor drive system for an injection molding machine |
| DE19943709C2 (de) * | 1999-09-08 | 2002-07-18 | Demag Ergotech Wiehe Gmbh | Präzisions-Einspritzeinheit |
| JP2001088180A (ja) * | 1999-09-22 | 2001-04-03 | Nissei Plastics Ind Co | 射出成形機 |
| DE10060087C5 (de) * | 2000-12-02 | 2005-11-17 | Battenfeld Gmbh | Einspritzaggregat für eine Spritzgießmaschine |
| JP2005262634A (ja) * | 2004-03-18 | 2005-09-29 | Fanuc Ltd | 射出成形機の射出装置 |
| WO2007079503A1 (en) * | 2006-01-06 | 2007-07-12 | Heine Joost Bellingan | Compound motor |
| JP2010064349A (ja) * | 2008-09-10 | 2010-03-25 | Toyo Mach & Metal Co Ltd | 成形機 |
| US8201467B2 (en) * | 2008-09-25 | 2012-06-19 | Honeywell International Inc. | Dual drive electromechanical actuator with center output |
| JP5452260B2 (ja) * | 2010-02-02 | 2014-03-26 | 日立建機株式会社 | 電動動作装置及びそれを用いた作業機械 |
| JP2015023607A (ja) * | 2013-07-16 | 2015-02-02 | 株式会社アイエイアイ | アクチュエータおよびアクチュエータの駆動方法 |
| US11872737B2 (en) * | 2020-07-30 | 2024-01-16 | Promess, Inc. | System and apparatus for injection molding |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1521211A (fr) * | 1967-04-28 | 1968-04-12 | Presse d'injection avec piston à vis avec unité d'injection actionnée hydrauliquement | |
| DE2257380A1 (de) * | 1972-11-23 | 1974-06-06 | Gerhard Von Der Heyde | Gewindespingeltrieb zur erzeugung einer hin- und hergehenden bewegung |
| CA1196458A (en) * | 1981-10-08 | 1985-11-12 | Yoshihiko Yamazaki | Injection molding machine |
| JPS60125618A (ja) * | 1983-12-13 | 1985-07-04 | Fanuc Ltd | 射出成形機における射出機構駆動装置 |
| JPS60139422A (ja) * | 1983-12-28 | 1985-07-24 | Fanuc Ltd | 射出成形機 |
| JPS60174623A (ja) * | 1984-02-21 | 1985-09-07 | Toshiba Mach Co Ltd | 射出成形機 |
-
1985
- 1985-11-30 JP JP60268296A patent/JPS62128724A/ja active Granted
-
1986
- 1986-11-29 DE DE8686906957T patent/DE3675211D1/de not_active Expired - Lifetime
- 1986-11-29 KR KR1019870700642A patent/KR910003320B1/ko not_active IP Right Cessation
- 1986-11-29 EP EP86906957A patent/EP0247208B1/en not_active Expired - Lifetime
- 1986-11-29 WO PCT/JP1986/000612 patent/WO1987003246A1/ja active IP Right Grant
- 1986-11-29 US US07/086,141 patent/US4741685A/en not_active Expired - Lifetime
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20170014710A (ko) * | 2015-07-31 | 2017-02-08 | 엘에스엠트론 주식회사 | 전동식 사출성형기의 사출장치 |
| KR20170060745A (ko) * | 2015-11-25 | 2017-06-02 | 엘에스엠트론 주식회사 | 전동식 사출성형기의 형체장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPS62128724A (ja) | 1987-06-11 |
| EP0247208A4 (en) | 1988-02-23 |
| DE3675211D1 (de) | 1990-11-29 |
| WO1987003246A1 (en) | 1987-06-04 |
| EP0247208A1 (en) | 1987-12-02 |
| US4741685A (en) | 1988-05-03 |
| JPH0338100B2 (ko) | 1991-06-07 |
| EP0247208B1 (en) | 1990-10-24 |
| KR880700730A (ko) | 1988-04-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR910003320B1 (ko) | 사출 구동장치 | |
| US5198733A (en) | Starting a brushless DC motor | |
| US4933621A (en) | Current chopping strategy for switched reluctance machines | |
| KR910001569B1 (ko) | 사출성형기에 있어서의 형조임장치 | |
| KR0168852B1 (ko) | 무브러쉬 직류 구동시스템을 사용한 사출형성기 | |
| US5051680A (en) | Simple starting sequence for variable reluctance motors without rotor position sensor | |
| US5801509A (en) | Method of starting a permanent-magnet synchronous motor equipped with angular position detector and apparatus for controlling such motor | |
| US5166591A (en) | Current chopping strategy for generating action in switched reluctance machines | |
| EP0735664A2 (en) | Angle control system for a switched reluctance drive utilizing a high frequency clock | |
| US4761598A (en) | Torque-angle stabilized servo motor drive | |
| CN1790892A (zh) | 用于控制电机驱动的方法和装置 | |
| JPH0947066A (ja) | 永久磁石形同期電動機の制御装置 | |
| JPH1128751A (ja) | 射出成形機の駆動制御装置 | |
| US5145041A (en) | Motion converting mechanism | |
| JPS6297818A (ja) | 射出成形機における樹脂圧力制御装置 | |
| US20020101212A1 (en) | DC motor control apparatus | |
| US4529923A (en) | Circuit for driving a stepping motor | |
| JPS5918957B2 (ja) | パルスモ−タの停止制御装置 | |
| JPH11356090A (ja) | 電動射出成形機のモータ制御装置 | |
| CN105262309A (zh) | 微型电动汽车用开关磁阻电机位置传感器及控制方法 | |
| JPH04368488A (ja) | モータ駆動装置 | |
| JP2549508B2 (ja) | ステツピングモ−タの閉ル−プ駆動制御方法 | |
| SU970614A1 (ru) | Способ управлени электроприводом посто нного тока | |
| JPH0759378A (ja) | ブラシレスモータの速度制御方法及び装置 | |
| JPH0755079B2 (ja) | モータの脱調検出装置とモータ駆動制御装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| G160 | Decision to publish patent application | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| FPAY | Annual fee payment |
Payment date: 20050524 Year of fee payment: 15 |
|
| LAPS | Lapse due to unpaid annual fee |