KR890004944B1 - 산소절단 토오치(torch) - Google Patents
산소절단 토오치(torch) Download PDFInfo
- Publication number
- KR890004944B1 KR890004944B1 KR1019830002660A KR830002660A KR890004944B1 KR 890004944 B1 KR890004944 B1 KR 890004944B1 KR 1019830002660 A KR1019830002660 A KR 1019830002660A KR 830002660 A KR830002660 A KR 830002660A KR 890004944 B1 KR890004944 B1 KR 890004944B1
- Authority
- KR
- South Korea
- Prior art keywords
- oxygen
- cutting torch
- nozzle
- passage
- tube
- Prior art date
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K7/00—Cutting, scarfing, or desurfacing by applying flames
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F23—COMBUSTION APPARATUS; COMBUSTION PROCESSES
- F23D—BURNERS
- F23D14/00—Burners for combustion of a gas, e.g. of a gas stored under pressure as a liquid
- F23D14/38—Torches, e.g. for brazing or heating
- F23D14/42—Torches, e.g. for brazing or heating for cutting
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- General Engineering & Computer Science (AREA)
- Gas Burners (AREA)
- Nozzles (AREA)
Abstract
내용 없음.
Description
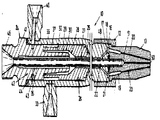
제 1 도는 토오치의 중심부를 따라 절개한 단면도.
제 2 도는 제 1 도를 확대도시한 단면도.
본 발명은 금속절단용의 산소절단토오치에 관한 것이다.
현재 공업분야에서 사용되는 산소절단토오치는 산소가 흐르는 중앙도관이 형성된 노즐을 이용하는 바, 이는 산소와 아세틸렌의 혼합가스가 흐르는 제 1 열 도관으로 둘러쌓여있고, 산소를 이동시키는 또 다른 외측도관에 둘러쌓여 있다. 가연성 가스들은 토오치내에서 완전히 혼합이 이루어지도록 난류되어 혼합되며, 이러한 난류가스는 작은 평행분사를 이루게된다.이는 연료가스의 화염내에서 중앙의 산소분사로 이루어지는 난류성 산소흐름과 상호작용하여 과다한 산소가 분사되 절단될 금속이 연소된다.
이러한 형태의 절단토오치에 대한 단점중 하나는 절단부위에 극히 거칠은 난류가스가 분사되어 절단면이 거칠게되고 금속의 연소부위가 넓어지는 것이다. 그러나 금속의 연소부위가 넓어지는 것은, 절단되는 변부가 가능한 한 깨끗히 처리되야 되는 필요성 때문에 바람직스럽지 못하다.
오스트레일리아 특허 제450,066호에는 노즐구멍이 직경의 적어도 3배가 넘는 직경과 8배가 넘는 길이로 이루어진 혼합실의 용접 토오치가 기술되어 있다. 이 특허에 기술된 기구는 화염이 난류가스로 연소되지 않아서 작은 면적에만 고온을 만든다는 것만으로 상업적으로 성공적이었다. 이러한 현상은 다른 방법으로는 용이하게 용접될 수 없는 금속을 용접할 수 있도록 하였다.
본 발명의 목적은 산소절단토오치에 의한 처리과정에서 금속의 연소부위를 감소시키고 난류가 발생되지 않는 원활한 가스의 연소에 의한 고온집적 가열을 발생시키는 개량형의 산소절단토오치를 제공하는 것이다.
본 발명에 있어서, 산호와 아세틸렌은 비교적 큰 단면적의 혼합실내에서 혼합된 후 원활한 가스공급이 이루어지도록 길게이어진 통로를 통과한 다음에 노즐내의 중앙산소 분사구를 둘러싸고 원형으로 배열된 다수의 노즐 구멍으로 공급된다. 여기에서 노즐구멍들은 하향으로 수렴되어 이들의가스분사가 단일집소점에서 중앙산소구멍의 분사와 모두 교차되도록 되어있다.
특히, 본 발명은 몸체와 여기에 부착된 산소 및 아세틸렌호스 연결부, 몸체의 하단에 부착된 노즐로 구성된 산소절단토오치로서, 산소와 아세틸렌 혼합가스가 흐르는 통로가 몸체내에 길게 형성되어 있고, 사용시 산소가 흐르는 중앙 통로가 형성되어 있으며 이 중앙통로는 노즐의 산소 분사구와 연결되고, 상기 길게 이어진 통로는 노즐내에 있는 다수의 연료가스 분사구와 연결되어 있다. 연료가스 분사구는 중앙 산소분사구의 연장선에 놓인 단일 집속점에서 서로 교차되도록 하향으로 수렴되어 있다.
이러한 장치를 활용하므로서, 절단을 위한 열이 난류형 화염보다 더욱 잘 집속되어진다. 그 한가지 예로서 두께 12㎜인 연강(軟鋼)의 500㎜가 1분의 기간내에 절단되었으며 절단면이 극히 깨끗하고 판의 상하부위의 변이 날카롭게 되었었다. 급속의 연소부위가 작아서 슬래그가 쉽게 제저되었으며, 판에 전달되는 열은 종래의 토오치들 보다 극히 작았다. 또한 가스 사용량이 적었다. 예를 들어, 이러한 절단에서 2psi(14kpa)하의 아세틸렌가스 2입방 피이트와 20psi(140kpa)하의 18입방 피이트의 산소가 필요했으나, 종래에는 이러한 량의 절단에는 15psi하의 10입방 피이트의 아세틸렌 가스와 40psi하의 80입방 피이트의 산소가 필요하였다. 그러므로, 절단속도가 빠른 뿐만아니라 가스소비는 난류성 화염에서의 소비량에 비해 1/4이하로 감소된다.
상기 장치의 또다른 장점은 일단 불꽃이 생성되면 연료가스의 산소량을 크게 줄일수 있으며 산소를 부가하는 것은 단지 화염의 가스 균형에 대한 조금만 차이만을 일으킨다. 이는 결과적으로 금속표면에 지나치게 산소가 분사됨이 없이 고르게 가열되도록하며 연소에 의해 생성된 이산화탄소와 수증기가 금속의 표면을 덮어 절단부위를 제외한 다른 부분의 지나친 산화를 막는다.
도면을 참조하여 본 발명을 설명하면 다음과 같다.
산소절단토오치(10)는 외부 몸체(11)로서 구성되고, 이것의 하단에는 나사형태의 리테이닝너트(12)가 있어서 노즐(13)을 몸체(11)의 단부에 단단히 고정시키고 있다. 몸체(11)의 하단에는 일련의 관(19)과 관형태의홈(18)이 연결된 상태의 서로 이격된 2개의 지관이 형성되어 있다. 관(19)은 연료분사구(20)보다 비교적 더 큰 직경을 갖는다. 몸체에는 또한 내측 관형태의 홈이 제공되어 있는바, 이 홈은 몸체(11)의 중앙을 관통하여 노즐(13)의 중앙까지 뻗어있는 중앙통로를 이루는 평행한 벽으로 이루어진 관(22)의 외면에 대하여 홈의 벽이 "0"링(21)을 압축하는 형태 및 크기를 가지고 있다.
중앙통로(22)는 모체(11)내에 나사형태로 연결되어 노즐과 대향된 상단으로 부터 몸체로 들어가는 외향 나사 단부부재(24)에 의해서 정위치에 고정된다. 스페이서부재(25)는 단부(24)와 접축되어 있고 몸체(11)의 요홈과 적절히 결합된 하단에 돌출부(26)가 형성되어 있어서 가스의 흐름이 자사의 후측으로 지나는 것을 막는다. 비록 도면에는 나타나 있지 않지만 스페이서 부재(25)는 몸체(11)와 나사형태로 결합될 수 있다. 연료가스의 혼합 및 흐름통로의 기능을 수행하는 관형태의 틈을 이루고있는 중앙관(27)이 중앙통로(22)보다 더 큰직경으로 뻗어있다. 스페이서부재(25)의 상단에는 중앙관(27)의 경사진 관(28)이 형성되어 있어서 단부부재(24)의 전방으로 경사진 중앙 스피곳(29)을 수용하고 있다. 이 스피곳(29)과 경사진 관(28)의 벽사이에 관형태의틈이 형성되어 있어서 하단으로 갈수록 단면적이 넓어진다. 이는 스페이서(25)의 관 상단을 관통하여 아세틸렌 주입구(33)로 부터 방사상으로 뻗어있는 다수의 구멍(32)을 통해 아세틸렌이 흐르도록 한다.
스피곳(29)은 공동형이며 스피곳을 관통하는 중앙관을 중앙통로보다 더 큰 직경을 이루고 있어서 내부 관형태의 틈(25)이 통로(22)와 관(27)의 벽사이에 있는 틈까지 뻗어있다. 스피곳을 둘러싸고 있는 스페이서(25)의 끝부분은 직경이 감소하고 연료 유입구(33)로 부터 구멍(32)까지 아세틸렌이 흐르도록 한 제 3 의 외측 관형태의 틈(37)이 형성되어있다. 몸체(11)에는 외측으로 뻗어있는 나사형태의 호스연결부(40)가 제고되어 있어서 여기에 산소 호스가 연결되고, 단부의 중앙은 육각형을 이루고 있는 스패너로서 돌릴 수 있도록 되어있다. 6각형 부분의 내부는 몸체(11)의 나사형 단부와 접촉되는 나선부(42)를 이룬다. 이 나선부는 내부 관형태의 틈(35)으로 부터 내측 방사상으로 뻗은 구멍(44)을 갖는 관형태의 홈(43)에 의해서 길이를 따라 가로막혀 있다. 그러나 내측 관형태의 틈(35)은 제 2 산소 유입구인 동축 나사형의 호수연결부(46)에서 끝나고 통로(22)의 상단은 연결구에서 밀봉된다.
단부부재(24)에 위치한 방사방향의 관(44)을 통해 연결부(40)로 부터 내측 관형태의 틈(35)으로 주입된 산소는 내측틈(35)을 통하여 노즐(13)까지 난류가 생성없이 이동 한다. 아세틸렌은 연결부(33)으로 부터 틈(37)및 구멍(32)을 통과하고 중간위치의 틈(30)을 통한다음 스티곳(29)의 종단을 지나서 통로(22)를 둘러싸고 있는 중앙관(27)으로 연결되는 경사진 구멍(28)으로 흘러 산소와 합류된다. 통로의 하단은 몸체(11)의 노즐단부에 위치한 "0"링(21)에 의해서 밀봉된다. 그러나 관(48)은 길이방향의 양쪽으로 뻗어있으며 방사 방향에서 몸체(11)의 단부에 위치한 외측 하단의 홈(18)에서 끝나고, 이들은 동축 노즐구멍(19, 20)과 열결되어 가스가 흐르며 산소 분사구(20)를 둘러 싸고 노즐내에서 경사를 이루고 서로를 향해 접근하여 이들의 연장선산에 놓인 집속점 "C"에서 만나도록 되어있다. 이들 각각의 구멍은 상단이 비교적 큰 직경을 이루고 하단은 비교적 작은 지경을 갖고 있으며 노즐(13)로 부터의 난류를 방지한다. 노즐(13)의 중앙 산소분사구(50)는 통로 중앙축과 동축으로 노즐의 외측 단부에 위치한 원추형 단부(51)로 부터 뻗어있다. 원추각은 150-170°사이이며 이는 중앙통로를 흐르는 산소의 난류를 최소화한다. 통로를(22) 및 이것과 관(27)의 벽 사이에 위치한 길게 이어진 통로는 단면적에 비해 걸어서 이곳을 흐르는 가스가 원활이 이루어지도록 한다. 노즐내의 연료 분사구(20)와 중앙의 산소 분사구(50)의 길이는 이러한 이유로 길게 되어 있으며, 각각의 경우 직경의 300배이상되는 길이를 갖는다. 이러한 구조는 사용되는 압력이 낮아도 가스가 난류의 형성이 없이 원활히 흐르도록 한다. 제어수단(도시하지 않음)이 각각 중앙통로의 산소, 흡합가스산소 및 아세틸렌 조절용으로 설치되며, 화염은 혼합가스의 산소와 아세틸렌을 조절함으로써 일차적으로 형성되고 중앙통로의 절단용 산소는 화염분사의 혼합가스와 거의 저항없이 제공될 수 있다. 즉, 가열영역을 둘러싸는 가스가 완전히 중앙에 놓여서 절단된 금속의 표면을 과하게 산화시키지 않는다.
이러한 토오치에 의한 완벽한 연소상태에 기인하여, 그리고 화염가스와 절단용 산소의 비교적 비난류성인흐름에 기인하여, 절단용 산소 출구의 직격을 극히 작게할 수 있으므로 (본 실시예에스는 대락 0.050인치 또는 1.1㎜의 지경), 절단목적용으로 그그히 작은 직경의 면적에 높은 집속열을 제공할 수 있다.
Claims (6)
- 몸체(11)와 여기에 부착된 산소 및 아세틸렌 연결부(33, 40, 46)및 몸체의 하단에 위치한 노즐(13)로 구성되어 있으며, 몸체내에 산소와 아세틸렌이 이송되는 관(27)이 형성되어 있고, 산소가 흐르는 또 다른 중앙통로(22)가 형성되어 있는 산소절단토오치에 있어서, 상기 중앙통로(22)는 노즐에 위치한 산소 중앙분사구(50)에서 뚫려있고, 관(27)은 다수의 연료가스 분사구(20)와 연결되어 있으며, 중앙 산소분사구의 연장선에 놓인집합점(C)에서 이들 분사구의 모든 연장선이 교차되도록 연료가스 분사구가 하단방향으로 수렴되어 있는 산소절단토오치.
- 제 1 항에 있어서, 가스가 상기 분사구를 통해 원활히 분사되도록 상기 통로 및 분사구에 대한 단면적의 비율이 극히 작은 산소절단토오치.
- 제 1 항에 있어서, 단부부재(24)가 몸체의 상단에 결합되어 있고 산소호스 연결부(46)가 단부 부재에 형성되어 있으며, 중앙통로는 단부 부재로 부터 몸체를 관통하여 노즐까지 뻗어있는 관으로 형성된 산소절단토오치.
- 제 3 항에 있어서, 스페이서 부재(25)가 몸체내의 단부 부재와 노즐사이에 결합되어 있으며, 상기 관(27)은 통로(22)의 외면과 스페이서 부재, 단부 부재 및 몸체를 관통하고 통로(22)를 감싸고 있는 관(27)의 벽사이에 관형태의 틈으로 형성된 산소절단토오치.
- 제 4 항에 있어서, 연결부는 몸체(11)로 부터 연장된 제 2 의 산소호스 연결부(40)와 아세틸렌호스 연결부(33)를 포함하며, 연결부와 관(27)사이에 연료가 흐를 수 있도록 단부부재(24)와 스페이서 부재(25)에 각각 구멍(44, 32)에 형성되어 있는 산소절단토오치.
- 제 1 항에 있어서, 노즐 분사구(20)은 관 형태의 홈(18)과 연결된 보다 큰 직경의 구멍(19)과 각각 연결되어 있는 산소절단토오치.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AUPF443182 | 1982-06-15 | ||
| AUPF4431 | 1982-06-15 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR840005034A KR840005034A (ko) | 1984-11-03 |
| KR890004944B1 true KR890004944B1 (ko) | 1989-12-02 |
Family
ID=3769584
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1019830002660A KR890004944B1 (ko) | 1982-06-15 | 1983-06-15 | 산소절단 토오치(torch) |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US4468007A (ko) |
| JP (1) | JPS597812A (ko) |
| KR (1) | KR890004944B1 (ko) |
| AU (1) | AU1572183A (ko) |
| BE (1) | BE897057A (ko) |
| CA (1) | CA1216509A (ko) |
| DE (1) | DE3321697A1 (ko) |
| FR (1) | FR2528341A1 (ko) |
| GB (1) | GB2121949B (ko) |
| IT (1) | IT1169733B (ko) |
| NZ (1) | NZ204545A (ko) |
| SE (1) | SE453574B (ko) |
| ZA (1) | ZA834401B (ko) |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60185672U (ja) * | 1984-05-21 | 1985-12-09 | 東レ株式会社 | パイル布帛用パイル糸 |
| SE8500674L (sv) * | 1985-02-14 | 1986-08-15 | Aga Ab | Anordning i skerbrennare |
| FR2594528B1 (fr) * | 1986-02-20 | 1988-07-15 | Petavit Ets | Embout de melange de fluides pour appareil de fabrication de neige artificielle |
| JPS6328925A (ja) * | 1986-07-22 | 1988-02-06 | カネボウ株式会社 | 空気仮撚による精紡糸の製造方法 |
| JPS6375124A (ja) * | 1986-09-18 | 1988-04-05 | Murata Mach Ltd | ブレンド糸の製造装置 |
| JPS63112727A (ja) * | 1986-10-23 | 1988-05-17 | Murata Mach Ltd | 紡積糸の製造装置 |
| JPS63135534A (ja) * | 1986-11-27 | 1988-06-07 | カネボウ株式会社 | 空気仮撚による精紡糸の製造方法 |
| JPH0641652B2 (ja) * | 1986-12-26 | 1994-06-01 | 鐘紡株式会社 | 空気仮撚による羊毛/ポリエステル混紡精紡糸の製造方法 |
| JP2565700B2 (ja) * | 1986-12-26 | 1996-12-18 | 鐘紡 株式会社 | 空気仮撚による羊毛/ポリエステル混紡精紡糸 |
| JPS63182436A (ja) * | 1987-01-20 | 1988-07-27 | カネボウ株式会社 | 空気仮撚による羊毛/ポリエステル混紡精紡糸 |
| JPS63190039A (ja) * | 1987-01-28 | 1988-08-05 | カネボウ株式会社 | 空気仮撚による精紡糸を用いた織布 |
| US4958485A (en) * | 1988-12-22 | 1990-09-25 | Springs Industries, Inc. | Corespun yarn for fire resistant safety apparel |
| JPH04135971U (ja) * | 1991-05-31 | 1992-12-17 | 村田機械株式会社 | ブレンドヤーンの製造装置 |
| FR2763668B1 (fr) * | 1997-05-20 | 1999-08-06 | Michel Donze | Chalumeau d'oxycoupage |
| KR100468919B1 (ko) * | 2002-05-29 | 2005-02-02 | 삼성전자주식회사 | 산소발생기를 갖춘 공기조화기 |
| US8129651B2 (en) * | 2009-07-02 | 2012-03-06 | Glen Thomas Skelton | Adapter converting a conventional oxy-fuel cutting torch to an exothermic cutting torch |
| JP7257517B2 (ja) * | 2018-12-21 | 2023-04-13 | シーラス ヒート テクノロジー カンパニー エルエルシー | 酸素フォアハースバーナーアセンブリ |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE323714C (de) * | 1916-08-09 | 1920-08-04 | Carbo Hydrogen Company Of Amer | Schneidbrenner |
| FR491070A (fr) * | 1918-07-29 | 1919-05-20 | Alexander Frederick Jenkins | Perfectionnements aux chalumeaux permettant le découpage et le soudage combinés |
| GB234493A (en) * | 1924-05-20 | 1925-10-08 | Cyprien Vuillaume | Improvements in oxy-acetylene or like blowpipes |
| US1644157A (en) * | 1926-11-15 | 1927-10-04 | Elmer H Smith | Method of making torch tips |
| US1955120A (en) * | 1929-07-22 | 1934-04-17 | Arthur J Fausek | Tip for cutting torches |
| GB575227A (en) * | 1944-03-08 | 1946-02-08 | Robert Henry Farmer Boot | Improvements in or relating to blow pipes |
| GB603969A (en) * | 1945-11-19 | 1948-06-25 | British Oxygen Co Ltd | Improvements in or relating to means for conducting gaseous streams to a gas cuttingnozzle |
| US2671501A (en) * | 1948-04-28 | 1954-03-09 | Daniel A Marra | Cutting torch tip |
| US2552873A (en) * | 1948-12-24 | 1951-05-15 | Smith Welding Equipment Corp | Cutting torch |
| GB739155A (en) * | 1952-06-30 | 1955-10-26 | Leslie John Hancock | Improvements in or relating to blowpipe nozzles for oxygen cutting and flame heating appliances |
| FR1168810A (fr) * | 1957-03-04 | 1958-12-17 | Dube R | Porte-buse pour chalumeau |
| DE1429136A1 (de) * | 1963-07-04 | 1969-02-06 | Jakob Christ | Schneidbrenner mit auswechselbaren gasemischenden getrennten Heiz- und Schneidduesen |
| DE1929591B1 (de) * | 1968-12-19 | 1970-10-22 | Harris Calorific Co | Schneidbrennermundstueck |
| JPS5310822B2 (ko) * | 1972-03-06 | 1978-04-17 | ||
| GB1497805A (en) * | 1974-08-28 | 1978-01-12 | Boc International Ltd | Cutting nozzles |
| US3948496A (en) * | 1975-01-16 | 1976-04-06 | Airco, Inc. | Oxygen-fuel cutting torch |
-
1982
- 1982-06-15 AU AU15721/83A patent/AU1572183A/en not_active Abandoned
-
1983
- 1983-06-13 NZ NZ204545A patent/NZ204545A/en unknown
- 1983-06-13 US US06/503,870 patent/US4468007A/en not_active Expired - Fee Related
- 1983-06-13 CA CA000430230A patent/CA1216509A/en not_active Expired
- 1983-06-14 GB GB08316173A patent/GB2121949B/en not_active Expired
- 1983-06-15 SE SE8303434A patent/SE453574B/sv not_active IP Right Cessation
- 1983-06-15 ZA ZA834401A patent/ZA834401B/xx unknown
- 1983-06-15 JP JP58107598A patent/JPS597812A/ja active Pending
- 1983-06-15 BE BE0/211008A patent/BE897057A/fr not_active IP Right Cessation
- 1983-06-15 IT IT21629/83A patent/IT1169733B/it active
- 1983-06-15 FR FR8309894A patent/FR2528341A1/fr not_active Withdrawn
- 1983-06-15 KR KR1019830002660A patent/KR890004944B1/ko not_active IP Right Cessation
- 1983-06-15 DE DE3321697A patent/DE3321697A1/de active Granted
Also Published As
| Publication number | Publication date |
|---|---|
| DE3321697A1 (de) | 1983-12-15 |
| DE3321697C2 (ko) | 1988-11-03 |
| GB2121949A (en) | 1984-01-04 |
| GB8316173D0 (en) | 1983-07-20 |
| US4468007A (en) | 1984-08-28 |
| JPS597812A (ja) | 1984-01-17 |
| IT8321629A0 (it) | 1983-06-15 |
| IT1169733B (it) | 1987-06-03 |
| IT8321629A1 (it) | 1984-12-15 |
| NZ204545A (en) | 1986-10-08 |
| FR2528341A1 (fr) | 1983-12-16 |
| SE453574B (sv) | 1988-02-15 |
| CA1216509A (en) | 1987-01-13 |
| GB2121949B (en) | 1986-05-14 |
| ZA834401B (en) | 1984-03-28 |
| BE897057A (fr) | 1983-10-03 |
| SE8303434L (sv) | 1983-12-16 |
| SE8303434D0 (sv) | 1983-06-15 |
| AU1572183A (en) | 1983-12-22 |
| KR840005034A (ko) | 1984-11-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR890004944B1 (ko) | 산소절단 토오치(torch) | |
| US3638932A (en) | Combined burner-lance for fume suppression in molten metals | |
| JPH06101820A (ja) | オキシ・燃料燃焼装置 | |
| FR2709812A1 (fr) | Procédé de combustion. | |
| EP0032151A1 (en) | Cutting torch having integral head mixer | |
| US3387784A (en) | Burner for fluid fuels | |
| CA2053457A1 (fr) | Procede de chauffe d'une enceinte thermique et bruleur | |
| US1373829A (en) | Welding and cutting torch | |
| US4509689A (en) | Cutting torch | |
| US6824735B2 (en) | Gas cutting torch | |
| US2897884A (en) | Cutting torch tip construction | |
| US4477262A (en) | Mixer for cutting torch | |
| US20060088794A1 (en) | Superheating burner with turbulence ring | |
| US4511086A (en) | Cutting torch | |
| RU2107868C1 (ru) | Газосварочная горелка | |
| FR2741702A1 (fr) | Bruleur a gaz pour four de rechauffage de produits siderurgiques | |
| US4413809A (en) | Anti-flashback cutting torch | |
| JP3156731B2 (ja) | 石英ガラス製バーナー | |
| SU529343A1 (ru) | Газокислородный резак внешнего смешени газов | |
| US1944047A (en) | Welding torch | |
| RU2347652C2 (ru) | Газосварочная горелка | |
| FR2570473A1 (fr) | Perfectionnements aux bruleurs a gaz a ecoulement parallele comportant une rosace et un moyeu d'accrochage de flamme concernant les bruleurs a gaz et l'alimentation independante en air central | |
| US1301044A (en) | Apparatus and method of burning combustible gases. | |
| RU2076791C1 (ru) | Резак для кислородной резки металла на жидком горючем | |
| SU964360A2 (ru) | Инжекционный смеситель горелки |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| G160 | Decision to publish patent application | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| LAPS | Lapse due to unpaid annual fee |